

Page 1

Operation and Maintenance Manual for
the TF 3000 BGA/CSP Rework System
MANUAL NO. 5050- 0482
REV B-PRM
www.paceworldwide.com Rev A-PRM Page 1 of 5151
Page 2

TABLE OF CONTENTS
Safety ....................................................................................................................................3
Introduction ............................................................................................................................4
Packing Contents ...................................................................................................................4
Parts Identification..................................................................................................................5
Set-Up...................................................................................................................................7
Operation ...............................................................................................................................7
Before Operating.............................................................................................................7
General Operating Procedure...........................................................................................8
Explanation of Each Operation .............................................................................................11
Placing PCB into Board Holder .......................................................................................11
Component Alignment and Placement ............................................................................11
Component Reflow ........................................................................................................12
Adjusting Airflow ............................................................................................................13
Component Removal .....................................................................................................13
Creating and Saving Profiles ................................................................................................. 14
TF3000 PC Software ............................................................................................................ 16
Setup Page...................................................................................................................17
Alignment Page .............................................................................................................19
Operation Page .............................................................................................................21
Profile Development Page..............................................................................................23
Profile Creation ........................................................................................................26
Inspection Page.............................................................................................................28
Print/Review Page.........................................................................................................32
Language Editor................................................................................................................... 33
Maintenance......................................................................................................................... 34
Cleaning the Blower Filter ..............................................................................................34
Replacing the Top Heater ...............................................................................................34
Alignment and Calibration ..................................................................................................... 37
PCB to Optics................................................................................................................37
Sliding Shaft Holder (Indexing) .......................................................................................38
Vacuum Nozzle Planarity ...............................................................................................38
Reflow Head Planarity....................................................................................................39
Reflow Head – “Y” Directional Adjustment .......................................................................39
Specifications ....................................................................................................................... 41
Accessory Items................................................................................................................... 42
Service & Warranty Information 49
www.paceworldwide.com Rev A-PRM Page 2 of 5151
Page 3
Safety
The following safety precautions must be understood and followed when using or servicing
PACE products.
1. POTENTIAL SHOCK HAZARD - Repair procedures on PACE products should
be performed by Qualified Service Personnel only. Line voltage parts may be
exposed when the equipment is disassembled. Service personnel must avoid
contact with these parts when troubleshooting the product.
2. To prevent personnel injury, adhere to safety guidelines in accordance with
OSHA and other applicable safety standards.
3. Always use PACE systems in a well ventilated area. A fume extraction system,
such as those available from PACE, is highly recommended to help protect
personnel from exposure to solder flux fumes.
4. Exercise proper precautions when using chemicals (e.g., solder paste or cleaning
solvents). Refer to the Material Safety Data Sheet (MSDS) supplied with each
chemical and adhere to all safety precautions recommended by the
manufacturer.
5. The following safety precautions cover use of PACE hot air systems/hand pieces
(e.g., ThermoFlo®, ThermoJet®).
a) Be careful when using in places where combustible materials are
present.
b) Do not use in the presence of an explosive atmosphere.
c) A fire may arise if a hot air hand piece is not used with care. Do not
leave the hand piece unattended when in use.
d) The heater assembly housing and any installed nozzle are hot when the
system is being cycled and for a period of time thereafter. DO NOT
touch the heater assembly housing, nozzle or heated air stream. Severe
burns may result!
Warning Symbols on Unit
HOT – DO NOT TOUCH
Warning, Use caution
www.paceworldwide.com Rev A-PRM Page 3 of 5151
Page 4
Introduction:
Thank you for purchasing the TF 3000 BGA/CSP Rework Station. As electronic devices
continue to get smaller, lighter and more compact, components and printed circuit boards are
also becoming smaller and the amount of available space on PCBs is continually decreasing.
In order to maximize board space, area array devices have become the popular choice. Area
array devices are BGAs, CSPs and “micro -BGAs”, LGAs, and Flip Chips. These devices
require an optical overlay vision system to ensure proper placement and high levels of
process control during installation to ensure successful installation. The TF 3000 has been
specifically designed to rework these types of components and can also install and remove a
variety of other SMT devices.
Agency Compliance
This device complies with part 15 of the FCC rules. Operation is subject to the following two
conditions: (1) This device may not cause harmful interference and (2) This device must
accept any interference received, including interference that may cause undesired operation.
The TF 3000 also complies with 98/37/EC and 89/336/EEC.
Caution: During normal operation, the top heater, nozzle and bottom-side
heater(s) will get hot. Do not contact them directly as serious injury
may occur.
Environmental Requirements
Ambient Operating Temperature: 0 ºC to 50 ºC (32 ºF to 120 ºF)
Storage Temperature: -20 ºC to 75 ºC (-4 ºF to 170 ºF)
95% Humidity, non-condensing max.
Electrical Specification
15 Amp 115 VAC, 60 Hz Max OR 8 Amp, 230 VAC, 50 Hz Max
Fuse: .5 Amp, SloBlo 115 V System
.5 Amp TimeBlo, 230 V System
Packing Contents
TF 3000
1. TF 3000/E or TF 3000 L/E: 1 each
2. LCD VGA Display Monitor: 1 each
3. TF 3000 Software Package: Installed on PC
4. Hand Held Vacuum Pick for removal: 1 each
5. Rubber suction cups (spare for #4): 3 each
6. Vacuum nozzle for placement head: 1 each Large, Medium, Small and
extra-small sizes
7. Hex Wrench Set and Screwdriver: 1 each
8. TF 3000 Manual: 1 each on PC as pdf file
9. NET-OP manual - 1 each on PC as pdf file
10. K-Type Thermocouple: 4 each
11. LED Extension wire
12. USB Track Ball
13. PCB Supports: 1 each
14. Odd shaped PCB holders: 4 each
www.paceworldwide.com Rev A-PRM Page 4 of 5151
Page 5

15. Alignment board and component: 1 each
16. Wooden shipping crate.
The wooden shipping crate must be kept by the end user. If a TF 3000 has to be returned
to PACE for any reason, it MUST be returned in the original shipping crate. PACE is not
responsible for any unit not returned in its original crate. If a TF 3000 is returned for
service in a different container, the customer will be charge for a new crate for return
shipment.
www.paceworldwide.com Rev A-PRM Page 5 of 5151
Page 6

J I C
G K M
HF
P D B N E A L
O
Parts Identification
Figure 1: TF 3000 BGA/CSP Rework Station
Features: Please refer to Figure 1.
A) Reflow Head Contains the top -side heater and moves up and down via an
electric motor that is controlled through the software. The
reflow head is clutched to prevent excessive downward force
from being applied.
B) Removal Nozzle Vacuum port to connect Nozzle Vacuum Hose for
Vacuum Port component removal
C) Air Flow Meter This device is used to control and monitor the airflow.
D) Sensor 1 thru 4 Inputs The sensor inputs are K-type thermo-couples. Measured
temperatures are displayed through the PC Software in real
time for use in making profile gr aphs.
E) Nozzle The nozzles for the TF 3000 are easily changed. Several
varieties are available. Use caution and proper hand
protection when changing nozzles, as they will be hot.
F) Cooling Fan The component and the PCB are cooled by the cooling fan,
which can be set to activate automatically after the reflow
cycle is complete.
www.paceworldwide.com Rev A-PRM Page 6 of 5151
Page 7

G) Sliding Shaft Holder Supports the rail system for the board holder. It is also used
to index the table from the Placement Position to the Reflow
Position using the handle on the front.
H) On/Off Switch Used to turn the system on or off. When turning off the
system, always turn off the PC using the windows interface
first.
I) LCD Display Monitor Displays PC software. Shown with optional articulated arm.
J) Alignment Head X, Y, Z and T aspects of the component position are
adjusted in relation to the land pattern on the PCB through
this apparatus.
K) Optics Housing Contains the camera and beam splitter (prism). The housing
is retractable and should be kept in the retracted position
when not in use. The lights for the optics will turn on/off
automatically when the housing is extended.
L) Light Controls The upper (component side) and lower (PCB side) lights
within the optics housing can be adjusted for intensity
(overlay contrast) at this location.
M) Board Holder The board holder is fully adjustable in both the X and Y
directions. The right side of the holder is spring loaded to
hold the PCB securely. Fine adjustment in the “X” direction
is achieved by using the adjustment knob on the Sliding
Shaft Holder and adjustment in the “Y” direction is achieved
using the knob on the right rail.
N) Bottom Side Heater Used to warm the PCB from the underside. It is an IR type
of heating source.
O) Magnetic Lock Release Disengages magnetic lock to release platform when moving
from Reflow position to Placement position and vice-versa.
P) Keyboard Tray Door The keyboard is stored behind this door. To access the
keyboard, open the door and pull the tray out .
www.paceworldwide.com Rev A-PRM Page 7 of 5151
Page 8

1 SET-UP
2A
TF 3000 Set up
1-1 Place the TF 3000/E or TF 3000 L/E on a flat and stable bench that can
1-2 The TF 3000 weighs 77 kg (170 lbs). To lift it, grasp the underside of the
1-3 Connect the hand -held vacuum pick to the vacuum port on the side of the TF
1-4 Connect the LCD display monitor to
1-5 Connect the TF 3000 and LCD Display Monitor power cables to the power
2 OPERATION
2-1 Before Operating
• Make sure the TF 3000 is on a stable platform
• It is recommended that the TF 3000 be turned on for at least 15 minutes before
• It is advisable to conduct a trial operation each day to ensure all systems are
support at least 90 kgs (200 lbs).
frame. The unit should be moved by two people minimum. Each person
should be capable of lifting 45 Kgs (100 lbs).
3000 and hang the vacuum pick on the side of the TF 3000 using the bracket
provided (2A).
the VGA output on the side of the TF
3000. See Figure 2.
2 1
1. Hand Wand Vacuum Switch
2. 3.5” Floppy Drive
2A Hand Wand Bracket
3. VGA Output – to connect the
VGA monitor
4. Composite Video Inputs – to
connect alternative video inputs
5. 9 pin Serial I/O – to connect a 9
pin serial device
6. Modem I/O – to connect to a
phone line
7. Printer Port – to connect to a
printer
8. USB I/O – to connect to USB
compatable devices such as the
track ball provided.
5
7
8
8
9
4 3
6
9. Hand Wand Vacuum
Connection – to connect the
hand wand.
Figure 2: Image of Side Panel
inlet ports and then plug them into an appropriate 115 VAC, 60 Hz or 230
VAC 50 Hz power supply. The LCD Monitor can be plugged into the AC
outlet on the back of the TF 3000. Do not pl ug any equipment requiring more
than 1 amp into this outlet.
use to ensure the Bottom Side heater has reached its set temperature and
stabilized. Once the bottom -side heater is at temperature it will deliver consistent
heating, ensuring highly repeatable heating from operation to operation.
operating properly. Also, it is important to verify the airflow of the unit with each
profile to be run: The recommended maximum airflow is 22 l/min and the
recommended minimum airflow is 15 l/min.
www.paceworldwide.com Rev A-PRM Page 8 of 5151
Page 9
• Verify that the devices/parts being soldered to the PCB do not exceed the height
limitations. Exceeding the limitations may interfere with the operation of the
machine.
1. The maximum height of any component or device on the top of the PCB
is limited to 30 mm (1.2”).
2. The maximum height of any component or device on the bottom of the
PCB is limited to 15 mm (0.6”).
2-2 General Operating Procedure
1. Ensure sliding shaft holder is the placement position.
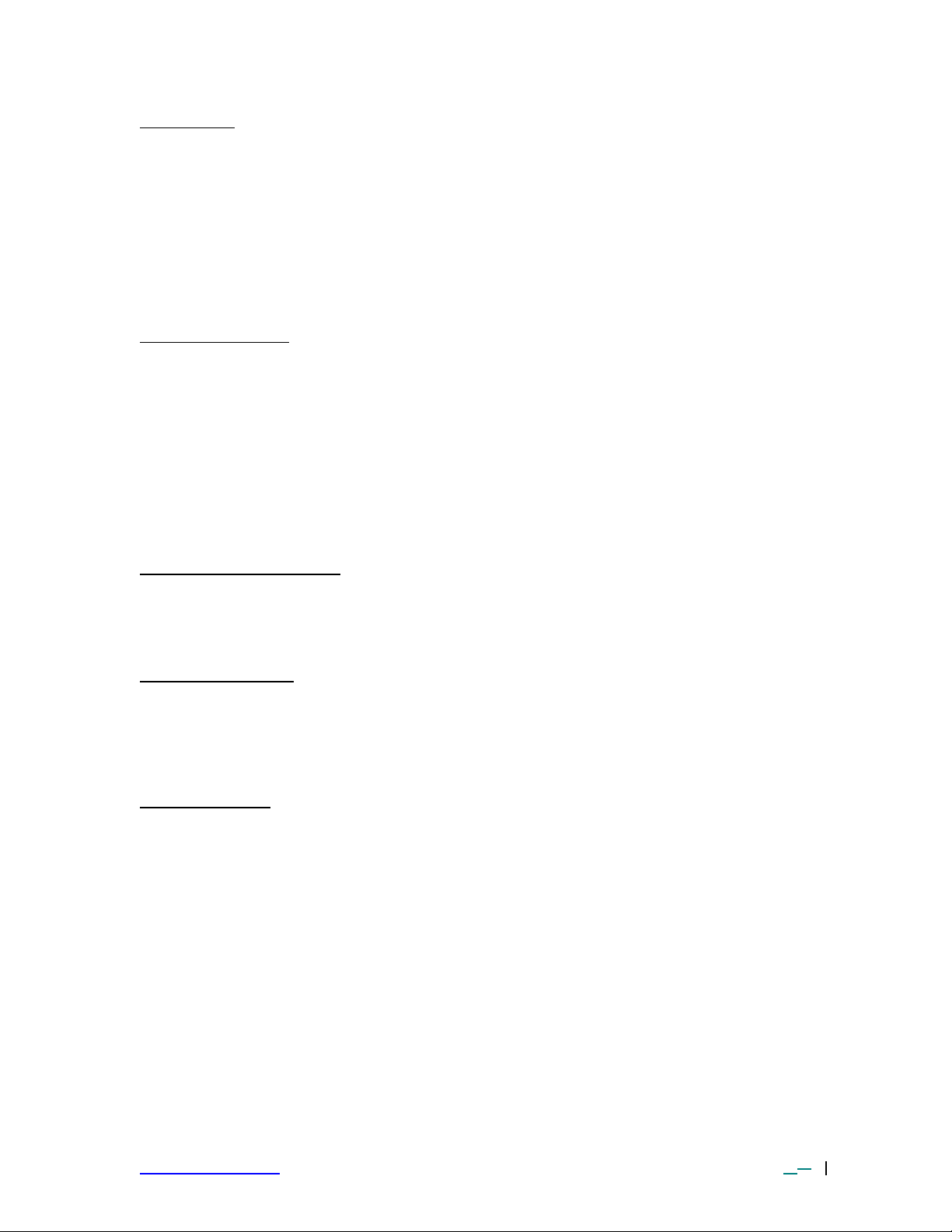
2. Insert PCB into Board Holder. See Figure 3.
Figure 3: Board Holder and PCB
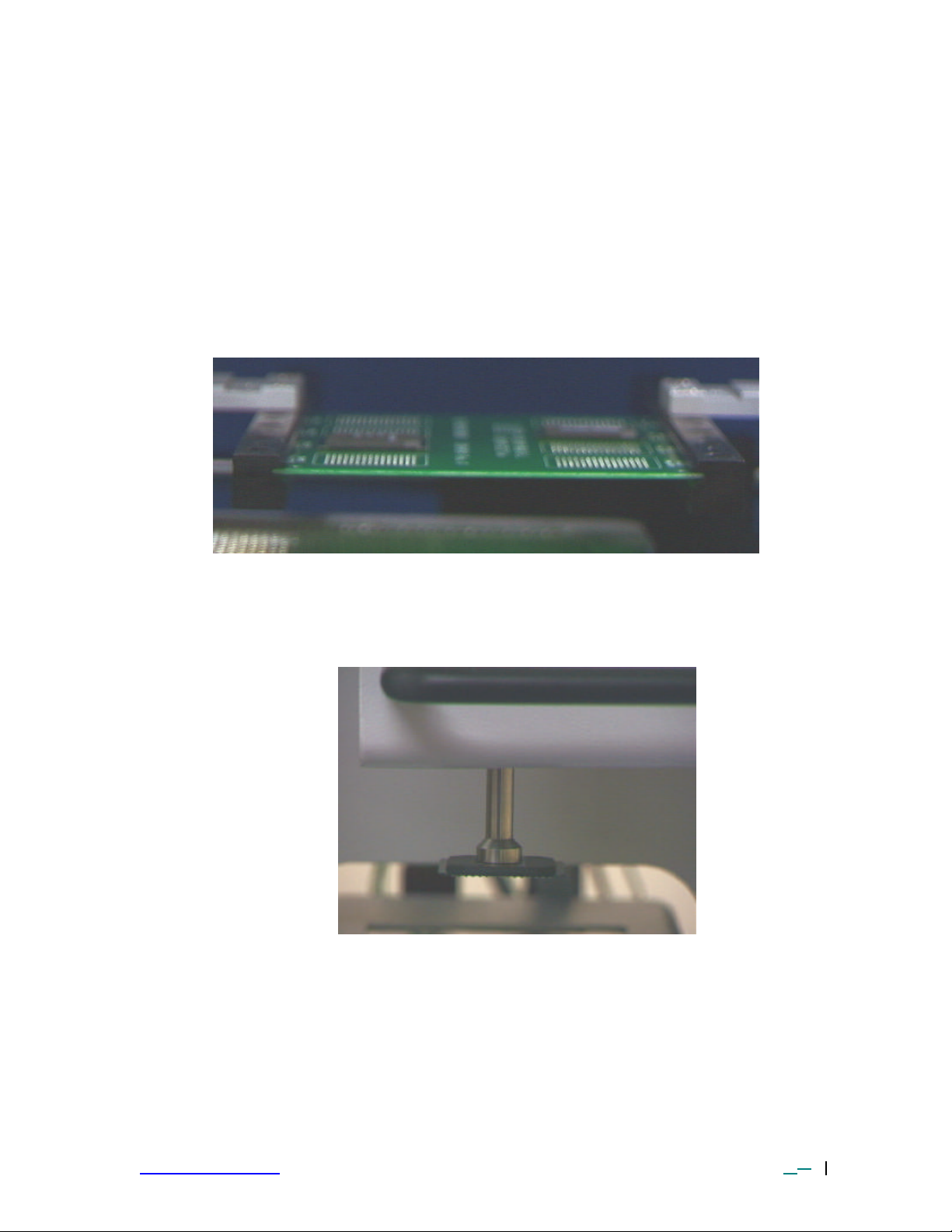
3. Activate vacuum on TF 3000 from the Alignment screen on the TF 3000
Software. Place component on vacuum nozzle on placement head. See Figure
4.
Figure 4: Component held by Vacuum Pick
4. Pull the optics housing out from the front of the TF 3000 using the handle. Be
sure the Sliding Shaft Holder is in the Placement Position (Against the right
bumper).
5. Center the land pattern in the optics display.
6. Adjust the lighting so the lands and solder balls are clear.
www.paceworldwide.com Rev A-PRM Page 9 of 5151
Page 10
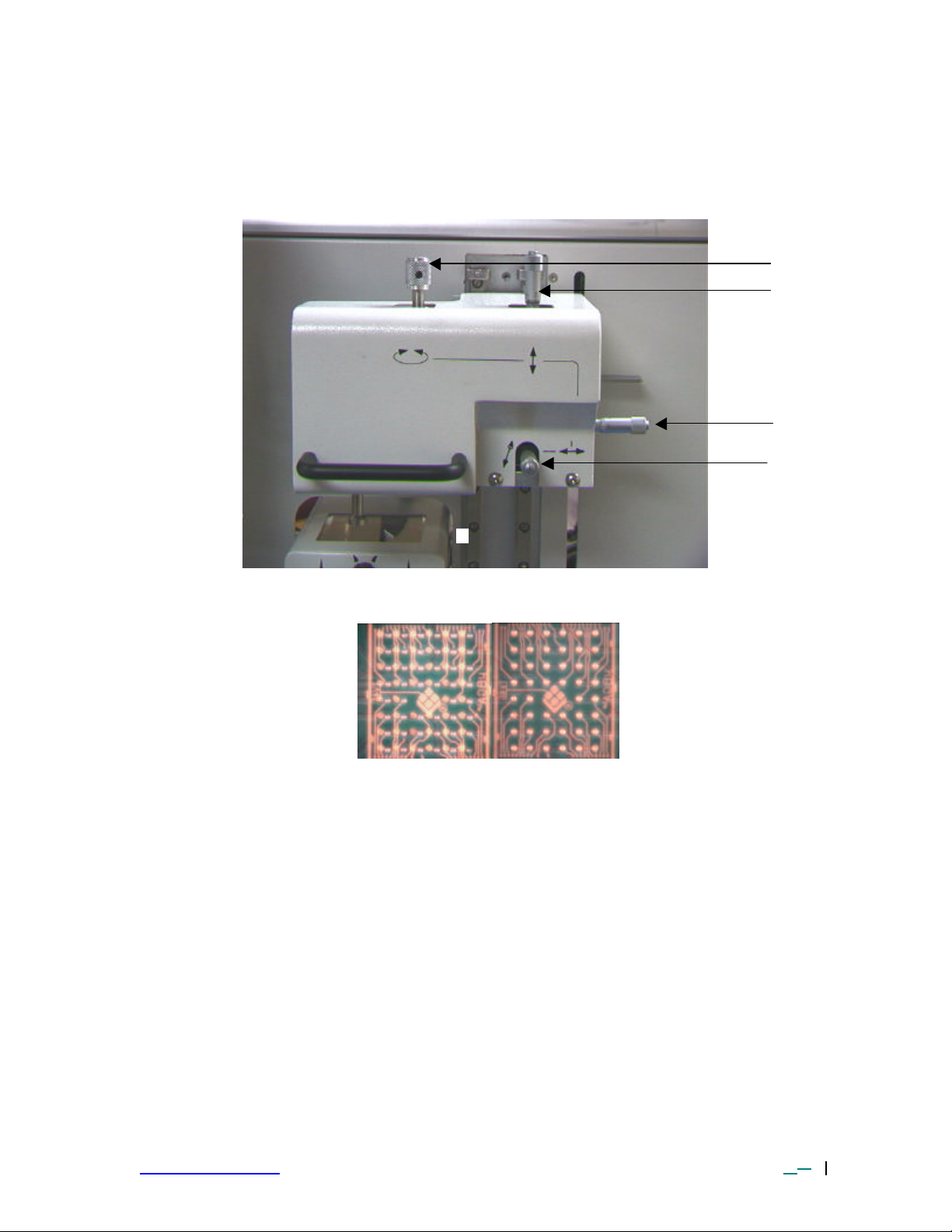
7. Align component solder ball/lead pattern to the land pattern on the PCB using the
adjustment knobs on the alignment apparatus. See Figure 5. The BGA (ball
side) and the PCB pattern side are super-imposed on the computer monitor, by
the optical system. See Figure 6.
θ
Z
X
Y
10
Figure 5: Placement Head
(A) (B)
Figure 6 - Unaligned (A) and Aligned component (B) as they would appear.
8. Push optics housing back into unit.
9. Apply flux or solder paste: One of the following methods is applicable depending
on the rework conditions, the specification of Device/PCB, or operator
preference.
A) Dispense flux on the land pattern using a brush or flux pencil. (Most
common).
B) Apply solder paste to the land pattern using a conventional stenciling
technique.
C) Apply flux to the BGA, solder ball side, by means of a flux application
tool. See Reference Section.
D) Print paste on the BGA, solder ball side, by using one of PACE’s
component stenciling tool kits. See Reference Section.
Note: Method B must be completed prior to insertion of PCB into board
holder. Methods C and D apply flux/paste to the underside of the
component, not the PCB. They should be performed before placing
component with vacuum pick on TF 3000.
www.paceworldwide.com Rev A-PRM Page 10 of 5151
Page 11
10. Lower the Alignment Apparatus to PCB so the component is in contact with the
PCB.
11. Release component by turning off the vacuum and return alignment apparatus to
the upper position.
12. Index the sliding shaft holder from the Placement Position to the Reflow
Position.
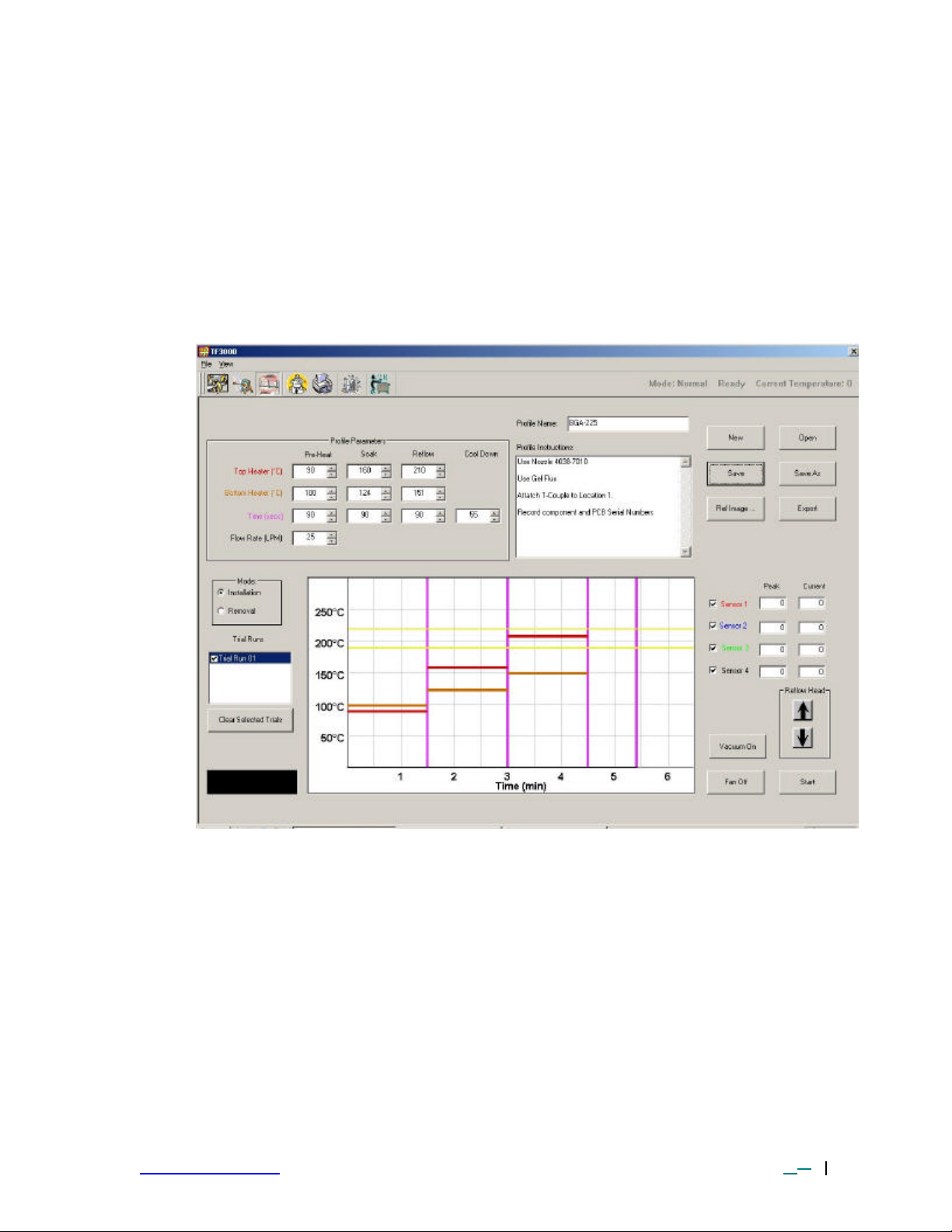
13. Select the desired profile or enter time and temperature parameters for pre-heat,
soak, and reflow phases. See Figure 7.
Figure 7: Profile Development Page
14. Lower the reflow head using the reflow head buttons (Fig 7) and start the cycle
by clicking on the “Start Button” on the profile development or Operations Page.
15. Once the reflow profile has been completed, the reflow head will lift up
automatically and the cooling fan will turn on for the user-selected amount of
time. Airflow from the cooling fan may be directed by loosening the locking
thumbscrew on the fan and rotating it around its shaft.
www.paceworldwide.com Rev A-PRM Page 11 of 5151
Page 12
Placement Position
3 EXPLANATION OF EACH OPERATION
r
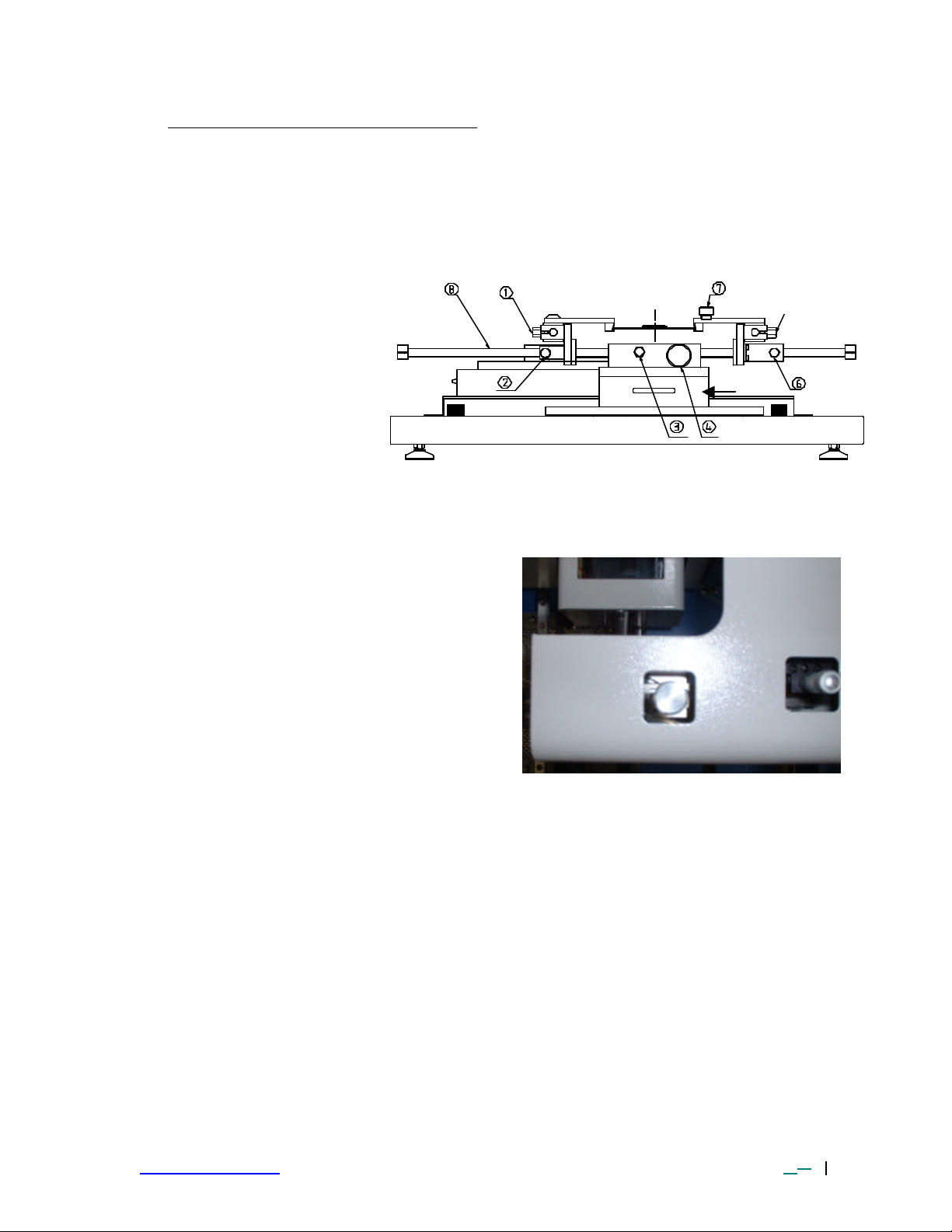
3-1 Placing BCB into Board Holder - See Figure 8..
1. Center the sliding shaft (8) in the holder (9).
2. Adjust the sides of the board holder so that the distance
between them is 3 mm smaller (half the width of
the rail) than the width of the PCB. Secure the
sides by tightening the setscrews (6 & 2)
4. The right side of the
board holder is spring
loaded. Insert the PCB into
the support slots
while holding the
right side of the
board holder open.
When the PCB is
positioned, let the
right side close.
Figure 8: Board Holder and Base
3-2 Component Alignment and Placement - Refer to Figures 5 and 8.
1. Set the sliding shaft holder at the
Placement Position at the far right
side of the base
2. Extend the optical housing by pulling
the handle towards you. The LEDs
will turn on automatically.
3. Center the PCB array pattern on the
display. Zooming in on the array
allows for easier centering
4. Tighten the setscrews (#1 & 5, Fig.
8) to secure the “Y” position of the
PCB.
5. Tighten the setscrew (#3, Fig. 8) on the sliding shaft
holder (#9, Fig. 8) to secure ”X” position of the PCB.
6. Focus the array pattern on the PCB by focusing manually or by using the AUTO
FOCUS feature. Switch the feature off after the array pattern has been focused.
7. Switch on the vacuum on using the “Vacuum” button on the Alignment screen in
the software.
8. Place the component to be placed on the end of the vacuum nozzle. See Figure
4.
9. Adjust the lighting using the adjustment knobs (#L, Fig 1) so the image of the
PCB land pattern and the image of the solder balls on the component can be
seen clearly.
10. Adjust the height of the device with the height (Z-axis) adjusting screw (Fig 4) to
bring solder balls/lea ds into focus. Failure to focus the component may result in
inaccurate alignment.
11. Turn the “AUTO-FOCUS” feature on after the PCB and component are in focus.
12. Adjust ? aspect of the component by turning the ? adjustment knob (Fig. 5).
13. Adjust the X and Y aspects of the component by adjusting the X and Y
adjustment knobs (Fig. 5).
‰+n
Reflow Position
Figure 9
www.paceworldwide.com Rev A-PRM Page 12 of 5151
Page 13

14. When the component is aligned (See Figure 6), return the optics housing to its
retracted position. The lights will turn off automatically.
15. Using the handle, lift the alignment apparatus upward by hand to release, then
lower the apparatus slowly.
NOTE: The alignment apparatus can be lowered while the optics housing is
extended; DO NOT hit the glass with the component or vacuum
nozzle.
NOTE: When repeating operations using the same PCB and device, steps 4
and 11 may be eliminated. However, when changing devices, it is
important to include steps 4 and 11 in the initial setup procedure.
16. Confirm that the component is in contact with the PCB. Turn off the vacuum
switch using the “Vacuum” button on the Alignment screen in the software.
When repeating operations using the same PCB and device, the mechanical stop
on the right side of the alignment apparatus may be set to ensure repeatability.
17. Return the alignment apparatus to its original position.
18. Move the sliding shaft holder to the “Reflow Position” by disengaging the
magnetic lock and using the handle on the sliding shaft holder.
3-3 Component Reflow
1) Make sure that an appropriately sized nozzle is fitted to the reflow head.
2) Verify the sliding shaft holder is at the Reflow Position at the far left side of the
base
3) Select a profile or enter reflow parameters. Refer to section 4.
3) From either the “Operations” or “Profile Development” screens, click on the
NOZZLE DOWN button. (Figure 7) The nozzle will go down and stop
automatically 5 mm (will vary with PCB thickness) above the PCB.
5) Visually confirm that the component position is aligned with the nozzle. Press
and hold the NOZZLE DOWN button. The reflow head will lower itself, slowly.
Lower the reflow head until there is no gap between the nozzle and the PCB.
See Figure 10.
When repeating operations using the same PCB and device, the mechanical stop
on the left side of the reflow apparatus may be set to ensure repeatability. Once
set, simply lower the reflow head until the mechanical stop engages. The reflow
head is fitted with a clutch that will engage if the nozzle applies pressure on the
PCB or the mechanical stop. This ensures the safety of the PCB and protects
the motor that drives the reflow head.
NOTE: In some instances the available space around a component will be
insufficient to bring the nozzle into contact with the PCB. Should this
occur, select a nozzle with dimensions that are similar to the
component body. For reflow, position the nozzle 1 mm above the
component. The time of the reflow cycle may have to be adjusted to
insure satisfactory results. A thermo-couple should always be used
to verify reflow conditions.
www.paceworldwide.com Rev A-PRM Page 13 of 5151
Page 14

Figure 10: Properly Positioned Nozzle in Relation to PCB
6) When the nozzle is properly positioned, click the CYCLE START button. The
cycle will begin. An audible alarm will sound seven (7) seconds before the end of
the reflow phase.
7) When the reflow cycle is complete, the Reflow Head/nozzle will automatically
raise and the COOLING FAN will turn on (if activated), cooling the soldered
component, PCB and nozzle.
9) Do not remove the PCB from the board holder until the temperature of the
component and PCB has reached “below solder melt” temperatures.
3-4 Adjusting Airflow
1) The knob on the air flow meter adjusts the airflow. Make sure to match the air
flow meter value with the value of “Air Flow” field on the software. The actual
airflow will not be changed by the flow value displayed by the software.
However, this value affects the heating so it is important to make sure the
airflow regulator on the front panel of the machine matches in the airflow value
in the profile.
3-5 Component Removal
There are two methods for removing components from the PCB.
Method 1 - Use a removal nozzle fitted with a vacuum pick-up.
1) Fit a removal nozzle to the TF 3000
2) Connect the vac uum hose to the vacuum port on the front of the system.
3) Run the removal profile.
4) The component will be lifted off when the reflow head lifts up at the
completion of the cycle.
Method 2 – Using the hand wand.
1) Run the removal profile.
2) When the audible alarm signals 7 seconds before the end of the reflow
phase, turn on the vacuum pump using the switch on the right side of the TF
3000 and pick up the hand wand.
3) Once the reflow head raises up, remove the component by using the hand
held vacuum wand.
www.paceworldwide.com Rev A-PRM Page 14 of 5151
Page 15

4 CREATING AND SAVING PROFILES
Please refer to Figure 7 for this section.
4-1 General Information
The TF 3000 comes with two profiles already installed that should be used as
baselines when developing profiles. Profile Default 1 is recommended as a starting
point for area arrays larger than 21 mm square. The Default 2 profile is
recommended as a starting point for area arrays 21 mm square and smaller.
4-2 Additional Information
1) Temperature settings are as follows:
• Top Heater Pre -heat
• Bottom Heater Pre -heat
• Top Heater Soak
• Bottom Heater Soak
• Top Heater Reflow
• Bottom Heater Reflow
2) Time and temperature parameters can be changed while a reflow cycle is
running from the Profile Development Screen. However, the PROFILE itself
cannot be changed.
3) To determine a temperature, it is strongly recommended to use a thermo-couple
to take temperature measurements. Profile creation is most successful when
thermo-couples are used. For assistance, contact PACE or your local
representative.
4) To ensure a successful installation the following conditions should be met in each
profile.
During the PRE -HEAT phase, the PCB should experience a temperature of
between 95 and 105 ºC before entering into SOAK.
During the SOAK phase, the solder balls should experience a temperature
between 145 to 165 ºC for 30 to 60 seconds. Refer to your flux activation
temperature.
During the REFLOW phase, the solder balls should experience a
temperature of 190 to 220 ºC for 10 to 30 seconds. Always verify the
component’s maximum allowable temperature with its manufacturer.
www.paceworldwide.com Rev A-PRM Page 15 of 5151
Page 16

4) The preset default profiles are as follows: (Time (s)/Top Heater
Temperature/Bottom Heater Temperature)
Profile Preheat Soak Reflow AirFlow
Default 1 °F 60/212/320 80/275/350 70/410/375 22 lpm
Default 1 °C 60/100/160 80/135/175 70/210/190 22 lpm
Default 2 °F 60/212/300 70/375/330 60/375/355 15 lpm
Default 2 °C 60/100/150 70/135/165 60/190/180 15 lpm
Figure 11: Default Profile Table
www.paceworldwide.com Rev A-PRM Page 16 of 5151
Page 17

5 PC SOFTWARE
TF 3000 application software comes pre -installed on the PC of the TF 3000 BGA/CSP
Rework System. The software provides numerous features, which include:
• Allows password to be entered to protect existing profiles from unauthorized
modification.
• View images from the Vision Overlay System (VOS).
• The ability to save images electronically.
• Real time split screen function allows for quick alignment of large components or
components with numerous solder balls.
• Real time modification of profile parameters.
• Use up to 4 Thermo-Couple Sensor Inputs to monitor reflow profile.
• Time and Temperature parameters are displayed on screen.
• Incorporate work instructions for operators into profiles.
• Document operations for quality assurance.
• Integrate inspection devices.
The TF 3000 application software consists of 6 functional pages indicated by buttons
across the top of the display. Click on the associated button to access the appropriate
page.
www.paceworldwide.com Rev A-PRM Page 17 of 5151
Page 18

5-1 Setup Page
The Set -Up page is accessed by clicking on the second button from the right on the
toolbar within the TF 3000 application (See #1, Figure 12). The Setup page allows
the TF 3000 software to be configured.
1
2
3
4
11
6 5
7
8
9
12
10
Figure 12: Setup Page
2 Setup Password Button –
Restricts access so that
profiles cannot be modified,
deleted, or created by
unauthorized users. Clicking
this button causes a pop up
box to be displayed. (See
Figure 13)
3 Select °F or °C as a
temperature scale.
4 Select Language – Allows for
selection from 6 different
languages, including English,
German, French, Italian,
Figure 13
Spanish and Swedish from a drop down menu. Lan guages can be customized
and created using the language wizard. See Section 6.
5 Setback and Auto off. Enter a time for each to activate.
www.paceworldwide.com Rev A-PRM Page 18 of 5151
Page 19

5-1 Setback – When the system has been idle for the defined period of
time, the system will go into Setback, which will reduce the set
temperature of the bottom heater by 50%.
5-2 Auto Off – When the system has been in setback for the defined
period of time in the auto off field, the system will shut the bottom
heater off.
6 Set Upper and Lower Temperature Limits – Provides a reference zone for reflow,
typically set at 190 and 220°C. Horizontal yellow lines on the graph represents
upper and lower limits.
7 User defined labels for the Inspection page to label the composite video inputs.
For example, when using PACE’s XR 3000 either of the composite video inputs
could be labeled “XR 3000” or any name you wish to call it.
8 Folder management: Assigns access to a defined folder for:
8-1 Profiles
8-2 Records
8-3 Captured Images
8-4 Inspection Images
8-5 Language Libraries
When a password is entered, this feature locks the operator into using the
defined folders. For example, if you are working on a job that requires three
profiles, you can create a directory that only contains the three profiles. This
way, the choices an operator has to make when selecting a profile are restricted,
reducing the likelihood of selecting an incorrect profile.
If records of each profile run are to be created and maintained for documentation
purposes, the operator can be limited to saving them to a specific directory to
keep them all together under a folder associated with a specific board run, job
number, or customer name.
9 User defined Local PACE Representative Phone Number – Allows for entry of
PACE Local Representative or PACE customer service telephone number for
easy reference.
10 Enable/Disable activity log. When activated, this button logs all communication
activity between the PC and the microprocessor in the TF 3000. This is useful
when trouble shooting the unit.
11 Camera controls. The camera settings can be changed and changes are
immediately reflected in the video display window, lower right hand corner. (#12)
12 Display of video from TF 3000 alignment camera so you can see the effect of the
changes made to the camera settings.
www.paceworldwide.com Rev A-PRM Page 19 of 5151
Page 20

5-2 Alignment Page
3
2
15
13
9
8 7
10 12 14
5
11 16
The Alignment page is accessed by clicking on the second button from the left on the
toolbar within the TF 3000 application (See #16, Figure 14). This screen is used for:
1
4
6
Figure 14: Alignment Page
1. Name of profile selected from Operation Page displayed here.
2. Allows for user to set Horizontal or Vertical Flip of image
3. Allows for user to set Image rotation
NOTE: Selecting any of the Video Image Flip or Video Image Rotation
options may cause the displayed image to appear “jerky” or “sluggish”,
due to the calculation time required to digitally flip or rotate an image.
4. Displays name of the reference image file.
5. Display pane for live video from TF 3000 alignment camera.
6. Display pane for reference image or image review
7. Zoom adjust slide bar
www.paceworldwide.com Rev A-PRM Page 20 of 5151
Page 21

8. Manual focus adjust slide bar. (Auto-Focus must be disabled before slide bar can be
Figure 15: Full Screen Mod
e not aligned
used)
9. Auto Focus enable/disable
10. Full screen button –
when activated displays
video feed full screen.
See Figure 15.
11. Image capture button.
Captures image
displayed in #5 and
saves electronically.
12. Review Button – allows
for review of images
captured with #11.
Images will be displayed
in #6. When image is
displayed, button will
change to “Normal”
which will return the
user to reference
alignment image or
clear pane is no image
is available.
13. Alignment instructions –
See Reference alignment
(Component =Red, PCB=Blue)
Image in Section 5-4.
14. Turn vacuum on/off to vacuum nozzle on alignment head.
15. Split screen line. Refer to Figure 16 for an example of Real Time Split Screen images.
Clicking on the image between the corner and blue line will display the image in split
screen mode. This means that the lower left -hand corner and the upper right-hand
corner up to the diagonal lines marked “15” on Figure 14 are magnified and placed
together in the display, See Figure 16. Click the split image display (Figure 16)
anywhere to return to normal display mode.
www.paceworldwide.com Rev A-PRM Page 21 of 5151
Figure 16: Results from the Real Time Split Screen Feature
Page 22

5-3 Operations Page
14 13 12
The Operations page is accessed by clicking on the first button from the left on the
toolbar within the TF 3000 application (See #1, Figure 17). With the exception of the
optical alignment, this screen allows the operator to perform all essential operations
including profile selection, documenting operations for quality assurance, and process
validation.
1
2
3
5
6
4
8 7
9
11
10
Figure 17: Operation Page
2. System Status Bar – Displays system status:
Normal
Ready
Not Ready
Setback
Auto Off
and current temperature of bottom heater. This bar is to ensure the bottom heaters
are at the specified temperature and will not allow a cycle to start until the bottom
heaters are within the defined tolerance. If the system has entered “Setback” or
“AutoOff” modes, click the right most button on the tool bar to reset the bottom
heater temperature.
3. Drop down box containing the profiles available to be selected. Click on the arrow
and select the desired profile and it will be loaded.
5. Profile Instructions – Specific operator instructions for the chosen profile are
displayed here. These are created during profile development and are saved with
the profile.
www.paceworldwide.com Rev A-PRM Page 22 of 5151
15
Page 23

6. Profile Parameters – Display of time and temperature parameters for the chosen
profile. Values are displayed but CANNOT be changed.
7. Operator Comments - Provides a means for documenting essential information. A
record is defined as information associated with a particular rework job. This
information includes profile parameters, sensor input (via the graph), and operator
recorded comments. A record can be saved for each new component installation.
When a record is saved, the date, time and profile name are automatically stored
with that record.
8. Save Record Button – Stores profile name, date & time, operator comments and
graph information in “Records” folder.
9. Print Record Button – Prints the current record.
10. Sensor inputs #3 and #4. Check box to display thermocouple data. “Peak” field
displays highest temperature reached during profile. “Current” field displays the
current temperature measured by the thermocouple.
11. Progress Indicator – Visual indication of the profile process. Color coordinated with
the phases as indicated in #5.
12. Graphing Area – Graphically displays profile parameters (time and temperature)
and thermocouple data from Sensors #3 and #4.
13. Reflow head Up/Down buttons. Clicking the down arrow once brings the reflow
head down to 5 mm above the PCB. Click and hold the down button for fine
control. Clicking the up arrow returns the reflow head to its up position.
14. Turns the vacuum pump for the nozzle on or off.
15. Turns the cooling fan on or off.
16. Start/Stop Cycle button.
5-3.1 Process Control/Validation Feature
During the Profile Development phase, a temperature probe trace can be saved from
Sensor #1 and #2 with a profile. To validate profile and system performance from the
operation screen, a reference point near the component rework area (on an adjacent
component lead for example) must be used for temperature probe placement. The
location of sensor area can be stored in “Profile Instructions”. Keep in mind that data
must be collected from the same Tem p probe location used when developing the
profile.
When an operator selects an appropriate profile, the temperature probe trace(s) will
be displayed on the graph as gray lines. To validate the rework process, the operator
can place one or two temperature probes or thermocouples on the designated
reference point and run the profile. The check boxes next to Sensor #3 and #4 on
the operations screen must be checked to display data. As the profile progresses,
the temperature probe trace(s) will be display ed in green or black. The probe traces
can be compared to validate a particular rework process. (See Figure 17) Some
variation may exist due to differences in Temp probes, positioning, and operator
error. The “shape” of the curves should be similar.
www.paceworldwide.com Rev A-PRM Page 23 of 5151
Page 24

5-4 Profile Development Page
2 9 11 7 5 10 8 3 6 4 18 19 17 20 16 21 15 22 14 13 12 23 24
The Profile Development page is accessed by clicking on the third button from the left
on the toolbar within the TF 3000 application (See #1, Figure 18). With the exception
of the optical alignment, this screen allows an Engin eer or supervisor to perform all
essential functions to develop and verify a profile.
1
Figure 18: Profile Development Page
1) Profile Development Page Button. Clicking this button changes the software to
the Profile Development Page if a Password is not entered into the system. If
a password has been entered, you will be prompted to enter it before the page
is displayed.
2) System Status Bar – Displays system status:
Normal
Ready
Not Ready
Setback
Auto Off
and current temperature of bottom heater. This bar is to ensure the bottom
heaters are at the specified temperature and will not allow a cycle to start until
the bottom heaters are with in the defined tolerance. The bottom heater
tolerance can be adjusted (more or less stringent) by changing the value of the
bottom heater tolerance file in the TF 3000 folder using the “RegEdit” software
application found in the windows directory.
www.paceworldwide.com Rev A-PRM Page 24 of 5151
Page 25

To change the value, start the RegEdit software.
a. On the left hand side, double click on “Local Machine”
b. Double click on Software
c. Double click on PACE
d. Double click on TF 3000
e. In the right hand side, double click on Btm_Htr_Tol
f. The value should always be set in “Decimal” and in F degrees.
g. Save changes and restart the TF 3000 software.
3) Name of current profile.
4) Profile Parameters – Display of time and temperature parameters for the
chosen profile. Values can be changes using the up and down arrows or
simply click in each box, delete the text, and type a new number. The variable
in the Flow Rate box does not control the airflow. The operator must verify the
flow rate is set properly on the regulator on the front of the machine. This
variable does affect the heat transfer of the top heater and it is important that
the proper airflow be entered into this field. Generally a flow rate of 22 lpm is
used for most applications. When reworking small components, a flow rate of
15 lpm is recommended.
5) Instruction Box – Provides a means to store and display operator instructions
applicable to the selected profile. Instructions may pertain to such items as
nozzle type, type of solder paste or flux, reference position of temperature
probe for process validation, and any other special needs.
6) “New” Button – Clears Profile Name field and resets all profile parameter fields
to the defaults. Top Heater 100 °C (212 °F): Bottom Heater 150 ºC (300ºC):
Time 90 seconds.
7) “Open” Button – Opens a profile.
8) “Save Profile” Button – Saves profile parameters for the selected profile.
Clicking this button will overw rite existing profile parameters for named profiles.
A pop-up box will appear for new unnamed profiles.
9) “Save As” Button – Saves a profile under a different name.
10) “Ref Image” Button – Associates a reference image with a profile. The
Alignment page should first be accessed to capture the image to be associated
with the profile.
For example,
capture an
image of the
component to
be reworked
while it is on the
PCB to clearly
identify to the
operator the
location and
orientation of
the component.
To associate the
reference image
Figure 19: Reference Image Window
with the profile,
click on the “Ref image button and window will open. See Figure 19. Click on
the box with the three dots on it and select the image to be associated with the
profile. You can also enter alignment instructions that will also appear on the
alignment page to remind the operator of any tasks he must complete before
placing the component.
www.paceworldwide.com Rev A-PRM Page 25 of 5151
Page 26

11) “Export” Button – Saves profile and thermocouple data in .csv format that can
be opened in MS Excel.
12) Mode – Select Installation or Removal mode. Selecting Removal mode will
turn on the vacuum pump 5 seconds before the reflow phase ends to lift the
component off of the PCB.
13) “Trial Runs” Window – Allows for the management of trial run profiles while
creating a profile. Up to three profiles can be simultaneously displayed on the
graphing area at one time. This is useful for comparing runs and to view the
effects in changes to the profile parameters. To display a trial run, the check
box to the left of the name must be checked. If three trial runs are present and
a cycle is started an error message will appear and you must delete at least
one of the trials.
14) Reference lines – The yellow lines are for reference on the graph. Their value
is set from the “Set -Up Page”.
15) Red Lines – Thes e lines correspond to the top heat parameters in the Profile
Parameters section (#4). These lines can be clicked on and dragged up or
down to increase or decrease the amount of top heat being applied. These
can be used to modify profile parameters instead of using the text boxes in #4
above, or to modify the profile while one is running. All changes are reflected
immediately in the profile parameters area (#4) and on the graph.
16) Orange Lines – These lines correspond to the bottom heat parameters in the
Profile Parameters section (#4). These lines can be clicked on and dragged up
or down to increase or decrease the amount of bottom heat being applied.
These can be used to modify profile parameters instead of using the text boxes
in #4 above, or to modify the profile while one is running. All changes are
reflected immediately in the profile parameters area (#4) and on the graph.
17) Purple Lines – These lines correspond to the time parameters in the Profile
Parameters section (#4). These lines can be clicked on and dragged left or
right to increase or decrease the amount of time within each phase. These can
be used to modify profile parameters instead of using the text boxes in #4
above, or to modify the profile while one is running. All changes are refl ected
immediately in the profile parameters area (#4) and on the graph.
18) Sensor inputs 1, 2, 3 and 4. Check box to display thermocouple data. The
“Peak” field displays highest temperature reached during profile. The “Current”
field displays the current temperature measured by the thermocouple. The
thermocouple traces are colored to match the text labels for Sensor 1, Sensor
2, etc.
19) Reflow head Up/Down buttons. Clicking the down arrow once brings the reflow
head down to 5 mm above the PCB. Click and hold the down button for fine
control. Clicking the up arrow returns the reflow head to its up position.
20) “Vacuum” Button - Turns the vacuum pomp for the nozzle on or off.
21) “Fan” Button - Turns the cooling fan on or off.
22) Start/Stop Cycle button – Starts or Stops the cycle.
23) Progress Indicator – Visual indication of the profile process.
Yellow = Preheat
Orange = Soak
Red = Reflow
Blue = Cool down
24) Graph Area – Graphically displays profile parameters (time and temperature)
and sensor inputs. Right Clicking the mouse and holding the button down on
any sensor trace will display the temperature at the point selected. Right
clicking the mouse on any two points will give the temperature ramp rate
between the two points.
www.paceworldwide.com Rev A-PRM Page 26 of 5151
Page 27

5-4.1 General Information concerning the Profile Development Screen
1) The Reflow Graph area displays a representation of the Reflow cycle profile.
Time in minutes is graphed along the X-axis and temperature in degrees Celsius
or Fahrenheit is plotted along the Y-axis. The time and temperature axes
incorporate a dynamic scaling feature to optimize the display for extremely short
or long profiles. Profile graphs can be saved with profiles to be used for process
validation by operators while using the Operation screen. Profile graphs can also
be stored as individual records for each rework job for quality control purposes.
Solid and dotted lines are used to indicate profile parameters.
5-4.2 Profile Creation
There are 2 recommended methods for developing a profile. The first, involves an
actual component installation, while the second uses a previously installed package.
Either method can be used to develop a reliable profile. However, there are some
issues and considerations to be aware of with each.
When developing profiles through actual component installation, it is critical to make
sure the thermocouples remain in contact with the solder balls throughout the entire
process. Unreliable data will be collected should a thermocouple lose contact with
the solder balls. If measuring the temperature on the top of the package it is best to
use a preinstalled component, as the thermocouple wire will typically cause the
component to not lay flat on the PCB.
When using a previously installed package, the placement of the thermocouples is
important. They must be in contact with the existing solder joints. This task can be
accomplished by either (1) drilling through the bottom of the PCB into a solder joint
and attaching the thermocouple or by (2) sliding the thermocouple under the
package. When sliding a thermo couple under a component, it is critical that the
thermo couple be in contact with a solder ball. Method 2 is the most commonly used.
Information from the thermocouples will assist in determining the proper time and
temperature param eters. In general, the following guidelines should be adhered to
when developing profiles.
Ramp and Maximum Temperatures
Acceptable ramp rates and maximum temperatures should be obtained from the
component manufacturer. Typical ramp rates are 2-5 ºC/s (4 -9 ºF/s) for plastic parts
and 1 ºC/s (2 ºF/s) for ceramic parts. It is recommended to select a maximum
temperature below the manufacturer’s specification to provide for a margin of safety.
Typically, 20 °C below maximum specified temperature is selected.
Pre-Heat Phase
1. In a “step profile”, the top of the PCB and package should reach a stable
temperature of 95 -105 °C. If plotting the temperature curve, the trace will usually
level off within this temperature range.
2. If a “linear slope” is desired, pre-heat and soak phases are combined. Both the
package and the PCB are warmed at a constant ramp rate (usually 2-4
°C/second) until the desired soak temperature is reached.
www.paceworldwide.com Rev A-PRM Page 27 of 5151
Page 28

Soak Phase
The soak phase is a crucial part of the reflow process. During this period, the flux
activates and drives off volatiles and excess flux. A temperature of 145 -165 °C
(determined by the activation temperature of the flux used) should be maintained for
approximately 20-40 seconds. This allows for uniform ramping across the entire
package and PCB during reflow.
Reflow Phase
During this phase, the solder balls reach solder melt and form a joint between the
package and the lands. It is critical for all areas of the array to reach solder melt
together and all solder balls remain in a liquid state for at least 10-20 seconds.
Generally, plastic packages should not be exposed to temperatures higher than 220
ºC. Always consult the device specifications for maximum temperature
recommendations. As a rule of thumb, a safe “maximum temperature” is the
maximum temp specified by the manufacturer minus 20ºC. Lower temperatures and
shorter times are common in CSPs and FCs. The lowest temperatures possible
should always be used to ensure safety of the device and PCB.
Cool Down Phase
The cool down phase is necessary to bring the temperature of the package, solder
joints and PCB under the package below solder melt temperatures. Cooling should
be controlled. A good reference is to use the same cool down rate as for ramp up.
The cooling fan on the TF 3000 will remain on for a minimum of 30 seconds from the
start of the cool down cycle. Some types of components (like CBGAs) should be
allowed to cool without external assistance from the cooling fan. When installing
these packages, turn the fan away from the PCB so the air doesn’t blow on it.
General
Using one of the two baseline profiles will provide a good starting point for profile
development. The reflow graph provides an excellent tool for monitoring profile
parameters and fine tuning or perfecting the profile development process.
When adjusting profile parameters “on -the-fly”, all changes are reflected immediately on
the profile development screen and graph.
www.paceworldwide.com Rev A-PRM Page 28 of 5151
Page 29

5-5 Inspection Page
2
The Inspection page is accessed by clicking on the fourth button from the left on the
toolbar within the TF 3000 application (#1, Figure 20). This page allows for the
integration of the inspection function within the TF 3000 software. Up to two pieces of
inspection equipment that have a composite video output can be connected to the TF
3000. Examples of inspection equipment are X-Ray inspection equipment and
microscope inspection devices. These are connected through the panel on the right side
of the TF 3000.
1
4
3
6
Figure 20: Inspection Page
2. Flip Field – Flips the image displayed in pane 4 horizontally or vertically.
3. Rotate Field – Rotates the image displayed
in pane 4 in 90 degree increments.
4. Display pane for image from either
composite video input.
5. Reference image library display pane.
6. Video in put Display selection. These radio
buttons allow the video/image from either
composite video input to be displayed.
They can be named by the specific source
of the image in the “Set -Up” Page.
7. Full Screen Button – Changes display mode
from Figure 20 to full screen. See Figure
21. To return to normal display mode, click
the “Normal Mode” Button.
7
8 10
9
Figure 21: Full Screen Di splay Mode
5
www.paceworldwide.com Rev A-PRM Page 29 of 5151
Page 30

8. Capture/Review Button - The Review and Capture Buttons operate the same as in
Alignment View.
9. The Arrow Buttons scroll between images stored in the reference library. To Add a
Reference Image: Any captured image may be added to the Reference Image
Folder under the TF 3000 Software directory.
10. Radio Buttons allow the user to change from Reference Defect Image mode to
Thumbnail mode. See Section 6-5.1.
www.paceworldwide.com Rev A-PRM Page 30 of 5151
Page 31

6-5.1 Inspection Thumbnail Mode
To enter Thumbnail mode, click on the radio button labeled “Thumbnails” (#10 Figure 20). The
display will change to resemble Figure 22.
1
2
3
4
5
Figure 22: Inspection Thumbnail Mode.
The Thumbnail mode allows
for images that are too large
to appear in the viewing pane
(#1) to be viewed in parts.
See Figure 23. This creates a
composite image where the
entire component or desired
viewing area may be
reviewed. Additionally, the
thumbnail panes may be
loaded with images identifying
defects, potential problem
Actual Viewable Area –
Entire Component
cannot be displayed in
Pane
areas, or areas that may
indicate further evaluation is
required. To load images into
the thumbnail frames, simply
display the desired image on
the display pane (#1, Figure
22), then click the Capture
Button. The images will be
transferred to the Thumbnail
Figure 23: Thumbnails
Pane (#2, Figure 22) in sequential order, i.e. Thumbnail 1, Thumbnail 2, Thumbnail 3, and
www.paceworldwide.com Rev A-PRM Page 31 of 5151
Page 32

Thumbnail 4. The thumbnail panes can also be selected individually if a different fill order is
desired by right clicking on the thumbnail pane to be filled first and selecting “Capture” from the
pop-up menu. Thumbnails can be copied over by recapturing an image or by right clicking on a
thumbnail pane and selecting an option from the pop-up menu. The choices on the pop-up
menu are: Capture, Delete thumbnail, and Delete all thumbnails.
This screen can also be used to create reports such as defect or failure analysis reports. To add
comments associated with each thumbnail, double click on the thumbnail and a text box will
appear where text can be entered. When finished with adding comments, click on the “SAVE”
Button (#4, Figure 22) and the report and images will be saved as an Adobe Acrobat file that can
be emailed, printed, stored, or saved to disk for future reference.
The Review button (#5, Figure 22) is used to review the PDF files that are saved from this mode.
www.paceworldwide.com Rev A-PRM Page 32 of 5151
Page 33

1
9 8 7 6 5
4
3 2
5-6 Print/Review Page
The Inspection page is accessed by clicking on the third button from the right on the toolbar
within the TF 3000 application (#1, Figure 24). This Screen allows the operator to recall and
view saved profiles and operator records and output them to a specified printer.
Figure 24: Print/Review Page
1) Open Profile Button – Loads saved profile from disk and displays it on screen.
2) Open Record Button – Loads saved operator record and displays it in Record
Comment.
3) Overlay Profile Button – Inserts a previously saved profile on screen to compare the
currently viewed profile to.
4) Overlay Record Button – Inserts previously saved record on screen to compare
currently viewed record to.
5) Close All Button – Clears all opened and overlaid Profiles and Records.
6) Remove Overlay Button – Removed the overlay from the graph area.
7) Print Button – Brings up Print Screen to select printer to output displayed record or
profile.
8) Print Preview Button – Opens Print Preview Screen.
www.paceworldwide.com Rev A-PRM Page 33 of 5151
Page 34

6 Language File Creation and Modification
The TF 3000 comes standard with the software in 6 languages: English, German, Spanish,
Italian, Swedish and French. To change languages please refer to the set -up page section in
Chapter 6. The TF 3000 also comes with a piece of software that allows for the modification of
existing language files or for the creation of new language files. To modify the language files,
open the “Language File Editor” located on the desktop, under the TF 3000 icon.
As the default language, English will always be displayed in the first column.
If you wish to modify an existing language file, follow the procedure below:
1. Under the “FILE” menu, “LOAD” the lang uage you wish to modify. The file will be
loaded into the second column of the language editor. This is the language file
that will be used as a reference file and cannot be modified.
2. Next, under the “FILE” menu, “OPEN” the language file. The file will be opened
in the third column of the language editor. This is the column you will actually
modify. It is normal to “open” a language file, then “load” the same one. This is
done so there is an uncorrupted set of data to use as a reference.
3. Next, place the cursor into the cell you wish to modify and make your changes.
4. The modified file must then be saved in the language folder. The standard
language files cannot be overwritten, so any modified file must be saved under
another name. For example, if the “English” file has been modified, the new file
would have to be named something other than “English”. This is to maintain the
original set of language files incase they are needed for reference purpose.
5. Saved files will appear in the language selection menu on the set -up page of the
TF 3000 software.
To create a “New” language follow the procedure below:
1. Under the “FILE” menu, “LOAD” the language you wish to modify. The file will be
loaded into the second column of the language editor. This is the language file
that will be used as a reference file and cannot be modified.
2. Next, under the “FILE” menu, select “New” and the new language file will be
opened in the third column of the language editor. This is the column you will
actually create.
3. Next, place the cursor into the first cell in the new column. Type the reference
text in whatever language you are creating and go on to the next cell.
4. The new file must then be saved in the language folder. The standard language
files cannot be overwritten, so any new file must be saved under another name.
This is to maintain the original set of language files incase they are needed for
reference purpose.
5. Saved files will appear in the language selection menu on the set -up page of the
TF 3000 softwar e.
www.paceworldwide.com Rev A-PRM Page 34 of 5151
Page 35

7 Maintenance
The TF 3000 is designed to operate with a minimum level of maintenance. However,
replacement of some parts will be required from time to time. Please follow the
maintenance instructions below when replacing parts. If there are any questions, contact
PACE.
CAUTION: Disconnect the main power supply and computer cables, if
8-1 Cleaning the Blower Filter (See Figure 25)
Clean the filter every three (3) months.
Figure 25: Blower Filter Access
8-2 Replacing the Top Heater
Please refer to Figure 26 and Figure 27 for heater replacement.
1) Disconnect the TF 3000 from ALL power supplies.
2) Remove the protective cover from the reflow head by removing two screws
from each side of the cover.
3) Open the back panel and disconnect electrical connections AS and HS.
4) Feed the wires through the front panel. (you will have to remove several
wire ties.)
5) Remove the white cap on the heater assembly
6) Remove the electrical connections under the cap.
7) Remove the wire ties holding the air hose onto the connection on the back
of the reflow head assembly and remove the hose.
8) Remove all four screws shown in Figure 27 and the heater assembly can be
removed.
9) Be careful not to lose the steel ball bearing positioned behind the reflow
head.
10) Fix the replacement reflow head assembly to the support arm using the 4
screws removed in #8 above. Make sure the steel ball bearing has been
replaced as well.
11) Reconnect the Air hose and thermocouples.
12) Reconnect the electrical connections
13) Reinstall the white cap.
applicable, BEFORE opening the TF 3000/E or TF 3000 L/E,
BEFORE replacing any component and BEFORE performing
ANY routine maintenance.
1) Open the cover on the back of the TF
3000.
2) Identify the Blower pump, mounted on the
base of the machine.
3) Loosen the screw fitted to the end of the
filter housing.
4) Remove the housing, then the filter.
5) Clean the filter using warm water.
6) Make sure the filter is dry before re assembly.
www.paceworldwide.com Rev A-PRM Page 35 of 5151
Page 36

14) Install the replacement wire ties that came with the heater assembly in the
same locations as the removed ones.
15) Realign the reflow head. See section 9-4.
16) Replace protective cover.
Figure 26: Replacement Heater Assembly
3
4
Figure 27: Heater Assembly Attachment Screw locations
8-3 Identification of Electrical Connections.
1
2
Label Description
HVJ5 High Voltage Board J5 - Blower
BLOW Blower connector
COM1 Computer COM port 1
J3 Main PCB J3 - RS232 control
PH Pre-Heater AC power connection
HVJ4 High Voltage Board J4 - PH
MH Main Heater AC power connection
HVJ3 High Voltage Board J3 - MH
J5 Main PCB J5 - LED control
J2 Main PCB J2 - HV control
HVJ1 High Voltage J1 - Input control
J10 Main PCB J10 - Camera Interface
CIJ2 Camera Interface Board J2 connector
FG Frame Grabber Card
www.paceworldwide.com Rev A-PRM Page 36 of 5151
Page 37

J11 Main PCB J11 - Frame Grabber
CIJ1 Camera Interface Board J1 connector
V1 Video 1
V2 Video 2
AS Air Stream Temperature Sensor
HS Heater Core Temperature Sensor
PH Pre-Heater Sensor
E1 External TC1
E2 External TC2
E3 External TC3
E4 External TC4
J1 Main PCB J1 connector - TC Input
J4 Main PCB J4 connector - Sensor Input
J8 Main PCB J8 connector - LED control
J7 Main PCB J7 connector - DC control
MP Magnet Power
VS Vacuum Solenoid Power
HM Heater Head Motor
FAN Fan Power
V+, V- Vacuum Power
PV Pick Vacuum
PVSW Pick Vacuum Switch
XFMR Transformer Secondary Power Output
J2 Main PCB J2 connector – AC input
NS Nitrogen Solenoid
CIJ3 Camera Interface Board J3 connector
www.paceworldwide.com Rev A-PRM Page 37 of 5151
Page 38

9 Alignment & Calibration
All PACE TF 3000 BGA/CSP Rework Systems are factory aligned and calibrated prior to
shipment. Due to adverse shipping and handling conditions, it may be necessary to
perform one or more of the following alignment and calibration procedures prior to use.
Proper alignment and calibration of system components should also be performed on a
semi-annual basis to ensure peak performance.
9-1 Board to Optics Alignment
This alignment should be performed when the land pattern on the PCB appears
skewed on the video display.
1) Position testing PCB in Board Holder.
2) Pull the optics housing out from the front of the TF 3000 using the handle.
3) Zoom in so the lands on the PCB fill the screen.
4) Observe land pattern. If land pattern is skewed, proceed to step 5. See figure
22. If land pattern appears aligned, omit steps 5-7.
5) Loosen 8 setscrews found on both sides of the board holder.
6) Shift the board holder by hand until the image is no longer skewed.
7) Retighten setscrews, alternating from one side of the board holder to the other,
until all 8 setscrews are tight.
Figure 28: Skewed Land pattern
9-2 Sliding Shaft Holder Alignment (Indexing)
This alignment will correct X aspect errors when indexing the sliding shaft holder from
the placement position to the reflow position and vice versa.
NOTE: A reference point must be established for this procedure. The
reflow position will serve as a reference point for this alignment
calibration.
1) Position testing PCB in the board holder.
2) Set the sliding shaft holder at the reflow position flush against the left
indexing tab.
3) Lower reflow heater nozzle to approximately 1/16” above a PCB
component.
4) Visually center component in the “X” direction under nozzle using the
adjustment knob on the sliding shaft holder.
www.paceworldwide.com Rev A-PRM Page 38 of 5151
Page 39

5) Using the handle on the sliding shaft holder, index the table from the reflow
Figure 30: Four vacuum nozzle
position to the placement position.
6) Pull the optics housing out from the front of the TF 3000P using the handle.
7) Zoom in so the lands on the PCB fill the screen.
8) The land pattern should be centered on the display horizontally (X
direction). If centered, omit steps 9-16. Otherwise, proceed to step 9.
9) Loosen center set screw on top of right indexing tab. See Figure 29.
10) Depending on the direction and amount of offset in the X plane, tighten or
loosen the large rubber stopper on the side of right indexing tab.
Note: Tightening the rubber stopper will shift the displayed image to
the right. Loosening the same rubber stopper will shift the
image to the left.
11) Return sliding shaft holder to the placement position.
12) Observe proper centering of land pattern on video display. If centered,
proceed to step 16. Otherwise, repeat steps 9-14 until proper centering is
achieved.
13) Tighten center set screw on top of right indexing tab.
Figure 29: Top and Side View of Indexing Tab
9-3 Vacuum Nozzle Planarity
The Vacuum Pick nozzle must land flush on the PCB component in order to achieve
planarity and adequate suction. Performing the following procedure can rectify
problems in vacuum nozzle planarity.
1) Remove the cover on the Alignment Apparatus by removing the 4 bolts on
the cover.
2) Place a PCB on the board holder
and install the large vacuum
nozzle.
3) Lower the alignment apparatus
to the PCB.
1
2
4) Observe the relationship of the
vacuum nozzle to the PCB. If
the noz zle is not planar to the
3
4
PCB adjustment must be made.
To adjust the planarity of the
vacuum nozzle, use the four
adjustment screws shown in
figure 30.
planarity adjustment screws (Looking
down on assembly)
www.paceworldwide.com Rev A-PRM Page 39 of 5151
Page 40

9-3.1 X Correction Refer to Figure 30
1) If adjustment is required in the “X” direction, follow the procedure below.
2) If the right side of the vacuum nozzle is higher than the left side, loosen
screws 1 and 3 and tighten screws 2 and 4.
3) If the left side of the vacuum nozzle is higher than the back side, loosen
screws 2 and 4 and tighten screws 1 and 3.
4) Replace the cover.
9-3.2 Y Correction Refer to Figure 30
1) If adjustment is required in the “Y” direction, follow the procedure below.
2) If the front side of the vacuum nozzle is higher than the back side, loosen
screws 1 and 2 and tighten screws 3 and 4.
3) If the back side of the vacuum nozzle is higher than the front side, loosen
screws 3 and 4 and tighten screws 1 and 2.
4) Replace the cover.
9-4 Reflow Head Planarity Alignment
When lowered and properly aligned, the nozzle on the reflow head should land flush
with the PCB. Errors in reflow head planarity (both Y and skew aspects) can be
corrected by performing the following alignment. Before proceeding with any
adjustments, DISCONNECT THE ELECTRICAL POWER AND MAKE SURE THE
REFLOW HEAD IS COOL AS ELECTRROCUTION OR BURN INJURY MAY
OCCUR. Place a test PCB into the board holder and lower the reflow head to the
PCB. Observe the relationship between the nozzle and the test PCB.
3
1
4
2
Figure 31: Four Reflow Head Assembly adjustment/replacement screws
NOTE: Allow ample time for cooling before handling the reflow head.
9-4.1 Y Correction Refer to Figure 31
1) If adjustment is required in the “Y” direction (back to front), follow the
procedure below.
2) Remove the 2 screws on the right and 2 screws on the left side of the reflow
head that secure the cover on the reflow head.
3) If the front side of the Reflow head is higher than the back side, loosen
screws 1 and 2 and tighten screws 3 and 4.
4) If the back side of the vacuum nozzle is higher than the front side, loosen
screws 3 and 4 and tighten screws 1 and 2.
5) Replace the cover.
www.paceworldwide.com Rev A-PRM Page 40 of 5151
Page 41
9-4.2 Skew Correction Refer to Figure 31.
1) If the reflow head is skewed (twisted in relation to the PCB), follow the
procedure below.
2) Remove the 2 screws on the right and 2 screws on the left side of the reflow
head that secure the cover on the reflow head.
3) If the reflow head is skewed to the right, loosen screws 1 and 3 and tighten
screws 2 and 4.
4) If the reflow head is skewed to the left, loosen screws 2 and 4 and tighten
screws 1 and 3.
5) Replace the cover.
www.paceworldwide.com Rev A-PRM Page 41 of 5151
Page 42

10 Specifications
PC Pentium III, 850 MHz minimum
256 MB Ram
10 GB Hard Drive
8 MB Video Ram
High Resolution Video Capture Card
89mm (3.5”) Floppy Disk Drive
2 USB Ports
1 Serial Port
1 Parallell Port
Keyboard
Mouse
Operating System Windows XP Professional
Video Display 380mm (15”) LCD Display
Heaters
Top Heater: Convective (air or N2), 1600 Watts
TF 3000 Pre-Heater: IR, 400 Watts (200 Watts x 2),
220mm x 155mm (8.6" x 6.1")
TF 3000L Pre-Heater:
Large Area Heater 900 Watts, 305mm x 610 mm (12” x 24”)
Component Size: 65mm x 65mm (2.6" x 2.6") maximum
PCB Size:
Air Flow: Self-contained, manual adjust, 22 SLPM maximum
N2 Option Standard
Resolution on Optics Adjustment: 25 µmeters (0.001")
Positioning Accuracy (Z travel): ±25 µmeters (0.001")
Vacuum: -800 mbar
Power Requirements: 115 VAC, 60 Hz or 230 VAC, 50 Hz
2.3 kW maximum (3 kW for L version)
Optics: High resolution, Vision Overlay System
126 X Magnification
Video inputs: 2 Composite Video (external)
1 “S” Video (Internal for alignment optics)
Temperature Setting Range:
Top Heater: 50° to 500°C (106° to 932°F)
Pre-Heater: 50° to 220°C (106° to 430°F)
Dimensions: 635m H x 641mm W x 660mm D
(25” H x 25.5” W x 26” D )
Weight: TF 3000, 115 VAC: 78 kg (170 pounds)
TF 3000E, 230 VAC 85 kg (185 pounds)
TF 3000L, 115 VAC 88 kg (195 pounds)
TF 3000LE, 230 VAC 95 kg (210 pounds)
Board Supports Included
Optical Alignment Kit Included
Localized Heater IR, 120 Watts, 65mm x 100mm (2.5” x 4”)
TF 3000 460mm x 500mm (18" x 20")
TF 3000L 500mm x 500mm (20” x 24”)
www.paceworldwide.com Rev A-PRM Page 42 of 5151
Page 43

11. Accessory Items
11-1. Instructions for using the Board Supports
When performing rework on larger PCBs, the use of board supports may be required
to keep the PCB level at all times. The PCB Supports can be left in place for all
operations. To adjust them, simply loosen or tighten the screws to raise or lower the
support pins so they make contact with the underside of the PCB or components on
the bottom of the PCB. (See Figure 35)
Figure 32: PCB Supports
11-2. Instructions for using the Nitrogen/Compressed Air Bi -pass
The TF 3000 is completely self-contained. However, it
can also be used with compressed air or compressed
Nitrogen. To use the system with Compressed gas,
you must provide a clean, dry gas supply to the press
fit bulkhead fitting on the left side of the unit (#1,
Figure 33). Then turn the key on the locking switch
button (#2, Figure 33) to activate. The system will
utilize the compresses gas supply instead of the
internal blower pump.
DO NOT ENGAGE THE N2 SWITCH UNLESS A
COMPRESSED GAS SUPPLY IS CONNECTED AND
TURNED ON. ENGAGING THE SWITCH WITHOUT
THE PROPER GAS SUPPLY MAY CAUSE THE TOP
HEATER AND CONTROL SENSOR TO OVERHEAT
AND EVENTUALLY FAIL, REQUIRING
REPLACEMENT.
Figure 33: Compressed Gas Panel
2
1
www.paceworldwide.com Rev A-PRM Page 43 of 5151
Page 44

11-3 Spares and Accessory Items
1121-0841-P1 Micro Vacuum Nozzle
1159-0271-P5 FUSE
1159-0272-P5 FUSE
1199-0006-P1 TF3000 Software
1199-0007-P1 NET OPS Software
1272-0005-P1 Hand Held Vacuum Pick, TF3000
1321-0694-P1 Board Support
1321-0695-P1 Odd Shaped PCB Holder (ea)
1321-0696-P1 LED Monitor Articulated Arm
1334-0021-P1 Hand Wand Vacuum Pump
1334-0031-P1 Gear Motor
1340-0174-P4 Set of 4 K-Type Thermo -couples
1348-0614-P1 Main Vacuum Pump
1360-0320-p1 Blower Pump 230 VAC
1360-0368-p1 Blower Pump 120 VAC
3008-0142-P1 PC Cables Set
4018-0100-P1 Alignment PCB
6000-0223-P1 Reflow head Assembly, 120 VAC
6000-0224-P1 Reflow head Assembly, 230 VAC
6016-0033 HEX KEY SET
6020-0154-P1 Main PCB
6020-0155-P1 High Voltage PCB
6993-0202-P1 Suction Cup, 5 each
6993-0203-P1 Vacuum Nozzle Kit (4 nozzles)
6993-0218 Flux Applicator Tool
7015-0010-P1 LCD Monitor
11-4 TF 3000 Nozzles
Standard Optional
MAXIMUM COMPONENT SIZE NOZZLE DIMENSIONS NOZZLE P/N NOZZLE P/N
5mm x 5mm (0.19" x 0.19") 8mm x 8mm (0.31" x 0.31") 4038-7001
6mm x 6mm (0.24" x 0.24") 9mm x 9mm (0.35" x 0.35") 4038-7042
6mm x 8mm (0.24" x 0.31") 9mm x 11mm (0.35" x 0.43") 4038-7002
7.3mm x 7mm (0.29" x 0.28") 10.3mm x 10mm (0.40" x 0.40") 4038-7040
8mm x 8mm (0.31" x 0.31") 11mm x 11mm (0.43" x 0.43") 4038-7041
8.1mm x 8.1mm (0.31” x 0.31”) 11.1mm x 11.1mm (0.43” x 0.43”) 4038-7055
8.2mm x 12.7mm (0.32" x 0.50") 11.2mm x 15.7mm (0.44" x 0.62") 4038-7003
9mm x 9mm (0.35" x 0.35") 12mm x 12mm (0.47" x 0.47") 4038-7004
10mm x 10mm (0.39" x 0.39") 13mm x 13mm (0.51" x 0.51") 4038-7005
11.4mm x 5.1mm (0.49” x 020) 14.4mm x 8.1mm (0.56” x 0.31”) 4038-7050
13mm x 10mm (0.51" x 0.40") 16mm x 13mm (0.63" x 0.51") 4038-7039
13mm x 13mm (0.51" x 0.51") 16mm x 16mm (0.63" x 0.63") 4038-7006
14mm x 22mm (0.55" x 0.87") 17mm x 25mm (0.67" x 0.99") 4038-7021 4038-8021
15mm x 15mm (0.59" x 0.59") 18mm x 18mm (0.71" x 0.71") 4038-7007 4038-8007
15.34mm x 12.7mm (0.60” x 0.50”) 18.34mm x 15.7mm (0.72” x 0.61”) 4038-7063
15.6mm x 5.1mm (0.61” x 0.20”) 18.6mm x 8.1mm (0.73” x 0.31”) 4038-7062
16.5mm x 8mm (0.65" x 0.31") 19.5mm x 11mm (0.77" x 0.43") 4038-7027 4038-8027
17mm x 11mm (0.67” x 0.43”) 20mm x 14mm (0.79” x 0.55”) 4038-7052
17mm x 17mm (0.67" x 0.67") 20mm x 20mm (0.79" x 0.79") 4038-7008 4038-8008
19mm x 19mm (0.75" x 0.75") 22mm x 22mm (0.87" x 0.87") 4038-7026 4038-8026
www.paceworldwide.com Rev A-PRM Page 44 of 5151
Page 45

20mm x 8mm (0.79” x 0.31”) 23mm x 11mm (0.90” x 0.43”) 4038-7058
20mm x 20mm (0.79” x 0.79”) 23mm x 23mm (0.90” x 0.90”) 4038-7061
21mm x 12.75mm (0.83” x 0.50”) 24mm x 15.75mm (0.94” x 0.62”) 4038-7060
21mm x 25mm (0.83" x 0.98") 23mm x 28mm (0.91" x 1.1") 4038-7029 4038-8029
22mm x 22mm (0.86” x 0.86”) 25mm x 25mm (0.98” x 0.98”) 4038-7057
23mm x 23mm (0.90" x 0.90") 26mm x 26mm (1.02" x 1.02") 4038-7009 4038-8009
25mm x 25mm (0.98" x 0.98") 28mm x 28mm (1.1" x 1.1") 4038-7025 4038-8025
27mm x 27mm (1.06" x 1.06") 30mm x 30mm (1.18" x 1.18") 4038-7010 4038-8010
28mm x 16mm (1.1" x 0.63") 31mm x 19mm (1.22" x 0.75") 4038-7038 4038-8038
28mm x 28mm (1.1" x 1.1") 31mm x 31mm (1.22" x 1.22") 4038-7048
28.5mm x 17mm (1.12” x 0.67”) 31.5mm x 20mm (1.12” x 0.79”) 4038-7059
29mm x 29mm (1.14" x 1.14") 32mm x 32mm (1.26" x 1.26") 4038-7030 4038-8030
30mm x 30mm (1.18" x 1.18") 33mm x 33mm (1.3" x 1.3") 4038-7044
31mm x 31mm (1.22" x 1.22") 33mm x 33mm (1.3" x 1.3") 4038-7031 4038-8031
32mm x 17mm (1.26” x 0.67”) 35mm x 20mm (1.37” x 0.79”) 4038-7053
32.5mm x 23mm (1.28” x 0.90”) 35.5mm x 26mm (1.40” x 1.02”) 4038-7051
32.5mm x 25mm (1.28” x 0.98”) 35.5mm x 28mm (1.40” x 1.1”) 4038-7056
33mm x 33mm (1.29" x 1.29") 36mm x 36mm (1.42" x 1.42") 4038-7028 4038-8028
35mm x 35mm (1.37" x 1.37") 38mm x 38mm (1.5" x 1.5") 4038-7011 4038-8011
38.1mm x 25.8mm (1.50” x 1.01”) 41.1mm x 28.8mm (1.61” x 1.13”) 4038-7066
40mm x 40mm (1.57" x 1.57") 43mm x 43mm (1.7" x 1.7") 4038-7024 4038-8024
41mm x 41mm (1.61" x 1.61") 43mm x 43mm (1.7" x 1.7") 4038-7047
42mm x 42mm (1.65" x 1.65") 45mm x 45mm (1.77" x 1.77") 4038-7032 4038-8032
42.5mm x 32.5mm (1.67” x 1.40”) 45.5mm x 35.5mm (1.80” x 1.39”) 4038-7054
43mm x 43mm (1.7" x 1.7") 46mm x 46mm (1.81" x 1.81") 4038-7045
44mm x 33mm (1.73” x 1.29”) 47mm x 36mm (1.85” x 1.41”) 4038-7064
44mm x 44mm (1.73" x 1.73") 47mm x 47mm (1.85" x 1.85") 4038-7043
44.5mm x 44.5mm (1.75" x 1.75") 47.5mm x 47.5mm (1.87" x 1.87") 4038-7012 4038-8012
46mm x 46mm (1.81" x 1.81") 49mm x 49mm (1.93" x 1.93") 4038-7046
48mm x 48mm (1.89" x 1.89") 51mm x 51mm (2" x 2") 4038-7049
50mm x 50mm (1.97" x 1.97") 53mm x 53mm (2.1" x 2.1") 4038-7022
56mm x 17mm (2.2" x 0.67") 59mm x 20mm (2.32" x 0.79") 4038-7037
60mm x 60mm (2.36" x 2.36") 63mm x 63mm (2.5" x 2.5") 4038-7023
Connector, 16mm x 13mm (0.63" x .51") 19mm x 16mm (0.75" x 0.63") 4038-7033 4038-8033
Connector, 19mm x 8mm (0.75" x 0.31") 22mm x 11mm (0.87" x 0.43") 4038-7036 4038-8036
Connector, 27mm x 13mm (1.06" x 0.51") 30mm x 16mm (1.18" x 0.63") 4038-7034 4038-8034
Connector, 30mm x 12mm (1.18" x 0.47") 33mm x 15mm (1.3" x 0.59") 4038-7035 4038-8035
LQFP 9mm x 9mm (0.35" x 0.35") 12mm x 12mm (0.47" x 0.47") 4038-7016
LQFP 12mm x 12mm (0.47" x 0.47") 15mm x 15mm (0.59" x 0.59") 4038-7017
LQFP 14mm x 14mm (0.55" x 0.55") 17mm x 17mm (0.67" x 0.67") 4038-7020 4038-8020
LQFP 16mm x 16mm (0.63" x 0.63") 19mm x 19mm (0.75" x 0.75") 4038-7014 4038-8014
LQFP 16mm x 22mm (0.63" x 0.87") 19mm x 25mm (0.75" x 0.99") 4038-7019 4038-8019
LQFP 22mm x 22mm (0.87" x 0.87") 25mm x 25mm (0.98" x 0.98") 4038-7013 4038-8013
LQFP 26mm x 26mm (1.02" x 1.02") 29mm x 29mm (1.14" x 1.14") 4038-7018 4038-8018
LQFP 30mm x 30mm (1.18" x 1.18") 33mm x 33mm (1.29" x 1.29") 4038-7015 4038-8015
11-5 Component Stenciling Tool Kits and Stencils (Purchased Separately)
Component Stenciling Tool, 35mm x 35mm - 4 7016-0006
Component Stenciling Tool, 35mm x 35mm - 2 7016-0030
Stencil, 35mm x 35mm x 388 1035-0388-P1
Stencil, 35mm x 35mm x 456 1035-0456-P1
Stencil, 35mm x 35mm x 313 1035-0313-P1
Stencil, 35mm x 35mm x 352 1035-0352-P1
Stencil, 35mm x 35mm x 480 1035-0480-P1
Stencil, 35mm x 35mm x 580 1035-0580-P1
Component Stenciling Tool, 27mm x 27mm - 4 7016-0007
Component Stenciling Tool, 27mm x 27mm - 2 7016-0029
Stencil, 27mm x 27mm x 352 1027-0352-P1
Stencil, 27mm x 27mm x 316 1027-0316-P1
Stencil, 27mm x 27mm x 225 1027-0225-P1
Stencil, 27mm x 27mm x 256 1027-0256-P1
Stencil, 27mm x 27mm x 272 1027-0272-P1
Stencil, 27mm x 27mm x 292 1027-0292-P1
www.paceworldwide.com Rev A-PRM Page 45 of 5151
Page 46

Stencil, 27mm x 27mm x 324 1027-0324-P1
Stencil, 27mm x 27mm x 328 1027-0328-P1
Stencil, 27mm x 27mm x 336 1027-0336-P1
Stencil, 27mm x 27mm x 676 1027-0676-P1
Stencil, 27mm x 27mm x 672 1027-0672-P1
Component Stenciling Tool, 23mm x 23mm - 2 7016-0008
Component Stenciling Tool, 23mm x 23mm - 4 7016-0013
Stencil, 23mm x 23mm x 169 1023-0169-P1
Stencil, 23mm x 23mm x 192 1023-0192-P1
Stencil, 23mm x 23mm x 288 1023-0288-P1
Stencil, 23mm x 23mm x 324 1023-0324-P1
Stencil, 23mm x 23mm x 208 1023-0208-P1
Stencil, 23mm x 23mm x 256 1023-0256-P1
Stencil, 23mm x 23mm x 484 1023-0484-P1
Component Stenciling Tool, 17mm x 17mm - 2 7016-0009
Component Stenciling Tool, 17mm x 17mm - 4 7016-0012
Stencil, 17mm x 17mm x 208 1017-0208-P1
Stencil, 17mm x 17mm x 256 1017-0256-P1
Component Stenciling Tool, 15mm x 15mm - 2 7016-0010
Component Stenciling Tool, 15mm x 15mm - 1 7016-0023
Stencil, 15mm x 15mm x 156 1015-0156-P1
Stencil, 15mm x 15mm x 160 1015-0160-P1
Stencil, 15mm x 15mm x 196 1015-0196-P1
Component Stenciling Tool, 13mm x 13mm - 2 7016-0011
Stencil, 13mm x 13mm x 144 1013-0144-P1
Component Stenciling Tool, 13mm x 10mm 7016-0027
Stencil, 13mm x 13mm x 64 1013-0064 -P1
Component Stenciling Tool, 12mm x 12mm CSP 7016-0014
Stencil, 12mm x 12mm x 144 1012-0144-P1
Stencil, 12mm x 12mm x 160 1012-0160-P1
Component Stenciling Tool, 11mm x 8mm CSP 7016-0015
Stencil, 11mm x 8mm x 69 1011-0069-P1
Stencil, 11mm x 8mm x 72 1011-0072-P1
Stencil, 11mm x 8mm x 88 1011-0088-P1
Component Stenciling Tool, 40mm x 40mm 7016-0016
Component Stenciling Tool, 40mm x 40mm 7016-0025
Stencil, 40mm x 40mm x 432 1040-0432-P1
Stencil, 40mm x 40mm x 503 1040-0503-P1
Stencil, 40mm x 40mm x 520 1040-0520-P1
Stencil, 40mm x 40mm x 596 1040-0596-P1
Stencil, 40mm x 40mm x 680 1040-0680-P1
Component Stenciling Tool, 25mm x 25mm - 2 7016-0017
Component Stenciling Tool, 25mm x 25mm - 4 7016-0020
Stencil, 25mm x 25mm x 357 1025-0357-P1
Stencil, 25mm x 25mm x 360 1025-0360-P1
Stencil, 25mm x 25mm x 413 1025-0413-P1
Component Stenciling Tool, 19mm x 19mm 7016-0018
Component Stenciling Tool, 19mm x 19mm Socket 7016-0026
Stencil, 19mm x 19mm x 52 1023-0052-P1
Stencil, 19mm x 19mm x 163 1023-0163-P1
Stencil, 19mm x 19mm x 225 1023-0256-P1
Stencil, 19mm x 19mm x 289 1023-0289-P1
Component Stenciling Tool, 16.5mm x 8mm CSP 7016-0019
Stencil, 16.5mm x 8mm x 52 1016-0052-P1
Component Stenciling Tool, 33mm x 33mm - 4 7016-0021
Stencil, 33mm x 33mm x 503 1033-0503-P1
Component Stenciling Tool, 22mm x 14mm 7016-0022
Stencil, 14mm x 22mm x 119 1014-0119-P1
Component Stenciling Tool, 4mm x 4mm LCC
w/ Pedestal Top 7016-0024
Stencil, 4mm x 4mm x 16 1004-0016-P1
Stencil, 4mm x 4mm x 20 1004-0020-P1
Stencil, 4mm x 4mm x 24 1004-0024-P1
Stencil, 4mm x 4mm x 28 1004-0028-P1
Component Stenciling Tool, 31mm x 31mm - 2 7016-0028
www.paceworldwide.com Rev A-PRM Page 46 of 5151
Page 47

Component Stenciling Tool, 31mm x 31mm - 4 7016-0032
Stencil, 31mm x 31mm x 304 1031-0304-P1
Stencil, 31mm x 31mm x 316 1031-0316-P1
Stencil, 31mm x 31mm x 329 1031-0329-P1
Component Stenciling Tool, 8mm x 10mm 7016-0031
Stencil, 8mm x 10mm x 48 1008-0048-P1
Component Stenciling Tool, PLCC 28 7016-0033
Stencil, PLCC 28 1012-0028
Component Stenciling Tool, 9mm x 9mm 7016-0034
Stencil, 9mm x 9mm x 56 1009-0056-P1
Stencil, 9mm x 9mm x 64 1009-0064-P1
Component Stenciling Tool, 24mm x 24mm - 4 7016-0035
Stencil, 24mm x 24mm x 241 1024-0241-P1
Component Stenciling Tool, 6mm x 6mm 7016-0036
Stencil, 6mm x 6mm x 40 1006-0040-P1
Component Stenciling Tool, 7mm x 7mm 7016-0038
Stencil, 7mm x 7mm x 32 1007-0032-P1
Stencil, 7mm x 7mm x 48 1007-0048-P1
Stencil, 7mm x 7mm x 49 1007-0049-P1
Stencil, 7mm x 7mm x 113 1007-0113-P1
Component Stenciling Tool, 45mm x 45mm 7016-0037
Stencil, 45mm x 45mm x 600 1045-0600-P1
Stencil, 45mm x 45mm x 731 1045-0731-P1
Component Stenciling Tool, 11.4mm x 5.1mm 7016-0039
Stencil, 11.4mm x 5.1mm x 22 1011-0022-P1
Component Stenciling Tool, 16mm x 16mm 7016-0040
Stencil, 16mm x 16mm x 209 1016-0209-P1
Component Stenciling Tool, 42.5mm x 32.5mm 7016-0041
Stencil, 42.5mm x 32.5mm x 824 1042-0824-P1
Component Stenciling Tool, 32.5mm x 25mm 7016-0042
Stencil, 32.5mm x 25mm x 474 1032-0474-P1
Component Stenciling Tool, 5mm x 4mm 7016-0043-P1
Stencil, 5mm x 4mm x 24 1005-0024-P1
Component Stenciling Tool, 32.5mm x 32.5mm – 4 7016-0044
Stencil, 32.5mm x 32.5mm x 624 1032-0624-P1
Stencil, 32.5mm x 32.5mm x 937 1032-0937-P1
Component Stenciling Tool, 8mm x 8mm 7016-0045
Stencil, 8mm x 8mm x 64 1008-0064-P1
Component Stenciling Tool, 37.5mm x 37.5mm 7016-0046
Component Stenciling Tool, 15mm x 13mm 7016-0049
Stencil, 15mm x 13mm x 165 1015-0165-P1
Component Stenciling Tool, 5mm x 5mm 7016-0050
Stencil, 5mm x 5mm x 32 1005-0032-P1
Component Stenciling Tool, 15mm x 15mm 7016-0051
Stencil, 15mm x 15mm x 148 1015-0148-P1
Component Stenciling Tool, 6mm x 5mm 7016-0052
Stencil, 6mm x 5mm x 32 1006-0032-P1
Component Stenciling Tool, 10mm x 10mm 7016-0053
Stencil, 10mm x 10mm x 64LCC 1010-0064-P1
Stencil, 10mm x 10mm x 128 1010-0128-P1
Stencil, 10mm x 10mm x 151 1010-0151-P1
Component Stenciling Tool, 21mm x 21mm 7016-0055
Stencil, 21mm x 21mm x 156 1021-0156-P1
Component Stenciling Tool, 14mm x 8mm 7016-0056
Stencil, 14mm x 8mm x 63 1014-0063-P1
Component Stenciling Tool, 16mm x 8mm 7016-0057
Stencil, 16mm x 8mm x 60 1016-0060-P1
Component Stenciling Tool, 42.5mm x 42.5mm 7016-0058
Stencil, 42.5mm x 42.5mm x 560 1042-0560-P1
www.paceworldwide.com Rev A-PRM Page 47 of 5151
Page 48

11-6 Component Reballing Kits
Kit, Reballer BGA 36 4017-0001-P1
Kit, Reballer BGA 40 4017-0002-P1
Kit, Reballer FPBGA 44 4017-0003-P1
Kit, Reballer UBGA 46-33MB 4017-0004-P1
Kit, Reballer UBGA 46-16MB 4017-0005-P1
Kit, Reballer BGA 48 4017-0008-P1
Kit, Reballer UBGA 62 4017-0009-P1
Kit, Reballer FPBGA 64 4017-0010-P1
Kit, Reballer FPBGA 69 4017-0011-P1
Kit, Reballer BGA 69 4017-0012-P1
Kit, Reballer FPBGA 72 4017-0013-P1
Kit, Reballer LFPBGA 84 4017-0014-P1
Kit, Reballer BGA 100 4017-0015-P1
Kit, Reballer BGA 108 4017-0016-P1
Kit, Reballer BGA 119 4017-0017-P1
Kit, Reballer BGA 131 4017-0018-P1
Kit, Reballer BGA 144 4017-0019-P1
Kit, Reballer UBGA 144 4017-0021-P1
Kit, Reballer BGA 168 4017-0022-P1
Kit, Reballer BGA 169 4017-0023-P1
Kit, Reballer BGA 180 4017-0024-P1
Kit, Reballer TBGA 192 4017-0025-P1
Kit, Reballer BGA 192 4017-0026-P1
Kit, Reballer CBGA 196 4017-0027-P1
Kit, Reballer UBGA 196 4017-0028-P1
Kit, Reballer BGA 208 4017-0029-P1
Kit, Reballer BGA 216 4017-0030-P1
Kit, Reballer BGA 217 4017-0031-P1
Kit, Reballer BGA 225 4017-0033-P1
Kit, Reballer BGA 255 4017-0034-P1
Kit, Reballer SBGA 256 4017-0035-P1
Kit, Reballer TBGA 256 4017-0036-P1
Kit, Reballer CBGA 256 4017-0037-P1
Kit, Reballer UBGA 256 4017-0038-P1
Kit, Reballer BGA 256 4017-0039-P1
Kit, Reballer BGA 257 4017-0040-P1
Kit, Reballer PBGA 272 4017-0041-P1
Kit, Reballer BGA 272 4017-0042-P1
Kit, Reballer BGA 292 4017-0043-P1
Kit, Reballer BGA 304 4017-0044-P1
Kit, Reballer BGA 313 4017-0046-P1
Kit, Reballer BGA 320 4017-0047-P1
Kit, Reballer TFBGA 324 4017-0048-P1
Kit, Reballer BGA 325 4017-0049-P 1
Kit, Reballer BGA 348 4017-0050-P1
Kit, Reballer BGA 352 4017-0051-P1
Kit, Reballer SPBGA 352 4017-0052-P1
Kit, Reballer SBGA 352 4017-0053-P1
Kit, Reballer TBGA 352 4017-0054-P1
Kit, Reballer BGA 356 4017-0055-P1
Kit, Reballer PBGA 357 4017-0056-P1
Kit, Reballer CBGA 360 4017-0058-P1
Kit, Reballer BGA 388 4017-0059-P1
Kit, Reballer BGA 400 4017-0060-P1
Kit, Reballer BGA 404 4017-0061-P1
Kit, Reballer BGA 421 4017-0062-P1
Kit, Reballer BGA 428 4017-0063-P1
Kit, Reballer PBGA 432 4017-0064-P1
Kit, Reballer BGA 452 4017-0066-P1
Kit, Reballer BGA 456 4017-0067-P1
Kit, Reballer TBGA 480 4017-0068-P1
Kit, Reballer BGA 480 4017-0069-P1
www.paceworldwide.com Rev A-PRM Page 48 of 5151
Page 49

Kit, Reballer BGA 492 4017-0070-P1
Kit, Reballer TBGA 500 4017-0071-P1
Kit, Reballer BGA 548 4017-0072-P1
Kit, Reballer BGA 553 4017-0073-P1
Kit, Reballer BGA 560 4017-0074-P1
Kit, Reballer SBGA 560 4017-0075-P1
Kit, Reballer BGA 564 4017-0076-P1
Kit, Reballer CBGA 575 4017-0077-P1
Kit, Reballer PBGA 600 4017-0078-P1
Kit, Reballer SBGA 600 4017-0079-P1
Kit, Reballer TBGA 696 4017-0080-P1
Kit, Reballer BGA 100 4017-0081-P1
Kit, Reballer LFBGA 100 4017-0082-P1
Kit, Reballer TFBGA 48 4017-0083-P1
Kit, Reballer BGA 233 4017-0084-P1
Kit, Reballer TFBGA 64 4017-0085-P1
Kit, Reballer BGA 177 4017-0086-P1
Kit, Reballer BGA 169/2 4017-0087-P1
Kit, Reballer LFBGA 80 4017-0088-P1
Kit, Reballer TFBGA 48 4017-0089-P1
Kit, Reballer TFBGA 64 4017-0090-P1
Kit, Reballer LFBGA 64 4017-0091-P1
Kit, Reballer LFBGA 144 4017-0092-P1
Kit, Reballer LFBGA 132 4017-0093-P1
Kit, Reballer TFBGA 168 4017-0094-P1
Kit, Reballer TFBGA 100 4017-0095-P1
Kit, Reballer LFBGA 120 4017-0096-P1
Kit, Reballer TFBGA 320 4017-0097-P1
Kit, Reballer BGA 241 4017-0098-P1
Kit, Reballer BGA 113 4017-0099-P1
Kit, Reballer BGA 153 4017-0100-P1
Kit, Reballer SBGA 652 4017-0101-P1
Solder Spheres,
25,000 spheres, .020 diameter 6993-0231-P1
Solder Spheres,
10,000 spheres, .025 diameter 6993-0232-P1
Solder Spheres,
10,000 spheres, .030 diameter 6993-0233-P1
www.paceworldwide.com Rev A-PRM Page 49 of 5151
Page 50

12. Service & Warranty
Please contact PACE or your local distributor for service and repair.
LIMITED WARRANTY
Seller warrants to the first user that products manufactured by it and supplied hereunder are free
of defects in materials and workmanship for a period of three (3) years from the date of receipt by
such user. Blowers and motor pumps (which wear out during normal use) are warranted for a
period of one (1) year.
This warranty does not cover wear and tear under normal use, repair or replacement required as
a result of misuse, improper application, mishandling or improper storage. Consumable items
such as tips, heaters, filters, etc. which wear out under normal use are excluded. Failure to
perform recommended routine maintenance, alterations or repairs made other than in accordance
with Seller’s directions, or removal or alteration of identification plates in any way will void this
warranty. This warranty is available only to the first user, but the exclusions and limitations herein
apply to all persons and entities.
SELLER MAKES NO OTHER WARRANTY, EXPRESS OR IMPLIED, AND MAKES NO
WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE.
Seller will, at its option, repair or replace any defective products at its facility or other location
approved by it at no charge to user, or provide parts without charge for installation by the user in
the field at user’s expense and risk. User will be responsible for all costs of shipping equipment
to Seller or other location for warranty service.
EXCEPT FOR THE REMEDY ABOVE DESCRIBED, UNLESS OTHERWISE REQUIRED BY
APPLICABLE LAW, SELLER WILL HAVE NO OTHER OBLIGATION WITH REGARD TO ANY
BREACH OF WARRANTY OR OTHER CLAIM WITH RESPECT TO THE PRODUCTS, OR
LIABILITY FOR ANY DIRECT, INDIRECT, CONSEQUENTIAL, OR INCIDENTAL LOSS OR
DAMAGE CAUSED BY OR OCCURRING IN CONNECTION WITH ANY OF THE PRODUCTS.
Warranty service may be obtained by contacting the appropriate PACE Company or local
Authorized PACE distributor as set forth below to determine if return of any item is required, or if
repairs can be made by the user in the field.
Defective products may not be returned to PACE without a Service Authorization (“SA”) Number.
Any warranty or other claim with respect to the products must be made in writing delivered to
PACE (or local Authorized PACE distributor for Buyers outside the USA and the United Kingdom)
within a reasonable time of the expiration date of this warranty with sufficient evidence of
purchase and date of receipt, otherwise user’s rights under this warranty shall be deemed
waived.
www.paceworldwide.com Rev A-PRM Page 50 of 5151
Page 51

PACE Incorporated retains the right to make changes to specifications contained herein at any time, without
notice. Contact your local authorized PACE Distributor or PACE Incorporated to obtain the latest
specifications.
The following are trademarks and/or service marks of PACE, Incorporated, MD, USA:
INSTACAL, FUMEFLO, HEATWISE, PACEWORLDWIDE, PERMAGROUND,
POWERMODULE, and TEMPWISE.
The following are registered trademarks and/or service marks of PACE Incorporated, Laurel Maryland
U.S.A.
ARM-EVAC, FLO-D-SODR, MINIWAVE, PACE, SENSATEMP, SNAPVAC, SODRTEK, SODR-X-TRACTOR, THERMOFLO, THERMOJET,
THERMOTWEEZ, and VISIFILTER.
PACE products meet or exceed all applicable military and civilian EOS/ESD, temperature stability and other
specifications including MIL STD 2000, ANSI/JSTD 001, IPC7711, and IPC A -610.
PACE USA PACE Europe
9893 Brewers Court Sherbourne House
Laurel, MD 20723 Sherbourne Drive
USA Tilbrook, Milton Keynes
MK7 8HX
United Kingdom
Tel: (301) 490-9860 (44) 1908-277666
Fax: (301) 498-3252 (44) 1908-277777
www.paceworldwide.com Rev A-PRM Page 51 of 5151
 Loading...
Loading...