

Page 1
FastMig
MXP 37 Pipe Steel
MXP 37 Pipe Stainless
MXP 38
Operating manual
Brugsanvisning
Gebrauchsanweisung
Manual de instrucciones
Käyttöohje
Manuel d’utilisation
Manuale d’uso
Gebruiksaanwijzing
Bruksanvisning
Instrukcja obsługi
Manual de utilização
EN
DA
DE
ES
FI
FR
IT
NL
NO
PL
PT
Инструкции по эксплуатации
Bruksanvisning
操作手册
RU
SV
ZH
Page 2

Page 3

OPERATING MANUAL
English
Page 4
EN
CONTENTS
1. Introduction ................................................................................................. 3
1.1 General ....................................................................................................................................... 3
1.2 About FastMig MXP 37 Pipe and MXP 38 ...................................................................... 3
2. Installation .................................................................................................... 4
2.1 Machine introduction: MXP 37 Pipe and MXP 38 ...................................................... 4
2.2 Connecting cables ................................................................................................................. 5
2.3 Assembly of MIG/MAG system .......................................................................................... 6
2.4 Accessories corresponding to wire diameter ..............................................................7
2.5 Welding gun selection .......................................................................................................... 7
2.6 Mounting and locking of wire spool ............................................................................... 7
2.7 Loading the ller wire and automatic feed ..................................................................8
2.8 GT04 wire feed mechanism in MXP 37 Pipe ................................................................. 8
2.9 DuraTorque™ 400, 4-wheel wire feed mechanism in MXP 38 .............................10
2.10 Adjustment of pressure arms ...........................................................................................12
2.11 Adjustment of spool brake ...............................................................................................12
2.12 Burn back time ......................................................................................................................12
2.13 Earth return cable .................................................................................................................12
2.14 Shielding gas ..........................................................................................................................13
2.15 Main switch I/O .....................................................................................................................14
2.16 Operation of cooling unit, FastCool 10 ........................................................................14
2.17 Hanging kit .............................................................................................................................14
3. XF 37 and xf 38 control panels .............................................................. 14
3.1 Connecting and mounting ...............................................................................................14
3.2 Layout .......................................................................................................................................15
3.3 Button functions ...................................................................................................................16
3.4 Welding software .................................................................................................................18
3.5 Arc voltage display ...............................................................................................................20
4. Basic troubleshooting ............................................................................. 21
5. Maintenance .............................................................................................. 23
5.1 Daily maintenance ...............................................................................................................23
5.2 Periodic maintenance .........................................................................................................23
5.3 Service Workshop maintenance .....................................................................................23
6. Disposal of the machine ......................................................................... 24
7. Ordering codes..........................................................................................24
8. Technical data ............................................................................................ 27
2
FastMig MXP 37 Pipe, MXP 38
Page 5
1. INTRODUCTION
1.1 General
Congratulations on choosing the FastMig MXP welding equipment. Used correctly, Kemppi
products can signicantly increase the productivity of your welding, and provide years of
economical service.
This operating manual contains important information on the use, maintenance and safety of
your Kemppi product. The technical specications of the equipment can be found at the end
of the manual.
Please read the operating manual and the safety instructions booklet carefully before using
the equipment for the rst time. For your own safety and that of your working environment,
pay particular attention to the safety instructions in the manual.
For more information on Kemppi products, contact Kemppi Oy, consult an authorised Kemppi
dealer, or visit the Kemppi web site at www.kemppi.com.
The specications presented in this manual are subject to change without prior notice.
Important notes
Items in the manual that require particular attention in order to minimise damage and
personal harm are indicated with the ’NOTE!’ notation. Read these sections carefully and follow
their instructions.
1.2 About FastMig MXP 37 Pipe and MXP 38
Kemppi FastMig MXP 37 Pipe is a wire feeder designed for demanding professional use. It
is equipped with the WiseRoot+™ welding process, developed especially for ecient root
welding on pipes and plates.
Kemppi FastMig MXP 38 is a wire feeder designed for demanding professional use. It is
equipped with the WiseThin+™ welding process, developed especially for ecient welding for
thin sheets and position welding, also with CO2 shielding gas.
FastMig MXP 37 Pipe and MXP 38 wire feeders can be used with FastMig X 450 and FastMig
Pulse power sources. However, WiseRoot+™ and WiseThin+™ special welding processes are
only available when used with FastMig X 450 power source.
Operation of the wire feeder is controlled and adjusted by microprocessor. By adding
an optional synchronization unit (MXF Sync 65), SuperSnake sub-feeder device may be
connected to MXP 37 Pipe or MXP 38 wire feeders.
EN
Disclaimer
While every eort has been made to ensure that the information contained in this guide
is accurate and complete, no liability can be accepted for any errors or omissions. Kemppi
reserves the right to change the specication of the product described at any time without
prior notice. Do not copy, record, reproduce or transmit the contents of this guide without
prior permission from Kemppi.
© Kemppi Oy / 1515
3
Page 6
2. INSTALLATION
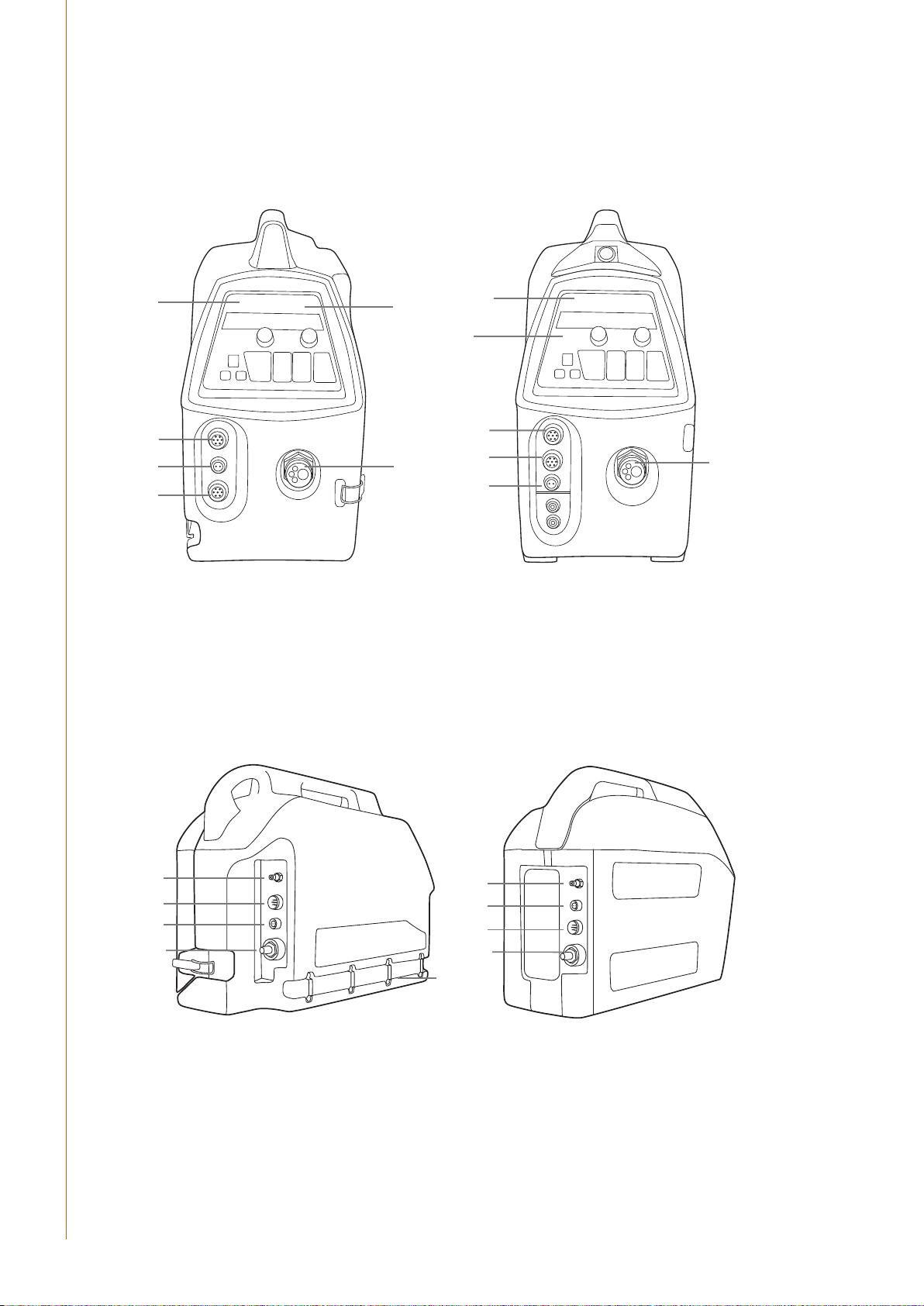
2.1 Machine introduction: MXP 37 Pipe and MXP 38
MXP 37 Pipe MXP 38
EN
2.
6.
4.
5.
1. Control panel XF 37 1. Control panel XF 38
2. ON/OFF button 2. ON/OFF button
3. Euro gun connection 3. Euro gun connection
4. Voltage sensing cable connection 4. Voltage sensing cable connection
5. Remote control connection 5. Remote control connection
6. Sub-feeder sync connector (kit
optional)
1.
3.
2.
1.
6.
5.
4.
6. Sub-feeder sync connector (kit
optional)
3.
4
7.
8.
9.
10.
7. Shielding gas connection 7. Shielding gas connection
8. Control cable connection 8. Measurement cable connection
9. Measurement cable connection 9. Control cable connection
10. Welding current cable connection 10. Welding current cable connection
11. Lead-in and clamping of cooling
liquid hoses
FastMig MXP 37 Pipe, MXP 38
7.
8.
9.
10.
11.
Page 7
2.2 Connecting cables
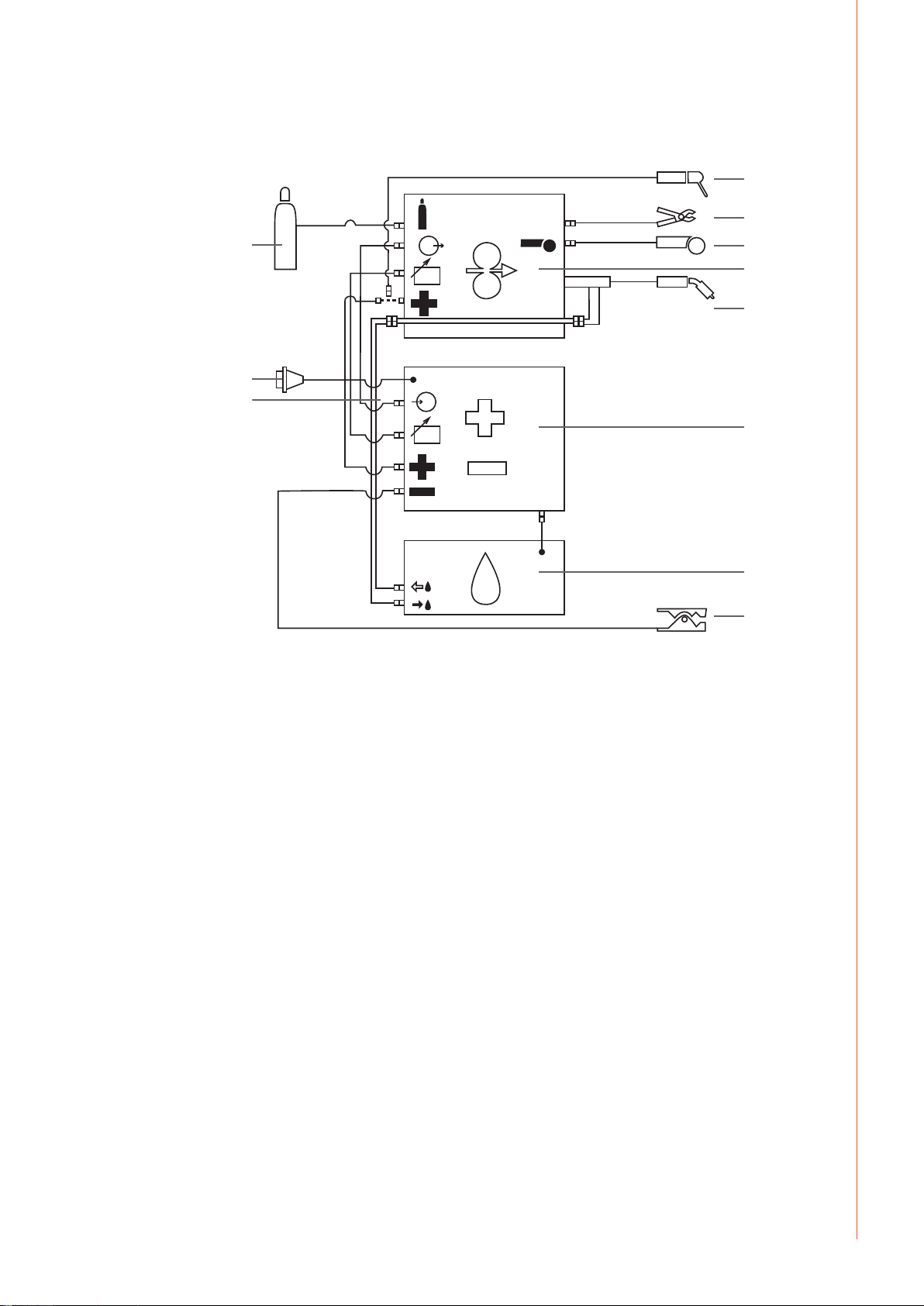
2.2.1 Liquid-cooled system: FastMig X 450 + MXP + FastCool 10
5.
11.
4.
8.
10.
1. Wire feed unit
2. FastMig X 450 power source
3. FastCool cooling unit and power connection
4. Gas supply
5. MMA electrode holder
6. Remote control device
7. Liquid-cooled welding gun
8. Power cable
9. Earth return cable and clamp
10. Measurement cable (from power source to wire feeder)
11. Voltage sensing cable (from wire feeder to work piece)
NOTE! MXP wire feeders can also be used with FastMig Pulse power source, but in that case
measurement cable and voltage sensing cable will not be used.
V
V
6.
1.
7.
2.
3.
9.
EN
© Kemppi Oy / 1515
5
Page 8
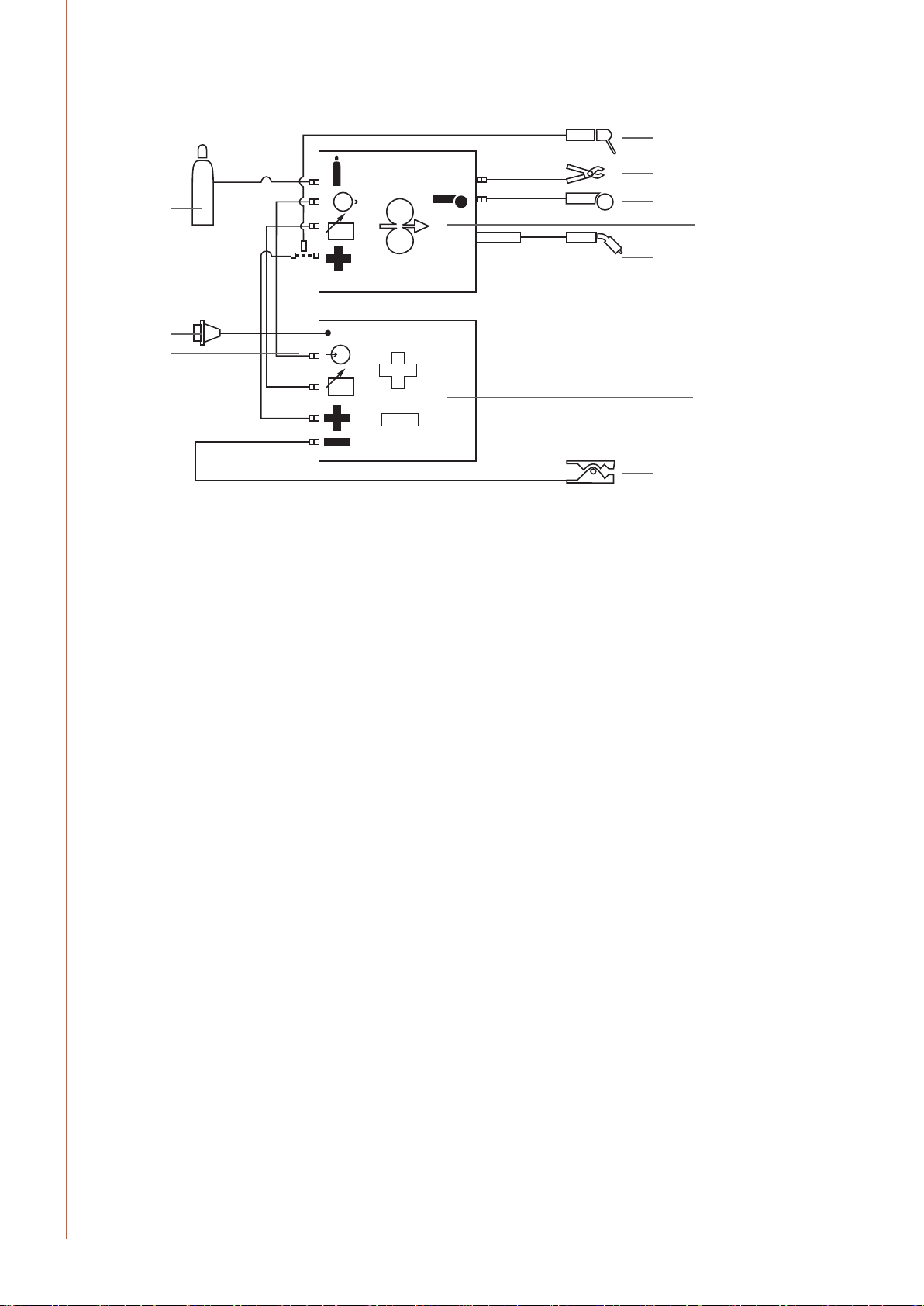
2.2.2 Air-cooled system: FastMig X 450 + MXP
3.
7.
9.
V
V
4.
10.
5.
1.
6.
2.
EN
8.
1. Wire feed unit
2. FastMig X 450 power source
3. Gas supply
4. MMA electrode holder
5. Remote control device
6. Air-cooled welding gun
7. Power cable
8. Earth return cable and clamp
9. Measurement cable (from power source to wire feeder)
10. Voltage sensing cable (from wire feeder to work piece)
NOTE! MXP wire feeders can also be used with FastMig Pulse power source, but in that case
measurement cable and voltage sensing cable will not be used.
2.3 Assembly of MIG/MAG system
Assemble the units in the order mentioned below. Follow the additional mounting and
operation instructions delivered with each package.
1. Installation of power source
Read and follow the installation instructions given in the FastMig power source operating
manual.
2. Mounting of power sources to transport cart
Read and follow the instructions given in the transport cart assembly instructions.
6
3. Mounting the FastMig MXP wire feed unit to the power source
Remove the cover sticker on top of the power source. Screw the fastening pivot into the
power source – hand tighten only. Place the supplied plastic spacers over the pivot. Lift the
MXP wire feeder into place, locating over the pivot.
4. Connecting cables
Connect the cables in accordance with the equipment notes provided in this manual.
The polarity of the welding wire (+ or –) can be selected by connecting the wire feed unit to
either the positive or negative power source terminals.
Most MIG/MAG applications run the wire feed unit connected to the positive terminal of the
power source.
FastMig MXP 37 Pipe, MXP 38
Page 9
5. Mounting FastMig wire feed units to boom and swing arms
When mounting wire feed units to boom and swing arms, the unit must be electrically
isolated from both.
Suspension angle of wire feed unit can be changed by moving the xing point in handle.
2.4 Accessories corresponding to wire diameter
Colour coded wire feed rolls and guide tubes are available to suit a variety of ller wire types
and sizes. Feed roll groove geometry and design vary depending on the application. Further
details are available in the spare parts tables.
Please ensure you select the correct drive rolls and guide tubes from the table to suit your
particular welding application.
2.5 Welding gun selection
Please ensure that the welding gun selected is suitable for the target application. Kemppi
welding gun products are designed to meet many dierent applications. Special wire liners
and contact tips are available for dierent wire types and sizes.
For FastMig X 450 and MXP 37 Pipe setup Kemppi oers the PMT MN welding gun model,
which is specially designed for welding root and ll passes on pipe. The neck is replaceable, so
you can select just the right bending angle for dierent work stages.
Distance wire feeding is accommodated with WeldSnake and SuperSnake products in either
air or liquid cooled models.
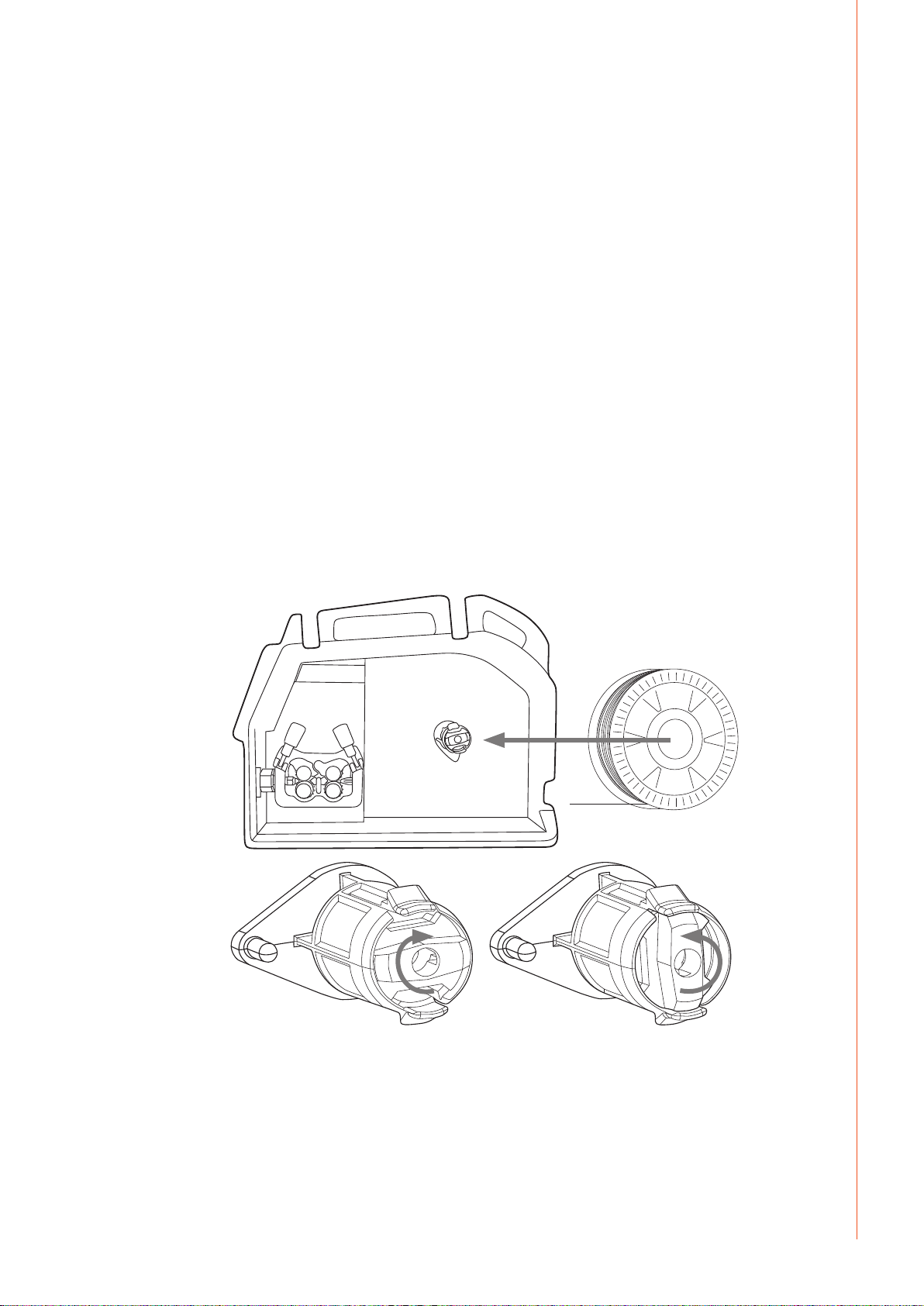
2.6 Mounting and locking of wire spool
EN
NOTE! Check that in ller wire spool is correctly mounted and locked into position. Ensure the spool
is not damaged or deformed in such a way that it can rub or cha against the internal surface of
the wire feed unit chassis or door. This may result in increased drag, impacting on weld quality. This
may also result in long term wire feed unit damage, rendering the unit unserviceable or unsafe to
use.
© Kemppi Oy / 1515
7
Page 10

EN
2.7 Loading the ller wire and automatic feed
Automatic wire feed makes wire spool changes faster. When changing the wire spool, the
pressure of feed rolls need not be released.
Simply ensure that the groove of the feed roll matches the diameter of ller wire used. Release
the wire end from the spool and cut o any deformed section. Be careful that the wire does
not spill from the spool sides.
Straighten about 20 cm of ller wire and ensure the tip has no sharp edges. File if necessary, as
a sharp wire edge may damage the wire gun liner - particularly softer plastic liners.
Present the ller wire tip to the back of the wire feed rolls and press the wire inch switch on
the wire feeder panel. Feed the wire to the gun contact tip and prepare to weld.
NOTE! Smaller diameter ller wires may need to be loaded manually and with the feed roll pressure
arms released. This is because it is easy to over estimate the pressure required to feed these smaller
ller wires. Too high feed roll pressures can easily deform ller wires and contribute to later feeding
problems.
2.8 GT04 wire feed mechanism in MXP 37 Pipe
Wire guide tubes
ø mm outlet tube middle tube inlet tube
Al, Ss (Fe, Mc, Fc)
plastic
Fe, Mc, Fc
metal
0.6 W007285 W007273 W007293
0.8 – 0.9 W007286 W007274 W007294
1.0 W007287 W007275 W007295
1.2 W007288 W007276 W007296
1.4 W007289 W007277 W007297
1.6 W007290 W007278 W007298
2.0 W007291 W007279 W007299
2.4 W007292 W007280 W007300
0.8 – 0.9 W007454 W007536
1.0 W007455 W007537
1.2 W007456 W007538
1.4 – 1.6 W007458 W007539
2.0 W007459 W007540
2.4 W007460 W007541
8
FastMig MXP 37 Pipe, MXP 38
Page 11

Wire feed rolls, plastic
Fe, Ss, (Al, Mc, Fc)
V-groove
Fc, Mc, (Fe)
V-groove, knurled
Al, (Fc, Mc, Ss, Fe)
U-groove
ø mm lower upper
0.6 W001045 W001046
0.8 – 0.9 W001047 W001048
1.0 W000675 W000676
1.2 W000960 W000961
1.4 W001049 W001050
1.6 W001051 W001052
2.0 W001053 W001054
2.4 W001055 W001056
1.0 W001057 W001058
1.2 W001059 W001060
1.4 – 1.6 W001061 W001062
2.0 W001063 W001064
2.4 W001065 W001066
1.0 W001067 W001068
1.2 W001069 W001070
1.6 W001071 W001072
EN
Wire feed rolls, metal
ø mm lower upper
Fe, Ss, (Al, Mc, Fc)
V-groove
Fc, Mc, (Fe)
V-groove, knurled
Fc, Mc, Ss, Fe
U-groove
NOTE! Mount the lower feed roll, ensuring that the pin on the shaft ts in the cut on the feed roll.
0.8 – 0.9 W006074 W006075
1.0 W006076 W006077
1.2 W004754 W004753
1.4 W006078 W006079
1.0 W006080 W006081
1.2 W006082 W006083
1.4 – 1.6 W006084 W006085
2.0 W006086 W006087
1.0 W006088 W006089
1.2 W006090 W006091
1.6 W006092 W006093
© Kemppi Oy / 1515
9
Page 12

EN
2.9 DuraTorque™ 400, 4-wheel wire feed mechanism in MXP 38
Wire guide tubes
ø mm outlet tube middle tube inlet tube
Ss, Al,
(Fe, Mc, Fc)
plastic
Fe, Mc, Fc
metal
0.6 W007437 W007429 W007293
0.8 – 0.9 W007438 W007430 W007294
1.0 W007439 W007431 W007295
1.2 W007440 W007432 W007296
1.4 W007441 W007433 W007297
1.6 W007442 W007434 W007298
2.0 W007443 W007435 W007299
2.4 W007444 W007436 W007300
0.8 – 0.9 W007454 W007465 W007536
1.0 W007455 W007466 W007537
1.2 W007456 W007467 W007538
1.4 – 1.6 W007458 W007469 W007539
2.0 W007459 W007470 W007540
2.4 W007460 W007471 W007541
10
Wire feed rolls, plastic
Fe, Ss,
(Al, Mc, Fc)
V-groove
Fc, Mc, (Fe)
V-groove, knurled
FastMig MXP 37 Pipe, MXP 38
ø mm lower upper
0.6 W001045 W001046
0.8 – 0.9 W001047 W001048
1.0 W000675 W000676
1.2 W000960 W000961
1.4 W001049 W001050
1.6 W001051 W001052
2.0 W001053 W001054
2.4 W001055 W001056
1.0 W001057 W001058
1.2 W001059 W001060
1.4 – 1.6 W001061 W001062
2.0 W001063 W001064
2.4 W001065 W001066
Page 13

Al, (Fc, Mc, Ss, Fe)
U-groove
Wire feed rolls, metal
Fe, Ss,
(Al, Mc, Fc)
V-groove
1.0 W001067 W001068
1.2 W001069 W001070
1.6 W001071 W001072
ø mm lower upper
0.8 – 0.9 W006074 W006075
1.0 W006076 W006077
1.2 W004754 W004753
1.4 W006078 W006079
Fc, Mc, (Fe)
V-groove, knurled
Al, (Fc, Mc, Ss, Fe)
U-groove
NOTE! Mount the lower feed roll, ensuring that the pin on the shaft ts in the cut on the feed roll.
1.0 W006080 W006081
1.2 W006082 W006083
1.4 – 1.6 W006084 W006085
2.0 W006086 W006087
1.0 W006088 W006089
1.2 W006090 W006091
1.6 W006092 W006093
EN
© Kemppi Oy / 1515
11
Page 14

EN
2.10 Adjustment of pressure arms
Adjust the drive pressure to the ller wire with the thumb screws mounted over the pressure
arms. Notice the graduated scales indicating load. The load applied should be sucient to
overcome a light braking force applied by hand to the ller wire, as it exits the welding gun
contact tip.
For smaller diameter and soft ller wires, less feed pressure is required. It should be possible to
apply a light breaking force to the ller wire by hand, as it exits the gun contact tip. But slightly
more wire ow restriction should render the drives rolls to slip slightly over the ller wire
without deforming the wire.
NOTE! Excessive pressure causes attening of the ller wire and damage to coated or cored ller
wires. It also causes undue wear of the feed rolls and increases gearbox load, so reducing service
life.
2.11 Adjustment of spool brake
Brake force is adjusted through the hole behind the locking clip. Remove the locking clip by
hand, and adjust the tension and pressure to the friction pads mounted inside with a screw
driver. See diagram and location A.
A
The load applied varies depending on the size and weight of the ller wire and spool, but also
the ller wire feed speed set. The heavier the wire spool and the faster the feed speed, the
greater the need to increase the braking load. Adjust the pressure, secure the locking clip, set
the wire feed speed and check that the braking force is enough to ensure the ller wire does
not spill from the spool on overrun.
NOTE! Too much or unnecessary loads can impact welding quality, load and wear to the wire feed
system.
2.12 Burn back time
FastMig electronics controls the burn back time. When welding stops an automatic sequence
ensures that the ller wire does not stick to the work piece and that no ball is formed at the
wire tip, ensuring reliable re-ignition. This system works regardless of the wire feed speed.
2.13 Earth return cable
Preferably the earth return cable and clamp should be connected directly to the welding
material.
Always use a good quality, 70 mm² heavy copper cable, and if possible a screw type 600 A
clamp. Ensure that the surface contact to the work piece is clean of metal oxide and or paint.
Make sure the clamp is rmly secured.
12
FastMig MXP 37 Pipe, MXP 38
Page 15

2.14 Shielding gas
MMT 32
NOTE! Handle shielding gas bottle with care. Assess the risks associated with handling and using
compressed gas. Always use a cylinder transport carriage and secure the cylinder safely.
There are many dierent suppliers of quality shielding gases for welding. Please ensure that
you are selecting the correct gas for your application. FastMig products use welding programs
for synergic and pulsed welding. These programs are created and recommend against a
particular shielding gas.
Shielding gas eects welding performance and is a fundamental component to overall weld
quality.
20
15
10
5
l/min
EN
NOTE! Shielding gas ow rate from the welding gun is set according to the application, weld joint,
gas type and gas nozzle shape and size. The ow rate should be measured at the welding gun
nozzle before welding via a rotameter, and normally measure's between 10 – 20 litres per minute
for many welding applications.
2.14.1 Installing gas bottle
Always fasten the gas bottle properly in the vertical position, in a special holder against the
wall or on a cylinder carriage. Remember to close gas bottle valve after welding.
Parts of gas ow regulator
1
3
6
7
2
5
4
1. Gas bottle valve
2. Flow regulation screw
3. Connecting nut
4. Hose tail
5. Hose tail nut
6. Gas bottle pressure gauge
7. Shielding gas ow meter
© Kemppi Oy / 1515
13
Page 16

EN
2.15 Main switch I/O
When you turn the main switch of the FastMig power source into I-position, the pilot lamp
closest to this switch will illuminate, indicating the power source is ready for welding. The
equipment will return to the same operation state where it was before the last shutdown.
Always start and switch o the machine with the main switch, never use the mains plug as a
switch.
2.16 Operation of cooling unit, FastCool 10
When liquid-cooling unit FastCool 10 is connected to the FastMig power source for the
rst time, the cooler function is normally active. To deselect the cooler function, follow the
instructions stated in the FastCool 10 operating manual.
2.17 Hanging kit
The MXP wire feeders can be mounted on a welding boom using the KFH 1000 hanging
device available as an accessory. This allows the wire feed unit to be suspended above the
work area.
3. XF 37 AND XF 38 CONTROL PANELS
3.1 Connecting and mounting
14
Fasten the ribbon cable connector from the MXP wire feed unit to the control panel. Attach
the yellow-green earth lead into the fork connector on the XF control panel.
+
XF 37 XF 38
FastMig MXP 37 Pipe, MXP 38
Page 17

3.2 Layout
10.
1. 3.
CH REMOTE
CHANNEL
2.
4.
11.
5. 6.
4T
2T
XF 37
7. 8. 9.
PANEL
W007241
1. ON/OFF button
2. Activates MIG welding dynamics (short press)
Selects the active wire feeder, if several wire feeders exist (long press)
3. Gas test
4. Wire inch
5. Selects the previous memory channel
6. Selects the next memory channel (short press)
Locks selected memory channel (long press)
7. Selects welding gun trigger mode (short press) or turns MatchLog function ON/OFF
8. Selects crater ll, hot start (short press) or MMA/CC/CV (long press)
9. Selects panel control, gun control unit or hand-held control unit (short press).
Turns memory channel remote selection ON/OFF (long press).
10. Power control knob
11. Arc length and voltage control knob.
Automatic weld data display
Last recorded welding values are displayed post welding.
EN
Voltage display
Voltage display will show arc voltage if selected from the setup panel. Voltage display's last
dot indicates that arc voltage display is selected (for example 23.5. V). If arc voltage feature is
not used, pole voltage of the power source is shown.
© Kemppi Oy / 1515
15
Page 18

EN
W007241
CH REMOTE
CHANNEL
PANEL
4T
2T
WISEROOT
+
/
W007241
PANEL
4T
2T
WISEROOT
+
/
3.3 Button functions
3.3.1 ON/OFF button (1)
Short press: XF 37 / X 38 panel returns to initial display.
Long press: XF 37 / X 38 panel is turned ON or OFF.
NOTE! When wire feeder XF 37 / XF 38 control panel is turned ON, also the power source control
panel X 37 turns on and links automatically to this wire feeder.
3.3.2 Dynamics button (2)
Short press: Dynamics setting for 1-MIG, synergic MIG and CC/CV. ArcForce setting for MMA.
Long press: Wire feeder number selection. If there is more than one wire feeder connected to
the system, you can select which of them is active. Each wire feeder has its own number (1–3).
NOTE! Wire feeder number is not available in MMA, CC and CV processes.
3.3.3 Gas test button (3)
This button displays the gas test time. You can change it with the control knob.
Gas test starts when the time adjustment is made, after a short delay.
You can stop gas test by pressing any button.
3.3.4 Wire inch button (3)
This button starts feeding the wire with the default speed of 5.0 m/min. The wire feed stops
when you release the button.
You can change the wire feed speed with the control knob. The changed speed is used if you
press the button again.
3.3.5 Channel down button (5)
This button selects the previous memory channel that can be found.
3.3.6 Channel up button (6)
16
Short press: Selects the next memory channel that can be found.
Long press: Locks or unlocs the selected memory channel. No parameter changes are allowed
to a locked memory channel.
FastMig MXP 37 Pipe, MXP 38
Page 19

3.3.7 2T/4T button (7)
W007241
PANEL
W007241
PANEL
4T
2T
Short press: Toggles between 2T or 4T gun trigger mode.
Long press: Turns MatchLog ON/OFF. This can be either MatchChannel or Minilog
functionality, depending on which one is dened in the selected memory channel. If neither
one is dened, this selection is unavailable.
3.3.8 Extra functions button (8)
Short press: Selects Crater ll or Hot start function.
Long press: Turns MMA/CC/CV mode ON/OFF.
EN
3.3.9 Remote Selection Button (9)
PANEL
Short press: Toggles the control between the control panel, gun remote control unit and
hand-held remote control unit.
NOTE! If RemoteAutoRecog setting is ON in X 37 control panel, you can select only those remote
controls, which can be found in the system.
Long press: Turns the memory channel remote selection ON/OFF. This is available only if you
have selected either gun remote control unit or hand-held remote control unit. Not available
in MMA/CC/CV mode.
W007241
3.3.10 Power control knob (10)
This control knob adjusts
• wire feed speed or power in MIG/MAG processes (before or during welding)
• MMA/CC current level (before or during welding)
• selected parameter values.
3.3.11 Arc length and voltage control knob (11)
This control knob adjusts the arc length, voltage or selected parameter values before or
during welding.
© Kemppi Oy / 1515
17
Page 20

EN
3.4 Welding software
The FastMig MXP wire feeders are compatible with the following modied welding processes
and functions
• Wis e Root+™ is a modied welding process for open gap root welding without backing.
• WiseThin+™ is a modied welding process developed especially for ecient welding for
thin sheets and position welding, also with the CO2 shielding gas.
• WisePulseMig™ is a licence that allows pulsed MIG welding.
• WiseFusion™ is a welding function for ensuring consistent weld quality in all positions.
• WisePenetration™ is a welding function for delivering constant welding power
regardless of changes in the stick out length.
• MatchLog™ contains MiniLog™ function and the MatchChannel™ function for quickly
changing welding parameters on the run.
Wire feeder Factory-installed
MXP 37 Pipe Steel
MXP 37 Pipe Stainless
MXP 38
If your welding needs change and you wish to update your system in the future, you can order
additional welding programs or other welding software and load them to your system with
Kemppi DataGun eld programming device. Optional features can be purchased through
Kemppi DataStore.
For further information about the available welding programs, modied processes
and special enhanced arc performance solutions, visit Kemppi web site at
www.kemppi.com or contact the local Kemppi dealer.
WiseRoot+, WiseFusion, Pipe Steel Pack
WiseRoot+, WiseFusion, WisePulseMig, Pipe Stainless Pack
WiseThin+, WisePulseMig, Steel Pack for WiseThin+, Work Pack
PIPE STAINLESS PACK
Group Material Wire ø (mm) Shielding gas Process Number
Ss CrNiMo 19 12 0.8 Ar+2%CO₂ WiseRoot+ S01
Ss CrNiMo 19 12 0.9 Ar+2%CO₂ WiseRoot+ S02
Ss CrNiMo 19 12 1.0 Ar+2%CO₂ WiseRoot+ S03
Ss CrNiMo 19 12 1.2 Ar+2%CO₂ WiseRoot+ S04
Ss CrNiMo 19 12 0.8 Ar+2%CO₂ 1-MIG S01
Ss CrNiMo 19 12 0.9 Ar+2%CO₂ 1-MIG S02
Ss CrNiMo 19 12 1.0 Ar+2%CO₂ 1-MIG S03
Ss CrNiMo 19 12 1.2 Ar+2%CO₂ 1-MIG S04
Ss FC-CrNiMo 19 12 1.2 Ar+15–25%CO₂ 1-MIG S84
Ss FC-CrNiMo 19 12 1.2 CO₂ 1-MIG S85
Ss MC-CrNiMo 19 12 1.2 Ar+2%CO₂ 1-MIG S87
Ss CrNiMo 19 12 0.8 Ar+2%CO₂ Pulse/Double Pulse S01
Ss CrNiMo 19 12 0.9 Ar+2%CO₂ Pulse/Double Pulse S02
Ss CrNiMo 19 12 1.0 Ar+2%CO₂ Pulse/Double Pulse S06
Ss CrNiMo 19 12 1.2 Ar+2%CO₂ Pulse/Double Pulse S04
Ss CrNiMo 19 12 1.0 Ar+He+CO₂ Pulse/Double Pulse S26
Ss CrNiMo 19 12 1.2 Ar+He+CO₂ Pulse/Double Pulse S24
18
FastMig MXP 37 Pipe, MXP 38
Page 21

PIPE STEEL PACK
Group Material Wire ø (mm) Shielding gas Process Number
Fe Fe 0.8 Ar+15–25%CO₂ WiseRoot+ F01
Fe Fe 0.9 Ar+15–25%CO₂ WiseRoot+ F02
Fe Fe 1.0 Ar+15–25%CO₂ WiseRoot+ F03
Fe Fe 1.2 Ar+15–25%CO₂ WiseRoot+ F04
Fe Fe 0.8 CO₂ WiseRoot+ F21
Fe Fe 0.9 CO₂ WiseRoot+ F22
Fe Fe 1.0 CO₂ WiseRoot+ F23
Fe Fe 1.2 CO₂ WiseRoot+ F24
Fe Fe Metal 1.2 Ar+15–25%CO₂ WiseRoot+ M04
Fe Fe Metal 1.2 CO₂ WiseRoot+ M24
Fe Fe 0.8 Ar+15–25%CO₂ 1-MIG F01
Fe Fe 0.9 Ar+15–25%CO₂ 1-MIG F02
Fe Fe 1.0 Ar+15–25%CO₂ 1-MIG F03
Fe Fe 1.2 Ar+15–25%CO₂ 1-MIG F04
Fe Fe 0.8 CO₂ 1-MIG F21
Fe Fe 0.9 CO₂ 1-MIG F22
Fe Fe 1.0 CO₂ 1-MIG F23
Fe Fe 1.2 CO₂ 1-MIG F24
Fe Fe Metal 1.2 Ar+15–25%CO₂ 1-MIG M04
Fe Fe Metal 1.2 CO₂ 1-MIG M24
Fe Fe Rutil 1.2 Ar+15–25%CO₂ 1-MIG R04
Fe Fe Rutil 1.2 CO₂ 1-MIG R14
Fe Fe 1.6 InnerShield 1-MIG R56
Fe Fe 2.0 InnerShield 1-MIG R57
Fe Fe 2.4 InnerShield 1-MIG R58
EN
More welding programs are available by purchasing MatchCurve and MatchCustom products.
STEEL PACK FOR WISETHIN+
Group Material Wire ø (mm) Shielding gas Process Number
Fe Fe 0.8 Ar+15–25%CO₂ WiseThin+ F01
Fe Fe 0.9 Ar+15–25%CO₂ WiseThin+ F02
Fe Fe 1.0 Ar+15–25%CO₂ WiseThin+ F03
Fe Fe 1.2 Ar+15–25%CO₂ WiseThin+ F04
Fe Fe 0.8 CO₂ WiseThin+ F21
Fe Fe 0.9 CO₂ WiseThin+ F22
Fe Fe 1.0 CO₂ WiseThin+ F23
Fe Fe 1.2 CO₂ WiseThin+ F24
© Kemppi Oy / 1515
19
Page 22

EN
WORK PACK
Group Material Wire ø (mm) Shielding gas Process Number
Al AlMg5 1.2 Ar Pulse/Double Pulse A02
Al AlSi5 1.2 Ar Pulse/Double Pulse A12
Fe Fe 1.0 Ar+15–25%CO₂ Pulse/Double Pulse F03
Fe Fe 1.2 Ar+15–25%CO₂ Pulse/Double Pulse F04
Ss CrNiMo 19 12 1.0 Ar+2%CO₂ Pulse/Double Pulse S06
Ss CrNiMo 19 12 1.2 Ar+2%CO₂ Pulse/Double Pulse S04
Al AlMg5 1.2 Ar 1-MIG A02
Al AlSi5 1.2 Ar 1-MIG A12
Fe Fe 0.9 Ar+15–25%CO₂ 1-MIG F02
Fe Fe 1.0 Ar+15–25%CO₂ 1-MIG F03
Fe Fe 1.2 Ar+15–25%CO₂ 1-MIG F04
Fe Fe 0.9 CO₂ 1-MIG F22
Fe Fe 1.0 CO₂ 1-MIG F23
Fe Fe 1.2 CO₂ 1-MIG F24
Fe Fe Metal 1.2 Ar+15–25%CO₂ 1-MIG M04
Fe Fe Metal 1.2 CO₂ 1-MIG M24
Fe Fe Rutil 1.2 Ar+15–25%CO₂ 1-MIG R04
Fe Fe Rutil 1.2 CO₂ 1-MIG R14
Ss CrNiMo 19 12 1.0 Ar+2%CO₂ 1-MIG S03
Ss CrNiMo 19 12 1.2 Ar+2%CO₂ 1-MIG S04
Ss FC-CrNiMo 19 12 1.2 Ar+15–25%CO₂ 1-MIG S84
More welding programs are available by purchasing MatchCurve and MatchCustom products.
3.5 Arc voltage display
FastMig X is capable of measuring and showing the voltage close to the welding arc. By taking
this feature into use you don't need to be concerned about the voltage losses in welding
cables anymore. With this feature you are only required to set the voltage for the arc before
welding and after welding you can see the voltage close to the arc.
In order to use the arc voltage feature, follow these steps:
1. After setting up the welding equipment for the rst time, connect the voltage sensing
cable to the welding piece and the measurement cable between the wire feeder and the
power source.
2. If you are using a sub-feeder, enter the length of the sub-feeder to the SubFeederLength
parameter.
3. Set the welding parameters according to your application. Note that the set voltage
when using 1-MIG, MIG and WiseThin+ welding processes means always the voltage in
the arc despite of ArcVoltage setting.
4. Weld with 1-MIG, MIG or with Pulse MIG for at least 5 seconds. During that time the
welding machine calibrates itself for the welding cable length in question. Calibration
values are stored into the welding machine, therefore this calibration is required only
once after installing the welding machine package.
5. If you want to see arc voltage in panels during and after welding, turn the ArcVoltage
setting to ON in X 37 setup panel. Dot after voltage value in XF 37 or XF 38 panel means
that showed value is arc voltage. In the weld data after welding in X 37 panel 'AVol'
means also the arc voltage.
6. Voltage sensing cable can be removed after the calibration procedure, but it is
recommended to use it always.
NOTE! Steps 1-3 should be repeated every time, when the length of the welding or grounding cable
is changed.
20
FastMig MXP 37 Pipe, MXP 38
Page 23

4. BASIC TROUBLESHOOTING
NOTE! The problems listed and the possible causes are not denitive, but serve to suggest some
standard and typical situations that may present during normal environmental use when using
the MIG/MAG process with FastMig X 450 and MXP 37 Pipe or MXP 38.
Problem Check the following
Machine won’t work
Dirty, poor quality
weld
Variable welding
performance
Filler wire won’t feed
High spatter volume
Err1
Err 3
• Check mains plug is connected correctly
• Check mains power distribution is switched on
• Check the mains fuse and or circuit breaker
• Check power source 0/I switch is ON
• Check interconnection cable set and connectors between the power source and wire feed unit
are correctly fastened. See the manual schematic
• Check earth return lead is connected
• Check control panels are switched on.
• Check shielding gas supply
• Check and set gas ow rate
• Check gas type for application
• Check gun/electrode polarity
• Check correct welding program selected
• Check correct channel number selected on wire feeder control panel
• Check power supply – Phase down?
• Check wire feed mechanism is correctly adjusted
• Check correct drive rolls are tted
• Check wire spool overrun tension is correctly adjusted
• Check gun liner is not blocked, replace if necessary
• Check correct gun liner is tted for the ller wire size and type
• Check contact tip for size, type and wear
• Check gun is not over heating in application
• Check cable connections and earth return clamp
• Check welding parameter settings.
• Check that pressure arms are closed and adjusted in wire feed mechanism
• Check welding gun switch function
• Check Euro gun collar is correctly fastened
• Check gun liner is not blocked
• Check contact tip, size, type, wear
• Check and try alternative gun
• Check welding parameter values
• Check inductance/Dynamics values
• Check cable compensation value if long cables are tted
• Check gas type and ow
• Check welding polarity – cable connections
• Check ller material selection
• Check correct welding program selected
• Check correct channel number selection
• Check ller wire delivery system
• Check power supply – 3-phase present?
Power source is not calibrated or calibration data cannot be read
• Restart power source
• if the problem continues after multiple startups contact Kemppi service representative
Overvoltage in the mains supply
• Check the mains voltage
EN
© Kemppi Oy / 1515
21
Page 24

EN
Err 4
Err 5
Err 8
Err 9
Err 10
Err 12
Err 27
Err 42 or Err 43
Err 45
Err 50
Err 51
Err 52
Err 62
Err 81
MEM ERR & NO DAT
NO BUS
SUB ERR
NOTE! Many of these checks may be carried out by the operator. However certain checks relating to
mains power must be completed by an authorised trained electrician.
Power source is overheated
• Do not shut down, let the fans cool the machine.
• Check ventilation.
• If cooling fans are not running, contact Kemppi service representative.
Mains power supply voltage is too low or one of the phases is missing or auxiliary supply is
faulty
• Check the mains supply and auxiliary supply and contact Kemppi service representative if
necessary.
FPGA is not congured
• Restart the power source.
• If the error persists, contact Kemppi service representative
Loose cable connections
• Check the voltage sensing cable, measurement cable and earth return cable.
Illegal process
• The welding process is not available in this machine.
Plus and minus DIX cable connectors are in contact
• Check welding cables
Error in the liquid-cooling unit
• Check the connections in the cooling unit.
Over current in wire feeder motor
• Check that the welding gun and consumable parts are properly mounted
Gas guard alert
• Check the shielding gas, gas guard and all connections.
The function is not activated in this machine
• if you need this function, order a licence for it from a Kemppi representative.
Rear feed roll may be loose
• Check that the feed rolls are properly tightened.
Front feed roll may be loose
• Check that the feed rolls are properly tightened
Power source is not connected or not identied by the wire feeder
• Check the intermediate cable and its connections.
Welding program is not found
• If you need the welding program, order a licence for it from Kemppi representative.
Machine cannot complete read or write functions on the wire feeder memory card
• Check the cables and connections.
• Contact Kemppi service representative.
Control panel cannot establish a connection to the CAN bus
• Check the at cables and the control panels.
• Contact Kemppi service representative.
WF-number change error
• Connect only one wire feeder to system and try again.
22
NOTE! In the case of an error code other than the listed above, contact Kemppi service
representative.
FastMig MXP 37 Pipe, MXP 38
Page 25

5. MAINTENANCE
When considering and planning routine maintenance, please consider the frequency of
machine use and the working environment.
Correct operation of the machine and regular maintenance will help you avoid unnecessary
downtime and equipment failure.
NOTE! Disconnect the machine from the mains before handling the electrical cables.
5.1 Daily maintenance
• Check the overall condition of the welding gun. Remove welding spatter from the
contact tip and clean the gas nozzle. Replace worn or damaged parts. Only use original
Kemppi spare parts.
• Check the condition and connection of the welding circuit components: welding gun,
earth return cable and clamp, sockets and connectors.
• Check the condition of the feed rolls, needle bearings and shafts. Clean and lubricate
bearings and shafts with a small quantity of light machine oil if necessary. Assemble,
adjust and test function.
• Check that the feed rolls are suitable for the ller wire you are using, and that their
pressure adjustment is correct.
5.2 Periodic maintenance
NOTE! Periodic maintenance should only be carried out by a suitably qualied person. Disconnect
the plug of the machine from the mains socket and wait about 2 minutes (capacitor charge) before
removing the cover plate.
Check at least every half year:
• Electric connectors of the machine – clean any oxidized parts and tighten loose
connections.
NOTE! You must know the correct tension torques values before starting the reparation of the loose
joints.
Clean the inner parts of the machine from dust and dirt e.g. with a soft brush and vacuum
cleaner. Also clean the ventilation net behind the front grill.
Do not use compressed air, there is a risk that the dirt will compact even more tightly into
gaps of cooling proles.
Do not use pressure washing devices.
Only an authorized trained electrician should carry out repairs to Kemppi machines.
EN
5.3 Service Workshop maintenance
Kemppi Service Workshops complete maintenance according to their Kemppi service
agreement.
The major points in the maintenance procedure are listed as follows:
• Cleaning of the machine
• Checking and maintenance of the welding tools
• Checking of connectors, switches and potentiometers
• Checking of electric connections
• Checking of mains cable and plug
• Damaged parts or parts in bad condition are replaced by new ones
• Maintenance testing.
• Operation and performance values of the machine are checked, and when necessary
adjusted by means of software and test equipment.
Software loading
Kemppi Service Workshops can also test and load rmware and welding software.
© Kemppi Oy / 1515
23
Page 26

EN
6. DISPOSAL OF THE MACHINE
Do not dispose of electrical equipment with normal waste!
In observance of European Directive 2002/96/EC on waste electrical and electronic
equipment, and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and taken to an appropriate
environmentally responsible recycling facility.
The owner of the equipment is obliged to deliver a decommissioned unit to a regional
collection centre, as per the instructions of local authorities or a Kemppi representative. By
applying this European Directive you will improve the environment and human health.
7. ORDERING CODES
FastMig MXP 37 Pipe Steel wire feeder, 300 mm 6103700
FastMig MXP 37 Pipe Stainless wire feeder, 300 mm 6103710
FastMig MXP 38 wire feeder, 300 mm 6103720
Cables
Earth return cable 5 m, 50 mm² 6184511
Earth return cable 5 m, 70 mm² 6184711
MMA welding cable 5 m, 50 mm² 6184501
MMA welding cable 5 m, 70 mm² 6184701
Magnetic clamp (voltage sensing cable) 200 A 9871580
Magnetic clamp (earth return cable) 600 A 9871570
Interconnection cables, air cooled
FASTMIG X 70-1.8-GH 1.8 m 6260468
FASTMIG X 70-5-GH 5 m 6260469
FASTMIG X 70-10-GH 10 m 6260470
FASTMIG X 70-20-GH 20 m 6260471
FASTMIG X 70-30-GH 30 m 6260472
– For other lengths, please contact Kemppi.
Interconnection cables, liquid-cooled
FASTMIG X 70-1.8-WH 1.8 m 6260473
FASTMIG X 70-5-WH 5 m 6260474
FASTMIG X 70-10-WH 10 m 6260475
FASTMIG X 70-20-WH 20 m 6260476
FASTMIG X 70-30-WH 30 m 6260477
– For other lengths, please contact Kemppi.
Software products
MatchLog™ 9991017
MatchChannel™ Included with MatchLog™ licence
24
FastMig MXP 37 Pipe, MXP 38
Page 27

WisePulseMig™ licence for pulse welding Included with MXP 37 Pipe Stainless and MXP 38
wire feeders
WiseRoot+™ Included with MXP 37 wire feeder 9990418
WiseThin+™ Included with MXP 38 wire feeder 9990419
WiseFusion™ Included with MXP 37 wire feeder 9991014
WisePenetration™ function 9991000
Pipe Steel welding program package Inlcuded with FastMig MXP 37 Pipe Steel wire
feeder
Pipe Stainless welding program package Inlcuded with FastMig MXP 37 Pipe Stainless wire
feeder
Steel Pack for WiseThin+ welding program package Included with MXP 38 wire feeder 99904301
Work Pack Included with MXP 38 wire feeder 99904230
– Other welding software available.
9990417
99904274
99904275
Accessories
Cooling unit FastCool 10 6068100
SuperSnake GT02S sub feeder 10 m 6153100
SuperSnake GT02S sub feeder 15 m 6153150
SuperSnake GT02S sub feeder 20 m 6153200
SuperSnake GT02S sub feeder 25 m 6153250
SuperSnake GT02S W sub feeder 10 m 6154100
SuperSnake GT02S W sub feeder 15 m 6154150
SuperSnake GT02S W sub feeder 20 m 6154200
SuperSnake GT02S W sub feeder 25 m 6154250
SuperSnake GT02S sub feeder synchronization unit
for MXF and MXP wire feeders
KV 200 mounting plate for two wire feeders and
TIG unit
Gun holder GH 30 6256030
Transport unit PM 500 6185291
Remote control unit R10 5 m 6185409
Remote control unit R10 10 m 618540901
Remote control unit R20 5 m 6185419
Remote control unit R30 DataRemote 5 m 6185420
Remote control unit R30 DataRemote 10 m 618542001
Remote control extension cable 10 m 6185481
DataGun software installation tool 6265023
W004030
6185249
EN
© Kemppi Oy / 1515
25
Page 28

EN
MIG guns
PMT MN 1.2 mm / 60° / L198 / ROOT 3.5 m 62503230N04
PMT MN 1.2 mm / 60° / L168 / ROOT 3.5 m 62503230N06
PMT MN 1.2 mm / 60° / L198 / ROOT 5 m 62503250N04
PMT MN 1.2 mm / 60° / L198 3.5 m 62503230N08
PMT MN 1.2 mm / 60° / L198 5 m 62503250N08
PMT MN 1.2 mm / 45° / L222 3.5 m 62503230N02
PMT MN 1.2 mm / 45° / L222 5 m 62503250N02
PMT MN 1.0 mm / Ss / 60° / L198 / ROOT 5 m 62503250N03SS
PMT MN 1.0 mm / Ss / 60° / L198 5 m 62503250N07SS
PMT MN 1.0 mm / Ss / 45° / L222 5 m 62503250N01SS
Neck 45° / L222 SP007229
Neck 60° / L198 / ROOT SP007811
Neck 60° / L168 / ROOT SP007810
Neck 60° / L198 SP008006
Neck 60° / L168 SP008007
PMT 35 3 m 6253513
PMT 35 4.5 m 6253514
PMT 42 3 m 6254213
PMT 42 4.5 m 6254214
PMT 50 3 m 6255013
PMT 50 4.5 m 6255014
PMT 30W 3 m 6253043
PMT 30W 4.5 m 6253044
PMT 42W 3 m 6254203
PMT 42W 4.5 m 6254204
PMT 52W 3 m 6255203
PMT 52W 4.5 m 6255204
WS 35 AL 1.2 mm 6 m 6253516A12
WS 30 W AL 1.2 – 1.6 mm 6 m 6253046A12
WS 30 W AL 1.2 – 1.6 mm 8 m 6253048A12
WS 42 W AL 1.2 – 1.6 mm 6 m 6254206A12
WS 42 W AL 1.2 – 1.6 mm 8 m 6254208A12
WS 35 Ss 1.0 mm 6 m 6253516S10
WS 30 W Ss 1.0 mm 6 m 6253046S10
WS 30 W Ss 1.2 mm 6 m 6253046S12
WS 30 W Ss 1.0 mm 8 m 6253048S10
WS 30 W Ss 1.2 mm 8 m 6253048S12
WS 42 W Ss 1.0 mm 6 m 6254206S10
WS 42 W Ss 1.2 mm 6 m 6254206S12
WS 42 W Ss 1.0 mm 8 m 6254208S10
WS 42 W Ss 1.2 mm 8 m 6254208S12
For a complete list of welding guns, please visit Kemppi web site at www.kemppi.com.
26
FastMig MXP 37 Pipe, MXP 38
Page 29

8. TECHNICAL DATA
Operating voltage (safety voltage)
Rated power
Output 40 °C
Wire feed speed
Wire feed mechanism
Diameter of feed rolls
Filler wires
Wire spool
Maximum gas pressure
Gun connection
Operation temperature range
Storage temperature range
EMC class
Degree of protection
External dimensions
Weight
FastMig MXP 37 Pipe FastMig MXP 38
50 V DC 50 V DC
250 W 100 W
60 % ED 520 A 520 A
100 % ED 440 A 440 A
0.5 – 25 m/min 1 – 25 m/min
4-roll, two motors 4-roll
32 mm 32 mm
ø Fe, Ss 0.6 – 2.0 mm 0.6 – 1.6 mm
ø Cored wire 0.8 – 2.4 mm 0.8 – 2.0 mm
ø Al 0.8 – 2.4 mm 1.0 – 2.4 mm
max. weight 20 kg 20 kg
max. ø 300 mm 300 mm
0.5 MPa 0.5 MPa
Euro Euro
-20…+40 °C -20 ... +40 °C
-40…+60 °C -40 ... +60 °C
A A
IP23S IP23S
L x W x H 590 x 240 x 445 mm 625 x 243 x 476 mm
13.1 kg 12.5 kg
EN
© Kemppi Oy / 1515
27
Page 30

KEMPPI OY
Kempinkatu 1
PL 13
FIN-15801 LAHTI
FINLAND
Tel +358 3 899 11
Telefax +358 3 899 428
export@kemppi.com
www.kemppi.com
Kotimaan myynti:
Tel +358 3 899 11
Telefax +358 3 734 8398
myynti.@kemppi.com
KEMPPI SVERIGE AB
Box 717
S-194 27 UPPLANDS VÄSBY
SVERIGE
Tel +46 8 590 783 00
Telefax +46 8 590 823 94
sales.se@kemppi.com
KEMPPI NORGE A/S
Postboks 2151, Postterminalen
N-3103 TØNSBERG
NORGE
Tel +47 33 346000
Telefax +47 33 346010
sales.no@kemppi.com
KEMPPI DANMARK A/S
Literbuen 11
DK-2740 SKOVLUNDE
DANMARK
Tel +45 4494 1677
Telefax +45 4494 1536
sales.dk@kemppi.com
KEMPPI BENELUX B.V.
NL-4801 EA BREDA
NEDERLAND
Tel +31 765717750
Telefax +31 765716345
sales.nl@kemppi.com
KEMPPI (UK) LTD
Martti Kemppi Building
Fraser Road
Priory Business Park
BEDFORD, MK44 3WH
UNITED KINGDOM
Tel +44 (0)845 6444201
Telefax +44 (0)845 6444202
sales.uk@kemppi.com
KEMPPI FRANCE S.A.S.
65 Avenue de la Couronne des Prés
78681 EPONE CEDEX
FRANCE
Tel +33 1 30 90 04 40
Telefax +33 1 30 90 04 45
sales.fr@kemppi.com
KEMPPI GMBH
Perchstetten 10
D-35428 LANGGÖNS
DEUTSCHLAND
Tel +49 6 403 7792 0
Telefax +49 6 403 779 79 74
sales.de@kemppi.com
KEMPPI SPÓŁKA Z O.O.
Ul. Borzymowska 32
03-565 WARSZAWA
POLAND
Tel +48 22 7816162
Telefax +48 22 7816505
info.pl@kemppi.com
KEMPPI AUSTRALIA PTY LTD
13 Cullen Place
P.O. Box 5256, Greystanes NSW 2145
SMITHFIELD NSW 2164
AUSTRALIA
Tel. +61 2 9605 9500
Telefax +61 2 9605 5999
info.au@kemppi.com
OOO KEMPPI
Polkovaya str. 1, Building 6
127018 MOSCOW
RUSSIA
Tel +7 495 240 84 03
Telefax +7 495 240 84 07
info.ru@kemppi.com
ООО КЕМППИ
ул. Полковая 1, строение 6
127018 Москва
Tel +7 495 240 84 03
Telefax +7 495 240 84 07
info.ru@kemppi.com
KEMPPI, TRADING (BEIJING) COMPANY LTD
Unit 105, 1/F, Building #1,
No. 26 Xihuan South Rd.,
Beijing Economic-Technological Development
Area (BDA),
100176 BEIJING
CHINA
Tel +86-10-6787 6064
+86-10-6787 1282
Telefax +86-10-6787 5259
sales.cn@kemppi.com
肯倍贸易(北京)有限公司
中国北京经济技术开发区
西环南路26号
1号楼1层105室(100176)
电话:+86-10-6787 6064/1282
传真:+86-10-6787 5259
sales.cn@kemppi.com
KEMPPI INDIA PVT LTD
LAKSHMI TOWERS
New No. 2/770,
First Main Road,
Kazura Garden,
Neelankarai,
CHENNAI - 600 041
TAMIL NADU
Tel +91-44-4567 1200
Telefax +91-44-4567 1234
sales.india@kemppi.com
KEMPPI WELDING SOLUTIONS SDN BHD
No 12A, Jalan TP5A,
Taman Perindustrian UEP,
47600 Subang Jaya,
SELANGOR, MALAYSIA
Tel +60 3 80207035
Telefax +60 3 80207835
sales.malaysia@kemppi.com
1903700
1515
www.kemppi.com
 Loading...
Loading...