

Page 1

KODAK VISION
Color Print Control Strips,
Process ECP-2D
Technical Data and
Crossover Information
©Eastman Kodak Company, 2006
Professional
Motion
Page 2

0 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 3

Note: While the data presented are typical of production coatings, they do not represent standards which must be met by Kodak.
Varying storage, exposure, and processing conditions will affect results. The company reserves the right to change and improve
characteristics at any time.
Table of Contents
KODAK VISION Color Print Control Strips . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Processed Control Strip - 35 mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Important Improvements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Control Strip Sensitometric Curve Comparison . . . . . . . . . . . . . . . . . . . . . . . . . . 3
ECP-2D Control Strip Exposed on EASTMAN EXR Color Print Film / 5386 4
ECP-2D Control Strip Exposed on KODAK VISION Color Print Film / 2383 5
Effects of Mechanical and Chemical Variations . . . . . . . . . . . . . . . . . . . . . . . . . 6
Effects of Time and Temperature Variations . . . . . . . . . . . . . . . . . . . . . . 7
Effects of pH and CD-2 Variations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Effects of NaBr and Na
Effects of Na
Variations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2SO3
Effects of AF-9 and PB-2 Prebath Contamination . . . . . . . . . . . . . . . . . . 11
Effects of CD-3 for CD-2 and Stop Bath Contamination . . . . . . . . . . . . . 12
Effects of Persulfate Accelerator and Hydroxylamine Sulfate Contamination 13
Effects of F-35B Fixer and NaCl Contamination . . . . . . . . . . . . . . . . . . . 14
Effects of KI Contamination and Water Dilution . . . . . . . . . . . . . . . . . . . 15
Effects of Bacterial Na
Effects of Under- and Over-Replenishment . . . . . . . . . . . . . . . . . . . . . . . 17
Control-Strip Crossover . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Control-Strip Crossover for Process ECP-2D . . . . . . . . . . . . . . . . . . . . . 19
Crossover to Non-Prebath Process Sequence . . . . . . . . . . . . . . . . . . . . . . . 20
Variations . . . . . . . . . . . . . . . . . . . . . . . . . 9
2CO3
S and Na2SO4 Contamination . . . . . . . . . . . . . . 16
2
KODAK VISION Color Print Control Strips, Process ECP-2D 1
Page 4

KODAK VISION Color Print Control Strips
Introduction
KODAK VISION Color Print Control Strips (Figure 1) are
intended for the control of Process ECP-2D using the
procedures described in KODAK Publication No. H-24,
Processing KODAK Motion Picture Films, Module 1,
Process Control.
The catalog numbers for KODAK VISION Color Print
Control Strips are CAT 156 1323 for 35 mm, and
CAT 820 8498 for 16 mm.
Figure 1 Processed Control Strip - 35 mm
ECP-2D
6101
Steps
8
HD
KODAK VISION Color Print Control Strips
KODAK VISION Color Print Control Strips, Process
ECP-2D, are packaged in 100-foot rolls containing at least
120 exposures and a processed reference strip. The
exposures on the roll are spaced at 9.5-inch intervals. Each
exposure has 21 gray-scale steps at 0.15 log H increments
(1/2 camera stop).
The reference strip accompanying each roll was exposed
along with all other control strips in the package; it was then
processed under specified well-controlled conditions. Keep
the reference strip at room temperature in its envelope to
help protect it from heat, light, and dirt.An instruction
sheet enclosed with the package contains process deviation
(correction) factors, if they are required, to determine your
laboratory process aim numbers. A four-digit code number
appearing on the carton, can, control strips, reference strips,
and instruction sheet, identifies each production batch of
strips.
Please be aware no two batches of control strips are
identical because of slight differences in product, exposures,
process, etc. And therefore, the aim value numbers will not
match (however, on rare occasions they could), even with
the application of the deviation factors. Beginning with
batch codes 6101 (35 mm) and 6102 (16 mm), you may
notice a shift in your aim values. IF you continue to be
satisfied with the way your images look, simply cross
over to the new aim values and continue processing as
you have.
F002_0923CC
11
MD
14
LD
21
D-min
2 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 5

Effects of Mechanical and Chemical
Variations
Figures 2 through 12 illustrate some of the photographic
effects of mechanical and chemical variations on KODAK
VISION Color Print Control Strips exposed on 2383 Film
compared to effects on batch codes 6101 (35 mm) and 6102
(16 mm) and above. Each plot shows the effect of a change
in a process variable (horizontal axis), on the dye density of
the processed film (vertical axis). These density plots are
deviated against the standard level for each variable (e.g.,
standard level for the variable is represented by a zero
density deviation).
The magnitude of the changes shown in these plots should
not be considered to be process control limits. Also, the data
presented are qualitative, not quantitative. The plots were
derived from experiments using small laboratory machines
in which all constituents were held constant except the
variable being studied. Hence, the figures should be used
only as trend charts and guides. If two or more process
variables are changed, the resulting photographic effect
illustrated may not be additive. Interactions can occur that
produce effects other than those predicted by addition. The
plots in this publication are representative only; they do not
contain all possible solution problems. Most of the important
photographic effects take place in the developer.
KODAK VISION Color Print Control Strips, Process ECP-2D 3
Page 6

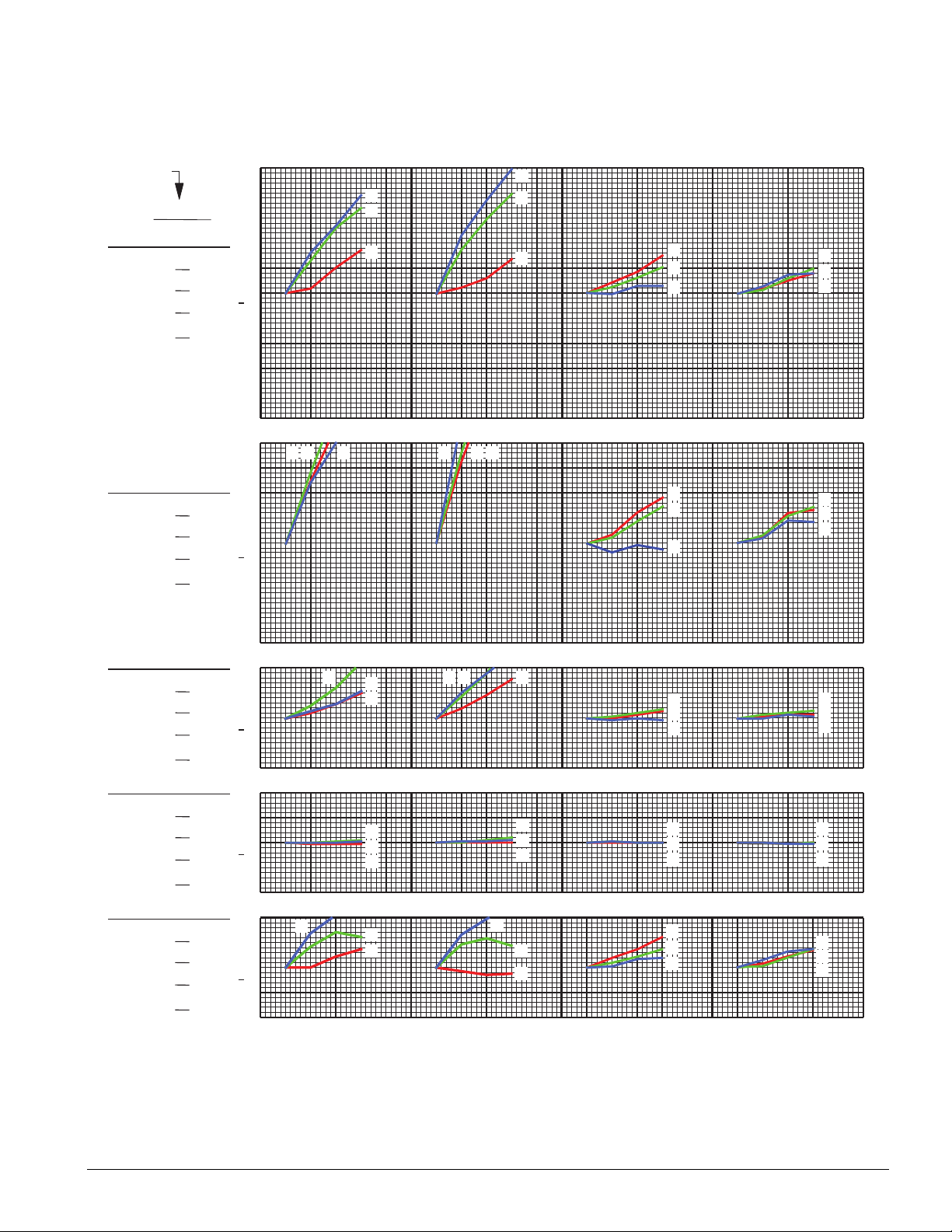
Developer Mechanical Factors
Figure 2 Effects of Time and Temperature Variations
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
AIM
VALUE S
REFERENCE
STRIP
CODE NO.
0000
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
H326_TEMP_TIME
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
Time
R
G
B
R
B
New 2383
G
120
140
sec
G
160
Old 2383 New 2383
RG
G
R
B
B
R
G
B
G
R
R
R
B
B
G
R
R
B
G
R
200
G
B
R
G
G
R
B
B
G
G
180
B
R
B
GR
G
R
B
98
96
Old 2383
G R
B
0
GB R R R
R
G
B
0
GBR
B
G
0
R
G
B
0
0
B
120
160
140
sec F
R
B
R
G
G
R
B
G
R
200
180
G
B
100
°
Temperature
B
B
R
G
B
G
R
R
G
R
GB
B
G
B
R
G
R
B
R
B
102
104
96
R
G
R
B
BG
98
°
R
G
100
F
G
B
G
R
G
R
B
B
102
104
4 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 7

Developer Chemical Factors
Figure 3 Effects of pH and CD-2 Variations
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
CD-2
New 2383Old 2383
B
G
R
R
B
G
AIM
VALUES
REFERENCE
STRIP
CODE NO.
HD
RED
GREEN
BLUE
B/W
0000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
pH
Old 2383
R
G
0
B
G
B
B
New 2383
R
G
B
B
G
R
B
R
G
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
H326_PH_CD2
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
B
R
10.7
B
G
B
R
G
R
G
B
G
B
10.8
R
G
B
3.2
B
R
G
B
G
R
R
G
B
2.6
2.4
2.8
g/L
B
R
G
B
R
G
B
G
R
B
R
G
2.4
2.6
3.0
2.8
g/LpH
R
10.7
G
B
G
R
R
B
G
R
G
B
10.8
B
G
R
R
G
B
R
B
G
R
10.4
10.5
10.6
pH
0
B
R
G
R
0
B
G
0
B
0
R
G
10.4
10.5
10.6
3.0
G
R
B
G
R
B
G
R
B
B
R
G
3.2
KODAK VISION Color Print Control Strips, Process ECP-2D 5
Page 8

Developer Chemical Factors
Figure 4 Effects of NaBr and Na2CO3 Variations
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
NaBr
G
R
B
G
R
B
R
G
B
R
G
B
G
R
B
B
R
G
B
R
G
B
G
R
B
R
G
G
R
B
G
R
B
R
G
B
R
G
B
G
R
B
AIM
VALUES
REFERENCE
STRIP
CODE NO.
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
0000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
Na CO
2 3
Old 2383 New 2383
G
R
B
B
R
G
B
R
G
R
G
RR
G
R
B
R
G
B
B
B
New 2383
R
G
B
G
R
B
G
B
R
R
B
G
R
G
B
Old 2383
B
0
R
G
0
B
R
0
G
0
B
0
R
G
G
R
B
G
R
B
GG
B
R
B
G
G
R
B
H326_Na2C03_NaBr
13.1
15.1
g/L
17.1
19.1
21.1
13.1
15.1
g/L
17.1
19.1
21.1
1.32
1.52
g/L
1.72
1.92
2.12
1.32
1.52
g/L
1.72
1.92
2.12
6 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 9

Developer Chemical Factors
Figure 5 Effects of Na2SO3 Variations
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
Na SO
2 3
AIM
VALUES
REFERENCE
STRIP
CODE NO.
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
0000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
Old 2383
B
R
0
G
B
G
0
R
0
0
B
G
0
R
R
G
B
G
B
R
B
G
R
B
G
R
R
G
B
G
R
G
B
R
G
B
R
G
B
R
B
New 2383
G
R
B
G
R
B
B
R
G
B
G
R
G
R
B
4.45
4.7
H326_Na2SO3
3.7
3.95
g/L
4.35
4.45
4.7
3.7
3.95
4.35
g/L
KODAK VISION Color Print Control Strips, Process ECP-2D 7
Page 10

Developer Chemical Factors
Figure 6 Effects of AF-2000 and Prebath 2 Contamination
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
AIM
VALUES
REFERENCE
STRIP
CODE NO.
0000
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
H326_PREBATH2_AF2000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
AF2000
Old 2383
R
G
mL/L
6.25
B
G
R
B
B
R
G
G
R
B
R
G
B
7.5
0
0
0
0
0
0.0
5.0
New 2383
B
R
G
B
G
R
B
G
R
B
G
R
B
R
G
0.0
5.0
6.25
7.5
mL/L mL/L mL/L
Old 2383 New 2383
B
G
R
0
50
100
B
GR
G
R
G
R
B
G
B
R
B
200
Prebath 2
B
G
R
G
R
B
R
G
B
R
G
B
50
G B
100
200
R
0
8 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 11

Developer Chemical Factors
Figure 7 Effects of CD-3 for CD-2 and Stop Bath Contamination
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
AIM
VALUES
REFERENCE
STRIP
CODE NO.
0000
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
H326_STOPBATH_CD2_CD3
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
Substitute CD-3 for CD-2
Old 2383
0
R
B
G
0
B
R
G
0
0
0
B
0.0
17.0
% CD-3 % CD-3
34.0
B
R
G
B
R
G
R
G
52.0
New 2383
B
0.0
17.0
Old 2383 New 2383
R
G
B
B
R
G
R
B
G
R
G
B
G
R
34.0
52.0
G
G
R
G
0.0
25.0
mL/L mL/L
R
50.0
B
B
R
R
B
G
B
G
R
B
100.0
Stop Bath
B
G
R
B
R
G
G
R
B
G
B
R
25.0
50.0
B
100.0
R
G
0.0
KODAK VISION Color Print Control Strips, Process ECP-2D 9
Page 12

Developer Chemical Factors
Figure 8 Effects of Persulfate Accelerator and Hydroxylamine Sulfate Contamination
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
AIM
VALUES
REFERENCE
STRIP
CODE NO.
HD
RED
GREEN
BLUE
B/W
0000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
Accelerator
Old 2383
0
R
B
G
New 2383
R
B
G
Hydroxylamine Sulfate
Old 2383 New 2383
G
B
R
G
B
R
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
G
R
0
0
0
0
G
0
5
10
R
B
G
G
R
B
G
R
B
R
B
G
0
5
20
10
R
B
G
G
R
B
G
R
B
R
B
20
0.0
0.2
0.4
B
G
R
B
G
B
R
G
B
R
0.8
0.0
0.2
R
0.4
G
R
B
G
R
B
G
R
B
B
G
0.8
H326_HYDROXY_SULF_ACCELERATOR
mL/L mL/L
g/L g/L
10 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 13
Developer Chemical Factors
Figure 9 Effects of F-35B Fixer and NaCl Contamination
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
AIM
VALUES
REFERENCE
STRIP
CODE NO.
HD
RED
GREEN
BLUE
B/W
0000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
Fixer
Old 2383
B
G
R
0
New 2383
Old 2383 New 2383
B
G
R
NaCl
R
G
B
G
B
R
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
R BG
0
G
B
R
0
0.5
G
B
R
G
R
1.0
1.5
0
B
0
0.0
B G R
G
B R
0.0
B
0.5
G
B
R
G
R
1.0
1.5
0.0
R
G
B
G
R
B
R
GG
B
R
G
B
1.0
2.0
3.0
0.0
1.0
2.0
G
R
B
G
R
B
R
B
B
G
R
3.0
H326_NaCI_FIXER
mL/L
mL/L g/L
g/L
KODAK VISION Color Print Control Strips, Process ECP-2D 11
Page 14
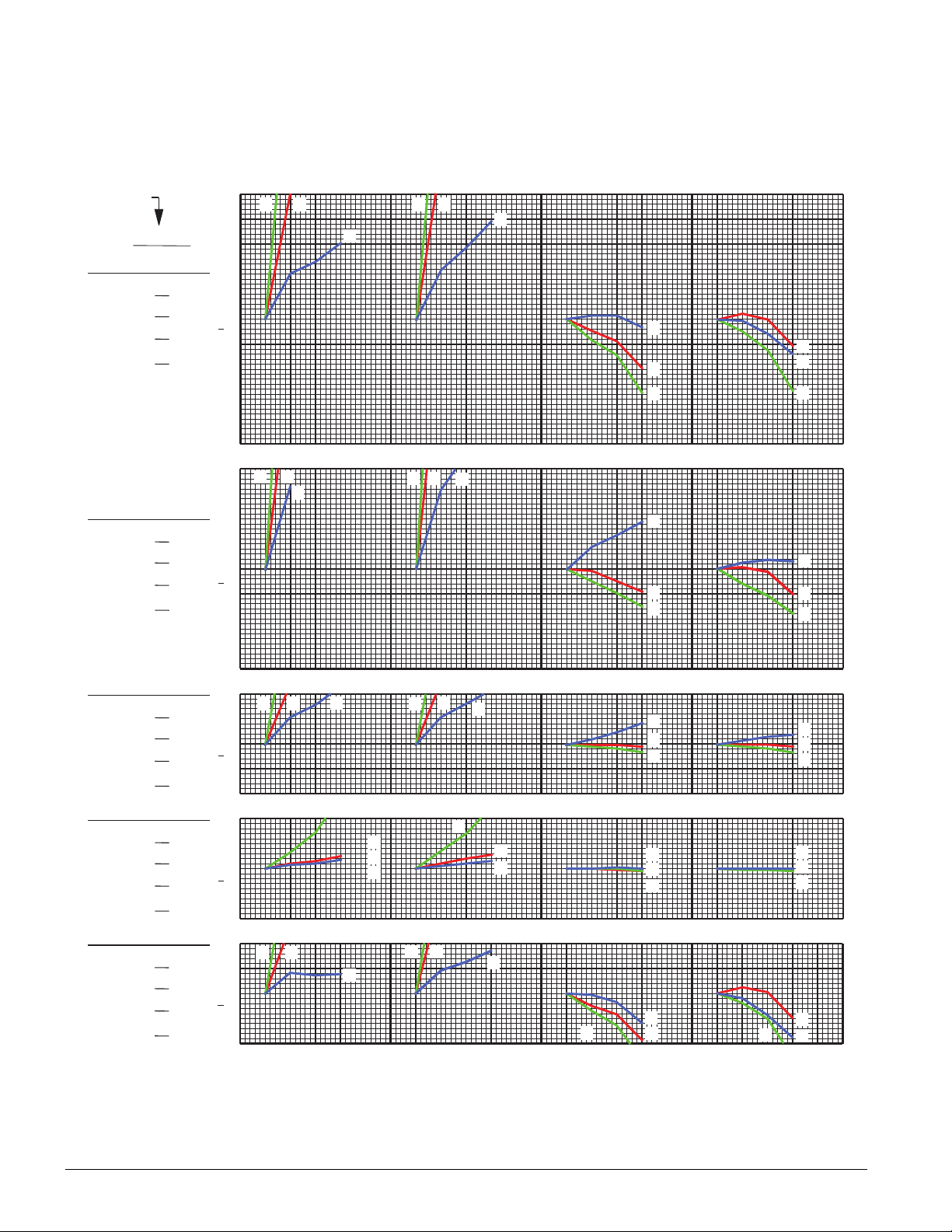
Developer Chemical Factors
Figure 10 Effects of KI Contamination and Water Dilution
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
AIM
VALUES
REFERENCE
STRIP
CODE NO.
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
H326_H2O_KI
0000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
Kl
Old 2383
R
G
B
0
RG
B
0
0.0
2.5
B
G
R
B
B
7.5
5.0
G R
0
0
G R
0
New 2383
GR
RG
R
G
G R
0.0
B
B
B
G
R
B
B
G
5.0
7.5
0.0
100.0
mL/L
2.5
mg/Lmg/L
Water Dilution
B
R
G
B
R
G
B
R
G
B
G
R
B
R
200.0
400.0
0.0
New 2383Old 2383
100.0
mL/L
G
200.0
R
B
G
B
R
G
B
R
G
B
R
G
R
B
400.0
12 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 15

Developer Chemical Factors
Figure 11 Effects of Bacterial Na2S and Na2SO4 Contamination
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
AIM
VALUES
REFERENCE
STRIP
CODE NO.
0000
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
H326_Na2SO4_Na2
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
R
G
B
G
R
B
G
B
R
G
B
R
R
B
G
10.0
Na S
2
0.0
2.5
mg/L
5.0
B
R
G
G
R
B
G
B
R
G
B
R
B
R
G
10.0
Na SO
Old 2383
0
0
B
0
0
0
B
R
5
0
g/L
10
15
G
R
20
G
R
B
G
R
B
G
R
B
B
2
4
0
New 2383
G
B
5
10
g/L
Old 2383 New 2383
G
R
B
G
R
B
G
R
B
B
R
G
R
20
15
0.0
2.5
mg/L
5.0
KODAK VISION Color Print Control Strips, Process ECP-2D 13
Page 16

Developer Chemical Factors
Figure 12 Effects of Under- and Over-Replenishment
—Current VISION Control Strips versus batch codes 6101 (35 mm) and 6102 (16 mm) in Process ECP-2D Developer
Under and Over Replenishment
AIMAIM
VALUESVALUES
REFERENCE
STRIP
CODE NO.
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
0000
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
.05
.10
.15
.20
.10
.05
+
.05
.10
.10
.05
+
.05
.10
.10
.05
+
.05
.10
Old 2383
G
R
0
B
G
R
0
B
G
R
B
R
0
G
B
0
G
R
0
B
R G
B
G
R
B
G
R
B
G
R
B
G
R
B
G
R
B
R
B
R
R
B
G
B
New 2383
G
G
B
G
R G
G
R
R
G
R
B
G
R
B
G
R
B
R
B
Normal
20 % Over
H326_OVER_UNDER
20% Under
Normal
20 % Over
20% Under
14 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 17

Control-Strip Crossover
Important: During the inventory crossover from the
previous batch Control Strips to the new VISION Control
Strips, every effort should be taken in your operations to
avoid switching back and forth. Your process control will be
greatly simplified by depleting your supply of the EXR
Control Strips (except for what is needed for crossover
purposes) prior to utilizing the VISION Control Strips.
There will come a time when you will need to begin using
a new batch of control strips. A new batch means a new code
number, not a fresh box of strips with the same code number.
Please be aware no two batches of control strips are
identical because of slight differences in product, exposures,
process, etc. And therefore, the aim value numbers will not
match (however, on rare occasions they could), even with
the application of the deviation factors. Keep the reference
strip at room temperature in its envelope to help protect
it from heat, light, and dirt.
When you first started using control strips, you had no
previous reference and you set up your aim value parameters
by reading the densities of the specified (D-min, LD, MD,
HD, or D-max) control reference steps and applying the
deviation numbers supplied with that batch. Using a new
batch of strips is really no different, except you will have a
new set of aim numbers,
As the time approaches to change to a new batch (code),
you will want to make a “crossover” from the current, or old
batch. Crossover simply means to adapt to a change in aim
numbers, not a change in processing technique. You should
begin the crossover with at least a week’s supply of strips
still available (never wait until you run out).
The crossover to a new batch lets you get familiar with the
new set of aim numbers. Do not attempt to match the new
aim numbers to the old ones. If you do, you probably will
find it necessary to change the mechanical and/or chemical
specifications of the process, and this will most likely lead to
a non-conforming unacceptable process. You will notice
some differences in the way the new batch trends as
compared to the previous batch. This is a normal batch-tobatch variation, and is to be expected. If you are unable to
maintain a plot within your control limits with the new
control-strip batch, call your Kodak representative to assist
you.
Use the following crossover procedure each time a new
code number is put into service:
• Determine the aim values for the new batch, the same as
you did for the current or old batch, by reading the
specified steps (D-min, LD, MD, and HD or D-max) of the
reference strip and applying the correction factors. If there
is more than one roll of the same batch, average the
corresponding step densities for all reference strips in the
batch, then apply the correction factors. Please remove all
of the reference strips before freezing the control strip
rolls. This will eliminate the chance of moisture spots
forming on the reference strip.
• Process an old and new control strip simultaneously at
least three separate times. Do this at different times of the
day until you have a number of pairs. During this time,
continue to control the process with data from the old
strips.
• Post the new aim values on the same form as the old,
leaving an appropriate space between the two aim sets (as
illustrated in Figure 13). This way you can see the
differences of each control strip reaction at a glance. You
will observe the tracking of the “old” batch as compared
to the “new” batch, with each plotted to its individual set
of aim numbers. Both should be tracking in similar
directions, but not exactly. However, they still should be
within the same action and control limits. Please
remember, no matter how the aim densities differ in
numerical value, you still use each set as your zero (0)
reference line.
• Once you are comfortable with the new batch of control
strips, use a new H-24F or Y-55 form to separate and not
confuse the old and new aim numbers while making the
daily notations.
• If, for some reason, there is a need to adjust the process to
conform to the new batch of control strips to new action
and control limits, cease processing and evaluate the
entire system. Such a need for change indicates a
fundamental system difficulty, which most likely involves
all aspects of the process, not necessarily a problem with
the new batch of control strips. If difficulty continues,
contact your Kodak technical representative.
KODAK VISION Color Print Control Strips, Process ECP-2D 15
Page 18

Figure 13 Control-Strip Crossover for Process ECP-2D
EASTMAN Process Record Form (H-24F)
AIM
VALUES
HD
RED
GREEN
BLUE
B/W
MD
RED
GREEN
BLUE
B/W
LD
RED
GREEN
BLUE
B/W
D-Min
RED
GREEN
BLUE
B/W
HD-MD
RED
GREEN
BLUE
B/W
CONTROL NUMBER
3.04
2.70
2.45
0.97
0.95
0.88
0.21
0.21
0.27
0.06
0.07
0.16
2.07
1.75
1.57
DATES
CURRENT
.25
.20
.15
.10
.05
+
0
.05
.10
.15
.20
.25
.20
.15
.10
.05
+
0
.05
.10
.15
.20
CB action = 0.06
CB control = 0.08
.10
.05
+
0
.05
.10
.10
.05
+
0
.05
.10
CB action = 0.07
CB control = 0.09
.10
.05
+
0
.05
.10
12
10 101211 11 111212 12 12
Control Strip Crossover Process ECP-2D
R-3.10
G-3.15
B-3.31
Code 9011
R-1.10
G-1.30
B-1.31
R-0.23
G-0.29
B-0.34
R-0.05
G-0.05
B-0.06
R-2.00
G-1.85
B-2.00
NEW
12
12
12
11
10
12
H326_ECP-2D
4pm
1pm
PROCESS
MACHINE
Reference Strip Code No.
ECP-2D
# 1
4am
8111
1pm
4pm
8am
1pm
4pm
1pm
EASTMAN KODAK COMPANY ROCHESTER, NY 14650
KODAK Publication No. H-24F
1pm
1pm
Printed in U.S.A.Kodak and Eastman are trademarks.
16 KODAK VISION Color Print Control Strips, Process ECP-2D
Page 19

KODAK VISION Color Print Control Strips, Process ECP-2D 17
Page 20

KODAK VISION Color Print Control Strips, Process ECP-2D
Technical Data and Crossover Information
MORE INFORMATION
For more information on motion picture products, call or
write to the Professional Motion Imaging office nearest you.
Or access Kodak’s home page on the Internet, web site
address—
http://www.kodak.com/go/motion/
You may want to bookmark our location so you can find
us more easily.
KODAK VISION Color Print Control
Strips, Process ECP-2D
©Eastman Kodak Company, 2006
KODAK Publication No. H-326
CAT 877 0018
Professional
Motion Imaging
Kodak, Vision, Eastman, EXR, 2383, and 5386 are trademarks.
Major Revision 12/06
Printed in U.S.A.
 Loading...
Loading...