

Page 1

CNC432 Fräsen – Version F700
Stand: Juni 2002
Sander Informationssysteme GmbH, Ziegelstr. 1, D-59439 Holzwickede
Telefon: 02301/12845 Fax: 02301/12835
Internet: www.cncas.de Email: info@cncas.de
Page 2

Lizenzvertrag MAHO CNC432/F700
1 NUTZUNGS- UND LIZENZVERTRAG
1. Dem Endkunden wird eine nicht ausschließliche Lizenz für die Software gewährt. Das Ei-
gentum und das Urheberrecht gehen nicht auf den Kunden über. Die Lizenz wird zur Nutzung
auf nur einem Arbeitsplatz erstellt. Für jeden weiteren Arbeitsplatz ist eine gesonderte
Vereinbarung erforderlich.
2. Das lizensierte Programm sowie die Dokumentation darf vom Endkunden weder ganz
noch in Auszügen kopiert werden, mit Ausnahme der Herstellung einer Kopie der Software
zu Sicherungs- und Archivierungszwecken. Dabei hat der Endkunde darauf zu achten, daß
alle Eigentums- und Copyrightvermerke, die auf dem Original (Software) vermerkt sind, auch
auf der Kopie erscheinen.
3. Die Übertragung von Rechten und Pflichten aus diesem Lizenzvertrag an Dritte ist mög-
lich, wenn
- der Dritte Rechte und Pflichten des Endkunden aus diesem Vertrag übernimmt und vom
Endkunden entsprechend Ziffer 2 angefertigte Kopien gleichfalls dem Dritten übergeben oder
zerstört werden. Der Endkunde verpflichtet sich, dem Lizenzgeber über die Weitergabe unter
Angabe des Namens Kenntnis zu geben. Bei der Übertragung der Rechte an Dritte sind
eventuelle Exportbedingungen zu beachten. Für Fehlverhalten des Endkunden übernimmt
der Lizenzgeber keine Haftung.
4. Der Endkunde darf an der lizensierten Software keine Änderungen vornehmen oder durch
Dritte vornehmen lassen.
5. Der Endkunde verpflichtet sich sicherzustellen, daß Mitarbeiter, die Zugang zu der lizen-
sierten Version haben, alle Schutz- und Sorgfaltspflichten aus diesem Vertrag einhalten.
6. Die Schutz- und Urheberrechte an der lizensierten Software liegen bei dem Autor.
7. Dem Endkunden ist bekannt, daß nach dem heutigen Stand der Technik Fehler in den
Programmen und in der dazugehörigen Dokumentation nicht ausgeschlossen sind. Bei in-
nerhalb von 30 Tagen ab Übergabe an den Endkunden geltend gemachten Abweichungen
der Programme von der Programmbeschreibung hat der Kunde das Recht, die fehlerhafte an
seinen Lieferanten zurückzusenden, und die Lieferung einer neuen Programmversion zu
verlangen. Für diese Nachlieferungen gelten die üblichen Fristen des 326, BGB (Mängelrü-
gen)
7.1 Solange der Lizenzgeber seinen Verpflichtungen zur Behebung der Mängel
nachkommt, hat der Benutzer kein Recht, Herabsetzung der Vergütung oder Rückgängig-
machung des Vertrages zu verlangen, sofern nicht ein
Fehlschlagen der Nachbesserung vorliegt.
7.2 Von einem Fehlschlagen der Nachbesserung ist erst auszugehen, wenn
dem Lieferanten hinreichende Gelegenheit zur Nachbesserung oder Ersatzlieferung einge-
räumt wurde, ohne daß der gewünschte Erfolg erzielt wurde, wenn die Nachbesserung oder
Ersatzlieferung unmöglich ist, wenn sie vom Lieferanten verweigert oder unzumutbar verzö-
gert wird, wenn begründete Zweifel hinsichtlich der Erfolgsaussichten bestehen oder wenn
eine Unzumutbarkeit aus sonstigen Gründen vorliegt.
8. Der Benutzer ist verpflichtet, die gelieferte Software auf offensichtliche Mängel, die einem
durchschnittlichen Kunden ohne weiteres auffallen, zu untersuchen. Offensichtliche Mängel,
insbesondere das Fehlen von Datenträgern oder Handbüchern sowie erhebliche, leicht
sichtbare Beschädigungen des Datenträgers, sind beim Lizenzgeber innerhalb von zwei
Wochen nach Lieferung schriftlich zu rügen.
8.1 Mängel, die nicht offensichtlich sind, müssen innerhalb von zwei Wochen
nach dem Erkennen durch den Benutzer gerügt werden.
8.2. Bei Verletzung der Untersuchungs- und Rügepflicht gilt die Software in
Ansehung des betreffenden Mangels als genehmigt.
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 3

Lizenzvertrag MAHO CNC432/F700
9. Der Benutzer wird den Lizenzgeber unverzüglich und kostenlos mit allen Informationen
versorgen, die zur Erbringung von Leistungen durch den Lieferanten erforderlich sind. Ins-
besondere sind dem Lieferanten alle notwendigen Testdaten und Maschinenzeiten zur
Verfügung zu stellen.
Der Benutzer trägt den Mehraufwand, der dem Lieferanten dadurch entsteht, daß Arbeiten
infolge unrichtiger oder unberechtigter Angaben des Benutzers wiederholt werden müssen.
10. Der Lizenzgeber behält sich vor, dem Endkunden auf Anforderung jeweils die neueste
Version der lizensierten Software zu liefern. Der Lizenzgeber behält sich vor, für diese
neueste Version Verwaltungsgebühren in Rechnung zu stellen. Der Endkunde hat das Recht,
die Annahme solcher Sendungen zu verweigern.
11. Änderungen dieses Vertrages sind nur mit schriftlichem Einverständnis beider Parteien
zulässig.
12. Der Lizenzgeber sichert bei fehlerhaft gelieferten Originaldisketten (Kopier- oder Mate-
rialfehler) die Zusendung neuer Originaldisketten zu. Die Garantiezeit beträgt 90 Tage ab
Erstauslieferung an den Endkunden. Sobald der Endkunde einen solchen Fehler bemerkt,
teilt er dies dem Lizenzgeber mit. Die Zusendung der neuen Disketten erfolgt innerhalb 14
Tagen nach Bekanntwerden des Fehlers.
13. Weder Lizenzgeber noch Eigentümer der Software haften für Schäden, die vom End-
kunden oder einem Dritten durch die Nutzung der Software verursacht werden.
14. Diese Vereinbarung tritt dann in Kraft, wenn der Endkunde die lizensierte Software erhält.
Der Lizenzgeber behält sich für den Fall, daß der Endkunde seinen Verpflichtungen aus
diesem Vertrag nicht nachkommt, weitere Schritte vor.
Insbesondere behält sich der Lizenzgeber das Eigentum an gelieferten Sachen bis zur voll-
ständigen Zahlung des Kaufpreises und Erfüllung sämtlicher aus der Geschäftsverbindung
mit dem Benutzer zustehender Forderungen vor.
15. Sollten einzelne oder mehrere Bestimmungen dieses Vertrages unwirksam sein oder
werden, wird die Wirksamkeit des Vertrages davon nicht berührt. Die unwirksame(n) Be-
stimmung(en) ist(sind) in dem Sinne umzudeuten, daß der damit beabsichtigte Zweck in
rechtlich zulässiger Weise erreicht wird.
Holzwickede, im Juni 2004
Hinweise zu Markierungen am Seitenrand:
Beispiele / Erläuterungen
Wichtige Hinweise / Nützliche Tips
Bitte lesen !!
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 4

Inhaltsverzeichnis MAHO CNC432/F700
2 INHALTSVERZEICHNIS
Kapitel 1: Nutzungs- und Lizenzvertrag
Kapitel 2: Inhaltsverzeichnis
Kapitel 3: Installation
Lieferumfang
Hardwarevoraussetzungen
Installation der Hardware
Installation der Software
Tastatur-Anpassung
Start der Software
Sprachwahl
Probleme beim Start der Software
Kapitel 4: Einführung
Leistungsumfang
Modifikationen im Vergleich zur Originalsteuerung
Tastaturüberblick
Wichtige Tastenfunktionen
Bildschirmaufbau
Menüführung
Bedienerunterstützung
Kapitel 5: Bedienungsübersicht
Allgemeines
Aktives Programm simulieren
Nicht aktives Programm simulieren
Kapitel 6: Programmierung
Allgemeines
Programm-Eingabe
Programmeröffnung
Editierung
Programmierung mit Unterstützung
Programmierung mit Menüs
Grafische Unterstützung
Editierung von Unterprogrammen
Kommentareingabe
Kapitel 7: Programm-Handhabung
Suchroutinen
Programmierbare Textmakros
Programme ändern
Programm-Blöcke ändern
Programm-Sätze ändern
Programm-Wörter ändern
Datei-Verwaltung
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 5
Inhaltsverzeichnis MAHO CNC432/F700
Kapitel 8: Werkzeuge
Werkzeugdaten
Werkzeugnummer suchen
Eingeben und Ändern von Werkzeugdaten
Werkzeugform und Farbanwahl für die Grafik
Kapitel 9: Grafische Simulation
Allgemeines
Einstellung Darstellungsfenster / Rohteil
Grafik-Testläufe
Simulation des Programmbeispiels
Kapitel 10: Datenübertragung / Drucken
Allgemeines
Ein- und Auslesen von Programmen
Ein- und Auslesen anderer Daten
Drucken
Plotten
Kapitel 11: Konturtaschen-Fräszyklus
Allgemeines
Programm-Aufbau
Erlläuterung der Funktionen
Kapitel 12: Fehlertexte
Systemfehler
Achsenfehler
Spindelfehler
Handradfehler
Programmierfehler
Speicherfehler
Bedienungsfehler
Datenein- und –auslesefehler
Schnittstellenfehler
Grafikfehler
Kapitel 13: G-Funktionen / Konstanten
G-Funktionen
Konstanten
Kapitel 14: Tipps & Tricks
Drucker-Definitionen
Verwendung von XMS-Speicher
Anpassung der Software
Anpassung der Simulationsparameter
Konformitätserklärung
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 6
Einführung MAHO CNC432/F700
3 INSTALLATION
Lieferumfang
Software:
Programmdisketten ( 3,5") mit Beispiel-Programmen und
Installationsdateien
Hardware:
1 Original-Tastatur-Tableau inklusive der dazugehörigen Auflage
Teachware
diese Bedienungsanleitung
Hardwarevoraussetzungen (mindestens)
MS DOS-Rechner, 640 KB Speicher
mindestens Enhanced Graphics Adapter (EGA-Karte mit 256 KB Speicher), Festplatte,
2 serielle Schnittstellen zur Datenübertragung und zum Anschluß der Tastatur, 1 parallele
Schnittstellen (Drucken)
Die Software ist auch unter Windows lauffähig.
Installation der Hardware
Das zum Lieferumfang gehörende Tastatur-Tableau wird an eine im Rechner befindliche se-
rielle Schnittstelle angesteckt.
Bevor Sie die Tastatur anschließen, sollten Sie sich diesen Abschnitt sorgfältig durchlesen.
Schalten Sie -bevor Sie die Tastatur an die Schnittstelle in Ihrem Rechner anstecken, das
Gerät sicherheitshalber aus. Stecken Sie das mitgelieferte Kabel auf eine freie serielle
Schnittstelle. Benutzen Sie hier -falls notwendig- einen Adapter (9/25-polig). Sie können
diesen kostenlos bei uns anfordern.
Damit ist nun das CNC432-Tableau an den Rechner angeschlossen und betriebsbereit. Die
Tastatur muß nicht wieder vom Rechner entfernt werden. Bei der vorliegenden Tastatur
handelt es sich um eine Multifunktions-Tastatur, die -je nach verwendeter Tastaturauflage-
sowohl mit Dreh- als auch mit der Fräs-Schulungssoftware verwendet werden kann.
Das Auswechseln der eigentlichen Tastatur-Auflage erfolgt durch einfaches Abnehmen der
durch Magneten an der Tastatur festgehaltenen Auflage. Beachten Sie bitte, daß Magnete
eine starke Anziehungskraft haben. Magnete weisen erhebliche Anzugs- und Abstoßkräfte
auf. Vermeiden Sie beim Abheben der Auflagefolien die Gefahr von Quetschungen.
Magnetfelder können Datenträger löschen. Legen Sie daher Disketten nie auf die
Magnetstreifen der Tastatur.
Haben Sie nur ein Software-Paket -in diesem Fall die Fräs-Software- entfällt das Wechseln
der Auflage. Dies ist nur erforderlich, wenn Sie mehrere Software-Pakete einsetzen, also
auch mehrere Auflagen haben.
Installation der Software
Starten Sie Ihren Rechner mit der Festplatte (ohne Diskette) und warten Sie, bis er sich mit
C> meldet und legen Sie die Installations-Diskette in das Diskettenlaufwerk A: oder B: ein.
Starten Sie das Installationsprogramm mit dem Aufruf
A:INSTALL oder B:INSTALL
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 7
Einführung MAHO CNC432/F700
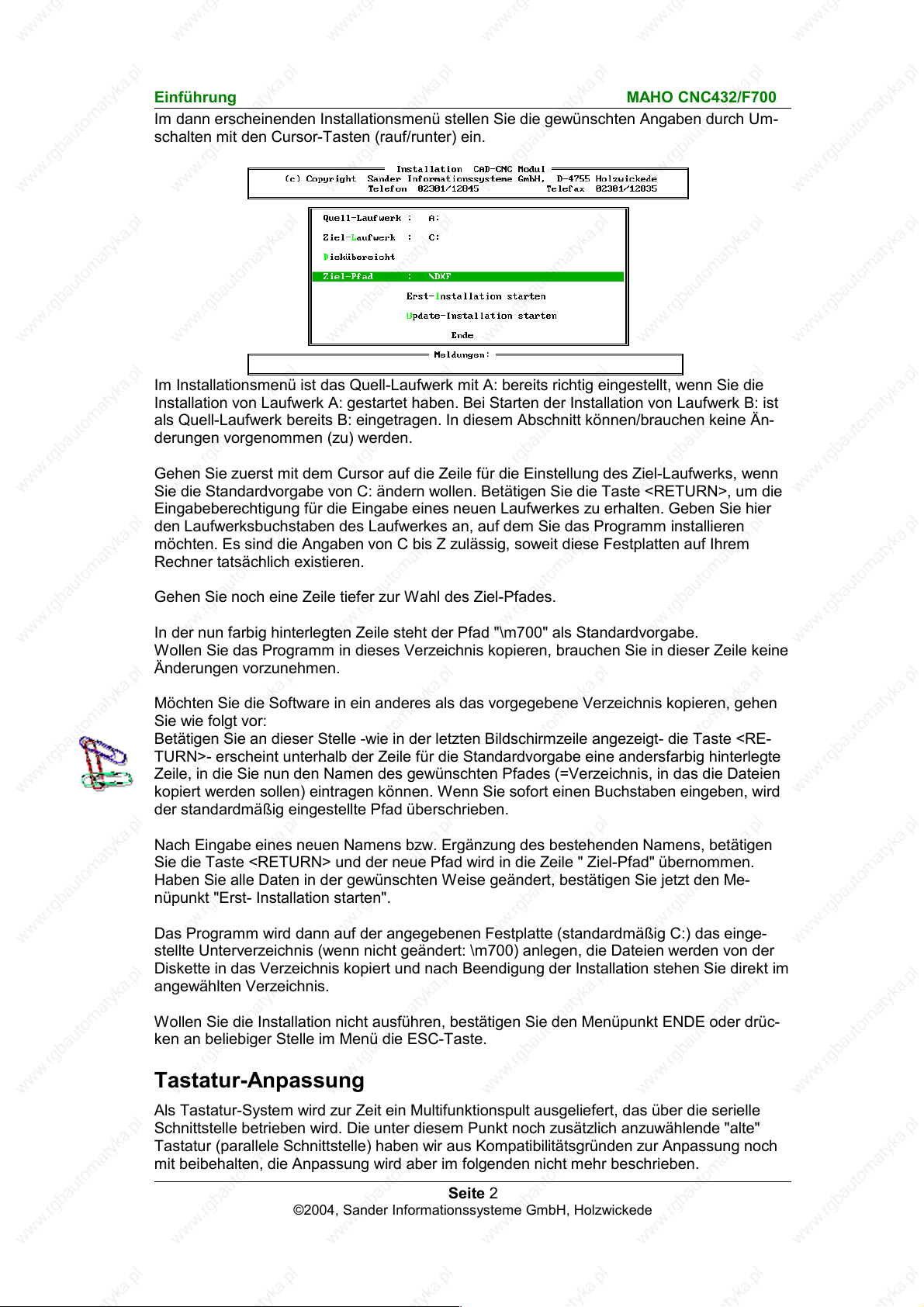
Im dann erscheinenden Installationsmenü stellen Sie die gewünschten Angaben durch Um-
schalten mit den Cursor-Tasten (rauf/runter) ein.
Im Installationsmenü ist das Quell-Laufwerk mit A: bereits richtig eingestellt, wenn Sie die
Installation von Laufwerk A: gestartet haben. Bei Starten der Installation von Laufwerk B: ist
als Quell-Laufwerk bereits B: eingetragen. In diesem Abschnitt können/brauchen keine Än-
derungen vorgenommen (zu) werden.
Gehen Sie zuerst mit dem Cursor auf die Zeile für die Einstellung des Ziel-Laufwerks, wenn
Sie die Standardvorgabe von C: ändern wollen. Betätigen Sie die Taste <RETURN>, um die
Eingabeberechtigung für die Eingabe eines neuen Laufwerkes zu erhalten. Geben Sie hier
den Laufwerksbuchstaben des Laufwerkes an, auf dem Sie das Programm installieren
möchten. Es sind die Angaben von C bis Z zulässig, soweit diese Festplatten auf Ihrem
Rechner tatsächlich existieren.
Gehen Sie noch eine Zeile tiefer zur Wahl des Ziel-Pfades.
In der nun farbig hinterlegten Zeile steht der Pfad "\m700" als Standardvorgabe.
Wollen Sie das Programm in dieses Verzeichnis kopieren, brauchen Sie in dieser Zeile keine
Änderungen vorzunehmen.
Möchten Sie die Software in ein anderes als das vorgegebene Verzeichnis kopieren, gehen
Sie wie folgt vor:
Betätigen Sie an dieser Stelle -wie in der letzten Bildschirmzeile angezeigt- die Taste <RE-
TURN>- erscheint unterhalb der Zeile für die Standardvorgabe eine andersfarbig hinterlegte
Zeile, in die Sie nun den Namen des gewünschten Pfades (=Verzeichnis, in das die Dateien
kopiert werden sollen) eintragen können. Wenn Sie sofort einen Buchstaben eingeben, wird
der standardmäßig eingestellte Pfad überschrieben.
Nach Eingabe eines neuen Namens bzw. Ergänzung des bestehenden Namens, betätigen
Sie die Taste <RETURN> und der neue Pfad wird in die Zeile " Ziel-Pfad" übernommen.
Haben Sie alle Daten in der gewünschten Weise geändert, bestätigen Sie jetzt den Me-
nüpunkt "Erst- Installation starten".
Das Programm wird dann auf der angegebenen Festplatte (standardmäßig C:) das einge-
stellte Unterverzeichnis (wenn nicht geändert: \m700) anlegen, die Dateien werden von der
Diskette in das Verzeichnis kopiert und nach Beendigung der Installation stehen Sie direkt im
angewählten Verzeichnis.
Wollen Sie die Installation nicht ausführen, bestätigen Sie den Menüpunkt ENDE oder drüc-
ken an beliebiger Stelle im Menü die ESC-Taste.
Tastatur-Anpassung
Als Tastatur-System wird zur Zeit ein Multifunktionspult ausgeliefert, das über die serielle
Schnittstelle betrieben wird. Die unter diesem Punkt noch zusätzlich anzuwählende "alte"
Tastatur (parallele Schnittstelle) haben wir aus Kompatibilitätsgründen zur Anpassung noch
mit beibehalten, die Anpassung wird aber im folgenden nicht mehr beschrieben.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 8
Einführung MAHO CNC432/F700
Damit die Tastatur mit der Software ordnungsgemäß zusammenarbeiten kann, gehen Sie
wie folgt vor:
1. Starten Sie das Check-Programm . Schalten Sie dazu in das Hauptverzeichnis
der MAHO-Software (m700). Dort befindet sich das Programm „check.exe“.
2. Wählen Sie den Menüpunkt "Tastatur" an.
Hier wählen Sie bitte den richtigen Tastaturtyp (seriell) aus.
Auf dem Bildschirm erhalten Sie eine Anzeige der in Ihrem Rechner eingebauten Schnitt-
stellen. Wählen Sie nun die Schnittstelle, an der die Tastatur angeschlossen ist (Anwahl mit
den Ziffern 1 -4), und bestätigen Sie die Wahl mit "Enter".
Bei der seriellen Tastatur -dem Multifunktionspult- erscheint nach Anwahl der Schnittstelle
ein Kreisel, der sich - wenn an der angewählten Schnittstelle ein Gerät vorhanden ist- be-
wegt.
VORSICHT:
An dieser Stelle kann vom Check-Programm nicht entschieden werden, ob an der seriellen
Schnittstelle eine Tastatur oder eventuell auch eine Maus angeschlossen
ist. Sind beide Geräte angeschlossen, kann erst im nächsten Schritt der Anpassung si-
chergestellt werden, ob die Auswahl der Schnittstelle korrekt war.
Bei erfolgreichem Testlauf erscheint auf dem Bildschirm dann die Meldung:
An der Schnittstelle xxx wurde eine xxx-Tastatur erkannt.
Weiter mit <ENTER>
War der Testlauf nicht erfolgreich erscheint die Meldung:
An der Schnittstelle xxx wurde keine Tastatur erkannt.
Erscheint auf dem Bildschirm diese Meldung, beenden Sie diesen Testabschnitt mit der Ta-
ste <ESC> und wählen Sie eine andere Schnittstelle an.
Führen Sie diesen Testabschnitt so lange durch, bis der Test erfolgreich war. Betätigen Sie
dann die Taste <ENTER>, und Sie gelangen in den nächsten Testabschnitt. Helfen Ihnen die
dort genannten Punkte nicht weiter, wenden Sie sich bitte an Ihren Händler.
Sie gelangen danach in die Teststufe, in der Sie die einzelnen Tastenfunktionen der Tastatur
prüfen können. Wollen Sie den Test beenden, drücken Sie entweder die Taste <ESC> oder
<ENTER>. Damit ist die Tastatur angepaßt. Die Speicherung der Werte in die korrekten
Dateien erfolgt beim Beenden des Check-Programmes (Menüpunkt ENDE).
Start der Software
Nach Beendigung der Installation stehen Sie wieder in dem Verzeichnis, von dem aus Sie
das Installationsprogramm aufgerufen haben. Möchten Sie nun das Programm starten, ge-
ben Sie das Kommando
m700
ein, danach läuft die Software automatisch hoch.
Achten Sie bitte darauf, daß dieses Start-Batch (m700.bat) dann nicht mehr korrekt funktio-
niert, wenn Sie die Software in einem anderen als dem Standardpfad installiert haben.
Damit Sie die Datei ändern können, haben wir hier das "Ausliefer-Batch" aufgelistet mit dem
Hinweis, welche Zeile geändert werden muß. Diese Änderung kann mit einem normalen
Texteditor erfolgen.
cd \m700 schaltet in das Standardverzeichnis, statt "m700" das bei der
Installtion gewählte Verzeichnis angeben !
start ruft die Software auf und muß nicht geändert werden.
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 9

Einführung MAHO CNC432/F700
Sprachwahl
Als Sprachen sind zur Zeit in der Software die deutsche, englische und französische Spra-
che implementiert. Nach dem Aufruf startet die Software automatisch in deutscher Sprache.
Soll die Sprache umgeschaltet werden, betätigen Sie die Taste <CONST MEM.>
Im Konstantenmemory kann die Sprache -genau wie an der Steuerung selbst- mit der Kon-
stante N5 umgeschaltet werden. Dabei bedeuten:
C0 (deutsch)
C1 (englisch)
C2 (französisch)
Im Gegensatz zur Steuerung ist das Konstantenmemory der Steuerung jederzeit editierbar.
Probleme beim Start der Software ? (DOS-Version)
Läuft die Software nach der Installation nicht sofort hoch, können folgende Fehlerquellen
vorliegen.
Die Software läuft nicht hoch und steht wieder in dem Hauptverzeichnis (c:, d: oder e:).
Sie haben zu wenig Platz im Hauptspeicher. Die Software benötigt mindestens 570K freien
Hauptspeicherplatz.
Um zu überprüfen, wieviel Speicherplatz Ihnen zur Verfügung steht, geben Sie das Kom-
mando chkdsk ein.
Nach Ablauf dieses Programmes erscheint auf dem Bildschirm folgende Meldung:
xxxxxxxxxxx bytes total diskspace
xxxxxxxxxxx bytes in xx directories
xxxxxxxxxxx bytes in xxx user files
xxxxxxxxxxx bytes available on disk
xxxxxx bytes total (Hauptspeicher gesamt)
xxxxxx bytes free (freier Hauptspeicher)
Für das Starten der MAHO-Software ist die in der letzten Zeile stehende Zahl (freier Haupt-
speicher) wichtig.
Hier müssen Ihnen mindestens 570.000 bytes zur Verfügung stehen.
Ist dies nicht der Fall, kontrollieren Sie im Hauptverzeichnis bitte die Datei "config.sys". Darin
enthaltene Angaben wie "buffers=" oder "files=" könnten zu groß sein und damit die
Hauptspeicher-Kapazität verringern. Ebenso können Treiber (für Maus o.ä.), die in der Datei
"config.sys" oder "autoexec.bat" geladen werden, die Hauptspeicher-Kapazität verringern.
Gegebenenfalls sollten Sie diese Dateien mit einem Texteditor ändern.
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 10

Bedienungsübersicht MAHO CNC432/F700
4 EINFÜHRUNG
Leistungsumfang
Dieser Abschnitt der Bedienungsanleitung zeigt in einer kurzen Übersicht, in welchen Teilen
die Software "MAHO CNC432" von der Originalsteuerung abweicht.
Aufgenommen sind sowohl die Punkte, die über die Originalsteuerung hinaus- gehen, aber
auch die Inhalte, die die Software nicht leistet.
Modifikationen im Vergleich zur Originalsteuerung
- Grafik
Die Darstellung der G18-Ebene erfolgt in der Software -anders als an der Maschine- um 90
Grad gedreht..
Die Farbe in der Strichgrafik ist für die G0-Bewegungen geändert worden, sie erscheint in der
Software als rote gestrichelte Linie, an der Steuerung als grün gestrichelte Linie.
- Konstantenmemory
In der Software wird kein Unterschied zwischen den Betriebsarten OPER-MC und EDIT-MC
gemacht. Die Maschinenkonstanten können immer editiert werden.
- Sondertasten
Hierbei handelt es sich um Tasten, die für die PC-Software für Sonderfunktionen verwendet
werden, dagegen an der Original-Steuerung ausschließlich zur Bedienung der Maschine
benötigt werden.
im rechten unteren Quadranten der Tastatur
Diese Taste zeigt das Inhaltsverzeichnis des "Trans"-Directory. Dieses Directory dient zur
Übertragung von einzelnen Programmen, die in das Programm-Memory der eingelesen
werden können oder von dort aus in das Transport-Verzeichnis kopiert werden können.
im linken unteren Quadranten der Tastatur
Diese Taste beendet die Software nach einem Lauf mit Abspeichern aller Daten.
Was die Software mehr kann
- Trans-Directory
Hinter diesem Begriff verbirgt sich ein Verzeichnis, in das / aus dem Sie Daten in fremde
Software-Pakete/ in die MAHO-Software transportieren können.
-Kommentareingabe
Die Kommentareingabe erfolgt in diesem Fall über die PC-Tastatur. Eine detaillierte Be-
schreibung, wie Kommentare eingegeben werden können, finden Sie in Kapitel "Programme
ändern" dieser Anleitung.
- Drucken
Alle Programme können sowohl als Listing, aber auch als Zeichnung gedruckt werden (siehe
Kapitel "Drucken/Daten übertragen").
Neben der Ausgabe der Programme auf einen grafikfähigen Matrixdrucker, können die
Zeichnungen auch auf einen Plotter ausgegeben werden (siehe Kapitel "Drucken/Daten
übertragen" ).
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 11
Bedienungsübersicht MAHO CNC432/F700
- Grafik
In der grafischen Simulation ist es möglich, nach dem 1. Durchlauf des Programmes einen
zweiten Start zur Simulation ohne Fräserradiuskorrektur durchzuführen.
Was die Software nicht kann
- Die Funktion "reset axis" ist nicht implementiert.
- Das Anfangsbild "Referenzpunkt anfahren" ist ohne Funktion. Die Achsen
werden hier nur 'pro forma' gesetzt.
- Der Testlauf 3 ist nicht implementiert.
- Ebenso sind die Funktionen Teach-In, Playback und die Messzyklen nicht
implementiert, da sie für die Simulation nicht relevant sind.
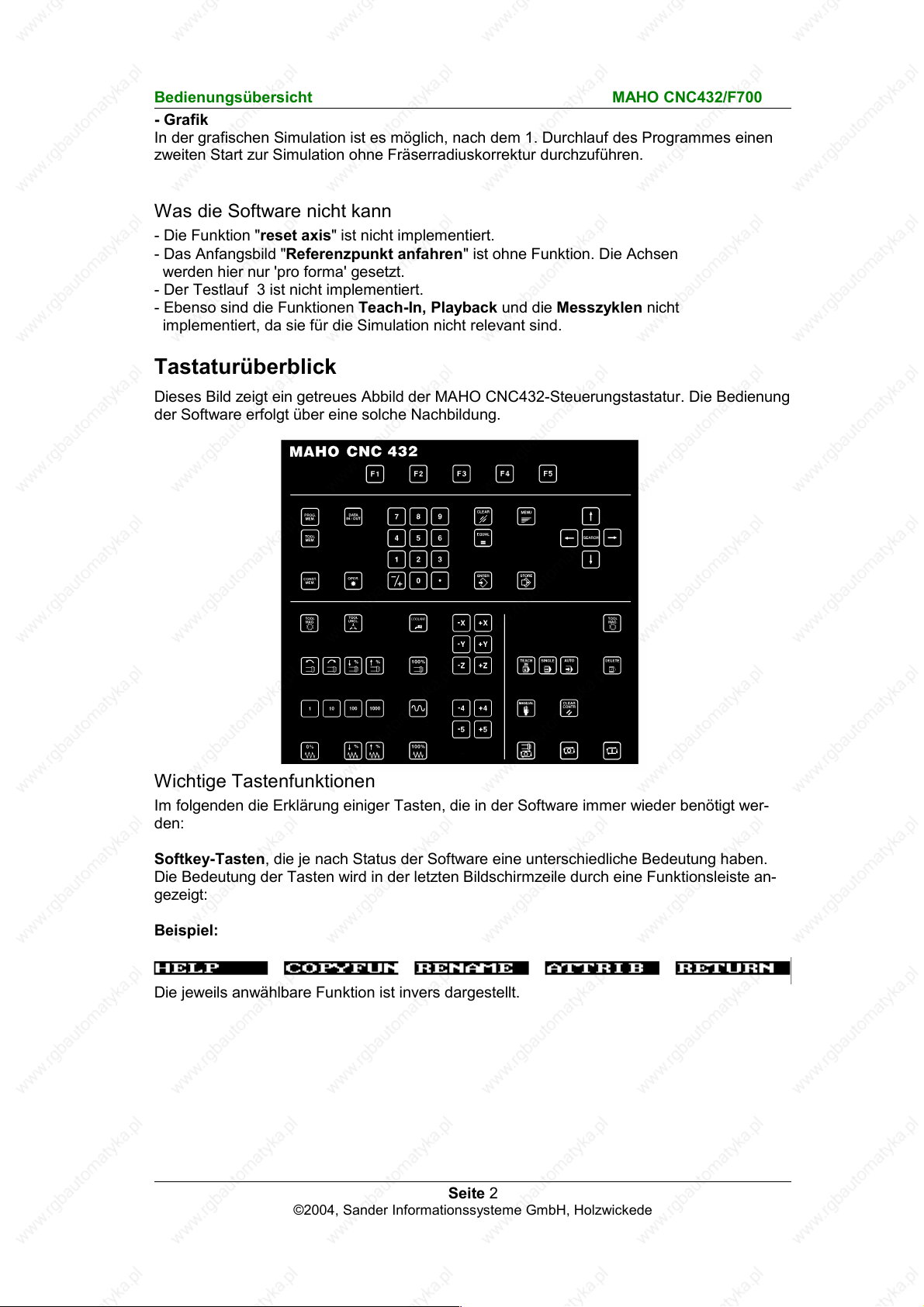
Tastaturüberblick
Dieses Bild zeigt ein getreues Abbild der MAHO CNC432-Steuerungstastatur. Die Bedienung
der Software erfolgt über eine solche Nachbildung.
Wichtige Tastenfunktionen
Im folgenden die Erklärung einiger Tasten, die in der Software immer wieder benötigt wer-
den:
Softkey-Tasten, die je nach Status der Software eine unterschiedliche Bedeutung haben.
Die Bedeutung der Tasten wird in der letzten Bildschirmzeile durch eine Funktionsleiste an-
gezeigt:
Beispiel:
Die jeweils anwählbare Funktion ist invers dargestellt.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 12

Bedienungsübersicht MAHO CNC432/F700
Die Cursortasten rauf/runter bewegen den Anzeigecursor im Programm auf
den Vorgänger- und Nachfolgesatz.
Die Cursortasten rechts/links bewegen den Anzeigecursor in der Menüleiste
hin und her
übernimmt Eingaben aus dem Eingabefeld in den
aktuellen Satz
übernimmt Eingaben aus dem aktuell editierten Satz in
das Programmlisting
löscht fehlerhafte Eingabe im Eingabefeld
beginnt die Simulation
unterbricht die Simulation an jeder beliebigen Stelle
- linke Seite des Tableaus- beendet die Software
Bildschirmaufbau
Zeile 1:
In dieser Zeile wird der Status der Software angezeigt, die jeweils aktuelle Betriebsart ist
eingeblendet. Anhand dieser Angaben wird ersichtlich, welche Möglichkeiten der Weiterarbeit
gegeben sind.
Zeile 2:
zeigt das aktive Programm an, das bei entsprechender Anwahl simuliert werden kann.
Zeile 4:
zeigt den aktuellen Editorinhalt an. Das kann neben einem Hauptprogramm auch ein Unter-
programm (Macro), der Werkzeugspeicher , der Konstantenspeicher .... sein.
Zeile 6 bis Zeile 16:
zeigen das Listing des jeweils angewählten Speichers, also entweder ein Programmlisting
oder das Listing von Werkzeugspeicher ... .
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 13

Bedienungsübersicht MAHO CNC432/F700
Zeile 18:
zeigt unter MENU-G die Liste der eingestellten modalen G-Funktionen, deren Einstellung nur
Gültigkeit hat, wenn die Programmeingabe unter MENU-G erfolgt.
Zeile 19:
zeigt, wenn angewählt, über die Funktionstaste F2 die Hilfstexte zu den einzelnen Adressen
und G-Funktionen (MENU-G).
Zeile 20:
das Satzmenü mit allen für die jeweilige G-Funktion gültigen Adressen (Status FREE-G) oder
das erweiterte Satzmenü (Status MENU-G).
Zeile 21:
zeigt an, welcher Satz aus dem Programmlisting gerade editiert werden kann. Bei der Edi-
tierung werden die neu eingegebenen oder geänderten Adressen zunächst
in diesen Satz eingetragen, erst durch die Bestätigung durch die Taste "STORE" dann in das
Listing in den Zeilen 6 bis 16 übernommen.
Zeile 24:
zeigt an, welche Funktionen mit den Softkeys F1 bis F5 angewählt werden können. Jedem
Softkey ist ein Feld zugeordnet. Ist eine Taste nicht belegt, wird dies durch '-------' angezeigt
(siehe Abb. weiter oben).
Menüführung
Die MAHO-Steuerung wird an vielen Stellen mit Menüs geführt, deren Bedeutung an dieser
Stelle nicht detailliert erläutert werden soll.
Hier werden alle Menüs aufgelistet, die in der PC-Software verwendet werden, erst im wei-
teren Text werden sie nach Bedarf erläutert, mit Bezug auf die hier angegebenen 'Titel' der
einzelnen Menüs.
PROGRAM MENU
1 Edit Macro
2 Edit Points
3 Edit Parameters
4 Edit Stored Zero Offsets
6 Edit Graphic Parameters
MANUAL MENU
1 Block Search
2 Reference Point Search
3 Reset Axis
7 Diagnostic
SINGLE/AUTO MENU
1 Testrun Menu
3 Cycle Endcontour 2,5D Wire Plot
4 2D Wire Plot
5 2,5D Wire Plot
6 3D Wire Plot
7 Simulation
9 Exit submode
DATA IN/OUT MENU (als Software-Erweiterung)
4 Lesen von Diskette
5 Schreiben auf Diskette
6 Drucken (Parallel-Ausgang)
7 Datenaustauschpfad
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 14
Bedienungsübersicht MAHO CNC432/F700
Die Steuerung verfügt noch über weitere Menüs, die in der PC-Software allerdings nicht be-
nutzt werden und daher nicht implementiert sind.
Bedienerunterstützung
Die Steuerung hat unter der Funktion MENU-G eine Bedienerführung eingebaut, die den
Programmierenden sowohl durch Hilfstexte als auch an vielen Stellen durch Hilfsbilder un-
terstützt. Einschaltzustand der Steuerung ist die Programmierung ohne die Bedienerunter-
stützung (FREE-G). Schon hier ist jeder G-Funktion ein eigenes Satzmenü zugeordnet.
Die Bedienerführung (MENU-G) stellt dann zusätzlich für jede G-Funktion noch ein in vielen
Fällen erweitertes Satzmenü zur Verfügung, das dem Bediener die Editierung erleichtert.
Zum Einschalten der Bedienerführung betätigen Sie die Taste
->MENU-G
Ist die Bedienerunterstützung eingeschaltet , erscheinen neben dem erweiterten
Satzmenü über der Satzmenüleiste auch Hilfstexte in der jeweils angewählten Sprache
(siehe Abbildung des Bildschirms), die die Bedeutungen der einzelnen Adressen nennen.
Zur Bedienerunterstützung gehört dann noch eine zweite -immer zur Verfügung stehende
Hilfe: die Hilfsbilder, die zu den einzelnen Funktionen oder Zyklen angewählt werden können.
Ob solche Bilder zu einzelnen Funktionen existieren oder nicht, wird in der Menüleiste
(Bildschirmzeile 24) angezeigt, wenn die Funktion HELP angewählt wurde:
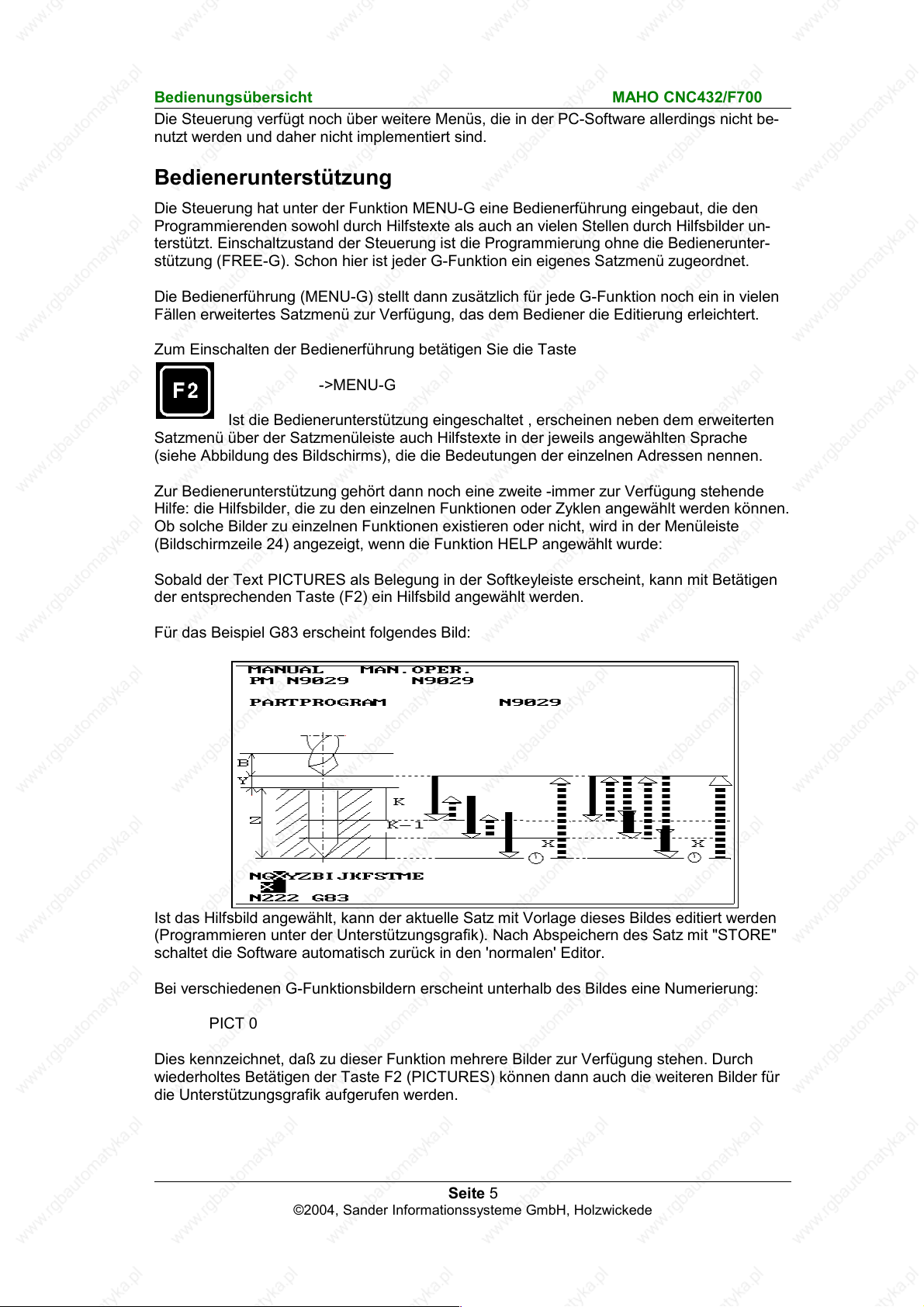
Sobald der Text PICTURES als Belegung in der Softkeyleiste erscheint, kann mit Betätigen
der entsprechenden Taste (F2) ein Hilfsbild angewählt werden.
Für das Beispiel G83 erscheint folgendes Bild:
Ist das Hilfsbild angewählt, kann der aktuelle Satz mit Vorlage dieses Bildes editiert werden
(Programmieren unter der Unterstützungsgrafik). Nach Abspeichern des Satz mit "STORE"
schaltet die Software automatisch zurück in den 'normalen' Editor.
Bei verschiedenen G-Funktionsbildern erscheint unterhalb des Bildes eine Numerierung:
PICT 0
Dies kennzeichnet, daß zu dieser Funktion mehrere Bilder zur Verfügung stehen. Durch
wiederholtes Betätigen der Taste F2 (PICTURES) können dann auch die weiteren Bilder für
die Unterstützungsgrafik aufgerufen werden.
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 15
Programmierung MAHO CNC432/F700
5 BEDIENUNGSÜBERSICHT
Allgemeines
Dieser Abschnitt ist ein kurzer Einstieg in die Handhabung der MAHO CNC432-Software für
die F700-Steuerung. Es werden hier keine Details der Programmierung erklärt, Ziel dieses
Kapitels ist es, ein Programm, das sich auf der Festplatte befindet, direkt zu simulieren.
Dazu sind folgende Bedienerschritte notwendig:
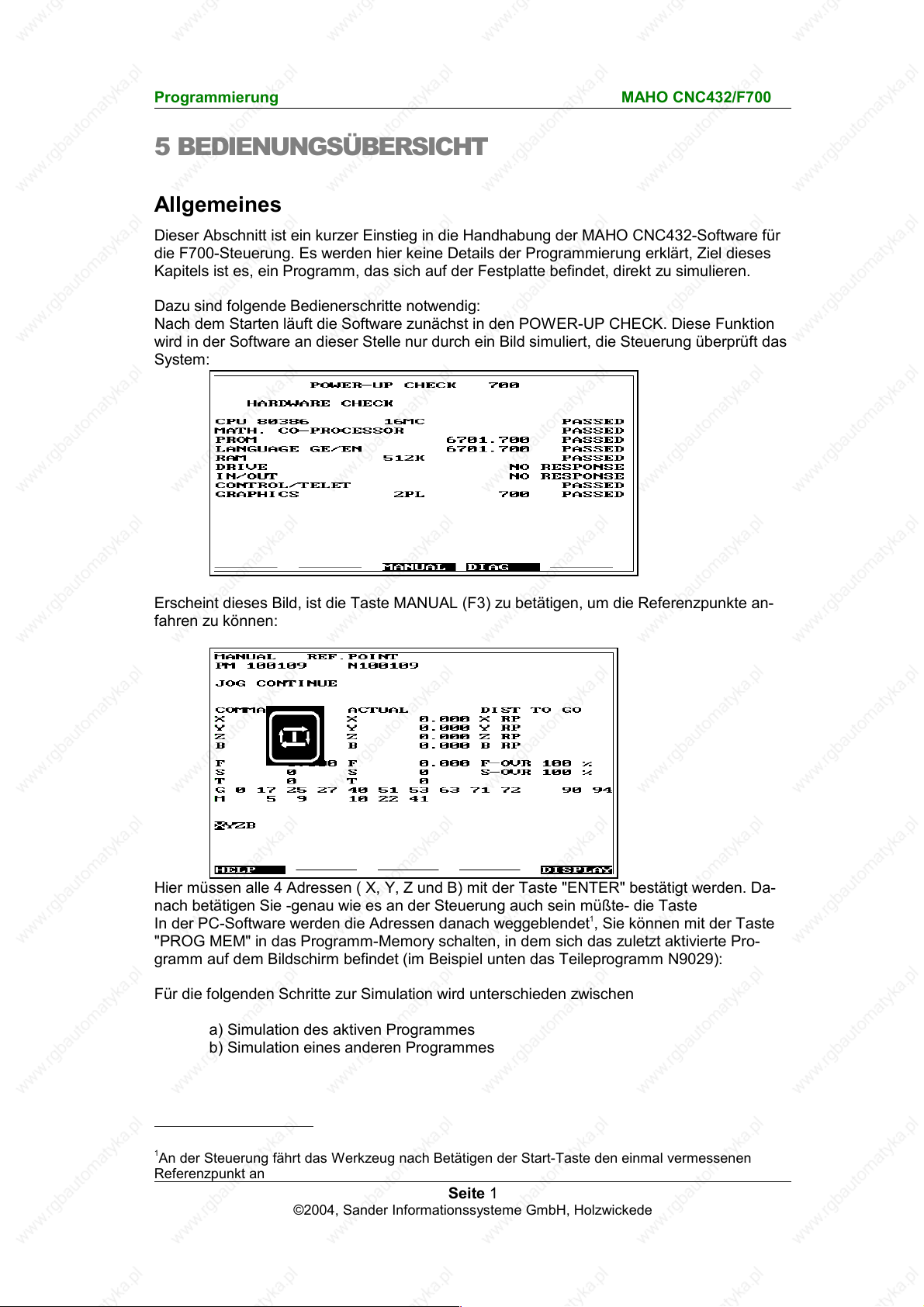
Nach dem Starten läuft die Software zunächst in den POWER-UP CHECK. Diese Funktion
wird in der Software an dieser Stelle nur durch ein Bild simuliert, die Steuerung überprüft das
System:
Erscheint dieses Bild, ist die Taste MANUAL (F3) zu betätigen, um die Referenzpunkte an-
fahren zu können:
Hier müssen alle 4 Adressen ( X, Y, Z und B) mit der Taste "ENTER" bestätigt werden. Da-
nach betätigen Sie -genau wie es an der Steuerung auch sein müßte- die Taste
In der PC-Software werden die Adressen danach weggeblendet1, Sie können mit der Taste
"PROG MEM" in das Programm-Memory schalten, in dem sich das zuletzt aktivierte Pro-
gramm auf dem Bildschirm befindet (im Beispiel unten das Teileprogramm N9029):
Für die folgenden Schritte zur Simulation wird unterschieden zwischen
a) Simulation des aktiven Programmes
b) Simulation eines anderen Programmes
1
An der Steuerung fährt das Werkzeug nach Betätigen der Start-Taste den einmal vermessenen
Referenzpunkt an
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 16

Programmierung MAHO CNC432/F700
Aktives Programm simulieren
Das sich aktiv im Arbeitsspeicher befindliche Programm (N9029) soll nun simuliert werden:
Betätigen Sie nacheinander die Tasten
oder (Einzel-/ Folgesatz)
Auf dem Bildschirm erscheint das 'SINGLE/AUTO MENU' zur Auswahl des Testlaufmodus
(siehe auch Kapitel "Simulation" dieser Anleitung). Wählen Sie
5 Anwahl 2,5 D Strichgrafik
Damit das Programm nun grafisch simuliert werden kann, müssen Sie noch die Taste
START
betätigen. Danach beginnt die Simulation.
Nach der Simulation schalten Sie mit der Taste "PROG MEM" zurück in den Editor.
Nicht aktives Programm simulieren
Simuliert werden können nur Programme, die aktiv im Arbeitsspeicher der Steuerung / PC-
Software sind. Um nun ein Programm zu simulieren, das sich zwar
im Programmspeicher, nicht aber im direkten Arbeitsspeicher befindet, muß das zu simulie-
rende Programm zunächst aktiviert werden:
Gehen Sie dazu folgendermaßen vor:
Auf dem Bildschirm erscheint die Liste aller zur Verfügung stehenden Programme (siehe
Abb.).
Wählen Sie nun mit den Tasten
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 17

Programmierung MAHO CNC432/F700
das Programm aus, das simuliert werden soll (hier : N9070) und aktivieren Sie es mit der
Taste
Die Software springt zurück in das Programm-Memory. Um das Programm nun zu simulie-
ren, gehen Sie vor wie unter Punkt 5.1 beschrieben.
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 18

Programmierung MAHO CNC432/F700
6 PROGRAMMIERUNG
Allgemeines
Die CNC432/F700 benutzt als Eingabemöglichkeit die Adress-Schreibweise, d. h. jedes
Programmwort eines Satzes besteht aus einem Adress-Buchstaben (z.B. X) und einer
mehrstelligen Zahl (z. B. 100).
Führende Nullen bei der Adresseingabe können weggelassen werden, ebenso nachstelllige
Nullen nach dem Dezimalpunkt:
X100.000 kann geschrieben werden
X100
Das erste Wort eines Satzes muß immer die Satznummer 'N' sein. Dabei darf jede Satz-
nummer innerhalb eines Programmes immer nur einmal verwendet werden, die Reihenfolge
ist jedoch beliebig.
Nach Anlegen eines Programmes wird die erste Satznummer direkt angezeigt, die Editierung
der Programme kann sofort mit der G-Funktion begonnen werden. Nach Beendigung eines
Satzes wird die nächstfolgende Satznummer von der Steuerung automatisch erzeugt: Auf
Satz N123 folgt automatisch N124. Die Programm-Nummer kann maximal 7-stellig sein (bis
9999999). Im Gegensatz zu der V500-Steuerungs-Software verkraftet die F700-Steuerung
auch die Eingabe von Programm-Nummern < 9000 und Satznummern >9000.
Als Teile-Programme bezeichnet man sowohl Hauptprogramme als auch Unterprogramme.
Haupt- und Unterprogramme unterscheiden sich lediglich in Ihrer Speicherkennzeichnung:
Hauptprogramme (PM) werden im Hauptprogrammspeicher, Unterprogramme (MM) werden
im Unterprogrammspeicher eingegeben und von der Software/Steuerung auch jeweils dort
verwaltet.
Dabei bedeuten:
PM Programm-Memory
MM Makro-Memory
Im Editor erscheint diese Kennung jeweils in der 2.Bildschirmzeile vor der eigentlichen Pro-
gramm-Nummer.
Programm-Eingabe
Da die Eingabe von Haupt- und Unterprogrammen identisch ist, wird in dieser Anleitung nur
in einem kurzen Abschnitt (Kap. 6.3) auf die Eröffnung und das Aufrufen von Unterpro-
grammen eingegangen.
Bei der Eingabe von Haupt- oder Unterprogrammen ist zunächst einmal auf den Status der
Betriebsart (Bildschirmzeile 1) zu achten.
Editiert werden kann in der PC-Software in den Betriebsarten
MANUAL MAN.OPER.
SINGLE oder AUTO
GRAPHIC
Bitte beachten:
In der Betriebsart 'N-SEARCH' kann nicht editiert werden.
Im nächsten Abschnitt wird nun zuerst die Eröffnung eines neuen Hauptprogrammes be-
schrieben. Als Beispielprogramm wurde das Programm 'N9992' gewählt. Das Listing dazu
finden Sie auf Seite 6 - 3.
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 19

Programmierung MAHO CNC432/F700
Programmeröffnung
Ein Hauptprogramm kann nur im ID-DIR eröffnet werden. Um in die Programmübersicht zu
schalten, betätigen Sie als erstes die Taste
F5
Die Software zeigt nun das Verzeichnis aller Hauptprogramme, die im Programmspeicher
gespeichert sind.
Das Editierfeld in der Satzmenü-Zeile steht schon auf 'N', damit kann die Programm-Num-
mer sofort eingegeben werden.
Bestätigen Sie nun diese Eingabe mit den Tasten
Das Programm ist eröffnet (siehe nächste Abbildung) und kann editiert werden, wie
im nächsten Abschnitt beschrieben:
Editierung
Die Editierung erfolgt über die Adressleiste (Satzmenü-Zeile), indem die einzugebende
Adresse mit den Cursortasten
angewählt wird. Dann können die Zahlenwerte über den Nummernblock eingegeben werden.
Jede Programmwort-Eingabe muß mit der Taste 'ENTER' beendet werden. Damit wird das
editierte Wort in die aktuell zu editierende Zeile (Bildschirmzeile 22) übernommen.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 20

Programmierung MAHO CNC432/F700
Erst durch Betätigen der Taste 'STORE' wird die gesamte Zeile in das Programm-Listing
(Bildschirmzeilen 6 - 16) übernommen. Geben Sie das nun folgende Programm ein:
N9992
N1 G18
N2 S630 T1 (T1 = 10mm Durchmesser) M67
N3 G54
N4 G98 X-20 Y-20 Z-22.5 I170 J30 K170
N5 G99 X-10 Y-20 Z-12.5 I150 J20 K150
N6 G0 X-17 Y7 Z125 M3
N7 G1 F100
N8 G43
N9 G41
N10 G1 Y-7
N11 G1 X0 Z50 Y-7
N12 G2 X20.836 Z21.434 R30
N13 G1 X85.418 Z0.717
N14 G2 X99.642 Z26.491 R15
N15 G1 X58.821 Z60.743
N16 G3 X69.106 Z89 R16
N17 G1 X114
N18 G2 X130 Z105 R16
N19 G1 X113.218 Z125
N20 G1 X34.641
N21 G1 X-10 Z35
N22 G40
N23 G0 X0 Y50 Z0
N24 G53
N25 M30
Mit Hilfe dieses Beispielprogrammes soll anhand der ersten Sätze die Vorgehensweise bei
der Editierung gezeigt werden:
Voraussetzung:
Das Programm ist eröffnet und der Bildschirm zeigt den Aufbau wie in Abb. 2 dieses Kapi-
tels. Geben Sie nun ein:
Eingeben, Bestätigen der Adresse G, beenden des
Satzes
13x das Editierfeld zeigt die Adresse S
Eingeben des Wertes für S
Eintragen der Adresse T; aktuell jetzt: Adresse M
Eintragen der Adresse M
Beenden des Satzes und Übernahme in das Listing
Die neue Satznummer wird automatisch generiert. Die aktuelle Editierzeile
zeigt also 'N2', das aktuelle Editierfeld zeigt G. Als nächstes kann also der Zahlenwert für G
aus N2 des Programmlistings eingetragen werden:
Eingabe G-Funktion (Nullpunktverschiebung)
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 21

Programmierung MAHO CNC432/F700
Beenden des 3. Satzes
Der 4. Satz wird automatisch eröffnet.
Tragen Sie nun alle weiteren Sätze dieses Programmes ein.
Für die Editierung stellt die F700-Steuerung/-Software zusätzliche Hilfen zur Verfügung:
Programmierung mit Unterstützung
Programmierung mit Menüs
Grafische Unterstützung
Programmierung mit Unterstützung
Die Programmierunterstützung kann bei der Eingabe von Programmen über den Softkey F2
eingeschaltet werden.
In Bildschirmzeile 18 werden die zur Zeit aktuellen modalen G-Funktionen angezeigt. Die
oben gezeigte Anzeige ist standardmäßig voreingestellt. Eine Änderung der Anzeige findet in
dem Moment statt, wo ein Programm unter der MENU-G-Unterstützung eingegeben wird.
Bildschirmzeile 19 zeigt die Bedeutung der jeweiligen Adresse, auf der sich der Cursor ak-
tuell befindet.
In Bildschirmzeile 20 steht die Satzmenüleiste der angewählten G-Funktion. Diese Satzme-
nüleiste ist abhängig von der angewählten Funktion. Sind innerhalb der Funktion indizierte
Adressen (B1) zugelassen, so werden diese auch als getrennte Adressen mit in das Satz-
menü aufgenommen. In der Eingabezeile wird bei angewählter Indexadresse B1= angezeigt
und der Wert kann direkt eingegeben werden.
Die Umschaltung zwischen MENU-G und FREE-G ist jederzeit möglich. Sie erfolgt über die
Softkey-Taste F2.
Programmierung mit Menüs
Bei dieser zweiten Art der Editierunterstützung sind die G-Funktionen in Menüs untergliedert.
Sie werden mit den entsprechenden Zifferntasten angewählt.
Die Anwahl dieser Funktions-Menüs erfolgt über die Softkey-Taste F1 (HELP).
In der dann erscheinenden Softkey-Leiste kann mit F3 (G-LIST) das Menü der G-Funktionen
aufgerufen werden:
Diese Übersicht gliedert die G-Funktionen auf, die Anwahl einzelner G-Funktionen erfolgt
über
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 22

Programmierung MAHO CNC432/F700
Wahl der Gruppe (Zifferntasten 1-9, als Beispiel hier 1):
Anhand dieser Übersicht kann die entsprechende G-Funktion dann in den aktuell zu editie-
renden Satz eingegeben werden.
Eine Eingabe von Adressen ist in jedem Stadium der Unterstützung möglich. Der Rück-
sprung in den "normalen" Editor erfolgt erst nach mit Übernahme des Satzes in das Pro-
grammlisting.
Grafische Unterstützung
Die grafische Unterstützung, die Hilfe über Bilder, ist jederzeit anwählbar. Sie kann sowohl
unter FREE-G als auch unter MENU-G über den Softkey F1 (HELP) und dann F2 (PICTU-
RES) aufgerufen werden.
Dann werden die entsprechenden Bilder zu den G-Funktionen angezeigt.
Eine Anwahl ist aber nur dann möglich, wenn der Softkey F2 belegt (weiß hinterlegt) ist. Ist
dies nicht der Fall, existiert zu der angewählten G-Funktion kein Unterstützungsbild.
Existieren zu einer G-Funktion mehrere Unterstützungsbilder, so wird dies dadurch ange-
zeigt, daß die einzelnen Bilder numeriert sind. Mit der Taste F5 (RETURN) gelangen Sie
wieder in den vorherigen Eingabestatus.
HINWEIS:
Nach Eingabe des kompletten Programmes kann die grafische Simulation gestartet werden
(siehe Kapitel 9 dieser Anleitung).
HINWEIS:
Erst in der grafischen Simulation kann die Ausführbarkeit der CNC-Programme überprüft
werden. Treten in der Simulation Fehler auf, so müssen diese innerhalb des Editors korrigiert
werden.
Wie Programme im Einzelnen korrigiert werden können, entnehmen Sie bitte dem Kapitel 9
dieser Anleitung.
Editierung von Unterprogrammen
Für die Editierung von Unterprogrammen gelten die gleichen Voraussetzungen wie für die
Editierung von Hauptprogrammen.
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 23

Programmierung MAHO CNC432/F700
Ein Unterschied besteht nur im Eröffnen/Aufrufen eines Unterprogrammes: Da die Unter-
programme im Unterprogrammspeicher abgelegt sind, und auch dort editiert werden müs-
sen, gehen Sie folgendermaßen vor:
Mit anstehender Anzeige "MANUAL MAN.OPER." oder "SINGLE" oder "AUTO" in Bild-
schirmzeile 1 betätigen Sie zuerst die Tasten
PROGMEM
MENU
Damit befinden Sie sich im Programm-Menü, aus dem Sie nun den Speicher anwählen kön-
nen, in dem Sie editieren möchten, hier :
1 EDIT MACRO (Unterprogrammspeicher)
Auf dem Bildschirm erscheint die Programm-Nummern-Liste des Unterprogrammspeichers.
Über den Nummernblock geben Sie nun die Nummer des Unterprogrammes ein, das Sie
eröffnen möchten und bestätigen die Nummer mit ENTER und STORE. Sie erhalten auf dem
Bildschirm dann eine 'leere' Editorseite.
Die weitere Eingabe erfolgt wie die Eingabe von Hauptprogrammen.
Für den Aufruf eines Unterprogrammes gehen Sie in die Liste der Unterprogramme (siehe
oben), wählen dann mit dem Cursor das Programm aus, das Sie editieren möchten und be-
stätigen die Wahl dann mit der Taste
SEARCH
Das Unterprogramm wird in den Arbeitsspeicher geladen, und kann dort editiert werden.
Kommentareingabe
In der Software ist die Eingabe von Kommentaren auf zwei unterschiedliche Arten zulässig:
steuerungskonform über EDITFUN
über die PC-Tastatur
Steuerungskonforme Eingabe von Kommentaren
Die Eingabe von Kommentaren in steuerungskonformer Art ist nur in der Betriebsart MA-
NUAL MAN.OPER möglich.
Über den Softkey F4 (EDITFUN) kann die Funktion für die Kommentareingabe erreicht wer-
den. Nach Betätigen von F4 erhalten Sie eine neue Funktionsleiste mit folgender Belegung:
Stellen Sie sich nun mit den Cursor-Tasten "RAUF/RUNTER" auf den Satz, in den der
Kommentar eingegeben werden soll.
Für das in diesem Kapitel weiter vorn stehende Beispiel:
In Satz N2 soll hinter der Adresse T der Kommentar "(10 mm Durchm.)" eingegeben
werden.
Stellen Sie zuerst den Cursor auf den Satz N2.
Seite 6
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 24
Programmierung MAHO CNC432/F700
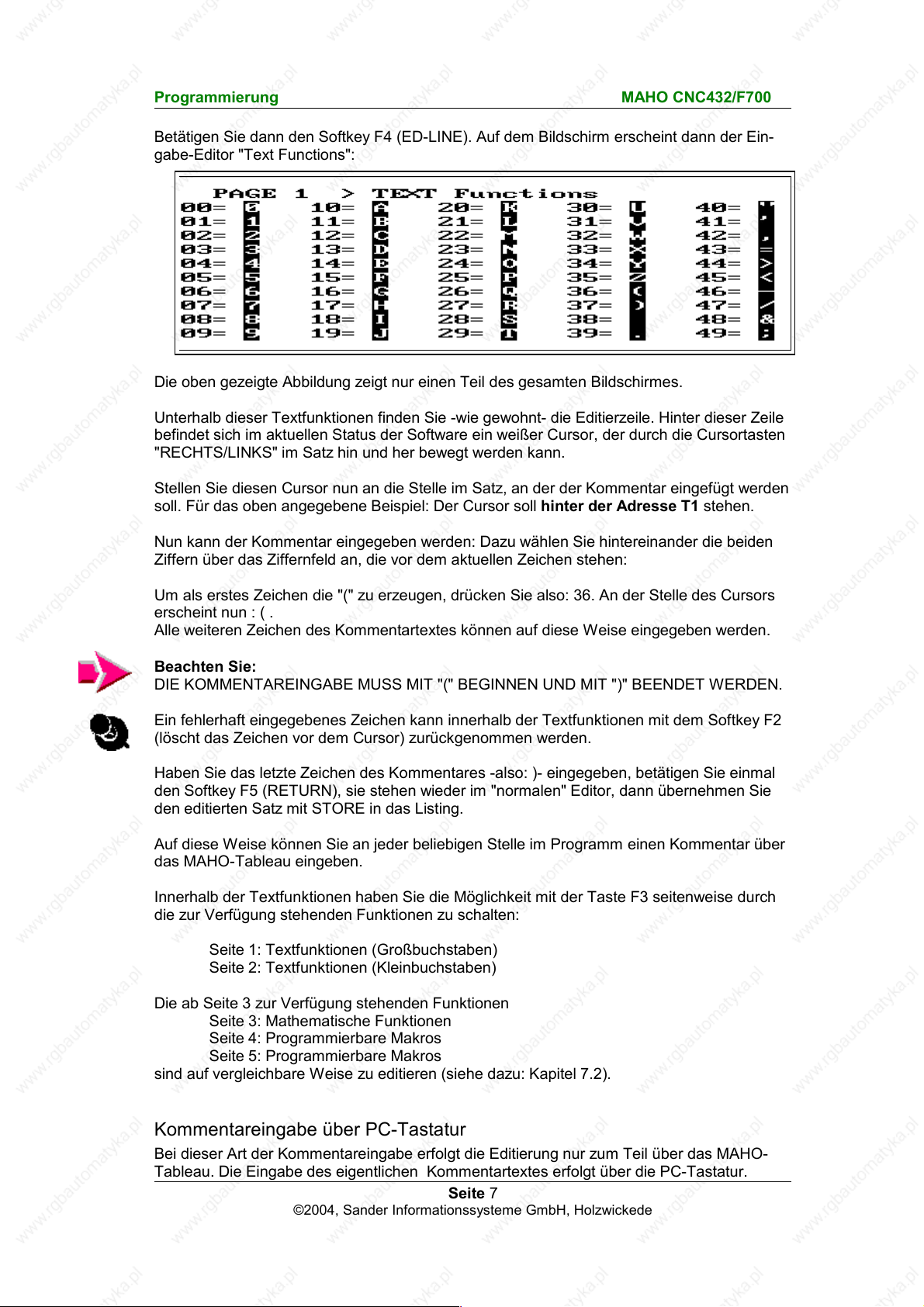
Betätigen Sie dann den Softkey F4 (ED-LINE). Auf dem Bildschirm erscheint dann der Ein-
gabe-Editor "Text Functions":
Die oben gezeigte Abbildung zeigt nur einen Teil des gesamten Bildschirmes.
Unterhalb dieser Textfunktionen finden Sie -wie gewohnt- die Editierzeile. Hinter dieser Zeile
befindet sich im aktuellen Status der Software ein weißer Cursor, der durch die Cursortasten
"RECHTS/LINKS" im Satz hin und her bewegt werden kann.
Stellen Sie diesen Cursor nun an die Stelle im Satz, an der der Kommentar eingefügt werden
soll. Für das oben angegebene Beispiel: Der Cursor soll hinter der Adresse T1 stehen.
Nun kann der Kommentar eingegeben werden: Dazu wählen Sie hintereinander die beiden
Ziffern über das Ziffernfeld an, die vor dem aktuellen Zeichen stehen:
Um als erstes Zeichen die "(" zu erzeugen, drücken Sie also: 36. An der Stelle des Cursors
erscheint nun : ( .
Alle weiteren Zeichen des Kommentartextes können auf diese Weise eingegeben werden.
Beachten Sie:
DIE KOMMENTAREINGABE MUSS MIT "(" BEGINNEN UND MIT ")" BEENDET WERDEN.
Ein fehlerhaft eingegebenes Zeichen kann innerhalb der Textfunktionen mit dem Softkey F2
(löscht das Zeichen vor dem Cursor) zurückgenommen werden.
Haben Sie das letzte Zeichen des Kommentares -also: )- eingegeben, betätigen Sie einmal
den Softkey F5 (RETURN), sie stehen wieder im "normalen" Editor, dann übernehmen Sie
den editierten Satz mit STORE in das Listing.
Auf diese Weise können Sie an jeder beliebigen Stelle im Programm einen Kommentar über
das MAHO-Tableau eingeben.
Innerhalb der Textfunktionen haben Sie die Möglichkeit mit der Taste F3 seitenweise durch
die zur Verfügung stehenden Funktionen zu schalten:
Seite 1: Textfunktionen (Großbuchstaben)
Seite 2: Textfunktionen (Kleinbuchstaben)
Die ab Seite 3 zur Verfügung stehenden Funktionen
Seite 3: Mathematische Funktionen
Seite 4: Programmierbare Makros
Seite 5: Programmierbare Makros
sind auf vergleichbare Weise zu editieren (siehe dazu: Kapitel 7.2).
Kommentareingabe über PC-Tastatur
Bei dieser Art der Kommentareingabe erfolgt die Editierung nur zum Teil über das MAHO-
Tableau. Die Eingabe des eigentlichen Kommentartextes erfolgt über die PC-Tastatur.
Seite 7
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 25
Programmierung MAHO CNC432/F700
HINWEIS :
Der Kommentar an jeder beliebigen Stelle im Programm gesetzt werden. Die eingegebenen
Kommentare bleiben auch bei der Übertragung zur Maschine erhalten. Sie werden von der
Steuerung verstanden und bei der Abarbeitung des Programmes überlesen.
Um nun den Kommentar aus dem Beispielprogramm eingeben zu können, gehen Sie fol-
gendermaßen vor:
Stellen Sie sich mit dem Cursor "RECHTS/LINKS" auf die Adresse im Satz, hinter die der
Kommentar eingefügt werden soll.
Betätigen Sie dann die Taste "OPER"
Auf dem Bildschirm erscheint dann im oberen Drittel die Anleitung für das wei-
tere Vorgehen:
Geben Sie also nun direkt den Kommentartext aus dem Beispiel ein:
10mm Durchmesser
Während Sie diesen Kommentar schreiben, wird der Text, den Sie eingeben, in roter Schrift
unter der Anleitung angezeigt. Korrekturen sind während dieser Phase möglich. Buchstaben
können durch die Taste
<- (rechts oben neben der Ziffernreihe PC-Tastatur)
gelöscht werden.
Danach können die neuen Zeichen eingegeben werden.
Betätigen Sie nach der Eingabe zunächst die <RETURN>-Taste auf Ihrer PC-Tastatur, und
dann die Taste
STORE des MAHO-Tableaus.
Der Kommentar erscheint hinter der angewählten Adresse im Programmlisting.
Seite 8
©2004, Sander Informationssysteme GmbH, Holzwickede
"KOMMENTAREINGABE ÜBER ALPHA-TASTATUR
ACHTUNG: KEINE KLAMMERN (,) EINGEBEN !!
ENDE MIT <RETURN> (ALPHA-TASTATUR)
UND ANSCHLIESSEND STORE (MAHO-TASTATUR)"
Page 26

Handhabung MAHO CNC432/F700
7 PROGRAMM-HANDHABUNG
Suchroutinen
Die verschiedenen Suchroutinen ermöglichen beim Überprüfen und Ändern von Program-
men ein schnelles Auffinden des zu ändernden Programmsatzes oder Programmwortes.
Adressen-Suchroutine
Bei dieser Suchroutine ist allein der Adress-Buchstabe das Suchkriterium. Voraussetzung:
Das Programm, in dem geändert werden soll, ist im Editor.
Beispiel:
Sie wollen in einem Programm die Tiefenzustellungen (Z) überprüfen.
Wollen Sie das gesamte Programm durchsuchen, stellen Sie sich mit den Cursor-Tasten
"AUF-AB" auf den ersten Programmsatz. Wählen Sie dann mit den Cursor-Tasten
"RECHTS-LINKS" den zu überprüfenden bzw. zu ändernden Adress-Buchstaben -hier Z-
aus.
Sobald Sie nun die Cursor-Tasten "AUF-AB" betätigen, springt der Cursor automatisch auf
den ersten Satz N mit der gesuchten Adresse. Der gefundene Satz erscheint auch in Bild-
schirmzeile 21.
Ein Weitersuchen nach der gleichen Adresse ist möglich durch erneutes Betätigen der Cur-
sor-Tasten "AUF-AB". Ist im gesamten Programm kein Satz mit dem gesuchten Adress-
Buchstaben vorhanden, bleibt der Cursor auf dem Satz stehen, in dem Sie angefangen ha-
ben zu suchen.
Wenn Sie innerhalb des Programmes einen Wert gefunden haben, und diesen auch geän-
dert haben, springt der Cursor in Zeile 21 automatisch auf die Adresse G.
Wenn Sie nach der Änderung noch weitersuchen wollen, müssen Sie den Cursor wieder auf
die 'Suchadresse' stellen.
Es ist notwendig, wenn Sie indizierte Adressen suchen wollen (z.B. K1=), alle Zeichen bis
zum Gleichheitszeichen einschließlich einzugeben: Schieben Sie den Cursor "RECHTS" auf
die Adresse K und geben Sie über den Ziffernblock
ein.
Betätigen Sie die Taste
um das Gleichheitszeichen einzugeben.
Sobald Sie nun die Cursor-Tasten "AUF-AB" betätigen, springt der Cursor automa-
tisch auf den nächsten Satz N mit der gesuchten Adresse.
Wort-Suchroutine
Bei dieser Suchroutine ist das Suchkriterium das ganze Wort. Mit der Wort-Suchroutine kann
innerhalb eines Programmes nur vorwärts gesucht werden.
Vorgehen: In einem Programm soll das Wort 'X20' gesucht werden. Stellen Sie sich mit der
Cursor-Taste "AUF" auf den ersten Programmsatz. Schieben Sie dann den Cursor
"RECHTS" auf die Adresse X und geben Sie über den Ziffernblock den Zahlenwert "20" ein.
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 27

Handhabung MAHO CNC432/F700
Betätigen Sie die Tasten
Der Cursor springt zum nächsten Satz, der das gesuchte Wort enthält. Der gefundene Satz
erscheint zusätzlich in Bildschirmzeile 21.
Ist kein Wort im Programm gefunden worden, so erscheint die Fehlermeldung:
Satz nicht gefunden
Programmierbare Textmakros
In der F700-Software können -wie an der Steuerung auch- Textmakros gespeichert und bei
Bedarf in einem Programm aufgerufen werden.
Bei diesen Textmakros kann es sich einerseits um Kommentare handeln (wie schon in Ka-
pitel 6 der Anleitung beschrieben) oder aber auch um CNC-Sätze, oft benötigte mathemati-
sche Funktionen ... .
Zulässig ist eine maximale Anzahl von 20 Textmakros, mit einer maximalen Gesamtlänge
von 35 Zeichen pro Makro. Die Makros werden auf zwei Bildschirmseiten angezeigt. Die
Eingabe eines Makros soll jetzt am Beispiel der Eingabe einer mathematischen Funktion
gezeigt werden.
Eingabe eines Textmakros
Betätigen Sie im Programm-Editor (PROG MEM) die Tasten
MENU-G
ED-EXPR
PAGE bis PAGE 3 Mathematical Functions angezeigt.
Jetzt kann die gewünschte Funktion oder ein gesamter mathematischer Ausdruck mit Hilfe
der zweistelligen Funktions-Nummer eingegeben werden:
Beispiel:
Eingegeben werden soll: E5=E6*tan(15)
Geben Sie dazu die Funktionsnummer 11, 05, 12, 11, 06, 15, 32, 01, 05 ein. Der über diese
Funktionsnummern erzeugte Text wird in der Eingabezeile angezeigt.
Um nun den eingegebenen Ausdruck als Makro abzuspeichern, betätigen Sie die Tasten
SPECIAL
MAC-FUN
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 28

Handhabung MAHO CNC432/F700
Auf dem Bildschirm erscheint die Seite 1 der programmierbaren Makros:
Der Text kann auf einer von zwei Seiten der programmierbaren Makros abgelegt werden. Für
die zweite Seite betätigen Sie den Softkey "PAGE".
Zum Abspeichern betätigen Sie den Softkey "ADD-FUN", um das Makro in den Speicher
aufzunehmen. In der Bildschirmanzeige erscheint nun
ADD MACRO nr
Geben Sie hier die Nummer ein, unter der das Makro abgelegt werden soll, z. B. 04. Zur
Bestätigung der Eingabe betätigen Sie dann noch die Softkey-Taste F4 (=ADD MAC).Sofort
wird der Text unter dieser Zeile eingetragen und angezeigt.
Allgemeine Anmerkungen
Der Cursor in der Eingabezeile kann mit den Cursor-Tasten "RECHTS/LINKS" innerhalb der
Eingabezeile bewegt werden.
Mit dem Softkey "DEL <-" kann das Zeichen links vom Cursor gelöscht werden.
Nach Eingabe der ersten Stelle einer Funktions-Nummer erscheint ein Pfeil unterhalb der
entsprechenden Zehnerreihe. Wurde eine Zahl falsch eingegeben, so kann an dieser Stelle
nun mit der Taste "CLEAR" gelöscht und wieder neu eingegeben werden.
Textmakros ins Programm einfügen
Textmakros, die auf diese Weise definiert wurden, können nun an jeder Stelle in ein zu edi-
tierendes Programm aufgenommen werden.
Bewegen Sie dazu den Cursor auf den Satz, in den Sie ein Makro einfügen wollen.
Betätigen Sie zweimal die Taste F4 (EDITFUN, ED-LINE).
Auf dem Bildschirm erscheint die Seite der Textfunktionen. Betätigen Sie nun den Softkey F3
(PAGE) bis die Seite der programmierbaren Makros auf dem Bildschirm erscheint, aus der
Sie ein Makro übernehmen wollen.
In der Editzeile steht der Satz, den Sie im Editor angewählt haben. Hinter diesem Satz finden
Sie den Eingabecursor, den Sie wieder mit den Cursor-Tasten "RECHTS/LINKS" auf die
Stelle im Satz bewegen können, an der das Makro eingefügt werden soll.
Geben Sie nun die zweistellige Makro-Nummer ein. Der Text des Makros erscheint nun vor
dem Cursor an der angewählten Stelle im Satz.
Zur endgültigen Übernahme in den Satz schließen Sie die Eingabe mit dem Softkey
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 29

Handhabung MAHO CNC432/F700
RETURN
und mit Bestätigung durch die Taste "STORE" ab. Das Makro ist damit in das Programmli-
sting übernommen.
Diese Vogehensweise für die Übernahme in Programme gilt sowohl für Haupt- als auch für
Unterprogramme.
Textmakros löschen
Gespeicherte Textmakros können mit Hilfe der Funktion "DEL-FUN" auch wieder aus den
Seiten der programmierbaren Makros gelöscht werden.
Betätigen Sie dazu die Tasten
ED-EXPR
PAGE bis Seite erscheint, auf der das Makro gelöscht werden soll.
SPECIAL
MAC-FUN
DEL-FUN
In Bildschirmzeile 18 wird nun angezeigt: DELETE MACRO nr
Geben Sie hier die zweistellige Makronummer an, die gelöscht werden soll und betätigen Sie
den Softkey F2 (DEL-MAC), das Textmakro ist gelöscht.
Programme ändern
Programme kopieren
Unter den Kopierfunktionen stellt die Software folgende Möglichkeiten zur Verfügung:
Kopieren eines Programmes im gleichen Speicher
Kopieren eines Hauptprogrammes in den Unterprogramm-Speicher
Kopieren eines Unterprogrammes in den Hauptprogramm-Speicher
Die Art und Weise des Kopierens gilt sowohl für Haupt- als auch Unterprogramme, daher
wird die Vorgehensweise nur einmal beschrieben.
Programm im gleichen Speicher kopieren
Wählen Sie den Haupt- oder Unterprogrammspeicher an und betätigen Sie dann den Softkey
F5 ID-DIR
Angezeigt wird dann das Inhaltsverzeichnis des angewählten Speichers. In der neuen Soft-
key-Leiste betätigen Sie dann
F4 FILE
Damit schalten Sie in die Auswahlmöglichkeiten für die Bearbeitung von Programmen.
Wählen Sie nun mit dem Softkey F2 die Kopierfunktion an. In Bildschirmzeile 18 erscheint
der Text
>PM COPY<.
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 30

Handhabung MAHO CNC432/F700
Stellen Sie sich nun mit dem Cursor auf die Programm-Nummer, die kopiert werden soll.
Danach Drücken Sie den Softkey
SOURCE
Das angewählte Programm ist als Quellprogramm festgelegt. Nun geben Sie über das Zif-
fernfeld die neue Programm-Nummer ein und bestätigen Sie diese mit der Taste "ENTER".
Mit dem Softkey "COPY" (F4) wird das Programm unter dem neuen Namen kopiert. Das ur-
sprüngliche Programm bleibt dabei erhalten.
Mit dem Softkey "CANCEL" (F3) kann die Kopierfunktion zurückgesetzt werden.
Kopieren eines Hauptprogrammes in den Unterprogramm-Speicher
Wählen Sie das Programm-Memory, gehen Sie danach in den Hauptprogramm-Speicher.
Betätigen Sie dort -wie schon vorne beschrieben- mit dem Softkey F4 die FILE-Funktionen
an. Nach Drücken des Softkeys F2 (COPYFUN) erscheint auf dem Bildschirm in Zeile 18
>PM COPY<. .
Wählen Sie die zu kopierende Programm-Nummer aus und legen Sie das Programm als
Quellprogramm (Softkey F2) fest.
Danach gehen Sie vor wie folgt:
MENU es erscheint das PROGRAM MENU
1 für die Anwahl des Unterprogramm-Speichers
F4 (=FILE)
F2 (=COPYFUN)
Geben Sie die Unterprogramm-Nummer ein, unter der das angewählte Hauptprogramm ge-
speichert werden soll (Taste ENTER nicht vergessen!) und bestätigen Sie die Wahl mit
F4 (=COPY)
Das Programm erscheint in der Liste der Unterprogramme. Mit dem Softkey "CANCEL" set-
zen Sie die Kopierfunktion zurück.
Kopieren eines Unterprogrammes in den Hauptprogramm-Speicher
Wählen Sie die Liste der Unterprogramme an:
PROG MEM
MENU
1
Softkey F4 (FILE)
Softkey F2 (COPYFUN)
Wählen Sie mit dem Cursor die entsprechende Unterprogramm-Nummer an und legen Sie
es als Quellprogramm fest (Softkey F2).
Schalten Sie zurück in den Hauptprogramm-Speicher
PROG MEM
Softkey F5 (ID-DIR)
Softkey F4 (FILE)
Softkey F2 (COPYFUN)
Nun geben Sie eine neue Hauptprogramm-Nummer ein und bestätigen sie mit ENTER. Mit
dem
Softkey F4 (COPY)
ist das Unterprogramm unter einer neuen Nummer als Hauptprogramm gespeichert.
Mit dem Softkey "CANCEL" setzen Sie die Kopierfunktion zurück.
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 31

Handhabung MAHO CNC432/F700
Programme löschen
Löschen eines einzelnen Programmes
Betätigen Sie den Softkey
F5 (ID-DIR)
Sie stehen im Verzeichnis der Hauptprogramme. Suchen Sie mit den Cursor-Tasten
"AUF/AB" das Programm das gelöscht werden soll.
Danach betätigen Sie die Taste
ENTER In Bildschirmzeile 21erscheint
N99999 CLEAR
Drücken Sie nun die Taste
STORE , das Programm ist gelöscht.
Löschen des Programmspeichers (alle Programme)
Betätigen Sie den Softkey
F5 (ID-DIR)
und schieben Sie den Cursor mit den Tasten "AUF/AB" auf die Zeile
ALL MEMORY
Betätigen Sie dann die Taste "ENTER". Auf dem Bildschirm wird angezeigt
ALL MEMORY CLEAR
Sobald Sie dann die Taste "STORE" gedrückt haben, sind alle Programme gelöscht. In der
Programm-Nummern-Liste des Hauptprogramm-Speichers stehen keine Programm-Num-
mern mehr.
Programme speichern (Diskette/Festplatte)
Wie an der Steuerung werden grundsätzlich alle Programme, die Sie editiert haben, im Pro-
grammspeicher der Software gesichert.
Dieser Vorgang geschieht in der Software automatisch dann, wenn Sie das Programm si-
mulieren wollen, und einen der möglichen Testläufe (siehe Kapitel 9 dieser Anleitung) an-
gewählt haben.
Eine zweite Möglichkeit der Sicherung aller Gesamtspeicher -sowohl Programmspeicher als
auch Werkzeugspeicher ...- haben Sie bei Beendigung der Software.
Zur Speicherung von einzelnen Programmen außerhalb des Programmspeichers der MAHO-
Software wurde folgende Möglichkeit zur Verfügung gestellt:
Gehen Sie über den Softkey
F5 (ID-DIR)
in das Inhaltsverzeichnis des Hauptprogramm-Speichers. Wählen Sie dort mit dem Cursor
das Programm aus, das Sie auf die Festplatte bzw. auf Diskette schreiben wollen. Betätigen
Sie danach die Tasten
DATA IN/OUT
MENU
In dem auf dem Bildschirm erscheinenden Menü "DATA IN/OUT MENU" wählen Sie die (5)
Schreiben auf Diskette
Das angewählte Programm wird standardmäßig in eine schon angelegte Directory mit dem
Namen "trans" gespeichert.
Durch Betätigen der Taste
TOOL MAG (rechte Seite der MAHO-Tastatur)
Seite 6
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 32

Handhabung MAHO CNC432/F700
erhalten Sie ein Inhaltsverzeichnis der auf Platte gespeicherten Programme.
Wählen Sie aus dem Inhaltsverzeichnis mit den Cursortasten das Programm aus, das Sie in
den Programmspeicher laden möchten. Betätigen Sie die Taste
SEARCH
Das Programm wird in den Programmspeicher geladen und kann wie gewohnt bearbeitet
und simuliert werden.
An dieser Stelle möchten wir noch auf die Möglichkeit hinweisen, das Datenlaufwerk
während des laufenden Betriebs umzuschalten. Betätigen Sie nacheinander die Ta-
sten "DATA I/O" und "MENU". Unter Punkt 7 können Sie im auf dem Bildschirm er-
scheinenden Menü das Datenlaufwerk umschalten. Benutzen Sie dazu, wie auf
dem Bildschirm beschrieben, die normale PC-Tastatur.
Zulässig sind alle auch vom Betriebssystem zugelassenen Pfad-Angaben.
Beispiel 1: a:\
Für dieses Beispiel sollte eine lediglich formatierte Diskette im Laufwerk a: liegen.
Beispiel 2: d:\dat\
Sie können die Daten in einem beliebigen anderen Directory auf der Festplatte ablegen, um
Sie von dort aus weiterzubearbeiten oder zu archivieren.
Die von Ihnen hier getroffene Auswahl bleibt solange erhalten, bis Sie die Einstellung ändern.
Auch über den Neustart der Software hinaus bleibt Ihre Einstellung erhalten. Standardmäßig
ist der Pfad eingestellt auf
L(aufwerk)\m700\trans
Programme sperren
Editierte Programme können innerhalb des Programmspeichers auch vor Änderungen oder
vor dem Löschen geschützt werden.
Dieses Sperren von Programmen muß in der Programm-Nummern-Liste des Hauptpro-
gramm-Speichers bzw. des Unterprogramm-Speichers erfolgen.
Gehen Sie dazu folgendermaßen vor:
Rufen Sie die Programm-Nummern-Liste des jeweiligen Speichers auf. Suchen Sie dann mit
den Cursor-Tasten das Programm, das Sie gegen Änderungen schützen wollen. Betätigen
Sie dann die Softkeys
F4 (FILE)
F4 (ATTRIB)
F3 (LOCK)
Damit ist das Programm geschützt und erhält auch in der Liste den Zusatz "LOCKED".
Freigegeben wird das Programm mit dem Softkey F4 (UNLOCK)
Anmerkungen:
In der Software ist ein Sperren -unabhängig von der Einstellung N86 im Konstantenspeicher-
immer möglich.
Genauso wird der Zusatz "locked" immer dann ausgegeben, wenn das Programm gesperrt
ist. Die Software wertet die Konstante N84 im Konstantenspeicher nicht aus.
Seite 7
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 33

Handhabung MAHO CNC432/F700
Das aktive Programm kann nicht gesperrt oder freigegeben werden. Soll das aktive
Programm gesperrt werden, so muß zunächst ein anderes Programm aktiviert wer-
den.
Programme umbenennen
Jede Programm-Nummer -sowohl eines Hauptprogrammes als auch eines Unterprogram-
mes- kann durch eine beliebige andere Nummer ersetzt werden: Diese Nummer darf aller-
dings noch nicht im jeweiligen Programmspeicher vorhanden sein.
Zum Umbenennen eines Programmes gehen Sie folgendermaßen vor: Schieben Sie den
Cursor im ID-DIR des jeweiligen Programmspeichers auf die Programmnummer, die umbe-
nannt werden soll.
Betätigen Sie dann die Softkeys
F4 (FILE)
F3 (RENAME)
Auf dem Bildschirm erscheint
>PM EDIT ID<
Kennzeichnen Sie das ausgewählte Programm -ähnlich wie beim Kopieren von Program-
men- als "Quellprogramm"
F2 (SOURCE)
Geben Sie dann die neue Satznummer ein, betätigen Sie dann die Taste ENTER und dann
den Softkey
F4 (RENAME)
Das Programm ist damit neu benannt.
ACHTUNG:
Die Programm-Nummern müssen in den entsprechenden Programmaufrufen geändert wer-
den ! (G22, G23)
Hinweise:
Mit "CANCEL" kann die bestehende Rename-Funktion zurückgesetzt werden.
Gesperrte Programme können nicht umbenannt werden.
Neunumerierung von Programmen
Betätigen Sie, nach dem Einfügen oder Löschen von Sätzen die Softkeys
F4 (FILE)
F3 (RENUM-N)
Die Sätze werden nach Betätigen der Taste automatisch neu numeriert, so daß sich fort-
laufende Satznummern ergeben.
Programm-Blöcke ändern
Programm-Blöcke kopieren
Beliebige Programmteile können innerhalb eines Programmes an beliebige andere Stellen
kopiert werden. Ebenso können Teile von einem Hauptprogramm in ein anderes oder von
einem Hauptprogramm in ein Unterprogramm kopiert werden. Diese Funktionen werden in
den nun folgenden Absätzen im einzelnen beschrieben.
Programm-Block innerhalb eines Programmes kopieren
Seite 8
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 34

Handhabung MAHO CNC432/F700
Um mehrere Sätze eines Programmes innerhalb des gleichen Programmes zu kopieren
betätigen Sie die Tasten
PROG MEM
F4 (EDITFUN)
F2 (COPYFUN)
Nun wählen Sie mit den Cursortasten den ersten zu kopierenden Satz an, und markieren Sie
ihn als Anfangssatz mit dem Softkey
F1 (BEGIN)
In Zeile 18 auf dem Bildschirm erscheint
>PM [Programmnummer] COPY< B: [Anfangssatz] E:
Nun den letzten zu kopierenden Satz mit dem Cursor anwählen und als Endesatz mit dem
Softkey
F2 (END) übernehmen.
Dann die Satznummer anwählen, v o r der der Block eingefügt werden soll und den mar-
kierten Block mit F4 (COPY) einfügen.
Programm-Block in ein anderes Programm kopieren
Das Markieren der zu kopierenden Sätze erfolgt, wie im vorhergehenden Absatz beschrie-
ben.
Drücken Sie nun zweimal den Softkey
F5 (RETURN)
Über das ID-DIR dann die Programmnummer auswählen, in das der markierte Block kopiert
werden soll und mit
SEARCH
in den Programmeditor laden. Dann den Satz innerhalb des neuen Programmes auswählen,
v o r die der Block kopiert werden soll. Mit den Softkeys
F4 (EDITFUN)
F2 (COPYFUN)
F4 (COPY)
die Sätze in das neu angewählte Programm übernehmen
Programm-Block in ein Unterprogramm kopieren
Das Markieren von Sätzen erfolgt, wie weiter vorne beschrieben.
Drücken Sie nun die Taste
MENU und ZIFFER 1 für Unterprogramm.
Über das ID-DIR dann die Programmnummer auswählen, in das der markierte Block kopiert
werden soll und mit
SEARCH
in den Programmeditor laden. Dann den Satz innerhalb des neuen Programmes auswählen,
v o r die der Block kopiert werden soll. Mit den Softkeys
F4 (EDITFUN)
F2 (COPYFUN)
F4 (COPY)
die Sätze in das neu angewählte Unterprogramm übernehmen.
HINWEISE:
Es kann auch umgekehrt ein Unterprogramm-Teil in ein Hauptprogramm kopiert werden.
Bevor Programm-Blöcke kopiert werden, sollte darauf geachtet werden, daß nicht mehrmals
gleiche Satznummern im Programm vorhanden sind. Das Programm sollte sofort nach An-
wendung der Kopierfunktion neu numeriert werden.
Seite 9
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 35

Handhabung MAHO CNC432/F700
Programm-Blöcke löschen
So wie es möglich ist, beliebige Programmteile zu kopieren, ist es auch möglich, Blöcke in-
nerhalb eines Programmes zu löschen. Diese Funktion ist sowohl für Haupt- als auch für
Unterprogramme zulässig und in gleicher Weise anwendbar.
Wählen Sie als erstes das Programm, in dem ein Block gelöscht werden soll. Betätigen Sie
dann die Softkeys
F4 (EDITFUN)
F1 (DELFUN)
Markieren Sie die Sätze wie bei der Funktion "Kopieren eines Programmblockes". Zum Lö-
schen des Programmblockes:
F4 (DELETE)
Programmsätze ändern
Einfügen von Programmsätzen
Suchen Sie im Programm den Satz, n a c h dem ein neuer Satz eingefügt werden soll.
Geben Sie nun eine neue Satznummer ein (z. B. 70). Achten Sie aber darauf, daß die
Nummer innerhalb des Programmes nicht schon vergeben ist.
Geben Sie dann den neuen Satz ein.
Löschen von Programmsätzen
Suchen Sie im Programm den Satz, der gelöscht werden soll. Schieben Sie den Cursor mit
den Tasten "RECHTS/LINKS" auf den Adress-Buchstaben N und betätigen Sie die Tasten
ENTER
STORE
Danach ist der Satz aus dem Programmlisting gelöscht.
Programmwörter ändern
Sie stehen mit dem Cursor vor dem Satz, in den Sie eine Adresse einfügen, in dem Sie eine
Adresse ändern oder löschen möchten.
Schieben Sie den Cursor mit den Tasten "RECHTS/LINKS" auf den Adress-Buchstaben der
Adresse, die Sie einfügen, ändern oder löschen wollen.
Wort ändern
Beispiel:
In dem in Kapitel 4 angegebenen Beispielprogramm soll im Satz
N4 G98 X-20 Y-20 Z-22.5 I170 J30 K170
das Programmwort J30 in J40 geändert werden.
Betätigen Sie die Cursortasten "RECHTS/LINKS" solange, bis die Adresse J editierbar ist.
Geben Sie dann ein:
4
0 Bestätigen Sie den Wert mit der Taste ENTER
und übernehmen Sie ihn mit der Taste STORE in das Programmlisting.
Seite 10
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 36

Handhabung MAHO CNC432/F700
Wort löschen
In dem Beispielprogramm soll im Satz
N4 G98 X-20 Y-20 Z-22.5 I170 J40 K170
das Programmwort J40 gelöscht werden.
Betätigen Sie die Cursortasten "RECHTS/LINKS" solange, bis die
Adresse J editierbar ist. Geben Sie dann ein:
ENTER
STORE
Der Wert ist damit gelöscht und die geänderte Programmzeile ins Listing übernommen:
N4 G98 X-20 Y-20 Z-22.5 I170 K170
Wort einfügen
Der soeben gelöschte Wert J40 soll nun -wie ursprünglich-
als J30 wieder in den Satz eingetragen werden.
Betätigen Sie die Cursortasten "RECHTS/LINKS" solange, bis die
Adresse J editierbar ist. Geben Sie dann ein:
3
0
ENTER
STORE
Damit ist der Wert eingefügt und der Satz erscheint wieder in seiner ursprünglichen Fassung
im Programmlisting:
N4 G98 X-20 Y-20 Z-22.5 I170 J30 K170
Die Änderungen in Unterprogrammen werden hier nicht gesondert beschrieben, da sich die
Editierung von Haupt- und Unterprogrammen nicht unterscheidet.
Datei-Verwaltung
Um einem eventuellen Datenverlust vorzubeugen, sollten die Programme in regelmäßigen
Abständen auf eine Diskette gesichert werden.
Ebenso ist es möglich, die Daten in ein anderes Verzeichnis der Festplatte zu speichern oder
von dort in die Software einzuladen.
Dies bietet sich in den Fällen an, wenn ein Programm aus einer anderen Software (Wandel-
programm aus CAD, Postprozessoren o.ä.) in die F700-Schulungssoftware übernommen
werden soll.
Es können Programme aus dem Hauptprogrammspeicher (%PM), dem Unterprogramm-
speicher (%MM), sowie die Daten aller anderen Speicher (Liste siehe weiter unten) kopiert
werden.
Der Datei-Manager der Software kann mit der Taste
COOLANT
aufgerufen werden, allerdings ist zu beachten, daß Sie nicht mehr in der Grafik sind.
Sie sehen nach dem Aufruf folgenden Bildschirmaufbau:
Seite 11
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 37

Handhabung MAHO CNC432/F700
Mit den Cursor-Tasten "rechts/links" können Sie zwischen den beiden Fenstern hin und her
springen, um in dem einen oder anderen Programme anzuwählen.
Das Speicherfenster zeigt zunächst eine Auflistung aller in der Software vorhandenen
Speicher:
%CM (Konstantenspeicher
%PM (Hauptprogrammspeicher)
%TM (Werkzeugspeicher)
%MM (Unterprogrammspeicher)
%PT (Punktespeicher
%PA (Parameterspeicher
%ZO (Nullpunktspeicher
%GR (Grafikparameterspeicher
Unterhalb dieser Liste mit den Speichern finden Sie -je nach angezeigtem Speicher (siehe
Titel des Fensters)- den Inhalt des angewählten Speichers.
Dies gilt allerdings nur für den Haupt- und Unterprogrammspeicher. Nur in diesen Speichern
sind Daten vorhanden, die auch einzeln kopiert werden können. Alle anderen Speicher
können nur in ihrer Gesamtheit übertragen werden.
Im Speicherfenster (links) können Sie die Speicher für Haupt- und Unterprogramme mit der
Taste
ENTER anwählen.
Im Moment der Anwahl erscheint der Inhalt dieser beiden Speicher (einzelne Programm-
nummern) auf dem Bildschirm, die einzeln angewählt und gesichert werden können.
Vor der eigentlichen Sicherung müssen Sie das Laufwerk und eventuell auch den Datenpfad
anwählen, wohin die Programme aus dem Speicherfenster gesichert werden sollen.
Datenlaufwerk einstellen
Stellen Sie den Anwahlbalken in das Archivfenster (rechts).
Betätigen Sie die Taste
<F1>,
auf dem Bildschirm erscheint die Liste der anzuwählenden Laufwerke .
Seite 12
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 38

Handhabung MAHO CNC432/F700
Anwählbar sind die Laufwerke A - E. Sind auf dem Rechner weitere Laufwerke vorhanden,
so können diese "blind" angesprochen werden:
F = 6
G = 7 ... I = 9
Sobald Sie eines der Laufwerke gewählt haben, diese Anwahl mit der Taste 'ENTER' auch
bestätigt haben, erscheint auf dem Bildschirm eine Liste mit den auf dem Laufwerk vorhan-
denen Verzeichnisse.
Wollen Sie innerhalb eines Laufwerks noch einmal ein Verzeichnis anwählen, so bewegen
Sie den Cursor auf das Verzeichnis und bestätigen die Auswahl mit ENTER.
Auf diese Weise können Sie das Verzeichnis einstellen, in dem Sie die Daten aus der Soft-
ware gesichert haben möchten.
Das angewählte Verzeichnis verlassen Sie wieder, indem Sie den Cursor in die oberste Zeile
des Fensters schieben (.. <DIR>) und die Taste ENTER betätigen.
Wenn Sie also das Zielverzeichnis richtig eingestellt haben, bewegen Sie den Cursor in das
Speicherfenster, um die Daten der Software zu speichern.
Hauptprogramme sichern
Stellen Sie den Cursor in das Archivfenster. Wählen Sie mit <F1> das Laufwerk an, in das
Sie kopieren wollen.
Es werden jetzt alle Hauptprogramme angezeigt. Stellen Sie den Cursor auf das Programm,
das Sie kopieren wollen und betätigen Sie die Taste <F2>.
Das Programm wird in das eingestellte Zielverzeichnis kopiert.
Sie können auch ein Programm zurück in den Programmspeicher der Software kopieren.
Wählen Sie dazu im Archivfenster das Verzeichnis, aus dem Sie kopieren wollen (wie oben
beschrieben) und bewegen Sie dann den Cursor auf das zu kopierende Programm. Mit
Betätigen von 'F2' wird das angewählte Programm in den Programmspeicher der Software
kopiert.
Unterprogramme sichern
Der einzige Unterschied zwischen der Sicherung von Unterprogrammen und der Sicherung
von Hauptprogrammen besteht in der Anwahl des Speichers.
Bewegen Sie hier den Cursor im Speicherfenster auf %MM. Es werden jetzt alle Unterpro-
gramme angezeigt. Für die Anwahl des Zielverzeichnisses und das Kopieren verfahren Sie
wie im vorherigen Abschnitt beschrieben.
Gesamte Speicher sichern
Die Speicherung von Gesamtspeichern wie Werkzeug- oder Punktespeicher, Grafikpara-
meter oder Parameterspeicher soll hier exemplarisch am Beispiel des Werkzeugspeichers
beschrieben werden.
Wählen Sie im Archivfenster das Zielverzeichnis an und bewegen Sie den Cursor dann im
Speicherfenster auf %TM.
Sie können den Werkzeugspeicher jetzt direkt ins Zielverzeichnis kopieren. Betätigen Sie
dazu die Taste <F2>.
Programme löschen
Innerhalb der Dateiverwaltung kann ein Programm auch gelöscht werden. Markieren Sie das
zu löschende Programm mit den Cursortasten und drücken Sie dann "F4".
Seite 13
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 39

Handhabung MAHO CNC432/F700
Zur Sicherheit wird noch einmal gefragt, ob Sie das Programm wirklich löschen wollen: Mit
Betätigen der Ziffer '0' wird das Programm gelöscht.
Der Werkzeugspeicher kann nicht gelöscht werden.
Wenn Sie versuchen, das aktive Programm zu löschen, erscheint unterhalb der beiden
Fenster die Meldung "Programm gesperrt".
Das aktive Programm kann nicht gelöscht werden.
Seite 14
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 40

Werkzeuge MAHO CNC432/F700
8 WERKZEUGE
Werkzeugdaten
Die F700-Steuerung ermöglicht die Auswahl unter 3 unterschiedlichen Arten von Werkzeug-
Speichern:
a) Steuerung über Werkzeugkorrekturnummer ohne Angabe des
Magazinplatzes
b) Steuerung über Werkzeugkorrekturnummer mit Angabe des
Magazinplatzes
c) Steuerung über Werkzeug-ID-Nummern mit Angabe des Magazinplatzes
Die beiden Arten b) und c) sind nur relevant für Maschinensteuerungen mit Werkzeugma-
gazinen.
In der Software sind alle drei Arten einstellbar. Die Einstellung der unterschiedlichen Werk-
zeugspeicher erfolgt über das Konstantenmemory. Für die Einstellung der einen oder ande-
ren Art des Werkzeugspeichers sind die Konstanten
zuständig.
HINWEISE
In der oben gezeigten Tabelle sind nur die Konstanten aufgelistet, die für die Software not-
wendigerweise gesetzt werden müssen, um die Werkzeugspeicher umzusetzen. Zur Steue-
rung der Maschine müssen einige Konstanten mehr gesetzt werden. Sie sollten, bevor Sie
mit der Arbeit beginnen, den Werkzeugspeicher in der Art setzen, wie Sie ihn an Ihrer Ma-
schine vorfinden, andernfalls können die Werkzeugdaten nicht per Datenübertragung an die
Maschine gesendet werden.
Nun die Erläuterung der oben genannten Konstanten im einzelnen:
N18 (Werkzeugwechsel manuell/automatisch) kann auf
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
N18 manuell /automatischer Wechsel
N27 Anzahl Werkzeuge
N28 Anzahl Magazinplätze
N34 Werkzeugwechsel-Position
N37 Wahl des Werkzeugspeichers
Page 41

Werkzeuge MAHO CNC432/F700
0= manuell
stehen, wenn keine Werkzeugmagazinplätze angesprochen werden (sollen).
Wird die Konstante auf
1= automatisch
gesetzt, wird nach Aktivieren des Konstantenmemory's die Eingabe für N28 (Anzahl der
Werkzeugpositionen im Magazin) zur Eingabe freigegeben.
Einzustellen ist unter N28 die Anzahl der an der Maschine vorhandenen Magzinplätze.
Die Konstante N27 legt die Anzahl der Werkzeuge fest. Zulässig sind hier Angaben von 0 bis
255.
Zur kompletten Umstellung der Art des Werkzeugspeichers auf die Steuerung der Werk-
zeuge über ID-Nummern, ist die Konstante N37 (Werkzeugspeicher-Anwahl) auf
C1
zu setzen.
Die Einstellung der Daten, die zusätzlich zu Werkzeuglänge, Werkzeugradius, Werkzeug-
größe und Zustand (gesperrt/aktiv) an der Steuerung noch angezeigt werden können, ent-
nehmen Sie bitte der Liste der Konstanten im Anhang der Bedienungsanleitung.
Werkzeugnummer suchen
Betätigen Sie als erstes die Taste
TOOL MEM,
um in den Werkzeugdaten-Speicher zu schalten.
Auf dem Bildschirm erscheint die Werkzeugdaten-Liste wie im Konstantenmemory einge-
stellt.
Um nun innerhalb dieser Werkzeugdaten-Liste ein bestimmtes Werkzeug zu suchen, stehen
Ihnen hier analog dieselben Suchroutinen zur Verfügung, wie beim Suchen von Programm-
wörtern oder Programmsätzen:
Suchen mit den Cursortasten
Durch Betätigen der Cursor-Tasten "RAUF/RUNTER" können Sie in die Zeile gelangen, in
der das gesuchte Werkzeug steht.
Suchen über die Werkzeugnummer
An der Steuerung ist diese Möglichkeit nur zugelassen für die Arten a) und b) der Werk-
zeugspeicher. Für die Werkzeugspeicherart c) erfolgt das Suchen über die Positionsnum-
mer.
Geben Sie über den Ziffernblock des Tableaus die gewünschte Werkzeugnummer ein, be-
tätigen Sie dann die Tasten
Die Zeile mit dem gewünschten Werkzeug erscheint dann an erster Stelle des am Bildschirm
dargestellten Ausschnitts der Werkzeugdaten-Liste.
HINWEIS:
Diese zweite Art des Suchens anzuwenden, ist immer dann sinnvoll und zeitsparend, wenn
das gesuchte Werkzeug außerhalb des Bildschirmbereiches liegt.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 42

Werkzeuge MAHO CNC432/F700
Eingeben und Ändern von Werkzeugdaten
Unter der Werkzeugnummer T0 sind keine Eingaben möglich/zulässig.
Es wird an dieser Stelle vorausgesetzt, daß Sie die Betriebsart MANUAL eingeschaltet ha-
ben, und daß Sie sich im TOOL-MEMORY (Werkzeugdaten-Speicher) befinden.
Suchen Sie nun das Werkzeug, unter dem Sie die für das Programm korrekten Werte ein-
geben wollen.
Beispiel:
Zur Simulation des Beispielprogrammes ist es notwendig, die Werkzeugdaten noch einzu-
geben.
Aufgerufen wird das Werkzeug T1. Es soll einen Durchmesser von 10mm und eine Länge
von 100mm haben.
Vorgehensweise:
Schieben Sie den Cursor vor das Werkzeug T1 und schieben Sie den Cursor in der 'Satz-
menüzeile' auf den Adressbuchstaben L.
Geben Sie ein:
und bestätigen Sie die Eingabe mit der Enter-Taste.
Der Cursor steht nun auf dem Adressbuchstaben R zur Eingabe des Werkzeugradius. Tra-
gen Sie den Wert 10 ein und betätigen Sie die Tasten ENTER und STORE zur Übernahme
der Werte in den Speicher.
Damit sind die Daten für das Werkzeug T1 im Werkzeugdaten-Speicher abgelegt.
Werkzeugform und Farbanwahl für die Grafik
Für die Grafiktestläufe können im Werkzeugspeicher noch verschiedene Werkzeugformen
und Farben für jeden Werkzeugaufruf programmiert werden. So kann also für mehrere
Werkzeuge in einem Programm in der grafischen Darstellung eine größere Übersichtlichkeit
geschaffen werden.
Insgesamt stehen drei verschiedene Werkzeugformen zur Verfügung.
Entsprechende Kombinationen aus Werkzeugform und Farbe für die Mittelpunktsbahn kön-
nen unter der Adresse G im Werkzeugspeicher festgelegt werden. Zur Unterstützung steht
auch hier ein Bild zur Verfügung, daß Sie mit Betätigen der Softkeys
F1 (HELP)
F2 (PICTURE)
erreichen.
Die Bedeutung der Adresse G:
Die ersten zwei Stellen sind für die Werkzeugform zuständig, die dritte Stelle für die Farbe.
So bedeutet:
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 43

Werkzeuge MAHO CNC432/F700
G3 flache Form, Farbe blau
G13 spitze Form, Farbe blau
G23 Formwerkzeug, Farbe blau.
HINWEIS :
Nach Abspeichern der Daten für ein Werkzeug springt der Cursor automatisch auf die Zeile
mit dem nächsten Werkzeug und steht direkt auf dem Adress-Buchstaben L. Sie können, für
die Editierung des nächstfolgenden Werkzeuges, direkt mit der Werteingabe für die Länge
beginnen.
HINWEIS:
In der eben beschriebenen Weise können die Daten der einzelnen Werkzeuge auch geän-
dert werden. Bei Eingabe von neuen Werten für ein schon 'editiertes' Werkzeug werden die
alten Daten überschrieben, ohne vorher gelöscht werden zu müssen.
HINWEIS:
Sind alle Werkzeugdaten für ein Programm korrekt eingegeben, betätigen Sie die Taste
"PROG MEM", Sie befinden sich wieder im Hauptprogrammspeicher.
Löschen von Werkzeugdaten
Löschen einzelner Werkzeugdaten
Suchen Sie im Werkzeugspeicher das Werkzeug, von dem Sie einen der Werte löschen
wollen.
Beispiel:
Sie wollen den Wert für R löschen:
Schieben Sie dann den Cursor auf die Adresse R und betätigen Sie nacheinander die Tasten
ENTER
STORE
Der Wert für die Adresse R ist damit gelöscht.
Löschen von Daten einzelner Werkzeuge
Suchen Sie im Werkzeugspeicher das Werkzeug, das Sie löschen wollen. Schieben Sie
dann den Cursor auf die Adresse T und betätigen Sie nacheinander die Tasten
ENTER
STORE
Die Werte des angewählten Werkzeuges sind damit gelöscht. Unter der angewählten
Werkzeugnummer stehen jetzt alle zu editierenden Werte auf 0.
Löschen aller Werkzeugdaten
Schieben Sie den Cursor durch Betätigen der Tasten "AUF/AB" in die Zeile "ALL MEMORY".
Betätigen Sie die Taste "ENTER".
In Bildschirmzeile 21 wird hinter der Meldung 'ALL MEMORY' der Zusatz 'CLEAR' angezeigt.
Sobald Sie die Taste "ENTER" gedrückt haben, sind die Daten aller Werkzeuge gelöscht. In
der Werkzeugdaten-Liste steht jetzt unter allen Werkzeugen für die Werkzeuglänge L und
den Werkzeugradius R der Wert 0.
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 44

Grafische Simulation MAHO CNC432/F700
9 GRAFISCHE SIMULATION
Allgemeines
Die PC-Software kennt -genau wie die Steuerung- 5 grafischeTestläufe, um die Richtigkeit
und Lauffähigkeit der Programme zu testen. Bei jedem dieser Testläufe erkennt die Software
die eventuell vorhandenen Programmierfehler, wie "Zyklusaufruf mit nicht drehender Spindel"
oder "Fehler in der Kreisberechnung"... . Die Fehler werden in der grafischen Simulation
durch eine Fehlernummer angezeigt.
Die Bedeutung dieser Fehlernummer erscheint in der PC-Software immer dann, wenn Sie
die Simulation verlassen, um den Fehler zu korrigieren.
HINWEIS:
Durch die Simulation erkannte Fehler müssen immer sofort korrigiert werden. Alle Testläufe
(Testlauf 3, 4, 5, 6 und 7) können sowohl im SINGLE- als auch im AUTO-Modus durchge-
führt werden.
Bevor Sie ein Programm simulieren, müssen allerdings Darstellungsfenster und Rohteil für
das entsprechende zu fräsende Werkstück festgelegt sein:
Einstellung Darstellungsfenster / Rohteil
Grundsätzlich haben Sie zwei Möglichkeiten, die Größe von Darstellungsfenster und Rohteil
festzulegen:
a) im Programm selbst - durch die Funktionen G98, G99
b) im Grafikparameter-Speicher - durch die Parameter N0 und N2
Grundsätzlich gilt:
Werden die Grafikparameter im Grafikparameter-Speicher nicht beschrieben, so muß im
Programm ein Darstellungsfenster (G98) und ein Rohteil (G99) beschrieben werden.
Zur Einstellung des Grafikfensters und des Rohteils müssen jeweils ein Eckpunkt XYZ und
die Dimensionen der Achsen mit I, J und K -als Bezugspunkt gilt der Werkstücknullpunkt-
angegeben werden. Die Definition eines Winkels B ist nicht möglich.
Darstellungsfenster
Innerhalb des Programmes wird das Darstellungsfenster mit der Funktion G98 beschrieben.
Anzugeben sind dabei:
X Startwert X Achse
Y Startwert Y Achse
Z Startwert Z Achse
I Abmessung in X Richtung
J Abmessung in Y Richtung
K Abmessung in Z Richtung
Diese Werte können nun direkt ins Programm übernommen werden, oder aber über die
Grafikparameter eingestellt werden:
Schalten Sie zur Eingabe der Werte über die Grafikparameter in den Grafikparameter-
Speicher:
Im Programm-Speicher betätigen Sie die Taste
MENU
Auf dem Bildschirm erscheint das "PROGRAM-MENU":
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 45

Grafische Simulation MAHO CNC432/F700
1 EDIT MACRO
2 EDIT POINTS
3 EDIT PARAMETERS
4 EDIT STORED ZERO OFFSETS
6 EDIT GRAPHIC PARAMETERS
Drücken Sie die Zifferntaste '6', Sie gelangen in den Grafikparameter-Speicher. Bei Anwahl
der einzelnen Parameter wird deren Bedeutung im Klartext angezeigt.
Die Eingabe für die Werte des Darstellungsfensters kann mit Hilfe der Unterstützungsgrafik
erfolgen.
Vorgehensweise:
Stellen Sie mit Hilfe der Cursortasten "RAUF/RUNTER" den Satzcursor auf "N0" (Defini-
tion Grafikfenster)
Betätigen Sie die Softkeys
F1 (HELP)
F2 (PICTURE)
Auf dem Bildschirm erscheint das entsprechende Unterstützungsbild:
Unter N0 sind nun für das Darstellungsfensterdie entsprechenden Werte einzu geben.
Eine Eingabe des Drehwinkels B (B1) ist dabei nicht möglich, die Werte sind standardmäßig
gesetzt.
Rohteil
G99 ROHTEILBESCHREIBUNG
X Startwert X
Y Startwert Y
Z Startwert Z
I Abmessung in X Richtung
J Abmessung in Y Richtung
K Abmessung in Z Richtung
Diese Werte können -ebenso wie die Werte für das Grafikfenster- direkt ins Programm
übernommen werden, oder aber über die Grafikparameter eingestellt werden:
Schalten Sie zur Eingabe der Werte über den Grafikparameter-Speicher in den Grafikpara-
meter-Speicher:
Unter N2 sind nun für den Rohling die entsprechenden Werte einzugeben.
WICHTIG:
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 46

Grafische Simulation MAHO CNC432/F700
Achten Sie für die grafische Simulation darauf, daß die Werte entweder in den Grafikpara-
metern oder im Programm besetzt sind.
Grafik-Testläufe
Wenn die Werte für Darstellungsfenster und Rohteil eingegeben sind, kann einer der Test-
läufe zur Simulation eines Programmes aufgerufen werden. Bevor nun der Start der Simula-
tion beschrieben wird, eine kurze Charakterisierung der an die Software angebundenen
Testläufe.
Testlauf 3
In diesem Testlauf wird die Endkontur bei Zyklen in drei Ansichten dargestellt.
Alle Verfahrbewegungen werden nicht dargestellt. Dies gilt sowohl für G0 als auch für G1-G3
- Bewegungen.
Bohrzyklen G81 - G86 werden in der Draufsicht als Kreise mit editiertem Werkzeugradius R
dargestellt, in der Seitenansicht wird die programmierte Tiefe angezeigt.
Bei Fräszyklen werden in der Draufsicht die programmierten Aussenkonturen und in der
Seitenansicht die programmierten Tiefen angezeigt.
Nach Ablauf der Simulation sind folgende Beeinflussungsmöglichkeiten gegeben:
CURSOR weitere Softkeyanwahl für Grafikcursor
DISPLAY in der Software nicht implementiert
OUTPUT weitere Softkeyanwahl für Ausgabe
Testlauf 4
Alle Verfahrbewegungen werden in diesem Testlauf in einer Ansicht dargestellt.
Nach Ablauf der Simulation sind folgende Beeinflussungsmöglichkeiten gegeben:
SETTING weitere Softkeyanwahl für die Darstellung
CURSOR weitere Softkeyanwahl für Grafikcursor
DISPLAY in der Software nicht implementiert
OUTPUT weitere Softkeyanwahl für Ausgabe
Testlauf 5
Beim Testlauf 5 wird das aktuelle Programm in 3 Ansichten dargestellt.
Nach Ablauf der Simulation sind folgende Beeinflussungsmöglichkeiten gegeben:
SETTING weitere Softkeyanwahl für die Darstellung
CURSOR weitere Softkeyanwahl für Grafikcursor
DISPLAY in der Software nicht implementiert
OUTPUT weitere Softkeyanwahl für Ausgabe
Testlauf 6
Beim Testlauf 6 wird das aktuelle Programm in einer 3D-Strichgrafik auf dem Bildschirm
dargestellt.
SETTING weitere Softkeyanwahl für die Darstellung
CURSOR weitere Softkeyanwahl für Grafikcursor
ROTATE Rotieren der Grafik
DISPLAY in der Software nicht implementiert
OUTPUT weitere Softkeyanwahl für Ausgabe
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 47

Grafische Simulation MAHO CNC432/F700
Testlauf 7
Beim Testlauf 7 wird das aktuelle Programm in 3 Ansichten dargestellt, wobei der Rohling in
grün "eingefärbt" wird, und das Werkzeug in Durchmessergröße mitgeführt wird. Die Tiefen
der programmierten Verfahrwege werden in zugeordneten unterschiedlichen Farben darge-
stellt.
Nach Ablauf der Simulation sind folgende Beeinflussungsmöglichkeiten gegeben:
SETTING weitere Softkeyanwahl für die Darstellung
CURSOR weitere Softkeyanwahl für Grafikcursor
DISPLAY in der Software nicht implementiert
OUTPUT weitere Softkeyanwahl für Ausgabe
Simulation des Programmbeispiels
Um ein Programm simulieren zu können, muß es das aktive, im Hauptspeicher befindliche,
Programm sein. Aktivieren Sie das Programm N9991 als aktives und gehen Sie danach wie
folgt vor:
Starten der Simulation
Das sich aktiv im Arbeitsspeicher befindliche Programm soll nun simuliert werden:
Betätigen Sie nacheinander die Tasten
oder (Einzel-/ Folgesatz)
Auf dem Bildschirm erscheint das 'SINGLE/AUTO MENU' zur Auswahl desTestlaufmodus.
Wählen Sie
3 (Endkontur Zyklen 2,5D)
4 (2D Strichgrafik)
5 (2,5 D Strichgrafik)
6 (3D Strichgrafik)
7 (Simulation 2,5D)
Die Anwahl erfolgt über den Ziffernblock. Damit das Programm nun grafisch simuliert werden
kann, müssen Sie noch die "START"-Taste betätigen. Danach beginnt die Simulation.
Nach der Simulation schalten Sie mit der Taste "PROG MEM" zurück in den Editor, oder Sie
können direkt nach Ablauf der Simulation die unterschiedlichen Beeinflussungsmöglichkeiten
aktivieren.
Die folgenden Abbildungen zeigen die verschiedenen grafischen Testläufe für das im Anhang
aufgelistete Programm N9023:
Darstellung Testlauf 4
Darstellung Testlauf 5
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 48

Grafische Simulation MAHO CNC432/F700
Darstellung Testlauf 6
Darstellung Testlauf 7
HINWEIS :
Als Erweiterung der Simulationssoftware können Sie nach Ablauf der Simulation einen
Durchlauf der Grafik ohne Fräserradius-Korrektur starten, indem Sie erneut die "START"-
Taste betätigen.
Modifikationen der Simulation
Die Modifikationsmöglichkeiten nach der Simulation sollen in den folgenden Abschnitten
anhand der Softkey-Leisten erläutert werden, die je nach Testlauf angewählt werden können.
Bei gleichen Menüpunkten wird die Funktionsweise nur einmal bei ihrem ersten Auftauchen
erläutert, danach wird auf den beschriebenen Absatz verwiesen.
Funktionen, die in der Software nicht implementiert sind, werden in dieser Beschreibung nicht
weiter berücksichtigt.
Modifikationen zu Testlauf 3
Nach Ablauf der Grafik werden folgende Softkeys eingeblendet: Für diesen Testlauf : Soft-
key-Ebene 1
------ OUTPUT ------ CURSOR DISPLAY
CURSOR:
Auf dem Bildschirm erscheint ein Darstellungsfenster für jede der drei Ansichten, in Bild-
schirmzeile 24 eine weitere Softkey-Leiste: (Softkey-Ebene 2):
ZOOM >> ZOOM<< + PRESET
RETURN
ZOOM>>
vergößert das eingeblendete Darstellungsfenster
ZOOM<<
verkleinert das Darstellungsfenster, um Teile des Werkstücks in vergrößerter Form noch-
mals simulieren zu können.
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 49

Grafische Simulation MAHO CNC432/F700
Durch Betätigung der Tasten zum manuellen Verfahren kann das Darstellungsfenster in den
drei angegebenen Achsen bewegt werden. Nach Festlegen der Größe und Position des
Darstellungsfensters die Taste START zur erneuten Simulation betätigen. Diese Vorge-
hensweise kann mehrfach hintereinander wiederholt werden.
+
Zur Bestimmung von Koordinatenwerten kann dieses Fadenkreuz mit Hilfe der Tasten zum
manuellen Verfahren (siehe oben) in den drei Achsen verfahren werden.
Die aktuellen Koordinatenwerte des Fadenkreuzes werden im Bildschirm rechts oben ange-
zeigt.
PRESET
setzt das Grafikfenster nach dem ZOOMEN wieder zurück auf "Original"-Größe.
RETURN
Rückkehr zur vorherigen Softkey-Ebene (Softkey-Ebene 1).
OUTPUT
In Abwandlung des Originalmenüs von der Steuerung, wurde dieser Punkt für die Software
ergänzt, da die Grafik nicht nur gedruckt, sondern auch über einen Plotter ausgegeben
werden kann.
Es erscheint hier ein weiteres Softkey-Menü mit der Auswahl F1 (PRINT) und F2 (PLOT).
DISPLAY
Dieser Softkey ist in der Software nicht implementiert.
Modifikationen zu Testlauf 4 , Testlauf 5 und Testlauf 7
Nach Ablauf der Simulation werden folgende Softkeys eingeblendet (Softkey-Ebene 1):
SETTING OUTPUT - - - - - - - CURSOR
DISPLAY
SETTING
Es erscheint eine weitere Softkey-Anwahl für die Grafikdarstellung (Softkey-Ebene 2):
*TOOL CL CONT RAPID RETURN
TOOL
zeigt die Werkzeuggröße an. Am Ende jeder Bewegung wird ein Kreis entsprechend dem
Werkzeugradius gezeichnet. Das Aktivsein des Status wird durch ein "*" vor der Softkey-
Beschriftung angezeigt. Für das Beispiel oben: *TOOL ist eingeschaltet, die Werkzeuggröße
wird angezeigt.
CL (CutterLocation)
schaltet die Darstellung der Werkzeugmittelpunktsbahn ein (*)/aus.
CONT
Darstellung der Kontur bei Zyklen ein (*)/aus
RAPID
Darstellung der Eilgangsbewegungen ein(*)/aus
RETURN
Rückkehr zur Software-Ebene 1.
Seite 6
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 50

Grafische Simulation MAHO CNC432/F700
Es können mehrere dieser Settings gleichzeitig geschaltet werden. Ist die richtige Auswahl
getroffen, wird die Simulation mit der Taste "START" erneut aktiviert.
Eine Beschreibung der Softkeys OUTPUT, CURSOR und DISPLAY lesen Sie im vorherge-
henden Abschnitt dieses Kapitels.
Modifikationen zu Testlauf 6
SETTING OUTPUT ROTATE CURSOR
DISPLAY
Für die Sofkeys SETTING, OUTPUT, CURSOR und DISPLAY bestehen die gleiche Mög-
lichkeiten, wie vorne beschrieben.
Die Grafikrotation (ROTATE) ist nur im Testlauf 6 möglich. Mit dem Softkey F3 wird diese
Funktion angewählt.
Mit den Tasten zum manuellen Verfahren wird die Rotation eingestellt. Das Achsenkreuz
rechts neben der Grafik zeigt die Rotation an.
Rotation um die X-Achse
Rotation um die Y-Achse
Rotation um die Z-Achse
Nach Betätigen der Taste "START" wird die Grafik im voreingestellten Be-
trachtungswinkel aktiviert.
PRESET setzt die Grafik auf den Ausgangswert zurück, RETURN kehrt zur Softkey-Ebene 1
zurück.
Simulationsgeschwindigkeit beeinflussen
Während der Simulation kann die Geschwindigkeit der Simulation beeinflußt werden:
Um die Simulationsgeschwindigkeit
a) herabzusetzen, betätigen Sie die Taste
b) heraufzusetzen, betätigen Sie die Taste
c) wieder auf 100% zu setzen, betätigen Sie die Taste
Zur Erhöhung bzw. Verminderung der Geschwindigkeit halten Sie die entsprechenden Ta-
sten solange gedrückt, bis Sie die gewünschte Geschwindigkeit erreicht haben.
Beim Heraufsetzen der Geschwindigkeit ist allerdings zu beachten, daß die Auflösung der
grafischen Darstellung mit zunehmender Geschwindigkeit schlechter wird. Dies macht sich
besonders bei der Kreisdarstellung bemerkbar.
Seite 7
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 51

Datenübertragung MAHO CNC432/F700
10 DATENÜBERTRAGUNG / DRUCKEN
Allgemeines
Wenn Sie den DNC-Betrieb zur Maschine aufnehmen wollen, sollten Sie in jedem Fall dafür
Sorge tragen, daß im Konstanten-Memory an Maschine und PC die Konstanten 770 - 776
richtig gesetzt sind. Wir empfehlen folgende Einstellung:
Konstante Bedeutung am PC an der Maschine
N770 Schnittstellenbelegung V24 1 oder 2 0
N771 Ausgabecode 1 (=ISO) 1 (=ISO)
N772 Automatische Code-Erkennung 0 0
N773 Übertragungsprotokoll 0 (=RTS) 0(=RTS)
N774 Vorspann/Nachspann 30 30
N775 Anzahl Stopbits 1 1
N776 Baudrate einlesen/auslesen 2400 2400
HINWEIS:
Die Baudrateneinstellung in der Konstanten N776 ist hier nur exemplarisch. Baudraten bis
9600 Baud bieten für die Übertragung keinerlei Probleme. Weiterhin wichtig für die Übertra-
gung ist die Konstante N799, die festlegt, welche Programme (Programmnummern >N9000
oder ab N1) übertragen werden.
Wenn Sie sowohl an der Maschine als auch am PC diese Daten überprüft haben, sollten Sie
mit dem DNC-Betrieb keine Schwierigkeiten haben. Dann noch auftretende Schwierigkeiten
können mit dem verwendeten
Kabel zusammenhängen.
Hierzu können wir leider keine allgemeingültigen Hinweise geben, da die im Handel befind-
lichen RS232-Schnittstellen nicht normiert sind. Zur Überprüfung geben wir Ihnen in der fol-
genden Darstellung eine Belegung des Datenkabels.
links: PC Kabel mit Stecker DB25
rechts: Maschine Kabel mit Buchse
DB25
links: PC -Kabel mit Stecker 9-polig
rechts: Maschinenkabel mit Buchse 25-
polig
Vor dem Ein- bzw. Auslesen von Daten ist das externe Gerät mit dem dafür vorgesehenen
Datenkabel zu versehen. Achten Sie auch auf die Betriebsbereitschaft des externen Gerätes.
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 52

Datenübertragung MAHO CNC432/F700
Ein- und Auslesen von Programmen
Die Teileprogramme (Haupt- und Unterprogramme) können in allen Betriebsarten der
Steuerung ein- und ausgelesen werden.
Auch das aktive Programm kann jederzeit ausgelesen werden.
Einlesen von Programmen
Beim Einlesen von Programmen überprüft die Steuerung/PC-Software alle eingelesenen
Daten auf Fehler.
Wird ein Fehler (unerlaubtes Zeichen, unzulässige Adresse, unzulässige Wort- oder Satz-
länge) erkannt, bricht die Steuerung/PC-Software den Einlesevorgang automatisch ab. Auf
dem Bildschirm erscheint die entsprechende Fehlermeldung.
Dieses unvollständige Programm sollte dann anschließend gelöscht werden, da sonst kein
Programm mit diesem Namen mehr eingelesen werden kann.
Es besteht die Möglichkeit, sowohl alle Programme zusammen (ALL MEMORY), als auch
jedes Programm einzeln von externen Datenträgern einzulesen.
Einlesen aller Programme
Wählen Sie Haupt- oder Unterprogrammspeicher an.
Auf dem Bildschirm erscheint die Programm-Nummern-Liste des entsprechenden Speichers.
Schieben Sie mit Hilfe der Cursor-Tasten "RAUF/RUNTER" den Cursor auf die Zeile "ALL
MEMORY". Drücken Sie dann die Tasten
In Bildschirmzeile 5 erscheint dann die Meldung
"IN" (=Einlesen von einem externen Gerät).
Die Programme werden nacheinander eingelesen. Dabei erscheint auf dem Bildschirm die
Programm-Nummer und die Satznummer des Programmes, das eingelesen wird.
Die Nummern der eingelesenen Programme stehen nach Beendigung der Übertragung am
Ende der Programmnummern-Liste.
Hinweise:
Bitte achten Sie darauf, daß das externe Gerät, von dem Daten in die Steuerung /PC-Soft-
ware eingelesen werden sollen, sendebereit ist.
Die Datenübertragung kann jederzeit mit der Taste F3 (HALT) angehalten, danach mit F2
(START) wieder fortgesetzt werden.
Mit der Funktionstaste F4 (CANCEL) kann die Datenübertragung jederzeit abgebrochen
werden. Nach Abbruch ist das zuletzt übertragene Programm an der Steuerung/in der PC-
Software wieder zu löschen, da die Daten nicht komplett sind, und ein erneutes Einlesen
unter identischer Nummer nicht möglich ist.
Mit dem Softkey F5 (RETURN) schalten Sie in den ursprünglichen Zustand zurück.
Einlesen eines einzelnen Programms
Wählen Sie Haupt- oder Unterprogrammspeicher an.
Auf dem Bildschirm erscheint die Programmnummern-Liste des entsprechenden Speichers.
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 53

Datenübertragung MAHO CNC432/F700
Geben Sie dann über die Zehner-Tastatur die Nummer des einzulesenden Programmes an.
Betätigen Sie die Taste ENTER.
In Bildschirmzeile 21 erscheint die Programmnummer N des einzulesenden Programmes.
Drücken Sie dann die Tasten
DATA IN/OUT
F2
In Bildschirmzeile 5 erscheint dann der Code, die Programmnummer und die Satznummern
des einzulesenden Programmes.
Das einzulesende Programm wird auf dem externen Gerät gesucht und anschließend in die
Steuerung/PC-Software eingelesen.
Nach Abschluß des Einlesevorgangs springt der Cursor auf die erste Programmnummer der
Programmnummern-Liste. Das eingelesene Programm steht am Ende der Liste.
Hinweise:
Bitte achten Sie darauf, daß das externe Gerät, von dem Daten in die Steuerung /PC-Soft-
ware eingelesen werden sollen, sendebereit ist.
Die Datenübertragung kann jederzeit mit der Taste F3 angehalten, danach mit F2 wieder
fortgesetzt werden.
Mit der Funktionstaste F4 kann die Datenübertragung jederzeit abgebrochen werden. Nach
Abbruch ist das zuletzt übertragene Programm an der Steuerung/in der PC-Software wieder
zu löschen, da die Daten nicht komplett sind, und ein erneutes Einlesen unter identischer
Nummer nicht möglich ist.
Auslesen von Programmen
Es besteht die Möglichkeit, sowohl alle Programme zusammen (ALL MEMORY), als auch
jedes Programm einzeln auf einen externen Datenträger auszulesen.
Auslesen aller Programme
Wählen Sie Haupt- oder Unterprogrammspeicher an. Auf dem Bildschirm erscheint die Pro-
grammnummern-Liste des entsprechenden Speichers.
Schieben Sie mit Hilfe der Cursor-Tasten "RAUF/RUNTER" den Cursor auf die Zeile "ALL
MEMORY". Drücken Sie dann die Tasten
In Bildschirmzeile 5 erscheint dann die Meldung
"OUT" (=Auslesen auf ein externes Gerät).
Die Programme werden nacheinander ausgelesen. Dabei erscheint auf dem Bildschirm die
Programm-Nummer und die Satznummer des Programmes, das ausgelesen wird.
Ein Unterbrechen oder Abbrechen des Auslesevorganges ist genauso möglich wie beim
Einlesevorgang.
Auslesen eines einzelnen Programms
Wählen Sie Haupt- oder Unterprogrammspeicher an. Auf dem Bildschirm erscheint die Pro-
grammnummern-Liste des entsprechenden Speichers.
Geben Sie dann über die Zehner-Tastatur die Nummer des auszulesenden Programmes an.
Betätigen Sie die Taste "ENTER".
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 54

Datenübertragung MAHO CNC432/F700
In Bildschirmzeile 21 erscheint die Programmnummer N des auszulesenden Programmes.
Drücken Sie dann die Tasten "DATA I/O" und "F3". In Bildschirmzeile 5 erscheint dann der
Code, die Programmnummer und die Satznummern.
Hinweise:
Die Satznummer des auszulesenden Programmes kann auch mit Hilfe der Tasten für die
Cursor-Steuerung gesucht werden. Unterbrechen und Abbrechen sind wie beim Einlesevor-
gang auch möglich.
Ein- und Auslesen anderer Daten
Auf die weiter vorne beschriebene Weise (Einlesen/Auslesen aller Programme) können fol-
gende Daten noch ein- bzw. Ausgelesen werden:
Werkzeugdaten-Speicher
Parameter-Speicher
Punkte-Speicher
Grafikparameter-Speicher
Nullpunktverschiebungen
Drucken
Am Ende der Simulation (Programmende: M30) können Sie die Grafik ausdrucken. Das
Drucken ist angeschlossen für einen grafikfähigen Matrixdrucker, der über die parallele
Schnittstelle Ihres Rechners gesteuert wird. Bevor Sie nun die folgenden Schritte zum
Drucken Ihrer Daten befolgen, sollten Sie darauf achten, daß der Drucker wirklich ange-
schlossen ist.
Standardmäßig ist ein epson-kompatibler Drucker eingestellt. Sollten Sie einen anderen
Drucker verwenden, sehen Sie bitte in der folgenden Liste nach:
Epson FX/FX85 oder kompatibel prtdef.eps
Siemens PT88 prtdef.pt8
Panasonic KX1090 oder KX1092 prtdef.pan
IBM Graphikdrucker prtdef.eps
IBM Graphikdrucker II prtdef.ib2
IBM Thermodrucker 5202 prtdef.i52
NEC P6 prtdef.nec
Okidata Microline Elite /182/192 prtdef.pan
C.ITOH prtdef.eps
Riteman II prtdef.eps
Star prtdef.eps
Mannesmann Tally prtdef.eps
Nixdorf Drucker prtdef.nix
Hinter dem Druckernamen haben wir die dazugehörige Druckeranpassung aufgelistet, die
von uns auf den Disketten mitgeliefert wird, und bei der Installation der Software auch mit auf
die Festplatte kopiert wird. Im Laufe der Jahre wurden von uns noch mehr als die hier
aufgelisteten Druckertreiber entwickelt. Bitte, fragen Sie nach. Die meisten Treiber befinden
sich auf Ihrer Installationsdiskette.
Finden Sie den von Ihnen verwendeten Drucker in der oben aufgeführten Liste, können Sie
diesen recht einfach an die Software anbinden. Nachdem Sie Ihren Rechner gestartet haben,
schalten Sie zuerst in das Directory, in der die Software installiert ist. Geben Sie dazu die
Befehle
cd m700 <RETURN> ein.
Sie stehen jetzt im richtigen Verzeichnis.
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 55

Datenübertragung MAHO CNC432/F700
Nun wählen Sie aus der Liste Ihren Drucker aus und kopieren die richtige Druckeranpassung
in die Software.
Beispiel: Sie haben einen NEC P6 Drucker.
Geben Sie für den Kopiervorgang folgenden Befehl ein:
copy prtdef.nec prtdef.mah
Nachdem der Kopierbefehl abgeschlossen ist (Meldung: 1 Datei(en) kopiert/ 1 file(s)copied),
schalten Sie mit dem Befehl
cd \
zurück in das Hauptverzeichnis.
Beim nächsten Start der Software können Sie dann ordnungsgemäß drucken.
Sollten Sie einen Drucker haben, der nicht in der Liste aufgeführt ist, rufen Sie uns an. Wir
werden Ihnen gerne weiterhelfen.
Drucken der Grafik
Nach dem ersten Durchlauf der Simulation erscheint in Bildschirmzeile 24 unter der Softkey-
Belegung F2 der Text "OUTPUT". Dahinter erscheint eine weitere Softkey-Leiste mit den
Möglichkeiten
F1 (PRINT ) Ausgabe auf den Drucker
F2 (PLOT) Ausgabe auf den Plotter
Um nun die Grafik auszudrucken, betätigen Sie die Taste F1. Der Ausdruck der Grafik be-
ginnt.
Nach Beendigung des Druckens können Sie die Simulation wie gewohnt beenden.
Drucken von Programmlistings
Wählen Sie die Hauptprogrammnummern- oder Unterprogrammnummern-Liste an. Dort su-
chen Sie mit den Tasten für die Cursorsteuerung das Programm aus, dessen Listing Sie
drucken möchten.
Betätigen Sie danach die Taste "DATA I/O" Auf dem Bildschirm erscheint das "DATA I/O
MENU". Drücken Sie nun die Taste 6 auf dem Ziffernblock. Das Listing des ausgewählten
Programmes wird ausgedruckt.
Plotten
Das Plotten der Grafik ist nach Ablauf der Simulation möglich. Der Aufruf für den Plotter er-
folgt über die MAHO-Tastatur ähnlich wie der Aufruf des Druckens über die Funktionstasten.
Betätigen Sie dazu aus der weiter oben gezeigten Funktionstastenleiste die Taste F2
(PLOT). Das Plotten beginnt nach Drücken der Taste.
Die Plotter-Stifte 1 und 2 werden benutzt, um das Achsenkreuz und den Rohling zu zeichnen.
Die Auswahl der Plotter-Stifte 3 bis 6 erfolgt zyklisch über den Werkzeugaufruf.
Beispiele:
T1 Stift 3
T2 Stift 4
T3 Stift 5
T4 Stift 6
T5 Stift 3 usw.
Die Befehle für den Plotter entsprechen der HPGL-Sprache und sind auf einem HP 7475A
Plotter getestet. Der Plotter kann wahlweise an der seriellen Schnittstelle COM1: oder
COM2: angeschlossen werden.
Die Einstellung für die serielle Übertragung erfolgt in der Software automatisch und ist auf
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 56

Datenübertragung MAHO CNC432/F700
COM1: 9600 Baud
EVEN PARITY
7 Datenbits
2 Stopbits
festgelegt. Der Plotter ist entsprechend einzustellen.
Seite 6
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 57

Konturtasche MAHO CNC432/F700
11 KONTURTASCHEN-FRÄSZYKLUS
Allgemeines
Der Konturtaschen-Fräszyklus stellt die eigentliche Erweiterung der F700- Steuerungssoft-
ware dar. Mit diesem Zyklus können beliebige Taschen aus Linien und Kreisen ausgefräst
werden.
Die Steuerung bestimmt -je nach Form und Lage der Taschen und Inseln- einen oder meh-
rere Anfangspunkte für das Fräsen. Da eventuell diese Anfangspunkte vorgebohrt werden
müssen, kann dieser Vorgang vom Programmierer unter Aufruf eines gesondert dafür vor-
gesehenen Makros zur Verfügung gestellt werden. Anschließend werden die Makros für die
Abarbeitung berechnet, und erst, wenn alle Makros berechnet und gespeichert sind, beginnt
die Abarbeitung der Kontur.
Hinweise:
* Die Taschenkontur muß geschlossen sein.
* Deckt sich der Endpunkt der Beschreibung der Kontur nicht mit dem unter G203
programmierten Anfangspunkt, wird zwischen beiden Punkten eine lineare Bahn
angenommen.
* G63 und G64 können nur mit absoluten Koordinaten benutzt werden.
* Soll die Punktedefinition benutzt werden, so müssen die Punkte vor dem Aufruf
von G200 definiert sein.
* Die Nachbearbeitung einer Kontur erfolgt in der gleichen Richtung wie die
Beschreibung der Kontur.
* Der Aufbau eines Konturtaschenprogrammes muß -damit alle Arbeitsvorgänge
korrekt ablaufen können- einer festen Ordnung folgen:
Programm-Aufbau
%PM
N99901
N1 G17 ....
N2 ....
N..
N50 S... T... M6
N51 G54 M3
N52 G200 Makro generieren
N53 G81 Zyklus zum Vorbohren
N54 G22 N= Eintragen der Makronummer, unter der AP gesammelt werden
N55 G201 Anfang der Taschenkontur
N56 G203 Konturbeschreibung
N57 ...
N ...
N80 G204 Ende der Taschenkontur
N81 G205 Anfang einer Inselkontur (1)
N82 ...
N ...
N90 G206 Ende einer Inselkontur (1)
N91 G205 Anfang einer Inselkontur (2)
N92 ...
N ...
N100 G206 Ende einer Inselkontur (2)
N101 G202 Ende der Taschenkontur
N102 ...
N ... M30
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 58

Konturtasche MAHO CNC432/F700
Erläuterung der Funktionen
G200
Bei Auftauchen der Funktion G200 in einem Programm wird nach weiteren Taschenfunk-
tionen gesucht.
Die Funktion G200 ist der "Auslöser" eines Konturtaschen-Fräszyklus und muß allein in ei-
nem Satz stehen.
Wird nach G200 die Funktion G201 gefunden, so wird ein Taschenmakro für die auszuräu-
mende Tasche generiert. Dabei sind folgende Angaben erforderlich:
N Satznummer
G 201 Anfang einer Konturtasche
Y Bearbeitungszugabe
Z Taschentiefe (gesamt)
B Sicherheitsabstand
R Werkzeugradius
I Schnittbreite des Fräsers in %
J Gleichlauf/Gegenlauf
K Zustelltiefe
F Vorschub
N1= Makronummer
N2= Anfangspunkt Makro-Nummer
F2= Vorschub zum Zustellen
Bei der Bearbeitung des Werkstückes wird an der für diesen Satz berechneten Stelle (An-
fangspunkt) die Tasche ausgefräst.
Mit N1= wird die Makronummer festgelegt, in der die Kontur abgelegt wird.
Mit N2= wird die Makronummer festgelegt, aus der die berechneten Anfangspunkte für die
weitere Bearbeitung genommen werden sollen. Diese Nummer muß mit der unter G22 (nach
G81 Vorbohren) programmierten Makronummer identisch sein.
G203
Die eigentliche Beschreibung der auszuräumenden Kontur beginnt mit der G-Funktion G203.
Innerhalb des G203-Satzes wird der erste Punkt der Kontur programmiert. In den folgenden
Sätzen werden die weiteren Konturpunkte festgelegt.
Der Anfangspunkt der Konturtasche muß mit absoluten Werten, bezogen auf den Pro-
gramm-Nullpunkt, beginnen. Eine Angabe dieses Punktes über Polarkoordinaten ist auch
zulässig. Folgende Adressen sind erforderlich:
N Satznummer
G203 Anfang der Konturtasche
X Endpunktkoordinate in X
Y Endpunktkoordinate in Y
Z Endpunktkoordinate in Z
P Punktedefinitionsnummer
N1= Makronummer für Nacharbeitung; wenn nicht programmiert, wird kein Makro gene-
riert
B1= Winkel
B2= Polarwinkel
L2= Polarlänge
Andere Adressen sind in einem G203-Satz nicht zugelassen.
G204
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 59

Konturtasche MAHO CNC432/F700
Die Funktion G204 setzt das Ende der Konturtaschen-Beschreibung. Die Funktion muß allein
in einem Satz stehen.
G205 und G206
Mit den Funktionen G205 und G206 werden Inseln, die innerhalb der auszuräumenden Ta-
sche erhalten bleiben sollen, begrenzt.
G205 beschreibt den ersten Konturpunkt einer Insel. Für die Festlegung der Punkte gelten
dieselben Bedingungen wie bei der Funktion G203.
Einzige Zusatzbedingung: Es darf keine Werkzeugachse programmiert wer-
den. Bei der Berechnung wird von der Konturoberfläche ausgegangen. Wenn
die Insel hervorsteht, so kann dies im G201-Satz unter dem B-Wort eingetra-
gen werden.
Alle nach dem G205 folgenden Sätze beschreiben die Punkte der Inselkontur.
G206 schließt die Beschreibung ab und setzt damit das Ende für die Inselbeschreibung.
G206 steht allein in einem Satz.
G202
Die Funktion G202 beendet die Bearbeitung der gesamten Konturtasche.
Beispiel:
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 60

Fehlertexte MAHO CNC432/F700
12 FEHLERTEXTE CNC432
Die in diesem Kapitel aufgelisteten Fehler sind 'MAHO-getreue' -Fehlermeldungen, d. h., die
Texte sind der Steuerung bzw. den Steuerungsunterlagen entnommen worden.
Soweit die Fehler aus diesem Kapitel für die Software relevant sind, wurden die Texte auch
für die Software übernommen, die anderen Texte sind der Vollständigkeit halber hier mit
aufgenommen.
Tritt also in der Software ein Fehler auf, erscheint zunächst die Fehlernummer, nach Betäti-
gen der Taste 'Prog Mem' dann auch der gesamte Text. Diese Funktion ist eine Modifikation
der PC-Software.
'#'-Fehler: Systemfehler
#01 ( Systemprogrammfehler )
#02 ( Rechenfehler )
#03 ( Temperatur in der NC ist ber 55 Grad Celsius )
#05 ( Not-Aus Meldung von der Werkzeug- maschine )
#96 ( Softwarefehler:Division durch Null )
#97 ( Softwarefehler:overflow )
#98 ( Softwarefehler:unerwarteter Interrupt )
#99 ( Softwarefehler:debug )
'X'-Fehler: X-Achsen-Fehler
X01 ( Voralarm lineares Messystem )
X02 ( Alarm Messystemfehler )
X03 ( Stromversorgung des Messystems defekt )
X04 ( max. Schleppabstand überschritten )
X05 ( Software-Endschalter angefahren )
X05 ( Software-Endschalter bei Grafikfenster )
X06 ( Errechnete Geschwindigkeit der Achse zu groß durch Eilgang in MC )
X07 ( Stillstandüberwachung hat angesprochen )
X08 ( errechnete Geschwindigkeit der Achse zu groß, vorgegeben durch Vorschubge-
schwindigkeit in MC )
'Y'-Fehler: Y-Achsen-Fehler
Y01 ( Voralarm lineares Messystem )
Y02 ( Alarm Messystemfehler )
Y03 ( Stromversorgung des Messystems defekt )
Y04 ( max. Schleppabstand überschritten )
Y05 ( Software-Endschalter angefahren )
Y05 ( Software-Endschalter bei Grafikfenster )
Y06 ( Errechnete Geschwindigkeit der Achse zu groß, vorgegeben durch
Eilganggeschwindigkeit in MC )
Y07 ( Stillstandüberwachung hat angesprochen )
Y08 ( errechnete Geschwindigkeit der Achse zu groß, vorgegeben durch
Vorschubgeschwindigkeit in MC )
'Z'-Fehler: Z-Achsen-Fehler
Z01 ( Voralarm lineares Messystem )
Z02 ( Alarm Messystemfehler)
Z03 ( Stromversorgung des Messystems defekt )
Z04 ( max. Schleppabstand überschritten )
Z05 ( Software-Endschalter angefahren )
Z05 ( Software-Endschalter bei Grafikfenster)
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 61

Fehlertexte MAHO CNC432/F700
Z06 ( Errechnete Geschwindigkeit der Achse zu groß, vorgegeben durch
Eilganggeschwindigkeit in MC )
Z07 ( Stillstandüberwachung hat angesprochen )
Z08 ( errechnete Geschwindigkeit der Achse zu groß, vorgegeben durch Vorschubge-
schwindigkeit in MC )
'S'-Fehler: Spindelfehler
S01 ( Voralarm Messystem )
S02 ( Alarm Messystemfehler )
S03 ( Stromversorgung des Messystem defekt )
S04 ( max. Schleppabstand überschritten )
S05 ( in Position Fenster nicht erreicht M19)
'W'-Fehler: Handradfehler
W1 ( Voralarm Messystem )
W2 ( Alarm Messystem )
W3 ( Stromversorgung des Messystem defekt )
'P'-Fehler: Programmierfehler
P01 ( Ungültiges Wort in einem Block programmiert )
P02 ( erforderliche Adresse fehlt z.B. bei G04 X )
P03 ( ungültige G-Funktion )
P04 ( kein Vorschub programmiert )
P05 ( 4. Achse ist eine Rotationsachse und es wurde G2,G3 programmiert )
P06 ( Werkzeugachse gespiegelt -G73- ; ein Zyklus wurde aufgerufen -G79- )
P07 ( programmierte Parameter zu groß)
P08 ( G14,G29 Satznummern im Teileprogramm / Macro nicht vorhanden )
P09 ( G22 gesuchtes Macro-Programm nicht gefunden )
P10 ( G22 Macro-Programm ist mehr als 8x geschachtelt, G14 mehr als 3x
geschachtelt )
P11 ( G22 Rücksprung aus dem Macro nicht möglich, weil der Satz nach G22
gelöscht wurde )
P12 ( G14,G29 wurde in 'teach-in' programmiert )
P13 ( Kreisbewegung bei G43/G44 programmiert )
P14 ( G79 programmiert, aber kein Zyklus definiert )
P15 ( Zyklus mit G79 aufgerufen, aber kein M3, M4, M13 oder M14 programmiert )
P16 ( aufgerufene Punkte sind nicht definiert )
P17 ( programmierte Achse ist nicht vorhanden )
P18 ( Lesefehler im aktiven Programm - NC-Systemfehler )
P19 ( bei Aufruf von G43/G44 sind Ist-Positionen und programmierte Positionen
identisch )
P20 ( Werkzeugradius größer als programmierter Radius -G41, G42,G87, G88
und G89 )
P21 ( E-Parameter durch 0 dividiert )
P22 ( bei G14 Sprunganfang und Ende vertauscht; Satznummer überprüfen )
P23 ( bei G87, G88, G89 kein Werkzeugradius programmiert )
P24 ( I-Wert bei G87, G89 kleiner 1% bzw. größer 100% eingegeben )
P25 ( Bei M3, M4, M13, M14 kein S programmiert )
P26 ( Werte der Maschinenkonstanten außerhalb des zulässigen Bereichs )
P27 ( programmierte T-Nr. sind in NC nicht vorhanden oder wurden mit falschem
M aufgerufen - z.B. M6, T50 bei Magazin mit 24 Werkzeugen )
P28 ( aufgerufene E-Parameter sind nicht definiert )
P29 ( E-Parameter Rechenbereich zu groß )
P30 ( NC auf metrisch, es wurde ein Zoll-Programm eingelesen -G70/G71; NC auf
Zoll, es wurde ein metrisches Programm eingelesen - G70/G71 )
P31 ( programmierte Drehzahl außerhalb des Bereichs )
P32 ( Wiederholung J wurde 0, programmiert bei G14, G29, G77)
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 62

Fehlertexte MAHO CNC432/F700
P33 ( 4. Achse ist keine lineare Achse G20 aktiv )
P34 ( Programmierfehler im nächsten Satz bei G41,G42 und G11 )
P35 ( programmierter Endpunkt ist nicht auf dem Kreis )
P36 ( Kollision des Messtasters während Eilgang innerhalb des Messzyklus )
P37 ( Messziel wurde nicht gefunden )
P38 ( gemessene Differenzwerte sind größer als gegebene Toleranz in G49 )
P39 ( keine richtigen Differenzwerte oder Toleranz in G50 )
P40 ( Messzyklus programmiert, aber Messtaster über Konstante nicht aktiviert )
P41 ( G23: keine Programmnummer angegeben)
P42 ( G23: programmierter Satz nicht gefunden )
P43 ( G23: programmiertes Programm nicht gefunden )
P44 ( G23: Editieren muß für Aufruf beendet werden )
P45 ( G23: Editieren muß für Rücksprung beendet werden)
P47 ( M3/M4 programmiert während Messtaster aktiv )
P48 ( bei aktiver Rotation ist Funktion nicht gestattet )
P49 ( Warnung: Werkzeugradius >>progr. Radius - G41,G42, G87,G88, G89 )
P50 ( Geometrie-Programmierfehler )
P51 ( Gerade mit Punkt nicht gestattet )
P52 ( Gerade mit Winkel nicht gestattet )
P53 ( Gerade mit Winkel und Punkt nicht gestattet )
P54 ( Gerade mit Berührungspunkt nicht gestattet )
P55 ( Gerade mit Schnittpunkt nicht gestattet )
P56 ( Fase nicht gestattet )
P57 ( Kreis mit Endpunkt nicht gestattet )
P58 ( Kreis mit Mittelpunkt nicht gestattet )
P59 ( Kreis mit Berührungspunkt nicht gestattet )
P60 ( Kreis mit Schnittpunkt nicht gestattet )
P61 ( kein Schnittpunkt zweier Geraden )
P62/P63 ( kein Schnittpunkt Gerade-Kreis )
P64 ( kein Berührungspunkt Kreis-Gerade-Kreis )
P65 ( keine Rundung möglich Gerade-Kreis )
P66 ( keine Rundung möglich Kreis-Kreis )
P67 ( R-Rundung zu groß zwischen zwei schneidenden Kreisen)
P68 ( Berührungspunkt nicht möglich zwischen Gerade und schneidendem Kreis)
P69 ( R-Rundung zu groß zwischen Gerade und schneidendemKreis )
P70 ( Rundung nicht gestattet )
P71 ( undefinierter Satz )
P72 ( Satz nicht gestattet )
P73 ( Anfangspunkt der Gerade ist Kreismittelpunkt )
P74 ( K1= J1= oder R1= nicht gestattet )
P80 ( Fehler im ersten Geometriesatz )
P81 ( Fehler nach Gerade )
P82 ( Fehler nach Gerade-Fase )
P83 ( Fehler nach Gerade-Fase-Berührungsgerade )
P84 ( Fehler nach Gerade-Fase-Berührungsgerade-Rundung)
P85 ( Fehler nach Gerade-Rundung )
P86 ( Fehler nach Gerade-Rundung-Berührungsgerade )
P87 ( Fehler nach Gerade-Rundung-Berührungsgerade-Rundung)
P88 ( Fehler nach Gerade-Berührungsgerade)
P89 ( Fehler nach Gerade-Berührungsgerade-Rundung )
P90 ( Fehler nach Schnittgerade )
P91 ( Fehler nach Schnittgerade-Rundung )
P92 ( Fehler nach Berührungsgerade )
P93 ( Fehler nach Berührungsgerade-Rundung )
P94 ( Fehler nach Schnittkreis )
P95 ( Fehler nach Schnittkreis-Berührungsgerade )
P96 ( Fehler nach Schnittkreis-Berührungsgerade-Rundung)
P97 ( Fehler nach Schnittkreis-Rundung )
P98 ( Fehler nach Schnittkreis-Rundung-Berührungsgerade)
P99 ( Fehler nach Schnittkreis-Rundung-Berührungsgerade-Rundung )
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 63

Fehlertexte MAHO CNC432/F700
P100 ( Fehler nach Berührungskreis )
P101 ( Fehler nach Berührungskreis-Berührungsgerade)
P102 ( Fehler nach Berührungskreis-Berührungsgerade-Rundung)
P103 ( Fehler nach Berührungskreis-Rundung)
P104 ( Fehler nach Berührungskreis-Rundung-Berührungsgerade)
P105 ( Fehler nach Berührungskreis-Rundung-Berührungsgerade-Rundung)
P106 ( Fehler nach Kreis )
P107 ( Fehler nach Kreis-Rundung )
P108 ( Fehler nach Kreis-Rundung-Berührungsgerade )
P109 ( Fehler nach Kreis-Rundung-Berührungsgerade-Rundung)
P110 ( Schwesterwerkzeug im Teileprogramm )
'M'-Fehler: Speicher-Fehler
M01 ( Checksum Fehler MC-Speicher - RAM Speicher)
M02 ( Checksum Fehler Werkzeugspeicher- RAM Speicher )
M03 ( Checksum Fehler Hintergrundspeicher Maschinenkonstanten )
M21 ( Checksum Fehler EPROM 1 - 4 )
M22 ( Checksum Fehler EPROM 5 - 8 )
M23 ( Checksum Fehler EPROM 9 -12 )
M60 ( Checksum Fehler Werkstückprogramm und Makroprogrammspeicher)
'O'-Fehler: Bedienungsfehler
O01 ( Ändern eines Programms oder Macros während der Bearbeitung )
O02 ( keine Satznummer eingeben )
O03 ( gesuchte Satznummer nicht gefunden )
O04 ( Lesefehler- NC-Systemfehler )
O05 ( mehr als 80 Zeichen in einem Satz programmiert )
O06 ( Satznummer bereits belegt )
O07 ( Vorwarnung: Programmspeicher voll )
O08 ( Programmspeicher voll )
O09 ( ungültige N, T, E oder P Nr programmiert - Bereich überschritten )
O10 ( Programmnummer bereits belegt )
O11 ( Programmnummer nicht gesucht )
O12 ( keine Programmnummer eingegeben - N9000 - N9999999 )
O14 ( bei G41/G42 Lesefehler in nächsten Satz - NC-Systemfehler)
O15 ( bei Playback vier Achsen in einem Satz abgespeichert)
O17 ( bei Satzsuchlauf in Teach in/Playback wurde M30 gefunden)
O18 ( Speichergröße in MC2 zu klein eingegeben )
O19 ( nach =Zeichen falsche Adresse oder Daten -z.B. E1=N-eingegeben )
O20 ( ungültige G-Funktion in Playback programmiert )
O21 ( umschalten auf Teach in, wenn ein Satz mit G11 aktiv ist, oder
mehrere Punkte in einem Satz abgearbeitet werden )
O22 ( mehrere gleiche Platznummern im Werkzeugspeicher )
O23 ( MC-Konstanten außerhalb des zulässigen Bereichs)
O24 ( M3/M4 programmiert während Messtaster aktiv ist,bzw. Messta-
sterkollision außerhalb des Messzyklus )
O25 ( Die Anzahl der Aufrufnummern ist größer als in MC43 eingegeben )
O26 ( gleiche Aufrufnummer ist bereits im PE-Speicher )
O27 ( Werkzeug ist bereits ein Schwesterwerkzeug )
O28 ( die Aufrufnummer ist nicht im PE-Speicher )
O29 ( keine Aufrufnummer zugeordnet )
O49 ( Programm wurde über Softkey-lock gesperrt )
050 ( Speicherbereich ist in Benutzung )
O51 ( Anzahl der Programme ist größer als in MC85 eingegeben)
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 64

Fehlertexte MAHO CNC432/F700
'D'-Fehler: Daten Ein- und Auslesefehler
D01 ( Einlesen von Werkzeugkorrekturen oder Maschinenkonstanten bei
Abarbeiten eines Programms )
D02 ( keine Satznummer eingelesen )
D03 ( Programmnummer die ausgelesen werden soll, nicht gefunden)
D04 ( Lesefehler -NC-Systemfehler )
D05 ( Satz enthält mehr als 80 Zeichen )
D06 ( Satznummer bereits belegt )
D10 ( Programmnummer bereits belegt )
D11 ( Programmnummer nicht gesucht bei Auslesen )
D12 ( keine Programmnummer programmiert - N9000 bis N9999999)
D13 ( ungültige RAM-Speichergröße eingegeben )
D14 ( bei G41/G42 Lesefehler im nächsten Satz - NC-Systemfehler)
D18 ( Speichergröße in MC2 zu klein eingegeben )
D19 ( nach = Zeichen falsche Adresse oder Daten - z.B. E1=N)
D25 ( die Anzahl der Aufrufnummern ist größer als in MC43 eingegeben )
D26 ( die gleiche Aufrufnummer ist bereits im PE-Speicher)
D27 ( Werkzeug ist bereits ein Schwesterwerkzeug )
D28 ( Die Aufrufnummer ist nicht im PE-Speicher )
D30 ( Adresse bereits vorhanden )
D31 ( ungültiges Zeichen )
D32 ( Paritätsfehler )
D33 ( Wortlängenfehler )
D34 ( Ein- bzw.Auslesen wurde unterbrochen )
D35 ( Programmnummer kleine N9000 programmiert )
D36 ( Speicheranwahl beim Programmein lesen fehlt - z.B %PM - oder ist falsch )
D37 ( nach einem Wort ist ein ungültiges Zeichen programmiert-z.B. N9001 %PM )
D38 ( Adresse ohne Daten )
D39 ( Satznummer, T-Nummer oder Maschinenkonstantennummer nicht am
Satzanfang geschrieben )
D40 ( Reihenfolge der programmierten Zeichen ungültig -z.B. X123=Y345 )
D41 ( Ein-Auslesegerät nicht bereit )
D42 ( Baudratenfehler )
D43 ( ungültiger Speicher angewählt - z.B. %QM )
D44 ( eingelesene Adresse wird an der Maschine nicht verwendet -z.B. N100 Q20)
D45 ( Minus-Zeichen bei einer Adresse programmiert, in der kein Minus- Zeichen
stehen darf )
D46 ( in einer Adresse mehrere =Zeichen - z.B. E1=E2=E3= )
D47 ( Programmnummer die eingelesen werden soll nicht gefunden)
D48 ( NC auf metrisch, es wurde ein Zollprogramm eingelesen-G70/G71 )
D49 ( Speichersperre während DATA I/O )
D50 ( Speicherbereich in Bearbeitung während DATA I/O )
D51 ( Anzahl der Programme ist größer als in NC85 eingegeben)
D80 ( DNC nicht synchronisiert )
D81 ( Verbindung unterbrochen )
D82 ( Zeichenaufbau nicht richtig bzw. Daten werden zerstört,falsche Baudrate)
D83 ( falsche Parität )
D84 ( Ende Wartezeit )
D85 ( Blockprüfzeichen ist falsch )
D86 ( DNC-Rechner kann angefordertes Programm nicht senden)
'I'-Fehler: Schnittstellenfehler
I00 ( Schnittstellenfehler )
I01 ( Schnittstelle nicht an Spannung )
I10 ( Werkzeugbruch wurde erkannt )
I11 ( Warnung: Werkzeugstandzeit wurde überschritten )
I12 ( Werkzeugstandzeit wurde überschritten )
I13 ( Warnung: 1.Schwellwert wurde überschritten - Schnittleistungsüberwachung )
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 65

Fehlertexte MAHO CNC432/F700
I14 ( Werkzeugwechsel eines Werkzeuges, dessen 1.Schwellwert überschritten
wurde - Schnittleistungsüberwachung )
I15 ( 2. Schwellwert wurde überschritten-Schnittleistungsüberwachung )
I16 ( <154>bernahmesignal für Messwert des Werkzeugs fehlt)
I17 ( der Werkzeugmesswert ist Null )
I18 ( maximaler Messwert überschritten )
I19 ( 2. Messwert größer als 1. Messwert )
I20 ( Es ist schon eine Aufrufnummer zu diesem Freigabesignal
angeboten, bzw. es wurde zuerst die zweite Aufrufnummer und
dann die erste Nummer angeboten )
I21 ( Start eines externen Programms ohne Aufrufnummer )
I22 ( Extern aufgerufenes Programm wird gerade geändert)
I23 ( Der Aufrufnummer ist keine Programmnummer zugeordnet )
I24 ( Der Aufrufnummer ist eine Programmnummer zugeordnet, die nicht im Programmspei-
cher ist )
I27 ( Endschalter Greifer offen / Greifer geschlossen beide 0-Signal )
I28 ( Anzahl der Paletten stimmt nicht mit dem Wert in MC41 überein )
I29 ( Rückmeldung Palettenwechsel ausgeführt fehlt )
I30 ( Endschalter orientierter Spindelstop Ein/Aus beide I-Signal)
I31 ( Endschalter Werkzeuggreifer auf/zu beide I-Signal )
I32 ( Endschalter Werkzeugwechsler vorne/hinten beide I-Signal)
I33 ( Endschalter Werkzeugwechsler links/rechts beide I-Signal)
I34 ( Werkzeugspanner gelöst )
I35 ( Eingang Spindel und Vorschub Halt 0-Signal )
I36 ( Kabinenfenster nicht zu - außerhalb M60 )
I37 ( Endschalter Kabinenfenster offen/geschlossen beide I-Signal)
I38 ( Programmstart und keine Palette auf dem Tisch )
I39 ( Endschalter Palettenklemmung geklemmt/gelöst, beide I-Signal )
I40 ( Endschalter Palettenwechsler innen/außen, beide I-Signal)
I41 ( Palettenwechsler nicht außen, außerhalb M60 )
I42 ( NC-Start, obwohl Schwenkfräszyklus nicht beendet ist )
I43 ( Endschalter Schwenkfräskopf Getriebestellung waagrecht/senkrecht beide
I-Signal )
I44 ( Endschalter Schwenkfräskopf Indexierung auf/zu beide I-Signal )
I45 ( keine Einlesefreigabe von IPC oder intern von NC )
I46 ( Endschalter Wechselarm rechts 0-Signal )
I47 ( Endschalter Wechselarm links 0-Signal )
I48 ( Endschalter Wechselarm vorne 0-Signal )
I49 ( Endschalter Werkzeuggreifer offen 0-Signal )
I50 ( Zählimpulsfehler des Werkzeugmagazins )
I51 ( Werkzeugmagazin nicht in Position oder Magazin nicht synchronisiert oder
beide Zählimpulse werden nicht I-Signal )
I52 ( Wechselarm nicht in linker oder rechter Position )
I53 ( Werkzeuggreifer geschlossen während T-Suchlauf )
I54 ( Werkzeuggreifer geschlossen außerhalb von M06 )
I55 ( Werkzeugwechsler nicht hinten außerhalb von M06 )
I56 ( Werkzeugwechselarm nicht hinten bei M06 innerhalb 6 sec.)
I57 ( Synchronisationsfehler Werkzeugmagazin )
I58 ( ungültiger Werkzeugplatz im Speicher )
I59 ( Endschalter Werkzeugspanner gespannt I-Signal )
I60 ( ungültige Drehzahl programmiert bei 18stufigem Getriebe )
I61 ( falsche Drehzahlreihe in Konstante angewählt-bei 18stufigem Getriebe )
I62 ( Getriebestufe nicht in definierter Position )
I63 ( Endschalter orientierter Spindelhalt Ein-Fehler )
I64 ( Endschalter orientierter Spindelhalt Aus-Fehler )
I65 ( Spindel-Halt währen Vorschub n-Ist= n-soll 0-Signal.Frässpindel hat
programmierte Drehzahl nicht erreicht. Eingang n hat I-Signal -IPCI St 16 )
I66 ( beim Infrarot-Messtaster ist die Messtrecke unterbrochen)
I67 ( MC 200=0 oder 3 während automatischen Werkzeugwechsels)
I68 ( Rückmeldung n ist=n soll fehlt )
Seite 6
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 66

Fehlertexte MAHO CNC432/F700
I69 ( Palettenwechsel mit M61/M62 und Endschalter Palette in linker/rechter
Position I-Signal,bzw.Palettenwechsel mit M60 und Endschalter Palette in
linker und rechter Position,I-Signal während Palette geladen )
I70 ( Palettenwechsler nicht freigegeben )
I71 ( Endschalter Palette in linker oder rechter Position beide Fehler )
I72 ( Palettenwechsler, Fenster offen/geschlossen Fehler )
I73 ( Palettenwechsler,nicht außen )
I74 ( Palettenwechsler,nicht innen )
I75 ( Palettenwechsler,Klemmungsfehler )
I76 ( Palettenklemmung nicht gelöst )
I77 ( Palettenklemmung nicht geklemmt )
I78 ( Endschalter Palette linke Pos. Fehler )
I79 ( Endschalter Palette rechte Pos. Fehler )
I80 ( Fräskopf Getriebestellung nicht senkrecht oder waagerecht)
I81 ( Fräskopf steht nicht waagerecht )
I82 ( Fräskopf steht nicht senkrecht )
I83 ( Fräskopfindexierung nicht offen )
I84 ( Fräskopfindexierung nicht zu )
I85 ( Fräskopfklemmung nicht gelöst )
I86 ( Fräskopfklemmung nicht geklemmt )
I87 ( keine Rückmeldung Spindel steht )
I88 ( Pinole nicht in Endlage )
I89 ( X oder Z-Achse nicht in Wechselposition )
I90 ( Gegenhalter oder Mehrfachfräskopf montiert )
I91 ( Werkzeugspanner nicht gelöst )
I92 ( Vorgelegte Drehzahlschaltung auf Mittelstellung )
I93 ( Schwenkfräskopf Schwenkzyklus nicht waagerecht )
I94 ( Fräskopf Getriebestellung nicht waagerecht )
I95 ( Fräskopf Getriebestellung nicht senkrecht )
I96 ( Endschalter Fräskopf senkrecht und waagerecht bei 0-Signal )
I100 ( Rückmeldung Zentralschmierung Druckschalter nicht 0-Signal
I101 ( Rückmeldung Zentralschmierung Druckschalter für 1.Achse nicht I-Signal)
I102 ( Rückmeldung Zentralschmierung Druckschalter für 2.Achse nicht I-Signal)
I103 ( Rückmeldung Zentralschmierung Druckschalter für 3.Achse nicht I-Signal)
I104 ( Rückmeldung Zentralschmierung Druckschalter für 4.Achse nicht I-Signal)
I105 ( Rückmeldung Zentralschmierung Druckschalter für 5.Achse nicht I-Signal)
I106 ( Rückmeldung Zentralschmierung Druckschalter für 6.Achse nicht I-Signal)
I107 ( Werkzeugmagazin nicht freigegeben - Kelchwechsler )
I108 ( Werkzeugwechsel nicht freigegeben - Kelchwechsler )
I109 ( M-Funktionen nicht freigegeben - Kelchwechsler )
I110 ( Werkzeugspanner lösen nicht freigegeben - Kelchwechsler )
I111 ( Werkzeugspanner spannen nicht freigegeben - Kelchwechsler )
I112 ( keine Rückmeldung M6 - Kelchwechsler )
I113 ( Klinke nicht offen linke Palette )
I114 ( Klinke nicht geschlossen linke Palette )
I115 ( Klinke nicht offen rechte Palette )
I116 ( Klinke nicht geschlossen rechte Palette )
'G'-Fehler/ 'F'-Fehler: Grafikfehler
G1 ( Programmierfehler Fenster )
G2 ( Programmierfehler Rohteil )
G20 ( Kommunikationsfehler )
F786 F9701 ( G78: Punktespeicher defekt / zu klein)
F1401 ( G14: Satznummer nicht gefunden )
F1402 ( G14: N1= Satznummer nicht programmiert)
F1656 ( gespeicherter Nullpunkt nicht gefunden)
F1657 ( falsche Angabe bei gespeicherter Nullpunktverschiebung)
F1701 ( Verschachtelung zu groß)
F1102 ( Speicher nicht gefunden )
Seite 7
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 67

Fehlertexte MAHO CNC432/F700
F102 ( Satz nicht löschbar )
F1991 ( E-Nummer nicht bekannt)
F1993 ( Parameterprogrammierung fehlerhaft )
F1994 ( Parameterprogrammierung fehlerhaft z.B. Q...=... )
F111 ( Satz kann nicht eingefügt werden)
F552 ( Kein Suchbegriff eingegeben )
F874 ( Doppelte Satznummer )
F1300 ( Fehler in G11)
F1301 F1308 F1302 F1307 ( Fehler in G11,Fase/Radius)
F1309 ( Fehler in G11:Fase, aber kein G1)
F2203 ( G22: Systemfehler, Makro )
F2204 ( G22: N=.. falscher/fehlender Wert )
F2303 ( G22: Systemfehler, bitte notieren )
F2304 ( G22: N=.. falscher/fehlender Wert )
F2400 ( Konstanten-Speicher falsch )
F1070 ( Konstanten-Speicher: nur 70/71 zugelassen )
F2401 ( E-Parameter nicht gefunden )
F2402 ( E-Parameterwert falsch )
F2404 ( E-Parameter : Division durch Null)
F2410 ( Senden: Programm nicht gefunden )
F2411 ( Empfangen: Programm kann nicht gespeichert werden )
F2015 ( B5= Winkel muß positiv sein )
F8701 F8702 ( Fehler in G87)
F8801 F8802 ( Fehler in G88)
F4000 ( modale G-Funktion falsch )
F4002 ( modale G-Funktion falsch )
F5000 ( Kein aktives Programm)
F5081 F5082 ( G-Funktion unbekannt )
F2090 F3090 F2001 ( Fehler Kreisprogrammierung )
F2041 F2042 F2100 ( Fehler Schnittpunktberechnung bei G2/G3 unter G41/G42 )
F5004 ( zuviele nicht ausführbare Sätze hintereinander)
F6000 ( Werkzeugnummer nicht definiert)
F6001 ( Werkzeugradius nicht definiert)
F6401 ( gemischte Vermaßung: Winkel falsch )
F6402 ( gemischte Vermaßung: Winkel falsch )
F6405 ( Radius und Endpunkt )
F6406 ( Fase und Zielpunkt )
F6407 ( Kein Schnittpunkt, parallele Geraden )
F6414 ( Kein Tangentenpunkt: Kreis - Kreis )
F6480 ( Kein Schnittpunkt: Kreis - Gerade )
F6482 ( Kein Tangentenpunkt: Gerade - Kreis )
F6481 ( Kein Tangentenpunkt: Kreis - Gerade )
F6420 ( J1= : Kein Schnittpunkt: Kreis - Gerade )
F6421 ( J1= : Kein Schnittpunkt: Gerade - Kreis)
F6422 ( J1= : Kein Schnittpunkt: Kreis - Kreis)
F6423 ( J1= : Kein Schnittpunkt: Gerade - Gerade )
F6424 ( J1= : Kreisberechnung )
F6410 ( K1= : Eckenrunden: Radius nicht definiert )
F6425 ( K1= : Kreispunkt nicht bestimmbar )
F6426 ( K1=.0: Kein Schnittpunkt: Kreis - Kreis)
F6427 ( K1=.0: Kein Schnittpunkt: Kreis - Gerade )
F6428 ( K1=.3: Kein Schnittpunkt: Kreis - Kreis )
F6430 ( Eckenrunden Kreis-Gerade: Kein Radius )
F6431 ( Eckenrunden Kreis-Gerade: Kein Schnittpunkt/Kreis )
F6432 ( Eckenrunden Kreis-Gerade: Kein Schnittpunkt/Gerade)
F6433 ( Eckenrunden : Radius zu groß )
F6434 ( K1= unzulässig )
F6440 ( Eckenrunden Kreis-Kreis : Kein Radius )
F6441 ( Eckenrunden Kreis-Kreis : Kein Schnittpunkt )
F6450 ( Eckenrunden Gerade-Kreis: Kein Radius )
Seite 8
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 68

Fehlertexte MAHO CNC432/F700
F6451 ( Eckenrunden Gerade-Kreis: Kein Schnittpunkt )
F6452 ( Eckenrunden Gerade-Kreis: Kein Kreisanfang )
F6453 ( Division durch Null bei Eckenrunden )
F6750 ( Fehler in Pfad-Angabe, Directory nicht gefunden )
F6751 ( Fehler in Pfad-Angabe, Directory nicht gefunden )
F6752 ( Fehler in Pfad-Angabe, Directory nicht gefunden )
F9910 ( Programm nicht gefunden )
F4124 ( Programmende vorzeitig erreicht, kein M30 oder M00)
F2204 ( G22: N=.. falscher/fehlender Wert )
Seite 9
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 69

G-Funktionen/Konstanten MAHO CNC432/F700
13 G-FUNKTIONEN /KONSTANTEN
G-FUNKTIONEN
Kurzübersicht über die vorhandenen G-Funktionen, sortiert nach den Menüs der Steuerung.
Elementare Bewegungen
G00 Eilgang
G01 Geraden-Interpolation
G02 Kreisinterpolation (Uhrzeigersinn)
G03 Kreisinterpolation (Gegenuhrzeigersinn)
G27 Vorschubbewegung mit Verschleifen
G28 Vorschubbewegung mit Genauhalt
G74 Anfahren einer absoluten Position
Geometrie
G11 Polar, Eckenrundung, Fasenübergang
G63 Keine Geometrieberechnungen
G64 Geometrieberechnungen wirksam
Koordinatensystem, Ebenenauswahl
G17 Ebenenanwahl XY / Werkzeug Z
G18 Ebenenanwahl ZX / Werkzeug Y
G19 Ebenenanwahl YZ / Werkzeug X
G180 Grundkoordinatensystem
G182 Zylindermantel-Koordinatensystem
Nullpunktverschiebung, Dimension
G51 Löschen von reset-axis-Verschiebung
G52 Verschiebungswert von reset-axis
G53 Keine gespeicherte NP-Verschiebung
G54 - G59 Gespeicherte NP-Verschiebung
G92 Inkrementale NP-Verschiebung
G93 Absolute NP-Verschiebung
G70 Programmieren in Zoll
G71 Programmieren in metrischen Maßen
G72 keine Spiegelbildbearbeitung
G73 Spiegelbildbearbeitung
Programmablauf
G04 Verweilzeit
G14 Sprungbefehl und Wiederholfunktion
G22 Unterprogramm-Aufruf
G23 Programm-Aufruf
G29 Bedingter Sprungbefehl (if E/K 0)
G78 Punktdefinition
Vorschub
G25 Vorschub-override aktivieren
G26 Vorschub 100 %
G94 Vorschub in mm. (mm/min.)
G95 Vorschub in mm. (Zoll/U)
Seite 1
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 70

G-Funktionen/Konstanten MAHO CNC432/F700
Werkzeugkorrektur
G40 Keine Radiuskorrektur
G41 Radiuskorrektur links
G42 Radiuskorrektur rechts
G43 Radiuskorrektur bis ..
G44 Radiuskorrektur vorbei ...
G141 3D-Werkzeugkorrektur
Zyklen
G77 Lochkreisdefinition
G79 Zyklusaufruf
G81 Bohrzyklus
G83 Tiefloch-Bohrzyklus
G84 Gewinde-Bohrzyklus
G85 Reibzyklus
G86 Ausdrehzyklus
G87 Taschenfräszyklus
G88 Nutenfräszyklus
G89 Kreistaschenfräszyklus
G45 Zyklus: Messen eines Punktes
G46 Zyklus: Messen eines Vollkreises
G49 Prüfen der Toleranzwerte
G50 Verrechnung der Messwerte
Grafik
G98 Fensterbeschreibung für Grafik
G99 Rohteilbeschreibung für Grafik
Bezugs-Systeme
G90 Bezugsmaß-Programmierung
G91 Kettenmaß-Programmierung
Taschenkontur-Fräszyklus
G200 Berechnen der Bahnen und Makros generieren
G201 Anfang einer Konturtasche
G202 Abschlieen der gesamten Konturtasche
G203 Anfang der Taschenkontur
G204 Ende der Taschenkontur
G205 Anfang einer Inselkontur
G206 Ende einer Inselkontur
G207 Verschieben einer Inselkontur
G208 Kontur als Viereck
KONSTANTEN
Ausgewertete Konstanten
Dieser Abschnitt des Kapitel zeigt in der Übersicht die Konstanten, die in der Software aus-
gewertet werden.
N5 SPRACHE (0=D,1=ENG,2=F,3=NL,4=ITA)
N11 EBENEN-AUSWAHL (0=G17,1=G18,2=G19)
N27 ANZAHL DER WERKZEUGE (0-255)
N28 ANZAHL DER WZ-MAGAZINPLAETZE (0-255)
N37 AUSWAHL WERKZEUGSPEICHER (0=3,1-3=9ST)
N44 BEDINGTER SPRUNG (0=IMMER,1=BED.VON E.)
N82 ANZAHL DER PUNKTEDEFINITIONEN (0-255)
Seite 2
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 71

G-Funktionen/Konstanten MAHO CNC432/F700
N83 ANZAHL DER E-PARAMETER (0-255)
N84 PROGRAMMVERZEICHNIS (0=MIT TEXT,1=INFO)
N86 SOFTKEY PROGRAMMSPERRE (0=AUS,1=EIN)
N235 SOFTWARE-ENDSCHALTER POSITIV(INK.ZU RP)
N236 SOFTWARE-ENDSCHALTER NEGATIV(INK.ZU RP)
N285 SOFTWARE-ENDSCHALTER POSITIV(INK.ZU RP)
N286 SOFTWARE-ENDSCHALTER NEGATIV(INK.ZU RP)
N335 SOFTWARE-ENDSCHALTER POSITIV(INK.ZU RP)
N336 SOFTWARE-ENDSCHALTER NEGATIV(INK.ZU RP)
N385 SOFTWARE-ENDSCHALTER POSITIV(INK.ZU RP)
N386 SOFTWARE-ENDSCHALTER NEGATIV(INK.ZU RP)
N707 EINSCHALTSTELLUNG (70=ZOLL,71=METR.)
N711 RUNDUNGSWINKEL BEI G41,G42 (0-180GRAD)
N712 KREISENDPUNKTFENSTER BEI XYZ (INK.)
N714 MASSTABAEND.(0+2=FAKTOR,1+3=%,2+3=3D)
N745 VORSCHUBOVERRIDE MAX.(100-150%)
N746 VORSCHUBOVERRIDE MIN.(0-50%)
N770 DIO/DNC SCHNITTSTELLENWAHL (0-3)
N771 DATENCODE (0=ASCII,1=ISO,2=EIA)
N772 DIO AUTOM.CODEERKENNUNG (0=AUS,1=EIN)
N773 DIO PROZEDUR (0=RTS,1=XON-7D,2=XON-3D)
N774 DIO VORSPANN/NACHSPANN (0-120)
N775 RS232C (X1) ANZAHL STOPBITS (1 ODER 2)
N776 RS232C (X1) BAUDRATE (110-9600)
N799 SATZNUMMER <<=9000 ERLAUBT (0=EIN,1=AUS)
Konstantenliste
Der Vollständigkeit halber haben wir im folgenden die Liste der weiteren Konstanten mit
aufgenommen:
N0 ANZAHL DER E/A PLATINEN (0=1,1=2,2=3)
N1 ANZAHL DER MESS-SYSTEMEINGAENGE (0-8)
N2 RAM-SPEICHERKAPAZITAET (1-2304 KB)
N4 FERNBEDIENUNG (0=AUS,1-5=EIN)
N9 GRAFIK PLATINE (0=NEIN,1=2EB.,2=8EB.)
N10 ANZAHL DER ACHSEN (3-6)
N13 KOORD.SYSTEM-AUSWAHL (0=G180,2=G182)
N14 MESS-SYSTEM AUFLOESUNG(70=INCH,71=METR)
N16 SCHNITTSTELLENAUSWAHL (1-11)
N18 WERKZEUGWECHSEL (0=MANUEL,1-6=AUTOM.)
N19 AUSGABE SOFTW.ENDSCHALTER (0=AUS,1=EIN)
N20 INPOS VERZOEG.WZ-MAGAZIN (0-100*15MS)
N29 WZ-STANDZEITUEBERWACHUNG(0=AUS,1-2=EIN)
N30 WERKZEUGSPANNER FUNKTION(0=AUS,1-2=EIN)
N31 SCHNITTLEISTUNGSUEBERW.(0=AUS,1-2=EIN)
N32 WZ-BRUCHUEBERWACHUNG (0=AUS,1-2=EIN)
N33 WERKZEUGBRUCHTOLERANZ (0-999INK.)
N34 WERKZEUGRUESTPOSITION (0-255)
N38 MIN.ABSTAND FUER WZ-VORWAHL (1-255)
N39 VERZOEG.DIN-PALETTE LOESEN(0-255*100MS)
N40 PALETTENWECHSLER (0=AUS,1-8=EIN)
N41 ANZAHL DER PALETTEN (0-2)
N42 EXTERNER PROGRAMMAUFRUF (0=AUS,1-2=EIN)
N43 ANZAHL EXTERNER PROGRAMMAUFRUFE (0-255)
N45 VERZOEGERUNG WZ-GREIFER (0-255*100MS)
N46 ABLAUF ABDECKWERKZEUG (0=AUS,1=EIN)
N47 VERZOEG.NACH WZ-GREIFER ZU (0-255*10MS)
N48 WZ-SPANNERTYP (0=1 E/A,1=2-4 E/A)
N49 SENKRECHT WZ-WECHSLER ABLAUF (0-1)
N50 SCHWENKFRAESKOPF (0=AUS,1-6=EIN)
Seite 3
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 72

G-Funktionen/Konstanten MAHO CNC432/F700
N51 ANALOGSPINDELANTRIEB(0=AUS,1=4ST,2=2ST)
N61 AUSGABE M-FUNKTIONEN (0=AUS,1=BCD,4-5)
N63 AUSGABE T-ADRESSE BCD (0=AUS,1-3=EIN)
N65 AUSGABE H-ADRESSE BCD (0=AUS,1-3=EIN)
N67 AKTIVIERUNG M17/M18 (0=AUS,1=EIN)
N80 AUSWAHL DEMO-BETRIEB (0=AUS,1=EIN)
N81 ANZEIGEART(0=NORMAL,1=SCHLEPPABST.,2-5)
N85 MAX.ANZAHL PROGRAMME+MAKROS (16-1000)
N87 TEMP.KOMP.SPEICHERSPERRE (0=AUS,1=EIN)
N88 MASCH.KOMP.(0=AUS,1=LIN,2=ZYK,3=L+Z)
N 93 BTR-MAKRO-GROESSE (4-2304 KBYTES)
N100 1.ACHSE LAGEREGELKREIS (0=AUS,1-3=EIN)
N103 1.ACHSBEZEICHNUNG ASCII-CODE(65=A-90=Z)
N105 2.ACHSE LAGEREGELKREIS (0=AUS,1-3=EIN)
N108 2.ACHSBEZEICHNUNG ASCII-CODE(65=A-90=Z)
N110 3.ACHSE LAGEREGELKREIS (0=AUS,1-3=EIN)
N113 3.ACHSBEZEICHNUNG ASCII-CODE(65=A-90=Z)
N115 4.ACHSE LAGEREGELKREIS (0=AUS,1-3=EIN)
N117 4.ACHSE ZUORDNUNG(1-3=LIN.XYZ,4-6=ROT.)
N118 4.ACHSBEZEICHNUNG ASCII-CODE(65=A-90=Z)
N120 5.ACHSE LAGEREGELKREIS (0=AUS,1-3=EIN)
N122 5.ACHSE ZUORDNUNG(1-3=LIN.XYZ,4-6=ROT.)
N123 5.ACHSBEZEICHNUNG ASCII-CODE(65=A-90=Z)
N125 6.ACHSE LAGEREGELKREIS (0=AUS,1-3=EIN)
N127 6.ACHSE ZUORDNUNG(1-3=LIN.XYZ,4-6=ROT.)
N128 6.ACHSBEZEICHNUNG ASCII-CODE(65=A-90=Z)
N200 AUSWAHL MESS-SYSTEMEINGANG (0-8)
N202 ZAEHLRICHTUNG MESS-SYSTEM (-1,1)
N203 MULTIPL.FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N204 UMSCHALTEN SOLL-WERT (-1,1=NORMAL)
N205 EILGANG (1-320000*INK/MIN)
N206 TIPPB.VORSCHUB (0-320000*100INK/MIN)
N208 RPF-TIPPB.VORSCHUB(0-320000*100INK/MIN)
N209 RPF-FAHRT IN SW-FENSTER (0-999999999)
N210 DYN.SCHLEPPF.UEBERWACHUNG (0=AUS-32000)
N211 DYN.SCHLEPPF.GRENZWERT BEI G0 (0-100%)
N212 DYN.SCHLEPPF.GRENZWERT BEI G1 (0-100%)
N213 GRENZWERTABNAHMEFAKTOR (0-8)
N215 SCHLEPPABSTAND 1 (128-32000INK.)
N216 KNICKPUNKT (0-32000INK.)
N217 SCHLEPPABSTAND 2 (128-32000INK.)
N218 RAMPENF.BETRIEB(0=AUS,1-2=G0,3-4=G0+G1)
N219 RAMPENF.ZEITKONSTANTE (0,15-3840MS)
N220 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N221 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N222 IN POSITIONSFENSTER (0-32000INK.)
N223 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N224 SPIELAUSGLEICH (0-32000INK.)
N225 UEBERFAHRAUSGLEICH (0-32000INK.)
N226 ANZAHL BASISPUNKTE LINEARKOMP.(0-25)
N227 ANZAHL BASISPUNKTE ZYK.KOMP.(0-25)
N230 RPF-ANFAHRRICHTUNG (-1=NEG,1=POS)
N231 RPF-VORSCHUB (0-320000*100INK/MIN)
N232 RPF-SCHLEICHGANG (0-320000*INK/MIN)
N233 RPF-VERSCHIEBUNG (INK.ZWISCHEN MNP-RP)
N234 RPF-INGEBIETSSCHALTER (0=AUS,1=EIN)
N237 WZ-WECHSELPOSITION 1 (INK.ZU MNP)
N238 WECHSELPOSITION 2 (INK.ZU MNP)
N239 WECHSELPOSITION 3 (INK.ZU MNP)
N240 FEST-MESSTASTERPOSITION X (INK.ZU MNP)
Seite 4
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 73

G-Funktionen/Konstanten MAHO CNC432/F700
N242 KALIBRIERRINGPOSITION X (INK.ZU MNP)
N243 PERIODENANFANG ZYK.KOMP.(-999999999-0)
N244 PERIODENENDE ZYK.KOMP.(0 - 999999999)
N250 AUSWAHL MESS-SYSTEMEINGANG (0-8)
N252 ZAEHLRICHTUNG MESS-SYSTEM (-1,1)
N253 MULTIPL.FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N254 UMSCHALTEN SOLL-WERT (-1,1=NORMAL)
N255 EILGANG (1-320000*INK/MIN)
N256 TIPPB.VORSCHUB (0-320000*100INK/MIN)
N258 RPF-TIPPB.VORSCHUB(0-320000*100INK/MIN)
N259 RPF-FAHRT IN SW-FENSTER (0-999999999)
N239 WECHSELPOSITION 3 (INK.ZU MNP)
N240 FEST-MESSTASTERPOSITION X (INK.ZU MNP)
N242 KALIBRIERRINGPOSITION X (INK.ZU MNP)
N243 PERIODENANFANG ZYK.KOMP.(-999999999-0)
N244 PERIODENENDE ZYK.KOMP.(0 - 999999999)
N250 AUSWAHL MESS-SYSTEMEINGANG (0-8)
N252 ZAEHLRICHTUNG MESS-SYSTEM (-1,1)
N253 MULTIPL.FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N254 UMSCHALTEN SOLL-WERT (-1,1=NORMAL)
N255 EILGANG (1-320000*INK/MIN)
N256 TIPPB.VORSCHUB (0-320000*100INK/MIN)
N258 RPF-TIPPB.VORSCHUB(0-320000*100INK/MIN)
N259 RPF-FAHRT IN SW-FENSTER (0-999999999)
N260 DYN.SCHLEPPF.UEBERWACHUNG (0=AUS-32000)
N261 DYN.SCHLEPPF.GRENZWERT BEI G0 (0-100%)
N262 DYN.SCHLEPPF.GRENZWERT BEI G1 (0-100%)
N263 GRENZWERTABNAHMEFAKTOR (0-8)
N265 SCHLEPPABSTAND 1 (128-32000INK.)
N266 KNICKPUNKT (0-32000INK.)
N267 SCHLEPPABSTAND 2 (128-32000INK.)
N268 RAMPENF.BETRIEB(0=AUS,1-2=G0,3-4=G0+G1)
N269 RAMPENF.ZEITKONSTANTE (0,15-3840MS)
N270 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N271 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N272 IN POSITIONSFENSTER (0-32000INK.)
N273 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N274 SPIELAUSGLEICH (0-32000INK.)
N275 UEBERFAHRAUSGLEICH (0-32000INK.)
N276 ANZAHL BASISPUNKTE LINEARKOMP.(0-25)
N277 ANZAHL BASISPUNKTE ZYK.KOMP.(0-25)
N280 RPF-ANFAHRRICHTUNG (-1=NEG,1=POS)
N281 RPF-VORSCHUB (0-320000*100INK/MIN)
N282 RPF-SCHLEICHGANG (0-320000*INK/MIN)
N283 RPF-VERSCHIEBUNG (INK.ZWISCHEN MNP-RP)
N284 RPF-INGEBIETSSCHALTER (0=AUS,1=EIN)
N287 WZ-WECHSELPOSITION 1 (INK.ZU MNP)
N288 WECHSELPOSITION 2 (INK.ZU MNP)
N289 WECHSELPOSITION 3 (INK.ZU MNP)
N290 FEST-MESSTASTERPOSITION Y (INK.ZU MNP)
N292 KALIBRIERRINGPOSITION Y (INK.ZU MNP)
N293 PERIODENANFANG ZYK.KOMP.(-999999999-0)
N294 PERIODENENDE ZYK.KOMP.(0 - 999999999)
N300 AUSWAHL MESS-SYSTEMEINGANG (0-8)
N302 ZAEHLRICHTUNG MESS-SYSTEM (-1,1)
N303 MULTIPL.FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N304 UMSCHALTEN SOLL-WERT (-1,1=NORMAL)
N305 EILGANG (1-320000*INK/MIN)
N306 TIPPB.VORSCHUB (0-320000*100INK/MIN)
N308 RPF-TIPPB.VORSCHUB(0-320000*100INK/MIN)
Seite 5
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 74

G-Funktionen/Konstanten MAHO CNC432/F700
N309 RPF-FAHRT IN SW-FENSTER (0-999999999)
N310 DYN.SCHLEPPF.UEBERWACHUNG (0=AUS-32000)
N311 DYN.SCHLEPPF.GRENZWERT BEI G0 (0-100%)
N312 DYN.SCHLEPPF.GRENZWERT BEI G1 (0-100%)
N313 GRENZWERTABNAHMEFAKTOR (0-8)
N315 SCHLEPPABSTAND 1 (128-32000INK.)
N316 KNICKPUNKT (0-32000INK.)
N317 SCHLEPPABSTAND 2 (128-32000INK.)
N318 RAMPENF.BETRIEB(0=AUS,1-2=G0,3-4=G0+G1)
N319 RAMPENF.ZEITKONSTANTE (0,15-3840MS)
N320 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N321 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N322 IN POSITIONSFENSTER (0-32000INK.)
N323 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N324 SPIELAUSGLEICH (0-32000INK.)
N325 UEBERFAHRAUSGLEICH (0-32000INK.)
N326 ANZAHL BASISPUNKTE LINEARKOMP.(0-25)
N327 ANZAHL BASISPUNKTE ZYK.KOMP.(0-25)
N330 RPF-ANFAHRRICHTUNG (-1=NEG,1=POS)
N331 RPF-VORSCHUB (0-320000*100INK/MIN)
N332 RPF-SCHLEICHGANG (0-320000*INK/MIN)
N333 RPF-VERSCHIEBUNG (INK.ZWISCHEN MNP-RP)
N334 RPF-INGEBIETSSCHALTER (0=AUS,1=EIN)
N337 WZ-WECHSELPOSITION 1 (INK.ZU MNP)
N338 WECHSELPOSITION 2 (INK.ZU MNP)
N339 WECHSELPOSITION 3 (INK.ZU MNP)
N340 FEST-MESSTASTERPOSITION Z (INK.ZU MNP)
N342 KALIBRIERRINGPOSITION Z (INK.ZU MNP)
N343 PERIODENANFANG ZYK.KOMP.(-999999999-0)
N344 PERIODENENDE ZYK.KOMP.(0 - 999999999)
N345 WECHSELPOSITION 4 (INK.ZU MNP)
N350 AUSWAHL MESS-SYSTEMEINGANG (0-8)
N352 ZAEHLRICHTUNG MESS-SYSTEM (-1,1)
N353 MULTIPL.FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N354 UMSCHALTEN SOLL-WERT (-1,1=NORMAL)
N355 EILGANG (1-320000*INK/MIN)
N356 TIPPB.VORSCHUB (0-320000*100INK/MIN)
N358 RPF-TIPPB.VORSCHUB(0-320000*100INK/MIN)
N359 RPF-FAHRT IN SW-FENSTER (0-999999999)
N360 DYN.SCHLEPPF.UEBERWACHUNG (0=AUS-32000)
N361 DYN.SCHLEPPF.GRENZWERT BEI G0 (0-100%)
N362 DYN.SCHLEPPF.GRENZWERT BEI G1 (0-100%)
N363 GRENZWERTABNAHMEFAKTOR (0-8)
N365 SCHLEPPABSTAND 1 (128-32000INK.)
N366 KNICKPUNKT (0-32000INK.)
N367 SCHLEPPABSTAND 2 (128-32000INK.)
N368 RAMPENF.BETRIEB(0=AUS,1-2=G0,3-4=G0+G1)
N369 RAMPENF.ZEITKONSTANTE (0,15-3840MS)
N370 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N371 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N372 IN POSITIONSFENSTER (0-32000INK.)
N373 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N374 SPIELAUSGLEICH (0-32000INK.)
N375 UEBERFAHRAUSGLEICH (0-32000INK.)
N376 ANZAHL BASISPUNKTE LINEARKOMP.(0-25)
N377 ANZAHL BASISPUNKTE ZYK.KOMP.(0-25)
N380 RPF-ANFAHRRICHTUNG (-1=NEG,1=POS)
N381 RPF-VORSCHUB (0-320000*100INK/MIN)
N382 RPF-SCHLEICHGANG (0-320000*INK/MIN)
N383 RPF-VERSCHIEBUNG (INK.ZWISCHEN MNP-RP)
Seite 6
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 75

G-Funktionen/Konstanten MAHO CNC432/F700
N384 RPF-INGEBIETSSCHALTER (0=AUS,1=EIN)
N387 WZ-WECHSELPOSITION 1 (INK.ZU MNP)
N388 WECHSELPOSITION 2 (INK.ZU MNP)
N389 WECHSELPOSITION 3 (INK.ZU MNP)
N390 FEST-MESSTASTERPOSITION 4.(INK.ZU MNP)
N392 KALIBRIERRINGPOSITION 4.(INK.ZU MNP)
N393 PERIODENANFANG ZYK.KOMP.(-999999999-0)
N394 PERIODENENDE ZYK.KOMP.(0 - 999999999)
N400 AUSWAHL MESS-SYSTEMEINGANG (0-8)
N402 ZAEHLRICHTUNG MESS-SYSTEM (-1,1)
N403 MULTIPL.FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N404 UMSCHALTEN SOLL-WERT (-1,1=NORMAL)
N405 EILGANG (1-320000*INK/MIN)
N406 TIPPB.VORSCHUB (0-320000*100INK/MIN)
N408 RPF-TIPPB.VORSCHUB(0-320000*100INK/MIN)
N409 RPF-FAHRT IN SW-FENSTER (0-999999999)
N410 DYN.SCHLEPPF.UEBERWACHUNG (0=AUS-32000)
N411 DYN.SCHLEPPF.GRENZWERT BEI G0 (0-100%)
N412 DYN.SCHLEPPF.GRENZWERT BEI G1 (0-100%)
N413 GRENZWERTABNAHMEFAKTOR (0-8)
N415 SCHLEPPABSTAND 1 (128-32000INK.)
N416 KNICKPUNKT (0-32000INK.)
N417 SCHLEPPABSTAND 2 (128-32000INK.)
N418 RAMPENF.BETRIEB(0=AUS,1-2=G0,3-4=G0+G1)
N419 RAMPENF.ZEITKONSTANTE (0,15-3840MS)
N420 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N421 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N422 IN POSITIONSFENSTER (0-32000INK.)
N423 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N424 SPIELAUSGLEICH (0-32000INK.)
N425 UEBERFAHRAUSGLEICH (0-32000INK.)
N426 ANZAHL BASISPUNKTE LINEARKOMP.(0-25)
N427 ANZAHL BASISPUNKTE ZYK.KOMP.(0-25)
N430 RPF-ANFAHRRICHTUNG (-1=NEG,1=POS)
N431 RPF-VORSCHUB (0-320000*100INK/MIN)
N432 RPF-SCHLEICHGANG (0-320000*INK/MIN)
N433 RPF-VERSCHIEBUNG (INK.ZWISCHEN MNP-RP)
N434 RPF-INGEBIETSSCHALTER (0=AUS,1=EIN)
N435 SOFTWARE-ENDSCHALTER POSITIV(INK.ZU RP)
N436 SOFTWARE-ENDSCHALTER NEGATIV(INK.ZU RP)
N437 WZ-WECHSELPOSITION 1 (INK.ZU MNP)
N438 WECHSELPOSITION 2 (INK.ZU MNP)
N439 WECHSELPOSITION 3 (INK.ZU MNP)
N440 FEST-MESSTASTERPOSITION 5.(INK.ZU MNP)
N442 KALIBRIERRINGPOSITION 5.(INK.ZU MNP)
N443 PERIODENANFANG ZYK.KOMP.(-999999999-0)
N444 PERIODENENDE ZYK.KOMP.(0 - 999999999)
N450 AUSWAHL MESS-SYSTEMEINGANG (0-8)
N452 ZAEHLRICHTUNG MESS-SYSTEM (-1,1)
N453 MULTIPL.FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N454 UMSCHALTEN SOLL-WERT (-1,1=NORMAL)
N455 EILGANG (1-320000*INK/MIN)
N456 TIPPB.VORSCHUB (0-320000*100INK/MIN)
N460 DYN.SCHLEPPF.UEBERWACHUNG (0=AUS-32000)
N461 DYN.SCHLEPPF.GRENZWERT BEI G0 (0-100%)
N462 DYN.SCHLEPPF.GRENZWERT BEI G1 (0-100%)
N463 GRENZWERTABNAHMEFAKTOR (0-8)
N465 SCHLEPPABSTAND 1 (128-32000INK.)
N466 KNICKPUNKT (0-32000INK.)
N467 SCHLEPPABSTAND 2 (128-32000INK.)
Seite 7
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 76

G-Funktionen/Konstanten MAHO CNC432/F700
N468 RAMPENF.BETRIEB(0=AUS,1-2=G0,3-4=G0+G1)
N469 RAMPENF.ZEITKONSTANTE (0,15-3840MS)
N470 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N471 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N472 IN POSITIONSFENSTER (0-32000INK.)
N473 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N474 SPIELAUSGLEICH (0-32000INK.)
N475 UEBERFAHRAUSGLEICH (0-32000INK.)
N476 ANZAHL BASISPUNKTE LINEARKOMP.(0-25)
N477 ANZAHL BASISPUNKTE ZYK.KOMP.(0-25)
N480 RPF-ANFAHRRICHTUNG (-1=NEG,1=POS)
N481 RPF-VORSCHUB (0-320000*100INK/MIN)
N482 RPF-SCHLEICHGANG (0-320000*INK/MIN)
N483 RPF-VERSCHIEBUNG (INK.ZWISCHEN MNP-RP)
N484 RPF-INGEBIETSSCHALTER (0=AUS,1=EIN)
N485 SOFTWARE-ENDSCHALTER POSITIV(INK.ZU RP)
N486 SOFTWARE-ENDSCHALTER NEGATIV(INK.ZU RP)
N487 WZ-WECHSELPOSITION 1 (INK.ZU MNP)
N488 WECHSELPOSITION 2 (INK.ZU MNP)
N489 WECHSELPOSITION 3 (INK.ZU MNP)
N490 FEST-MESSTASTERPOSITION 6.(INK.ZU MNP)
N492 KALIBRIERRINGPOSITION 6.(INK.ZU MNP)
N493 PERIODENANFANG ZYK.KOMP.(-999999999-0)
N494 PERIODENENDE ZYK.KOMP.(0 - 999999999)
N500 SPINDEL MESS-SYSTEMEINGANG (0=AUS,1-8)
N501 AUFLOESUNG SPINDELDREHGEBER (0-65000)
N502 RICHTUNG SPINDEL MESS-SYSTEM (-1,1)
N503 SPINDEL MULTIP.S00/S90 (0=*1,1=*2,2=*4)
N505 SPINDEL-TIPPB.DREHZAHL (+/-9999U/MIN)
N510 AUSFAHRBARE PINOLE (0=AUS,1=EIN)
N511 PINOLE LAENGENVERSCH.(0-999999999INK.)
N512 VERZOEG.PINOLE KLEMMEN (0-255*50MS)
N513 VERZOEG.PINOLE LOESEN (0-255*50MS)
N515 GETRIEBE1:SCHLEPPABST.1 (128-320000INK)
N516 GETRIEBE 1: KNICKPUNKT (0-320000 INK.)
N517 GETRIEBE1:SCHLEPPABST.2 (128-320000INK)
N518 GETRIEBE1: RAMPENF.BETRIEB (0=AUS,1-4)
N519 RAMPENFUNKTION ZEITKONSTANTE(15-1340MS)
N520 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N521 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N522 IN POSITIONSFENSTER (0-32000INK.)
N523 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N525 GETRIEBE2:SCHLEPPABST.1 (128-320000INK)
N526 GETRIEBE2: KNICKPUNKT (0-320000 INK.)
N527 GETRIEBE2:SCHLEPPABST.2 (128-320000INK)
N528 GETRIEBE2: RAMPENF.BETRIEB (0=AUS,1-4)
N529 RAMPENFUNKTION ZEITKONSTANTE(15-1340MS)
N530 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N531 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N532 IN POSITIONSFENSTER (0-32000INK.)
N533 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N535 GETRIEBE3:SCHLEPPABST.1(128-320000INK)
N536 GETRIEBE 3: KNICKPUNKT (0-320000INK.)
N537 GETRIEBE3:SCHLEPPABST.2 (128-320000INK)
N538 GETRIEBE3:RAMPENF.BETRIEB (0=AUS,1-4)
N539 RAMPENFUNKTION ZEITKONSTANTE(15-1340MS)
N540 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N541 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N542 IN POSITIONSFENSTER (0-32000INK.)
N543 STLLSTANDSUEBERWACHUNG (0-320000INK.)
Seite 8
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 77

G-Funktionen/Konstanten MAHO CNC432/F700
N545 GETRIEBE4:SCHLEPPABST.1 (128-320000INK)
N546 GETRIEBE 4: KNICKPUNKT (0-320000 INK.)
N547 GETRIEBE4:SCHLEPPABST.2 (128-320000INK)
N546 GETRIEBE 4: KNICKPUNKT (0-320000 INK.)
N547 GETRIEBE4:SCHLEPPABST.2 (128-320000INK)
N548 GETRIEBE4:RAMPENF.BETRIEB (0=AUS,1-4)
N549 RAMPENFUNKTION ZEITKONSTANTE(15-1340MS)
N550 RAMPENF.GRENZWERT(0-1048575*100INK/MIN)
N551 INPOD VERZOEGERUNGSZEIT (0-255*15MS)
N552 IN POSITIONSFENSTER (0-32000INK.)
N553 STLLSTANDSUEBERWACHUNG (0-320000INK.)
N554 FRAESKOPF SCHWENKDREHZAHL (+/-362U/MIN)
N555 M19:RICHTUNG (O=GLEICH,1=GEGENUEBER)
N556 M19:NULLIMP.VERSCH.4 (+/-360000*.001GR)
N557 M19:NULLIMP.VERSCH.5 (+/-360000*.001GR)
N558 M19:NULLIMP.VERSCH.2 (+/-360000*.001GR)
N560 M19:BETRIEB (0=NO,1=MECH.,2=NC,3=INIT.)
N565 M19:SUCHDREHZ.AUS STAND(+/-1000U/MIN)
N566 M19:NULLIMP.VERSCH.1 (+/-360000*.001GR)
N568 M19:MIT D-ADRESSE (0=AUS,1=EIN)
N569 M19 MIT INDEXBOLZEN (0=AUS,1=EIN)
N570 AUTOM.GETRIEBESCHALTUNG (0=AUS,1=EIN)
N571 MAX.DREHZAHL BEREICH 1 (+/-9999U/MIN)
N575 G84:MAX.DREHZAHL BEREICH (+/-9999U/MIN)
N579 DREHZAHLREIHE 18-STUFENGETRIEBE (1-7)
N580 MAX.ANALOGAUSGANGSSP.M41 (+/- 10000MV)
N581 MIN.ANALOGAUSGANGSSPANNUNG (+/-10000MV)
N582 STUFENWECHSELAUSGANGSSP.(+/-10000MV)
N586 VERZOEG.SPINDELANALOGAUSG.(0-255*10MS)
N590 SPINDELTAKT PAUSENZEIT (0-255*15MS)
N591 SPINDELTAKT IMPULSZEIT (0-255*15MS)
N592 UEBERWACHUNG SPINDEL STEHT(0=5S,1=1MIN)
N593 DREHZAHLSCHALT.FREIFAHREN (0-255*100MS)
N705 DEZIMALPUNKT KOORDINATEN (0-4)
N706 DEZIMALPUNKT VORSCHUB (0-4)
N710 ZWISCHENKREIS BEI UEBERGAENGEN (INK.)
N715 DEZIMALPUNKT MASSTABAENDERUNG (0-6)
N720 UEBERLAPPUNG TASCHENFRAESEN (1-100%)
N723 EINFAHRRAMPE BEI G84 (INK.)
N724 UMKEHRZEIT LI/RE BEI G84 (0-10000*15MS)
N731 EINGAENGE OPENLOOP (0=AUS,1=EIN)
N732 PALETTENAUSTAUSCH WZ-BRUCH(0=AUS,1=EIN)
N740 MAX.VORSCHUB (1-320000*100INK/MIN)
N741 TESTLAUF VORSCHUB (1-320000*100INK/MIN)
N744 VORSCHUB GRENZWERT (2-20*15MS)
N747 DREHZAHLOVERRIDE MAX.(100-150%)
N748 DREHZAHLOVERRIDE MIN.(50-100%)
N750 VORSCHUB HANDRAD (0-320000*100INK/MIN)
N751 MESS-SYSTEMEINGANG HANDRAD (0-8)
N752 HANDRAD FAKTOR S00/S90 (0=*1,1=*2,2=*4)
N758 SCHMIERZEIT 1 ALLE ACHSEN (MIN)
N760 SCHMIERUNG(0=AUS,1=ZEITABH,2=BEWEG.ABH)
N761- 766 SCHMIERUNGSWEG 1.ACHSE- 6. ACHSE (0-999999999MM)
N767 SCHMIERINTERVALL BEI STILLSTAND (MIN)
N768 IMPULSZEIT FUER SCHMIERPUMPE (0-1000S)
N782 LSV-2 DATENCODE (0=ASCII,1=ISO)
N783 LSV-2 PROZEDUR (0=RTS,1=3DRAHT)
N785 RS422 (X2) ANZAHL STOPBITS (1 ODER 2)
N786 RS422 (X2) BAUDRATE (110-9600)
N791 LSV-2 NUTZDATENLAENGE (80-120)
Seite 9
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 78

G-Funktionen/Konstanten MAHO CNC432/F700
N792 LSV-2 WARTEZEIT AUF ANTWORT (0-128S)
N793 LSV-2 ANZAHL WIEDERH.(0=UNBESCHR.,1-12)
N794 EINSCHALTSTELLUNG (0=DIO,1=DNC)
N795 LSV-2 VERZOEGERUNGSZEIT (0-128MS)
N796 SATZNUMMERPRUEFUNG (0=EIN,1=AUS)
N797 DNC BETRIEBSART 0=LOCAL,1=REMOTE,2=BDE
N798 TM EINLESEN MIT LOESCHEN (0=EIN,1=AUS)
N800 TEMPERATUR KOMPENSATION (0=AUS,1=EIN)
N801 MAX.TEMPERATUR SENSOR A (0-999*.1GRAD)
N802 MIN.TEMPERATUR SENSOR A (0-999*.1GRAD)
N807 EINNAHMEINTERVALL SENSOR A (0-99*10S)
N810 VERZOEGERUNGSZEIT SENSOR A (0-99MIN)
N813 MAX.KOMPENSATIONSWERT (0-999)
N814 ANZAHL DER TEMPERATURDATEN (0-99)
N815 TEMP.KOMPENSATIONSZEIT (0-65000*50MS)
N818 ANZAHL TEMPERATURTABELLEN (0=1,1=2)
N830 EINSCHALTVERZOEG.4.ACHSE (0-255*50MS)
N831 AUSSCHALTVERZOEG.4.ACHSE (0-255*50MS)
N832 EINSCHALTVERZOEG.5.ACHSE (0-255*50MS)
N833 AUSSCHALTVERZOEG.5.ACHSE (0-255*50MS)
N840 MESS-SYSTEMEINGANG MESSTASTER (0-8)
N841 MESSTASTERTYP(0=IND,1=INFR.,4=KABELMT.)
N842 MESSTASTER BLASZEIT (0-3840*100MS)
N843 MESSVORSCHUB (0-999999999*100INK/MIN)
N844 ABSTAND VOR MESSPUNKT (0-999999999INK)
N845 ABSTAND NACH MESSPUNKT (0-999999999INK)
N846 AUFLOESUNG ROTATIONSACHSE (INK/0.001GR)
N847 BREITE FEST-MESSTASTER (0-999999999INK)
N848 RADIUS KALIBRIERRING (0-999999999INK)
N850 MESSTASTER KOLLISIONSERKENNUNG (0-2)
N851 MESSTASTER KOLL.VERZOEG.(0-255*15MS)
N852 MESSTASTER MP7 AKT.DREHZ.(0-1000U/MIN)
N853 MESSTASTER MP7 DREHZEIT (0-255*100MS)
N854 MESSTASTER MP7 VERZOEG.(0-255*100MS)
Seite 10
©2004, Sander Informationssysteme GmbH, Holzwickede
Page 79

Tipps und Tricks MAHO CNC432/F700
14 TIPS & TRICKS
In diesem Kapitel finden Sie Hinweise, Tips & Tricks zur Fehlervermeidung bei der Bedie-
nung der Software
Die Hinweise beziehen sich auf die unterschiedlichsten Kapitel dieser Anleitung, beschäftigen
sich aber -da hier die häufigsten Probleme auftreten- mit der korrekten Anpassung der
Hardware.
Die aufgelisteten Fakten können aber Hilfe bei einer Fehlersuche leisten.
Sollten diese Hinweise Ihnen nicht bei der eigenen Problemlösung helfen, bitten wir Sie, sich
mit Ihrem Problem an Ihren Händler zu wenden, oder sich direkt mit uns in Verbindung zu
setzen:
Sa nd er Infor ma tio n s s y s t e m e G mbH
Zie ge ls tr. 1, D-59 4 3 9 Holzwick ed e
Tel efo n: 02 3 0 1/ 12 8 4 5
Fa x: 0 23 0 1/ 12 8 3 5
Em ail: info@cn ca s. d e
Drucker-Definitionen
Für viele Drucker sind standardmäßig Treiber mitgeliefert. Eine entsprechende Liste finden
Sie im Kapitel "Datenübertragung/Drucken" dieser Anleitung.
In der hier aufgeführten Liste finden Sie die Druckertreiber, die von uns neu entwickelt wur-
den, daher im oben genannten Kapitel nicht aufgeführt sind.
PRTDEF.HP für HP-Thinkjet
PRTDEF.HP1 für HP-Laserjet
PRTDEF.HPF für HP-Deskjet (Farbdrucker)
PRTDEF.I52 für IBM 5202
PRTDEF.IB2 für IBM Grafikdrucker 2
PRTDEF.NEC für Nec P6
PRTDEF.NIX für Nixdorf ND31, ND33
PRTDEF.OKI für Oki Lase Line
PRTDEF.PAN für Panasonic KX 1092 und ähnliche
PRTDEF.PRO für IBM Proprinter
PRTDEF.MAH: aktiver Drucker für die Software
Verwendung von XMS-Speicher
Für die Lauffähigkeit der Software ist die Nutzung von XMS-Speicher sinnvoll.
Zur optimalen Lauffähigkeit für diese Software-Variante sollten Sie bei der Einstellung Ihrer
"config.sys"-Datei darauf achten, daß der XMS-Speicher korrekt angesprochen wird. Dazu
sind meistens noch folgende Einstellungen in der config.sys-Datei hinzuzufügen (in der Bei-
spiel-Datei fett markiert !):
Beispiel für config.sys:
DEVICE=C:\DOS\SETVER.EXE
DEVICE=C:\DOS\HIMEM.SYS/NUMHANDLES=127
DOS=HIGH
SHELL=C:\DOS\COMMAND.COM C:\DOS\ /p
BREAK=ON
FILES=50
LASTDRIVE=E
COUNTRY=049,,C:\DOS\COUNTRY.SYS
Seite 1
©2006, Sander Informationssysteme GmbH, Holzwickede
Page 80

Tipps und Tricks MAHO CNC432/F700
STACKS=9,256
BUFFERS=50
Bitte, achten Sie darauf: Die Angaben für Festplatten (hier C) und Pfade (wie DOS u.ä.) sind
nur beispielhaft. Bevor Sie die Eintragungen in Ihrer CONFIG-Datei vornehmen, stellen Sie
sicher, in welchem Verzeichnis und auf welcher Festplatte sich die geforderten Dateien
befinden.
Anpassung der Software
Anpassung einzelner Simulationsparameter
Zur Anpassung der Grafikgeschwindigkeit und weiterer einzelner Simulationsparameter fin-
den Sie im Hauptverzeichnis der Software das Programm
SONDERFK
Nach Aufruf dieses Programmes werden Ihnen nacheinander folgende Fragen vorgelegt:
FRK: mit Radius aus TOOLMEMORY rechnen
oder nur für TESTRUN-7-Grafik benutzen ?
G41,G42 auswerten ? (j)
G43,G44 auswerten ? (j)'
Standardmäßig wird der Fräserradius auch zur Konturberechnung eingesetzt. Ist es
aber der Fall, daß Sie Programme simulieren wollen, die (wenn sie z.B. aus einem
Programmgeneratorsystem stammen) die Fräserradiuskorrektur schon berechnet
haben, darf in der Simulation die FRK nicht mehr eingerechnet werden. In diesem
Fall beantworten Sie bitte die Frage oben mit NEIN. Der im TOOLMEMORY einge-
gebene Radiuswert wird dann in der Simulation „nur noch“ zur Darstellung des Frä-
sers benutzt.
G92 mit B4= und X,Y zulassen ? (j)
Diese Adressierung ist in den meisten Steuerungen bereits zugelassen und in der
Software standardmäßig auch auf „AKTIV“ geschaltet. Wollen Sie diese Adressie-
rung deaktivieren, können Sie diese Frage mit ´N` beantworten
Rechner-Neustart nach Fehler-Abbruch ? (j)
Nach einem schweren Software-Fehler wird die Software beendet. Wenn danach
der Rechner neu gestartet werden soll, übergehen Sie diese Frage.
G1-Simulation-Geschwindigkeit (13<100)
G2/3-Simulation-Geschwindigkeit (40<150)
Hier können Sie durch Eingabe von Werten die Geschwindigkeit der Simulation be-
einflussen. Je geringer der eingegebene Wert, desto geringer die Simulationsge-
schwindigkeit. Es ist hier allerdings zu berücksichtigen, daß bei höheren Werten die
Kreisauflösung in der Darstellung ungenauer wird.
Besser ist, sie setzen zur Einstellung der Simulationsgeschwindigkeit den Wert zur
zeitlichen Verzögerung zwischen den Satzwechselzeiten ein:
Delay bei Satzwechsel (0<180 in 1/18 Sekunden)
Die Simulationsgeschwindigkeit (dies gilt vor allem für schnelle Rechner) läßt sich
am besten mit Änderung dieses Wertes beeinflussen. Standardmäßig ist der Wert
hier auf 1 (hohe Geschwindigkeit (=1/18 Sekunde zwischen zwei Sätzen)) gesetzt.
Je höher der hier eingestellte Wert, desto höher die Zeit, die zwischen zwei Sätzen
Seite 2
©2006, Sander Informationssysteme GmbH, Holzwickede
Page 81

Tipps und Tricks MAHO CNC432/F700
gewartet wird. Also: Je höher Sie den Wert einsetzen, desto geringer wird (optisch)
auch die Geschwindigkeit der Simulation.
PROGMEM-Sichern bei Simulation (j)
Standardmäßig wird vor jeder Simulation das Programm-Memory der Software gespeichert.
Wollen Sie diese Funktion deaktivieren, beantworten Sie die Frage mit NEIN. In diesem Fall
können die Programme nur beim Beenden der Software gespeichert werden.
Installationshilfen CNC432/F700 als Aufrüstung
Zur Installation der Software folgen Sie bitte dem entsprechenden Kapitel der mitgelieferten
Bedienungsanleitung.
Zusätzlich zu der dort beschriebenen Installation ist es für die Lauffähigkeit des Programmes
notwendig, den mitgelieferten Dongle zu installieren. Dazu folgen Sie bitte den nach-
folgenden Hinweisen.
Installation der Hardware
Voraussetzung für die Funktion des Programmes ist der mitgelieferte Lizenz-Dongle. Das
bedeutet, daß der Dongle vor Inbetriebnahme der Software aufgesteckt werden muß, und
auch während der gesamten Laufzeit der Software aufgesteckt bleiben sollte.
Stecken Sie also den Dongle auf die Parallel-Schnittstelle (Drucker-Schnittstelle) Ihres
Rechners. Er wird mit der Steckerseite (Stifte) auf die Schnittstelle aufgesteckt.
Dann können Sie Ihr Druckerkabel auf den Dongle aufstecken. Die Funktionen des Druckers
werden durch den Dongle nicht beeinträchtigt.
WICHTIG:
Falls an den Dongle ein Drucker angeschlossen ist, so muß dieser eingeschaltet und be-
triebsbereit (=ONLINE) sein. Durch hardwareseitige Einschränkungen interpretiert die Soft-
ware einen ausgeschalteten Drucker als fehlenden Dongle und läuft nicht hoch.
Achten Sie auch darauf, daß Ihr Drucker genügend Papier hat, denn auch fehlendes Papier
schaltet einen Drucker OFFLINE.
Sollten Sie Fragen oder Probleme bei der Handhabung oder mit der Lauffähigkeit haben,
rufen Sie uns an. Wir helfen Ihnen gerne weiter.
Anpassung der Tastatur
Dieser Schritt ist dann notwendig, wenn die Software auf schnellen Rechnern lauffähig sein
soll. Wird beim ersten Start der Software die Tastatur nicht erkannt, so starten Sie im
Hauptverzeichnis der F700-Software bitte das Programm
TADJUST
Dies verlängert die Wartezeit der Software zur Erkennung der Tastatur . Nach dem Start
dieses Programmes werden Sie aufgefordert, eine Zahl zwischen 1 und 4999 einzugeben.
Als Faustregel gilt: Je höher die Zahl, desto länger die Wartezeit zur Erkennung. Geben Sie
also zunächst eine möglichst hohe Zahl ein, um sicherzustellen, daß die Tastatur an der
Schnittstelle sicher erkannt wird. Haben Sie nach dem Neustart der F700-Software dann
festgestellt, daß die Tastatur erkannt wird, so können Sie durch erneutes Starten des TAD-
JUST-Programmes diese Wartezeit durch mehrere Versuche auf das notwendige Maß "her-
unterschrauben". Geben Sie niedrigere Werte ein als beim vorherigen Lauf des Program-
mes. Testen Sie solange, bis Sie einen Wert gefunden haben, der die Wartezeit auf das
notwendigste beschränkt, aber ein sicheres Erkennen der Tastaturschnittstelle gewährleistet.
Seite 3
©2006, Sander Informationssysteme GmbH, Holzwickede
Page 82

Tipps und Tricks MAHO CNC432/F700
15 Konformitätserklärung/ Declaration Of Conformity
nach Artikel 10 und Anhang I der Richtlinie 89/336/EWG über die elektromagnetische Verträg-
lichkeit
following Art. 10 and annex I of the instructions 89/336/EWG concerning electromagnetic
peaceability
Hersteller/Producer Sander Informationssysteme GmbH
Rausinger Str. 8
D- 59439 Holzwickede, Germany
Gerätename/Name of the device Multifunktionspult + Auflagen zur Bedienung von
steuerungsnahen Simulationssystemen auf PC/
multifunctional keyboard + coverings for handling
simulations systems for machine controls on PC
Baujahr/Built in seit 1995
Geltende EG-Richtlinie /regulations in force EMV-Richtlinie 89/336/EWG
89/336/EWG (electromagnetic peaceability)
Angewendete Normen und
Spezifikationen/
used standards and
spezifications DIN EN 50081-1 Elektromagnetische Verträglichkeit
Fachgrundnorm Störaussendung: Wohnbereich,
Geschäfts- und Gewerbebereiche sowie
Kleinbetriebe
DIN EN 50081-2 Elektromagnetische Verträglichkeit
Fachgrundnorm Störaussendung: Industriebereich
DIN EN 50082-1 Elektromagnetische Verträglichkeit
Fachgrundnorm Störfestigkeit: Wohnbereich,
Geschäfts- und Gewerbebereiche sowie
Kleinbetriebe
DIN EN 50082-1 Elektromagnetische Verträglichkeit
Fachgrundnorm Störfestigkeit: Industriebereich
Gesetz über die elektromagnetische Verträglichkeit
The construction and production of the named device followed strictly the corre-
sponding EU-standards. It so fully meets the corresponding requirements of the rules
of electromagnetic peaceability. Standards and regulations used are name in the ap-
pendix of this declaration.
Unterschrift/Signed by:
Almut Sander, (Geschäftsführerin / managing director)
Diese Erklärung gilt ausschließlich für das hier bezeichnete Gerät
This declaration is valid for the named device only.
Seite 1
©1995, Sander Informationssysteme GmbH, Holzwickede
 Loading...
Loading...