


SC-923
MANUALE D’ISTRUZIONI
57

INDICE
I. CARATTERISTICHE TECNICHE ................................................................ 1
II. MESSA A PUNTO ....................................................................................... 1
1. Installazione al tavolo ......................................................................................................................... 1
2. Collegamento dei cavi ........................................................................................................................ 4
3. Installazione del tirante a snodo ....................................................................................................... 8
4. Procedura di impostazione della testa della macchina................................................................... 9
5. Regolazione della testa della macchina .........................................................................................................10
III. PER L'OPERATORE .................................................................................11
1. Procedura operativa della macchina per cucire ............................................................................ 11
2. Pannello operativo (CP-18) ............................................................................................................. 12
3. Procedura operativa del modello di cucitura ................................................................................. 13
(1) Modello di cucitura dell'affrancatura ............................................................................................ 13
(2) Modello di cucitura sovrapposta ..................................................................................................14
4. Impostazione con un semplice tocco ............................................................................................. 15
5. Funzione di sostegno alla produzione ............................................................................................ 17
6. Impostazione delle funzioni del SC-923 .......................................................................................... 20
7. Lista delle funzioni da impostare .................................................................................................... 22
8. Descrizione dettagliata della selezione di funzioni ....................................................................... 28
9. Compensazione automatica per rendere neutrale il sensore del pedale .................................... 44
10. Selezione della specica del pedale ............................................................................................... 44
11. Allineamento dei punti per l'affrancatura alla ne della cucitura (per materiali pesanti) .......... 45
12. Funzione di ingresso/uscita dell'interruttore a mano e interruttore a ginocchiera .................... 46
13. Uso dell'interruttore a mano e interruttore a ginocchiera ............................................................47
14. Procedura di selezione della funzione di serratura a chiave .......................................................48
15. Modalità di inizializzazione dei dati di impostazione .....................................................................48
16. Connettore di ingresso/uscita esterno ........................................................................................... 49
17. Come collegare il sensore del bordo del materiale ....................................................................... 50
IV. MANUTENZIONE .................................................................................... 51
1. Rimozione del coperchio posteriore ............................................................................................... 51
2. Come sostituire fusibili dell'alimentazione .................................................................................... 51
(1) Scheda a circuito stampato PWR ................................................................................................. 51
(2) Scheda a circuito stampato CTL ................................................................................................... 52
3. Codice errore..................................................................................................................................... 53
i
I. CARATTERISTICHE TECNICHE
Tensione di alimentazione
Frequenza 50Hz/60Hz 50Hz/60Hz 50Hz/60Hz
Ambiente operativo
Assorbimento
* L'assorbimento è un valore di riferimento per il modello equipaggiato con la testa della macchina
si differenzia per la testa della macchina selezionata.
Da 100 a 120V, monofase Da 200 a 240V, trifase Da 220 a 240V, monofase
Temperatura : da 5 a 35˚C
Umidità : da 35 a 85%
Temperatura : da 5 a 35˚C
Umidità : da 35 a 85%
Temperatura : da 5 a 35˚C
Umidità : da 35 a 85%
600VA 600VA 600VA
LU-2810ES-7.
Esso
II. MESSA A PUNTO
La SC-923 può essere utilizzata con la testa della macchina a motore diretto come una centralina di controllo autonoma. Può anche essere utilizzata con la testa della macchina a trasmissione a cinghia installandola sull'unità motore.
Questo manuale descrive la procedura per i suddetti due metodi di installazione.
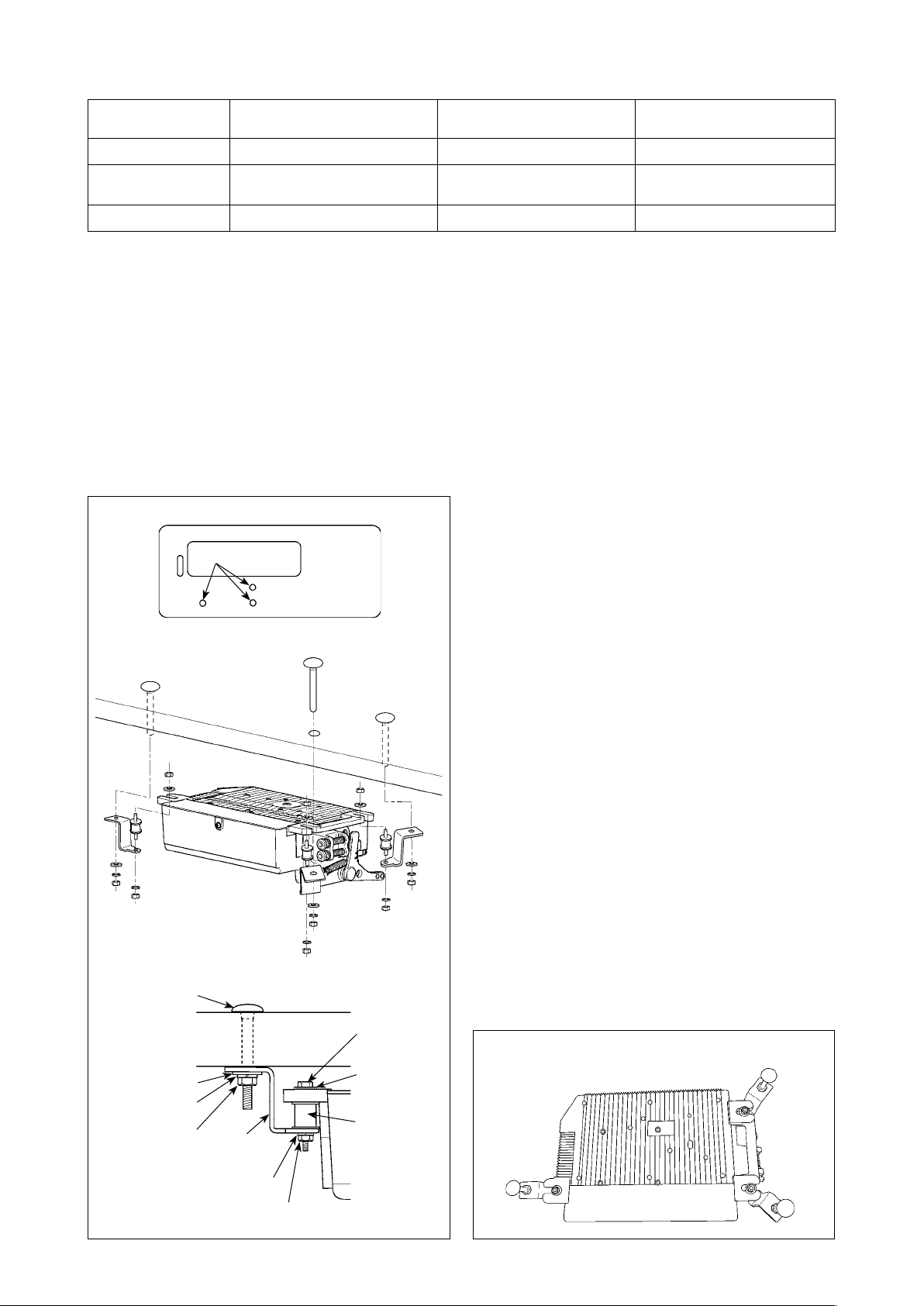
1. Installazione al tavolo
Per utilizzare la SC-923 con la testa della macchina a motore diretto, installare la centralina di controllo sul
tavolo secondo le istruzioni seguenti.
L'articolo descrive la procedura di installazione del-
la SC-923 sul tavolo della macchina per cucire LU-
2810ES-7. Per utilizzare altre teste della macchina,
❶
❶
installare la centralina di controllo sul tavolo riferendosi
al Manuale d'Istruzioni per il corpo principale della
relativa macchina per cucire. Installare la piastra di
sospensione della centralina di controllo sul tavolo con
bulloni di montaggio in dotazione con l'unità. Allora,
inserire i dadi e le rondelle forniti con l'unità come ac-
cessori come mostrato nella gura in modo che l'unità
di motore possa essere ssata saldamente sul tavolo.
1) Premere i tre bullon
forniti con l'unità come
❶
accessori nel foro per bullone di sospensione del
motore nel tavolo e ssarli.
2) Fissare la piastra di sospensione
in dotazione
❺
con l'unità sui tre bulloni con la rondella piana ❷,
la rondella elastica ❸ e il dado ❹.
3) Fissare il gommino
sulla piastra di sospensio-
❻
ne con la rondella elastica ❼ e il dado ❽.
4) Appendere un'estremità della centralina di control-
lo sulle parti lettate dei gommini sul lato provvisto
di due bulloni. Appendere quindi l'altra estremità
della centralina di controllo sul lato opposto.
5)
Fissare temporaneamente l'altra parte filettata del
gommino con la rondella piana ❾ e il dado . In
questo caso, la rondella elastica non viene utilizzata.
6)
Regolare la posizione di installazione della centralina di controllo. Stringere quindi saldamente i dadi.
❷
❸
❹
❾
❻
❺
❼
❽
– 1 –
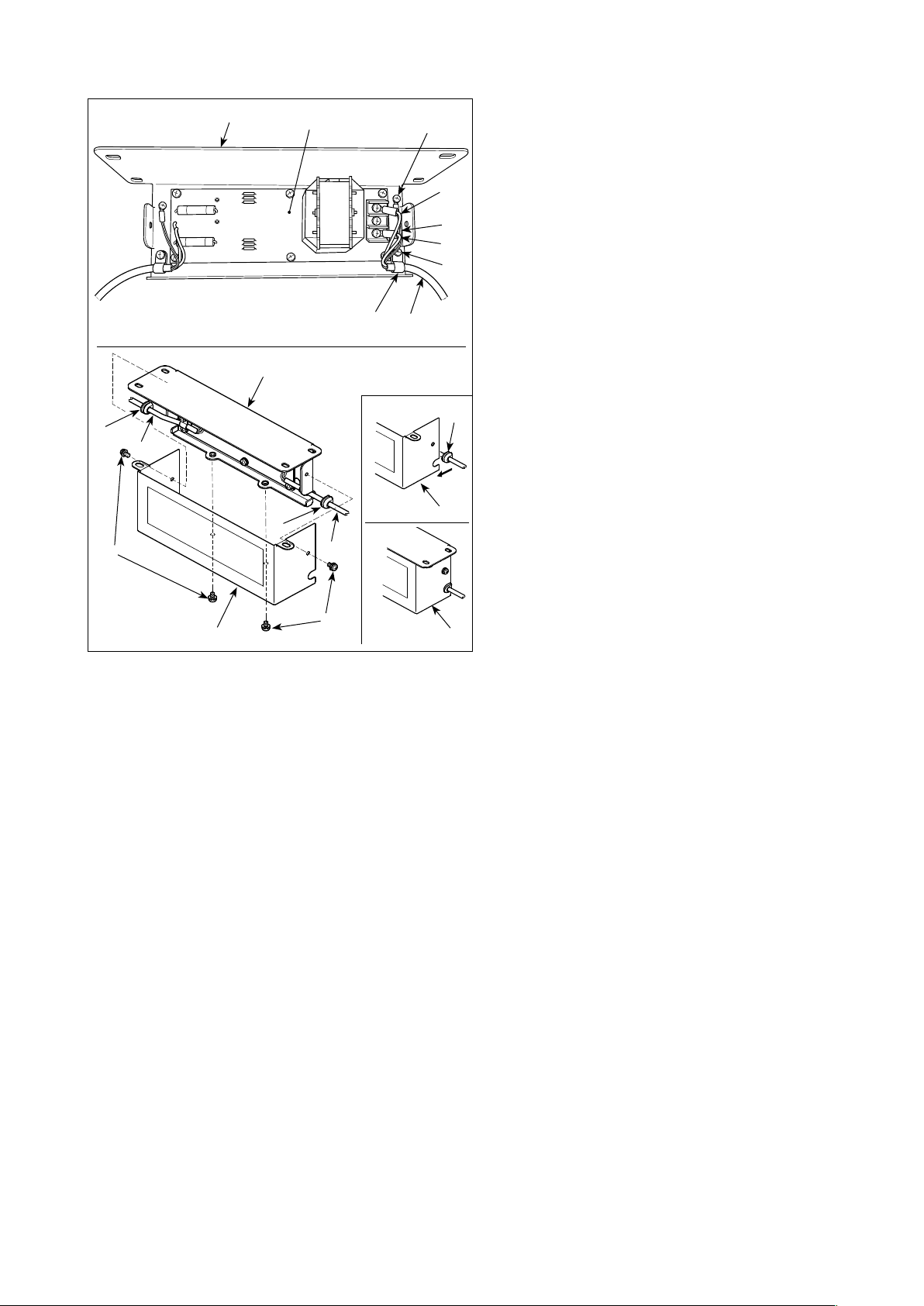
<Come installare la centralina reattore>
❽
❾
❼
❸
❸
❽
❷
❾
❶
❺
❶
❹
A
❻
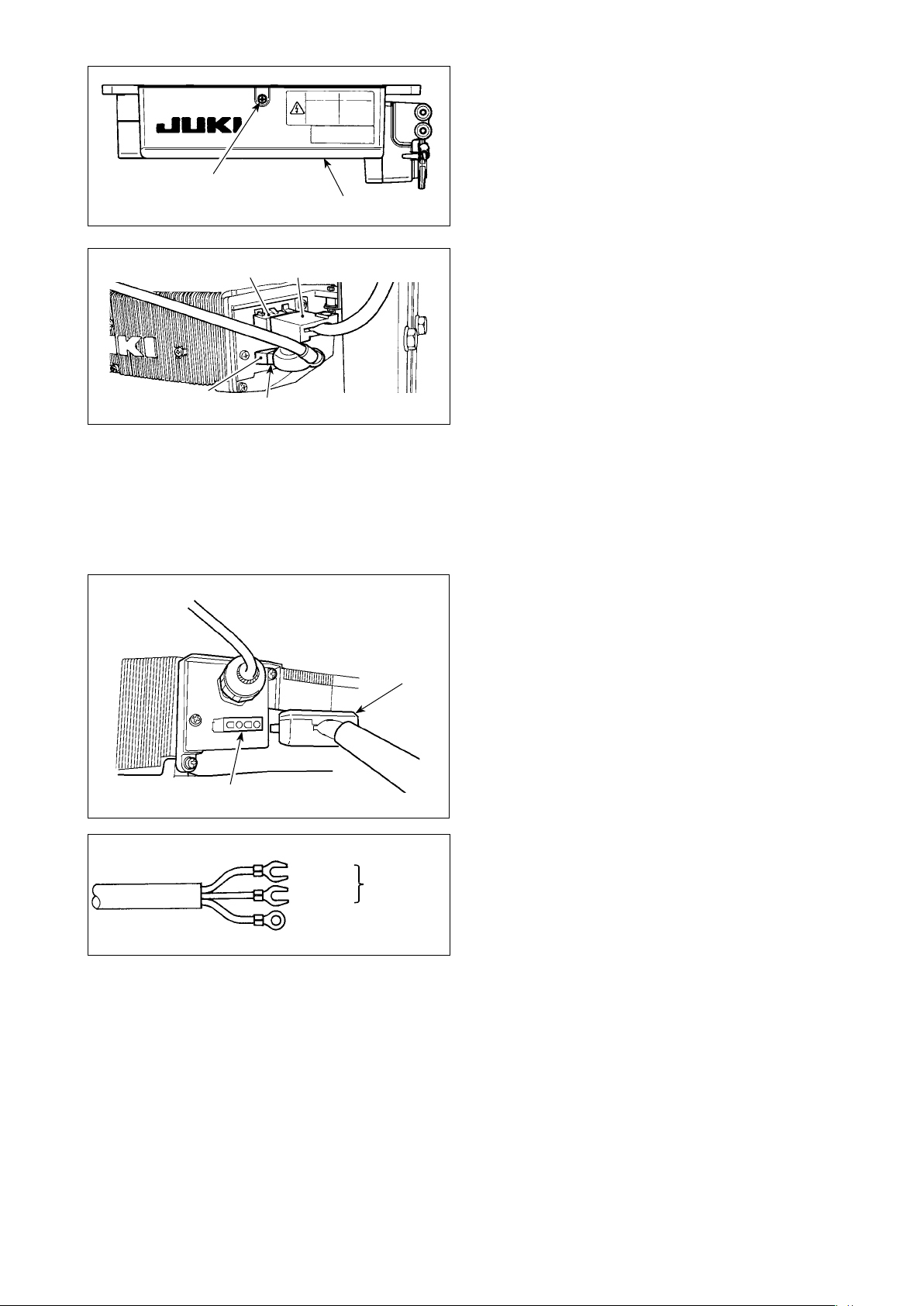
* Per i modelli progettati per l'UE, installa-
re la centralina reattore che viene fornita
con la macchina per cucire.
1) Collegare i terminali del cavo ❶ di alimentazione
della SC-923 alla scheda a circuito stampato
C
B
asm. ❷ della centralina reattore e alla piastra
❸ di montaggio della centralina reattore.
Collegare il lo marrone A al primo connettore
e il lo blu B al terzo connettore rispettivamen-
te dalla parte superiore della morsettiera sulla
scheda a circuito stampato asm. della centralina
reattore usando le viti. Collegare il lo verde/giallo C alla piastra ❸ di montaggio della centralina
reattore con la vite di ssaggio della messa a
❽
terra ❹.
2) Attaccare il fermacavo ❺ al cavo di alimentazione della SC-923. Fissare il cavo di alimentazione insieme con il fermacavo alla piastra ❸ di
montaggio della centralina reattore con la vite
di ssaggio del fermacavo ❻.
3) Attaccare i gommini ❽ per cavo ai cavi ❶ e ❼ di
ingresso/uscita della centralina reattore. Attaccare entrambi i gommini nella stessa maniera.
4) Fissare il coperchio della centralina reattore
alla piastra ❸ di montaggio della centralina reat-
tore con le quattro viti di ssaggio del coperchio
della centralina reattore ❾.
In questo momento, ssare bene i gommini ❽
per cavo attaccati ai cavi ❶ e ❼ di ingresso/
uscita nella sezione concava sul coperchio
della centralina reattore in modo da eliminare la
distanza tra la centralina reattore e il coperchio .
– 2 –
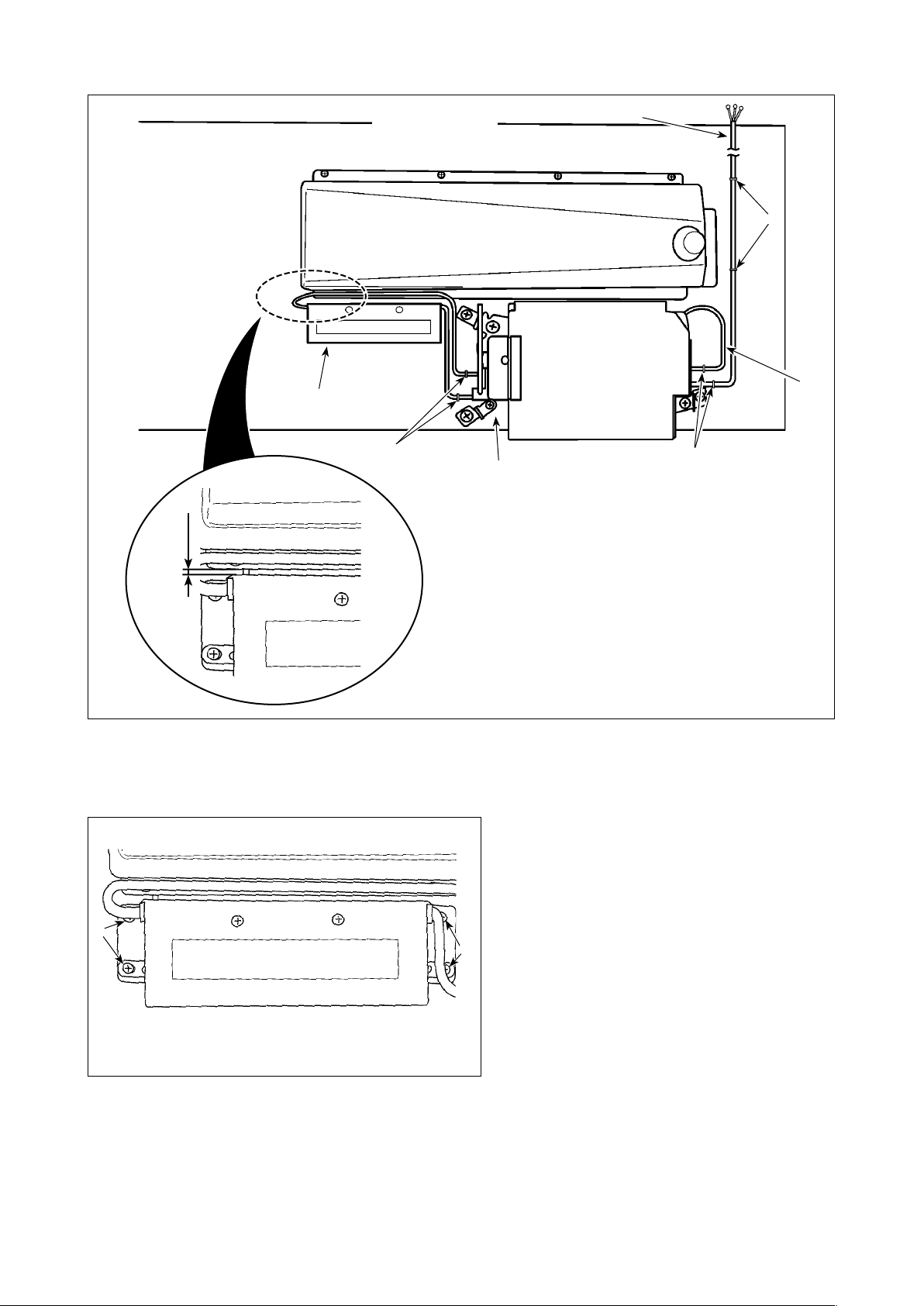
<Come installare la centralina reattore al tavolo>
5 mm
Lato operatore
Vaschetta dell'olio
SC-923
Fare passare il cavo tra
il tavolo e la centralina di
controllo.
(Attenzione) La centralina reattore deve essere
installata nella posizione in cui la
centralina è ad una distanza di 5 mm
dalla vaschetta dell'olio.
1) Collegare il cavo
2) Collegare il cavo
di ingresso della centralina reattore all'interruttore di alimentazione.
di alimentazione della SC-923 alla centralina reattore .
3) Fissare i cavi con i chiodi ad U
.
4) Installare la centralina reattore
al tavolo
nella posizione mostrata nella gura utilizzando le quattro viti per legno in dotazione con l'unità.
e ❼ di ingresso/uscita
❶
5) Fissare i cavi
della centralina reattore sul tavolo utilizzando i chiodi ad U in dotazione con
l'unità. In questo momento, fare attenzione
che i cavi di ingresso/uscita non si intersechino tra di loro.
– 3 –
2. Collegamento dei cavi
AVVERTIMENTO :
• Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati
5 minuti o più.
• Per evitare danni al dispositivo causati da malfunzionamenti e caratteristiche tecniche inadatte,
assicurarsi di inserire i cavi ai posti specicati.
• Per evitare ferimenti causati da malfunzionamenti, assicurarsi di bloccare il connettore con fermo.
• Per quanto riguarda il dettaglio relativo al maneggio di rispettivi dispositivi, leggere attentamente
i Manuali d'Istruzioni in dotazione con i dispositivi prima di maneggiare i dispositivi.
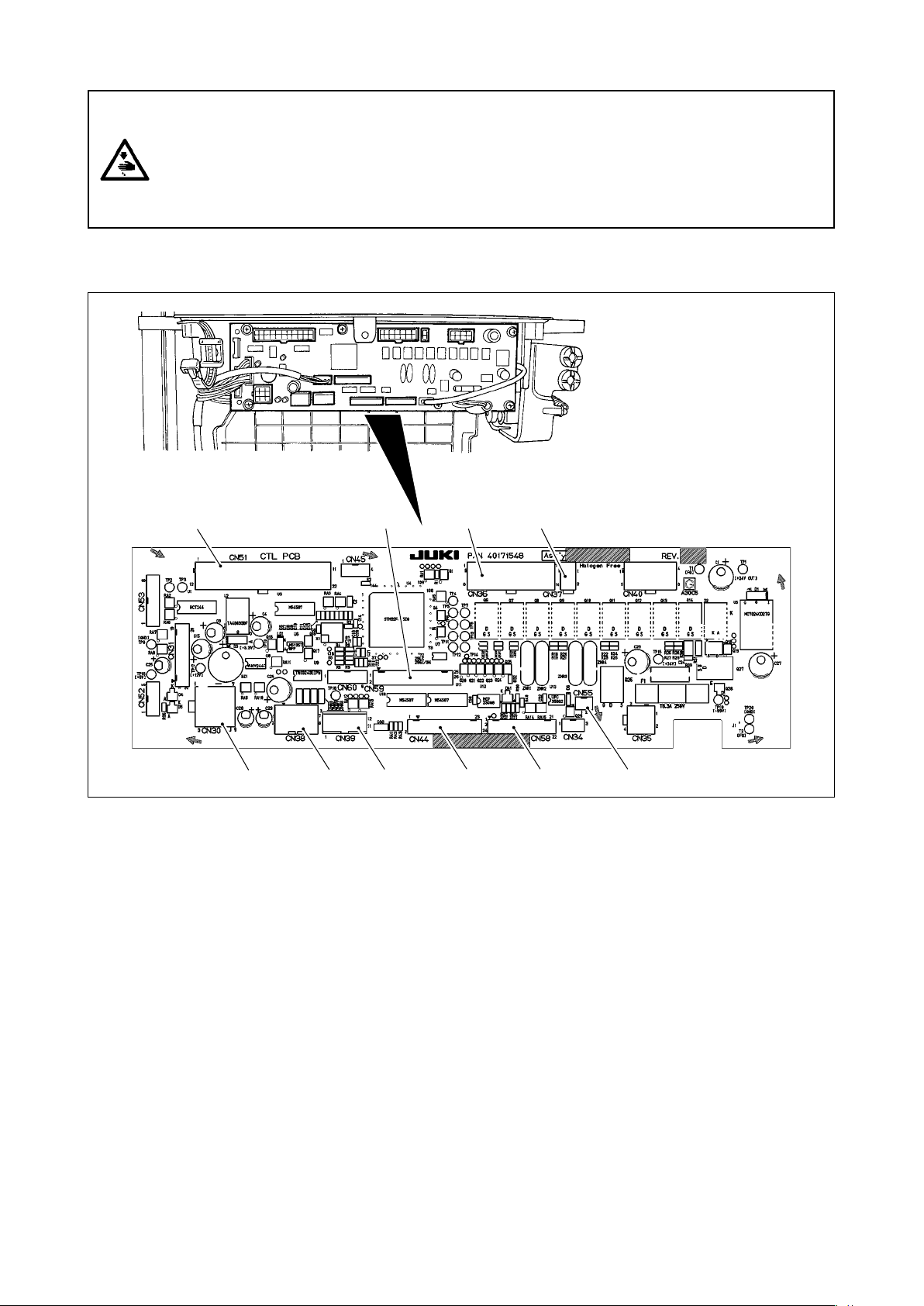
I seguenti connettori sono disposti sul SC-923. Collegare i connettori che vengono dalla testa della macchina ai posti corrispondenti al ne di adattare i dispositivi montati sulla testa della macchina.
❷ ❸❼
❶ ❹
CN30 Connettore del segnale del motore
❶
❷ CN36 Solenoide della testa della macchina : Provvisto di solenoidi per taglio del lo, affrancatura, interruttore di
trasporto inverso tipo con un semplice tocco.
❸
CN37 Solenoide di sollevamento del piedino premistoffa (Solo per il tipo alzapiedino automatico)
❹ CN38 Pannello operativo: Vari tipi di cuciture possono essere programmate. (Per ulteriori dettagli sul pannello ope-
❺
CN39 Pedale della macchina per lavoro in piedi: PK70 standard JUKI, ecc. La macchina per cucire può essere con-
❻
CN44 Interruttore a mano: Altri interruttori a mano all'infuori del pulsante per affrancatura
❼ CN51 Connettore di ingresso esteso/uscita estesa
❽ CN55
❾ CN58 Connettore di ingresso esteso (per l'ingresso del sensore, ecc.)
CN59 Connettore di uscita estesa (per l'uscita dell'elettrovalvola)
rativo tranne il CP-18, fare riferimento al Manuale d'Istruzioni per il pannello da utilizzare.)
trollata con segnali esterni.
Lampada a LED (tipo +5 V): La lampada a LED può essere collegata opzionalmente. (Fare riferimento a "III-4.
Impostazione con un semplice tocco" p.15 per ulteriori informazioni su come regolare la quantità di luce.)
❺
❻ ❾
❽
– 4 –

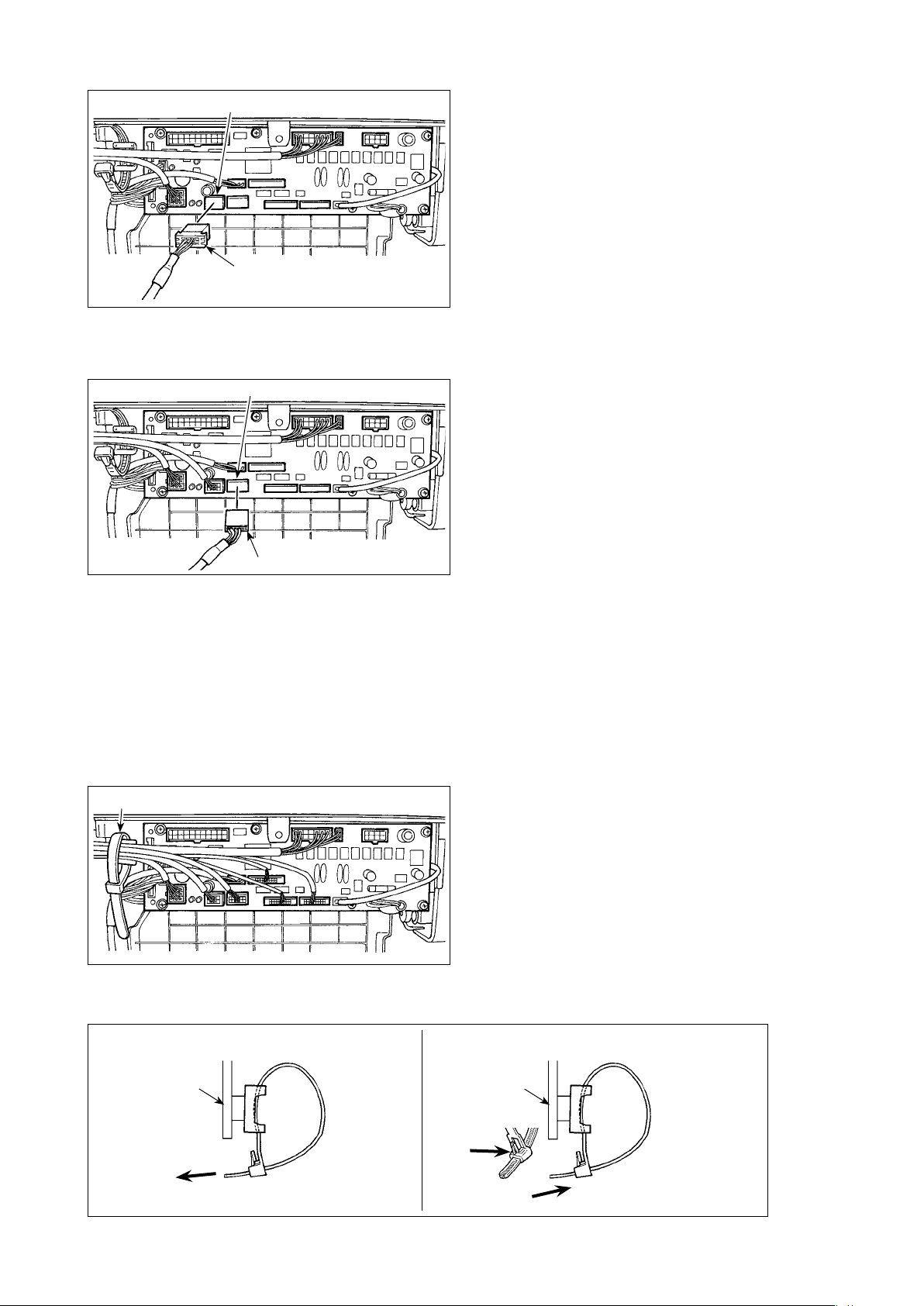
1) Fare passare i cavi
lo e dell'elettrovalvola dell'inversione del attraverso il foro A del tavolo e dirigerli sotto il tavolo.
dell'elettrovalvola del rasa-
❶
❼
A
B
❽ ❹ ❻
❸
❷
❶
❺
2) Allentare la vite
ciavite per aprire il coperchio.
3) Collegare il cavo 14P
della macchina al connettore ❹ (CN36). Collegare il connettore 2P ❺ al connettore ❻ (CN37).
Collegare il connettore 9P
re al connettore ❽ (CN30) sul pannello elettronico.
nel coperchio ❷ con un cac-
B
proveniente dalla testa
❸
che viene dal moto-
❼
❾
Inserire il cavo 26P
Inserire il cavo 24P nel connettore (CN44).
Inserire il cavo 22P nel connettore (CN58).
– 5 –
nel connettore (CN59).
❾
[Collegamento del connettore per il pannello operativo]
5) Il connettore per il pannello operativo è in dotazione con l'unità.
Prestando attenzione all'orientamento del con-
nettore , collegarlo al connettore (CN38)
posto sul pannello elettronico. Al termine del collegamento, bloccare il connettore in modo sicuro.
(Attenzione) Non mancare di disattivare l'alimenta-
[Connessione del pedale della macchina per lavoro in piedi]
zione prima di collegare il connettore.
6) Per utilizzare l'unità pedale con la macchina per
cucire per lavoro in piedi, inserire il connettore
PK70 nel connettore (CN39: 12P) sulla
scheda a circuito stampato.
(Attenzione) Non mancare di disattivare l'alimenta-
zione prima di collegare il connettore.
(Attenzione) Aver cura di inserire sicuramente i rispettivi connettori dopo aver controllato i sensi di inse-
rimento in quanto tutti i connettori hanno i sensi di inserimento. (Quando si tratta di quello
con il bloccaggio, inserire i connettori nché essi vengano bloccati.) La macchina per cucire non viene azionata tranne che i connettori siano inseriti correttamente. Inoltre, non solo
il problema di avvertimento dell'errore o qualcosa di simile si presenta, ma anche la macchina per cucire e la centralina di controllo vengono danneggiate.
[Come legare in un fascio tutti i cavi]
7) Dopo aver inserito il connettore, mettere tutti i li
insieme con il nastro fermacavi posto sul lato
della centralina.
(Attenzione) 1. Fissare il nastro fermacavi seguen-
do la procedura di ssaggio.
2. Quando si rimuove il connettore, rimuoverlo dalla sella del lo e rimuoverlo premendo il gancio del nastro
fermacavi.
Come ssare la fascetta Come rimuovere la fascetta
Pannello Pannello
Spingere il
gancio.
Tirare
Spingere
– 6 –
Premendo la
parte del gancio, spingere
la fascetta per
rimuoverla.
B
❷
8) Chiudere il coperchio
e fissare il coperchio
❸
stringendo la vite B con un cacciavite.
(Attenzione) Fare attenzione che i cavi non siano
intrappolati sotto il coperchio ❸.
Soltanto per la specica CE
[
9) Collegare il connettore 4P
al connettore si-
tuato sul lato della centralina.
10)
Collegare il lo di uscita del motore dell'inter-
ruttore dell'alimentazione al connettore .
]
Collegare il cavo dell'uscita del motore al connet-
tore posto sulla parte laterale della centralina.
CE 1ø 230V
Marrone
Blu
Verde/Giallo
(lo di massa)
AC
220V-240V
Installazione dell'interruttore dell'alimentazione
Collegare il cavo dell'alimentazione all'interruttore
dell'alimentazione.
[Specica "CE" ]
Monofase 230V : Cavi dell'alimentazione: marrone,
blu, e verde/giallo (lo di massa).
– 7 –
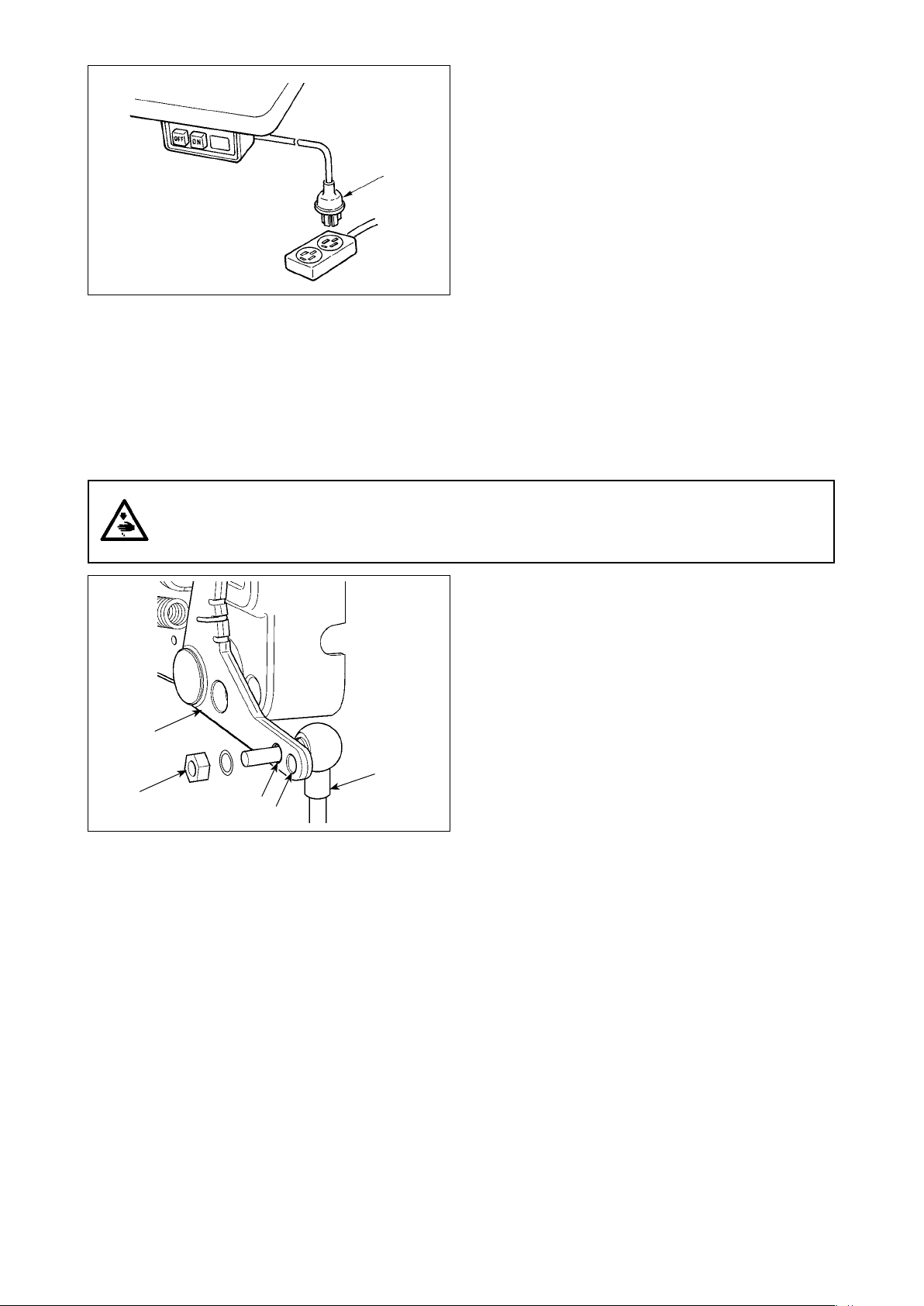
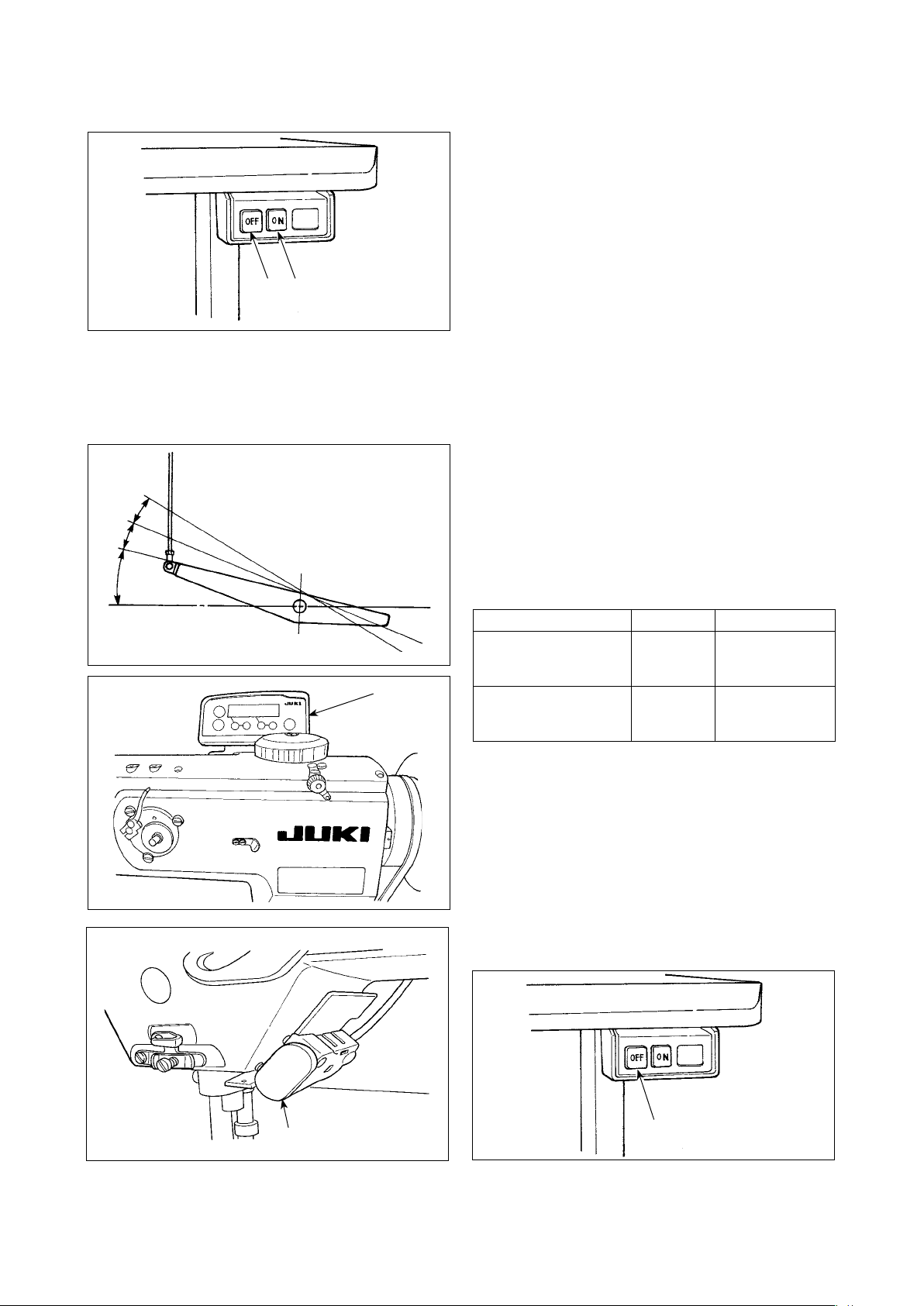
3. Installazione del tirante a snodo
11) Assicurarsi che l'interruttore dell'alimentazione
sia spento ed inserire il cavo dell'alimentazione
che viene dall'interruttore dell'alimentazione
nella presa di corrente.
(Attenzione)
1. L'estremità del cavo dell'alimentazione
varia a seconda della destinazione o della
tensione di alimentazione. Controllare di
nuovo la tensione di alimentazione e la
tensione specificata sulla centralina di
controllo quando si installa l'interruttore.
2. Non mancare di preparare la spina di alimentazione conforme alle norme di sicurezza.
3. Aver cura di collegare il lo di massa (verde/giallo).
AVVERTIMENTO:
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le
seguenti operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5
minuti o più.
1) Fissare tirante a snodo
di leva di comando ❷ con dado ❸.
B
2) Se tirante a snodo
❶
a foro di installazione
❶
viene installato a foro di installazione A, la corsa del pedale viene allungata, e il funzionamento del pedale a media velocità
sarà più facile.
❷
❶
❸
B
A
– 8 –
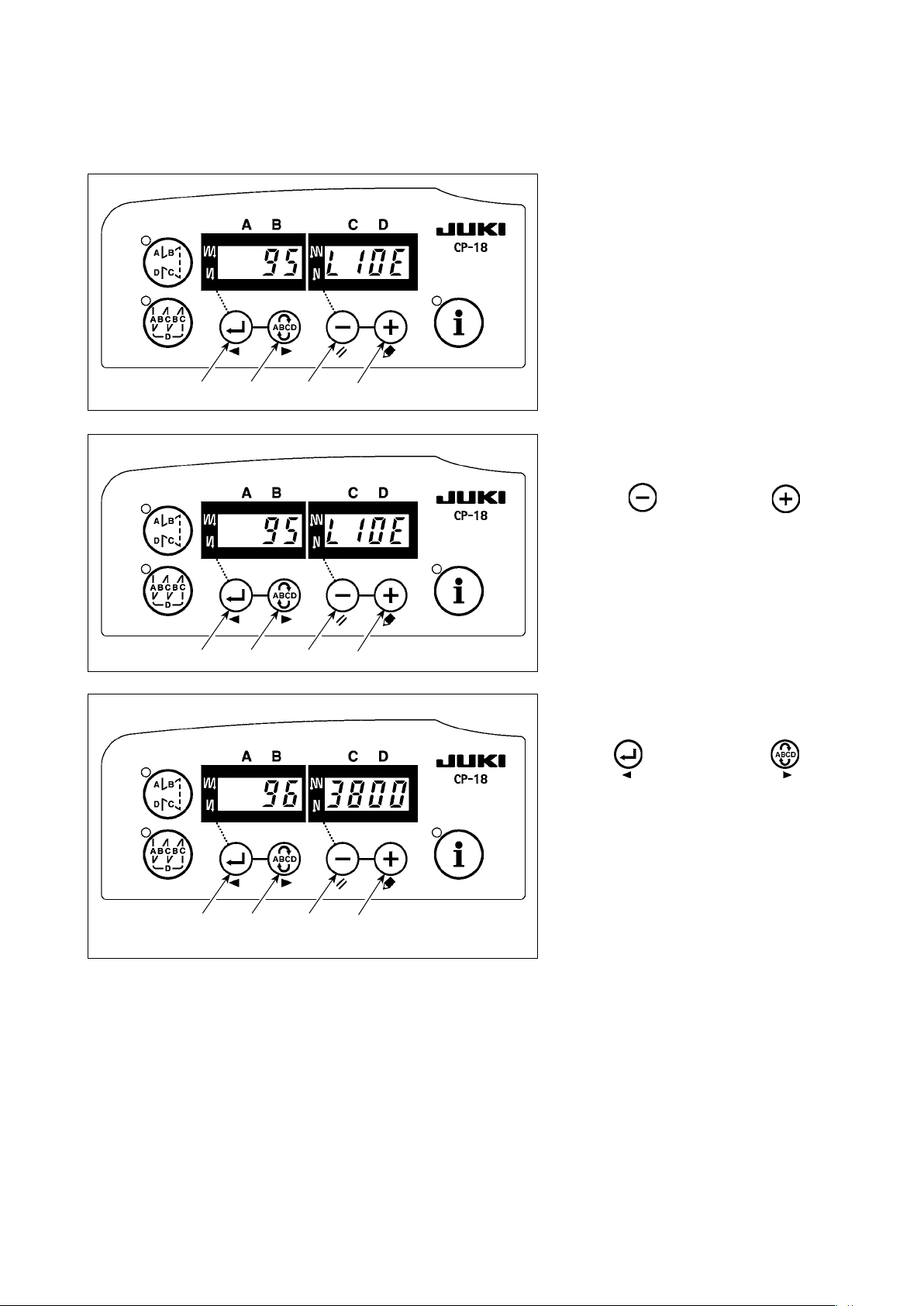
4. Procedura di impostazione della testa della macchina
(Attenzione) Per il pannello operativo tranne il CP-18, fare riferimento al Manuale d'Istruzioni per il
pannello operativo da utilizzare per la procedura di impostazione della testa della macchina.
1) Consultare
delle funzioni del SC-923" p.20 e
chiamare l'impostazione della funzio-
ne No. 95.
❺❹❸
❺❹❸
❻
❻
2) Il tipo di testa della macchina può
essere selezionato premendo l'inter-
ruttore
* Fare riferimento a "Elenco delle teste
della macchina" sul foglio separato
o al Manuale d'Istruzioni per la testa
della macchina della macchina per
cucire per il tipo di testa della macchina.
"III-6. Impostazione
(l'interruttore
❺
).
❻
3) Dopo aver selezionato il tipo di testa
della macchina, premendo l'interrut-
tore
il passo procede a 94 o 96, e l'indicazione cambia automaticamente
al contenuto dell'impostazione corrispondente al tipo di testa della macchina.
❺❹❸
❻
(l'interruttore
❸
),
❹
– 9 –
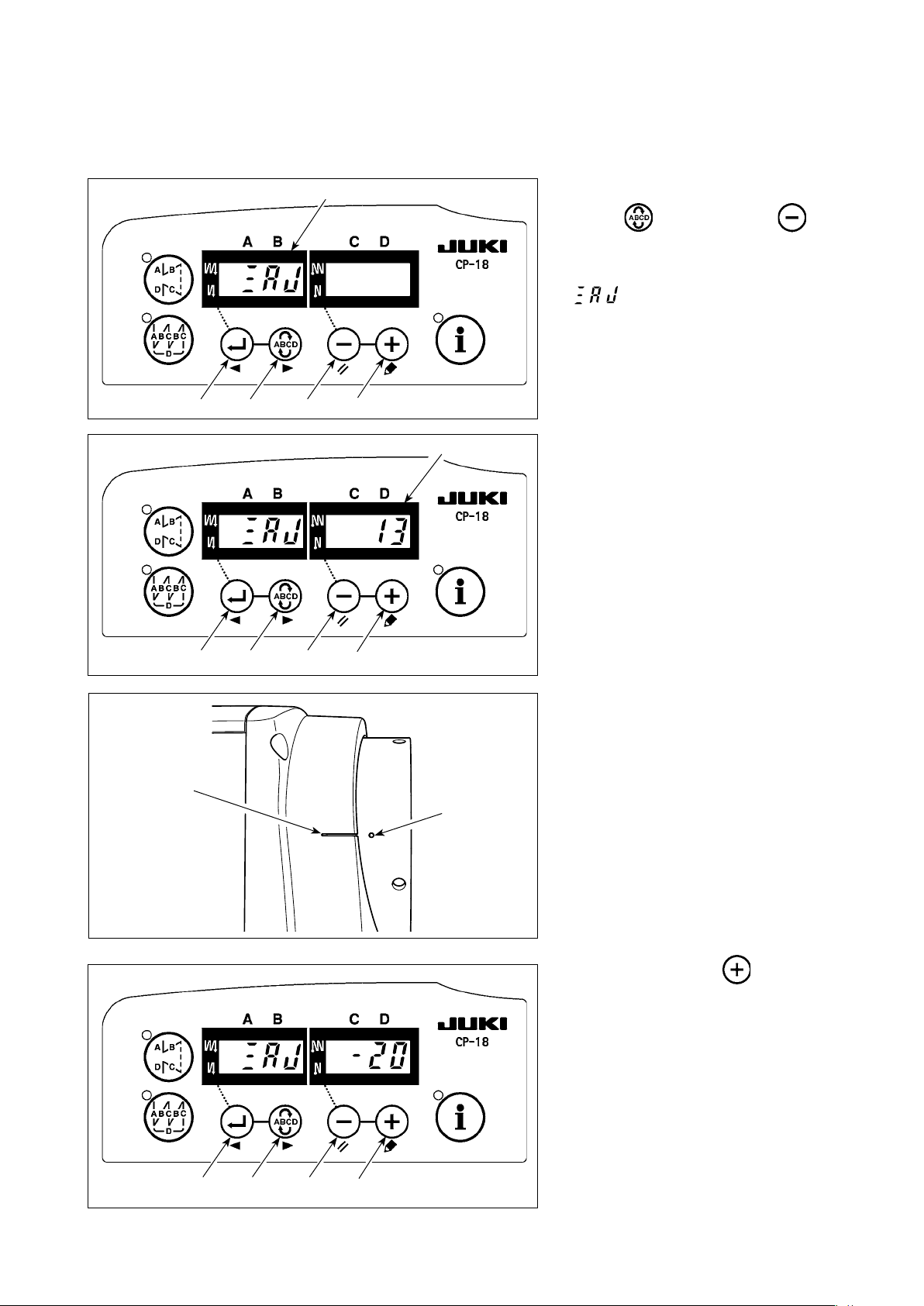
5. Regolazione della testa della macchina
(Attenzione) Quando lo slittamento tra il punto di riferimento bianco sul volantino e il concavo del coper-
chio è eccessivo dopo il taglio del lo, regolare l’angolo della testa della macchina con la
seguente operazione.
Ⓐ
❺❹❸
❻
Ⓑ
1) Premendo simultaneamente l'inter-
ruttore
accendere l'interruttore dell'alimentazione.
2) viene visualizzato (Ⓐ) nell'indicatore e il modo operativo viene
commutato al modo di regolazione.
3) Girare la puleggia della testa della
macchina manualmente finché il segnale di riferimento dell'albero principale non sia rilevato. In questo momento, i gradi dell'angolo dal segnale
di riferimento dell'albero principale
vengono visualizzati sull'indicatore Ⓑ.
(Il valore è il valore di riferimento.)
e l'interruttore
❹
❺
,
❽
❺❹❸
❻
❼
4) In questo stato, allineare il puntino di
riferimento ❼ sulla puleggia alla cavità ❽ sul copripuleggia.
5) Premere l'interruttore
il lavoro di regolazione.
(Il valore è il valore di riferimento.)
per nire
❻
❺❹❸
❻
– 10 –
III. PER L'OPERATORE
1. Procedura operativa della macchina per cucire
1) Premere il bottone ON
mentazione per collegare l'alimentazione.
(Attenzione)
❶❷
Se il LED di alimentazione non si accende anche quando si accende l'interruttore dell'alimentazione, spegnere immediatamente l'interruttore dell'alimentazione
e controllare la tensione. Inoltre, in un
caso del genere, accendere di nuovo l’interruttore dell’alimentazione quando 2 o 3
minuti o più sono passati dopo lo spegni-
mento dell’interruttore dell’alimentazione.
2) Per alcune teste della macchina installate, la macchina ruota automaticamente per portare la barra
ago nella posizione superiore se la barra ago non si trova nella predetta posizione.
(Attenzione) Quando si attiva l'alimentazione alla macchina per cucire per la prima volta dopo l'installa-
zione, l'avvio della macchina può essere più lento poiché la macchina esegue la procedura
di inizializzazione. Inoltre, assicurarsi di non mettere le mani o oggetti sotto l'ago in quanto la barra ago può muoversi quando l'alimentazione viene attivata.
3) Quando la parte anteriore
premuta, la macchina gira al numero di giri a seconda della quantità di pedaleggio.
❺
❹
❸
Quando il pedale viene riportato alla sua posizio-
ne di folle, la macchina si arresta.
4)
Quando la parte posteriore ❹ del pedale viene premu-
ta, il piedino premistoffa si solleva. (solo il tipo PFL)
5) Quando la parte posteriore
premuta fortemente, il taglio del lo viene eseguito.
Funzionamento del
piedino premistoffa
tramite il pedale
❻
Profondità della
pressione del peda-
le per il taglio del lo
6) Per alcuni tipi di teste della macchina per cucire,
è possibile programmare vari modelli di cucitura
utilizzando il pannello operativo, come ad esempio l'affrancatura all'inizio della cucitura e l'affran-
catura alla ne della cucitura. Quando si utilizza
il CP-18 ❻ con la macchina per cucire, fare
riferimento a
"III-3. Procedura operativa del
modello di cucitura" p.13 per i dettagli.
Quando si utilizzano altri pannelli operativi con la
macchina per cucire, fare riferimento al Manuale
d'Istruzioni per il rispettivo pannello operativo.
(La gura riportata illustra il caso della LU-2810ES-7.)
dell'interruttore dell'ali-
❶
del pedale viene
❸
del pedale viene
❺
PFL KFL
Abilitato Non abilitato
Profondo Poco profondo
❼
7) Per alcuni tipi di teste della macchina per cucire,
il trasporto inverso viene eseguito premendo il
pulsante per affrancatura ❼.
(La gura riportata illustra il caso della LU-2810ES-7.)
– 11 –
❷
8)
Quando la cucitura è completata, premere il bottone OFF ❷ dell'interruttore dell'alimentazione per
spegnere l'interruttore dell'alimentazione dopo essersi assicurati che la macchina per cucire è ferma.
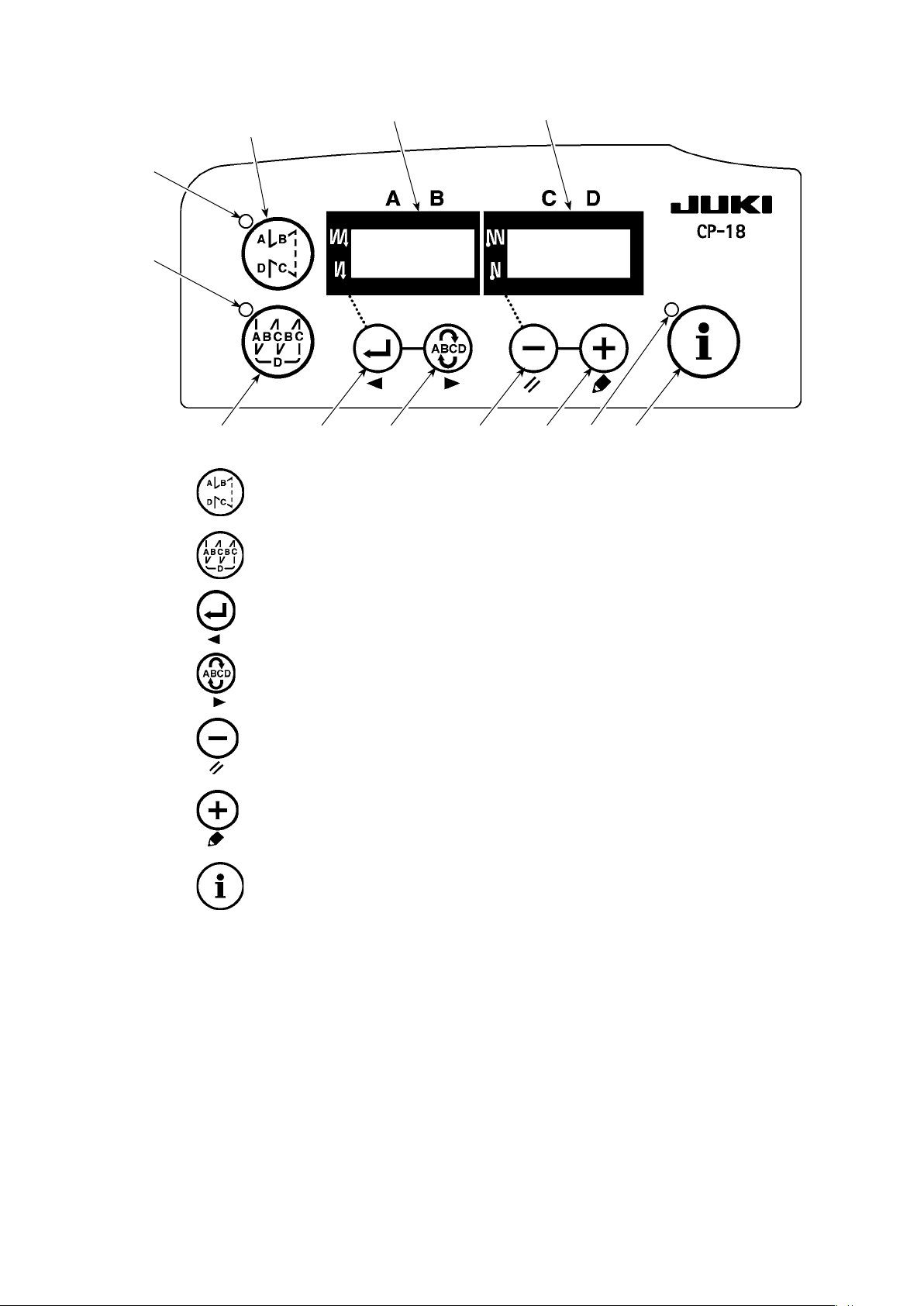
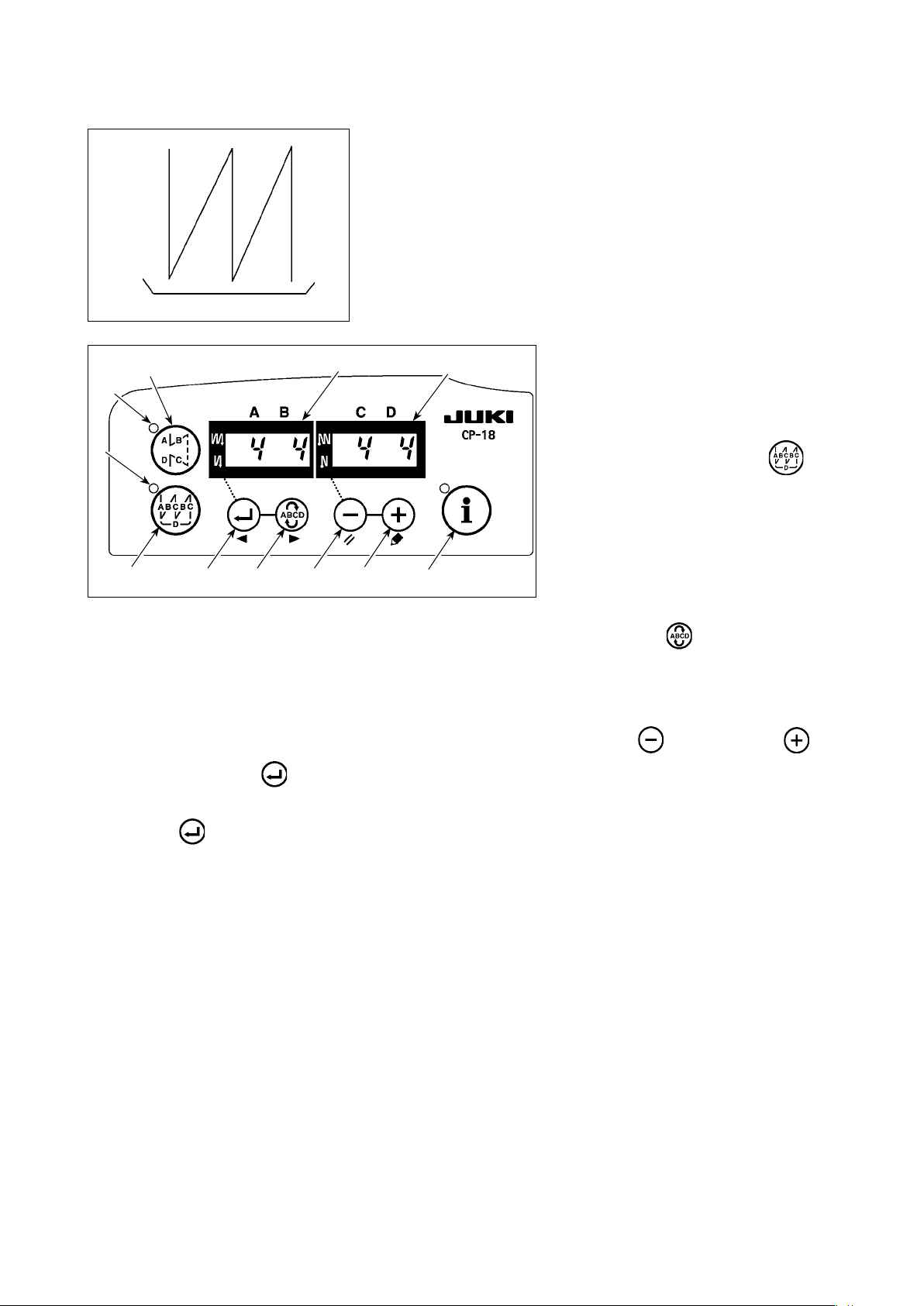
2. Pannello operativo (CP-18)
Ⓒ
Ⓓ
Interruttore
❶
Interruttore
❷
Ⓐ
❶
❸
: Usato per la commutazione tra valido/non valido del modello di cucitura dell'af-
francatura.
: Usato per la commutazione tra valido/non valido del modello di cucitura so-
vrapposta.
❹ ❺ ❻❷
Ⓑ
Ⓔ
❼
Interruttore
❸
Interruttore
❹
Interruttore
❺
Interruttore
❻
Interruttore
❼
Indicatori Ⓐ e
LED
Ⓒ
LED
Ⓓ
Ⓑ
:
Usato per la conferma del contenuto dell'impostazione e per la commutazione tra
valida/non valida dell'affrancatura all'inizio della cucitura.
:
Usato per la selezione del processo (A, B, C, D) il numero di punti per il quale deve
essere cambiato.
* Il processo selezionato lampeggia.
: Usato per il cambiamento del contenuto dell'indicazione selezionata (sezione
lampeggiante) e per la commutazione tra valida/non valida dell'affrancatura
alla ne della cucitura.
:
Usato per il cambiamento del contenuto dell'indicazione selezionata (sezione
lampeggiante).
: È usato per chiamare la funzione di sostegno alla produzione o l'impostazione
con un semplice tocco (deve essere tenuto premuto per un secondo).
: Varie informazioni vengono visualizzate.
: Si illumina quando il modello di affrancatura è valido.
: Si illumina quando il modello di cucitura sovrapposta è valido.
LED
Ⓔ
: Si illumina quando la funzione di sostegno alla produzione è visualizzata.
Lampeggia quando si invoca l'impostazione facile.
– 12 –
3. Procedura operativa del modello di cucitura
(Attenzione) 1. Per il pannello operativo tranne il CP-18, fare riferimento al Manuale d'Istruzioni per il pan-
nello operativo da utilizzare.
2. Per alcune teste della macchina, il modello di cucitura dell'affrancatura non può essere utilizzato.
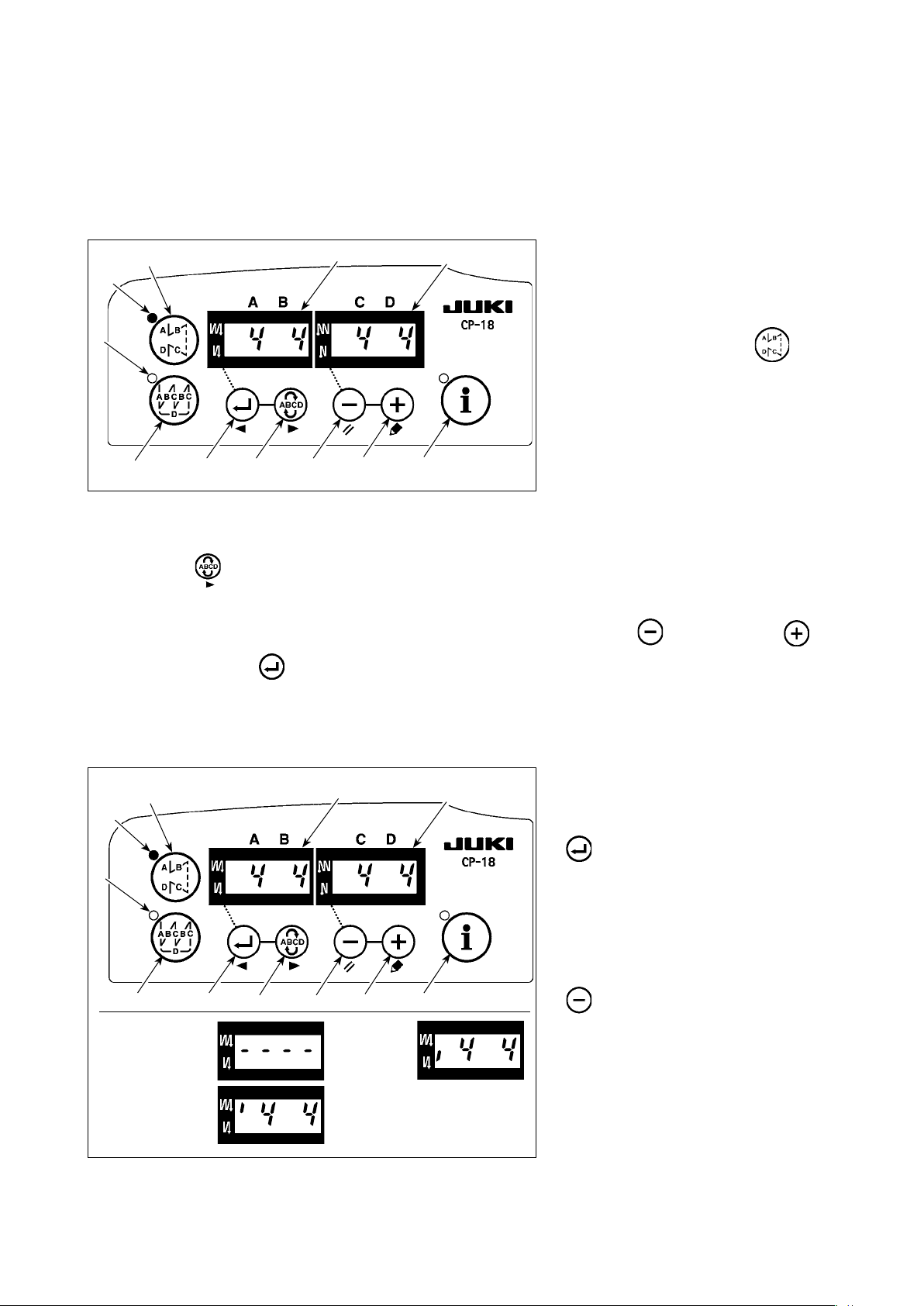
(1) Modello di cucitura dell'affrancatura
L'affrancatura all'inizio della cucitura e l'affrancatura alla ne della cucitura può essere programmata se-
paratamente.
[Procedura di impostazione
dell'affrancatura]
1) Valido/non valido del modello di cucitura dell'affrancatura può essere commu-
Ⓒ
❶
Ⓐ
Ⓑ
Ⓓ
tato premendo l'interruttore
.
❶
Quando il modello di cucitura dell'af-
francatura è reso valido, il LED Ⓒ si
accende, il numero di punti dell'affrancatura all'inizio della cucitura è
❷
❺❹❸
❻
❼
visualizzato su Ⓐ, e il numero di punti
dell'affrancatura alla ne della cucitura
è visualizzato sull'indicatore Ⓑ.
Selezionare un processo (A, B, C o D) il numero di punti per il quale deve essere modicato utilizzando
l'interruttore
❹
.
Il numero che sta lampeggiando rappresenta il processo che è in corso di impostazione.
Cambiare il numero di punti per il processo selezionato mediante l'interruttore
Premere l'interruttore
per confermare la modica che è stata fatta.
❸
e l'interruttore
❺
❻
(Il numero di punti che può essere impostato è da 0 a 15.)
(Attenzione) La macchina per cucire non può effettuare la cucitura quando l'indicazione del numero di
punti per un processo sta lampeggiando.
2) Quando l'indicazione del numero di
Ⓒ
❶
Ⓐ
Ⓑ
punti dell'affrancatura non sta lampeggiando, ogni pressione sull'interruttore
.
Ⓓ
❷
Senza affrancatura
Affrancatura doppia
commuta il modo di affrancatu-
❸
ra da "affrancatura all'inizio della cucitura", ad "affrancatura doppia all'inizio
della cucitura" quindi a "niente affrancatura all'inizio della cucitura."
Inoltre, ogni volta che l'interruttore
❺❹❸
❻
❼
viene premuto, la caratteristica
❺
dell'affrancatura si commuta dall'affran-
:
Affrancatura
:
catura alla ne della cucitura all'affrancatura doppia alla fine della cucitura,
quindi a niente affrancatura alla fine
:
della cucitura, alternativamente.
– 13 –
(2) Modello di cucitura sovrapposta
Il modello di cucitura sovrapposta può essere programmato.
A : L'impostazione del numero di punti della cucitura normale da 0
A
B
C
B
D
C
a 15 punti
B : L'impostazione del numero di punti dell'affrancatura da 0 a 15
punti
C : L'impostazione del numero di punti della cucitura normale da 1
a 15 punti
D : Numero di volte della ripetizione da 1 a 9 volte
(Attenzione) Quando il processo D è impostato a “5 volte” la cu-
citura viene ripetuta come A→B→C→B→C.
[Procedura di impostazione della cu-
❶
Ⓐ
Ⓑ
citura sovrapposta]
Ⓒ
1)
Valido/non valido del modello di cucitura sovrapposta può essere commu-
Ⓓ
tato premendo l'interruttore
Quando il modello di cucitura so-
vrapposta è reso valido, il LED Ⓓ si
accende.
2) Selezionare un processo (A, B, C
❷
❺❹❸
❻
❼
o D) il numero di punti per il quale
deve essere modificato utilizzando
l'interruttore
Il numero che sta lampeggiando rap-
presenta il processo che è in corso
di impostazione.
3) Cambiare il numero di punti per il processo selezionato mediante l'interruttore
4) Premere l'interruttore
per confermare la modica che è stata fatta.
❸
.
❹
e l'interruttore
❺
.
❷
.
❻
(La macchina per cucire non funziona a meno che l'impostazione non sia stata confermata premendo l'in-
.)
terruttore
(Attenzione) Il modello di cucitura sovrapposta viene eseguito sotto il modo di funzionamento auto-
❸
matico. Una volta che il pedale è premuto, la macchina per cucire eseguirà automaticamente la cucitura del numero di punti della cucitura sovrapposta.
– 14 –
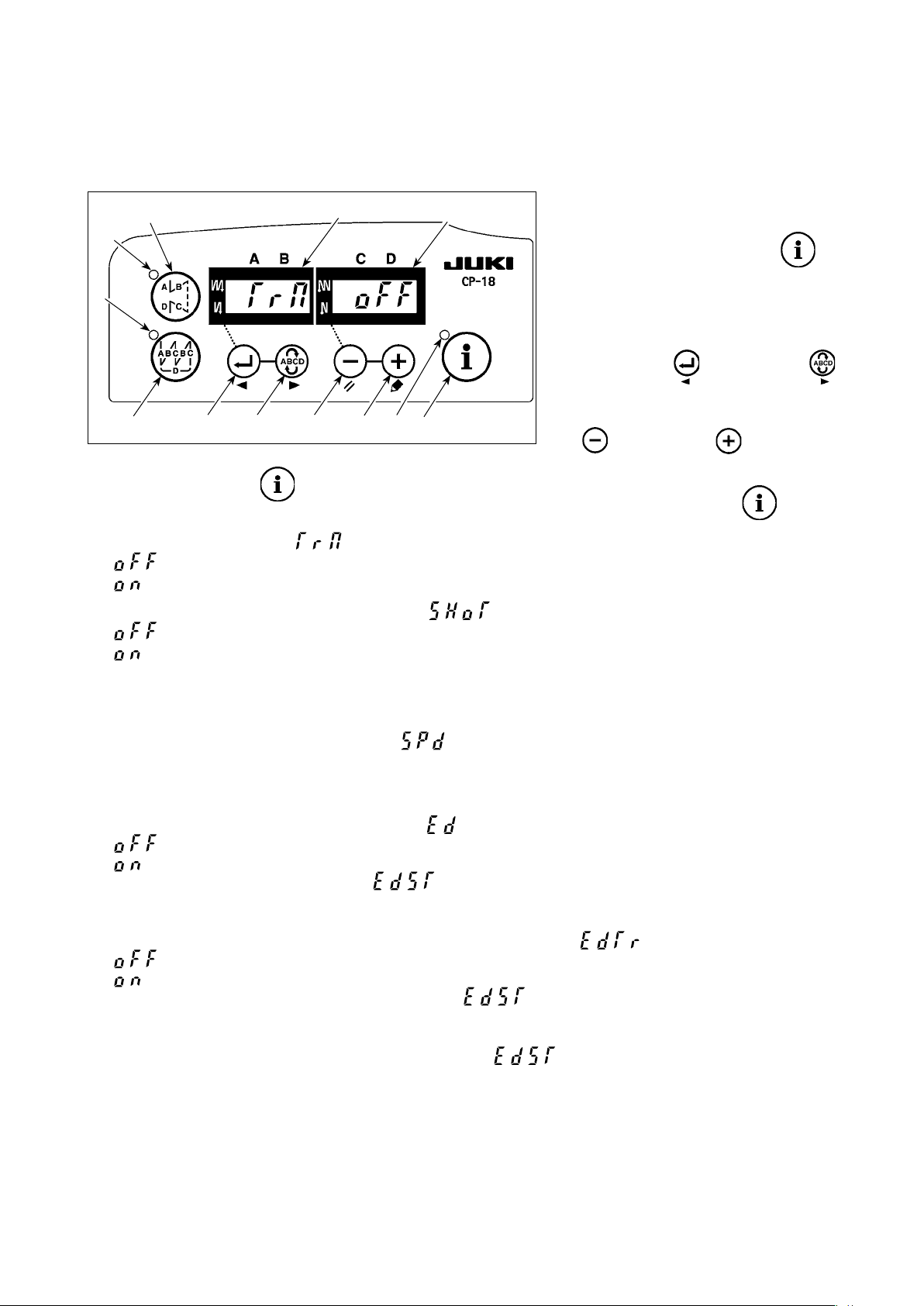
4. Impostazione con un semplice tocco
Una parte degli articoli di impostazione della funzione può essere facilmente modicata nel normale stato
di cucitura.
(Attenzione) Per l'impostazione delle funzioni tranne quelle che rientrano in questo capitolo, fare rife-
rimento all'articolo "III-6. Impostazione delle funzioni del SC-923" p.20.
[Procedura di impostazione con un
❶
Ⓐ
Ⓑ
semplice tocco]
Ⓒ
1) Tenere premuto l'interruttore
per un secondo per mettere il pan-
Ⓓ
nello nel modo di impostazione della
funzione.
2)
Commutare l'articolo da impostare trami-
o l'interruttore
❸
.
❻
❷
(Attenzione) L'impostazione è confermata premendo l'inter-
❺❹❸
❻
Ⓔ
❼
te l'interruttore
. Quindi, il valore di impostazione può
❹
essere cambiato utilizzando l'interruttore
e l'interruttore
❺
3) Per ritornare al normale stato di cucitu-
ruttore
①
Funzione di taglio del lo (
Funzione di cucitura automatica ad un colpo (
②
(Attenzione) Questa funzione è resa valida quando la funzione di sensore del bordo del materiale è
L'operazione di taglio del lo non viene eseguita. (proibizione dell'uscita solenoide: Rasalo)
:
L'operazione di taglio del lo è valida.
:
La funzione di cucitura automatica ad un colpo è non valida.
:
La funzione di cucitura automatica ad un colpo è valida.
:
impostata. Non è possibile proibire l'operazione ad un colpo durante l'operazione di cucitura sovrapposta. Il numero di giri è il valore che è impostato per l'impostazione No. 38.
❼.
ra, premere l'interruttore
❼
)
)
❼
.
Impostazione della velocità max di punto (
③
)
La velocità più alta di punto della testa della macchina è impostata. Il limite superiore del valore di impo-
stazione varia a seconda del tipo di testa della macchina alla quale il SC è collegato.
Gamma di impostazione: 150 - valore max [sti/min]
Funzione di sensore del bordo del materiale (
④
La funzione di sensore del bordo del materiale è non valida.
:
Una volta che il bordo del materiale è rilevato, la macchina per cucire si arresta dopo aver cucito il
:
numero di punti impostato con
⑦
(
)
).
* Questa funzione viene resa abilitata quando il sensore del bordo del materiale è impostato con l'impo-
stazione della funzione No. 12.
Funzione di taglio del lo tramite il sensore del bordo del materiale (
⑤
La funzione di taglio automatico del lo dopo il rilevamento del bordo del materiale è non valida.
:
Una volta che il bordo del materiale è rilevato, la macchina per cucire esegue il taglio del lo dopo
:
aver cucito il numero di punti impostato con
⑦
(
).
)
* Questa funzione viene resa abilitata quando il sensore del bordo del materiale è impostato con l'impo-
stazione della funzione No. 12.
Numero di punti per il sensore del bordo del materiale (
⑥
)
Numero di punti da cucire dal rilevamento del bordo del materiale all'arresto della macchina per cucire
Il numero di punti che può essere impostato: da 0 a 19 (punti)
(Attenzione)
Se il numero di punti specicato è inadeguato, la macchina per cucire potrebbe non arrestarsi
entro il numero preimpostato di punti a seconda del numero di giri della macchina per cucire.
– 15 –
Regolazione della quantità di luce della lampada a LED ( )
⑦
Utilizzata per regolare la quantità di luce della lampada a LED (opzionale)
Gamma di impostazione: dallo 0 al 100%
Funzione di sensore ottico ( )
⑧
: La funzione di sensore ottico è disabilitata.
Dopo l'ingresso del sensore ottico, la macchina per cucire viene arrestata dopo la cucitura del nu-
:
mero di punti impostato con ⑫ (
).
* Questa funzione è abilitata quando il sensore ottico è impostato con l'impostazione della funzione No. 12.
Funzione di ltro del sensore ottico ( )
⑨
: La funzione di ltro del sensore ottico è disabilitata.
: Dopo il rilevamento del sensore ottico, l'ingresso viene ritardato nché la macchina per cucire non
completi la cucitura del numero di punti impostato con ⑪ (
).
* Questa funzione è abilitata quando il sensore ottico è impostato con l'impostazione della funzione No. 12.
Numero di punti per il ltro del sensore ottico ( )
⑩
Utilizzato per impostare il numero di punti per ritardare il momento in cui lo stato di ingresso del sensore
ha effetto.
Gamma di impostazione: da 0 a 99 punti
* Questa funzione è abilitata quando il sensore ottico è impostato con l'impostazione della funzione No. 12.
Numero di punti per arrestare il sensore ottico ( )
⑪
Utilizzato per impostare il numero di punti da cucire dall'ingresso del sensore ottico all'arresto della mac-
china per cucire.
Gamma di impostazione: da 0 a 99 punti
* Questa funzione è abilitata quando il sensore ottico è impostato con l'impostazione della funzione No. 12.
(Attenzione) Se un numero piccolo è impostato, la macchina per cucire potrebbe non essere arrestata
entro il numero di punti impostato a seconda del numero di giri della macchina per cucire.
Numero di volte del rilevamento del sensore ottico (
⑫
)
La macchina per cucire si arresta ogni volta che l'ingresso del sensore ottico viene attivato ed effettua il
taglio automatico del lo quando il numero di volte impostato viene raggiunto.
Gamma di impostazione: da 1 a 15 volte
* Questa funzione è abilitata quando il sensore ottico è impostato con l'impostazione della funzione No. 12.
Funzione di limitazione della velocità tramite la pressione del pedale ( )
⑬
Questa funzione limita la velocità tramite la pressione del pedale al momento dell'ingresso del sensore ottico.
0 : La funzione è disabilitata.
1 : Fissata alla velocità della cucitura ad un colpo (Impostazione della funzione No. 38)
2 : Limitata alla velocità della cucitura ad un colpo (Impostazione della funzione No. 38)
3 : Quando il sensore ottico è abilitato, la macchina per cucire funziona con la modalità automatica alla
pressione del pedale.
* Questa funzione è abilitata quando il sensore ottico è impostato con l'impostazione della funzione No. 12.
– 16 –

5. Funzione di sostegno alla produzione
La funzione di sostegno alla produzione è costituita da tre diverse funzioni (sei diversi modi), quali la funzione di gestione del volume di produzione, la funzione di misurazione del funzionamento e la funzione di
contatore della bobina. Ciascuna di esse ha il proprio effetto di sostegno alla produzione. Selezionare la
funzione (modo) appropriata secondo l'esigenza dell'utente.
Funzione di gestione del volume di produzione
■
Modo di visualizzazione del numero d'obiettivo di pezzi [F100]
Modo di visualizzazione della differenza tra il numero d'obiettivo/reale di pezzi [F200]
Il numero d'obiettivo di pezzi, il numero reale di pezzi e la differenza tra il numero d'obiettivo di pezzi e
quello reale insieme con il tempo di funzionamento sono visualizzati per informare gli operatori di un ritardo e un anticipo in tempo reale. Poiché questo permette agli operatori della macchine per cucire di impegnarsi in cucitura controllando costantemente il loro ritmo di lavoro, sarà sollevata la consapevolezza
dell'obiettivo, con conseguente aumento della produttività. In aggiunta, un ritardo nel lavoro può essere
trovato in una fase precoce per consentire l'individuazione precoce dei problemi e rapida attuazione di
misure correttive.
Funzione di misurazione del funzionamento
■
Modo di visualizzazione dell'indice di utilizzazione della macchina per cucire [F300]
Modo di visualizzazione del tempo di passo [F400]
Modo di visualizzazione del numero medio di giri [F500]
Lo stato di utilizzazione della macchina per cucire viene automaticamente misurato e visualizzato sul
pannello di comando. I dati ottenuti possono essere utilizzati come i dati di base per eseguire l'analisi di
processo, la sistemazione della linea e il controllo dell'efcienza delle attrezzature.
Funzione di contatore della bobina
■
Modo di visualizzazione del contatore della bobina
Al ne di cambiare le bobine prima che il lo della bobina attuale si esaurisca, il tempo per la sostituzione
della bobina è noticato.
[Per visualizzare i modi di sostegno alla produzione]
❶
Ⓐ
Ⓑ
Ⓒ
Ⓓ
❷
(Attenzione) I modi da F100 a F500 sono stati impostati in
fabbrica su "non visualizzazione" al momento
della consegna.
La modalità di visualizzazione del contatore
della bobina viene commutata tra la visualizzazione /non visualizzazione impostando la funzione di conteggio della bobina (Impostazione
della funzione No. 6). (È stata impostata in fabbrica su ON al momento della consegna.)
❺❹❸
❻
❼
Tenere premuto l'interruttore
❼
(un
secondo) nel normale stato di cucitura
per chiamare lo schermo di impostazione con un semplice tocco.
Quindi, premere l'interruttore
l'interruttore
sullo schermo di
❷
o
❶
impostazione con un semplice tocco per
visualizzare/nascondere i modi di sostegno alla produzione.
Selezionare il modo da visualizzare/na-
scondere premendo l'interruttore
o l'interruttore
.
❹
❸
ON/OFF dell'indicazione può essere
commutato premendo l'interruttore
o l'interruttore
❺
.
❻
Per ritornare al normale stato di cucitu-
– 17 –
ra, premere l'interruttore
.
❼

La cucitura può essere eseguita con i dati di sostegno alla produzione visualizzati sul pannello di comando.
[Funzionamento di base dei modi di sostegno alla produzione]
1) Quando l'interruttore
premuto nel normale stato di cucitu-
Ⓒ
❶
Ⓐ
Ⓑ
ra, il LED Ⓔ si accende e si entra nel
Ⓓ
modo di sostegno alla produzione.
2) La funzione di sostegno alla produzione può essere commutata pre-
o l'inter-
❸
❷
❺❹❸
❻
Ⓔ
3) I dati contrassegnati con (*1) su "Indicatore
ruttore
4) Quando l'interruttore
e l'interruttore
❺
.
❻
viene tenuto premuto per due secondi, l'indicatore Ⓑ e il LED Ⓔ lampeggia-
❻
mendo l'interruttore
ruttore
❹
.
❼
" nella Tabella 1 possono essere modicati tramite l'inter-
Ⓐ
no. Mentre questi stanno lampeggiando, i dati contrassegnati con (*2) nella Tabella 1 "Indicazioni di cia-
scun modo" possono essere modicati premendo l'interruttore
Quando si preme l'interruttore
, il valore contrassegnato con (*2) è confermato e l'indicatore Ⓑ e
❼
o l'interruttore
❺
.
❻
viene
❼
il LED Ⓔ smettono di lampeggiare.
5) Il valore con un diesis (*3) nella Tabella 1 "Indicazioni di ciascun modo" può essere cambiato solo imme-
diatamente dopo il ripristino utilizzando l'interruttore
e l'interruttore
❺
.
❻
6) Fare riferimento alla tabella "Operazione di ripristino di ciascun modo," per la procedura di ripristino dei dati.
7) Per ritornare al normale stato di cucitura, premere l'interruttore
❼
.
I dati che vengono visualizzati sotto i rispettivi modi sono come descritti nella tabella sottostante.
Tabella 1: Indicazioni di ciascun modo
Nome del modo Indicatore
Modo di visualizzazione del
numero d'obiettivo di pezzi
[F100]
Modo di visualizzazione della
differenza tra il numero d'obiettivo/reale di pezzi [F200]
Modo di visualizzazione
dell'indice di utilizzazione
della macchina per cucire
[F300]
Modo di visualizzazione del
tempo di passo [F400]
Modo di visualizzazione del
numero medio di giri
Modo di visualizzazione del
contatore della bobina
[
F500
Numero reale di pezzi (Unità: Numero di pezzi.) (*1)
Differenza tra il numero d'obiettivo di pezzi e il numero
reale di pezzi (d : Pezzi.) (*1)
oP-r Indice di utilizzazione del-
Pi-T Tempo di passo nella cu-
ASPd
]
bbn Valore del contatore della
Ⓐ
Indicatore
Numero d'obiettivo di
pezzi (Unità : Pezzi.) (*2)
Tempo d'obiettivo di passo
(Unità : 100 msec.) (*2)
la macchina per cucire
nella cucitura precedente
(Unità: %.)
citura precedente
(Unità: 1 sec.)
Numero medio di giri nella
cucitura precedente
(Unità: sti/min.)
bobina (*3)
Ⓑ
Indicatore
(quando l'interruttore
viene premuto)
❺
Indicazione dell'indice medio
di utilizzazione della macchina per cucire
(Unità : %.)
Indicazione del tempo medio di passo
(Unità: 100 msec.)
Indicazione del numero
medio di giri
(Unità : 100 sti/min.)
Ⓑ
-
-
-
– 18 –

Tabella 2: Operazione di ripristino di ciascun modo
Nome del modo
Modo di visualizzazione del numero
d'obiettivo di pezzi [F100]
Modo di visualizzazione della differenza tra il numero d'obiettivo/reale
di pezzi [F200]
Modo di visualizzazione dell'indice
di utilizzazione della macchina per
cucire [F300]
Modo di visualizzazione del tempo
di passo [F400]
Modo di visualizzazione del numero
medio di giri [F500]
Modo di visualizzazione del contatore della bobina
Interruttore
Ripristina il numero reale di pezzi.
Ripristina la differenza tra il numero d'obiettivo
di pezzi e il numero reale di pezzi.
Ripristina il numero reale di pezzi.
Ripristina la differenza tra il numero d'obiettivo
di pezzi e il numero reale di pezzi.
Ripristina l'indice medio di utilizzazione della
macchina per cucire.
Ripristina il tempo medio di passo. Ripristina l'indice medio di utilizzazio-
Ripristina il numero medio di giri della macchina
per cucire.
Ripristina il valore del contatore della bobina.
(Tenere presente che soltanto il contatore
della bobina viene immediatamente ripristinato
(Tenuto premuto per 2
❺
secondi)
Interruttore
per 4 secondi)
Ripristina l'indice medio di utilizzazio-
ne della macchina per cucire.
Ripristina il tempo medio di passo.
Ripristina il numero medio di giri della
macchina per cucire.
ne della macchina per cucire.
Ripristina il tempo medio di passo.
Ripristina il numero medio di giri della
macchina per cucire.
Ripristina l'indice medio di utilizzazio-
ne della macchina per cucire.
Ripristina il tempo medio di passo.
Ripristina il numero medio di giri della
macchina per cucire.
(Tenuto premuto
❺
-
-
-
premendo l'interruttore
❺.)
[Impostazione dettagliata della funzione di gestione del volume di produzione [F101]・[F102]]
❶
Quando l'interruttore
❼ è tenuto
premuto (per tre secondi) sotto il modo
di visualizzazione del numero d'obiettivo
di pezzi [F100] o il modo di visualiz-
zazione della differenza tra il numero
d'obiettivo/reale di pezzi [F200], l'impo-
stazione dettagliata della funzione di
gestione del volume di produzione può
essere effettuata.
❷
❺❹❸
❻
Ⓔ
❼
Premendo l'interruttore ❸ o l'interruttore ❹, lo stato di impostazione può essere commutato tra lo stato di
impostazione del numero di volte del taglio del lo [F101] e quello del cicalino di raggiungimento dell'obiettivo [F102].
Impostazione della funzione di gestione del volume di produzione
F101 Impostazione
del numero di
volte del ta-
glio del lo
F102 Operazione
da eseguire
quando l'obiettivo viene
raggiunto
Il numero di volte del taglio del lo da eseguire durante la cucitura di un pezzo di materiale viene impostato.
0: Il volume di produzione viene contato premendo l'interruttore a pulsante. Il volume di produzione
non viene contato tramite il taglio del lo.
1~: Uno viene aggiunto al numero reale di pezzi al completamento del numero di volte impostato del
taglio del lo.
L'operazione da eseguire quando il numero reale di pezzi ha raggiunto il numero di pezzi d'obiettivo
viene impostata.
0: Nessuna operazione
1: Il cicalino suona.
2: La macchina per cucire non funziona anche se si preme il pedale.
Il numero reale di pezzi viene azzerato (0) premendo lungamente l'interruttore ❺ quando la
macchina per cucire è forzatamente a riposo. Quindi, il funzionamento della macchina per cucire viene
abilitato di nuovo.
– 19 –

6. Impostazione delle funzioni del SC-923
Le funzioni possono essere selezionate e impostate.
(Attenzione) Per la procedura di impostazione della funzione del pannello operativo tranne il CP-18,
fare riferimento al Manuale d'Istruzioni per il pannello operativo da utilizzare.
1) Attivare l'alimentazione tenendo
❼
❼
ⒷⒶ
premuto l'interruttore ❼.
(L'articolo che è stato modificato
durante il lavoro precedente è
visualizzato.)
* Se l'indicazione dello schermo non
cambia, eseguire di nuovo l'operazione
descritta al punto 1).
(Attenzione)
Assicurarsi di riaccendere l'interruttore
dell'alimentazione quando uno o
più secondi sono passati dopo
lo spegnimento dello stesso. Se
l'interruttore dell'alimentazione è riacceso
immediatamente dopo lo spegnimento
ⒷⒶ
dello stesso, la macchina per cucire
potrebbe non riuscire a funzionare
regolarmente. In tal caso, assicurarsi
di accendere di nuovo l'interruttore
dell'alimentazione correttamente.
2) Per spostare il No. di impostazione in
avanti, premere l'interruttore ❹.
Per spostare il No. di impostazione
indietro, premere l'interruttore ❸.
(Attenzione)
Se il No. di impostazione viene
spostato in avanti (o indietro), il
contenuto precedente (o successivo)
dell'impostazione è confermato. Fare
ⒷⒶ
attenzione quando il contenuto di una
impostazione è modificato (quando
l'interruttore
/ è toccato).
Esempio) Modica del numero massimo
di giri (impostazione No. 96)
Premere l'interruttore ❸ o
Ⓓ
Ⓓ
Ⓓ
Ⓒ
Ⓒ
Ⓒ
❷
❷
❶
❶
❶
❻❺❹❸
Ⓔ
❻❺❹❸
Ⓔ
l'interruttore ❹ per chiamare
l'impostazione No. "96."
L'attuale valore di impostazione viene
❷
❻❺❹❸
Ⓔ
❼
visualizzato sull'indicatore Ⓑ.
Premere l'interruttore ❺ per cambiare
il valore di impostazione a "2500."
* Il contenuto dell'impostazione del No. di impostazione ritorna al valore iniziale premendo l'interruttore
❺ e l'interruttore ❻ contemporaneamente.
3) Dopo il completamento della procedura di modica, premere l'interruttore ❸ o l'interruttore ❹ per
confermare il valore aggiornato.
(Attenzione) Se l'alimentazione è disattivata prima di effettuare questa procedura, il contenuto cambiato
non viene aggiornato.
Quando l'interruttore ❸ viene premuto, l'indicazione sul pannello cambia al No.
precedente di impostazione. Quando l'interruttore ❹ viene premuto, l'indicazione sul
pannello cambia al No. successivo di impostazione. Dopo il completamento delle operazioni,
la macchina viene fatta ritornare al normale stato di cucitura disattivando e attivando di
nuovo l'alimentazione.
– 20 –

❶
Ⓐ
Ⓑ
Nel caso in cui la schermata mostrata
a sinistra venga visualizzata con l'operazione descritta in 1) nella pagina
precedente, la schermata è bloccata
dalla password.
Consultare il Manuale di Manutenzione per come impostare e resettare la
password.
❷
❻❺❹❸
❼
– 21 –

7. Lista delle funzioni da impostare
No
*
*
10
11 Suono di confer-
12
13 Funzione di proi-
*
14 Contatore della
21 Funzione di sol-
22
25 Operazione di
Articolo Descrizione
1 Funzione di par-
tenza dolce
2 Funzione di
sensore bordo
materiale
3 Funzione di ta-
glio del filo tramite il sensore
bordo materiale
4 Numero di punti
per il sensore
bordo materiale
6 Funzione di con-
teggio del filo
della bobina
7 Unità per il con-
teggio alla rove-
scia del lo della
bobina
8 Numero di giri
dell'affrancatura
9 Funzione di proi-
bizione del taglio
del lo
Impostazione
della posizione di
arresto della barra ago quando
la macchina per
cucire si ferma.
ma del funzionamento per il pannello operativo
Selezione delle
funzioni dell'interruttore facoltativo
bizione dell'avvio
della macchina
per cucire tramite il contatore del
lo della bobina
cucitura
levamento automatico del piedino premistoffa
quando il pedale
è nella posizione
di folle
Funzione di commutazione della funzione dell'interruttore di
compensazione con
l'ago su/giù
taglio del filo
dopo aver girato
la puleggia manualmente
Il numero di punti da cucire a bassa velocità quando la funzione di
partenza dolce è usata all'inizio di cucitura.
0: Funzione di partenza doice non è operativa.
Da 1 a 9: Il numero di punti da cucire nel modo di partenza dolce.
Funzione di sensore bordo materiale (da utilizzare solo con il CP-18)
0 : Funzione di rilevamento del bordo del materiale non è operante.
1 : Dopo il rilevamento del bordo del materiale, il numero di punti
impostato (No.4) sarà cucito, e la macchina per cucire si fermerà.
Funzione di taglio del lo tramite il sensore bordo materiale (da utilizzare
solo con il CP-18)
0 : Funzione di taglio del lo automatico dopo il rilevamento del
bordo del materiale non è operante.
1 : Dopo il rilevamento del bordo del materiale, il numero di punti
impostato (No.4) sarà cucito, e la macchina per cucire si fermerà
ed eseguirà taglio del lo automatico.
Numero di punti per il sensore bordo materiale (da utilizzare solo con il CP-18)
Il numero di punti dal rilevamento del bordo del materiale no all'arresto
della macchina per cucire.
Funzione di conteggio del lo della bobina
0 : Funzione di conteggio del lo della bobina non è operante.
1 : Funzione di conteggio del lo della bobina è operante
Unità per il conteggio alla rovescia del lo della bobina
0 : Conteggio come 1/10 punti
1 : Conteggio come 1/15 punti
2 : Conteggio come 1/20 punti
3 : Conteggio come 1/taglio del lo
Numero di giri dell'affrancatura
Funzione di proibizione del taglio del lo (da utilizzare solo con il CP-18)
0 : Il taglio del lo è valido.
1 : Taglio del lo è proibito.
(Uscita del solenoide è proibita.: Rasalo)
Viene impostata la posizione di arresto della barra ago quando la macchina per cucire si ferma.
0 : La barra ago si ferma nella sua posizione inferiore.
1 : La barra ago si ferma nella sua posizione superiore.
Suono di conferma del funzionamento per il pannello operativo
0 : Il suono di conferma del funzionamento non viene emesso.
1 : Il suono di conferma del funzionamento viene emesso.
Commutazione della funzione dell'interruttore facoltativo
Consultare
p.28.
Funzione di proibizione dell'avvio della macchina per cucire tramite il
conteggio del lo della bobina
Funzione di conteggio della cucitura (numero di processi completati)
Funzione di sollevamento del piedino premistoffa quando il pedale è
nella posizione di folle.
(Disabilitato quando il No. 93 Impostazione della funzione supplementare
dell'interruttore di compensazione con l'ago su/giù è "3")
La funzione dell'interruttore di compensazione con l'ago su/giù viene
commutata.
L'operazione di taglio del lo dopo aver spostato l'ago dalla sua posizione
superiore o inferiore girando la puleggia manualmente viene impostata.
"III-8. Descrizione dettagliata della selezione di funzioni"
0 : Quando il conteggio è nito (0 o meno) Funzione di proibizione
dell'avvio della macchina per cucire non è operante.
1 : Quando il conteggio è nito (0 o meno) Funzione di proibizione
dell'avvio della macchina per cucire è operante.
2 : Quando il conteggio è nito (0 o meno) Funzione di proibizione
obbligatoria dell'avvio della macchina per cucire è operante.
0 : Funzione di contatore della cucitura non è operante. (Ogni volta
che il taglio del lo viene eseguito)
1 : Funzione di contatore della cucitura è operante.
2 :
Con la funzione di ingresso interruttore di conteggio della cucitura
0 : Funzione di sollevamento automatico del piedino premistoffa in
folle non è valida.
1 : Dotata della funzione selezionabile di sollevamento automatico
del piedino premistoffa con il pedale nella posizione di folle
2 : Dotata della funzione di sollevamento automatico del piedino
premistoffa con il pedale nella posizione di folle quando la funzione di sollevamento automatico è abilitata e viene aggiunta la
funzione di effettuazione del funzionamento alternato premendo
la parte posteriore del pedale.
0 : Compensazione con l'ago su/giù
1 : Compensazione con un punto
0 : L'operazione di taglio del lo viene effettuata dopo aver girato
la puleggia manualmente.
1 : L'operazione di taglio del lo non viene effettuata dopo aver
girato la puleggia manualmente.
* Non modicare i valori di impostazione con il segno asterisco (
Campo di
impostazione dati
Da 0 a 9
(punti)
0/1
0/1
Da 0 a 19
(punti)
0/1
Da 0 a 3
Da 150 a 3.000
(sti/min)
0/1
0/1
0/1
Da 0 a 2
Da 0 a 2
Da 0 a 2
0/1
0/1
*) in quanto essi sono le funzioni per la manutenzione. Se il valore
Indicazione
dell'impostazione di funzione
1
2
3
4
6
7
8
6 0 0
9
1 0
1 1
1 2o P T _
1 3
1 4
2 1
2 2
2 5
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di
Manutenzione e seguire le istruzioni.
Vedere
pagin
28
1
28
0
28
0
28
5
28
1
0
28
0
28
0
28
1
29
0
34
1
34
0
34
0
1
– 22 –

No
30 Funzione di
31 Numero di punti
32
33 Funzione di ta-
35 Numero di giri a
*
36 Numero di giri
*
37 Numero di giri
38 Velocità della
39 Corsa del pedale
*
40
*
41 Posizione inizia-
*
42
*
43 Corsa del pedale
*
44
*
45 Compensazione
*
48 Corsa del pedale
*
49 Tempo di abbas-
50 Specifica del
51
52
53
55
Articolo Descrizione
affrancatura a
mezza strada
dell'affrancatura
a mezza strada
Condizione in cui
affrancatura a mezza strada è valida.
glio del lo tramite affrancatura a
mezza strada
bassa velocità
del taglio del lo
della partenza
dolce
cucitura "di un
colpo"
all'inizio di rotazione
Sezione a bassa
velocità del pedale
le del sollevamento del piedino premistoffa
tramite il pedale
Posizione di avvio dell’abbas-samento del piedino premistoffa
2 per iniziare ta-
glio de lo
Corsa del pedale per
raggiungere il massimo numero di giri
del punto neutrale del pedale
1 per iniziare ta-
glio del lo
samento del piedino premistoffa
pedale
Compensazione
della tempestività dell'avvio per
affrancatura all'inizio di cucitura
Compensazione
della tempestività del rilascio per
affrancatura all'inizio di cucitura
Compensazione
della tempestività del rilascio per
affrancatura alla
ne di cucitura
Sollevamento
del piedino premistoffa dopo il
taglio del lo
Funzione di affrancatura a mezza strada
0 : Funzione di affrancatura normale con un semplice tocco
1 : Funzione di affrancatura a mezza strada è operante.
Numero di punti dell'affrancatura a mezza strada
Condizione in cui affrancatura a mezza strada è valida.
0 : Invalida quando la macchina per cucire è ferma.
1 : Valida quando la macchina per cucire è ferma.
Funzione di taglio del lo tramite affrancatura a mezza strada
0 : Funzione di taglio del lo automatico al termine dell'affrancatura
a mezza strada non è operante.
1 : Funzione di taglio del lo automatico al termine dell'affrancatura
a mezza strada è operante.
La velocità più bassa tramite il pedale (Il valore massimo varia a seconda
delle teste della macchina.)
Velocità del taglio del lo (Il valore massimo varia a seconda delle teste
della macchina.)
Velocità di cucitura all'inizio di cucitura (partenza dolce) (Il valore massimo
varia a seconda delle teste della macchina.)
Velocità della cucitura "di un colpo" (Il valore massimo dipende dal
numero di giri della testa della macchina.)
Dalla posizione di folle del pedale no alla posizione dove la macchina
per cucire inizia a girare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove la macchina
per cucire inizia ad accelerare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove il piedino
premistoffa inizia a sollevarsi (Corsa del pedale)
Posizione di avvio dell’abbassamento del piedino premistoffa
Corsa dalla posizione di folle
Dalla posizione di folle del pedale no alla posizione 2 dove il taglio del
lo inizia (Quando la funzione di sollevamento del piedino premistoffa
tramite il pedale è operante.) (Corsa del pedale) (Valida solo quando
l'articolo No. 50 è impostato su 1.)
Dalla posizione di folle del pedale no alla posizione dove la macchina
per cucire raggiunge la sua velocità di cucitura più alta (Corsa del pedale)
Valore di compensazione del sensore del pedale
Dalla posizione di folle del pedale no alla posizione dove il taglio del
lo inizia (Pedale standard) (Corsa del pedale)
(Valida solo quando l'articolo No. 50 è impostato su 0.)
Tempo di abbassamento del piedino premistoffa dopo che il pedale è
stato premuto. (Avvio della rotazione della macchina per cucire viene
ritardato durante questo tempo.)
Il tipo di sensore del pedale è selezionato.
0 : KFL
1 : PFL
Consultare "III-10. Selezione della specica del pedale" p.44.
Compensazione dell'avvio per affrancatura quando l'affrancatura all'inizio
di cucitura viene eseguita.
Compensazione del rilascio per affrancatura quando l'affrancatura
all'inizio di cucitura viene eseguita.
Compensazione del rilascio per affrancatura quando l'affrancatura alla
ne di cucitura viene eseguita.
Funzione di sollevamento del piedino premistoffa al momento di (dopo)
taglio del lo
0 : Non è provvista della funzione di sollevamento automatico della
pinza dopo il taglio del lo
1 : Funzione di sollevamento automatico del piedino premistoffa
dopo il taglio del lo è operante.
* Non modicare i valori di impostazione con il segno asterisco (
Campo di
impostazione dati
0/1
Da 0 a 19
(punti)
0/1
0/1
Da 150 a
MAX
(sti/min)
Da 100 a
MAX
(sti/min)
Da 100 a
MAX
(sti/min)
Da 150 a
MAX
(sti/min)
Da 200 a
1600
Da 200 a
3000
Da –900 a
–200
Da 160 a
1600
Da –900 a
–200
Da 200 a
4500
Da –1500 a
1500
Da –900 a
–200
Da 0 a 500
(ms)
0/1
Da – 36 a 36
(10°)
Da – 36 a 36
(10°)
Da – 36 a 36
(10°)
0/1
*) in quanto essi sono le funzioni per la manutenzione. Se il valore
Indicazione
dell'impostazione di funzione
3 0
3 1
3 2
3 3
3 5
3 6
3 7
1 7 0
1 7 0
1 7 0
3 81 5 0 0
3 9
9 0 0
4 0 1 8 0 0
4 1 – 3 7 0
4 2
3 0 0
4 3 – 6 5 0
4 4 4 4 9 0
4 5
4 8 – 4 3 0
4 9
5 0
5 1
5 2
5 3
5 5
1 4 0
2 7
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di
Manutenzione e seguire le istruzioni.
Vedere
pagin
35
0
35
4
35
0
35
0
28
35
0
1
36
36
7
36
8
37
1
– 23 –

No
56
58
59
60
61
64
71
72
76 Funzione "ad un
87 Funzione di sele-
Articolo Descrizione
Rotazione inversa per sollevare
l'ago dopo il ta-
glio del lo
Funzione di
mantenimento
della barra ago
nella sua posizione iniziale
Funzione di commutazione automatica/manuale
dell'affrancatura
all'inizio di cucitura
Funzione di arresto immediatamente dopo l'affrancatura all'inizio di cucitura
Tempo di mantenimento della
posizione iniziale
della barra ago
Velocità di commutazione del
punto di infittimento o EBT (affrancatura alla
ne di cucitura)
Funzione di affrancatura doppia
Funzione di selezione dell'avvio
della macchina
per cucire
colpo"
zione della curva
del pedale
Funzione di rotazione inversa per sollevare l'ago al momento di (dopo)
taglio de lo
0 : Funzione di rotazione inversa per sollevare l'ago dopo il taglio
del lo non è operante.
1 : Funzione di rotazione inversa per sollevare l'ago dopo il taglio
del lo è operante.
Funzione di mantenimento della barra ago nella sua posizione iniziale
0 : La funzione di mantenimento della barra ago nella sua posizione
iniziale è disabilitata.
1 : La funzione di mantenimento della barra ago nella sua posizione
iniziale è abilitata. (la forza di mantenimento è debole.)
2 : La funzione di mantenimento della barra ago nella sua posizione
iniziale è abilitata. (la forza di mantenimento è media.)
3 : La funzione di mantenimento della barra ago nella sua posizione
iniziale è abilitata. (la forza di mantenimento è forte.)
Questa funzione può impostare la velocità di cucitura dell'affrancatura
all'inizio di cucitura
0 : La velocità dipenderà dal funzionamento manuale tramite il
pedale, ecc.
1 :
La velocità dipenderà dalla velocità dell'affrancatura impostata (No.8).
Funzione al termine dell'affrancatura all'inizio di cucitura
0 : Funzione di arresto temporaneo della macchina per cucire al
termine dell'affrancatura all'inizio di cucitura non è operante.
1 : Funzione di arresto temporaneo della macchina per cucire al
termine dell'affrancatura all'inizio di cucitura è operante.
Imposta il periodo di tempo in cui la barra ago è mantenuta nella sua
posizione iniziale dopo che la macchina per cucire si è fermata.
0 : La funzione è disabilitata (la funzione di mantenimento della
posizione iniziale della barra ago è sempre abilitata).
100 - 3000 ms
Velocità iniziale quando comincia il punto di inttimento o EBT
Valida/non valida dell'affrancatura viene commutato. (da utilizzare solo
con il CP-18)
0 : Non valida
1 : Valida
Questa funzione viene utilizzata per limitare l'accelerazione dell'avvio
della macchina per cucire.
0 : Nessun limite all'accelerazione dell'avvio
Da 0 a 250 : Rapido (Quantità limitata di accelerazione dell'avvio)
L'operazione ad un colpo no al bordo del materiale viene impostata.
: L'operazione ad un colpo non viene eseguita.
0
1 : L'operazione ad un colpo viene eseguita.
Curva del pedale viene selezionata. (Miglioramento dell'operazione di
spostamento graduale del pedale)
Da 1 a 10
Campo di
impostazione dati
0/1
Da 0 a 3
0/1
0/1
0 : Disabili-
tata
Da 1000 a
3000 (ms)
Da 0 a 250
(sti/min)
0/1
Da 0 a 250
0/1
Indicazione
dell'impostazione di funzione
5 6
5 8
5 9
6 0
6 1
6 4
7 1
7 2
7 6
5 0
2 3 7
Vedere
pagin
37
1
37
0
37
1
38
0
37
0
1
39
28
0
Numero di pnt
90 Funzione di spo-
stamento iniziale
della macchina
per cucire
Funzione di proi-
91
bizione dell'operazione di compensazione dopo aver
girato il volantino
manualmente
92
Funzione di riduzione della velocità dell'affrancatura
all'inizio di cucitura
93 Funzione ag-
giunta all'interruttore di compensazione con
l'ago su/giù
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di
Manutenzione e seguire le istruzioni.
Funzione per spostare automaticamente la macchina per cucire ad una
posizione specicata immediatamente dopo l'attivazione dell'alimentazione
0 : La funzione è disabilitata. (Trova l'origine mantenendo premendo
la parte anteriore del pedale)
1 :
Posizione di arresto con l'ago sollevato al momento dell'avvio
2 : Posizione di arresto con l'ago sollevato tramite la rotazione
inversa al momento dell'avvio
Funzione di cucitura di compensazione quando il volantino viene girato
manualmente al termine della cucitura a dimensione costante
0 : Funzione di cucitura di compensazione è operante.
1 : Funzione di cucitura di compensazione è proibita.
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio di
cucitura
0 : Velocità non viene ridotta.
1 : Velocità viene ridotta.
Funzionamento dell'interruttore di compensazione con l'ago su/giù dopo
aver acceso la macchina o dopo il taglio del lo viene cambiato.
0 :
Normale (soltanto la cucitura di compensazione con l'ago su/giù)
1 : Cucitura di compensazione con un punto viene effettuata solo
quando la sopraccitata commutazione viene fatta. (Arresto nella
posizione sollevata → arresto nella posizione sollevata)
2 :
La funzione di abbassamento dell’ago funziona dopo il taglio del lo.
3 : La funzione di abbassamento dell’ago con l’operazione di 2 più
l’operazione di abbassamento del pressore e il sollevamento
dell’ago con l’operazione di taglio del lo viene aggiunto.
0
Da – 1 a – 10
Corsa del pedale
Da – 10 a 10
Da 0 a 2
0/1
0/1
Da
0
a
3
8 7
9 0
9 1
9 2
9 3
38
0
38
2
1
38
0
38
0
– 24 –

No
94 Funzione di non-
95 Funzione di sele-
96 Impostazione
103 Tempo di ritardo
109 Impostazione
111 Tempo di attesa
120 Compensazione
121
122
124 Impostazione
128
144
146
147 Uscita iniziale
148 Uscita del 2 pitch
149
150 Uscita iniziale
151 Funzione di alli-
Articolo Descrizione
stop con Cucitura continua +
Cucitura ad un
colpo
zione della testa
del numero di
giri max.
dell'uscita raffreddaago OFF
del regolatore
luminoso della
lampada a LED
dell'inizio del sollevamento della
pinza
dell'angolo di riferimento dell'albero principale
Compensazione
dell'angolo di partenza della posizione sollevata
Compensazione
dell'angolo di partenza della posizione abbassata
della funzione di
risparmio energetico durante la
modalità standby
Tempo di commutazione della modalità di risparmio
energetico
Impostazione del
numero di punti
per l'annullamento
dell'uscita del sollevamento/abbassamento alternato
Selezione dell'uscita del sollevamento/abbassamento
alternato dopo il
taglio del lo
del sollevamento/abbassamento alternato
(lunghezza dei
2 punti) durante l’affrancatura
all’inizio/alla ne
della cucitura
Uscita invertita del
2 pitch durante
l'uscita del sollevamento/abbassamento alternato
del 2 pitch
neamento tra la
pausa e il punto
La funzione che non ferma la macchina per cucire combinando la cucitura continua con la cucitura ad un colpo tramite la funzione di cucitura
programmata che è disponibile nel pannello operativo IT.
0 :
Normale (La macchina per cucire si ferma quando un passo è completato.)
1 : La macchina per cucire non si ferma quando un passo è com-
pletato e prosegue il passo successivo.
La testa della macchina da usare viene selezionata.
(Quando la testa della macchina viene cambiata, ciascun articolo di
impostazione viene cambiato al valore iniziale della testa della macchina.)
Numero di giri max. della testa della macchina per cucire può essere
impostato.
(Il valore massimo varia a seconda delle teste della macchina.)
Il tempo di ritardo dall'arresto della macchina per cucire all'uscita OFF
viene impostato utilizzando la funzione di uscita raffreddaago.
Cambia la tensione di uscita della lampada a LED della testa della macchina (uscita di 5 V nel caso in cui il 100 % sia impostato).
Tempo trascorso dalla pressione sulla parte posteriore del pedale
no a quando la pinza inizia a sollevarsi
L'angolo di riferimento dell'albero principale viene compensato.
L'angolo per rilevare la partenza della posizione sollevata viene compensato.
L'angolo per rilevare la partenza della posizione abbassata viene
compensato.
Impostazione per ridurre il consumo di energia elettrica mentre la macchina per cucire è nello stato di standby
0 : Il modo di risparmio energetico è non valido.
1 : Il modo di risparmio energetico è valido.
Tempo trascorso dall'inizio dello stato di attesa no a quando
viene abilitata la modalità di risparmio energetico
Imposta il numero di punti da cucire prima che l'uscita del sollevamento/
abbassamento alternato venga automaticamente annullata
0 : Disabilitata
1 - 30 punti
Seleziona lo stato dell'uscita del sollevamento/abbassamento alternato
da erogare forzatamente dopo il taglio del lo
0 : Lo stato dell'uscita viene mantenuto.
1 : OFF viene erogato.
2 : ON viene erogato.
Imposta, su ON o su OFF, lo stato dell'uscita del sollevamento/abbassa-
mento alternato al momento dell'attivazione dell'alimentazione.
0 :
Lo stato della precedente disattivazione dell'alimentazione viene ripristinato.
1 : OFF viene erogato.
2 : ON viene erogato.
Esegue l'uscita del 2 pitch durante l’affrancatura all'inizio e alla ne
della cucitura.
Imposta se l'uscita invertita dell'uscita del 2 pitch viene eseguita o meno
in sincronia con l'uscita del sollevamento/abbassamento alternato
Imposta , su ON o su OFF, lo stato dell'uscita del 2 pitch al momento
dell'attivazione dell'alimentazione.
0 :
Lo stato della precedente disattivazione dell'alimentazione viene ripristinato.
1 : OFF viene erogato.
2 : ON viene erogato.
La macchina si ferma temporaneamente ad ogni angolo del modello di cu-
citura all'inizio e alla ne della cucitura e durante la cucitura sovrapposta.
Campo di
impostazione dati
0/1
Da 150 a
MAX
(sti/min)
Da 100 a
2000
(ms)
Da 0 a 100
(%)
Da 0 a 200
(ms)
Da –50 a 50
(°)
Da –15 a 15
(°)
Da –15 a 15
(°)
0/1
Da 0 a 60
(second)
Da 0 a
30
(punti)
Da 0 a
2
Da 0 a
2
0/1
0/1
Da 0 a
2
0/1
Indicazione
dell'impostazione di funzione
9 4
9 5L 1 0 E
9 63 8 0 0
1 0 3
1 0 9
1 1 1
1 2 0
1 2 1
1 2 2
1 2 4
1 2 8
1 4 4
1 4 6
1 4 7
1 4 8
1 4 9
1 5 0
1 5 1
5 0 0
1 0 0
7 0
Vedere
pagin
39
0
39
39
0
39
0
39
0
39
0
39
0
40
0
40
0
40
0
40
0
40
0
41
0
41
0
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di
Manutenzione e seguire le istruzioni.
– 25 –

No
154 Funzione di in-
155 Impostazione
156 Funzione di pin-
158 Funzione di int-
163
164
167
168
173
174 Funzione di
178 Uscita del movi-
179
185
186
194
Articolo Descrizione
fittimento per
l'inizio/ne della
cucitura
della posizione
di effettuazione
del sollevamento
automatico del
piedino premistoffa con il pedale nella posizione di folle
zatura del filo
dell'ago
timento durante
il taglio del lo
Abilitazione della
limitazione della
velocità di sollevamento/abbassamento alternato
Funzione di interruttore di alta velocità per l'ingresso del pedale per
lavoro in piedi
Con/senza il rilevamento della
quantità rimanente
di lo della bobina
Funzione di rilevamento della quantità rimanente di
lo della bobina
Tempo di mantenimento della
pinza del lo ON
commutazione
della tensione
del lo
mento verticale
alternato del piedino mobile e piedino premistoffa
durante l'affrancatura all'inizio
della cucitura
Termine per il mantenimento della
barra ago nella sua
posizione iniziale
Funzione di mantenimento del rilascio della tensione
Funzione di rilascio della tensione per la cucitura
di inttimento con
il taglio del lo
Funzione di
interblocco tra
l'alzapiedino e
il rilascio del lo
Abilitata quando la SC-923 è utilizzata in combinazione con la testa
della macchina dotata della funzione di inttimento per il taglio del lo
che lascia il lo corto sul materiale
La macchina per cucire esegue l'inttimento all'inizio e alla ne della cucitura.
(L'inttimento viene eseguito invece dell’affrancatura automatica.)
Il sollevamento automatico del piedino premistoffa con il pedale nella
posizione di folle viene effettuato solo quando la macchina per cucire si
ferma con l'ago abbassato.
0 : La funzione di sollevamento automatico del piedino premistoffa
con il pedale nella posizione di folle è sempre abilitata.
1 : Il sollevamento automatico del piedino premistoffa con il pedale
nella posizione di folle è abilitato solo quando la macchina per
cucire si ferma con l'ago abbassato.
(Disabilitato quando il No. 93 Impostazione della funzione supplementare
dell'interruttore di compensazione con l'ago su/giù è "3")
Abilitata quando la SC-923 è utilizzata in combinazione con la testa della
macchina dotata della funzione di pinzatura del lo dell'ago
Seleziona lo stato della funzione di pinzatura del lo dell'ago
0 : ON/OFF con l'interruttore di abilitazione del funzionamento
1 : Disabilita la funzione di pinzatura del lo dell'ago.
2 : Abilita forzatamente la funzione di pinzatura del lo dell'ago.
Abilitata quando la SC-923 è utilizzata in combinazione con la testa
della macchina dotata della funzione di inttimento per il taglio del lo
che lascia il lo corto sul materiale
Seleziona se viene erogato o meno l'inttimento per il taglio del lo che
lascia il lo corto sul materiale.
Limita la velocità massima di cucitura per mezzo della quantità di sollevamento/abbassamento alternato.
Fare riferimento al Manuale di Manutenzione per i dettagli.
Aziona la macchina per cucire ad alta velocità ogni volta che l'ingresso
del pedale per lavoro in piedi esiste.
Il dispositivo di rilevamento della quantità rimanente di lo della bobina
viene utilizzato.
Tuttavia, il contatore del lo della bobina funziona regolarmente indipendentemente dall'impostazione del rilevamento della quantità rimanente di lo della bobina.
Imposta la funzione del dispositivo di rilevamento della quantità rimanente
di lo della bobina.
Effettuare l'impostazione facendo riferimento al Manuale d'Istruzioni per
il dispositivo di rilevamento della quantità rimanente di lo della bobina.
Il periodo di tempo durante il quale la pinza del lo viene mantenuta
nello stato ON
La funzione di rilascio della tensione su un lato viene attivata/disattivata
congiuntamente ad altra uscita.
0 : Disabilitata
1 : Viene disattivata quando l'uscita del sollevamento/abbassa-
mento alternato viene attivata, e viene attivata quando l'uscita
del sollevamento/abbassamento alternato viene disattivata.
2 :
Viene disattivata al momento dell'uscita del sollevamento/abbas-
samento alternato, e viene attivata al momento del taglio del lo.
Il segnale ON per il movimento verticale alternato del piedino mobile e
piedino premistoffa durante l'affrancatura all'inizio della cucitura viene
emesso.
Termine per il mantenimento della barra ago nella sua posizione iniziale
Periodo di tempo durante il quale viene mantenuto il controllo del rilascio
della tensione
Funzionamento del meccanismo di rilascio della tensione durante la
cucitura di inttimento con il taglio del lo
0 : Il meccanismo di rilascio della tensione non funziona
1 : Il meccanismo di rilascio della tensione funziona
Questa funzione aziona il meccanismo di rilascio del lo contemporaneamente con ON/OFF dell'alzapiedino.
Questa funzione può essere utilizzata per la testa della macchina sulla quale l'alzapiedino e il meccanismo di rilascio del lo non funzionano insieme.
Campo di
impostazione dati
0/1
0/1
Da 0 a
2
0/1
0/1
0/1
0/1
Da
0
a
2
Da 1 a 60
(second)
Da 0 a
2
0/1
Da 0 a 10
(min.)
Da 0 a 10
(min.)
0/1
0/1
Indicazione
dell'impostazione di funzione
1 5 4
1 5 5
1 5 6
1 5 8
1 6 3
1 6 4
1 6 7
1 6 8
1 7 3
1 7 4
1 7 8
1 7 9
1 8 5
1 8 6
1 9 4
Vedere
pagin
41
0
34
0
41
0
0
0
0
41
1
41
0
3
0
0
37
0
3
0
0
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di
Manutenzione e seguire le istruzioni.
– 26 –

No
196
197
235 Funzione di sen-
236
237 Numero di punti
238
239
242 Funzione di li-
247 Funzione di proi-
251 Commutazio-
252
253
254 Correzione
273 Impostazione
Articolo Descrizione
Funzione di cucitura di inttimento all'inizio della
cucitura
Il numero di punti
di inttimento
all'inizio della
cucitura
sore ottico
La funzione di ltro
del sensore ottico
per il filtro del
sensore ottico
Numero di punti
per arrestare la
macchina per cucire dopo l'ingresso
del sensore ottico
Numero di volte
del rilevamento
del sensore ottico
mitazione della
velocità tramite
la pressione del
pedale
bizione del taglio
del lo del sensore ottico
ne della logica
dell'ingresso del
sensore ottico
Correzione dell'affrancatura ON
all'inizio (quando il
numero di punti è
impostato su uno)
Correzione dell'affrancatura OFF
all'inizio (quando il
numero di punti è
impostato su uno)
dell'affrancatu-
ra OFF alla ne
(quando il nume-
ro di punti è impostato su uno)
dell'abilitazione/
disabilitazione
dell'ingresso
durante il sollevamento del piedino premistoffa
Questa funzione viene abilitata combinandola con la testa della mac-
china dotata della funzione di cucitura di inttimento per il rasalo a lo
rimanente corto.
La cucitura di inttimento viene eseguita all'inizio della cucitura.
0 : La cucitura di inttimento non viene effettuata
1 : La cucitura di inttimento viene effettuata
2 : La cucitura di inttimento viene effettuata quando l'affrancatura
per l'inizio della cucitura è disabilitata. La cucitura di inttimento
non viene effettuata quando essa è abilitata.
Il numero di punti di inttimento da cucire all'inizio della cucitura
La funzione di sensore ottico viene utilizzata.
Imposta l'abilitazione/disabilitazione della funzione di ltro del sensore
ottico (usata in combinazione con il No. 237)
Imposta il numero di punti per ltrare l'ingresso del sensore ottico
Imposta il numero di punti da cucire dall'ingresso del sensore ottico
all'arresto della macchina per cucire
La macchina per cucire si arresta ogni volta che viene attivato l'ingresso
del sensore ottico ed effettua il taglio automatico del lo quando il numero
impostato viene raggiunto.
0 : La funzione è disabilitata.
1 : Fissata alla velocità della cucitura ad un colpo
2 : Limitata alla velocità della cucitura ad un colpo
3 : Quando il sensore ottico è abilitato, la macchina per cucire
funziona con la modalità automatica alla pressione del pedale.
0 : Il taglio del lo è abilitato.
1 : Il taglio del lo è proibito.
Logica dell'ingresso del sensore ottico
0 : Ingresso OR
1 : Ingresso AND
Viene impostato l'angolo di correzione dell'attivazione dell'affrancatura
quando l'affrancatura viene eseguita all'inizio della cucitura.
Questo angolo viene usato nel caso in cui il processo A sia impostato
su un punto.
Viene impostato l'angolo di correzione del rilascio dell'affrancatura
quando l'affrancatura viene eseguita all'inizio della cucitura.
Questo angolo viene usato nel caso in cui il processo B sia impostato
su un punto.
Viene impostato l'angolo di correzione del rilascio dell'affrancatura
quando l'affrancatura viene eseguita alla ne della cucitura.
Questo angolo viene usato nel caso in cui il processo D sia impostato
su un punto.
Questo numero di impostazione della funzione viene utilizzato per
la commutazione dello stato, tra l'abilitazione e la disabilitazione,
dell'ingresso per fare ruotare la macchina per cucire mentre il
piedino premistoffa si sta sollevando.
0 : L'ingresso è disabilitato.
1 : L'ingresso è abilitato.
Campo di
impostazione dati
Da
0
a
2
Da
0
a
19
(Stitches)
0/1
0/1
Da
0
a
99
(Stitches)
Da
0
a
99
(Stitches)
Da
1
a
15
(volte)
Da
0
a
3
0/1
0/1
Da 0 a 36
(10°)
Da 0 a 36
(10°)
Da 0 a 36
(10°)
0/1
Indicazione
dell'impostazione di funzione
1 9 6
1 9 7
2 3 5
2 3 6
2 3 7
2 3 8
2 3 9
2 4 2
2 4 7
2 5 1
2 5 2
2 5 3
2 5 4
2 7 3
2 7
Vedere
pagin
42
0
42
2
43
0
43
0
43
0
43
7
43
1
43
0
43
0
43
0
36
36
7
36
8
1
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di
Manutenzione e seguire le istruzioni.
– 27 –

8. Descrizione dettagliata della selezione di funzioni
Selezione della funzione di partenza dolce (Impostazione della funzione No.1 e 37)
①
Il llo dell'ago può non riuscire a intrecciarsi con il lo della bobina all'inizio di cucitura quando il passo di
cucitura (lunghezza del punto) è piccolo o un ago spesso è usato. Per risolvere tale problema, questa funzione (chiamata "partenza dolce") è usata per limitare la velocità di cucitura, assicurando quindi formazione
riuscita dei punti iniziali.
0: La funzione non è selezionata.
da 1 a 9: Il numero di punti da cucire nel modo di partenza dolce.
La velocità di cucitura limitata tramite la funzione di partenza dolce può essere modicata.
(Impostazione di funzione No.37)
Campo di impostazione dati:
da 100 a MAX sti/min <10 sti/min>
(Il valore massimo varia a seconda della testa della macchina.)
Funzione di sensore del bordo del materiale (Impostazione della funzione No. 2 - 4, No. 76)
②
Questa funzione viene abilitata quando il sensore del bordo del materiale è installato sulla macchina per cucire.
Fare riferimento a
(Attenzione) Questa funzione è resa valida solo con il CP-18.
Funzione di conteggio del lo della bobina (Impostazione di funzione No.6)
③
Quando si usa il pannello di comando, la funzione sottrae dal valore predeterminato e indica la quantità
usata di lo della bobina.Per dettaglio, fare riferimento al manuale d'istruzioni per il pannello di comando.
0: Funzione di conteggio del lo della bobina non è operante.
1: Funzione di conteggio del lo della bobina è operante.
(Attenzione) Se "0" è impostato, indicazione LCD sul pannello di comando si spegnerà e la funzione di
1 1
3 7 71
0
"III-17. Come collegare il sensore del bordo del materiale" p.50
6 1
conteggio del lo della bobina sarà invalida.
per ulteriori dettagli.
Funzione di proibizione del taglio del lo (Impostazione della funzione No.9)
④
Questa funzione spegne l'uscita del solenoide del taglio del lo quando il taglio del lo viene azionato.
(Attenzione) Questa funzione è resa valida solo con il CP-18.
Con questa funzione, un materiale di cucitura separato può essere congiunto e cucito senza tagliare il lo.
0: off Taglio del lo è inoperante. (il lo può essere tagliato).
9 0
1: on Taglio del lo è operante. (il lo non può essere tagliato).
Impostazione della posizione di arresto della barra ago quando la macchina per cucire si ferma
⑤
(Impostazione di funzione No.10)
La posizione della barra ago quando il pedal è in folle viene impostata.
0: Down La barra ago si ferma nella posizione più bassa della sua corsa.
1 0 0
1: Up La barra ago si ferma nella posizione più alta della sua corsa.
(Attenzione) Se la posizione di arresto della barra ago è impostata alla posizione più alta, l'operazione
di taglio del lo sarà effettuata dopo che la barra ago si abbassa una volta alla posizione
più bassa.
Suono di funzionamento del pannello (Impostazione di funzione No.11)
⑥
Può essere selezionato se il funzionamento del pannello genera il suono o meno.
0: off Lo scatto non è operante.
1 1 1
1: on Lo scatto è operante.
– 28 –

Selezione della funzione di ingresso/uscita optional (Impostazione della funzione No. 12)
⑦
❶
Ⓐ
Ⓑ
❷
2 TPo _
1
❺❹❸
Selezionare l’impostazione della funzione No. 12 con la procedura operati-
❻
❼
va delle procedure di impostazione della funzione da 1) a 3).
TP _ nE_ do
Selezionare gli articoli di “End”, “in” e “oUT” con i tasti ❺ e ❻.
_ni _
TUo _
[Quando “in” è selezionato]
0i 1 ** *
3i 2
0o 1 ** *
3o 2
* Esempio) Impostazione della funzione di taglio del lo per la visualizzazione No. i01 (CN44-4) del
connettore di impostazione della funzione di immissione.
1 2 TPo _
Il numero di indicazione del connettore di impostazione della funzione di ingresso
viene visualizzato sull'indicatore Ⓐ Specicare il numero di indicazione con il tasto
o ❹. Specicare la funzione del pin del connettore corrispondente al numero di
❸
indicazione tramite il tasto ❺ o ❻. Il codice di funzione e la sigla vengono visualizzati alternativamente sull'indicatore Ⓑ. Nel caso in cui "- - - -" venga visualizzato, il
codice di funzione e l'abbreviazione vengono determinati automaticamente in base
alla testa della macchina selezionata. (Fare riferimento all'appendice per la relazio-
ne tra i numeri di indicazione e l'assegnazione dei pin del connettore.)
[Quando “oUT” è selezionato]
Il numero di indicazione del connettore di impostazione della funzione di uscita viene visualizzato sull'indicatore Ⓐ. Specicare il numero di indicazione con il tasto ❸
o ❹. Specicare la funzione del pin del connettore corrispondente al numero di indicazione tramite il tasto ❺ o ❻. Il codice di funzione e la sigla vengono visualizzati
alternativamente sull'indicatore Ⓑ. Nel caso in cui "- - - -" venga visualizzato, il codice
di funzione e l'abbreviazione vengono determinati automaticamente in base alla testa
della macchina selezionata. (Fare riferimento all'appendice per la relazione tra i nu-
meri di indicazione e l'assegnazione dei pin del connettore.)
1. Selezionare l’impostazione della funzione No. 12 con la procedura operativa delle procedure di impostazione della funzione da 1) a 3).
TPo _
0i 1 on P
0i 1 ST W
Illuminazione
alternata
L 4
0i 1
L 4
H 4
0i 2 on P
TPo _
_ni _
i n
nE d
2. Selezionare l’articolo di “in” con i tasti ❺ o ❻.
3. Selezionare i01 con il tasto
❹
.
4. Selezionare la funzione di taglio del lo, “TSW” con i tasti ❺ e ❻.
5. Determinare la funzione di taglio del lo, “TSW” con il tasto ❹.
6. Impostare ATTIVO del segnale con i tasti ❺ o ❻.
Impostare il display su “L” quando il segnale è l’effettuazione del taglio
del lo a “Low” (basso), e impostare il display su “H” quando il segnale è
l’effettuazione del taglio del lo ad “High” (alto).
7. Determinare la funzione sopraccitata con il tasto ❹.
8. Finire l’ingresso optional con il tasto ❹.
9. Selezionare l’articolo di “End” con i tasti
o ❻ per ritornare al modo di
❺
impostazione della funzione.
– 29 –

Lista delle funzioni di ingresso
Codice
di fun-
Abbreviazio-
zione
10 LinH Funzione di proibizione dell’abbassa-
11 TinH Funzione di proibizione dell’uscita del
12 LSSW Ingresso del comando di bassa velocità Questa funzione lavora come l’interruttore di bassa velocità per la macchina
13 HSSW Ingresso del comando di alta velocità Questa funzione lavora come l’interruttore di alta velocità per la macchina per
14 USW Funzione di sollevamento dell’ago Il movimento di arresto in posizione sollevata viene effettuato quando l’inter-
15 bT Ingresso interruttore di affrancatura L'affrancatura è erogata nché l'interruttore è tenuto premuto.
16 SoFT Ingresso interruttore di partenza dolce La velocità di punto è limitata alla predeterminata velocità di partenza dolce
17 oSSW Ingresso dell’interruttore di comando
18 bKoS Ingresso interruttore di comando di ve-
19 SFSW Ingresso dell’interruttore di sicurezza La rotazione è proibita.
20 - - 21 AUbT Interruttore di annullamento/aggiunta
22 CUnT Ingresso contatore della cucitura Ogni volta che si preme l'interruttore, il valore del contatore della cucitura è
23 rSW Funzione di sollevamento dell'ago a
24 vErT Ingresso dell'interruttore del pannello di
25 vSW Ingresso dell'interruttore a ginocchio di
26 2PiT Ingresso alternato del 2 pitch L'uscita del 2 pitch viene invertita ogni volta che si preme l'interruttore.
27 2PSW Ingresso dell'interruttore momentaneo
28 bbCG Ingresso dell'interruttore di sostituzione
29 - - 30 TCSW Ingresso dell'interruttore di pinzatura
ne
0 noP Niente funzione (Impostazione standard)
1 HS Cucitura di compensazione con l'ago
su/giù
2 bHS Cucitura di compensazione all'indietro L'affrancatura viene effettuata a bassa velocità mentre l'interruttore è tenuto
3 EbT Funzione per cancellare una volta l'af-
francatura alla ne di cucitura
4 TSW Funzione di taglio del lo Questa funzione lavora comel'interruttore di taglio del lo.
5 FL Funzione di sollevamento del piedino
premistoffa
6 oHS Cucitura di compensazione con un
punto
7 SEbT Funzione di annullamento dell’affranca-
tura all’inizio/ne
8 PnFL Funzione di sollevamento del piedino
premistoffa quando il pedale è in folle
9 Ed Ingresso del sensore del bordo del
materiale
mento della parte anteriore del pedale
taglio del lo
di velocità della cucitura a colpo unico
locità di cucitura all'indietro ad un colpo
dell'affrancatura automatica
rotazione inversa
conversione della quantità di sollevamento/abbassamento alternato
conversione della quantità di sollevamento/abbassamento alternato
del 2 pitch
della bobina
del lo
Articolo di funzione Osservazioni
Ogni volta che l'interruttore viene premuto, la cucitura di trasporto normale per
mezzo punto viene effettuata. (Lo stesso funzionamento di quello dell'interruttore di compensazione con l'ago su/giù sul pannello.)
premuto. (È valida solo quando la cucitura a dimensione costante è selezionata.)
Premendo la parte posteriore del pedale dopo aver premuto l'interruttore,
l'operazione di affrancatura viene cancellata una volta.
Questa funzione lavora come l'interruttore di sollevamento del piedino premistoffa.
Ogni volta che l'interruttore viene premuto, l'operazione di cucitura con un
punto viene effettuata.
Azionando l’interruttore optional, inoperante/operante può essere alternamente
commutato.
Ogni volta che l’interruttore viene premuto, può essere selezionata se la fun-
zione che solleva automaticamente il piedino premistoffa quando il pedale è
in folle o meno.
Questa funzione lavora come il segnale di ingresso del sensore del bordo del
materiale
La rotazione tramite il pedale è proibita.
L’uscita del taglio del lo è proibita.
per cucire in piedi.
cucire in piedi.
ruttore viene premuto durante l’arresto in posizione abbassata.
nché l'interruttore è tenuto premuto.
Questa funzione lavora come il comando di velocità della cucitura a colpo unico
nché l’ interruttore è premuto.
L'affrancatura viene effettuata secondo il comando di velocità di cucitura ad un
colpo nché l'interruttore è tenuto premuto.
Ogni volta che si preme l'interruttore, l'affrancatura all'inizio della cucitura o
l'affrancatura alla ne della cucitura viene annullata o aggiunta.
aumentato.
Quando l'interruttore viene premuto mentre la macchina per cucire è a riposo
con l'ago sollevato, la macchina ruota in senso inverso e frena per fermarsi
all'angolo specicato. Quando l'interruttore viene premuto mentre la macchina
per cucire è a riposo con l'ago abassato, la macchina ruota in senso normale
e frena per fermarsi all'angolo specicato.
L'uscita della conversione del sollevamento/abbassamento alternato viene
invertita ogni volta che si preme l'interruttore.
La conversione del sollevamento/abbassamento alternato viene erogata nché
l'interruttore è tenuto premuto.
Il 2 pitch viene erogato nché l'interruttore è tenuto premuto.
L'avvio della macchina per cucire viene disabilitato quando l'interruttore viene
attivato per la prima volta. (Sostituzione della bobina) Il piedino premistoffa viene
abbassato e il funzionamento normale viene ripristinato quando l'interruttore
viene attivato per la seconda volta.
La funzione di presa del lo è abilitata nché l'interruttore è tenuto premuto.
– 30 –

Codice
di fun-
Abbreviazio-
zione
31 ALFL Ingresso dell'interruttore alternato
32 CAbT Ingresso dell'annullamento per una
33 SToP Ingresso dell'interruttore di arresto La macchina per cucire viene arrestata e il funzionamento viene proibito nché
34 bCGP Ingresso dell'interruttore P di sostituzio-
35 Tiin Ingresso della proibizione del comando
36 USTP Ingresso della proibizione del comando
37 Abin Funzione di proibizione dell'affrancatura Proibisce l'affrancatura all'inizio/ne della cucitura nché l'interruttore è tenuto
38 FSTP Ingresso dell'interruttore di arresto
39 CUSr Ingresso del reset dell'uscita perso-
40 LGTS Ingresso del sensore ottico Funziona come il segnale di ingresso del sensore ottico.
41 CTrS Reset del contatore Adempie la stessa funzione dell'interruttore di reset del contatore sul pannello
42 rbob Ingresso polivalente del rilevamento
43 TL2 Ingresso dell'interruttore di commuta-
44 ALTC Ingresso alternato della presa del lo Commuta l'abilitazione/disabilitazione della funzione di presa del lo ogni volta
45 TrMd Ingresso della proibizione del taglio
46 bTP Ingresso della commutazione
47 FLTL Ingresso della commutazione dell'in-
48 - - 49 - - -
50 SSTL Ingresso della commutazione del rila-
51
ne
dell'alzapiedino
volta di S/EBT
ne della bobina
Tsw
Lsw/arresto con l'ago sollevato
forzato
nalizzata
della quantità rimanente
zione della tensione
del lo
dell'allineamento dei punti di fermature
terblocco tra l'alzapiedino e il rilascio
del lo
scio della tensione per la cucitura di
inttimento con il taglio del lo
SrCd
Ingresso della commutazione della cuci-
tura di inttimento all'inizio della cucitura
Articolo di funzione Osservazioni
L'uscita dell'alzapiedino viene invertita ogni volta che si preme l'interruttore.
L'affrancatura all'inizio o alla ne della cucitura, da eseguire dopo che l'interruttore è stato premuto, viene annullata una volta.
l'interruttore è tenuto premuto.
Quando l'interruttore viene attivato per la prima volta, la macchina per cucire
si ferma con l'ago sollevato, poi il piedino premistoffa si solleva e l'avvio della
macchina per cucire viene disabilitato. (Sostituzione della bobina) Il piedino
premistoffa viene abbassato e il funzionamento normale viene ripristinato
quando l'interruttore viene attivato per la seconda volta.
Il comando di taglio del lo è proibito.
La cucitura mediante l'interruttore a pedale è proibita.
La macchina per cucire si ferma con l'ago sollevato durante la cucitura.
premuto.
Porta immediatamente la macchina per cucire nello stato di arresto forzato
e proibisce l'esecuzione della cucitura quando l'interruttore viene premuto.
Cancella le uscite personalizzate da 1 a 3.
operativo.
Funziona come il segnale di ingresso del sensore di rilevamento della quantità
rimanente del lo della bobina.
Commuta lo stato di rilascio del lo su un lato ogni volta che si preme l'inter-
ruttore.
che si preme l'interruttore.
Ogni volta che si preme l'interruttore, lo stato della proibizione del taglio del lo
viene commutato tra ON e OFF.
Commuta lo stato dell'allineamento dei punti di fermature tra ON e OFF.
(Come la commutazione tra l'abilitazione/ disabilitazione dell'impostazione
della funzione No. 151)
Commuta lo stato della funzione di interblocco tra l'alzapiedino e il rilascio del
lo tra ON e OFF.
(Come la commutazione tra l'abilitazione/ disabilitazione dell'impostazione
della funzione No. 194)
Questo numero di impostazione della funzione viene utilizzato per la commu-
tazione della funzione di rilascio della tensione per la cucitura di inttimento
con il taglio del lo tra ON/OFF.
(Idem come la commutazione tra l'abilitazione/disabilitazione dell'Impostazione
della funzione No. 186)
Questo numero di impostazione della funzione viene utilizzato per la commuta-
zione della funzione di cucitura di inttimento all'inizio della cucitura tra ON/OFF.
(Idem come la commutazione tra 0/1 dell'Impostazione della funzione No. 196)
– 31 –

Lista delle funzioni di uscita
Codice di
funzione
Abbre-
viazione
0 noP Niente funzione (Impostazione standard)
1 TrM Uscita del taglio del lo Uscita del segnale di taglio del lo
2 - - 3 TL Uscita del rilascio del lo Uscita del segnale di rilascio del lo
4 FL Uscita del sollevamento del pressore Uscita del segnale di sollevamento del pressore
5 bT Uscita dell’affrancatura Uscita del segnale di affrancatura
6 EbT Uscita di controllo dell’annullamento EBT Lo stato della funzione di annullare una volta l’affrancatura alla ne
7 SEbT Uscita di controllo dell'annullamento dell'affran-
8 AUbT Uscita monitor di annullamento/aggiunta dell'i-
9 SSTA Uscita dello stato di arresto della macchina
10 CooL Ucita del raffreddaago Uscita per il raffreddaago
11 bUZ Uscita cicalino È erogata quando il valore di impostazione del contatore della bobina
12 LSWo Uscita comando di giri Lo stato di comando che esige i giri è erogato.
13 vErT Uscita della conversione (monitor) della quan-
14 2PiT Uscita del 2 pitch Il segnale del 2 pitch viene erogato.
15 bCGo Uscita del monitor della sostituzione della
16 TC Uscita del monitor dello stato di abilitazione
17 CAbT Uscita del monitor dell'annullamento per una
18 SToP Uscita del monitor dello stato di arresto Lo stato di proibizione del funzionamento della macchina per cucire
19 AEbo Uscita dell'aria sofata del dispositivo di rileva-
20 UdET Uscita della posizione superiore Uscita dello stato di posizione con l'ago sollevato
21 ddET Uscita della posizione inferiore Uscita dello stato di posizione con l'ago abbassato
22 UPWo Uscita dello stato di spostamento alla posizione
23 HAWo Uscita dell'operazione di compensazione con
24 TSWo Uscita del monitor del comando Tsw Lo stato di comando di taglio del lo viene emesso.
25
26 CUS2 Erogazione dell'uscita personalizzata 2 Fare riferimento al Manuale di Manutenzione per ulteriori dettagli.
27 CUS3 Erogazione dell'uscita personalizzata 3 Fare riferimento al Manuale di Manutenzione per ulteriori dettagli.
28 THLD Uscita della pinza del lo Uscita della pinza del lo all'inizio della cucitura la quale viene uti-
29 TL2 Uscita di monitoraggio dello stato di aumento
30 TrMd Uscita monitor stato della proibizione del taglio
31 bTP Uscita monitor stato
32 FLTL Uscita monitor stato dell'interblocco tra l'alza-
33 - - 34 - - 35 - - 36 SSTL Uscita del monitor dello stato del rilascio della
37 SrCd Uscita del monitor dello stato della cucitura di
CUS1 Erogazione dell'uscita personalizzata 1 Fare riferimento al Manuale di Manutenzione per ulteriori dettagli.
catura all'inizio/ne
nizio/ne della cucitura
per cucire
tità di sollevamento/abbassamento alternato
bobina
della pinzatura del lo
volta di S/EBT
mento della quantità rimanente del lo
superiore
l'ago su/giù
della tensione
del lo
dell'allineamento dei punti di fermature
piedino e il rilascio del lo
tensione per la cucitura di inttimento con il
taglio del lo
inttimento all'inizio della cucitura
Articolo di funzione Osservazioni
viene erogato.
Lo stato di annullamento dell'affrancatura all'inizio/ne viene erogato.
Uscita di controllo dell'annullamento
Lo stato di annullamento o aggiunta dell’affrancatura automatica
viene erogato.
Lo stato di arresto della macchina per cucire viene erogato.
è stato superato, si è vericato un errore o la quantità rimanente di
lo della bobina è stata rilevata.
Il segnale della conversione della quantità di sollevamento/abbassamento alternato viene erogato.
Viene erogato lo stato di proibizione dell'avvio della macchina per
cucire durante la sostituzione della bobina.
Lo stato di abilitazione della pinzatura del lo viene erogato.
Viene erogato lo stato di annullamento per una volta dell'affrancatura
all'inizio o alla ne della cucitura.
viene erogato.
Uscita dell'aria sofata quando il dispositivo di rilevamento della
quantità rimanente del lo è utilizzato.
Uscita del monitor mentre l'ago si solleva alla posizione superiore
Uscita del monitor mentre l'operazione di compensazione con l'ago
su/giù è in corso.
lizzata in combinazione con il sensore ottico
Uscita di monitoraggio dello stato di disattivazione della funzione
di rilascio del lo
Uscita del monitor dello stato della proibizione del taglio del lo
Uscita del monitor dello stato
dell'allineamento dei punti di fermature
Uscita del monitor dello stato dell'interblocco tra l'alzapiedino e il
rilascio del lo
Uscita per il monitoraggio dello stato del rilascio della tensione per
la cucitura di inttimento con il taglio del lo
Uscita per il monitoraggio dello stato della cucitura di inttimento
all'inizio della cucitura
– 32 –

Connettori di impostazione della funzione di ingresso
Connettori di impostazione della funzione di uscita
No. di con-
nettore
CN44
CN58
CN51
CN39
CN36
No. di
No. di in-
spillo
dicazione
4 i01
5 i02
6 i03
7 i04
8 i05
9 i06
10 i07
11 i08
15 i09 Ingresso dell'opzione 1
16 i10 Ingresso dell'opzione 2
17 i11 Ingresso dell'opzione 3
18 i12 Ingresso dell'opzione 4
19 i13 Ingresso dell'opzione 5
20 i14 Ingresso dell'opzione 6
21 i15 Ingresso dell'opzione 7
22 i16 Ingresso dell'opzione 8
4 i17 Ingresso dell'opzione 9
5 i18 Ingresso dell'opzione 10
6 i19 Ingresso dell'opzione 11
7 i20 Ingresso dell'opzione 12
8 i21 Ingresso dell'opzione 13
9 i22 Ingresso dell'opzione 14
10 i23 Ingresso dell'opzione 15
11 i24 Ingresso dell'opzione 16
7 i25
11 i26
9 i27
5 i28
4 i31
5 i32
Valore iniziale dell'impostazio-
ne della funzione
Ingresso dell'interruttore 1 della testa della macchina
Ingresso dell'interruttore 2 della testa della macchina
Ingresso dell'interruttore 3 della testa della macchina
Ingresso dell'interruttore 4 della testa della macchina
Ingresso dell'interruttore 5 della testa della macchina
Ingresso dell'interruttore 6 della testa della macchina
Ingresso dell'interruttore 7 della testa della macchina
Ingresso dell'interruttore 8 della testa della macchina
TSW (ingresso dell'interruttore
di taglio del lo)
LSSW (interruttore di bassa
velocità)
HSSW (interruttore di alta ve-
locità)
FL (ingresso dell'interruttore
dell'alzapiedino)
FL (ingresso dell'interruttore
dell'alzapiedino)
bT (ingresso dell'interruttore di
affrancatura)
No. di con-
nettore
CN44
CN59
CN51
No. di
No. di in-
spillo
dicazione
15 o01
16 o02
17 o03
18 o04
19 o05
20 o06
21 o07
22 o08
11 o09 Uscita dell'opzione 1
12 o10 Uscita dell'opzione 2
13 o11 Uscita dell'opzione 3
14 o12 Uscita dell'opzione 4
15 o13 Uscita dell'opzione 5
16 o14 Uscita dell'opzione 6
17 o15 Uscita dell'opzione 7
18 o16 Uscita dell'opzione 8
19 o17 Uscita dell'opzione 9
20 o18 Uscita dell'opzione 10
21 o19 Uscita dell'opzione 11
22 o20 Uscita dell'opzione 12
23 o21 Uscita dell'opzione 13
24 o22 Uscita dell'opzione 14
25 o23 Uscita dell'opzione 15
26 o24 Uscita dell'opzione 16
15 o25 Uscita dell'opzione 17
16 o26 Uscita dell'opzione 18
17 o27 Uscita dell'opzione 19
18 o28 Uscita dell'opzione 20
19 o29 Uscita dell'opzione 21
Valore iniziale dell'impostazio-
ne della funzione
Uscita del LED 1 della testa
della macchina
Uscita del LED 2 della testa
della macchina
Uscita del LED 3 della testa
della macchina
Uscita del LED 4 della testa
della macchina
Uscita del LED 5 della testa
della macchina
Uscita del LED 6 della testa
della macchina
Uscita del LED 7 della testa
della macchina
Uscita del LED 8 della testa
della macchina
– 33 –

Funzione di conteggio della cucitura (Impostazione di funzione No.14)
⑧
Funzione di contatore della cucitura non è operante. La funzione conteggia il numero di processi di cucitura
completati sommando ogni volta che taglio del lo viene completato.
0 : off Funzione di conteggio della cucitura è inoperante.
1 4 1
1 : on Funzione di conteggio della cucitura è operante.
(Ogni volta che il taglio del lo viene eseguito)
2 : on Ingresso interruttore del contatore esterno della cucitura
(Attenzione) Il contatore della cucitura può essere operativo solo quando il CP-180 è usato con la
macchina per cucire.
L'indicazione del contatore cambia come mostrato di seguito in base alla combinazione di impostazione
No. 6 e impostazione No. 14.
Impostazione No. 6 Impostazione No. 14 Contatore
1 1 Contatore della bobina
1 0 Contatore della bobina
0 1 Contatore della cucitura (solo con il CP-180)
0 0 La funzione di contatore è non valida.
Funzione di sollevamento automatico del piedino premistoffa in folle (Impostazione della funzione
⑨
No. 21 e 155)
Questa funzione può automaticamente sollevare il piedino premistoffa quando il pedale è nella posizione di folle.
(Attenzione) Questa funzione è disabilita quando il No. 93 Impostazione della funzione supplementare
dell'interruttore di compensazione con l'ago su/giù è "3"
Funzione di sollevamento automatico del piedino premistoffa con il pedale nella posizione di folle (impostazione della funzione No. 21)
0 : Non dotata della funzione di sollevamento automatico del piedino premi-
2 1 0
stoffa con il pedale nella posizione di folle
1 : Dotata della funzione selezionabile di sollevamento automatico del piedi-
no premistoffa con il pedale nella posizione di folle
2 : Dotata della funzione di sollevamento automatico del piedino premistoffa
con il pedale nella posizione di folle quando la funzione di sollevamento
automatico è abilitata e viene aggiunta la funzione di effettuazione del
funzionamento alternato premendo la parte posteriore del pedale.
(Attenzione) La funzione alternata viene effettuata indipendentemente
dall'impostazione del No. 155.
Impostazione della posizione di effettuazione del sollevamento automatico del piedino premistoffa con il
pedale nella posizione di folle (impostazione della funzione No. 155)
0 : La funzione di sollevamento automatico del piedino premistoffa con il pe-
51 5 0
dale nella posizione di folle è sempre abilitata.
1 : Il sollevamento automatico del piedino premistoffa con il pedale nella po-
sizione di folle è abilitato solo quando la macchina per cucire si ferma con
l'ago abbassato.
Funzione di commutazione della funzione dell'interruttore di ago su/giù (Impostazione della
⑩
funzione No.22)
La funzione dell'interruttore di ago su/giù può essere commutata tra la compensazione con l'ago su/giù e la
compensazione con un punto.
0 : Cucitura di compensazione con l'ago su/giù
2 2 0
1 : Cucitura di compensazione con un punto
– 34 –

Funzione di affrancatura a mezza strada (Impostazione della funzione da No.30 a 33)
⑪
Funzione di limitazione del numero di punti e funzione di comando del taglio del lo possono essere aggiunte all'interruttore di inversione del trasporto sulla testa della macchina.
Impostazione della funzione No.30
0 : off Funzione di affrancatura normale
0 0
3
Funzione di affrancatura a mezza strada viene selezionata.
1 : on Funzione di affrancatura a mezza strada
Impostazione della funzione No.31
Gamma di impostazione : da 0 a 19 punti
3 1 4
Impostazione della funzione No.32
0 : off Inoperante quando la macchina per cucire è ferma.
3 2 0
Numero di punti dell'affrancatura viene impostato.
Condizione valida dell'affrancatura a mezza strada
(Affrancatura a mezza strada funziona solo quando la macchina
per cucire è in funzione.)
1 : on Operante quando la macchina per cucire è ferma.
(Affrancatura a mezza strada funziona sia quando la macchina per
cucire è in funzione sia quando la macchina per cucire è ferma.)
(Attenzione) È operante in tutt'e due le condizioni quando la macchina per cucire è in funzione.
Impostazione della funzione No.33 Taglio del lo viene effettuato quando l'affrancatura a mezza strada è completata.
0 : off Senza il taglio del lo
3 3 0
1 : on Taglio del lo viene eseguito.
Applica-
zione
Impostazione della funzione
No. 30 No. 32 No. 33
❶
❷
❸
❹
❺
0 0 o 1 0 o 1 Funziona come il normale interruttore di inversione del trasporto
1 0 0
1 1 0
1 0 1
1 1 1
Funzione di uscita
Se l'interruttore di inversione del trasporto viene azionato quando la parte ante-
riore del pedale è premuta, l'affrancatura può essere effettuata per il numero di
punti specicato tramite l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando la macchina per cucire è ferma sia quando la parte anteriore del pedale è premuta,
l'affrancatura può essere effettuata per il numero di punti specicato tramite l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato quando la parte ante-
riore del pedale è premuta, il taglio del lo automatico viene eseguito dopo che
l'affrancatura è stata effettuata per il numero di punti specicato tramite l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando la macchina per cucire è ferma sia quando la parte anteriore del pedale è premuta, il
taglio del lo automatico viene eseguito dopo che l'affrancatura è stata effettuata
per il numero di punti specicato tramite l'impostazione della funzione No.31.
Azioni sotto ciascuno stato di impostazione
Usato come il normale interruttore di inversione del trasporto per l'affrancatura.
❶
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona solo quando la
❷
macchina per cucire è in funzione.)
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona sia quando la
❸
macchina per cucire è ferma sia quando la macchina per cucire è in funzione.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per il
❹
taglio del lo effettuato premendo la parte posteriore del pedale. Funziona solo quando la macchina
per cucire è in funzione. È particolarmente utile quando la macchina per cucire è usata come la
macchina per lavoro in piedi.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per
❺
il taglio del lo effettuato premendo la parte posteriore del pedale. Funziona sia quando la macchina
per cucire è ferma sia quando la macchina per cucire è in funzione. È particolarmente utile quando la
macchina per cucire è usata come la macchina per lavoro in piedi.)
Numero di giri della cucitura "di un colpo" (Impostazione di funzione No.38)
⑫
Premendo una volta il pedale, questa funzione può impostare la velocità di cucitura della cucitura "di un
colpo" quando la macchina per cucire continua la cucitura nché il numero di punti impostato venga com-
pletato o bordo del materiale venga rilevato.
3 8 051 0
(Attenzione) Il numero di giri max. della cucitura "di un colpo" è limitato secondo il modello della testa
della macchina per cucire.
Campo di impostazione dati : da 150 a MAX sti/min <50 sti/min>
– 35 –

Correzione del tempismo dell'affrancatura (Impostazione di
⑬
funzione da No.51 a No.53, da No.252
a No.254)
Questa funzione viene utilizzata per cambiare il tempismo ON/OFF dell'uscita dell'affrancatura per la correzione nel caso in cui i punti cuciti con la cucitura con il trasporto avanti e quelli cuciti con l'affrancatura non
coincidano sotto l'affrancatura automatica.
(Attenzione) 1. Queste funzioni sono abilitate quando l'impostazione della funzione No. 151 Allineamento
del punto di fermature è impostato su OFF.
2.
Nel caso in cui il tempismo non possa essere corretto con facilità a causa di un passo
grande della cucitura, si consiglia di ridurre il numero di giri dell'affrancatura (No. 8).
3. Fare riferimento anche a "III-11. Allineamento dei punti per l'affrancatura alla fine della
cucitura (per materiali pesanti)" p.45 per la procedura per correggere il tempismo ON
dell'affrancatura alla ne della cucitura.
Compensazione della tempestività dell'avvio per affrancatura all'inizio di cucitura (Impostazione di fun-
❶
zione No.51, No.252)
Tempismo di avvio per l'affrancatura all'inizio di cucitura può essere compensato con l'unità di angolo.
Il No. 252 viene utilizzato nel caso in cui il numero di punti del processo A sia impostato su un punto.
5 1 2 7
Campo di regolazione : da –36 a 36 <1/10°>
2
5 2 2 7
Valore di im-
postazione
36
–
18
–
0 0
Angolo di com-
pensazione
360
–
180
–
゜
18 180
36 360
Compensazione del tempismo di arresto per l'affrancatura all'inizio di cucitura (Impostazione della
❷
Campo di regolazione : da 0 a 36 <1/10°>
Numero di punti di
compensazione
゜ –
゜ –
゜
゜
1
0,5
0
0,5
1
–360˚
–180˚
180˚
360˚
*
Impostare l'angolo
sulla base del
punto di entrata
dell'ago del punto
0˚
precedente.
funzione No.52, No.253)
Tempismo di arresto per l'affrancatura all'inizio di cucitura può essere compensato con l'unità di ango-
lo.
Il No. 253 viene utilizzato nel caso in cui il numero di punti del processo B sia impostato su un punto.
5 2 7
2
5 3 7
Valore di im-
postazione
36
–
18
–
0 0
18 180
36 360
Compensazione del tempismo di arresto per l'affrancatura alla ne di cucitura (Impostazione della
❸
Angolo di com-
pensazione
360
–
180
–
゜
Campo di regolazione : da –36 a 36 <1/10°>
Campo di regolazione : da 0 a 36 <1/10°>
Numero di punti di
compensazione
゜ –
゜ –
゜
゜
1
0,5
0
0,5
1
360˚
180˚
0˚
–180˚
–360˚
funzione No.53, No.254)
Tempismo di arresto per l'affrancatura alla ne di cucitura può essere compensato con l'unità di ango-
lo.
Il No. 254 viene utilizzato nel caso in cui il numero di punti del processo D sia impostato su un punto.
5 3
Campo di regolazione : da –36 a 36 <1/10°>
8
2
5 4 8
Valore di im-
postazione
36
–
18
–
0 0
18 180
36 360
Angolo di com-
pensazione
360
–
゜ –
180
–
゜ –
゜
゜
゜
Campo di regolazione : da 0 a 36 <1/10°>
Numero di punti di
compensazione
1
0,5
0
0,5
1
– 36 –
360˚
180˚
0˚
–180˚
–360˚

Funzione di sollevamente del piedino premistoffa dopo il taglio del lo. (Impostazione di funzione
⑭
No.55)
Questa funzione può sollevare automaticamente il piedino premistoffa dopo il taglio del lo.
5 5 1
0 : off Funzione di sollevamento automatico del piedino premistoffa non
è operante. (Piedino premistoffa non si solleva automaticamente
dopo il taglio del lo.)
1 : on Funzione di sollevamento automatico del piedino premistoffa è
operante. (Piedino premistoffa si solleva automaticamente dopo il
taglio del lo.)
Funzione di rotazione inversa per sollevare l'ago dopo il taglio del lo (Impostazione di funzione
⑮
No.56)
Questa funzione è usata per fare ruotare la macchina per cucire nel senso inverso dopo il taglio del lo per
sollevare la barra ago quasi alla posizione più alta. Usare questa funzione quando l'ago apparisce sotto il
piedino premistoffa e probabilmente grafa i prodotti di cucitura di materiale pesante.
5 6 1
0 : off Funzione di fare ruotate la macchina per cucire nel senso inverso
dopo il taglio del lo per sollevare l'ago non è operante.
1 : on Funzione di fare ruotate la macchina per cucire nel senso inverso
dopo il taglio del lo per sollevare l'ago è operante.
(Attenzione) La barra ago viene sollevata, ruotando la macchina nel senso inverso, quasi alpunto
morto superiore. Questo avrà come risultato lo sfilamento del filo dell'ago. È quindi
necessario regolare correttamente la lunghezza del lo rimanente dopo il taglio del lo.
Funzione di mantenimento della barra ago nella sua posizione iniziale (Impostazione della
⑯
funzione No. 58, 61 e 179)
Quando la barra ago è nella sua posizione specicata, essa viene mantenuta in tale posizione mediante
una frenata dolce.
Funzione di mantenimento della barra ago nella sua posizione iniziale (Impostazione di funzione No.58)
5 8 0
0 : off Il mantenimento della barra ago nella sua posizione iniziale è disa-
bilitato.
1 : on Il mantenimento della barra ago nella sua posizione iniziale è abili-
tato. (la forza di mantenimento è debole.)
2 : on Il mantenimento della barra ago nella sua posizione iniziale è abili-
tato. (la forza di mantenimento è media.)
3 : on Il mantenimento della barra ago nella sua posizione iniziale è abili-
tato. (la forza di mantenimento è forte.)
Tempo di mantenimento della barra ago nella sua posizione iniziale (impostazione della funzione No. 61)
Questa funzione annulla automaticamente la funzione No. 58 dopo la scadenza del tempo impostato quando quest'ultima è nello stato ON.
Questa funzione dovrebbe essere utilizzata quando si desidera girare la puleggia della macchina per cucire dopo il completamento della cucitura.
6 1
0 : La funzione è disabilitata.
0
Il mantenimento della barra ago nella sua posizione iniziale è abilitato in ogni momento.
100 - 3000 ms < 100ms >
Termine per il mantenimento della barra ago nella sua posizione iniziale (Impostazione della funzione No. 179)
Il termine per il mantenimento della barra ago nella sua posizione iniziale viene impostato.
7 9 01
0 : La funzione è disabilitata. (nessun limite)
da 1 a 10 min.
Funzione di commutazione automatica/pedale per la velocità di cucitura dell'affrancatura ll'inizio
⑰
di cucitura (Impostazione di funzione No.59)
Questa funzione selezione se l'affrancatura all'inizio di cucitura viene eseguita ininterrottamente alla velocità impostata tramite l'impostazione di funzione No.8 oppure la cucitura viene eseguita alla velocità controllata dal pedale.
5 9 1
0 : Manual. La velocità viene controllata dal pedale.
1 : Auto. Cucitura automatica alla velocità impostata.
(Attenzione) 1. La velocità massima di cucitura dell'affrancatura all'inizio di cucitura è limitata alla ve-
locità impostata tramite l'impostazione di funzione No.8 indifferentemente al pedale.
2. Quando "0" è selezionato, i punti dell'affrancatura potrebbero non corrispondere a
quelli della cucitura di trasporto normale.
– 37 –

Funzione di arresto immediatamente dopo l'affrancatura all'inizio di cucitura (Impostazione della
⑱
funzione No.60)
Questa funzione arresta temporaneamente la macchina per cucire anche quando la parte anteriore del pedale è tenuta premuta al termine del processo di affrancatura all'inizio di cucitura.
Questa funzione è usata quando si procede alla cucitura di una piccola lunghezza con l'affrancatura all'inizio di cucitura.
6 0 0
0 :
Funzione di arresto temporaneo della macchina per cucire immediatamente dopo l'affrancatura all'inizio di cucitura non è operante.
1 :
Funzione di arresto temporaneo della macchina per cucire imme-
diatamente dopo l'affrancatura all'inizio di cucitura è operante.
Funzione di riduzione della velocità dell'affrancatura all'inizio di cucitura (Impostazione della
⑲
Arresta la macchina per
cucire temporaneamente
per cambiare la direzione
del prodotto di cucitura.
funzione No.92)
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio di cucitura: Uso normale dipendente
dalla condizione del pedale (La velocità viene accelerata no alla velocità massima senza interruzione.)
Questa funzione è usata quando l'arresto temporaneo è usato in modo appropriato. (Polsini e l'attacco dei polsini)
0 : Velocità non viene ridotta.
9 2 0
1 : Velocità viene ridotta.
Arresto temporaneo
Funzione di selezione della curva del pedale (Impostazione della funzione No.87)
⑳
Viene cucito senza fermarsi
senza interruzione.
Questa funzione può effettuare la selezione della curva del numero di giri della macchina per cucire contro
la quantità di pedaleggio del pedale. Effettuare la selezione quando si sente che l'operazione di sposta-
mento graduale è difcile o che la risposta del pedale è lenta.
8
7 0
Da 1 a 10
0 : Numero di giri della macchina per cucire in termini della
0
quantità di pedaleggio del pedale aumenta in modo lineare.
Da – 1 a – 10 : Reazione alla velocità intermedia in termini della
quantità di pedaleggio del pedale è ritardata.
Da 1 a 10 : Reazione alla velocità intermedia in termini della
quantità di pedaleggio del pedale è avanzata.
Funzione di spostamento alla posizione di stop sollevata del movimento iniziale (Impostazione
Numero di giri (sti/min)
Corsa del pedale (mm)
Da – 1 a – 10
della funzione No. 90)
Valido/non valido del ritorno automatico alla posizione di stop sollevata immediatamente dopo l'accensione
può essere impostato.
0 : La funzione è disabilitata. (Trova l'origine mantenendo premendo la par-
9
0 2
te anteriore del pedale)
1 : Posizione di arresto con l'ago sollevato al momento dell'avvio
2 : Posizione di arresto con l'ago sollevato tramite la rotazione inversa al
momento dell'avvio
Funzione aggiunta all'interruttore di compensazione con l'ago su/giù (Impostazione della funzione No.93)
L'operazione di un punto può essere effettuata solo quando l'interruttore di compensazione con l'ago su/giù viene premuto al momento dell'arresto nella posizione sollevata immediatamente dopo aver acceso l'interruttore
dell'alimentazione o al momento dell'arresto nella posizione sollevata immediatamente dopo il taglio del lo.
0 : Normale (soltanto la cucitura di compensazione con l'ago su/giù)
9
3 0
1 : L'operazione di cucitura di compensazione con un punto (Arresto nella
posizione sollevata → arresto nella posizione sollevata) viene effettuata solo quando la sopraccitata commutazione viene fatta.
2 :
La funzione di abbassamento dell’ago funziona dopo il taglio del lo.
3 : La funzione di abbassamento dell’ago con l’operazione di 2 più l’ope-
razione di abbassamento del pressore e il sollevamento dell’ago con
l’operazione di taglio del lo viene aggiunto.
– 38 –

Selezione della funzione di avvio della macchina (Impostazione della funzione No. 72)
Questa funzione viene utilizzata per limitare l'accelerazione dell'avvio della macchina per cucire.
Questa funzione deve essere utilizzata per migliorare il funzionamento con comando ad azione mantenuta
e per ridurre lo sfarfallio della lampada per l'area intorno all'ago.
0 : Nessun limite all'accelerazione dell'avvio
da 1 a 250 : Quantità limitata di accelerazione dell'avvio
Funzione di non stop con la cucitura continua + la cucitura "di un colpo" (Impostazione della
funzione No.94)
Questa funzione viene usata per passare da un passo al passo successivo senza fermare la macchina per
cucire alla ne del passo quando si esegue la cucitura combinando la cucitura continua con la cucitura ad
un colpo tramite la funzione di programmazione del pannello operativo IT.
0 : Normale (La macchina per cucire si ferma quando un passo viene
1 : La macchina per cucire prosegue il passo successivo senza fermarsi
Impostazione del numero di giri max. della testa della macchina per cucire (Impostazione della
funzione No.96)
Questa funzione può impostare il numero di giri max. della testa della macchina per cucire il quale si desidera usare. Il limite superiore del valore di impostazione varia a seconda della testa della macchina per
cucire da collegare.
7 2 32 7
9
4 0
completato.)
dopo che un passo viene completato.
da 150 a Max sti/min <50sti/min>
9 6 083 0
Compensazione dell'angolo di riferimento dell'albero principale (Impostazione della funzione No. 120)
L'angolo di riferimento dell'albero principale viene compensato.
21 0 0
Gamma di impostazione : dal – 50 al 50˚ <1˚>
Compensazione dell'angolo di partenza della posizione sollevata (Impostazione della funzione No. 121)
21 1 0
Gamma di impostazione : dal – 15 al 15˚ <1˚>
Compensazione dell'angolo di partenza della posizione abbassata (Impostazione della funzione No. 122)
21 2 0
Gamma di impostazione : dal – 15 al 15˚ <1˚>
Impostazione della funzione di risparmio energetico durante la modalità standby (Impostazione
della funzione No. 124, 128)
È possibile ridurre il consumo di energia elettrica mentre la macchina per cucire è nello stato di standby. Tenere presente, tuttavia, che l'avvio della macchina per cucire potrebbe ritardare momentaneamente se questa
funzione è impostata.
Impostazione della funzione di risparmio energetico durante la modalità standby (Impostazione della funzione No. 124)
21 4 0
1 : Il modo di risparmio energetico è valido.
Tempo di commutazione della modalità di risparmio energetico (Impostazione della funzione No. 128)
Questa funzione viene utilizzata per l'impostazione del tempo trascorso dall'inizio dello stato di attesa no
a quando la modalità di funzionamento viene commutata alla modalità di risparmio energetico.
21 8 0
L'angolo per rilevare la partenza della posizione sollevata viene compensato.
L'angolo per rilevare la partenza della posizione abbassata viene compensato
0 : Il modo di risparmio energetico è non valido.
Gamma di impostazione : dal 0 al 60 <ms>
.
– 39 –

Impostazione del numero di punti per l'annullamento automatico dell'uscita del sollevamento/
abbassamento alternato (impostazione della funzione No. 144)
L'uscita del sollevamento/abbassamento alternato viene annullata quando il numero di punti impostato è
stato cucito (0: L'annullamento automatico è disabilitato). Dopo che l'uscita del sollevamento/abbassamento alternato viene erogata per il numero di punti impostato, l'uscita viene disattivata. Quando lo "0" è impostato, questa funzione non funziona. (Tuttavia, il numero di punti effettivamente cucito può essere superiore a quello impostato a seconda della velocità di cucitura.)
0 : L'annullamento automatico è disabilitato.
41 4 0
1 - 30 punti
Selezione dell'uscita del sollevamento/abbassamento alternato dopo il taglio del lo (impostazione
della funzione No. 146)
L'uscita del sollevamento/abbassamento alternato viene forzatamente portata nello stato ON o nello stato
OFF dopo il taglio del lo.
Quando questa funzione è impostata su "Disabilitata," l'uscita del sollevamento/abbassamento alternato
mantiene lo stato esistente prima del taglio del lo.
Quando il valore di impostazione è "1," l'uscita del sollevamento/abbassamento alternato viene portata nel-
lo stato OFF. Quando il valore di impostazione è "2," l'uscita viene portata nello stato ON.
0 : Disabilitata
41 6 0
1 : OFF
2 : ON
Selezione dell'uscita iniziale del sollevamento/abbassamento alternato (impostazione della
funzione No. 147)
L'uscita del sollevamento/abbassamento alternato viene forzatamente portata nello stato ON o nello stato
OFF quando si attiva l'alimentazione.
Quando questa funzione è impostata su "Disabilitata," l'uscita del sollevamento/abbassamento alternato
viene riportata allo stato in cui la funzione è stata impostata prima dell'ultima disattivazione dell'alimentazione.
Quando il valore di impostazione è "1," l'uscita del sollevamento/abbassamento alternato viene portata nel-
lo stato OFF. Quando il valore di impostazione è "2," l'uscita viene portata nello stato ON.
0 : Disabilitata
4
1 7 0
1 : OFF
2 : ON
Uscita del 2 pitch durante l'affrancatura all'inizio/alla fine della cucitura (impostazione della
funzione No. 148)
L'uscita del 2 pitch viene impostata nello stato ON durante il controllo dell'affrancatura all'inizio/alla ne della cucitura.
0 : La funzione è nello stato OFF.
41 8 0
1 : La funzione è nello stato ON.
Inversione dell'uscita del 2 pitch durante l'uscita del sollevamento/abbassamento alternato
(impostazione della funzione No. 149)
Lo stato dell'uscita del 2 pitch viene erogato invertendolo in sincronia con l'uscita del sollevamento/abbassamento alternato.
L'uscita del 2 pitch viene commutata a "OFF" se essa è impostata nello stato ON oppure a "ON" se essa è
impostata nello stato OFF quando si commuta l'uscita del sollevamento/abbassamento alternato.
0 : La funzione è nello stato OFF.
41 9 0
1 : La funzione è nello stato ON.
– 40 –

Selezione dell'uscita iniziale del 2 pitch (impostazione della funzione No. 150)
L'uscita del 2 pitch viene forzatamente portata nello stato ON o nello stato OFF quando si attiva l'alimentazione.
Quando questa funzione è impostata su "Disabilitata," l'uscita del 2 pitch viene riportata allo stato in cui la
funzione è stata impostata prima dell'ultima disattivazione dell'alimentazione.
Quando il valore di impostazione è "1," l'uscita del 2 pitch viene portata nello stato OFF. Quando il valore di
impostazione è "2," l'uscita viene portata nello stato ON.
0 : Disabilitata
51 0 0
1 : OFF
2 : ON
Funzione di allineamento tra la pausa e il punto (impostazione della funzione No. 151)
Quando l'affrancatura/cucitura sovrapposta è specicata, la macchina per cucire si ferma temporaneamente ad ogni angolo del modello di cucitura all'inizio e alla ne della cucitura e durante la cucitura sovrappo-
sta.
(Attenzione) Quando questa funzione viene portata nello stato ON, le impostazioni della funzione dal
No. 51 al No. 53 sono disabilitate.
0 : La funzione è nello stato OFF.
51 1 0
1 : La funzione è nello stato ON.
Funzione di inttimento per l'inizio/ne della cucitura (impostazione della funzione No. 154)
Si ferma temporaneamente
a questi punti.
Nel caso della testa della macchina per cucire dotata della funzione di inttimento, la macchina per cucire
effettua l'inttimento invece dell'affrancatura automatica.
Questa funzione dovrebbe essere utilizzata quando non si desidera eseguire l'affrancatura ma si desidera
impedire lo slamento dal materiale del lo all'inizio e alla ne della cucitura.
0 : La funzione è nello stato OFF.
51 4 0
1 : La funzione è nello stato ON.
Funzione di pinzatura del lo dell'ago (impostazione della funzione No. 156)
Selezione tra l'abilitazione/disabilitazione della funzione di pinzatura del lo dell'ago
0 : L'abilitazione/disabilitazione viene commutata con l'interruttore di abili-
5
1 6 0
tazione del funzionamento.
1 : La funzione è disabilitata.
2 : La funzione è abilitata.
Funzione di rilevamento della quantità rimanente di lo della bobina (impostazione della funzione
No. 167 e No. 168)
Abilitazione/disabilitazione della funzione di rilevamento della quantità rimanente di lo della bobina (impostazione della funzione No. 167)
Viene impostata l'abilitazione/disabilitazione della funzione di rilevamento della quantità rimanente di lo della
bobina nel caso in cui venga utilizzato il dispositivo di rilevamento della quantità rimanente di lo della bobina.
0 : Disabilitata
61 7 1
1 : Abilitata
Funzione di rilevamento della quantità rimanente di lo della bobina (impostazione della funzione No. 168)
Fare riferimento al Manuale d'Istruzioni per il dispositivo per i dettagli circa l'impostazione.
61 8 0
– 41 –

Funzione di cucitura di inttimento all'inizio della cucitura (impostazione della funzione No. 196, 197)
Vengono specicate le condizioni in cui la funzione di cucitura di inttimento per l'inizio della cucitura è
abilitata/disabilitata. Possono essere prevenuti slacciamenti del lo e salti di punto effettuando la cucitura di inttimento all'inizio della cucitura.
Impostazione della funzione No. 196 Funzione di cucitura di inttimento all'inizio della cucitura
91 6 0
0: La funzione è disabilitata
1: La funzione è abilitata
2: La funzione è abilitata quando l'affrancatura all'inizio della
cucitura è disabilitata. La funzione è disabilitata quando l'affrancatura all'inizio della cucitura è abilitata.
Impostazione della funzione No. 197 Numero di punti di inttimento all'inizio della cucitura
91 7 2
Campo di impostazione: Da 0 a 19 punti
(Valore iniziale: 2 punti)
Nel caso in cui l'affrancatura
per l'inizio della cucitura non
venga effettuata (Esempio 1)
Nel caso in cui l'affrancatura
per l'inizio della cucitura
venga effettuata (Esempio 2)
Quando il numero di punti di inversione del trasporto è impostato su 0 (zero), la
funzione di cucitura di inttimento per l'inizio della cucitura non funziona all'inizio
della cucitura. Quando esso è impostato su 1 o 2, la funzione di cucitura di
inttimento per l'inizio della cucitura funziona.
Quando il numero di punti di inversione del trasporto è impostato su 0 (zero) o 2,
la funzione di cucitura di inttimento non funziona all'inizio della cucitura.
Quando esso è impostato su 1, la funzione di cucitura di inttimento per l'inizio
della cucitura funziona.
(Esempio 1) Nel caso in cui la funzione di affrancatura per l'inizio della cucitura sia disabilitata:
(Valore di impostazione: 0) (Valore di impostazione: 1 o 2)
Posizione di inizio della cucitura
Posizione di inizio della cucitura
Cucitura di
inttimento
{
(Esempio 2) Nel caso in cui la funzione di affrancatura per l'inizio della cucitura sia abilitata:
(Valore di impostazione: 0 o 2) (Valore di impostazione: 1)
Posizione di inizio della cucitura
B
A
Posizione di inizio della cucitura
Cucitura di
inttimento
{
B
A
Nel caso in cui la funzione di affrancatura per l'inizio della cucitura sia abilitata, le posizioni di inizio e
ne della cucitura non sono allineate l'una all'altra se il valore di impostazione è 1 (Valore di impostazio-
ne: 1).
Al ne di allinearle l'una all'altra, modicare l'impostazione come descritto di seguito:
Impostare la funzione di cucitura di inttimento per l'inizio della cucitura su 0 (zero) (Valore di imposta-
・
zione: 0).
Prendendo in considerazione il numero di punti impostato mediante l'impostazione della funzione No.
・
197, ridurre il numero di punti di inversione del trasporto all'inizio della cucitura nella zona A oppure
aumentarlo nella zona B.
– 42 –

Funzione di sensore ottico (Impostazione della funzione No. 235, 236, 237, 238, 239, 242, 247 e 251)
Funzione di sensore ottico (Impostazione della funzione No. 235)
Abilitare questa funzione, se deve essere utilizzata.
Prima di abilitare questa funzione, assegnare l'ingresso del sensore ottico con il No. 12.
(Attenzione) Questa funzione può essere impostata solo per il CP-18. Per gli altri pannelli operativi,
impostare il sensore ottico con gli interruttori sul pannello.
0: La funzione di sensore ottico è disabilitata.
32 5 0
1: La funzione di sensore ottico è abilitata.
Funzione di ltro del sensore ottico (Impostazione della funzione No. 236)
Questa funzione ltra l'ingresso del sensore ottico.
Utilizzare questa funzione in combinazione con "Impostazione della funzione No. 237: Numero di punti per
il ltro del sensore ottico."
0: La funzione di ltro del sensore ottico è disabilitata.
32 6 0
1: La funzione di ltro del sensore ottico è abilitata.
Numero di punti per il ltro del sensore ottico (Impostazione della funzione No. 237)
Viene impostato il numero di punti per il quale viene ltrato l'ingresso del sensore ottico.
Viene utilizzato quando "Impostazione della funzione No. 236: Numero di punti per il ltro del sensore otti-
co" è abilitato.
da 0 a 99 punti
32 7 0
Direzione di cucitura
Segnale del sensore
Ingresso del sensore
No.237
Numero di punti per arrestare la macchina per cucire dopo l'ingresso del sensore ottico (Impostazione della
funzione No. 238)
Il numero di punti da cucire dall'ingresso del sensore ottico all'arresto della macchina per cucire viene impostato.
(Attenzione) Questa funzione può essere impostata solo per il CP-18. Per gli altri pannelli operativi,
impostare il numero di punti per arrestare la macchina per cucire dopo l'ingresso del
sensore ottico con gli interruttori sul pannello.
da 0 a 99 punti
32 8 7
Numero di volte del rilevamento del sensore ottico (Impostazione della funzione No. 239)
La macchina per cucire effettua il taglio automatico del lo quando viene raggiunto il numero di volte impo-
stato che l'ingresso del sensore ottico viene attivato.
da 1 a 15 volte
32 9 1
Funzione di limitazione della velocità tramite la pressione del pedale (Impostazione della funzione No. 242)
Questa funzione limita la velocità di cucitura al momento dell'ingresso del sensore ottico.
(Attenzione) Questa funzione può essere impostata su "3" solo per il CP-18. Per gli altri pannelli
operativi, impostare questa funzione con gli interruttori sul pannello.
0: La funzione è disabilitata.
42 2 0
1: Fissata alla velocità della cucitura ad un colpo
2: Limitata alla velocità della cucitura ad un colpo
3: Quando il sensore ottico è abilitato, la macchina per cucire funziona con
la modalità automatica alla pressione del pedale.
Funzione di proibizione del taglio del lo del sensore ottico (Impostazione della funzione No. 247)
Il taglio del lo attivato dall'ingresso del sensore ottico è proibito.
(Attenzione) Questa funzione può essere impostata solo per il CP-18. Per gli altri pannelli operativi,
impostare questa funzione con gli interruttori sul pannello.
0: Il taglio del lo è abilitato.
42 7 0
1: Il taglio del lo è disabilitato (l'uscita del solenoide è proibita).
Commutazione della logica dell'ingresso del sensore ottico (Impostazione della funzione No. 251)
Nel caso in cui si utilizzino due o più sensori ottici, il metodo di recupero dell'ingresso viene selezionato.
0: Ingresso OR
52 1 0
1: Ingresso AND
– 43 –

9. Compensazione automatica per rendere neutrale il sensore del pedale
Ogni volta che il sensore del pedale, molla, ecc. vengono sostituiti, assicurarsi di effettuare le seguenti
operazioni :
❶
Ⓐ
Ⓑ
1) Premento interruttore
❹
, ac-
cendere l'interruttore dell'alimentazione.
2) Il valore di compensazione viene visualizzato sull'indicatore Ⓑ.
❷
(Attenzione) 1. A questo punto, il sensore del pedale non funziona correttamente se il pedale è pre-
muto. Non appoggiare il piede o alcun oggetto sul pedale. Viene emesso il suono di
avvertimento "pio" e il valore corretto di compensazione non viene visualizzato.
2. Nel caso in cui venissero visualizzati altri ("-0-" o "-8-") all'infuori di un valore numerico sull'indicatore
❺❹❸
❻
Ⓑ
❼
, fare riferimento al Manuale di Manutenzione.
3) Spegnere l'interruttore dell'alimentazione e accendere l'interruttore dell'alimentazione dopo aver chiuso il coperchio anteriore. La macchina ritorna al movimento normale.
(Attenzione) Assicurarsi di riaccendere l'interruttore dell'alimentazione quando uno o più secondi
sono passati dopo lo spegnimento dello stesso. (Se l'operazione di ON-OFF (accensione-spegnimento) viene effettuata più rapidamente di quanto sopra, l'impostazione potrebbe non cambiare regolarmente.)
10. Selezione della specica del pedale
Quando il sensore del pedale è stato sostituito, modicare il valore di impostazione dell'impostazione della
funzione No. 50 in base alle caratteristiche tecniche del pedale nuovamente collegato.
0 : KFL
1 : PFL
(Attenzione) Sensore del pedale con le
due molle poste alla parte
posteriore del pedale è il tipo
PFL, e quello con una molla
è il tipo KFL. Impostare il
sensore del pedale al PFL
quando si solleva il piedino
premistoffa premendo la
parte posteriore del pedale.
❷
❶
Ⓐ
❺❹❸
❻
Ⓑ
❼
– 44 –

11. Allineamento dei punti per l'affrancatura alla ne della cucitura (per materiali
pesanti)
In particolare nel caso della testa della macchina per materiali pesanti, i punti non sono sempre allineati
nella sezione mostrata in gura qui sotto anche se il tempismo dell'affrancatura alla ne della cucitura viene corretto. In questo caso, impostare la seguente funzione per allineare i punti.
Nella fase in cui la macchina per cucire inizia l'af-
①
francatura, la velocità di rotazione della macchina per cucire nella sezione in cui la macchina per
cucire viene fatta ruotare a bassa velocità, ora
può essere modicata.
Impostazione di funzione No. 64
Velocità
Sezione EBT
Sezione a bassa
velocità
①
Tempo
Standard
Testa della macchina LU-2810ES-7 (Materiali
Condizione
pesanti)
Passo 6 mm
Numero di punti 4 punti
ARTICOLO No. 64 180 sti/min
Il passo del
punto viene
accorciato
Disallineato
Esempio di impostazione dell'impostazione della
funzione No. 64
Testa della macchina LU-2810ES-7 (Materiali
Condizione
pesanti)
Passo 6 mm
Numero di punti 4 punti
ARTICOLO No. 64 0 sti/min
– 45 –

12. Funzione di ingresso/uscita dell'interruttore a mano e interruttore a ginocchiera
❶
Ⓐ
Ⓑ
❽
La gura dell'interruttore a mano della
LU-2810ES-7 è mostrata qui sopra.
❷
❺❹❸
❻
❼
Per la testa della macchina per cucire che è dotata dell'interruttore a mano o interruttore a ginocchiera, la
funzione di ingresso/uscita dell'interruttore può essere impostata premendo l'interruttore durante l'operazione
di impostazione della funzione.
In questo momento, la funzione di ingresso/uscita dell'interruttore a mano e la funzione di ingresso
dell'interruttore a ginocchiera possono essere modicate.
Fare riferimento a "III-8.⑦ Lista delle funzioni di ingresso" p.30 e "III-8.⑦ Lista delle funzioni di
uscita" p.32 per le funzioni selezionabili.
Una pressione sull'interruttore abilita l'impostazione della funzione di ingresso. Un'altra pressione
sull'interruttore abilita l'impostazione della funzione di uscita.
Va ricordato, tuttavia, che la funzione di uscita dell'interruttore che non è dotato del LED di uscita non può
essere impostata.
* Esempio) Per assegnare la funzione di taglio del lo all'interruttore BT
9 6 083 0
3i 2 b T
3i 2 ST W
Illuminazione
alternata
3i 2 4
1. Premento interruttore
2. Premere l'interruttore
3. Premere l'interruttore
zione di taglio del lo "TSW".
4. Premere l'interruttore
, accendere l'interruttore dell'alimentazione.
❼
.
❽
e l'interruttore
❺
e l'interruttore
❸
zione di taglio del lo "TSW".
per visualizzare la fun-
❻
per confermare la fun-
❹
– 46 –

13. Uso dell'interruttore a mano e interruttore a ginocchiera
❶
❷
Per la testa della macchina per cucire che è dotata dell'interruttore a mano o interruttore a ginocchiera,
l'abilitazione/disabilitazione dell'interruttore può essere selezionata premendo l'interruttore durante
l'impostazione con un semplice tocco.
* Esempio) Disabilitazione dell'interruttore BT
MAL P o n
b T Fo F
1. Portare la SC-923 nella modalità di impostazione facendo riferimento a
2. Premete l'interruttore BT
Ⓐ
❺❹❸
❻
4. Impostazione con un semplice tocco" p.15
❼
Ⓑ
❽
La gura dell'interruttore a mano della
LU-2810ES-7 è mostrata qui sopra.
.
per visualizzare "bT oFF".
❽
"III-
MAL P o n
3. Automaticamente dopo un secondo o premendo uno degli interruttori da
a ❼, la visualizzazione ritorna allo stato precedente.
❶
– 47 –

14. Procedura di selezione della funzione di serratura a chiave
L'impostazione del numero di punti per un modello di cucitura può essere proibita redendo valida la funzione di serratura a chiave.
1) Accendere l'interruttore dell'alimenta-
❶
Ⓐ
Ⓑ
zione tenendo premuto l'interruttore
e l'interruttore
❺
.
❻
2) "KEY LOCK" è visualizzato sugli indicatori Ⓐ e Ⓑ con il suono "pio", e la
funzione di serratura a chiave è resa
valida.
3) Il pannello ritorna al funzionamento
normale dopo aver visualizzato "KEY
❷
❺❹❸
❻
❼
LOCK" sugli indicatori.
4) Quando la funzione di serratura a chiave è valida, "KEY LOCK" viene visualizzato sugli indicatori
quando si attiva l'alimentazione.
5) Quando si ripetono le operazioni da 1) a 3), "KEY LOCK" non viene visualizzato quando si attiva l'alimentazione e la funzione di serratura a chiave viene resa non valida.
Indicazione "KEY LOCK" quando si attiva l'alimentazione
・
L'indicazione appare: La funzione di serratura a chiave è valida.
L'indicazione non appare: La funzione di serratura a chiave è non valida.
15. Modalità di inizializzazione dei dati di impostazione
Tutti i contenuti dell'impostazione della funzione del SC-923 possono essere riportati ai valori di impostazione standard.
1) Accendere l'interruttore dell'alimentazione tenendo premuto tutti gli inter-
❶
Ⓐ
Ⓑ
ruttori
❹
,
❺
e
❻
.
2) "rS" viene visualizzato sull'indicatore
con il suono "pio", e l'inizializzazio-
Ⓑ
ne comincia.
3)
Il cicalino suona dopo circa un secondo
(suono singolo tre volte, "pio", "pio" e
❷
❺❹❸
❻
❼
"pio"), ed i dati di impostazione ritornano ai valori di impostazione standard.
(Attenzione) Non spegnere la macchina sulla via di operazione di inizializzazione. Questo potrebbe
danneggiare il programma dell'unità principale.
4) Spegnere l'interruttore dell'alimentazione, accendere di nuovo l'interruttore dell'alimentazione per ritornare al modo operativo normale.
(Attenzione) 1. Quando si effettua l'operazione di cui sopra, anche il valore di compensazione del pun-
to neutro del sensore del pedale è inizializzato. È pertanto necessario effettuare l'operazione di compensazione automatica del punto neutro del sensore del pedale prima
di usare la macchina per cucire. (Consultare
rendere neutrale il sensore del pedale" p.44.)
2. Quando si effettua l'operazione di cui sopra, anche i valori di regolazione della testa
della macchina sono inizializzati. È quindi necessario effettuare la regolazione della testa della macchina prima di usare la macchina per cucire.(Consultare
di sostegno alla produzione" p.17.)
3. Anche quando questa operazione è effettuata, i dati di cucitura impostati tramite il pan-
nello operativo non possono essere inizializzati.
"III-9. Compensazione automatica per
"II-5. Fu nz io ne
– 48 –

16. Connettore di ingresso/uscita esterno
L'ingresso/uscita di impiego generico commutabile viene impostato all'impostazione della funzione No. 12
per il connettore di uscita esterna ❶ (CN51).
(Attenzione) Quando si utilizza il connettore, tenere presente che il lavoro deve essere effettuato da un
elettricista qualicato.
❶
Tabella di assegnazione del connettore e del segnale
CN51
Nome del
segnale
1 GND GND
No. 12 No. di
visualizzazione
Ingresso/
uscita
Descrizione Caratteristiche elettriche
2 GND GND
3 MA Uscita
4 OPI9 i17 Ingresso Ingresso dell'opzione 9 DC3,3V
5 OPI10 i18 Ingresso Ingresso dell'opzione 10 DC3,3V
6 OPI11 i19 Ingresso Ingresso dell'opzione 11 DC3,3V
7 OPI12 i20 Ingresso Ingresso dell'opzione 12 DC3,3V
8 OPI13 i21 Ingresso Ingresso dell'opzione 13 DC3,3V
9 OPI14 i22 Ingresso Ingresso dell'opzione 14 DC3,3V
10 OPI15 i23 Ingresso Ingresso dell'opzione 15 DC3,3V
11 OPI16 i24 Ingresso Ingresso dell'opzione 16 DC3,3V
12
13
14
15 OPO17 o25 Uscita Uscita dell'opzione 17 Collettore aperto NPN
16 OPO18 o26 Uscita Uscita dell'opzione 18 Collettore aperto NPN
17 OPO19 o27 Uscita Uscita dell'opzione 19 Collettore aperto NPN
24V Alimentazione
+
24V Alimentazione
+
5V Alimentazione
+
Segnale della rotazione 360 impulsi/
rotazione
DC5V
18 OPO20 o28 Uscita Uscita dell'opzione 20 Collettore aperto NPN
19 OPO21 o29 Uscita Uscita dell'opzione 21 Collettore aperto NPN
20
21
22
N.C.
N.C.
N.C.
Non collegato
Non collegato
Non collegato
No. di parte originale JUKI Connettore: No. di parte HK034610220
Pin contact: No. di parte HK03464000A
– 49 –

17. Come collegare il sensore del bordo del materiale
Per la SC-923, un sensore fotoelettrico disponibile in commercio può essere collegato e utilizzato come il
sensore del bordo del materiale.
Un esempio di collegamento è mostrato qui sotto.
N. di pin Segnale Osservazioni
2 GND 0V
11 OPI16
13 +24V Alimentazione
Ingresso del
sensore
❸
(Fascetta
fermacavi)
❷
(CN51)
Sistema
a 2 li
Sistema
a 3 li
❶
1) Collegare il sensore del bordo del materiale al
connettore ❶ (Molex, 22P).
Per il sistema a 2 li, collegare 0 V e l'ingres-
so del sensore al pin 2 e al pin 11, rispettivamente.
Per il sistema a 3 li, collegare 0 V, l'ingresso
del sensore e 24 V al pin 2, al pin 11 e al pin
13, rispettivamente.
2) Inserire il connettore
, che era collegato nel
❶
passaggio 1, nel connettore ❷ (CN51, 22P)
della SC-923.
3) Fare passare questi cavi attraverso il fermacavi e ssarli con il cavo del sensore del bordo del materiale con la fascetta fermacavi ❸
montata sulla faccia laterale della centralina.
4) Collegare CN51-11 (visualizzazione No. i24)
all'ingresso del sensore del bordo del materiale facendo riferimento a "III-8.⑦ Selezione
della funzione di ingresso/uscita optional
(Impostazione della funzione No. 12)"
p.29.
(Attenzione) 1. Assicurarsi di disattivare l'alimen-
tazione prima del collegamento.
2. Usare un sensore del bordo del
materiale funzionabile a 24 V.
3. Fare riferimento a "III-4.
Impostazione con un semplice
tocco" p.15 per come utilizzare
il sensore del bordo del materiale.
– 50 –

IV. MANUTENZIONE
1. Rimozione del coperchio posteriore
AVVERTIMENTO:
Per evitare pericoli di scosse elettriche o ferimenti causati dall'avvio improvviso della macchina per cucire,
prima di rimuovere il coperchio spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5
minuti o più. Per evitare ferimenti, quando un fusibile è saltato, aver cura di sostituirlo con uno nuovo con
la stessa capacità dopo aver spento l'interruttore dell'alimentazione ed eliminato la causa del fusibile saltato.
1) Premere il bottone OFF (escluso) dell'interruttore dell'alimentazione per spegnere la macchina
dopo aver confermato che la macchina per cucire
sia arrestata.
2) Estrarre il cavo di alimentazione dalla presa di
corrente dopo aver confermato che l'interruttore
dell'alimentazione sia spento. Eseguire il lavoro
del passo 3) dopo aver confermato che l'alimentazione elettrica sia stata tagliata e siano passati
5 minuti o più.
❷
3) Allentare la vite di ssaggio
Aprire il coperchio ❶.
❶
del coperchio ❶.
❷
❸
4) Per chiudere il coperchio
la vite di fissaggio ❷ facendo attenzione all'orientamento della fascetta fermacavi ❸ montata
sulla faccia laterale della centralina.
, stringere di nuovo
❶
2. Come sostituire fusibili dell'alimentazione
(1) Scheda a circuito stampato PWR
(Attenzione) L'illustrazione qui sotto mostra la scheda a circuito stampato PWR-T. Il tipo di scheda a
circuito stampato varia a seconda delle destinazioni.
1) Rimuovere tutti i cavi
che sono collegati alla
centralina di controllo.
2) Rimuovere il tirante a
snodo.
3) Rimuovere la centralina
❶
❷
di controllo dal supporto
del tavolo.
4) Tenendo la parte in
vetro del fusibile ❶, togliere il fusibile.
(Attenzione) Vi è il rischio di scosse elettriche durante la rimozione del fusibile. Assicurarsi di rimuo-
vere il fusibile dopo che il LED ❷ si è completamente spento.
5) Assicurarsi di utilizzare un fusibile della portata specicata
Numero di parte: KF000000080
6)
7)
8) Rimettere a posto il tirante a snodo. (Fare riferimento all'articolo
Fusibile ritardato - 250 V/3,15 A (Fusibile di protezione per il circuito di alimentazione)
❶:
Installare la centralina di controllo sul supporto del tavolo. (Fare riferimento all'articolo "II. MESSA A PUNTO" p.1.)
Collegare tutti i cavi alla centralina di controllo. (Fare riferimento all'articolo
"II-3. Installazione del tirante a snodo" p.8
– 51 –
"II-2. Collegamento dei cavi" p.4
.)
.)

(2) Scheda a circuito stampato CTL
❸
(Attenzione) Vi è il rischio di scosse elettriche durante la rimozione del fusibile. Assicurarsi di rimuo-
vere il fusibile dopo che il LED ❷ si è completamente spento.
1) Aprire il coperchio della centralina di controllo.
2) Sollevare la parte in vetro del fusibile
rimuoverlo.
(Attenzione) Al ne di evitare possibili scosse elettriche, assicurarsi che il LED
cuito stampato PWR sia completamente spento prima di rimuovere il fusibile.
3) Assicurarsi di utilizzare un fusibile della portata specicata
Fusibile ritardato - 250 V/3,15 A (Fusibile di protezione del circuito di alimentazione del solenoide)
❶:
Numero di parte: KF000000030
4) Chiudere il coperchio della centralina di controllo.
montato sulla scheda a circuito stampato CTL con le dita per
❸
della scheda a cir-
❷
– 52 –

3. Codice errore
Nei casi seguenti, prima di giudicare il caso come inconveniente controllare nuovamente.
Phenomenon Cause Corrective measure
Quando la macchina per cucire viene inclinata, il cicalino suqittisce e la
macchina per cucire non può essere
azionata.
I solenoide per il taglio del lo, l'affrancatura ecc. non riescono a funzionare. La lampada da lavoro non
si accende.
Anche quando il pedale viene premuto immediatamente dopo aver
acceso la macchina, la macchina
per cucire non gira. Quando il pedale viene premuto dopo aver premuto
la parte posteriore del pedale una
volta, la macchina per cucire gira.
La macchina per cucire non si ferma
anche quando il pedale viene riportato alla sua posizione di folle.
La posizione di arresto della macchi-
na per cucire varia (irregolare).
Il piedino premistoffa non si solleva
anche quando il dispositivo alzapiedino automatico è attaccato.
L'interruttore di inversione del trasporto non riesce a funzionare.
Lo spostamento alla posizione sollevata non riesce a lavorare quando
tutte le luci sul pannello sono illuminate.
La macchina per cucire non riesce a
girare.
Quando la macchina per cucire viene
inclinata senza spegnere l'interruttore
dell'alimentazione, viene presa l'azione mostrata a sinistra a scopo di
sicurezza.
Quando il fusibile per la protezione
dell’alimentazione del solenoide è
stato fatto saltare
La posizione di folle del pedale è variata.
(La posizione di folle potrebbe essere
spostata quando la pressione della
molla del pedale viene cambiata o
qualcosa di simile.)
Quando la vite nel volantino non è
stata serrata al momento della regolazione della posizione di arresto
dell'ago.
La funzione di sollevamento automatico del piedino premistoffa è OFF.
Il sistema di pedale è impostato al
sistema KFL.
Il cavo del dispositivo alzapiedino automatico non è collegato al connetto-
re (CN37).
Il piedino premistoffa si sta sollevando tramite il dispositivo alzapiedino
automatico.
Il dispositivo alzapiedino automatico
non è attaccato. Tuttavia, la funzione
di sollevamento automatico del piedi-
no premistoffa è ON.
Il modo operativo è nel modo di impostazione della funzione.
L’interruttore sulla scheda di circuito
stampato CTL è premuto dai li legati
e ne è risultato il predetto modo operativo.
Il cavo (4P) dell'uscita del motore è
scollegato.
Il connettore (CN30) del cavo del se-
gnale del motore è scollegato.
Inclinare la macchina per cucire dopo
aver spento la macchina.
Controllare il fusibile per la protezione dell’alimentazione del solenoide.
Effettuare l'operazione di compensazione automatica della posizione di
folle del sensore del pedale.
Serrare saldamente la vite nel volantino.
Selezionare "FL ON" tramite la selezione della funzione di sollevamento
automatico del piedino premistoffa.
Cambiare il ponticello all'impostazione PFL per sollevare il piedino premistoffa premendo la parte posteriore
del pedale.
Collegare il cavo correttamente.
Azionare l'interruttore dopo aver abbassato il piedino premistoffa.
Selezionare "FL OFF" quando il dispositivo alzapiedino automatico non
è attaccato.
Rimuovere il coperchio inferiore. Legare in un fascio i cavi instradandoli
secondo il regolare metodo di instradamento, come descritto nel Manuale d'Istruzioni.
Collegare il cavo correttamente.
Collegare il cavo correttamente.
– 53 –

Inoltre, ci sono i seguenti codici errore in questo dispositivo. Questi codici errore intercettano (o limitano la funzione) il problema ed informano l'operatore sul problema in modo che il problema non venga ingrandito qualo-
ra si vericassero dei problemi. Quando si richiede la nostra assistenza, si prega di confermare i codici errore.
Procedura di controllo del codice di errore
❶
Ⓐ
Ⓑ
1)
Accendere l'interruttore dell'alimentazio-
ne tenendo premuto l'interruttore
2) L'ultimo numero di errore viene visualizzato sull'indicatore Ⓑ con il suono
"pio".
3)
I contenuti degli errori precedenti possono essere controllati premendo l'inter-
❷
ruttore
❺❹❸
❻
❼
(Quando la conferma dei contenuti
o l'interruttore
❸
.
❹
degli errori precedenti avanza fino
all’ultimo, il suono di avvertimento
squittisce in tono singolo due volte.)
(Attenzione) Quando l'interruttore
a quello attualmente visualizzato. Quando l'interruttore
viene premuto, viene visualizzato il codice di errore precedente
❸
viene premuto, viene visua-
❹
lizzato il codice di errore successivo a quello attualmente visualizzato.
Lista codice errore
Descrizione dell'errore
No.
− Coperchio del media
E000 Esecuzione inizializza-
E007 Svraccarico motore
E008 La testa indefinita della
E009 Il tempo di energizzazio-
E011(*) Il media non è inserito.
E012(*) Errore di lettura • I dati del media non possono essere letti. • Disattivare l'alimentazione e controllare il media.
E013(*) Errore di scrittura • I dati del media non possono essere scritti. • Disattivare l'alimentazione e controllare il media.
E014(*) Protezione da scrittura • Il media è nello stato di proibizione della
E015(*) Errore di formato • La formattazione non può essere eseguita. • Disattivare l'alimentazione e controllare il media.
E016(*) Capacità del media
E019(*) Dimensione eccessiva
E032(*) Errore di interscambiabi-
E041(*) Errore di registratore
E044(*) Errore di data e ora • Questo numero di errore viene visualizzato
* Il numero di errore contrassegnato con l'asterisco (*) viene visualizzato solo nel caso in cui si verichi un guasto quando il
pannello IT è collegato alla macchina per cucire
rilevato
aperto
zione (Questa non è
l'errore.)
macchina è selezionata.
ne del solenoide supera
il limite
esterno superata
del le
lità dei le
della cucitura
Causa supponibile dell'avvenimento Articoli da controllare
• Il coperchio dello slot del media è aperto. • Chiudere il coperchio.
• Quando la testa della macchina viene cambiata.
• Quando l’operazione di inizializzazione è
eseguita
• Quando la testa della macchina è bloccata.
• Quando si procede alla cucitura del materiale extrapesante oltre la garanzia della
testa della macchina.
• Quando il motore non gira.
• Il motore o l’elemento motore è rotto.
• La testa della macchina che non supporta
la SC-923 è selezionata.
• Il tempo predeterminato di energizzazione
del solenoide è superato.
• Il media non è inserito. • Disattivare l'alimentazione e controllare il media.
scrittura.
• La capacità del media è insufciente. • Disattivare l'alimentazione e controllare il media.
• Il le è troppo grande. • Disattivare l'alimentazione e controllare il media.
• Non c'è interscambiabilità dei le. • Disattivare l'alimentazione e controllare il media.
• Questo numero di errore viene visualizzato
in caso di anomalia nei dati di registratore
della cucitura.
in caso di anomalia nel funzionamento/dati
relativo alla data e l'ora.
• Controllare se il lo si è impigliato nella puleggia
motore.
• Controllare il connettore dell'uscita del motore
(4P) per collegamento lento e scollegamento.
• Controllare se c’è qualche resistenza quando il
motore viene girato manualmente.
• Controllare la selezione della testa della macchina utilizzando l'impostazione della funzione No.
95.
• Controllare se la testa della macchina è bloccata
dal rasalo.
• Controllare se la puleggia può essere ruotata in
modo liscio manualmente.
• Disattivare l'alimentazione e controllare il media.
• Controllare se i dati hanno qualche problema.
• Controllare se i dati hanno qualche problema.
.
❸
– 54 –

Descrizione dell'errore
No.
E053(*)
E055(*) Errore di gestione della
E056(*) Errore di gestione del
E057(*) Errore di monitor del
E065(*) Mancata trasmissione
E067(*) Mancata lettura dell'ID
E071 Sconnessione del con-
E072 Sovraccarico del motore
E079 Eccessivo assorbimento
E204(*) USB inserita
E205(*) Avvertimento di capacità
E220 Avvertimento di ingras-
E221 Errore di ingrassaggio
E302 Anomalia interruttore di
E303 Errore di sensore della
E499 Anomalia dei dati di pro-
E703(*) Il pannello operativo è
E704(*) Versione non corrispon-
E730 Anomalia codicatore
E731 Anomalia sensore di foro
* Il numero di errore contrassegnato con l'asterisco (*) viene visualizzato solo nel caso in cui si verichi un guasto quando il
pannello IT è collegato alla macchina per cucire
rilevato
Notifica dell'inizializzazione della funzione di
sostegno alla produzione
(Questo non è un errore.)
produzione
lavoro
tempo di passo
dei dati attraverso la
linea di trasmissione dei
dati
nettore di uscita del motore
al momento del movi-
mento di taglio del lo
di corrente del motore
rimanente della memoria
tampone ISS
saggio
rilevazione della caduta
(Quando l’interruttore di
sicurezza lavora.)
piastra semilunare
gramma semplicato
collegato alla macchina
per cucire inattesa. (Errore di modello di macchina per cucire)
dente del sistema
del motore
Causa supponibile dell'avvenimento Articoli da controllare
• Questo numero di errore viene visualizzato
dopo l'esecuzione dell'inizializzazione della
funzione di sostegno alla produzione o
dell'aggiornamento del programma.
• Questo numero di errore viene visualizzato
in caso di anomalia nei dati di gestione del
lavoro della gestione della produzione.
• Questo numero di errore viene visualizzato
in caso di anomalia nei dati.
• Questo numero di errore viene visualizzato
in caso di anomalia nei dati di monitor del
tempo di passo.
• Questo messaggio viene visualizzato nel
caso in cui i dati non possano essere inviati al personal computer attraverso la linea
di trasmissione dei dati.
• Questo messaggio viene visualizzato nel
caso in cui i dati nel le ID siano rotti.
• Sconnessione del connettore del motore • Controllare il connettore dell'uscita del motore
• Uguale a E007 • Uguale a E007
• Un carico eccessivo è applicato al motore
principale.
• Questo messaggio viene visualizzato nel
caso in cui si azioni la macchina per cucire
con la chiavetta USB inserita.
• Questo messaggio viene visualizzato nel
caso in cui la memoria tampone per memorizzare i dati ISS sia quasi piena.
Se la macchina per cucire viene utilizzata
continuamente con la memoria tampone
piena, i pezzi di dati memorizzati verranno
cancellati, iniziando da quello più vecchio.
• Quando il numero di punti predeterminato
è stato raggiunto.
• Quando il numero di punti predeterminato
è stato raggiunto e la cucitura non è possibile.
• Quando l'interruttore di rilevazione della
caduta viene immesso nello stato in cui la
macchina è accessa.
• Il segnale del sensore della piastra semilu-
nare non può essere rilevato.
• I dati di parametro di comando sono al di
fuori dell'intervallo specicato.
• Il pannello operativo non corrisponde al
modello di macchina per cucire nella comunicazione iniziale.
• La versione del sistema è diversa da quella
corretta nella comunicazione iniziale.
• Quando il segnale del motore non viene
immesso correttamente.
• Controllare se i dati hanno qualche problema.
• Controllare se i dati hanno qualche problema.
• Controllare se i dati hanno qualche problema.
• Controllare se i dati hanno qualche problema.
• Controllare se la linea di trasmissione dei dati ha
qualche problema.
• Controllare se i dati hanno qualche problema.
per collegamento lento e scollegamento.
• Controllare se la puleggia può essere ruotata
in modo liscio manualmente. (Quando si cuce il
materiale extrapesante il cui spessore supera il
valore garantito per la testa della macchina.)
• Rimuovere la chiavetta USB.
• Outputtare i dati.
•
Rifornire i posti specicati di grasso e ripristinare.
(Per ulteriori dettagli, consultare i dati della testa
della macchina.)
•
Rifornire i posti specicati di grasso e ripristinare.
(Per ulteriori dettagli, consultare i dati della testa
della macchina.)
• Controllare se la testa della macchina per cucire
è inclinata senza spegnere l'interruttore dell'a-
limentazione (il funzionamento della macchina
per cucire è proibito a scopo di sicurezza.)
• Controllare se la testa della macchina corrisponde all'impostazione del tipo di macchina.
• Controllare se il connettore del codicatore del
motore è scollegato.
• Immettere di nuovo il relativo programma sem-
plicato.
•
Impostare il programma semplicato su "Disabilitato."
• Collegare il pannello operativo al corretto model-
lo di macchina per cucire.
• Riscrivere la versione del sistema la quale può
essere utilizzata con il pannello operativo.
• Controllare il connettore del segnale del motore
(CN30) per collegamento lento e scollegamento.
• Controllare se il cavo del segnale del motore si
è rotto poiché il cavo è intrappolato nella testa
della macchina.
• Controllare se il senso di inserimento del connettore del codicatore del motore è scorretto.
– 55 –

Descrizione dell'errore
No.
E733 Rotazione inversa del
E799 Tempo esaurito per l'o-
E808 Corto circuito dell'elettro-
E811 Tensione anomala • Quando una tensione più alta di quella ga-
E900 Sovraccarico del driver
E902 Sovracorrente dell'albe-
E906 Anomalia trasmissione
E912 Errore di velocità dell'al-
E922 Albero principale fuori
E924 Errore di elemento IPM
E942 EEPROM difettosa
E955 Errore di sensore della
E963 Anomalia della tempera-
E977 Rilevamento della CPU
* Il numero di errore contrassegnato con l'asterisco (*) viene visualizzato solo nel caso in cui si verichi un guasto quando il
pannello IT è collegato alla macchina per cucire
rilevato
motore
perazione di taglio del
lo
valvola
del motore
ro principale
pannello operativo
bero principale
controllo
corrente elettrica
tura IPM
fuori controllo
Causa supponibile dell'avvenimento Articoli da controllare
• Questo errore si verica quando il motore
sta girando a 500 sti/min o più nel senso
opposto al senso di rotazione indicato durante il funzionamento dello stesso.
• L'operazione di controllo del taglio del lo
non viene completata entro il tempo pre-
stabilito (entro tre secondi).
• L'alimentazione dell'elettrovalvola non raggiunge la tensione normale.
rantita viene immessa.
• 200V è stata impostata al SC-923 di specica "100V".
• JA : 220V è applicato alla centralina 120V.
• CE : 400V è applicato alla centralina 230V.
• Quando una tensione più bassa di quella
garantita viene immessa.
• 100V è stata impostata al SC-923 di specica "200V".
• JA : 120V è applicato alla centralina 220V.
• Il circuito interno è rotto dalla sovratensione applicata.
• Uguale a E007 • Controllare se la puleggia può essere ruotata in
• Sovracorrente del motore principale • Controllare se la pulegge si muove a scatti o ha
• Scollegamento del cavo del pannello operativo.
• Il pannello operativo si è rotto.
• Anomalia della velocità • Controllare se la puleggia ha un gioco quando
• Anomalia del programma • Controllare se c'è una fonte di rumore nelle vici-
• Sovracorrente del motore principale • Controllare se la pulegge si muove a scatti o ha
• I dati non possono essere scritti sulla EEPROM.
• La corrente elettrica uisce mentre la macchina è a riposo.
• L'IPM produce calore. • Controllare se l'IPM è ssato in modo sicuro.
• Nel caso in cui si sia vericato un errore di
programma nella CPU
• Controllare se la testa della macchina corrispon-
de all'impostazione del tipo di macchina.
• Vericare se il cavo del codicatore del motore
dell'albero principale è collegato in modo errato.
•
Vericare se il cavo del motore dell'albero principale per l'alimentazione è collegato in modo errato.
• Controllare se la testa realmente installata della
macchina è diversa dalla selezione della testa
della macchina.
•
Controllare se il lo della testa della macchina è
intrappolato nel copripuleggia o qualcosa di simile.
•
Controllare se la tensione di alimentazione applicata è più alta della tensione nominale + (più) il 10%.
• Controllare se il connettore di commutazione
100V/200V è impostato scorrettamente.
Nei casi predetti, la scheda di circuito stampato
POWER è rotta.
• Controllare se la tensione è più bassa della tensione nominale - (meno) il 10%.
• Controllare se il connettore di commutazione
100V/200V è impostato scorrettamente.
• Controllare se il fusibile o la resistenza rigenerativa è rotto.
modo liscio manualmente.
un gioco quando viene girata manualmente.
• Controllare il connettore del pannello operativo
(CN38) per collegamento lento e scollegamento.
• Controllare se il cavo del pannello operativo si
è rotto poiché il cavo è intrappolato nella testa
della macchina.
viene girata manualmente.
nanze.
un gioco quando viene girata manualmente.
• Disattivare l'alimentazione.
• Controllare se la puleggia può essere ruotata in
modo liscio manualmente.
– 56 –
 Loading...
Loading...