

Metabo Spindle Moulder TF 100 M, TF 100 M, TF 100 M 2.2 WN, TF 100 M 2.8 DN Operating Instructions Manual
Page 1
Operating Instructions Spindle Moulder
Instructions de service Fraiseuse de table
Bruksanvisning Bordfres
Käyttöohje pöytäjyrsinkone
Handledning bänkfräsmaskin
TF 100 M
ENG
F
115 160 0294 / ENG/F/NO/FIN/SV / 3605 - 4.0
FIN
SV
NO
Attention! Carefully read through these instructions prior to installation and commissioning.
Attention! Prière de lire attentivement la présente notice avant l'installation et la mise en service.
Se opp! Vær så vennlig å først gjennomlese nøyaktig denne veiledningen før installasjonen og idriftsettelsen.
Huomio! Lue tämä ohje huolellisesti läpi ennen asennusta ja käyttöönottoa.
Observera! Var god och läs noga igenom denna handledning före installering och idrifttagande.
SV
ENG
FIN
NO
F
Page 2

ENG
2 User Responsibility
This machine will perform in conformity with the description contained in the instructions provided. This machine
must be checked periodically. Defective equipment (including power cables) should not be used. Parts that are
broken, missing, plainly worn, distorted or contaminated, should be replaced immediately. Should such repair or
replacement become necessary, it is recommended that such repairs are carried out by qualified persons
approved by metabo or its representatives.
1 Specifications TF 100 M 2.2 WN TF 100 M 2.8 DN
Table top 523 x 423 mm 523 x 423 mm
Workpiece support area 150-210 x 600 mm 150-210 x 600 mm
Working height from floor 850 mm 850 mm
Table opening Ø 150 mm 150 mm
Table rings 2 2
Fence travel 30 mm 30 mm
Dust extraction outlet Ø 100 mm 100 mm
Max. tool diameter 150 mm 150 mm
Max. tool height 60 mm 60 mm
Spindle diameter 30 mm 30 mm
Spacing collar Ø 50 mm 50 mm
Spindle vertical adjustment 100 mm 100 mm
Spindle speeds 4000/6000/7500 min
-1
4000/6000/7500 min
-1
Motor input capacity P
1
2.2 kW S6 - 40% 2.8 kW S6 - 40%
Motor output capacity P
2
1.1 kW S6 - 100% 1.4 kW S6 - 100 %
Operating voltage 220-240 V 1~50 Hz 380-415 V 3~50 Hz
Noise Emission
The noise emission levels shown below have been established by measuring methods according to:
DIN 45 635, part 1651.
The A-sound power levels (LWA) were rounded to full dB(A).
1. TF 100 operating under no load
A-sound pressure level L
pA
77 dB(A) 77 dB(A)
A-sound power level L
WA
86 dB(A) 86 dB(A)
2. TF 100 operating under load
A-sound pressure level L
pA
82 dB(A) 82 dB(A)
A-sound power level L
WA
91 dB(A) 77 dB(A)
Contents
1 Specifications
2 User Responsibility
3 Standard Delivery
4 Optional Accessories
5 Final Assembly
6 Installation
7 Commissioning
7.1 1-Phase Power Supply
7.2 3-Phase Power Supply
7.3 Direction Of Rotation
7.4 Switch
7.5 Overload Protection
7.6 No-Voltage Release
7.7 Dust Collection
7.8 Dust Collector Automatic Start
8 Safety Information
9 Workpiece Dimensions
10 Scope Of Application
11 Tool Dimensions/Cutting Speeds
12 Jigs And Push Blocks
13 Controls
13.1 Definitions
13.2 Mounting A Tool
13.3 Spindle Speed Setting/Changing
13.4 Tool Height Setting
13.5 Fence And Fence Plate Setting
13.6 Cutter Guard Setting
14 Operation
14.1 Tools
14.2 Stock Prechecking
14.3 Moulding Strips
14.4 Moulding Boards
14.5 Making Tenons
14.6 Set-In Work
15 Care And Maintenance
Page 3

This machine or any of its parts should not be altered or changed from standard specifications. The user of this
machine shall have the sole responsibility for any malfunction which results from improper use or unauthorized
modification from standard specifications, faulty maintenance, damage or improper repair by anyone other than
qualified persons approved by metabo or its representatives.
M
etabo reserves the right to change specifications and design without prior notice and without incurring
obligation of any kind.
Equipment referred to as available or optional may be at extra cost.
3 Standard Accessories
Spacing collars: 1 pc. 25 mm, 1 pc. 16 mm,
2 pcs. 10 mm, 2 pcs. 8 mm,
2 pcs. 5 mm
Spindle nut: M 30x2
Fence
Fence plates
SUVA style safety cutter guard
Tool set
Instructions
6 Installation
Important!
This spindle moulder model TF 100 M must be anchored to the floor for
stability. A machine not anchored to the floor may fall over while in
operation.
Use suitable means for anchoring, e.g. anchoring bolts or expansion
anchors Ø 8 mm.
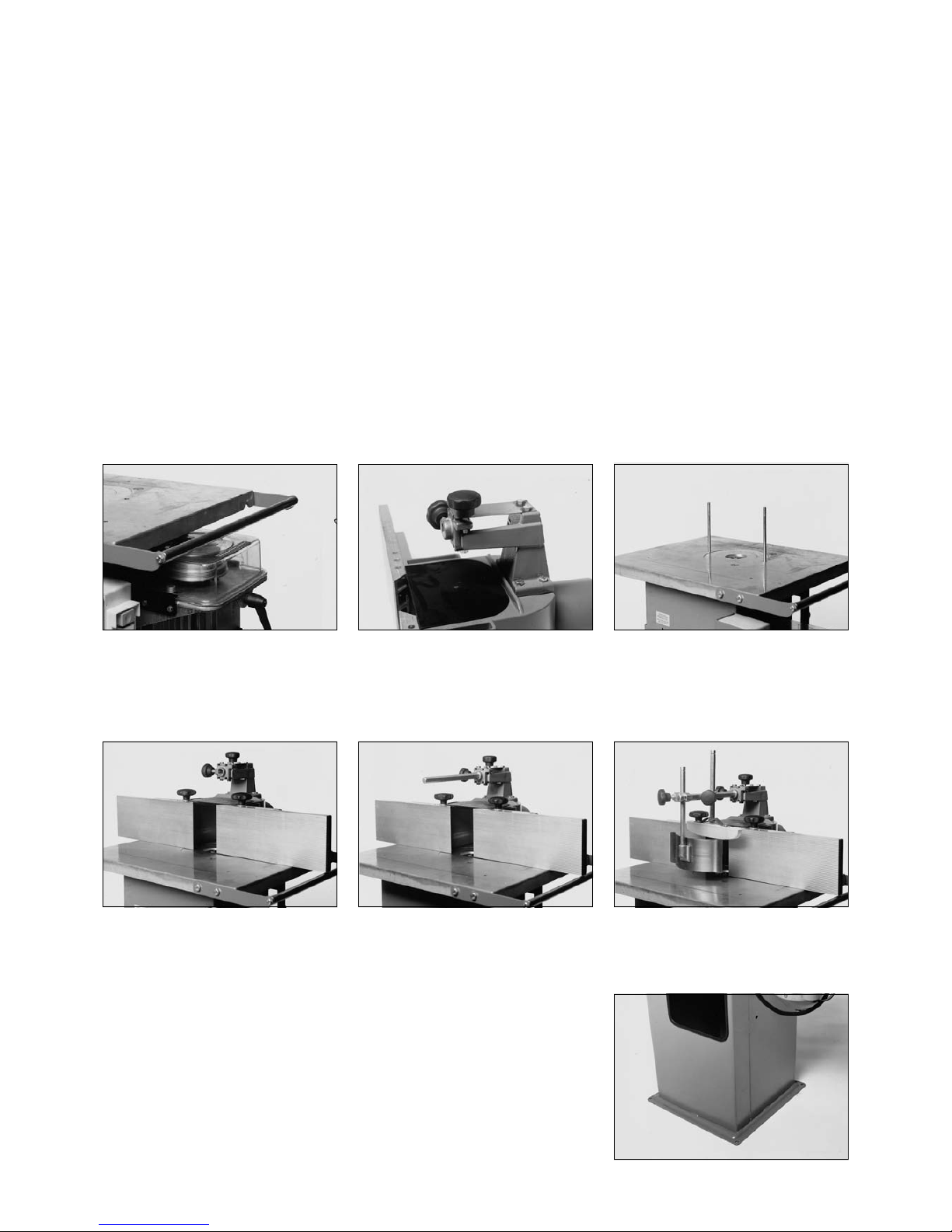
Place fence on table and screw
starknobs onto stud bolts.
Slide hexagon bar into fence carrier
and lock with starknob screw.
Install holddown shoe and spring on
hexagon bar.
5 Final Assembly
Set table extension level with the table. Install cutter guard carrier on the fence.
Use 4 each
- hexagon head screw M 6x25
- hex. nut M 6 self-locking
Screw both stud bolts into the tapped
bore holes of the table.
4 Optional Accessories
Table Extension TF 100 Stock-no. 0914003598
Sliding Carriage TF 100 Stock-no. 0914015600
Moulding Tools see separate catalogue
Page 4

7 Commissioning
7.1 1-Phase Power Supply
This machine must be connected to an earthed outlet and operated on a residual current device (RCD) of 30 mA
capacity. Supply voltage required 230V ±5% 50 Hz. Protect circuit with a fuse 16 A time-lag. A supply line lead
cross section of min. 3 x 2.5 mm2 is required.
7.8 Dust Collector Automatic Start
The electrical installation must provide for automatic starting of the dust collector when the spindle moulder is
switched on, and for a 20 second switch-off delay after the spindle moulder is switched off.
7.7 Dust Collection
This spindle moulder must be connected to a dust collector.
- The fine dust of beech or oak is classified as cancer-causing.
The dust collector this spindle moulder is to be connected to must provide for a minimum air flow rate of
16 m/sec at the machine's dust extraction outlet.
The dust extraction outlet's nominal diameter is 100 mm.
7.6 No-Voltage Release
The switch is equipped with a no-volt release solenoid (magnetic switch) to prevent start-up after a power failure.
It the machine is not connected to the power supply the switch does not engage. In the event of a power failure
the machine has to be restarted by switching ON again.
7.5 Overload Protection
In case of an overload the build-in motor protection relay switches the power off. Let motor cool off for approx.
10 minutes before starting again.
7.2 3-Phase Power Supply
A 5-wire (L1-L2-L3-N-Earth) supply system is required. Connect with the 16A CEE industrial type plug to an
earthed outlet equipped with a residual current device (RCD) of 30 mA capacity. Supply voltage required 400V
±5% 50 Hz. Protect circuit with 3 fuses 16 A time-lag. A supply line lead cross section of min. 5 x 1.5 mm2 is
required.
7.3 Direction Of Rotation
For machines with single-phase motor the direction of rotation is factory set. On machines with a three-phase
motor the direction of rotation must be checked after connection to the power supply. Start motor briefly. The
spindle, when viewed from the top, must turn counter-clockwise. To change the direction of rotation interchange
2 of the current conduction leads (black and/or brown). Do not connect the yellow-green earth lead to any of
the current conducting leads.
Note:
With a wrong direction of rotation there is danger of accident. Check direction of rotation carefully.
Have phases interchanged only by a qualified electrician!
7.4 Switch
This spindle moulder is started by actuating the green push-button and
stopped by actuating the red button.
Page 5
8 Safety Information
- Always follow the instructions in this manual.
- Use only tools approved for manual feed (BG-Test or similar).
- Never exceed the max. permissible tool speed.
- Follow the specific instructions supplied with the tool by the tool maker.
- Do not use tools of larger diameter than specified for this machine.
- Do not work stock with smaller or larger dimensions than specified in this manual.
- Always disconnect from power before servicing.
- Always let the spindle come to a complete stop before removing any obstructions.
- Fence, fence plates and cutter guard have to be set as required for the job on hand.
- Always feed strips and other small workpieces with a pushstick or pushblock.
- Select a suitable spindle speed (see section 11.0 of this manual).
- Persons under the age of 16 should not operate this machine.
- Ensure you know how to switch off the machine in an emergency.
- Always wear eye protection.
12 Jigs And Push Blocks
Mould across end grain only with the
workpiece firmly supported in the sliding carriage. Very high risk of kickback and personal injury if no sliding
carriage is used.
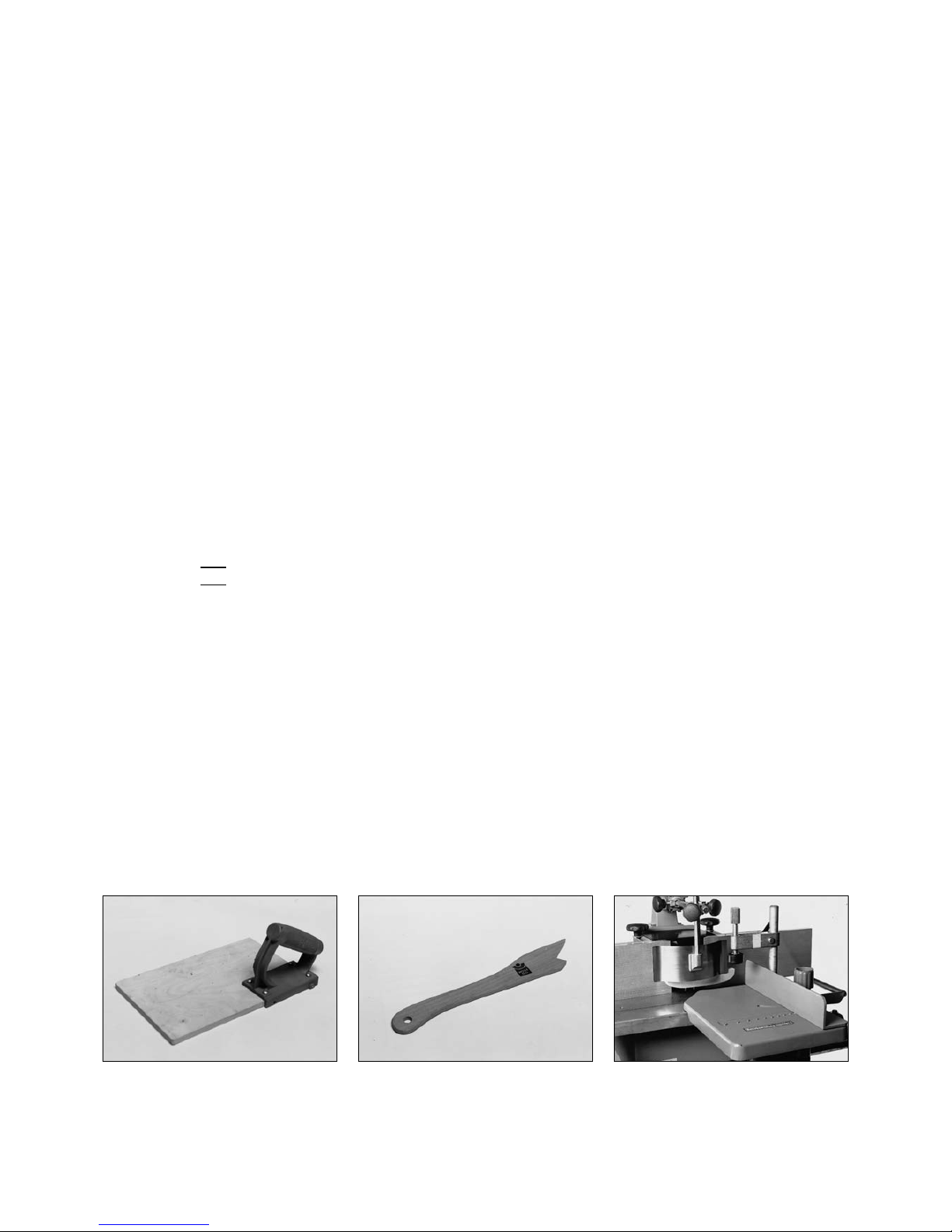
A pushstick is used to feed stock
which is held down only by the cutter
guard's pressure shoe.
A pushblock is used to feed strips
held down by the safety cutter guard.
It should be made from 8-10 mm thick
plywood.
11 Tool Dimensions/Cutting Speeds
In order to reduce the risk of kickback the cutting speed of the tool used must be greater than 35 m/s.
- Moulding tools cannot safely be used at the lowest speed setting of 4000 min-1. This speed is intended for use
with brushes, wobble saws and similar tools.
- For a spindle speed of 6000 min-1 the tool must have a minimum diameter of 115 mm.
- For a spindle speed of 7500 min-1 the minimum tool diameter is 90 mm.
- At both spindle speeds suitable for moulding (6000 and 7500 min-1) the max. permissible tool diameter is
150 mm.
10 Scope Of Application
- The Spindle Moulder model TF 100 M is designed for moulding workpieces of timber and/or timber derived
products, e.g. chip or particle board, fibre boards and plywood, either plain or laminated/faced with plastics.
- Moulding on endgrain, e.g. making tenons, requires a sliding carriage (optional accessory) for firm guiding.
- Set-in work should only be carried out with a table extension attached to one or both sides of the machine's table.
- Moulding of contoured workpieces is not permitted with this spindle moulder.
- Climb cutting operations are not permitted with this spindle moulder.
9 Workpiece Dimensions
- Workpieces shorter than 200 mm must not be worked on this spindle moulder unless a suitable feeding jig is
used for support.
- Support workpieces longer than 1000 mm with table extensions (optional accessory) or roller stands to keep
them from falling off the machine's table.
- The maximum workpiece width (for boards) should not exceed 500 mm.
Page 6
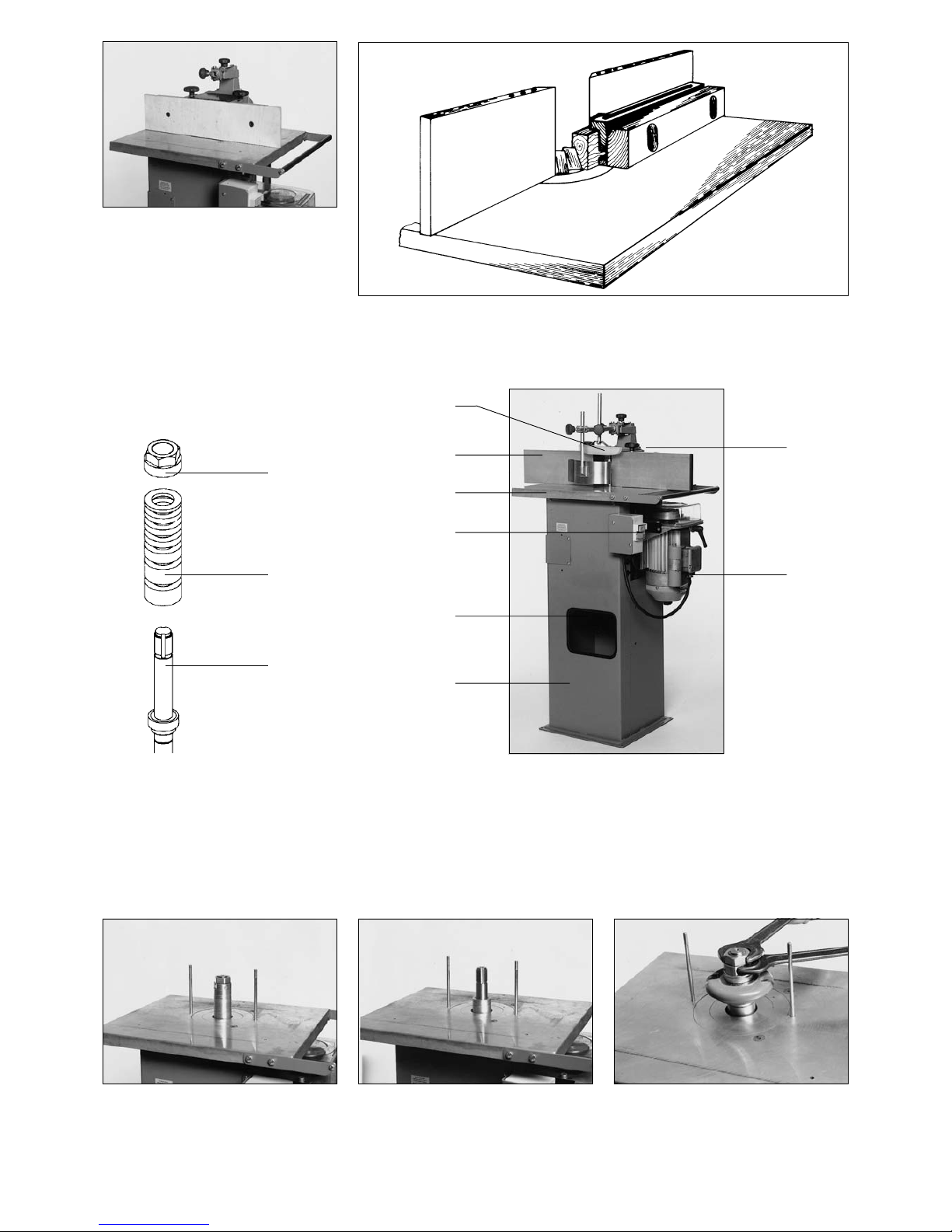
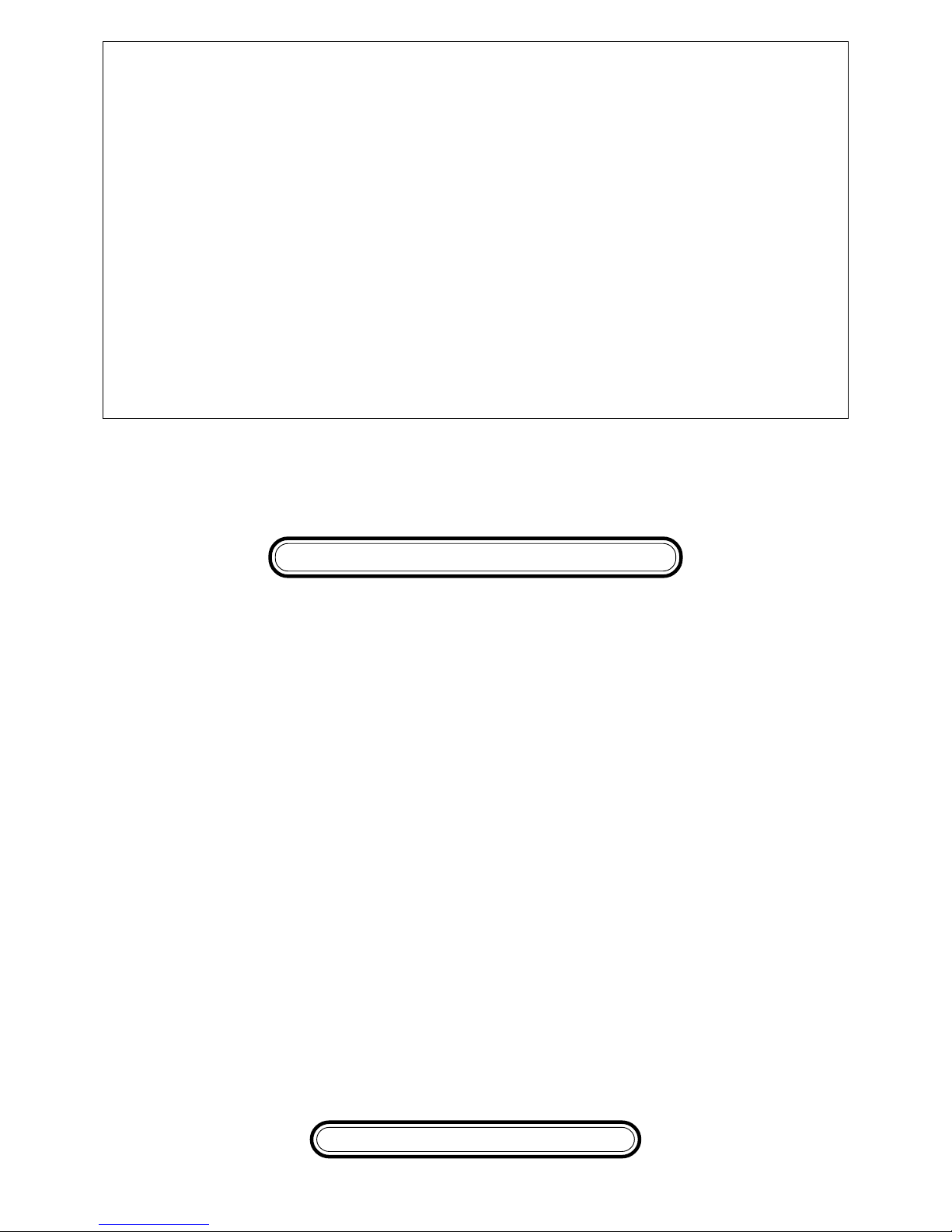
13.2 Mounting A Tool
The tool is held by the spacing collars.
A rough height positioning on the
spindle is done by placing spacing
collars under the tool as required.
Place tool on spindle (mind direction
of rotation) and spacing collars on top
right up to the spindle thread. Then
screw on the spindle nut.
For mounting or removing a tool it is
recommended to remove the fence
from the table.
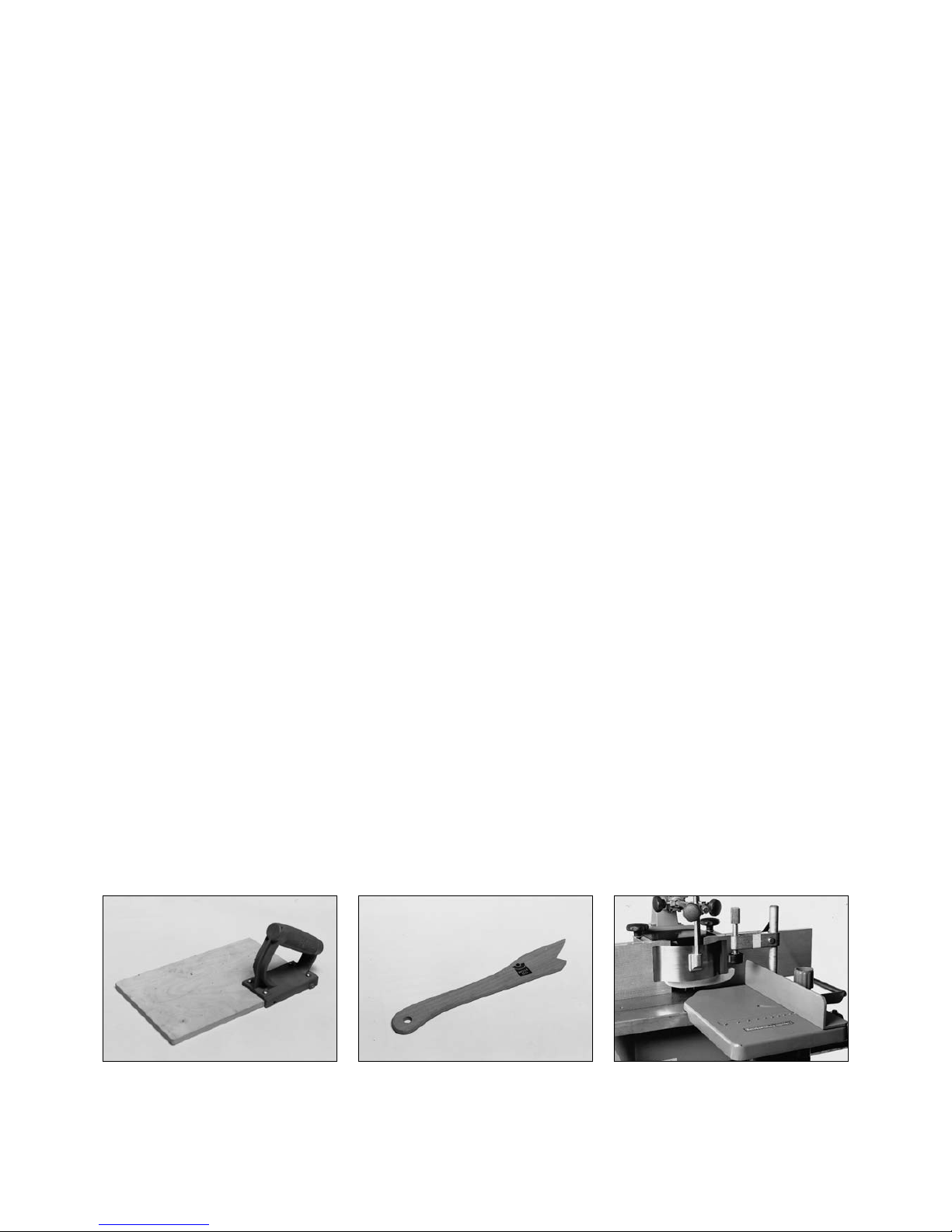
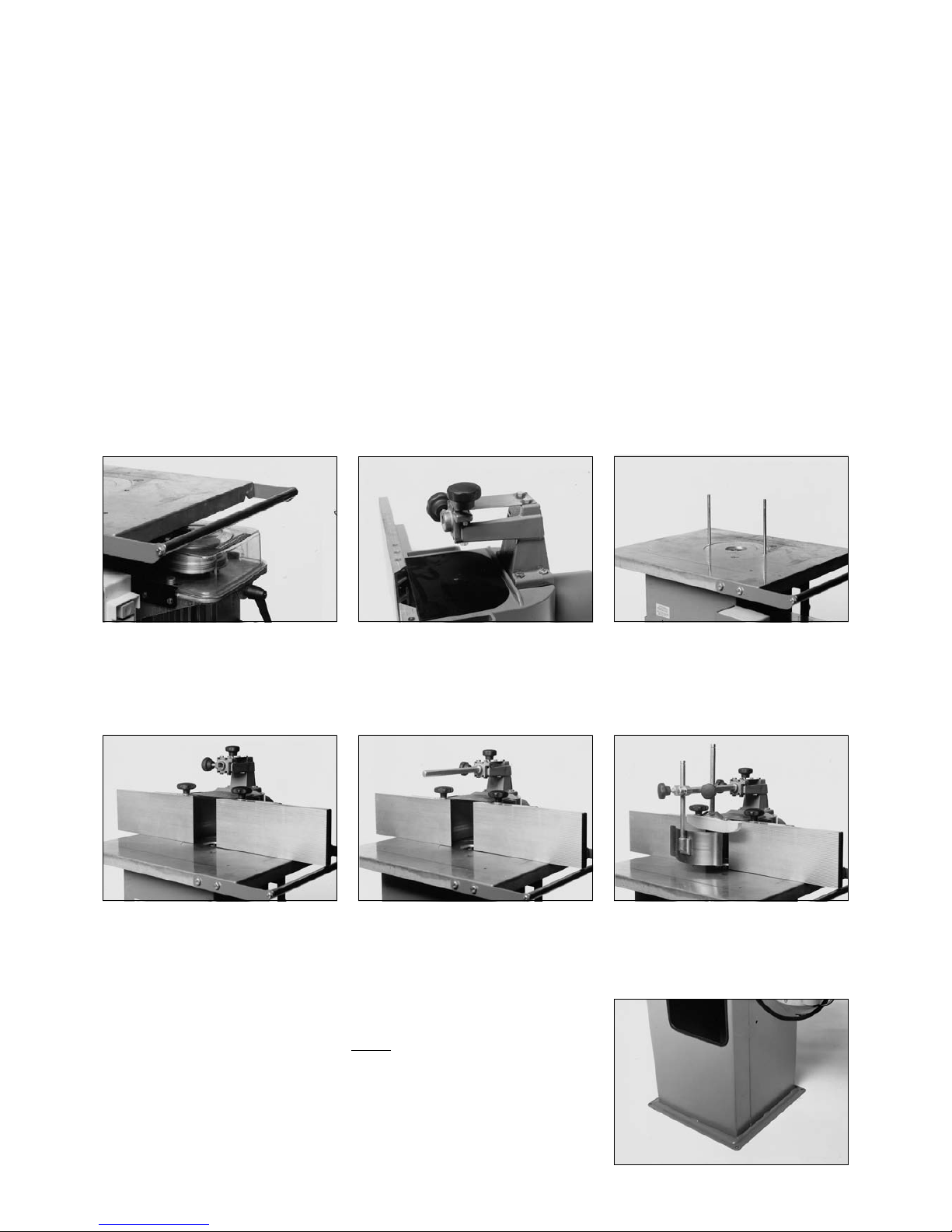
An auxiliary (or false) fence bridges
the gap between the two fence plates
to provide firm support and guiding for
small workpieces. Retracting the
fence, with the tool running, cuts
through the auxiliary fence.
Strips shorter than 200 mm must be held in user-made feeding jigs for
moulding.
1
2
3
9
8
7
6
5
4
10
11
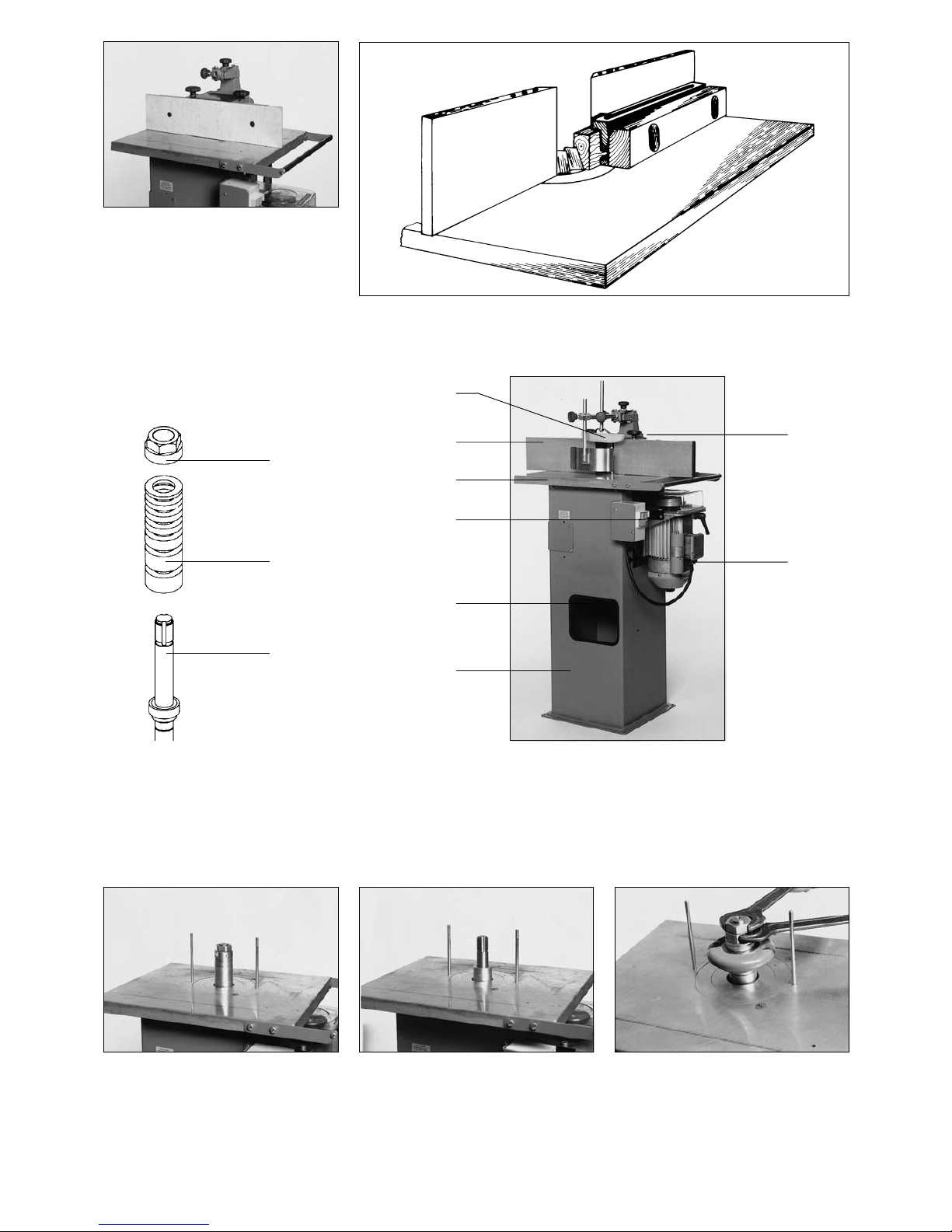
13 Controls
13.1 Definitions
1 Spindle
2 Spacing collars
3 Spindle nut
4 Main frame
5 Handwheel for spindle vertical adjustment
6 Starting switch
7 Table
8 Fence plates
9 Pressure shoe
10 Fence
11 Spindle lock
Page 7
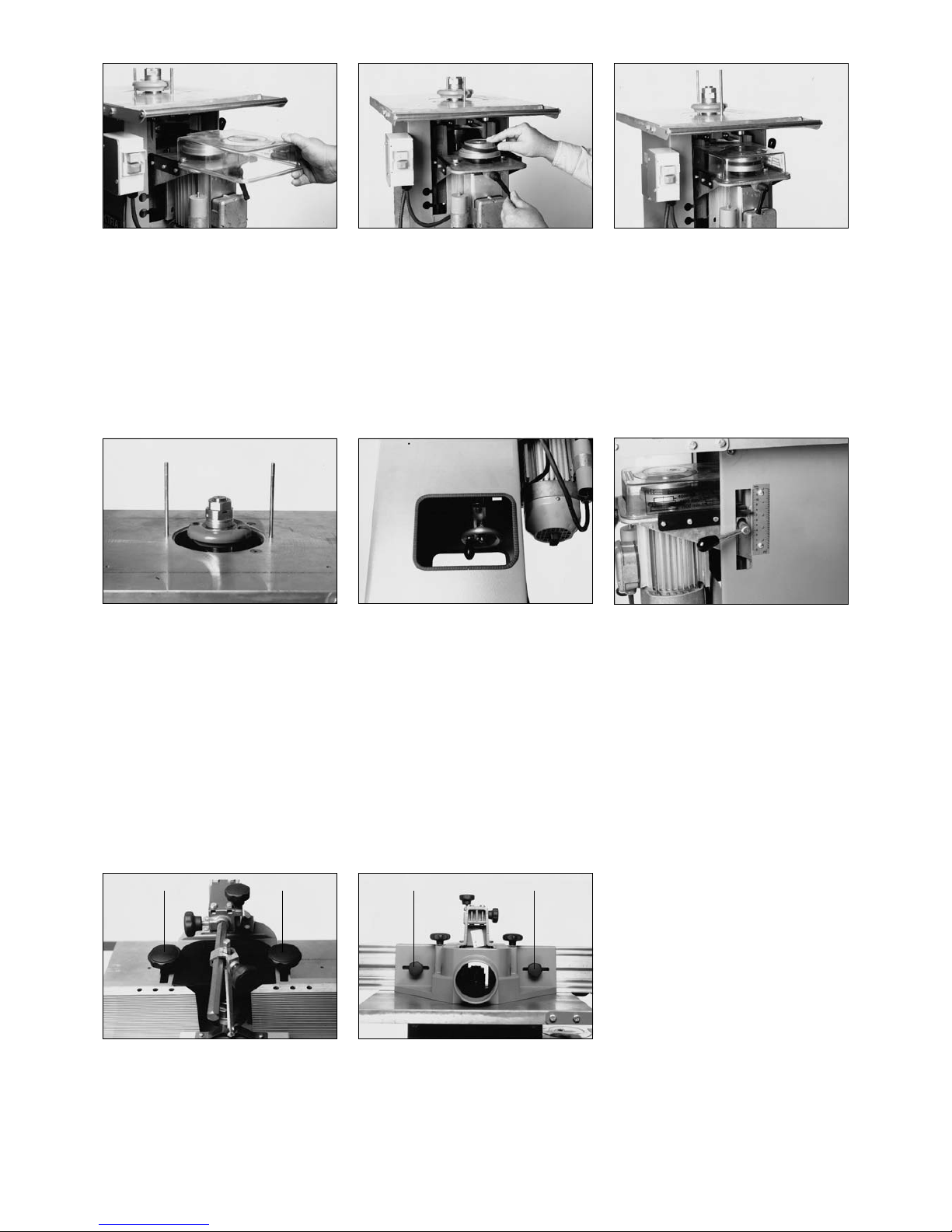
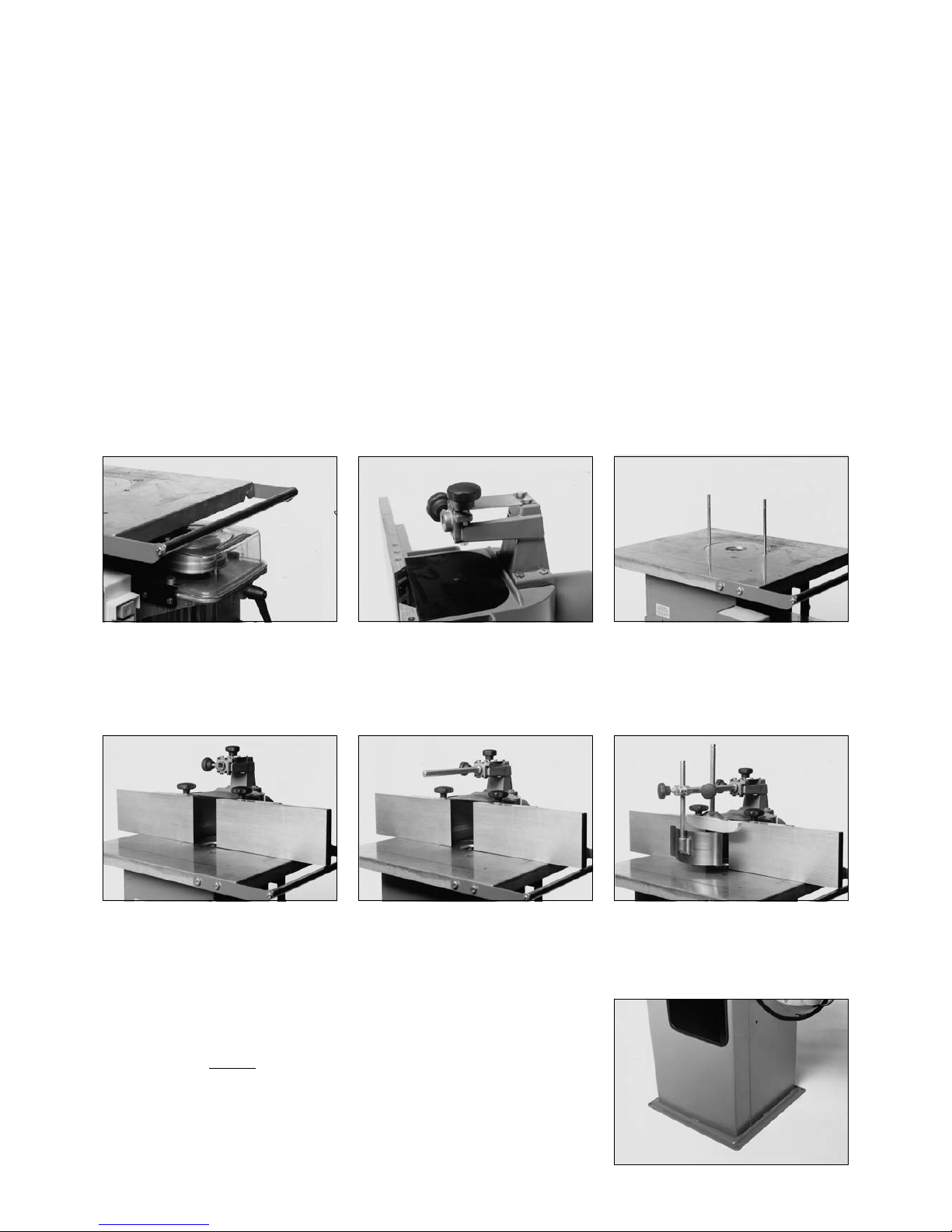
13.3 Spindle Speed Setting/Changing
Tighten the belt and replace the plastic guard.
Remove the plastic cover to have
access.
Loosen the ratchet lever and place
belt on the desired step of the pulleys.
Available speeds are:
top = 4000 min
-1
centre = 6000 min
-1
lower = 7500 min
-1
BB
AA
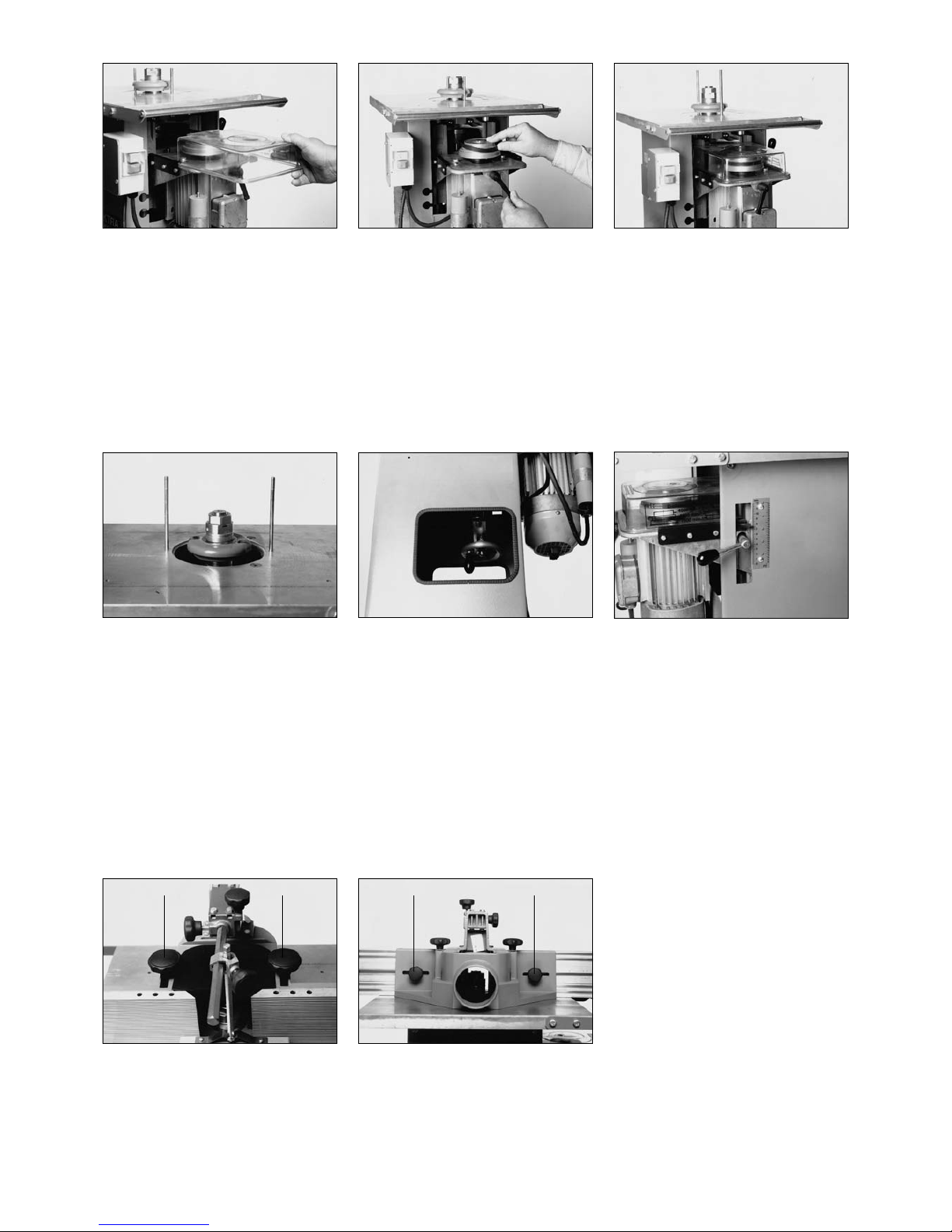
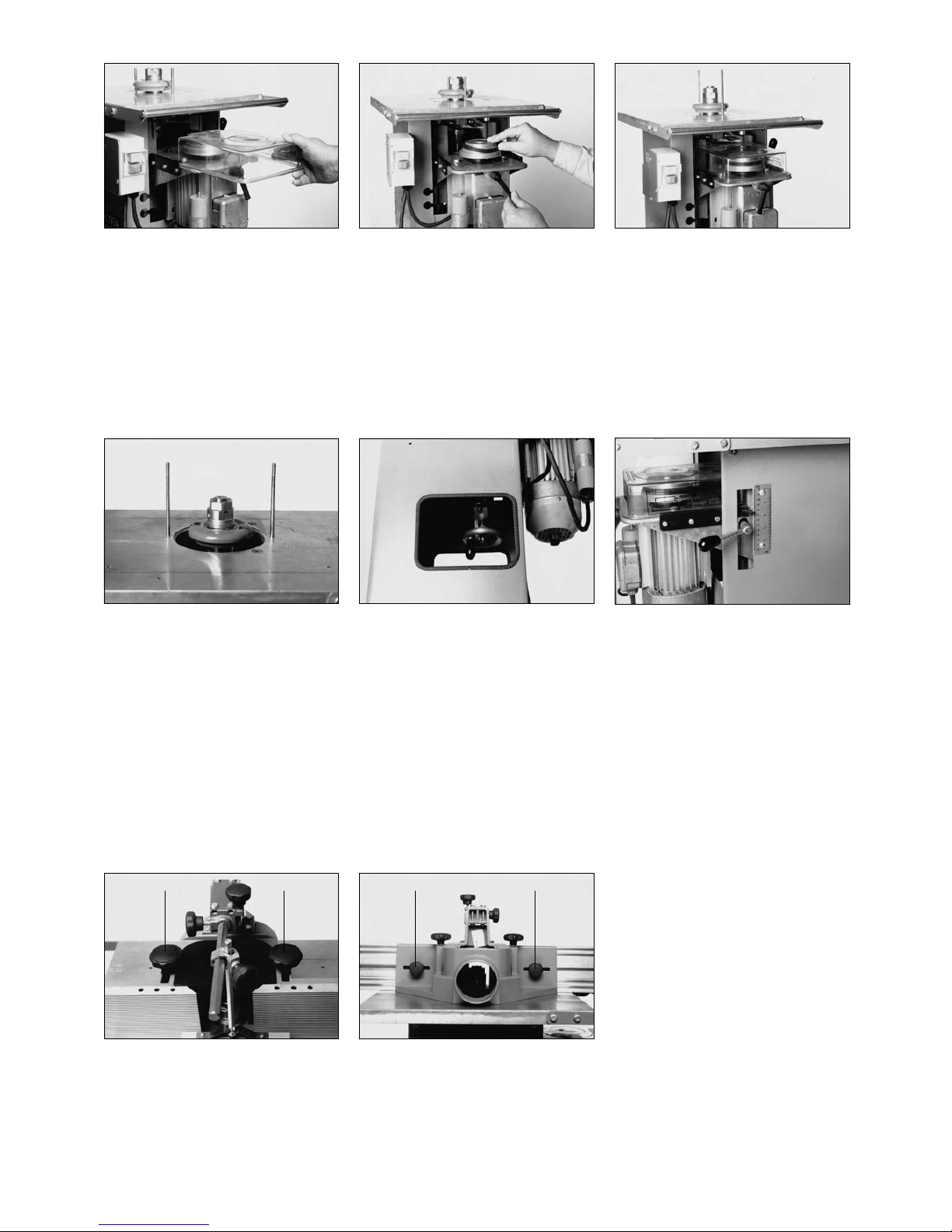
13.5 Fence And Fence Plate Setting
Caution!
Switch machine off and let tool come
to a complete stop before making any
adjustments.
Loosen the starknobs (B) to reposition the fence plates.
Loosen both starknobs (A) to move
the fence forward or backwards.
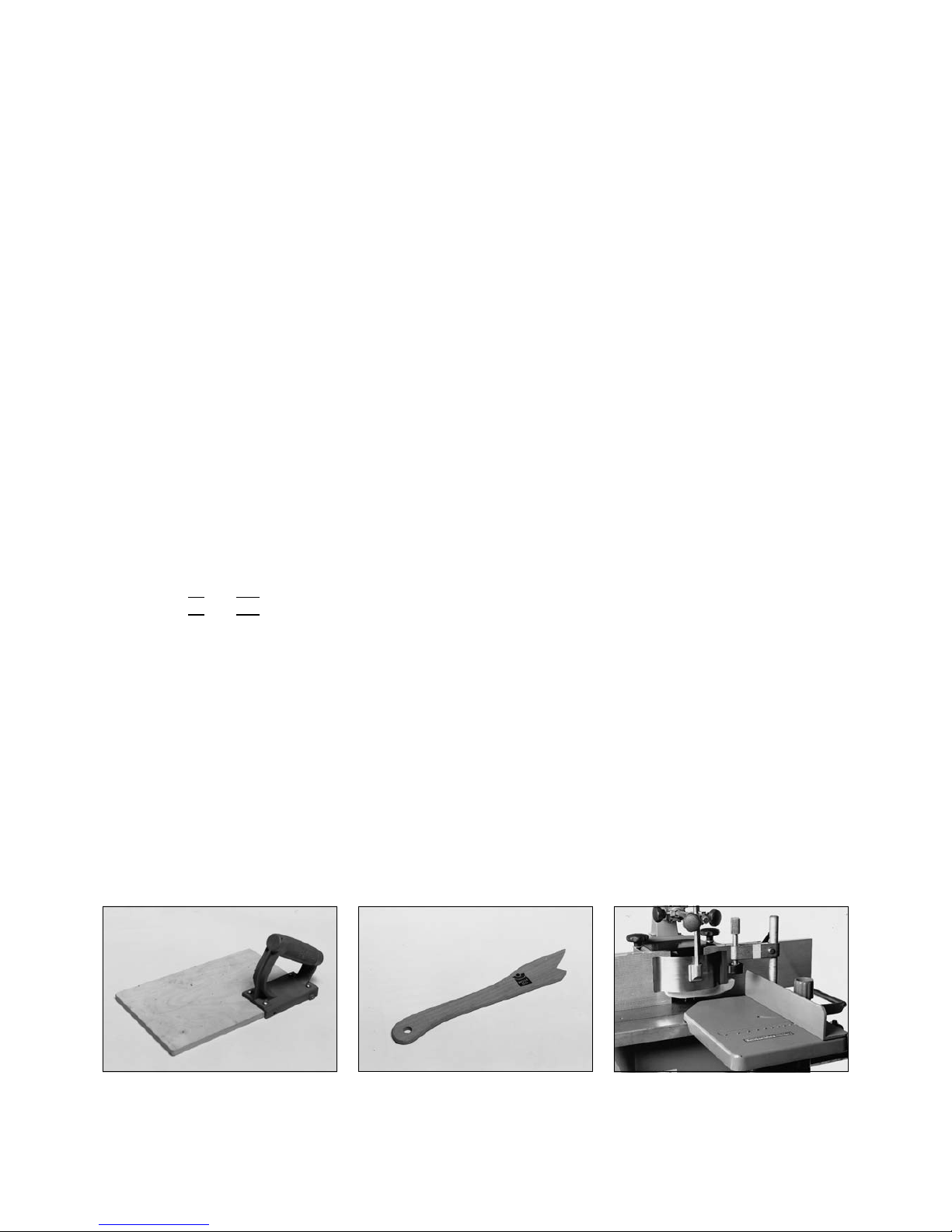
13.4 Tool Height Setting
If the tool is only partially used and
needs to be lowered below the table,
remove the table rings before mounting it on the spindle.
Spindle vertical adjustment is
achieved by turning the handwheel
inside the main frame. Turn
- clockwise to raise
- counter-clockwise to lower
After a spindle height adjustment lock
in position by engaging the spindle
lock lever.
Caution!
Switch machine off and let tool come to a complete stop before making any adjustments.
Page 8

C
D
E
13.6 Cutter Guard Setting
Loosen starknob (C) and set holddown
shoe onto the workpiece.
Adjust downward pressure with starknob (D).
After loosening starknob (E) set spring
guide against the workpiece.
14.4 Moulding Boards
- Mount tool as per section 13.2.
- Set/check spindle speed as per
section 13.3.
- Adjust spindle and fence as per
sections 13.4 and 13.5.
- Remove the cutter guard's pressure spring.
- Set holddlown shoe as described
in section 13.6.
- Start machine and feed the workpiece with a steady motion slowly
against the rotating tool.
Caution!
Always feed with a pushstick if the workpiece width is less than 120 mm.
Caution!
Switch machine off and let tool come to a complete stop before making any adjustments.
14.3 Moulding Strips
Important!
Always use a pushblock to feed the
work when near the end.
- Mount tool as per section 13.2.
- Set/check spindle speed as per
section 13.3.
- Adjust spindle and fence as per
sections 13.4 and 13.5.
- Adjust cutter guard as per section
13.6 to accommodate the
workpiece.
- Start machine and feed the workpiece with a steady motion slowly
against the rotating tool.
14.2 Stock Prechecking
- Grown timber should be planed prior to any moulding operation.
- Do not work stock that is warped, bend or otherwise does not rest fully over its full length on the table and/or
against the fence plates.
14 Operation
14.1 Tools
This spindle moulder model TF 100 M must only be operated with tools having chip limitors for reduced kickback
and approved for manual feed, e.g. BG-TEST tools or equivalent.
Page 9

14.5 Making Tenons
Tenons and grooves in end grain must only be made with the workpiece firmly held and guided by the sliding
carriage TF 100, available as optional accessory.
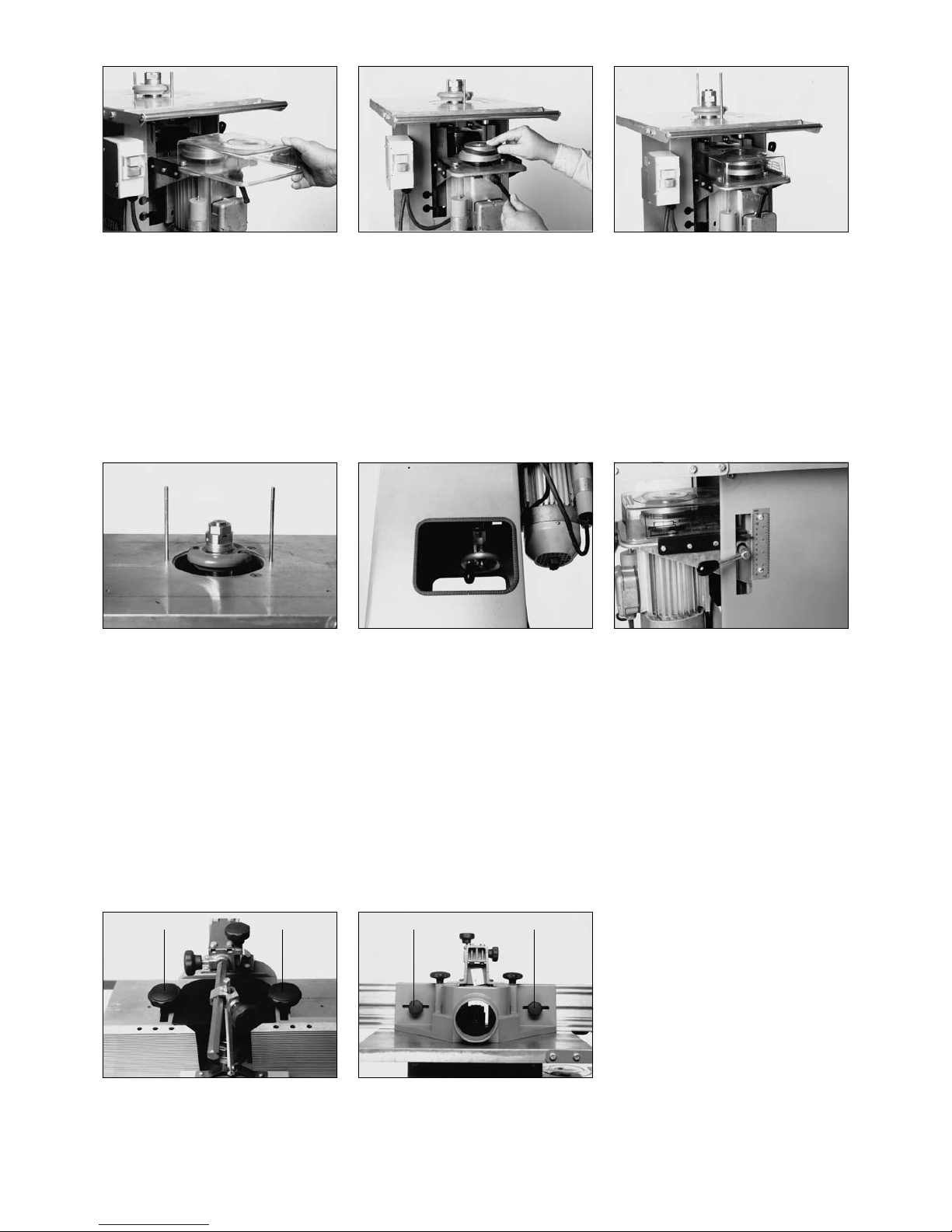
To complete the tenon, turn workpiece over by 180° and make another
pass.
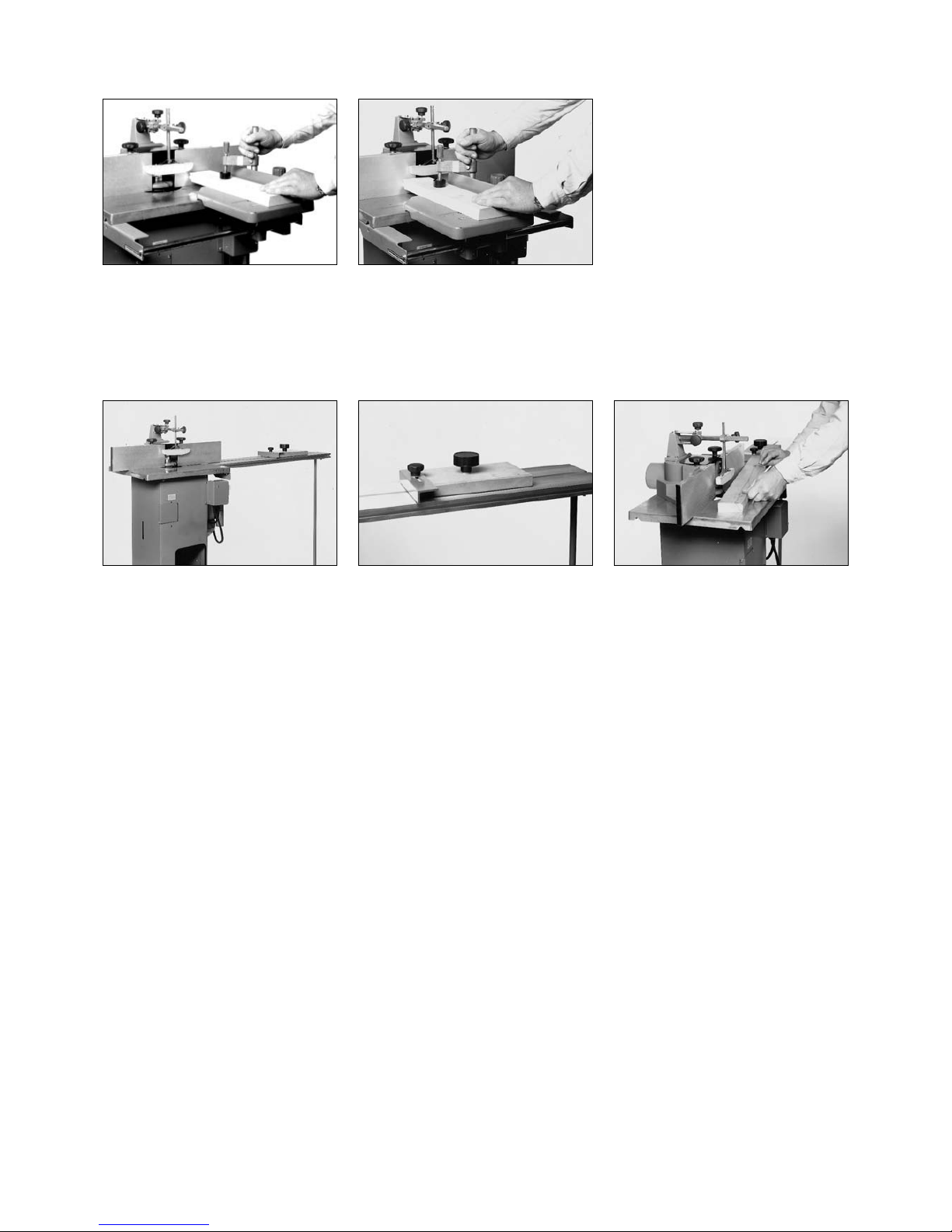
Install table extension according to
the instructions provided. Set tool,
fence and guard as required.
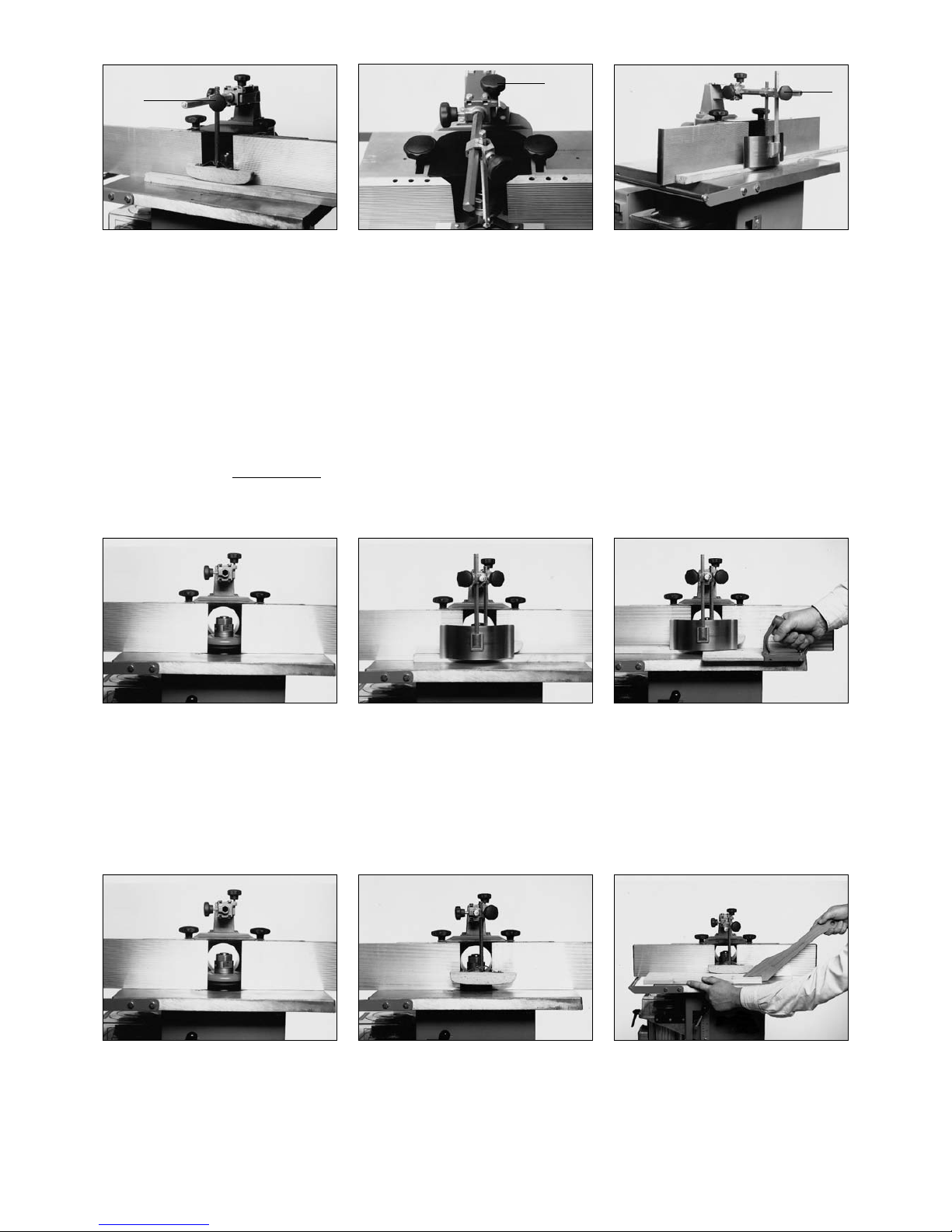
Set the backstop as required. Start machine. Place workpiece on
the table and against the backstop,
then push forward against the fence
into the rotating tool.
14.5 Set-In Work
15 Care And Maintenance
Always disconnect from power before servicing.
Danger of severe personal injury if machine is started unintentionally.
- Lubricate all moving parts regularly with a few drops of motor oil.
- Clean table and fence plates regularly, keep resin-free.
Start machine. Feed work slowly and
with a steady motion against the rotating tool. When the pass is completed
pull the sliding carriage back to its
starting position.
Place workpiece on the sliding carriage's table and secure with the clamping arm. Lower the holddown shoe
as much as possible to cover the
space between the fence plates above
the tool.
Page 10
U.K. Supplement to Operating Instructions for metabo
TF 100 M Spindle Moulder
Please note the following supplementary information associated with this machine:
U.K. Legislation and Codes of Practice
When used industrially within the U.K. this machine falls under the scope of:
- Woodworking Machines Regulations 1974
- Use and Provision of Work Equipment Regulations 1992
We strongly advise you study and follow these regulations.
Section 7.1 1-Phase Power Supply
230 V motor. Although the motors supplied with this machine will run safely on a 13A domestic ring main, on
starting the machine a high current of very short duration is drawn, which could cause your 13A fuse to blow. If
this persists we recommend to have the machine connected to a 16A separate radial circuit. Ensure a suitably
sized fuse matching the motor is used.
This work should be undertaken only by a qualified electrician!
If the plug, fitted to the power cable supplied with the machine, has to be changed or replaced, connect the mains lead
conductors in accordance with the following colour code.
Single-phase motors (110/115/220/230/240 volts):
Yellow/green - Earth
Blue - Neutral
Brown - Live
Three-phase motors (220/380/400/415 volts):
Machines with a 3-phase motor are connected to power mains using a 5-pin industrial appliance-inlet/connector
according to
VDE 0623/BS 4343/IEC 309.
4-wire mains lead Yellow/green - Earth
Brown - Phase (L1)
Black - Phase (L2)
Blue - Phase (L3)
5-wire mains lead Yellow/green - Earth
Brown - Phase (L1)
Black - Phase (L2)
Black - Phase (L3)
Blue - Neutral
IF IN DOUBT - CONSULT A QUALIFIED ELECTRICIAN!
Warning: This appliance must be earthed!
Wiring Instructions
Page 11

F
Table des matières
1 Caractéristiques techniques
2 Responsabilité produit / Garantie
3 Matériel livré
4 Accessoires en option
5 Montage initial
6 Mise en place
7 Mise en service
7.1 Branchement sur réseau Ac-1
7.2 Branchement sur réseau Ac-3
7.3 Sens de rotation
7.4 Interrupteur
7.5 Protection contre les surcharges
7.6 Déclenchement à minimum de tension
7.7 Aspiration des copeaux
7.8 Mise en marche automatique du dispositif
d’aspiration des copeaux
8 Consignes de sécurité
9 Dimensions des pièces à travailler
10 Emploi/Domaine d’application
11 Dimensions des outils / Vitesse de coupe
12 Accessoires d’amenée
13 Eléments de réglage
13.1 Définition des termes
13.2 Montage de l’outil de fraisage
13.3 Réglage/modification de la vitesse
de rotation de broche
13.4 Réglage en hauteur de l’outil de fraisage
13.5 Ajustage du capot d’arrêt / des règles d’arrêt
13.6 Ajustage du dispositif presseur
14 Instructions de fonctionnement / Réglage
14.1 Outils
14.2 Conditions à remplir pour la matière brute
„bois massif“
14.3 Fraisage de lattes
14.4 Fraisage de panneaux
14.5 Fraisage de tenons
14.6 Opérations de fraisage d’insertion
15 Entretien et maintenance
12
2 Responsabilité produit / Garantie
Les travaux et possibilités d’emploi non mentionnés ici requièrent l’autorisation écrite de la société metabo.
1 Caractéristiques techniques TF 100 M/2,2 WN TF 100 M/2,8 DN
Dimensions table 523x423 mm 523x423 mm
Surface d'appui pièce 150-210x600 mm 150-210x600 mm
Hauteur de travail 850 mm 850 mm
Perçage de table Ø 150 mm 150 mm
Anneaux de réduction 2 2
Distance d'ajustement du capot d'arrêt 30 mm 30 mm
Tubulure d'aspiration Ø 100 mm 100 mm
Diamètre d'outil max. 150 mm 150 mm
Epaisseur d'outil max. 60 mm 60 mm
Diamètre broche 30 mm 30 mm
Anneau de mandrin de fraisage Ø 50 mm 50 mm
Elévation de la broche 100 mm 100 mm
Vitesse de rotation broche 4000/6000/7500 t/mn 4000/6000/7500 t/mn
Puissance moteur P
1
2,2 kW S6- 40% 2,8 kW S6- 40%
Puissance moteur P
2
1,1 kW S6-100% 1,4 kW S6-100%
Tension de service AC 1~230V/50 Hz AC 3~400 V/50 Hz
Emission de bruit
Les niveaux sonores indiqués ci-dessous ont été déterminés suivant la méthode de mesure suivante:
DIN 45 635, partie 1651.
Les niveaux de puissance sonore (LWA) sont arrondis et donnés en dB(A) entiers.
1. Fonctionnement de la TF 100 en marche à vide
Niveau de pression sonore L
pA
(valeur émise au poste de travail) 77 dB(A) 77 dB(A)
Niveau de puissance sonore L
WA
86 dB(A) 86 dB(A)
2. Fonctionnement de la TF en charge
Niveau de pression sonore L
pA
(valeur émise au poste de travail) 82 dB(A) 82 dB(A)
Niveau de puissance sonore L
WA
91 dB(A) 91dB(A)
Page 12
Veuillez vous adresser à votre détaillant en cas de réclamations au titre de la garantie.
Les travaux de réparation au titre de la garantie sont par principe effectués par nous-mêmes ou par des points
de service après-vente autorisés par nous.En dehors de la période de garantie, vous pouvez faire effectuer les
réparations par toute société spécialisée adéquate.
Veuillez conserver les factures de réparation!
Technische Änderungen vorbehalten!
6 Mise en place
Attention!
Pour assurer une meilleure stabilité statique, les fraiseuses de table
TF 100 M doivent être vissées au sol. Utiliser des assemblages par vis
adéquats, par ex. des chevilles à expansion de Ø 8 mm.
Les machines qui ne sont pas ancrées au sol peuvent se renverser en
cours de fonctionnement - Danger d’accident.
Placer le capot d’arrêt sur la table
machine et le fixer.
Introduire les glissières parallèles
(barres hexagonales) et les bloquer.
Mettre en place la pièce de pression
et le ressort de pression contre la
glissière parallèle.
5 Montage initial
Aligner le support d’appui avec la
table.
Fixer le chevalet support du dispositif
presseur sur le capot d’arrêt.
Boulonnerie:
4 boulons à tête hexagonale M 6x25
4 écrous à freinage interne M6
Visser les deux goujons filetés dans
les trous taraudés du plateau de table.
4 Accessoires en option
Rallonge de table Best.-Nr. 091 400 3598
Chariot coulissant Best.-Nr. 091 401 5600
Divers outils de fraisage Voir prospectus spécial
Anneaux de mandrin de fraisage: 1 x 25 mm; 1 x 16 mm; 2 x 10 mm;
2 x 8 mm; 2 x 5 mm
Ecrou de mandrin de fraisage: M 30x2
Capot d’arrêt
3 Matériel livré:
Règles d’arrêt
Dispositif presseur
Outils de montage
Notice d’instructions
Page 13

7.8 Mise en marche automatique du dispositif d’aspiration des copeaux
Le branchement électrique de la machine doit être tel que le dispositif d’aspiration des copeaux se mette en
route automatiquement au démarrage de la machine et continue à fonctionner 20 secondes après l’arrêt de la
machine.
7 Mise en service
7.1 Branchement sur réseau Ac-1
Modèle pour courant alternatif
Le branchement sur le réseau est fait au moyen d’une fiche à contact de protection conformément à la norme
VDE 0100. La prise sur laquelle la machine est branchée doit être mise à la terre de façon réglementaire et
munie d’un disjoncteur à courant de défaut de 30 mA. La tension de réseau doit être de 230 V/50 Hz. La
protection par fusible doit être faite par fusible de 16 A (à action retardée). La section du conducteur doit avoir
au moins 3x2,5 mm2.
7.7 Aspiration des copeaux
La fraiseuse de table doit être équipée d’un dispositif d’aspiration des copeaux.
- La poussière de bois de hêtre ou de chêne est cancérigène.
Le dispositif d’aspiration des copeaux auquel est raccordée la machine doit atteindre une vitesse d’air d’au
moins 16 m/sec à la tubulure d’aspiration. La tubulure d’aspiration a une section nominale de Ø 100 mm.
7.6 Déclenchement à minimum de tension
Tant que la machine n’est pas branchée sur le réseau, le commutateur ne peut pas être actionné. En cas de
panne de secteur, l’interrupteur est ouvert automatiquement grâce à un relais à minimum de tension intégré,
c’est-à-dire que la machine doit être remise en marche après rétablissement de l’alimentation en courant.
7.5 Protection contre les surcharges
S’il y a surcharge du moteur, le disjoncteur-protecteur intégré arrête la machine. Le moteur échauffé par la
surcharge doit seulement être redémarré après une période d’arrêt d’environ 10 minutes.
7.4 Interrupteur
Actionner le bouton-poussoir vert pour mettre en marche la machine et
le bouton-poussoir rouge pour l’arrêter.
7.3 Sens de rotation
Pour les machines à moteur monophasé (230 V, courant alternatif), le sens de rotation est prédéfini en usine.
Pour les machines à moteur triphasé (400V courant triphasé), il faut vérifier le sens de rotation par une brève
mise en route de la machine. Vue du dessus, la broche de fraisage doit tourner vers la gauche. Pour modifier le
sens de rotation, il faut permuter deux des conducteurs sous tension (noir et/ou marron). Ne pas permuter le
conducteur de protection jaune-vert avec un conducteur sous tension.
Attention!
Si la machine tourne dans le mauvais sens, il y a risque d’accident! Vérifier donc avec soin le sens de rotation.
La modification du sens de rotation ne peut être effectuée que par un électricien professionnel!
Modèle pour courant triphasé
Le branchement sur le réseau est fait au moyen d’une fiche CEE de 16 A. La prise de courant sur laquelle la
machine est branchée doit être pourvue d’un câble d’amenée à 5 conducteurs - L1 - L2 - L3 - N - PE et munie
d’un disjoncteur à courant de défaut de 30 mA. La tension de réseau doit être de 3~400 V/50 Hz ± 5%. La
protection par fusibles doit être faite par fusibles de 3x16 A (à action retardée). La section du conducteur doit
avoir au moins 5x1,5 mm2.
7.2 Branchement sur réseau Ac-3
Page 14
- Observer les instructions de service.
- Faire fonctionner la machine uniquement avec des outils ayant subi les tests BG.
- La vitesse de rotation maximale des outils ne doit pas être dépassée.
- Suivre les instructions de service respectives des outils employés.
- Les dimensions d’outils maximales ne doivent pas être dépassées.
- Les dimensions maximales et minimales des pièces à travailler doivent être respectées.
- Débrancher la prise au secteur avant d’effectuer tous travaux d’entretien et de maintenance.
- Attendre toujours l’arrêt complet de la machine avant de supprimer des dérangements.
- Le dispositif presseur et le capot d’arrêt doivent être ajustés convenablement suivant la tâche à effectuer.
- Toujours pousser les lattes et autres pièces à travailler similaires avec une pièce de bois coulissante / un
bâton à pousser.
- Respecter les vitesses de coupe (para. 11.0).
- Il est interdit aux jeunes gens de moins de 16 ans de faire fonctionner cette machine.
8 Consignes de sécurité
- Les fraiseuses de table TF 100 conviennent au travail du bois massif et/ou de matériaux similaires, tels que
panneaux d’agglomérés, panneaux de fibres ou contreplaqué.
- Le fraisage en bout, comme par ex. la coupe de tenons ne doit pas être effectué sans le chariot coulissant
livré comme accessoire en option.
- Les travaux de fraisage d’insertion ne doivent pas être réalisés sans la rallonge de table livrée comme
accessoire en option.
- On ne doit pas exécuter de fraisage en cintre (travaux avec anneau de butée) avec cette machine.
- On ne doit pas exécuter de fraisage en sens direct (fraisage à pièce suivante) avec cette machine.
10 Emploi/Domaine d'application
12 Accessoires d'amenée
La pièce de bois coulissante sert à
pousser des lattes maintenues avec
le dispositif presseur. La pièce de bois
coulissante doit avoir environ 8-10
mm d’épaisseur et être faite en
contreplaqué.
Le bâton à pousser sert à pousser des
pièces qui sont seulement
maintenues avec le bâton de pression
du dispositif presseur.
Le fraisage en bout (tenons) ne doit
pas être fait sans le chariot coulissant
livré comme accessoire en option.
9 Dimensions des pièces à travailler
- Amener les pièces d’une longueur inférieure à 200 mm contre l’outil uniquement au moyen d’un dispositif
d’amenée adéquat.
- Les pièces d’une longueur supérieure à 1000 mm doivent être maintenues au moyen d’une rallonge de
table (accessoire en option) ou de chevalets à rouleaux pour éviter qu’elles ne basculent et tombent de la
table machine.
- Les pièces à travailler (panneaux) peuvent avoir une largeur maximale de 500 mm.
La vitesse de coupe de l’outil de fraisage utilisé doit toujours être supérieure à 35 m/sec pour diminuer le risque
de choc en retour.
- A la vitesse de rotation de broche de 4000 t/min, on ne doit employer la machine avec aucun outil de
fraisage. Cette vitesse de rotation de broche est prévue pour des brosses, des lames de scie et autres
accessoires similaires.
- A la vitesse de rotation de broche de 6000 t/min, l’outil doit présenter un diamètre d’au moins 115 mm (rayon
de coupe de lame).
- A la vitesse de rotation de broche de 7500 t/min, l’outil doit présenter un diamètre d’au moins 90 mm (rayon
de coupe de lame).
- Aux deux vitesses de rotation convenables pour le fraisage (6000 et 7500 t/min), on peut utiliser le diamètre
d’outil maximal admis de 150 mm.
- L’épaisseur d’outil maximale est de 60 mm.
11 Dimensions des outils / Vitesse de coupe
Page 15

La planche posée devant fait la
jonction entre les deux règles d’arrêt.
Si on recule le capot d’arrêt alors que
l’outil de fraisage fonctionne, la
planche posée devant est largement
fraisée. Elle sert à travailler de petites
pièces.
Pour être travaillées, les lattes d’une longueur inférieure à 200 mm doivent
être serrées dans un dispositif d’amenée.
13.2 Montage de l’outil de fraisage
Pour monter ou démonter l’outil de
fraisage, il est utile d’enlever la butée
de fraisage de la table machine.
Fixer l’outil de fraisage avec les
anneaux de mandrin de fraisage. Un
positionnement approximatif en
hauteur est fait en enfilant selon les
cas quelques anneaux de mandrin de
fraisage.
Après avoir placé l’outil de fraisage
(attention au sens de rotation), la
broche porte-fraise doit être garnie
des anneaux de mandrin de fraisage
restants jusqu’à l’embase filetée.
Serrer ensuite l’écrou de mandrin de
fraisage.
13 Eléments de réglage
13.1 Définition des termes
1
2
3
1 Broche porte-fraise
2 Anneaux de mandrin de fraisage
3 Ecrou de mandrin de fraisage
4 Support machine
5 Roue à main de réglage en hauteur de
l’outil de fraisage
6 Interrupteur
7 Table machine
8 Règles d’arrêt
9 Dispositif presseur
10 Butée de fraisage
11 Blocage de la broche porte-fraise
9
8
7
6
5
4
10
11
Page 16
13.3 Réglage / modification de la vitesse de rotation de broche
Retirer le capot de protection pour
pouvoir déplacer la courroie de
transmission.
Desserrer le levier de serrage et
placer la courroie sur les poulies en
étages souhaitées.
On dispose de 3 vitesses de rotation
de broche possibles:
- poulie supérieure = 4000 t/min
- poulie intermédiaire = 6000 t/min
- poulie inférieure = 7500 t/min
Retendre la courroie de transmission
et remettre le capot de protection en
place.
La courroie de transmission ne doit
pas être tendue trop raide. Elle doit
pouvoir céder d’environ 1 cm à la
pression.
Si l’outil de fraisage ne doit être utilisé
qu’en partie (sous le niveau de la
table), il faut enlever les anneaux de
table avant de fixer l’outil de fraisage.
Le réglage en hauteur de l’outil de
fraisage est obtenu en tournant la
roue à main située dans le carter de
la machine.
Rotation vers la droite = plus haut
Rotation vers la gauche = plus bas
Attention!
Ne procéder aux opérations d’ajustage que lorsque la machine est mise hors circuit.
Après avoir ajusté la broche portefraise, il faut la bloquer en abaissant
le levier de manœuvre.
13.4 Réglage en hauteur de l’outil de fraisage
13.5 Ajustage du capot d’arrêt / des règles d’arrêt
Après avoir desserré les deux
poignées-étoiles (A), il est possible de
pousser le capot d’arrêt vers l’avant
ou vers l’arrière.
Après avoir desserré les deux
poignées-étoiles (B), il est possible de
décaler les règles d’arrêt.
Attention!
Le capot d’arrêt et les règles d’arrêt
ne doivent être ajustées que lorsque
l’outil est immobilisé.
BB
AA
Page 17

Après avoir desserré la poignée-étoile
(C), placer la barre de pression sur la
pièce à travailler.
La pression peut être augmentée ou
réduite en tournant la poignée de
réglage -D-.
Régler le ressort de pression après
avoir desserré la poignée de réglage
-E-.
Attention! Ne procéder aux opérations d’ajustage que lorsque l’outil est immobilisé.
C
D
13.6 Ajustage du dispositif presseur
E
Les fraiseuses de table TF 100 M doivent uniquement être utilisées avec des outils de fraisage à faible choc en
retour - outils ayant subi les tests BG.
14 Instructions de fonctionnement / réglage
14.1 Outils
- On ne doit travailler que du bois massif raboté.
- On ne doit pas travailler de pièces de bois tordues ou déformées (contournées) ou ne reposant pas de toute
leur surface sur la table machine ou contre les règles d’arrêt.
14.2 Conditions à remplir pour la matière brute "bois massif"
14.4 Fraisage de panneaux
- Retirer le ressort de pression.
- Ajuster la barre de pression
comme indiqué en 13.6.
- Mettre la machine en marche et
avancer la pièce en lui appliquant
une poussée régulière.
14.3 Fraisage de lattes
- Fixer l’outil de fraisage comme
indiqué en 13.2.
- Vérifier ou bien ajuster la vitesse
de rotation de broche comme
indiqué en 13.3.
- Procéder au réglage de hauteur
et de profondeur comme indiqué
en 13.4 et 13.5.
- Ajuster le dispositif presseur
contre la pièce à travailler comme
indiqué en 13.6.
- Mettre la machine en marche et
avancer la pièce en lui appliquant
une poussée régulière.
Attention!
Pour pousser la pièce, toujours
employer une pièce de bois
coulissante.
- Fixer l’outil de fraisage comme
indiqué en 13.2.
- Vérifier ou bien ajuster la vitesse
de rotation de broche comme
indiqué en 13.3.
- Procéder au réglage de hauteur
et de profondeur comme indiqué
en 13.4 et 13.5.
Attention! Toujours pousser les pièces d’une largeur inférieure à 120 mm
avec un poussoir.
Page 18

On ne doit pas faire de tenons ni de rainures en bout d’une pièce sans utiliser le chariot coulissant livré comme
accessoire en option.
14.5 Fraisage de tenons
Pour le fraisage de tenons, remonter
la pièce et renouveler l’opération de
fraisage.
15 Entretien et maintenance
Débrancher la prise de courant avant toute opération d’entretien et de maintenance.
Une mise en marche fortuite constitue un risque d’accident important.
A intervalles réguliers, graisser toutes les pièces mobiles avec quelques gouttes de lubrifiant pour moteur.
Nettoyer régulièrement le plateau de table et les règles d’arrêt et veiller à ce qu’ils soient exempts de résine.
14.6 Opérations de fraisage d'insertion
Ajuster les butées pour mettre la
pièce contre elles.
Mettre la machine en marche, placer
la pièce contre la butée et presser
contre le capot d’arrêt.
Mettre en place la rallonge de table
conformément à la notice. Ajuster
l’outil de fraisage, le capot d’arrêt et
les règles d’arrêt.
Mettre la machine en marche.
Avancer la pièce en la poussant
régulièrement et une fois le fraisage
de la pièce terminé, tirer le chariot
coulissant vers l’arrière.
Poser la pièce sur le plateau
coulissant et la bloquer avec le bras
de serrage.
Avec la barre de pression, recouvrir
autant que possible l’espace situé audessus de l’outil de fraisage.
Page 19

NO
2 Produktansvar/garanti
Ikke angitte arbeider og bruksområder krever skriftlig godkjennelse av firmaet metabo. Dette skal gjøres for å
ivareta dine garantikrav og av hensyn til produktsikkerheten.
1 Tekniske data TF 100 M 2.2 WN TF 100 M 2.8 DN
Bordstørrelse 523 x 423 mm 523 x 423 mm
Arbeidsstykke-underlag 150-210 x 600 mm 150-210 x 600 mm
Arbeidshøyde 850 mm 850 mm
Bordboring Ø 150 mm 150 mm
Reduksjonsringer 2 2
Justeringsavstand for anleggsdeksel 30 mm 30 mm
Avsugsstuss Ø 100 mm 100 mm
Maks. verktøydiameter 150 mm 150 mm
Maks. verktøytykkelse 60 mm 60 mm
Spindeldiameter 30 mm 30 mm
Fresespindelring Ø 50 mm 50 mm
Spindelbevegelse 100 mm 100 mm
Spindelturtall 4000/6000/7500 min
-1
4000/6000/7500 min
-1
Motorytelse P
1
2,2 kW S6 - 40% 2,8 kW S6 - 40%
Motorytelse P
2
1,1 kW S6 - 100% 1,4 kW S6 - 100 %
Motorytelse 220-240 V 1~50 Hz 380-415 V 3~50 Hz
Noise Emission
Støyemisjon De lydtrykksnivåer som er angitt nedenunder er beregnet i samsvar med følgende målemetode:
DIN 45 635, del 1651.
Lydeffektsnivået (LWA) er opprundet til hele dB(A).
1. Ubelastet drift av TF 100
A-lydtrykksnivå LPA (arbeidsplassrelatert emisjonsverdi) 77 dB(A) 77 dB(A)
A-lydeffektsnivå L
WA
86 dB(A) 86 dB(A)
2. Belastet drift av TF
A-lydtrykksnivå LPA (arbeidsplassrelatert emisjonsverdi) 82 dB(A) 82 dB(A)
A-lydeffektsnivå L
WA
91 dB(A) 91 dB(A)
Contents
1 Tekniske data
2 Produktansvar/garanti
3 Leveringsomfang
4 Ekstrautstyr
5 Første gangs montering
6 Installasjon
7 Oppstart
7.1 Tilkopling til lysnettet Ac-1
7.2 Tilkopling til lysnettet Ac-3
7.3 Rotasjonsretning
7.4 Brytere/overbelastningsvern
7.5 Overbelastningsvern
7.6 Underspenningsutløsning
7.7 Sponavsug
7.8 Automatisk innkopling av sponavsugsanlegget
8 Sikkerhetsinstrukser
9 Arbeidsstykkedimensjoner
10 Bruksområde/bruksformål
11 Verktøydimensjoner/skjærehastighet
12 Mateanordninger
13 Betjeningselementer
13.1 Definisjoner av uttrykk
13.2 Montering av freseverktøy
13.3 Innstilling/endring av spindelens turtall
13.4 Høydejustering av freseverktøyet
13.5 Justering av anleggsdeksel/anleggslinjaler
13.6 Innstilling av mottrykksanordningen
14 Instruksjoner om arbeid/innstilling
14.1 Verktøy
14.2 Krav som stilles til formaterialet “massivt tre”
14.3 Fresing av lister
14.4 Fresing av plater
14.5 Fresing av tapper
14.6 Fresing av innsettingsarbeider
15 Stell og vedlikehold
Page 20
Hvis du vil gjøre gjeldende garantikrav, må du henvende deg til din spesialiserte forhandler.
Garantiarbeider skal prinsipielt utføres av oss eller av serviceverksteder som vi har autorisert. Utenfor
garantitiden kan du la egnede spesialiserte firmaer utføre reparasjonene.
Ta vare på reparasjonsregningene!
Med forbehold om tekniske endringer!
3 Leveringsomfang:
Fresespindelringer: 1 stk. 25 mm, 1 stk. 16 mm,
2 stk. 10 mm, 2 stk. 8 mm,
2 stk. 5 mm
Anleggsdeksel M 30x2
Anleggslinjal
Mottrykksanordning
Monteringsverktøy
Bruksanvisningt
Sett anleggsdekslet på maskinbordet
og fest det.
Skyv inn parallellstyringen (sekskantstang) og spenn den fast.
Installer trykkstykket og mottrykksfjæren på parallellstyringen.
5 Første gangs montering
Posisjoner underlaget i forhold til
bordet.
Fest holdeblokken til mottrykksanordningen på anleggsdekslet.
Skruer:
4 stk. sekskantskruer M 6x25
4 stk. selvlåsende mutre M 6
Skru de to støtteboltene inn i gjengeboringene i bordplaten.
4 Ekstrautstyr
Bordforlengelse TF 100 Bestillingsnr. 0914003598
Skyvesleide TF 100 Bestillingsnr. 0914015600
Diverse freseverktøy Ekstra brosjyre
6 Installasjon
OBS!
Bordfresene TF 100 M må skrus fast til gulvet for at stabiliteten skal
høynes. Bruk egnede skruforbindelser, f. eks. splittapper Ø 8 mm.
Maskiner som ikke er forankret til gulvet kan velte under drift - fare for
ulykker.
Page 21

7.8 Automatisk innkopling av sponavsugsanlegget
Maskinens elektriske tilkopling må garantere at sponavsugsanlegget startes automatisk når maskinen slås på,
og at det fortsetter å gå i 20 sekunder etter at man har stanset maskinen.
7.7 Sponavsug
Bordfresen må koples til et sponavsugsanlegg.
- Støv fra treslagene bøk og eik kan virke kreftfremkallende.
Det sponavsugsanlegget som maskinen koples til skal ha en lufthastighet på minst 16 m/sekund ved
avsugsstussen. Avsugsstussen har en merkediameter på 100 mm Ø.
7.6 Underspenningsutløsning
Det er ikke mulig å slå på bryteren så lenge maskinen ikke er koplet til lysnettet. Ved svikt på spenningen åpnes
bryteren automatisk ved hjelp av et integrert underspenningsrelé, dvs. at maskinen må startes på nytt etter at
spenningsforsyningen er gjenopprettet.
7.5 Overbelastningsvern
Hvis motoren overbelastes, stanser den integrerte motorvernbryteren maskinen. En motor som er blitt
overopphetet på grunn av overbelastning bør først startes igjen etter en pause på ca. 10 minutter.
7.4 Brytere/overbelastningsvern
Maskinen startes ved at man trykker på den grønne bryteren, og den
stanses ved at man trykker på den røde bryteren.
7 Oppstart
7.1 Tilkopling til lysnettet Ac-1
Vekselstrømutførelse
Tilkoplingen til lysnettet skjer ved hjelp av et jordet sikkerhetsstøpsel. Stikkontakten som maskinen skal koples
til skal være jordet på forskriftsmessig måte og utstyrt med en 30 mA feilstrøm-sikkerhetsbryter. Nettspenning
skal være 230V/ 50 Hz ±5%. Maskinen skal sikres med en sikring på 16 ampere (treg). Diameteren på ledningene
skal minst være 3 x 2,5 mm2.
7.3 Rotasjonsretning
På maskinene med enfase-motor (230 V vekselstrøm) er rotasjonsretningen forhåndsinnstilt på fabrikken. På
maskinene med trefase-motor (400 V trefase-vekselstrøm) må man kontrollere maskinens rotasjonsretning ved
å starte den et øyeblikk. Fresespindelen skal rotere mot venstre sett ovenfra. Når man skal endre rotasjonsretningen,
må man bytte om to av de spenningsførende lederne (svarte og/eller brune). Bytt ikke den gul-grønne
vernelederen om med en av de spenningsførende lederne.
OBS! Hvis maskinens rotasjonsretning ikke er korrekt, er det fare for ulykker! Kontroller derfor rotasjonsretningen
nøye. En endring av rotasjonsretningen skal kun utføres av en autorisert elektriker!
7.2 Tilkopling til lysnettet Ac-3
Trefase-vekselstrømutførelse
Tilkoplingen til lysnettet skjer ved hjelp av et CEE-støpsel, 16 A. Stikkontakten som maskinen skal koples til skal
være tilkoplet med en tilførselsledning med fem ledere, -L1 -L2 -L3 -N -PE, og utstyrt med en 30 mA feilstrømsikkerhetsbryter. Nettspenningen skal være 3 ~ 400 V/50 Hz ± 5%. Maskinen skal sikres med sikringer på 3 x
16 ampere (trege). Diameteren på ledningene skal minst være 5 x 1,5 mm2.
Page 22
8 Sikkerhetsinstrukser
- Bruksanvisningen skal følges.
- Maskinen skal kun brukes i kombinasjon med BG-test-verktøy.
- De maksimale turtall for verktøyet skal ikke overskrides.
- Bruksanvisningene for hvert enkelt verktøy som anvendes skal følges.
- De maksimale verktøydimensjoner skal ikke overskrides.
- De maksimale og minimale arbeidsstykkedimensjoner skal overholdes.
- Trekk ut nettstøpslet før alle tilsyns- og vedlikeholdsarbeider.
- Vent alltid til maskinen har stanset helt før du prøver å utbedre feil.
- Mottrykksanordningen og anleggsdekslet skal innstilles i samsvar med arbeidsoppgavene.
- Lister og liknende arbeidsstykker skal alltid mates fram med en skyvestokk/skyvekloss.
- Vær oppmerksom på skjærehastigheten (pos. 11.0).
- Ungdommer under 16 år har ikke lov til å betjene denne maskinen.
12 Mateanordninger
Det er kun tillatt å utføre en bearbeidning av treender (tapper) ved hjelp av
den skyvesleden som kan leveres
som ekstrautstyr.
En skyvestokk brukes til å mate fram
arbeidsstykker som kun holdes med
mottrykksanordningens trykkstokk.
En skyveblokk brukes til å mate fram
lister som holdes fast med mottrykksanordningen. Skyveklossen skal
være ca. 8 - 10 mm tykk og laget av
kryssfinér.
11 Verkt≤øydimensjoner/skærehastighet
Skjærehastigheten til det freseverktøy som anvendes skal alltid være større enn 35 m/s med tanke på å redusere
faren for tilbakeslag.
- Det er ikke tillatt å bruke freseverktøy i kombinasjon med denne maskinen med et spindelturtall på 4000
omdreininger i minuttet. Dette spindelturtallet er beregnet på børster, sagblader o.l.
- Når det gjelder spindelturtallet 6000 omdreininger i minuttet, må verktøyet her ha en diameter (knivrotasjonskrets)
på 115 mm. - Når det gjelder spindelturtallet 7500 omdreininger i minuttet, må verktøyet her ha en diameter
(knivrotasjonskrets) på 90 mm.
- Når det gjelder de to spindelturtallene som er egnet for fresing (6000 og 7500 o/min), kan man bruke den
maksimalt tillatte verktøydiameter på 150 mm.
- Maksimal arbeidsstykketykkelse ligger på 60 mm.
9 Arbeidsstykkedimensjoner
- Arbeidsstykker med en lengde på under 200 mm skal kun mates inn til verktøyet med en egnet mateskuffe.
- Arbeidsstykker med en lengde på over 1000 mm skal sikres mot å velte ned fra maskinbordet ved hjelp av en
bordforlengelse (ekstrautstyr) eller rullebukker.
- Maksimal arbeidsstykkebredde (plate) er 500 mm.
10 Bruksområde/bruksformål
- Bordfresene TF 100 er kun egnet for bearbeidning av massivt tre og/eller andre liknende materialer, som f.eks.
sponplater, fiberplater eller kryssfinér.
- Bearbeidning av endetre, som f.eks. skjæring av tapper, skal kun utføres i kombinasjon med den skyvesleiden
som kan leveres som ekstrautstyr.
- Fresing av innsettingsarbeider skal kun utføres med den bordforlengelsen som kan leveres som ekstrautstyr.
- Det er ikke tillatt å utføre buefresearbeider (arbeider med anløpsring) med denne maskinen.
- Det er ikke tillatt å utføre parallell-fresearbeider med denne maskinen.
Page 23
Skjermbrettet bygger bro over den
frie plassen mellom de to
anleggslinjalene. Når man skyver
tilbake anleggsdekslet mens
freseverktøyet er i gang, freses det
rommelig gjennom skjermplaten. Den
brukes når det skal arbeides med
små arbeidsstykker.
Lister med en lengde på under 200 mm skal spennes fast i en mateskuffe før
man bearbeider dem.
13.2 Montering av freseverktøy
Freseverktøyet spennes fast ved hjelp
av fresespindelringen. Det foretas en
grov høydeplassering ved at man
skyver på et passende antall fresespindelringer.
Når man har stukket på freseverktøyet
(vær oppmerksom på rotasjonsretningen), skal fresespindelen være fylt
med den gjenværende fresespindelringen helt til starten av gjengene.
Skru deretter fresespindelmutteren
på.
Når freseverktøyet skal monteres eller
demonteres, er det praktisk å
demontere freseanlegget fra
maskinbordet.
1
2
3
9
8
7
6
5
4
10
11
13 Betjeningselementer
13.1 Definisjoner av uttrykk
1 Fesespindel
2 Fresespindelringer
3 Fresespindelmutter
4 Maskinstativ
5 Håndhjul for høydejustering av freseverktøyet
6 Bryter
7 Maskinbord
8 Anleggslinjaler
9 Mottrykksanordning
10 Freseanlegg
11 Fastspenning av fresespindel
Page 24
13.3 Innstilling/endring av spindelens turtall
Stram drivremmen igjen og skyv
beskyttelsesdekslet på igjen.
Drivremmen skal ikke strammes for
mye. Det skal være mulig å trykke den
inn ca. 1 cm.
Trekk av beskyttelsesdekslet for å
legge om drivremmen.
Løs klemmhåndtaket og legg remmen
på den ønskede trinnskiven. Det står
3 spindelturtall til rådighet.
- overste trinnskive = 4000 o/min
- midterste trinnskive = 6000 o/min
- nederste trinnskive = 7500 o/min
BB
AA
13.5 Justering av anlleggsdeksel/anleggslinjaler
OBS!
Anleggsdekslet og anleggslinjalene
skal kun justeres/innstilles når
verktøyet står stille.
Når man løser de to stjernehåndtakene (B), kan anleggslinjalene
forskyves.
Når man løser de to stjernehåndtakene (A), kan anleggsdekslet skyves
fram eller tilbake.
13.4 Høydejustering av freseverktøyet
Hvis freseverktøyet bare delvis skal
brukes (under bordplatens nivå), må
man fjerne bordringene før man
monterer freseverktøyet.
Høydejusteringen av freseverktøyet
skjer ved at man dreier på det
håndhjulet som er installert inne i
maskinhuset. dreies mot
høyre = høyere
dreies mot venstre = lavere
Når man har innstilt/justert fresespindelen, må denne spennes fast ved at
man trykker ned betjeningshåndtaket.
OBS!
Alle justeringsarbeider skal utføres mens maskinen er stanset.
Page 25

C
D
E
13.6 Innstilling av mottrykksanordningen
Sett trykkbjelken på arbeidsstykket
når du har løst stjernehåndtaket (C).
En økning eller reduksjon av trykket
skjer ved at man dreier på
stillhåndtaket (D).
Innstill mottrykksfjæren etter at du har
løst stillhåndtaket (E).
14.4 Fresing av plater
- Monter freseverktøyet i samsvar
med 13.2.
- Innstill eller kontroller spindelturtallet i samsvar med 13.3.
- Utfør en høyde- og dybdeinnstilling
i samsvar med 13.4 og 13.5.
- Demonter mottrykksfjæren.
- Innstill trykkbjelken i samsvar med
13.6.
- Start maskinen og skyv arbeidsstykket fram med en jevn frammatning.
OBS!
Alle justeringsarbeider skal utføres mens verktøyet står stille.
14.3 Fresing av lister
OBS!
Bruk alltid en skyvekloss for å mate
fram arbeidsstykket.
- Monter freseverktøyet i samsvar
med 13.2.
- Innstill eller kontroller spindelturtallet i samsvar med 13.3.
- Utfør en høyde- og dybdeinnstilling
i samsvar med 13.4 og 13.5.
- Innstill mottrykksanordningen i
forhold til arbeidsstykket i samsvar
med 13.6.
- Start maskinen og skyv arbeidsstykket fram med en jevn frammatning.
14.2 Krav som stilles til formaterialet "massivt tre"
- Det skal kun arbeides med høvlet massivt tre.
- Krumme, forvridde (vindskjeve) trestykker eller trestykker som ikke hviler med hele flaten på maskinbordet eller
mot anleggslinjalene skal ikke bearbeides.
14 Instruksjoner om arbeid/innstilling
14.1 Verktøy
Bordfresene TF 100 M skal kun brukes i kombinasjon med freseverktøy med liten grad av tilbakeslag -BG-TESTverktøy.
OBS! Arbeidsstykker med en bredde på mindre enn 120 mm skal alltid mates fram ved hjelp av en skyvestokk.
Page 26

14.5 Fresing av tapper
Tapper og spor på endesiden av et arbeidsstykke skal kun freses i kombinasjon med den skyvesleiden som kan
leveres som ekstrautstyr.
Spenn om arbeidsstykket for å utføre
en tappfresing og gjenta freseprosedyren.
15 Stell og vedlikehold
Trekk ut nettstøpslet før alle tilsyns- og vedlikeholdsarbeider.
Det er fare for alvorlige personskader hvis maskinen startes utilsiktet.
- Smør alle bevegelige deler med noen dråper motorolje med jevne mellomrom.
- Rengjør eller fjern harpiksen fra bordplaten og anleggslinjalene med jevne mellomrom.
Start maskinen. Mat arbeidsstykket
jevnt fram og trekk skyvesleiden
tilbake når du har frest helt igjennom
arbeidsstykket.
Legg arbeidsstykket på skyvebordet
og spenn det fast med spennarmen.
Dekk til det frie rommet over
freseverktøyet så godt som mulig ved
hjelp av trykkbjelken.
Installer bordforlengelsen i samsvar
med bruksanvisningen. innstill
freseverktøyet, anleggsdekslet og
anleggslinjalene.
Innstill stopperne for anleggingen av
verktøyet.
Start maskinen. Legg arbeidsstykket
inntil anlegget og trykk det mot
anleggsdekslet.
14.6 Fresing av innsettingsarbeider
Page 27

FIN
Sisällysluettelo
1 Tekniset tiedot
2 Tuotevastuu / takuu
3 Toimituksen laajuus
4 Erikoistarvikkeet
5 Ensimmäinen asennus
6 Pystytys
7 Käyttöönotto
7.1 Verkkoliitäntä AC-1
7.2 Verkkoliitäntä AC-3
7.3 Pyörimissuunta
7.4 Kytkin / ylikuormitussuoja
7.5 Ylikuormitussuoja
7.6 Ylijännitteen laukaisu
7.7 Lastunimu
7.8 Lastunimulaitoksen automaattinen
toimintaan kytkentä
8 Turvallisuusohjeet
9 Työstökappaleiden mitat
10 Käyttöalue / käyttötarkoitus
11 Työkalujen mitat / leikkuunopeus
12 Syöttöapulaitteet
13 Ohjauselimet
13.1 Määritelmät
13.2 Jyrsimen kiinnitys
13.3 Karan pyörimisnopeuden säätäminen /
muuttaminen
13.4 Jyrsinten korkeusasetus
13.5 Vastekuvun / vastesuorakulmakkojen säätö
13.6 Puristuslaitteen asetus
14 Työ- / asetusohjeet
14.1 Työkalut
14.2 Täyspuista työstöainesta koskevat vaatimukset
14.3 Listojen jyrsintä
14.4 Levyjen jyrsintä
14.5 Tappien jyrsintä
14.6 Panostusjyrsintätyöt
15 Hoito ja huolto
TF 100 M/2,2 WN TF 100 M/2,8 DN
Pöydän koko 523 x 423 mm 523 x 423 mm
Työstökappaleen tukipinta 150 - 210 x 600 mm 150 - 210 x 600 mm
Työstökorkeus 850 mm 850 mm
Pöydän porausreikä Ø 150 mm 150 mm
Supistusrenkaat 2 kpl. 2 kpl.
Vastekuvun siirtomatka 30 mm 30 mm
Imuistukka Ø 100 mm 100 mm
Työkalun läpimitta enint. 150 mm 150 mm
Työkalun paksuus enint. 60 mm 60 mm
Karan läpimitta 30 mm 30 mm
Jyrsinkaran rengas Ø 50 mm 50 mm
Karan liike 100 mm 100 mm
Karan pyörimisnopeus 4000/6000/7500 min
-1
4000/6000/7500 min
-1
Moottorin teho P
1
2,2 kW S6 - 40 % 2,8 kW S6 - 40 %
Moottorin teho P
2
1,1 kW S6 - 100 % 1,4 kW S6 - 100 %
Käyttöjännite AC 1~ 230 V/50 Hz AC 3 ~ 400 V/50 Hz
Melupäästö
Alla luetellut melutasot on selvitetty seuraavin mittausmenetelmin:
DIN 45 635, osa 1651.
Äänen tehotasot (LWA) on pyöristetty täysiin dB(A)-arvoihin.
1. TF 100:n käyttö tyhjäkäynnillä
A-Äänen painetaso L
pA
(työpaikkakohtainen arvo) 77 dB(A) 77 dB(A)
A-Äänen tehotaso L
WA
86 dB(A) 86 dB(A)
2. TF 100:n käyttö kuormitettuna
A-Äänen painetaso L
pA
(työpaikkakohtainen arvo) 82 dB(A) 82 dB(A)
A-Äänen tehotaso L
WA
91 dB(A) 91 dB(A)
2 Tuotevastuu / takuu
Käyttö muihin kuin tässä kuvattuihin töihin ja käyttömahdollisuuksiin edellyttää valmistajan metabo.
1 Tekniset tiedot
Page 28

Takuuvaateiden ilmetessä ota yhteys myyntiliikkeeseen.
Takuutyöt suoritamme aina itse tai annamme valtuuttamamme huoltoliikkeen suoritettavaksi. Takuuajan
päätyttyä voit antaa korjaustyöt alan liikkeiden tehtäväksi.
Säilytä korjauslaskut!
Oikeus teknisiin muutoksiin pidätetään!
Jyrsinkaran renkaat: 1 kpl 25 mm; 1 kpl 16 mm; 2 kpl 10 mm;
2 kpl 8 mm; 2 kpl 5 mm
Jyrsinkaran mutteri: M 30x2
vastekupu
3 Toimituksen laajuus
vastesuorakulmakot
puristuslaite
asennustyökalut
käyttöohje
4 Erikoistarvikkeet
Pöydän jatkolevy tilausnumero 091 400 3598
Työntöluisti tilausnumero 091 401 5600
Erilaiset jyrsimet erillinen esite
6 Pystytys
Huomio!
Pöytäjyrsinkoneet TF 100 M täytyy kiinnittää ruuveilla lattiaan niiden
vakauden lisäämiseksi. Käytä soveltuvia ruuviliitoksia, esim.
paisuntatulppia Ø 8 mm.
Koneet, joita ei ole kiinnitetty lattiaan, voivat kaatua käytön aikana onnettomuusvaara.
Kiinnitä painekappale ja puristusjousi
paralleeliin.
Aseta vastekupu koneenpöydälle ja
kiinnitä se.
5 Ensimmäinen asennus
Asennoi alusta pöydän mukaisesti. Kiinnitä puristuslaitteen pidätyspukki
vastekupuun.
Tarvittavat ruuvit:
4 kpl kuusiokantaruuvia M6x25
4 kpl itsevarmistavaa mutteria M6
Ruuvaa kaksi välikepulttia pöytälevyn
kierreporauksiin.
Työnnä paralleeli (kuusikantatanko)
sisään ja lukita se.
Page 29

7.4 Kytkin / ylikuormitussuoja
Kone käynnistetään painamalla vihreää painiketta ja pysäytetään
painamalla punaista painiketta.
7 Käyttöönotto
7.1 Verkkoliitäntä - AC-1
Vaihtovirtamalli
Verkkoliitäntä tehdään VDE 0100:n mukaisella suojakosketinpistokkeella. Pistorasian, johon kone liitetään, on
oltava maadoitettu määräysten mukaisesti sekä varustettu 30 mA:n vuotovirtasuojakytkimellä. Verkkojännitteen
tulee olla 230 V / 50 Hz ± 5 %. Varmistus täytyy suorittaa 16 ampeerin (hitaalla) sulakkeella. Johdon
poikkikelauksen tulee olla vähintään 3 x 2,5 mm2.
7.5 Ylikuormitussuoja
Jos moottori ylikuormittuu, sisäänrakennettu moottorinsuojakytkin kytkee koneen toiminnasta. Ylikuormituksen
kuumentaman moottorin saa kytkeä toimintaan vasta noin 10 minuutin seisokkitauon jälkeen.
7.6 Alijännitteen laukaisu
Jos konetta ei ole liitetty verkkoon, konetta ei voi kytkeä toimintaan kytkimellä. Jännitteen kadotessa kytkin
avautuu automaattisesti sisäänrakennetun alijännitereleen kautta. Tämä tarkoittaa, että jännitteen palattua kone
on käynnistettävä uudelleen.
7.7 Lastunimu
Pöytäjyrsinkone täytyy liittää lastunimulaitteeseen.
- Pyökin ja tammen puupöly voi aiheuttaa syöpää.
Lastunimulaitteen, johon kone liitetään, on saavutettava vähintään 16 m/sek ilmavirran nopeus imuistukan
kohdalla. Imuistukan nimellishalkaisija on Ø 100 mm.
7.8 Lastunimulaitoksen automaattinen toimintaan kytkentä
Koneen sähköliitännän on varmistettava, että lastunimulaite käynnistyy automaattisesti kun kone kytketään
toimintaan, ja että se käy vielä 20 sekuntia sen jälkeen kun kone on kytketty toiminnasta.
7.3 Pyörimissuunta
Koneissa, joissa on yksivaihemoottori (230 V vaihtovirta), on pyörimissuunta kiinteästi asetettu tehtaalla.
Koneissa, joissa on kolmivaihemoottori (400 V kiertovirta), on pyörimissuunta tarkistettava kytkemällä kone
lyhyesti toimintaan. Jyrsinkaran on pyörittävä ylhäältä katsottuna vasemmalle. Pyörimissuunnan vaihtoa varten
on vaihdettava kaksi jännitteenalaista johdinta (musta ja/tai ruskea) keskenään. Kelta-vihreää
suojamaadoitusjohdinta ei saa vaihtaa jännitteenalaisen johtimen kanssa.
Huomio!
Jos pyörimissuunta on väärä, seuraa onnettomuusvaara! Tarkista siksi pyörimissuunta huolellisesti. Vain
sähköalan ammattilainen saa muuttaa pyörimissuuntaa!
7.2 Verkkoliitäntä - AC-3
Kiertovirtamalli
Verkkoliitäntä tehdään 16 A:n CEE-pistokkeella. Pistorasian, johon kone liitetään, on oltava liitetty 5-johtimisella
liitäntäjohdolla -L1 -L2 -L3 -N -PE sekä varustettu 30 mA:n vuotovirtasuojakytkimellä. Verkkojännitteen tulee olla
3~400 V / 50 Hz ± 5 %. Varmistus täytyy suorittaa kolmella 16 ampeerin (hitaalla) sulakkeella. Johdon
poikkikelauksen tulee olla vähintään 5x1,5 mm2.
Page 30

12 Syöttöapulaitteet
Työntölevyllä työnnetään eteenpäin
rimoja, joita puristuslaite pitää
kohdallaan. Työntölevyn tulee olla n.
8 - 10 mm paksu ja valmistettu
ristivanerista.
Työntösauvalla työnnetään eteenpäin
työstökappaleita, joita pitää
kohdallaan vain puristuslaitteen
painesauva.
Päittäispuun (tappien) työstön saa
suorittaa vain erikoisvarusteena
saatavissa olevaa työntöluistia
käyttäen.
- Pöytäjyrsinkoneet TF 100 soveltuvat täyspuun ja/tai vastaavien ainesten kuten lastulevyn, kuitulevyjen tai
ristivanerin työstöön.
- Päittäispuun työstöön kuten esim. tappien leikkuuseen saa käyttää vain erikoisvarusteena saatavissa olevaa
työntöluistia.
- Panostusjyrsintätyöt saa tehdä vain erikoisvarusteena saatavissa olevaa pöydän jatkolevyä käyttäen.
- Tällä koneella ei saa suorittaa kaarijyrsintätöitä (töitä vastarengasta käyttäen).
- Tällä koneella ei saa suorittaa syötönmukaista jyrsintää.
10 Käyttöalue / käyttötarkoitus
Käytetyn työkalun leikkuunopeuden on oltava aina yli 35 m/s takaisinkimmahdusvaaran vähentämiseksi.
- Kun karan pyörimisnopeus on 4000 min-1 ei koneessa saa käyttää mitään jyrsimiä. Tämä karan kiertonopeus
on tarkoitettu harjoille, sahanterille ja muille vastaaville työkaluille.
- Kun karan pyörimisnopeus on 6000 min-1, on työkalun läpimitan (terän lentoradan) oltava vähintään 115 mm.
- Kun karan pyörimisnopeus on 7500 min-1, on työkalun läpimitan (terän lentoradan) oltava vähintään 90 mm.
- Kun kierrosluku on jyrsintään soveltuva (6000 ja 7500 min-1), saa käyttää työkalulle sallittua enimmäisläpimittaa
150 mm.
- Työkalun enimmäispaksuus on 60 mm.
11 Työkalujen mitat / leikkuunopeus
- Käyttöohjeen ohjeita on noudatettava.
- Koneessa saa käyttää vain BG-tarkastustyökaluja.
- Työkalujen enimmäiskierroslukua ei saa ylittää.
- Kulloinkin käytetyn työkalun käyttöohjeen ohjeita on noudatettava.
- Työstökappaleiden enimmäismittoja ei saa ylittää.
- Työstökappaleiden enimmäis- ja vähimmäismitat on huomioitava.
- Ennen kaikkia hoito- tai huoltotöitä on irrotettava liitäntäjohdon pistoke.
- Häiriöiden poiston yhteydessä on ensin odotettava että kone on pysähtynyt.
- Puristuslaite ja vastekupu on asetettava työtehtävia vastaavasti.
- Listoja ja vastaavanlaisia työstökappaleita on aina työnnettävä käyttäen työntösauvaa tai työntölevyä.
- Leikkuunopeudet on huomioitava (kohta 11.0).
- Alle 16-vuotiaat henkilöt eivät saa käyttää tätä konetta.
8 Turvallisuusohjeet
9 Työstökappaleiden mitat
- Alle 200 mm:n pituiset työstökappaleet saa syöttää koneeseen vain soveltuvaa syöttökaidetta käyttäen.
- Yli 1000 mm:n pituiset työstökappaleet on varmistettava pöydän jatkolevyllä (erikoisvaruste) tai rullapukeilla,
jotka estävät sen kaatumisen koneenpöydältä.
- Työstökappaleen (levyn) enimmäisleveys saa olla 500 mm.
Page 31

Syöttölevy ylittää kummankin
vastesuorakulmakon välisen tyhjän
tilan. Kun työnnetään vastekupua
taaksepäin jyrsimen käydessä
syöttölevy jyrsiytyy suurialaisesti. Sitä
käytetään pienten työstökappaleiden
käsittelyyn.
Alle 200 mm:n pituiset listat on työstöä varten kiinnitettävä syöttölaitteeseen.
13.2 Jyrsimen kiinnitys
Kun jyrsin kiinnitetään tai irrotetaan,
on tarkoituksenmukaista irrottaa
jyrsinvaste koneenpöydästä.
Jyrsin kiinnitetään jyrsinkaran
renkailla. Alustava korkeudenasetus
suoritetaan siirtämällä muutamia
jyrsinkaran renkaita vastaavasti.
Kun jyrsin on pantu paikalleen
(kiertämissuunta on otettava
huomioon), on jyrsinkara täytettävä
jäljellä olevilla renkailla
kierrevasteeseen asti. Sitten
ruuvataan jyrsinkaran mutteri
paikalleen.
13 Ohjauselimet
13.1 Määritelmät
1
2
3
1 Jyrsinkara 6 Kytkin
2 Jyrsinkaran renkaat 7 Koneenpöytä
3 Jyrsinkaran mutteri 8 Vastesuorakulmakot
4 Koneenpylväs 9 Puristuslaite
5 Käsipyörä jyrsimen korkeudenasetusta varten 10 Jyrsinvaste
11 Jyrsinkaran kiristys
9
8
7
6
5
4
10
11
Page 32
Huomio!
Vastekupua ja vastesuorakulmakkoja
saa asettaa / säätää vain työkalun
ollessa poissa toiminnasta.
BB
AA
13.3 Karan pyörimisnopeuden säätäminen / muuttaminen
Käyttöhihnan kääntämistä varten
vedetään suojakupu irti.
Kiristysvipu irrotetaan ja hihna
asetetaan halutuille porraslevyille.
Käytössä on kolme karan
kierroslukua:
- ylin porraslevy = 4000 min
-1
- keskiporraslevy = 6000 min
-1
- alin porraslevy = 7500 min
-1
Käyttöhihna kiristetään taas ja
suojakupu työnnetään paikalleen.
Käyttöhihnaa ei saa kiristää liian
kireäksi. Sitä tulee voida työntää
sisään n. 1 cm.
13.5 Vastekuvun / vastesuorakulmakkojen säätö
Kun molemmat tähtikahvat (A) on
irrotettu, voidaan vastekupua työntää
eteen- tai taaksepäin.
Kun molemmat tähtikahvat (B) on
irrotettu, voidaan vastesuorakulmakkoja siirtää.
Mikäli jyrsintä käytetään vain osaksi
(pöytätason alapuolella), on
pöytärenkaat irrotettava ennen
jyrsimen kiinnitystä.
Jyrsimen korkeusasetus tehdään
kiertämällä koneen kuoressa
sijaitsevaa käsipyörää.
kierto oikealle = korkeampi
vasemmalle = matalampi
Kun jyrsimen kara on asetettu /
säädetty, se on kiinnitettävä
painamalla käyttövipua alas.
13.4 Jyrsinten korkeusasetus
Huomio! Kaikki asetustyöt saa tehdä vain kun kone on kytketty toiminnasta.
Page 33
13.6 Puristuslaitteen asetus
Aseta puristuspalkki työkalulle kun
tähtikahva (C) on irrotettu.
Painetta nostetaan tai lasketaan
kiertämällä asetuskahvaa - D -.
Painejousi säädetään kun
asetuskahva - E - on irrotettu.
C
D
E
Huomio! Kaikki asetustyöt saa tehdä vain työkalun ollessa poissa toiminnasta.
14.4 Levyjen jyrsintä
- Irrota painejousi.
Säädä puristusalkki kohdan 13.6
ohjeiden mukaisesti.
- Käynnistä kone ja työnnä
työstökappaletta eteenpäin
tasaisella syötöllä.
- Kiinnitä jyrsin kohdan 13.2 ohjeiden
mukaisesti.
- Säädä tai tarkista karan kierrosluku
kohdan 13.3 ohjeiden mukaisesti.
- Suorita korkeuden ja syvyyden
säätö kohtien 13.4 ja 13.5 ohjeiden
mukaisesti.
- Kiinnitä jyrsin kohdan 13.2 ohjeiden
mukaisesti.
- Säädä tai tarkista karan kierrosluku
kohdan 13.3 ohjeiden mukaisesti.
- Suorita korkeuden ja syvyyden
säätö kohtien 13.4 ja 13.5 ohjeiden
mukaisesti.
- Säädä puristuslaite työstökappaleeseen kohdan 13.6
ohjeiden mukaisesti.
- Käynnistä kone ja työnnä
työstökappaletta eteenpäin
tasaisella syötöllä.
Huomio!
Työstökappaletta on aina työnnettävä
eteenpäin työntölevyä käyttäen.
14.3 Listojen jyrsintä
Huomio!
Työstökappaleita, joiden leveys on alle 120 mm, on aina työnnettävä eteenpäin
työntösauvaa käyttäen.
- Vain hiottua täyspuuta saa työstää.
- Koneessa ei saa työstää vinoa, vääntynyttä (vinoonkasvanutta) puuta eikä puunkappaleita, jotka eivät lepää
koko pinnaltaan koneen pöydän tai vastesuorakulmakkojen varassa.
14.2 Täyspuista työstöainesta koskevat vaatimukset
Pöytäjyrsinkoneissa TF 100 M saa käyttää vain jyrsimiä, joiden takaisinkimmahdus on heikko - BGtarkastustyökaluja.
14 Työ- / asetusohjeet
14.1 Työkalut
Page 34
Kone käynnistetään. Työstökappaletta työnnetään tasaisesti
eteenpäin, ja kun työstökappale on
jyrsiytynyt koko mitaltaan, vedetään
työntöluisti taas taakse.
Työstökappale asetetaan
työntöpöydälle ja kiinnitetään
kiristysvarrella. Jyrsimen yläpuolella
oleva tyhjä tila peitetään
mahdollisimman tarkoin puristuspalkilla.
Tappeja tai uria työstökappaleen etusivulle saa työstää vain erikoisvarusteena saatavissa olevaa työntöluistia käyttäen.
14.5 Tappien jyrsintä
Tappien jyrsimiseen työstökappale
kiinnitetään uudelleen ja jyrsintä
tehdään uudelleen.
15 Hoito ja huolto
Ennen huolto- ja hoitotöitä on pistoke aina irrotettava pistorasiasta.
Mikäli kone kytkeytyy vahingossa toimintaan, seurauksena voi olla vakavia vammoja.
- Kaikki liikkuvat osat on voideltava muutamalla tilkalla moottoriöljyä säännöllisin väliajoin.
- Pöytälevy ja vastesuorakulmiot on puhdistettava säännöllisesti ja pidettävä vapaana pihkasta.
14.6 Panostusjyrsintätyöt
Vasteet asetetaan työstökappaleen
sijoitusta varten.
Kone käynnistetään, työstökappale
sijoitetaan vasteeseen ja painetaan
vasten vastekupua.
Pöydän jatkolevy kiinnitetään
käyttöohjeen mukaisesti. Jyrsin,
vastekupu ja vastesuorakulmakot
asetetaan.
Page 35

SV
Innehållsförteckning
1 Tekniska uppgifter
2 Produktansvar/garanti
3 Leveransomfång
4 Extra tillbehör
5 Första montering
6 Uppställning
7 Driftsättning
7.1 Nätanslutning Ac-1
7.2 Nätanslutning Ac-3
7.3 Rotationsriktning
7.4 Brytare/strömbegränsningsrelä
7.5 Strömbegränsningsrelä
7.6 Överspänningsfrånslagning
7.7 Spånutsugning
7.8 Automatisk tillslagning av
spånutsugningsanläggning
8 Säkerhetsanvisningar
9 Arbetsstyckets dimensioner
10 Användningsområde-/-ändermål
11 Verktygets dimensioner/skärhastighet
12 Matarhjälpmedel
13 Manöverelement
13.1 Begreppsförklaringar
13.2 Fastspänning av fräsverktyg
13.3 Inställning/ändring av spindelns varvtal
13.4 Höjdinställning av fräsverktyg
13.5 Justering av anhållskåpa / anhållslinjal
13.6 Inställning av anpressanordningen
14 Arbets-/inställningsanvisningar
14.1 Verktyg
14.2 Krav på förmaterialet "massivträ"
14.3 Fräsning av lister
14.4 Fräsning av skivor
14.5 Fräsning av tappar
14.6 Insatsfräsarbeten
15 Service och underhåll
2 Produktansvar/garanti
För arbeten och användningsområden som ej står upptagna i handledningen krävs ett skiftligt tillstånd från
metabo.
1 Tekniska uppgifter TF 100 M/2,2 WN TF 100 M/2,8 DN
Bänkstorlek 523x423 mm 523x423 mm
Arbetsstyckets upplagsyta 150-210x600 mm 150-210x600 mm
Arbetshöjd 850 mm 850 mm
Bänkurborning Ø 150 mm 150 mm
Reducerringar 2 2
Anhållskåpans justerväg 30 mm 30 mm
Utsugningsmuff Ø 100 mm 100 mm
Verktygsdiameter max 150 mm 150 mm
Verktygstjocklek max 60 mm 60 mm
Spindeldiameter 30 mm 30 mm
Fräsdornring Ø 50 mm 50 mm
Spindelslag 100 mm 100 mm
Spindelvarvtal 4000/6000/7500 min
-1
4000/6000/7500 min
-1
Motoreffekt P
1
2,2 kW S6- 40% 2,8 kW S6- 40%
Motoreffekt P
2
1,1 kW S6-100% 1,4 kW S6-100%
Driftspänning AC 1~230V/50 Hz AC 3~400 V/50 Hz
Ljudemission
Nedan uppförda ljudnivå har beräknats enligt följande mätmetod:
DIN 45 635, del1651.
Ljudeffektnivån (LWA) har avrundats til hela dB(A).
1. Drift av TF 100 i tomgång
A-ljudtrycksnivå L
pA
(Arbetsplatsrelaterat emissionsvärde) 77 dB(A) 77 dB(A)
A-ljudeffektnivå L
WA
86 dB(A) 86 dB(A)
2. Drift av TF 100 vid belastning
A-ljudtrycksnivå L
pA
(Arbetsplatsrelaterat emissionsvärde) 82 dB(A) 82 dB(A)
A-ljudeffektnivå L
WA
91 dB(A) 91dB(A)
Page 36
Vid åberopan av garanti kontakta fackhandel.
Garantiarbeten ska principiellt utföras av tillverkaren eller av denne auktoriserad serviceverkstad.
Efter garantitiden kan reparationerna utföras på valfri serviceverkstad.
Spar fakturor från reparationer!
Tekniska ändringar förbehålls!
6 Uppställning
Observera!
För att säkerställa stabiliteten måste bänkfräsmaskinen TF 100 M
skruvas fast i golvet.
Använd lämpliga skruvanordningar, t ex expandertapp Ø 8 mm.
Maskiner som inte skruvats fast i golvet kan falla omkull vid användningen
- risk för olyckor.
Placera anhållskåpan på maskinbordet och fäst den.
Skjut in parallellstaget (sexkantstång)
och sätt fast den.
Sätt anpresstycket och anpressfjädern på parallellstaget.
5 Första montering
Rikta in upplaget Fäst anpressanordningens hållare på
anhållskåpan.
Skruvar:
4 st sexkantskruvar M 6x25
4 st självlåsande muttrar M6
Skruva in de båda stagbultarna i
bänkens urborrningar.
4 Extra tillbehör
Skarvskiva Best-nr. 091 400 3598
Skjutslid Best-nr. 091 401 5600
Diverse fräsverktyg Specialbroschyr
Fräsdornringar: 1 x 25 mm; 1 x 16 mm; 2 x 10 mm; 2 x 8 mm; 2 x 5 mm
Fräsdornmutter: M 30x2
Anhållskåpa
3 Everansomfång
Anhållslinjal
Anpressanordning
Verktyg
Page 37

7.8 Automatisk tillslagning av spånutsugningsanläggning
Maskinens elektriska anslutning måste säkerställa att spånutsugningsanläggningen startar automatiskt när
maskinen kopplas in och är aktiv i 20 sekunder sedan den kopplats från.
7 Driftsättning
7.1 Nätanslutning Ac-1
Växelströmutförande
Nätanslutningen sker via ett säkerhetsuttag enligt VDE 0100. Uttaget som maskinen ansluts till måste vara
föreskriftsenligt jordat och försett med en 30 mA läckströmsskyddsbrytare.
Nätspänningen måste uppgå till 230 V/50 Hz ± 5% med en säkring på 16 ampere (trög).
Ledartvärsnittet måste vara minst 3x2,5 mm2.
7.7 Spånutsugning
Bänkfräsmaskinen måste anslutas till en spånutsugningsanläggning.
- Trämjöl från bok- och ekträ kan vara cancerframkallande.
Spånutsugningsanläggning som maskinen är ansluten till måste vid utsugningsmuffen alstra en lufthastigheten
på minst 16 m/sek. Utsugningsmuffen har en diameter på 100 mm Ø.
7.6 Överspänningsfrånslagning
Brytaren kan inte aktiveras så länge maskinen inte är ansluten till strömnätet. Vid spänningsbortfall öppnas
brytaren automatiskt genom ett överspänningsrelä, dvs maskinen måste startas på nytt sedan spänningen
återställts.
7.5 Strömbegränsningsrelä
Vid en överbelastning av motorn stänger den inbyggda motorskyddsbrytaren av maskinen. Den genom
överbelastning överhettade motorn bör startas på nytt först efter en stilleståndstid på ca 10 minuter.
7.4 Brytare/strömbegränsningsrelä
Maskinen startas med den gröna brytaren och stannas med den röda
brytaren.
7.3 Rotationsriktning
Rotationsriktningen för maskiner med enfasmotorer (230 V växelström) har fastlagts på fabriken. Trefasmotorernas
(400 V trefasström) rotationsriktningen provas genom att maskinen startas kort. Frässpindeln måste rotera åt
vänster uppifrån sett.
För ändring av rotationsriktning växla om de spänningsförande ledarna (svart och/eller brun).
Växla inte om den gul-gröna skyddsledaren med en av de spänningsförande ledarna.
Observera!
Skulle maskinen rotera åt fel håll finns risk för olyckor! Kontrollera därför noggrant rotationsriktningen. En ändring
av rotationsriktningen får endast genomföras av serviceman.
Trefasutförande
Nätanslutningen sker via ett CEE-uttag 16 A. Uttaget som maskinen ansluts till måste vara utrustat med en
5-ådrig kabel -L1 -L2 -L3 -N -PE och försett med en 30 mA läckströmsskyddsbrytare. Nätspänningen måste
uppgå till 3-400 V/50 Hz ± 5% med säkringar på 3x16 ampere (trög). Ledartvärsnittet måste vara minst 5x1,5 mm2.
7.2 Nätanslutning Ac-3
Page 38

- Åtfölj handledningen.
- Använd endast BG-testade verktyg vid drift av maskinen.
- Verktygens maximala varvtal får inte överskridas.
- Åtfölj den handledning som åtföljer respektive verktyg.
- Verktygens maximala dimensioner får inte överskridas.
- Beakta arbetsstyckenas maximala och minimala dimensioner.
- Drag ut stickkontakten vid underhålls- och servicearbeten.
- Vänta alltid tills maskinen står stilla innan störningar åtgärdas.
- Anpassa anpressanordningen och anhållskåpan till respektive arbetsuppgift.
- Använd alltid matarpinne/matarträ vid bearbetning av lister och dylika arbetsstycken.
- Observera skärhastigheten.
- Ungdom under 16 år får ej betjäna maskinen.
8 Säkkerhetsanvisningar
- Bänkfräsmaskiner av typ TF 100 lämpar sig för bearbetning av massivt trä och/eller liknande material såsom
spånplattor, fiberplattor eller plywood.
- Bearbetning av ändträ som t ex tappskärning får endast utföras med skjutsliden (extra tillbehör).
- Insatsfräsarbeten får endast utföras tillsammans med skarvskivan (extra tillbehör).
- Bågfräsarbeten (arbeten med anlöpningsring) får inte utföras med denna maskin.
- Medmatningsfräsarbeten får inte utföras med denna maskin.
10 Användningsområde/-ändamål
12 Matarhjälpmedel
Ett matarträ används för frammatning
av lister som hålls fast med
anpressanordningen. Materträet
måste vara ca 8 - 10 mm tjockt och
vara tillverkat av plywood.
En matarpinne används för
frammatning av de arbetsstycken
som endast hålls fast av
anpressanordningens anpresspinne.
Bearbetningen av ändträ (tappar) får
endast utföras tillsammans med
skjutsliden (extra tillbehör).
9 Arbetsstyckets dimensioner
- Arbetsstycken med en längd under 200 mm får endast tillföras verktyget med lämplig mataranordning.
- Arbetsstycken med en längd över 1000 mm måste säkras mot tippning från arbetsbänken med en skarvskiva
(extra tillbehör) eller bockar.
- Arbetsstyckets (skiva) bredd får maximalt uppgå till 500 mm.
För att reducera risken för bakslag måste skärhastigheten på det använda fräsverktyget alltid vara större än
35 m/s.
- Vid spindelvarvtalet 4000 min får inga fräsverktyg drivas med maskinen. Detta spindelvarvtal är avsett för
borstar, klingor o dyl verktyg.
- Vid spindelvarvtalet 6000 min måste verktyget uppvisa en diameter (flygcirkel) på minst 115 mm.
- Vid spindelvarvtalet 7500/min måste verktyget uppvisa en diameter (flygcirkel) på minst 90 mm.
- Vid de två för fräsning lämpliga varvtalen (6000 och 7500 min) får den maximalt tillåtna verktygsdiametern på
150 mm användas.
- Den maximala verktygstjockleken uppgår till 60 mm.
11 Verktygets dimensioner/skärhastighet
Page 39

Försättsbrädan fyller utrymmet mellan
de båda anhållslinjalerna. Genom att
skjuta anhållskåpan bekåt under
fräsningens gång kapas
försättsbrädan. Den används för
bearbetning av mindre arbetsstycken. Lister med en längd på under 200 mm måste vid bearbetningen spännas in i
en matarlåda.
13.2 Fastspänning av fräsverktyg
Fastspänning eller bortmontering av
fräsverktyg underlättas om fräsanslaget monteras bort från maskinbordet.
Fräsverktyget spänns fast med fräsdornringarna. En ungefärlig höjdinställning sker genom att några fräsdornringar skjuts in.
Sedan fräsverktyget satts på plats
(observera vridriktning) måste frässpindeln fyllas upp till gängansatsen
med de resterande fräsdornringarna.
Därefter skruvas fräsdornmuttern på.
13 Manöverelement
13.1 Begreppsförklaringar
1
2
3
1 Frässpindel
2 Fräsdornringar
3 Fräsdornmutter
4 Maskinstativ
5 Handratt för höjdinställning
av fräsverktyget
6 Brytare
7 Maskinbord
8 Anhållslinjal
9 Anpressanordning
10 Fräsanslaget
11 Upphängning för frässpindel
9
8
7
6
5
4
10
11
Page 40
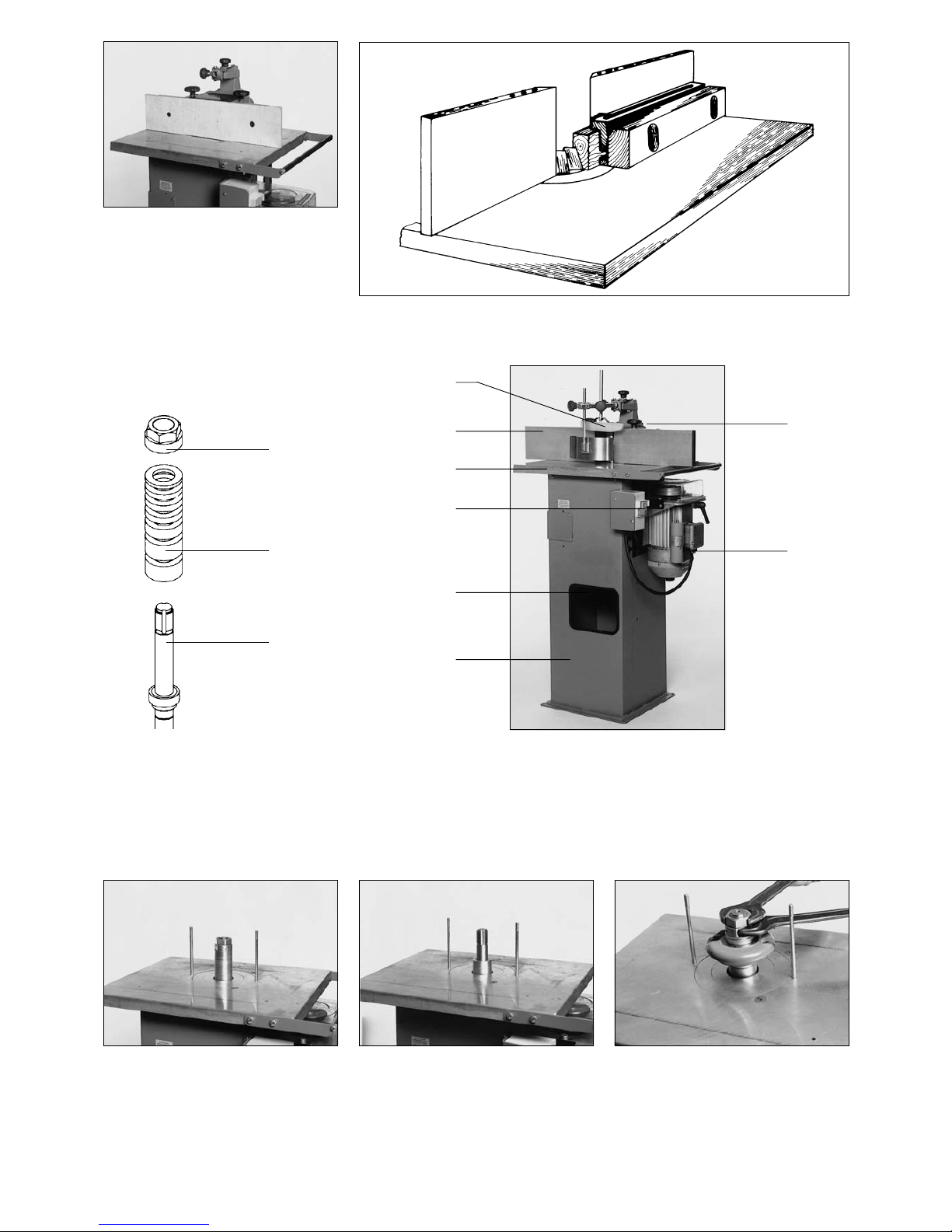
Försättsbrädan fyller utrymmet mellan
de båda anhållslinjalerna. Genom att
skjuta anhållskåpan bekåt under
fräsningens gång kapas
försättsbrädan. Den används för
bearbetning av mindre arbetsstycken. Lister med en längd på under 200 mm måste vid bearbetningen spännas in i
en matarlåda.
13.2 Fastspänning av fräsverktyg
Fastspänning eller bortmontering av
fräsverktyg underlättas om fräsanslaget monteras bort från maskinbordet.
Fräsverktyget spänns fast med fräsdornringarna. En ungefärlig höjdinställning sker genom att några fräsdornringar skjuts in.
Sedan fräsverktyget satts på plats
(observera vridriktning) måste frässpindeln fyllas upp till gängansatsen
med de resterande fräsdornringarna.
Därefter skruvas fräsdornmuttern på.
13 Manöverelement
13.1 Begreppsförklaringar
1
2
3
1 Frässpindel
2 Fräsdornringar
3 Fräsdornmutter
4 Maskinstativ
5 Handratt för höjdinställning
av fräsverktyget
6 Brytare
7 Maskinbord
8 Anhållslinjal
9 Anpressanordning
10 Fräsanslaget
11 Upphängning för frässpindel
9
8
7
6
5
4
10
11
Page 41

13.3 Inställning/ändring av spindelvarvtal
Drag bort skyddskåpan och lägg in
drivremmen.
Lossa spännspaken och lägg
remmen på de önskade stegskivorna.
Det står tre spindelvarvtal till
förfogande
- övre skiva = 4000 t/min
- mellersta skiva = 6000 t/min
- undre skiva = 7500 t/min
Spänn åter drivremmen och skjut
tillbaks skyddskåpan.
Drivremmen får inte vara alltför stramt
spänd. Den ska kunna tryckas in ca
1 cm.
Ska endast en del av fräsverktyget
användas (under bänknivå) måste bordsringarna tas bort innan fräsverktyget spänns fast.
Höjdinställningen av fräsverktyget
sker med den på maskinhuset
monterade handratten.
åt höger = högre
åt vänster = lägre
Observera!
Inställningsarbeten får endast utföras när maskinen är frånslagen.
Sedan frässpindeln ställts in/justerats
måste den fixeras genom att spännspaken trycks ned.
13.4 Höjdinställning av fräsverktyg
13.5 Justering av anhållskåpa/anhållslinjal
Sedan de två stjärngreppen (A)
lossats kan anhållskåpan skjutas
framåt eller bakåt.
Sedan de två stjärngreppen (B) lossats kan anhållslinjalerna förskjutas.
Observera!
Anhållskåpan och anhållslinjalerna får
endast justeras(ställas in när verktyget står stilla.
BB
AA
Page 42

Lossa stjärngreppet (C) och placera
anpresstycket på arbetsstycket.
Trycket ökas eller reduceras med
justerhandtaget -D-.
Lossa justerhandtaget -E- och ställ in
anpressfjädern.
Observera! Inställningsarbeten får endast utföras när verktyget står stilla.
C
D
13.6 Inställning av anpressanordningen
E
Bänkfräsmaskiner av typ TF 100 M får endast drivas med bakslagsprovade BG-TEST- verktyg.
14 Arbets-/inställningsanvisningar
14.1 Verktyg
- Endast hyvlat massivträ får bearbetas.
- Snett, torserat (vint) trä eller trä som inte ligger helt plant på maskinbordet eller mot anhållslinjalerna får inte
bearbetas.
14.2 Krav på förmaterialet "massivträ"
14.4 Fräsning av skivor
- Tag bort anpressfjädern.
- Ställ in anpresstycket, se 13.6.
- Starta maskinen och skjut arbetsstycket framåt med en jämn rörelse.
14.3 Fräsning av lister
- Spänn fast fräsverktyget, se 13.2
- Ställ in eller prova spindelvarvtalet,
se 13.3.
- Genomför höjd- låginställning, se
13.4 och 13.5.
- Ställ in anpresanordningen tillverktyget, se 13.6
- Starta maskinen och skjut arbetsstycket framåt med en jämn rörelse.
Observera!
Använd alltid ett matarträ vid frammatningen.
- Spänn fast fräsverktyget, se 13.2.
- Ställ in eller prova spindelvarvtalet,
se 13.3.
- Genomför höjd- låginställning, se
13.4 och 13.5.
Observera! Arbetsstycken med en längd under 120 mm ska alltid matas fram
med matarhjälp.
Page 43

Tappar och spår på ett arbetsstyckes ändsida får endast framställas med hjälp av skjutsliden som kan tillgås som
extra tillbehör.
14.5 Fräsning av tappar
För fräsning av tappar, spänn om
arbetsstycket och upprepa fräsförloppet.
15 Service och underhåll
Före service- och underhållsarbeten ska stickkontakten dras ut.
En oavsiktlig inkoppling innebär en avsevärd skaderisk .
- Smörj alla rörliga delar regelbundet med ett par droppar olja.
- Rengör bordsplatta och anhållslinjaler regelbundet och håll de fria från harts.
14.6 Insatsfräsarbeten
Ställ in anslagen för placering av arbetsstycket.
Starta maskinen, lägg arbetsstycket
vid anslagen och tryck det mot anhållskåpan.
Montera fast skarvskivan, se handledningen. Ställ in fräsverktyg, anhållskåpa och anhållslinjaler.
Starta maskinen. Skjut arbetsstycket
framåt med en jämn rörelse och drag
tillbaks skjutsliden när arbetsstycket
kapats.
Placera arbetsstycket på skjutbordet
och spüänn fast det med spännarmen. Täck det fria utrymmet över
fräsverktyget så mycket som möjligt
med anpresstycket.
Page 44
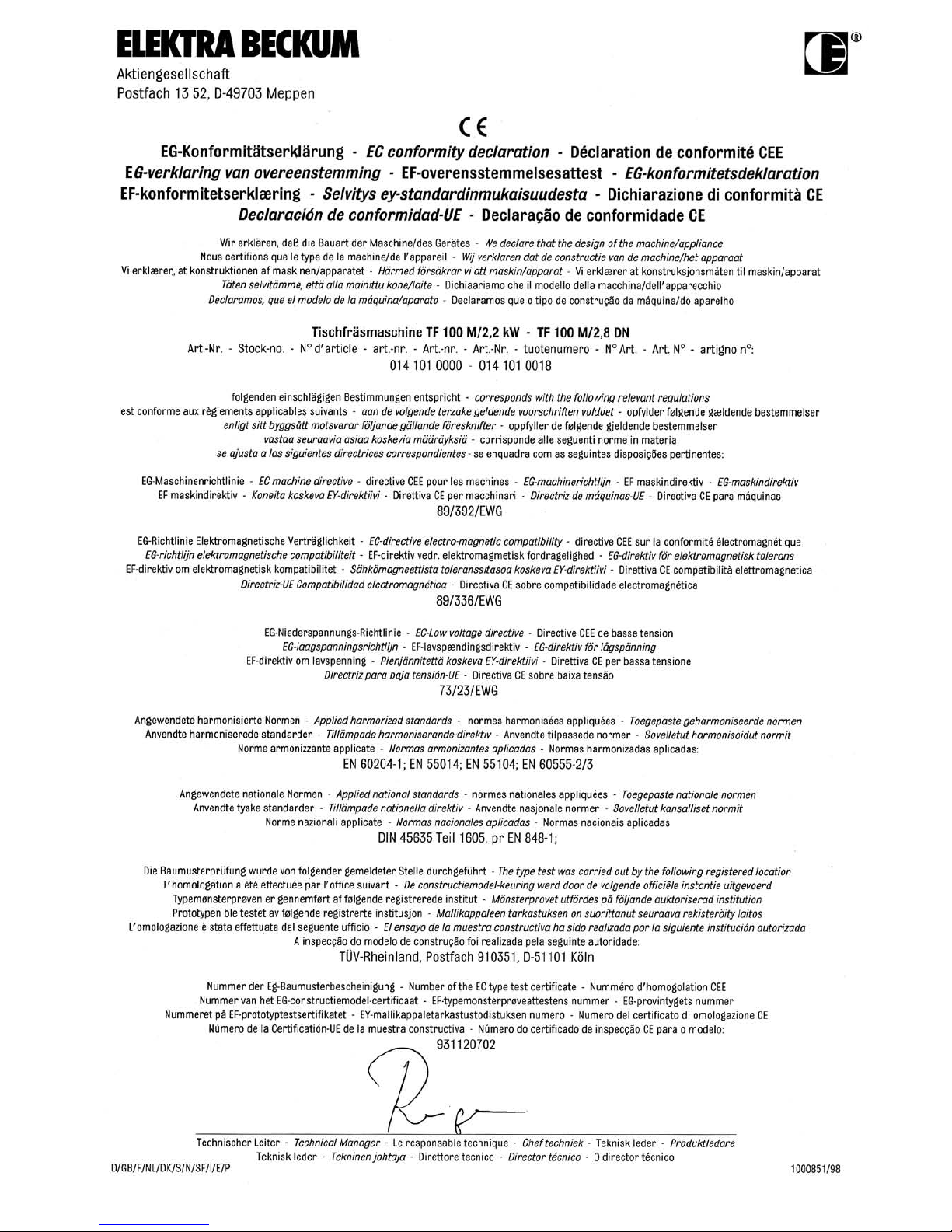
www.metabo.com
 Loading...
Loading...