

GAS 110 ECO
CONDENSING
High efficiency floor standing
fully condensing boiler with
ultra low NOx emission
for single and modular/
cascade applications
Outputs: Gas 110 Eco
- 65 13.3 - 65 kW
- 115 18.4 - 113.8 kW
REMEHA GAS 110 ECO
Tr eadLightly
ON THE PLANET
Gas
110 Eco
Modular / Cascade
Gas Fired Condensing Boiler
Boiler description
The Remeha Gas 110 Eco 115 / 65 are floor standing, condensing
boilers. The one piece, cast aluminium heat exchanger and other
major components are contained within a sealed air box. This forms
the main boiler casing with a removable front section for
maintenance purposes. All electrical and electronic controls are
contained within the boiler casing.
The combined flue gas outlet and combustion air inlet are mounted
on the top of the boiler, with the flow, return, gas and condensate
connections located at the rear of the boiler. The boiler is suitable
for room-sealed or open flue applications. It has been designed for
central heating and indirect hot water production. It must be
installed on a fully pumped system and is suitable for use on both
sealed and open vented installations (minimum operating pressure
of 0.5 bar open vented and 0.8 bar pressurised).
The pre-mix, down-firing gas burner (NG or LPG) with its gas/air
ratio control system, ensures clean, trouble free operation with
higher than average efficiencies (of up to 110% NCV) in the
condensing mode, combined with ultra low NOx and minimum CO
emissions. The standard control package allows actual and set
values to be read and adjusted on the built-in digital display which
also provides normal operating and fault code indication. An
intelligent, advanced boiler control (abc) continuously monitors the
boiler conditions, varying the heat output to suit the system load.
The control is able to react to external “negative” influences in the
rest of the system (flow rates and air/gas supply problems)
maintaining boiler output for as long as possible without resorting
to a lock out condition. At worst the boiler will reduce its output
and/or shut down (shut-off mode); awaiting the “negative”
conditions to return to normal before re-starting. The ‘abc’ control
cannot override the standard flame safety controls.
Declaration of compliance
We hereby certify that the series of appliances specified hereinafter
is in compliance with the standard model described in the EC
declaration of compliance, and that it is manufactured and
marketed in compliance with the requirements and standards of the
following European Directives.
Manufacturer: Broag-Remeha Ltd, Remeha House,
Molly Millars Lane RG41 2QP WOKINGHAM, Berks
Product type: Gas fired condensing boiler
Formats: Remeha Gas 110 Eco 115 / 65
Standards & rules: - 90/396/EEC Gas Appliance Directive
Reference Standards: EN 437; EN 483;
EN 625; EN 677
- 2006/95/EC Low Voltage Directive
Reference Standard: EN 60.335.1
- 2004/108/EC Electromagnetic Compatibility Directive
Generic standards: EN1000-6-3 ; EN 61000-6-1
- 92/42/EEC Efficiency Directive ****
Inspecting
organisation: Gastec
Values: NOx (mg/kWh) dry @ 0% O2
Gas 110 Eco 65 25 21 - DIN 4702 Teil 8
Gas 110 Eco 115 30 31 - EN 297A3
CE-0063BS3826
Contents
page
Introduction/Boiler description 2
Typical boiler construction 3
Efficiency/Application information 3
Advantages at a glance/Operating principle 4
Dimensions 5
Maintenance and Service clearances 5
Technical data 6
Modular/cascade boiler options 7
Smart Connection Technology 8
Typical installations 9
Typical flue options 10
Flue systems 11
Modular flue systems 12
Flue dilution systems 12
Electrical installations and controls 13
Electrical connections and controls 14
Optional controls and accessories 15
Introduction
Remeha Gas 110 Eco boilers are floor
standing gas-fired condensing boilers
fitted with an "Open Therm" control
interface which enable
direct weather
compensation using Remeha single
and multi boilers controls or the
customer can choose to use external
control options supplied by others
without affecting boiler performance.
The Remeha Gas 110 Eco has been
developed specifically to fit directly
into the same floor area as a
traditional boiler of equal output.
This will promote the benefit of
higher energy efficiency and lower
carbon emissions. They are designed
for sealed and open vented heating
systems, with a maximum operating
temperature of 90°C. Installation is
recommended where possible on low
temperature heating installations.
2
REMEHA GAS 110 ECO
3
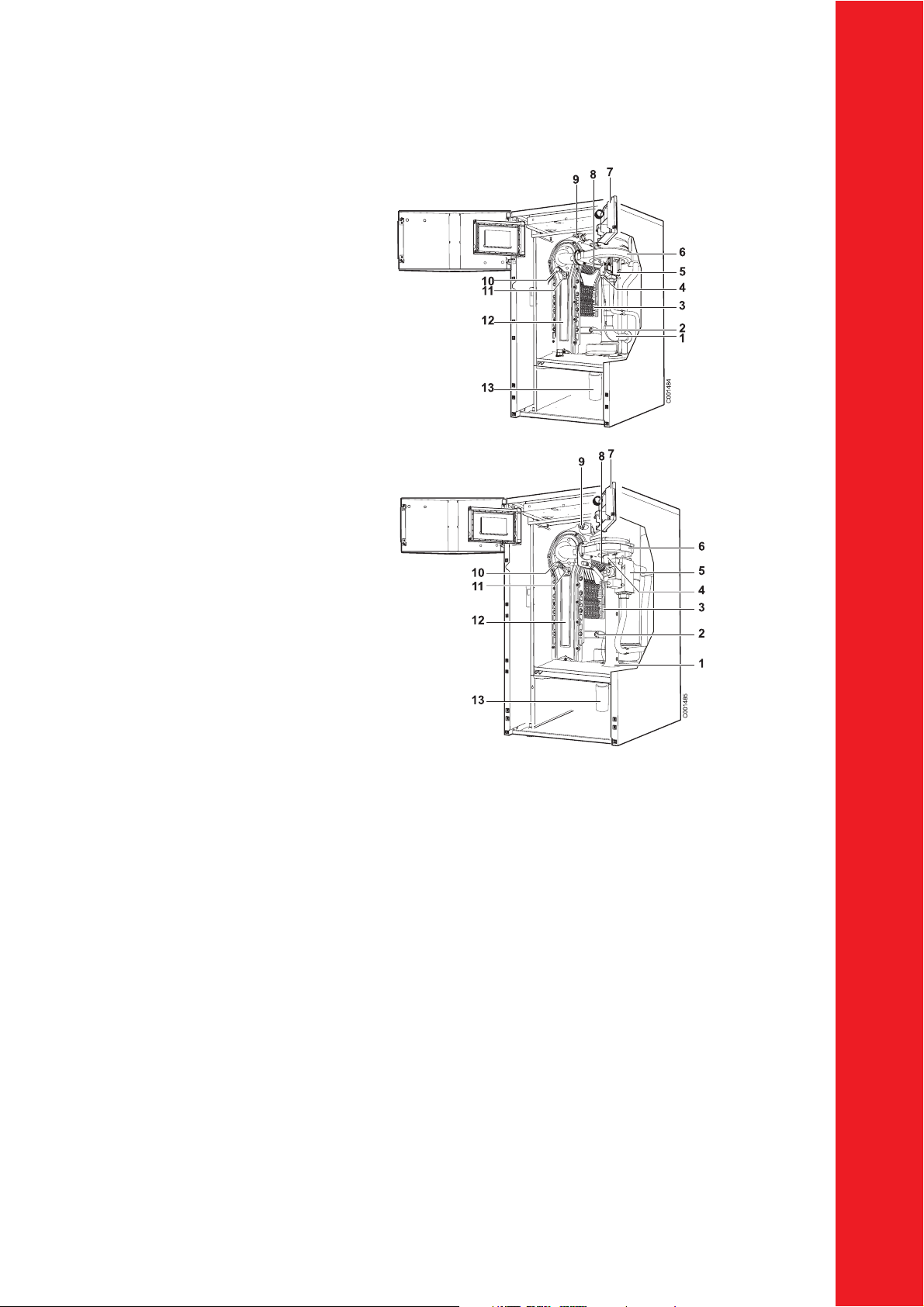
Typical boiler construction
Gas 110 Eco 65
1. Fan air inlet
2. Return sensor
3. Heat exchanger
4. Venturi
5. Gas valve
6. Fan
7. Control panel
8. Burner
9. Flow temperature sensor
10. Ignition electrode + Ionisation electrode
11. Flame inspection window
12. Heat exchanger inspection cover
13. Siphon
Gas 110 Eco 115
1. Fan air inlet
2. Return sensor
3. Heat exchanger
4. Venturi
5. Gas valve
6. Fan
7. Control panel
8. Burner
9. Flow temperature sensor
10. Ignition electrode + Ionisation electrode
11. Flame inspection window
12. Heat exchanger inspection cover
13. Siphon
Efficiency information
SBEM efficiency
65–97.57% 115–96.45% – The SBEM ‘heat generator seasonal efficiency’ figures are based upon GCV
using formula (30% *0.81) + (100%*0.19)
Annual efficiency
Up to 109% at Hi (98% at Hs) at an input of 30% and a return temperature of 30°C.
Heat to water efficiency
a. Up to 99% at Hi (89% at Hs) at an average water temperature of 70°C (80/60ºC) - Gas 110 Eco 65 only.
b. Up to 98% at Hi at an average water temperature of 70°C (80/60ºC) - Gas 110 Eco 115 only, also 88% at Hs.
c. Up to 110% at Hi (99% at Hs) at an average water temperature of 35°C (40/30ºC) - Gas 110 Eco 65 only.
d. Up to 106% at Hi at an average water temperature of 35°C (40/30ºC) - Gas 110 Eco 115 only, also 95% at Hs.
Note: NCV = Hi, GCV = Hs
Application information
The Remeha Gas 110 Eco can be used on all new and refurbishment projects in both single and multiple
(modular/cascade) configurations. Conventional and room-sealed flue system capability means that the
boiler can be sited almost anywhere within a building. The Remeha weather compensators options are able
to communicate directly with the boiler controls (two wire) to make full use of its fully modulating feature,
ensuring that the boiler closely matches the system demand at all times. External control systems (BMS)
can be interfaced with the boiler to provide on/off, high/low or modulating (0-10v) control options.

Operating principle
Combustion air is drawn into the closed air box, by a variable speed
fan, through the air inlet connection from the plant room (open
flued) or from outside via the concentric flue system (room-sealed).
On the inlet side of the fan is a specially designed venturi which is
connected to the outlet side of the gas valve.
Depending on the demand (under the dictates of flow/return sensor
and other external/internal control inputs) the electronic control
unit directly monitors the volume of gas and air being delivered to
the premix burner. This mixture is initially ignited by the combined
ignition/ionisation probe which then monitors the state of the
flame. Should the flame not ignite or be unstable, within the preset safety time cycle, the controls will shut the boiler down (after 5
attempts) requiring manual intervention to reset the boiler. The
digital display will also indicate a flashing fault code confirming
the reason for the failure.
The products of combustion in the form of hot flue gases are forced
through the heat exchanger, transferring their heat to the system
water (the flue gas temperature is reduced to approximately 5°C
above the temperature of the system return water) then discharged
via the condensate collector, vertically through the flue connection
to atmosphere. Because of the low flue gas exit temperature there
will be a vapour cloud formed at the flue gas terminal – this is not
smoke, simply water vapour formed during the combustion process.
If the controls allow the flow and therefore return temperature to
fall below dew point (55°C) this water vapour will begin to
condense out in the boiler transferring it’s latent heat into the
system water, increasing the output of the boiler without
increasing gas consumption. Condensation formed within the boiler
and flue system is discharged from the boiler to an external drain
via the drain pan/siphon supplied.
4
Advantages
at a glance
•
High efficiency: 110% NCV at
40/30ºC (99% GCV)
•
Boiler control:
a) Modulating (18-100%)
b) High/low (18-100%)
c) On/off
•
Conventional or “room
sealed” flue options
• The boiler is particularly suitable
for retro-fit applications,
having a small footprint
•
Premix burner for
clean combustion
•
Low NO
x <35mg/kWh
(02=0%, dry)
•
Quiet operation <48 dBA
•
Cascade / Modular packages for
up to 6 boilers
•
Quick and easy installation
•
Advanced boiler control, Remeha’s
‘abc’, for reliable heat delivery
•
Digital display
•
Data file for storing information
•
Remote signalling options
•
Cast aluminium heat exchanger
•
Easy maintenance
•
Built-in calorifier control
•
Options for modular control and/
or weather compensator
•
Control 0-10V signal or volt free
•
PC connection
•
For use with natural gas and
L.P.G. (Some models require a
conversion kit)
REMEHA GAS 110 ECO
5
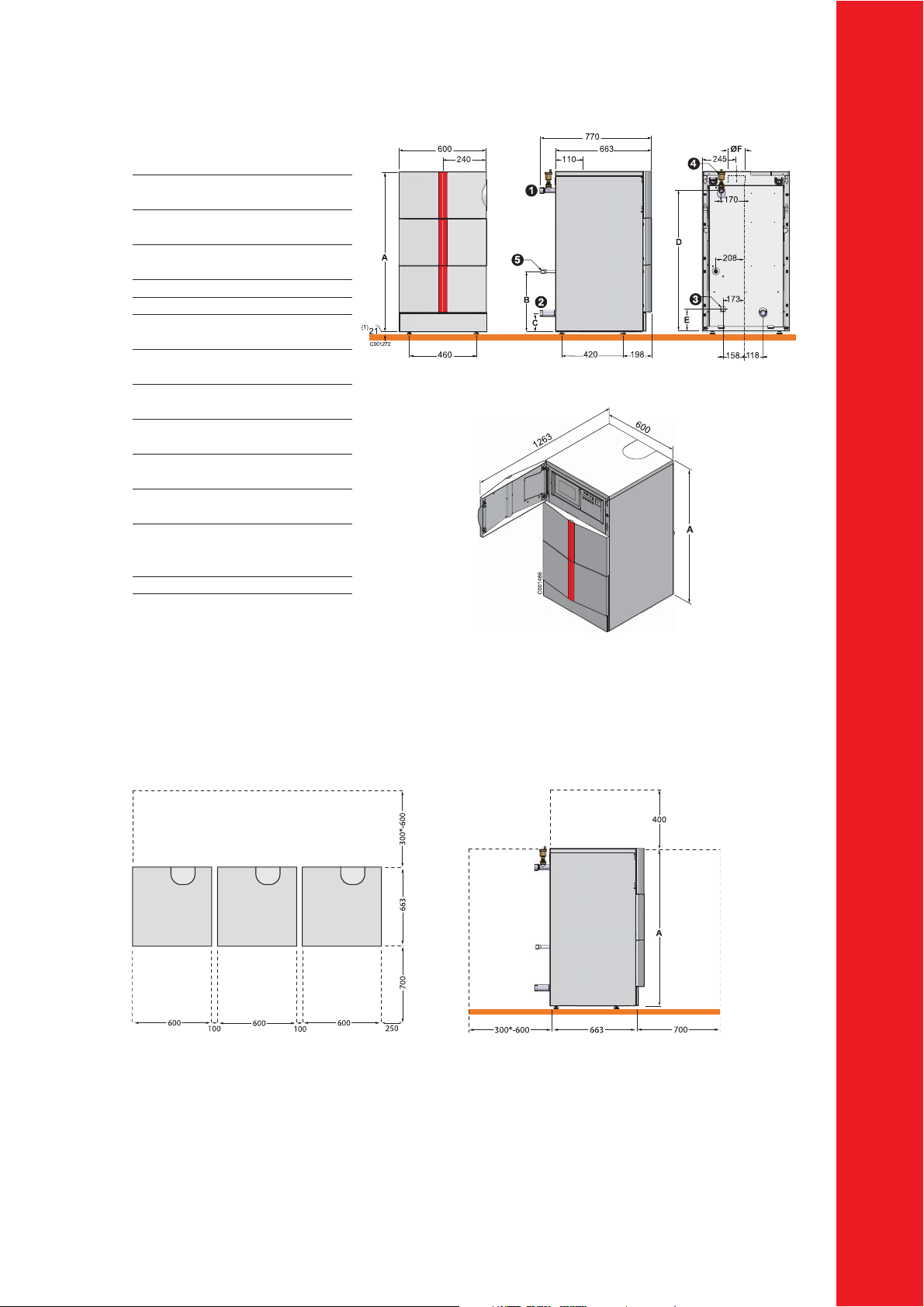
Dimensions
1 Heating outlet
R 1 1/4
2 Heating return
R 1 1/4
3 Condensates discharge
(Ø 25 mm external)
4 Automatic air vent
5 Gas inlet R 3/4
A Remeha Gas 110 Eco 65: 1100 mm
Remeha Gas 110 Eco 115: 1322 mm
B Remeha Gas 110 Eco 65: 410 mm
Remeha Gas 110 Eco 115: 632 mm
C Remeha Gas 110 Eco 65: 124 mm
Remeha Gas 110 Eco 115: 346 mm
D Remeha Gas 110 Eco 65: 968 mm
Remeha Gas 110 Eco 115: 1190 mm
E Remeha Gas 110 Eco 65: 152 mm
Remeha Gas 110 Eco 115: 374 mm
ØF Forced flue connection
Remeha Gas 110 Eco 65: Ø 100/150 mm
Remeha Gas 110 Eco 115: Ø 100/150 mm
R Thread
(1) Basic dimension 21 mm
adjustment possible: 21 to 40 mm
Maintenance and Service clearances
View from above View from the side
Clear space should be left around the boiler :
- 700mm in front of the boiler
- 400mm above the boiler
- 100mm each side of the boiler
(Facilitates removal of the casing)
Note: 300mm refers to singular boiler installations,
600mm refers to modular boiler applications.
 Loading...
Loading...