



LN-742 and LN-742H |
Semiautomatic Constant Speed Wire Feeders |

LN-742 and LN-742H
The LN-742 is a semiautomatic constant speed wire feeder for MIG and flux-cored arc welding. Powered by a new 42 volt motor drive system, the LN-742 is available in standard or high speed models, with either a 2 or 4 roll wire drive system.
Designed for welding procedure flexibility and simplicity, the LN-742’s keypad panel provides finger touch control for welding procedure parameters. In addition, a unique arc starting control system allows you to set run-in wire feed speed and acceleration for smooth, clean arc starts. This feature is ideal for critical arc starting on mild and low alloy steels, stainless steels, aluminum, and alloy materials where starting precision is a must.
The LN-742’s digital meter can be set for English or metric display, allowing
either inches per minute or meters per minute procedure setting. This makes the unit ideal for multinational corporations and contractors who require procedure flexibility.
ADVANTAGE
LINCOLN
•LN-742 model feeds up to 1/16” (1.6mm) solid and 3/32” (2.4mm) flux-cored wires, from 50-770 inches per minute (1.27-19.5 m/min) wire feed speed.
•LN-742H high speed model feeds up to .045” (1.2mm) solid or fluxcored wires, from 80-1200 inches per minute (2.03-30.5 m/min) wire feed speed.
•2 or 4 roll wire drive system for positive wire feeding.
•Unique variable wire run-in speed and acceleration provide controlled arc starting. Matches starting performance to power source starting dynamics, wire type, welding procedures, and operator technique.
•Dynamic braking system stops wire feed motor quickly to minimize crater sticking problems.
•Solid state control compensates for wire drag and input line variations to maintain accurate wire feed speed.
•Tool-less quick release wire drive tension system and gun cable connections for easy wire or gun changes.
•Presettable wire feed speed, run-in speed, and cold inch speed.
•Trigger mode selection for standard 2-step, interlocking 4-step and timed spot welding.
•Gas solenoid and timer controls for preflow and postflow gas, burnback and spot times.
•Cold inch and gas purge control.
•Digital voltmeter with auto-polarity and memory feature to display and recall the last arc voltage reading.
•Optional remote voltage control kit provides procedure control at LN-742.
•Optional wire feeder remote control kit provides remote voltage and wire feed speed control up to 16 ft. (5m) from wire feeder. Ideal for boom mounted feeders and where the operator wants control at the arc.
•3 year warranty on parts and labor.
•Manufactured under a quality system certified to ISO 9002 requirements.
2
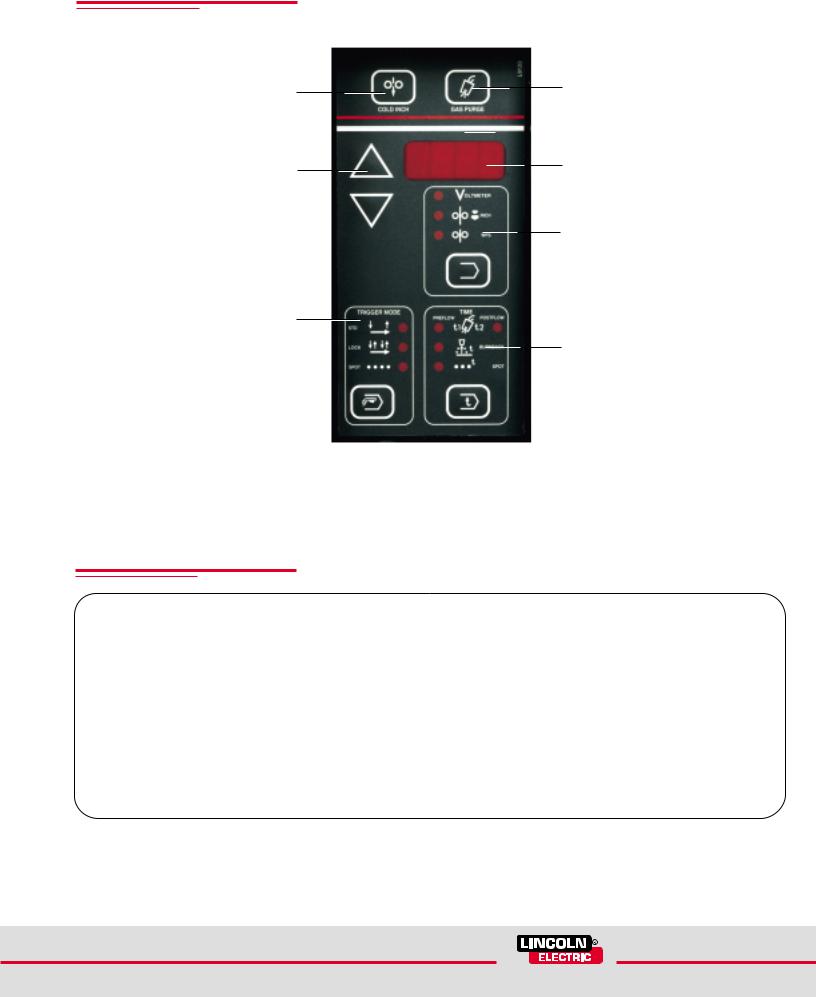
A CLOSER LOOK
Cold Inch Control
Keys used to increase or decrease wire feed speed and inch speed
Trigger Mode Control
Gas Purge Control
Large digital display for easy viewing of adjustable welding parameters
Wire feed speed and inch speed controls
Preflow, Postflow, Burnback
and Spot Time Controls
TECHNICAL
SPECIFICATIONS
|
|
Wire Speed |
Wire Size Range |
|
|
|
||
Product |
Ordering |
Range |
in. (mm) |
|
Weight |
Dimensions |
||
Name |
Information |
IPM (m/min) |
|
|
Input |
(net) |
HxWxD |
|
Solid |
Cored |
|||||||
LN-742 |
K617-1 |
50-770 |
.025-1/16” |
.045-3/32” |
|
|
|
|
2 roll |
|
(1.27-19.5) |
(0.6-1.6) |
(1.2-2.4) |
|
24 lbs. |
10.9 x 9.8 x 9.6 in. |
|
|
|
|
|
|
42 VAC |
(10.9 kg) |
(277 x 249 x 244mm) |
|
LN-742H |
K617-2 |
80-1200 |
.025-.045” |
.025-.045” |
||||
|
|
|
||||||
2 roll |
|
(2.03-30.5) |
(0.6-1.2) |
(0.6-1.2) |
50/60 Hz |
|
|
|
|
|
|
|
|
|
|
|
|
LN-742 |
K618-1 |
50-770 |
.025-1/16” |
.045-3/32” |
4 Amps |
|
|
|
4 roll |
|
(1.27-19.5) |
(0.6-1.6) |
(1.2-2.4) |
|
28.7 lbs. |
11.1 x 11.6 x 9.7 in. |
|
|
|
|
|
|
|
(13.0 kg) |
(282 x 295 x 246mm) |
|
LN-742H |
K618-2 |
80-1200 |
.025-.045” |
.025-.045” |
|
|||
|
|
|
||||||
4 roll |
|
(2.03-30.5) |
(0.6-1.2) |
(0.6-1.2) |
|
|
|
|
|
|
|
|
|
|
|
|
|
3
www.lincolnelectric.com
 Loading...
Loading...