

Page 1

Elektra Beckum
Инструкция по эксплуатации настольного фрезерного станка TF 904
Elektra-Beckum AG, Daimlerstrasse 1, D-49703 Meppen
Электра-Беккум АГ, Даймлерстрассе 1, Германия-49703 Меппен
Сделано в Германии.
Внимание!
Пожалуйста внимательно прочтите эту инструкцию, прежде чем начинать установку и
ввод в действие станка.
Elektra Beckum сохраняет за собой право на изменение спецификации и конструкции изделия без предварительного уведомления и принятия на себя каких-либо обязательств. Изделие может поставляться в стандартной комплектации, либо в
комплектации по отдельному заказу за дополнительную цену.
Назначение/область применения
С помощью настольного фрезерного станка TF 904 должны обрабатываться только заготовки из древесины, имеющие
квадратное или прямоугольное сечение.
• Торцевые поверхности заготовок должны обрабатываться только с помощью поставляемого отдельно скользящего
суппорта.
• При ручной подаче заготовки должен использоваться только рабочий инструмент BG-TEST.
• При частично механической подаче заготовки (например, с помощью подающего устройства или скользящего суппорта)
должны использоваться рабочие инструменты BG-TEST или BG-FORM.
• Должны соблюдаться требования по безопасности для настольных фрезерных станков ZH1/3.9. Экземпляр этих требо-
ваний можно заказать в издательстве Carl Heymann Verlag KG. Gereonstraße 18 - 32, 50679, Кёльн.
Ответственность за качество продукции/гарантия
Всякое другое использование и область применения станка допускается только по письменному разрешению фирмы Elektra Beckum, почтовый ящик 1352, D-49703 Meppen.
Каждый станок и каждая принадлежность к станку сопровождается гарантийной картой.
Для сохранения Ваших прав на гарантию и в интересах сохранения изделия, позаботьтесь, пожалуйста, чтобы при покупке
станка был правильно заполнен гарантийный талон и чтобы ответная карта была направлена в адрес изготовителя.
Пожалуйста обращайтесь с гарантийным заявлением совместно с Вашим поставщиком.
Работы по гарантийному обслуживанию, в основном, проводятся фирмой Elektra Beckum или на авторизованной фирмой
станции обслуживания.
После гарантийного срока Вы можете проводить ремонт станка в любой специализированной фирме.
Пожалуйста сохраните счёт за ремонтные работы!
1 Технические характеристики
2 Комплект поставки
3 Пуск в эксплуатацию/советы по безопасности
4 Обслуживание/регулировка
5 Инструмент
6 Приспособления/подача заготовок
7 Фрезерование по окружности с использованием опорного кольца
8 Профилирование шлифовального круга
8.1 Шлифование профилированных линеек
9 Отсос опилок
10 Очистка и уход
11 Дополнительные принадлежности
12 Электрическая схема
13 Список запасных деталей TF 904
Page 2
1. Технические характеристики
Технические характеристики TF 904 2,8 DNB
014 109 0402
Габаритные размеры (длина х ши-
650х600х 910 мм 650х600х 910 мм 650х600х 910 мм
рина х высота)
Диаметр центрального отверстия
150 мм 150 мм 150 мм
рабочего стола
Максимальный диаметр рабочего
200 мм 200 мм 200 мм
инструмента
Число промежуточных колец 2 2 2
Установка фрезерной головки в
глубину
Бесступенчатое на
80 мм
Диаметр шпинделя 30 мм 30 мм 30 мм
Вертикальный ход шпинделя 80 мм 80 мм 80 мм
Число оборотов шпинделя, об/мин 1800; 3000; 6200;
8500
Число оборотов двигателя, об/мин 2800 2800 2800
Возможность левого и правого вра-
Нет нет да
щения шпинделя
Угол наклона шпинделя
-10° - +30° -10° - +30° -10° - +30°
Вес 72 кг 72 кг 72 кг
Напряжение питающей электросети 400 В 230 В 400 В
Мощность двигателя Р1 2,8 кВт S6 40% 3,1 кВт S6 40% 2,8 кВт S6 40%
Мощность двигателя Р2 1,8 кВт S1 100% 2,0 кВт S1 100% 1,8 кВт S1 100%
2 Комплект поставки
• Упорная линейка с нижней защитной крышкой для фрезы
• Приспособление для защиты рук работающего
• Кольцевая фрезерная оправка с зажимной гайкой
• Подкладное кольцо для рабочего стола
• Рабочая оснастка
• Инструкция по эксплуатации
3 Пуск в эксплуатацию/советы по безопасности
3.1 Установка
Предварительно установите на каждую из четырёх прилагаемых опор по одной из прилагаемых шестигранных гаек М10.
Удалите транспортировочные деревянные бруски и с помощью шестигранных гаек М10 приверните каждую из опор к корпусу станка. Станок должен устанавливаться на ровной и устойчивой поверхности. Наверните цилиндрические рукоятки на
резьбовые втулки маховичков 11 и 12.
3.2 Присоединение к электрической сети
Пожалуйста, прежде чем Вы начнёте подключение станка к электрической сети, убедитесь, что напряжение и частота тока
в сети соответствуют данным на идентификационной табличке, расположенной на корпусе двигателя.
Для присоединения к электрической сети настольного фрезерного станка TF 904/3,1 WNB необходим трёхжильный кабельный соединитель с вилкой, имеющей заземляющий контакт и удовлетворяющей требованиям VDE 0100; для подсоединения к электрической сети фрезерного станка TF 904/2,8 DNB необходим пятижильный кабельный соединитель с СЕЕрозеткой на 16 ампер и СЕЕ-вилкой на 16 ампер.
При использовании подводящих проводов большой длины и недостаточного сечения на проводах происходит дополнительное падение напряжения, что может привести к замедлению трогания с места и к перегреву двигателя. Для присоединения к сети настольного фрезерного станка TF 904/3,1 WNB необходимо использовать подводящие провода сечением не
менее 1,5 мм
ляющего или нулевого провода и плавкий предохранитель или аварийный разъединитель с током срабатывания 16 А.
Электрическое подключение станка должно быть выполнено таким образом, чтобы одновременно со станком автоматически включалось и устройство отсоса опилок (например, с использованием индукционной катушки в подводящей линии).
3.3 Общие рекомендации перед началом работы
Советы по безопасности
Общие рекомендации перед началом работы:
• Дети до 16 лет не должны работать на этом станке.
• Любые работы по настройке и регулировке станка должны выполняться только при неподвижном рабочем инстру-
менте.
• Перед началом работ по очистке или обслуживанию станка непременно выньте вилку кабеля электропитания станка из
розетки электрической сети.
• При любых работах по регулировке или установке фрезы используйте приспособление для защиты рабочего инст-
румента (например, защитный колпак для фрезы).
2
. Сетевая розетка, к которой подсоединяется станок, должна иметь соответствующий контакт для зазем-
TF 904 3,1 WNB
014 109 0410
Бесступенчатое на
80 мм
1800; 3000; 6200;
8500
TF 904 2,8 RDNB
014 109 0429
Бесступенчатое на
80 мм
1800; 3000; 6200;
8500
2
Page 3

• При любых работах по фрезерованию заготовок используйте приспособления, обеспечивающие безопасность управления рабочим инструментом (упорные линейки, направляющие рейки, скользящий суппорт, специальные приспособления,
такие, например, как подающее устройство, поворотный упор).
• Упорную линейку устанавливайте как можно ближе к обрабатываемой поверхности (расстояние до разреза 2 мм).
• При обработке коротких заготовок (короче 300 мм) используйте поставляемый в качестве дополнительных принадлеж-
ностей специальный толкатель, который обеспечит безопасное продвижение заготовки.
• При любых работах по фрезерованию заготовок, если возможен обратный удар заготовки, непременно используйте
приспособления, которые исключают возможность обратного удара (такие, как специальный упор, удлинитель рабочего
стола или поперечный зажим).
• Сквозной зазор между рабочим инструментом и отверстием в рабочем столе сделайте с помощью подкладного кольца
как можно меньше.
• Используйте только тот рабочий инструмент, который допускается к применению § 111 VB 67 при выбранном методе
подачи заготовки:
- при ручной подаче используйте рабочий инструмент BG-TEST,
- при частично механической подаче используйте рабочий инструмент BG-TEST или BG-FORM.
• Число оборотов рабочего инструмента никогда не должно превышать предписанного значения (даже при пробных пус-
ках станка).
• Для соблюдения требований по выделению пыли и обеспечения безопасных условий работы, необходимо, чтобы ста-
нок был подсоединён к устройству отсоса опилок. Скорость отсасывающего потока воздуха должна быть не менее 20 м/с.
• Применяемые устройства защиты должны соответствовать условиям работы.
4.0 Обслуживание/регулировка
- Все работы по обслуживанию и регулировке станка выполняются только при неподвижном рабочем инструменте.
4.1 Название и назначение узлов и органов управления
Станина станка
1. Стол
2. Упор фрезы
3. Упорная линейка фрезы
4. Подкладное кольцо стола
5. Шпиндель фрезы
6. Оправка фрезы с промежуточными кольцами
7. Гайка оправки фрезы
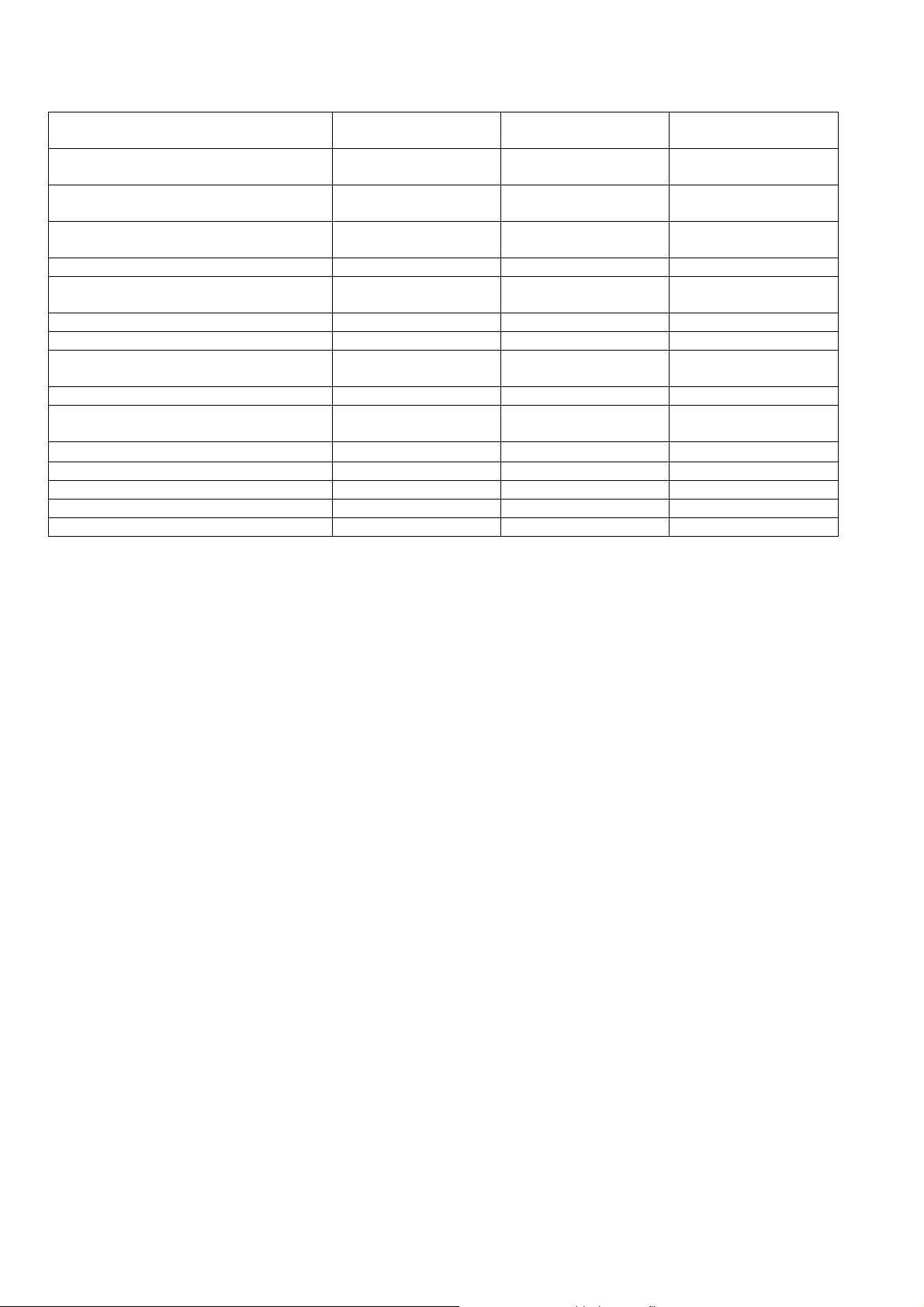
4.2 Переключатель/защита от перегрузки
Пока станок не включён в электрическую сеть, переключатель находится в положении «Выключено». При внезапном пропадании напряжения в электрической сети встроенное в переключатель реле автоматически отключит переключатель. При
перегрузке двигателя встроенный выключатель защиты отключит двигатель. Если после освобождения выключателя защиты двигатель несколько раз подряд (2 - 3 раза) через короткие промежутки времени отключается, необходимо убедиться
в отсутствии помех вращению двигателя, проверить состояние режущего инструмента и т. д.). Дайте двигателю остыть
примерно 30 минут. Число включений двигателя в течение одного часа не должно превышать 20. В противном случае двигатель может выйти из строя.
Перемена направления вращения двигателя производится с использованием предварительного механического торможения двигателя. Чтобы изменить направление вращения, сначала необходимо сдвинуть предохранительную заслонку на
переключателе в сторону нужного направления вращения, а только затем включить сам двигатель.
9. Переключатель
11. Маховичок вертикальной установки
шпинделя
12. Маховичок установки наклона шпинделя.
13. Зажим вертикальной установки шпинделя
14. Зажим установки наклона шпинделя
15. Индикатор числа оборотов
16. Щиток для рук работающего
3
Page 4
4.3 Электропитание двигателя трёхфазным током 3~380 В/50 Гц
Настольный фрезерный станок с правым/левым вращением оборудован устройством механического торможения двигателя с внешним
приводом. Устройство имеет большой срок службы. При неисправности тормозного устройства, если время после выключения двигателя
до полной его остановки превышает 10 с, устройство требует замены.
По этому вопросу, пожалуйста, обращайтесь к Вашему поставщику.
Неисправное тормозное устройство повышает опасность несчастного
случая. Станки без возможности перемены направления вращения
оборудованы электронными устройствами торможения двигателя.
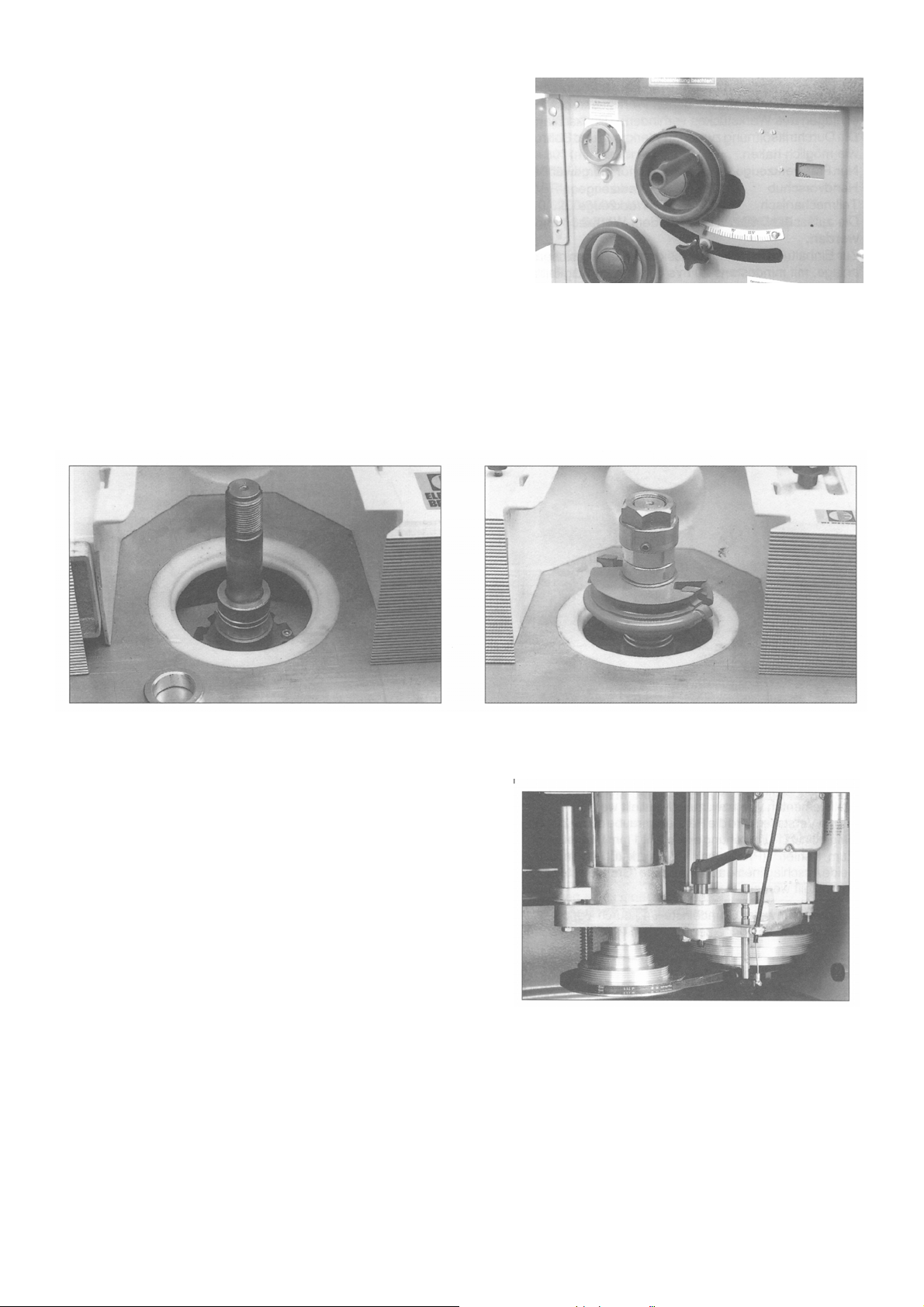
4.4 Освобождение фрезерного рабочего инструмента
Чтобы освободить фрезерный рабочий инструмент, необходимо сначала открыть крышку на опоре фрезы. Затем с помощью двух рожковых ключей SW 41 отвернуть натяжную гайку на оправке фрезы. Нижний ключ используется для удержания
оправки, верхний для отворачивания гайки.
4.5 Закрепление фрезерного рабочего инструмента
Натяжная гайка на оправке крепления фрезерного рабочего инструмента должна быть затянута так туго, как это только
возможно. При недостаточной затяжке рабочий инструмент во время работы может свободно проворачиваться на оправке.
Кроме того, при наклонной установке шпинделя не будет контакта рабочего инструмента с ведущими элементами и подкладными кольцами. Прикосновение к работающей фрезе очень опасно! Перед включением станка непременно убедитесь в отсутствии свободного проворачивания рабочего инструмента на шпинделе.
Фрезерный рабочий инструмент стягивается вместе с промежуточными кольцами. Грубая установка высоты рабочего инструмента на шпинделе осуществляется с помощью установки соответствующего числа промежуточных колец. После надевания рабочего инструмента (с учётом направления вращения) шпиндель необходимо заполнить оставшимися промежуточными кольцами до начала резьбовой части. После этого необходимо навернуть и надёжно затянуть натяжную гайку.
4.6 Установка/изменение числа оборотов шпинделя
После освобождения откидывающейся зажимной рукоятки приводной двигатель опустится вниз. Приводной ремень будет ослаблен
и его можно передвинуть на другую ступень ступенчатого шкива.
Шкив имеет 4 ступени, которые обеспечивают следующие числа
оборотов шпинделя:
1800 об/мин - для шлифования с использованием профилированного упора;
3000 об/мин
6200 об/мин - для привода фрезерного рабочего инструмента
8500 об/мин
Переключающая вилка устанавливается в середину приводного
ремня. Установленное таким образом число оборотов шпинделя выводится на индикатор числа оборотов, установленный
на корпусе станка.
После установки приводного ремня в новое положение необходимо восстановить правильное натяжение ремня путём
сдвига приводного двигателя вперёд. После этого следует снова затянуть откидывающуюся зажимную рукоятку.
4
Page 5

4.7 Изменение высоты шпинделя фрезы
Изменение высоты шпинделя фрезы осуществляется вращением специального маховичка.
При вращении вправо - высота увеличивается
При вращении влево - высота уменьшается.
Один оборот маховичка обеспечивает изменение высоты шпинделя
фрезы на 4 мм.
Чтобы установить нулевое положение шкалы, ослабьте центральную
зажимную ручку. После этого вращением регулировочного маховичка
можно установить нулевую отметку шкалы против указателя. Теперь
желаемое значение высоты шпинделя можно устанавливать непосредственно по шкале.
4.8 Наклонная установка шпинделя фрезы
Шпиндель фрезы может отклоняться относительно положения 0° (90°) на 30 ° вперёд и на 10 ° вниз.
1. Ослабьте центральный зажимной винт в центре маховичка.
2. Вращением установочной рукоятки установите нужное значение угла наклона шпинделя.
- значение угла наклона отсчитывается по шкале
3. После установки нужного угла наклона шпинделя вновь затяните центральный зажимной винт на маховичке.
4. Проверьте, сохранилось ли свободное вращение шпинделя!
Практический совет: Точная установка угла наклона в 90 ° осуществляется с помощью угольника с опорной пятой, устанавливаемого на шпиндель. Контроль установки производится пробным фрезерованием.
4.9 Установка упорной линейки фрезы для фасонного фрезерования
- опорная установка
Упорная линейка вращением управляющего элемента может перемещаться
вперёд или назад.
- Для установки необходимо вытянуть за головку с накаткой и вращать регулировочный винт. (1 оборот винта соответствует перемещению линейки
на 1 мм). Заготовка должна двумя упорными линейками устанавливаться на
одну опорную поверхность (опорная установка).
Практический совет: Опорная установка проверяется или регулируется с
помощью линеек или контрольного шаблона.
Фасонное фрезерование
В этом режиме на заготовке сохраняется одна, проходящая через всю заготовку, направляющая поверхность. Этой поверхностью заготовка опирается на 2 опорные линейки.
4.10 Регулировка упора фрезы
Для регулировки упора фрезы ослабьте оба зажима с грибковыми рукоятками, обозначенные буквой «А» на рисунке. Упор фрезы может передвигаться вперёд или назад вращением только грибковой рукоятки, обозначенной буквой «В» на этом же рисунке. Величину перемещения можно контролировать с помощью встроенной и хорошо видимой шкалы.
- После перемещения упора фрезы снова затяните обе грибковых рукоятки, обозначенные буквой «А».
Установка упорной линейки
Упорная линейка может устанавливаться на рабочем столе станка под
углом, соответствующим индивидуальным требованиям обработки конкретной заготовки. Для установки необходимого угла следует сначала слегка ослабить виты М8х16 (позиция 116) на конце
направляющей штанги упора фрезы и установить линейку в нужное положение. Следует отметить, что при освобождении
передних винтов направляющей штанги, упорная линейка может быть сдвинута вперёд.
5
Page 6

4.11 Установка упорной линейки фрезы для фугования
Перенастройка упорной линейки фрезы для фугования производится из положения опорной установки (см. п. 4.9 настоящей инструкции). Упорная линейка путём сдвига всего упора фрезы (см. п. 4.10 настоящей инструкции) устанавливается на
расстоянии режущего диаметра рабочей фрезы т. е. все три точки линейки касаются одной опорной поверхности.
Желаемое/необходимое фрезерование заготовки будет производиться только при установке первой упорной линейки в
прежнее положение.
(1 деление шкалы соответствует перемещению на 0,05 мм при перемещении только в одну сторону).
Перпендикулярность упора можно отрегулировать, ослабив предварительно винты М8х13 (позиция 116).
Практический совет: Точность установки проверяется с помощью контрольной линейки. Поверхность разреза может лишь
слегка касаться контрольной линейки.
Фугование
В режиме фугования может быть профрезерована вся толщина заготовки. В качестве направляющей поверхности может
использоваться поверхность заготовки отфугованная предварительно. Замена направляющей поверхности должна быть
выполнена с использованием равномерных упорных линеек. Заготовка должна опираться на две упорных линейки.
Позиция
149
150 Линейный держатель упора фрезы 138 009 9183
151 Винт с конусной головкой М8х16 613 200 2060
428 Шпилька М8х13,5 616 514 0085
С помощью шпилек (Позиция 428) упор может быть установлен на рабочем
столе под нужным углом.
4.12 Установка щитка для рук работающего
После ослабления грибковых зажимов щиток для рук работающего может быть сдвинут вперёд или назад.
Щиток для рук работающего может быть закреплён на обрабатываемой заготовке. Установка щитка с небольшим наклоном
может облегчить перемещение заготовки.
Название
Упорная линейка
Размер
370 мм
Артикул №
139 310 0369
6
Page 7

5.0 Рабочий инструмент
5.1 Допустимый к использованию рабочий инструмент
- Ручная подача заготовки
При ручной подаче заготовки должен использоваться только рабочий инструмент BG-TEST.
- Частично механическая подача заготовки
При частично механической подаче заготовки (например, с помощью подающего устройства или скользящего суппорта)
должны использоваться рабочие инструменты BG-TEST или BG-FORM.
5.2 Максимальный размер рабочего инструмента
Максимальный диаметр рабочего инструмента 200 мм. Толщина рабочего инструмента, также и при использовании наборного инструмента, не должна превышать 60 мм (например, 2 фрезы толщиной по 30 мм или 3 фрезы толщиной по 20 мм и
т. д.).
5.3 Направление вращения фрезерного рабочего инструмента
Все фрезерные работы, как правило, должны выполняться при встречном движении инструмента и заготовки, т. е. фрезерный рабочий инструмент должен вращаться навстречу подаче обрабатываемой заготовки.
6.0 Приспособления/дополнительные вспомогательные приспособления
6.1 Устройство подачи заготовки (поставляется отдельно) - Номер для заказа 091 400 7127
Применение для подачи заготовок устройств с отдельным приводом рекомендуется отраслевым профсоюзом работников деревообрабатывающей промышленности. Устройство подачи заготовки,
выпускаемое фирмой Elektra Beckum, может дополнительно устанавливаться на станке TF 904. Устройство обеспечивает безопасную подачу заготовки при фрезеровании длинных заготовок.
- Торцевые поверхности заготовок не должны обрабатываться с
помощью этого устройства подачи.
- Торцевые поверхности заготовок должны обрабатываться только
с использованием скользящего суппорта и винтового зажима.
6.2 Пружинный зажим заготовки
Если не используются механические устройства для подачи заготовок, то, особенно при фрезеровании коротких планок, непременно
следует использовать дополнительные направляющие и пружинные
зажимы заготовок. Подающая заготовку рука рабочего должна ос-
таваться от фрезерного рабочего инструмента на расстоянии не
менее 120 мм. Продвижение заготовки вперёд или через рабочую
зону инструмента необходимо выполнять только с использованием
специального толкателя.
6.3 Загрузочное устройство
Короткие, менее 250 мм, заготовки должны обрабатываться только с
использованием загрузочного устройства. Зажимное приспособление загрузочного устройства должно иметь острые стальные шипы
для надёжного удержания короткой заготовки. Если у загрузочного
устройства имеется надёжный поворотный механизм, можно начинать фрезерование короткой заготовки не обязательно от её начала
(см. п. 6.6 настоящей инструкции). При длине заготовки менее 200
мм необходимо использовать установленную впереди заготовки дополнительную доску (см. п. 6.7 настоящей инструкции).
6.4 Качающийся упор
Если должны обрабатываться короткие планки (см. п. 6.6 настоящей инструкции), необходимо использовать качающийся
упор с пружинным зажимом.
7
Page 8

6.5 Скользящий суппорт (поставляется отдельно)
Номер для заказа 091 400 6538
Для фрезерования торцевых поверхностей заготовок необходим
скользящий суппорт. Скользящий суппорт может быть дополнительно установлен на станок TF 904. С помощью винтового зажима заготовка надёжно закрепляется на столе скользящего суппорта.
6.6 Удлинитель стола с поперечным упором (поставляется отдельно)
Номер для заказа 091 400 5329
Для обработки длинных заготовок или для фрезерования заготовки в
средней её части необходим удлинитель стола с поперечным упором. Удлинитель стола может быть установлен с левой или с правой
стороны рабочего стола станка. При фрезеровании заготовки в
средней её части передвижной поперечный упор служит защитой от
обратного удара заготовки. В качестве конечного упора длинной заготовки может использоваться второй удлинитель, установленный с
другой стороны рабочего стола станка.
Режим фрезерования заготовки в средней её части
В этом режиме начало обработки заготовки фрезерным рабочим
инструментом начинается не от начала заготовки.
6.7 Передняя доска (поставляется отдельно)
Номер для заказа 091 400 5353
Передняя доска перекрывает пустое пространство между двумя упорными линейками. Передняя доска - это расходуемый материал и может использоваться только в конкретном процессе фрезерования. Передняя доска устанавливается после установки высоты фрезерного
рабочего инструмента (см. п. 4.7 настоящей инструкции). При установке упора фрезы в прежнее положение (см. п. 4.10 настоящей инструкции) передняя доска будет почти полностью срезана вращающейся
фрезой. Поэтому необходимую глубину фрезерования следует устанавливать предварительной установкой упоров.
6.8 Толкатель в форме доски/толкатель в форме штока
Подачу заготовки к рабочему инструменту или проталкивание заготовки
через рабочую зону инструмента необходимо выполнять только с помощью
толкателя.
- из соображений безопасности необходимо, чтобы подающая заготовку
рука рабочего отстояла от рабочей зоны фрезерного инструмента не менее
чем на 120 мм.
7.0 Фрезерование по окружности с использованием опорного кольца
Защитный колпак должен быть плотно одет на заготовку. Дополнительные планки должны быть установлены так, чтобы
обеспечить плотное прилегание шаблона к опорному кольцу.
• Шаблон направляет заготовку на опорное кольцо.
• Шаблон, как правило, должен быть изготовлен из многослойной клеёной древеси-
ны и иметь толщину не менее 19 мм. Изготовление шаблона из натуральной древесины или древесно-стружечной плиты не допускается, поскольку при этом сохраняется высокая вероятность расщепления шаблона.
• С помощью соответствующих приспособлений (таких, например, как струбцина
или рычажное зажимное устройство) заготовка должна быть плотно стянута с
шаблоном.
• Конструктивно шаблон должен иметь такую форму, чтобы обеспечить достаточ-
ную длину прохода фрезы. Ориентировочное значение - двойной диаметр опорного кольца.
8
Page 9

8.0 Профилирование шлифовального круга
1. Для профилирования войлочного шлифовального круга исполь-
зуется рейка длиной примерно 1 м из твёрдой древесины (например, из дуба), имеющая соответствующий профиль, и на которой
через каждые 15-20 мм имеются пропилы шириной 4-6 мм (см. рисунок).
2. Рейка на короткое время прижимается стороной с пропилами к
вращающемуся войлочному кругу. Процесс повторяется до тех пор,
пока весь лишний материал со шлифовального круга не будет удалён. Для усиления профилирующей способности рейки можно наклеить на неё наждачную бумагу с размером зерна 120 или менее
и провести предварительную полировку.
8.1 Шлифование профилированных линеек
• Можно использовать для линеек из древесины всех типов
• Отсутствие нагрева шлифуемой поверхности
• Высокая стойкость рабочего инструмента (до 10.000 м)
• Выпуклый профиль шлифования
• Необходимый профиль может быть отшлифован отдельно, а
затем вставлен в предварительно отфрезерованную форму
• Существенно быстрее, чем шлифование вручную
• Реализуется на станке TF 904 при скорости 1800 об/мин
• Шлифовальный инструмент поставляется с внешним диамет-
ром 200 мм и толщиной от 30 до 60 мм через каждые 5 мм
• Для начальной установки необходимы плоские фланцы.
9.0 Отсос опилок
Если станок работает в закрытом помещении, он должен быть подсоединён к устройству отсоса опилок. Устройство должно обеспечивать скорость отсасывающего потока воздуха не менее 20 м/с. Для подсоединения станка к устройству отсоса
опилок используется гибкий шланг (номинальная длина шланга 100 мм).
10.0 Очистка и уход
Перед началом любых работ по очистке и уходу непременно выньте вилку кабеля электропитания станка из розетки электрической сети.
Существует высокая опасность несчастного случая при случайном включении станка.
Направляющие элементы станка должны регулярно очищаться с помощью сжатого воздуха. При этом рабочий инструмент
и подкладное кольцо должны быть сняты, крышки открыты и направляющие элементы раскрыты. Не применяйте смолистые консистентные смазки.
11.0 Дополнительные принадлежности
Защитная крышка для фрезы Номер для заказа 091 401 0535
Устройство позиционирующее Номер для заказа 091 401 0543
Круговой упор для фрезы, большой Номер для заказа 091 401 0608
Круговой упор для фрезы, малый Номер для заказа 091 401 0594
Упорное кольцо 80, стационарное Номер для заказа 091 401 0560
Упорное кольцо 100, стационарное Номер для заказа 091 401 0578
Упорное кольцо 125, стационарное Номер для заказа 091 401 0586
Кольцо шарикового подшипника Номер для заказа 091 401 0276
Прижимное устройство Номер для заказа 091 400 8166
12.0 Электрическая схема
(смортите немецкую инструкцию, пункт 12.0)
9
Page 10

13.0 Список запасных деталей TF 904
Поз. Кол. Название Размер DIN Номер для
заказа
100 2 Заглушка 138 109 9322 0000160
101 1 Резьбовая вставка М8 633 010 0050 0000300
102 1 Профиль крыши -Упор фрезы 138 309 9370 0001770
103 1 Краевой щиток- Профиль крыши 148 210 0704 0000320
104 6 Самона-резающий винт с полупотайной го-
ловкой и кресто-образным шлицом
105 4 Самона-резающий винт с полупотайной го-
ловкой и кресто-образным шлицом
106 4 Шайба В 4,3 9021 630 500 2460 0000020
107 2 Спиральная пружина -Замок крышки Rd 4,5 705 109 9359 0000080
108 2 Палец оси - Замок крышки
109 2 Подпружи-ненная кнопка М8 GN 615 705 504 3684 0000550
110 2 Замок крышки - Упор фрезы 138 109 9349 0000200
111 1 Крышка - Упор фрезы 138 009 9205 0011080
112 1 Зажимной клин - Крышка 138 109 9330 0000260
113 1 Зажимной винт с головкой грибковой формы М8х33 933 700 100 5922 0000470
114 2 Гайка шестигранная М8 934 620 000 2235 0000020
115 2 Зажимной винт с головкой грибковой формы М8х45 700 111 4667 0000280
116 3 Болт с шестигранной головкой М8х16 933 610 300 1178 0000050
117 4 Шайба А8,4 125 630 001 6322 0000020
118 6 Подшипник скольжения В
119 1 Ведущий вал - Быстросъёмный Rd 30х200 148 511 1286 0003680
120 1 Палец оси - Крышка
121 2 Самона-резающий винт с полупотайной го-
ловкой и кресто-образным шлицом
122 1 Колпачковая гайка М8 1587 620 100 2131 0000100
123 1 Гайка с накаткой М8 624 113 3255 0000780
124 7 Шайба контрящая
125 1 Шкала -Быстрая установка 138 110 0029 0000570
126 2 Ведущий вал -Точная установка Rd 30х194 148 511 1294 0004200
127 2 Фиксирую-щая часть -Фиксирую-щий эле-
мент
128 6 Самона-резающий винт с полупотайной го-
ловкой и кресто-образным шлицом
129 2 Фиксирую-щий болт -Фиксирую-щий элемент 138 509 9890 0002600
130 3 Шпонка призмати-ческая А 4х4х12 6885 672 109 9600 0000050
131 5 Пружинное стопорное кольцо для вала 12х1 471 640 000 9935 0000030
132 2 Рукоятка вращающая-ся- Фиксирующий
элемент
133 2 Крышка -Фиксирую-щий элемент 114 210 0165 0000250
134 2 Подпружи-ненная кнопка КМ 6х14 GN 615 705 509 9906 0000510
136 2 Зажимная рукоятка с резьбовой осью М8х30 700 609 9984 0001270
137 1 Вал шестерни- Быстросъёмный 138 509 9947 0005020
138 2 Держатель ведущего вала 101 401 5260 0004120
139 2 Самона-резающий винт с полупотайной го-
ловкой и кресто-образным шлицом
140 1 Держатель нониуса- Быстросъёмный 138 210 0006 0000450
141 2 Стопорная шайба с упругими зубцами А 4,3 6798 630 408 4020 0000020
142 2 Гайка шестигранная М 4 934 620 000 2197 0000020
143 1 Наклейка 114 110 0110 0000080
144 9 Запрессо-ванный болт с резьбой М 8х35 655 209 9883 0000280
145 1 Вал с зубчатой рейкой-Быстросъём-ный 148 511 1391 0008260
146 1 Зажимной винт с головкой в форме грибка М 8х28 933 700 111 5310 0000280
147 1 Пружина сжатия -Упор фрезы 138 109 9381 0002160
148 2 Торцевая крышка -Линейный упор 148 210 0453 0000510
149 2 Линейный упор 370 мм 139 310 0369 0004120
150 2 Держатель линейного упора -Упор фрезы 138 009 9183 0005340
151 2 Винт с конусной головкой М 8х16 613 200 2060 0000100
152 2 Плавающая установочная шайба 149 202 4500 0000490
153 1 Защитный короб- Упор фрезы 138 009 9167 0023000
154 4 Зажимная гайка в форме грибка М 8 934 700 001 7730 0000350
200 2 Передний щиток -Основание конструкции 138 209 9733 0012440
St 4.8х13 7981 617 201 5687 0000020
St 3.9х9,5 7981 617 200 1791 0000020
∅4х48
∅30х34х
42х2х10
∅4х94
St 6,3х13 7981 617 209 9503 0000050
∅12х18х1
138 109 9390 0000360
St 3,5х13 7981 617 210 0099 0000020
138 109 9400 0000730
М 4х12 7985 612 300 2022 0000020
138 509 9971 0000030
715 109 9879 0000130
138 509 9963 0000040
988 630 609 9548 0000030
Номер
детали
10
Page 11

202 4 Гайка шестигранная М 10 934 620 000 2251 0000030
203 4 Стопорная шайба с упругими зубцами А 10,5 6798 630 408 4055 0000020
204 4 Пластина опоры 138 211 4333 0000250
205 32 Глухая заклёпка 6,4х12,5 662 107 4502 0000050
206 4 Регулируе-мая опора, чернёная М 10х35 705 711 1385 0001050
207 2 Боковой щиток 138 209 9687 0011080
300 2 Шестерня коническая- Вертикаль-ная уста-
новка
301 2 Насадочное кольцо для конической шестер-
ни
302 1 Качающаяся направляю-щая 138 040 0088 0024200
303 2 Рым-болт 444 614 109 9432 0001300
304 2 Штифт цилиндричес-кий
305 4 Опорная пластина - Сборка агрегата 148 210 0461 0000250
306 20 Болт с шестигранной головкой М 6х16 958/
307 4 Гайка шестигранная, плоская, форма В М 12 936/
308 4 Болт с шестигранной головкой М 6х12 933 610 300 1127 0000030
309 3 Радиальный шариковый подшипник 6201-ZZ 710 008 3463 0001220
310 1 Вал - Вертикальная установка 138 509 9564 0004080
311 1 Направляю-щая труба, сварная 101 401 5236 0007040
312 10 Самонарезающий винт с полупотай-
ной головкой и крестообразным шлицом
313 2 Шайба звёздчатая
A 12SS27
314 1 Указатель 138 210 0677 0000570
315 1 Подшипник скольжения
316 1 Запорное кольцо для отверстия 30х1,2 472 640 109 9598 0000060
317 1 Шкала круглая - Вертикальная установка 138 109 9284 0000980
318 2 Маховичок 700 311 4680 0005720
319 1 Стержень с резьбой - Зажимное устройство 148 511 1332 0001620
320 1 Зажимная втулка 4х16 1481 650 300 1681 0000030
321 1 Зажимная рукоятка 700 706 9620 0000810
322 2 Шайба В 13 9021 630 500 2508 0000050
323 1 Указатель - Установка угла наклона 138 240 4110 0000500
324 2 Подшипник скольжения S 715 109 9224 0000330
325 2 Шайба А 20 126 630 009 9643 0000040
326 6 Гайка шестигранная М 6 934 620 000 2219 0000020
327 1 Зажимная труба-Уста- новка угла наклона 138 309 9923 0001190
328 1 Штанга зубчатая-Уста- новка угла наклона 138 309 9915 0002800
329 1 Втулка подшипника с буртиком 239 120 3167 0000080
330 2 Шпонка призмати-ческая А 3х3х18 6885 672 109 9553 0000050
332 2 Подшипник скольжения В
333 2 Резьбовой штифт с внутренним шестигран-
ником
334 1 Предохра-няющее кольцо-Гай-ка оправки
фрезы
335 1 Пружинное стопорное кольцо для вала А 38 7993 640 309 9820 0006240
336 1 Радиальный шариковый подшипник
6006 LLU
337 1 Предохранительное кольцо для вала 30х1,5 471 640 000 9927 0000080
338 1 Направляющая труба-Шпиндель фрезы 138 540 0248 0030200
339 4 Пружина тарельчатая 51,5х35,5х
340 1 Радиальный шариковый подшипник
6205-2RS
341 1 Шпиндель фрезы 138 509 9521 0020200
342 1 Шпонка призмати-ческая А 6х6х36 6885 672 101 9738 0000080
343 2 Кольцо оправки фрезы Rd30х50х25 8837 138 509 9793 0001980
138 109 9233 0000460
138 540 0116 0000890
∅ 12
St 4,2х9,5 7981 617 204 7473 0000020
673 010 0394 0001070
∅16х30х10
∅10х12х4х
1
М 8х12 915 616 308 7683 0000071
148 511 1278 0005320
710 001 7924 0002100
0,6
710 009 3418 0001250
7 650 009 9443 0000330
610 301 5675 0000030
933
620 505 5744 0000080
439
715 109 9260 0000300
715 110 0060 0000130
705 312 2250 0000280
344 1 Кольцо оправки фрезы Rd30х50х16 8837 138 509 9785 0001860
345 2 Кольцо оправки фрезы Rd30х50х10 8837 138 509 9777 0001840
346 1 Кольцо оправки фрезы Rd30х50х8 8837 138 509 9769 0001840
11
Page 12

347 1 Кольцо оправки фрезы Rd30х50х5 8837 138 509 9750 0001840
348 1 Натяжная гайка оправки фрезы М 30х2 176 148 511 1316 0002680
349 1 Шпиндель трапеце-идальной формы 138 509 9530 0005140
350 1 Штанга направляющая-Подъём двигателя 148 040 0352 0001540
351 1 Зажимная скоба 138 140 3145 0000130
352 4 Пружинное кольцо В 8 127 630 100 0284 0000020
353 1 Болт с шестигранной головкой М 8х25 933 610 300 1194 0000050
355 1 Клиноре-менный шкив 724 041 1576 0004700
356 2 Пружинное кольцо В 12 127 630 100 0306 0000030
357 1 Гайка шестигранная М 12 934 620 001 7992 0000040
358 2 Гайка шестигранная, плоская, форма В М 16 936/
439
359 1 Зубчатый сектор 148 211 9669 0008920
360 2 Пружина тарельчатая А 12,5 2093 705 310 0087 0000050
361 1 Гайка шестигранная, самоконт-рящаяся М 6 985 620 200 2291 0000020
362 1 Пружина тарельчатая А 40 2093 705 309 9658 0000300
363 3 Болт с шестигранной головкой М 8х20 933 610 300 1186 0000070
364 1 Зажимная рукоятка с резьбовым штифтом М 10х60 700 611 4223 0001160
365 1 Болт 10Н11 1445 138 509 9130 0001380
366 1 Шайба А 10,5 125 630 001 6349 0000020
367 1 Гайка шестигранная М 10 сы-
рая
(некалё-
ная)
368 1 Гайка шпинделя TR16х4х29 138 109 9276 0000360
370 2 Самонаре-зающий винт с полупотайной го-
ловкой
371 25 Шайба В 6,4 9021 630 500 2087 0000020
372 1 Болт с шестигранной головкой М 6х10 933 610 301 5934 0000040
373 1 Подъёмник двигателя 138 040 0258 0008220
374 1 Гайка шестигранная, самоконтря-щаяся М 12 985 620 202 4139 0000070
376 1 Втулка дистанционная 644 202 5779 0000100
377 4 Цилиндри-ческий болт с внутренним шести-
гран-ником в головке
378 4 Стопорная шайба с упругими зубцами А 6,4 6798 630 408 4047 0000020
379 1 Болт с шестигранной головкой М 6х30 933 610 301 9921 0000040
380 1 Подпружи-ненная кнопка Km 16 GN 615 705 510 0076 0001080
381 1 Зажимная штанга-Установка угла наклона 138 509 9937 0000570
382 1 Прижимная крышка 139 220 0688 0000220
384 1 Поперечный щиток-Установка угла наклона 148 210 0445 0010540
385 1 Двигатель 3,1 WNB
1 Двигатель 2,8 DNB 1904
1 Двигатель 2,8 RDNB 101 417 1955
387 4 Гайка шестигранная, самоконтря-щаяся М 8 985 620 200 2305 0000040
388 1 Клиноремен-ный шкив 724 041 1584 0006480
389 1 Болт с шестигранной головкой М 12х1,5
390 1 Ремень с клиновым профилем 7867 723 307 2502 0001130
391 1 Выключа-тель
3,1 WNB
1 Выключа-тель
2,8 DNB
1 Выключа-тель
2,8 RDNB
392 2 Направля-ющая 2,5х9,5х223 715 114 5307
St 4,8х16 7981 617 200 1830
М 6х16 912 612 102 3081 0000040
101 417 1831
леваях25
813 317 0058
813 317 0040 0020400
813 317 4700 0027200
934 620 000 2260
961 610 300 1267 0000360
620 503 2396 0000140
393 2 Некорреги-рованное кольцо 75,57х5,33 763 214 6242
394 1 Очищающий скребок 70х78х7 138 117 0540
395 12 Клеточная гайка М 6 626 416 6657
396 1 Винт с потайной головкой М 4х14 613 004 1343
397 3 Изолирую-щая шайба RD
10/4,1х1,0
398 3 Изолирую-щая шайба RD
10/4,2х3,0
400 1 Фрезерный стол 138 009 9000 0070400
401 1 Вкладное кольцо
402 1 Вкладное кольцо
∅65
∅115
138 141 3183
138 141 3175
138 109 9306 0000810
138 109 9314 0000810
12
Page 13

403 1 Задняя стенка 138 209 9695 0018380
404 2 Зажим 701 411 1640 0000280
405 2 Неопреновая шайба 701 411 1632 0000070
406 1 Крышка машины 138 110 8550 0004320
407 2 Штифт 701 416 8286 0000600
408 8 Заклёпка с потайной головкой 4х10F 662 100 7910 0000030
409 2 Шарнирная петля 701 510 0049 0000080
410 1 Наклейка (Диаграмма числа оборотов) 114 141 2180 0000330
411 5 Цилиндри-ческий болт с внутренним шести-
гран-ником в головке
412 2 Шайба А 4,3 125 630 001 6330 0000020
413 1 Угломерная шкала 114 210 0173 0000520
414 1 Боковой щиток-Обслу-живание 138 241 2199 0018920
1 Боковой щиток-Обслу-живание RDNB 138 241 2202 0019500
416 1 Переключающая вилка 138 110 0517 0000320
417 1 Передний щиток 138 211 4791 0014060
418 1 Натяжная втулка 4х20 1481 650 300 1665 0000020
419 1 Самонаре-зающий винт с полупотайной го-
ловкой
420 1 Палец переключателя 138 541 2157 0001520
421 2 Предохрани-тельная скоба 824 203 3664 0000060
422 2 Самонаре-зающий винт с полупотайной го-
ловкой
423 2 Гайка шестигранная, самоконтря-щаяся М 4 985 620 206 5412 0000020
424 5 Пружинная шайба В 4 137 630 206 5401 0000020
425 1 Гибкая тяга
426 1 Указатель числа оборотов 138 241 2164 0000370
428 4 Шпилька М 8х13,5 616 514 0085
М 4х20 912 612 110 2640 0000020
St 3,5х10,5 7981 617 202 8215 0000020
St 3,9х13 7981 617 200 1805 0000030
∅1,5х750
723 810 0598 0001320
13
 Loading...
Loading...