

Ransburg A11600 User Manual
Ransburg
SERVICE MANUAL
LN-9252-06.4
(Replaces LN-9252-06.3)
March - 2013
RMA
TM
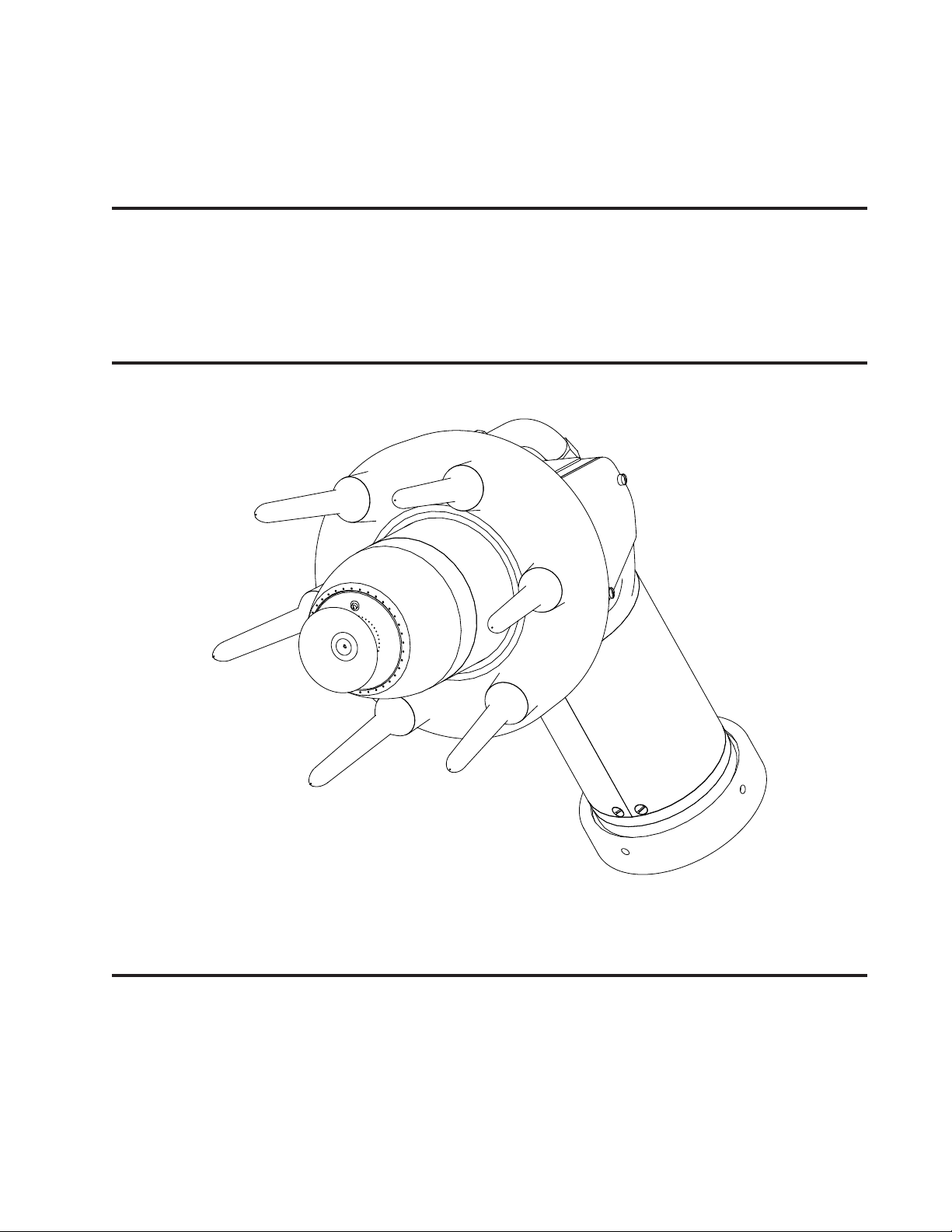
-303 ROBOT MOUNTED
ROTARY ATOMIZER INDIRECT CHARGE
MODEL: A11600
IMPORTANT: Before using this equipment,
carefully read SAFETY PRECAUTIONS, starting
on page 1, and all instructions in this manual.
Keep this Service Manual for future reference.
Service Manual Price: $50.00 (U.S.)

RMA-303 Indirect Charge
NOTE: This manual has been changed from revision LN-9252-06.3 to revision LN-9252-06.4.
Reasons for this change are noted under “Manual Change Summary” page 98 of this manual.
Ransburg
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Contents
CONTENTS
SAFETY: 1-5
SAFETY PRECAUTIONS ......................................................................................................1
HAZARDS / SAFEGUARDS ..................................................................................................2-5
INTRODUCTION: 6-22
FEATURES ............................................................................................................................6
GENERAL DESCRIPTION ....................................................................................................7
SPECIFICATIONS .................................................................................................................8
IMPORTANT NUMBERS .......................................................................................................9
GRAPHICAL INFORMATION ................................................................................................10-19
RMA-303 TOOL POINT, CENTER OF GRAVITY, AND ENVELOPE DIMENSIONS .............20
CIRCUIT DIAGRAM ..............................................................................................................21
VALVE SCHEMATIC ..............................................................................................................22
PAGE
INSTALLATION: 23-31
AIR FILTER INSTALLATION .................................................................................................23
TUBE SIZE / AIR PRESSURE REQUIREMENTS ................................................................23-25
AIR HEATER REQUIREMENTS ...........................................................................................25-26
AIR FILTRATION REQUIREMENTS .....................................................................................27
MOUNTING ...........................................................................................................................28
ELECTRICAL AND FIBER OPTIC CONNECTIONS .............................................................28
FLUID CONNECTIONS .........................................................................................................28
TYPICAL INSTALLATION ......................................................................................................28
AIR HEATER .........................................................................................................................28
TYPICAL INSTALLATION OF RMA-303 ...............................................................................29
TUBING BUNDLE INSTALLATION .......................................................................................30
BUNDLE LUBRICANT ...........................................................................................................30
INTERLOCKS ........................................................................................................................30-31
OPERATION: 32-38
FLUID FLOW RATE CONTROL ............................................................................................32
FLUID VALVE CONTROL (Trigger, Dump, and Solvent) .......................................................33
TURBINE SPEED ..................................................................................................................33
BEARING AIR ADJUSTMENT ...............................................................................................34
SHAPING AIR #1 (SAI) (Pattern Control Air) .........................................................................34
SHAPING AIR #2 (Cut-In Control Air) ....................................................................................35
BRAKE AIR ............................................................................................................................35
ELECTROSTATIC VOLTAGE ................................................................................................35
TARGET DISTANCE .............................................................................................................36
GENERAL OPERATING SEQUENCE ..................................................................................36-37
PROTECTIVE COVERS .......................................................................................................38
(Continued On Next Page)
LN-9252-06.4
RMA-303 Indirect Charge - Contents
CONTENTS (Cont.)
MAINTENANCE: 39-72
O-RINGS ...............................................................................................................................39
CLEANING PROCEDURES ..................................................................................................39-40
VIBRATION NOISE ...............................................................................................................41
TURBINE MAINTENANCE ....................................................................................................41
AIR FILTERS / ELEMENT REPLACEMENT .........................................................................41
GENERAL MAINTENANCE ..................................................................................................42
PREVENTIVE MAINTENANCE .............................................................................................42-44
BELL CUP PREVENTIVE MAINTENANCE ..........................................................................44
BELL CUP CLEANING ..........................................................................................................45
CLEANING SHAPING AIR HOLES .......................................................................................46
RMA-303PREVENTIVE MAINTENANCE SCHEDULE .........................................................47-48
DISASSEMBLY PROCEDURES ...........................................................................................49-51
HIGH VOLTAGE CONNECTIONS FOR SHIELDED /
NON-METALLIC CORE CABLE A10560-XX
QUICK RELEASE COLLET REMOVAL AND REPLACEMENT ............................................64-65
CHECKING PROBES ............................................................................................................66
ELECTRODE RESISTANCE TEST .......................................................................................66-67
OPERATOR / MAINTENANCE "WARNINGS" ......................................................................68
TROUBLESHOOTING GUIDE ..............................................................................................69-72
...........................................................................52-64
Ransburg
PAGE
PARTS IDENTIFICATION: 73-96
RMA-303 INDIRECT CHARGE ROTARY ATOMIZER MODEL IDENTIFICATION ................73-74
RMA-303 ASSEMBLY / PARTS LIST ....................................................................................75-77
TYPICAL BELL CUP PARTS BREAKDOWN ........................................................................78
A11693 REAR PLATE ASSEMBLY / PARTS LIST ................................................................79
A11699 TURBINE MANIFOLD ASSEMBLY / PARTS LIST ...................................................80
A11692 VALVE MANIFOLD ASSEMBLY / PARTS LIST ........................................................81
A11351-03/04 CUP WASH LINE ASSEMBLIES / PARTS LIST ............................................82
A12089-08 AND A12089-11 SHAPING AIR KITS .................................................................82
A11678-XXXXX TUBING BUNDLE ASSEMBLY / PARTS LIST ............................................83-85
A11678-XXXXX TUBING BUNDLE ASSEMBLY MODEL IDENTIFICATION .........................86-88
RECOMMENDED SPARE PARTS ........................................................................................89-91
ASSEMBLY TOOLS / PARTS LIST .......................................................................................92
A11536-00 HIGH VOLTAGE RING KIT / PARTS LIST ..........................................................93
LUBRICANTS AND SEALERS ..............................................................................................94
ACCESSORIES .....................................................................................................................94
SERVICE KITS ......................................................................................................................95
REPLACEMENT HARDWARE ...............................................................................................96
WARRANTY POLICIES: 97
LIMITED WARRANTY ...........................................................................................................97
LN-9252-06.4
RMA-303 Indirect Charge - Safety
SAFETY
Ransburg
SAFETY PRECAUTIONS
Before operating, maintaining or servicing any
Ransburg electrostatic coating system, read and
understand all of the technical and safety literature for your Ransburg products. This manual
contains information that is important for you to
know and understand. This information relates to
USER SAFETY and PREVENTING EQUIPMENT
PROBLEMS. To help you recognize this information, we use the following symbols. Please pay
particular attention to these sections.
A WARNING! states information to alert you
to a situation that might cause serious injury
if instructions are not followed.
A CAUTION! states information that tells how
to prevent damage to equipment or how to
avoid a situation that might cause minor injury.
A NOTE is information relevant to the procedure in progress.
W A R N I N G
!
The user MUST read and be familiar with the
Safety Secon in this manual and the Ransburg
safety literature therein idened.
This manual MUST be read and thoroughly
understood by ALL personnel who operate, clean
or maintain this equipment! Special care should
be taken to ensure that the WARNINGS and
safety requirements for operang and servicing
the equipment are followed. The user should be
aware of and adhere to ALL local building and re
codes and ordinances as well as NFPA-33 SAFETY
STANDARD, LATEST EDITION, prior to installing,
operang, and/or servicing this equipment.
W A R N I N G
!
While this manual lists standard specications
and service procedures, some minor deviations
may be found between this literature and your
equipment. Differences in local codes and plant
requirements, material delivery requirements,
etc., make such variations inevitable. Compare
this manual with your system installation drawings and appropriate Ransburg equipment manuals to reconcile such differences.
Careful study and continued use of this manual will
provide a better understanding of the equipment
and process, resulting in more efcient operation,
longer trouble-free service and faster, easier
troubleshooting. If you do not have the manuals
and safety literature for your Ransburg system,
contact your local Ransburg representative or
Ransburg.
The hazards shown on the following pages
may occur during the normal use of this equipment. Please read the hazard chart beginning on
page 2.
1
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Safety
AREA
Tells where hazards
may occur.
Spray Area
HAZARD
Tells what the hazard is.
Fire Hazard
Improper or inadequate
operation and maintenance
procedures will cause a re
hazard.
Protection against inadvertent arcing that is capable of
causing re or explosion is
lost if any safety interlocks
are disabled during operation. Frequent Power Supply
or Controller shutdown indicates a problem in the system
requiring correction.
SAFEGUARDS
Tells how to avoid the hazard.
Fire extinguishing equipment must be present in
the spray area and tested periodically.
Spray areas must be kept clean to prevent the
accumulation of combustible residues.
Smoking must never be allowed in the spray
area.
The high voltage supplied to the atomizer must
be turned off prior to cleaning, ushing or maintenance.
When using solvents for cleaning:
• Those used for equipment ushing should
have ash points equal to or higher than
those of the coating material.
• Those used for general cleaning must have
ash points above 100°F (37.8°C).
Spray booth ventilation must be kept at the rates
required by NFPA-33, OSHA, country, and local
codes. In addition, ventilation must be maintained during cleaning operations using ammable or combustible solvents.
Electrostatic arcing must be prevented. Safe
sparking distance must be maintained between
the parts being coated and the applicator. A distance of 1 inch for every 10KV of output voltage
is required at all times.
Test only in areas free of combustible material.
Testing may require high voltage to be on, but
only as instructed.
Non-factory replacement parts or unautho-
rized equipment modications may cause re or
injury.
If used, the key switch bypass is intended for
use only during setup operations. Production
should never be done with safety interlocks disabled.
Never use equipment intended for use in waterborne installations to spray solvent based materials.
The paint process and equipment should be
set up and operated in accordance with NFPA33, NEC, OSHA, local, country, and European
Health and Safety Norms.
LN-9252-06.4
2
RMA-303 Indirect Charge - Safety
Ransburg
AREA
Tells where hazards
may occur.
Spray Area
HAZARD
Tells what the hazard is.
Explosion Hazard
Improper or inadequate operation and maintenance proce-
dures will cause a re hazard.
Protection against inadvertent
arcing that is capable of caus-
ing re or explosion is lost if
any safety interlocks are disabled during operation.
Frequent Power Supply or
Controller shutdown indicates
a problem in the system requiring correction.
SAFEGUARDS
Tells how to avoid the hazard.
Electrostatic arcing must be prevented. Safe
sparking distance must be maintained between
the parts being coated and the applicator. A distance of 1 inch for every 10KV of output voltage
is required at all times.
Unless specically approved for use in hazardous locations, all electrical equipment must be
located outside Class I or II, Division 1 or 2
hazardous areas, in accordance with NFPA-33.
Test only in areas free of ammable or combustible materials.
The current overload sensitivity (if equipped)
MUST be set as described in the corresponding section of the equipment manual. Protection against inadvertent arcing that is capable
of causing re or explosion is lost if the current
overload sensitivity is not properly set. Frequent power supply shutdown indicates a problem in the system which requires correction.
General Use and
Maintenance
Improper operation or maintenance may create a hazard.
Personnel must be properly
trained in the use of this equipment.
Always turn the control panel power off prior to
ushing, cleaning, or working on spray system
equipment.
Before turning high voltage on, make sure no
objects are within the safe sparking distance.
Ensure that the control panel is interlocked with
the ventilation system and conveyor in accordance with NFPA-33, EN 50176.
Have re extinguishing equipment readily available and tested periodically.
Personnel must be given training in accordance
with the requirements of NFPA-33, EN 60079-0.
Instructions and safety precautions must be
read and understood prior to using this equipment.
Comply with appropriate local, state, and national codes governing ventilation, re protection, operation maintenance, and housekeeping. Reference OSHA, NFPA-33, EN Norms
and your insurance company requirements.
3
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Safety
AREA
Tells where hazards
may occur.
Spray Area /
High Voltage
Equipment
HAZARD
Tells what the hazard is.
Electrical Discharge
There is a high voltage device
that can induce an electrical
charge on ungrounded objects
which is capable of igniting
coating materials.
Inadequate grounding will
cause a spark hazard. A
spark can ignite many coating
materials and cause a re or
explosion.
SAFEGUARDS
Tells how to avoid the hazard.
Parts being sprayed and operators in the spray
area must be properly grounded.
Parts being sprayed must be supported on conveyors or hangers that are properly grounded. The resistance between the part and earth
ground must not exceed 1 meg ohm. (Refer to
NFPA-33.)
Operators must be grounded. Rubber soled insulating shoes should not be worn. Grounding
straps on wrists or legs may be used to assure
adequate ground contact.
Operators must not be wearing or carrying any
ungrounded metal objects.
When using an electrostatic handgun, operators
must assure contact with the handle of the applicator via conductive gloves or gloves with the
palm section cut out.
NOTE: REFER TO NFPA-33 OR SPECIFIC
COUNTRY SAFETY CODES REGARDING
PROPER OPERATOR GROUNDING.
All electrically conductive objects in the spray
area, with the exception of those objects required by the process to be at high voltage, must
be grounded. Grounded conductive ooring
must be provided in the spray area.
Always turn off the power supply prior to ushing, cleaning, or working on spray system equipment.
Unless specically approved for use in hazardous locations, all electrical equipment must be
located outside Class I or II, Division 1 or 2 hazardous areas, in accordance with NFPA-33.
LN-9252-06.4
4
RMA-303 Indirect Charge - Safety
Ransburg
AREA
Tells where hazards
may occur.
Electrical
Equipment
HAZARD
Tells what the hazard is.
Electrical Discharge
High voltage equipment is utilized in the process. Arcing
in the vicinity of ammable or
combustible materials may oc-
cur. Personnel are exposed to
high voltage during operation
and maintenance.
Protection against inadvertent
arcing that may cause a re or
explosion is lost if safety circuits
are disabled during operation.
Frequent power supply shutdown indicates a problem in the
system which requires correction.
An electrical arc can ignite coat-
ing materials and cause a re or
explosion.
SAFEGUARDS
Tells how to avoid the hazard.
Unless specically approved for use in hazardous locations, the power supply, control cabinet,
and all other electrical equipment must be located outside Class I or II, Division 1 and 2 hazardous areas in accordance with NFPA-33 and EN
50176.
Turn the power supply OFF before working on
the equipment.
Test only in areas free of ammable or combustible material.
Testing may require high voltage to be on, but
only as instructed.
Production should never be done with the safety
circuits disabled.
Before turning the high voltage on, make sure no
objects are within the sparking distance.
Toxic Substances
Spray Area
Certain material may be harmful
if inhaled, or if there is contact
with the skin.
Explosion Hazard –
Incompatible Materials
Halogenated hydrocarbon sol-
vents for example: methylene
chloride and 1,1,1,-Trichloroethane are not chemically
compatible with the aluminum
that might be used in many system components. The chemical
reaction caused by these solvents reacting with aluminum
can become violent and lead to
an equipment explosion.
Follow the requirements of the Material Safety
Data Sheet supplied by coating material manufacturer.
Adequate exhaust must be provided to keep the
air free of accumulations of toxic materials.
Use a mask or respirator whenever there is a
chance of inhaling sprayed materials. The mask
must be compatible with the material being
sprayed and its concentration. Equipment must
be as prescribed by an industrial hygienist or
safety expert, and be NIOSH approved.
Aluminum is widely used in other spray application equipment - such as material pumps,
regulators, triggering valves, etc. Halogenated
hydrocarbon solvents must never be used with
aluminum equipment during spraying, ushing,
or cleaning. Read the label or data sheet for the
material you intend to spray. If in doubt as to
whether or not a coating or cleaning material is
compatible, contact your coating supplier. Any
other type of solvent may be used with aluminum
equipment.
5
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Introduction
INTRODUCTION
FEATURES
Features which make the RMATM-303 Robot Mounted Rotary Atomizer - Indirect Charge advantageous for use in electrostatic applications include:
!Assembly components made of durable
engineered resin material for optimum
mechanical strength and solvent resistance.
!Heavy duty design ensures excellent service
life even when subjected to the quick motions
of robotic applications.
! Proven long life turbine motor capable of
speeds up to 70 krpm. (See Specications" in
the "Introduction" section of this manual for bell
cup speed ratings.)
!Serrated and non-serrated bell cups are
available for application exability and color
match. All bell cups are made using Titanium
material.
!Aerodynamic design for ease of cleaning ex-
ternal surfaces.
!60o angled body provides more maneuverability
and facilitates robotic programming.
! Speed control uses reliable magnetic pickup
for ber optic transmission of rotational speed
data.
!Fast color changes are achieved using center
feed uid delivery and the uid valves which
provide for simultaneous paint push out while
solvent washes the feed tube and bell cup
interior.
! Heated bell wash material is recirculated at
the robot plate. Internal solvent and air valves
provide for a fast solvent/air chop method to
quickly and efciently clean the interior and
exterior of the bell cup.
!Less waste to the spray booth, with the dump
valve located internally next to the feed tube.
! Compact high voltage control system. The
MicroPak cascade control takes only 1/4 of the
space in a 19-inch Euro rack, leaving room for
additional control modules.
!Various adapter plates available to match most
robotic mounting congurations.
! Large range of uid tip sizes available.
LN-9252-06.4
6

RMA-303 Indirect Charge - Introduction
Ransburg
GENERAL DESCRIPTION
Bell Cup Assembly
All bell cups are made of high strength Titanium.
They are available in 65mm serrated, non-serrated
for base coat, primer, and clear coat applications.
Air Bearing Turbine Assembly
The air bearing turbine assembly with bell cup
is mounted to the air manifold assembly with a
turbine retaining ring.
Air Manifold Assembly
The atomizer extension is angled at 60° for robot
applications. The uid feed tube and ber optic
turbine speed emitter are threaded into the front of
the manifold. The turbine, uid, and air manifolds
are separated from the bell plate assembly by the
atomizer extension.
Bell Plate Assembly
The bell plate assembly is designed to be at ground
potential when mounted to the robot plate component within the tubing bundle assembly. The air
and uid ports are compactly oriented for use in
robotic applications. The interior air supplies are
ported through the color coded tubing directly to
the air manifold assembly. On the exterior side
of the bell plate, the ports are provided with o-ring
seals so that the atomizer can be quickly mated
and secured to the robot plate.
Break-Away Feature (Optional)
The RMA-303 can be converted to have a break-
away feature. By replacing the six (6) stainless
steel screws with six (6) special designed plastic
screws (77524-00). This feature minimizes the
damage to the atomizer, robot, etc. If a collision
occurs, the six (6) plastic break-away screws fail
and the atomizer will break free. This will leave the
break-away ring and the mounting ring attached
to the robot. (The applicator will fall to the booth
grate or oor.)
Power Supply and Controls
The high voltage cascade (74793-XX) is located
outside the RMA-303 and is controlled by the
MicroPakTM control unit. The low voltage output
of the MicroPak is multiplied by the cascade to the
high voltage level required. The high voltage is
supplied to the atomizer by a high voltage cable
(A10560-XX). A low voltage cable interconnects
the cascade and MicroPak control. The MicroPak
Eurocard format is designed to t in a conventional
19-inch or 10-inch rack and requires a 28 V power
input at a maximum 6 amps.
The MicroPak is designed to electronically limit
current to provide safe operation in a spray booth.
The voltage and current draw of the atomizer are
continuously displayed on the MicroPak control
panel. Voltage and overcurrent limits are adjustable on the front of the MicroPak. MicroPak
internal safety circuits will shut down the system
on over-current and cable faults.
Robot Plate
The robot plate is a component of the tubing
bundle assembly and intended to be permanently mounted to the robot. A wrist adapter is also
available, which matches the robot's mounting
conguration. The incoming air lines, uid lines,
and ber optic cable are connected to the ttings
provided on the back of the robot plate. The bell
plate of the atomizer assembly is secured to the
robot plate with a threaded retaining ring.
7
With additional control modules, all of the functions
of RMA-303 and MicroPak can be controlled by
a programmable controller. A Serial Atomizer
module pneumatically controls the speed of the
rotary atomizer with dynamic feedback through a
ber optic transmitter located on the applicator.
An AirTronic module pneumatically controls the
atomizer’s (pattern control) shaping air. A Serial
Digital module pneumatically controls the paint,
solvent, and dump valves located on the atomizer.
An I/O module provides communication between
these modules and the PLC.
The above modules are mounted in one 19 inch
rack and interconnected through a common
mother board.
LN-9252-06.4
Ransburg
SPECIFICATIONS *
RMA-303 Indirect Charge - Introduction
Electrical
Power Supply
Type: MicroPak
Charging Method: Indirect
Output Voltage: 30-70 kV Variable
Output Current: 1000 µA
Turbine Speed
Control: Eurocard Atomizer Module
Internal/External
Shaping Air
Control: Eurocard AirTronic Module
Part Sprayability: Determine sprayability of
part to be coated using Test Equipment (76652)
(See current Paint, High Voltage & SCI Test
Equipment Service Manual).
Mechanical
Mechanical (Cont.)
Maximum Angular
Velocityfor Turbine
(Robot Motion) :250°/sec.
Shaping Air #1
(SAI) Supply: Variable
(See "Pressure Flow Data Charts" in this section.)
Shaping Air #2
(SAO) Supply: Variable
(See "Pressure Flow Data Carts" in this section.)
Brake Air Supply: 60-100 psig
(Nominal): (414-689 kPa)
Maximum Fluid Pressure Supply:
Paint: 200 psi (1379 kPa)
Solvent: 150 psi (1035 kPa)
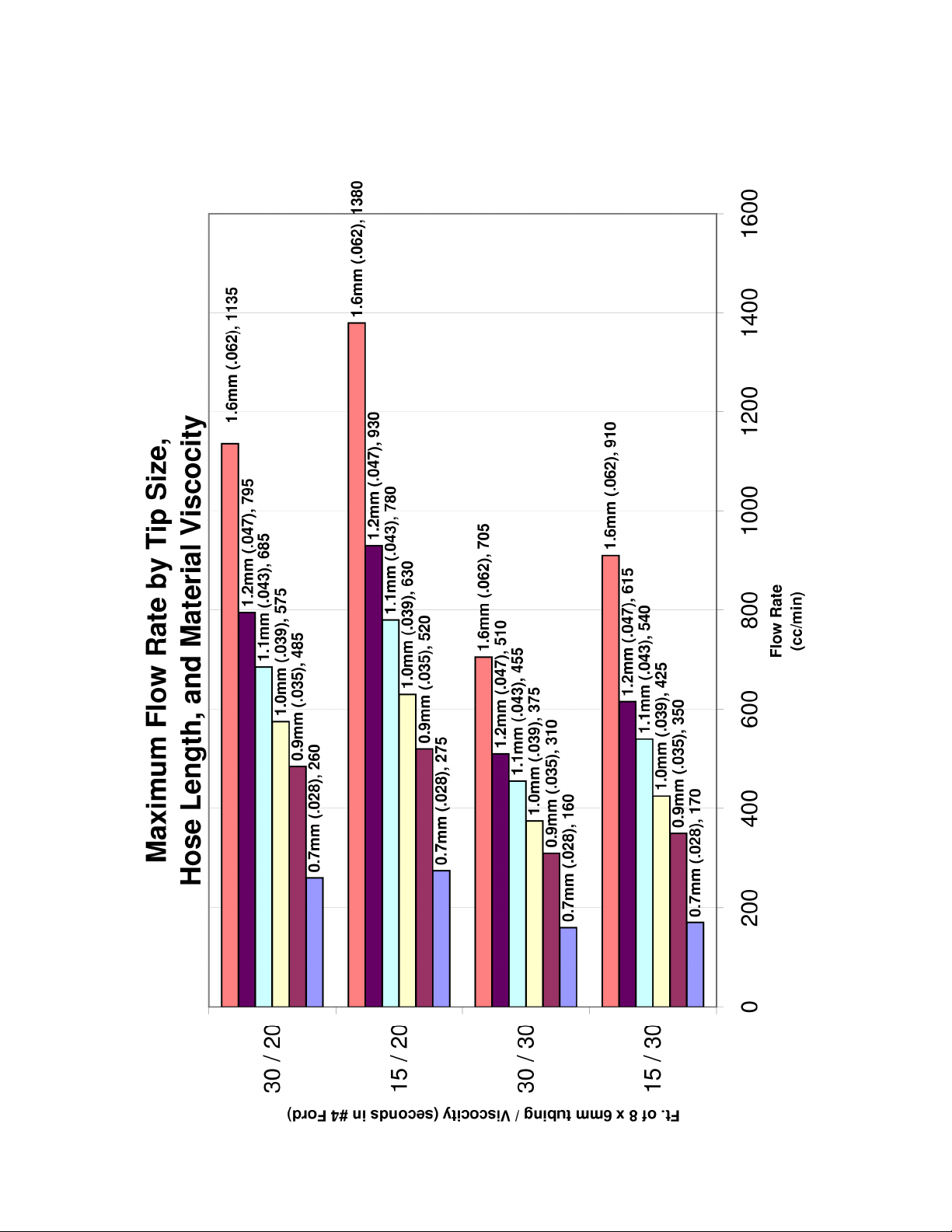
Fluid Flow Rate: 25-700 cc/min.
Bell Cup Cleaning Time
(Internal/External): 2-7 sec. (Approx.)
Length: (See Figure 1)
Diameter: (See Figure 1)
Approximate Weight:
Atomizer Only: 18.4 lbs. (8.43 Kg)
Total Payload: 21.08 lbs. (9.6 Kg)
Turbine Type: Air Bearing Impulse
Drive
Turbine Air Supply: Variable
Maximum/Minimum
Turbine Speed: Continuous
All Bell Cups: 70K rpm max./
20K rpm min.
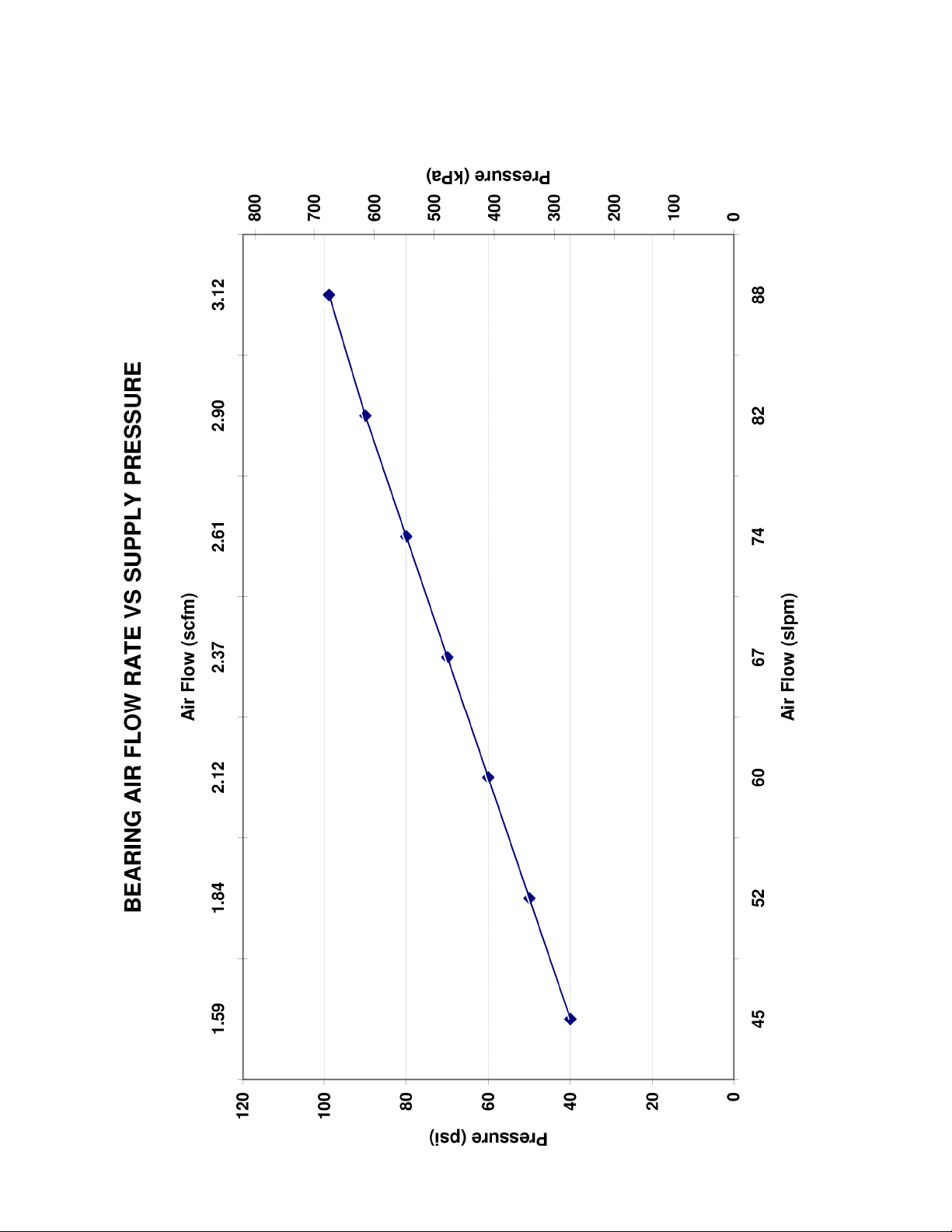
Bearing Air Supply: 90 psig (±10 psi)
(Nominal): (621 kPa ±69 kPa)
2.9 SCFM (82 slpm)
Color Change Time: Dependent on system
conguration, uid pressures, uid viscosity,
uid line lengths, etc.
Speed Readout: Magnetic pick-up, unidi-rec-
tional ber optic transmission
Bell Cup Replacement
Time: Less than 2 minutes
Minimum Control Equipment
Requirements:(Versions listed or higher)
MicroPak LECU5004-17 (V3.83)
Atomizer Module 76011-01 (V3.42)
I/O Module A11435 (V1.4)
(0-10V) (4-20 mA)
* Specications and ratings based on
testing at sea level standard conditions.
LN-9252-06.4
8
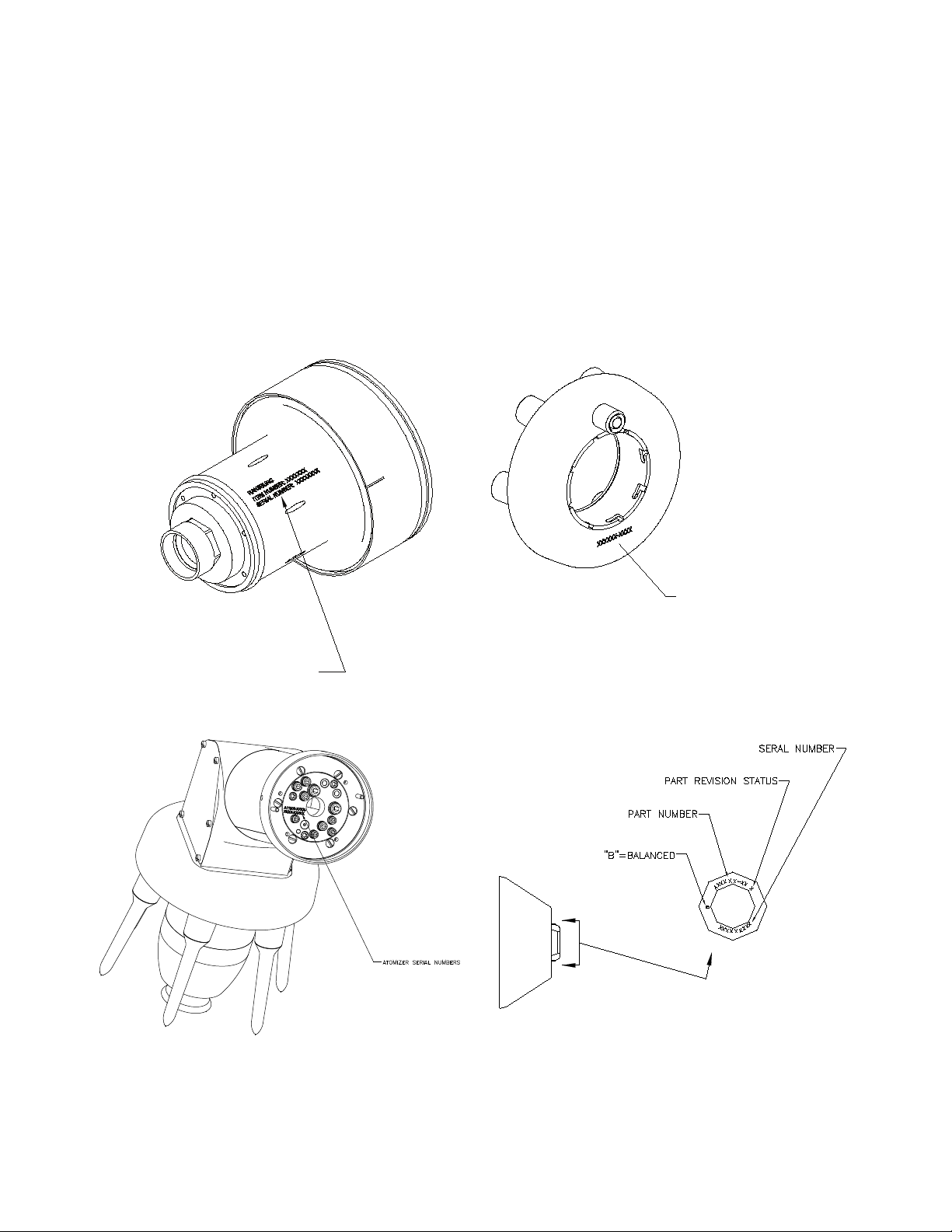
TURBINE SERIAL NUMBER LOCATION
RMA-303 Indirect Charge - Introduction
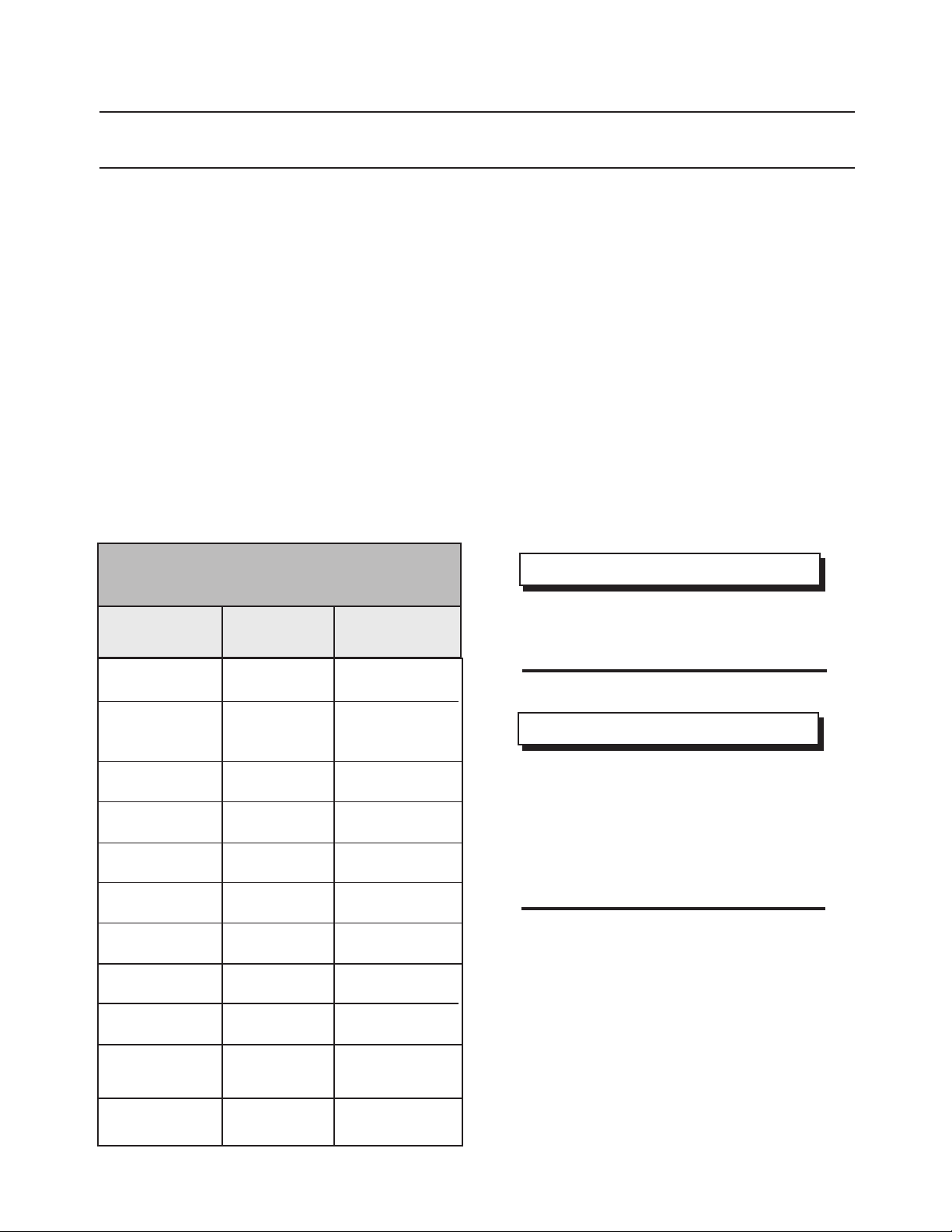
IMPORTANT NUMBERS
Record these numbers in a log book for future reference.
The last digits of the Atomizer serial number are also the Turbine serial numbers.
Ransburg
Turbine Serial Number
Atomizer Serial Number
High Voltage Serial Number
HIGH VOLTAGE RING SERIAL NUMBER
Bell Cup Part Numbers / Serial Number
(cup only, not with splash plate)
9
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Introduction
LN-9252-06.4
10
RMA-303 Indirect Charge - Introduction
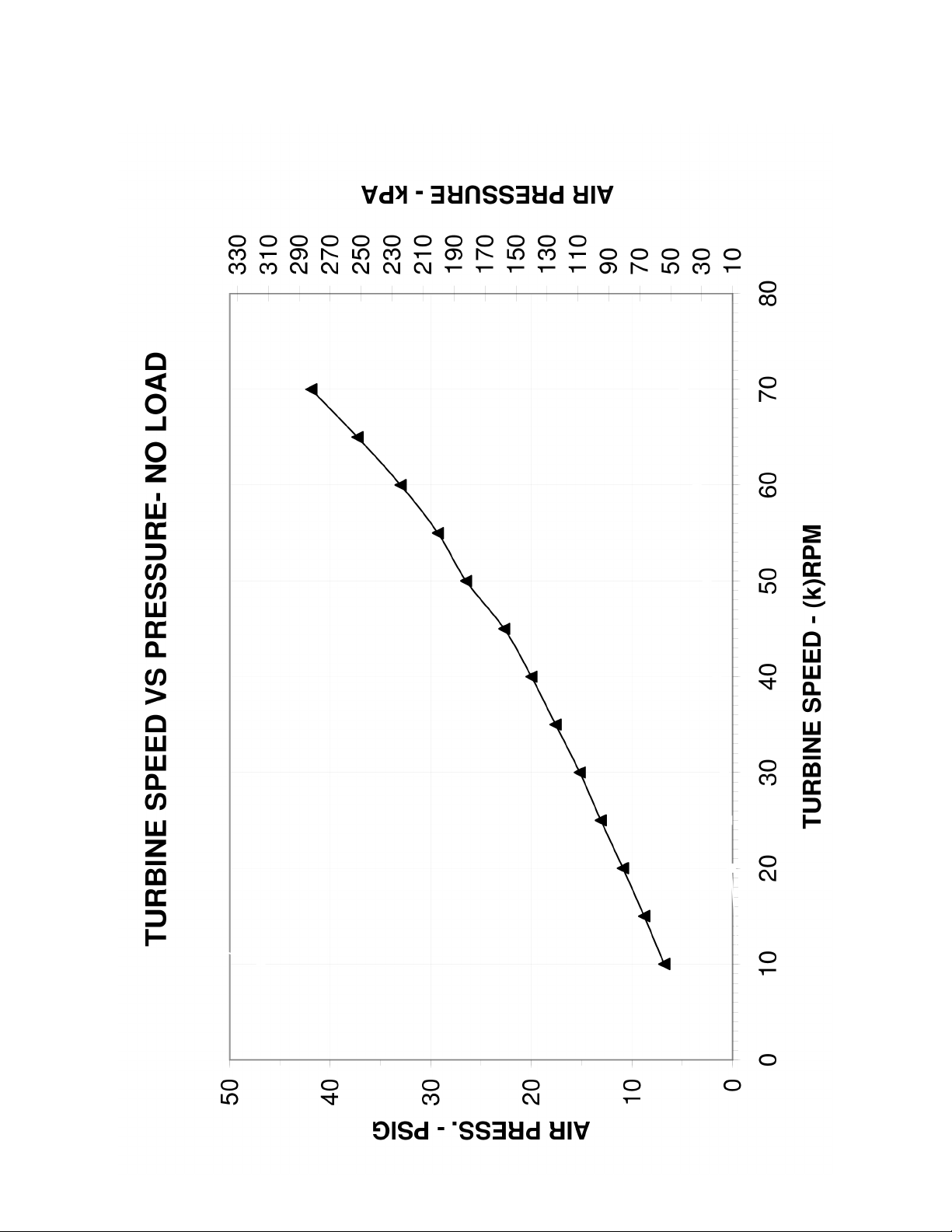
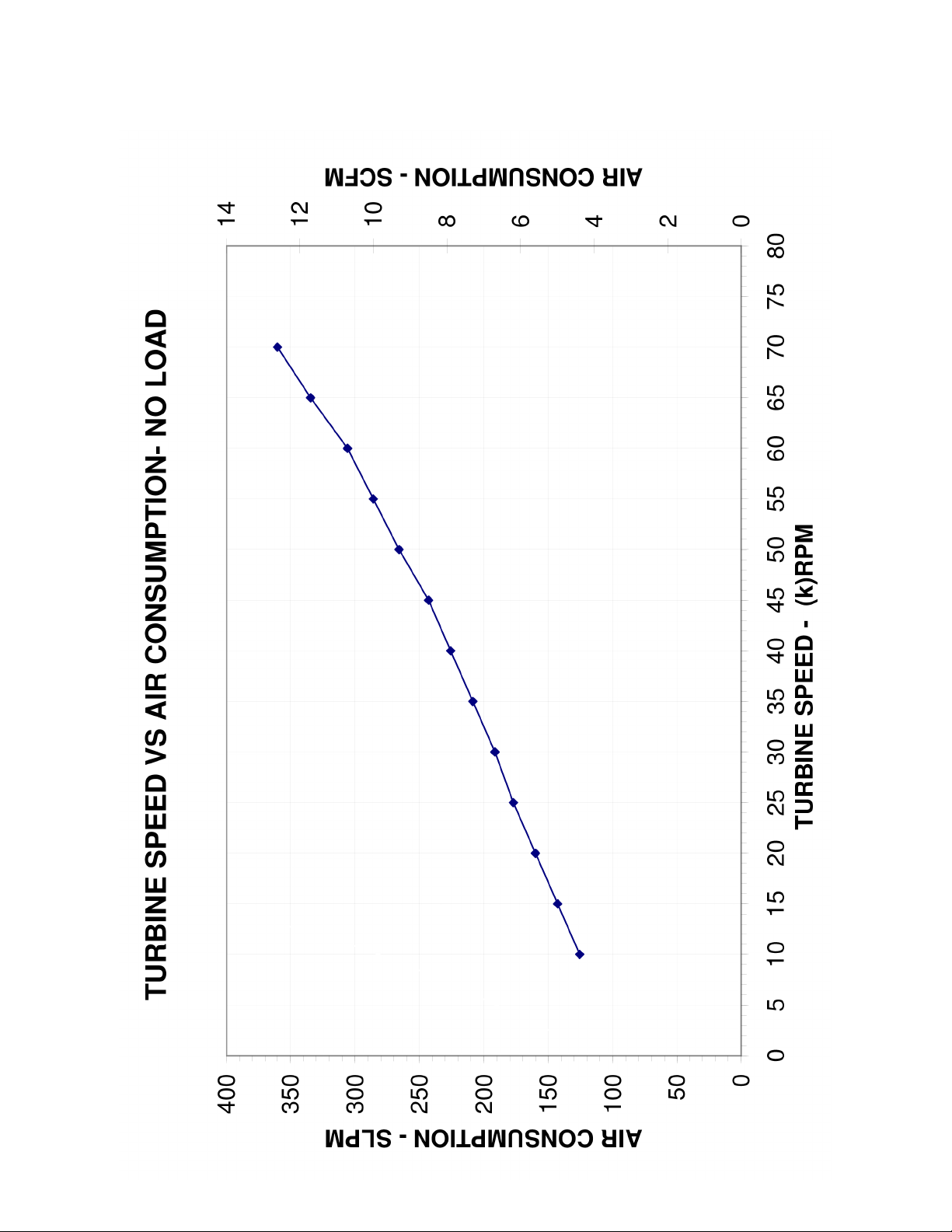
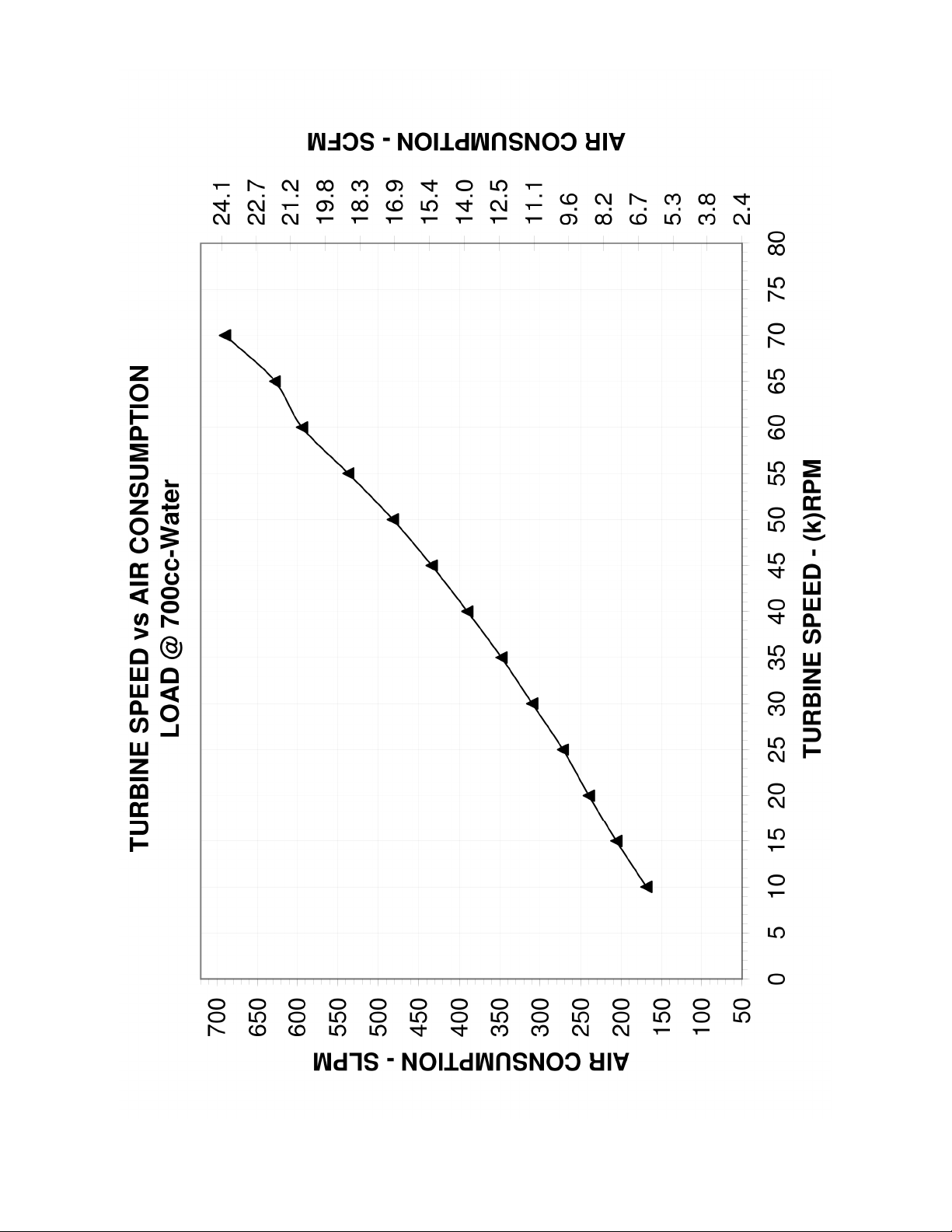
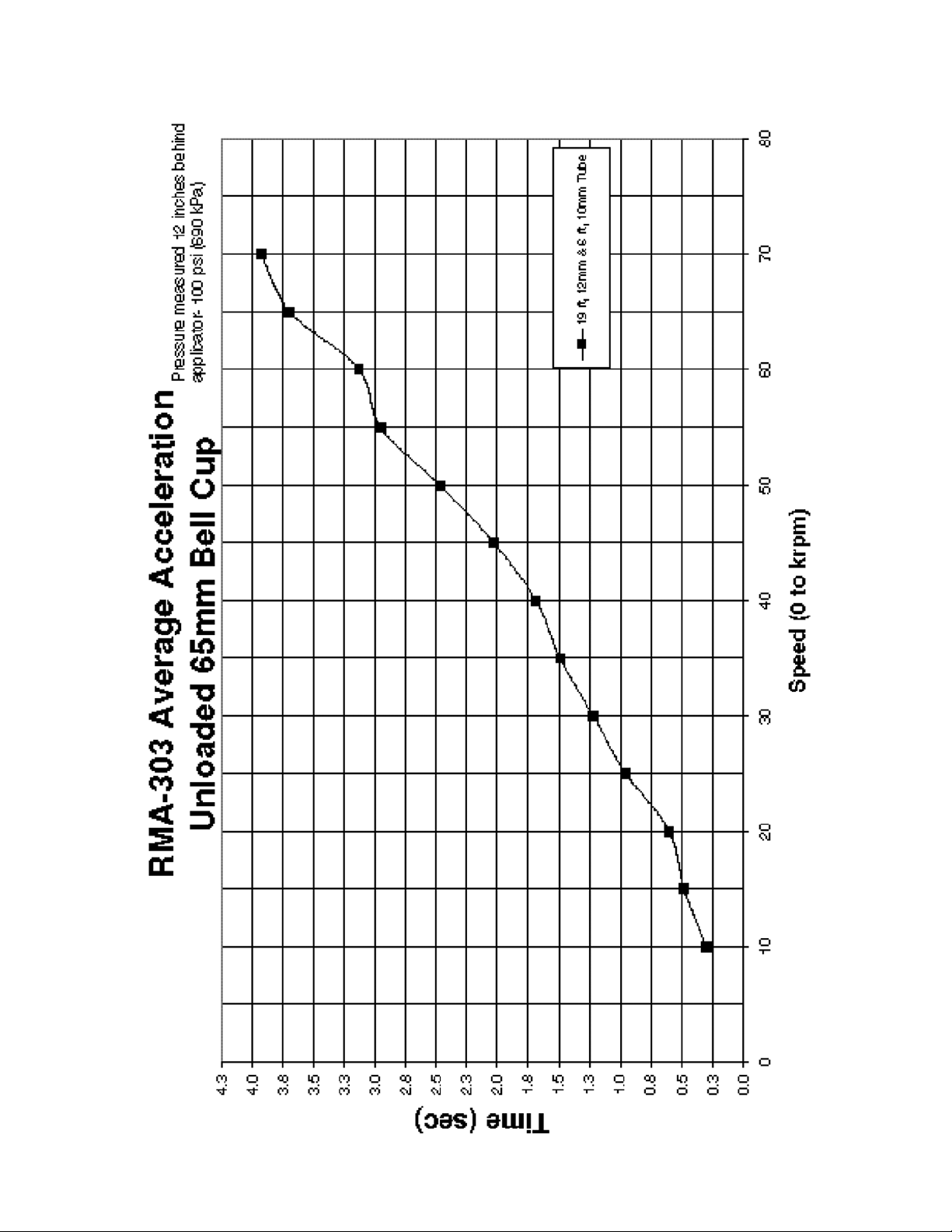
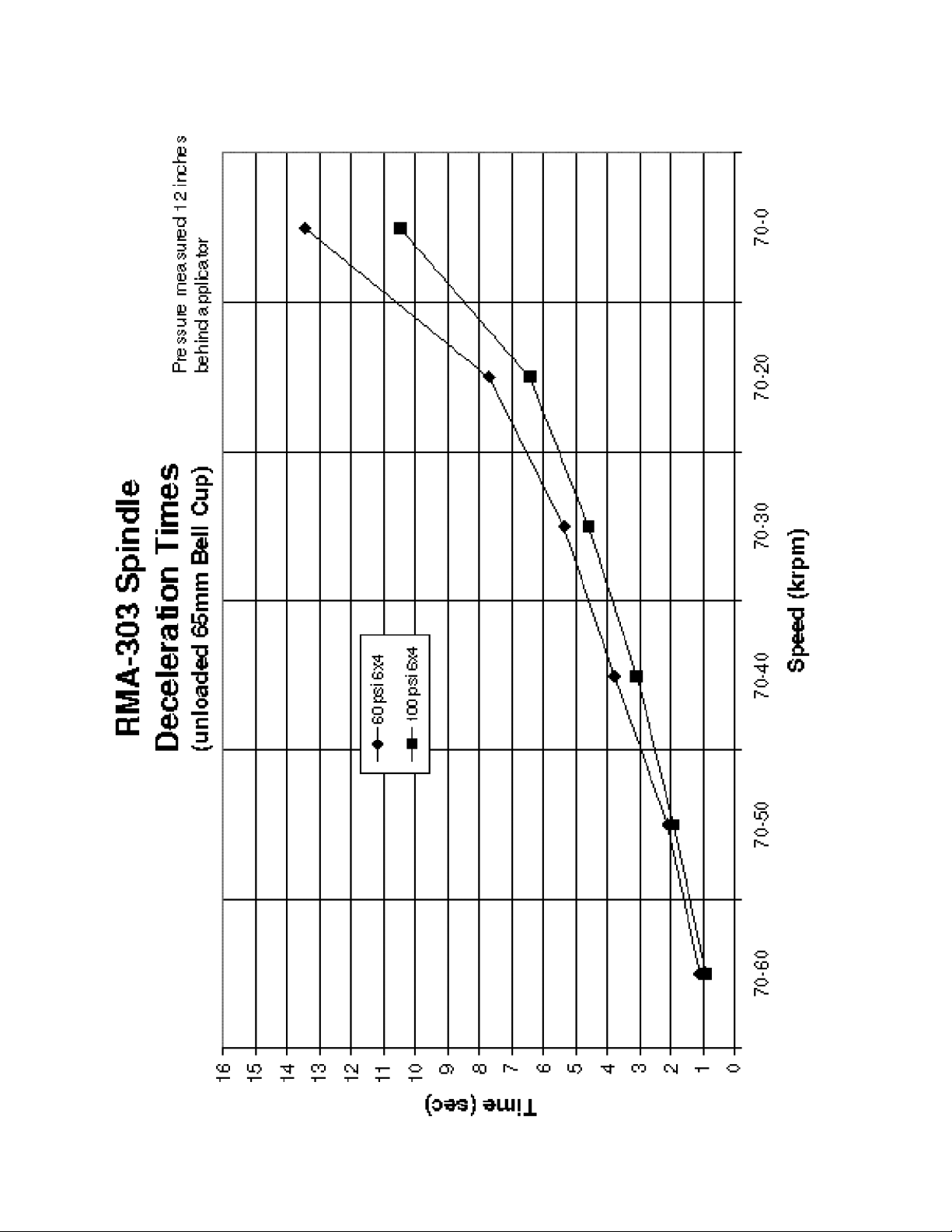
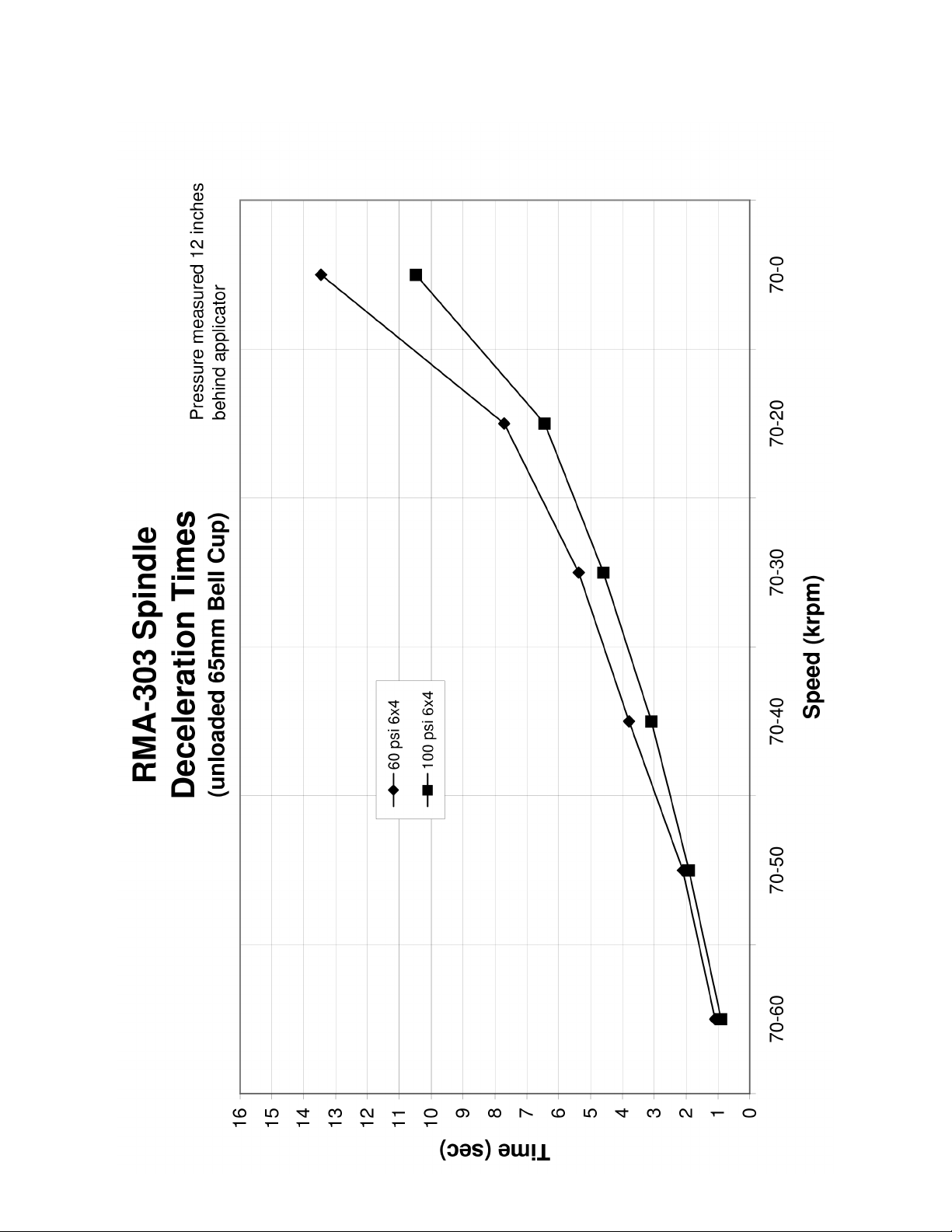
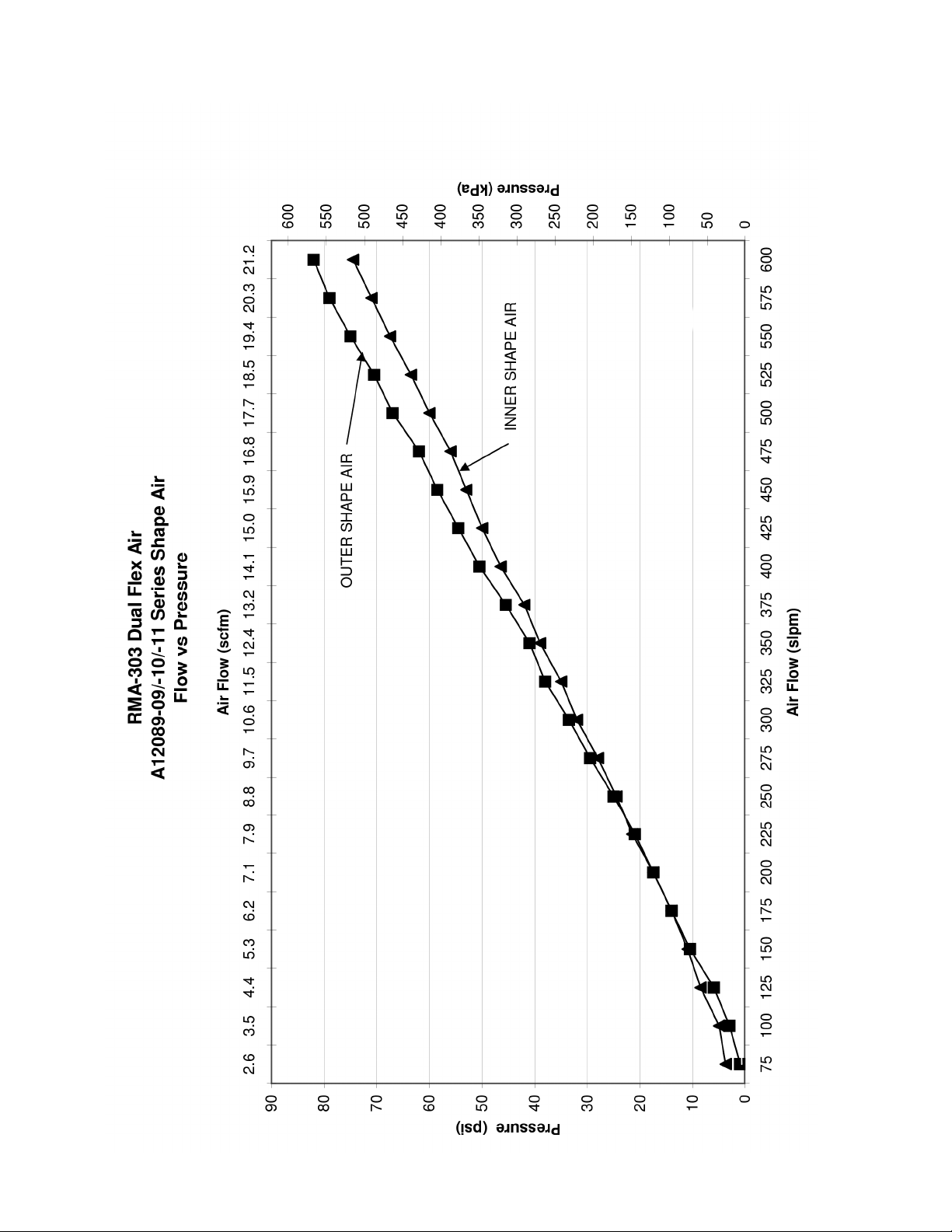
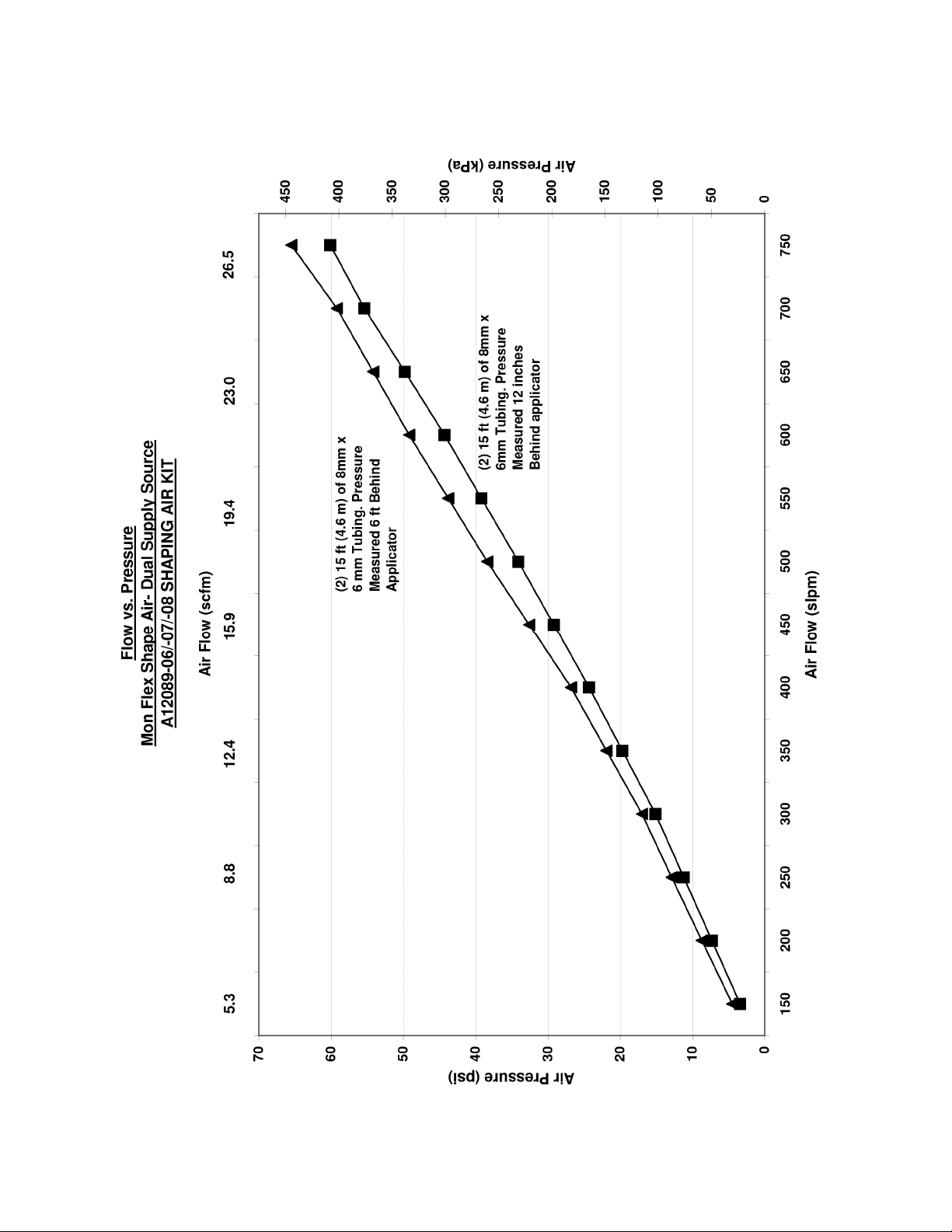
Graphical information provided for reference only for all charts. Unless otherwise specied, all pressure
data shown was measured 12-inches (305mm) behind the applicator.
Ransburg
11
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Introduction
LN-9252-06.4
12
RMA-303 Indirect Charge - Introduction
Ransburg
13
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Introduction
LN-9252-06.4
14
RMA-303 Indirect Charge - Introduction
Ransburg
15
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Introduction
LN-9252-06.4
16
RMA-303 Indirect Charge - Introduction
Ransburg
17
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Introduction
LN-9252-06.4
18
RMA-303 Indirect Charge - Introduction
Fluid Tip Flow Rate Charts
Ransburg
19
LN-9252-06.4
12.41
(315.2MM)
60°
4.50
(114.3MM)
18.92
(480.7MM)
15.83
(402.1MM)
22.36
(567.9MM)
13.04
(331.2MM)
"X"
19.24
(448.8MM)
T.D.
11.51
(292.4MM)
COG
9.45
(240MM)
2.81
(71.4MM)
Ransburg
60°
T.D.
4.50
(114.3MM)
2.81
(71.4MM)
12.41
(315.2MM)
9.45
(240MM)
18.92
(480.7MM)
RMA-303 Indirect Charge - Introduction
22.36
(567.9MM)
13.04
(331.2MM)
15.83
(402.1MM)
19.24
(448.8MM)
"X"
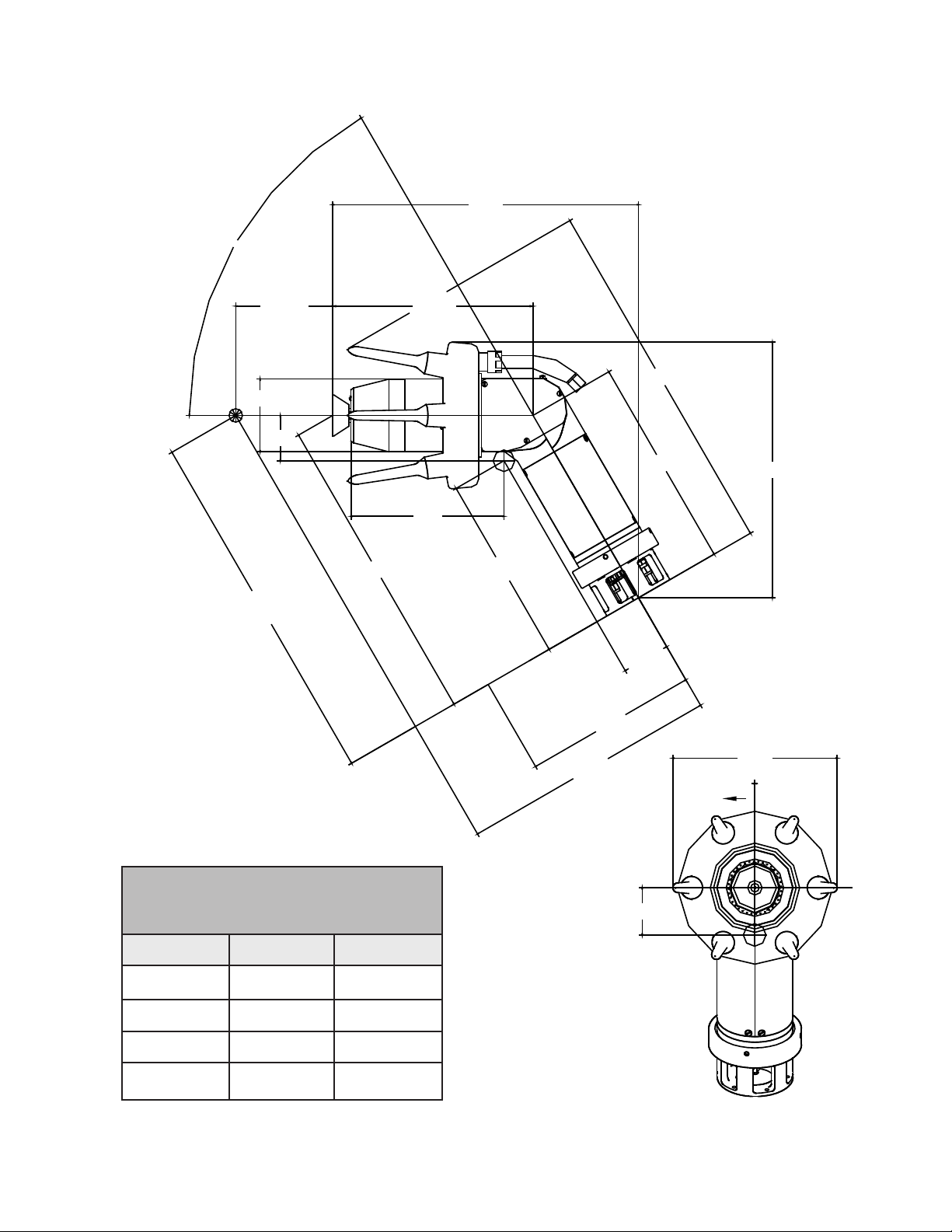
65MM RMA-303 INDIRECT TOOL
POINT DIMENSIONS
TD
6-Inches
(152mm)
8-Inches
(203mm)
10-Inches
(254mm)
12-Inches
(305mm)
X
22.16-Inches
(563mm)
23.16-Inches
(588.4mm)
24.16-Inches
(613.8mm)
25.16-Inches
(663.9mm)
15.81-Inches
(401.5mm)
17.54-Inches
(455.5mm)
19.27-Inches
(489.4mm)
21.00-Inches
(533.4mm)
Y
11.51
(292.4MM)
COG
"Y"
10.74
(272.8MM)
2.97
(75.31MM)
COG
2.81
(71.3MM)
(247.4MM)
.01
(0.30MM)
COG
9.74
Figure 1: RMA-303 Tool Point, Center of Gravity, and Envelope Dimensions (Single and Dual Swirl)
LN-9252-06.4
20
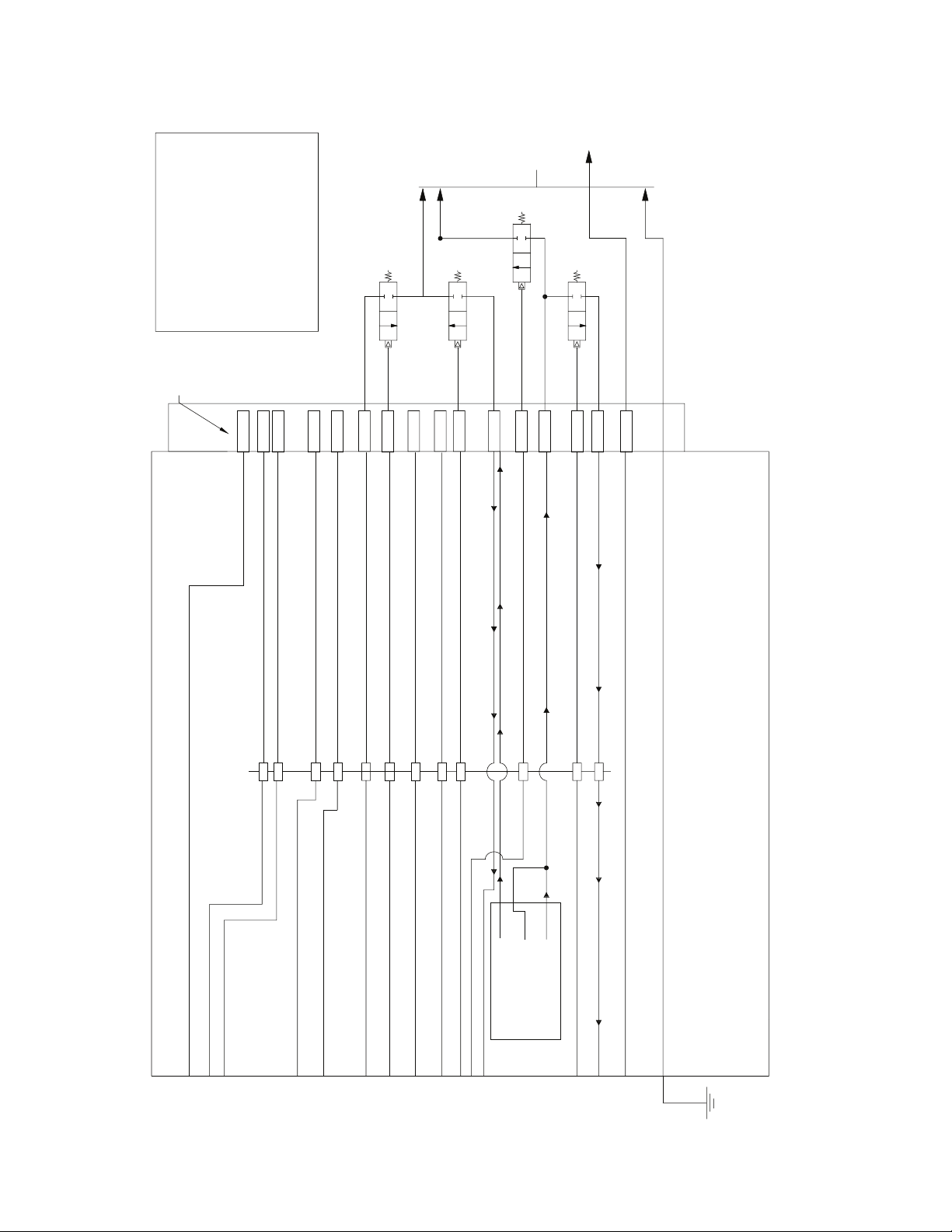
LEGEND
NG
RMA-303 Indirect Charge - Introduction
TRIGGER SOLVENT
SHAPING AIR #2=SA2
BEARING AIR RETURN=BRG RTN
SHAPING AIR #1
BEARING AIR
FIBER OPTIC
BRAKE AIR
TURBINE DRIVE AIR
=
===
=TA
FO
BA
SA1
BRK
DUMP
SOLVENT
PAINT
TRIGGER CUP WASH AIR
TRIGGER DUMP
TRIGGER PAINT
=
ST
CUP WASH AIR
=
=
===
=
=
P
DL
AT1
PT
PD
SOL
CWA
BELL WASH
INTERNAL/EXTERNAL
Ransburg
HV RI
BELL
P
QD PLATE
BA
FO
BA
SPD FO
6mm NYLON (YELLOW)
BA
PLATE
BULKHEAD
TA
BRG RTN
BRG RTN
4mm NYLON (YELLOW)
BRG RTN
BRK
TA
BRK
6mm NYLON (ORANGE)
10mm NYLON (GREEN)
TA
BRK
6mm NYLON (GREEN)CWACWA
AT1
CWA
8mm NYLON (GRAY)SA1SA1
4mm NYLON (ORANGE)ATIATI
ST
SA1
SA2
SA2
8mm NYLON (BLUE)
SA2
ST
4mm NYLON (BLUE)
ST
SOL
RECIRCULATING CUP FLUSH SOL
6mm PFA
SOL
DL
TO ATOMIZER
GROUND CONNECTION
TO HIGH VOLTAGE RNG
P
PT
P
PT
4mm NYLON (GREEN)
8mm (MAX.) PFA (length 21-1/2")
P
PT
PD
PD
4mm NYLON (GRAY)
PD
DL
H.V.
GND
DL
HV CABLE
10mm O.D. X 8mm I.D. PFA
DL
21
D
8mm NYLON
12mm NYLON
8mm NYLON
10mm NYLON
10mm NYLON
P
SOL
CUP FLUSH SOL
CUP FLUSH SOLVENT RETURN
COLOR CHANGER
Figure 2: Circuit Diagram
LN-9252-06.4
Ransburg
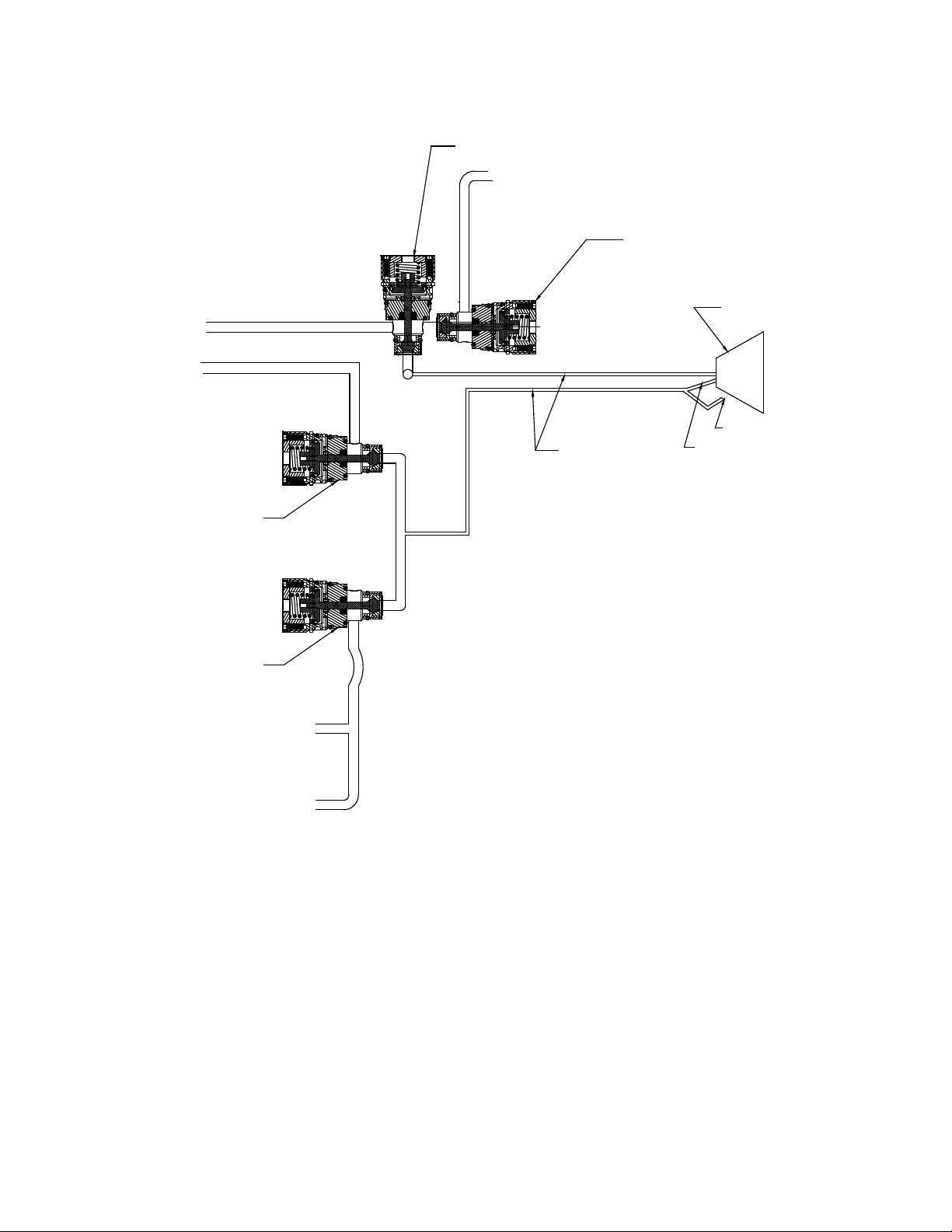
Paint Supply
Cup Wash Air
RMA-303 Indirect Charge - Introduction
Paint Valve
To Paint Waste Tank
Fluid Tube
Dump Valve
Bell Cup
External Cup Wash
Internal Cup Wash
Cup Wash
Air Valve
Cup Wash
Solvent Valve
Solvent Out
Solvent In
LN-9252-06.4
Figure 3: Valve Schematic
22
RMA-303 Indirect Charge - Installation
INSTALLATION
Ransburg
AIR FILTER INSTALLATION
The following air lter installation guidelines are
essential for optimum performance:
1. 25mm OD (1-inch OD) minimum inbound
main air line.
2. Use only recommended pre-lters and bearing air lters as shown in "Air Filtration Require-
ments" chart in this section. Additional system
air ltration (i.e., refrigerated air dryer) may also
be used if desired.
TUBE SIZE / AIR PRESSURE
REQUIREMENTS
Tube Air Pressure
Size Requirements
Bearing Air Supply 6 x 4mm OD 90psi +/- 10
(BRG) (Yellow) (621+/- 69 kPa)
Bearing Air Return 4mm (5/32") OD 80psi +/- 20
(BRG RTN) (Yellow) (at atomizer card)
(552
Turbine Air (T.A) 10 X 8mm Variable
(Green)
Pattern Control 8 X 6mm Variable
Air 2 (SAO) (Gray)
Pattern Control 8 X 6mm Variable
Air 1 (SAI) (Blue)
Brake Air (BRK) 6 X 4mm 60-100 psi
(if used) (Orange) (414 - 689 kPa)
Paint Valve 4mm (5/32") OD 80 psi +/- 10
Control (PT) (Natural) (552 +/- 70 kPa)
Dump Valve 4mm (5/32") OD 80 psi +/- 10
Control (PD) (Silver) (352 +/- 70 kPa)
Cup Wash Solvent 4mm (5/32") OD 80 psi +/- 10 psi
Valve Control (ST) (Blue) (352 +/- 70 kPa)
Cup Wash Air 4mm (5/32") OD 80 psi +/- 10
(ATI) (Orange) (352+/- 70 kPa)
Valve Control
Cup Wash Air 6 X 4mm 80 - 100 psi
(CWA) (Green) (551-689 kPa)
+
/- 138 kPa)
3. Mount the bearing air lter as close as pos-
sible to the RMA-303. (DO NOT mount further
than 30-feet (9.1 meters) away.)
4. DO NOT use tape, pipe dope, or other thread
sealant downstream of the bearing air lter. Loose
akes of tape or other sealant can break loose
and plug the very ne air holes in the turbine air
bearings.
5. Air heaters are highly recommended for use in
the system to minimize the effect of excessively
humid conditions. If the heated air will exceed
120oF (48.9°C), the heater must be located after
all lters to prevent damage to the lter media.
NOTE
> Each applicator must have its own lter
for bearing air.
Recommended: RPM-418 or equivalent.
NOTE
> With the exception of uid, dump, and
bearing air, all other pilot and air supply
lines should be bulkheaded and their
diameters increased one size. For example: Turbine air should be increased
to a 12mm OD from bulkhead plate to the
volume booster.
23
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Installation
EQUIPMENT GROUNDING & SAFETY RECOMMENDATIONS
In electrostatic coating systems, the ow of
high voltage power from the power supply
to the atomizer is insulated from ground and
isolated from all other functions and equipment.
When the voltage reaches the atomizer, it is
transferred to the coating material where, by
introducing a negative charge, it causes the
atomized uid to seek the nearest positive
ground. In a properly constructed and operated
system, that ground will be the target object.
The directed conduction of the electric charge
through its array of wires, cables, and equipment,
is accompanied by a variety of stray electrical
charges passing through the air by various means
such as: air ionization, charged particles in the
air and radiated energy. Such charges may be
attracted to any conductive material in the spray
area. If the conductive material does not provide
a safe drain to electrical ground, which will allow
the charge to dissipate as fast as it accumulates,
it may store the charge. When its electrical storage limit is reached, or when it is breached by
external circumstances (such as the approach
of a grounded object or person, or one at lower
potential), it may discharge its stored charge to
the nearest ground. If there is no safe path to
ground (such as a ground wire or braided cable) it
may discharge through the air as a spark. A spark
may ignite the ammable atmosphere of a spray
area. The hazard area extends from the point
of origin up to as much as a twenty-foot radius.
See the NFPA-33 for denition and limitations of
a hazard area.
It is a simple, but vital matter to be sure that all conductive objects within the spray area are grounded.
All cabinets, housing, bases, supports and stands,
which are not by design, insulated from ground,
MUST be connected directly and INDIVIDUALLY
to earth ground. Resting on a concrete oor or
being attached to a building column may not
always be sufcient ground. In order to provide
the best ground connection possible, always attach a ground wire or insulated braided cable to
the terminal indicated by the ground symbol and
then to a proven ground. Always check ground
connections for integrity. Some items, such as
rotators and paint stands, may be supported on
an insulator, but all components of the system up
to the insulator MUST be grounded.
Where items are mounted directly on structural
components such as building columns, the ground
NOTE
> Ransburg recommends that ground connections to earth ground be ¾” insulated
copper braided wire. Grounds between
assemblies within a machine should be
ran to a central point within the machine
using #18 insulated stranded copper wire
minimum. All connections should be me-
chanically sound and have less than ve
(5) ohms of resistance between assemblies
and the common point. The resistance
between the central point and earth ground
should be less than ve (5) ohms as well.
connection MUST still be made. In many cases
the structural component may be painted or coated with an insulated material and in all cases the
Ransburg equipment will be painted. These coatings are insulating. The ground connection must
be as perfect as possible. The indicated ground
terminal on the Ransburg equipment will provide
the necessary connection at on end, but the user
must be sure that the other end is secured to an
earth ground. This may be achieved by the use of
a standard ground clamp (properly secured), by
brazing or by piercing the structural component
enough to assure connection. All ground connections should be made to the most conductive
metallic structural ground available.
LN-9252-06.4
24

RMA-303 Indirect Charge - Installation
Ransburg
To be sure that everything is properly grounded,
the following steps should be undertaken at least
daily:
1. Inspect all ground wires. Look for good, rm
joints at all points of connection. Look for breaks in
the ground wire. Repair all defects IMMEDIATELY!
2. Inspect the oor or grates for excessive
accumulation of dried coating material or other
residue. If there is any, remove it!
SAFE GROUNDING IS A MATTER OF PROPER
EQUIPMENT MAINTENANCE AND INSTALLATION, CORRECT OPERATION AND GOOD
HOUSKEEPING. Daily inspection of grounding
apparatus and conditions, however, will help prevent hazards that are caused by normal operations.
BE SURE THAT:
1. All objects in the spray area are grounded.
2. Personnel in the spray area are properly
grounded. (Conductive safety shoes, and
coveralls.)
AIR HEATER
REQUIREMENTS
Turbine drive air expands as it moves through the
turbine wheel cavity and as it exits the turbine from
the exhaust port. This expansion will cause cooling of the exhaust air and the surfaces it contacts.
This same expansion cooling can occur across
the shaping air exit ports. This cooling effect can
cause surface temperatures to fall below the dew
point of the booth, which will result in condensa-
tion on the interior and exterior of the atomizer,
machine, and its components. It is even possible
that the temperature of the supply air may be below the booth dew point, even without additional
expansion cooling.
Condensation is especially probable in waterborne
applications when booth temperature and relative
humidity levels are typically maintained very high.
This condensation will allow sufcient conductivity
of the surfaces such that they act as an erratic
ground source potential. This can cause damage
to the equipment.
3. That the target object is properly grounded
(less than 1 megohm resistance).
4. That the high voltage is off except during
normal application.
5. That the high voltage is off and applicators
are grounded during maintenance operations.
6. The spray area is kept free of accumulated
coating deposits.
7. All combustible liquids in the spray area
(outside of automatic delivery systems) are kept
to minimum and are kept in re safe, grounded
containers. (See NFPA-30 and chapter 6 of
NFPA-33.)
8. Proper ventilation is provided.
9. Personnel must thoroughly understand the
equipment, its operation and maintenance, and
all safety precautions.
It is therefore, a requirement that turbine exhaust
air temperature be maintained above the booth
dew point to prevent condensation from forming
on atomizer surfaces. Doing so will eliminate
moisture as a potential defect in painted surfaces
as well as extending equipment life. Thus, it is
recommended that air heaters be installed into
the atomizer air supply lines, i.e. turbine drive air,
shaping air, and seal air. The air heaters must
be of sufcient capacity, capable of raising the
incoming air temperature at least 40°F (4.4°C) at
a ow rate of 60 SCFM per applicator.
The actual air heater process setting depends on
applicator uid ow rate load, booth conditions,
turbine airow settings, and incoming air tempera-
ture. The heater should be set as low as possi-
ble, sufcient to maintain the applicator surface
temperatures above the dew point in the booth.
25
LN-9252-06.4
Ransburg
RMA-303 Indirect Charge - Installation
AIR HEATER
REQUIREMENTS
Turbine drive air expands as it moves through the
turbine wheel cavity and as it exits the turbine from
the exhaust port. This expansion will cause cooling of the exhaust air and the surfaces it contacts.
This same expansion cooling can occur across
the shaping air exit ports. This cooling effect can
cause surface temperatures to fall below the dew
point of the booth, which will result in condensa-
tion on the interior and exterior of the atomizer,
machine, and its components. It is even possible
that the temperature of the supply air may be below the booth dew point, even without additional
expansion cooling.
Condensation is especially probable in waterborne
applications when booth temperature and relative
humidity levels are typically maintained very high.
This condensation will allow sufcient conductivity
of the surfaces such that they act as an erratic
ground source potential. This can cause damage
to the equipment.
Example: With the incoming air temperature at
72°F (22.2°C), an RMA-303 with 65mm bell cup
rotating unloaded at 60 krpm has a turbine outlet
temperature drop of approximately 28°F (-2.2°C)
(@ 40 krpm unloaded, ∆T ~ 14°F (-10°C)). Re-
ferring to the ASHRAE Psychrometric chart, the
saturation temperature range (dew point) of a
spray booth maintained at 70-75°F / 65-70%
RH is 62-68°F (21.1-23.9°C / 65-70° RH is 16.720°C). Thus it is almost certain that the surface
temperatures of the applicator will fall below the
dew point of the booth, and an air heater will be
needed in this case.
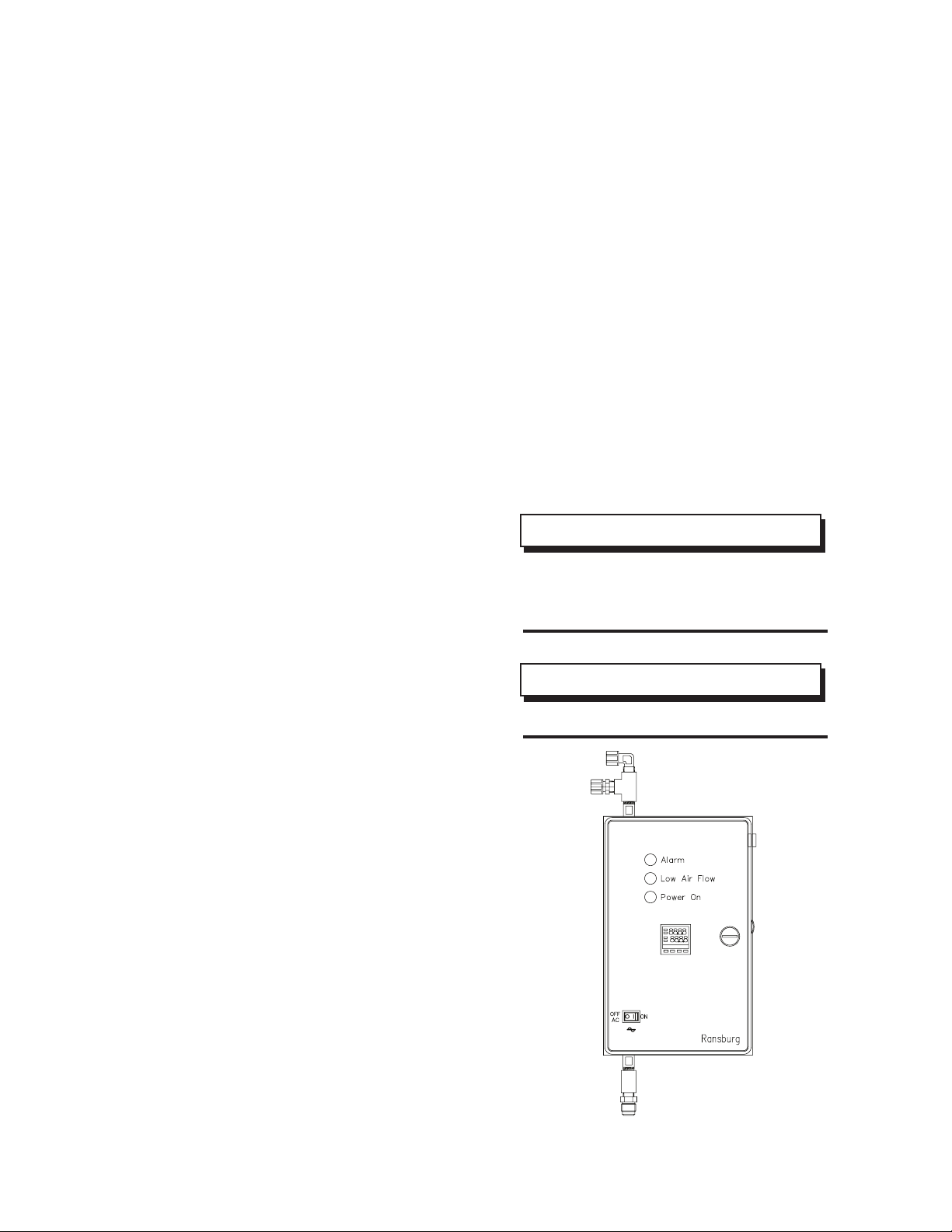
To prevent condensation, an air heater assembly
(A11065-05) should be assembled after the air
lters. (Reference the current Air Heater Assembly
service manual for further information.)
NOTE
> Failure to use an air heater may cause
damage to equipment or ruin the nished
component being processed.
It is therefore, a requirement that turbine exhaust
air temperature be maintained above the booth
dew point to prevent condensation from forming
on atomizer surfaces. Doing so will eliminate
moisture as a potential defect in painted surfaces
as well as extending equipment life. Thus, it is
recommended that air heaters be installed into
the atomizer air supply lines, i.e. turbine drive air,
shaping air, and seal air. The air heaters must
be of sufcient capacity, capable of raising the
incoming air temperature at least 40°F (4.4°C) at
a ow rate of 60 SCFM per applicator.
The actual air heater process setting depends on
applicator uid ow rate load, booth conditions,
turbine airow settings, and incoming air tempera-
ture. The heater should be set as low as possi-
ble, sufcient to maintain the applicator surface
temperatures above the dew point in the booth.
NOTE
> Connect Air heater to turbine air tubing.
LN-9252-06.4
Figure 4: A11065-05 Air Heater
26
 Loading...
Loading...