


AC-DC1000
For over 50 years, Lincoln
Electric has offered its
Submerged Arc Welding (SAW)
customers high deposition rates,
reliable penetration, and smooth
bead appearance.
Now, Lincoln brings you the first
advance in SAW technology that
provides the option of variable
polarity. Changes in the balance
of positive and negative polarity
of the AC waveform enable the
operator to change penetration
and deposition, without changing
the current or voltage settings.
Lincoln’s AC/DC Submerged Arc
process with the Power Wave
power source gives the operator
real-time control. Instead of
making a weld, stopping and
re-programming the new
parameters, and running a test
weld to make sure they worked,
changing the face of a weld is as
easy as turning a knob.
MODULAR
The Power Wave AC/DC1000 is designed for easy paralleling, overcoming the
problems typically associated with synchronization of AC waveforms for
increased amperage applications.
MULTI-ARC
AC/DC welding is designed for applications that require up to five
independently controlled welding arcs.
EASY INTEGRATION
Digital Communications provide a simple solution for the integration of the
welding power source to the motion controlling Programmable
Logic Controller (PLC).
INCREASED PROCESS CONTROL
Digital Communications also enable the use of software tools to record the
actual welding values for each weld as well as monitoring the status of the
welding system.
WAVEFORM CONTROL TECHNOLOGY
The Power Wave AC/DC 1000 is equipped with factory-programmed
procedures for fast setup.
AC/DC Submerged Arc Welding
PROCESS
WAVEFORM CONTROL TECHNOLOGY
®
The Power Wave
®
AC/DC 1000™ takes Submerged Arc Welding to the next
level. In addition to conventional benefits of SAW, such as high deposition
rates and good penetration, heightened control and faster responses to
the arc are unique to the design of the Power Wave
®
AC/DC 1000™.
NX-2.30 3/06
The future of welding is here.
®
advantages
© Copyright 2006 The Lincoln Electric Company. All rights reserved.
Patented. This product is protected by one or more of the following United States patents: 6,809,292;
6,795,778; 6,700,097; 6,697,701; 6,683,278; 6,660,966; 6,600,134; 6,683,278; 6,596,570; 6,570,130;
6,536,660; 6,489,952; 6,472,634; 6,636,776; 6,486,439; 6,441,342; 6,365,874; 6,291,798; 6,207,929;
6,111,216; 4,927,041; 4,861,965 and other pending U.S. patents. Similar patents are maintained in
other countries.
Improves Productivity, Quality and Safety
PROCESS
2/6
AC/DC Submerged Arc Welding
A Submerged Arc Welding
(SAW) option that combined
the advantages of AC and DC
SAW welding was not possible
until now.
A Lincoln inverter power
source coupled with Waveform
Control Technology provides
control over the ratio of
positive to negative amplitude,
as well as the amount of time
spent at each polarity.
The limiting factor for SAW AC
welding has always been that
it takes too long to cross from
electrode positive (EP) to
electrode negative (EN). This
lag can cause arc instability,
penetration, and deposition
problems in certain
applications.
The Lincoln Power Wave
AC/DC 1000 with Waveform
What
Is AC/DC Submerged Arc?
The AC/DC Submerged Arc Process
How
AC/DC Submerged Arc Works in a Single Arc Environment
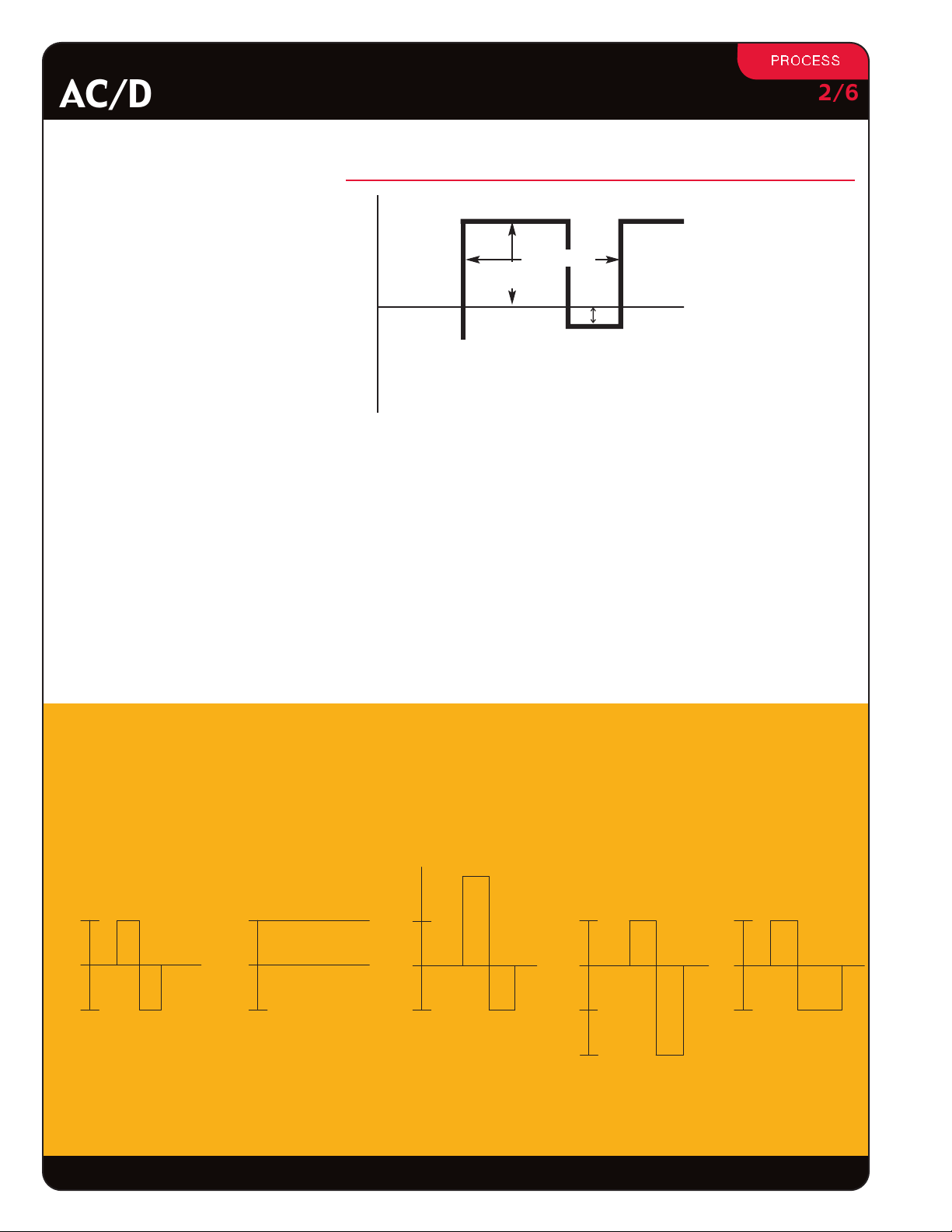
A balanced AC process
uses a combination of DC
positive and DC negative
amperage.
WAVEFORM CONTROL TECHNOLOGY
®
The future of welding is here.
®
Increasing the positive
amplitude of the
waveform increases
penetration.
Increasing the amplitude or time
balance of the negative amplitude
increases deposition and
decreases penetration.
Waveform Control Technology gives the operator the ability to change the positive and negative amplitude and
time intervals independently of each other, to achieve the penetration and deposition rate that suits their
application. In other words, if a weld requires greater penetration and reduced deposition, the operator would
add a positive DC offset, forcing an imbalance in the waveform. Adding negative current results in higher
deposition rates. Changing the balance of the positive or negative time intervals provides additional penetration
or deposition control.
500
-500
0
500
-500
0
500
-500
0
1000
500
-500
0
-1000
Current
Time
The above waveform represents the possible variations of an
AC/DC waveform with Waveform Control Technology.
Different parts of the waveform and wire feed speed may be
modulated at varying rates to achieve a smooth, stable arc.
Frequency
Positive
Current
Negative Current
+
500
-500
0
Adding positive or
negative DC offsets
change the deposition
and penetration
characteristics.
Control was designed specifically to
solve this problem, allowing the
operator to take full advantage of the
reduction in arc blow experienced with
AC, while maintaining the penetration
advantages of DC positive and the
advantageous deposition rate of DC
negative. Using these controls, the
shape of the output waveform is
changed, and in turn the welding
characteristics are controlled.
With the Power Wave AC/DC 1000,
you get the best of both worlds: the
speed, deposition rate, and penetration
that DC SAW offers, and the
resistance to arc blow that AC SAW
offers. In single arc processes, the
Power Wave AC/DC 1000 provides
flexibility with Waveform Control
Technology. In multiple arc processes,
that same flexibility is achieved
through control of phase shifting
between arcs.
=
 Loading...
Loading...