

Page 1
SERVICE MANUAL
DVD VIDEO RECORDER & VIDEO CASSETTE RECORDER
YD087200511
DR-MV2SEL,DR-MV2SEU,
DR-MV2SEY,DR-MV2SEZ
Area Suffix
EL ------------ South Europe
EU -------- Western Europe
EY -------- Northern Europe
EZ --------- Eastern Europe
STANDBY/ON
OPEN/
CLOSE
SET UP
ON SCREEN
EJECT
VCR DVD
REPEAT
ABC.@/: DEF
JKLGHI MNO
TUVPQRS WXYZ
CLEAR AUDIO
TIMERPROG
SHOWVIEW
DUBBING
VCR REC
REC
REC
SPEED
MONITOR
ENTER
PLAYSLOW SLOW
RM-SDR057E
ZOOM
PR
MENU/LISTTOP MENU
RETURN
PAUSEDVD REC STOP
VCR
VCR
SEARCH
SLOW
VCR
SYSTEM
STANDBY/ON
VCR
R
R
DUBBING
PR
VCR/DVD
DVD
S-VIDEO VIDEO
(MONO)
L-
VCR DVD
AUDIO-R
DR-MV2SEL, DR-MV2SEU, DR-MV2SEY, DR-MV2SEZ [D5RV02]
Since the whole DVD mechanism assembly unit is replaced, the
DVD recorder mechanism of this unit need not be adjusted.
TABLE OF CONTENTS
1 PRECAUTION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
2 SPECIFIC SERVICE INSTRUCTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-10
3 DISASSEMBLY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-11
4 ADJUSTMENT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-27
5 TROUBLESHOOTING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-36
COPYRIGHT © 2005 Victor Company of Japan, Limited
No.YD087
2005/11
Page 2
SPECIFICATION
DR-MV2SEL,DR-MV2SEU,DR-MV2SEY,DR-MV2SEZ
General
System DVD-Video, DVD-RW / R, DVD+RW / R, CD-DA, CD-RW / R, Video Cassette Tape
VCR video heads Four heads
Power requirements 220-240 V~±10%, 50 Hz ±0.5%
Power consumption 35 W (standby: 5.0 W)
Weight 4.3 kg
Dimensions (width x height x depth) 435 x 99.5 x 262 mm
Operating temperature
Operating humidity Less than 80% (no condensation)
TV format PAL B / G
Recording
Recording format Video Recording format (DVD-RW only),
Recordable discs DVD-ReWritable, DVD-Recordable
Video recording format Sampling frequency 13.5 MHz
Compression format MPEG
Audio recording format Sampling frequency 48 kHz
Compression format Dolby Digital
Tuner
Receivable channels E2-E69
Note
• . The specifications and design of this product are subject to change without notice.
5ºC~40ºC
Video format (DVD-RW, DVD-R)
1-2 (No.YD087)
Page 3
SECTION 1
PRECAUTION
1.1 IMPORTANT SAFETY PRECAUTIONS
1.1.1 Product Safety Notice
Some electrical and mechanical parts have special safety-related characteristics which are often not evident from visual inspection, nor can the protection they give necessarily be obtained by
replacing them with components rated for higher voltage, wattage, etc. Parts that have special safety characteristics are identified by a on schematics and in parts lists. Use of a substitute
replacement that does not have the same safety characteristics
as the recommended replacement part might create shock, fire,
and/or other hazards. The Product's Safety is under review continuously and new instructions are issued whenever appropriate.
Prior to shipment from the factory, our products are carefully inspected to confirm with the recognized product safety and electrical codes of the countries in which they are to be sold.
However, in order to maintain such compliance, it is equally important to implement the following precautions when a set is being serviced.
1.1.2 Precautions during Servicing
(1) Parts identified by the symbol are critical for safety. Re-
place only with part number specified.
(2) In addition to safety, other parts and assemblies are spec-
ified for conformance with regulations applying to spurious
radiation. These must also be replaced only with specified
replacements.
Examples: RF converters, RF cables, noise blocking capacitors, and noise blocking filters, etc.
(3) Use specified internal wiring. Note especially:
a) Wires covered with PVC tubing
b) Double insulated wires
c) High voltage leads
(4) Use specified insulating materials for hazardous live parts.
Note especially:
a) Insulation tape
b) PVC tubing
c) Spacers
d) Insulators for transistors
(5) When replacing AC primary side components (transform-
ers, power cord, etc.), wrap ends of wires securely about
the terminals before soldering.
(6) Observe that the wires do not contact heat producing parts
(heatsinks, oxide metal film resistors, fusible resistors,
etc.).
(7) Check that replaced wires do not contact sharp edges or
pointed parts.
(8) When a power cord has been replaced, check that 5 - 6 kg
of force in any direction will not loosen it.
(9) Also check areas surrounding repaired locations.
(10) Be careful that foreign objects (screws, solder droplets,
etc.) do not remain inside the set.
(11) Crimp type wire connector
The power transformer uses crimp type connectors which
connect the power cord and the primary side of the transformer. When replacing the transformer, follow these steps
carefully and precisely to prevent shock hazards.
Replacement procedure
a) Remove the old connector by cutting the wires at a
point close to the connector.
Important: Do not re-use a connector. (Discard
it.)
b) Strip about 15 mm of the insulation from the ends of
the wires. If the wires are stranded, twist the strands
to avoid frayed conductors.
c) Align the lengths of the wires to be connected. Insert
the wires fully into the connector.
d) Use a crimping tool to crimp the metal sleeve at its
center. Be sure to crimp fully to the complete closure
of the tool.
(12) When connecting or disconnecting the internal connectors,
first, disconnect the AC plug from the AC outlet.
(No.YD087)1-3
Page 4
1.1.3 Safety Check after Servicing
Examine the area surrounding the repaired location for damage
or deterioration. Observe that screws, parts, and wires have
been returned to their original positions. Afterwards, do the following tests and confirm the specified values to verify compliance with safety standards.
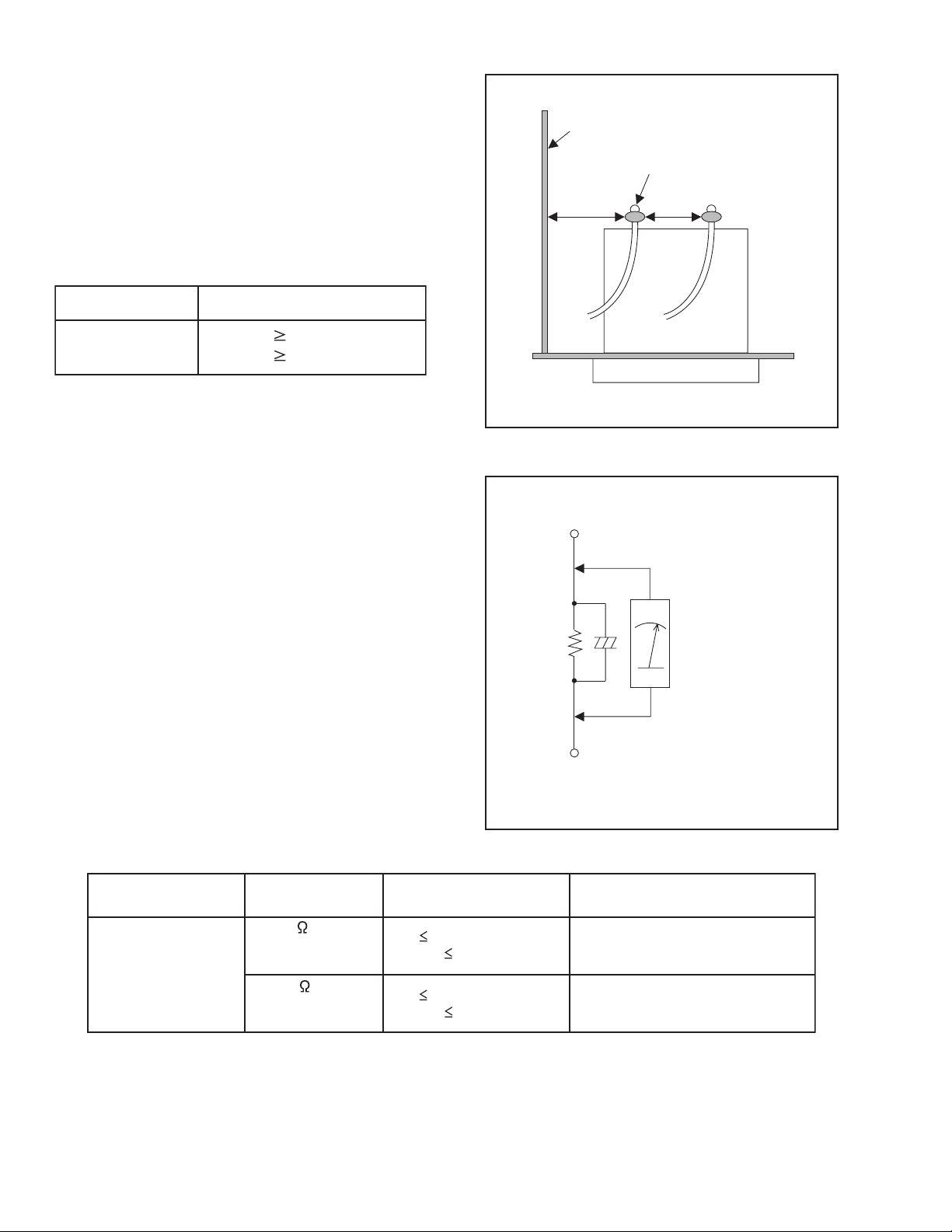
1.1.3.1 Clearance Distance
When replacing primary circuit components, confirm specified
clearance distance (d) and (d') between soldered terminals, and
between terminals and surrounding metallic parts. (See Fig.1)
Table 1 : Ratings for selected area
AC Line Volt age Clearance Dist ance (d), (d’)
Chassis or Secondary Conductor
Primary Circuit Terminals
dd'
220 to 240 V
Note:
This table is unofficial and for reference only.
Be sure to confirm the precise values.
1.1.3.2 Leakage Current Test
Confirm the specified (or lower) leakage current between B
(earth ground, power cord plug prongs) and externally exposed
accessible parts (RF terminals, antenna terminals, video and audio input and output terminals, microphone jacks, earphone
jacks, etc.) is lower than or equal to the specified value in the table below.
Measuring Method (Power ON) :
Insert load Z between B (earth ground, power cord plug
prongs) and exposed accessible parts. Use an AC voltmeter to
measure across the terminals of load Z. See Fig. 2 and the following table.
3 mm(d)
6 mm(d’)
Fig.1
Exposed Accessible Part
Z
One side of
B
Power Cord Plug Prongs
AC Voltmeter
(High Impedance)
Table 2: Leakage current ratings for selected areas
AC Line Volta ge Load Z Leak age Cur rent (i)
2k
RES.
Connected in
220 to 240 V
parallel
50k RES.
Connected in
parallel
Note:
This table is unofficial and for reference only. Be sure to confirm the precise values.
1-4 (No.YD087)
i0.7mA AC Peak
i2mA DC
i0.7mA AC Peak
i2mA DC
Fig.2
One side of po wer cord plug
prongs (B) to:
RF or
Antenna terminals
A/V Input, Output
Page 5
1.2 STANDARD NOTES FOR SERVICING
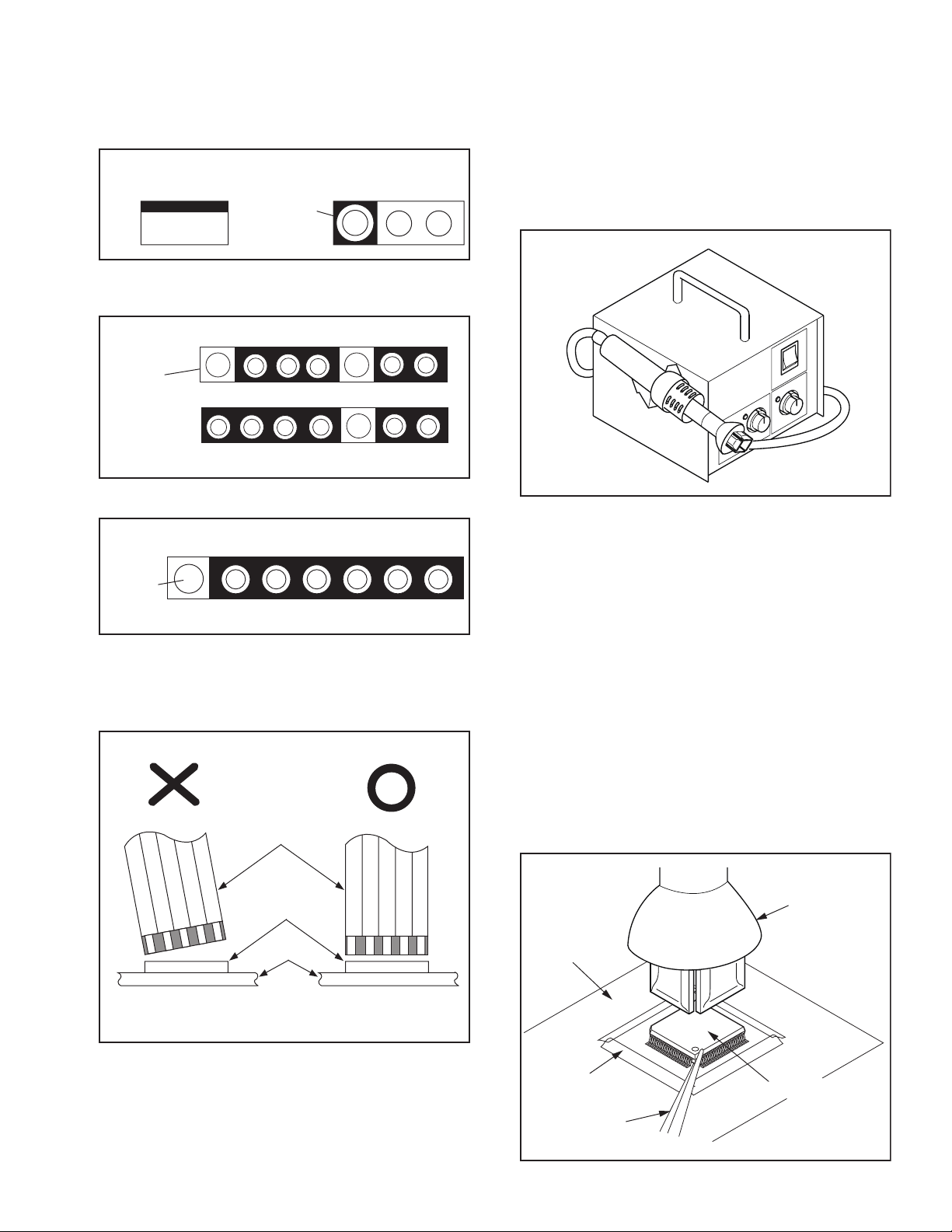
1.2.1 Circuit Board Indications
(1) The output pin of the 3 pin Regulator ICs is indicated as
shown.
Top View
Bottom View
Input
Out
(2) For other ICs, pin 1 and every fifth pin are indicated as
shown.
In
5
Pin 1
10
1.2.3 Pb (Lead) Free Solder
When soldering, be sure to use the Pb free solder.
1.2.4 How to Remove / Install Flat Pack-IC
1.2.4.1 Removal
1.2.4.1.1 With Hot-Air Flat Pack-IC Desoldering Machine:.
(1) Prepare the hot-air flat pack-IC desoldering machine, then
apply hot air to the Flat Pack-IC (about 5 to 6 seconds).
(Fig. 1)
(3) The 1st pin of every male connector is indicated as shown.
Pin 1
1.2.2 Instructions for Connectors
(1) When you connect or disconnect the FFC (Flexible Foil
Connector) cable, be sure to first disconnect the AC cord.
(2) FFC (Flexible Foil Connector) cable should be inserted
parallel into the connector, not at an angle.
FFC Cable
Connector
CBA
Fig.1
(2) Remove the flat pack-IC with tweezers while applying the
hot air.
(3) Bottom of the flat pack-IC is fixed with glue to the CBA;
when removing entire flat pack-IC, first apply soldering iron
to center of the flat pack-IC and heat up. Then remove
(glue will be melted). (Fig. 6)
(4) Release the flat pack-IC from the CBA using tweezers.
(Fig. 6)
1.2.4.1.2 Caution:
(1) The Flat Pack-IC shape may differ by models. Use an ap-
propriate hot-air flat pack-IC desoldering machine, whose
shape matches that of the Flat Pack-IC.
(2) Do not supply hot air to the chip parts around the flat pack-
IC for over 6 seconds because damage to the chip parts
may occur. Put masking tape around the flat pack-IC to
protect other parts from damage. (Fig. 2)
(3) The flat pack-IC on the CBA is affixed with glue, so be care-
ful not to break or damage the foil of each pin or the solder
lands under the IC when removing it.
Hot-air
Flat Pack-IC
Desoldering
Machine
CBA
* Be careful to avoid a short circuit.
Masking
Ta pe
Tweezers
Flat Pack-IC
Fig.2
(No.YD087)1-5
Page 6
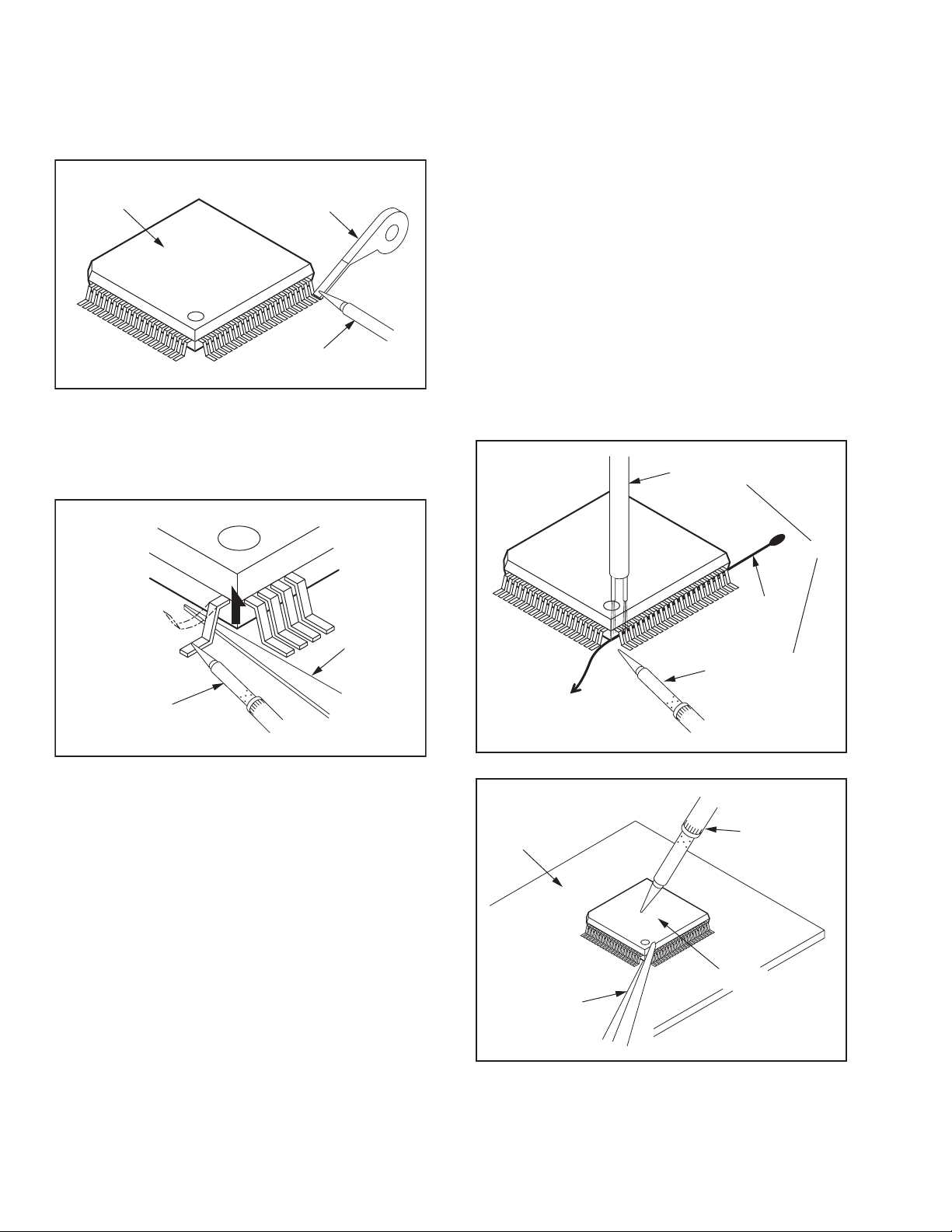
1.2.4.1.3 With Soldering Iron:
(1) Using desoldering braid, remove the solder from all pins of
the flat pack-IC. When you use solder flux which is applied
to all pins of the flat pack-IC, you can remove it easily. (Fig.
3)
Flat Pack-IC
Desoldering Braid
Soldering Iron
Fig.3
(2) Lift each lead of the flat pack-IC upward one by one, using
a sharp pin or wire to which solder will not adhere (iron
wire). When heating the pins, use a fine tip soldering iron
or a hot air desoldering machine. (Fig. 4)
1.2.4.1.4 With Iron Wire:
(1) Using desoldering braid, remove the solder from all pins of
the flat pack-IC. When you use solder flux which is applied
to all pins of the flat pack-IC, you can remove it easily. (Fig.
3)
(2) Affix the wire to a workbench or solid mounting point, as
shown in Fig. 5
(3) While heating the pins using a fine tip soldering iron or hot
air blower, pull up the wire as the solder melts so as to lift
the IC leads from the CBA contact pads as shown in Fig. 5
(4) Bottom of the flat pack-IC is fixed with glue to the CBA;
when removing entire flat pack-IC, first apply soldering iron
to center of the flat pack-IC and heat up. Then remove
(glue will be melted). (Fig. 6)
(5) Release the flat pack-IC from the CBA using tweezers.
(Fig. 6)
Note:
When using a soldering iron, care must be taken to ensure that the flat pack-IC is not being held by glue. When
the flat pack-IC is removed from the CBA, handle it gently because it may be damaged if force is applied.
Hot Air Blower
Sharp
Pin
Fine Tip
Soldering Iron
Fig.4
(3) Bottom of the flat pack-IC is fixed with glue to the CBA;
when removing entire flat pack-IC, first apply soldering iron
to center of the flat pack-IC and heat up. Then remove
(glue will be melted). (Fig. 6)
(4) Release the flat pack-IC from the CBA using tweezers.
(Fig. 6)
To Solid
Mounting Point
CBA
Tweezers
or
Iron Wire
Soldering Iron
Fig.5
Fine Tip
Soldering Iron
Flat Pack-IC
1-6 (No.YD087)
Fig.6
Page 7
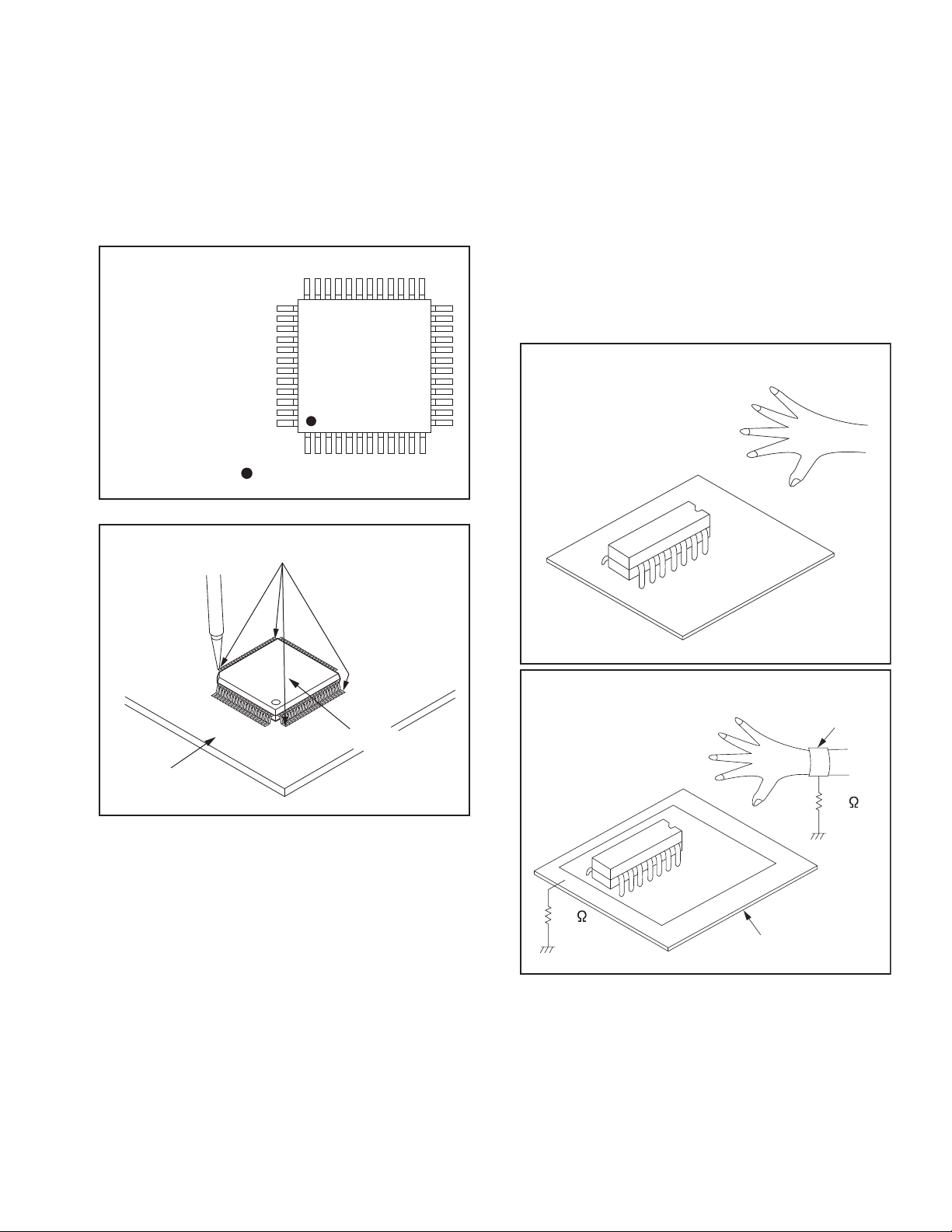
1.2.4.2 Installation
(1) Using desoldering braid, remove the solder from the foil of
each pin of the flat pack-IC on the CBA so you can install a
replacement flat pack-IC more easily.
(2) The "z" mark on the flat pack-IC indicates pin 1. (See Fig.
7) Be sure this mark matches the 1 on the PCB when positioning for installation. Then presolder the four corners of
the flat pack-IC. (See Fig. 8)
(3) Solder all pins of the flat pack-IC. Be sure that none of the
pins have solder bridges.
Example :
Pin 1 of the Flat Pack-IC
is indicated by a " " mark.
Fig.7
1.2.5 Instructions for Handling Semi-conductors
Electrostatic breakdown of the semi-conductors may occur due
to a potential difference caused by electrostatic charge during
unpacking or repair work.
1.2.5.1 Ground for Human Body
Be sure to wear a grounding band (1MΩ) that is properly ground-
ed to remove any static electricity that may be charged on the
body.
1.2.5.2 Ground for Workbench
(1) Be sure to place a conductive sheet or copper plate with
proper grounding (1MΩ) on the workbench or other sur-
face, where the semi-conductors are to be placed. Because the static electricity charge on clothing will not
escape through the body grounding band, be careful to
avoid contacting semi-conductors with your clothing.
< Incorrect >
CBA
Presolder
Fig.8
CBA
< Correct >
Grounding Band
Flat Pack-IC
1M
CBA
1M
Conductive Sheet or
Copper Plate
(No.YD087)1-7
Page 8
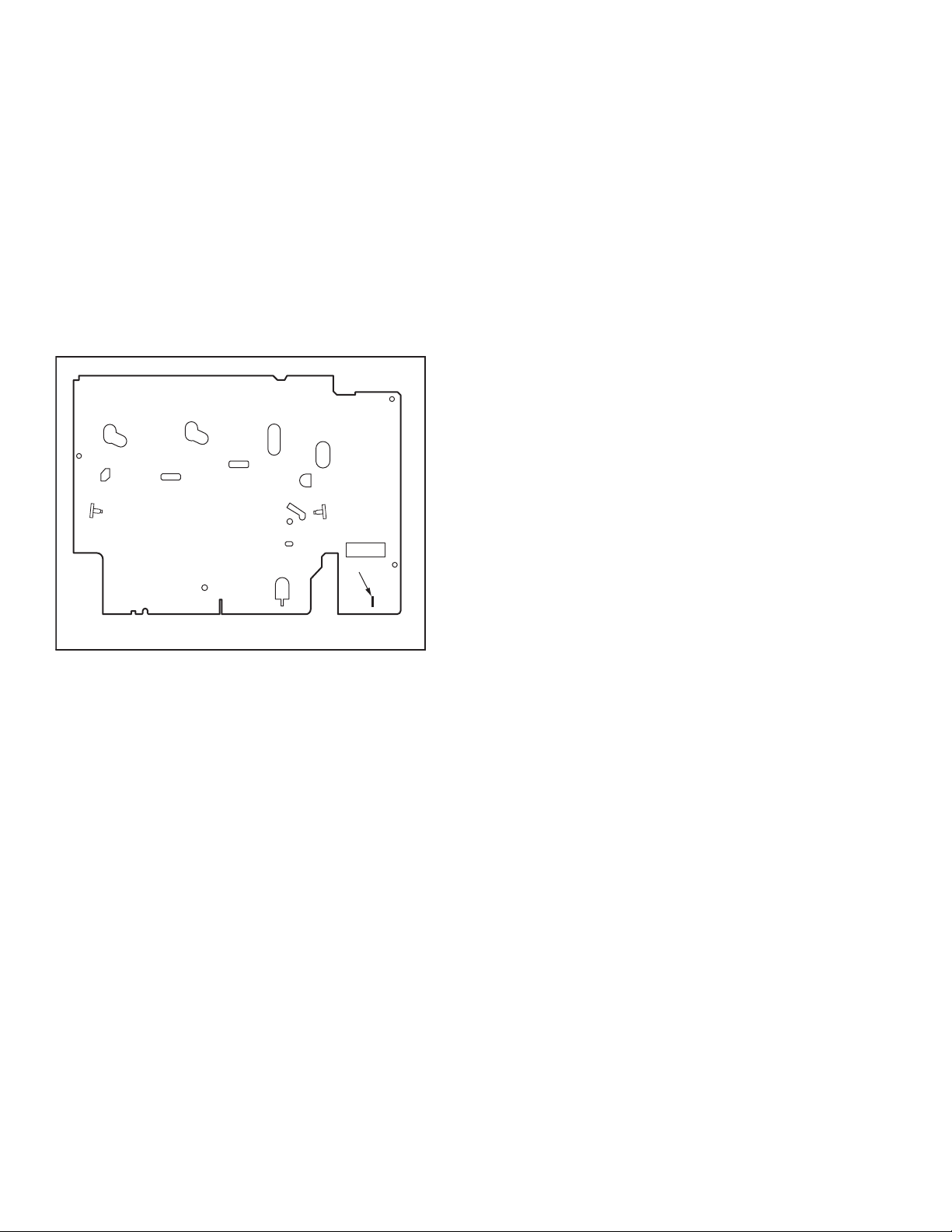
1.3 PREPARATION FOR SERVICING
1.3.1 How to Enter the Service Mode
1.3.1.1 About Optical Sensors
Caution:
An optical sensor system is used for the Tape Start and End
Sensors on this equipment. Carefully read and follow the instructions below. Otherwise the unit may operate erratically.
What to do for preparation
Insert a tape into the Deck Mechanism Assembly and press
the PLAY button. The tape will be loaded into the Deck Mechanism Assembly. Make sure the power is on, connect TP507
(S-INH) to GND. This will stop the function of Tape Start Sensor, Tape End Sensor and Reel Sensors. (If these TPs are
connected before plugging in the unit, the function of the sensors will stay valid.) See Fig. 1.
Q503
Q504
S-INH
TP501
Fig.1
Note:
Because the Tape End Sensors are inactive, do not run a tape
all the way to the start or the end of the tape to avoid tape damage.
1-8 (No.YD087)
Page 9
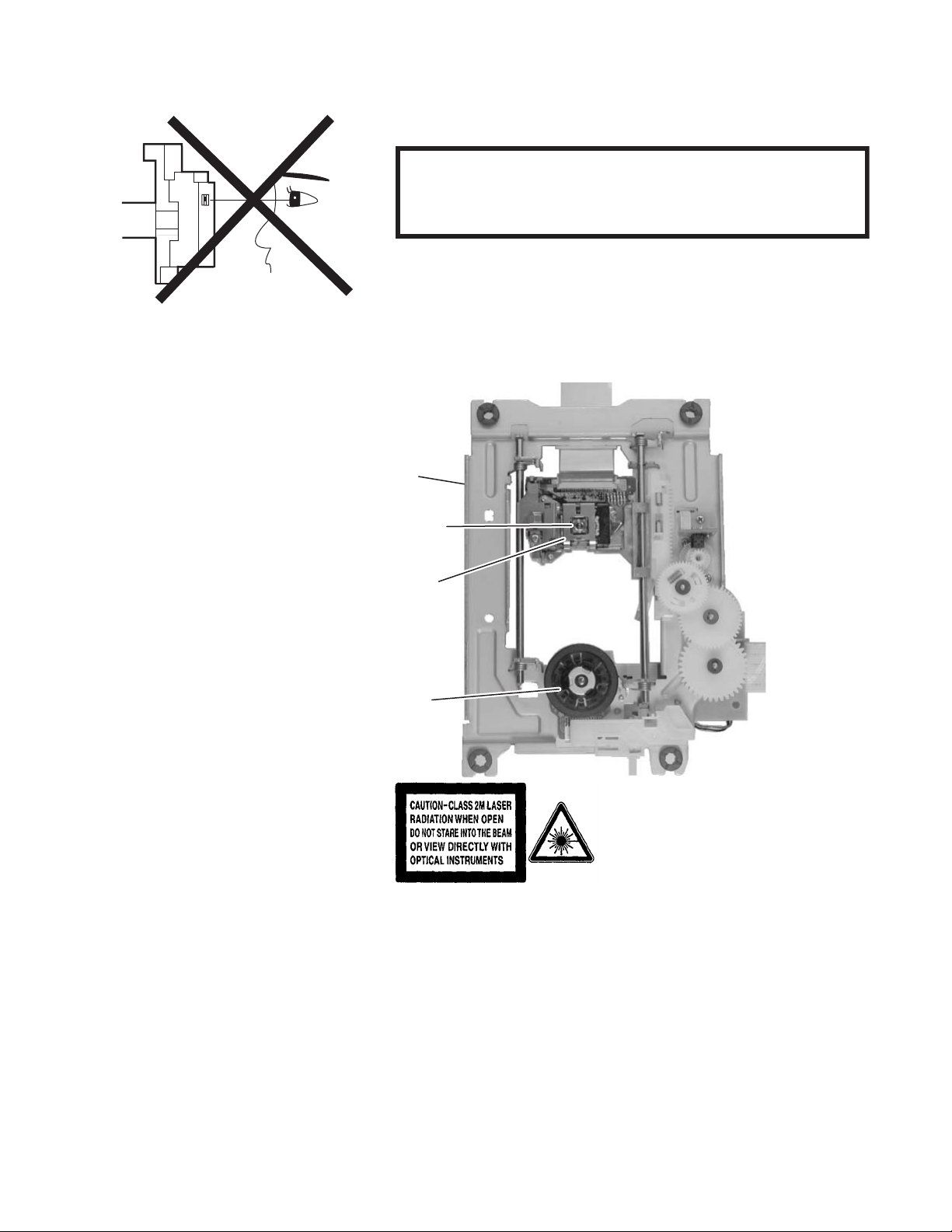
1.4 LASER BEAM SAFETY PRECAUTIONS
This DVD player uses a pickup that emits a laser beam.
Do not look directly at the laser beam coming
from the pickup or allow it to strike against your
skin.
The laser beam is emitted from the location shown in the figure. When checking the laser diode, be sure to keep your eyes at least 30
cm away from the pickup lens when the diode is turned on. Do not look directly at the laser beam.
CAUTION:
Use of controls and adjustments, or doing procedures other than those specified herein, may result in hazardous radiation exposure.
Drive Mechanism Assembly
Laser Beam Radiation
Laser Pickup
Turntable
Location: Top of DVD mechanism.
(No.YD087)1-9
Page 10

SECTION 2
SPECIFIC SERVICE INSTRUCTIONS
This service manual does not describe SPECIFIC SERVICE INSTRUCTIONS.
1-10 (No.YD087)
Page 11
SECTION 3
DISASSEMBLY
3.1 CABINET DISASSEMBLY INSTRUCTIONS
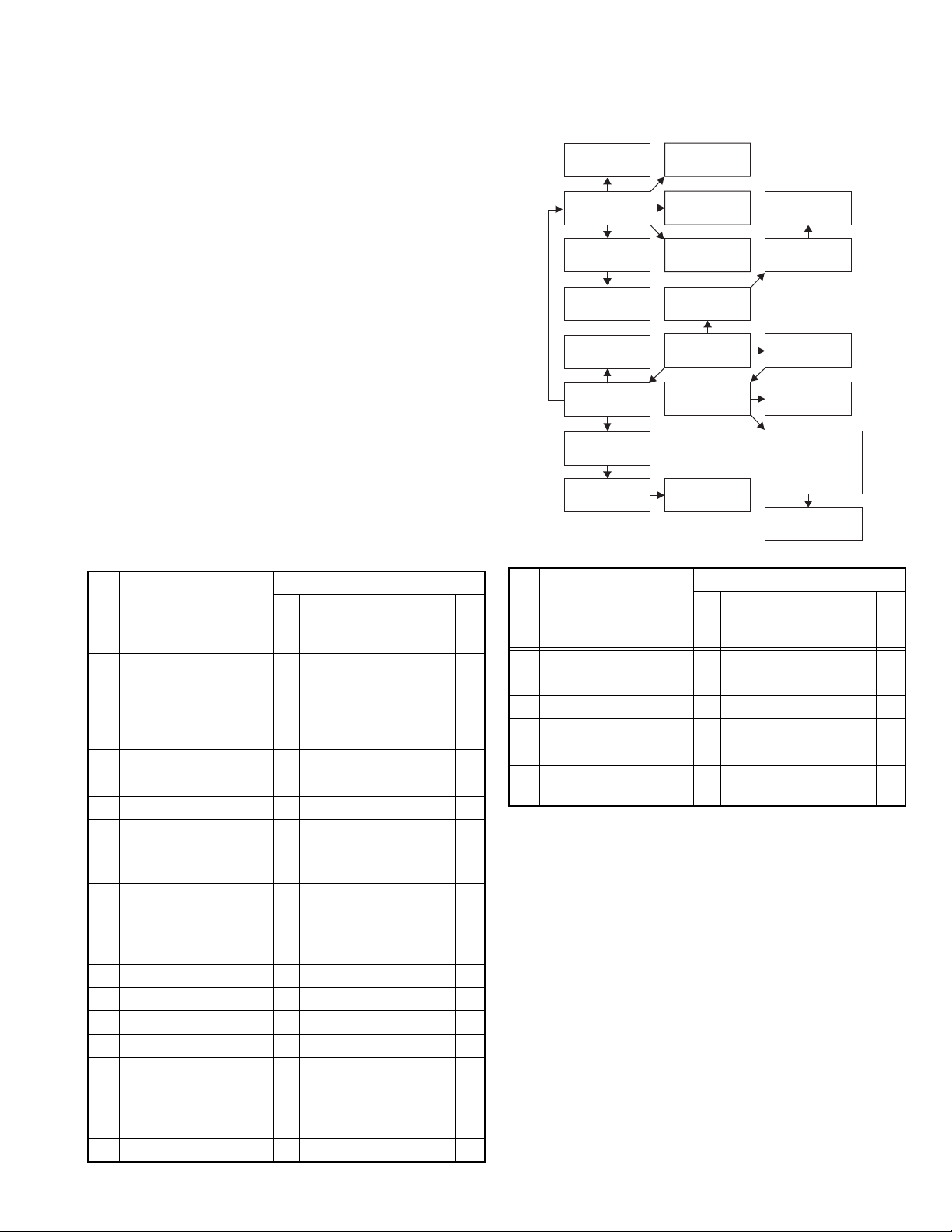
3.1.1 Disassembly Flowchart
This flowchart indicates the disassembly steps to gain access to
item(s) to be serviced. When reassembling, follow the steps in
reverse order. Bend, route, and dress the cables as they were
originally.
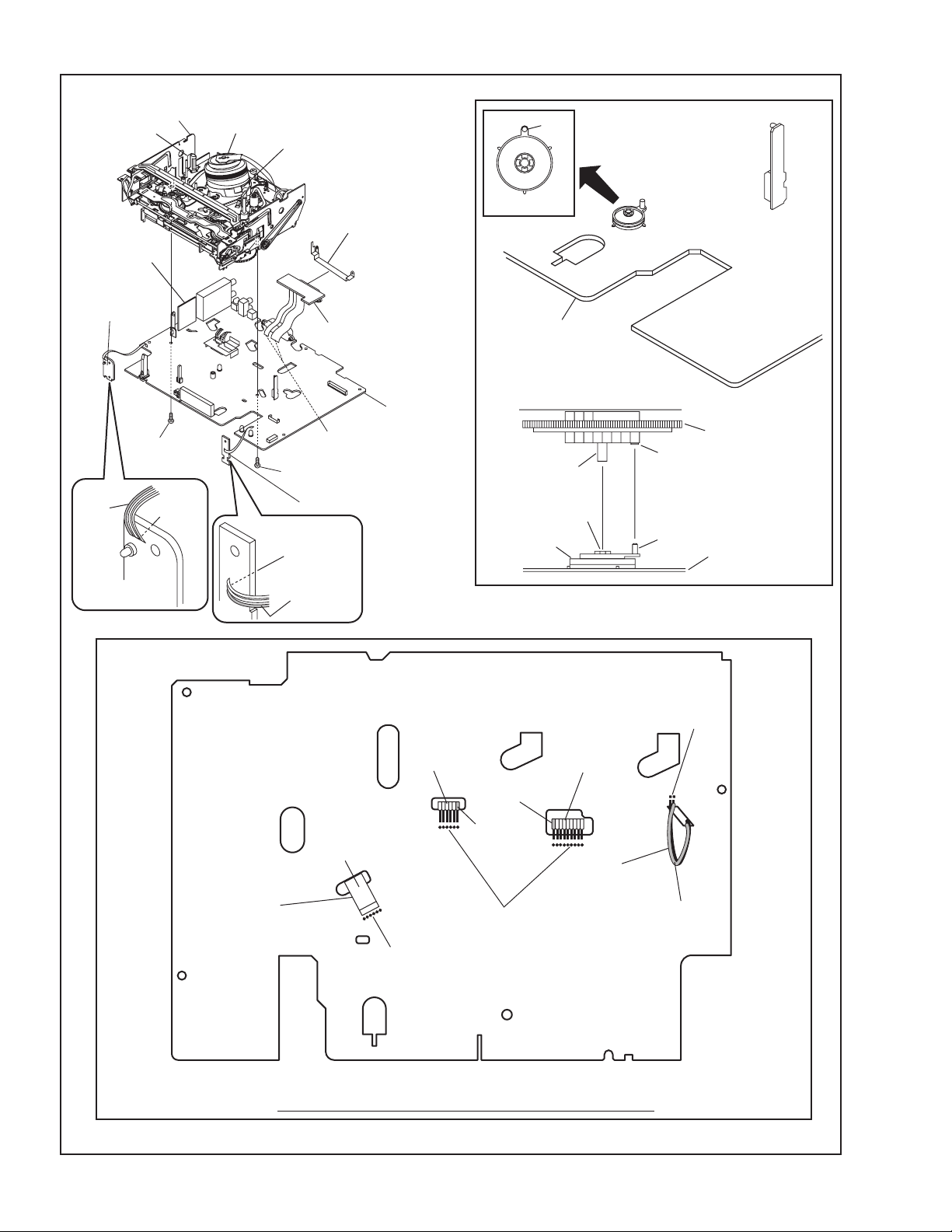
3.1.2 Disassembly Method
ID/
PART REMOVAL
Loc.
No.
Fig.
REMOVE/*UNHOOK/
No.
UNLOCK/RELEASE/
Note
UNPLUG/DESOLDER
[1] Top Cover 1 6(S-1) -
[2] Front Assembly 2 *5(L-1), *3(L-2),*CN1505 (1)
a)
b)
c)
[3] Front Bracket 2 2(S-2), (S-3), -
[4] Radiation Sheet 2 ---------- -
[5] Jack Bracket 3 2(S-4) -
[6] Front Jack CBA 3 Jack Earth Plate -
[7] DVD Mechanism&DVD
Main CBA Assembly
[8] Rear Panel Unit 5 2(S-6A), 2(S-6B),
4 2(S-5A), 2(S-5B),
*CN501, *CN601
-
3(S-7), (S-8A), (S-8B),
*CN1503, *CN1504
[9] Power Supply CBA 6 4(S-9) -
[10] DC Fan Motor 6 2(S-10) -
[11] PCB Holder 6 3(S-11), Earth Plate -
[12] Rear Panel 6 ---------- -
[13] Bracket R 7 2(S-12) -
[14] VCR Chassis Unit 7 5(S-13), 3(S-14A),
2(S-14B), (S-15), (S-16)
[15] Deck Assembly 8 (S-17), (S-18), Desolder (2)
(3)
[16] Power SW CBA 8 Desolder -
[16] Power
SW CBA
[14] VCR
Chassis Unit
[18] Rear
Jack CBA
[19] Main,
AFV CBA
[10] DC
Fan Motor
[8] Rear
Panel Unit
[9] Power
Supply CBA
[11] PCB
Holder
ID/
PART REMOVAL
Loc.
No.
[20] Deck
Pedestal
[15] Deck
Assembly
[17] Function
CBA
[2] Front
Assembly
[1] Top Cover
[4] Radiation
Sheet
[12] Rear
Panel
Fig.
REMOVE/*UNHOOK/
No.
UNLOCK/RELEASE/
[6] Front Jack
CBA
[5] Jack
Bracket
[3] Front
Bracket
[21] Front
Bracket R
[7] DVD
Mechanism
& DVD Main
CBA Assembly
[13] Bracket R
UNPLUG/DESOLDER
[17] Function CBA 8 Desolder -
[18] Rear Jack CBA 8 Desolder, Ground Plate -
[19] Main, AFV CBA 8 ---------- -
[20] Deck Pedestal 9 8(S-19) -
[21] Front Bracket R 9 (S-20) -
↓
(1)
↓
(2)
(3)
↓
↓
(4)
Note:
(1) Identification (location) No. of parts in the figures
(2) Name of the part
(3) Figure Number for reference
(4) Identification of parts to be removed, unhooked, un-
locked, released, unplugged, unclamped, or desoldered.
P = Spring, L = Locking Tab, S = Screw,
CN = Connector
* = Unhook, Unlock, Release, Unplug, or Desolder
e.g. 6(S-1) = six Screws (S-1),
5(L-1) = two Locking Tabs (L-1)
(5) Refer to "Reference Notes."
Note
↓
(5)
(No.YD087)1-11
Page 12
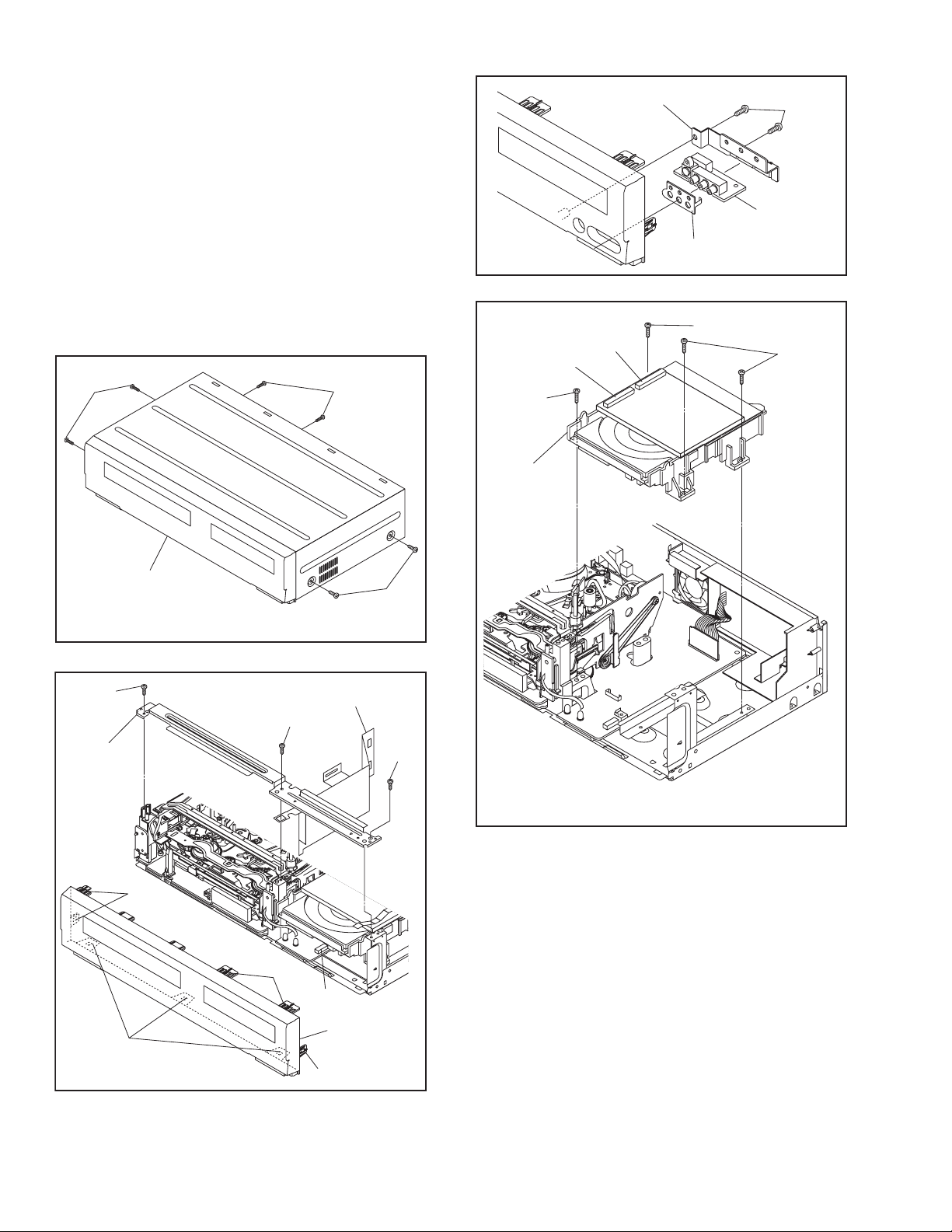
3.1.2.1 Reference Notes
CAUTION :
Locking Tabs (L-1) and (L-2) are fragile.
Be careful not to break them.
(1)
a) Release five Locking Tabs (L-1).
b) Release three Locking Tabs (L-2)
c) Disconnect Connector (CN1505), and remove the
Front Assembly.
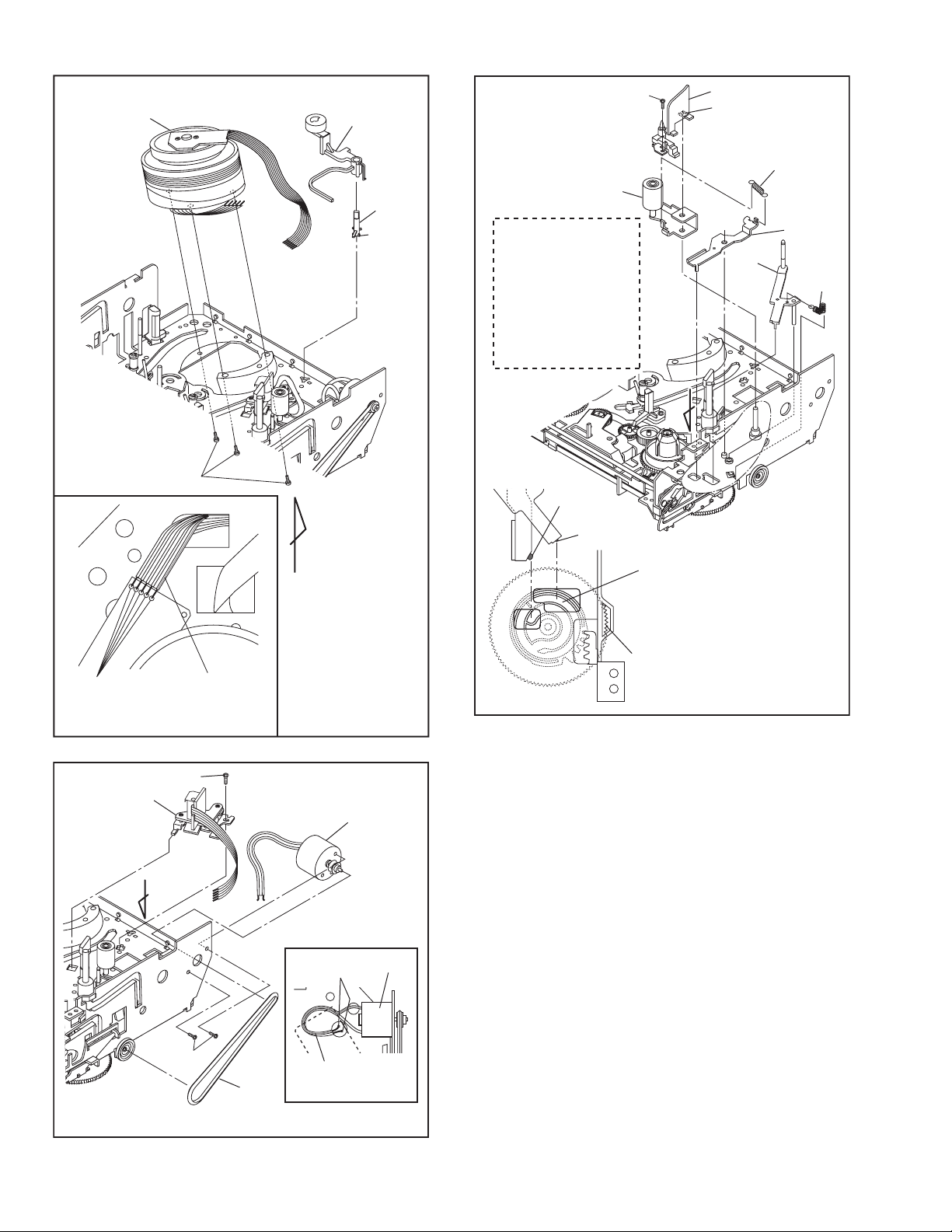
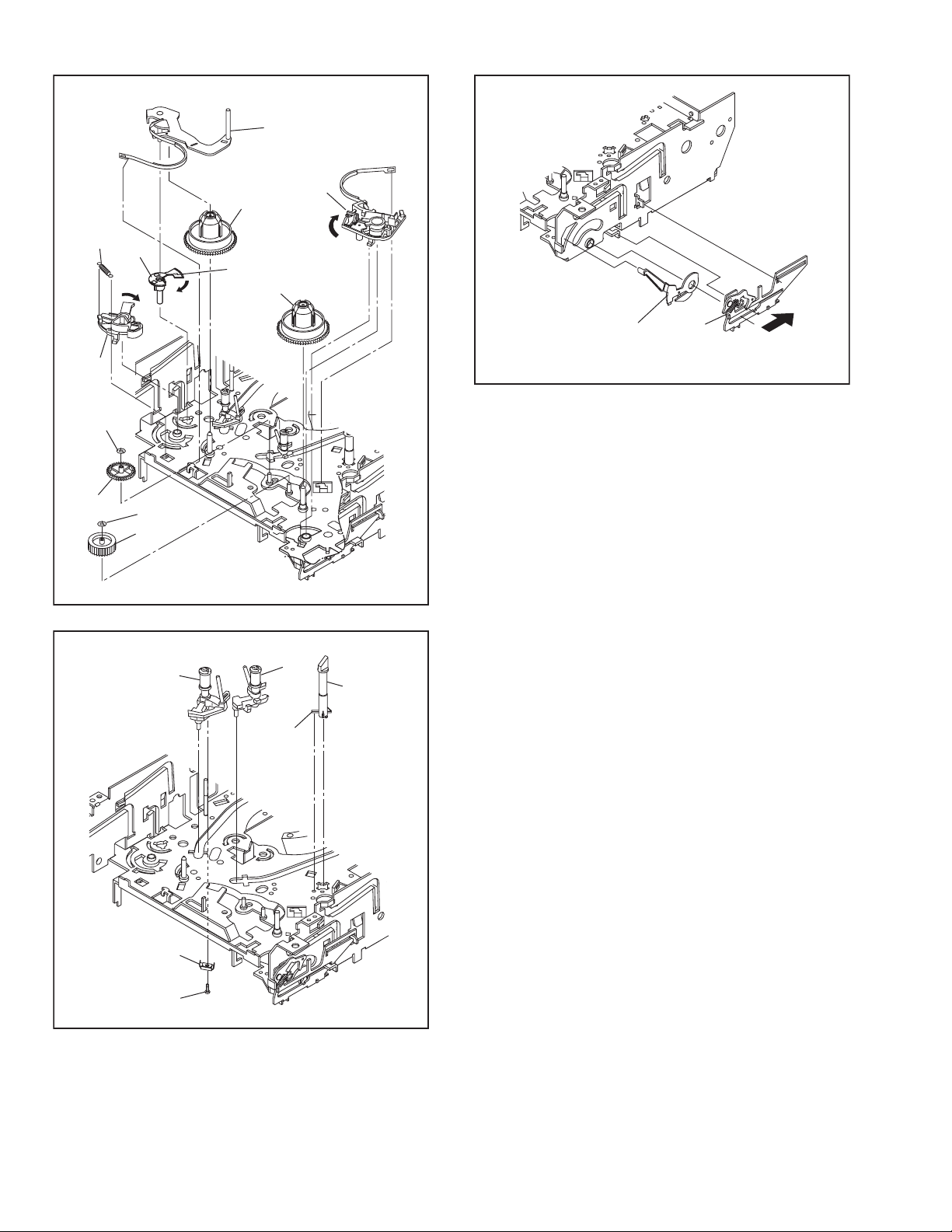
(2) When reassembling, solder wire jumpers as shown in Fig.
8.
(3) Before installing the Deck Assembly, be sure to place the
pin of LD-SW on Main CBA as shown in Fig. 8. Then, install
the Deck Assembly while aligning the hole of Cam Gear
with the pin of LD-SW, the shaft of Cam Gear with the hole
of LD-SW as shown in Fig. 8.
(S-1)
(S-1)
[1] Top Cover
(S-1)
CN601
(S-5A)
[7] DVD
Mechanism
&
DVD Main
CBA
Assemb ly
[5] Jac k Brac ket
Jack Earth Plate
Fig.3
CN501
(S-4)
[6] Fr ont
Jack CBA
(S-5A)
(S-5B)
(S-2)
[3] Fr ont
Brac ket
(L-2)
Fig.1
[4] Radiation Sheet
(S-2)
(S-3)
Fig.4
(L-1)
(L-1)
CN1505
[2] Fr ont
Assemb ly
(L-1)
Fig.2
1-12 (No.YD087)
Page 13
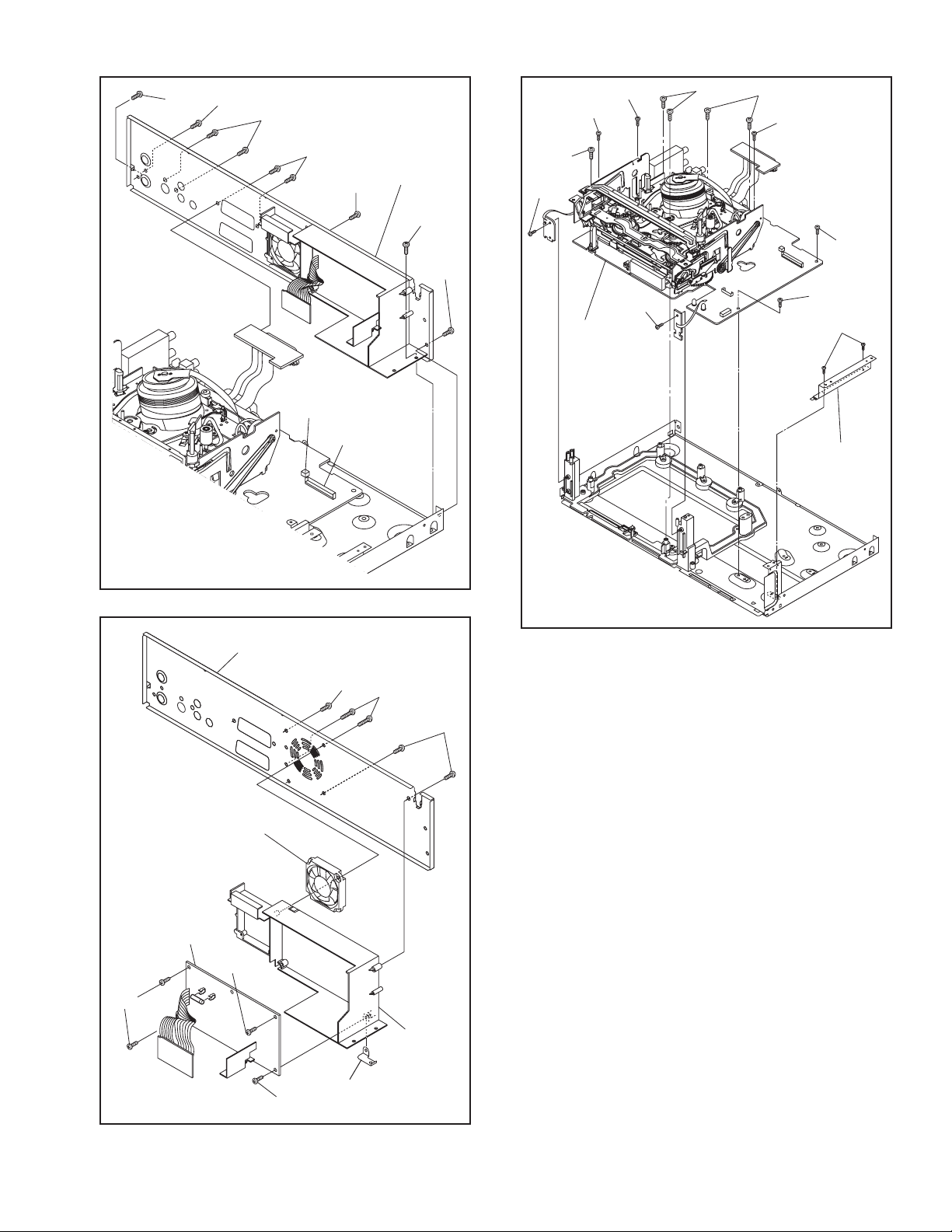
(S-7)
(S-8A)
(S-6A)
(S-14A)
(S-14A)
(S-13)
(S-13)
(S-14A)
CN1503
Fig.5
(S-6B)
CN1504
(S-7)
[8] Rear
Panel Unit
(S-8B)
(S-7)
(S-13)
(S-15)
(S-16)
[14] VCR
Chassis
Unit
(S-14B)
(S-14B)
(S-12)
[13] Brac ket R
[10] DC Fan Motor
[9] Power
Supply CBA
(S-9)
[12] Rear Panel
(S-9)
(S-9)
(S-11)
Earth
Plate
Fig.7
(S-10)
(S-11)
[11] PCB
Holder
Fig.6
(No.YD087)1-13
Page 14
[15] Dec k
Assemb ly
FE Head
[19] AFV CB A
[16] Power
SW CBA
Cylinder
Assembly
ACE Head
Assembly
[18] Rear
Jack CBA
Pin
SW507
LD-SW
Ground Plate
[19] Main CB A
Lead
with
blue
stripe
(S-17)
Desolder
From
Capstan
Motor
Assembly
Desolder
from bottom
(S-18)
[17] Function CB A
Desolder
Lead with
blue stripe
Printing side
[19] Main
CBA
From
ACE Head
Assembly
Desolder
LD-SW
Lead with
blue stripe
Lead with
blue stripe
Desolder
[15] Dec k Assemb ly
Shaft
Hole
From
Cylinder
Assembly
From
FE Head
Hole
Pin
Desolder
Lead with
gray stripe
Cam Gear
[19] Main CB A
1-14 (No.YD087)
BOTTOM VIEW
Lead connections of Deck Assembly and Main CBA
Fig.8
Page 15
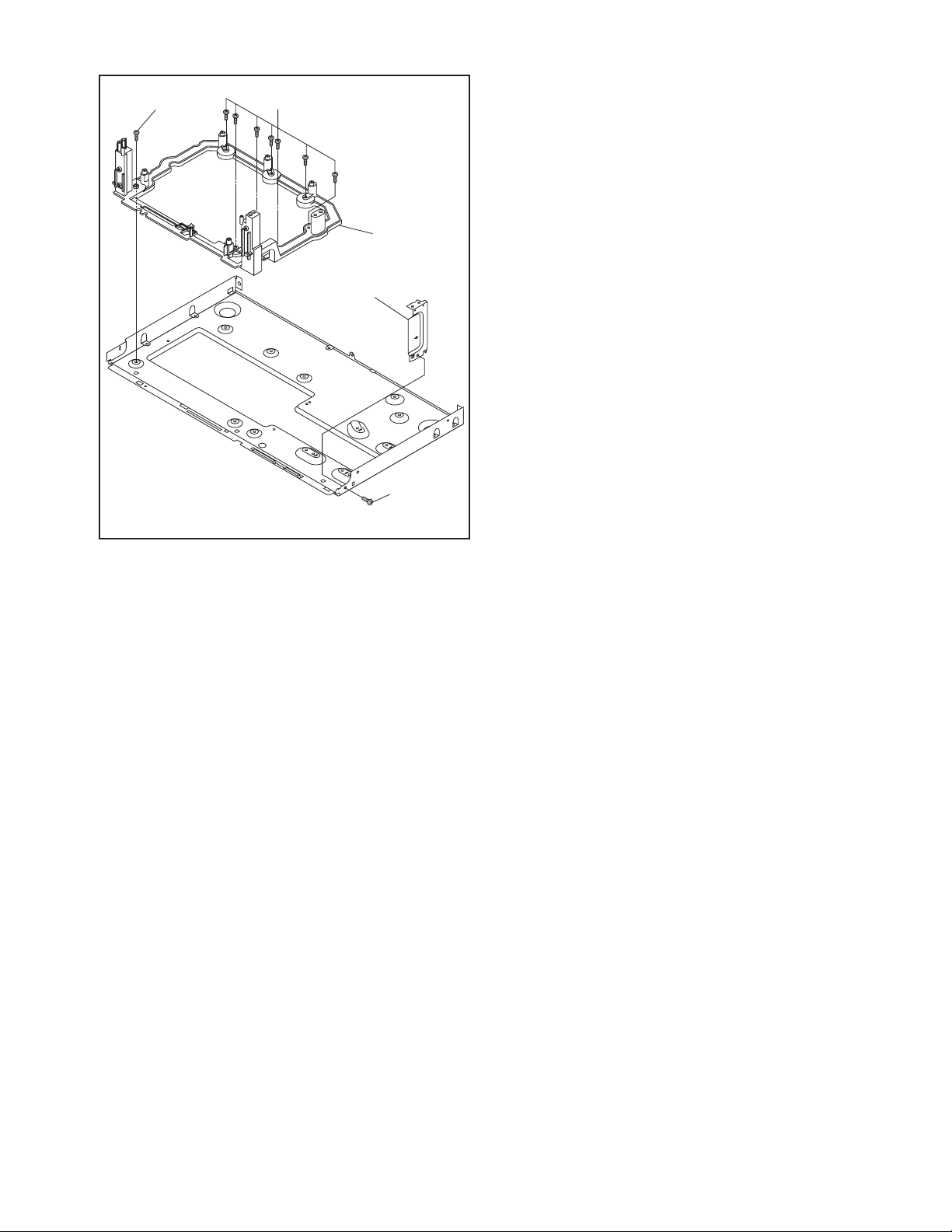
(S-19)
(S-19)
[20] Dec k
Pedestal
[21] Fr ont
Brac ket R
(S-20)
Fig.9
(No.YD087)1-15
Page 16
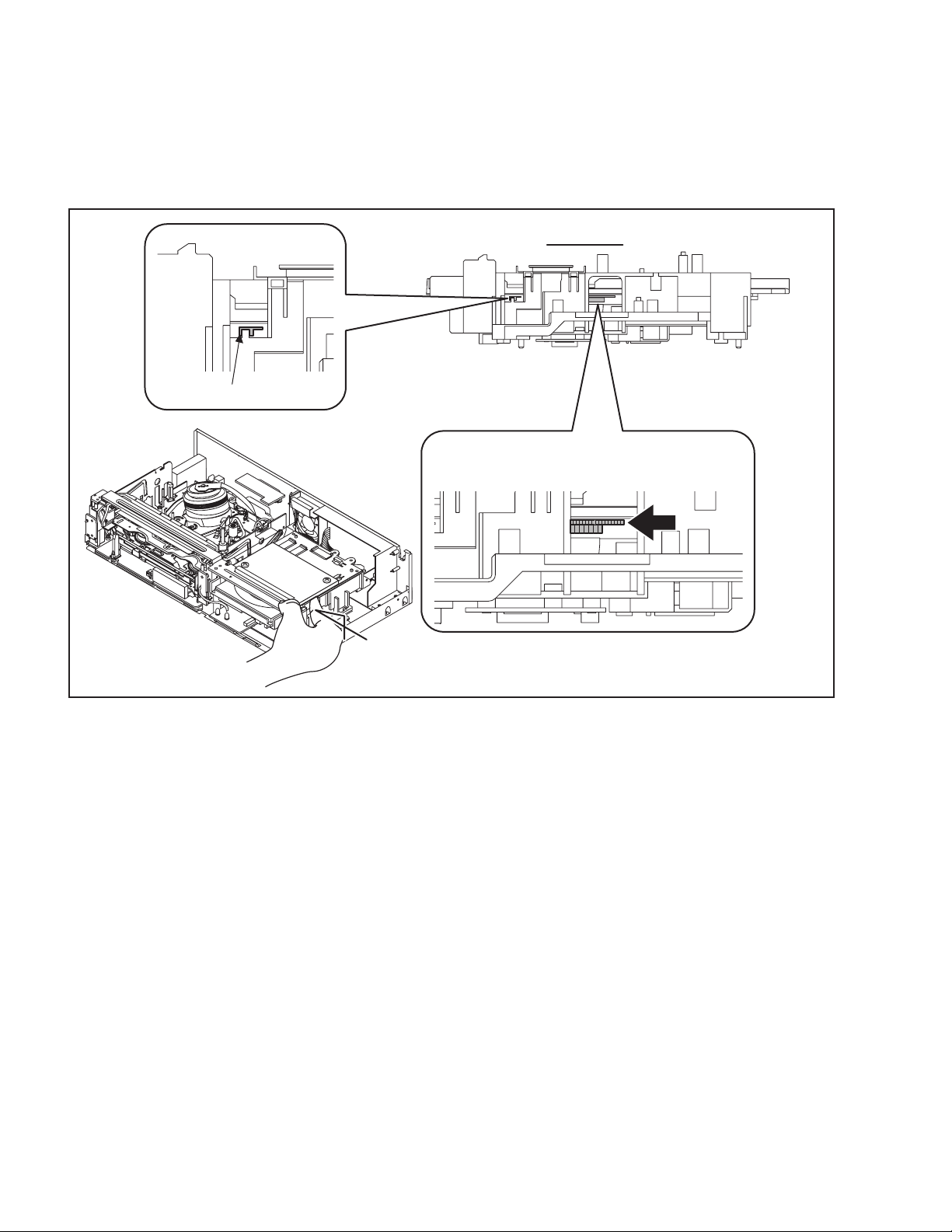
3.1.3 How to Eject Manually
3.1.3.1 Method 1
Note:
When servicing, do not touch white resin part as shown below.
When rotating the gear, be careful not to damage the gear.
(1) Remove the Top Cover.
(2) Rotate the gear in the direction of the arrow manually as shown below.
Do not touc h!
View for A
Rotate this gear in
the direction of the arrow
A
1-16 (No.YD087)
Page 17
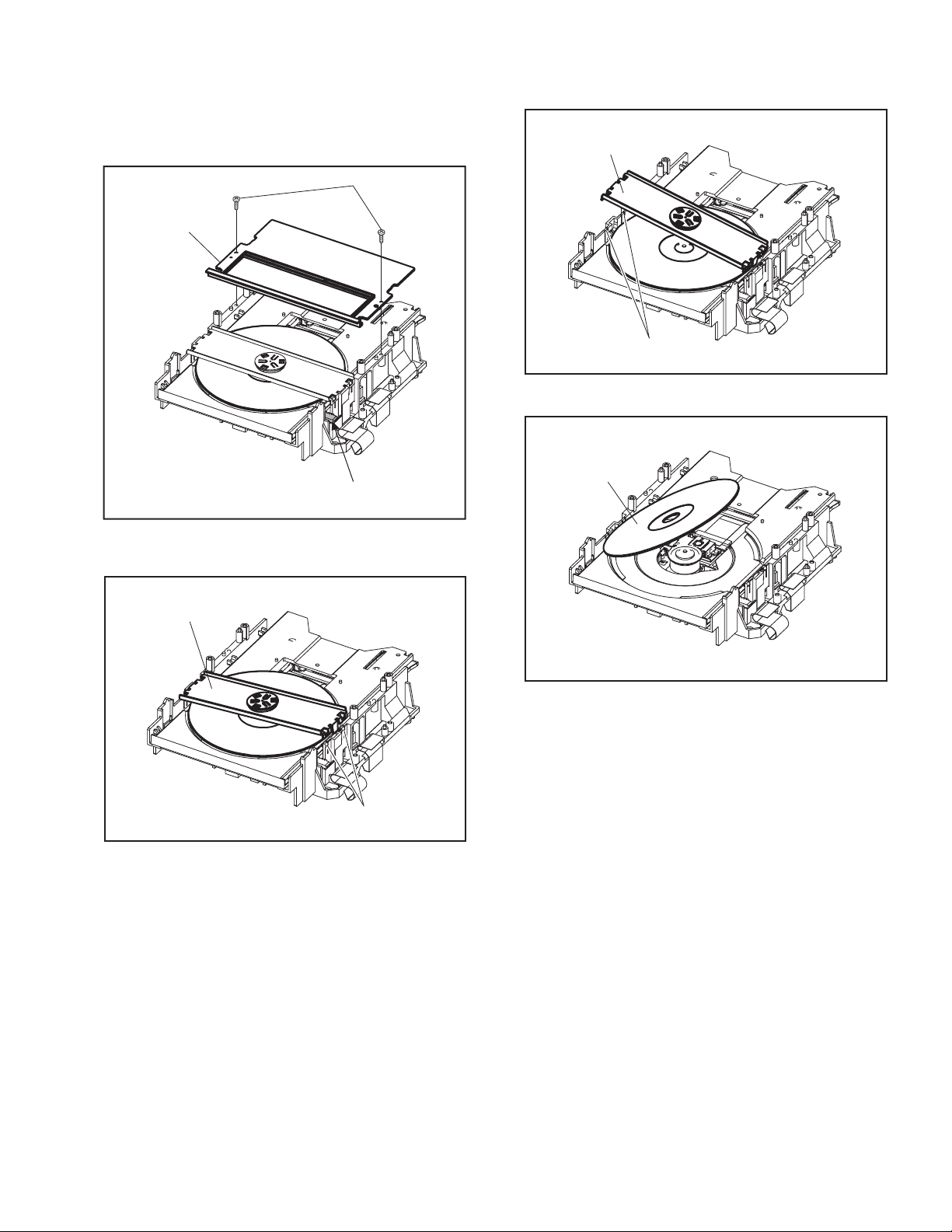
3.1.3.2 Method 2
Note:
When servicing, do not touch white resin part as shown below.
(1) Remove the DVD Mechanism & DVD Main CBA Assembly.
(2) Remove two screws, and remove the Insulating Plate.
Screw
Insulating Plate
(4) Release the other side of two Locking Tabs, and remove
the Clamper Assembly.
Clamper Assembly
Locking Tabs
(5) Remove the disc.
Do not touch!
(3) Release two Locking Tabs, and lift up one side of the
Clamper Assembly.
Clamper Assembly
Locking Tabs
Disc
(No.YD087)1-17
Page 18
3.2 DISASSEMBLY/ASSEMBLY PROCEDURES OF DECK MECHANISM
Before following the procedures described below, be sure to remove the deck assembly from the cabinet. (Refer to CABINET DISASSEMBLY INSTRUCTIONS.)
All the following procedures, including those for adjustment and replacement of parts, should be done in Eject mode; see the positions
of [44] and [45] in Fig.1 on page 1-20. When reassembling, follow the steps in reverse order.
STEP/
LOC. No.
*[22] [22] F Brake Assembly (HI) B 2,13 *(L-6)
STARTING
No.
[1] [1] Guide Holder A T 3 2(S-1)
[2] [1] Cassette Holder Assembly T 4
[3] [2] Slider (SP) T 5 (S-1A), *(L-1)
[4] [2] Slider (TU) T 5 *(L-2)
[5] [4] Lock Lever T 5 *(L-3), *(P-1)
[6] [2] Cassette Plate T 5
[7] [7] Cylinder Assembly T 1,6 Desolder, 3(S-2)
[8] [8] Loading Motor Assembly T 1,7 Desolder, LDG Belt, 2(S-3)
[9] [9] ACE Head Assembly T 1,7 (S-4)
[10] [2] Tape Guide Arm Assembly T 1,8 *(P-2)
[11] [10] C Door Opener T 1,8 (S-4A), *(L-4)
[12] [11] Pinch Arm (B) T 1,8,9 *(P-3)
[13] [12] Pinch Arm (A) Assembly T 1,8,9
[14] [14] FE Head T 1,10 (S-5)
[15] [15] Prism T 1,10 (S-6)
[16] [2] Slider Shaft T 11 *(L-5)
[17] [16] C Drive Lever (SP) T 11
[18] [16] C Drive Lever (TU) T 11 (S-7), *(P-4)
[19] [19] Capstan Motor B 2,12 3(S-8), Cap Belt
[20] [20] Clutch Assembly (HI) B 2,13 (C-1)
[21] [20] Center Gear B 13
[23] [22] Worm Holder B 2,14 (S-9), *(L-7), *(L-8)
[24] [22] Pulley Assembly (HI) B 2,14
[25] [25] Mode Gear (LM) B 2,14 (C-2)
[26] [20],[25] Mode Lever (HI) B 2,14,15 (C-3)
[27] [22],[23],[26] Cam Gear (A) (HI) B 2,14,15 (C-4) (+)Refer to Alignment
[28] [26] TR Gear C B 2,14 (C-5)
[29] [28] TR Gear Spring B 14
[30] [29] TR Gear A/B B 14
[31] [31] FF Arm (HI) B 1,16
[32] [26] Idler Assembly (HI) B 1,16 *(L-9)
[33] [26] BT Arm B 2,16 *(P-5)
[34] [26] Loading Arm (SP)Assembly B 2,16 (+)Refer to Alignment
[35] [34] Loading Arm (TU) Assembly B 2,16 (+)Refer to Alignment
[36] [16],[26] M Brake (TU) Assembly (HI) T 1,17
[37] [2],[26] M Brake (SP)Assembly (HI) T 1,17 *(P-6)
PART REMOVAL INSTALLATION
Fig. No. REMOVE/*UNHOOK/
UNLOCK/RELEASE/
UNPLUG/DESOLDER
ADJUSTMENT
CONDITION
Sec.Page 1-41
Sec.Page 1-41
Sec.Page 1-41
1-18 (No.YD087)
Page 19
STEP/
LOC. No.
(1) Follow steps in sequence. When reassembling, follow the steps in reverse order.
(2) Indicates the part to start disassembling with in order to disassemble the part in column (1).
(3) Name of the part
(4) Location of the part: T=Top B=Bottom R=Right L=Left
(5) Figure Number
(6) Identification of parts to be removed, unhooked, unlocked, released, unplugged, unclamped, or desoldered.
(7) Adjustment Information for Installation
* [ 22 ] F Brake Assembly (HI) is not used in 2 head model.
STARTING
No.
[38] [37] Tension Lever Assembly T 1,17
[39] [38] T Lever Holder T 17 *(L-10)
[40] [40] M Gear (HI) T 1,17 (C-6)
[41] [15],[40] Sensor Gear (HI) T 1,17 (C-7)
[42] [36],[40] Reel T T 1,17
[43] [38] Reel S T 1,17
[44] [34],[38] Moving Guide S Preparation T 1,18 (S-11), Slide Plate
[45] [35] Moving Guide T Preparation T 1,18
[46] [19] TG Post Assembly T 1,18 *(L-11)
[47] [27] Rack Assembly R 19 (+)Refer to Alignment
[48] [47] F Door Opener R 19
[49] [49] Cleaner Assembly T 1,6
[50] [49] CL Post T 6 *(L-12)
↓
(1)
These numbers are also used as identification (location) No. of parts in the figures.
P=Spring, W=Washer, C=Cut Washer, S=Screw, *=Unhook, Unlock, Release, Unplug, or Desolder
e.g., 2(L-2) = two Locking Tabs (L-2).
(+):Refer to Deck Exploded Views for lubrication.
↓
(2)
PART REMOVAL INSTALLATION
(3)
Fig. No. REMOVE/*UNHOOK/
UNLOCK/RELEASE/
UNPLUG/DESOLDER
↓
↓
(4)
↓
(5)
↓
(6)
ADJUSTMENT
CONDITION
Sec.Page 1-41
↓
(7)
(No.YD087)1-19
Page 20
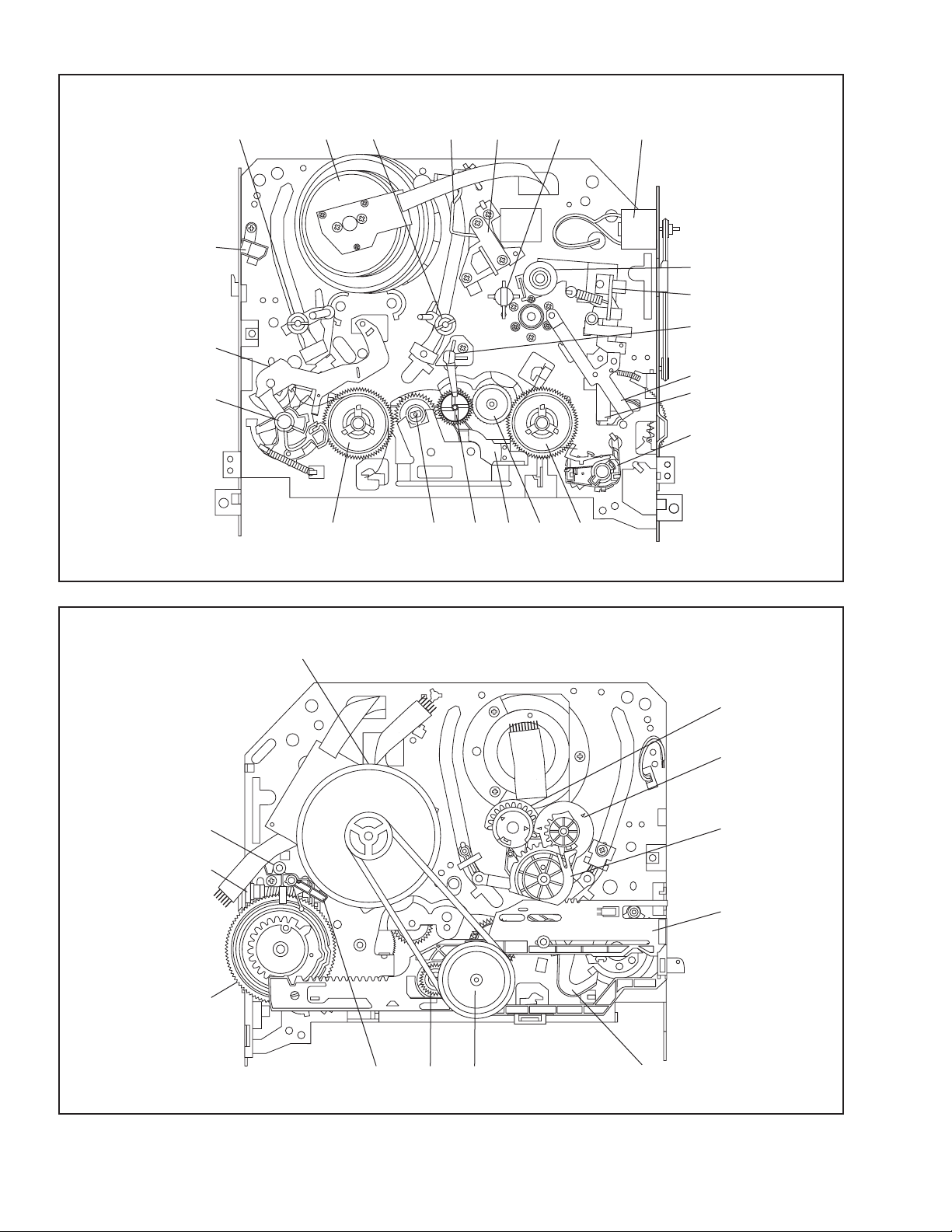
Top View
[14]
[38]
[37]
[7] [49] [8]
[45][44] [46][9]
[32][43] [41] [40][31] [42]
[13]
[11]
[15]
[10]
[12]
[36]
Bottom View
[23]
[24]
[27]
Fig.1
[19]
[35]
[34]
[25]
[26]
1-20 (No.YD087)
[33][20][28][22]
Fig.2
Page 21
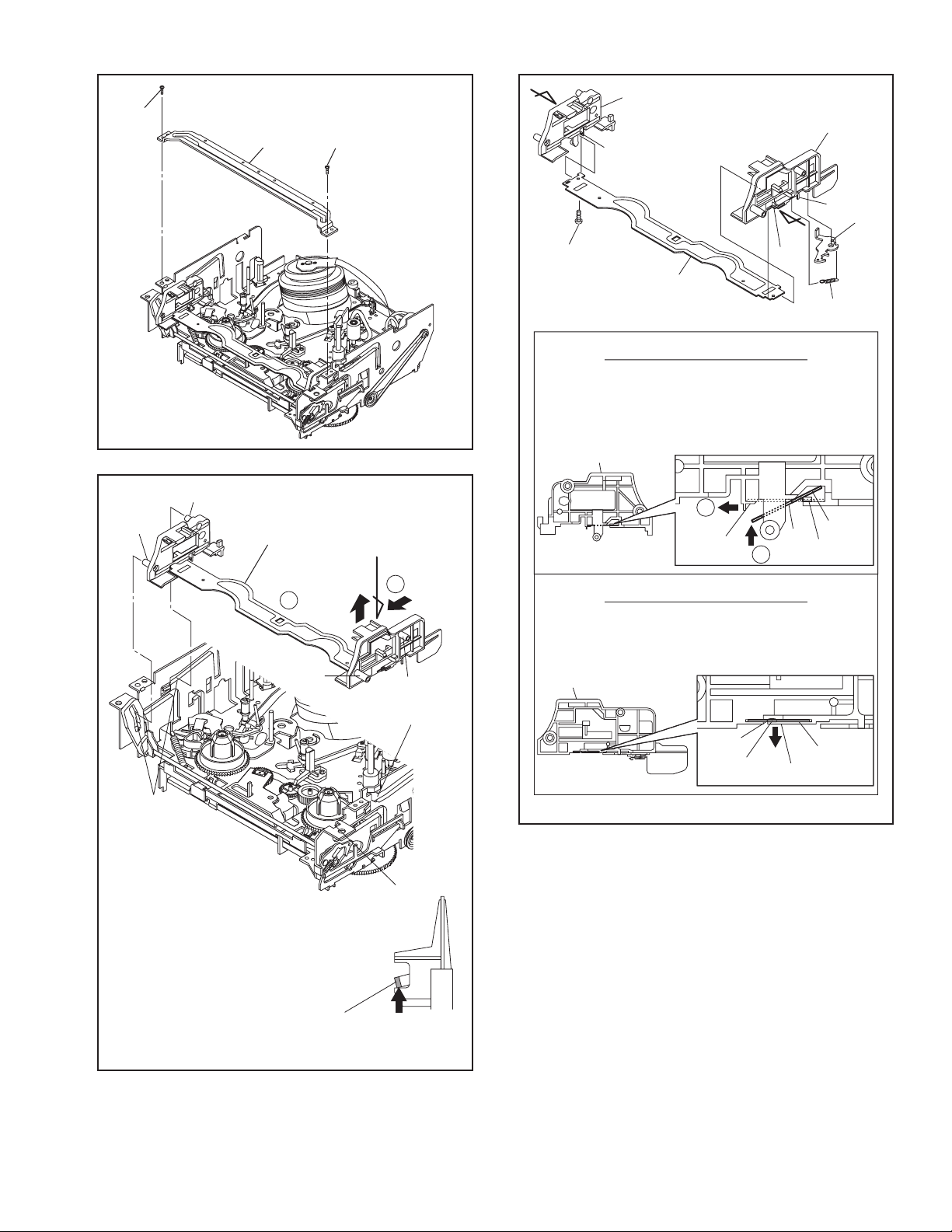
(S-1)
[1]
Fig.3
(S-1)
A
(S-1A)
[3]
[4]
(L-1)
(L-3)
[5]
B
(L-2)
[6]
(P-1)
Installation of [3] and [6]
First, insert [6] diagonally in [3] as shown below.
Then, install [6] in [3] while pushing (L-1) in a direction
of arrow. After installing [6] in [3], confirm that pin A of
[3] enters hole A of [6] properly.
[3]
Pin D
Pin C
Slots B
First, while pushing the locking tab as
shown in the right, slide and pull up the right
side on [2] to release Pin A and Pin B from
the slots A.
Then, remove Pin C and Pin D on [2] from
the slots B as shown.
[2]
2
Pull up
Pin A
A
1
Slide
Pin B
Slot A
Slot A
1
Hole A
[6]
2
Pin A
View for A
(L-1)
Installation of [4] and [6]
Install [6] in [4] while pulling (L-2) in a direction of
arrow. After installing [6] in [4], confirm that pin B of [4]
enters hole B of [6] properly.
[4]
View for B
Hole B
Pin B
Fig.5
[6]
(L-2)
Locking tab
Fig.4
View for A
(No.YD087)1-21
Page 22
[7]
[49]
(S-4A)
[11]
(L-4)
(P-3)
Desolder
from bottom
(S-2)
View for A
Lead with
Red Stripe
Fig.6
[50]
[13]
(L-12)
Removal of [11]
1) Remove screw (S-4A).
2) Unhook spring (P-2).
3) Release (L-4) while
holding [12] with a
finger.
4) Loosen a finger
holding [12] and
remove [11].
[10]
[12]
(P-2)
A
Pin of [12]
A
Pin of [10]
Groove of [27]
When reassembling [10] and
[12], confirm that pin of [10]
and pin of [12] are in the
[27]
groove of [27] as shown.
View for A
Fig.8
1-22 (No.YD087)
[9]
A
(S-4)
(S-3)
Fig.7
Desolder
from bottom
Lead with White Stripe
LDG
Belt
[8]
[8]
View for A
Page 23
Installation of [13] and [12]
Hook spring (P-3) up to [12]
and [13], then install them to
the specified position so that
[12] will be floated slightly
while holding [12] and [13].
(Refer to Fig. A.)
Install pin of [12] in groove of [27].
(Refer to Fig. B.)
Groove of [27]
(P-3)
[13]
Fig. A
Pin of [12]
[27]
[12]
[14]
[17]
(L-5)
(S-5)
(S-6)
[15]
Fig.10
Fig. B (Top view)
Notch of
Press both [12] and [13] till the
groove of chassis pin appears,
and adjust [13] to the notch of
chassis. Then turn [13] a little
in the direction of the arrow
while pressing [12].
(Refer to Fig. C.)
Install [11] and [10] while holding [12].
(Refer to Fig. 8.)
Fig.9
chassis
Groove of
pin of chassis
Fig. C
[13]
turn
[12]
[16]
[18]
(P-4)
(S-7)
Fig.11
(No.YD087)1-23
Page 24
Cap Belt
A
[19]
(S-8)
[22]
turn
(C-1)
[20]
(L-6)
[21]
Installation position of Cap Belt
[20] Cap Belt
View for A
Fig.12
[19]
Pin on [22]
[27]
Position of pin on [22]
Fig.13
1-24 (No.YD087)
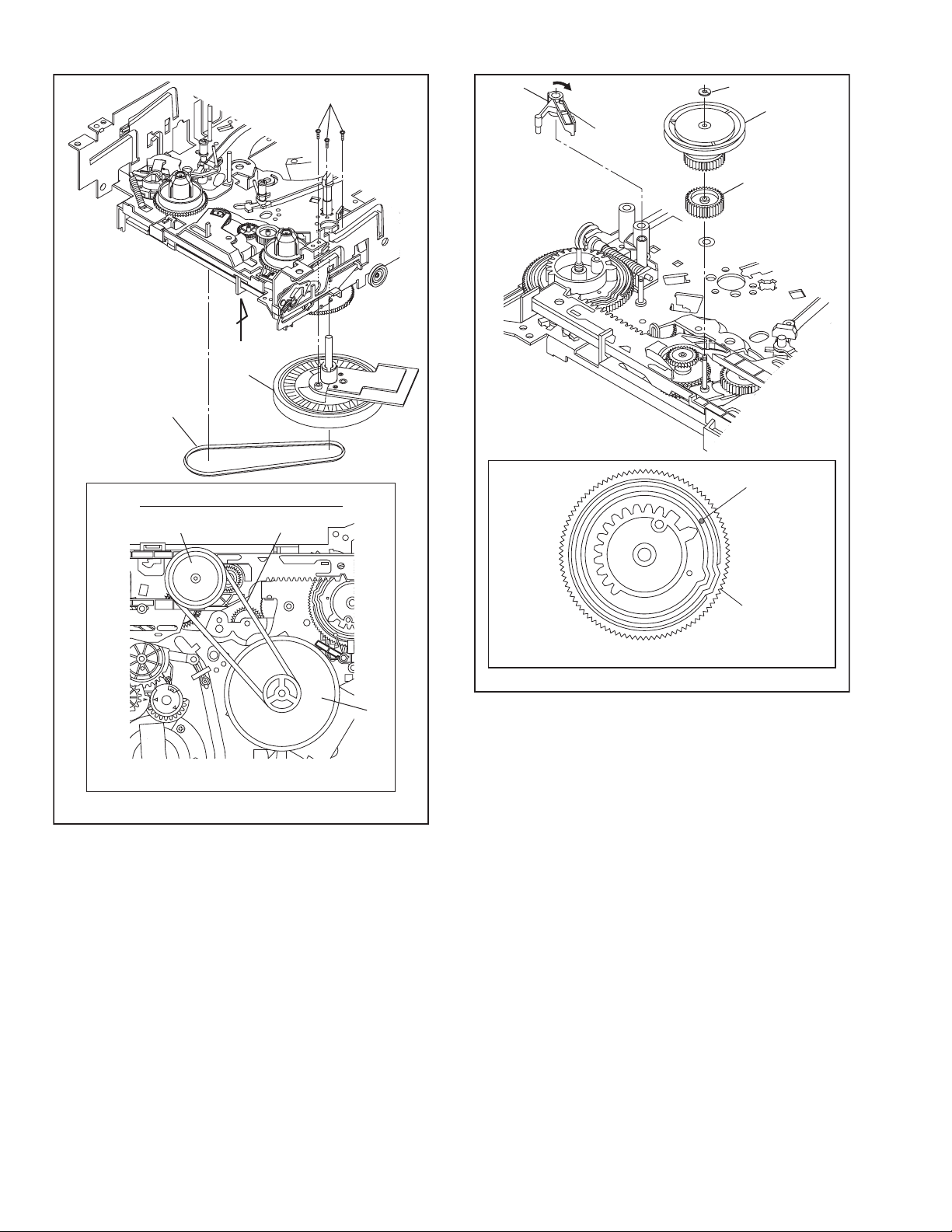
Page 25
[24]
(S-9)
(L-8)
(C-4)
(C-5)
[28]
[29]
[30]
[26]
(L-7)
[23]
(C-3)
(C-2)
[25]
Position of Mode Lever when installed
Pin of [36]
Bottom View
[27]
Installation of [26]
Pin of [33]
Align [26] and [27] as shown.
Pin of [37]
[26]
[27]
[31]
Fig.14
[33]
Top View
(P-5)
[32]
First groove on [27]
First tooth on [47]
[27]
When reassembling [27],
meet the first groove on
[27] to the first tooth on
[47] as shown.
Fig.15
Refer to the Alignment
Section, Page 1-41.
[35]
(L-9)
[34]
Fig.16
(No.YD087)1-25
Page 26
[38]
(P-6)
[37]
(C-7)
[41]
[39]
turn
(C-6)
[40]
turn
[43]
(L-10)
Fig.17
[42]
[36]
turn
[48]
[47]
Slide
Fig.19
[44]
Slide Plate
(S-11)
[45]
[46]
(L-11)
Fig.18
1-26 (No.YD087)
Page 27
SECTION 4
ADJUSTMENT
4.1 ELECTRICAL ADJUSTMENT INSTRUCTIONS
General Note: "CBA" is an abbreviation for "Circuit Board Assembly."
NOTE:
(1) Electrical adjustments are required after replacing circuit
components and certain mechanical parts.
It is important to do these adjustments only after all repairs and replacements have been completed. Also, do
not attempt these adjustments unless the proper equipment is available.
(2) To perform these alignment / confirmation procedures,
make sure that the tracking control is set inthe center position: Press either ”PR -” or “PR +” button on the front
panel first, then the VCR ““button on the front panel.
4.1.1 Test Equipment Required
(1) Oscilloscope: Dual-trace with 10:1 probe,
V-Range: 0.001~50V/Div.,
F-Range: DC~AC-20MHz
(2) Alignment Tape (MHPE)
4.1.2 Head Switching Position Adjustment
Purpose:
To determine the Head Switching position during playback.
Symptom of Misadjustment:
May cause Head Switching noise or vertical jitter in the picture.
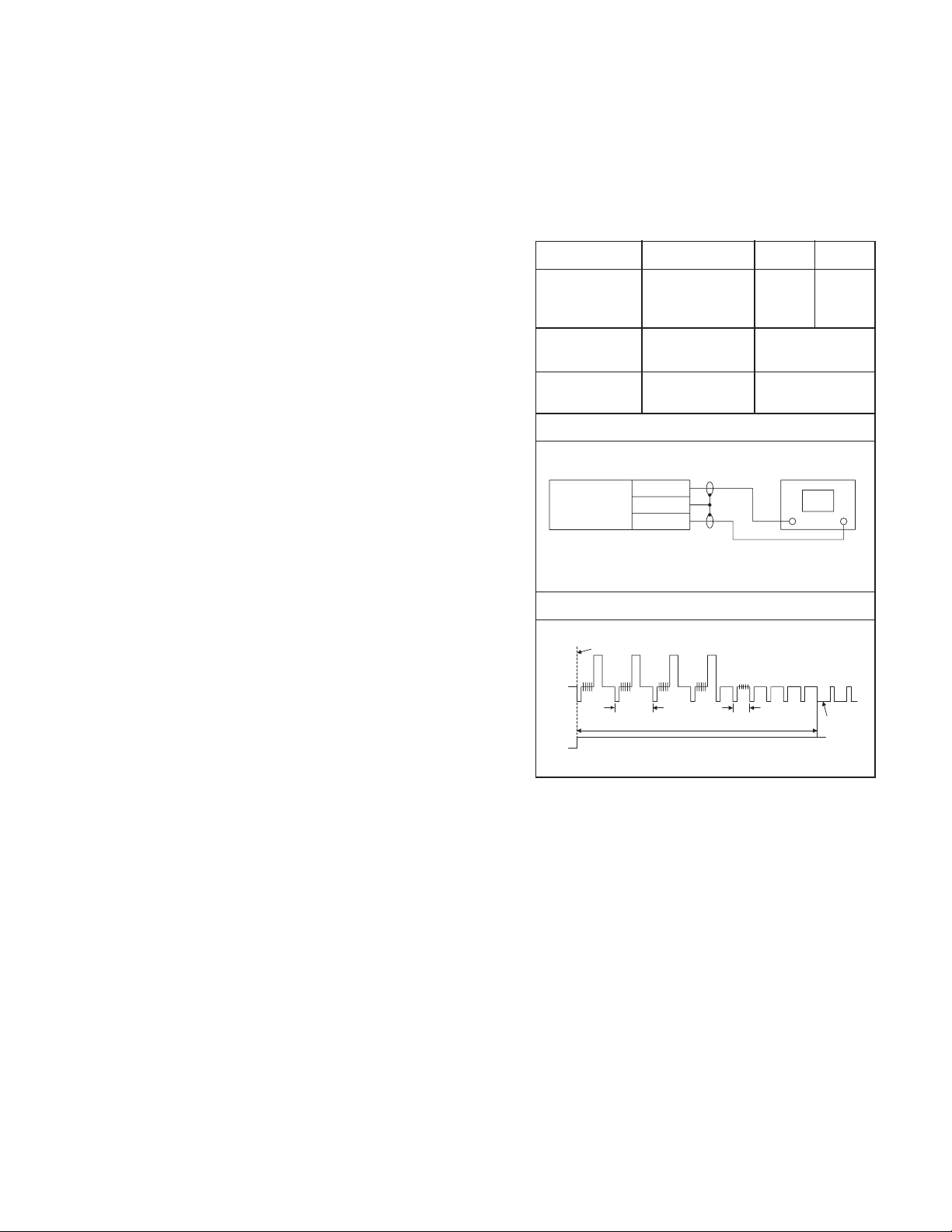
Test point Adj.P oint Mode Input
J236(JK1-V-OUT)
TP504(RF-SW)
GND
Tap e
MHPE Oscilloscope
Conne ctions of Measurement Equipment
Main CBA
VR501
(Switching Point)
(MAIN CBA)
Measu remen t
Equipme nt
J236
GND
TP504
PLAY
(SP)
(416µs±64µs)
Oscilloscope
CH1 CH2
Trig. (+)
-----
Spec.
6.5H±1H
Figur e 1
EXT. Syncronize Trigger Point
CH1
CH2
Reference Notes:
Playback the Alignment tape and adjust VR501 so that the Vsync front edge of the CH1 video output waveform is at the
6.5H±1H (416µs±64µs) delayed position from the rising edge
of the CH2 head switching pulse waveform.
1.0H
6.5H+/-1H (416µs+/-64µs)
Switching Pulse
0.5H
V-Syn c
(No.YD087)1-27
Page 28
4.2 STANDARD MAINTENANCE
4.2.1 Service Schedule of Components
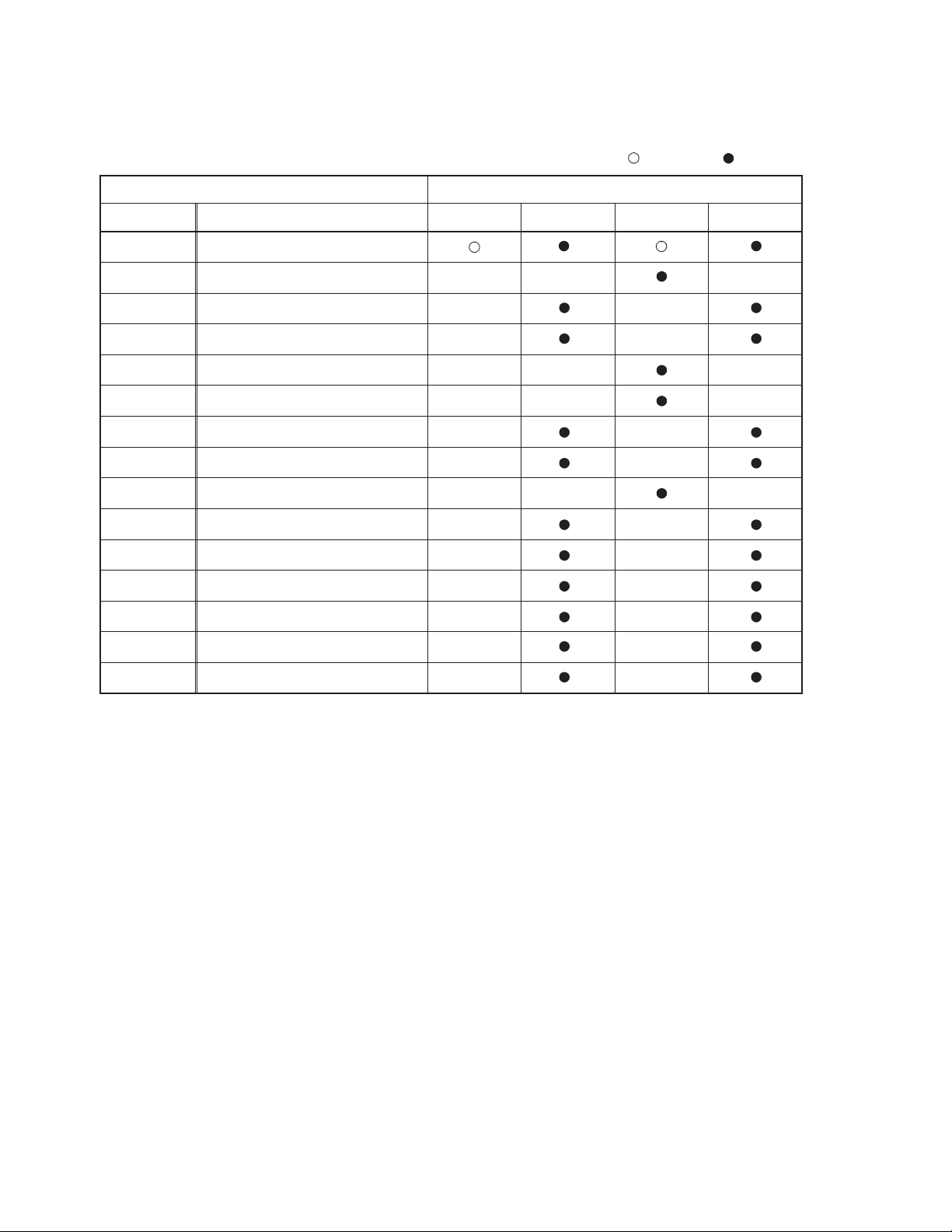
This maintenance chart shows you the standard of replacement and cleaning time for each part.
Because those may replace depending on environment and purpose for use, use the chart for reference.
h: Hours : Cleaning : Replace
Deck Periodic Service Schedule
Ref.No. Part Name 1,000 h 2,000 h 3,000 h 4,000 h
1
2 Loading Motor Assembly
4
66
9 ACE Head Assembly
57,58
11
12 Cap Belt
*13
*15 F Brake Assembly (HI)
16 Idler Assembly (HI)
24
26 M Brake (SP) Assembly (HI)
27 M Brake (TU) Assembly (HI)
44
Cylinder Assembly
Pulley Assembly
Tension Lever Assembly
Reel S, Reel T
Capstan Motor
FE Head
Pinch Arm Assembly
LDG Belt
Notes:
(1) Clean all parts for the tape transport (Upper Drum with Video Head / Pinch Roller / ACE Head / FE Head)using 90% ethyl
alcohol.
(2) After cleaning the parts, do all DECK ADJUSTMENTS.
(3) For the reference numbers listed above, refer to Deck Exploded Views.
* B73 ------ Recording model only
* B86 ------ Not used in 2 head model.
1-28 (No.YD087)
Page 29
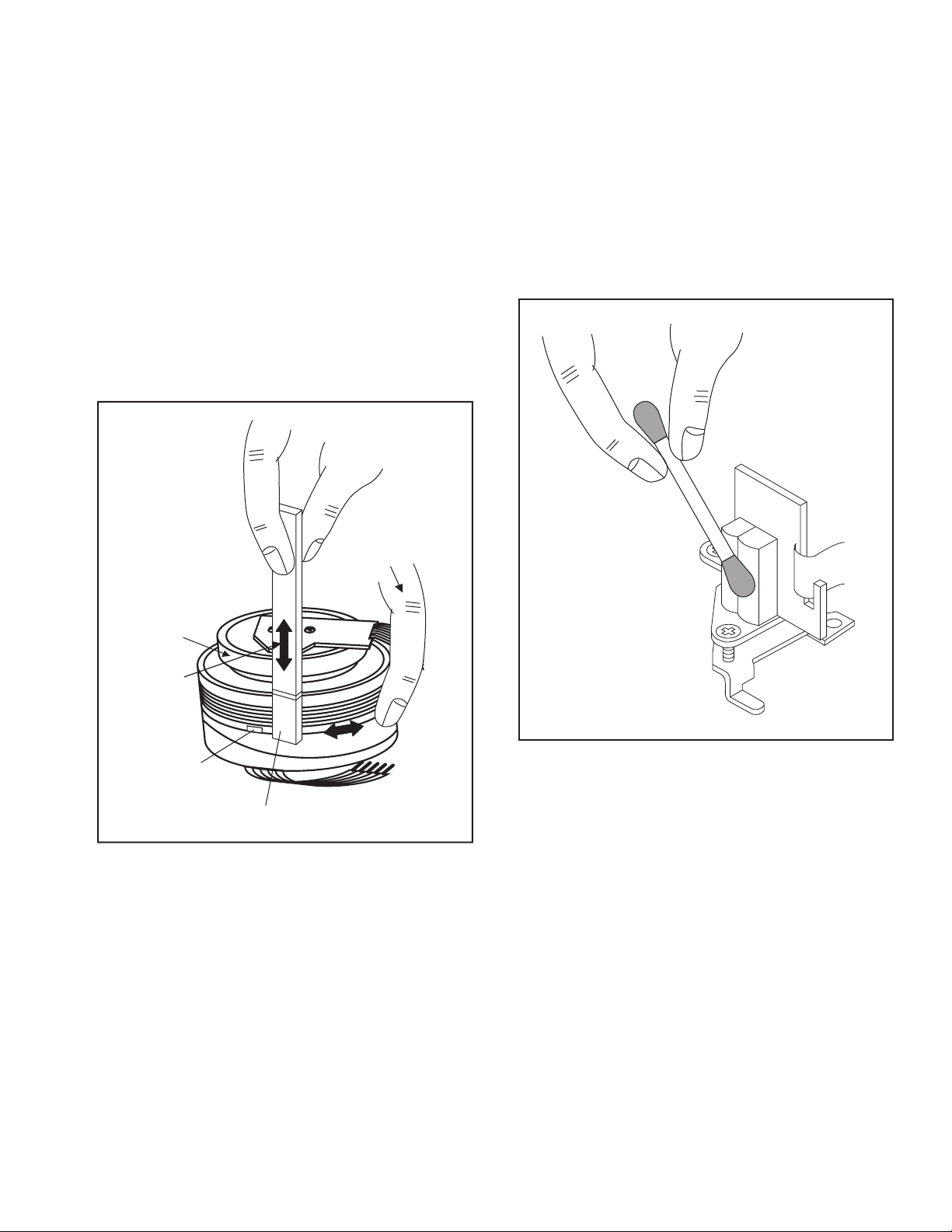
4.2.2 Cleaning
4.2.2.1 Cleaning of Video Head
Clean the head with a head cleaning stick or chamois cloth.
Procedure
(1) Remove the top cabinet.
(2) Put on a glove (thin type) to avoid touching the upper and
lower drum with your bare hand.
(3) Put a few drops of 90% ethyl alcohol on the head clean-
ing stick or on the chamois cloth and, by slightly pressing
it against the head tip, turn the upper drum to the right
and to the left.
Notes:
(1) The video head surface is made of very hard material,
but since it is very thin, avoid cleaning it vertically.
(2) Wait for the cleaned part to dry thoroughly before oper-
ating the unit.
(3) Do not reuse a stained head cleaning stick or a stained
chamois cloth.
Do Not touch
with your bare
hand!
4.2.2.2 Cleaning of ACE Head
Clean the head with a cotton swab.
Procedure
(1) Remove the top cabinet.
(2) Dip the cotton swab in 90% ethyl alcohol and clean the
ACE Head. Be careful not to damage the upper drum
and other tape running parts.
Notes:
(1) Avoid cleaning the ACE Head vertically.
(2) Wait for the cleaned part to dry thoroughly before oper-
ating the unit or damage may occur.
ACE Head
Upper
Cylinder
Do Not !
Video Head
Cleaning Stick
(No.YD087)1-29
Page 30
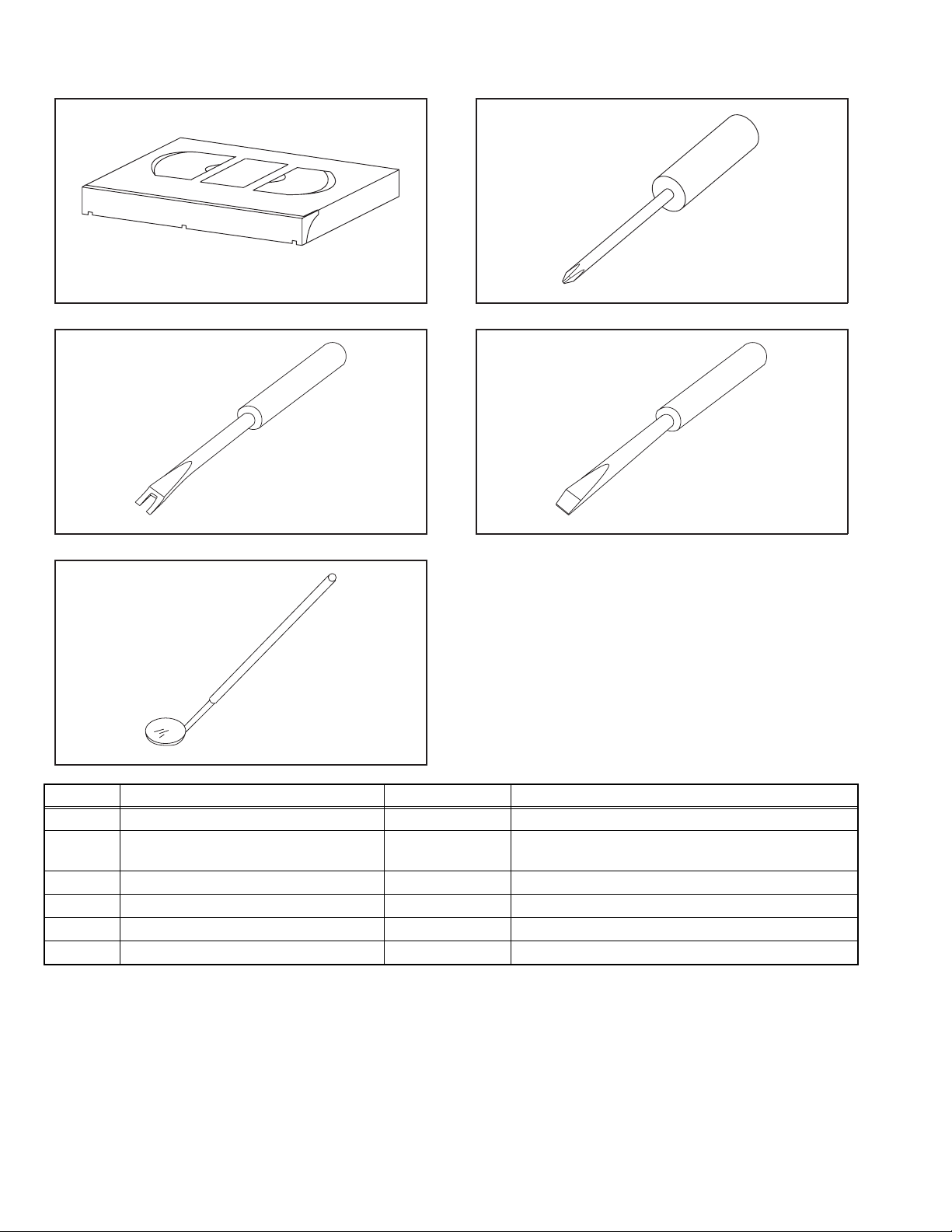
4.3 SERVICE FIXTURE AND TOOLS
Fig.1
Fig.2
Fig.4
Fig.5
Fig.3
Ref. No. Name Part No. Adjustment
1 Alignment Tape MHPE Head Adjustment of ACE Head
1 Alignment Tape MHPE-L
(4 Head model)
2 Guide Roller Adj. Screwdriver PTU94002 Guide Roller
3 Mirror Available Locally Tape Transportation Check
4 Azimuth Adj. Screwdriver + Available Locally ACE Head Height
5 Flat Screwdriver - Available Locally X Value
1-30 (No.YD087)
Azimuth and X Value Adjustment of ACE Head /
Adjustment of Envelope Waveform
Page 31

4.4 MECHANICAL ALIGNMENT PROCEDURES
Explanation of alignment for the tape to correctly run starts on the
next page. Refer to the information below on this page if a tape
gets stuck, for example, in the mechanism due to some electrical
trouble of the unit.
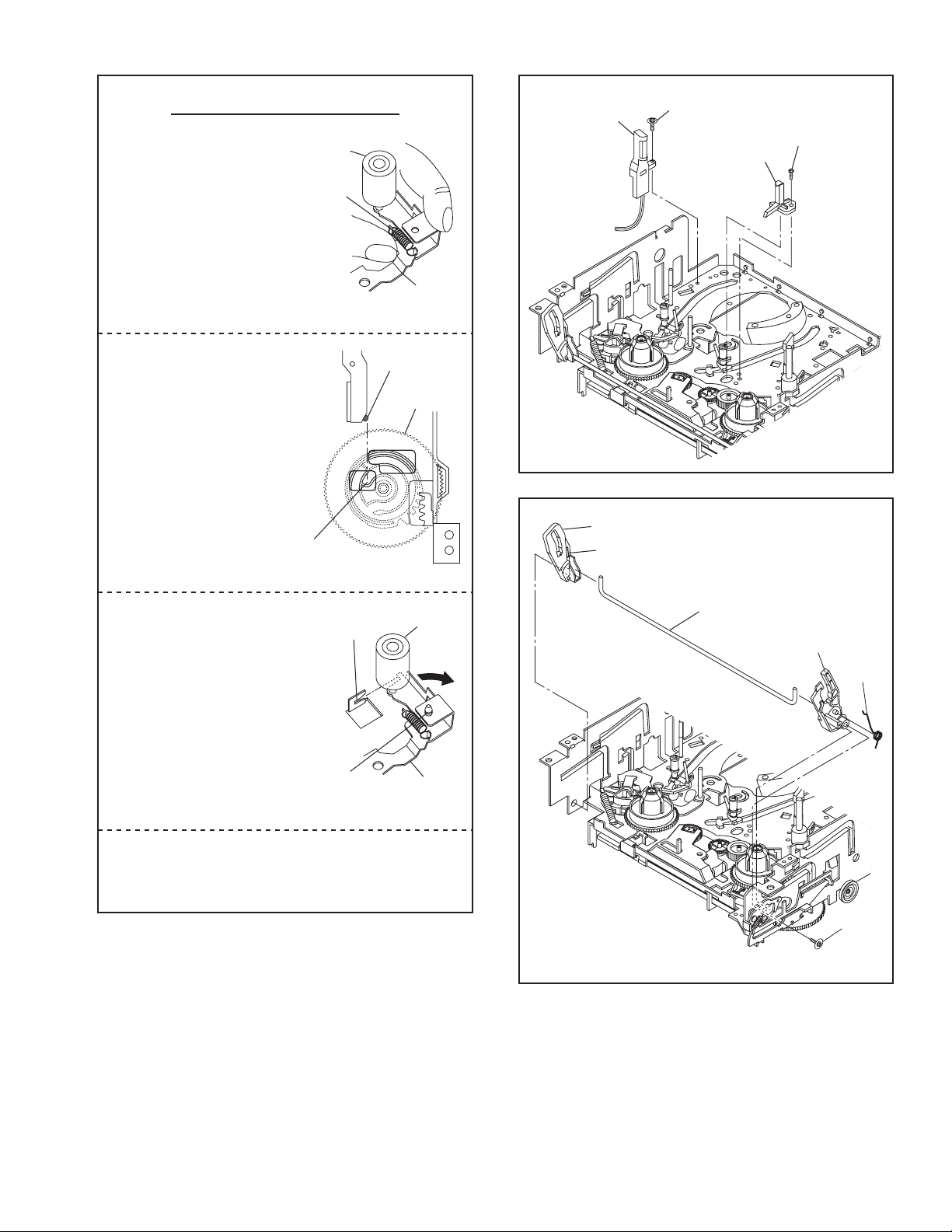
4.4.1 Service Information
(1) Method for Manual Tape Loading/Unloading To load a cas-
sette tape manually:
a) Disconnect the AC plug.
b) Remove the Top Case and Front Assembly.
c) Insert a cassette tape. Though the tape will not be au-
tomatically loaded, make sure that the cassette tape
is all the way in at the inlet of the Cassette Holder. To
confirm this, lightly push the cassette tape further in
and see if the tape comes back out,by a spring motion, just as much as you have pushed in.
d) Turn the LDG Belt in the appropriate direction shown
in Fig. 1 for a minute or two to complete this task.
To unload a cassette tape manually:
a) Disconnect the AC plug.
b) Remove the Top Case and Front Assembly.
c) Make sure that the Moving guide preparations are in
the Eject Position.
d) Turn the LDG Belt in the appropriate direction shown
in Fig. 1 until the Moving guide preparations come to
the Eject Position. Stop turning when the preparations begin clicking or can not be moved further.
However, the tape will be left wound around the cylinder.
e) Turn the LDG Belt in the appropriate direction contin-
uously, and the cassette tape will be ejected.
Allow a minute or two to complete this task.
(2) Method to place the Cassette Holder in the tapeloaded po-
sition without a cassette tape
a) Disconnect the AC Plug.
b) Remove the Top Case and Front Assembly.
c) Turn the LDG Belt in the appropriate direction shown
in Fig.1. Release the locking tabs shown in Fig. 1 and
continue turning the LDG Belt until the Cassette
Holder comes to the tape-loaded position. Allow a
minute or two to complete this task.
Top View
Moving guide T preparation
(Eject Position)
Moving guide S preparation
(Eject Position)
Push the tape
to load it.
UNLOAD
/EJECT
LOAD
Side View
LDG Belt
Bottom View
LDG Belt (B)
UNLOAD
/EJECT
Cam Gear
Push the locking tab gently to unlock
when loading without a cassette.
Fig.1
Fig.2
(No.YD087)1-31
Page 32

4.4.2 Tape Interchangeability Alignment
Note:
To do these alignment procedures, make sure that the Tracking Control Circuit is set to the preset position every time a tape is
loaded or unloaded.
Equipment required:
Dual Trace Oscilloscope
VHS Alignment Tape (MHPE-L)
Guide Roller Adj. Screwdriver
Flat Screwdriver (Purchase Locally)
Note:
Before starting this Mechanical Alignment, do all Electrical Adjustment procedures.
Flowchart of Alignment for tape traveling
Loading (Use a blank tape.)
No good
Adjust the height of the Guide Rollers
(Supply side and take-up side).
(Use a blank tape.)
See 4,4,2,1
Check to see that the tape is not creasing
and that there is no slack on the supply
and take-up side Guide Rollers.
(Use a blank tape.)
See 4,4,2,1
Adjust the X Value for maximum envelope.
(Use Alignment Tape.)
Adjust the envelope.
Check the envelope.
See 4,4,2,2
See 4,4,2,3
See 4,4,2,3
OK
Adjust the Audio Section.
(Azimuth Alignment)
Check the audio output.
See 4,4,2,4
See 4,4,2,4
OK
Check the following:
1. X Value
2. Envelope
See 4,4,2,2 4,4,2,3
OK
No good
No good
No good
Do the final tape-traveling test to see that
the tape runs normally in play mode without creasing or slacking.
See 4,4,2,1
OK
Check to see that the tape is not creasing
and that there is no slack on the REV Post.
(Use a blank tape.)
See 4,4,2,5
OK
Completion
Adjust the X value and envelope.
See 4,4,2,2 4,4,2,3
1-32 (No.YD087)
Page 33

4.4.2.1 Preliminary/Final Checking and Alignment of Tape
Path
Purpose:
To make sure that the tape path is well stabilized.
Symptom of Misalignment:
If the tape path is unstable, the tape will be damaged.
Note:
Do not use an Alignment Tape for this procedure. If the unit is
not correctly aligned, the tape may be damaged.
(1) Playback a blank cassette tape and check to see that the
tape runs without creasing at Guide Rollers [2] and [3], and
at points A and B on the lead surface. (Refer to Fig. 3 and
4.)
(2) If creasing is apparent, align the height of the guide rollers
by turning the top of Guide Rollers [2] and [3] with a Guide
Roller Adj. Screwdriver. (Refer to Fig. 3 and 5.)
Guide Roller [2]
A
Take-up Guide Post [4]
Lead Surface of Cylinder
Guide Roller [3]
ACE Head
B
Fig.3
Tape
(4) If creasing or snaking is apparent, adjust the Tilt Adj. Screw
of the ACE Head. (Fig. 6)
Azimuth Adj. Screw
ACE Head
Flat
Screwdriver
Tilt Adj. Screw
Fig.6
4.4.2.2 X Value Alignment
Purpose:
To obtain maximum PB FM envelope signal at the preset position of the Tracking Control Circuit, align the Horizontal Position of the ACE Head.
Symptom of Misalignment:
If the Horizontal Position of the ACE Head is not properly
aligned, maximum PB FM envelope cannot be obtained at the
preset position of the Tracking Control Circuit.
(1) Connect the oscilloscope to TP301 (C-PB) and TP503
(CTL) on the Main CBA. Use TP504 (RF-SW) as a trigger.
(2) Playback the Gray Scale of the Alignment Tape
(FL6NS8) and confirm that the PB FM signal is present.
(3) Set the Tracking Control Circuit to the preset position by
pressing “PR +” button and then “” button on the unit.
(Refer to note on bottom of page 1-34.)
(4) Use the Flat Screwdriver so that the PB FM signal at
TP301 (C-PB) is maximum.(Fig. 6)
(5) To shift the CTL waveform, press “PR +”or “PR -”button
on the remote control unit. Then make sure that the maximum output position of PB FM envelope signal becomes
within ±2ms from preset position.
Fig.4
Correct
Guide Roller
Tape
Take-up Guide
Post
Tape
Fig.5
(3) Check to see that the tape runs without creasing at Take-
up Guide Post [4] or without snaking between Guide Roller
[3] and ACE Head. (Fig. 3 and 5)
Incorrect
(No.YD087)1-33
Page 34

Good
FM envelope signal
2ms
Dropping envelope level at the beginning of track.
Center Position
FM envelope output signal
is adjusted at maximum.
CTL signal
No Good
FM envelope output signal is low.
Fig.7
(6) Set the Tracking Control Circuit to the preset position by
pressing “PR +” button and then the VCR “” button on
the unit.
4.4.2.3 Checking/Adjustment of Envelope Waveform
Purpose:
To achieve a satisfactory picture, adjust the Guide Rollers so
that the PB FM envelope becomes as flat as possible.
Symptom of Misalignment:
If the envelope output is poor, noise will appear in the picture.
The tracking will then lose precision and the playback picture
will be distorted by any slight variation of the Tracking Control
Circuit.
(1) Connect the oscilloscope to TP301 (C-PB) on the Main
CBA. Use TP504 (RF-SW) as a trigger.
(2) Playback the Gray Scale on the Alignment Tape(MHPE-L).
Set the Tracking Control Circuit to the preset position by
pressing “PR +” button and then VCR “” button on the
unit. Adjust the height of Guide Rollers [2] and [3](Fig. 3,
Page 1-33) watching the oscilloscope display so that the
envelope becomes as flat as possible. To do this adjustment, turn the top of the Guide Roller with the Guide Roller
Adj. Screwdriver.
(3) If the envelope is as shown in Fig. 7, adjust the height of
Guide Roller [2] (Refer to Fig. 3) so that the waveform looks
like the one shown in Fig. 9.
(4) If the envelope is as shown in Fig. 8, adjust the height of
Guide Roller [3] (Refer to Fig. 3) so that the waveform looks
like the one shown in Fig. 9.
(5) When Guide Rollers [2] and [3] (Refer to Fig. 3)are aligned
properly, there is no envelope drop either at the beginning
or end of track as shown in Fig. 9.
Fig.8
Dropping envelope level at the end of track.
Fig.9
Envelope is adjusted properly. (No envelope drop)
Fig.10
Note:
Upon completion of the adjustment of Guide Rollers [2] and [3]
(Refer to Fig. 3), check the X Value by pushing the “PR +”or
“PR -” buttons on the unit alternately, to check the symmetry
of the envelope. Check the number of pushes to ensure preset
position. The number of pushes of the “PR +” button on the unit
to achieve 1/2 level of envelope should match the number of
pushes of the “PR -” button on the unit from center. If required,
redo the “X Value Alignment.”
1-34 (No.YD087)
Page 35

4.4.2.4 Azimuth Alignment of Audio/Control/ Erase Head
Purpose:
To correct the Azimuth alignment so that the Audio/Control/
Erase Head meets tape tracks properly.
Symptom of Misalignment:
If the position of the Audio/Control/Erase Head is not properly
aligned, the Audio S/N Ratio or Frequency Response will be
poor.
(1) Connect the oscilloscope to the audio output jack on the
rear side of the deck.
(2) Playback the alignment tape (MHPE-L) and confirm that
the audio signal output level is 8kHz.
(3) Adjust Azimuth Adj. Screw so that the output level on the
AC Voltmeter or the waveform on the oscillo scope is at
maximum. (Fig. 6)
Note:
Upon completion of the adjustment of Azimuth Adj. Screw,
check the X Value by pushing the “PR +” or “PR -“buttons on
the unit alternately, to check the symmetry of the envelope.
Check the number of pushes to ensure preset position. The
number of pushes of the “PR +“ button on the unit to achieve
1/2 level of envelope should match the number of pushes of
the “PR -”button on the unit from center. If required, redo the
“X Value Alignment.”
4.4.2.5 Checking and Alignment of Tape Path during reversing
Purpose:
To make sure that the tape path is well stabilized during reversing.
Symptom of Misalignment:
If the tape path is unstable during reversing, the tape will be
damaged.
Note:
Do not use an Alignment Tape for this proce dure. If the unit is
not correctly aligned, the tape may be damaged.
(1) Insert a blank cassette tape into the tray and set the unit to
REV. Then confirm if the tape has been curled up or bent
at the Take-up Guide Post[4] or REV Post[5]. (Refer to Fig.
11 and 12.)
(2) When the tape has been curled up or bent, turn the align-
ment screw to adjust the height of REV Post.
(Refer to Fig. 11 and 13.)
Correct
Tape
REV Post
Incorrect
Tape
Take-up Guide
Post
Fig.12
Alignment
Screw
Tape Guide
Assembly
Fig.13
Take-up Guide Post [4]
Fig.11
REV Post [5]
(No.YD087)1-35
Page 36

SECTION 5
TROUBLESHOOTING
5.1 HOW TO INITIALIZE THE DVD RECORDER
To put the program back at the factory-default, initialize the DVD
recorder as the following procedure.
(1) Turn the DVD recorder on.
(2) Confirm that no disc is loaded or that the disc tray is open.
To put the DVD recorder into the Version display mode,
press [ ], [1], [2], and [3] buttons on the remote control in
that order.
Fig. 1 appears on the screen.
*1: "
*2: Firmware Version differs depending on the
models, and this indication is one example.
(3) Press [ENTER] button, then the DVD recorder starts initial-
izing. When the initializing is completed, the DVD recorder
exits the Version display mode and turns off the power automatically.
• To move into the Normal mode from the Version display
mode, press [RETURN] button on the remote control instead of [ENTER] button.
• When [STANDBY/ON] button is pressed before [ENTER] button is pressed, the DVD recorder exits the Version display mode, then the power turns off.
" differs depending on the models.
*******
F/W VERSION
Model Name :
Firmware V ersion
BE :
FE :
API :
TT :
DEFAULT SETTING : ENTER
EXIT : RETURN
*******
W2V3176H2S
R20_057_000
Ver 1.08
T20198FSP
Version Display Mode Screen
Fig.1
1-36 (No.YD087)
Page 37

5.2 FIRMWARE RENEWAL MODE
(1) Turn the power on and remove the disc on the tray.
(2) To put the DVD recorder into version up mode, press [ ],
[6], [5], and [4] buttons on the remote control unit in that order. Then the tray will open automatically.
Fig. 1 appears on the screen and Fig. 2 appears on the
VFD.
* Firmware Version differs depending on the
models, and this indication is one example.
Selected
F/W version
is displayed.
* Firmware Version differs depending on the
models, and this indication is one example.
Firm Update Mode ver . W2G3075V2S
W2G3075V2S
File Loading...
(*1)
Firm Update Mode
Please inser t a disc.
ver. W2G3075V2S
Current
F/W version
is displayed.
Version Up Mode Screen
Fig.1
VFD in Version Up Mode
Fig.2
(3) Load the disc for version up.
Fig. 3 appears on the screen. The file on the top is highlighted as the default.
When there is only one file to exist, Step 4 will start automatically.
* Firmware Version differs depending on the
models, and this indication is one example.
Firm Update Mode ver. W2G3075V2S
Disc name
is displayed.
VOL_200408250934
1 W2G3075V2S
2 W2G3076V2S
3 W2G3077V2S
4 W2G3078V2S
Files included
in the disc are
displayed.
Programming Mode Screen
Fig.4
VFD in Programming Mode (Example)
Fig.5
The appearance shown in (*1) of Fig 4 is described as follows.
No. Appearance State
1 File Loading... Sending files into the memory
2 Firmware Updating...
Writing new version data
XX% Complete.
--- Firmware Update Failure Failed in updating
(5) After updating is finished, the tray opens automatically.
Fig. 6 appears on the screen and Fig. 7 appears on the
VFD.
* Firmware Version differs depending on the
models, and this indication is one example.
Firm Update Mode ver . W2G3075V2S
W2G3075V2S
B/E Firmware
Update End
1 / 1
Update Disc Screen
Fig.3
(4) Select the firmware version pressing arrow buttons, then
press [ENTER].
Fig. 4 appears on the screen and Fig. 5 appears on the
VFD. The DVD recorder starts updating.
About VFD indication of Fig. 5:
a) When Fig. 4 is displayed on the screen, "F-UP" is dis-
played on the VFD.
b) When "Firmware Updating... XX% Complete." is dis-
played on the screen, "XX"% is displayed on the
VFD.
Completed Program Mode Screen
Fig.6
VFD in Completed Program Mode
Fig.7
At this time, no button is available.
(6) Press [STANDBY/ON] button to turn the power off. Then
press it again.
(No.YD087)1-37
Page 38

5.3 FUNCTION INDICATOR SYMBOLS
5.3.1 VCR Section
Note:
If a mechanical malfunction occurs, the power is turned off. When the power comes on again after that by pressing [STANDBY-ON]
button, an error message is displayed on the TV screen for 5 seconds.
MODE INDICATOR ACTIVE
When reel or capstan mechanism is not functioning correctly “ /R” is displayed on a TV screen. (Refer to Fig. 1.)
When tape loading mechanism is not functioning correctly “ /T” is displayed on a TV screen. (Refer to Fig. 2.)
When cassette loading mechanism is not functioning correctly “ /C” is displayed on a TV screen. (Refer to Fig. 3.)
When the drum is not working properly “ /D” is displayed on a TV screen. (Refer to Fig. 4.)
P-ON Power safety detection “ /P” is displayed on a TV screen. (Refer to Fig. 5.)
5.3.1.1 TV screen
When the drum is not working properly
When reel or capstan mechanism is not functioning correctly
D
R
SP 0 : 00 : 00
SP 0 : 00 : 00
Recording mode
When tape loading mechanism is not functioning correctly
Elapsed time
Fig.1
T
SP 0 : 00 : 00
Recording mode
When cassette loading mechanism is not functioning correctly
Elapsed time
Fig.2
C
SP 0 : 00 : 00
Recording mode
Elapsed time
Fig.3
Recording mode
P-ON Power safety detection
P
SP 0 : 00 : 00
Recording mode
Elapsed time
Fig.4
Elapsed time
Fig.5
1-38 (No.YD087)
Page 39

5.3.2 DVD Section
Note:
If an error occurs, a message with the error number appears on the screen.
Recording Error
Messag e Solutio n
Can not record on this disc.
This program is not allowed to
be recorded.
This program is not recordable
in Video mode.
This program is not allowed to
be recorded on this disc.
You cannot record on this disc as
Power Calibration Area is full.
Insert the recordable disc, and
ensure the disc status satisfies
the recording requirements.
You cannot record copy
prohibited programs.
Set “DVD-RW Recording
Format” to “VR mode”.
Insert a ver.1.1 CPRM
compatible DVD-RW disc.
Error message
E35
Error
No.
1 An error occurs during data reading. -
2
3
4 An error occurs with OPC. -
5 During recovery in a record. -
6
7 An error occurs in a format. -
8 It cannot start an encode. -
9
10
11
12
13 It is a reply that “ATAPI is not readable.” -
14
15
16 An error occurs in Finalize Close. -
17 An error occurs in Rec Stop Close. -
18 An error occurs in PCA Full (DVD_R). -
19 Safety Stop occurs during editing. -
20 High Speed Disc. 2
21 The disc which is not formatted. 5
22 The disc that Disc Error occurred. 3
23 The -R Disc of VR Mode. 6
24
25 During the Macrovision picture input. 11
26 During the CGMS picture input. 12
27
28
Error No.
Error Descr ipt ion Priorit y
There is no reply for 15 seconds in Test
Unit Ready.
Cannot write the data after trying to write
three times.
An error occurs even if it do recovery of a
record three times.
There is not NV_PCK/RDI_PCK in data
doing an encode.
Encode Pause condition continued for 10
minutes.
Encode Pause condition continued by
normal REC condition for 10 minutes.
Differ in an address and do not get
StreamID of RDI/VIDEO.
Cannot write the data after recovering
SMALL VMGI.
Cannot write the data after DVD-R
Reverse Track.
The disc except DVD-R/RW or DVD-R
finalized disc
During the CGMS picture (possible a
record once) input. (Video Format Disc)
During the CGMS picture (possible a
record once) input. (Disc which there is
not for the correspondence to VR Format
CPRM)
-
-
-
-
-
-
-
-
-
1
12
12
(No.YD087)1-39
Page 40

Messag e Solutio n
This disc is protected and not
recordable.
Disc is full.
(No area for new recording)
You cannot record more than
99 titles on one disc.
(The maximum is 99.)
You cannot record more than
999 chapters on one disc.
(The maximum is 999.)
You cannot record on this disc
as Control Information is full.
Release the disc protect
setting in the Disc Setting
menu.
Insert the recordable disc with
enough recording space.
Delete unnecessary titles.
Delete unnecessary chapter
markers.
Delete unnecessary titles. 34
Error
No.
Error Descr ipt ion Priorit y
29 Disc Protected Disc. 7
30 There is no it in a space field. 5
It is recorded a 99 title. (Video Format
31
Disc)
32 It is recorded a 99 title. (VR Format Disc) 8
There is 999 number of total chapter. (VR
33
Format Disc)
There is not a space to a record field of
control information.
7
9
10
You cannot record on the disc
as Power Calibration Area is
Insert a new disc. 35 PCA Full. (in REC start) 4
full.
This disc is already finalized.
Release the finalizing for this
disc.
36 It is done Finalize. (Video Format Disc) 6
37 Access to Memory Area range outside. -
Can not record on this disc. Repeat the same operation.
38 Sector Address is wrong. -
39 BUP writing error of chapter editing. -
If an error occurs during the timer recording, one of the following error numbers (40 to 42) or the above error messages (error number:
1 to 39) is displayed on the recording menu after timer recording.
(Once the screen of the program line is exited, the program line for the error will be cleared.)
(No Error Message is displayed for the error No. 40 ~ 42.)
A program with the error number is grayed out and asterisked on the timer programming list.
Messag e Solutio n
Error message is not
displayed.
Timer Pr ogramming
Date Start End CH Speed
JAN/01 12:57AM 1:57AM 8 D VD E40
*
2. ---
3. ---
4. ---
5. ---
6. ---
7. ---
8. ---
- Set the timer programming
correctly.
- Set the timer programming
before the start time.
- Insert a recordable videotape
with a record tab.
VCR DVD
DVD
VCR
VPS
PDC
The speed mode changes
to the error number.
Error
No.
Error Descr ipt ion Priorit y
- Some portion has not been recorded
because of program overlapping.
40
- Recording did not start at the start time.
- No Videotape is inserted.
Videotape ran out during recording.
Turn the power on and set the
clock correctly then set timer
41 Power failed -
programming again.
Insert the recordable disc. 42 No disc when recording -
-
1-40 (No.YD087)
Page 41

5.4 ALIGNMENT PROCEDURES OF MECHANISM
The following procedures describe how to align the individual
gears and levers that make up the tape loading/unloading mechanism. Since information about the state of the mechanism is
provided to the System Control Circuit only through the Mode
Switch, it is essential that the correct relationship between individual gears and levers be maintained.
All alignments are to be performed with the mechanism in
Eject mode, in the sequence given. Each procedure assumes
that all previous procedures have been completed.
IMPORTANT:
If any one of these alignments is not performed properly, even
if off by only one tooth, the unit will unload or stop and it may
result in damage to the mechanical or electrical parts.
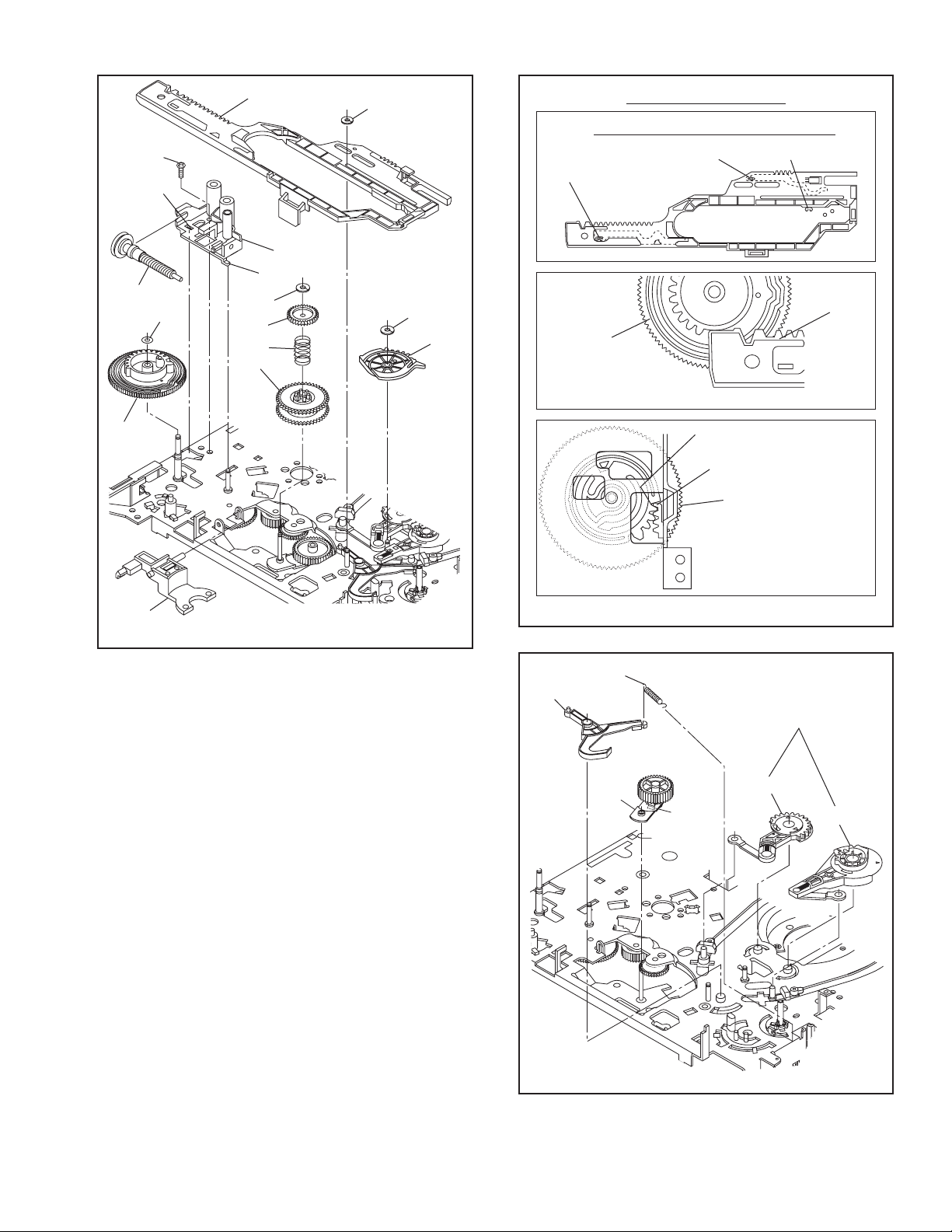
5.4.1 Alignment points in Eject Position
5.4.1.1 Alignment 1
Loading Arm (SP) and (TU) Assembly
Install Loading Arm (SP) and (TU) Assembly so that their triangle marks point to each other as shown in Fig. 2.
5.4.1.2 Alignment 2
Mode Gear
Keeping the two triangles pointing at each other, install the
Loading Arm (SP) Assembly so that the last tooth of the gear
meets the most inside teeth of the Mode Gear. See Fig. 2.
Triangle Marks
Loading Arm
(SP) Assembly
Last Tooth
Top View
Bottom View
Alignment 1
Alignment 3
Alignment 2
Alignment 2
Loading Arm
(TU) Assembly
Most inside teeth
of Mode Gear
Alignment 1
Fig.2
5.4.1.3 Alignment 3
Cam Gear (A) (HI), Rack Assembly
Install the Rack Assembly so that the first tooth on the gear of
the Rack Assembly meets the first groove on the Cam Gear
(A) (HI) as shown in Fig. 3.
Top View
Cam Gear (A)(HI)
Mode Gear
Alignment 3
First tooth
Fig.1
First groove
on the Cam Gear (A)(HI)
Fig.3
Gear on Rack Assembly
(No.YD087)1-41
Page 42

5.5 IC PIN FUNCTION DESCRIPTIONS
5.5.1 VCR Section
5.5.1.1 IC501( SERVO / SYSTEM CONTROL IC )
Pin
IN/
No.
OUT
1IN
Sign al
Name
SC2-IN
Func tion
Input Signal from Pin 8 of
SCART2
Video Head Switching
2IN
PG-DELAY
Pulse Signal Adjusted
Voltage
3IN
4IN
5IN
6IN
7IN
8IN
9IN
10 IN
11 OUT
12 -
13 OUT
14 IN
15 OUT
16 OUT
17 IN
18 OUT
19 OUT
20 -
21 -
22 OUT
23 OUT
24 OUT
25 OUT
26 -
27 OUT
DVD-POWSAFETY
END-S
AFC
V-ENV
KEY-1 Key Scan Input Signal 1
KEY-2 Key Scan Input Signal 2
LD-SW
ST-S
FANCONT1
NU Not Used
D-V- SYNC Dummy V-sync Output
REMOCON
-IN
C-ROTA
H-A-SW
H-A-COMP
RF-SW
Hi-Fi-H-SW
NU Not Used
NU Not Used
VIDEOSW1
VIDEOSW2
VIDEOSW3
REGCONT2
NU Not Used
RGBTHROUGH
Abnormal Voltage Detection
Tape End Position Detect
Signal
Automatic Frequency
Control Signal
Video Envelope
Comparator Signal
Deck Mode Position
Detector Signal
Tape Start Position Detector
Signal
Fan Motor Control Signal
Remote Control Sensor
Color Phase Rotary
Changeover SIgnal
Video Head Amp Switching
Pulse
Head Amp Comparator
Signal
Video Head Switching
Pulse
HiFi Audio Head Switching
Pulse
Video Input Select Signal
Video Input Select Signal
Video Input Select Signal
Power Regulator Control
Signal
SCART 2 RGB Through
Control Signal
Pin
IN/
No.
OUT
28 OUT
Signa l
Name
AUDIOMUTE-2
DVD-
29 OUT
AUDIOMUTE
30 -
31 IN
NU Not Used
REC-SAFSW
32 IN P-DOWN -H
33 OUT
34 IN
35 IN
36 OUT
37 -
38 IN
39 OUT
40 -
41 -
42 OUT
43 IN
44 IN
45 OUT
46 -
47 IN
48 IN
49 -
50 IN
51 -
52 OUT
53 -
54 -
55 IN
56 IN
57 -
58 IN
59 OUT
D-REC-H Delayed Record Signal
RESET
Xcin Sub Clock
Xcout Sub Clock
Vcc Vcc
Xin Main Clock Input
Xout Main Clock Input
GND Vss(GND)
NU Not Used
REGULATOR
-CONTROL
CLKSEL Clock Select (GND)
OSCin Clock Input for letter size
OSCout Clock Output for letter size
NUB Not Used
LP LP
FSC-IN
[4.43MHz]
OS DVss O SDVss
OSD-V-IN OSD Video Signal Input
NU Not Used
OSD-VOUT
OS DVcc O SDVcc
HLF
COLOR-IN
DAVN-L
NU Not Used
C-SYNC
8POUT-1
Func tion
Audio Mute Control Signal
DVD Audio Mute Control
Signal
Recording Safety SW
Detect (With Record tab=”L”/
With out Record tab=”H”)
Power Voltage Down
Detector Signal
System Reset Signal
(Reset=”L”)
Power Regulator Control
Signal
4.43MHz Clock Input
OSD Video Signal Output
LPF Connected Terminal
(Slicer)
SECAM or MESECAM
Chroma Video Input Signal
at Super Impose
VPS/PDC Data Receive =
“L”
Composite Synchronized
Pulse
Control SCART 1 8Pin
Level by using 8POUT-1
and 8POUT-2
1-42 (No.YD087)
Page 43

Pin
No.
IN/
OUT
Sign al
Name
Func tion
Control SCART 1 8Pin
60 OUT
8POUT-2
Level by using 8POUT-1
and 8POUT-2
61 -
62 -
63 OUT
64 IN
65 OUT
66 IN
67 OUT
68 OUT
69 OUT
70 OUT
71 OUT
72
73 -
74 -
75
76 OUT
77 OUT
NU Not Used
NU Not Used
SYSTEMRESET
READY/
BUSY
S-DATAOUT
S-DATA-IN
S-CLOCK
System Reset Signal
Ready/Busy communication
Control with Main Micro
Controller
Communication of Data
from VCR Micro Controller
Communication of Data to
VCR Micro Controller
Communication of Clock
with VCR Micro Controller
DRV-DATA VFD Driver IC Control Data
DRV-STB
VFD Driver IC Chip Select
Signal
DRV-CLK VFD Driver IC Control Clock
IN/
OUT
IIC-BUSSCL
IIC-BUSSDA
IIC BUS Control Clock
IIC BUS Control Data
NU Not Used
NU Not Used
OUT P-ON-H Power On Signal to High
C-CONT
Capstan Motor Control
Signal
D-CONT Drum Motor Control Signal
Capstan Motor FWD/REV
78 OUT
C-F/R
Control Signal (FWD=“L”/
REV=“H”)
79 IN
80 IN
81 OUT
82 OUT
83 OUT
S-REEL Supply Reel Rotation Signal
T- R E E L
LM-FWD/
REV
OUTPUTSELECT
VCRAUDIOMUTE
Take Up Reel Rotation
Signal
Loading Motor Control
Signal
Output Select
Audio Mute Control Signal
(Mute = “H”)
Pin
IN/
No.
OUT
90
IN
91 -
92 -
93 -
IN/
94
OUT
IN/
95
OUT
96 -
97 -
98 -
99 -
100 IN
Signa l
Name
D-PFG
AMPVREF
out
AMPVREF
in
Drum Motor Phase/
Frequency Generator
V-Ref for CTL AMP
V-Ref for CTL AMP
P80/C P80/C Terminal
CTL (-)
CTL (+)
AMPC
CTL
Playback/Record Control
Signal (-)
Playback/Record Control
Signal (+)
CTL AMP Connected
Te r mi n a l
To Monitor for CTL AMP
Output
AMPVcc AMPVcc
AVcc
A/D Converter Power Input/
Standard Voltage Input
AGC IF AGC Comparator Signal
Not es:
Abbreviation for Active Level:
PWM -----Pulse Wide Modulation
A/D--------Analog - Digital Converter
Func tion
84 OUT
85 IN
86 IN
87 IN
88 -
89 -
C-POW-SW
VCR POWSAFETY
Capstan Power Switching
Signal
VCR Power Supply Safety
Signal
A-MODE Hi-Fi Tape Detection Signal
C-FG
Capstan Motor Rotation
Detection Pulse
AMPVss AMPVss
NU Not Used
(No.YD087)1-43
Page 44

5.5.1.2 IC612 ( FIP DRIVER )
Pin
IN/
No.
OUT
1 OUT
2 OUT VCR-LED
3 OUT DVD-LED
4 -
5 IN OSC
6 -
7 IN DIN
8 IN CLK
Signa l
Name
POWERLED (NU)
NU
NU
Name Func tion
Power LED Signal Output
VCR Mode LED Signal
Output
DVD Mode LED Signal
Output
Not Used
Oscillator Input
Not Used
Serial Data Input
Clock Input
Pin
No.
36
IN/
OUT
Signa l
Name
7G
37 6G
38 5G
39 4G
OUT
40 3G
41 2G
42 1G
43 - V DD
44 - VS S
Name Func ti on
Grid Output
Power Supply
GND
9 IN STB
10 -
11 -
12 - VSS
13 - VDD
14 -
15 -
16 -
17 -
18 -
19 -
20
21 b
22 a
23 d
24 e
OUT
25 f
NU
NU
NU
NU
NU
NU
NU
NU
c
Serial Interface Strobe
Not Used
Not Used
GND
Power Supply
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Segment Output
26 i
27 h
28 g
29 -
30 - VEE
31 -
32 -
33 -
34 -
35 -
1-44 (No.YD087)
NU
NU
NU
NU
NU
NU
Not Used
Pull Down Level
Not Used
Not Used
Not Used
Not Used
Not Used
Page 45

5.6 LEAD IDENTIFICATIONS
E C B
KIA4558P/P
RC4580IP
8 5
1 4
KRA103M-AT/P
KRC103M-AT/P
KTA-1266-GR-AT/P
KTA1267Y-AT/P
KTC3199-(BL,Y)-AT/P
KTC3193-Y-AT/P
KRA104M-AT/P
KTA1273-Y-AT/P
RN1511(TE85R.F)
C1 C2
B1 E B2
2SC1815-Y(TE2 F T)
PT204-6B-12
KTC3203-Y-AT/P
KTC3205-Y-AT/P
KTA1281Y-AT/P
KTC3198-Y-AT/P
C
E
E C B
C
EL817A
KRC103S-RTK/P
KTC3875S-(GR,Y)-RTK/P
1
2
1: Anode
4
2: Cathode
3
3: Emitter
BE
KTA1504S-(GR,Y)-RTK/P
KTC3879Y-RTK
4: Collector
2SK3566
PQ070XF01SZH
MM1637XVBE
16
1
9
8
MM1636XWRE
8
1
5
4
MSP3417G-QG-B8-V3
PT6315(L)
33
34
44
1
TC4053BF(EL N F)
CD4052BPWR
16
1
23
11
9
8
22
12
LC74793JM-TRM
MM1697AJBE
24
1
MM1443XJBE
34
M3776AMCH-AD4GP
LA71750EM-MPB-E
80
81
100
1
13
GDS
12
1234
LA72648M-MPB-E
60
18
1
17
61
80
1
51
50
41
40
21
20
Note:
A: Anode
K: Cathode
E: Emitter
C: Collector
B: Base
31
R: Reference
S: Source
30
G: Gate
D: Drain
(No.YD087)1-45
Page 46

Victor Company of Japan, Limited
AV & MULTIMEDIA COMPANY DIGITAL VIDEO STORAGE CATEGORY 12, 3-chome, Moriya-cho, kanagawa-ku, Yokohama, kanagawa-prefecture, 221-8528, Japan
(No.YD087)
Printed in Japan
VPT
Page 47

SCHEMATIC DIAGRAMS
DVD VIDEO RECORDER & VIDEO CASSETTE RECORDER
DR-MV2SEL, DR-MV2SEU,
DR-MV2SEY, DR-MV2SEZ
CD-ROM No.SML200511
Area Suffix
EL ------------ South Europe
EU -------- Western Europe
EY -------- Northern Europe
EZ --------- Eastern Europe
STANDBY/ON
OPEN/
CLOSE
SET UP
ON SCREEN
EJECT
VCR DVD
REPEAT
ABC.@/: DEF
JKLGHI MNO
CLEAR AUDIO
TIMERPROG
SHOWVIEW
DUBBING
VCR REC
REC
SPEED
MONITOR
TUVPQRS WXYZ
ENTER
REC
RM-SDR057E
PLAYSLOW SLOW
VCR
SEARCH
VCR
SYSTEM
ZOOM
PR
MENU/LISTTOP MENU
RETURN
PAUSEDVD REC STOP
VCR
SLOW
STANDBY/ON
VCR
R
R
DUBBING
PR
VCR DVD
DVD
VCR/DVD
S-VIDEO VIDEO
(MONO)
L-
AUDIO-R
DR-MV2SEL, DR-MV2SEU, DR-MV2SEY, DR-MV2SEZ [D5RV02]
Since the whole DVD mechanism assembly unit is replaced, the
DVD recorder mechanism of this unit need not be adjusted.
COPYRIGHT 2005 Victor Company of Japan, Limited
No.YD087SCH
2005/11
Page 48

Page 49

SCHEMATIC DIAGRAMS / CBA' S AND TEST POINTS
Standard Notes
WARNING
Many electrical and mechanical parts in this chassis have special characteristics. These characteristics often
pass unnoticed and the protection afforded by them cannot necessarily be obtained by using replacement
components rated for higher voltage, wattage, etc. Replacement parts that have these special safety
characteristics are identified in this manual and its supplements; electrical components having such features
are identified by the mark " " in the schematic diagram and the parts list. Before replacing any of these
components, read the parts list in this manual carefully. The use of substitute replacement parts that do not
have the same safety characteristics as specified in the parts list may create shock, fire, or other hazards.
LIST OF CAUTION, NOTES, AND SYMBOLS USED IN THE SCHEMATIC
DIAGRAMS ON THE FOLLOWING PAGES:
1. CAUTION:
FOR CONTINUED PROTECTION AGAINST FIRE HAZARD, REPLACE ONLY WITH THE SAME TYPE FUSE.
2. CAUTION:
Fixed Voltage (or Auto voltage selectable) power supply circuit is used in this unit.
If Main Fuse (F1001) is blown, first check to see that all components in the power supply circuit are not
defective before you connect the AC plug to the AC power supply. Otherwise it may cause some components
in the power supply circuit to fail.
Notes:
1. Do not use the part number shown on these drawings for ordering. The correct part number is shown in the
parts list, and may be slightly different or amended since these drawings were prepared.
2. All resistance values are indicated in ohms (K=10
3. Resistor wattages are 1/4W or 1/6W unless otherwise specified.
4. All capacitance values are indicated in uF (P=10
5. All voltages are DC voltages unless otherwise specified.
6. Electrical parts such as capacitors, connectors, diodes, IC's, transistors, resistors, switches, and fuses are
identified by four digits. The first two digits are not shown for each component. In each block of the diagram,
there is a note such as shown below to indicate these abbreviated two digits.
3
, M=106).
-6
uF).
3. Note:
1. Do not use the part number shown on the drawings for ordering. The correct part number is shown in the
parts list, and may be slightly different or amended since the drawings were prepared.
2. To maintain original function and reliability of repaired units, use only original replacement parts which are
listed with their part numbers in the parts list section of the service manual.
4. Voltage indications for PLAY and REC mode on the schematics are as shown below:
< DVD Section >
5.0
The same voltage for
both PLAY & STOP modes
5.0
(2.5)
PLAY mode
STOP mode
231
Indicates that the voltage
is not consistent here.
The same voltage for
both PLAY, REC & DVD
modes
< VCR Section >
231
5.0
5.0
(2.5)
< >
Indicates that the voltage
is not consistent here.
PLAY mode
REC mode
DVD mode
Unit: Volts
5. How to read converged lines
1-D3
Distinction Area
Line Number
(1 to 3 digits)
Examples:
1. "1-D3" means that line number "1" goes to the line number
"1" of the area "D3".
2. "1-B1" means that line number "1" goes to the line number
"1" of the area "B1".
3
AREA D3
2
1
AREA B1
1-D3
ABCD
1-B1
6. Test Point Information
2-1 2-2
: Indicates a test point with a jumper wire across a hole in the PCB.
: Used to indicate a test point with a component lead on foil side.
: Used to indicate a test point with no test pin.
: Used to indicate a test point with a test pin.
Page 50

Wiring diagrams
VCR Section
(DECK ASSEMBLY)
5
ACE HEAD
ASSEMBLY
CONTROL
4
FULL
ERASE
HEAD
3
DRUM
MOTOR
2
Hi-Fi
1
AUDIO
(R) HEAD
Hi-Fi
AUDIO
(L) HEAD
AUDIO
ERASE
HEAD
AUDIO
HEAD
HEAD
FE HEAD
CYLINDER
ASSEMBLY
PG
SENSOR
M
VIDEO
(R)1
HEAD
VIDEO
(L)1
HEAD
VIDEO
(L)2
HEAD
VIDEO
(R)2
HEAD
CN504
AE-H
1
AE-H/FE-H
2
A-COM
3
AUDIO-PB/REC
4
CTL(+)
5
CTL(-)
6
LOADING
MOTOR
M
20
21
CAPSTAN
MOTOR
M
MOTOR
DRIVE
CIRCUIT
CAPSTAN
MOTOR
19
18
17
14
16
13
15
MAIN CBA
1
2
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
5
6
7
8
9
10
12
CN501
FE-H-GND
FE-H
CN502
AL+16V/+12V
P-ON+5V(DECK)
C-FG
C-F/R
C-CONT
GND
LM-FWD/REV
D-CONT
D-PFG
GND
AL+12V(2)
P-ON+15V
CN251
VIDEO(R)-1
VIDEO-COM
VIDEO(L)-1
VIDEO(L)-2
VIDEO-COM
VIDEO(R)-2
Hi-Fi-AUDIO(R)
Hi-Fi-COM
Hi-Fi-AUDIO(L)
11
8
9
4
2
3
567
CN510
CN508
CN1506 CN1
CN1505
1
JK1502
JW002
OPEN/CLOSE-SW
11
DUBBING-SW
22
GND
33
JW001
NU
11
NU
2 2
POWER-SW
33
GND
44
1
NU
SIF
2
GND3
TU-AUDIO(R)4
5
TU-AUDIO(L)
P-ON+5V6
P-ON+5V7
IIC-BUS SCL8
IIC-BUS SDA9
JW103
FRONT-C-IN
1
FRONT-Y-IN
2
GND
3
FRONT-VIDEO-IN
4
GND
5
AUDIO(L)-IN-F
6
GND
7
AUDIO(R)-IN-F
8
CN681
CN671
1
2
3
4
5
6
7
8
9
CN1201
1
2
3
4
5
6
7
8
S-VIDEO
OUT
SENSOR CBA
SENSOR CBA
FUNCTION CBA
POWER SW CBA
AFV CBA
FRONT
JACK CBA
REAR
AUDIO(R)
-OUT
AUDIO(L)
-OUT
POWER SUPPLY
CBA
S-VIDEO
IN
VIDEO
-IN
AUDIO(L)
-IN
AUDIO(R)
-IN
CL051A
AL+44V
GND
AL+12V
GND
FAN-AL+12V
GND
NU
AL+5V
GND
CL052A
GND
AL-30V
GND
AL+2.4V
GND
AL+4V
GND
F2
F1
AC CORD
FRONT
DIGITAL
AUDIO OUT
(COAXIAL)
JW1001
1
2
3
4
5
6
7
8
9
10AL+16V
JW1002
1
2
3
4
5
6
7
8
9
JK2001
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
CL051B
1
2
3
4
5
6
7
8
9
10
CL052B
1
2
3
4
5
6
7
8
9
JUNCTION CBA
CN2001
REAR
JACK CBA
CN051A
FAN
1
JK2-AUDIO(R)-OUT
JK2-AUDIO-MUTE
2
JK2-SW
3
JK2-AUDIO(L)-OUT
4
5
GND
JK2-AUDIO(R)-IN
6
JK2-AUDIO(L)-IN
7
SC2-IN
8
JK2-VIDEO-OUT
9
GND
10
JK2-VIDEO-IN
11
JK2-16P
12
VIDEO-B-IN
13
VIDEO-G-IN
14
VIDEO-R-IN
15
ANT-IN ANT-OUT
CN1504
1
1
2
33
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
JW2001,
JW2002
AL+44V
GND
2
AL+12V3
GND4
5
FAN-AL+12V
GND6
NU7
AL+5V8
GND9
AL+16V10
GND11
AL-30V12
GND
13
AL+2.4V14
GND15
AL+4V16
GND17
F218
19
F1
CN1503
1
FAN+12V
2 GND
CN1507
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
CN1501
SPDIF 1
GND 2
GND 3
EV+10.5V 4
EV+10.5V 5
EV+10.5V 6
GND 7
GND 8
GND 9
GND 10
P-ON+5V 11
P-ON+5V 12
P-ON+5V 13
EV+2.4V 14
EV+2.4V 15
EV+2.4V 16
EV+2.4V 17
GND 18
GND 19
P-ON+2.5V 20
P-ON+2.5V 21
P-ON+2.5V 22
GND 23
GND 24
P-ON+3.3V 25
P-ON+3.3V 26
P-ON+3.3V 27
GND 28
GND 29
GND 30
CN1502
VIDEO-Y(I) 1
GND 2
VIDEO-Cr/Pr 3
GND 4
VIDEO-Cb/Pb 5
GND 6
VIDEO-Y(I/P) 7
GND 8
VIDEO-C 9
GND 10
AUDIO(R)-IN 11
GND 12
AUDIO(L)-IN 13
GND 14
AUDIO(R)-OUT
GND 16
AUDIO(L)-OUT
GND 18
DVD-AUDIO-MUTE
AUDIO+5V 20
VIDEO-Y/CVBS
GND 22
VIDEO-C 23
GND 24
SUB-SCLK 25
REG-CONT2 26
SUB-TXD
RDY 28
SUB-RXD
SYS-RESET 30
TO DVD
MAIN CBA
CN501
(JW101)
TO DVD
MAIN CBA
15
CN601
(JW102)
17
19
21
27
29
TO WIRING
DIAGRAM
<DVD SECTION>
E9770WI
A
BCDEFG
2-3 2-4
Page 51

DVD Section
DVD MECHANISM & DVD MAIN CBA ASSEMBLY
DVD MECHANISM
5
4
PICK UP
SLED
SENSOR
ENCODER CBA
TRAY
OPEN
LOADER CBA
SPINDLE
MOTOR
SLED
MOTOR
M
M
FOCUS
ACTUATOR
TRACKING
ACTUATOR
TILT
ACTUATOR
3
FPDIC
PDIC
2
DVD-LD
DVD/CD
LASER
DIODE
1
DRIVE
CD-LD
CN1003
1
2
3
RELAY
CBA
CN1002
1
~
11
CN1001
VHHWHW+
HVHV+
HUHU+
VCC
V
T-SCN3
T-SCN2
GND
SL+
SLSW1
CN401
118
217
316
415
514
613
712
811
910 U
109
118 W
127
136
145
154
163
172
CN101
FCS(+)
1
2 FCS(-)
TRK(+)
3
TRK(-)
4
5 TILT(+)
6 TILT(-)
GND
7
THERMO
8
GND
9
FPD
10
FPD-SW
11
VC-FPD
12
VCC1
13
VC-PD
14
H
15
D
16
C
17
F
18
NU
19
NU
20
SW
21
RF(+)
22
RF(-)
23
E
24
B
25
A
26
G
27
GND
28
VCC2
29
IIN3
30
IIN2
31
IIN1
32
GND
33
XOUTEN3
34
GND
35
XOUTEN2
36
GND
37
OSCEN
38
LDEN2
39
LDEN1
40
DVD MAIN CBA
CN501
SPDIF 1
GND 2
GND 3
EV+10.5V 4
EV+10.5V 5
EV+10.5V 6
GND 7
GND 8
GND 9
GND 10
P-ON+5V 11
P-ON+5V 12
P-ON+5V 13
EV+2.4V 14
EV+2.4V 15
EV+2.4V 16
EV+2.4V 17
GND 18
GND 19
P-ON+2.5V 20
P-ON+2.5V 21
P-ON+2.5V 22
GND 23
GND 24
P-ON+3.3V 25
P-ON+3.3V 26
P-ON+3.3V 27
GND 28
GND 29
GND 30
CN601
VIDEO-Y(I) 1
GND 2
VIDEO-Cr/Pr 3
GND 4
VIDEO-Cb/Pb 5
GND 6
VIDEO-Y(I/P) 7
GND 8
VIDEO-C 9
GND 10
AUDIO(R)-IN 11
GND 12
AUDIO(L)-IN 13
GND 14
AUDIO(R)-OUT
GND 16
AUDIO(L)-OUT
GND 18
DVD-AUDIO-MUTE
AUDIO+5V 20
VIDEO-Y/CVBS
GND 22
VIDEO-C 23
GND 24
SUB-SCLK 25
REG-CONT2 26
SUB-TXD
RDY 28
SUB-RXD
SYS-RESET 30
15
17
19
21
27
29
TO MAIN
CBA CN1501
(JW101)
TO WIRING
DIAGRAM
<VCR SECTION>
TO MAIN
CBA CN1502
(JW102)
E9770WID
A
BCD EFG
2-5 2-6
Page 52

Block diagrams
Servo/System control section
E9770BLS
Digital signal process section
E9770BLD
IC612
(FIP DRIVER)
AL+5V
DVD
D502
3
DVD-LED
VCR
D503
2
VCR-LED
FL601
42
1G
GRID
36
FIP
7G
SEGMENT
20
28
i
a
DRV-DIN
DRV-CLK
7
8
68
DRV-CLK70DRV-STB
DRV-DATA
DRV-STB
9
69
TO AUDIO
BLOCK DIAGRAM
IIC-BUS SCL
IIC-BUS SDA
AUDIO-MUTE-H
83
VCR-AUDIO-MUTE
TO Hi-Fi AUDIO
BLOCK DIAGRAM
Hi-Fi-H-SW
IIC-BUS SCL
IIC-BUS SDA
19
Hi-Fi-H-SW
A-MODE
IIC-BUS SDA
AUDIO-MUTE-2
86
28
72
A-MODE
IIC-BUS SDA
AUDIO-MUTE-2
RF-SW
C-ROTA
D-REC-H
IIC-BUS SCL
18
33
71
RF-SW
D-REC-H
IIC-BUS SCL
TO VIDEO
BLOCK DIAGRAM
V-ENV
H-A-SW
D-V-SYNC
H-A-COMP
17
16
13
15
H-A-SW
C-ROTA
D-V-SYNC
H-A-COMP
C-SYNC
6
58
V-ENV
C-SYNC
REC VIDEO SIGNAL PB VIDEO SIGNAL REC AUDIO SIGNAL PB AUDIO SIGNAL
IC601 (MPEG2 AV CODEC)IC201
POWER
DUBBING
5
4
OPEN/CLOSE
RM1501
7
KEY- 1
VCR KEY
REMOTE
SW671
CN508 CN671
SWITCH
SENSOR
14
REMOCON-IN
SW682
SW681
CN510 CN681
FUNCTION CBA
OPEN/CLOSE-SW
DUBBING-SW
11
22
SENS-INH
TP501
DVD KEY SWITCH
8
KEY- 2
POWER SW CBA
33POWER-SW
AL+5V
REC-SAFETY
SW506
31
REC-SAF-SW
VIDEO-Y(I)
VIDEO-Y(I/P)
J18
H18
D/A
D/A
TO VIDEO
OUTPUT
VIDEO-C
VIDEO
VIDEO
SELECT
BLOCK
DIAGRAM
VIDEO-Cb/Pb
K18
H19
D/A
D/A
ENCODER
I/F
VIDEO-Cr/Pr
G19
D/A
TO VIDEO
INPUT
SELECT
BLOCK
DIAGRAM
VIDEO-C
VIDEO-Y/CVBS
V15
W17
VIDEO
DECODER
BACK-END
DIGITAL
SIGNAL
SPDIF
E20
PROCESS
BCK
T20
TO AUDIO
INPUT/
OUTPUT
SELECT
BLOCK
DIAGRAM
MS
MD
MC
V4W4V3
AUDI O
SCK
U20
I/F
DATA
LRCK
N19
M19
P19
LRCK
H20
BCK
G20
DATA
SYSCLK
F20
FLASH MEMORY
IC604 (FLASH MEMORY)
DDR SDRAM
IC602,IC603 (DDR SDRAM)
S-REEL79
ST-S
T-REEL
END-S
CTL(+)
CTL(-)
LD-SW9
IC501
(SERVO/SYSTEM CONTROL)
3
949510480
MAIN CBA
S-REEL
PS502
AL+5V
T-REEL
Q506
2
AL+5V
SW507
LD-SW
CN504
5 CTL(+)
6 CTL(-)
1
CONTROL
HEAD
ACE HEAD ASSEMBLY
(DECK ASSEMBLY)
D555
TP502
END-S
SENSOR CBA
ST-S
Q504
Q515
S-LED
RESET
34
RESET
TIMER+5V
Q503
CTL
PG-DELAY
2
97
CTL
TP503
AL+5V
VR501
SW-POINT
SENSOR CBA
END-S
SYSTEM-RESET
S-DATA-OUT
S-DATA-IN
READY/BUSY
S-CLOCK
64
656366
67
Q517
Q516
CN1502CN601
3029272528
SUB-RXD27SUB-TXD25SUB-SCLK
RDY
30 SYS-RESET
29
28
DVD MAIN CBA
U8
Y2A2V7
H2
RDY
SUB-TXD
SUB-RXD
SUB-SCLK
SYS-RESET
IC601 (DVD MICRO CONTROLLER)
LM-FWD/REV
C-CONT
C-FG
87
CN502
3 C-FG
D-CONT77
76
81
MOTOR
DRIVE
CIRCUIT
D-PFG
90
D-CONT9D-PFG
8
C-F/R
78
C-F/R5C-CONT7LM-FWD/REV
4
M
CAPSTAN MOTOR
CAPSTAN
MOTOR
PG
SENSOR
M
CYLINDER ASSEMBLY
DRUM
MOTOR
SDA
IC502 (MEMORY)
5
M
LOADING
MOTOR
SCL
6
OUTPUT-SELECT
82
IIC-BUS SDA
IIC-BUS SCL
OUTPUT-SELECT
VIDEO-SW1
TO VIDEO
INPUT SELECT
VIDEO-SW1
VIDEO-SW3
22
23 VIDEO-SW2
24
27 RGB-THROUGH
56 DAVN-L
VIDEO-SW2
RGB-THROUGH
VIDEO-SW3
DAVN-L
BLOCK DIAGRAM
TO VIDEO
29 DVD-AUDIO-MUTE
IIC-BUS SDA
DVD-AUDIO-MUTE
OUTPUT-SELECT
OUTPUT SELECT
IIC-BUS SCL
BLOCK DIAGRAM
TO AUDIO
INPUT/OUTPUT
RGB-THROUGH
OUTPUT-SELECT
SELECT
BLOCK DIAGRAM
IC101
DVD MECHANISM
RF/
ERROR AMP
IC102
CN101
LPC
TILT
PICK
IC402
TRACKING
-UP
FOCUS
MOTOR
DRIVER
FRONT-END
DIGITAL
SIGNAL
PROCESS
CN1003
FE
IC410
ENCODER
ENCODER CBA
OP AMP
CN401
CN1001
TRAY OPEN
IC202
+3.3V
FLASH
MEMORY
LOADER CBA
IC401
SLED
MOTOR
M
MOTOR
DRIVER
IC204
CN1002
SPINDLE
MOTOR
SDRAM
DVD MAIN CBA
RELAY CBA
M
A
BCDEFG
2-7 2-8
Page 53

Video section
MODE: SP/RECPB-VIDEO SIGNAL
5
REC-VIDEO SIGNAL
4
CYLINDER ASSEMBLY
(DECK ASSEMBLY)
CN251
7978
VIDEO (L)-1
HEAD
VIDEO (R)-1
HEAD
123
VIDEO(L)-1
VIDEO(R)-1
VIDEO-COM
969594
SP
HEAD
AMP
EP
SP
P
R
VIDEO (L)-2
HEAD
456
VIDEO(L)-2
VIDEO(R)-2
VIDEO-COM
93
VIDEO (R)-2
HEAD
WF1
TP504
908988
EP
HEAD
AMP
Y
D-REC-H
RF-SW
87
REC FMAGC
+
C
TO SERVO/SYSTEM
RF-SW
C-ROTA
D-V-SYNC
62
70
80
D-REC-H
D-V-SYNC
RF-SW/C-ROTA
CONTROL BLOCK
DIAGRAM
V-ENV
H-A-SW
C-SYNC
H-A-COMP
67
84
83
71
V-ENV
H-A-SW
C-SYNC
H-A-COMP
E9770BLV
21
C-PB
TP301
WF2
Video input select section
TO VIDEO
OUTPUT SELECT
BLOCK DIAGRAM
VIDEO-OUT2
VIDEO-OUT1
DVD-VIDEO
REC VIDEO SIGNAL PB VIDEO SIGNAL
WF3
JK1-V-OUT
J236
29
30
31
DRIVER
BUFFER
6dB
AMP
DRIVER
6dB
AMP
CONTROL
LOGIC
TO VIDEO
BLOCK DIAGRAM
PB/EE-VIDEO
VCR-VIDEO
3
5
VCR
DVD
SW CTL
(VCR DVD DUBBING)
109 11
TO VIDEO
BLOCK DIAGRAM
VCR-VIDEO(DUB)
15
MUTE
S-VIDEO-Y
VCR
8
VIDEO
10
12
TU/LINE
MUTE
JK1204
S-VIDEO IN(FRONT)
21
3 4
YC
CN1201
FRONT-VIDEO-IN
22FRONT-Y-IN
11FRONT-C-IN
44
CN1505
4
MUTE
S-VIDEO-C
CONTROL
LOGIC
JK1201
22 23 24
VIDEO-IN
(FRONT)
VIDEO-SW3
VIDEO-SW2
VIDEO-SW1
E9770BLVIS
TO SERVO/SYSTEM CONTROL
BLOCK DIAGRAM
DAVN-L
IIC-BUS SCL
IIC-BUS SDA
OUTPUT-SELECT
FRONT JACK CBA
RPRP
3
TO SERVO/SYSTEM
CONTROL BLOCK
DIAGRAM
IIC-BUS SCL
IIC-BUS SDA
55
50
Y. DELAY
46 43
6968
SERIAL
DECORDER
65
LUMINANCE
SIGNAL
PROCESS
AGC
BYPASS
CCD 1H DELAY
1/2
FBC
CHARA.
INS.
CHROMINANCE
SIGNAL
PROCESS
PR
Y/C
MIX
AGC
VXO
2928
X301
4.43MHz
MAIN CBA
58 59
2
COLOR
IC501 (OSD)
-IN
OSD
CHARACTER
MIX
52
VIDEO SIGNAL PROCESS
/HEAD AMP
IC301
DVD
50
VCR
PB/EE
MUTE
48
56
61
IC1518 (VIDEO INPUT SELECT)
TU1501 (TUNER UNIT)
28
24
VIDEO OUT
JK1502
1
20
VIDEO IN
3
11
JK2-VIDEO-IN
11
CN2001 CN1507
IC1508 (SW)
5
33
32
4
(VIDEO INPUT SELECT)IC1507
LPF
BUFFER
19
BUFFER
Q1521,
Q1541
CN1502
VIDEO-Y/CVBS
21 21
CN601
23 23VIDEO-C
MAIN CBA
BUFFER LPF
20
21
BUFFER
Q1520
IC1511 (VPS)
6147
16
SCL
SDA
VPS-V
DAVN-L
1
DVD-VIDEO(DUB)
TO VIDEO
OUTPUT SELECT
(DVD VCR DUBBING)
A
VCR-VIDEO
PB/EE-VIDEO
TO VIDEO
INPUT SELECT
BLOCK DIAGRAM
BLOCK DIAGRAM
BCD EFG
VCR-VIDEO(DUB)
TO VIDEO
INPUT SELECT
BLOCK DIAGRAM
(VCR DVD DUBBING)
2-9 2-10
JK2001
20
JK2
-VIDEO-IN
REAR JACK CBA
VIDEO-Y/CVBS
VIDEO-C
DVD MAIN CBA
TO DIGITAL
SIGNAL
PROCESS
BLOCK
DIAGRAM
Page 54

Video output select section
JK1506
S-VIDEO
OUT
5
REC VIDEO SIGNAL PB VIDEO SIGNAL
4
2
1
3 4
YC
WF9
5
6
7
DRIVER
2dB
AMP
8dB
AMP
2dB
LPF DRIVER
-6dB
AMP
LPF DRIVER
DVD-VIDEO(DUB)
DVD-VIDEO
VIDEO-OUT2
VIDEO-OUT1
JK1-VIDEO-OUT19
JK1502
2dB
AMP
2dB
LPF DRIVER 11
4dB
4dB
AMP
IC1514 (VIDEO DRIVER)
6
VIDEO-G OUT
VIDEO-B OUT
VIDEO-R OUT
7
11
15
10
15
AMP
2dB
AMP
LPF DRIVER
LPF DRIVER
AMP
4dB
AMP
8
1
JK2-16P
16
E9770BLVOS
TO SERVO/SYSTEM CONTROL
BLOCK DIAGRAM
RGB-THROUGH
OUTPUT-SELECT
Audio section
PB-AUDIO SIGNAL REC-AUDIO SIGNAL Mode : SP/REC
E9770BLA
TO SERVO/SYSTEM
CONTROL BLOCK
11
12
SERIAL
DECODER
AUDIO HD-SW
CONTROL
71
68 69
16
MUTE
LINE
AMP
ALC
ALC
DET
IN1
1513 17
TUNER IN2
INV
P
R
ATT
9
REC-ON
REC
AMP
100
DIAGRAM
IIC-BUS SCL
IIC-BUS SDA
AUDIO-MUTE-H
TO VIDEO INPUT SELECT
WF5
BLOCK DIAGRAM
IC1509 (SW)
4
15
2
1
14
5
3
12
13
CN1507
14
13
VIDEO-G-IN
VIDEO-B-IN
VIDEO-R-IN15 15
JK2-VIDEO-OUT
99
CN2001
JK2-16P12 12
14
13
SW
CONTROL
Q1533
9 10 11
P-ON+3.3V
Q1530
Q1529
Q1531
Q1527
MAIN CBA
8
7
MAIN CBA
IC301
(AUDIO SIGNAL PROCESS)
N-A-PB
N-A-REC
EQ
PB-ON
5
AMP
6
SP/LP-ON
+5V
Q404
CN504
BIAS
OSC
Q403
AUDIO-PB/REC
4
3 A-COM
1 AE-H
3
AUTO
BIAS
2
1
Q406
2 AE-H/FE-H
+5V
SWITCHING
D-REC-OFF
Q405
CN501
2 FE-H
Q401
(PB=ON)
1 FE-H-GND
TO VIDEO
4dB
AMP
IC1515 (VIDEO DRIVER)
3
4dB
AMP
1
BLOCK DIAGRAM
(DVD VCR DUBBING)
3
2
WF6
1
CN1502
VIDEO-Y(I)
1
CN601
VIDEO-Y(I/P)
VIDEO-C
7799553
WF7
WF4
3
VIDEO-Cb/Pb
VIDEO-Cr/Pr
1
VIDEO-Y(I/P)
VIDEO-C
VIDEO-Cb/Pb
VIDEO-Y(I)
VIDEO-Cr/Pr
DVD MAIN CBA
TO DIGITAL
SIGNAL
PROCESS
BLOCK
DIAGRAM
A
BCDEFG
JK2001
111915
VIDEO-G IN
JK2-VIDEO-OUT
7
VIDEO-B IN
16
JK2-16P
VIDEO-R IN
REAR JACK CBA
TO Hi-Fi AUDIO
BLOCK DIGRAM
ACE HEAD ASSEMBLY
AUDI O
HEAD
AUDI O
ERASE
HEAD
FE HEAD
FULL
ERASE
HEAD
(DECK ASSEMBLY)
2-11 2-12
Page 55

Audio input/output select section
E9770BLAS
Hi-Fi Audio section
E9770BLH
5
4
3
AUDIO(R)-IN2
AUDIO(L)-OUT2
AUDIO(R)-OUT2
AUDIO(L)-IN2
2
613
JK2001
REAR JACK CBA
CN2001
CN1507
REC AUDIO SIGNAL PB AUDIO SIGNAL
MUTE-ON
2
JK2-AUDIO-MUTE
JK2-AUDIO(L)-OUT
JK2-AUDIO(L)-IN
JK2-AUDIO(R)-IN
JK2-AUDIO(R)-OUT
2
44
77
66
11
8
10
MUTE-ON
Q2002,
Q2004
Q2003,
Q2005
6
24
AMP
AMP
AUDIO(L)-IN1
613
JK1502
AUDIO(R)-IN1
2
26
25
DRIVER
DRIVER
AUDIO(L)-OUT1
AUDIO(R)-OUT1
MUTE-ON
Q1537Q1535
162012
14
Q1538
MUTE-ON
Q1536
AMP
+5V
Q1507
AMP
IF SINAL
PROCESS
AFV CBA
CN1
TU-AUDIO(R)
TU-AUDIO(L)
44
55
CN1506
Q1527
22
21
DRIVER
DRIVER
9
SW
14 15
IC1508
TU1501 (TUNER UNIT)
10
11
CTL
(SW)
SIF
22
SIF OUT
22
13 12 1 2
JK1505
(OP AMP)IC1513
AUDIO(L)
-OUT
1
OP AMP
2
MUTE-ONDRIVE
REAR
Q1532 Q1539
AUDIO(R)
-OUT
MUTE-ON
7
OP AMP
6
Q1540
TO SERVO/SYSTEM
CONTROL
BLOCK DIAGRAM
RGB-THROUGH
OUTPUT-SELECT
DVD-AUDIO-MUTE
(DVD VCR DUBBING))
4
VCR
TU/IN1/2
(L-CH)
(AUDIO INPUT SELECT)
IC1501
3
DVD-AUDIO(L)
5111
FRONT
DVD-AUDIO(R)
TU/IN1/2
(R-CH)
TO Hi-Fi AUDIO
PB/EE-AUDIO(L)
12
VCR
BLOCK DIAGRAM
PB/EE-AUDIO(R)
14
FRONT
13
VCR-AUDIO(L)
VCR-AUDIO(R)
FRONT JACK CBA
SW CTL
9
10
AUDIO(L)
-IN
JK1202
CN1201
CN1505
(VCR DVD DUBBING))
FRONT
AUDIO(R)
-IN
JK1203
6
AUDIO(L)-IN-F88AUDIO(R)-IN-F
6
6
Hi-Fi
AUDIO(R)
HEAD
Hi-Fi
AUDIO(L)
HEAD
TO
SERVO/ SYSTEM
CONTROL BLOCK
TO AUDIO
INPUT/OUTPUT
SELECT
BLOCK DIAGRAM
DIAGRAM
CYLINDER ASSEMBLY
A-MODE
Hi-Fi-H-SW
39
73
MUTE-ON
REC-AUDIO SIGNALPB-AUDIO SIGNAL Mode : SP/REC
PB/EE-AUDIO(L)
PB/EE-AUDIO(R)
IIC-BUS SCL
IIC-BUS SDA
37
38
SERIAL
DATA
DECODER
R-CH
BPF
767774
MUTE-ON
LPF
MAIN CBA
COMP
SW
NOISE
P
VCO
LIM DEV
R
OUTPUT
SELECT
HOLD
(DECK ASSEMBLY)
AUDIO-MUTE-2
75
26
53
COMP
MIX
PULSE
NOISE
DET
Q451
21
ENV
LPF
VCO
LIM DEV
DET
R
DO
7
CN251
AUDIO(R)
Hi-Fi-
24
R
DET
P
Hi-Fi-COM 8
34 33
LIM
L-CH
COMP
SW
9
AUDIO(L)
Hi-Fi-
27
L
BPF
NOISE
MAIN CBA
R-CH
BUFFER
IC1518 (INPUT/OUTPUT SELECT)
27
2
DIGITAL
AUDIO OUT
(COAXIAL)
BUFFER
23
LOGIC
33
CONTROL
32
13 15
2
6
)
OP AMP
(
WF8
IC1506
1
7
IC451 ( Hi-Fi AUDIO PROCESS)
IIC-BUS SCL
JK1504
Q1534
CN1501
BUFFER
WF10
IIC-BUS SDA
TO SERVO/SYSTEM
CONTROLBLOCK
DIAGRAM
AUDIO(L)-OUT
17 17
CN601 CN1502
151416
L-CH
R-CH
AUDIO(R)-OUT
DVD-AUDIO-MUTE
AUDIO(L)-IN
15 15
19 19
13 13
MUTE
AUDIO(R)-IN
11 11
L-CH
1
2
R-CH
1
AUDIO D/A
CN501
11SPDIF
IC901
(AUDIO D/A CONVERTER)
768
CONVERTER
435
IC902
(AUDIO A/D CONVERTER)
101112
AUDIO A/D
CONVERTER
15
PNR
47
52
DVD-AUDIO(R)
DVD-AUDIO(L)
(DVD VCR DUBBING)
48
R-CH
INSEL
50
VCR-AUDIO(R)
VCR-AUDIO(L)
6
14
L-CH
4
INSEL
L-CH
PNR
15
NOR
SW
78
80
N-A-REC
N-A-PB
DVD MAIN CBA
TO AUDIO
SPDIF
BCK
DATA
TO
DIGITAL
SIGNAL
PROCESS
BLOCK
DIAGRAM
A
LRCKMDMC
BCD EFG
SCK2MS
LRCK
BCK
DATA
SYSCLK
TO AUDIO
INPUT/OUTPUT
SELECT
BLOCK DIAGRAM
2-13 2-14
BLOCK DIAGRAM
Page 56

Power supply section
E9770BLP
P-ON+2.5V
20-22
CN1501
P-ON+3.3V
4-6 EV+10.5V
25-27
14-17 EV+2.4V
P-ON+5V
11-13
FAN
5
GND
1 FAN+12V
Q1501
2
CN1503
Q1502
FAN CONT1
<TO PIN 11 OF IC501>
Q1512
Q1508,Q1509
C-POW-SW
AL+16V/+12V
<TO PIN 84 OF IC501>
IC1504
+2.5V REG.
SW+16V
IC1505
+3.3V REG.
SW+5V
Q1510
EV+5V
DVD-P-ON+5V
DVD P-ON+12V
-FL
DVD P-ON+3.3V
SW+12V
Q1511,Q1514
Q1519
F2
F1
REG-CONT
<TO PIN 42 OF IC501>
P-ON+44V
P-ON+15V
SW+44V
Q1516,Q1517
P-ON-H
AL+12V
P-ON-DECK+5V
<TO PIN 75 OF IC501>
SW+5V
Q1542
Q1515
P-ON+9V
SW+9V
AL+5V
Q1518
P-ON+5V
Q1513
SW+5V
P-DOWN-H
TIMER+5V
<TO PIN 32 OF IC501>
SW+5V
4
MAIN CBAPOWER SUPPLY CBA
13588
135
JUNCTION
CBA
CN051A
CAUTION !
Fixed voltage (or Auto voltage selectable) power supply circuit is used in this unit.
If Main Fuse (F001) is blown , check to see that all components in the power supply
circuit are not defective before you connect the AC plug to the AC power supply.
Otherwise it may cause some components in the power supply circuit to fail.
3
10
10
8
5
10
19
121416
1214161918
18
2
469
8
AL+5V
8
19
AL+16V
10
2 AL-30V
CL052A CL052B
18
17
16
15
14
13
4
7
1 AL+44V13 AL+12V35 FAN AL+12V
CL051A CL051B CN1504
T0011
20
2
2
NOTE:
The voltage for parts in hot circuit is measured using
hot GND as a common terminal.
4 AL+2.4V
6 AL+4V
12
9F18
F2
Q1004
11
IC1001
ERROR
8
VOLTAGE DET
1
4
23
HOT COLD
Q1001
Q1003
BRIDGE
RECTIFIER
D1001 - D1004
1
CAUTION !
For continued protection against fire hazard,
replace only with the same type fuse.
HOT CIRCUIT. BE CAREFUL.
LINE
L1003
F1001
T1.6A L 250V
FILTER
Q1008
AC1001
A
BCDEFG
2-15 2-16
Page 57

Standard schematic diagrams
Main 1/9 section <VCR Section>
5
To VHS
mechanism
assembly
4
TO SHEET 2
TO SHEET 6
TO SHEET 7
3
mechanism
assembly
TO SHEET 3
mechanism
assembly
2
To VHS
To VHS
TO SHEET 6
TO SHEET 4
TO SHEET 9
TO SHEET 7
TO SHEET 5
TO SHEET 2
TO SHEET 8
TO SHEET 4
1
TO SHEET 3
TO SHEET 5
E9770SCM1_rev0
SHEET 1
A
BCD EFG
2-17 2-18
Page 58

Main 2/9, Power SW, Function & Sensor section <VCR Section>
5
TO
SHEET 1
7G
6G
5G 4G 3G 2G 1G
VCD VCR
CD
T C
h
REC
g
PM
h
4
TO
SHEET 4
REPEAT
c
DVD
a
d
g
R
XP SP
b
LP EP
SLP
ef
P.SCAN
W
SEP
FL601 MATRIX CHART
7G 6G 5G 4G 3G 2G 1G
a
b
c
d
e
f
g
hh
i
ababababa
c
d
e
REC
f
PM
gg
REPEAT
VCD VCR DVD
CD
c
c
d
d
e
e
f
f
g
g
T
TO SHEET 6
TO SHEET 4
XP
b
c
d
e
f
g
C
SP
LP
EP
SLP
SEP
P.SCAN
W
c
d
e
f
g
R
3
2
1
TO SHEET 1
TO
SHEET 1
E9770SCM2_rev0
SHEET 2
A
BCDEFG
2-19 2-20
Page 59

Main 3/9 section <VCR Section>
TO
5
SHEET 4
4
TO
SHEET 8
TO
SHEET 6
TO
SHEET 9
To VHS mechanism
assembly
3
TO
SHEET 9
2
TO
SHEET 1
1
TO
SHEET 1
E9770SCM3_rev0
SHEET 3
A
BCD EFG
2-21 2-22
Page 60

Main 4/9 section <VCR Section>
5
4
TO SHEET 1
3
TO CN051A
SHEET 10
To fan unit
TO SHEET 7
TO SHEET 2
TO SHEET 1
TO SHEET 6
TO SHEET 5
TO SHEET 3
TO SHEET 7
TO SHEET 2
TO SHEET 8
2
1
TO SHEET 6
TO SHEET 2
TO SHEET 7
TO SHEET 9
TO CN501
SHEET 16
E9770SCM4_rev0
SHEET 4
A
BCDEFG
2-23 2-24
Page 61

Main 5/9 section <VCR Section>
5
4
TO SHEET 4
TO SHEET 1
3
TO SHEET 7
TO SHEET 1
2
TO SHEET 7
1
TO SHEET 6
TO CN1
SHEET 12
E9770SCM5_rev0
SHEET 5
A
BCD EFG
2-25 2-26
Page 62

Main 6/9 & Front jack section <VCR Section>
5
TO SHEET 1
TO SHEET 5
TO SHEET 7
4
TO SHEET 9
TO SHEET 3
TO SHEET 1
TO SHEET 7
3
TO SHEET 4
TO SHEET 7
TO SHEET 7
TO SHEET 8
TO SHEET 7
TO SHEET 8
2
1
TO CN601
SHEET 16
TO SHEET 2
TO SHEET 1
E9770SCM6_rev0
SHEET 6
A
BCDEFG
2-27 2-28
Page 63

Main 7/9 section <VCR Section>
5
TO SHEET 4
TO SHEET 6
4
TO SHEET 4
TO SHEET 6
TO SHEET 1
TO SHEET 6
3
TO SHEET 1
TO SHEET 5
TO SHEET 8
TO SHEET 9
2
TO SHEET 6
TO SHEET 8
TO SHEET 6
TO SHEET 5
1
TO CN2001
SHEET 11
TO SHEET 1
E9770SCM7_rev0
SHEET 7
A
BCD EFG
2-29 2-30
Page 64

Main 8/9 section <VCR Section>
5
TO SHEET 4
TO SHEET 1
4
TO SHEET 7
TO SHEET 7
3
TO SHEET 6
2
TO SHEET 6
TO SHEET 3
1
E9770SCM8_rev0
SHEET 8
A
BCDEFG
2-31 2-32
Page 65

Main 9/9 section <VCR Section>
5
4
3
TO SHEET 1
TO SHEET 3
TO SHEET 3
2
TO SHEET 4
TO SHEET 6
1
TO SHEET 7
E9770SCM9_rev0
SHEET 9
A
BCD EFG
2-33 2-34
Page 66

Power supply & junction section <VCR Section>
CAUTION !
For continued protection against fire hazard,
replace only with the same type fuse.
NOTE:
The voltage for parts in hot circuit is measured using
hot GND as a common terminal.
CAUTION !
Fixed voltage (or Auto voltage selectable) power supply circuit is used in this unit.
If Main Fuse (F001) is blown , check to see that all components in the power supply
circuit are not defective before you connect the AC plug to the AC power supply.
Otherwise it may cause some components in the power supply circuit to fail.
5
DANGEROUS VOLTAGE
4
TO CN1504
SHEET 4
3
Parts are safety assurance parts.
When replacing those parts make
sure to use the specified one.
2
1
E9770SCP_rev0
SHEET 10
A
BCDEFG
2-35 2-36
Page 67

Rear jack section <VCR Section>
5
4
3
TO CN1507
SHEET 7
2
1
E9770SCRJ_rev0
SHEET 11
A
BCD EFG
2-37 2-38
Page 68

AFV section <VCR Section>
5
4
3
2
TO CN1506
SHEET 5
1
E9770SCAFV_rev0
SHEET 12
A
BCDEFG
2-39 2-40
Page 69

DVD Main 1/6 section <DVD Section>
NOTE:
Because the DVD substrate is unit exchange, the repair is off the subject.
Please use this schematic diagram as a sample assisting.
5
TO SHEET 16
TO SHEET 15
TO SHEET 15
TO SHEET 14
TO SHEET 15
4
TO SHEET 15
TO SHEET 14
3
TO SHEET 14
2
TO SHEET 15
TO SHEET 15
1
TO SHEET 15
E9770SCD1_rev0
SHEET 13
A
BCD EFG
2-41 2-42
Page 70

DVD Main 2/6 section <DVD Section>
NOTE:
Because the DVD substrate is unit exchange, the repair is off the subject.
Please use this schematic diagram as a sample assisting.
5
Not use
TO SHEET 16
4
TO SHEET 15
TO SHEET 13
Not use
3
TO
SHEET 15
TO
SHEET 18
TO
SHEET 15
TO
SHEET 16
TO
SHEET 15
TO
SHEET 17
TO SHEET 13
2
TO SHEET 15
1
TO SHEET 13
Not use
TO
SHEET 17
E9770SCD2_rev0
SHEET 14
A
BCDEFG
2-43 2-44
Page 71

DVD Main 3/6 section <DVD Section>
5
TO SHEET 14
TO SHEET 14
4
NOTE:
Because the DVD substrate is unit exchange, the repair is off the subject.
Please use this schematic diagram as a sample assisting.
Not use
TO SHEET 14
TO SHEET 13
TO SHEET 13
TO SHEET 18
3
To DVD
mechanism
assembly
2
TO SHEET 14
TO SHEET 13
TO SHEET 16
TO SHEET 14
TO SHEET 13
TO SHEET 14
1
E9770SCD3_rev0
SHEET 15
A
BCD EFG
2-45 2-46
Page 72

DVD Main 4/6 section <DVD Section>
NOTE:
1. The order of pins shown in this diagram is different from that of actual IC601.
2. IC601 is divided into six and shown as IC601 (1/6) ~ IC601 (6/6) in this DVD Main Schematic Diagram Section.
TO SHEET 15
5
TO SHEET 18
TO SHEET 17
TO SHEET 18
4
TO SHEET 13
NOTE:
Because the DVD substrate is unit exchange, the repair is off the subject.
Please use this schematic diagram as a sample assisting.
TO CN1501
SHEET 4
3
TO SHEET 14
2
1
TO CN1502
SHEET 6
TO SHEET 14
TO SHEET 17
A
E9770SCD4_rev0
TO SHEET 18
BCDEFG
2-47 2-48
SHEET 16
Page 73

DVD Main 5/6 section <DVD Section>
NOTE:
1. The order of pins shown in this diagram is different from that of actual IC601.
2. IC601 is divided into six and shown as IC601 (1/6) ~ IC601 (6/6) in this DVD Main Schematic Diagram Section.
5
NOTE:
Because the DVD substrate is unit exchange, the repair is off the subject.
Please use this schematic diagram as a sample assisting.
4
TO SHEET 14
3
TO SHEET 14
2
TO SHEET 16
Not use
1
TO SHEET 16
E9770SCD5_rev0
SHEET 17
A
BCD EFG
2-49 2-50
Page 74

DVD Main 6/6 section <DVD Section>
NOTE:
1. The order of pins shown in this diagram is different from that of actual IC601.
2. IC601 is divided into six and shown as IC601 (1/6) ~ IC601 (6/6) in this DVD Main Schematic Diagram Section.
5
4
NOTE:
Because the DVD substrate is unit exchange, the repair is off the subject.
Please use this schematic diagram as a sample assisting.
TO SHEET 16
3
TO SHEET 15
TO SHEET 14
2
TO SHEET 16
TO SHEET 16
1
E9770SCD6_rev0
SHEET 18
A
BCDEFG
2-51 2-52
Page 75

Printed circuit boards
Main board (Forward side)
5
4
<01> BE9700F01015A
WF3
J236
JK1-V-OUT
To sensor board
(End-sensor)
To sensor board
(Start-sensor)
Sensor board
<01> BE9700F01015A
3
WF2
TP301
C-PB
VR501
2
SW-P
TP503
CTL
WF1
TP504
RF-SW
1
TP501
S-INH
A
BCD EFG
2-53 2-54
Page 76

Main board (Bottom side)
5
4
<01> BE9700F01015A
WF9
PIN 6 OF
IC1515
3
2
WF10
PIN 1 OF
CN1501
WF4
PIN 3 OF
IC1502
WF5
PIN 5 OF
CN1502
WF6
PIN 7 OF
CN1502
WF7
PIN 9 OF
CN1502
1
WF8
PIN 17 OF
CN1502
A
BCDEFG
2-55 2-56
Page 77

Power SW board
Forward side Reverse side Forward side Reverse side
5
4
<01> BE9700F01015B
Function board
<01> BE9700F01015C
3
Front jack board
Forward side Reverse side
2
1
<01> BE9700F01015D
A
BCD EFG
2-57 2-58
Page 78

Power supply board
Forward side
5
4
<02> BE9700F01022A
DANGEROUS VOLTAGE
CAUTION !
For continued protection against fire hazard,
replace only with the same type fuse.
NOTE:
The voltage for parts in hot circuit is measured using
hot GND as a common terminal.
CAUTION !
Fixed voltage (or Auto voltage selectable) power supply circuit is used in this unit.
If Main Fuse (F001) is blown , check to see that all components in the power supply
circuit are not defective before you connect the AC plug to the AC power supply.
Otherwise it may cause some components in the power supply circuit to fail.
Because a hot chassis ground is present in the power
supply circut, an isolation transformer must be used.
Also, in order to have the ability to increase the input
slowly, when troubleshooting this type power supply
circuit, a variable isolation transformer is required.
3
Reverse side
2
1
DANGEROUS VOLTAGE
A
BCDEFG
2-59 2-60
Page 79

Junction board
<02> BE9700F01022B
AFV board
<03> BE6800F01091
Forward side Reverse side
5
4
Forward side Reverse side
3
Rear jack board
Forward side Reverse side
2
1
<02> BE9700F01022C
A
BCD EFG
2-61 2-62
Page 80

AUDIO(L)-OUT
1V
0.1
VIDEO-Cb
0.2V
VIDEO-Cr
0.2V
SPDIF
1V
0.1
VIDEO-Y
0.2V
VIDEO-C
0.2V
VIDEO-CVBS
0.5V
V-OUT
0.5V
RF-SW5V5V
C-PB
RF-SW5V5V
0.2V
V-OUT E-E
0.2V2020
Wave forms
NOTE:
Input: COLOR BAR SIGNAL (WITH 1KHz AUDIO SIGNAL)
WF2
WF1
UPPER
LOWER
TP301
TP504
WF5
Pin 5 of CN1502
WF9 Pin 6 of IC1515
WF3
WF1
WF3
UPPER
LOWER
J236
C-PB
RF-SW
V-OUT
RF-SW
0.2V
J236
TP504
0.5V
5m5ms
5050µs
VIDEO-Cb
WF6 Pin 7 of CN1502
VIDEO-Y
WF7 Pin 9 of CN1502
0.2V
0.2V
2020µ
2020µ
s
s
WF10 Pin 1 of CN1501
VIDEO-CVBS
SPDIF
0.5V
1V
2020µ
0.1
s
µ
s
V-OUT E-E
WF4
Pin 3 of CN1502
VIDEO-Cr
0.2V
0.2V
2020µ
µs
s
VIDEO-C
WF8
Pin 17 of CN1502
AUDIO(L)-OUT
0.2V
1V
2020µ
0.1
s
µ
s
E9770WF
2-63 2-64
Page 81

Page 82

Victor Company of Japan, Limited
AV & MULTIMEDIA COMPANY DIGITAL VIDEO STORAGE CATEGORY 12, 3-chome, Moriya-cho, kanagawa-ku, Yokohama, kanagawa-prefecture, 221-8528, Japan
No.YD087SCH
Printed in Japan
VPT
Page 83

PARTS LIST
[DR-MV2SEL,DR-MV2SEU,
DR-MV2SEY,DR-MV2SEZ]
* SAFETY PRECAUTION
Parts identified by the symbol are critical for safety. Replace only with
specified part numbers.
* BEWARE OF BOGUS PARTS
Parts that do not meet specifications may cause trouble in regard to safety and
performance. We recommend that genuine JVC parts be used.
* (x_) in a description column shows the number of the used part.
Area Suffix
EL ------------ South Europe
EU -------- Western Europe
EY -------- Northern Europe
EZ --------- Eastern Europe
- Contents -
Exploded view of general assembly and parts list
VHS mechanism assembly and parts list
Electrical parts list
Packing materials and accessories parts list
3-2
3-4
3-9
3-16
(No.YD087)3-1
Page 84

Exploded view of general assembly and parts list
44
5
45
40
46
34
47
34
44
D
Block No. M1MM
44
See Electrical Parts List
for parts with this mark.
23
23
23
43
4
FM1001
See MCV board
Block No. 01
2
See PSV board
OT 3
Block No. 02
28
23
Power Supply CBA
Rear Jack CBA
33
16
35
JW2001
32
33
F1001
23
35
33
17
42
11
13
18
33
OT 1
OT 2
JW1002
Junction CBA
JW1001
24
See PSV board
Block No. 02
Sensor CBA
E
49
12
38
20
49
A'
B'
JW101
JW102
See MCV board
Block No. 01
9
19
Main CBA
JW103
A
42
B
48
C
10
38
26
26
50
12
14
6
E'
48
D'
25
C'
39
15
Front Jack CBA
21
3
6
1
27
3-2(No.YD087)
41
22
43
43
43
7
JW2002
32
AFV CBA
32
Sensor CBA
OT 2
OT 3
POWR SW CBA
JW001
OT 1
RM1501
36
See MCV board
Block No. 01
31
30
29
See MCV board
Block No. 01
27
JW002
8
37
FUNCTION CBA
27
27
27
Page 85

General assembly
Symbol No. Part No. Part Name Description Local
1 FU-1VM221131 FRONT ASSEMBLY
2 FU-0VM101356D TOP COVER
3 FU-0VM101353E MAIN CHASSIS
4 FU-1VM220444 REAR PANEL
5 --------- RATING LABEL
6 FU-0VM406940 FOOT 3X10 BIND HEAD+(x2)
7 PTU96159 DECK ASSEMBLY Without cylinder assembly
8 FU-1VM120055B DECK PEDESTAL M3*10 WASHERHEAD+
9 FU-0VM204534C FRONT BRACKET M3X6 BIND HEAD+
10 FU-0VM416269A FRONT BRACKET M3X8 BIND HEAD+
11 FU-0VM416272 EARTH PLATE M3X8 BIND HEAD+
12 FU-1VM421129 MECHA EARTH PLATE M3X5 HEAD+ BIND S-TIGHT(x2)
13 FU-1VM120056 PCB HOLDER M3X8 BIND HEAD+
14 FU-1VM421062A BRACKET R
15 FU-0VM416273 JACK BRACKET
16 FU-0VM416664 CUSHION RUBBER (x2)
17 FU-1VM320806 RADIATION SHEET
18 --------- CAUTION LABEL(PAL)
19 FU-0VM413956 TAPE HIMELON
20 --------- GEMSTAR LABEL
21 FU-1VM320623 JACK EARTH PLATE
22 FU-1VM421129 MECHA EARTH PLATE
23 FU-GBCC3050 SCREW C-TIGHT M3X5 BIND HEAD +(x6)
24 FU-GBJS3060 SCREW S-TIGHT M3X6 BIND HEAD+
25 FU-GBJS3060 SCREW S-TIGHT M3X6 BIND HEAD+
26 FU-0VM412937A SCREW C-TIGHT M3X6(x2)
27 FU-0VM413320A SCREW S-TIGHT M3X8(x8)
28 FU-GBJS3060 SCREW S-TIGHT M3X6 BIND HEAD+
29 FU-GBCP3080 SCREW P-TIGHT M3X8 BIND HEAD+
30 FU-GBJS3060 SCREW S-TIGHT M3X6 BIND HEAD+
31 FU-GBJP3080 P-TIGHT SCREW M3X8 BIND HEAD+
32 FU-GBJS3060 SCREW S-TIGHT M3X6 BIND HEAD+(x3)
33 FU-GBJP3080 P-TIGHT SCREW M3X8 BIND HEAD+(x4)
34 FU-GBJP3080 P-TIGHT SCREW M3X8 BIND HEAD+(x3)
35 FU-GBJP3080 P-TIGHT SCREW M3X8 BIND HEAD+(x2)
36 FU-GBJP3060 SCREW P-TIGHT M3X6 BIND HEAD+
37 FU-GBJP3060 SCREW P-TIGHT M3X6 BIND HEAD+
38 FU-GBJP3080 P-TIGHT SCREW M3X8 BIND HEAD+(x2)
39 FU-GBJP3060 SCREW P-TIGHT M3X6 BIND HEAD+(x2)
40 FU-GBHB3080 SCREW B-TIGHT M3X8 BIND HEAD+(x2)
41 FU-GBCC3050 SCREW C-TIGHT M3X5 BIND HEAD +
42 FU-0VM412937A SCREW C-TIGHT M3X6(x2)
43 FU-GCJP3100 SCREW P-TIGHT M3*10 WASHERHEAD+(x5)
44 FU-GBHS3050 SCREW S-TIGHT M3*5 BIND+ 3*5 BIND+(x3)
45 FU-GBHS3060 S-TIGHT SCREW M3X6 BIND HEAD+BKACK
46 FU-GBHP3080 SCREW P-TIGHT M3X8 BIND HEAD+ BLK(x2)
47 FU-1VM420034A P-TIGHT SCREW M3X34(x2)
48 FU-GBJS3100 SCREW S-TIGHT M3X10 BIND HEAD+(x2)
49 FU-GBJP3120 SCREW P-TIGHT M3*12 BIND+(x2)
50 FU-N7RCBBEN DVD MECHANISM & DVD MAIN CBA ASSEMBLY EU,EL,EZ
50 FU-N7RCEBEN DVD MECHANISM & DVD MAIN CBA ASSEMBLY EY
Block No. [M][1][M][M]
(No.YD087)3-3
Page 86

VHS mechanism assembly and parts list
1
10
35
76
69
5
13
6
68
25
53
Mark Description
Floil G-684G or Multemp MH-D
SLIDUS OIL #150
10A
Block No. M2MM
(Blue grease)
24
14
67
Chassis Assembly
Top View (Lubricating Point)
3
71
74
8
7
55
34
11
74
4A
4B
4
15
37
75
(ATTENTION)
These parts which symbol No. are from 2 to 76 can not be supplied.
When these parts must be exchanged, Please order the VHS mechanism assembly.(Page 3-2 Symbol No,7)
3-4(No.YD087)
Chassis Assembly
Bottom View (Lubricating Point)
Page 87

26
66A
26A
52
56
36
66
65
57
27
58
51
42
27C
27B
27A
Mark Description
Floil G-684G or Multemp MH-D
(Blue grease)
SLIDUS OIL #150
SANKOUL FG-84M (Yellow grease)
43A
43B
43
73
9
2C
2
2B
2A
44
59
60
63
61
64
60
View
for A
48
28
54
16
46
A
33
62
39
32
Bottom Side
(Grease point)
38
41
12
Bottom Side (Grease point)
(ATTENTION)
These parts which symbol No. are from 2 to 76 can not be supplied.
When these parts must be exchanged, Please order the VHS mechanism assembly.(Page 3-2 Symbol No,7)
(No.YD087)3-5
Page 88

70
22
20
70
Mark Description
Floil G-684G or Multemp MH-D
SLIDUS OIL #150
21
31
(Blue grease)
49
72
50
29
30
17
19
45
45B
45A
23
(ATTENTION)
These parts which symbol No. are from 2 to 76 can not be supplied.
When these parts must be exchanged, Please order the VHS mechanism assembly.(Page 3-2 Symbol No,7)
3-6(No.YD087)
47
18
40
Page 89

VHS mechanism
Symbol No. Part No. Part Name Description Local
1 FU-N236CCYL CYLINDER ASSEMBLY
2 FU-1VSA12912 LOADING MOTOR ASSEMBLY
2A FU-0VM403205A MOTOR PULLEY
2B FU-MMDZB12MF003 LOADING MOTOR
2C FU-CPJ39040 SCREW SEMS M2.6X4 PAN HEAD+(x2)
3 FU-0VM416429 SLIDE PLATE
4 FU-0VSA13501 PULLEY ASSEMBLY(HI)
4A FU-0VM414091 WORM
4B FU-0VM414330B PULLEY
5 FU-1VSA12887 MOVING GUIDE
6 FU-1VSA12886 MOVING GUIDE
7 FU-1VSA12880 LOADING ARM(TU) ASSEMBLY
8 FU-1VSA12879 LOADING ARM(SP) ASSEMBLY
9 FU-1VSA12888 AC HEAD ASSEMBLY
10 FU-1VSA12889 TAPE GUIDE ARM ASSEMBLY
10A FU-0VM412555 REV SPRING
11 FU-N9688CML CAPSTAN MOTOR
12 FU-0VM411138 CAP BELT
13 FU-DHVEC01AL007 FE HEAD(MK12)
14 FU-0VM202870 PRISM
15 FU-0VSA13447 F BRAKE ASSEMBLY(HI)
16 FU-1VSA12903 IDLER ASSEMBLY(HI)
17 FU-0VM203773 C DRIVE LEVER(TU)
18 FU-0VM203751C F DOOR OPENER
19 FU-0VM414145 C DRIVE SPRING
20 FU-0VM304920 GUIDE HOLDER
21 FU-0VM101172F SLIDER(TU)
22 FU-0VM101182K SLIDER(SP)
23 F U-0V M 4 11114 CL P O S T
24 FU-1VSA12881 PINCH ARM(A) ASSEMBLY
25 FU-0VM414644 PINCH SPRING
26 FU-0VSA13655 M BRAKE(SP) ASSEMBLY(HI)
26A FU-0VM414899 S BRAKE SPRING(HI)
27 FU-0VSA13449 M BRAKE(TU) ASSEMBLY(HI)
27A FU-0VM414943 REV BRAKE SPG(HI)
27B FU-0VM203752E BRAKE ARM(TU)
27C FU-0VM305724C BAND BRAKE(TU)
28 FU-0VM414221G TENSION SPG
29 F U-0V M 4 11110 LOC K L E VER S P RING
30 FU-1VM220271 CASSETTE PLATE
31 FU-0VM414095 LOCK LEVER
32 FU-0VM101352 MODE LEVER(HI)
33 FU-0VM101176G CAM GEAR(A)(HI)
34 FU-0VM204236 MODE GEAR(LM)
35 FU-0VM305719 C DOOR OPENER
36 FU-0VM305729C T LEVER HOLDER
37 FU-0VM203767 WORM HOLDER
38 FU-0VM410058 REEL WASHER MK9 5*2.1*0.5
39 FU-0VM402629A P.S.W F 6*2.55*0.5
40 FU-0VM411535B SCREW RACK
41 FU-0VM410058 REEL WASHER MK9 5*2.1*0.5
42 FU-0VM408485A P.S.W CUT 1.6X4.0X0.5T
43 FU-0VSA11012 TG POST ASSEMBLY
43A FU-0VM407664C TG CAP
43B FU-0VM411108E TG POST
44 FU-0VM412804 LDG BELT
45 FU-0VSA11161 CLEANER ASSEMBLY
45A FU-0VM304413 CLEANER LEVER
45B FU-0VM410032C CLEANER ROLLER
46 FU-0VM306183 FF ARM(HI)
47 FU-1VSA11842 RACK ASSEMBLY
48 FU-0VSA13450 CLUTCH ASSEMBLY(HI)
49 FU-0VM203772 C DRIVE LEVER(SP)
50 FU-0VM305762B SLIDER SHAFT
51 FU-0VM305755 M GEAR(HI)
52 FU-0VM305756 SENSOR GEAR(HI)
53 FU-1VSA12891 SLIDER ASSEMBLY
54 FU-0VM305728 BT ARM
55 FU-0VM408485A P.S.W CUT 1.6X4.0X0.5T
56 FU-0VM408485A P.S.W CUT 1.6X4.0X0.5T
57 FU-0VM203436 REEL S
58 FU-0VM202872C REEL T
59 FU-0VM304440 TR GEAR A
60 FU-0VM305900 TR GEAR B
61 FU-0VM305743A TR GEAR C
62 FU-0VM305081 CENTER GEAR
63 FU-0VM411187C TR GEAR SPRING
64 FU-0VM414741 CAM WASHER
65 FU-0VM413663 PSW
Block No. [M][2][M][M]
(ATTENTION)
These parts which symbol No. are from 2 to 76 can not be supplied.
When these parts must be exchanged, Please order the VHS mechanism assembly.(Page 3-2 Symbol No,7)
(No.YD087)3-7
Page 90

Symbol No. Part No. Part Name Description Local
66 FU-1VSA12878 TENSION LEVER ASSEMBLY
66A FU-1VM320582 BAND BRAKE(SP)
67 FU-GPJB9060 SCREW B-TIGHT M2.6X6 PAN HEAD+(x3)
68 FU-GCJS9080 SCREW S-TIGHT M2.6X8 WASHER HEAD+
69 FU-GCJS9080 SCREW S-TIGHT M2.6X8 WASHER HEAD+
70 FU-GBJS3060 SCREW S-TIGHT M3X6 BIND HEAD+(x2)
71 FU-GBJBY040 SCREW B-TIGHT M2.3X4 BIND HEAD+
72 FU-GPJP2060 SCREW P-TIGHT M2X6 PAN HEAD+
73 FU-0VM410964A AC HEAD SCREW
74 FU-CPJ39050 SCREW SEMS M2.6X5 PAN HEAD+(x3)
75 FU-GBJS9060 SCREW S-TIGHT M2.6X6 BIND HEAD+
76 FU-SCJ39050 SCREW M2.6X5 WASHER HEAD+
3-8(No.YD087)
(ATTENTION)
These parts which symbol No. are from 2 to 76 can not be supplied.
When these parts must be exchanged, Please order the VHS mechanism assembly.(Page 3-2 Symbol No,7)
Page 91

Electrical parts list
MCV board
Symbol No.
PW1 FU-1VSA12624 MCV BOARD ASSY
IC301
IC451
IC501
IC502
IC612
IC1501 FU-NSZBA0TTY142 IC(ANALOG SW)
IC1504
IC1505
IC1506 FU-NSZBA0STY173 IC OP AMP
IC1507
IC1508 FU-QSZBA0TTS163 IC SWITCH
IC1509 FU-QSZBA0TTS163 IC SWITCH
IC1511
IC1513 FU-NSZBA0SJY035 IC OP AMP
IC1514
IC1515
IC1518
Q302
Q401
Q403
Q404
Q405
Q406
Q451
Q503
Q504
Q506
Q513
Q514
Q515
Q516 FU-NQ14KTC3875S CHIP TRANSISTOR
Q517 FU-NQ14KTC3875S CHIP TRANSISTOR
Q1501
Q1502
Q1507
Q1508
Q1509
Q1510
Q1511
Q1512
Q1513
Q1514
Q1515
Q1516
Q1517
Q1518
Q1519
Q1520
Q1521
Q1522
Q1525
Q1527
Q1529
Q1530
Q1531
Q1532
Q1533
Q1534
Q1535
Q1536
Q1537
Q1538
Q1539
Q1540
Q1541
Q1542
D301
D502
Part No. Part Name Description Local
FU-QSZBA0RSY020
FU-QSZBA0RSY033
FU-QSZAC0RHT068
FU-QSZBA0TRM068
FU-NSZBA0RG2009
FU-QSZBA0SSH054
FU-QSZBA0SSH054
FU-QSZBA0TMM150
FU-QSZBA0TSY018
FU-QSZBA0TMM102
FU-QSZBA0TMM108
FU-QSZBA0TMM152
FU-NQSYKTC3199P
FU-QQ2Z0RN1511F
FU-NQSYKTC3203P
FU-NQS4KTA1266P
FU-NQSZ0KRA103M
FU-NQ1YKTC3875S
FU-NQ1ZKRC103SP
FU-NPWZT2046B12
FU-NPWZT2046B12
FU-NPWZT2046B12
FU-NQSZKRC103MP
FU-NQS5KTC3199P
FU-NQS5KTC3199P
FU-NQSYKTA1267P
FU-NQSZKRC103MP
FU-NQ1YKTA1504S
FU-NQVYKTA1281P
FU-NQSZKRC103MP
FU-NQSYKTC3205P
FU-NQSYKTA1273P
FU-NQSYKTC3199P
FU-NQSYKTA1267P
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NQSZ0KRA104M
FU-NQSZKRC103MP
FU-NQSYKTC3205P
FU-NQSZKRC103MP
FU-NQSYKTC3193P
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NQ1ZKRC103SP
FU-NQ1ZKRC103SP
FU-NQ1YKTC3875S
FU-NQ1ZKRC103SP
FU-NQS4KTA1266P
FU-NQ1YKTC3879P
FU-NQSYKTC3199P
FU-NQ1YKTA1504S
FU-NQ1YKTA1504S
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NQSYKTA1267P
FU-NQSYKTC3198P
FU-NDTZ01N4148M
FU-NPQZ10GDS957
IC Y/C/A
IC HIFI
SYSCON IC
IC
VFD DRIVER IC
VOLTAGE REGULATOR
VOLTAGE REGULATOR
VIDEO SWITCH
IC VPS/PDC SLICER
DRIVER FOR DVD
DRIVER FOR DVD
AV S W I TCH
TRANSISTOR
CHIP TRANSISTOR
TRANSISTOR
TRANSISTOR
RES. BUILT-IN TRANSISTOR
CHIP TRANSISTOR
TRANSISTOR
PHOTO TRANSISTOR
PHOTO TRANSISTOR
PHOTO TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
CHIP TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
RES. BUILT-IN TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
CHIP TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
CHIP TRANSISTOR
CHIP TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
SWITCHING DIODE
LED (GREEN)
Block No. [0][1]
Symbol No.
D503
D510
D511
D512
D555
D1501 FU-NDLZ001N5397 DIODE
D1502 FU-NDLZ001N5397 DIODE
D1504
D1506 FU-NDQZ001N4005 RECTIFIER DIODE
D1507 FU-NDQZ001N4005 RECTIFIER DIODE
D1508
D1511
D1512
D1513
D1516
D1517
D1518
D1519
D1521
D1523
D1525
D1526
D1528
D1529
D1531
D1532
D1534
D1535
D1537
D1538
D1539
D1540
D1542
D1544
D1545
D1546
D1547
C251
C252 FU-CHD1JZ30F104
C253 FU-CHD1JK30B102
C254
C301 FU-CHD1JJ3CH151
C302
C303 FU-CHD1JZ30F104
C305
C306 FU-CHD1JK30B473
C307 FU-CHD1JK30B223
C308 FU-CHD1JZ30F104
C311 FU-CHD1JZ30F104
C312
C313
C314 FU-CHD1JK30B103
C315 FU-CHD1JK30B473
C316
C317 FU-CHD1JZ30F104
C318 FU-CHD1JK30B223
C322 FU-CHD1JZ30F104
C324 FU-CHD1JK30B103
C325 FU-CHD1JK30B822
C326 FU-CHD1JZ30F104
C327
C328
C329 FU-CHD1JZ30F104
C331
C333 FU-CHD1JZ30F104
C334
C335
C336 FU-CHD1JJ3CH221
C337 FU-CHD1JZ30F104
C339 FU-CHD1JJ3CH121
C340
C341
C342 FU-CHD1JJ3CH102
Part No. Part Name Description Local
FU-NPQZ10GDS957
FU-NDTZ01N4148M
FU-NDTA0DZ7R5BS
FU-NDTZ01N4148M
FU-NPZZM1E534A2
FU-NDTZ01N4148M
FU-NDTC0DZ4R3BS
FU-NDTB00DZ10BS
FU-NDTZ01N4148M
FU-NDTZ01N4148M
FU-NDTZ01N4148M
FU-NDTZ01N4148M
FU-NDTB00DZ18BS
FU-NDTB00DZ11BS
FU-NDTZ01N4148M
FU-NDTB0DZ5R6BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTD00DZ33BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-CE1CMAVSL100
FU-CE1JMAVSL1R0
FU-CE1JMAVSL1R0
FU-CE1JMAVSL1R0
FU-CE1CMAVSL100
FU-CE1JMASSL1R0
FU-CE1JMAVSL1R0
FU-CE0KMAVSL221
FU-CE0KMAVSL470
FU-CE0KMAVSL221
FU-CE1JMAVSL1R0
FU-CE0KMAVSL101
FU-CE1JMAVSL1R0
FU-CHD1JD3CH100
LED (GREEN)
SWITCHING DIODE
ZENER DIODE
SWITCHING DIODE
LED
SWITCHING DIODE
ZENER DIODE
ZENER DIODE
SWITCHING DIODE
SWITCHING DIODE
SWITCHING DIODE
SWITCHING DIODE
ZENER DIODE
ZENER DIODE
SWITCHING DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
10UF/16V M H7
F Z 0.1UF/50V
B K 1000PF/50V
1UF/50V M H7
CH J 150PF/50V
1UF/50V M H7
F Z 0.1UF/50V
1UF/50V M H7
B K 0.047UF/50V
B K 0.022UF/50V
F Z 0.1UF/50V
F Z 0.1UF/50V
10UF/16V M H7
1UF/50V M H7
B K 0.01UF/50V
B K 0.047UF/50V
1UF/50V M H7
F Z 0.1UF/50V
B K 0.022UF/50V
F Z 0.1UF/50V
B K 0.01UF/50V
B K 8200PF/50V
F Z 0.1UF/50V
220UF/6.3V M H7
47UF/6.3V M H7
F Z 0.1UF/50V
220UF/6.3V M H7
F Z 0.1UF/50V
1UF/50V M H7
100UF/6.3V H7
CH J 220PF/50V
F Z 0.1UF/50V
CH J 120PF/50V
1UF/50V M H7
CH D 10PF/50V
CH J 1000PF/50V
(No.YD087)3-9
Page 92

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
C343
C344
C345
C346 FU-CHD1JZ30F104
C347 FU-CHD1EK30B104
C349
C350 FU-CCA1JZTFZ104 CERAMIC CAP.(AX) F Z 0.1UF/50V
C402 FU-CMA1JJP00183 FILM CAP.(P) 0.018UF/50V J
C403
C404
C405
C407 FU-CHD1JK30B102
C408 FU-CHD1JK30B182
C409 FU-CHD1JJ3CH330
C410
C411 FU-CHD1JK30B103
C412
C413 FU-CHD1JZ30F104
C414 FU-CHD1JK30B223
C415
C416 FU-CHD1JK30B472
C417
C418 FU-CHD1JZ30F104
C419 FU-CHD1JJ3CH221
C421
C452
C453
C454 FU-CHD1JZ30F104
C455 FU-CHD1JZ30F104
C456
C457
C458 FU-CHD1JK30B103
C461 FU-CHD1JK30B103
C462 FU-CHD1JK30B472
C463
C464 FU-CHD1JK30B103
C465
C466 FU-CHD1JZ30F104
C467 FU-CHD1JZ30F104
C468
C469
C470 FU-CHD1JK30B472
C471 FU-CHD1JK30B103
C472
C473
C474 FU-CHD1JZ30F104
C475 FU-CHD1JZ30F104
C476
C478 FU-CHD1JZ30F104
C479
C480
C481
C482 FU-CHD1JZ30F104
C483
C484
C485
C486 FU-CHD1JZ30F104
C487
C488 FU-CHD1JZ30F104
C502 FU-CHD1JK30B223
C505 FU-CHD1JK30B103
C506
C507 FU-CHD1JK30B102
C508 FU-CHD1JZ30F104
C509 FU-CHD1JK30B102
C510 FU-CHD1JK30B472
C511 FU-CHD1JJ3CH101
C512 FU-CHD1JK30B103
C514 FU-CHD1JK30B331
C515 FU-CHD1JZ30F104
C516
C517 FU-CCA1EZTFZ223 CERAMIC CAP.(AX) F Z 0.022UF/25V
C518
C519 FU-CHD1JJ3CH561
C521
C522 FU-CHD1JK30B103
C524 FU-CHD1JK30B103
C527 FU-CCA1JKT0B101 CERAMIC CAP.(AX) B K 100PF/50V
FU-CE1CMAVSL100
FU-CP1EMAVSB4R7
FU-CE1JMAVSLR47
FU-CE1JMAVSLR47
FU-CCD2AKS0B471
FU-CE0KMASSL221
FU-CE0KMAVSL470
FU-CE1CMAVSL100
FU-CE0KMAVSL330
FU-CE1EMAVSL4R7
FU-CE0KMAVSL220
FU-CE0KMAVSL470
FU-CE1CMAVSL100
FU-CE1AMAVSL220
FU-CE1CMAVSL100
FU-CE1EMAVSL4R7
FU-CE1AMAVSL220
FU-CE1CMAVSL100
FU-CE0KMAVSL221
FU-CE1AMAVSL220
FU-CE1EMAVSL4R7
FU-CE1CMAVSL100
FU-CE0KMAVSL220
FU-CE1CMAVSL100
FU-CE1CMAVSL100
FU-CE1CMAVSL100
FU-CE1EMAVSL4R7
FU-CE1EMAVSL4R7
FU-CE1CMAVSL100
FU-CE1CMAVSL470
FU-CE1JMASDL1R0
FU-CE0KMAVSL220
FU-CE0KMAVSL220
FU-CE0KMAVSL220
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CERAMIC CAP. B K 470PF/100V
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
10UF/16V M H7
4.7UF/25V M NP H7
0.47UF/50V M H7
F Z 0.1UF/50V
B K 0.1UF/25V
0.47UF/50V M H7
220UF/6.3V M H7
47UF/6.3V M H7
B K 1000PF/50V
B K 1800PF/50V
CH J 33PF/50V
10UF/16V M H7
B K 0.01UF/50V
33UF/6.3V M H7
F Z 0.1UF/50V
B K 0.022UF/50V
4.7UF/25V M H7
B K 4700PF/50V
22UF/6.3V M H7
F Z 0.1UF/50V
CH J 220PF/50V
47UF/6.3V M H7
10UF/16V M H7
22UF/10V M H7
F Z 0.1UF/50V
F Z 0.1UF/50V
10UF/16V M H7
4.7UF/25V M H7
B K 0.01UF/50V
B K 0.01UF/50V
B K 4700PF/50V
22UF/10V M H7
B K 0.01UF/50V
10UF/16V M H7
F Z 0.1UF/50V
F Z 0.1UF/50V
220UF/6.3V M H7
22UF/10V M H7
B K 4700PF/50V
B K 0.01UF/50V
4.7UF/25V M H7
10UF/16V M H7
F Z 0.1UF/50V
F Z 0.1UF/50V
22UF/6.3V M H7
F Z 0.1UF/50V
10UF/16V M H7
10UF/16V M H7
10UF/16V M H7
F Z 0.1UF/50V
4.7UF/25V M H7
4.7UF/25V M H7
10UF/16V M H7
F Z 0.1UF/50V
47UF/16V M H7
F Z 0.1UF/50V
B K 0.022UF/50V
B K 0.01UF/50V
1UF/50V M
B K 1000PF/50V
F Z 0.1UF/50V
B K 1000PF/50V
B K 4700PF/50V
CH J 100PF/50V
B K 0.01UF/50V
B K 330PF/50V
F Z 0.1UF/50V
22UF/6.3V M H7
22UF/6.3V M H7
CH J 560PF/50V
22UF/6.3V M H7
B K 0.01UF/50V
B K 0.01UF/50V
C531 FU-CHD1JK30B472
C533 FU-CHD1JK30B473
C534
C535 FU-CHD1JZ30F104
C536 FU-CHD1JJ3CH561
C538 FU-CHD1JJ3CH181
C539 FU-CHD1JK30B103
C540 FU-CHD1JK30B472
C541 FU-CHD1JJ3CH180
C542 FU-CHD1JJ3CH180
C543 FU-CHD1JJ3CH220
C544 FU-CHD1JJ3CH220
C545 FU-CHD1JJ3CH220
C546 FU-CHD1JJ3CH220
C547 FU-CHD1JK30B103
C548 FU-CHD1JZ30F104
C549
C550
C553
C554
C555 FU-CHD1EK30B104
C560 FU-CHD1JZ30F104
C611 FU-CE1JMASSL220
C612 FU-CHD1JK30B472
C614 FU-CHD1JZ30F104
C615
C616 FU-CHD1JK30B102
C1205 FU-CHD1JK30B222
C1206 FU-CHD1JK30B222
C1500
C1502
C1503 FU-CHD1JK30B103
C1504
C1505
C1506
C1507
C1508 FU-CCA1EKT0B104
C1509
C1510
C1511
C1512
C1513 FU-CHD1JZ30F104
C1517
C1518 FU-CHD1JZ30F104
C1519 FU-CHD1AZ30F105
C1520 FU-CHD1AZ30F105
C1521 FU-CHD1AZ30F105
C1524 FU-CHD1EK30B104
C1525 FU-CHD1JK30B103
C1526 FU-CHD1JZ30F104
C1527
C1528
C1529
C1530
C1531
C1532
C1533
C1534
C1535
C1536
C1537
C1538 FU-CHD1JZ30F104
C1539 FU-CHD1JZ30F104
C1540 FU-CHD1JZ30F104
C1541
C1542
C1543 FU-CHD1JZ30F104
C1544
C1546 FU-CHD1JZ30F103
C1548 FU-CHD1JZ30F104
C1549 FU-CHD1JZ30F104
C1550
C1552 FU-CHD1JJ3CH270
C1553 FU-CHD1JZ30F104
C1554
C1555 FU-CHD1JZ30F104
C1556
C1557
FU-CE0KMAVSL470
FU-CE1JMAVSL1R0
FU-CE0KMAVSL101
FU-CE1AMAVSL220
FU-CE0KMAVSL101
FU-CE0KMAVSL101
FU-CE1CMAVSL470
FU-CE0KMASDL470
FU-CE1CMAVSL100
FU-CE1CMAVSL100
FU-CE1CMASDL470
FU-CE1CMASDL100
FU-CE1CMASDL100
FU-CE1CMASDL100
FU-CE1CMASDL221
FU-CE1CMAVSL100
FU-CE1CMASDL470
FU-CE1EMASDL470
FU-CE1CMASDL101
FU-CE0KMASDL471
FU-CE1CMASDL220
FU-CE0KMASDL470
FU-CE1CMASDL100
FU-CE0KMASDL101
FU-CE0KMASDL101
FU-CE1CMASDL100
FU-CE1CMASDL100
FU-CE0KMASSL221
FU-CE0KMASDL101
FU-CE1CMASDL101
FU-CE0KMAVSL470
FU-CE0KMASDL470
FU-CE1CMASDL100
FU-CE1CMAVSL100
FU-CE1CMASDL470
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CERAMIC CAP.(AX)
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
B K 4700PF/50V
B K 0.047UF/50V
47UF/6.3V M H7
F Z 0.1UF/50V
CH J 560PF/50V
CH J 180PF/50V
B K 0.01UF/50V
B K 4700PF/50V
CH J 18PF/50V
CH J 18PF/50V
CH J 22PF/50V
CH J 22PF/50V
CH J 22PF/50V
CH J 22PF/50V
B K 0.01UF/50V
F Z 0.1UF/50V
1UF/50V M H7
100UF/6.3V H7
22UF/10V M H7
100UF/6.3V H7
B K 0.1UF/25V
F Z 0.1UF/50V
22UF/50V M H7
B K 4700PF/50V
F Z 0.1UF/50V
100UF/6.3V H7
B K 1000PF/50V
B K 2200PF/50V
B K 2200PF/50V
47UF/16V M H7
47UF/6.3V M
B K 0.01UF/50V
10UF/16V M H7
10UF/16V M H7
47UF/16V M
10UF/16V M
B K 0.1UF/25V
10UF/16V M
10UF/16V M
220UF/16V M
10UF/16V M H7
F Z 0.1UF/50V
47UF/16V M
F Z 0.1UF/50V
F Z 1UF/10V
F Z 1UF/10V
F Z 1UF/10V
B K 0.1UF/25V
B K 0.01UF/50V
F Z 0.1UF/50V
47UF/25V M
100UF/16V M
470UF/6.3V M
22UF/16V M
47UF/6.3V M
10UF/16V M
100UF/6.3V M
100UF/6.3V M
10UF/16V M
10UF/16V M
220UF/6.3V M H7
F Z 0.1UF/50V
F Z 0.1UF/50V
F Z 0.1UF/50V
100UF/6.3V M
100UF/16V M
F Z 0.1UF/50V
47UF/6.3V M H7
F Z 0.01UF/50V
F Z 0.1UF/50V
F Z 0.1UF/50V
47UF/6.3V M
CH J 27PF/50V
F Z 0.1UF/50V
10UF/16V M
F Z 0.1UF/50V
10UF/16V M H7
47UF/16V M
3-10(No.YD087)
Page 93

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
C1558 FU-CHD1JJ3CH101
C1560 FU-CHD1JZ30F104
C1563
C1564 FU-CHD1JZ30F104
C1565
C1566
C1567
C1569
C1571
C1572
C1573
C1574 FU-CCA1JZTFZ104 CERAMIC CAP.(AX) F Z 0.1UF/50V
C1575
C1576 FU-CHD1JJ3CH271
C1577 FU-CHD1JJ3CH271
C1578 FU-CHD1JK30B103
C1580
C1581
C1585
C1586 FU-CHD1JJ3CH470
C1588 FU-CHD1JJ3CH470
C1590
C1591
C1592 FU-CHD1JK30B103
C1594 FU-CHD1JZ30F104
C1595
C1597 FU-CHD1JK30B103
C1598
C1599 FU-CHD1JZ30F104
C1601
C1602
C1603
C1604
C1605
C1606
C1607
C1609 FU-CHD1JZ30F104
C1610 FU-CHD1JK30B103
C1611
C1612
C1617 FU-CHD1EK30B104
C1618
C1619 FU-CHD1JZ30F104
C1620 FU-CHD1JK30B103
C1621 FU-CHD1JJ3CH390
C1626 FU-CHD1CZ30F224
C1627 FU-CHD1CZ30F224
C1628 FU-CHD1JK30B222
C1629 FU-CHD1JZ30F104
C1630 FU-CHD1JK30B103
C1631 FU-CHD1JK30B102
C1632 FU-CHD1JK30B222
C1633 FU-CHD1JZ30F104
C1634 FU-CHD1JZ30F104
C1637
C1639 FU-CHD1JK30B222
C1640 FU-CHD1JK30B222
C1643
C1648 FU-CHD1JK30B222
C1649 FU-CHD1JK30B222
C1657
C1658 FU-CHD1JK30B102
C1659
C1660 FU-CHD1JK30B102
C1661
C1662
C1663 FU-CHD1EK30B104
C1664
C1665 FU-CHD1JK30B102
C1671
C1672
C1673
C1675
C1681
C1684
C1685
C1686
C1687
FU-CE1CMASDL101
FU-CE0KMASDL101
FU-CE1CMASDL100
FU-CE1CMASDL470
FU-CE0KMASDL471
FU-CE1EMAVSL4R7
FU-CE1CMASDL100
FU-CE1CMASDL100
FU-CDA1EKP0X183
FU-CE1CMASDL220
FU-CE1JMASDL1R0
FU-CE0KMASDL101
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-CE1CMASDL220
FU-CE1JMASDL1R0
FU-CE1CMAVSL100
FU-CE1CMAVSL100
FU-CE1JMAVSL1R0
FU-CP1JMAVSB1R0
FU-CE0KMASDL471
FU-CE0KMASDL471
FU-CE0KMASDL471
FU-CE0KMAVSL470
FU-CE0KMASDL101
FU-CE0KMASDL471
FU-CE1JMASDL1R0
FU-CE0KMASDL470
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-CE1EMASDL4R7
FU-CE1EMASDL4R7
FU-CE1CMASDL470
FU-CE1EMASDL470
FU-CE1JMASDL1R0
FU-CE1EMASDL4R7
FU-CE1EMASDL4R7
FU-CE1EMASDL4R7
FU-CE1EMASDL4R7
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
SEMICONDUCTOR CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CH J 100PF/50V
F Z 0.1UF/50V
100UF/16V M
F Z 0.1UF/50V
100UF/6.3V M
10UF/16V M
47UF/16V M
470UF/6.3V M
4.7UF/25V M H7
10UF/16V M
10UF/16V M
SR K 0.018UF/25V
CH J 270PF/50V
CH J 270PF/50V
B K 0.01UF/50V
22UF/16V M
1UF/50V M
100UF/6.3V M
CH J 47PF/50V
CH J 47PF/50V
1UF/50V M
1UF/50V M
B K 0.01UF/50V
F Z 0.1UF/50V
22UF/16V M
B K 0.01UF/50V
1UF/50V M
F Z 0.1UF/50V
10UF/16V M H7
10UF/16V M H7
1UF/50V M H7
1UF/50V M H7 NP
470UF/6.3V M
470UF/6.3V M
470UF/6.3V M
F Z 0.1UF/50V
B K 0.01UF/50V
47UF/6.3V M H7
100UF/6.3V M
B K 0.1UF/25V
470UF/6.3V M
F Z 0.1UF/50V
B K 0.01UF/50V
CH J 39PF/50V
F Z 0.22UF/16V
F Z 0.22UF/16V
B K 2200PF/50V
F Z 0.1UF/50V
B K 0.01UF/50V
B K 1000PF/50V
B K 2200PF/50V
F Z 0.1UF/50V
F Z 0.1UF/50V
1UF/50V M
B K 2200PF/50V
B K 2200PF/50V
47UF/6.3V M
B K 2200PF/50V
B K 2200PF/50V
1UF/50V M
B K 1000PF/50V
1UF/50V M
B K 1000PF/50V
1UF/50V M
1UF/50V M
B K 0.1UF/25V
1UF/50V M
B K 1000PF/50V
4.7UF/25V M
4.7UF/25V M
47UF/16V M
47UF/25V M
1UF/50V M
4.7UF/25V M
4.7UF/25V M
4.7UF/25V M
4.7UF/25V M
C1688
C1689
C1691 FU-CHD1JJ3CH470
C1692
C1693
C1694 FU-CHD1AZ30F105
C1695
C1696
C1697
C1698
C1699 FU-CHD1JJ3CH470
C1700 FU-CHD1AZ30F105
C1701
C1702
R251 FU-RRXAJR5Z0393 CHIP RES. 1/10W J 39K
R252 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R301 FU-RRXAJR5Z0122 CHIP RES. 1/10W J 1.2K
R303 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R305 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R308 FU-RRXAJR5Z0392 CHIP RES. 1/10W J 3.9K
R310 FU-RCX6JATZ0151 CARBON RES. 1/6W J 150
R311 FU-RRXAJR5Z0151 CHIP RES. 1/10W J 150
R312 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R314 FU-RRXAJR5Z0392 CHIP RES. 1/10W J 3.9K
R316 FU-RRXAJR5Z0182 CHIP RES. 1/10W J 1.8K
R319 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R320 FU-RRXAJR5Z0473 CHIP RES. 1/10W J 47K
R321 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R322 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R323
R324 FU-RRXAJR5Z0392 CHIP RES. 1/10W J 3.9K
R325 FU-RRXAJR5Z0122 CHIP RES. 1/10W J 1.2K
R326 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R327 FU-RRXAJR5Z0682 CHIP RES. 1/10W J 6.8K
R328 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R330 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R331 FU-RRXAJR5Z0183 CHIP RES. 1/10W J 18K
R332 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R333 FU-RRXAJR5Z0183 CHIP RES. 1/10W J 18K
R334 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R335 FU-RRXAJR5Z0101 CHIP RES. 1/10W J 100
R336 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R337 FU-RRXAJR5Z0682 CHIP RES. 1/10W J 6.8K
R339 FU-RRXAZR5Z0000CHIP RES. 1/10W 0
R341 FU-RRXAJR5Z0152 CHIP RES. 1/10W J 1.5K
R342 FU-RRXAJR5Z0182 CHIP RES 1/10W J 1.8K
R401 FU-RCX4JATZ0821 CARBON RES. 1/4W J 820
R402 FU-RCX6JATZ0101 CARBON RES. 1/6W J 100
R404 FU-RRXAZR5Z0000CHIP RES. 1/10W 0
R405 FU-RRXAJR5Z0473 CHIP RES. 1/10W J 47K
R406 FU-RRXAJR5Z0223 CHIP RES. 1/10W J 22K
R407 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R408 FU-RRXAJR5Z0123 CHIP RES. 1/10W J 12K
R409 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R410 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R411 FU-RRXAJR5Z0273 CHIP RES. 1/10W J 27K
R412 FU-RRXAJR5Z0121 CHIP RES. 1/10W J 120
R413 FU-RRXAJR5Z0334 CHIP RES. 1/10W J 330K
R414 FU-RRXAJR5Z0123 CHIP RES. 1/10W J 12K
R415 FU-RRXAJR5Z0182 CHIP RES. 1/10W J 1.8K
R416 FU-RRXAJR5Z0561 CHIP RES. 1/10W J 560
R417 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R418 FU-RRXAJR5Z0123 CHIP RES. 1/10W J 12K
R419 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R420 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R421 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R451 FU-RRXAJR5Z0223 CHIP RES. 1/10W J 22K
R452 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R453 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R454 FU-RRXAJR5Z0393 CHIP RES. 1/10W J 39K
R462 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R463 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R464 FU-RRXAJR5Z0332 CHIP RES. 1/10W J 3.3K
R465 FU-RRXAJR5Z0223 CHIP RES. 1/10W J 22K
R466 FU-RRXAJR5Z0822 CHIP RES. 1/10W J 8.2K
R467 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R469 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-CE0KMASDL471
FU-CE0KMASDL471
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-CE1EMASDL4R7
FU-CE1EMASDL4R7
FU-CE1CMAVSL100
FU-CE1CMAVSL100
FU-RRXAFR5H0201
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP RES. 1/10W F 200
1UF/50V M
1UF/50V M
CH J 47PF/50V
470UF/6.3V M
470UF/6.3V M
F Z 1UF/10V
1UF/50V M
1UF/50V M
4.7UF/25V M
4.7UF/25V M
CH J 47PF/50V
F Z 1UF/10V
10UF/16V M H7
10UF/16V M H7
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
(No.YD087)3-11
Page 94

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
R470 FU-RRXAJR5Z0393 CHIP RES. 1/10W J 39K
R479 FU-RRXAJR5Z0330 CHIP RES. 1/10W J 33
R480 FU-RCX6JATZ0101 CARBON RES. 1/6W J 100
R481 FU-RRXAJR5Z0330 CHIP RES. 1/10W J 33
R482 FU-RRXAJR5Z0101 CHIP RES. 1/10W J 100
R483 FU-RRXAJR5Z0223 CHIP RES. 1/10W J 22K
R484 FU-RRXAJR5Z0682 CHIP RES. 1/10W J 6.8K
R509 FU-RRXAJR5Z0181 CHIP RES. 1/10W J 180
R511
R512 FU-RRXAJR5Z0683 CHIP RES. 1/10W J 68K
R513 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R514
R516
R517 FU-RCX4JATZ0271 CARBON RES. 1/4W J 270
R519
R523
R525 FU-RRXAJR5Z0394 CHIP RES. 1/10W J 390K
R526 FU-RCX6JATZ0394 CARBON RES. 1/6W J 390K
R528
R536 FU-RRXAJR5Z0182 CHIP RES. 1/10W J 1.8K
R537 FU-RRXAJR5Z0681 CHIP RES. 1/10W J 680
R538 FU-RRXAJR5Z0152 CHIP RES. 1/10W J 1.5K
R539 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R540 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R541 FU-RRXAJR5Z0183 CHIP RES. 1/10W J 18K
R542 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R543 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R544 FU-RCX6JATZ0103 CARBON RES. 1/6W J 10K
R545 FU-RCX6JATZ0103 CARBON RES. 1/6W J 10K
R546 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R553 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R554 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R555 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R567 FU-RRXAJR5Z0393 CHIP RES. 1/10W J 39K
R568 FU-RRXAJR5Z0224 CHIP RES. 1/10W J 220K
R569 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R570 FU-RCX6JATZ0472 CARBON RES. 1/6W J 4.7K
R572 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R574 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R575 FU-RRXAJR5Z0334 CHIP RES. 1/10W J 330K
R576 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R577 FU-RRXAJR5Z0152 CHIP RES. 1/10W J 1.5K
R578 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R581 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R582 FU-RRXAJR5Z0104 CHIP RES. 1/10W J 100K
R583 FU-RCX4JATZ0821 CARBON RES. 1/4W J 820
R584 FU-RRXAJR5Z0101 CHIP RES. 1/10W J 100
R585 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R586 FU-RRXAJR5Z0821 CHIP RES. 1/10W J 820
R588 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R593 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R595 FU-RCX6JATZ0103 CARBON RES. 1/6W J 10K
R597 FU-RCX6JATZ0221 CARBON RES. 1/6W J 220
R598 FU-RCX6JATZ0221 CARBON RES. 1/6W J 220
R601 FU-RRXAJR5Z0182 CHIP RES. 1/10W J 1.8K
R602 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R603 FU-RRXAJR5Z0122 CHIP RES. 1/10W J 1.2K
R604 FU-RRXAJR5Z0152 CHIP RES. 1/10W J 1.5K
R605 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R606 FU-RRXAJR5Z0392 CHIP RES. 1/10W J 3.9K
R607 FU-RRXAJR5Z0822 CHIP RES. 1/10W J 8.2K
R608 FU-RRXAJR5Z0223 CHIP RES. 1/10W J 22K
R618 FU-RRXAJR5Z0104 CHIP RES. 1/10W J 100K
R621 FU-RRXAZR5Z0000CHIP RES. 1/10W 0
R622 FU-RRXAZR5Z0000CHIP RES. 1/10W 0
R623 FU-RRXAZR5Z0000CHIP RES. 1/10W 0
R624 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R625 FU-RRXAJR5Z0182 CHIP RES. 1/10W J 1.8K
R626 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R627 FU-RRXAJR5Z0122 CHIP RES. 1/10W J 1.2K
R628 FU-RRXAJR5Z0152 CHIP RES. 1/10W J 1.5K
R629 FU-RCX6JATZ0222 CARBON RES. 1/6W J 2.2K
R630 FU-RRXAJR5Z0392 CHIP RES. 1/10W J 3.9K
R631 FU-RRXAJR5Z0822 CHIP RES. 1/10W J 8.2K
R632 FU-RRXAJR5Z0223 CHIP RES. 1/10W J 22K
R643 FU-RRXAJR5Z0101 CHIP RES. 1/10W J 100
R644 FU-RRXAJR5Z0101 CHIP RES. 1/10W J 100
R645 FU-RRXAJR5Z0332 CHIP RES. 1/10W J 3.3K
FU-RCX6GATZ0362
FU-RCX6GATZ0103
FU-RCX6GATZ0471
FU-RCX6GATZ0223
FU-RCX6GATZ0152
FU-RCX6GATZ0472
CARBON RES. 1/6W G 3.6K
CARBON RES. 1/6W G 10K
CARBON RES. 1/6W G 470
CARBON RES 1/6W G 22K
CARBON RES. 1/6W G 1.5K
CARBON RES. 1/6W G 4.7K
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
R646 FU-RRXAJR5Z0332 CHIP RES. 1/10W J 3.3K
R647 FU-RRXAJR5Z0561 CHIP RES. 1/10W J 560
R648 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R649 FU-RRXAJR5Z0561 CHIP RES. 1/10W J 560
R650 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R651 FU-RCX6JATZ0272 CARBON RES. 1/6W J 2.7K
R652 FU-RCX6JATZ0472 CARBON RES. 1/6W J 4.7K
R653 FU-RCX6JATZ0272 CARBON RES. 1/6W J 2.7K
R654 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R655 FU-RCX6JATZ0272 CARBON RES. 1/6W J 2.7K
R656 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R1201 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R1202 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R1203 FU-RRXAJR5Z0221 CHIP RES. 1/10W J 220
R1204 FU-RRXAJR5Z0221 CHIP RES. 1/10W J 220
R1205 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R1500 FU-RCX4JATZ0181 CARBON RES. 1/4W J 180
R1501 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R1502 FU-RCX4JATZ0100 CARBON RES. 1/4W J 10
R1504 FU-RCX4JATZ0181 CARBON RES. 1/4W J 180
R1505 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R1507 FU-RRXAJR5Z0473 CHIP RES. 1/10W J 47K
R1510 FU-RCX4JATZ0181 CARBON RES. 1/4W J 180
R1512 FU-RCX4JATZ0181 CARBON RES. 1/4W J 180
R1513 FU-RCX6JATZ0273 CARBON RES. 1/6W J 27K
R1514 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1522 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R1523 FU-RCX4JATZ0391 CARBON RES. 1/4W J 390
R1524 FU-RCX6JATZ0473 CARBON RES. 1/6W J 47K
R1525 FU-RCX6JATZ0821 CARBON RES. 1/6W J 820
R1526 FU-RCX4JATZ0681 CARBON RES. 1/4W J 680
R1527 FU-RCX4JATZ0681 CARBON RES. 1/4W J 680
R1528 FU-RRXAJR5Z0473 CHIP RES. 1/10W J 47K
R1529 FU-RCX6JATZ0152 CARBON RES. 1/6W J 1.5K
R1530 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1531 FU-RCX4JATZ0561 CARBON RES. 1/4W J 560
R1532 FU-RCX4JATZ0561 CARBON RES. 1/4W J 560
R1533 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1536 FU-RCX4JATZ0152 CARBON RES. 1/4W J 1.5K
R1537 FU-RCX4JATZ0152 CARBON RES. 1/4W J 1.5K
R1538 FU-RCX4JATZ0331 CARBON RES. 1/4W J 330
R1539 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R1540 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1541 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1543 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R1544 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1547 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R1550 FU-RCX6JATZ0472 CARBON RES. 1/6W J 4.7K
R1551
R1552
R1553 FU-RRXAJR5Z0473 CHIP RES. 1/10W J 47K
R1555 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1556
R1557 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1558
R1559 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R1560 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R1561
R1562
R1563 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1564 FU-RCX6JATZ0223 CARBON RES. 1/6W J 22K
R1565 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R1566 FU-RRXAJR5Z0682 CHIP RES. 1/10W J 6.8K
R1567 FU-RRXAJR5Z0682 CHIP RES. 1/10W J 6.8K
R1568 FU-RCX6JATZ0332 CARBON RES. 1/6W J 3.3K
R1569 FU-RCX6JATZ0332 CARBON RES. 1/6W J 3.3K
R1570 FU-RCX6JATZ0332 CARBON RES. 1/6W J 3.3K
R1571 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1572 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R1573 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R1577 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1578 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1579 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1581 FU-RCX4JATZ0822 CARBON RES. 1/4W J 8.2K
R1582 FU-RCX4JATZ0822 CARBON RES. 1/4W J 8.2K
R1587 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1589 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1591 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
FU-RRXAFR5H0103
FU-RRXAFR5H0103
FU-RRXAFR5H0153
FU-RRXAFR5H0103
FU-RRXAFR5H1200
FU-RRXAFR5H0152
CHIP RES. 1/10W F 10K
CHIP RES. 1/10W F 10K
CHIP RES. 1/10W F 15K
CHIP RES. 1/10W F 10K
CHIP RES. 1/10W F 120
CHIP RES. 1/10W F 1.5K
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
3-12(No.YD087)
Page 95

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
R1592 FU-RRXAJR5Z0152 CHIP RES. 1/10W J 1.5K
R1593 FU-RRXAJR5Z0152 CHIP RES. 1/10W J 1.5K
R1594 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1595 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1596 FU-RRXAJR5Z0682 CHIP RES. 1/10W J 6.8K
R1597 FU-RRXAJR5Z0151 CHIP RES. 1/10W J 150
R1598 FU-RRXAJR5Z0151 CHIP RES. 1/10W J 150
R1599
R1600
R1605
R1606
R1610 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1611 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1614 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1616 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1619 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R1620 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R1626 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1628 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1630
R1631
R1632 FU-RRXAJR5Z0272 CHIP RES. 1/10W J 2.7K
R1633 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1634 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1636 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1637
R1638
R1639 FU-RRXAJR5Z0133 CHIP RES. 1/10W J 13K
R1640 FU-RRXAJR5Z0133 CHIP RES. 1/10W J 13K
R1641
R1642 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1643 FU-RCX6JATZ0153 CARBON RES. 1/6W J 15K
R1644
R1647 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R1648 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1649 FU-RRXAJR5Z0223 CHIP RES. 1/10W J 22K
R1650 FU-RRXAJR5Z0104 CHIP RES. 1/10W J 100K
R1651 FU-RRXAJR5Z0104 CHIP RES. 1/10W J 100K
R1652 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1653 FU-RRXAJR5Z0562 CHIP RES. 1/10W J 5.6K
R1654 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1656 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1657 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1658 FU-RRXAJR5Z0682 CHIP RES. 1/10W J 6.8K
R1659 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R1660 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R1661 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R1662 FU-RRXAJR5Z0101 CHIP RES. 1/10W J 100
R1663 FU-RRXAJR5Z0331 CHIP RES. 1/10W J 330
R1664 FU-RRXAJR5Z0331 CHIP RES. 1/10W J 330
R1666 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R1669 FU-RRXAJR5Z0182 CHIP RES. 1/10W J 1.8K
R1670 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R1671 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1672 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1673 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R1674 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1675 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1676 FU-RCX6JATZ0182 CARBON RES. 1/6W J 1.8K
R1677 FU-RCX4JATZ0331 CARBON RES. 1/4W J 330
R1678 FU-RCX4JATZ0331 CARBON RES. 1/4W J 330
R1679 FU-RRXAJR5Z0221 CHIP RES. 1/10W J 220
R1680 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R1681 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R1685 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R1686 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R1688 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R1689 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1690 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1691 FU-RCX6JATZ0221 CARBON RES. 1/6W J 220
R1692 FU-RCX6JATZ0221 CARBON RES. 1/6W J 220
R1693 FU-RCX4JATZ0821 CARBON RES. 1/4W J 820
R1694 FU-RRXAJR5Z0104 CHIP RES. 1/10W J 100K
R1695 FU-RCX4JATZ0821 CARBON RES. 1/4W J 820
R1696 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1697 FU-RRXAJR5Z0221 CHIP RES. 1/10W J 220
R1698 FU-RRXAJR5Z0221 CHIP RES. 1/10W J 220
R1700 FU-RRXAJR5Z0151 CHIP RES. 1/10W J 150
FU-RRXAFR5H0201
FU-RRXAFR5H0201
FU-RRXAFR5H0201
FU-RRXAFR5H0201
FU-RRXAFR5H0822
FU-RRXAFR5H0822
FU-RRXAFR5H0133
FU-RRXAFR5H0133
FU-RRXAFR5H0472
FU-RRXAFR5H0221
CHIP RES. 1/10W F 200
CHIP RES. 1/10W F 200
CHIP RES. 1/10W F 200
CHIP RES. 1/10W F 200
CHIP RES. 1/10W F 8.2K
CHIP RES. 1/10W F 8.2K
CHIP RES. 1/10W F 13K
CHIP RES. 1/10W F 13K
CHIP RES. 1/10W F 4.7K
CHIP RES. 1/10W F 220
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
R1701 FU-RRXAJR5Z0151 CHIP RES. 1/10W J 150
R1702 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1703 FU-RRXAZR5Z0000 CHIP RES. 1/10W 0
R1704 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R1708 FU-RCX6JATZ0101 CARBON RES. 1/6W J 100
R1709 FU-RCX6JATZ0101 CARBON RES. 1/6W J 100
R1710 FU-RCX4JATZ0561 CARBON RES. 1/4W J 560
R1711 FU-RCX4JATZ0561 CARBON RES. 1/4W J 560
R1712 FU-RRXAJR5Z0222 CHIP RES. 1/10W J 2.2K
R1713 FU-RRXAJR5Z0332 CHIP RES. 1/10W J 3.3K
R1714 FU-RRXAJR5Z0471 CHIP RES. 1/10W J 470
R1715 FU-RRXAJR5Z0821 CHIP RES. 1/10W J 820
R1716 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1717 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1718 FU-RRXAJR5Z0163 CHIP RES. 1/10W J 16K
R1719 FU-RRXAJR5Z0163 CHIP RES. 1/10W J 16K
R1720 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1721 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1722 FU-RRXAJR5Z0183 CHIP RES. 1/10W J 18K
R1723 FU-RRXAJR5Z0273 CHIP RES. 1/10W J 27K
R1724 FU-RRXAJR5Z0153 CHIP RES. 1/10W J 15K
R1725 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R1726 FU-RRXAJR5Z0183 CHIP RES. 1/10W J 18K
R1727 FU-RRXAJR5Z0273 CHIP RES. 1/10W J 27K
R1728 FU-RRXAJR5Z0153 CHIP RES. 1/10W J 15K
R1729 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
VR501
L251
L302 FU-LLAXKATTU101 INDUCTOR (100UH K)
L402 FU-LLARKBSTU470 INDUCTOR
L451 FU-LLARKBSTU470 INDUCTOR
L501 FU-LLAXKATTU101 INDUCTOR (100UH K)
L503
L1501 FU-LLAXKATTU101 INDUCTOR (100UH K)
L1505 FU-LLAXKATTU101 INDUCTOR (100UH K)
L1507 FU-LLBD00PKV022 CHOKE COIL 47UH
L1509 FU-LLAXKATTU101 INDUCTOR (100UH K)
L1510 FU-LLAXKATTU150 INDUCTOR
L1513
L1515 FU-1VSA12643 BEAD CORE ASSEMBLY
CN1201 FU-JCFEJ08JG001 FE CONNECTOR TOP 8P
CN1503 FU-J3PHC02JG017
CN1504 FU-J322C19TG001 242 SERIES CONNECTOR
CN1505 FU-JCFEJ08JG001 FE CONNECTOR TOP 8P
CN1506 FU-E9771AFV AFV PCB ASSEMBLY
FL601 FU-TVFD1C0FT049 VACUUM FLUORESCENT DISPLA
FM1001
JK1201 FU-JXRL010LY101 RCA JACK(YELLOW)
JK1202 FU-JXRL010LY102 RCA JACK(WHITE)
JK1203 FU-JYRL010LY024 RCA JACK(RED)
JK1204 FU-JXEL040LY003 S TYPE JACK
JK1502 FU-JXGL210LY008 RGB CONNECTOR
JK1504 FU-JXRL010LY140 RCA JACK
JK1505 FU-JXRL020LY120 RCA JACK
JK1506 FU-JXEL040LY003 S TYPE JACK
JW001 FU-WX1H99A0-005 FLAT CABLE 2P
JW002 FU-WX3803S6FF08 FLAT CABLE 3P
JW101 FU-WX1E9700-001 FFC CABLE 30P
JW102 FU-WX1E9700-001 FFC CABLE 30P
JW103 FU-WX1E9700-002 FFC CABLE 8P
OT1 FU-0VM409508 BUSH LED(F)
OT2 FU-1VM420438 NEW SHIELD ASSEMBLY
OT3 FU-0VM304573 ROHM HOLDER
PS502
RM1501
SW506
SW507 FU-SSR0106KB003 ROTARY MODE SWITCH
SW521 FU-SST0101HH013 TACT SWITCH
SW522 FU-SST0101HH013 TACT SWITCH
SW523 FU-SST0101HH013 TACT SWITCH
SW524 FU-SST0101HH013 TACT SWITCH
SW525 FU-SST0101HH013 TACT SWITCH
SW526 FU-SST0101HH013 TACT SWITCH
SW527 FU-SST0101HH013 TACT SWITCH
SW528 FU-SST0101HH013 TACT SWITCH
SW601 FU-SST0101HH013 TACT SWITCH
FU-VRCB104HH014
FU-LLAXKATTU5R6
FU-LLAXKATTU1R8
FU-LLAXKATTUR47
FU-MMEZR12NM005
FU-QPWZP1302C70
FU-USESJRSKK039
FU-SSC0101MCE03
CARBON P.O.T.
INDUCTOR
INDUCTOR
INDUCTOR (0.47UH K)
PH CONNECTOR (WHITE)
DC FAN MOTOR
PHOTO INTERRUPTER
REMOTE RECEIVER
LEAF SWITCH
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
TOP 2P
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
(No.YD087)3-13
Page 96

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
SW603 FU-SST0101HH013 TACT SWITCH
SW605 FU-SST0101HH013 TACT SWITCH
SW671 FU-SST0101HH013 TACT SWITCH
SW681 FU-SST0101HH013 TACT SWITCH
SW682 FU-SST0101HH013 TACT SWITCH
TU1501
X301 FU-FXC445LLN004 XTAL 4.433619MHZ
X501 FU-FXD126LDS001 XTAL 12.000MHZ
X502 FU-FXC323LQUA02 XTAL
FU-UTUNPLGAL015
TUNER UNIT
PSV board
Block No. [0][2]
Symbol No.
PW1 FU-1VSA12635 PSV BOARD ASSY
IC1001 FU-NPEA000EL817 PHOTOCOUPLER
Q1001
Q1003
Q1004
Q1008
Q2002
Q2003
Q2004 FU-NQ14KTA1504S CHIP TRANSISTOR
Q2005 FU-NQ14KTA1504S CHIP TRANSISTOR
D013 FU-NDQZ000BA158RECTIFIER DIODE
D014 FU-NDQZ000SB190SCHOTTKY BARRIER DIODE
D016 FU-NDQZ000SB340SCHOTTKY BARRIER DIODE
D017
D018 FU-NDQZ000BA158RECTIFIER DIODE
D019 FU-NDQZ000FR203RECTIFIER DIODE
D1001 FU-NDLZ001N5397 DIODE
D1002 FU-NDLZ001N5397 DIODE
D1003 FU-NDLZ001N5397 DIODE
D1004 FU-NDLZ001N5397 DIODE
D1006
D1008 FU-NDQZ000SB140 SCHOTTKY BARRIER DIODE
D1011 FU-NDQZ000BA159 RECTIFIER DIODE
D1012
D1016
D1017
D1018
D1019
D1022
D1024
D1025
D1030
D1031 FU-NDQZ000SB390 SCHOTTKY BARRIER DIODE
D1032 FU-NDQZ000SB340 SCHOTTKY BARRIER DIODE
D2001
D2002
D2003
D2004
D2005
D2006
D2007
D2008
D2009
D2010
C013
C014
C015
C017
C018
C020
C022
C1001 FU-CT2E683DC011
C1004 FU-CA2H101S6016
Part No. Part Name Description Local
FU-QFWZ02SK3566
FU-QQSY2SC1815F
FU-NQSYKTA1267P
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NQSYKTC3199P
FU-NDTC00DZ15BS
FU-NDTZ01N4148M
FU-NDTZ01N4148M
FU-NDWZ000FR101
FU-NDTB00DZ18BS
FU-NDTZ01N4148M
FU-NDTB0DZ6R8BS
FU-NDTZ01N4148M
FU-NDTZ01N4148M
FU-NDTZ01N4148M
FU-NDWZ000SB240
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-NDTA00DZ11BS
FU-CE1JMASDL100
FU-CE1CMASDL471
FU-CE1CMASDL101
FU-CE0KMZADL472
FU-CE0KMASDL471
FU-CE1JMASDL220
FU-CE1GMASDL471
FET
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
TRANSISTOR
ZENER DIODE
SWITCHING DIODE
SWITCHING DIODE
RECTIFIER DIODE
ZENER DIODE
SWITCHING DIODE
ZENER DIODE
SWITCHING DIODE
SWITCHING DIODE
SWITCHING DIODE
SCHOTTKY BARRIER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ZENER DIODE
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
METALIZED FILM CAP.
ELECTROLYTIC CAP.
10UF/50V M
470UF/16V M
100UF/16V M
4700UF/6.3V SL
470UF/6.3V M
22UF/50V M
470UF/35V M
0.068UF/250V K
100UF/400V M
C1005
C1006
C1007
C1013 FU-CCA1JJT0B102 CERAMIC CAP.(AX) B J 1000PF/50V
C1018
C1021
C1025 FU-CHD1JK30B103
C1029
C1032
C1033 FU-CCD1JZSYV223 CERAMIC CAP. YV Z 0.022UF/50V
C1035
C1036 FU-CCD2JKP0B471 CERAMIC CAP. B K 470PF/500V
C1037
C1039
C1106
C2003 FU-CHD1JK30B222
C2004 FU-CHD1JK30B222
C2005 FU-CHD1JK30B222
C2006 FU-CHD1JK30B222
C2007 FU-CHD1JK30B222
C2008 FU-CHD1JKB0B102
C2009
C2010
C2011 FU-CHD1JKB0B102
C2012
C2013 FU-CHD1JKB0B102
C2014 FU-CCD2JKP0B103 CERAMIC CAP. B K 0.01UF/500V
R057 FU-RRXAJR5Z0224 CHIP RES. 1/10W J 220K
R1002 FU-RCX4JATZ0564 CARBON RES. 1/4W J 560K
R1003 FU-RCX4JATZ0564 CARBON RES. 1/4W J 560K
R1004 FU-RN02JZLZ0823
R1005 FU-RCX4JATZ0105 CARBON RES. 1/4W J 1M
R1006 FU-RCX4JATZ0105 CARBON RES. 1/4W J 1M
R1007 FU-RCX4JATZ0105 CARBON RES. 1/4W J 1M
R1008
R1010 FU-RCX6JATZ0223 CARBON RES. 1/6W J 22K
R1011 FU-RN01JZLZ01R3
R1020 FU-RCX6JATZ0182 CARBON RES. 1/6W J 1.8K
R1021 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R1022 FU-RRXAJR5Z0472 CHIP RES. 1/10W J 4.7K
R1023
R1024 FU-RRXAJR5Z0683 CHIP RES. 1/10W J 68K
R1025
R1029 FU-RCX6JATZ0104 CARBON RES. 1/6W J 100K
R1032 FU-RCX6JATZ0222 CARBON RES. 1/6W J 2.2K
R1035 FU-RCX6JATZ0102 CARBON RES. 1/6W J 1K
R1036 FU-RCX6JATZ0104 CARBON RES. 1/6W J 100K
R1037 FU-RCX6JATZ0103 CARBON RES. 1/6W J 10K
R1038 FU-RCX6JATZ0104 CARBON RES. 1/6W J 100K
R1039 FU-RCX6JATZ0474 CARBON RES. 1/6W J 470K
R1040 FU-RCX4JATZ08R2 CARBON RES. 1/4W J 8.2
R1041 FU-RCX4JATZ05R6 CARBON RES. 1/4W J 5.6
R1043 FU-RN012R7ZU001
R1059 FU-RCX4JATZ0102 CARBON RES. 1/4W J 1K
R1126 FU-RRXAJR5Z0333 CHIP RES. 1/10W J 33K
R2003 FU-RCX4JATZ0750 CARBON RES. 1/4W J 75
R2004 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R2005 FU-RCX4JATZ0821 CARBON RES. 1/4W J 820
R2006 FU-RCX4JATZ0221 CARBON RES. 1/4W J 220
R2007 FU-RCX4JATZ0821 CARBON RES. 1/4W J 820
R2008 FU-RCX4JATZ0221 CARBON RES. 1/4W J 220
R2009 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R2010 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R2011 FU-RRXAJR5Z0750 CHIP RES. 1/10W J 75
R2012 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R2013 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R2014 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
R2015 FU-RRXAJR5Z0103 CHIP RES. 1/10W J 10K
L010 FU-LLBD00PKV022 CHOKE COIL 47UH
L013 FU-LLBD00PKV022 CHOKE COIL 47UH
L1001 FU-1VSA12652 BEAD CORE ASSEMBLY
L1002 FU-1VSA12652 BEAD CORE ASSEMBLY
L1003 FU-LLBG00ZTU022 LINE FILTER 56MH
L1004 FU-XL03010XM001 BEAD CORE B16 RH 3.5X10X1.3
L1005 FU-1VSA12652 BEAD CORE ASSEMBLY
L1011 FU-LLBD00PKV022 CHOKE COIL 47UH
FU-CCD3AKPSL560
FU-CCN2EMA0E222
FU-CE0KMASDL102
FU-CE1AMASDL101
FU-CCA1CMT0Y103
FU-CCA1CKT0X182
FU-CE1CMASDL100
FU-CE0KMZADL332
FU-CE1CMASDL102
FU-CE1CMASDL471
FU-CE1GMASDL101
FU-CE1CMASDL100
FU-CE1JMASDL1R0
FU-CE1JMASDL1R0
FU-RCX4GATZ0821
FU-RRXAFR5H0222
FU-RRXAFR5H0562
CERAMIC CAP. SL K 56PF/1KV
SAFTY CAP. 2200PF/250V
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CERAMIC CAP.(AX) Y M 0.01UF/16V
CHIP CERAMIC CAP.
CERAMIC CAP.(AX) X K 1800PF/16V
CAP ALUMINUM ELECTOLYTIC
ELECTROLYTIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
CAP ALUMINUM ELECTOLYTIC
CHIP CERAMIC CAP.
METAL OXIDE FILM RES.
CARBON RES. 1/4W G 820
METAL OXIDE FILM RES.
CHIP RES. 1/10W F 2.2K
CHIP RES. 1/10W F 5.6K
METAL OXIDE FILM RES.
1000UF/6.3V M
100UF/10V M
B K 0.01UF/50V
10UF/16V M
3300UF/6.3V SL
1000UF/16V M
470UF/16V M
100UF/35V M
B K 2200PF/50V
B K 2200PF/50V
B K 2200PF/50V
B K 2200PF/50V
B K 2200PF/50V
B K 1000PF/50V
10UF/16V M
1UF/50V M
B K 1000PF/50V
1UF/50V M
B K 1000PF/50V
2W J 82K
Ω
Ω
Ω
Ω
1W J 1.3
1W J 2.7
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
Ω
3-14(No.YD087)
Page 97

Symbol No.
L1013 FU-LLC180KKV007 POWER INDUCTORS
L2001 FU-1VSA12643 BEAD CORE ASSEMBLY
T0011 FU-LTT00EPKT189 SWITCHING TRANSFORMER
AC1001
CN051A FU-JCTUB19TG002 242 SERIES CONNECTOR
F1001
FH1001 FU-XH01Z00LY002 FUSE HOLDER
FH1002 FU-XH01Z00LY002 FUSE HOLDER
JK2001 FU-JXGL210LY006 RGB CONNECTOR
JW1001 FU-WX1E9700-003 FLAT CABLE 10P
JW1002 FU-WX1E9700-004 FLAT CABLE 9P
JW2001 FU-WX1E9700-005 FLAT CABLE 11P
JW2002 FU-WX1E9700-006 FLAT CABLE 4P
OT1 FU-1VM420987 HEAT SINK
OT2 FU-GBJS3080 SCREW S-TIGHT M3X8 BIND HEAD+
OT3 FU-0VM415201C PLATE GROUND(21PIN)
Part No. Part Name Description Local
FU-WAE0172LW011
FU-PAGC20BW3162
AC CORD
FUSE T1.6AL/250V
AFV board
Block No. [0][3]
Symbol No.
PW1 FU-1VSA12639 AFV BOARD ASSY
IC1 FU-NSZBA0SP3005 IC AUDIO PROCESSOR
D2
Part No. Part Name Description Local
FU-NDTZ01N4148M
SWITCHING DIODE
C1 FU-CHD1JZ30F104
C4 FU-CHD1JJ3CH560
C5 FU-CHD1JJ3CH220
C6 FU-CHD1JJ3CH560
C7
C8
C11 FU-CHD1JK30B103
C12
C13 FU-CHD1JK30B103
C14 FU-CHD1JK30B103
C15
C16
C17 FU-CHD1JZ30F104
C19 FU-CHD1JZ30F104
C20
C21 FU-CHD1JZ30F104
C22
C24
C27 FU-CCA1JZTFZ104 CERAMIC CAP.(AX) F Z 0.1UF/50V
R1 FU-RRXAJR5Z0102 CHIP RES. 1/10W J 1K
R4 FU-RRXAJR5Z0124 CHIP RES. 1/10W J 120K
R5 FU-RRXAZR5Z0000CHIP RES. 1/10W 0
R6 FU-RRXAZR5Z0000CHIP RES. 1/10W 0
L1 FU-LLAXKATTU100 INDUCTOR
L3 FU-LLAXKATTU180 INDUCTOR
L4 FU-LLAXKATTU100 INDUCTOR
CN1 FU-JTED009ER045 ANGLE PIN HEADER 9P
X1 FU-FXD186LLN001 XTAL 18.432MHZ
FU-CHD1JC3CH3R0
FU-CHD1JC3CH3R0
FU-CE1CMASSL100
FU-CE1CMASSL100
FU-CE1CMASSL100
FU-CE1JMASSL3R3
FU-CE1CMASSL100
FU-CE1JMASSLR22
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
CHIP CERAMIC CAP.
ELECTROLYTIC CAP.
ELECTROLYTIC CAP.
F Z 0.1UF/50V
CH J 56PF/50V
CH J 22PF/50V
CH J 56PF/50V
CH C 3PF/50V
CH C 3PF/50V
B K 0.01UF/50V
10UF/16V M H7
B K 0.01UF/50V
B K 0.01UF/50V
10UF/16V M H7
10UF/16V M H7
F Z 0.1UF/50V
F Z 0.1UF/50V
3.3UF/50V M H7
F Z 0.1UF/50V
10UF/16V M H7
0.22UF/50V M H7
Ω
Ω
Ω
Ω
(No.YD087)3-15
Page 98

Packing materials and accessories parts list
10
4
8
7
Block No. M3MM
12
13
2
3
2
2
2
11
9
6
5
3-16(No.YD087)
1
Page 99

Packing and accessories
Symbol No. Part No. Part Name Description Local
1 FU-1VM321468 GIFT BOX CARTON
2 FU-1VM120413 SIDE PAD four in one
3 FU-0DM400731A SET BAG
4 FU-1VM321492 TOP PAD
5 FU-1VM420375 REMOCON PAD
6 FU-NB402FD REMOTE CONTROL UNIT
7 --------- DRY BATTERY R6TYPE
8 FU-WPZ0122LG001 RF CORD PAL 1.2M
9 FU-0VM415576 ACCESSORY BAG
10 FU-WX1E4300-012 SCART CABLE 1.5M
11 FU-1VM422101 ACCESSORY BAG
12 FU-1VMN21287 INST BOOK(GER) EU
12 FU-1VMN21291 INST BOOK(SWE) EY
12 FU-1VMN21295 INST BOOK(SPA) EL
12 FU-1VMN21326 INST BOOK(POL) EZ
12 FU-1VMN21288 INST BOOK(FRA) EU
12 FU-1VMN21292 INST BOOK(NOR) EY
12 FU-1VMN21296 INST BOOK(POR) EL
12 FU-1VMN21327 INST BOOK(CZC) EZ
12 FU-1VMN21289 INST BOOK(ITA) EU
12 FU-1VMN21293 INST BOOK(DEN) EY
12 FU-1VMN21328 INST BOOK(HUN) EZ
12 FU-1VMN21290 INST BOOK(DUT) EU
12 FU-1VMN21294 INST BOOK(FIN) EY
13 --------- WARRANTY SHEET FU-1VM321422
Block No. [M][3][M][M]
(No.YD087)3-17
 Loading...
Loading...