


SC-923
KULLANMA KILAVUZU

İÇİNDEKİLER
I. SPESİFİKASYONLAR ................................................................................. 1
II. KURULUM .................................................................................................. 1
1. Masaya monte etme ............................................................................................................................ 1
2. Kabloların bağlanması........................................................................................................................ 4
3. Bağlantı kolunun takılması ................................................................................................................ 8
4. Makine kafasının ayar prosedürü ...................................................................................................... 9
5. Makine kafasının ayarlanması ........................................................................................................ 10
III. OPERATÖR İÇİN ......................................................................................11
1. Dikiş makinesini kullanma prosedürü ............................................................................................ 11
2. Çalışma paneli (CP-18) ..................................................................................................................... 12
3. Dikiş çeşidini kullanma prosedürü.................................................................................................. 13
(1) Geri beslemeli dikiş çeşidi ............................................................................................................13
(2) Üst üste binen dikiş çeşidi ............................................................................................................14
4. Tek dokunuşta çalıştırma ayarları ...................................................................................................15
5. Üretim destek fonksiyonu ................................................................................................................ 17
6. SC-923 ayar fonksiyonları ................................................................................................................ 20
7. Fonksiyon ayar listesi ...................................................................................................................... 22
8. Fonksiyon seçimi hakkında ayrıntılı açıklama ............................................................................... 28
9. Pedal sensörü nötr noktasının otomatik telasi ........................................................................... 44
10. Pedal spesikasyonlarının seçilmesi..............................................................................................44
11. Dikiş sonunda geri beslemeli dikiş için ilmek hizalaması (ağır malzemeler için) ....................... 45
12. Elle kullanılan düğme ve dizle kullanılan düğme giriş/çıkış fonksiyonu ..................................... 46
13. Elle kullanılan düğme ve dizle kullanılan düğme kullanımı .......................................................... 47
14. Tuş kilidi fonksiyonunu seçme işlemi ............................................................................................. 48
15. Girilmiş olan verilerin sıfırlanması .................................................................................................. 48
16. Dış giriş/çıkış konektörü ..................................................................................................................49
17. Malzeme kenarı sensörünün bağlanması ....................................................................................... 50
IV. BAKIM ...................................................................................................... 51
1. Arka kapağın çıkarılması .................................................................................................................. 51
2. Sigortanın değiştirilmesi .................................................................................................................. 51
(1) PWR PCB ..................................................................................................................................... 51
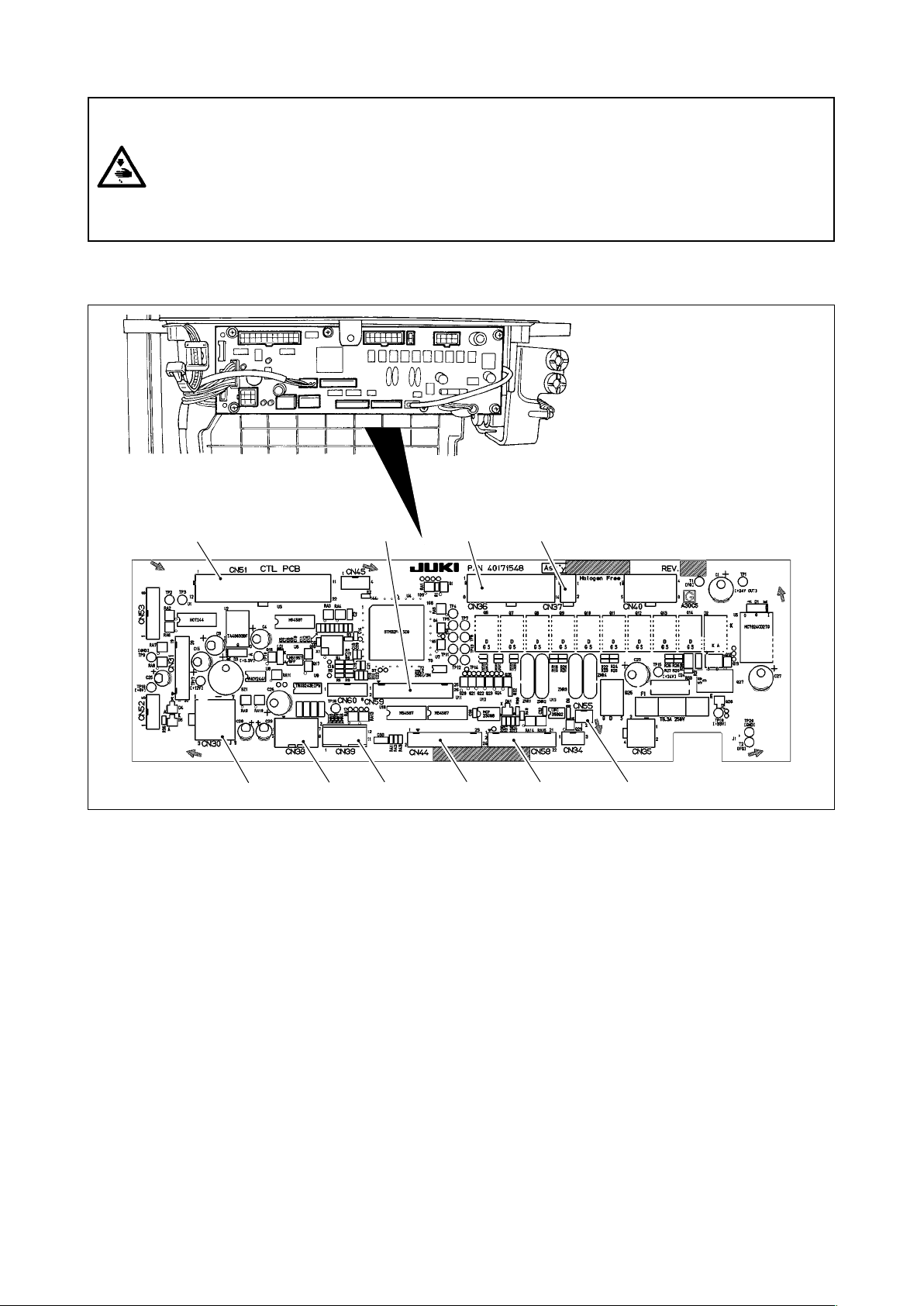
(2) CTL PCB .......................................................................................................................................52
3. Hata kodları ....................................................................................................................................... 53
i
I. SPESİFİKASYONLAR
Besleme gerilimi Tek faz 100 ile 120V arasında 3 faz 200 ile 240V arasında Tek faz 220 ile 240V arasında
Frekans 50Hz/60Hz 50Hz/60Hz 50Hz/60Hz
Çalışma ortamı
Giriş 600VA 600VA 600VA
Sıcaklık: 5 ile 35ºC arasında
Nem: 35 ile 85ºC arasında
Sıcaklık: 5 ile 35ºC arasında
Nem: 35 ile 85ºC arasında
Sıcaklık: 5 ile 35ºC arasında
Nem: 35 ile 85ºC arasında
* Elektrik gücü, LU-2810ES-7 makine kafasıyla donatılmış model için bir referans değerdir. Bu değer, seçilen
makine kafasına göre değişir.
II. KURULUM
SC-923 doğrudan tahrikli motora bağlı türde makine kafası ile bağımsız bir kontrol kutusu olarak kullanılabilir.
Kayış tahrikli türde makine kafası ile motor ünitesinin üzerine monte edilerek de kullanılabilir.
Bu kılavuz yukarıda bahsi geçen iki kurulum yöntemi için izlenecek prosedürü açıklar.
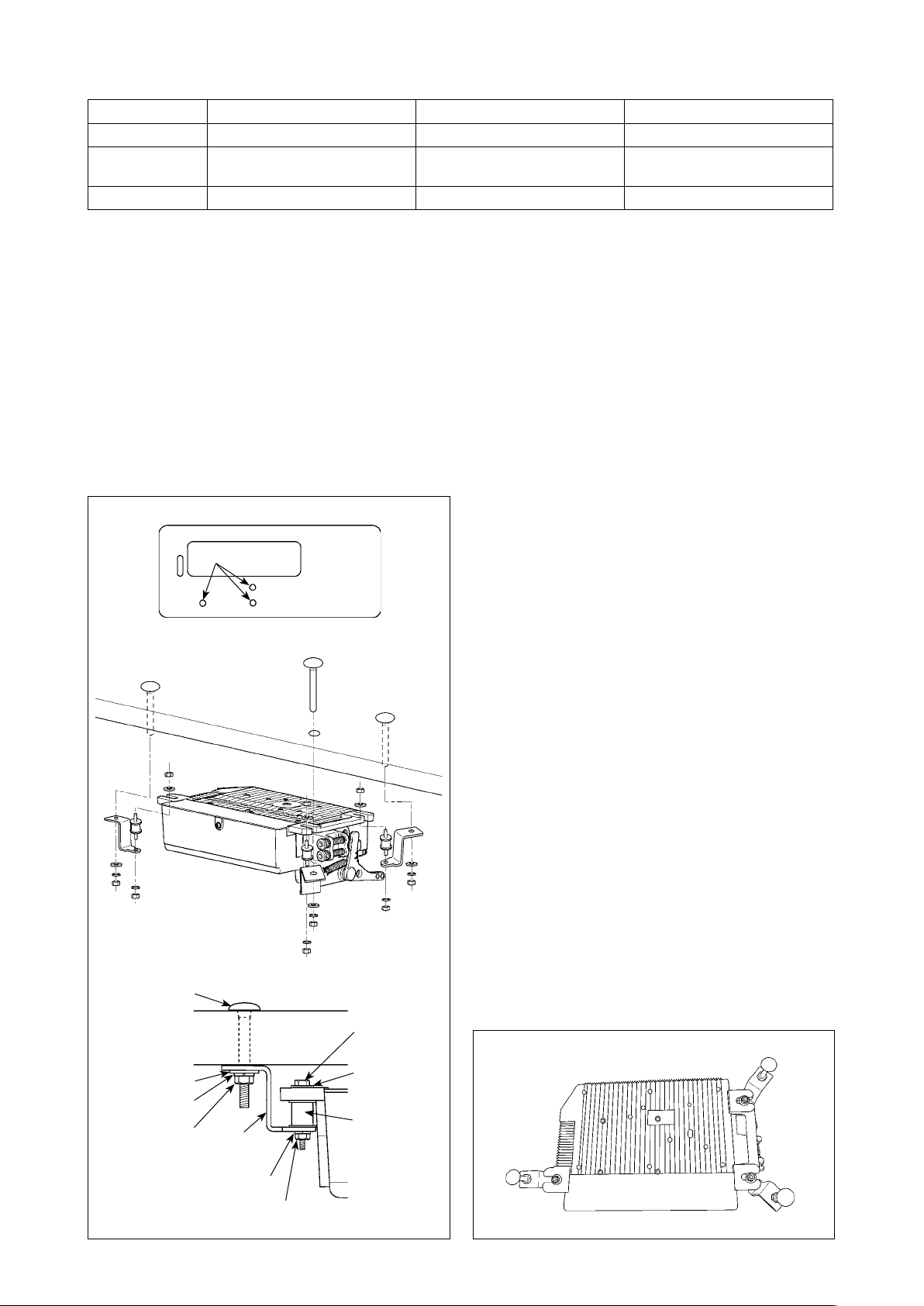
1. Masaya monte etme
SC-923’yi doğrudan tahrikli motora bağlı türde bir makine kafası ile kullanacaksanız, kontrol kutusunu aşağıdaki talimatlara göre masanın üzerine monte edin.
Burada SC-923’yi LU-2810ES-7 dikiş makinesinin
masasına monte etmek için izlenecek prosedür açıklanmaktadır. Başka bir makine kafası kullanmak için,
❶
❶
ilgili dikiş makinesinin ana gövdesine ait Kullanım
Kılavuzuna göre kontrol kutusunu monte edin. Kontrol kutusu askı plakasını ünite ile birlikte temin edilen
montaj cıvatalarıyla masanın üzerine monte edin.
Şimdi üniteyle birlikte aksesuar olarak temin edilen
somunları ve pulları şekilde gösterildiği gibi takarak
motor ünitesini sağlam bir şekilde masaya tespit
edin.
1) Üniteyle birlikte aksesuar olarak temin edilen üç
cıvatayı ❶, masadaki motor askı cıvatası deliğine itin.
2) Ünite ile birlikte temin edilen askı plakasını
❺
düz pul ❷, yaylı pul ❸ ve somun ❹ kullanarak
üç cıvataya sabitleyin.
3) Kauçuğu
yaylı pul ❼ ve somun ❽ kullanarak
❻
askı plakasına sabitleyin.
4) Kontrol kutusunun bir ucunu kauçuğun iki cıvatanın takılı olduğu taraftaki dişli bölümün üzerine
asın. Ardından, kontrol kutusunun diğer ucunu
karşı tarafa asın.
5) Kauçuğun diğer dişli tarafını düz pul
ve so-
❾
mun kullanarak geçici olarak sabitleyin. Bu
durumda, yaylı pul kullanılmaz.
6) Kontrol kutusunun montaj konumunu ayarlayın.
Ardından, somunları iyice sıkın.
❷
❸
❹
❾
❻
❺
❼
❽
– 1 –
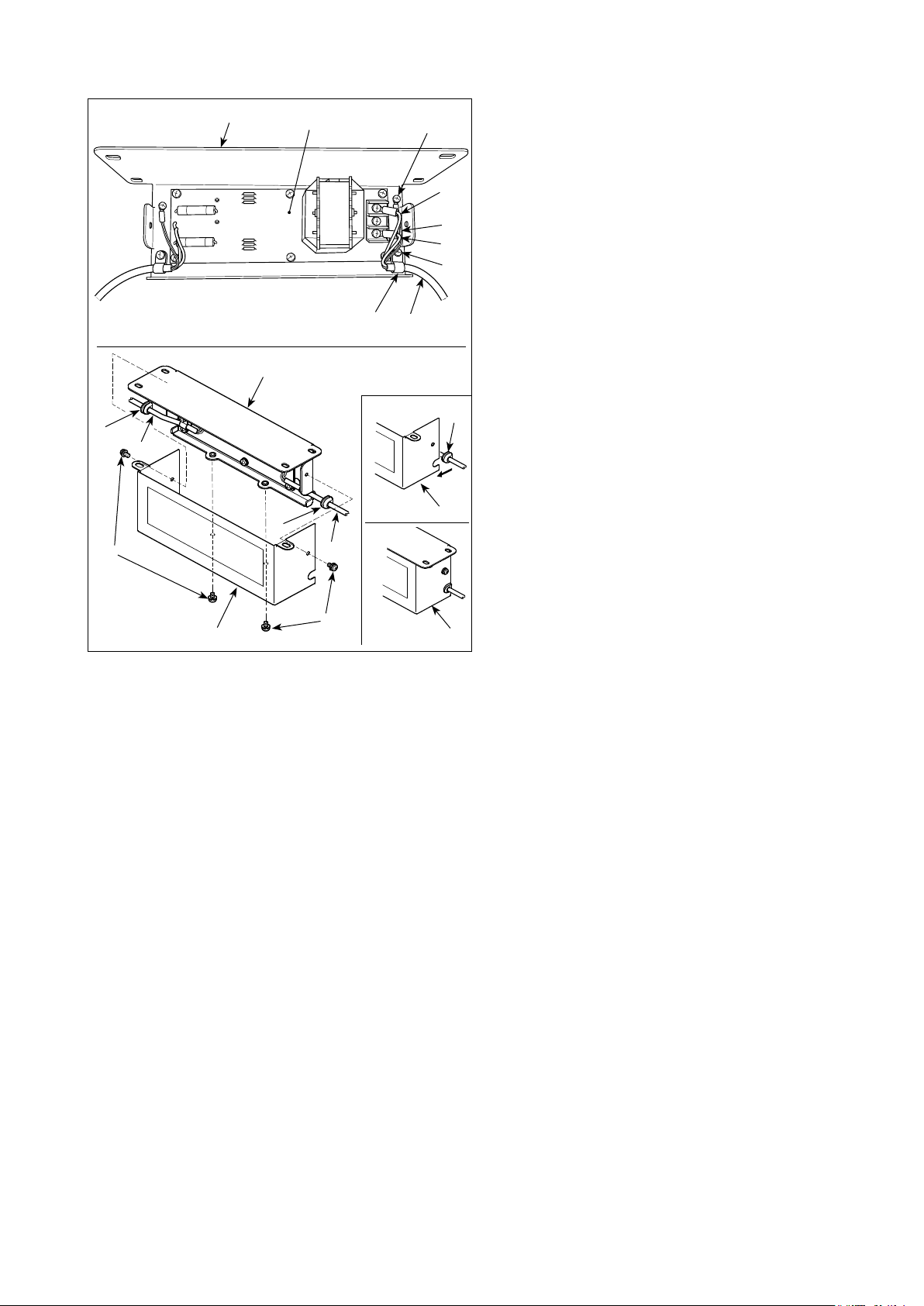
< Reaktör kutusunun monte edilmesi >
❽
❾
❼
❸
❸
❽
❷
❾
❶
❺
❶
❹
A
❻
* AB tipi modeller için dikiş makinesi ile birlik-
te verilen reaktör kutusunu monte edin.
1) SC-923'in güç kablosunun terminallerini ❶ reak-
tör kutusu PCB tertibatına ❷ ve reaktör kutusu
montaj plakasına ❸ bağlayın.
C
Vidaları kullanarak, reaktör kutusu PCB tertibatı
B
üzerindeki terminal bloğunun ilk konektörüne
kahverengi A kablosunu, üçüncü konektörüne
de mavi renkli B konektörüne bağlayın. Yeşil/
sarı C kablosunu, topraklama tespit vidasıyla
❹ reaktör kutusu montaj plakasına ❸ bağlayın.
2) Kablo klipsini ❺ SC-923'in güç kablosuna takın.
Güç kablosunu kablo klipsiyle birlikte, kablo
klipsi tespit vidasıyla ❻, reaktör kutusu montaj
❽
plakasına ❸ takın.
3) Reaktör kutusunun giriş/çıkış kablolarına (❶ ve
❼) kablo halkalarını ❽ takın. İki halkayı da aynı
şekilde takın.
4) Reaktör kutusu kapağını , dört adet reaktör
kutusu kapağı tespit vidasıyla ❾, reaktör kutusu
montaj plakasına ❸ takın.
Bu aşamada, reaktör kutusu ve kapağı
arasında boşluk kalmaması için kablo halkalarını
❽ reaktör kutusu kapağının iç bükey bölümü
üzerindeki giriş/çıkış kablolarına ❶ ve ❼ takın.
– 2 –
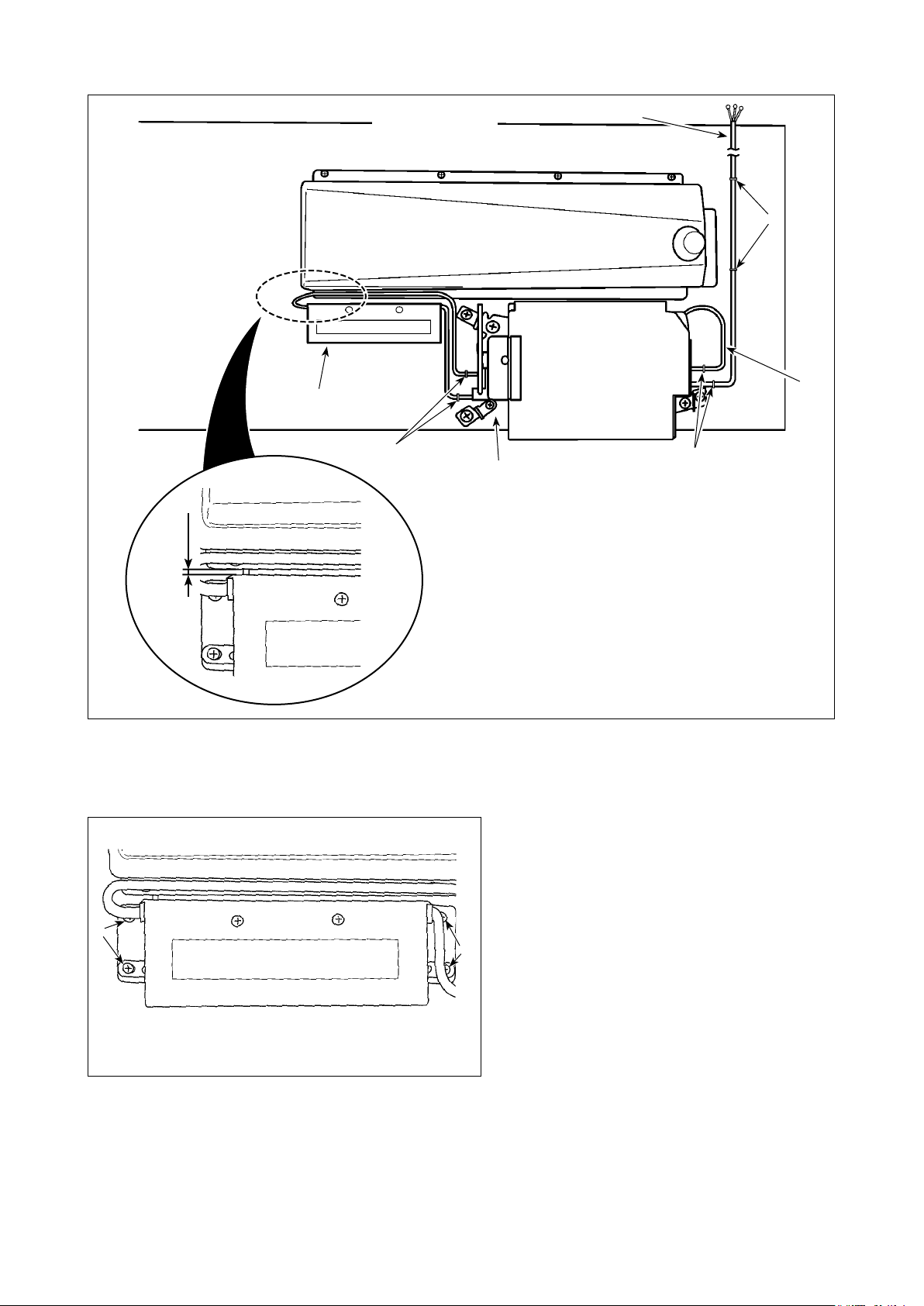
< Reaktör kutusunun masaya monte edilmesi >
5 mm
Operatör tarafı
Yağ tavası
(Dikkat) Reaktör kutusu, kutu ile yağ tavası arasında
SC-923
Kabloyu masa ile kontrol
kutusu arasından geçirin.
5 mm olacak şekilde monte edilmelidir.
1) Reaktör kutusu giriş kablosunu
2) SC-923 elektrik kablosunu
3) Kabloları zımba telleriyle
SC-923 elektrik kablosunu .
sabitleyin.
güç şalterine bağlayın.
4) Reaktör kutusunu
masaya şekilde göste-
rilen yere cihaz ile birlikte verilen dört adet
ağaç vidasını kullanarak monte edin.
5) Reaktör kutusunun
ve ❼, cihaz ile birlikte verilen kablo zımba
❶
giriş/çıkış kablolarını
tellerini kullanarak masaya sabitleyin. Bu
esnada giriş/çıkış kablolarının birbirleri ile
kesişmemesine dikkat edin.
– 3 –
2. Kabloların bağlanması
UYARI :
• Dikiş makinesinin aniden çalışmasını önlemek için, bir sonraki çalışmaya, gücü kapalı konuma
getirip 5 dakika ya da daha fazla bekledikten sonra devam edin.
• Hatalı çalışma ya da hatalı spesikasyonlar nedeniyle cihazın zarar görmemesi için, ilgili bütün
konektörlerin belirtilen yerlere bağlanmış olduğunu kontrol edin.
• Kişilerin hatalı çalışma nedeniyle yaralanmasını önlemek için, konektörü mutlaka kilitleyin.
• İlgili cihazların kullanımı ile ilgili ayrıntılar için, cihazları kullanmadan önce cihazla birlikte temin
edilen Talimat Kılavuzunu dikkatle okuyun.
Aşağıdaki konektörler SC-923 üzerinde hazırlanır. Makine kafasına takılı cihazları bağlamak için, makine kafasından gelen kabloları ilgili noktalara bağlayın.
❷ ❸❼
❶ ❹
❶ CN30 Motor sinyal konektörü
❷ CN36 Makine kafası solenoidi: İplik kesici, ters dikiş solenoidi, düzeltme işlemi düğmesi vb.
❸ CN37 Baskı ayağı kaldırıcı solenoidi. (Sadece otomatik baskı ayağı kaldırıcı tipi için)
❹ CN38 Çalışma paneli: Çeşitli dikiş türleri programlanabilir. (CP-18 dışındaki çalışma panellerinin ayrıntıları için, kul-
lanılacak olan panelin Kullanım Kılavuzuna bakınız.
❺
CN39 Sabit makine pedalı : JUKI standardı PK70 vb. Dikiş makinesine dış sinyalle kumanda edilebilir.
❻ CN44 Elle kullanılan düğme: Geriye doğru hareket düğmesi dışında elle kullanılan düğme.
❼ CN51 Genişletilmiş giriş/çıkış konektörü
❽ CN55
❾ CN58
CN59 Genişletilmiş çıkış konektörü (solenoid valf çıkışı için)
LED lamba (+5 V tip): İsteğe bağlı olarak LED lamba bağlanabilir. (Işık miktarının nasıl ayarlanacağı konusunda
bilgi edinmek için
Genişletilmiş giriş konektörü (sensör girişi vb. için)
"III-4. Tek dokunuşta çalıştırma ayarları" sayfa 15 na bakın.)
❺
❻ ❾
❽
– 4 –
1) İplik kesici solenoid kablolarını
solenoidi masadaki delikten A geçirip masanın
altına yönlendirin.
, geri dikiş
❶
A
B
❽ ❹ ❻
❷
❶
2) Kapağı açmak için kapaktaki
vidayla gevşetin.
3) Makine kafasından gelen 14P kabloyu
töre ❹ (CN36) bağlayın. 2P konektörünü ❺,
konektörüne (CN37) bağlayın.
Motordan gelen 9P konektörü ❼ devre kartının
üzerindeki konektöre ❽ (CN30) bağlayın.
vidayı B torna-
❷
konek-
❸
❻
❼
❾
❸
❺
26P kablosunu
24P kablosunu konektöre (CN44) takın.
22P kablosunu konektöre (CN58) takın.
konektöre (CN59) takın.
❾
– 5 –
[Çalışma paneli konektörü bağlanıyor]
[Ayakta çalışılan makinede pedal bağlantısı]
5) Çalışma paneli konektörü temin edilmektedir.
Konektörün
yönüne dikkat ederek, devre lev-
hası üzerindeki konektöre (CN38) bağlayın.
Bağlantıyı yaptıktan sonra konektörü sağlam
şeklide kilitleyin.
(Dikkat) Konektörü bağlamadan önce gücü mutlaka
kapatın.
6) Devam eden iş için dikiş makinesini pedal ünite-
siyle birlikte kullanmak için, PK70 konektörünü
, PCB üzerindeki konektörüne (CN39:
12P) bağlayın.
(Dikkat) Konektörü bağlamadan önce gücü mutlaka
kapatın.
(Dikkat) Her konektörün bir takış yönü vardır, dolayısıyla takış yönlerini kontrol ettikten sonra ilgili konek-
törlerin sağlam takıldığını kontrol edin. (Kilitli tip kullanıyorsanız, konektörleri kilide iyice oturana
kadar itin.) Konektörler uygun şekilde takılmamışsa dikiş makinesi düzgün çalışmaz. Ayrıca sadece sorun ya da hata uyarı mesajı çıkmaz, dikiş makinesi ve kumanda paneli de zarar görür.
[Tüm kabloların demet haline getirilmesi]
Kablo kelepçesinin kilitlenmesi Kablo kelepçesinin çıkarılması
7) Konektörü taktıktan sonra, panelin yanındaki kelepçeyle birlikte bütün kabloları çekin.
(Dikkat) 1. Kablo kelepçesini ve kablo tutucu
bandını ilgili prosedüre uygun şekilde
sabitleyin.
2. Konektörü çıkarırken kablo taşıyıcısın-
dan çıkarın, çıkarırken kablo kelepçesinin kancasına bastırın.
Çekin
Panel
Kancayı itin
– 6 –
Panel
İtin
Kancayı
itmek için
bandı iterek
çıkarın.
B
❷
8) Kapağı
kapatın ve vidayı B tornavidayla sı-
❷
karak kapağı sabitleyin.
(Dikkat) Kablonun kapağa
edin.
sıkışmamasına dikkat
❷
[Sadece CE spesikasyonları için]
9) Konektörü 4P
, panelin yan tarafındaki konek-
töre bağlayın.
10) Güç anahtarının motor çıkış kablosunu
ko-
nektöre bağlayın.
Motor çıkış kablosunu , panelin yan tarafındaki
konektöre bağlayın.
CE 1ø 230 В
Kahverengi
Mavi
Yeşil/Sarı
(topraklama kablosu)
AC
220V-240V
Güç şalterinin takılması
Elektrik kablosunu güç şalterine bağlayın.
[CE spesikasyonları]
Tek faz 230V : Güç kabloları : Kahverengi, mavi ve
yeşil/sarı (topraklama kablosu)
– 7 –
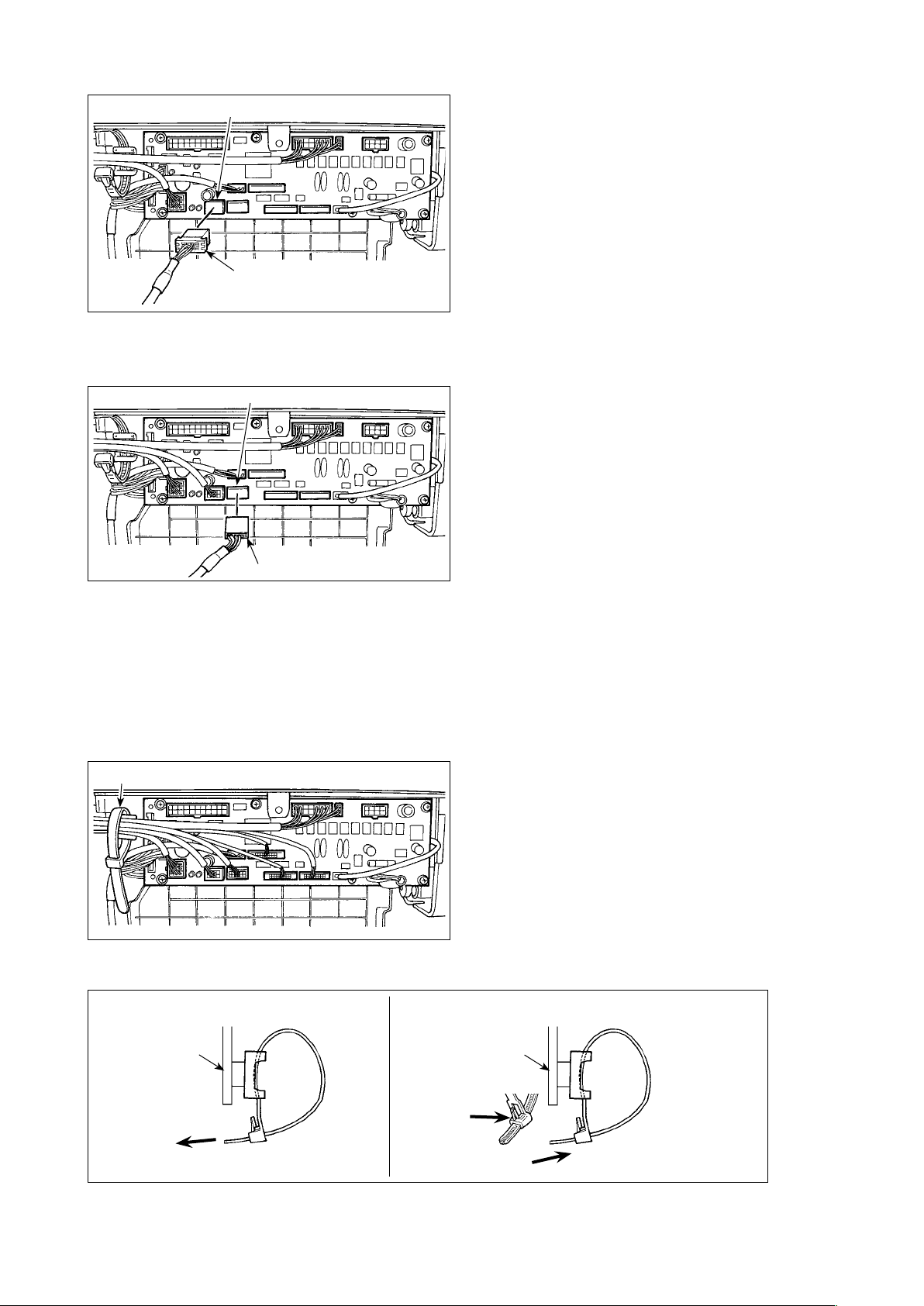
3. Bağlantı kolunun takılması
UYARI :
Dikiş makinesinin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü
kesip mutlaka 5 dakika ya da biraz daha fazla bekledikten sonra başlatın.
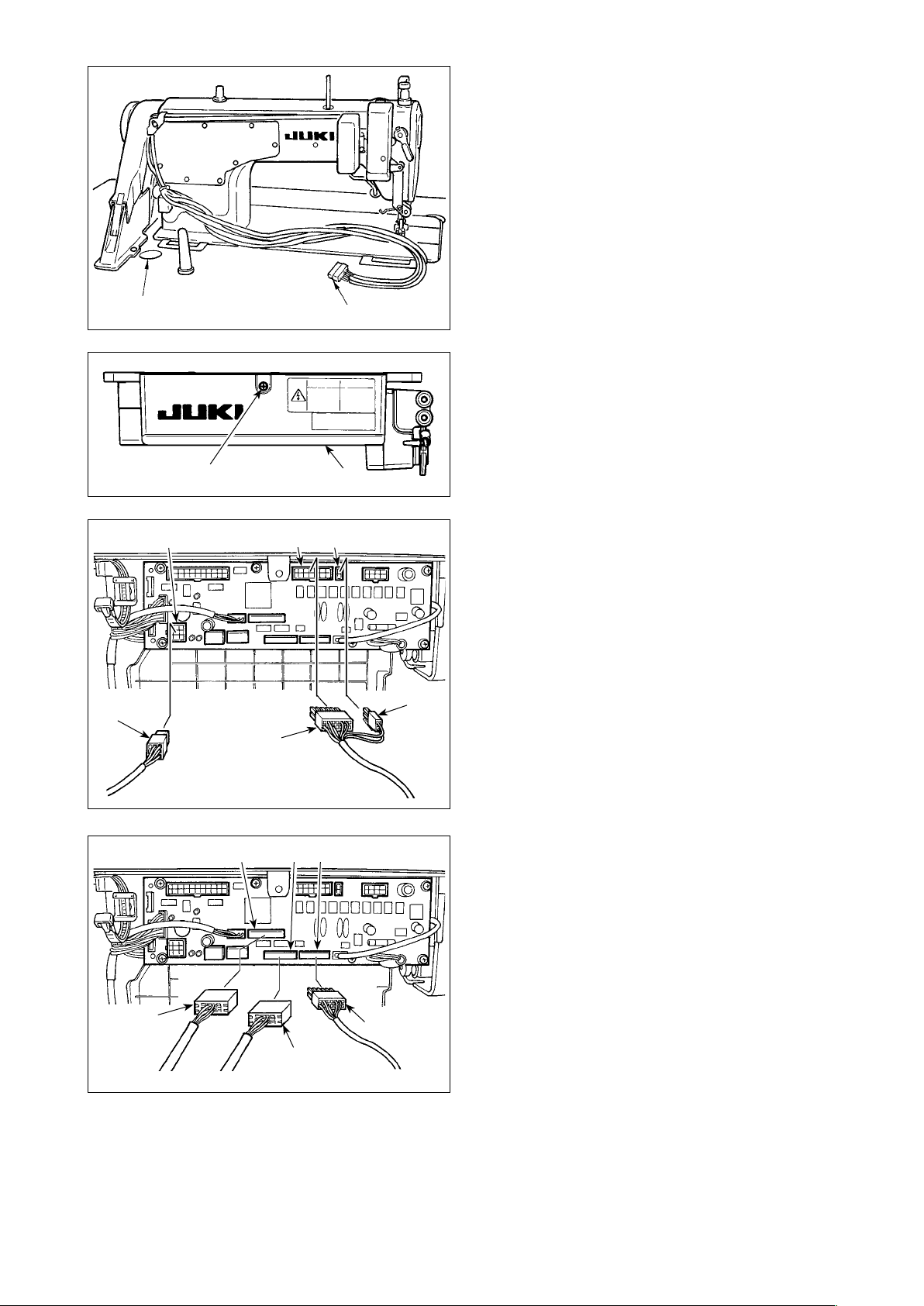
11) Güç anahtarının kapalı konumda olduğunu
kontrol edin ve güç anahtarından gelen besleme
kablosunu elektrik ş soketine takın.
(Dikkat) 1. Elektrik kablosunun üst ucu, kullanım
yeri ya da voltaj kaynağına göre değişiklik gösterir. Düğmeyi yerleştirmeden
önce, besleme voltajı ile kontrol paneli
üzerinde belirtilen voltaj değerini tekrar
karşılaştırın.
2. Elektrik şini
göre hazırlayın.
3. Topraklama kablosunu (yeşil/sarı) bağ-
ladığınızdan emin olun.
emniyet standartlarına
❸
❷
B
A
❶
1) Bağlantı kolunu
, pedal kolu ❷ montaj deliği-
❶
ne B somun ❸ kullanarak sabitleyin.
2) Bağlantı kolunun
montaj deliğine A yerleşti-
❶
rilmesi halinde pedalın basma stroku artar, pedalın orta hızda çalışması daha kolay olur.
– 8 –
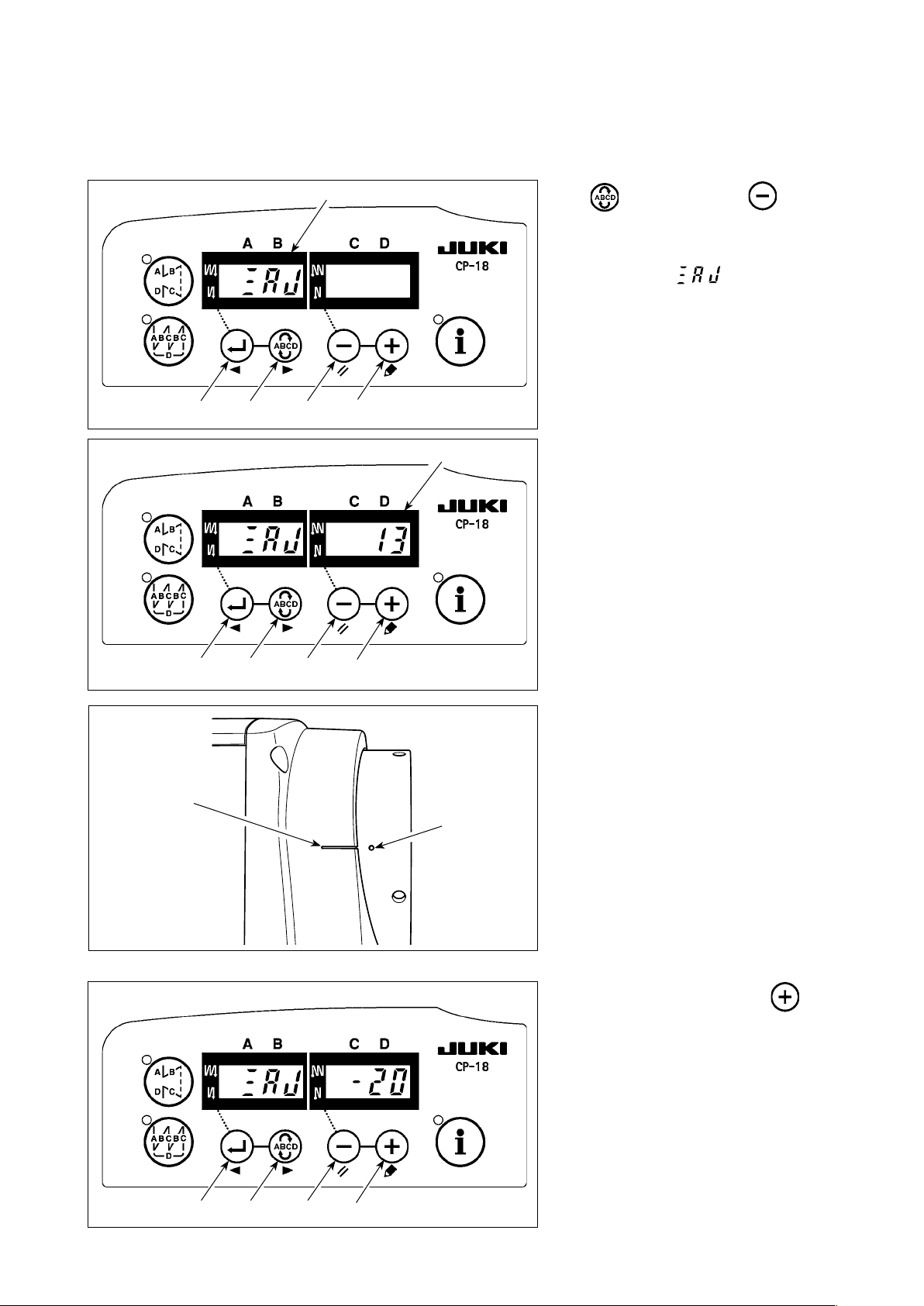
4. Makine kafasının ayar prosedürü
(Dikkat)
CP-18 dışındaki çalışma panelleri için, makine kafasının ayarı sırasında kullanılacak olan çalışma panelinin Kullanım Kılavuzuna bakınız.
"III-6. SC-923 ayar fonksiyonları"
1)
sayfa 20 bölümüne bakınız ve 95
numaralı fonksiyon ayarını çağırın.
❺❹❸
❻
2) düğmesine
) basarak makine kafası tipi seçi-
❻
❺
(
düğmesi
lebilir.
* Makine kafası tipi için, dikiş makine-
nizin makine kafası Kullanım Kılavuzuna ya da ayrı sayfadaki “Makine
kafası listesi”ne bakınız.
❺❹❸
❻
3) Makine kafası tipini seçtikten sonra,
düğmesine
) basınca 94 ya da 96 numaralı
❹
❸
(
düğmesi
adıma geçilir ve ekran görünümünde otomatik olarak makine kafası
tipine denk düşen ayar içeriğine geçilir.
❺❹❸
❻
– 9 –
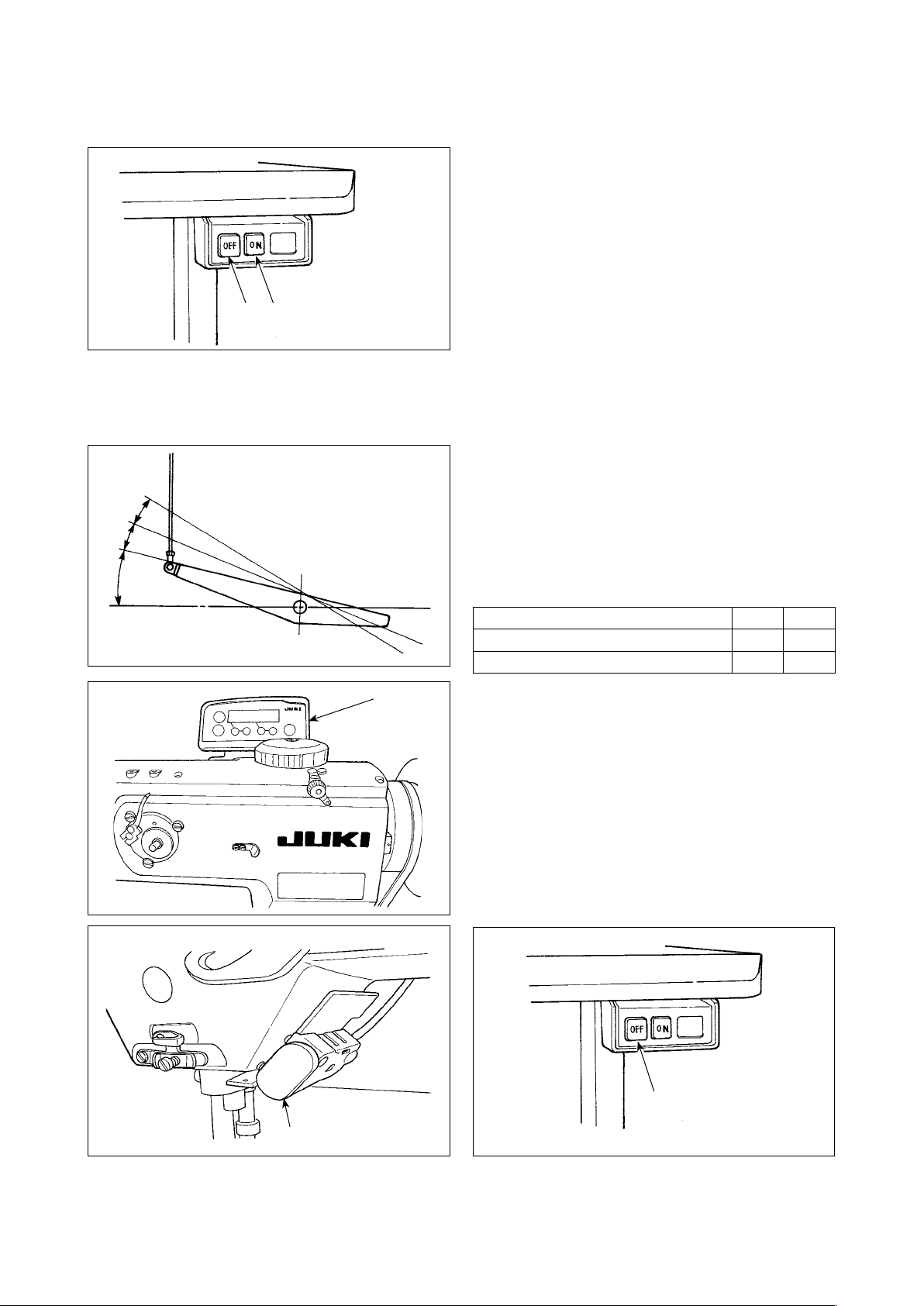
5. Makine kafasının ayarlanması
(Dikkat) Elle çevrilen kasnak üzerindeki beyaz işaret noktası ile kapak konkavı arasındaki kayma eğer ip-
lik kesiminin ardından aşırı miktarda ise, aşağıdaki işlemi uygulayarak makine kafasının çalışma
sırasındaki açısını ayarlayın.
Ⓐ
1) düğmesine
❹
ve
düğme-
sine ❺ aynı anda basarak gücü
açık konuma getirin.
2) Göstergede görülür (Ⓐ) ve
ayar moduna geçiş yapılır.
❺❹❸
❻
Ⓑ
3) Ana mil referans sinyali algılanana kadar makine kafası kasnağını
elle çevirin. Bu durumda ana mil
referans sinyali, açının kaç derece
olduğunu göstergede Ⓑ belirtir.
(Verilen değer referans olarak veril-
miştir.)
❽
❺❹❸
❻
4) Bu durumda, kasnak üzerindeki
işaret noktasını ❼ kasnak kapağındaki oyuk ❽ ile hizalayın.
❼
5) Ayar işlemini bitirmek için düğ-
mesine ❻ basın.
(Verilen değer referans olarak veril-
miştir.)
❺❹❸
❻
– 10 –
III. OPERATÖR İÇİN
1. Dikiş makinesini kullanma prosedürü
1) Gücü açık konuma getirmek için, güç şalterinin
açma düğmesine ❶ basın.
(Dikkat)
❶❷
(Dikkat) Kurulum sonrasında dikiş makinesinin güç şalteri ilk kez AÇIK konuma getirildiğinde, başlatma
prosedürü yürütüldüğü için çalışmaya hazır hale gelmesi biraz daha uzun zaman alabilir. Ayrıca
güç şalteri AÇIK konuma getirildiği zaman iğne mili hareket edebileceği için, iğnenin altına ne elinizi ne de başka bir cismi kesinlikle koymayın.
2) Kurulu bazı makine kafalarında, iğne milinin üst
3) Pedalın ön kısmına
❺
❹
❸
4) Pedalın arka tarafına
5) Pedalın arka tarafına
Güç şalteri AÇIK konuma getirildiği halde
güç göstergesi LED’i yanmazsa, gücü derhal
KAPALI konuma getirip voltajı kontrol edin.
Ayrıca, böyle bir durumda güç anahtarını
KAPALI konuma getirdikten 2-3 dakika sonra
yeniden AÇIK konuma getirin.
konumda olmaması halinde iğne mili otomatik
olarak üst konuma döner.
basılınca, dikiş makinesi
❸
bu basma miktarına bağlı olarak belli bir devir
sayısında çalışır. Pedal nötr konuma döndüğü
zaman dikiş makinesi durur.
hafif basılınca baskı
❹
ayağı yukarı kalkar. (Sadece PFL tipi için)
güçlü bir şekilde bası-
❺
lınca iplik kesme gerçekleşir.
❻
PFL KFL
Baskı ayağını pedalla çalıştırma Var Yok
İplik kesmede pedal basma derinliği
Çok Az
6) Bazı dikiş makinesi kafası tiplerinde, çalıştırma
panelini kullanarak dikiş başlangıcında ya da
sonunda geri beslemeli dikiş gibi çeşitli dikiş
çeşitlerini programlamak mümkündür. Dikiş makinenizde CP-18 ❻ kullanıyorsanız, ayrıntılar
için bakınız
"III-3. Dikiş çeşidini kullanma
prosedürü" sayfa 13. Dikiş makinenizde
başka bir işlem yaparken, ilgili çalışma panelinin
Kullanım Kılavuzuna bakınız. (Verilen şekil, LU2810ES-7 kullanıldığı hali tasvir ediyor.)
❼
7) Bazı dikiş makinesi kafalarında, geriye doğru
hareket düğmesine ❼ basarak geri beslemeli
dikiş yapılır.
(Verilen şekil, LU-2810ES-7 kullanıldığı hali tasvir ediyor.)
– 11 –
❷
8) Dikiş tamamlanınca, güç şalterini kapalı konuma
getirmeden önce dikiş makinesinin durduğunu
kontrol edin ve güç şalterini kapalı konuma getirmek için kapama düğmesine ❷ basın.
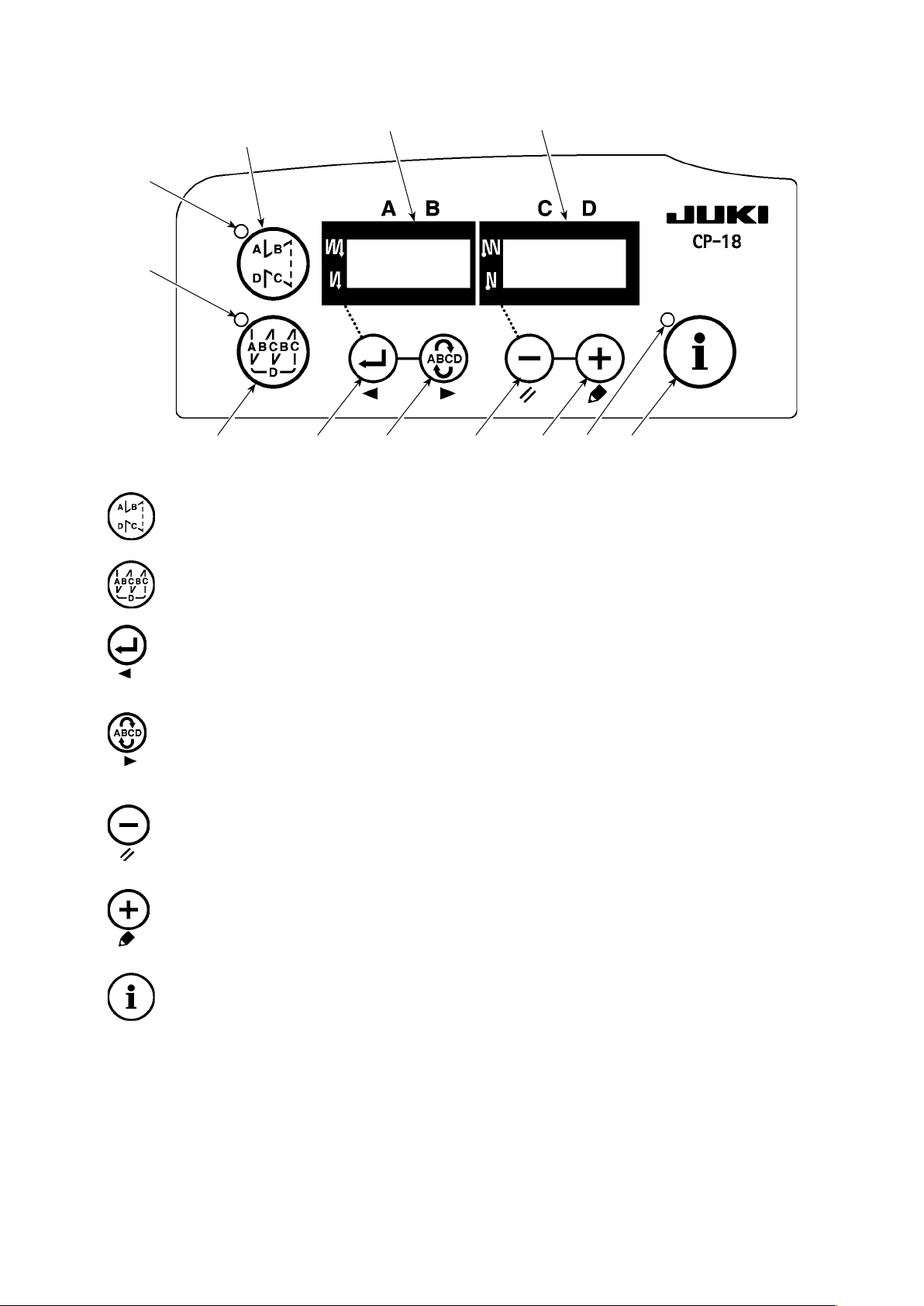
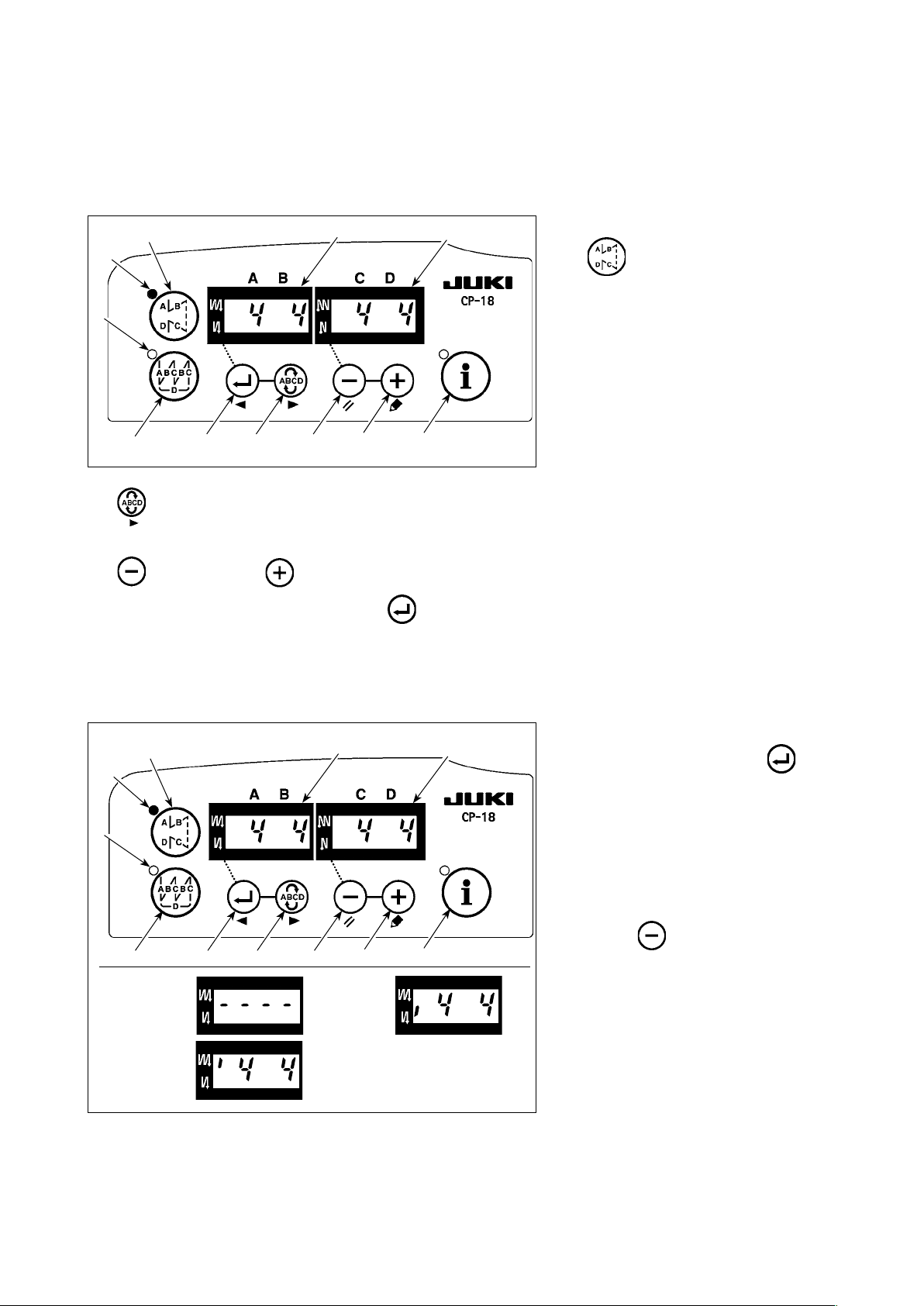
2. Çalışma paneli (CP-18)
❶
Ⓐ
❶
Ⓒ
Ⓓ
❸
düğmesi : Geri beslemeli dikiş çeşidi etkin/etkin değil koşulları arasında geçiş yapmak için kul-
lanılır.
❹ ❺ ❻❷
Ⓑ
Ⓔ
❼
düğmesi : Üst üste çakışan dikiş çeşidi etkin/etkin değil koşulları arasında geçiş yapmak için
❷
kullanılır.
düğmesi : Dikiş başlangıcında geri beslemeli dikiş etkin/etkin değil koşulları arasında geçiş
❸
yapmak ve ayar içeriğine onay vermek için kullanılır.
düğmesi : Değiştirilecek olan ilmek sayısı prosesini (A, B, C, D) seçmek için kullanılır.
❹
* Seçilen proses yanıp söner.
❺
❻
❼
düğmesi : Seçilen ekranın (yanıp sönen kısım) içeriğini değiştirmek için ve dikiş sonunda geri
beslemeli dikiş etkin/etkin değil koşulları arasında geçiş yapmak için kullanılır.
düğmesi : Seçilen ekranın içeriğini (yanıp sönen kısım) değiştirmek için kullanılır.
düğmesi : Üretim destek fonksiyonunu ya da tek dokunuş ayarını bulmak için kullanılır (düğme
bir saniye basılı tutulur).
ve Ⓑ göstergeleri : Çeşitli bilgiler görülür.
Ⓐ
LED Ⓒ : Geriye doğru dikiş çeşidi etkin olduğu zaman yanar.
LED Ⓓ : Üst üste binen dikiş çeşidi etkin olduğu zaman yanar.
LED Ⓔ : Üretim destek fonksiyonu seçildiği zaman yanar.
Tek dokunuşla ayarı çalıştırıldığında yanıp söner
– 12 –
3. Dikiş çeşidini kullanma prosedürü
(Dikkat) 1. CP-18 dışındaki çalışma panelleri için, kullanılacak olan panelin Kullanım Kılavuzuna bakınız.
2. Bazı makine kafalarında geriye doğru dikiş çeşidi kullanılamaz.
(1) Geri beslemeli dikiş çeşidi
Dikiş başlangıcında ve dikiş sonundaki geri beslemeli dikiş ayrı ayrı programlanabilir.
[Geri beslemeli dikiş ayar prosedürü]
1)
düğmesine basarak geri
❶
Ⓒ
❶
Ⓐ
Ⓑ
beslemeli dikiş çeşidi etkin/etkin de-
Ⓓ
ğil koşulu arasında geçiş yapılabilir
Geri beslemeli dikiş çeşidi etkin iken
LED Ⓒ yanar, dikiş başlangıcında
geri beslemeli ilmek sayısı Ⓐ üzerinde görünürken dikiş sonunda geri
❷
❺❹❸
❻
❼
beslemeli ilmek sayısı Ⓑ üzerinde
görülür.
düğmesini
kullanarak değiştirilecek olan ilmek sayısı prosesini (A, B, C, D) seçin.
❹
Yanıp sönen rakam, ayarlanan prosesi gösterir.
düğmesini
❺
ve
düğmesini
Yaptığınız değişikliğe onay vermek için düğmesine
kullanarak seçilen prosesteki ilmek sayısını değiştirin.
❻
basın.
❸
(İlmek sayısı 0 ile 15 arasında ayarlanabilir.)
(Dikkat) Bir prosesteki ilmek sayısı göstergesi yanıp sönerken dikiş makinesi dikiş dikmez.
❶
Ⓒ
Ⓓ
❷
Geriye doğru
dikiş olmadan :
Çifte geriye
doğru dikiş :
Ⓐ
❺❹❸
Geriye doğru
dikiş :
❻
❼
Ⓑ
2) Geri beslemeli ilmek sayısı göster-
gesi yanıp sönmezken,
düğ-
meye ❸ her basıldığında, “dikiş
başlangıcında geri besleme dikiş”
özelliği “dikiş başlangıcında çifte
geri besleme dikiş” ve “dikiş başlangıcında geri beslemeli dikiş yok”
olarak değişir.
Ayrıca düğmeye
ne zaman
❺
basılsa, geri beslemeli dikiş özelliği
artık dikiş sonunda çifte geri besleme dikişe döner, ardından dikiş
sonunda geri beslemeli dikiş yapılmaz.
– 13 –
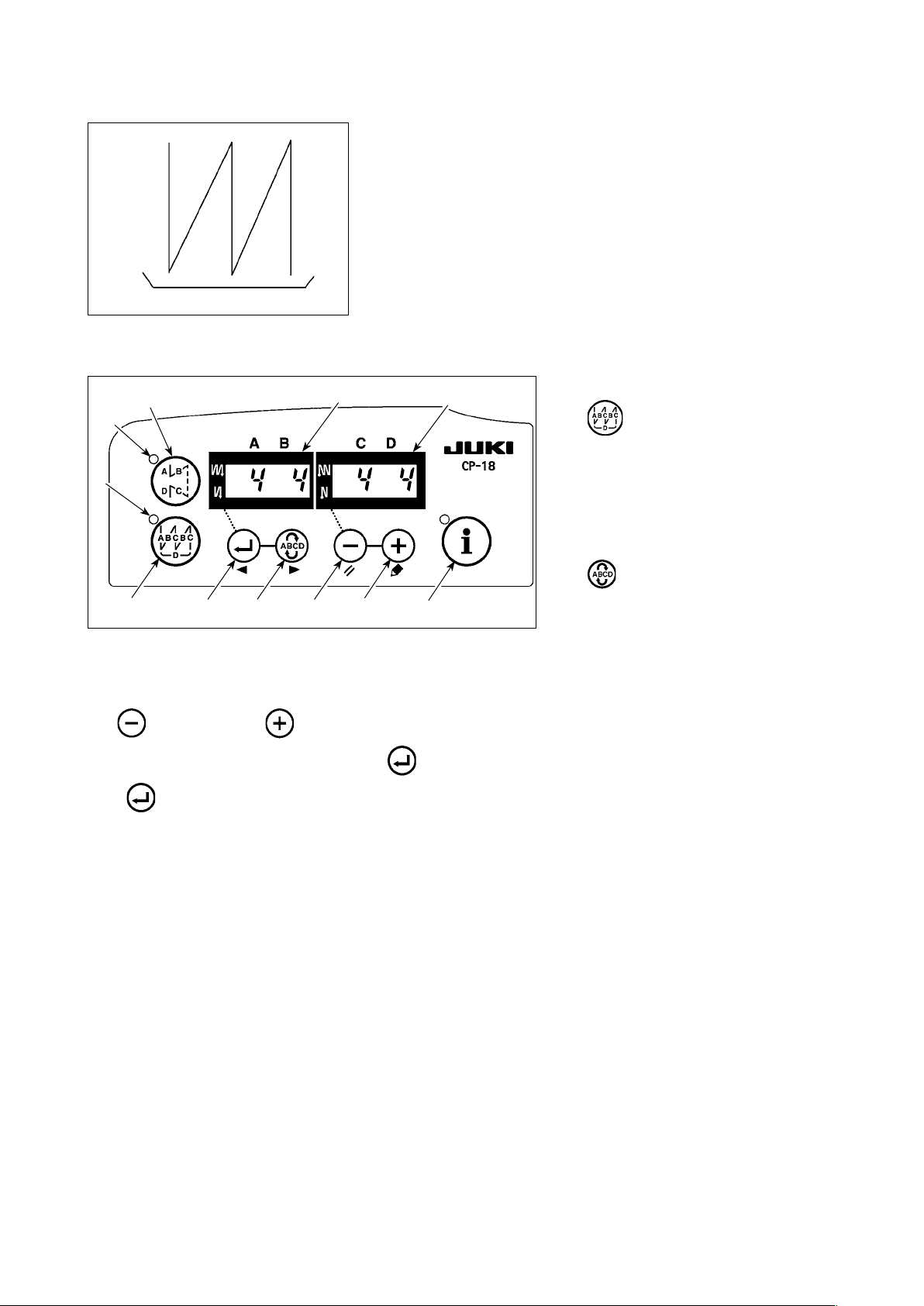
(2) Üst üste binen dikiş çeşidi
Üst üste binen dikiş çeşidi programlanabilir.
Ⓓ
Ⓒ
❶
A
C
C
A : Normal dikiş ayarında ilmek sayısı
0 ile 15 ilmek arasında
B : Geri dikiş ayarında ilmek sayısı
0 ile 15 ilmek arasında
C : Geri dikiş ayarında ilmek sayısı
0 ile 15 ilmek arasında
B
B
D
D : Tekrar sayısı
1 ile 9 arasında
(Dikkat) D prosesi 5 kez olarak ayarlanırsa, bu dikiş A
B → C şeklinde tekrarlanır.
B → C →
→
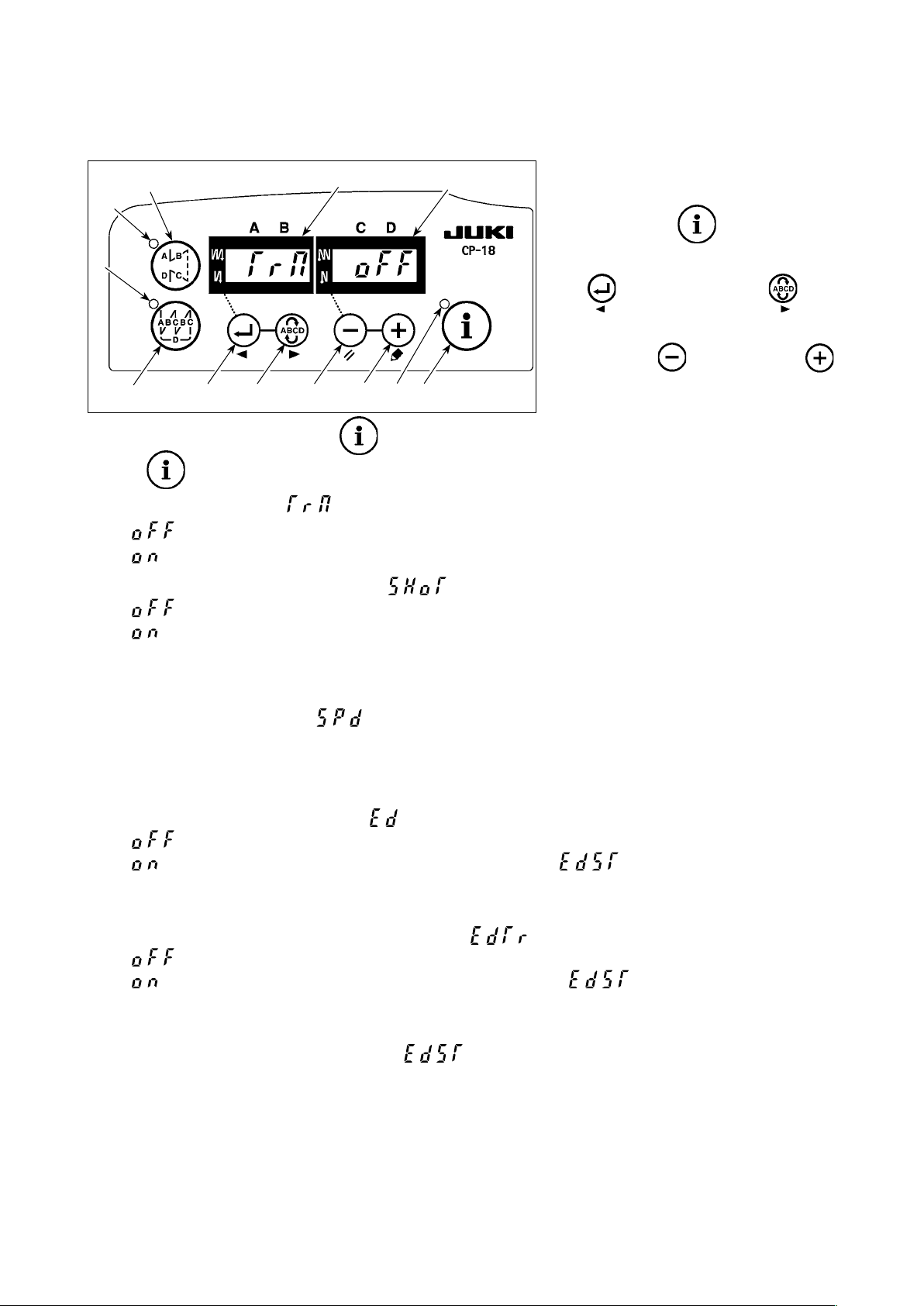
[Üst üste binen dikiş ayar prosedürü]
Ⓐ
Ⓑ
1) düğmesine
basarak üst
❷
üste çakışan dikiş çeşidi etkin/etkin
değil koşulu arasında geçiş yapılabilir.
Üst üste çakışan dikiş çeşidi etkin
olduğu zaman LED Ⓓ yanar.
2) düğmesini
kullanarak değiş-
❹
❷
❺❹❸
❻
❼
tirilecek olan ilmek sayısı prosesini
(A, B, C, D) seçin.
Yanıp sönen rakam, ayarlanan pro-
sesi gösterir.
3) düğmesini
❺
ve
düğmesini
4) Yaptığınız değişikliğe onay vermek için düğmesine
( düğmeye
(Dikkat) Üst üste çakışan dikiş çeşidi, otomatik çalışma modunda yapılır. Üst üste çakışan ilmek sayısı, pe-
dala basıldıktan sonra dikiş makinesi tarafından otomatik olarak dikilir.
basarak ayara onay verilmezse dikiş makinesi çalışmaz.)
❸
kullanarak seçilen prosesteki ilmek sayısını değiştirin.
❻
basın.
❸
– 14 –
4. Tek dokunuşta çalıştırma ayarları
Fonksiyon ayarlarının bir kısmı, normal dikiş koşullarında kolaylıkla ayarlanır.
(Dikkat) Bu bölümde ele alınan fonksiyon ayarları için bakınız "III-6. SC-923 ayar fonksiyonları" sayfa 20.
[Tek dokunuşta çalıştırma ayar prosedürü]
❶
Ⓐ
Ⓑ
1) Paneli fonksiyon ayar moduna ge-
Ⓒ
Ⓓ
çirmek için
saniye basılı tutun.
2) düğmesini
düğmeyi
ya da
❸
bir
❼
düğ-
mesini ❹ kullanarak ilgili başlığı
❷
değiştirin.
❺❹❸
❻
Ⓔ
❼
düğmesini ❻ kullanarak ayar değeri
düğmesini
❺
ve
değiştirilebilir.
3) Normal dikiş haline dönmek için düğmeye ❼ basın.
(Dikkat) düğmeye
①
İplik kesme fonksiyonu ( )
:
İplik kesme işlemi yapılmaz (solenoid çıkışını engelleme: İplik kesici)
basarak ayarlara onay verilir.
❼
: İplik kesme işlemi etkin.
Tek adımda otomatik dikiş fonksiyonu ( )
②
: Tek adımda otomatik dikiş fonksiyonu etkindir.
: Tek adımda otomatik dikiş etkindir.
(Dikkat) Malzeme sonu sensörü fonksiyonu ayarlıyken bu fonksiyon etkindir. Üst üste binen dikiş işlemi sı-
rasında tek adım işlemini engellemek mümkün değildir. Devir sayısı, 38 numaralı ayarda belirlenen
değerdir.
Maksimum ilmek hızı ayarı
③
( )
Makine kafasının en yüksek ilmek hızı belirlenir. Ayar değerinin üst sınırı, SC’nin bağlı olduğu makine
kafasının tipine bağlı olarak değişir.
Ayar aralığı: 150 – Maks. değer [sti/min]
Malzeme sonu sensörü fonksiyonu ( )
④
: Malzeme sonu sensörü fonksiyonu etkin değil.
: Malzeme sonu saptandığı zaman, dikiş makinesi 7 ( ) ile önceden belirlenen sayıda
ilmeği diker ve durur.
* Bu fonksiyon, malzeme kenarı sensörü ayarı için 12 numaralı fonksiyon ayarı kullanıldığı zaman etkindir.
Malzeme sonu sensörüyle iplik kesme fonksiyonu ( )
⑤
: Malzeme sonunu saptama etkin değilken otomatik iplik kesme fonksiyonu.
: Malzeme sonu saptandığı zaman, dikiş makinesi
(
) ile önceden belirlenen sayı-
⑦
da ilmeği diktikten sonra ipliği keser.
* Bu fonksiyon, malzeme kenarı sensörü ayarı için 12 numaralı fonksiyon ayarı kullanıldığı zaman etkindir.
Malzeme sonu sensörü için ilmek sayısı ( )
⑥
Malzeme sonu saptadıktan sonra dikiş makinesi durana kadar dikilecek olan ilmek sayısı
Ayarlanabilen ilmek sayısı : 0 ile 19 arası (ilmek)
(Dikkat) Belirlenen ilmek sayısı yeterli değilse, dikiş makinesinin devir sayısına bağlı olarak, önceden belir-
lenen ilmek sayısı sınırları içindeyken dikiş makinesi duramayabilir.
– 15 –
LED lamba ışığının miktarının ayarlanması ( )
⑦
LED lamba (isteğe bağlı) ışığının miktarını ayarlamak için kullanılır.
Ayar aralığı : %0 ila 100
Optik sensör fonksiyonu ( )
⑧
:
: Optik sensör girişinden sonra,
Optik sensör fonksiyonu etkin değil
⑫ (
) ile ayarlanan ilmek sayısının dikilmesinin ar-
dından dikiş makinesi durur.
* Bu fonksiyon optik sensör 12 numaralı fonksiyon ayarı ile ayarlandığında etkinleşir.
Optik sensör ltre fonksiyonu ( )
⑨
:
: Optik sensörün tespitinden sonra,
Optik sensör ltre fonksiyonu etkin değildir.
⑪ (
) ile ayarlanan ilmek sayısının dikişi dikiş
makinesi tarafından tamamlanıncaya kadar giriş geciktirilir.
* Bu fonksiyon, optik sensör 12 numaralı fonksiyon ayarı ile ayarlandığında etkinleşir.
Optik sensör ltresi için ilmek sayısı ( )
⑩
Optik sensör giriş durumunun etki edeceği sürenin geciktirilmesi için ilmek sayısının ayarlanması ama-
cıyla kullanılır.
Ayar aralığı: 0 ilâ 99 ilmek
* Bu fonksiyon optik sensör 12 numaralı fonksiyon ayarı ile ayarlandığında etkinleşir.
Optik sensörü durdurmak için gereken ilmek sayısı ( )
⑪
Optik sensör girişinden dikiş makinesinin durmasına kadar dikilecek ilmek sayısını ayarlamak için kullanılır
Ayar aralığı: 0 ilâ 99 ilmek
* Bu fonksiyon optik sensör 12 numaralı fonksiyon ayarı ile ayarlandığında etkinleşir.
(Dikkat) Küçük bir sayı ayarlanırsa, devir sayısına bağlı olarak dikiş makinesi ayarlanan ilmek sayısında
duramayabilir.
Optik sensörün algılama sayısı ( )
⑫
Optik sensör girişinin AÇIK konuma geldiği her seferde dikiş makinesi durur ve ayarlanan sayıya erişildi-
ğinde otomatik iplik kesme gerçekleştirilir.
Ayar aralığı: 1 ilâ 15
* Bu fonksiyon optik sensör 12 numaralı fonksiyon ayarı ile ayarlandığında etkinleşir.
Pedal basma hızını sınırlandırma fonksiyonu ( )
⑬
Bu fonksiyon optik sensör girişi sırasında pedal basma hızını sınırlandırır.
0 : Bu fonksiyon etkin değildir.
1 : Tek adım hızına sabitlenmiştir (38 numaralı fonksiyon ayarı)
2 : Tek adım hızı ile sınırlandırılmıştır (38 numaralı fonksiyon ayarı)
3 : Optik sensör etkinleştirildiğinde, pedala basılınca dikiş makinesi otomatik modda çalışır.
* Bu fonksiyon optik sensör 12 numaralı fonksiyon ayarı ile ayarlandığında etkinleşir.
– 16 –

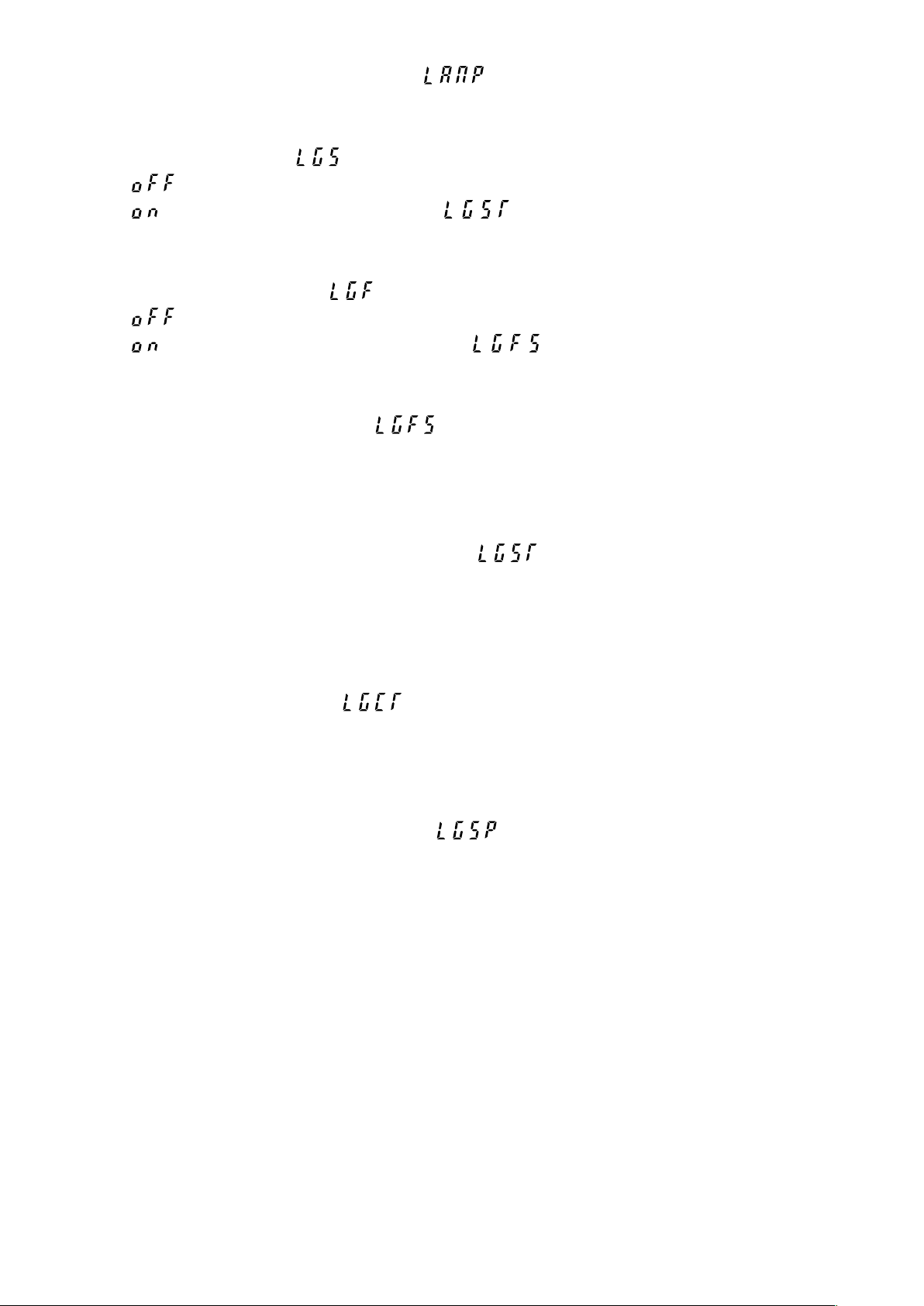
5. Üretim destek fonksiyonu
Üretim destek fonksiyonu üç farklı fonksiyondan (altı farklı mod) ibarettir, örneğin üretim miktarı yönetimi
fonksiyonu, çalışma ölçüm fonksiyonu ve masura sayacı fonksiyonu vardır. Bunların her birinde kendine ait
üretimi destekleyici etki vardır. Uygun fonksiyonu (modu) seçiniz.
Üretim miktarı yönetimi fonksiyonu
■
Hedeenen parça adedi göstergesi modu [F100]
Hedeenen/gerçek parça adedi farkı göstergesi modu [F200]
Hedeenen parça adedi, gerçek parça adedi ve hedeenen adet ile gerçek adet arasındaki fark, gerçek
zamanlı olarak geciktikleri ya da ileride oldukları, çalışma süresiyle birlikte operatörlere bildirir. Dikiş maki-
nesinde çalışan operatörlere, dikiş dikerken kendi çalışma hızlarını sürekli olarak kontrol etmelerine imkan
tanır. Heden farkında olmalarını sağlar ve dolayısıyla üretkenliği arttırır. Ayrıca işteki bir gecikme erken
saptanarak sorunların erken bulunmasına ve düzeltici tedbirlerin erken uygulanmasına imkan tanır.
İşlem ölçme fonksiyonu
■
Dikiş makinesinin kullanılabilirlik oranı gösterge modu [F300]
İlmek süresi gösterge modu [F400]
Ortalama devir sayısı gösterge modu [F500]
Dikiş makinesinin kullanılabilirlik durumu otomatik olarak ölçülür ve kontrol panelinde gösterilir. Elde edi-
len veriler proses analizi, hat düzenlemesi ve ekipman verimliliği kontrolü yapmak için temel veri olarak
kullanılabilir.
Masura sayacı fonksiyonu
■
Masura sayacı gösterge modu
Mevcut masurada iplik bitmeden önce masurayı değiştirmek için, masura değiştirme zamanı bildirilir.
[Üretim destek modlarını görüntülemek için]
Tek dokunuşta ayar ekranına geçmek
Ⓒ
❶
Ⓐ
Ⓑ
için, normal dikiş koşullarındayken
düğmeyi ❼ basılı tutun (bir saniye).
Ⓓ
Ardından, üretim destek modlarını görüntülemek/gizlemek için tek dokunuşta
❷
(Dikkat) F100 - F500 arasındaki modların teslimat sırasındaki
fabrika ayar değeri GİZLENMİŞ olarak seçilmiştir.
Masura sayacı fonksiyonunu ayarlayarak (6 numaralı
fonksiyon ayarı) masura sayacını izleme modu seçimi
göster ya da gizle olarak değiştirilebilir. (Sevkiyat öncesinde, fabrika ayar değeri AÇIK olarak seçilmiştir.)
❺❹❸
❻
❼
ayar ekranında
da
düğmesine
düğmesine
ne ❹ düğmesine basarak, görüntülenecek/gizlenecek modu seçin.
Ekranın AÇIK/KAPALI konumu arasında
düğmesine
ne ❻ basarak geçiş yapılabilir.
düğmesine
❷
ya da
❸
ya da
❺
basın.
düğmesi-
düğmesi-
❶
ya
– 17 –
Normal dikiş haline dönmek için
düğmeye ❼ basın.

Dikiş dikilirken, kontrol panelinde üretim destek verileri görüntülenebilir.
[Üretim destek modlarının temel kullanımı]
❶
Ⓐ
Ⓑ
Ⓒ
Ⓓ
❷
3) Tablo 1 “Gösterge
❺❹❸
”daki (*1) işaretli veriler,
Ⓐ
❻
Ⓔ
❼
bilir.
4) düğmesi
iki saniye basılı tutulurken gösterge Ⓑ ve LED Ⓔ yanıp söner. Onlar yanıp sönerken,
❻
Tablo 1 “Modların altındaki gösterge”de (*2) işaretli veriler,
sarak değiştirilebilir.
düğmesi
basılıyken, (2*) işaretli değere onay verilmiş olur ve gösterge Ⓑ ve LED Ⓔ yanıp sön-
❼
düğmesi
1) Normal dikiş dikerken düğme-
sine ❼ basılırsa, üretim destek moduna geçmek üzere LED Ⓔ yanar.
2) düğmesine
ya da
❸
mesine ❹ basarak üretim destek
fonksiyonları arasında geçiş yapılabilir.
ve
❺
düğmesine
düğmesi
kullanılarak değiştirile-
❻
❺
ve
düğmesine
düğ-
ba-
❻
meyi bırakır.
5) Tablo 1 “Mod izleme"deki kare (*3) işaretli değer, sadece düğmesini
narak sıfırladıktan sonra değiştirilebilir.
6) Veri sıfırlama prosedürü için “Mod sıfırlama işlemi” tablosuna bakınız.
7) Normal dikiş haline dönmek için düğmeye
basın.
❼
İlgili modlarda izlenecek olan veriler aşağıdaki tabloda verilmiştir.
Tablo 1 : Mod izleme
Mod adı Gösterge
Hedeenen parça adedi
göstergesi modu [F100]
Hedeenen/gerçek parça adedi farkı göstergesi
modu [F200]
Dikiş makinesinin kullanılabilirlik oranı gösterge
modu [F300]
Adım süresi gösterge
modu [F400]
Ortalama devir sayısı
gösterge modu [F500]
Masura sayacı gösterge
modu
Ⓐ
Gerçek parça adedi (Birim: Parça sayısı) (*1)
Hedeenen parça adediyle gerçek parça adedi
arasındaki fark (d : adet)
(*1)
oP-r Önceki dikişte dikiş ma-
Pi-T Önceki dikişte adım
ASPd Bir önceki dikişte ortala-
bbn Masura sayacı değeri
Gösterge
Hedeenen parça adedi
(Birim : adet) (*2)
Hedeenen adım süresi
(Birim : 100 milisaniye)
(*2)
kinesinin kullanılabilirlik
oranı (Birim: %)
süresi (Birim: 1 saniye)
ma devir sayısı (Birim :
sti/min)
(*3)
Ⓑ
( düğmesine
Dikiş makinesinin ortalama kullanılabilirlik oranı göstergesi (Birim : %)
Ortalama adım süresi göstergesi (Birim
: 100 milisaniye)
Ortalama devir sayısı göstergesi (Birim
: sti/min)
❺
ve
düğmesini
Gösterge Ⓑ
basıldığı zaman)
❺
-
-
-
❻
kulla-
– 18 –

Tablo 2 : Mod sıfırlama işlemi
Mod adı
(2 saniye basılı tutun)
Hedeflenen parça adedi göstergesi modu [F100]
Hedeenen/gerçek parça adedi farkı göstergesi modu [F200]
Dikiş makinesinin kullanılabilirlik oranı gösterge modu [F300]
Adım süresi gösterge modu
[F400]
Ortalama devir sayısı gösterge
modu [F500]
Masura sayacı gösterge modu Masura sayacı değerini sıfırlar
Gerçek parça adedini sıfırlar
Hedeenen parça adediyle gerçek
parça adedi arasındaki farkı sıfırlar
Gerçek parça adedini sıfırlar
Hedeenen parça adediyle gerçek
parça adedi arasındaki farkı sıfırlar
Dikiş makinesinin ortalama kullanılabilirlik oranını sıfırlar
Ortalama adım süresini sıfırlar Dikiş makinesinin ortalama kullanılabilirlik
Dikiş makinesinin ortalama devir
sayısını sıfırlar
(
düğmeye
ce masura sayacının hemen sıfırlanacağını unutmayın.)
Düğme
❺
❺
basarak sade-
Düğme
(4 saniye basılı tutun)
-
-
Dikiş makinesinin ortalama kullanılabilirlik
oranını sıfırlar
Ortalama adım süresini sıfırlar
Dikiş makinesinin ortalama devir sayısını sıfırlar
oranını sıfırlar
Ortalama adım süresini sıfırlar
Dikiş makinesinin ortalama devir sayısını sıfırlar
Dikiş makinesinin ortalama kullanılabilirlik
oranını sıfırlar
Ortalama adım süresini sıfırlar
Dikiş makinesinin ortalama devir sayısını sıfırlar
-
❺
[Üretim miktarı yönetimi fonksiyonunun ayrıntılı ayarı [F101]・[F102]]
❶
adedi gösterge modunda [F100] ya da
hedeflenen/gerçek parça adedi farkı
gösterge modunda [F200] basılı tutulduğu zaman (üç saniye), üretim miktarı
yönetimi fonksiyonunun ayrıntılı ayarı
yapılabilir.
İplik kesme sayısı ayar durumu [F101]
❷
❺❹❸
❻
Ⓔ
❼
ve hedefe varıldığında sesli Dikkat
[F102],
düğmesine ❹ basarak değiştirilebilir.
Üretim hacmi yönetimi işlevinin ayarlanması
F101 İplik kesme sayısı-
nın ayarlanması
F102 Hedefe ulaşıldığın-
da yapılacak işlem
Bir malzemenin dikişi sırasında iplik kesme işleminin kaç kez gerçekleştirileceği ayarlanır.
0: Üretim hacmi itme anahtarına basılarak sayılır. Üretim hacmi iplik kesme işlemi ile
sayılmaz.
1~: Ayarlanan iplik kesim sayısının tamamlanmasının ardından parça sayacındaki
mevcut sayıya bir eklenir.
Mevcut parça sayısı hedeenen parça sayısına ulaştığında yürütülecek işlem
0: İşlem yok
1: Alarm çalar
2: Pedala basılsa bile dikiş makinesi çalışmaz.
Düğme
düğmesine
, hedeflenen parça
❼
ya da
❸
Dikiş makinesi cebren beklemeye alınmak istendiğinde anahtarına ❺ basılı tutu-
larak parça sayacındaki geçerli sayı sıfırlanır (0). Ardından, dikiş makinesinin çalışması
tekrar etkin hale gelir.
– 19 –

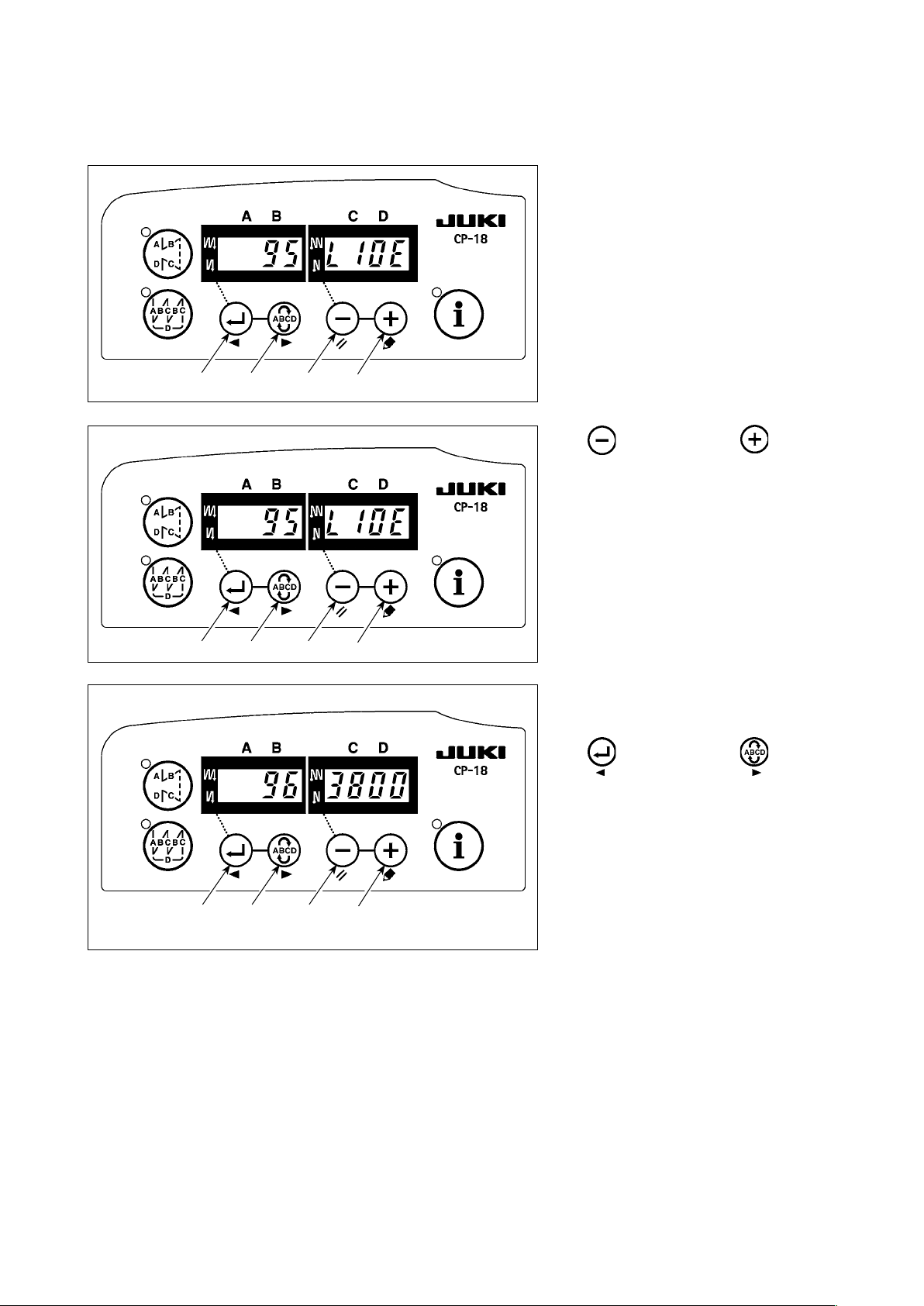
6. SC-923 ayar fonksiyonları
Fonksiyonlar seçilip nitelendirilebilir.
(Dikkat) CP-18 dışındaki çalışma panellerinin fonksiyon ayar prosedürü için, kullanılacak olan panelin
Kullanım Kılavuzuna bakınız.
Ⓓ
Ⓓ
Ⓒ
Ⓒ
❷
❶
❶
1) düğme
basılıyken güç şal-
❼
ⒷⒶ
terini AÇIK konuma getirin.
(Bir önceki işte değiştirilmiş olan
başlık görülür.)
* Ekran görünümü aynı kalırsa 1)
numaralı adımda tanımlanan işlemi
tekrar uygulayın.
(Dikkat)
❻❺❹❸
Ⓔ
❼
ⒷⒶ
2)
Ayar numarasını ilerletmek için
KAPALI konuma getirdikten
bir ya da birkaç saniye sonra güç şalterini tekrar AÇIK
konuma geri getirdiğinizi
kontrol edin. Şalter KAPALI
konuma getirildikten hemen sonra tekrar AÇIK konuma getirilirse dikiş makinesi normal çalışmayabilir.
Bu durumda şalteri tekrar
uygun şekilde açın.
düğmeye ❹ basın. Ayar numarasını ge-
riye almak için
düğmeye
basın.
❸
Ⓒ
❷
❶
(Dikkat)
❻❺❹❸
Ⓔ
❼
ⒷⒶ
Ayar numarası ileri (ya da
geri) alınırsa, önceki (ya da
bir sonraki) ayar içeriğine
onay verilir. Ayarın içeriği de-
ğişirken dikkatli olun (
düğmesine dokunulur).
Örnek) Maksimum devir sayısını değiş-
tirmek (ayar numarası 96)
Ⓓ
“96” numaralı ayara gitmek için
düğmesine ❸ ya da düğmesine
basın.
❹
Mevcut ayar değeri göstergede
görülür.
❷
* düğmesine
❺
ve
❻❺❹❸
düğmesine ❻ aynı anda basınca, ayar numarasının ayar içeriği başlangıç de-
Ⓔ
❼
Ayar değerini "2500" olarak değiştir-
mek için
düğmesine
❺
ğerine döner.
3) Değiştirme işlemi tamamlandıktan sonra, güncellenen değere onay vermek için düğmesine
basın.
ya da
❸
Ⓑ
/
düğmesine
(Dikkat) Bu işlem yapılmadan şalter KAPALI konuma getirilirse, değiştirilen içerik güncellenmez.
düğmesine
düğmesine ❹ basıldığı zaman, paneldeki görüntü bir sonraki ayar numarasına döner.
İşlem tamamlandıktan sonra, güç şalterini KAPALI konuma ve ardından AÇIK konuma getire-
rek makine normal dikiş haline döndürülür.
basın.
❹
basıldığı zaman, paneldeki görüntü önceki ayar numarasına döner.
❸
– 20 –

❶
Ⓐ
Ⓑ
Bir önceki sayfada 1) maddesinde açıklanan işlem yardımıyla soldaki ekran
görülüyorsa, ekran bir parola ile kilitlenir.
Parola ayarı ve sıfırlanması için Teknisyenin Kılavuzuna bakın.
❷
❻❺❹❸
❼
– 21 –

7. Fonksiyon ayar listesi
No Başlık Tanım Ayar aralığı Fonksiyon ayarı gösterimi
1 Yumuşak baş-
langıç fonksiyonu
2 Malzeme sonu
sensör fonksiyonu
3 Malzeme sonu
sensörüyle iplik
kesme fonksiyonu
4 Malzeme sonu
sensörü için ilmek sayısı
6 Masura iplik sa-
yacı fonksiyonu
*
7 Masura ipliğini
azalarak sayma
ünitesi
*
8 Geriye doğru
beslemeli dikişte devir sayısı
9 İplik kesme-
yi engelleme
fonksiyonu
10 Dikiş makine-
sinin durduğu anda iğne
milinin durma
konumunun
saptanması
11 Çalışma paneli
için işlem onay
sesi
12 Opsiyonel düğ-
me fonksiyonu
seçimi
*
13 Masura iplik
sayacı ile dikiş
makinesinin
çalışmasını engelleme fonksiyonu
14 Dikiş sayacı Dikiş sayım fonksiyonu (proseste tamamlanan sayı)
21 Nötr baskı
ayağı kaldırma
fonksiyonu
22 İğne yukarı/
aşağı düzeltme
düğmesi geçiş
fonksiyonu
25 Kasnağı elle
çevirdikten sonra iplik kesme
işlemi
Dikiş başlangıcında yumuşak başlangıç fonksiyonu kullanıldığı
zaman düşük hızda dikilecek olan ilmek sayısı.
0 : Yumuşak başlangıç fonksiyonu etkin değil.
1 ile 9 arasında : Yumuşak başlangıç modunda dikilecek olan
Malzeme sonu sensörü fonksiyonu (sadece CP-18 ile kullanılır).
0 : Malzeme sonunu saptama fonksiyonu etkin değil.
1 : Malzeme sonunu saptadıktan sonra, belirlenen sayıda ilmek
(4 numara) dikilir ve dikiş makinesi durur.
Malzeme sonu sensörüyle iplik kesme fonksiyonu (sadece CP-18
ile kullanılır).
0 : Malzeme sonunu saptadıktan sonra otomatik iplik kesme etkin
olmaz.
1 : Malzeme sonunu saptadıktan sonra, belirlenen sayıda ilmek
(4 numara) dikilir ve dikiş makinesi durur ve otomatik iplik
kesme işlemini gerçekleştirir.
Malzeme sonu sensörü için ilmek sayısı (sadece CP-18 ile kullanılır).
Malzeme sonunu saptadıktan sonra dikiş makinesini durdurmak
için gerekli ilmek sayısı.
Masura iplik sayacı fonksiyonu
0 : Masura iplik sayacı fonksiyonu etkin değil.
1 : Masura iplik sayacı fonksiyonu etkin.
Masura ipliğini azalarak sayma ünitesi
0 : Sayı/10 ilmek
1 : Sayı/15 ilmek
2 : Sayı/20 ilmek
3 : Sayı/iplik kesme
Geriye doğru dikişte dikiş hızı 150 ile
İplik kesme engelleme fonksiyonu (sadece CP-18 ile kullanılır).
0 : İplik kesme etkin.
1 : İplik kesimine izin verilmiyor.
(Solenoid çıkışı engelleniyor: İplik kesici)
Dikiş makinesinin durduğu anda iğne milinin durma konumu
saptanır.
0 : İğne mili en alt konumda durur.
1 : İğne mili en üst konumda durur.
Çalışma paneli için işlem onay sesi
0 : Çalışma paneli için işlem onay sesi verilir
1 : Çalışma paneli için işlem onay sesi verilmez
Opsiyonel düğme fonksiyonunda geçiş yapılması.
"III-8. Fonksiyon seçimi hakkında ayrıntılı açıklama" sayfa 28
na bakın.
Masura iplik sayacı ile dikiş makinesinin çalışmasını engelleme
fonksiyonu
0 : Sayım bittiği zaman (0 ya da daha az) Dikiş makinesinin
çalışmasını engelleme fonksiyonu etkin değil.
1 :
Sayım bittiği zaman (0 ya da daha az), iplik kesmenin ardından
dikiş makinesinin çalışmasını engelleme fonksiyonu etkindir.
2 : Sayım bittiği zaman (0 ya da daha az) dikiş makinesi bir kez
durur. İplik kesmenin ardından dikiş makinesinin çalışmasını
engelleme fonksiyonu etkin.
0 : Dikiş sayacı fonksiyonu etkin değil.
1 : Dikiş sayacı fonksiyonu etkin.(Her defasında iplik kesilir)
2 : Dikiş sayma düğmesi giriş fonksiyonlu
Çalışma panelindeki iğne yukarı/aşağı tela düğmesinin fonksiyonu
değiştirilebilir.
0 : İğne yukarı/aşağı tela
1 : Pedal nötr konumdayken baskı ayağını otomatik kaldırma
fonksiyonunu seçebilme özelliği vardır
2 : Pedal nötr konumdayken baskı ayağını otomatik kaldırma
fonksiyonunu aktif hale getirebilme özelliği ve ek olarak
pedalın arkasına basarak dönüşümlü işlemi gerçekleştirme
fonksiyonu vardır
(93 numaralı İğne yukarı/aşağı düğmesi ek fonksiyon ayarı “3” iken
bu fonksiyon etkin değildir.)
İğne yukarı/aşağı düzeltme düğmesi geçiş fonksiyonu değişir.
0 : İğne yukarı/aşağı tela
1 : Tek ilmek tela
Kasnağı elle çevirerek iğneyi üst ya da alt konumdan uzaklaştırdıktan sona iplik kesme işlemi belirlenir.
0 : Kasnağı elle çevirdikten sonra iplik kesme işlemi yapılır
1 : Kasnağı elle çevirdikten sonra iplik kesme işlemi yapılmaz
ilmek sayısı
0 ile 9
(İlmek)
0/1
0/1
0 ile 19
(İlmek)
0/1
0 ile 3
arasında
3.000
arasında
(sti/min)
0/1
0/1
0/1
0 ile 2
arasında
0 ile 2
arasında
0/1
0/1
0/1
1
2
3
4
6
7
8
9
1 0
1 1
1 2o P T _
1 3
1 4
2 1
2 2
2 5
6 0 0
1
0
0
5
1
0
0
0
1
0
1
0
0
1
Refe-
rans
sayfası
28
28
28
28
28
28
28
28
29
34
34
34
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart ayar değeri
değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
– 22 –

No Başlık Tanım Ayar aralığı Fonksiyon ayarı gösterimi
30 Sıradaki geri
besleme dikişi
fonksiyonu
31
Sıradaki geri
besleme dikişinin ilmek sayısı
32
Dikiş makinesi
durduğu zaman,
sıradaki geri
besleme dikişinin etkin koşulu
33 Sıradaki geri
besleme dikişiyle iplik kesme fonksiyonu
*
35 Düşük hızda
devir sayısı
*
36 İplik kesiminde
devir sayısı
37 Yumuşak baş-
langıçta devir
sayısı
38 Tek adım hızı Tek adım hızı (Maksimum değer, dikiş makinesi kafasının devir
*
39 Devir başlan-
gıcında pedal
stroku
*
40 Pedalın düşük
hız bölümü
*
41 Pedalla baskı
ayağını kaldırma başlangıç
konumu
*
42
Pedalla ayağını
indirme başlangıç konumu
*
43 İplik kesme
başlangıcı için
pedal stroku 2
*
44
Maksimum devir
sayısına ulaşan
pedal stroku
*
45 Pedal nötr nok-
tasının telasi
*
48 İplik kesme
başlangıcı için
pedal stroku 1
49 Baskı ayağını
indirme süresi
*
50 Pedal teknik
özellikleri
51 Dikiş başlan-
gıcında geriye
doğru dikişte
açık olduğu sürenin telasi
52
Dikiş başlangıcında geriye doğru dikişte kapalı
olduğu sürenin
telasi
53
Dikiş sonunda
geriye doğru
dikişte kapalı
olduğu sürenin
telasi
Sıradaki geriye doğru dikiş fonksiyonu
0 : Normal tek dokunuşta geri beslemeli tip dikiş fonksiyonu
1 : Sıradaki geriye doğru dikiş fonksiyonu etkin.
Sıradaki geriye doğru dikiş ilmek sayısı. 0 ile 19
Sıradaki geriye doğru dikiş etkin koşulu
0 : Dikiş makinesi durduğu zaman fonksiyon etkin değil.
1 : Dikiş makinesi durduğu zaman fonksiyon etkin. 0/1
Sıradaki geriye doğru dikiş ile iplik kesme fonksiyonu
0 : Sıradaki geriye doğru dikiş tamamlandıktan sonra otomatik
iplik kesme fonksiyonu etkin değil.
1 : Sıradaki geriye doğru dikiş tamamlandıktan sonra otomatik
iplik kesme fonksiyonu etkin.
Pedalla en düşük hız (MAKS değer makine kafasına bağlı olarak
değişir.)
İplik kesme hızı (MAKS değer makine kafasına bağlı olarak değişir.) 100 ile
Dikiş başlangıcında (yumuşak başlangıç) dikiş hızı (MAKS değer
makine kafasına bağlı olarak değişir.)
sayısına bağlıdır.)
Pedal nötr konumundan itibaren dikiş makinesinin dönmeye başladığı konum (Pedal stroku)
Pedal nötr konumundan itibaren dikiş makinesinin hızlanmaya
başladığı konum (Pedal stroku)
Pedal nötr konumundan itibaren kumaş baskı parçasının kalkmaya
başladığı konum (Pedal stroku) -900 ile -200
Baskı ayağının inmeye başladığı konum
Nötr konumdan itibaren strok
Pedal nötr konumundan itibaren iplik kesmenin başladığı 2 konumu
(Baskı ayağını pedalla kaldırma fonksiyonu varsa) (Pedal stroku)
(Başlık Numarası 50 ayarı sadece 1 iken etkindir.)
Pedal nötr konumundan itibaren dikiş makinesinin en yüksek dikiş
hızına ulaştığı konum (Pedal stroku)
Pedal sensörünün tela değeri -1500 ile
Pedal nötr konumundan itibaren iplik kesmenin başladığı konum
(Standart pedal) (Pedal stroku)
(Başlık Numarası 50 ayarı sadece 0 iken etkindir.)
Pedala basıldıktan sonra baskı ayağının iniş süresi.
(Dikiş makinesinin devir hareketine başlaması bu süre içinde
geciktirilir.)
Pedal sensörü tipi seçilir.
0 : KFL
1 : PFL
"III-10. Pedal spesikasyonlarının seçilmesi" sayfa 44 na bakın.
Başlangıçta geriye doğru besleme dikişi yapıldığı zaman, geriye
doğru besleme dikişi başlatma telasi. -36 ile 36
Dikiş başlangıcında geriye doğru dikiş yapılırken geriye doğru dikiş
serbest bırakma telasi. -36 ile 36
Dikiş sonunda geriye doğru dikiş yapılırken geriye doğru dikiş
serbest bırakma telasi. -36 ile 36
0/1
(İlmek)
arasında
0/1
150 ile
MAKSİMUM
arasında
(sti/min)
MAKSİMUM
arasında
(sti/min)
100 ile
MAKSİMUM
arasında
(sti/min)
150 ile
MAKSİMUM
arasında
(sti/min)
200 ile 1600
arasında
200 ile 3000
arasında
arasında
160 ile 1600
arasında
-900 ile -200
arasında
200 ile 4500
arasında
1500 ara-
sında
-200 ile -900
arasında
0 ile 500
arasında
(ms)
0/1
arasında
(10°)
arasında
(10°)
arasında
(10°)
3 0
3 1
3 2
3 3
3 5
3 6
3 7
3 81 5 0 0
3 9
4 0 1 8 0 0
4 1 – 3 7 0
4 2
4 3 – 6 5 0
4 4 4 4 9 0
4 5
4 8 – 4 3 0
4 9
5 0
5 1
5 2
5 3
1 7 0
1 7 0
1 7 0
9 0 0
3 0 0
1 4 0
2 7
0
4
0
0
0
1
7
8
Refe-
rans
sayfası
35
35
35
35
28
35
36
36
36
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart ayar değeri
değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
– 23 –

No Başlık Tanım Ayar aralığı Fonksiyon ayarı gösterimi
55 İplik kesmenin
ardından baskı
ayağı kaldırma
56
İplik kesmenin
ardından iğneyi
kaldırmak için geriye doğru dönüş
58 İğne milini ana
konumda tutma
fonksiyonu
59 Dikiş başlan-
gıcında geriye
doğru besleme
dikişini Otomatik/El kumandasıyla değiştirme
fonksiyonu
60
Dikiş başlangıcında geriye
doğru besleme
dikişinin hemen
ardından durdurma fonksiyonu
61 İğne mili baş-
langıç konumunda kalış
süresi
64 Yoğun dikiş ya
da EBT’de (ve
iğne ardında)
değişim hızı
71 Çifte geri besle-
meli ilmek fonksiyonu
72
Dikil makinesi
başlangıç seçme fonksiyonu
76 Tek adım fonk-
siyonu
87 Pedal eğrisi se-
çim fonksiyonu
İplik kesme sırasında (kesmenin ardından) baskı ayağını kaldırma
fonksiyonu
0 :
İplik kesmenin ardından baskı ayağını kaldırma fonksiyonu yoktur.
1 : İplik kesmenin ardından baskı ayağını otomatik kaldırma
fonksiyonu vardır.
İplik kesme sırasında (kesmenin ardından) iğneyi kaldırmak için
geriye doğru devir hareketi fonksiyonu
0 : İplik kesmenin ardından iğneyi kaldırma fonksiyonu yoktur.
1 : İplik kesmenin ardından iğneyi kaldırma fonksiyonu vardır.
İğne milini ana konumda tutma fonksiyonu
0 : İğne milini ana konumda tutma fonksiyonu etkin değildir
1 :
İğne milini ana konumda tutma fonksiyonu etkindir (tutma gücü zayıf)
2 :
İğne milini ana konumda tutma fonksiyonu etkindir (tutma gücü orta)
3 :
İğne milini ana konumda tutma fonksiyonu etkindir (tutma gücü kuvvetli)
Bu fonksiyon, dikiş başlangıcında geriye doğru besleme dikişinde
dikiş hızını belirleyebilir.
0 : Hız, pedal vb’nin manual çalıştırılmasına bağlıdır.
1 : Hız, belirlenen geriye doğru besleme dikiş hızına bağlıdır (8
numara).
Dikiş başlangıcında geriye doğru besleme dikişinin tamamlanması
anındaki fonksiyon
0 :
Dikiş başlangıcında geriye doğru besleme dikişinin tamamlandığı
anda dikiş makinesini geçici olarak durdurma fonksiyonu yoktur.
1 :
Dikiş başlangıcında geriye doğru besleme dikişinin tamamlandığı
anda dikiş makinesini geçici olarak durdurma fonksiyonu vardır.
Dikiş makinesi durduktan sonra iğne milinin başlangıç konumunda
kaldığı süreyi belirler.
0 : Fonksiyon kullanım dışıdır (iğne milinin başlangıç konumunda
kalması fonksiyonu her zaman etkindir)
100 - 3000 ms
Yoğun dikiş ya da EBT başlatırken ilk hız
Çifte geri beslemeli ilmek etkin/etkin değil arasında geçiş olur
(sadece CP-18 ile kullanılır).
0 : Etkin değil
1 : Etkin
Dikiş makinesinin çalışmaya başladığı andaki akım sınırı belirlenir.
0 : Başlangıç hızlanmasında sınır yok
1 ile 250 arasında : Kısıtlı başlangıç hızlanması miktarı
Malzeme sonuna kadar tek adım işlemi belirlenir (sadece CP-18
ile kullanılır).
0 : Tek adım işlemi uygulanmaz.
1 : Tek adım işlemi uygulanır.
Pedal eğrisi seçilir. (Pedal darbeli işlemini iyileştirir)
1 ile 10
arasında
0/1
0/1
0 ile 3
arasında
0/1
0/1
0: Kullanım
dışı
100 - 3000
(ms)
0 ile 250
arasında
(sti/min)
0/1
0 ile 250
arasında
0/1
5 5
5 6
5 8
5 9
6 0
6 1
6 4
7 1
7 2
7 6
5 0
1
1
0
1
0
0
1
0
0
Refe-
rans
sayfası
36
37
37
37
37
37
38
28
Devir sayısı
90 Dikişin başlan-
gıcında makineyi yönlendirme fonksiyonu
91 Elle çalıştırılan
kasnağı elle çevirdikten sonra
telafi işlemini engelleme
fonksiyonu
92 Dikiş başlan-
gıcında geriye
doğru besleme dikiş hızını
azaltma fonksiyonu
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart ayar değeri
değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
Gücü AÇIK konuma getirir getirmez dikiş makinesinin otomatik
olarak belirli bir konuma yönelmesini sağlayan fonksiyon.
0 :
Fonksiyon etkin değildir. (Pedala basmadan önce başlangıcı
bulun)
1 :
Dikiş makinesi başlangıçta iğne yukarıda olacak şekilde durur.
2 : Dikiş makinesi başlangıçta ters yöne doğru döner ve iğnesi
yukarıda olacak şekilde durur.
Gerginliği azaltma fonksiyonlu makine kafası ile birlikte etkindir.
0 : Gerginliği azaltma fonksiyonu etkin değil.
1 : Gerginliği azaltma fonksiyonu etkin.
Dikiş başlangıcında geriye doğru besleme dikişi tamamlandığı
zaman hızı azaltma fonksiyonu.
0 : Hız azaltılmaz.
1 : Hız azaltılır.
0
– 1 ile – 10
arasında
Pedal stroku
-10 ile 10
arasında
0 ile 2
arasında
0/1
0/1
8 7
9 0
9 1
9 2
38
0
38
2
1
38
0
– 24 –

No Başlık Tanım Ayar aralığı Fonksiyon ayarı gösterimi
93 İğne yukarı/
aşağı tela dikişi düğmesine
eklenen fonksiyon
94 Sürekli + Tek
adım kesintisiz
fonksiyon
95 Kafa seçme
fonksiyonu
96 Maksimum de-
vir sayısı ayarı
103 İğne soğutucu
çıkışı KAPALI
geciktirme sü-
resi
109 LED lambası
karartma ayarı
111 Tutucu par-
çanın kalkma
hareketi için
bekleme süresi
120 Ana mil refe-
rans açı telasi
121 Yukarı konum-
da çalışmaya
başlama açısı
telasi
122 AŞAĞI konum-
da çalışmaya
başlama açısı
telasi
124 Bekleme sı-
rasında enerji
tasarrufu fonksiyonu ayarı
128 Enerji tasarruf
moduna geçme
zamanı
144 Dönüşümlü yu-
karı/aşağı çıkış
iptali için ilmek
sayısı ayarı
146 İplik kesmenin
ardından dönüşümlü yukarı/
aşağı çıkış seçimi
147 Dönüşümlü yu-
karı/aşağı çıkışı
148 Dikiş başlangıcı
ve sonundaki
geri besleme dikiş sırasındaki
2 adım (2 ilmek
uzunluğu) çıkışı
149 Dönüşümlü
yukarı/aşağı
çıkış sırasında
2 adım tersine
uygulanır.
150 2 adım başlan-
gıç çıkışı
Güç şalterini AÇIK konuma getirdikten sonra ya da iplik kesme işleminden sonra iğne yukarı/aşağı tela düğmesinin çalışması değişir.
0 : Normal (sadece iğne yukarı/aşağı tela dikişi)
1 :
Tek ilmek tela dikişi, sadece yukarıda belirtilen değişiklik yapıldıktan sonra gerçekleştirilebilir. (Üstte duruş → üstte duruş)
2 :
İplik kesme işleminden sonra iğneyi aşağı indirme fonksiyonu çalışır.
3 : İğneyi aşağı indirme fonksiyonuyla birlikte 2. adımdaki işlem
ve ek olarak baskı ayağını indirme ve iplik kesmeyle birlikte
iğneyi yukarı kaldırma işlemi eklenir.
Bu fonksiyon, IT çalışma panelindeki dikiş programı fonksiyonunu
kullanarak sürekli dikişi tek adımda dikişle birleştirerek dikiş makinesini hiç durdurmaz.
0 : Normal (Adım tamamlandığı zaman dikiş makinesi durur.)
1 : Adım tamamlandığı zaman dikiş makinesi durmaz ve bir
sonraki adıma devam edilir.
Kullanılacak olan makine kafası seçilir.
(Makine kafası değiştiği zaman, her bir ayar öğesi, makine kafasının
başlangıç değeri olarak değiştirilir.)
Dikiş makinesi kafasının maksimum devir sayısı belirlenebilir
(sadece CP-18 ile kullanılır).
Dikiş makinesinin duruşundan itibaren, iğne soğutucu soğutma
çıktısı fonksiyonunu kullanarak KAPALI çıktısına kadar olan gecikme süresi belirlenir.
Makine kafasının LED’inin çıkış voltajını değiştirir (%100’e ayarlandığında 5 V çıkış olacak şekilde)
Pedalın arka kısmına ayak basıldığı andan tutucu parçanın yukarı
kalkmaya başlamasına kadar geçen süre.
Ama mil referans açısı tela edilir. -60 ile 60
YUKARI konumda çalışmaya başlama saptama açısı tela edilir.
AŞAĞI konumda çalışmaya başlama saptama açısı tela edilir.
Dikiş makinesi beklemedeyken enerji tüketimini azaltma ayarı.
0 : Enerji tasarrufu modu etkin değil
1 : Enerji tasarrufu modu etkin
Bekleme durumunun başlamasından enerji tasarruf modunun
etkinleşmesine kadar geçen süre.
Dönüşümlü yukarı/aşağı çıkış otomatik olarak iptal edilmeden önce
dikilecek ilmek sayısını belirler
0 : Kullanım dışı
1 - 30 ilmek
İplik kesme işleminden sonra dönüşümlü yukarı/aşağı çıkışı zorlayan hali seçer
0 : Çıkış hali devam eder
1 : Çıkış KAPALI
2 : Çıkış AÇIK
Güç şalterini AÇIK ya da KAPALI konuma getirdikten sonra dönüşümlü yukarı/aşağı çıkış halini seçer
0 : Güç şalterinin kapalı olduğu önceki hale döner
1 : Çıkış KAPALI
2 : Çıkış AÇIK
Dikiş başlangıcı ve sonundaki geri besleme dikişi sırasında 2 adım
çıkışı uygular
2 adım çıkışın tersinin, dönüşümlü yukarı/aşağı çıkış ile senkronize
olarak uygulanıp uygulanmayacağını belirler
Güç şalterini AÇIK ya da KAPALI konuma getirdikten sonraki 2
adım çıkış halini seçer
0 : Güç şalterinin kapalı olduğu önceki hale döner
1 : Çıkış KAPALI
2 : Çıkış AÇIK
0 ile 3
arasında
0/1
150 ile
MAKSİMUM
arasında
(sti/min)
100 ile 2000
arasında
(ms)
0 ile 100
arasında
(%)
0 ile 200
arasında
(ms)
arasında
(°)
-15 ile 15
arasında
(°)
-15 ile 15
arasında
(°)
0/1
0 ile 60
(saniye)
0 ile 30
(İlmek)
0 ile 2
arasında
0 ile 2
arasında
0/1
0/1
0 ile 2
arasında
9 3
9 4
9 5L 1 0 E
9 63 8 0 0
1 0 3
1 0 9
1 1 1
1 2 0
1 2 1
1 2 2
1 2 4
1 2 8
1 4 4
1 4 6
1 4 7
1 4 8
1 4 9
1 5 0
5 0 0
1 0 0
7 0
0
0
0
0
0
0
0
0
0
0
0
0
0
Refe-
rans
sayfası
38
38
39
39
39
39
39
39
39
39
40
40
40
40
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart ayar değeri
değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
– 25 –

No Başlık Tanım Ayar aralığı Fonksiyon ayarı gösterimi
151 Duraklama ve
ilmek hizalama
fonksiyonu
154 Dikiş başlangı-
cında/sonunda
yoğun dikiş
fonksiyonu
155 Pedal nötr ko-
numdayken
baskı ayağını
otomatik kaldırma fonksiyonunu kullanma
ayarı
156 Üst ipliği ya-
kalama fonksiyonu
158 İplik kesme sı-
rasında yoğun
dikiş fonksiyonu
163 Dönüşümlü yu-
karı/aşağı hız
sınırına izin ver
164 Ayakta çalış-
maya uygun
pedal girişi yüksek hız düğmesi fonksiyonu
167
Masurada kalan
iplik miktarını algılama var/yok
168 Masurada ka-
lan iplik miktarını algılama
fonksiyonu
173 İplik tutucu
AÇIK bekleme
süresi
174 İplik gerginli-
ği değiştirme
fonksiyonu
178 Dikişin başında
geri besleme
dikişi yapılırken
hareket ayağı
ve baskı ayağının dönüşümlü
düşey hareketi
179 İğne milinin
ana konumunda kalması için
süre sınırlaması
185 Gerilimi serbest
bırakma fonksiyonunu AÇIK
konumda tutma
186 İplik kesmeli
yoğun dikiş için
gerilimi serbest
bırakma fonksiyonu
194 Baskı ayağı kal-
dırıcısı ve iplik
bırakma kilitleme işlevi
Dikiş başlangıcında, dikiş sonunda ve üst üste binen dikiş sırasında,
dikiş çeşidinin her köşesinde geçici olarak durur 0/1
İplik kesildikten sonra malzeme üzerinde kalan ipliğin daha kısa
olması için yoğun dikiş özelliği bulunan makine kafasının SC-923
ile birlikte kullanılması halinde geçerlidir
Dikiş makinesi, dikiş başında ve sonunda yoğun dikiş uygular
(Otomatik geri besleme dikişi yerine yoğun dikiş uygulanır.)
Pedal nötr konumdayken baskı ayağının otomatik kaldırılması,
sadece iğne aşağıdayken dikiş makinesi durunca gerçekleşir.
0 : Pedal nötr konumdayken baskı ayağını otomatik kaldırma
fonksiyonu sürekli kullanılabilir haldedir
1 : Pedal nötr konumdayken baskı ayağının otomatik kaldırılması,
sadece iğne aşağıdayken dikiş makinesi durunca gerçekleşir
(93 numaralı İğne yukarı/aşağı düzeltme düğmesi ek fonksiyon
ayarı “3” iken bu fonksiyon etkin değildir.)
Üst ipliği yakalama fonksiyonu bulunan makine kafasının SC-923
ile birlikte kullanılması halinde geçerlidir
Üst ipliği yakalama fonksiyonunun halini belirler
0 : Operasyona izin veren düğme yardımıyla AÇIK/KAPALI
1 : Üst ipliği yakalama fonksiyonunu kullanım dışı bırakır
2 : Üst ipliği yakalama fonksiyonunun kullanımı için zorlar
İplik kesildikten sonra malzeme üzerinde kalan ipliğin daha kısa
olması için yoğun dikiş özelliği bulunan makine kafasının SC-923
ile birlikte kullanılması halinde geçerlidir
İplik kesildiğinde malzeme üzerinde daha kısa iplik kalması için
yoğun dikiş yapılıp yapılmayacağını seçer
Dönüşümlü yukarı/aşağı miktarı yardımıyla maksimum dikiş hızını
sınırlar
Ayrıntılar için Teknisyenin Kılavuzuna bakın.
Ayakta çalışmaya uygun pedal girişi varken dikiş makinesini yüksek
hızda çalıştırır
Masurada kalan iplik miktarını algılayan cihaz kullanılır.
Ancak masura ipliği sayacı, normal olarak masurada kalan iplik
miktarını algılama ayarından bağımsız çalışır.
Masurada kalan iplik miktarını algılayan cihaz fonksiyonunu düzenler
Ayarı, masurada kalan iplik miktarını algılayan cihazın Kullanım
Kılavuzuna bakarak yapın.
İplik tutucunun AÇIK konumda tutulduğu süre
Bir taraftaki gerginlik bırakma fonksiyonu diğer çıkışa bağlı olarak
AÇIK ya da KAPALI konuma getirilir.
0 : Etkin değil
1 : Dönüşümlü yukarı/aşağı çıkış AÇIK konuma getirildiğinde
KAPALI duruma getirilir, dönüşümlü yukarı/aşağı çıkış KAPALI
konuma getirildiğinde AÇIK duruma getirilir
2 : Dönüşümlü yukarı/aşağı çıkışın ardından KAPALI duruma,
iplik kesmeden sonra AÇIK duruma getirilir
Dikişin başında geri besleme dikişi yapılırken hareket ayağı ve
baskı ayağının dönüşümlü düşey hareketi için AÇIK sinyali verilir.
İğne milinin ana konumunda kalacağı sürenin uzunluğu (0 ayarlandığında sınırlama yoktur) 0 ile 10
Gerilimi serbest bırakma kontrolünün açık kalacağı sürenin
uzunluğu
İplik kesmeli yoğun dikiş sırasında gerilimi serbest bırakma mekanizmasının çalışması
0 : Gerilimi serbest bırakma mekanizması çalışmıyor
1 : Gerilimi serbest bırakma mekanizması çalışıyor
Bu işlev baskı ayağı kaldırıcısını AÇIK/KAPALI konuma getirirken
eş zamanlı olarak iplik bırakma mekanizmasını çalıştırır.
Baskı ayağı kaldırıcısı ile iplik bırakma mekanizmasının birlikte
çalışamadığı makine kafalarında bu işlev kullanılabilir.
0/1
0/1
0 ile 2
arasında
0/1
0/1
0/1
0/1
0 ile 2
arasında
1 ile 60
(saniye)
0 ile 2
arasında
0/1
arasında
(dak)
0 ile 10
arasında
(dak)
0/1
0/1
1 5 1
1 5 4
1 5 5
1 5 6
1 5 8
1 6 3
1 6 4
1 6 7
1 6 8
1 7 3
1 7 4
1 7 8
1 7 9
1 8 5
1 8 6
1 9 4
0
0
0
0
0
0
0
1
0
3
0
0
0
3
0
0
Refe-
rans
sayfası
40
41
34
41
41
41
37
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart ayar değeri
değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
– 26 –

No Başlık Tanım Ayar aralığı Fonksiyon ayarı gösterimi
196 Dikiş başlan-
gıcında yoğun
dikiş
197
Dikiş başlangıcındaki yoğun
ilmek sayısı
235 Optik sensör
fonksiyonu
236 Optik sensör
ltre fonksiyonu
237 Optik sensör
ltresi için ilmek
sayısı
238 Optik sensör gi-
rişinden sonra
dikiş makinesini
durdurmak için
ilmek sayısı
239 Optik sensörün
algılama sayısı
242 Pedal basma
hızını sınırlandırma fonksiyonu
247 Optik sensör
iplik kesme engelleme fonksiyonu
251 Optik sensör
giriş mantığını
değiştirme
252 Başlangıçtaki
geri beslemeli dikiş açılma
düzeltmesi (ilmek sayısı bire
ayarlandığında)
253 Başlangıçtaki
geri beslemeli
dikiş kapanma
düzeltmesi (ilmek sayısı bire
ayarlandığında)
254 Sondaki geri
beslemeli dikiş
kapanma düzeltmesi (ilmek
sayısı bire ayarlandığında)
273 Baskı ayağının
kalkışı sırasında etkinleştirme/devre dışı
bırakma ayarı
Bu fonksiyon, daha kısa iplik bırakan iplik kesici için yoğun dikiş
özelliği bulunan makine kafası ile birlikte kullanım halinde etkindir.
Dikiş başlangıcında yoğun dikiş gerçekleştirilir.
Yoğun dikiş gerçekleştirilmez
0 :
Yoğun dikiş gerçekleştirilir
1 :
Yoğunlaştırma dikişi, dikişin başlangıcı için ters beslemeli
2 :
dikiş devre dışı olduğunda gerçekleştirilir. Bu özellik devre
dışı değilse, yoğun dikiş gerçekleştirilmez.
Dikiş başlangıcında dikilecek yoğun ilmek sayısı
Optik sensör fonksiyonunu kullanır
Optik sensör ltre fonksiyonunun etkin/etkisiz olma durumunu
ayarlar (237 numaralı fonksiyonla birlikte kullanılır)
Optik sensör girişini ltrelemek için ilmek sayısını ayarlar 0 ile 99
Optik sensör girişinden dikiş makinesinin durmasına kadar dikilecek
ilmek sayısını ayarlar 0 ile 99
Optik sensör girişinin AÇIK konuma getirildiği her seferde dikiş
makinesi durur ve ayarlanan sayıya erişildiğinde otomatik iplik
kesme gerçekleştirilir.
0 :
Bu fonksiyon etkin değildir.
1 : Tek adım hızına sabitlenmiştir
2 : Tek adım hızı ile sınırlandırılmıştır
3 : Optik sensör etkinleştirildiğinde, pedala basılınca dikiş
makinesi otomatik modda çalışır.
0 :
İplik kesme etkin
1 : İplik kesme engellenmiş
Optik sensörün giriş mantığı
0 :
VEYA girişi
1 : VE girişi
Geri beslemeli dikiş, dikiş başlangıcında yapıldığında geri beslemeli
dikiş devreye alınma düzeltme açısı ayarlanır.
A işlemi bir ilmeğe ayarlanırsa bu açı kullanılır.
Geri beslemeli dikiş, dikiş başlangıcında yapıldığında geri beslemeli
dikiş devreden çıkarma düzeltme açısı ayarlanır.
B işlemi bir ilmeğe ayarlanırsa bu açı kullanılır.
Geri beslemeli dikiş, dikiş sonunda yapıldığında geri beslemeli dikiş
devreden çıkarma düzeltme açısı ayarlanır.
D işlemi bir ilmeğe ayarlanırsa bu açı kullanılır.
Bu fonksiyon ayar numarası, baskı ayağı yukarı kalkarken dikiş
makinesinin dönüşüne ilişkin girişin durumunu etkin ve devre dışı
seçenekleri arasında değiştirmek için kullanılır.
0 :
Giriş devre dışıdır
1 : Giriş etkindir
0 ile 2
0 ile 19
(Stitches)
0/1
0/1
arasında
(Stitches)
arasında
(Stitches)
1 ile 15
arasında
(kez)
0 ile 3
arasında
0/1
0/1
0 ile 36
arasında
(10°)
0 ile 36
arasında
(10°)
0 ile 36
arasında
(10°)
0/1
1 9 6
1 9 7
2 3 5
2 3 6
2 3 7
2 3 8
2 3 9
2 4 2
2 4 7
2 5 1
2 5 2
2 5 3
2 5 4
2 7 3
2 7
0
2
0
0
0
7
1
0
0
0
7
8
1
Refe-
rans
sayfası
41
41
42
42
43
43
43
43
43
43
36
36
36
* Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart ayar değeri
değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
– 27 –

8. Fonksiyon seçimi hakkında ayrıntılı açıklama
Yumuşak başlangıç fonksiyonunun seçimi (Fonksiyon ayar numaraları 1 ve 37)
①
İğne ipliği, ilmek adımı (ilmek uzunluğu) küçük olduğu ya da kalın iğne kullanıldığı zaman, dikiş başlangı-
cında masura ipliğine dolanmayabilir. Bu problemi çözmek için, bu fonksiyon ile dikiş hızı sınırlandırılarak
ilk ilmeklerin düzgün olması garanti edilir.
0 : Fonksiyon seçilmemiş.
1 ile 9 arasında : Yumuşak başlangıç modunda dikilecek olan ilmek sayısı
Yumuşak başlangıç fonksiyonu ile sınırlanan dikiş hızı değiştirilebilir. (Fonksiyon ayar numarası 37)
Veri ayar aralığı:
100 ile MAKSİMUM sti/min arasında <10 sti/min>
(MAKS değer makine kafasına göre değişir.)
Malzeme kenarı sensörü fonksiyonu (2 - 4, 76 numaralı fonksiyon ayarları)
②
Bu fonksiyon, makinede malzeme kenarı sensörü varsa kullanılabilir.
Ayrıntılar için bkz.
(Dikkat) Bu fonksiyon sadece CP-18 ile etkindir.
Masura ipliği sayma fonksiyonu (Fonksiyon ayar numarası 6).
③
Kontrol paneli kullanıldığı zaman, bu fonksiyon önceden belirlenen değeri çıkarır ve masurada kullanılan
iplik miktarını belirtir.
Ayrıntılar için, çalışma paneli Talimat Kılavuzuna bakınız.
0 : Masura iplik sayacı fonksiyonu etkin değil.
1 : Masura iplik sayacı fonksiyonu etkin.
(Dikkat) “0” seçilirse, kontrol panelindeki LCD ifadesi söner ve masuradaki ipliği sayma fonksiyonu
1 1
3 7 71
"III-17. Malzeme kenarı sensörünün bağlanması" sayfa 50
6 1
geçersiz olur.
0
.
iplik kesmeyi engelleme fonksiyon ayarı (Fonksiyon ayar numarası 9).
④
Bu fonksiyon, iplik kesme uyarılığı zaman iplik kesme solenoidi çıkışını kapatır.
(Dikkat) Bu fonksiyon sadece CP-18 ile etkindir.
Bu fonksiyon yardımıyla, ayrı dikiş malzemeleri birbirine bağlanır ve iplik kesme yapmadan dikilir.
0 : kapalı İplik kesimine izin veriliyor. (İplik kesilebilir).
9 0
1 : açık İplik kesimine izin verilmiyor. (İplik kesilemez).
Dikiş makinesi durduğu anda iğne milinin durma konumunun saptanması (Fonksiyon ayar numarası 10)
⑤
Pedal nötr konumdayken iğne mili konumu belirlenir.
0 : Aşağı İğne mili, strokunun en alt konumunda durur.
1 0 0
1 : Yukarı İğne mili, strokunun en üst konumunda durur.
(Dikkat) İğne milinin durma konumu en yüksek konuma ayarlanırsa, iğne mili en alt konuma geldikten
sonra iplik kesme işlemi gerçekleştirilir.
Panel işleme sesi (Fonksiyon ayarı numarası 11).
⑥
Panel işleyişinin ses çıkarıp çıkarmayacağı seçilebilir.
0 : kapalı Tıklama sesi etkin değil.
1 1 1
1 : açık Tıklama sesi etkin.
– 28 –

İsteğe bağlı giriş/çıkış fonksiyonu seçimi (Fonksiyon ayar numarası 12)
⑦
❶
❷
1 2 TPo _
TP _ nE_ do
0i 1 ** *
3i 2
_ni _
TUo _
Ⓐ
❺❹❸
❻
Ⓑ
❼
1) ile 3) arasındaki fonksiyon ayar prosedürlerinin çalışma prosedürleriyle,
12 numaralı fonksiyon ayarını seçin
ve ❻ tuşlarını kullanarak “End” (son) “in” (içeri) ve “oUT” (dışarı) öğeleri-
❺
ni seçin.
[“in” seçildiğinde]
Giriş fonksiyonunu belirleyen konektör tanım numarası göstergede Ⓐ görülür. Tanım
numarasını ❸ ya da ❹ tuşuyla belirleyin. Görülen rakamlara karşı gelen konektör
pimi fonksiyonunu, ❺ ya da ❻ tuşunu kullanarak belirleyin.Fonksiyon kodu ve kısaltması, Ⓑ göstergesinde dönüşümlü olarak görülür.
kodu ve kısaltması seçilen makine kafasına göre otomatik olarak belirlenir.
maraları ve atanan konektör pimleri ilişkisi için eke bakınız.)
"- - - -" görüntülendiğinde, fonksiyon
(Tanım nu-
0o 1 ** *
3o 2
* Örnek) Giriş fonksiyonunu düzenleme konektörünün i01 (CN44-4) tanım numarası için iplik kesme
[“oUT” seçildiğinde]
Çıkış fonksiyonunu belirleyen konektör tanım numarası göstergede Ⓐ görülür. Tanım
numarasını ❸ ya da ❹ tuşuyla belirleyin. Görülen rakamlara karşı gelen konektör
pimi fonksiyonunu, ❺ ya da ❻ tuşunu kullanarak belirleyin.Fonksiyon kodu ve kısaltması, Ⓑ göstergesinde dönüşümlü olarak görülür.
kodu ve kısaltması seçilen makine kafasına göre otomatik olarak belirlenir.
maraları ve atanan konektör pimleri ilişkisi için eke bakınız.)
"- - - -" görüntülendiğinde, fonksiyon
(Tanım nu-
fonksiyonunun ayarlanması.
1 2 TPo _
1. 1) ile 3) arasındaki fonksiyon ayar prosedürlerinin çalışma prosedürleriyle, 12 numaralı fonksiyon ayarını seçin
ve ❻ tuşlarını kullanarak “in” (içeri) öğesini seçin.
2.
TPo _
_ni _
0i 1 on P
0i 1 ST W
Dönüşümlü olarak yanar
L 4
0i 1
L 4
❺
3. Tuş
4.
5.
6.
yardımıyla i01'i seçin.
❹
ve ❻ tuşlarıyla iplik kesme fonksiyonunu, “TSW” seçin.
❺
tuşuyla iplik kesme fonksiyonunu, “TSW” belirleyin.
❹
ve ❻ tuşlarını kullanarak sinyali AKTİF hale getirin.
❺
Sinyal “Zayıf” iken ve iplik kesme işlemini gerçekleştirirken ekranı “L”
olarak ayarlayın, sinyal “Kuvvetli” iken ve iplik kesme işlemini gerçekleş-
H 4
tirirken ekranı “H” olarak ayarlayın.
0i 2 on P
TPo _
i n
nE d
7. Yukarıda belirtilen fonksiyonu
8. İsteğe bağlı girişi
tuşuyla bitirin.
❹
tuşuyla belirleyin.
❹
9. Fonksiyon ayar moduna dönmek için
(son) öğesini seçin.
– 29 –
ve ❻ tuşlarını kullanarak “End”
❺

Giriş fonksiyonları listesi
Fonk-
siyon
kodu
Kısalt-
ma
0 noP Fonksiyon yok (Standart ayar)
1 HS İğne yukarı/aşağı tela dikişi Düğmeye her basıldığında, yarım ilmek normal beslemeli dikiş yapılır. (Panel-
2 bHS Geriye doğru tela dikişi Düğme basılı tutulurken düşük hızda geriye doğru besleme dikişi yapılır.
3 EbT Dikiş sonunda geri besleme diki-
4 TSW İplik kesme fonksiyonu Bu fonksiyon, iplik kesme düğmesi gibi çalıştırılır.
5 FL Baskı ayağını kaldırma fonk-
6 oHS Bir ilmek tela dikişi Düğmeye her basıldığında, bir ilmek dikiş işlemi gerçekleşir.
7 SEbT Başlangıçta/sonda geri besle-
8 PnFL Pedal nötr konumdayken baskı
9 Ed Malzeme kenarı sensörü girişi Bu fonksiyon, malzeme kenarı sensörünün giriş sinyali olarak işlev görür.
10 LinH Pedalın ön kısmına basmanın
11 TinH İplik kesme çıkışının engellen-
12 LSSW Düşük hız komutu girişi Bu fonksiyon, ayakta çalışılan dikiş makinesinde düşük hız düğmesi işlevi görür.
13 HSSW Yüksek hız komutu girişi Bu fonksiyon, ayakta çalışılan dikiş makinesinde yüksek hız düğmesi işlevi
14 USW İğneyi kaldırma fonksiyonu AŞAĞI konumda durma sırasında düğmeye basılırsa YUKARI doğru durma
15 bT Geri beslemeli dikiş düğmesi
16 SoFT Yumuşak kalkış düğmesi girdisi İlmek hızı, düğme basılı tutulduğu sürece önceden belirlenmiş olan yumuşak
17 oSSW Tek adımda hız komutu düğmesi
18 bKoS Tek adımda geriye doğru hız
19 SFSW Emniyet anahtarı için giriş Dönüş hareketi engellenir.
20 - - 21 AUbT Otomatik geri beslemeli dikiş
22 CUnT Dikiş sayacı girdisi Düğmeye her basıldığında dikiş sayacındaki değer artar.
23 rSW Ters yönde dönüş iğne yukarı
vErT Dönüşümlü yukarı/aşağı miktarı
24
25 vSW Dönüşümlü yukarı/aşağı miktarı
26 2PiT 2 adım dönüşümlü giriş Düğmeye her basışta, 2 adım çıkışı tersine çevrilir
27 2PSW 2 adım anlık düğme girişi Düğme basılı tutulduğu sürece 2 adım çıkışı elde edilir
28 bbCG Masura değiştirme düğmesi
29 - - -
30 TCSW İplik tutucu düğme girişi Düğme basılı tutulduğu sürece geri yakalama fonksiyonu kullanılabilir.
31 ALFL Baskı ayağını kaldırma dönü-
32 CAbT S/EBT 1-zaman iptal giriş ikiş başlangıcında ve sonundaki geri besleme dikişi, düğmeye bastıktan sonra
33 SToP Durdurma düğmesi girişi Düğme basılı tutulduğu sürece dikiş makinesi durur ve işleme izin verilmez.
Fonksiyon öğesi Hatırlatmalar
deki yukarı/aşağı tela dikişi düğmesi ile aynı işlem.)
(Sadece sabit boyutlu dikiş seçiliyken etkindir.)
şini bir kez iptal etme fonksiyonu
siyonu
meli dikişi iptal etme fonksiyonu
ayağı kaldırıcı fonksiyonu
engellenmesi fonksiyonu
mesi fonksiyonu
girdisi
girişi
komutu düğmesi girdisi
iptal/ekleme düğmesi
fonksiyonu
çevrim paneli düğmesi girişi
çevrimi dizle kullanılan düğme
girişi
için giriş
şümlü düğmesi girişi
Düğmeye bastıktan sonra pedalın arka tarafına basarak, geriye doğru besleme
dikişi işlemi bir kez iptal edilir.
Bu fonksiyon, baskı ayağını kaldırma düğmesi gibi çalıştırılır.
İsteğe bağlı düğme kullanılarak etkin/etkin değil arasında geçiş yapılabilir.
Düğmeye her basıldığında, pedal nötr konumdayken ya da değilken baskı
ayağını otomatik olarak kaldırma fonksiyonu seçilebilir.
Pedalla döndürme engellenir.
İplik kesme çıkışına izin verilmez.
görür.
gerçekleşir.
Düğme basılı tutulduğu sürece geri beslemeli dikiş yapılır.
kalkış hızıyla sınırlıdır.
Bu fonksiyon, düğme basılı tutarken tek adımda hız komutu olarak işlev görür.
Düğme basılı tutulduğu sürece, tek adım hızı komutu uyarınca geri beslemeli
dikiş yapılır.
Düğmeye her basıldığında, dikiş başlangıcında ya da dikiş sonunda geri
beslemeli dikiş iptal edilir ya da eklenir.
Dikiş makinesi çalışmazken ve iğne yukarıdayken düğmeye basılırsa, makine
ters yönde döner ve belirtilen açıda durmak için fren yapar. Dikiş makinesi
çalışmazken ve iğne aşağıdayken düğmeye basılırsa, makine normal yönde
döner ve belirtilen açıda durmak için fren yapar.
Dönüşümlü yukarı/aşağı dönüşüm çıkışı, düğmeye her basışta tersine çevrilir.
Düğme basılı tutulduğu sürece dönüşümlü yukarı/aşağı çevrim çıkışı elde edilir
Dikiş makinesinin güç şalteri ilk kez AÇIK konuma getirildiğinde, dikiş makinesinin çalışmasına izin verilmez. (Masuranın değiştirilmesi) Güç şalteri
ikinci kez AÇIK konuma getirilince baskı ayağı aşağı iner ve normal çalışma
şartlarına dönülür.
Düğmeye her basışta, baskı ayağını kaldırma çıkışı tersine çevrilir.
uygulanmak üzere bir kez iptal edilir.
– 30 –

Fonk-
siyon
kodu
Kısalt-
ma
34 bCGP Masura değiştirme P düğmesi
35 Tiin Tsw komutunu yasaklama verisi İplik kesme komutuna izin verilmez.
36 USTP Lsw komutuna izin vermeme/
37 Abin Ters beslemeli dikiş engelleme
38 FSTP Mecburi durdurma anahtarı girişi Dikiş makinesini hemen mecburi durma durumuna getirir ve anahtara basılı
39 CUSr Özel-çıkış sıfırlama girişi 1’den 3’e kadar olan özel çıkışları siler
40 LGTS Optik sensör girişi Optik sensörün giriş sinyali olarak işlev görür
41 CTrS Sayaç sıfırlama Kullanım panelindeki sayaç sıfırlama anahtarı ile aynı işlevi görür
42 rbob Genel amaçlı kalan miktar algı-
43 TL2 Gerginlik değiştirme anahtarı
44 ALTC İplik tutma durumunu değiştirme
45 TrMd İplik kesme engelleme girişi Anahtara her basıldığında, iplik kesme engelleme durumu AÇIK ve KAPALI
46 bTP Bağlama dikişi hizalama duru-
47 FLTL Baskı ayağı kaldırıcı ve iplik
48 - - 49 - - 50 SSTL İplik kesmeli yoğun dikiş için
SrCd
51
Fonksiyon öğesi Hatırlatmalar
girişi
iğnenin yukarıda durması verileri
fonksiyonu
lama girişi
girişi
girişi
munu değiştirme girişi
bırakma kilitleme durumunu
değiştirme girişi
gerilimi serbest bırakma durumunu değiştirme girişi
Dikiş değiştirme girişinin başlangıcında yoğun dikiş
Düğme ilk kez AÇIK konuma getirildiği zaman, düğme yukarıdayken dikiş
makinesi durur ve ardından baskı ayağı yukarı çıkar, dikiş makinesinin ilk çalışmasına izin verilmez. (Masuranın değiştirilmesi) Güç şalteri ikinci kez AÇIK
konuma getirilince baskı ayağı aşağı iner ve normal çalışma şartlarına dönülür.
Pedal düğmesiyle dikiş yapılmasına izin verilmez.
Dikiş makinesi, dikiş sırasında iğne yukarıdayken durur.
Dikişin başlangıcında/sonunda anahtara basılı tutulduğu müddetçe ters beslemeli dikişi engeller
tutulduğu müddetçe dikiş yapılmasını engeller
Masura ipliğinin kalan miktarını algılama sensörü olarak işlev görür
Anahtara her basılışta bir taraftaki ipliği serbest bırakma durumunu değiştirir
Anahtara her basıldığında iplik tutma fonksiyonunun etkin/etkisiz durumları
arasında geçiş yapar.
konumları arasında değişir.
Bağlama dikişi hizalama durumunu AÇIK ya da KAPALI olarak değiştirir
(Ayar no. 151’in etkin/devre dışı değişimi ile aynı şekilde)
Baskı ayağı kaldırıcı ve iplik bırakma kilitleme işlevinin AÇIK ve KAPALI
durumları arasında geçiş yapar (Ayar no. 194’ün etkin/devre dışı değişimi ile
aynı şekilde)
Bu Fonksiyon ayar numarası, iplik kesmeli yoğun dikiş için gerilimi serbest
bırakma fonksiyonunu etkinleştirip devre dışı bırakmak arasında değişim
yapmak için kullanılır.
(Ayar no. 186’nın çalıştırma/çalıştırmama değişimi ile aynı şekilde)
Bu fonksiyon numarası, dikişin başlangıcında fonksiyonunun AÇIK/KAPALI
olma durumunu değiştirmek için kullanılır.
(Fonksiyon ayar no. 196’nın 0/1 durumlarının değişimi ile aynı şekilde)
– 31 –

Çıkış fonksiyonları listesi
Fonksiyon
kodu
10 CooL İğne soğutucu çıkışı İğne soğutucu için çıkış
11 bUZ Sesli sinyal çıktısı Masura sayacında ayarlanmış olan değer aşıldığı zaman, bir
12 LSWo Devir komutu çıktısı Devir talep eden komut hali çıktısı alınır.
13 vErT Dönüşümlü yukarı/aşağı miktarı çev-
14 2PiT 2 adım çıkışı 2 adım sinyal çıkışı elde edilir.
15 bCGo Masura değiştirme ekran çıkışı Masura değiştirme sırasında, çıkış için dikiş makinesi ilk çalış-
16 TC İplik yakalamaya izin verildiği koşulda
17 CAbT S/EBT 1-zaman iptal ekran çıkışı Çıkış, dikiş başlangıcı ya da sonunda geri beslemeli dikişi bir kez
18 SToP Durma hali ekran çıkışı Çıkış, dikiş makinesinin çalışmasına izin verilmemesi halidir.
19 AEbo Masurada kalan iplik miktarını sapta-
20 UdET Üst konum çıktısı İğne yukarıda konumunun durum çıktısı
21 ddET Alt konum çıktısı İğne aşağıda konumunun durum çıktısı
22 UPWo Üst konuma hareket için durum çıktısı İğne mili en üst konuma giderken ekran çıktısı.
23 HAWo
24 TSWo Tsw komutu ekran çıktısı İplik kesme komutunun durumu gösterilir.
25 CUS1 Özel çıkış 1 çıkışı Ayrıntılar için Mühendislik El Kitabı’na bakın.
26 CUS2 Özel çıkış 2 çıkışı Ayrıntılar için Mühendislik El Kitabı’na bakın.
27 CUS3 Özel çıkış 3 çıkışı Ayrıntılar için Mühendislik El Kitabı’na bakın.
28 THLD İplik tutucu çıkışı Optik sensör ile birlikte kullanılan iplik tutucunun dikişin başlangı-
29 TL2 Gerginlik artış durumu monitörü çıkışı İplik bırakma fonksiyonunun KAPALI durumunun monitör çıkışı
30 TrMd İplik kesme engelleme işlevinin du-
31 bTP Bağlama dikişi hizalama durumu mo-
32 FLTL Baskı ayağı kaldırıcı ve iplik bırakma
33 - - 34 - - -
35
36 SSTL
37 SrCd
Kısaltma Fonksiyon öğesi Hatırlatmalar
0 noP Fonksiyon yok (Standart ayar)
1 TrM İplik kesme çıkışı İplik kesme sinyal çıkışı
2 - - 3 TL İplik serbest bırakma çıkışı İplik serbest bırakma sinyal çıkışı
4 FL Baskı ayağı kaldırıcı çıkışı Baskı ayağı kaldırıcı sinyal çıkışı
5 bT Geri besleme dikiş çıkışı Geri besleme dikişte sinyal çıkışı
6 EbT EBT iptal monitör çıkışı Bitirme fonksiyonunda geri beslemeli dikişi bir kez iptal etme du-
7 SEbT Başlangıçtaki/sondaki geri beslemeli
dikiş iptali ekran çıkışı
8 AUbT Dikiş başlangıcı/sonu iptal/ekleme
ekranı çıktısı
9 SSTA Dikiş makinesi durma hali çıkışı Dikiş makinesi durma hali için çıkış olur.
rim (ekran) çıkışı
ekran çıkışı
yan cihazın hava üeme çıktısı
İğne yukarı/aşağı düzeltme işlemi çıktısı
rum monitörü çıkışı
nitör çıkışı
kilitleme durumu monitör çıkışı
- - -
İplik kesmeli yoğun dikiş için gerilimi
serbest bırakma durumunu izleme
çıkışı
Dikişin başlangıcında yoğun dikiş
durumunun monitör çıkışı
rumu için çıkış olur.
Başlangıçta/sonda geri beslemeli dikişi iptal durumu için çıkış
olur.
Otomatik geri beslemeli dikişin iptali ya da eklenmesi durumu
için çıkış olur.
hata meydana geldiği zaman ya da masura ipliğinde kalan miktar
saptandığı zaman çıktı alınır.
Dönüşümlü yukarı/aşağı miktarı çevrim sinyali çıkışı.
manın engellenmesi hali elde edilir.
Çıkış, iplik yakalamaya izin verilmesi halidir.
iptal etme durumudur.
Masurada kalan iplik miktarını saptayan cihaz kullanıldığı zaman
hava üeme çıktısı.
İğne mili yukarı/aşağı düzeltme işlemi yapılırken ekran çıktısı.
cındaki çıkışı
İplik kesme engelleme durumunun monitör çıkışı
Bağlama dikişi hizalama durumunun monitör çıkışı
Baskı ayağı kaldırıcı ve iplik bırakma kilitleme durumunun monitör çıkışı
İplik kesmeli yoğun dikiş için gerilimi serbest bırakma durumunu
izlemek için kullanılan çıkış
Dikişin başlangıcında yoğun dikiş durumunu izlemek için
kullanılan çıkış
– 32 –

Giriş fonksiyonu ayar konektörleri Çıkış fonksiyonu ayar konektörü
Konektör
numarası
CN44
CN58
CN51
CN39
CN36
Pin
numarası
4 i01
5 i02
6 i03
7 i04
8 i05
9 i06
10 i07
11 i08
15 i09 Opsiyon 1 girişi
16 i10 Opsiyon 2 girişi
17 i11 Opsiyon 3 girişi
18 i12 Opsiyon 4 girişi
19 i13 Opsiyon 5 girişi
20 i14 Opsiyon 6 girişi
21 i15 Opsiyon 7 girişi
22 i16 Opsiyon 8 girişi
4 i17 Opsiyon 9 girişi
5 i18 Opsiyon 10 girişi
6 i19 Opsiyon 11 girişi
7 i20 Opsiyon 12 girişi
8 i21 Opsiyon 13 girişi
9 i22 Opsiyon 14 girişi
10 i23 Opsiyon 15 girişi
11 i24 Opsiyon 16 girişi
7 i25
11 i26
9 i27
5 i28
4 i31
5 i32
Ekran
Numarası
Fonksiyon ayarının
başlangıç değeri
Makine kafası düğmesi 1
girişi
Makine kafası düğmesi 2
girişi
Makine kafası düğmesi 3
girişi
Makine kafası düğmesi 4
girişi
Makine kafası düğmesi 5
girişi
Makine kafası düğmesi 6
girişi
Makine kafası düğmesi 7
girişi
Makine kafası düğmesi 8
girişi
TSW (iplik kesme düğmesi
girişi)
LSSW (düşük devir düğ-
mesi)
HSSW (yüksek devir düğ-
mesi)
FL (baskı ayağını kaldırma
düğmesi girişi)
FL (baskı ayağını kaldırma
düğmesi girişi)
bT (geri beslemeli dikiş
düğmesi girişi)
Konektör
numarası
CN44
CN59
CN51
Pin
numarası
15 o01 Makine kafası LED 1 çıkışı
16 o02 Makine kafası LED 2 çıkışı
17 o03 Makine kafası LED 3 çıkışı
18 o04 Makine kafası LED 4 çıkışı
19 o05 Makine kafası LED 5 çıkışı
20 o06 Makine kafası LED 6 çıkışı
21 o07 Makine kafası LED 7 çıkışı
22 o08 Makine kafası LED 8 çıkışı
11 o09 Opsiyon 1 çıkışı
12 o10 Opsiyon 2 çıkışı
13 o11 Opsiyon 3 çıkışı
14 o12 Opsiyon 4 çıkışı
15 o13 Opsiyon 5 çıkışı
16 o14 Opsiyon 6 çıkışı
17 o15 Opsiyon 7 çıkışı
18 o16 Opsiyon 8 çıkışı
19 o17 Opsiyon 9 çıkışı
20 o18 Opsiyon 10 çıkışı
21 o19 Opsiyon 11 çıkışı
22 o20 Opsiyon 12 çıkışı
23 o21 Opsiyon 13 çıkışı
24 o22 Opsiyon 14 çıkışı
25 o23 Opsiyon 15 çıkışı
26 o24 Opsiyon 16 çıkışı
15 o25 Opsiyon 17 çıkışı
16 o26 Opsiyon 18 çıkışı
17 o27 Opsiyon 19 çıkışı
18 o28 Opsiyon 20 çıkışı
19 o29 Opsiyon 21 çıkışı
Ekran
Numarası
Fonksiyon ayarının
başlangıç değeri
– 33 –

Dikiş sayma fonksiyonu (Fonksiyon ayar numarası 14)
⑧
Fonksiyon, her iplik kesişinde artan şekilde sayım yapar ve dikiş prosesinin bitimindeki adedi sayar.
0 : kapalı Dikiş sayacı fonksiyonu etkin değil.
1 : açık Dikiş sayacı fonksiyonu etkin. (Her defasında iplik kesilir)
1 4 1
2 : açık Harici dikiş sayacı düğmesi girişi
(Dikkat) Dikim sayacı sadece dikiş makinesiyle birlikte CP-180 kullanıldığı zaman çalıştırılabilir.
Sayaç göstergesi, 6 ve 14 numaralı ayar kombinasyonu uyarınca aşağıdaki gibi değişir.
Ayar numarası 6 Ayar numarası 14 Sayaç
1 1 Masura sayacı
1 0 Masura sayacı
0 1 Dikiş sayacı (sadece CP-180 ile kullanılır)
0 0 Sayaç fonksiyonu etkin değil.
Nötr otomatik baskı ayağı kaldırma fonksiyonu (Fonksiyon ayar
⑨
numaraları 21 ve 155
)
Bu fonksiyon, pedal nötr konumdayken baskı ayağını otomatik olarak kaldırır.
(Dikkat) 93 numaralı İğne yukarı/aşağı düğmesi ek fonksiyon ayarı “3” iken bu fonksiyon etkin değildir.
Pedal nötr konumdayken baskı ayağını otomatik kaldırma fonksiyonu (21 numaralı fonksiyon ayarı)
2 1 0
0 : Pedal nötr konumdayken baskı ayağını otomatik kaldırma fonksiyonu
yoktur
1 : Pedal nötr konumdayken baskı ayağını otomatik kaldırma fonksiyonunu
seçebilme özelliği vardır.
2 : Pedal nötr konumdayken baskı ayağını otomatik kaldırma fonksiyonunu
aktif hale getirebilme özelliği ve ek olarak pedalın arkasına basarak dönüşümlü işlemi gerçekleştirme fonksiyonu vardır
(Dikkat) 155 numaralı ayardan bağımsız olarak dönüşümlü fonksiyon
uygulanır.
Pedal nötr konumdayken baskı ayağını otomatik kaldırma fonksiyonunun uygulanacağı konumun ayarı
(155 numaralı fonksiyon ayarı)
0 : Pedal nötr konumdayken baskı ayağını otomatik kaldırma fonksiyonu
51 5 0
sürekli kullanılabilir haldedir
1 : Pedal nötr konumdayken baskı ayağının otomatik kaldırılması, sadece
iğne aşağıdayken dikiş makinesi durunca gerçekleşir
İğne yukarı/aşağı düğmesinin fonksiyonları arasında geçiş (Fonksiyon ayar numarası 22)
⑩
İğne yukarı/aşağı düğmesinin iğne yukarı/aşağı tela ve tek ilmek tela fonksiyonları arasında geçiş yapılabilir.
0 : İğne yukarı/aşağı tela dikişi
2 2 0
1 : Bir ilmek tela dikişi
– 34 –

Sıradaki geriye doğru besleme dikişi fonksiyonu (Fonksiyon ayar numaraları 30 ile 33 arasında)
⑪
Dikiş makinesi kafasındaki geriye hareket düğmesine ilmek sayısı sınırlama fonksiyonu ve iplik kesme
komutu eklenebilir.
Fonksiyon ayar numarası 30 Sıradaki geriye doğru besleme dikişi fonksiyonu seçilir.
0 : kapalı Normal iğne ardı dikiş fonksiyonu
3 0 0
1 : açık Sıradaki geriye doğru besleme dikişi fonksiyonu
Fonksiyon ayar numarası 31 Geriye doğru besleme dikişi ilmek sayısı belirlenir.
Ayar aralığı
3 1 4
0 ile 19 ilmek arasında
Fonksiyon ayar numarası 32 Sıradaki geriye doğru besleme dikişinin etkin hali
3 2 0
0 : kapalı
Dikiş makinesi durduğu zaman etkin değildir. (Sıradaki geriye doğru
besleme dikişi, sadece dikiş makinesi çalıştığı zaman işlev görür.)
1 : açık Dikiş makinesi durduğu zaman etkindir.
(Sıradaki geriye doğru besleme dikişi, dikiş makinesi çalışırken
ya da durduğu zaman da işlev görür.)
(Dikkat) Dikiş makinesi çalışırken her iki koşulda da etkindir.
Fonksiyon ayar numarası 33
0 : kapalı İplik kesmeden
3 3 0
Sıradaki geriye doğru besleme dikişi tamamlandığı zaman iplik kesme yapılır.
1 : açık İplik kesimi yapılır.
Uygu-
lama
❶
❷
❸
❹
❺
Fonksiyon ayarı
No 30 No 32 No 33
0
0 ya da 1 0 ya da 1
1 0 0
1 1 0
1 0 1
1 1 1
Çıkış fonksiyonu
Normal geriye doğru hareket düğmesi olarak çalışır.
Pedalın ön kısmına basıldığı anda geriye doğru hareket düğmesini kullanırken,
31 numaralı fonksiyon ile belirlenen sayıda geriye doğru besleme dikişi yapmak mümkündür.
Dikiş makinesi durur haldeyken ya da pedalın ön kısmına basıldığı anda geriye
doğru hareket düğmesini kullanarak, 31 numaralı fonksiyon ile ayarlanan sayıda
geriye doğru besleme dikişi yapmak mümkündür.
Pedalın ön kısmına basıldığı anda geriye doğru hareket düğmesini kullanırken, 31
numaralı fonksiyon ayarı ile istenen sayıda geriye doğru besleme dikişi yapıldıktan
sonra otomatik iplik kesimi yapılır.
Dikiş makinesi dururken ya da pedalın ön kısmına basıldığı anda geriye doğru
hareket düğmesini kullanırken, 31 numaralı fonksiyon ayarı ile belirlenen sayıda geriye doğru besleme dikişi yapıldıktan sonra otomatik iplik kesimi yapılır.
Her ayar durumundaki hareketler
Normal geriye doğru besleme dikişi için geriye doğru hareket düğmesi olarak kullanılır.
❶
Pliselerde kuvvetlendirici dikiş (baskı dikişi) olarak kullanılır. (Sadece dikiş makinesi çalışırken etkindir.)
❷
Pliselerde kuvvetlendirici dikiş (baskı dikişi) olarak kullanılır.
❸
(Dikiş makinesi dururken ve dikiş makinesi çalışırken de etkindir.)
Dikiş sonunda geriye doğru besleme dikişini başlatma düğmesi olarak kullanılır.
❹
(Pedalın arka kısmına basarak iplik kesme yerine kullanılır. Sadece dikiş makinesi çalışırken etkindir.
Makinede özellikle ayakta durarak çalışıldığı zaman etkindir.)
Dikiş sonunda geriye doğru besleme dikişini başlatma düğmesi olarak kullanılır.
❺
(Pedalın arka kısmına basarak iplik kesme yerine kullanılır. Dikiş makinesi dururken ve dikiş makinesi
çalışırken de etkindir. Makinede özellikle ayakta durarak çalışıldığı zaman etkindir.)
Tek adımda dikişte devir sayısı (Fonksiyon ayar numarası 38)
⑫
Bu fonksiyon, dikiş makinesi malzeme sonu saptanana ya da belirlenen ilmek sayısı tamamlanana kadar
dikmeye devam ederken tek adımda dikiş hızını pedalın bir çalışmasıyla ayarlayabilir.
Ayar aralığı
150 ile MAKSİMUM sti/min arasında <50 sti/min>
(Dikkat) Tek adımda dikiş için maksimum devir sayısı, dikiş makinesi kafasına bağlı olarak sınırlıdır.
3 8 051
0
– 35 –

Geri beslemeli dikiş zamanlama düzeltmesi (Fonksiyon ayar numarası 51 ile 53 arası, numarası
⑬
252 ile 254 arası)
Bu fonksiyon, otomatik geri beslemeli dikiş sırasında ileri beslemeli dikiş ile dikilenler ile geri beslemeli
dikiş ile dikilenlerin eşleşmemesi durumunda düzeltme yapmak için geri beslemeli dikiş çıkışının açma/
kapama zamanlamasını değiştirmek için kullanılır.
(Dikkat) 1. 151 numaralı Düğüm ilmek hizalama fonksiyonu KAPALI olarak ayarlandığı zaman bu
fonksiyonlar etkindir.
2. Geniş bir dikiş aralığından dolayı zamanlamasının kolay bir şekilde düzeltilemediği durumlarda, geri besleme dikişinin (No. 8) devir sayısının azaltılması tavsiye edilir.
3. Dikiş sonunda geri beslemeli dikiş açık süresini düzeltme prosedürü için bakınız ayrıca
"III-11. Dikiş sonunda geri beslemeli dikiş için ilmek hizalaması (ağır malzemeler için)"
sayfa 45.
Dikiş başlangıcında geri besleme dikişi açık süresinin telasi (Fonksiyon ayar numarası 51, 252)
❶
Dikiş başlangıcında geri besleme dikişi açık süresi, açı birimiyle tela edilebilir.
A işlemi ilmek sayısı bir ilmeğe ayarlanırsa No. 252 kullanılır.
5 1 2 7
Ayar aralığı : –36 ile 36 arası <1/10°>
❷
2
5 2 2 7
Ayar değeri Tela değeri Tela için ilmek sayısı
– 36 – 360° – 1
– 18 – 180° – 0,5
0 0° 0
18 180° 0,5
36 360° 1
Dikiş başlangıcında geri besleme dikişi kapalı süresinin telasi (Fonksiyon ayar numarası 52, 253)
Ayar aralığı : 0 ile 36 arası <1/10°>
–360˚
–180˚
180˚
360˚
* Açıyı, önceki ilmeğin
iğne giriş noktasını
referans alarak
ayarlayın.
0˚
Dikiş başlangıcında geri besleme dikişi kapalı süresi, açı birimiyle tela edilebilir.
B işlemi ilmek sayısı bir ilmeğe ayarlanırsa No. 253 kullanılır.
Ayar değeri Tela değeri Tela için ilmek sayısı
Dikiş sonunda geri besleme dikişi kapalı süresinin telasi (Fonksiyon A
❸
5 2 7
2
5 3 7
– 36 – 360° – 1
– 18 – 180° – 0,5
0 0° 0
18 180° 0,5
36 360° 1
Ayar aralığı : –36 ile 36 arası <1/10°>
Ayar aralığı : 0 ile 36 arası <1/10°>
360˚
180˚
0˚
–180˚
–360˚
yar numarası 53, 254)
Dikiş başlangıcında geri besleme dikişi kapalı süresi, açı birimiyle tela edilebilir.
D işlemi ilmek sayısı bir ilmeğe ayarlanırsa No. 254 kullanılır.
5 3
Ayar aralığı : –36 ile 36 arası <1/10°>
8
İplik kesmenin ardından baskı ayağı kaldırma fonksiyonu (Fonksiyon ayar numarası 55)
⑭
2
5 4 8
Ayar değeri Tela değeri Tela için ilmek sayısı
– 36 – 360° – 1
– 18 – 180° – 0,5
0 0° 0
18 180° 0,5
36 360° 1
Ayar aralığı : 0 ile 36 arası <1/10°>
360˚
180˚
–180˚
–360˚
0˚
Bu fonksiyon, iplik kesme işleminden sora otomatik olarak baskı ayağını kaldırabilir.
5 5 1
0 : kapalı
Baskı ayağını otomatik olarak kaldırma fonksiyonu mevcut değildir.
(Baskı ayağı, iplik kesmenin ardından otomatik olarak kalkmaz.)
1 : açık Baskı ayağını otomatik olarak kaldırma fonksiyonu mevcuttur.
(Baskı ayağı, iplik kesmenin ardından otomatik olarak kalkar.)
– 36 –

İplik kesmenin ardından iğneyi kaldırmak için geriye doğru dönüş hareketi (Fonksiyon ayar numarası 56)
⑮
Bu fonksiyon, iplik kesmenin ardından iğneyi en yüksek konuma kaldırmak için dikiş makinesine geriye
doğru dönme hareketi yaptırmak için kullanılır. İğnenin baskı ayağı altında kalması ve ağır malzeme ya
da benzeri malzemeleri çizebileceği durumlarda bu fonksiyonu kullanın.
0 : kapalı
5
6 1
Bu fonksiyon, iplik kesme yapılmadığı zaman iğneyi kaldırmak üzere
dikiş makinesine geriye doğru dönme hareketi yaptırmak için kullanılır.
1 : açık İplik kesildikten sonra iğneyi kaldırmak üzere dikiş makinesine
geriye doğru dönme hareketi yaptıran fonksiyon mevcuttur.
(Dikkat) Dikiş makinesi geri yönde döndürüldüğü zan, iğne mili neredeyse en üst ölü noktaya ulaşır.
Bu da iğnedeki ipliğin çıkmasına neden olabilir. Dolayısıyla iplik kesildikten sonra kalan ipliğin
uzunluğunu uygun şekilde ayarlamak gereklidir.
İğne milini ana konumda tutma fonksiyonu (58, 61 ve 179 numaralı fonksiyon ayarı)
⑯
İğne mili belirtilen konumda olduğunda haf bir frenleme kullanılarak bu konumda kalması sağlanır.
İğne milini ana konumda tutma fonksiyonu (Fonksiyon ayar numarası 58)
0 : İğne milini ana konumda tutma etkin değildir
5 8 0
1 : İğne milini ana konumda tutma etkindir (tutma gücü zayıf)
2 : İğne milini ana konumda tutma etkindir (tutma gücü orta)
3 : İğne milini ana konumda tutma etkindir (tutma gücü kuvvetli)
İğne milini ana konumda tutma süresi (Fonksiyon ayar numarası 61)
Bu fonksiyon, ikincisi AÇIK iken, belirlenen süre geçtikten sonra 58 numaralı fonksiyonu otomatik olarak
iptal eder. Bu fonksiyon, dikiş tamamlandıktan sonra dikiş makinesi kasnağını çevirmek istiyorsanız kullanılmalıdır.
0 : Fonksiyon etkin değil. İğne milini ana konumda tutma fonksiyonu her
6 1
0
zaman etkindir
100 - 3000 ms <100 ms>
İğne milini ana konumda tutma için süre sınırlandırması (179 numaralı fonksiyon ayarı)
İğne milini ana konumunda tutmak için süre sınırlandırması ayarlanır.
0 : Fonksiyon etkin değildir (sınırlandırma yok)
7 9 01
1 ila 10 dak
Dikiş başlangıcında geri besleme dikişi dikiş hızı için OTOMATİK/Pedal arasında geçiş fonksiyonu
⑰
(Fonksiyon ayar numarası 59)
Bu fonksiyon, dikiş başlangıcında geriye doğru besleme dikişinin 8 numaralı ayar kullanılarak belirlenmiş
olan hızda ve fren yapmadan mı yoksa pedaldaki hızda mı dikileceğini seçer.
0 : Manual Pedal çalışmasındaki hız.
5 9 1
1 : Otomatik Belirlenen hızda otomatik dikiş
(Dikkat) 1. Dikiş başlangıcında geri besleme dikişi maksimum dikiş hızı, pedaldan bağımsız olarak 8
numaralı ayarla ayarlanan fonksiyon tarafından sınırlanır.
2.
Dikiş başlangıcında geri besleme dikişinin hemen ardından durdurma fonksiyonu (Fonksiyon ayar
⑱
“0” seçildiği zaman, geriye doğru besleme dikiş ilmekleri normal besleme ilmeğine uymayabilir.
numarası 60)
Bu fonksiyon, dikiş başlangıcında geriye doğru besleme dikişi prosesi tamamlandığı zaman pedalın ön
kısmına basılsa bile dikiş makinesini geçici olarak durdurur.
Bu fonksiyon, dikiş başlangıcında kısa mesafede geri besleme dikişi yapıldığı zaman kullanılır.
6 0 0
0 : Dikiş başlangıcında geri besleme dikişinin hemen ardın-
dan durdurma dikiş makinesini geçici olarak durdurma
fonksiyonu mevcut değil
1 : Dikiş başlangıcında geri besleme dikişinin hemen ardın-
dan durdurma dikiş makinesini geçici olarak durdurma
Dikilen ürünün yönünü
değiştirmek için dikiş
makinesini geçici olarak
durdurun.
fonksiyonu mevcut
– 37 –

Dikiş başlangıcında geri besleme dikiş hızını azaltan fonksiyon (Fonksiyon ayar numarası 92)
⑲
Dikiş başlangıcında geri besleme dikiş bittiği zaman hızı azaltma fonksiyonu: Pedal koşullarına bağlı nor-
mal kullanım (Hız, fren yapmadan en yüksek değere çıkar)
Bu fonksiyon, geçici durdurma uygun şekilde kullanıldığı zaman kullanılır. (Manşet ve manşet takma)
0 : Hız azalmaz.
9
2 0
1 : Hız azalır.
Geçici durdurma
Pedal eğrisi seçme fonksiyonu (Fonksiyon ayar numarası 87)
⑳
Fren yapmadan,
durmadan dikiş
Bu fonksiyon, pedala basma miktarına bağlı olarak dikiş makinesi devir sayısı eğrisini seçebilir.
Darbeli çalışmanın zor olduğunu ya da pedalın yavaş tepki verdiğini düşünüyorsanız bu fonksiyonu değiştirin.
8 7 0
1 ile 10 arasında
0 : Dikiş makinesinin devir sayısı, pedala basma miktarına bağlı ola-
rak, doğrusal olarak artar.
0
– 1 ile – 10 arasında : Orta hızlarda pedal tepkisi, pedala basma miktarına
bağlı olarak gecikir.
1 ile 10 arasında : Orta hızlarda pedal tepkisi, pedala basma miktarına
bağlı olarak hızlanır.
İlk harekette YUKARIDA durma konumunu kaydırma fonksiyonu (Fonksiyon ayar numarası 90)
Devir sayısı (sti/min)
Pedal stroku (mm)
– 1 ile – 10
arasında
Gücü açık konuma getirir getirmez YUKARIDA durma konumuna otomatik dönüş etkin/etkin değil seçimi
yapılabilir.
0 : Fonksiyon etkin değildir. (Pedala basmadan önce başlangıcı bulun)
1 : Dikiş makinesi başlangıçta iğne yukarıda olacak şekilde durur.
9 0 2
2 : Dikiş makinesi başlangıçta ters yöne doğru döner ve iğnesi yukarıda
olacak şekilde durur.
İğne aşağı/yukarı tela düğmesine eklenen fonksiyon (Fonksiyon ayar numarası 93)
Tek ilmek dikişi yapabilmek için, güç şalterini açık konuma getirdikten hemen sonra ya da iplik kesme iş-
leminin hemen ardından yukarıda durma anında iğne yukarı/aşağı tela düğmesine basılması şarttır.
0 : Normal (Sadece iğne aşağı/yukarı tela dikişi işlemi)
1 : Tek ilmek tela dikişi işlemi (yukarıda durma
9
3 0
yukarıda durma) sade-
→
ce yukarıdaki değişiklikler yapıldığı zaman gerçekleşir.
2 :
İplik kesme işleminden sonra iğneyi aşağı indirme fonksiyonu çalışır.
3 : İğneyi aşağı indirme fonksiyonuyla birlikte 2. adımdaki işlem ve ek ola-
rak baskı ayağını indirme ve iplik kesmeyle birlikte iğneyi yukarı kaldırma işlemi eklenir.
Dikil makinesi başlangıç seçme fonksiyonu (Fonksiyon ayar numarası 72)
Dikiş makinesinin çalışmaya başladığı andaki akım sınırı belirlenir.
Bu fonksiyon, İnching işlemi geliştirmek için ve el lambanın titremesini azaltmak için kullanılır.
0 : Başlangıç hızlanmasında sınır yok
2 32 7
7
1 ile 250 arasında : Kısıtlı başlangıç hızlanması miktarı
Sürekli dikiş + tek adım kesintisiz dikiş fonksiyonu (Fonksiyon ayar numarası 94)
Bu fonksiyon, IT çalışma panelinin programlama fonksiyonu kullanılarak sürekli dikiş ve tek adımda dikiş
birleştirilmek suretiyle dikiş dikilirken, makineyi durdurmadan bir adımdan diğerine geçiş için kullanılır.
0 : Normal (Adım tamamlandığı zaman durur.)
4 0
9
1 : Adım tamamlandığı zaman, dikiş makinesi durmaz ve bir sonraki adı-
ma devam eder.
– 38 –

Dikiş makinesi kafasının maksimum devir sayısının belirlenmesi (Fonksiyon ayar numarası 96)
Bu fonksiyon, dikiş makinesi kafasında kullanmak istediğiniz maksimum devir sayısını belirler. Belirlenen
değerin üst sınırı, bağlanacak olan dikiş makinesi kafasına bağlı olarak değişir.
150 ile Maksimum arasında [sti/min] <50/sti/min>
Ana mil referans açı telasi (Fonksiyon ayar numarası 120)
Ama mil referans açısı tela edilir.
Ayar aralığı
–50 ile 50˚ arasında <1˚>
YUKARI konumda başlatma açısı telasi (Fonksiyon ayar numarası 121)
YUKARI konumda başlatmayı saptayan açı tela edilir.
Ayar aralığı
–15 ile 15˚ arasında <1˚>
AŞAĞI konumda başlatma açısı telasi (Fonksiyon ayar numarası 122)
AŞAĞI konumda başlatmayı saptayan açı tela edilir.
Ayar aralığı
–15 ile 15˚ arasında <1˚>
Bekleme sırasında enerji tasarrufu fonksiyonu (Fonksiyon ayar numarası 124, 128)
Dikiş makinesi beklemedeyken enerji tüketimini azaltmak mümkündür. Bu fonksiyon ayarlanırsa, dikiş
makinesinin ilk çalışmasında anlık gecikme olabileceğini unutmayın.
Bekleme sırasında enerji tasarrufu fonksiyonu (Fonksiyon ayar numarası 124)
0 : Enerji tasarrufu modu etkin değil.
1 : Enerji tasarrufu modu etkin.
Enerji tasarruf moduna geçme zamanı (Fonksiyon ayar numarası 128)
Bu fonksiyon bekleme durumunun başlaması ile çalışma modunun enerji tasarruf moduna geçmesi ara-
sında geçen süreyi ayarlamak için kullanılır.
Ayar aralığı
0 ile 60 arasında <ms>
9 6 083 0
21 0 0
21 1 0
21 2 0
1 4 0
2
21 8 0
Dönüşümlü yukarı/aşağı çıkışının otomatik olarak iptal edilmesi için saptanan ilmek sayısı (144
numaralı fonksiyon ayarı)
Saptanan ilmek adedi dikildiği zaman, dönüşümlü yukarı/aşağı çıkış iptal edilir (0: Otomatik iptal etkin de-
ğildir). Belirlenmiş ilmek sayısı tarafından dönüşümlü yukarı/aşağı çıkışı elde edildikten sonra çıkış KAPA-
LI olur. Ayar “0” iken bu fonksiyon çalışmaz. (Ancak dikiş hızına bağlı olarak, dikilen gerçek ilmek sayısı
ayarlanan sayıdan büyük olabilir.)
0 : Otomatik iptal etkin değildir
1- 30 ilmek
İplik kesme işleminden sonra dönüşümlü yukarı/aşağı çıkışının seçimi (146 numaralı fonksiyon
ayarı)
İplik kesme işleminden sonra, dönüşümlü yukarı/aşağı çıkış AÇIK ya da KAPALI hale gelmeye zorlanır.
Bu fonksiyon etkisiz olarak ayarlandığı zaman, dönüşümlü yukarı/aşağı çıkış hali iplik kesmeden önceki
gibi kalır.
Belirlenen değer “1” iken, dönüşümlü yukarı/aşağı çıkış KAPALI olur. Belirlenen değer “2” iken, çıkış AÇIK
olur.
0 : Etkisiz
1 : KAPALI
2 : AÇIK
41 4 0
41 6 0
– 39 –

Dönüşümlü yukarı/aşağı başlangıç çıkışının seçimi (147 numaralı fonksiyon ayarı)
Güç şalteri AÇIK konuma getirildiğinde, dönüşümlü yukarı/aşağı çıkış AÇIK ya da KAPALI hale gelmeye
zorlanır.
Bu fonksiyon etkisiz olarak ayarlandığı zaman dönüşümlü yukarı/aşağı çıkışı, güç şalteri son kez KAPALI
konuma getirilmeden önceki fonksiyon ayarlarına döner.
Belirlenen değer “1” iken, dönüşümlü yukarı/aşağı çıkış KAPALI olur. Belirlenen değer “2” iken, çıkış AÇIK
olur.
0 : Etkisiz
1 7 0
4
1 : KAPALI
2 : AÇIK
Dikiş başlangıcı ve sonundaki geri besleme dikişi sırasında 2 adım çıkışı (148 numaralı fonksiyon
ayarı)
Dikiş başlangıcı ya da sonunda geri beslemeli dikişi kontrol sırasında, 2 adım çıkışı AÇIK olarak belirlenir.
0 : Fonksiyon KAPALI’dır
41 8 0
1 : Fonksiyon AÇIK’tır
Dönüşümlü yukarı/aşağı çıkış sırasında 2 adım çıkışın tersine dönmesi (149 numaralı fonksiyon
ayarı)
2 adım çıkışı, dönüşümlü yukarı/aşağı çıkış ile senkronize olarak ters çevrilmiş çıkıştır.
Dönüşümlü yukarı/aşağı çıkışına geçerken, 2 adım çıkışı eğer AÇIK ise “KAPALI”, KAPALI ise “AÇIK” ola-
rak değişir.
0 : Fonksiyon KAPALI’dır
41 9 0
1 : Fonksiyon AÇIK’tır
2 adım çıkışı için başlangıç seçimi (150 numaralı fonksiyon ayarı)
Güç şalteri AÇIK konuma getirildiğinde, 2 adım çıkışı AÇIK ya da KAPALI hale gelmeye zorlanır.
Bu fonksiyon etkisiz olarak ayarlandığı zaman 2 adım çıkışı, güç şalteri son kez KAPALI konuma getiril-
meden önceki fonksiyon ayarlarına döner.
Belirlenen değer “1” iken, dönüşümlü yukarı/aşağı çıkış KAPALI olur. Belirlenen değer “2” iken, çıkış AÇIK
olur.
0 : Etkisiz
51 0 0
1 : KAPALI
2 : AÇIK
Duraklama ve ilmek hizalama fonksiyonu (151 numaralı fonksiyon ayarı)
Geri beslemeli dikiş/çok katlı dikiş tanımlandığı zaman dikiş başlangıcında, dikiş sonunda ve üst üste bi-
nen dikiş sırasında, dikiş makinesi dikiş çeşidinin her köşesinde geçici olarak durur.
(Dikkat) Bu fonksiyon AÇIK iken, 51-53 numaralı fonksiyon ayarları etkin değildir.
0 : Fonksiyon KAPALI’dır
51 1 0
1 : Fonksiyon AÇIK’tır
Bu noktalarda geçici olarak durur.
– 40 –

Dikiş başlangıcında/sonunda yoğun dikiş fonksiyonu (154 numaralı fonksiyon ayarı)
Dikiş makinesi kafasında yoğun dikiş fonksiyonu varsa, dikiş makinesi otomatik geri besleme dikişi yerine
yoğun dikiş diker.
Geri beslemeli dikiş istenmemekle birlikte dikiş başlangıcında ve sonunda malzemedeki ipliğin sökülme-
mesi isteniyorsa bu fonksiyon kullanılmalıdır.
0 : Fonksiyon KAPALI’dır
51 4 0
1 : Fonksiyon AÇIK’tır
Üst ipliği yakalama fonksiyonu (156 numaralı fonksiyon ayarı)
Üst ipliği yakalama fonksiyonunu etkinleştirmek ya da etkisiz hale getirmek arasında seçim yapmak
0: İşlemi etkinleştirme düğmesi kullanılarak etkinleştir/etkisiz hale getir se-
51 6 0
çenekleri arasında geçiş yapılır
1: Fonksiyon etkisiz hale getirilir
2: Fonksiyon etkinleştirilir
Masurada kalan iplik miktarını saptama fonksiyonu (167 ve 168 numaralı fonksiyon ayarları)
Masurada kalan iplik miktarını saptama fonksiyonunu etkinleştir/etkisiz hale getir (167 numaralı fonksiyon
ayarı)
Masurada kalan iplik miktarını saptama fonksiyonu, masurada kalan iplik miktarını algılayan cihaz kulla-
nılması halinde ayarlanır.
0 : Etkisiz
61 7 1
1 : Etkin
Masurada kalan iplik miktarını saptama fonksiyonu (168 numaralı fonksiyon ayarı)
Ayar ayrıntıları için cihazın Kullanım Kılavuzuna bakınız.
61 8 0
Dikiş başlangıcında yoğun ilmek fonksiyonu (196, 197 numaralı fonksiyon ayarı)
Dikiş başlangıcında yoğun ilmek fonksiyonunun etkin/devre dışı olduğu durumlar belirtilmiştir. Dikiş baş-
langıcında yoğun dikiş uygulanarak ilmeklerin sökülmesi ve atlanması engellenebilir.
196 numaralı fonksiyon ayarı Dikiş başlangıcında yoğun ilmek fonksiyonu
0: Fonksiyon etkisiz hale getirilir
9
1 6 0
1: Fonksiyon etkinleştirilir
2: Bu fonksiyon, dikiş başlangıcında ters beslemeli dikiş devre dışı
bırakıldığında etkinleştirilir. Bu fonksiyon, dikiş başlangıcında ters
beslemeli dikiş etkinleştirildiğinde devre dışı bırakılır.
197 numaralı fonksiyon ayarı Dikiş başlangıcında yoğun ilmek sayısı
Ayar aralığı: 0 ile 19 arasında (Başlangıç değeri: 2 ilmek)
Dikiş başlangıcı için ters beslemeli
dikişin gerçekleşmediği durumda
(Örnek 1)
Dikiş başlangıcı için ters beslemeli
dikişin gerçekleştiği durumda
(Örnek 2)
91 7 2
Ters beslemeli dikiş sayısı 0 (sıfır) olarak ayarlandığında, dikiş başlangıcı
için yoğun ilmek fonksiyonu dikiş başlangıcında çalışmaz.
1 veya 2 olarak ayarlandığında, dikiş başlangıcında yoğun ilmek fonksiyonu
çalışır.
Ters beslemeli dikiş sayısı 0 (sıfır) ya da 2 olarak ayarlandığında, dikiş
başlangıcı için yoğun ilmek fonksiyonu dikiş başlangıcında çalışmaz.
1 olarak ayarlandığında, dikiş başlangıcında yoğun ilmek fonksiyonu çalışır.
– 41 –

(Örnek 1)
Dikiş başlangıcı için ters beslemeli dikiş fonksiyonunun devre dışı bırakıldığı durumda:
(Değeri belirle: 0) (Değeri belirle: 1 veya 2)
Dikiş başlangıç konumu
Dikiş başlangıç konumu
Yoğun dikiş
(Örnek 2) Dikiş başlangıcı için ters beslemeli dikiş fonksiyonunun etkinleştirildiği durumda:
(Değeri belirle: 0 veya 2) (Değeri belirle: 1)
Dikiş başlangıç konumu
B
A
Dikiş başlangıcı için ters beslemeli dikiş fonksiyonu etkinleştirildiğinde, belirlenen değer 1 ise dikiş baş-
lama ve bitme konumları aynı hizada değildir. (Değeri belirle: 1).
Bu konumları hizalamak için, ayarları aşağıda açıklandığı gibi değiştirin:
Dikiş başlangıcı için yoğun dikiş fonksiyonunu 0 (sıfır) olarak ayarlayın (Değeri belirle: 0).
・
197 numaralı fonksiyon ayarıyla belirlenen ilmek sayısını göz önünde bulundurarak dikiş başlangıcın-
・
daki ters beslemeli dikiş sayısını A bölgesinde düşürün veya B bölgesinde yükseltin.
Dikiş başlangıç konumu
Yoğun dikiş
{
{
B
A
Optik sensör fonksiyonu (235, 236, 237, 238, 239, 242, 247 ve 251 numaralı fonksiyon ayarı)
Optik sensör fonksiyonu (235 numaralı fonksiyon ayarı)
Kullanılacaksa bu fonksiyonu etkinleştirin.
Bu fonksiyonu etkinleştirmeden önce, 12 numaralı fonksiyon ayarı ile optik sensör girişini atayın.
(Dikkat) Bu fonksiyon sadece CP-18 için etkindir. Diğer kullanım panelleri için, optik sensörü panel
üzerindeki anahtarlarla ayarlayın.
0 : Optik sensör fonksiyonu etkin değil
1 : Optik sensör fonksiyonu etkin
Optik sensör ltre fonksiyonu (236 numaralı fonksiyon ayarı)
Bu fonksiyon optik sensör girişini ltreler.
Bu fonksiyonu 237 numaralı fonksiyonla birlikte kullanın: Optik sensör ltresi için ilmek sayısı.
0 : Optik sensör ltre fonksiyonu etkin değil
1 : Optik sensör ltre fonksiyonu etkindir.
32 5 0
32 6 0
– 42 –

Optik sensör ltresi için ilmek sayısı (237 numaralı fonksiyon ayarı)
Optik sensör girişinin ltreleneceği ilmek sayısı ayarlanır.
236 numaralı fonksiyon: Optik sensör ltresi için ilmek sayısı etkin durumda olduğunda kullanılır.
0 ilâ 99 ilmek
Dikiş yönü
Sensör sinyali
Sensör girişi
32 7 0
No.237
Optik sensör girişinden sonra dikiş makinesini durdurmak için ilmek sayısı (238 numaralı fonksiyon ayarı)
Optik sensör girişinden dikiş makinesinin durmasına kadar dikilecek ilmek sayısı ayarlanır.
(Dikkat) Bu fonksiyon sadece CP-18 için etkindir. Diğer kullanım panelleri için, optik sensör girişinden
sonra dikiş makinesini durdurmak için ilmek sayısını panel üzerindeki anahtarlarla ayarlayın.
0 ilâ 99 ilmek
32 8 7
Optik sensör algılama sayısı (239 numaralı fonksiyon ayarı)
Optik sensör girişinin AÇIK olma durumu için ayarlanan sayıya erişildiğinde dikiş makinesi otomatik iplik
kesme işlemini gerçekleştirir.
1 ilâ 15 kez
32 9 1
Pedal basma hız ayarı fonksiyonu (242 numaralı fonksiyon ayarı)
Bu fonksiyon optik sensör girişi üzerinden dikiş hızını sınırlandırır.
(Dikkat) Bu fonksiyon sadece CP-18 için “3” olarak ayarlanabilir. Diğer kullanım panelleri için, fonksi-
yonu panel üzerindeki anahtarlarla ayarlayın.
0 : Bu fonksiyon etkin değildir.
42 2 0
1 : Tek adım hızına sabitlenmiştir
2 : Tek adım hızı ile sınırlandırılmıştır
3 : Optik sensör etkinleştirildiğinde, pedala basılınca dikiş makinesi otoma-
tik modda çalışır.
Optik sensör iplik kesme engelleme fonksiyonu (247 numaralı fonksiyon ayarı)
Optik sensör girişi ile etkinleştirilen iplik kesme işlemi engellenir.
(Dikkat) Bu fonksiyon sadece CP-18 için ayarlanabilir. Diğer kullanım panelleri için, bu fonksiyonu pa-
nel üzerindeki anahtarlarla ayarlayın.
0 : İplik kesme etkin
4
2 7 0
1 : İplik kesme etkin değil (solenoid çıkış engellenmiş)
Optik sensör girişinin mantığını değiştirme (251 numaralı fonksiyon ayarı)
İki veya daha fazla optik sensör kullanıldığında, girişi alma yöntemi seçilebilir.
0 : VEYA girişi
52 1 0
1 : VE girişi
– 43 –

9. Pedal sensörü nötr noktasının otomatik telasi
Pedal sensörü, yayı vb., değiştirildiğinde, aşağıdaki işlemi mutlaka uygulayın :
❶
Ⓐ
Ⓑ
1) Düğmeye
basarak güç şalte-
❹
rini açık konuma getirin.
2) Telafi edilen değer göstergede
Ⓑ
görülür.
❷
(Dikkat) 1. Bu durumda pedala basılırsa pedal sensörü düzgün çalışmaz. Pedalın üzerine ayağınızı ya da
başka bir cisim koymayın. Uyarıcı “bip” sesi duyulur ve doğru tela değeri görülmez.
2. Göstergede
vuzuna bakınız.
❺❹❸
sayısal değerden farklı bir şey görülürse, (“-0-” ya da “-8-”) Teknisyenin Kıla-
Ⓑ
❻
❼
3) Güç şalterini kapalı konuma getirin ve normal moda dönmek için tekrar açık konuma getirin.
(Dikkat) KAPALI konuma getirdikten bir ya da birkaç saniye sonra güç şalterini tekrar AÇIK konuma geri
getirdiğinizi kontrol edin.
(AÇIK-KAPALI konuma getirme işlemi yukarıda belirtilenden daha hızlı yapılırsa, ayarlar normal
şekilde değişmeyebilir.)
10. Pedal spesikasyonlarının seçilmesi
Pedal sensörü değiştirildiği zaman, 50 numaralı fonksiyon ayarının ayar değerini yeni bağlanan pedal spesikasyonlarına göre değiştirin.
0 : KFL
1 : PFL
(Dikkat) Pedalın arka kısmına yerleş-
tirilen iki yaylı pedal sensörünün tipi PFL’dir, tek yaylı olanın tipi KFL’dir. Pedalın arka
kısmına basarak baskı ayağını
kaldırırken pedal sensörünü
PFL’ye yerleştirin.
❷
❶
Ⓐ
❺❹❸
❻
Ⓑ
❼
– 44 –

11. Dikiş sonunda geri beslemeli dikiş için ilmek hizalaması (ağır malzemeler için)
Özellikle makine kafasının ağır malzeme için olması durumunda, dikiş sonundaki geri beslemeli dikiş zamanlaması düzeltilse bile ilmekler aşağıdaki şekilde gösterilen kısımda her zaman hizalı olmazlar. Bu durumda ilmekleri hizalamak için aşağıdaki fonksiyonu ayarlayın.
Dikiş makinesi geri beslemeli dikişe başladığı
①
anda dikiş makinesinin düşük hızla döndüğü kı-
EBT kısmı
Hız
Düşük hızlı
kısım
①
Zaman
sımda dikiş makinesinin devir hızı şimdi değiştirilebilir.
Fonksiyon ayar numarası 64
Standart
Makine kafası LU-2810ES-7 (Ağır mal-
Durum
zemeler için)
Adım 6 mm
İlmek sayısı 4 İlmek
Başlık Numarası 64 180 sti/min
İlmek adımı
kısalır.
Hizalı değil
İşlev No. 64 ayar örneği
Makine kafası LU-2810ES-7 (Ağır mal-
Durum
zemeler için)
Adım 6 mm
İlmek sayısı 4 İlmek
Başlık Numarası 64 0 sti/min
– 45 –

12. Elle kullanılan düğme ve dizle kullanılan düğme giriş/çıkış fonksiyonu
❶
Ⓐ
Ⓑ
❽
LU-2810ES-7 elle kullanılan düğmenin
şekli yukarıda gösterilmiştir.
❷
❺❹❸
❻
❼
Elle kullanılan düğme veya dizle kullanılan düğme ile gelen dikiş makinesi kafası için düğmenin giriş/çıkış
fonksiyonu, fonksiyon ayar işlemi sırasında düğmeye basılarak ayarlanabilir.
Bu sırada elle kullanılan düğmenin giriş/çıkış fonksiyonu ve dizle kullanılan düğmenin giriş fonksiyonu
değiştirilebilir.
Seçilebilir fonksiyonlar için bakınız "III-8.⑦ Giriş fonksiyonları listesi" sayfa 30 ve "III-8.⑦ Çıkış
fonksiyonu ayar konektörü" sayfa 33.
Düğmeye bir kere basılması giriş fonksiyonu ayarını etkinleştirir. Düğmeye bir kere daha basılması çıkış
fonksiyonu ayarını etkinleştirir.
Bununla birlikte beraberinde çıkış LED’i verilmeyen düğmenin çıkış fonksiyonunun ayarlanamayacağını
hatırlatırız.
* Örnek) İplik kesme fonksiyonunu BT düğmesine atamak için
9 6 083 0
3i 2 b T
3i 2 ST W
Dönüşümlü olarak
yanar
3i 2 4
1. düğmeye
2. düğmeye ❽ basın.
3. düğmeye ❺ ve düğmeye ❻’ya basarak “TSW” iplik kesme
fonksiyonunu görüntüleyin.
4. düğmeye ❸ ve düğmeye ❹’e basarak “TSW” iplik kesme fonksiy-
basarak güç şalterini açık konuma getirin.
❼
onunu onaylayın.
– 46 –

13. Elle kullanılan düğme ve dizle kullanılan düğme kullanımı
❶
Ⓐ
Ⓑ
❽
LU-2810ES-7 elle kullanılan düğmenin
şekli yukarıda gösterilmiştir.
❷
❺❹❸
❻
❼
Elle kullanılan düğme veya dizle kullanılan düğme ile gelen dikiş makinesi kafası için düğmenin
etkinleştirilmesi/devreden çıkarılması, tek dokunuş ayarı sırasında düğmeye basılarak seçilebilir.
* Örnek) BT düğmesinin devreden çıkarılması
MAL P o n
"III-4. Tek dokunuşta çalıştırma ayarları" sayfa 15
1.
’ye bakarak SC-923’yi
ayar moduna alın.
b T Fo F
2. BT düğmesine
basarak “bT oFF”u görüntüleyin.
❽
MAL P o n
3. Bir saniye sonra otomatik olarak veya
basıldığında ekran önceki duruma döner.
ila ❼ numaralı düğmelerden birine
❶
– 47 –

14. Tuş kilidi fonksiyonunu seçme işlemi
Tuş kilidi fonksiyonuna izin verilerek, dikiş çeşidindeki ilmek sayısı ayarı engellenebilir.
❶
Ⓐ
Ⓑ
1) düğmesi
basılıyken güç şalterini AÇIK ko-
❻
❺
ve
düğmesi
numa getirin.
ve Ⓑ göstergelerinde “KEY
2)
Ⓐ
ROCK” ifadesi görülür, tuş kilidi
fonksiyonu etkin hale gelirken bip
sesi duyulur.
3) Göstergelerde “KEY ROCK” ifadesi
görüldükten sonra panel normal ça-
❷
❺❹❸
❻
❼
lışmasına döner.
4) Tuş kilidi etkin iken, güç şalteri AÇIK konuma getirildiğinde “KEY ROCK” ifadesi görülür.
5) 1) ile 3) arasındaki işlemler tekrar uygulandığında, güç şalteri AÇIK konuma getirildiğinde “KEY ROCK”
ifadesi görülmez ve tuş kilidi fonksiyonu etkisiz hale gelir.
• Güç şalteri AÇIK konuma getirildiğinde KEY ROCK ifadesi
İfade görülüyor : Tuş kilidi fonksiyonu etkindir.
İfade görülmüyor : Tuş kilidi fonksiyonu etkin değildir.
15. Girilmiş olan verilerin sıfırlanması
SC-923 için yapılan tüm fonksiyon ayar içeriği, standart ayar değerlerine döndürülebilir.
❶
Ⓐ
Ⓑ
1) düğmesi
ve
düğmesi
şalterini AÇIK konuma getirin.
2) Göstergede
bip sesiyle birlikte başlangıçtaki haline gelmeye başlar.
3) Bir saniye sonra ses gelir (tek bir “bip”
sesi üç kez duyulur) ve girilmiş olan
❷
(Dikkat) Sıfırlama işlemi sıradayken gücü kapalı konuma getirmeyin. Ana ünite programı bozulabilir.
❺❹❸
❻
❼
veriler standart ayar değerine döner.
4) Güç şalterini kapalı konuma getirin, ön kapağı kapadıktan sonra güç şalterini açık konuma getirin. Makine
normal düzene döner.
(Dikkat) 1. Yukarıda belirtilen işlemi yaptıktan sonra, pedal sensörü için nötr konum düzeltme değeri de
sıfırlanır. Dolayısıyla, dikiş makinesini kullanmadan önce pedal sensörü nötr konumunun otomatik düzeltilmesi mutlaka gerekir. ("III-9. Pedal sensörü nötr noktasının otomatik telafisi"
sayfa 44 bölümüne bakınız.)
2. Yukarıda belirtilen işlemi yaptıktan sonra, makine kafası ayar değerleri de sıfırlanır. Dolayısıyla,
dikiş makinesini kullanmadan önce makine kafası ayarının yapılması mutlaka gerekir. ("II-5.
Makine kafasının ayarlanması" sayfa 10 bölümüne bakınız.)
3. Bu işlem yapılsa bile, çalışma paneli tarafından belirlenen veriler sıfırlanamaz.
,
❹
“rS” ifadesi görülür ve
Ⓑ
düğmesi
basılıyken güç
❻
❺
– 48 –

16. Dış giriş/çıkış konektörü
12 numaralı fonksiyon ayarında, dış çıkış konektörü ❶ için (CN51) genel amaçlı, anahtarlanabilir giriş/çıkış
mevcuttur.
(Dikkat) Konektör kullanırken, elektrik bilgisi olan bir teknisyen çalışmalıdır.
❶
Konektör atama ve sinyal tablosu
CN51 Sinyal ismi No. 12 tanım no. Giriş/çıkış Tanım Elektrik spek.
1 GND GND
2 GND GND
3 MA Çıktı Dönüş sinyali 360 puls/dönüş DC5V
4 OPI9 i17 Giriş Opsiyon 9 girişi DC3,3V
5 OPI10 i18 Giriş Opsiyon 10 girişi DC3,3V
6 OPI11 i19 Giriş Opsiyon 11 girişi DC3,3V
7 OPI12 i20 Giriş Opsiyon 12 girişi DC3,3V
8 OPI13 i21 Giriş Opsiyon 13 girişi DC3,3V
9 OPI14 i22 Giriş Opsiyon 14 girişi DC3,3V
10 OPI15 i23 Giriş Opsiyon 15 girişi DC3,3V
11 OPI16 i24 Giriş Opsiyon 16 girişi DC3,3V
12 + 24V Güç kaynağı
13 + 24V Güç kaynağı
14 + 5V Güç kaynağı
15 OPO17 o25 Çıktı Opsiyon 17 çıkışı NPN açık kolektör
16 OPO18 o26 Çıktı Opsiyon 18 çıkışı NPN açık kolektör
17 OPO19 o27 Çıktı Opsiyon 19 çıkışı NPN açık kolektör
18 OPO20 o28 Çıktı Opsiyon 20 çıkışı NPN açık kolektör
19 OPO21 o29 Çıktı Opsiyon 21 çıkışı NPN açık kolektör
20
21
22
N.C.
N.C.
N.C.
Bağlı değil
Bağlı değil
Bağlı değil
JUKI orijinal parça numarası Konektör: Parça numarası HK034610220
Pin bağlantısı: Parça numarası HK03464000A
– 49 –

17. Malzeme kenarı sensörünün bağlanması
SC-923 için, piyasada bulunan fotoelektrik bir sensör bağlanıp malzeme kenarı sensörü olarak kullanılabilir.
Aşağıda bir bağlantı örneği verilmiştir.
Pin numarası
Sinyal Hatırlatmalar
2 GND 0V
11 OPI16 Sensör girişi
13 +24V Güç kaynağı
❸
(Kablo
bandı)
❷
(CN51)
2 kablolu
sistem
3 kablolu
sistem
❶
1) Malzeme kenarı sensörünü konektöre
(Molex,
❶
22P) bağlayın.
2 kablolu sistemde 0 V bağlayın, sensör girişini
sırasıyla 2 ve 11 pimlerine bağlayın.
3 kablolu sistemde 0 V bağlayın, sensör girişini
sırasıyla 24 V 2, 11 ve 13 pimlerine bağlayın.
2) 1) adımda bağlanan konektörü
, SC-923'nin
❶
konektörüne ❷ (CN51, 22P) takın.
3) Kabloları kablo kelepçesinden geçirin, kutunun
yan yüzüne takılı kablo bandı ❸ bulunan malzeme sonu sensörünün teliyle bağlayın.
"III-8.⑦ İsteğe bağlı giriş/çıkış fonksiyonu
4)
seçimi (Fonksiyon ayar numarası 12)" sayfa
29 uyarınca, CN51-11’i (tanım numarası i24)
malzeme sonu sensör girişine bağlayın.
(Dikkat) 1. Bağlamadan önce gücün kapalı olduğu-
nu kontrol edin.
2.
3. Malzeme sonu sensörünün kullanımı
24 V hazır malzeme sonu sensörü kullanın.
hakkında bilgi için bakınız "III-4. T e k
dokunuşta çalıştırma ayarları" sayfa
15.
– 50 –

IV. BAKIM
1. Arka kapağın çıkarılması
UYARI :
Elektrik şoku nedeniyle ya da dikiş makinesinin aniden çalışarak yaralanmalara sebep vermemesi
için, kapağı çıkarmadan önce gücü kapalı konuma getirip 5 dakika ya da daha fazla bekleyin.
Yaralanmaları önlemek için, bir sigorta attığı zaman önce güç şalterini kapatın ve mutlaka aynı
kapasitede yeni bir sigortayla değiştirin ve sigortanın atma nedenini ortadan kaldırın.
1) Gücü kapalı konuma getirmek için, dikiş makinesinin durduğunu kontrol ettikten sonra güç şalterinin kapama düğmesine basın.
2) Elektrik prizine takılı kabloyu çekip çıkarmadan
önce güç şalterinin kapalı konumda olduğunu
kontrol edin. Gücün kesilmiş olduğunu kontrol ettikten sonra 5 dakika ya da daha uzun süre bekleyin ve 3) numaralı adımı tekrarlayın.
❸
4) Kapağı
takılmış olan kablo kelepçesinin ❸ yönüne dikkat
ederek tespit vidasını ❷ tekrar sıkın.
kapamak için, kutunun yan tarafına
❶
3) Kapaktaki
açın.
❶
❷
tespit vidasını ❷ gevşetin. Kapağı
❶
❶
2. Sigortanın değiştirilmesi
(1) PWR PCB
(Dikkat) Aşağıdaki şeklide PWR-T PCB görülüyor. PCB tipi alış noktasına göre değişir.
1)
Kumanda kutusuna bağlı tüm kabloları sökün.
2) Bağlantı kolunu çıkarın.
3)
Kumanda kutusunu masa
tablasından çıkarın.
4) Sigortayı
❶
mından tutarak çıkarın.
❷
cam kıs-
❶
(Dikkat) Sigortayı çıkarırken elektrik çarpması riski vardır. Sigortayı mutlaka LED
sonra çıkarın.
5) Mutlaka belirtilen kapasitede sigorta kullanın.
: 3,15 A/250 V Zaman aralıklı sigorta (Güç devresini koruyan sigorta)
❶
Parça numarası: KF000000080
6) Kumanda kutusunu masa tablasına monte edin. (Bakınız
7) Tüm kabloları kumanda kutusuna bağlayın. (Bakınız
8) Bağlantı kolunu tekrar yerine takın. (Bakınız
"II-3. Bağlantı kolunun takılması" sayfa 8
– 51 –
"II. KURULUM" sayfa 1.)
"II-2. Kabloların bağlanması" sayfa 4
tamamen söndükten
❷
.)
.)

(2) CTL PCB
❸
(Dikkat) Sigortayı çıkarırken elektrik çarpması riski vardır. Sigortayı mutlaka LED
sonra çıkarın.
tamamen söndükten
❷
1) Kumanda kutusunun kapağını açın.
2) CTL PCB'ye monteli sigortanın
(Dikkat) Elektrik çarpmasına karşı kendinizi korumak için sigortanın, PWR PCB'nin LED'i
dükten sonra çıkarılması gerekmektedir.
cam kısmını parmaklarınızla tutarak çıkarın.
❸
3) Mutlaka belirtilen kapasitede sigorta kullanın.
: 3,15 A/250 V Zaman aralıklı sigorta (Solenoid güç devresi koruma sigortası)
❸
Parça numarası: KF000000030
4) Kumanda kutusunun kapağını kapatın.
tamamen sön-
❷
– 52 –

3. Hata kodları
Aşağıdaki durumlarda, sorun hakkında karar vermeden önce bir kez daha kontrol edin.
Durum Sebep Düzeltici önlem
Dikiş makinesini devirirken uyarı sesi
duyuluyor ve makine çalıştırılamıyor.
İplik kesme, geri besleme vb., solenoidleri çalışmıyor.
El lambası yanmıyor.
Gücü açık konuma getirdikten sonra
pedala basıldığı zaman dikiş makinesi
çalışmıyor. Pedalın arka kısmına bir
kez bastıktan sonra pedala basılınca
dikiş makinesi çalışıyor.
Pedal nötr konumuna döndükten sonra
dahi durmuyor.
Dikiş makinesinin durma konumu değişken (düzensiz).
Otomatik kaldırma cihazı takılsa bile
baskı ayağı yükselmiyor.
Düzeltici dikiş düğmesi çalışmıyor. Baskı ayağı, otomatik kaldırma cihazı
Paneldeki bütün lambalar yanarken
YUKARI konuma hareket başarısız
oluyor.
Dikiş makinesi çalışmıyor. Motor çıkış kablosu (4P) çıkmış olabilir. Kabloyu uygun şekilde bağlayın.
Güç şalterini kapalı konuma getirmeden
önce makine kafası devrildiği zaman, sol
tarafta güvenlik amaçlı işlem.
Solenoid güç koruma sigortası atmış
olabilir.
Pedalın nötr konumu değişmiş olabilir.
(Pedal yay basıncını değiştirirken ya da
başka bir nedenden dolayı nötr konum
değişmiş olabilir.)
İğne duruş konumu ayarlanırken elle
çalıştırılan kasnağın vidası sıkılmamış.
Otomatik kaldırma fonksiyonu kapalı
konumda olabilir.
Pedal sistemi KFL sistem olarak ayarlanmış olabilir.
Otomatik kaldırma cihazı kablosu, konektöre (CN37) bağlanmamış olabilir.
ile yükseliyor olabilir.
Otomatik kaldırma cihazı takılmamış
olabilir.
Ancak otomatik kaldırma fonksiyonu
açık konumdadır.
Mod, fonksiyon ayar modunda.
CTL baskılı devre kartındaki düğmeye
bağlantı kablolarıyla basıldı ve yukarıda
belirtilen mod meydana geldi.
Motor sinyal kablosu konektörü (CN30)
çıkmış olabilir.
Dikiş makinesini devirmeden önce güç
anahtarını kapalı konuma getirin.
Solenoid güç koruma sigortasını kontrol
edin.
Pedal sensörünün otomatik nötr düzeltme fonksiyonunu uygulayın.
Elle çalıştırılan kasnak vidasını iyice
sıkın.
Otomatik kaldırma fonksiyonu için “FL
ON” (FL açık) seçimini yapın.
Pedalın arkasına basarak baskı ayağını
kaldırmak için, PFL ayarındaki bağlantı
telini değiştirin.
Kabloyu uygun şekilde bağlayın.
Baskı ayağı aşağı indikten sonra düğmeyi çalıştırın.
Otomatik kaldırma cihazı takılmamışken
“FL OFF” (FL kapalı) seçeneğini seçin.
Alttaki kapağı çıkarın. Kabloları, Kullanım Kılavuzunda tarif edildiği gibi normal
yönlendirme yöntemiyle yönlendirerek
demet haline getirin.
Kabloyu uygun şekilde bağlayın.
– 53 –

Ayrıca bu cihazda aşağıdaki hata kodları vardır. Bu hata kodları fonksiyonu kilitler (ya da sınırlar) ve herhangi
bir problem çıktığında haber verdiği için sorun büyümeden çözülür. Bizden servis talep ettiğiniz zaman lütfen
hata kodlarını bildirin.
[Hata kodunu kontrol etme prosedürü]
❶
Ⓐ
Ⓑ
1) düğme
basılıyken güç şalteri-
❸
ni AÇIK konuma getirin.
2) Göstergede
en son hata numarası
Ⓑ
görülür ve bip sesi duyulur.
3) düğmesine
ya da
❸
düğ-
mesine ❹ basarak önceki hataların
❷
❺❹❸
❻
❼
içeriği kontrol edilebilir.
(Önceki hata içeriğinin onayı son içeriğe ilerlediği zaman, tek sesli uyarı iki kez duyulur.)
(Dikkat) düğme
basılıyken, o an izlenmekte olan hata kodundan bir önceki kod görülür.
❸
düğ-
me ❹ basılıyken, o an izlenmekte olan hata kodundan bir sonraki kod görülür.
Hata kodu listesi
No
Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
− Ortam kapağı açık
E000 Veri sıfırlamanın gerçek-
E007 Motorda aşırı yüklenme • Makine kafası kilitlenirse
E008 Tanımlanmamış makine
E009 Solenoid enerjilendirme
E011(*) Ortam takılı değil.
E012(*) Okuma hatası • Ortamdaki veriler okunamıyor.
E013(*) Yazdırma hatası • Ortamdaki veriler yazdırılamıyor.
E014(*) Yazmaya karşı korumalı • Ortam, yazdırmaya karşı korumalı.
E015(*) Format hatası • Formatlama yapılamıyor.
E016(*) Dış ortam kapasitesi dolu • Ortam kapasitesi yetersiz.
E019(*) Dosya çok büyük • Dosya çok büyük.
E032(*) Dosya dönüşüm hatası • Dosya dönüştürülemiyor.
E041(*) Dikiş kaydedici hatası • Dikiş kaydedici veri hatası halinde
E044(*) Tarih ve zaman hatası • Tarih ya da günün saatiyle ilgili
E053(*)
*
Yıldız (*) işaretli hata numarası, IT panel eğer dikiş makinesine bağlıysa ekranda görülür, aksi takdirde görülmez.
leştirilmesi (Bu bir hata
değildir.)
kafası seçilmiş
süresi doldu
Üretim destek fonksiyonunun başlatıldığına dair bildirim (Bu bir hata değildir)
• Ortam giriş yeri kapağı açık. • Kapağı kapatın.
• Makine kafası değiştirildiği zaman.
• Sıfırlama işlemi yapıldığı zaman.
• Motor kasnağına iplik dolanıp dolanmadığını
kontrol edin.
• Makine kafasının garanti ettiğinden
çok daha ağır malzemeler dikiliyorsa.
• Motor çalışmıyorsa
• Motor ya da sürücü bozuksa
• SC-923’yi desteklemeyen bir makine kafası seçilmiş.
• Önceden belirlenmiş solenoid
enerjilendirme süresi aşıldı.
• Ortam takılı değil.
bu hata numarası görülür.
işlem/veri hatası halinde bu hata
numarası görülür.
•
Üretim desteği fonksiyonu başlatıldıktan ya da program yükseltildikten
sonra bu hata numarası görülür.
• Motor çıkış konektörü (4P) bağlantısında
gevşeme ya da kopukluk olup olmadığını
kontrol edin.
• Motoru elle çevirirken herhangi bir tutukluk
olup olmadığını kontrol edin.
• 095 numaralı fonksiyon ayarını kullanarak
makine kafası seçimini kontrol edin.
• Makine kafasının iplik kesici tarafından kilitlenip kilitlenmediğini kontrol edin.
• Kasnağın elle kolayca döndürülebildiğini
kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Gücü KAPALI konuma getirip ortamı kontrol edin.
• Verilerde sorun olup olmadığını kontrol edin.
• Verilerde sorun olup olmadığını kontrol edin.
• Verilerde sorun olup olmadığını kontrol edin.
– 54 –

No
Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
E055(*) Üretim yönetimi hatası
E056(*) İş yönetimi hatası • Veri hatası halinde bu hata numa-
E057(*) Adım süresi izleme hatası • Adım süresi izleme hatası halinde
E065(*) Ağ aktarımı başarısız • Verilerin ağ üzerinden kişisel bilgi-
E067(*) ID okunamadı
E071 Motor çıkışı konektöründe
E072 İplik kesme hareketi sıra-
E079 Aşırı motor gücü • Ana motora aşırı yük uygulanıyor. • Kasnağın elle kolayca döndürülebildiğini
E204(*) USB yerleştirme
E205(*) ISS arabellekte kalan süre
E220 Yağlama uyarısı • Önceden belirlenen ilmek sayısına
E221 Yağlama hatası
E302 Düşme saptama düğmesi
E303 Yarım daire plaka sensör
E499 Basitleştirilmiş program
E703(*) Çalışma paneli, olması
E704(*) Sistem versiyonunda
E730 Kodlayıcı hatası • Motor sinyali uygun şekilde girilmiE731 Motor delik sensörü hatası
E733 Motor dönüş yönü ters
E799 İplik kesme işleminde za-
Yıldız (*) işaretli hata numarası, IT panel eğer dikiş makinesine bağlıysa ekranda görülür, aksi takdirde görülmez.
*
bağlantısızlık
sında motorda aşırı yük
uyarısı
hatası (Emniyet düğmesi
çalışıyorsa)
hatası
verileri hatası
gerekenden farklı bir dikiş
makinesine bağlı. (Dikiş
makinesi modeli hatası)
uyuşmazlık
man aşımı
• Üretim yönetimi, iş yönetimi veri
hatası halinde bu hata numarası
görülür.
rası görülür.
bu hata numarası görülür.
sayara gönderilememesi halinde
bu mesaj görülür.
•
ID dosyasındaki verilerin bozulmuş
olması halinde bu mesaj görülür.
• Motor konektöründe bağlantısızlık •
• E007 ile aynı • E007 ile aynı
• USB sürücü takılıyken dikiş makinesi çalıştırılırsa bu mesaj görülür.
• ISS verilerinin yüklendiği ara bellek
dolmaya yakınsa bu mesaj görülür.
Ara bellek doluyken dikiş makinesi
sürekli kullanılırsa, kayıtlar en eski
veriden itibaren silinmeye başlanır.
ulaşıldığı zaman.
• Önceden belirlenen ilmek sayısına ulaşıldığı ve dikiş dikilemediği
zaman.
• Güç açık konumdayken düşme
algılayıcı düğme girilmiş olabilir.
• Yarım daire plaka sensör sinyali
saptanamıyor.
• Komut parametresi verileri belirtilen aralığın dışında.
• İletişim başlangıcında, çalışma
paneli ve dikiş makinesi modeli
uyumsuz.
•
Sistem versiyonu, iletişim başlangıcındaki doğru versiyondan farklı.
yorsa.
• Motor 500 sti/min ya da daha hızlı
değerde ve belirtilen yöne zıt yönde çalışırsa bu hata meydana gelir.
• İplik kesme kontrolü işlemi, önceden belirlenen süre içinde (üç
saniyede) tamamlanmıyor.
• Verilerde sorun olup olmadığını kontrol edin.
• Verilerde sorun olup olmadığını kontrol edin.
• Verilerde sorun olup olmadığını kontrol edin.
• Ağda herhangi bir sorun olup olmadığını
kontrol edin.
• Verilerde sorun olup olmadığını kontrol edin.
Motor çıkış konektöründe gevşek bağlantı ya
da bağlantısızlık olup olmadığını kontrol edin.
kontrol edin. (Kalınlığı, makine kafası için
garanti edilen değeri aşan ekstra ağır malzeme dikerken.)
• USB sürücüyü çıkarın.
• Veri çıkışı
• Belirtilen yerlere gres ilave edip sıfırlayın.
(Ayrıntılar için makine kafası verilerine ba-
kınız.)
• Belirtilen yerlere gres ilave edip sıfırlayın.
(Ayrıntılar için makine kafası verilerine ba-
kınız.)
• Güç şalteri kapalı konumdayken makine
kafasının devrilip devrilmediğini kontrol
edin (dikiş makinesinin çalışması, güvenlik
nedeniyle engellenir).
• Makine kafasının makine tipi ayarına uygun
olup olmadığını kontrol edin.
• Motor kodlayıcı konektör bağlantısının kopmuş olup olmadığını kontrol edin.
• İlgili basitleştirilmiş programı yeniden girin.
• Basitleştirilmiş programı etkisiz olarak düzenleyin.
• Çalışma panelini, doğru dikiş makinesi modeline bağlayın.
•
Sistem versiyonunu, çalışma panelinde kullanılabilen versiyon olarak yeniden yazdırın.
• Motor sinyal konektörü (CN30) bağlantılarında gevşeklik ya da kopukluk olup olmadığını
kontrol edin.
• Motor sinyal kablosunun makine kafasına
sıkışarak kopup kopmadığını kontrol edin.
• Makine kafasının makine tipi ayarına uygun
olup olmadığını kontrol edin.
• Ana mil motor kodlayıcı kablosunun hatalı
bağlanıp bağlanmadığını kontrol edin.
• Ana mil motor güç besleme kablosunun
hatalı bağlanıp bağlanmadığını kontrol edin.
• Kurulmuş olan makine kafasının seçilen
makine kafası tipinden farklı olup olmadığını
kontrol edin.
– 55 –

No
Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
E808 Solenoid'te kısa devre
E811 Anormal voltaj
E900 Motor sürücüsü aşırı yük
E902 Ana mil aşırı akım
E906 Çalışma paneli iletişim
E912 Ana mil kontrol edilemiyor
E922 Ana mil kontrol edilemiyor
E924 IPM elemanı hatası
E942 Arızalı EEPROM
E955 Elektrik akımı sensörü
E963 IPM sıcaklık anormalliği
E977 CPU arızası algılama • CPU’da bir program hatası olması
*
Yıldız (*) işaretli hata numarası, IT panel eğer dikiş makinesine bağlıysa ekranda görülür, aksi takdirde görülmez.
hatası
hatası
• Solenoid gücünün voltajı normale
dönmüyor.
• Garanti edilenden yüksek voltaj
verilmiş olabilir.
• 100V spesikasyonuna sahip olan
SC-923 modele 200V verilmiş.
• JA: 120V elektrik paneline 220V
uygulanmış.
• CE: 230V elektrik paneline 400V
uygulanmış.
• Garanti edilenden düşük voltaj
verilirse.
• 200V spesikasyonuna sahip olan
SC-923 modele 100V verilmiş.
• JA: 220V elektrik paneline 120V
uygulanmış.
• Aşırı voltaj uygulaması nedeniyle
iç devre bozulmuş olabilir.
• E007 ile aynı • Kasnağın elle kolayca döndürülebildiğini
• Ana motor aşırı akım • Kasnağı elle döndürerek tutukluk yapıp
• Çalışma paneli kablosu bağlı değil
• Çalışma paneli bozuk.
• Hız anormalliği • Kasnağı elle döndürerek gevşek olup olma-
• Program hatası • Yakınlarda gürültü kaynağı olup olmadığını
• Ana motor aşırı akım • Kasnağı elle döndürerek tutukluk yapıp
• EEPROM üzerine veri yazdırılamıyor.
• Makine dururken elektrik akımı
çekiliyor.
• IPM ısı üretiyor. • IPM'in iyice sabitlendiğini kontrol edin.
durumu
• Makine kafası kablosunun kasnak kapağı
ya da benzeri bir yere sıkışıp sıkışmadığını
kontrol edin.
• Uygulanan voltajın voltaj anma değerinden +
(artı) %10 ya da daha fazla olup olmadığını
kontrol edin.
• 100V/200V geçiş konektörünün hatalı ayarlanıp ayarlanmadığını kontrol edin.
Yukarıdaki durumlarda, GÜÇ devre kartı
bozulmuştur.
•
Gerilimin anma değerinden - (eksi) %10 ya
da daha düşük olup olmadığını kontrol edin.
• 100V/200V geçiş konektörünün hatalı ayarlanıp ayarlanmadığını kontrol edin.
• Sigorta ya da canlandıran direncin bozuk
olup olmadığını kontrol edin.
kontrol edin.
yapmadığını veya gevşek olup olmadığını
kontrol edin.
• Çalışma paneli konektöründe (CN38) gevşeme ya da bağlantı sorunu olup olmadığını
kontrol edin.
• Çalışma paneli kablosunun kopuk olup olmadığını kontrol edin, çünkü kablo makine
kafasına sıkışmış olabilir.
dığını kontrol edin.
kontrol edin.
yapmadığını veya gevşek olup olmadığını
kontrol edin.
• Gücü KAPALI konuma getirin.
• Kasnağın elle kolayca döndürülebildiğini
kontrol edin.
– 56 –
 Loading...
Loading...