


SC-921
MANUEL D'UTILISATION

SOMMAIRE
I. CARACTERISTIQUES ................................................................................. 1
II. INSTALLATION ........................................................................................... 1
1. Pose sur la table ..................................................................................................................................... 1
2. Installation du panneau de commande ................................................................................................3
3. Raccordement des cordons ..................................................................................................................4
4. Montage de la tige d'accouplement ...................................................................................................... 8
5. Procédure d'installation de la tête de la machine ...............................................................................9
6. Réglage de la tête de la machine (Uniquement le type de machine à coudre à moteur à
entraînement) ........................................................................................................................................ 10
III. POUR L'OPERATEUR ..............................................................................11
1. Utilisation de la machine à coudre...................................................................................................... 11
2. Panneau de commande (CP-18) .......................................................................................................... 12
3. Procédure d’exécution d’une conguration de couture ................................................................... 13
(1) Conguration d’exécution de points arrière ........................................................................................ 13
(2) Conguration de couture de parties se chevauchant ........................................................................ 14
4. Paramétrage avec touche unique .......................................................................................................15
5. Fonction d’aide à la production ..........................................................................................................16
6. Paramétrage des fonctions du SC-921 ............................................................................................... 19
7. Liste des parametres des fonctions ...................................................................................................20
8. Explication detaillee de la programmation des fonctions ................................................................ 24
9. Correction automatique du neutre du capteur de pédale ................................................................. 34
10. Sélection des caractéristiques de pédale ..........................................................................................34
11. Comment activer la fonction de releveur automatique .....................................................................35
12. Procédure de sélection de la fonction de verrouillage .....................................................................36
13. Raccordement de la pédale de la machine à travail debout ............................................................. 36
14. Connecteur d'entrée/sortie externe ....................................................................................................37
15. Raccordement du capteur d'extrémité du tissu.................................................................................38
16. Initialisation des données de paramétrage ........................................................................................ 39
IV. ENTRETIEN ............................................................................................. 39
1. Retrait du couvercle arrière ................................................................................................................. 39
2. Remplacement du fusible .................................................................................................................... 40
(1) PWR PCB ................................................................................................................................................ 40
(2) CTL PCB .................................................................................................................................................. 41
3. Codes d'erreur ......................................................................................................................................41
i
I. CARACTERISTIQUES
Tension d'alimentation
Fréquence 50 Hz / 60 Hz 50 Hz / 60 Hz 50 Hz / 60 Hz
Conditions ambiantes
Entrée 450 VA 450 VA 450 VA
* La valeur du courant électrique est indiquée à titre de référence pour le modèle équipé d’une tête de machine LH-
3568A. Elle varie en fonction de la tête de machine sélectionnée.
Monophasée 100 à 120 V
Température : 0 à 40 ºC
Humidité : 90 % maximum
Triphasée 200 à 240 V
Température : 0 à 40 ºC
Humidité : 90 % maximum
Monophasée 220 à 240 V
Température : 0 à 40 ºC
Humidité : 90 % maximum
II. INSTALLATION
Boîte de commande SC-921
1. Pose sur la table
*
Ces instructions sont applicables dans le cas où la boîte de commande est installée sur la table de la MF-7800D.
Pour utiliser toute autre tête de machine, installer la boîte de commande sur la table en vous reportant
au mode d’emploi de la machine à coudre concernée.
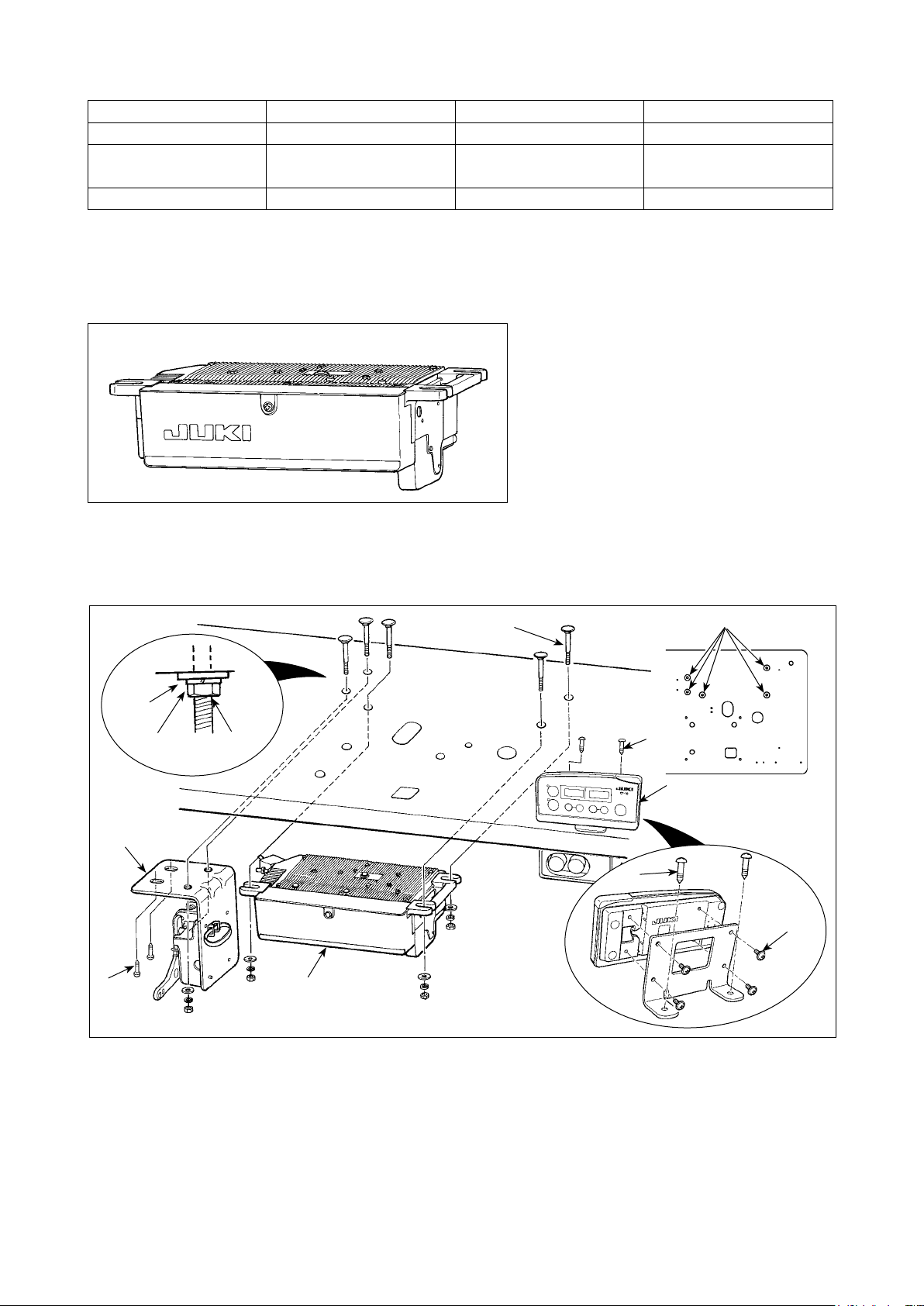
La SC-921 est une boîte de commande
discrète qui peut être utilisée avec une
tête de machine DD (entraînement direct).
Pour installer la boîte de commande sur
la table, suivre les instructions indiquées
ci-dessous.
Fig. A
Rondelle
convexe
❸
❻
Rondelle
grower
Ecrou
❶
❻
❺
❻
❷
❶
❹
1) Installer la boîte de commande ❷ et le support du capteur ❸ sur la table avec l’assemblage de boulons
d’installation ❶ fourni avec les accessoires de l’appareil. Insérer alors les écrous et rondelles fournis
comme indiqué sur la gure de manière à xer à fond la boîte de commande et le support du capteur.
2) Poser la boîte de commande (ou celle équipée d’un moteur compact) sur la table. Puis placer la tête de
machine sur la table. (Consulter le mode d’emploi de la machine à coudre utilisée). (Consulter le mode
d’emploi de la machine à coudre.)
3) Installer la plaque de montage sur le panneau CP-18 avec quatre vis autotaraudeuses ❹ fournies avec
l’appareil. A ce moment, veiller à ce que le câble ne soit pas pris sous le support de montage. (Pour
installer le CP-18 sur la table, l’installer comme illustré sur la gure A.)
4) Installer le panneau ❺ de la CP-18 et le support du capteur ❸ sur la table avec les vis à bois ❻.
– 1 –
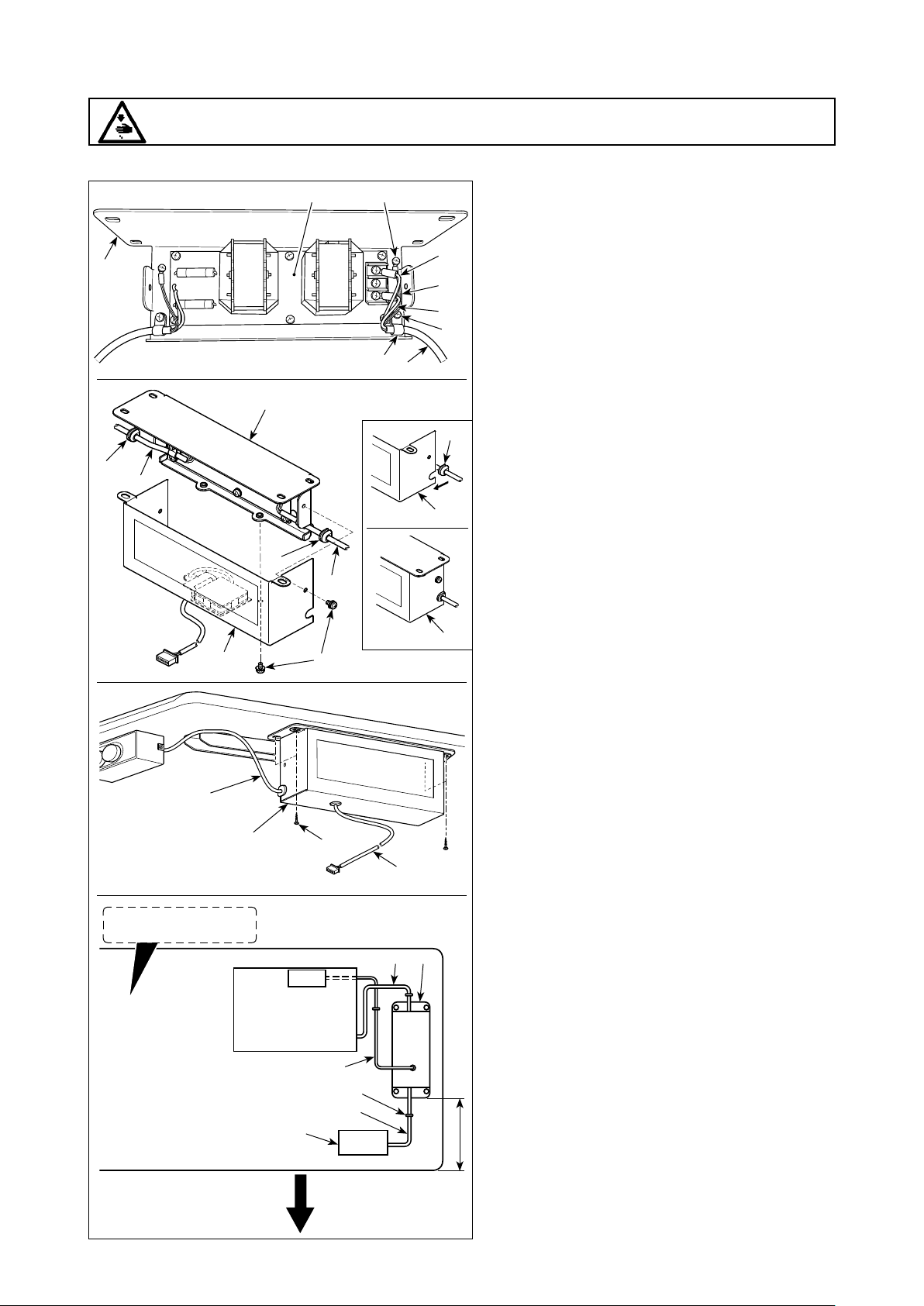
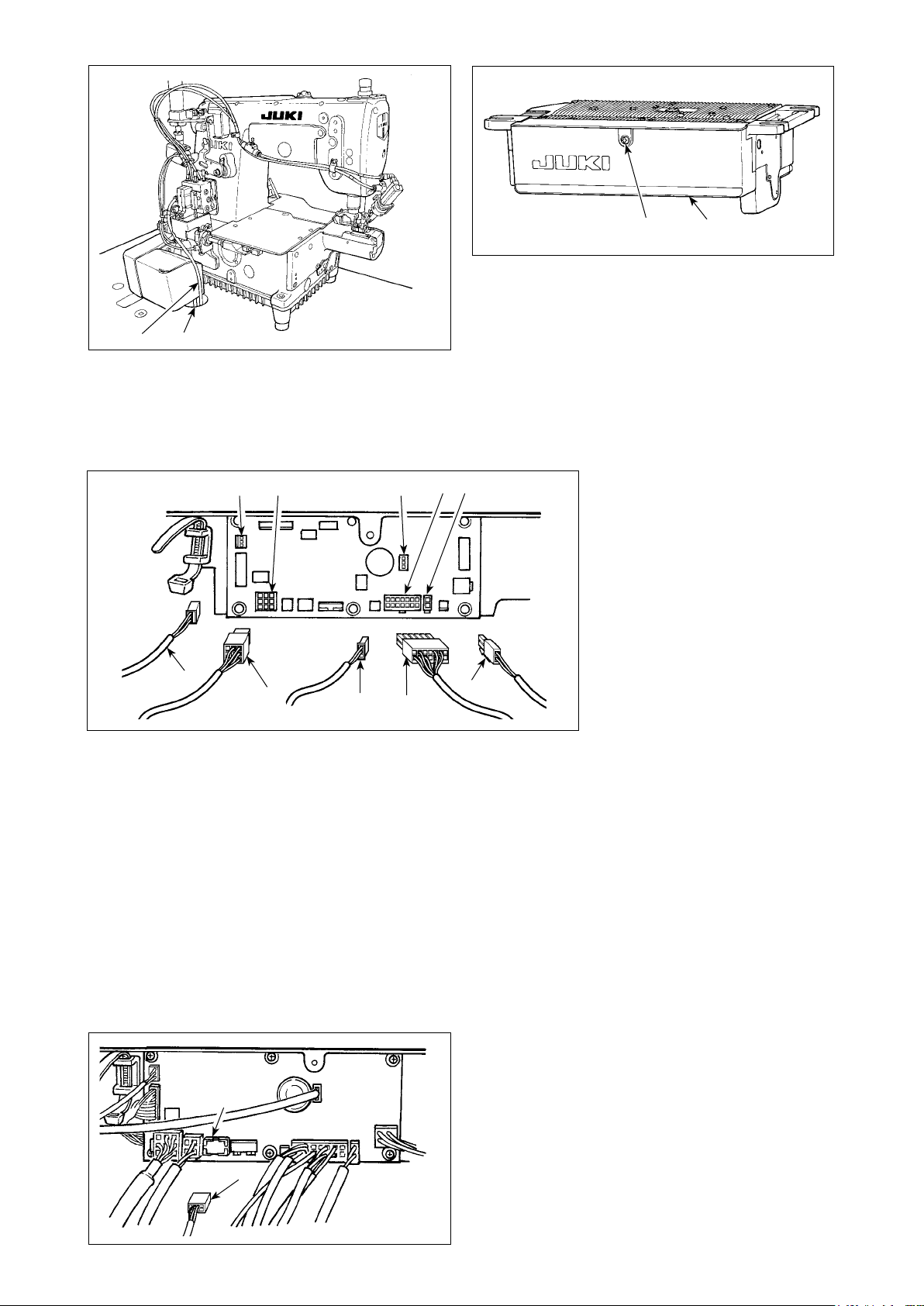
[Comment installer la boîte du réacteur]
AVERTISSEMENT :
Veillez à couper l'alimentation avant d'installer le boîtier de commande.
* Pour les modèles pour l’Europe, installer la boîte du réacteur accompagnant la machine à coudre.
1) Raccordez les connecteurs du cordon d'alimentation ❶ de la SC-921 à la carte de circuit imprimé du boîtier de commande ❷ et à
la platine de xation du boîtier de commande
.
❸
Raccordez le l brun A au premier connec-
teur et le l bleu B au troisième connecteur
respectivement en partant du haut du bornier
de la carte de circuit imprimé du boîtier de
commande à l'aide de vis. Raccordez le l
vert/jaune C à la platine de xation du boîtier
de commande ❸ à l'aide de la vis de terre
sans tête ❹.
2) Installez l'attache-câble ❺ sur le cordon
d'alimentation de la SC-921. Fixez le cordon
d'alimentation et l'attache-câble ensemble sur
la platine de xation du boîtier de commande
avec la vis sans tête pour attache-câble ❻.
❸
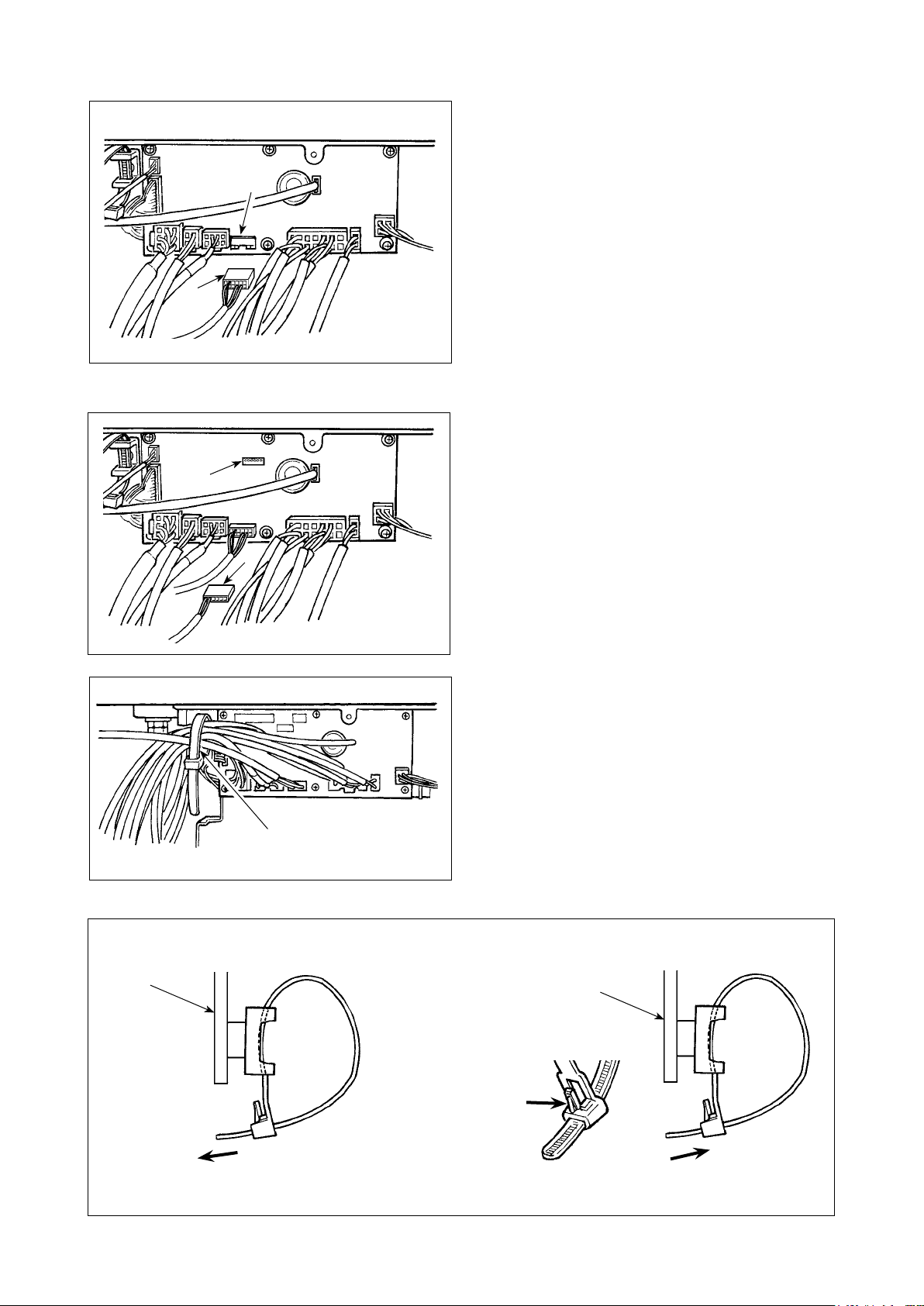
3) Installez les bagues d'étanchéité ❽ sur les
câbles d'entrée/sortie ❶ et ❼ du boîtier de
commande.
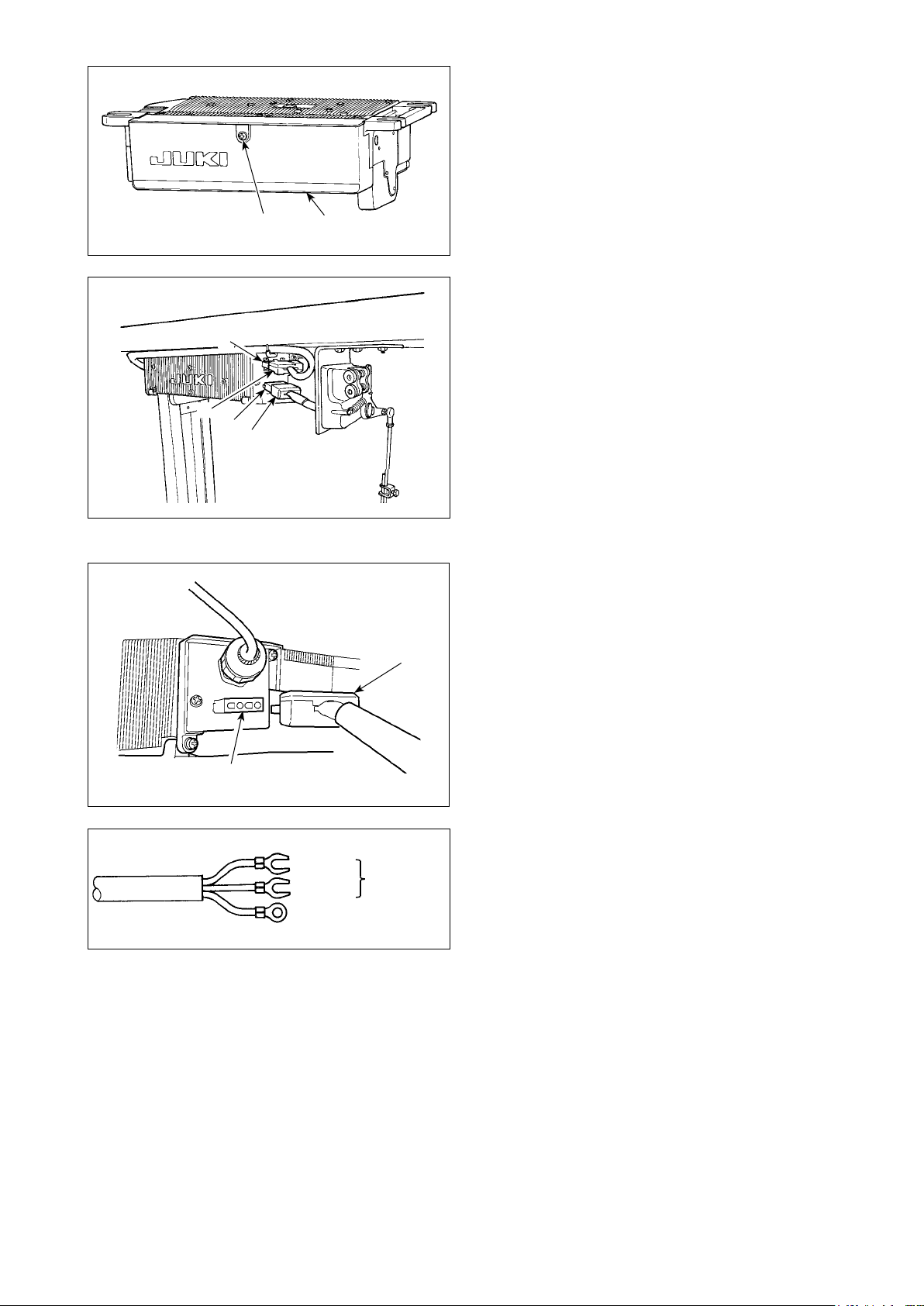
4) Fixez le couvercle du boîtier de commande
sur la platine de xation du boîtier de com-
mande ❸ à l'aide des quatre vis de xation
sans tête ❾ prévues à cet effet.
Lors de cette étape, placez les bagues
d'étanchéité ❽ des câbles d'entrée/sortie ❶
et ❼ dans la partie concave du couvercle du
boîtier de commande pour éliminer le jeu
entre le boîtier de commande et le couvercle .
5) Fixez le boîtier de commande sur le support avec les quatre vis à bois optionnelles
à environ 200 mm du bord avant du support.
Ajustez la position d'installation en fonction
de la taille du support an que le boîtier de
commande ne dépasse pas du bord du support.
6) Insérer le connecteur du cordon du ventilateur sur CN62 de SC-921. (Consulter
[Connexion du cordon du ventilateur de la
boîte du réacteur] p.6
.)
7) Fixez les câbles d'entrée/sortie ❶ et ❼ du
boîtier de commande sur le support à
200 mm
l'aide du cavalier optionnel .
Lors de cette étape, veillez à ne pas croiser
les câbles d'entrée/sortie.
❸
❽
❼
Dessous du support
Boîtier d'alimentation
Côté opérateur
❸
❼
SC-921 : CN62
❷ ❹
❽
CN62
SC-921
❾
←
❶
❼
❺
❶
A
C
B
❻
❶
❽
– 2 –
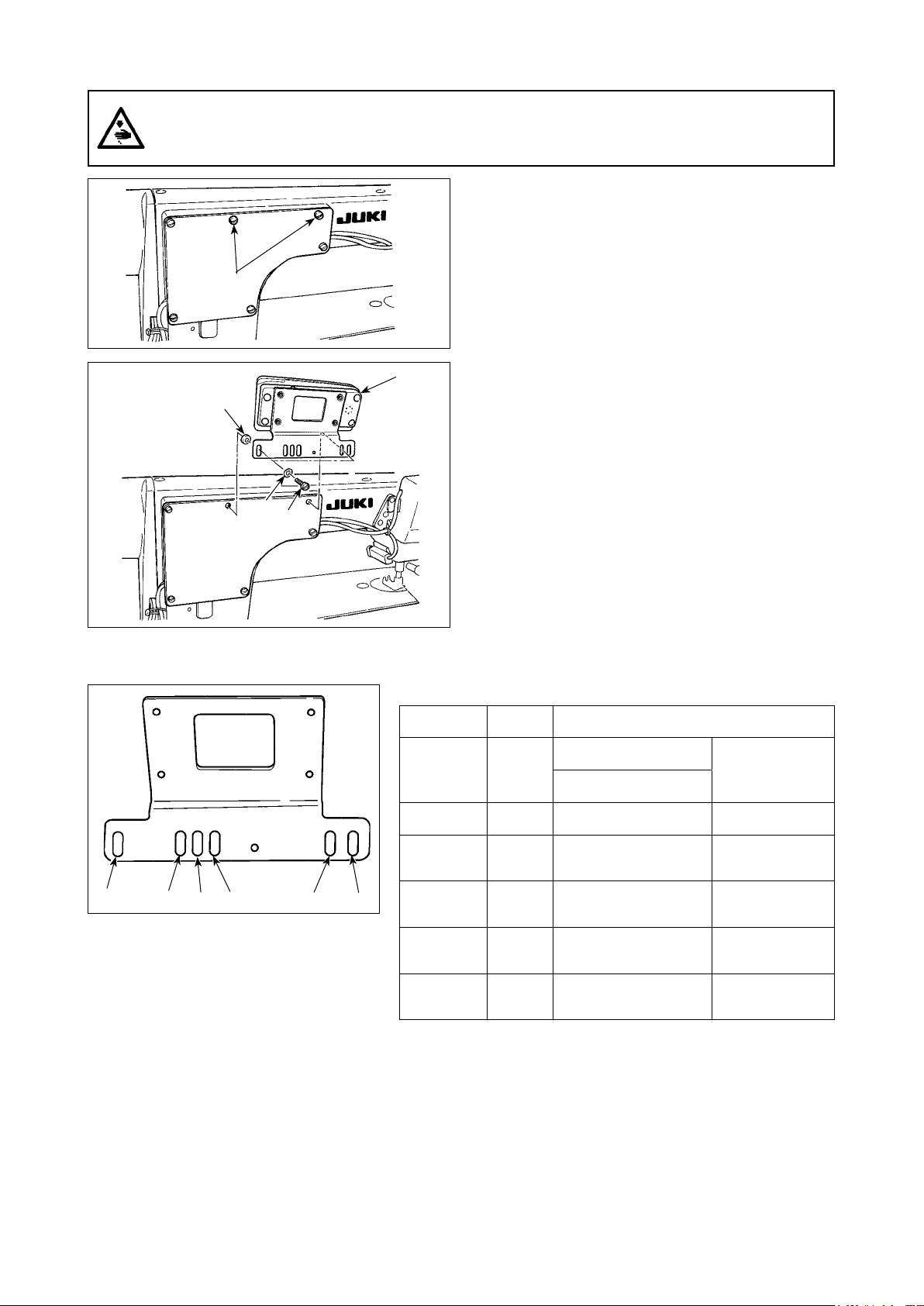
2. Installation du panneau de commande
AVERTISSEMENT :
Pour ne pas risquer des blessures causées par une brusque mise en marche de la machine, placer
l'interrupteur d'alimentation sur arrêt (OFF) et attendre au moins cinq minutes avant de commencer
les opérations ci-dessous.
1) Oterlesvisdexationdeplaquelatérale
❶
de
laplaquelatérale.
❶
❷
❹
2) Poserlepanneaudecommande❷surlatête
delamachineàl'aidedesvis❺,desrondelles
plates❸etdusiègeencaoutchouc❹fournis
commeaccessoiresaveclepanneaudecom-
mande.
(Attention) 1. La DDL-9000B (Non disponible
❸
❺
sur l’AK) est donnée comme un
exemple de la procédure d'installation.
2. La vis de montage du panneau
diffère selon la tête de machine
utilisée. Voir le type de vis dans le
tableau 1.
< Le tableau suivant indique les positions des orices de montage de la platine de xation à
utiliser pour les différentes têtes de machine. >
Tableau1
①
*1
PourlesmodèlesDDL-5556etLZ-228*,
latêtedemachineestdotéed’unsupport
auxiliairepourlemontagedupanneaude
commandecommeaccessoire.Pourinstaller
lesupport,vousdevezvousreporterau
moded’emploidelatêtedemachine.
②
④
⑤ ⑥③
DDL-9000B
LH-3500A
DLN-9010
Modèles
DDL-8700
Modèles
DDL-5500
ModèlesLZ-
*1
2280
Oricede
montage
①
②
②
③
③
*1
③
(Disponiblesurl’AK)
-
⑤
(Nondisponiblesurl’AK)
-
⑤
-
⑤
-
⑤
-
⑤
-
⑤
M5 X 14
M5 X 12
M5 X 14
3/16-28 L=12
3/16-28 L=12
3/16-28 L=12
11/64-40 L=7,8
Vis
Visdexationde
plaquelatérale
Visdexationde
plaquelatérale
Visfourniecomme
accessoireavecle
panneau
Visfourniecomme
accessoireavecle
panneau
Visfourniecomme
accessoireavecle
panneau
Visfournies
aveclatêtede
machine
(Attention) 1. Les vis à utiliser pour installer le panneau, c’est-à-dire les vis fournies avec le panneau
comme accessoires et les vis de xation de plaque latérale, varient suivant la tête de machine. Sélectionner les vis et vis de xation appropriées en vous reportant au Tableau 1.
2. Si la vis n’est pas du bon type, les lets du trou taraudé risquent de foirer.
3. Si l’on installe le panneau sur la DDL-8700, ne pas oublier que la façon de l’installer sur la
tête de machine varie selon que la tête de machine est dotée ou non du dispositif AK.
Tête de machine dotée du dispositif AK : Installer le panneau sur le support de tête fourni avec
l’AK. (Le support auxiliaire doit être xé à l’aide des vis de xation de plaque latérale.)
Tête de machine sans dispositif AK : retirer les vis de xation de plaque latérale et installer
le panneau sur la plaque latérale à l’aide des vis fournies avec le panneau comme
accessoires.
4. Pour utiliser le panneau avec la tête de machine pour matériaux très lourds, l’installer en se
reportant aux « Instructions supplémentaires » de la tête de machine.
– 3 –
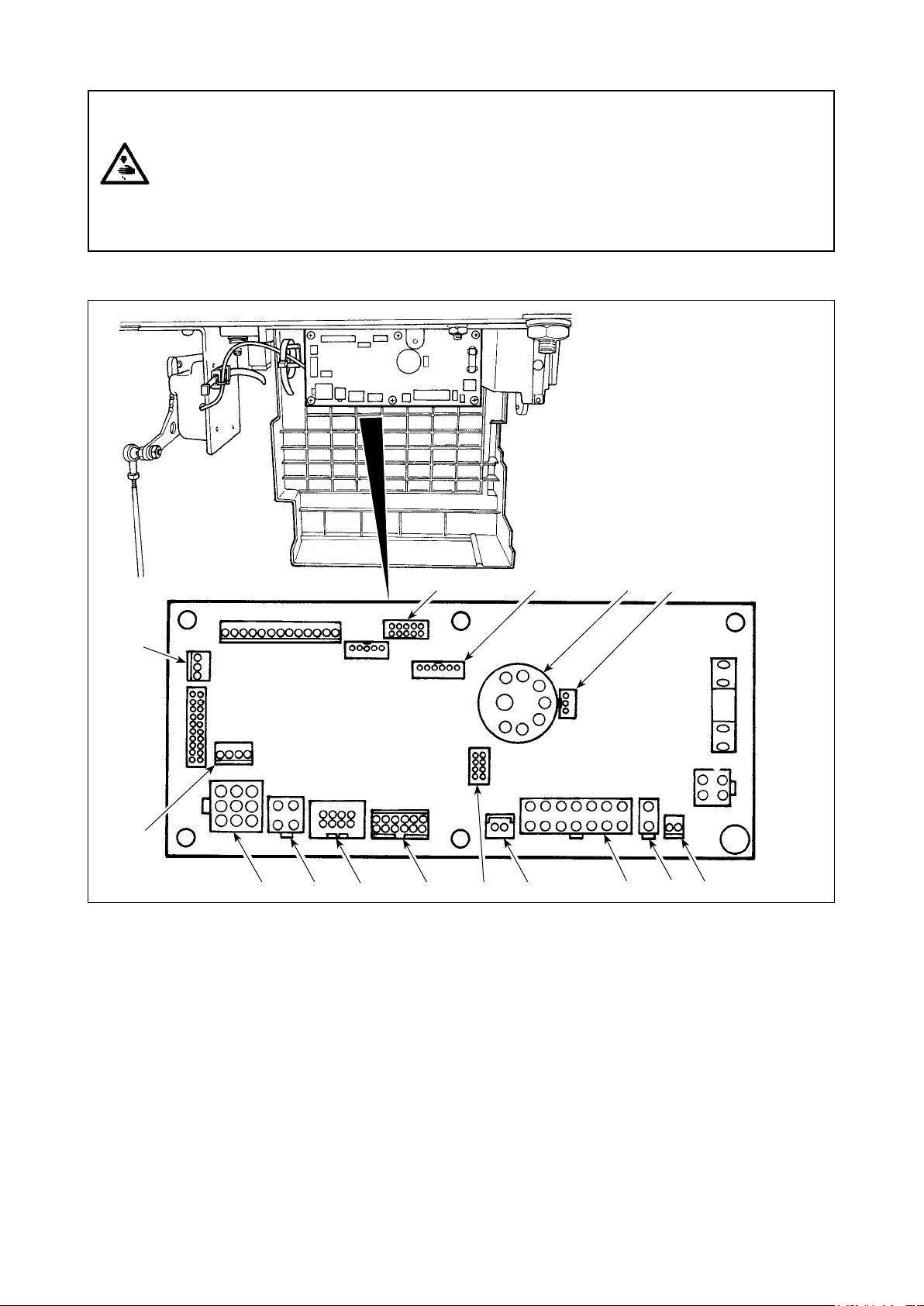
3. Raccordement des cordons
AVERTISSEMENT :
• Pour ne pas risquer des blessures causées par une brusque mise en marche de la machine, placer
l'interrupteur d'alimentation sur arrêt (OFF) et attendre au moins cinq minutes avant de commencer
les opérations ci-dessous.
• Pour ne pas risquer d'endommager le dispositif par une mauvaise utilisation et des caractéristiques incorrectes, veiller à bien brancher tous les connecteurs aux endroits indiqués.
• Pour ne pas risquer des blessures causées par un mauvais fonctionnement, toujours fermer la
pièce de verrouillage des connecteurs.
• Avant d'utiliser les différents dispositifs, lire attentivement leur manuel d'utilisation.
La SC-921 est dotée des connecteurs suivants.Brancher les connecteurs ventant de la tête de la machine
aux endroits correspondants pour pouvoir installer les dispositifs montés sur la tête de la machine.
❻
CN30 Connecteur du signal moteur
❶
CN38 Panneau de commande: permet de pro-
❷
grammer diverses coutures. (Pour plus
d’informations sur l’utilisation du panneau
de commande autre que CP-18, consulter
le mode d’emploi du panneau utilisé.)
CN33 Synchroniseur: il détecte la position de la
❸
barre à aiguille.
CN37 Solenoïde de relevage du pied presseur
❹
(uniquement pour le releveur de pied
presseur de type automatique)
CN48 Interrupteur de sécurité (standard) : pour
❺
éviter tout danger, bloque le fonctionnement de la machine au cas elle est inclinée sans l’avoir préalablement mise hors
tension.
Interrupteur optionnel: permet de modier
la fonction entrée en changeant de fonction interne.
CN42 Interrupteur de sécurité de coupe de l
❻
❸
❾❼❷❺❶
CN39 Pédale de machine à travail debout : JUKI
❼
❹
❽
standard PK70, etc. La machine peut être
commandée par des signaux externes.
CN58 Source d’alimentation externe +24 V
❽
CN57 Entrée du compteur de commande de
❾
production simpliée
CN36 Solénoïde de tête de machine : équipée
de solenoïdes pour coupe de l, exécution
de points arrière, contacteur d’entraînement inversé de type touche unique.
CN54 Capteur de détection d’extrémité de tissu,
etc.
CN51 Fonction optionnelle/entrée/sortie de dis-
positif
CN56 Fonction optionnelle /sortie de dispositif
(sortie de valve solénoïde)
CN34 Connecteur de pédale: sert à connecter le
capteur de pédale fourni avec la SC-921
pour exploiter la machine coudre.
CN62 Alimentation du moteur du ventilateur
(modèle européen uniquement)
– 4 –
B
❷
2) Desserrer la vis B du couvercle ❷ avec un
tournevis pour ouvrir le couvercle.
❶ A
1)
Enler les cordons ❶ de la solenoïde de coupe des
ls, de la solenoïde d’exécution de points arrière,
etc. et le cordon du moteur dans l’orice A de la
table pour les faire passer en dessous de la table de
la machine.
❽
❼
❻
3) Brancher le connecteur à 14
broches ❸ provenant de la tête
de la machine au connecteur ❻
(CN36).
4) Insérer le cordon 3broches ❾
sortant de la tête de machine
dans le connecteur (CN42).
5) Lorsque le dispositif AK en
option est installé, connecter le
❾
❺
❹
❸
connecteur à 2 broches ❹ sortant du dispositif AK au connec-
teur ❼ (CN37).
6) Connecter le connecteur ❺ sortant du moteur au connecteur ❽ (CN30) sur la carte.
7) Insérer le câble du capteur de pédale dans le connecteur (CN34).
(Attention) 1. Spécier si le dispositif AK doit être utilisé après avoir vérié comment activer la fonction
de releveur automatique. (Voir "III-11. Comment activer la fonction de releveur automa-
tique" p.35.)
2. Les connecteurs sont dotés d'un détrompeur an qu'ils ne puissent être introduits que
dans un seul sens. Veiller à bien les introduire dans le bon sens. (Si le connecteur com-
porte un verrouillage, l'insérer jusqu'à ce qu'il s'enclenche.) La machine ne fonctionnera
pas si les connecteurs ne sont pas correctement insérés. Non seulement cela entraînera
un message d'erreur ou autre, mais il pourra en résulter des dommages à la machine et à
la boîte de commande.
[Connexion du connecteur pour le panneau de commande]
Un connecteur est disponible pour le panneau de
commande.
Brancher le connecteur du panneau au connec-
teur (CN38) de la carte en prêtant attention à son
orientation. Après le branchement, verrouiller solidement le connecteur.
(Attention) Veiller à mettre l’appareil hors tension
– 5 –
avant de connecter le connecteur.
[Connexion de la pédale pour machine à travail debout]
Connecter le connecteur de PK70 au connecteur
(CN39 : 12 broches) de SC-921.
(Attention) Veiller à mettre l’appareil hors tension
[Connexion du cordon du ventilateur de la boîte du réacteur]
Brancher le connecteur du ventilateur de la boîte du
réacteur sur le connecteur (CN62 : 6 broches)
de SC-921.
(Attention) Veiller à mettre l’appareil hors tension
avant de connecter le connecteur.
avant de connecter le connecteur.
Comment fermer l'attache autobloquante
Panneau
8) Après avoir branché le connecteur, regrouper
tous les cordons avec l'attache-câble situé sur
le côté de la boîte.
(Attention) 1. Fixer l'attache-câble en observant la
procédure de pose ci-dessous.
2. Pour débrancher le connecteur, le
retirer de la semelle porte-câbles et le
sortir en appuyant sur le crochet de
l'attache-câble.
Comment ouvrir l'attache autobloquante
Panneau
Tirer
Enfoncer le crochet.
Pousser
Tout en enfonÿant la partie du crochet, pousser
l'attache pour la retirer.
– 6 –
9) Fermer le couvercle ❷ et le xer en serrant la vis
avec un tournevis.
B
(Attention) Veiller à ce que le cordon ne soit pas
coincé sous le couvercle ❷.
B
❷
[Pour caractéristiques CE seulement]
10) Connecter le connecteur à 4 broches au
connecteur situé sur le côté de la boîte.
11) Connecter le cordon de sortie du moteur de
l’interrupteur d’alimentation au connecteur .
Brancher le cordon de sortie du moteur au
connecteur situé sur le côté de la boîte.
CE 1ø 230V
Marron
Bleu
Vert/
Jaune (l de terre)
220V-240V
CA
Installation de l'interrupteur d'alimentation
Raccorder le cordon d'alimentation à l'interrupteur
d'alimentation.
[Caractéristiques CE]
Monophasée 230 V : Fils du cordon d'alimenta-
tion : bleu, marron et vert/
jaune (l de terre)
– 7 –
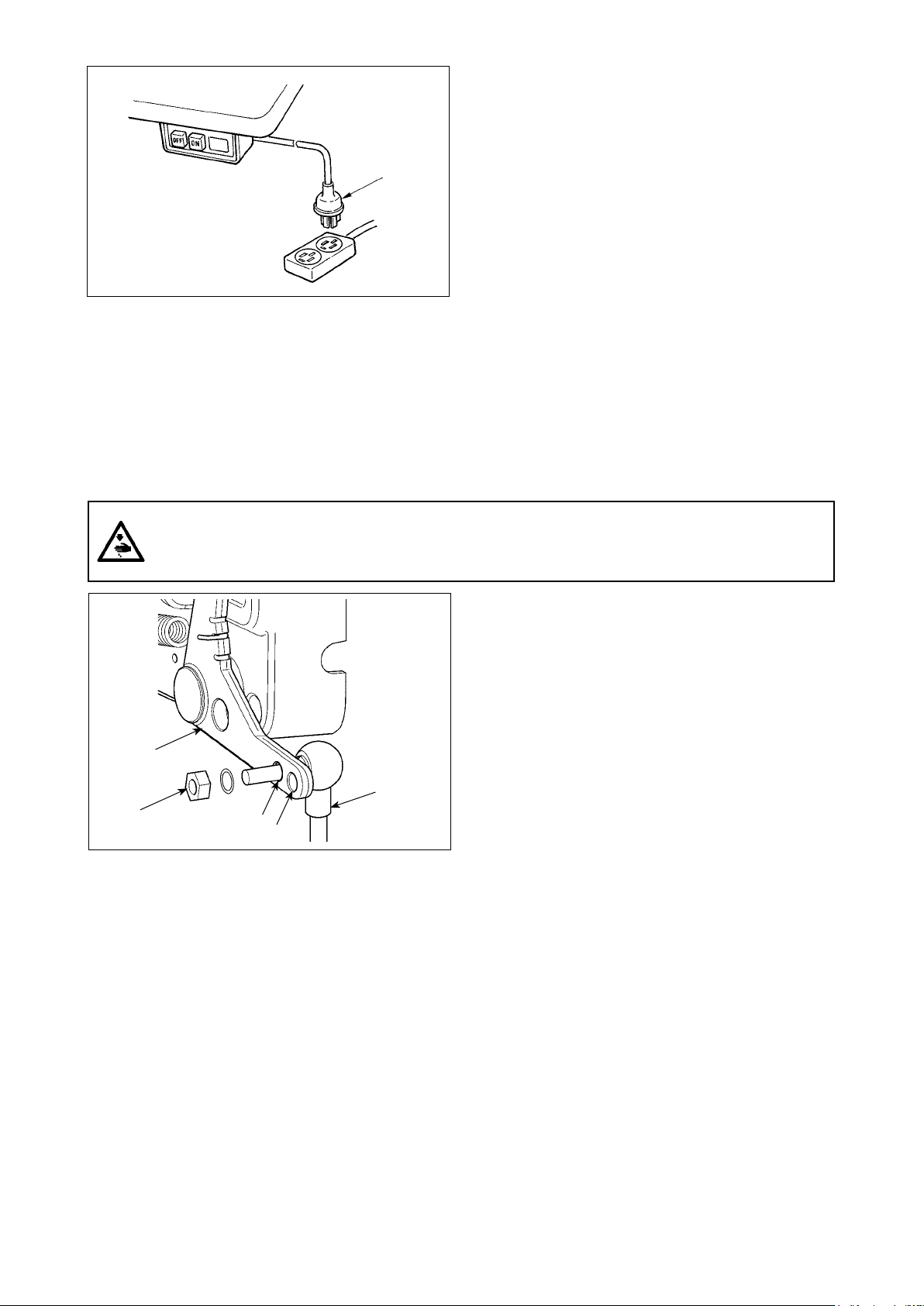
4. Montage de la tige d'accouplement
AVERTISSEMENT :
Pour ne pas risquer des blessures causées par une brusque mise en marche de la machine, placer
l'interrupteur d'alimentation sur arrêt (OFF) et attendre au moins cinq minutes avant de commencer
les opérations ci-dessous.
12) S'assurer que l'interrupteur d'alimentation est sur
arrêt (OFF), puis brancher le cordon d'alimentation provenant de l'interrupteur d'alimentation à la
prise de courant .
(Attention) 1. L'extrémité supérieure du cordon
d'alimentation est différente selon les
destinations ou la tension d'alimentation. Lors de l'installation de l'inter-
rupteur, vérier à nouveau la tension
du secteur et la tension indiquée sur
la boîte de commande.
2. Veiller à préparer une prise de cou-
rant
sécurité.
3. Brancher impérativement le l de
terre (vert/jaune).
conforme aux normes de
❸
❷
B
A
❶
1) Fixer la tige d'accouplement
à l'orice B du
❶
levier de pédale ❷ avec l'écrou ❸.
2) Si l'on xe la tige d'accouplement
, ceci rallonge la course d'enfoncement de la
A
à l'orice
❶
pédale et rend son actionnement plus souple à
moyenne vitesse.
– 8 –
5. Procédure d'installation de la tête de la machine
(Attention) Dans le cas d’un panneau de commande autre que le CP-18, consulter le mode d’emploi
du panneau de commande utilisé pour connaître la procédure de réglage de la tête de machine.
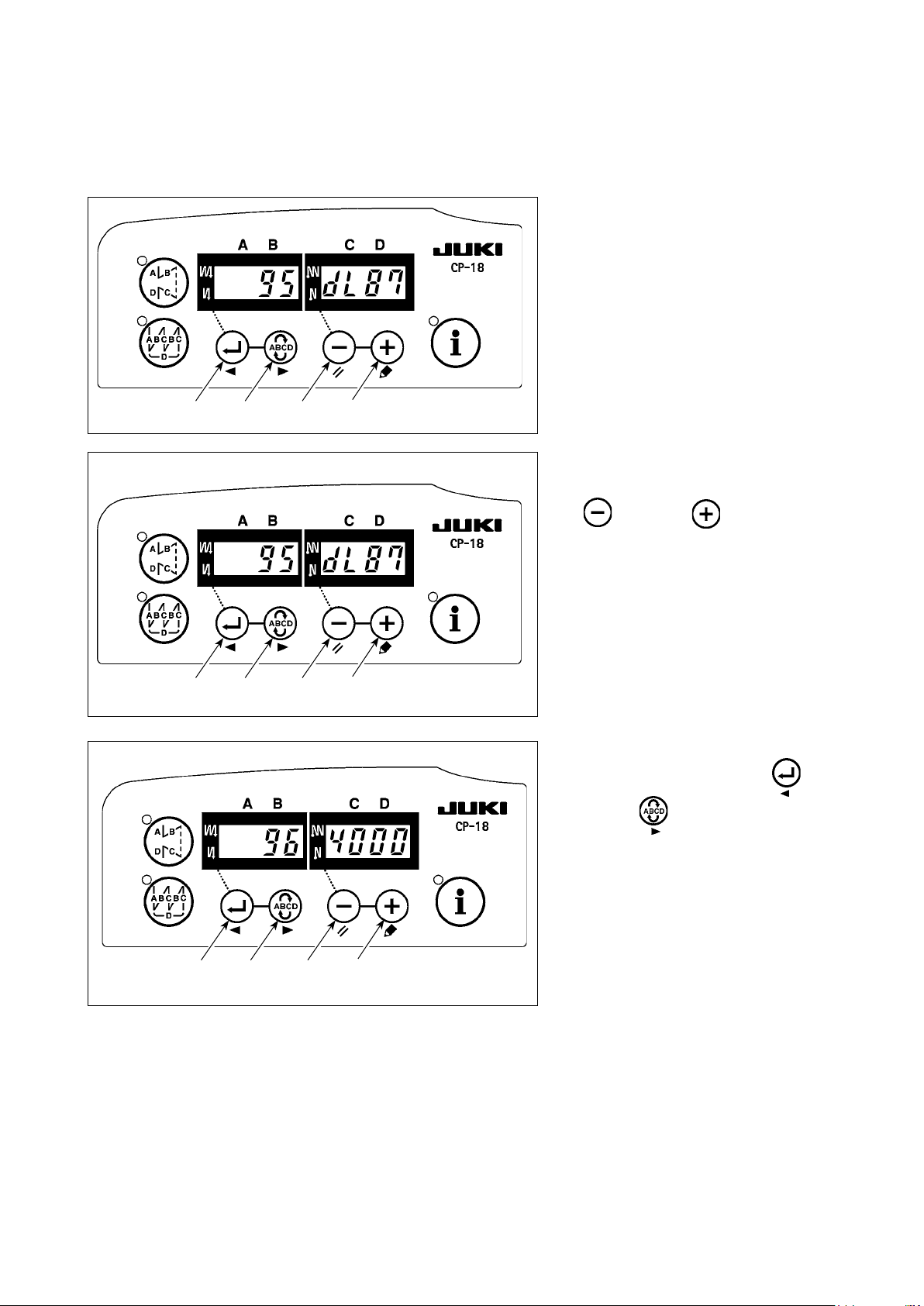
1) Appeler le paramètre nº 95. en
procédant comme il est indiqué sous
"III-6. Paramétrage des fonctions
du SC-921" p.19.
❺❹❸
❻
2) On peut alors sélectionner le type de
touche de machine avec la touche
(touche
❺
).
❻
* Consulter la "Liste des têtes de ma-
chine" en annexe ou le mode d’emploi de la tête de machine de votre
machine à coudre pour en connaître
le type.
❺❹❸
❻
3) Lorsqu'on sélectionne le type de tête
de machine avec la touche
(touche
), on passe à l'étape
❹
❸
96 ou 94 et le contenu du paramètre
correspondant au type de tête de
machine s'afche.
❺❹❸
❻
– 9 –
6. Réglage de la tête de la machine (Uniquement le type de machine à coudre à moteur à entraînement)
(AVERTISSEMENT) 1. Si l'écart entre le point de repère blanc du volant et le creux du couvercle est
excessif après la coupe du l, régler l'angle de la tête de la machine comme il est
indiqué ci-dessous.
2. Il n’est pas nécessaire de régler la section de la tête de la machine raccordée à
CN33. (Consulter "II-3. Raccordement des cordons" p.4.)
Ⓐ
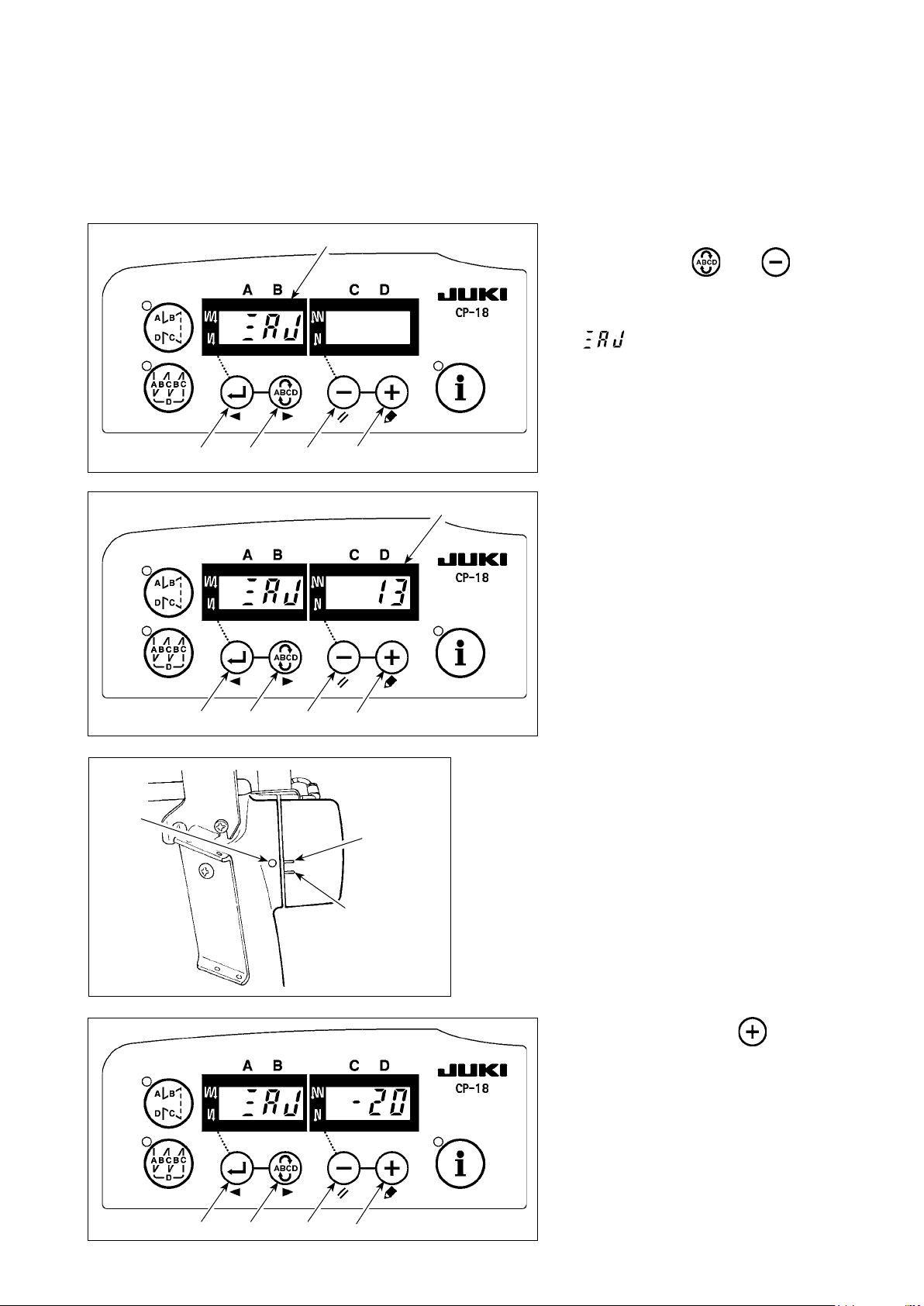
1) Tout en appuyant en même temps
sur les touches ❹ et ❺,
mettre l'interrupteur d'alimentation
sur marche.
2) s'afche Ⓐ sur l'indicateur
et la machine passe en mode de
réglage.
❺❹❸
❻
Ⓑ
3) Tourner manuellement le volant de
la tête de machine jusqu’à ce que
le signal de référence de l’arbre principal soit détecté. Une fois détecté,
le degré de l’angle par rapport au signal de référence de l’arbre principal
est afché sur l’indicateur Ⓑ.
(La valeur est la valeur de référence.)
❽
❺❹❸
(Série MF uniquement)
❻
❼
❾
4) Dans cet état, aligner le point repère ❼ sur la
poulie avec l’encoche ❽ située sur le couvercle
de la poulie.
La série MF-7000 a deux traits de repère.
* Pour l’ajustement du réglage initial, le trait de
repère supérieur ❼ doit être utilisé. Pour l’ajus-
tement de la position de coupe du l, le trait de
repère inférieur ❾ doit être utilisé pour la série
MF-7500 et le trait de repère ❼ doit être utilisé
pour la série MF-7900.
5) Appuyer sur la touche ❻ pour
valider le réglage.
(La valeur est la valeur de réfé-
rence.)
❺❹❸
❻
– 10 –
III. POUR L'OPERATEUR
1. Utilisation de la machine à coudre
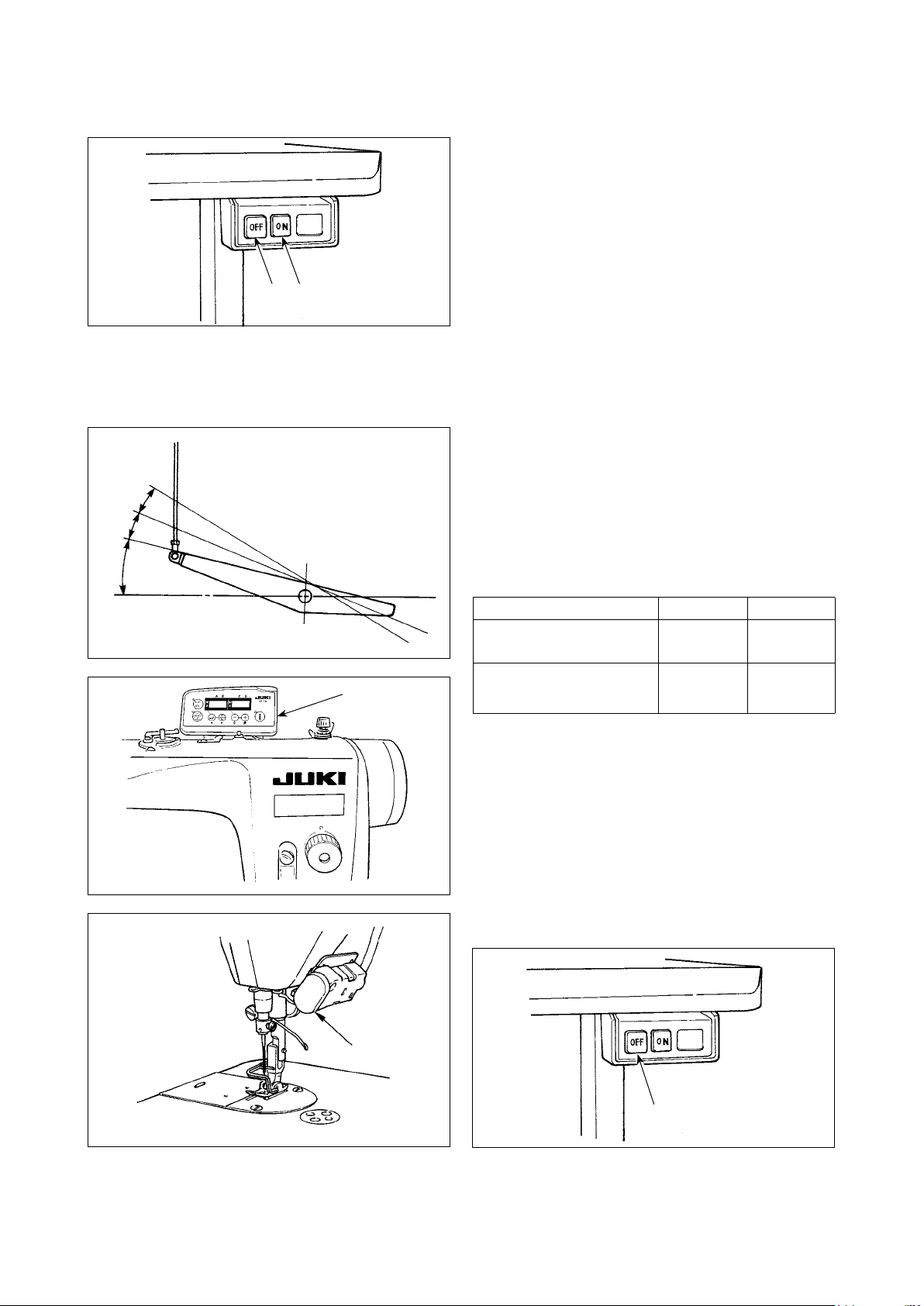
1) Appuyer sur la touche ON ❶ de l'interrupteur
d'alimentation pour mettre sous tension.
(Attention) Si la diode-témoin d’alimentation ne
s’allume pas lorsque l’interrupteur d’alimenta-
tion est placé sur marche, le placer immédiatement sur arrêt et vérier la tension.
Attendre alors au moins 2 ou 3 minutes avant de
❶❷
2)
Lorsque la barre à aiguille n'est pas en position HAUTE, elle remonte automatiquement en position HAUTE.
(Attention) Lors de la première mise sous tension, il se peut que l'opération d'initialisation soit légère-
ment retardée. A la mise sous tension, la barre à aiguille se déplace. Ne pas placer la main ou
des objets sous l'aiguille.
❺
❹
❸
❻
remettre l'interrupteur d'alimentation sur marche.
3) Lorsqu'on enfonce l'avant de la pédale ❸, la
machine tourne à une vitesse qui est fonction du
degré d'enfoncement.
Lorsqu'on ramène la pédale au neutre, la machine
s'arrête.
4) Lorsqu'on enfonce légèrement l'arrière de la pédale
, le presseur remonte. (Type PFL seulement)
❹
5) Lorsqu'on enfonce davantage l'arrière de la pédale
, le coupe-l est actionné.
❺
PFL KFL
Actionnement du pied
presseur avec la pédale
Profondeur d’enfoncement de la pédale pour
Activé Désactivé
Profonde
Peu pro-
la coupe de l
6) Sur certains types de têtes de machine à coudre,
il est possible de programmer diverses congurations de couture à l’aide du panneau de commande, telle que l’exécution de points arrière en
début ou n de couture. Pour en savoir plus sur
le CP-18 ❻, consulter
"III-3. Procédure d’exé-
cution d’une conguration de couture" p.13
Pour tout autre panneau de commande que le
CP-18, consulter le mode d’emploi correspondant.
(La gure indiquée illustre le cas de la DDL-9000B.)
fonde
.
❼
7) Sur certains types de tête de machine à coudre,
l’entraînement arrière est exécuté sur pression
de l’interrupteur touch-back ❼.
(La gure indiquée illustre le cas de la DDL-9000B.)
❷
8) Après avoir terminé la couture, appuyer sur la
touche OFF ❷ de l'interrupteur d'alimentation
pour le mettre sur arrêt après s'être assuré que
la machine est arrêtée.
– 11 –
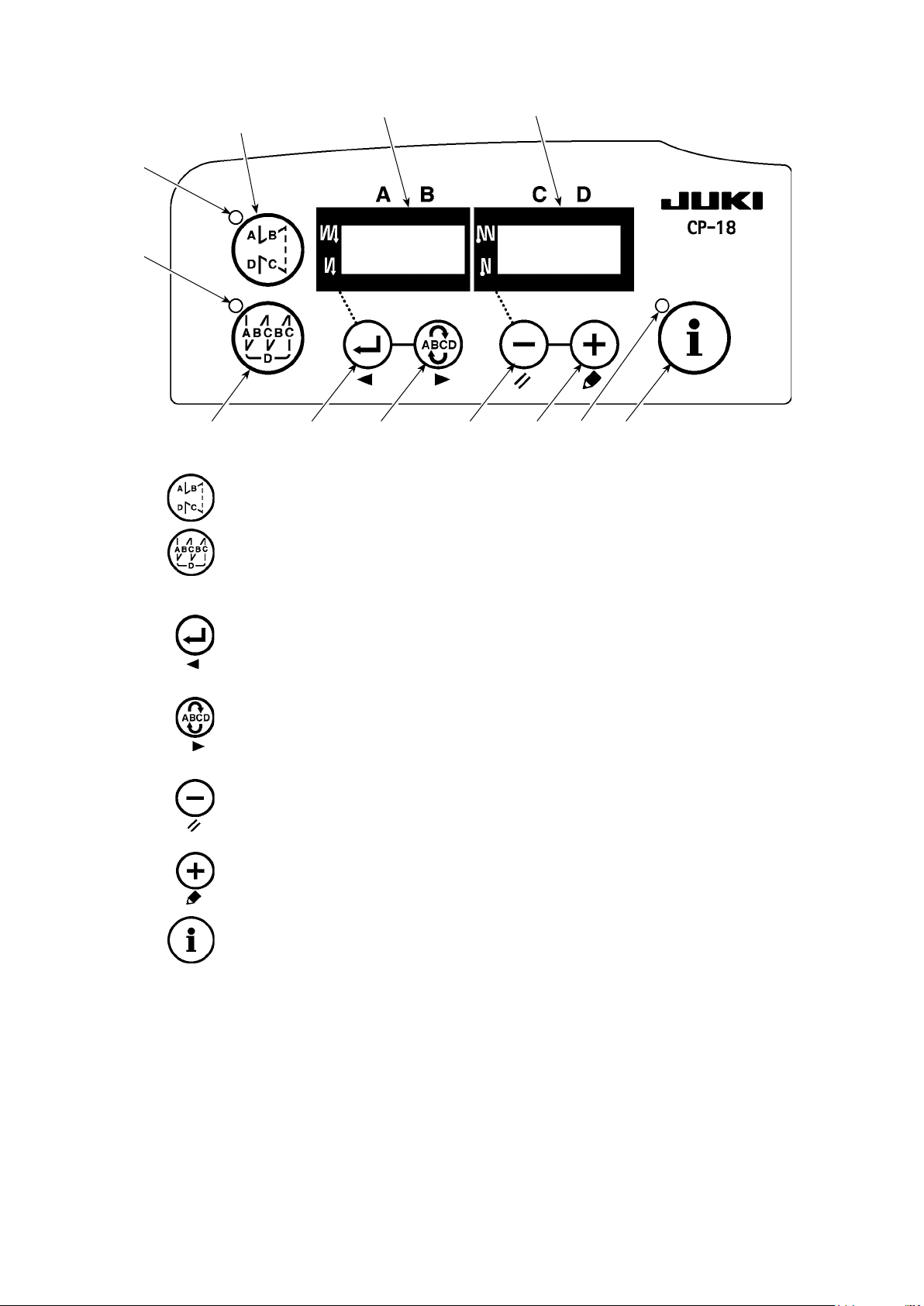
2. Panneau de commande (CP-18)
❶
Ⓒ
Ⓓ
❸
Touche : permet d’activer ou de désactiver la conguration de l’exécution de points arrière.
❶
Touche : permet d’activer ou de désactiver la conguration de couture de parties se chevau-
❷
Ⓐ
❹ ❺ ❻❷
Ⓑ
Ⓔ
❼
chant.
Touche : permet de valider le contenu du paramètre et d’activer ou de désactiver l’exécution de
❸
points arrière au début de la couture.
Touche : permet de sélectionner l’étape (A, B, C, D) du nombre de points à changer.
❹
* L’étape sélectionnée clignote.
Touche : permet de changer le contenu de l’afchage sélectionné (partie clignotante) et d’activer
❺
ou de désactiver l’exécution de points arrière à la n de la couture.
Touche : permet de changer le contenu de l’afchage sélectionné (partie clignotante).
❻
Touche : Permet d’appeler la fonction d’aide à la production ou le paramétrage avec touche
❼
unique (en maintenant la touche enfoncée pendant une seconde).
Diodes-témoins Ⓐ et Ⓑ : afchent diverses informations.
Diode Ⓒ : s’allume lorsque la conguration d’exécution de points arrière est activée.
Diode Ⓓ : s’allume lorsque la conguration de coutures de parties se chevauchant est activée.
Diode Ⓔ : s’allume lorsque la fonction d’aide à la production est activée.
– 12 –

3. Procédure d’exécution d’une conguration de couture
(Attention) 1.
Dans le cas d’un panneau de commande autre que le CP-18, voir le mode d’emploi correspondant.
2.
La conguration de couture arrière ne peut pas être utilisée sur certaines têtes de machine.
(1) Conguration d’exécution de points arrière
L’exécution de points arrière au début et à la n de la couture peut être programmée séparément.
❶
Ⓒ
Ⓓ
❷
Appuyer sur la touche
Ⓐ
❺❹❸
❻
pour sélectionner l’étape (A, B, C ou D) du nombre de points à modier.
❹
❼
Le nombre qui clignote correspond à l’étape paramétrée.
Utiliser les touches
et
❺
pour changer le nombre de points de l’étape sélectionnée.
❻
Ⓑ
[Procédure de paramétrage de l’exécution de points arrière]
1) Appuyer sur la touche
activer ou désactiver la conguration
d’exécution de points arrière.
Une fois la conguration activée, la
diode-témoin Ⓒ s’allume, le nombre
de points arrière à exécuter au début
de la couture s’afche sur Ⓐ, et le
nombre de points à la n de la cou-
ture s’afche sur l’indicateur Ⓑ.
❶
pour
Appuyer sur la touche
pour valider le changement effectué.
❸
(Il est possible de paramétrer le nombre de points de 0 à 15.)
(Attention) La machine à coudre ne peut pas exécuter de couture lorsque l’afchage du nombre de
points d’une étape clignote.
2) Lorsque l’afchage du nombre de
Ⓒ
❶
Ⓐ
Ⓑ
points arrière ne clignote pas, à
chaque pression sur la touche
, le mode d’exécution de points
Ⓓ
❸
arrière commute alternativement sur
"exécution de points arrière au début
de la couture", "exécution de points
arrière doubles au début de la couture" et "sans exécution de points
❷
❺❹❸
❻
❼
arrière au début de la couture".
En outre, à chaque pression sur
Sans exécution
de points
arrière :
Exécution de
points arrière :
la touche
, la conguration
❺
d’exécution de points arrière com-
Exécution de
points arrière
doubles :
mute alternativement sur exécution
de points arrière à la n de la cou-
ture, double piquage arrière à la n
de la couture et sans exécution de
points arrière à la n de la couture.
– 13 –

(2) Conguration de couture de parties se chevauchant
La conguration de couture de parties se chevauchant peut être programmée.
Ⓓ
Ⓒ
❷
❶
A
C
C
B : Réglage du nombre de points dans le sens arrière 0 à 15 points
C : Réglage du nombre de points dans le sens normal 0 à 15 points
D : Nombre de répétitions 0 à 9 fois
A : Réglage du nombre de points dans le sens normal 0 à 15 points
(Attention) Lorsque l’étape D est xée à 5 fois, la couture est
répétée comme A → B → C → B → C.
B
B
D
Ⓐ
Ⓑ
[Procédure de paramétrage de couture
de parties se chevauchant]
1) Appuyer sur la touche ❷ pour
activer ou désactiver la conguration
de couture de parties se chevauchant.
Une fois la conguration activée, la
diode-témoin Ⓓ s’allume.
❺❹❸
❻
❼
2) Appuyer sur la touche ❹ pour sélectionner l’étape (A, B, C ou D) du nombre de points à modier.
Le nombre qui clignote correspond à l’étape paramétrée.
3) Utiliser les touches ❺ et ❻ pour changer le nombre de points de l’étape sélectionnée
4) Appuyer sur la touche ❸ pour valider le changement effectué.
(La machine à coudre ne fonctionne pas tant que le paramétrage n’a pas été validé en appuyant sur
la touche ❸.)
(Attention) La conguration de couture de parties se chevauchant est exécutée en mode de fonction-
nement automatique. Une fois que la pédale est enfoncée, la machine à coudre exécute
automatiquement le piquage du nombre de points se chevauchant.
– 14 –

4. Paramétrage avec touche unique
Une partie des options de paramétrage de fonction peut facilement être modiée en couture normale.
(Attention) Pour le paramétrage des fonctions autres que celles couvertes dans cette partie, consulter
"III-6. Paramétrage des fonctions du SC-921" p.19.
[Procédure de paramétrage à touche
unique]
1) Maintenir la touche ❼ en-
Ⓒ
❶
Ⓐ
Ⓑ
Ⓓ
foncée pendant une seconde pour
commuter le panneau sur le mode
de paramétrage de fonction.
2) Utiliser la touche ❸ ou ❹
pour sélectionner le paramètre à
❷
①
Fonction de coupe du l ( )
: La coupe du l n’est pas activée
(interdiction de sortie de solenoïde: coupeur de l, tire-l)
: L’exécution de coupe du l est activée.
②
Fonction de tire-l ( )
: Le tire-l n’est pas activé après la coupe du l
❺❹❸
❻
Ⓔ
❼
régler. Puis utiliser les touches
et ❻ pour changer la valeur.
❺
3) Appuyer sur la touche ❼ pour
revenir à la couture normale.
(Attention) Lorsqu’on appuie sur la
touche ❼, le paramé-
trage est validé.
: Le tire-l est activé après la coupe du l
③
Fonction de couture automatique non répétitive (one-shot) ( )
: La fonction de couture automatique non répétitive est inactivée.
: La fonction de couture automatique non répétitive est activée.
(Attention) Cette fonction est activée lorsque la fonction de capteur d’extrémité du tissu en option est
paramétrée. Il n’est pas possible d’interdire la fonction de couture automatique non répéti-
tive durant une couture de parties se chevauchant. Le nombre de rotations correspond à la
valeur réglée pour le paramètre No. 38.
④
Paramétrage de la vitesse max. d’exécution de points ( )
Paramètre la vitesse maximale d’exécution de points de la tête de machine. La limite supérieure de la
valeur paramétrée varie en fonction du type de tête de machine auquel le SC est connecté.
Plage de paramétrage: 150 – valeur max. [sti/min]
⑤
Fonction de capteur d’extrémité du tissu ( )
: La fonction de capteur d’extrémité du tissu est désactivée.
: Une fois que le bord du tissu est détecté, la machine à coudre s’arrête après avoir cousu le
nombre de points paramétré avec ⑦ ( ).
* Cette fonction est activée lorsque le capteur de bord de tissu est installé.
⑥
Fonction de coupe du l par le capteur d’extrémité de tissu ( )
: La fonction de coupe de l automatique est désactivée après la détection d’extrémité du
tissu.
: Une fois que le bord du tissu est détecté, la machine à coudre exécute la coupe du l après
avoir cousu le nombre de points paramétré avec ⑦ ( ).
* Cette fonction est activée lorsque le capteur de bord de tissu est installé.
⑦
Nombre de points pour le détecteur d’extrémité du tissu ( )
Le nombre de points à piquer entre la détection de l’extrémité du tissu et l’arrêt de la machine à
coudre
Nombre de points paramétrable: 0 à 19 (points)
(Attention) Si le nombre de points spécié est inadéquat, il se peut que la machine à coudre ne puisse
pas s’arrêter avant le nombre de points spécié si elle tourne trop vite.
– 15 –

5. Fonction d’aide à la production
Elle se compose de trois fonctions différentes (six modes différents) : la fonction de gestion du volume de
production, la fonction de mesure de disponibilité et la fonction de compteur de canettes. Chacune offre
une aide distincte à la production. Sélectionner la fonction (mode) appropriée suivant la nécessité.
Fonction de gestion du volume de production
■
Mode d’afchage du nombre de pièces ciblé [F100]
Mode d’afchage de l’écart entre le nombre actuel de pièces et le nombre ciblé [F200]
Le nombre de pièces ciblé, le nombre actuel de pièces et l’écart entre les deux, de même que le temps
d’exécution sont afchés an de signaler à l’opérateur tout retard et la progression en temps réel. Les
opérateurs de machine à coudre peuvent ainsi travailler tout en vériant constamment leur cadence de
travail. Cela permet de sensibiliser à la cible et d’augmenter ainsi la productivité. En outre, tout retard dans
le travail peut être identié dès qu’il apparaît et permettre de détecter les problèmes pour mettre en œuvre
rapidement les mesures palliatives.
Fonction de mesure de disponibilité
■
Mode d’afchage du taux de disponibilité de la machine à coudre [F300]
Mode d’afchage du temps de pas [F400]
Mode d’afchage du nombre moyen de rotations [F500]
L’état de disponibilité de la machine à coudre est automatiquement mesuré et afché sur la panneau de
commande. Les données obtenues peuvent être utilisées pour effectuer des analyses de processus, ou
vérier la conguration de la ligne et l’efcacité du matériel.
Fonction de compteur de canettes
■
Mode d’afchage de compteur de canettes
Pour changer de canette avant épuisement de celle en place, le temps de remplacement de la bobine est
signalé.
[Pour utiliser le mode d’aide à la production]
❶
Ⓒ
Ⓓ
❷
(Attention) Les modes F100 à F500 ont été réglés en usine
sur l’état OFF à la livraison.
L’état du mode passe sur ON ou OFF selon le
réglage de la fonction de comptage de l de canette (Paramètre de fonction N° 6).
Ⓐ
❺❹❸
❻
Ⓑ
❼
En mode de couture normale, maintenir
la touche ❼ enfoncée (une se-
conde) pour appeler l’écran de paramétrage de touche unique.
Ensuite, appuyer sur le bouton
ou le bouton ❷ pour régler
❶
chaque mode d’aide à la production sur
l’état ON/OFF an d’ouvrir l’écran de
réglage une pression.
Appuyer sur le bouton ❸ ou le
bouton ❹ pour sélectionner le
mode à régler sur l’état ON/OFF.
Pour afcher ou masquer l’afchage,
– 16 –
appuyer sur la touche ❺ ou
. Pour revenir à la couture normale,
❻
appuyer sur la touche ❼.

La couture peut être exécutée avec les données d’aide à la production afchées sur le panneau de commande.
[Utilisation de base des modes d’aide à la production]
Ⓒ
❶
Ⓐ
Ⓑ
1) Lorsqu’on appuie sur la touche
en couture normale, la diode-té-
❼
moin Ⓔ s’allume pour accéder au
Ⓓ
mode d’aide à la production.
2) Pour changer de fonction d’aide à la
production, appuyer sur la touche
❸ ou ❹.
❷
❺❹❸
❻
Ⓔ
❼
3) Les données affectées de (*1) dans le Tableau 1 "Afcheurs Ⓐ" peuvent être modiées au moyen des
touches ❺ et ❻.
4) Lorsqu’on maintient la touche ❻ enfoncée pendant deux secondes, l’afcheur Ⓑ et la diode-témoin
clignotent. Pendant qu’ils clignotent, les données affectées de (*2) dans le Tableau 1 "Afchage des
Ⓔ
modes" peuvent être modiées avec la touche ❺ ou ❻.
Lorsqu’on appuie sur la touche ❼, la valeur affectée de (*2) est validée tandis que l’afcheur Ⓑ et
la diode-témoin Ⓔ arrêtent de clignoter.
5) La valeur affectée d’un dièse (*3) dans le Tableau 1 "Afchage des modes" peut être modiée unique-
ment immédiatement après la réinitialisation à l’aide de la touche ❺ ou ❻.
6) Concernant la procédure de réinitialisation des données, consulter le tableau "Réinitialisation des modes".
7) Pour revenir à la couture normale, appuyer sur la touche ❼.
Les données afchées dans chacun des modes sont indiquées dans le Tableau suivant.
Tableau 1: Afchage des modes
Afcheur Ⓑ (lorsqu’on ap-
Nom du mode Afcheur
Mode d’afchage du
nombre de pièces [F100]
Mode d’afchage de
l’écart entre le nombre de
pièces ciblé et le nombre
de pièces actuel [F200]
Mode d’afchage du taux
de disponibilité de la
machine à coudre [F300]
Mode d’afchage du
temps de pas [F400]
Mode d’afchage du
nombre moyen de rotations [F500]
Mode d’afchage du
compteur de canettes
Nombre de pièces actuel
(Unité: Nombre de pièces)
(*1)
Ecart entre le nombre de
pièces ciblé et le nombre
de pièces actuel
(d: Nombre de pièces) (*1)
oP-r Taux de disponibilité de la
Pi-T Temps de pas durant la cou-
ASPd Nombre moyen de rotations
bbn Valeur du compteur de ca-
Ⓐ
Nombre de pièces ciblé
(Unité: Nombre de pièces)
(*2)
Temps de pas ciblé
(Unit: 100 msec) (*2)
machine à coudre durant la
couture précédente
(Unité: %)
ture précédente
(Unité: 1 sec)
durant la couture précédente
(Unité: sti/min)
nettes (*3)
Afcheur
Ⓑ
puie sur la touche ❺)
-
-
Afchage du Taux moyen de
disponibilité de la machine à
coudre (Unité: %)
Afchage du temps de pas
moyen (Unité: 100 msec)
Afchage du nombre moyen
de rotations (Unité: sti/min)
-
– 17 –

Tableau 2: Réinitialisation des modes
Nom du mode
Mode d’afchage du
nombre de pièces
[F100]
Mode d’afchage de
l’écart entre le nombre
de pièces ciblé et le
nombre de pièces actuel [F200]
Mode d’afchage du
taux de disponibilité de
la machine à coudre
[F300]
Mode d’afchage du
temps de pas [F400]
Mode d’afchage du
nombre moyen de rotations [F500]
Mode d’afchage du
compteur de canettes
Touche ❺
(Maintenue enfoncée pendant 2 secondes)
Réinitialise le nombre actuel de pièces
Réinitialise l’écart entre le nombre de pièces
ciblé et le nombre actuel de pièces
Réinitialise le nombre actuel de pièces
Réinitialise l’écart entre le nombre de pièces
ciblé et le nombre actuel de pièces
Réinitialise le taux moyen de disponibilité de
la machine à coudre
Réinitialise le temps de pas moyen Réinitialise le taux moyen de disponibilité
Réinitialise le nombre moyen de rotations de
la machine
Réinitialise la valeur du compteur de canettes
(Noter que seul le compteur de canettes est
immédiatement reparamétré lorsqu’on appuie
sur la touche ❺.)
(Maintenue enfoncée pendant 4 secondes)
-
-
Réinitialise le taux moyen de disponibilité
de la machine à coudre
Réinitialise le temps de pas moyen
Réinitialise le nombre moyen de rotations
de la machine
de la machine à coudre
Réinitialise le temps de pas moyen
Réinitialise le nombre moyen de rotations
de la machine
Réinitialise le taux moyen de disponibilité
de la machine à coudre
Réinitialise le temps de pas moyen
Réinitialise le nombre moyen de rotations
de la machine
Touche ❺
-
[Paramétrage détaillé de la fonction de gestion du volume de production [F101] • [F102]]
Pour paramétrer en détail la fonction de
❶
gestion du volume de production, mainte-
nir enfoncée la touche ❼ (pendant
trois secondes) située sous le mode d’af-
chage du nombre de pièces ciblé [F100]
ou le mode d’afchage de l’écart entre le
nombre de pièces ciblé et actuel [F200].
Appuyer sur la touche ❸ ou
❷
❺❹❸
❻
Ⓔ
❼
pour commuter entre le nombre de
❹
coupes de l [F101] réglé et l’avertisseur
de cible atteinte réglé [F102].
Lorsque le nombre de coupes de l paramétré est afché [F101], appuyer sur la touche ❺ ou ❻
pour paramétrer le nombre de coupes de l pour la couture d’une (1) pièce de vêtement.
Lorsque l’avertisseur de cible atteinte paramétré est afché, appuyer sur la touche ❺ ou ❻ pour
paramétrer l’activation ou la désactivation de l’avertisseur une fois que le nombre actuel de pièces a atteint
le volume ciblé [F102].
– 18 –

6. Paramétrage des fonctions du SC-921
Les fonctions peuvent être sélectionnées et paramétrées.
(Attention) Pour la procédure de paramétrage de fonction sur un panneau de commande autre que le
CP-18, consulter le mode d’emploi correspondant.
Ⓓ
Ⓓ
Ⓓ
Ⓒ
Ⓒ
Ⓒ
Ⓐ
Ⓑ
1) Tout en maintenant enfoncée la
touche
, mettre le dispositif
❼
sous tension. (Le paramètre afché
est le dernier paramètre dont la va-
leur a été modiée.)
* Si l’afchage ne change pas, répéter
l’opération décrite à l’étape 1).
(Attention)
Attendre au moins une seconde
avant de remettre l’interrupteur d’ali-
❺❹❸
Ⓐ
❻
Ⓔ
❼
Ⓑ
mentation sur marche (ON) lorsqu’on
l’a placé sur arrêt (OFF). Sinon, la
machine risquera de ne pas fonctionner normalement. Dans un tel cas,
la remettre hors tension, puis sous
tension.
2) Pour passer au numéro de paramètre suivant, appuyer sur la touche
. Pour revenir au numéro de
❹
paramètre précédent, appuyer sur la
touche
(Attention)
❺❹❸
Ⓐ
❻
Ⓔ
❼
Ⓑ
Si on passe au numéro de paramètre
suivant (ou précédent), le contenu du
paramétrage précédent (ou suivant)
est validé. Faire attention lorsque le
contenu d’un paramétrage est mo-
dié (lorsqu’on appuie sur la touche
/ ).
.
❸
Exemple : Changement du nombre
maximum de rotations (paramètre No. 96)
❸
ou
❺❹❸
❻
Ⓔ
❼
La valeur spéciée actuelle est afchée sur l’afcheur
Appuyer sur le bouton
* Appuyer simultanément sur les touches
pour changer le réglage sur « 2500 ».
❺
et
❺
Appuyer sur la touche
pour appeler le numéro de
❹
paramètre "96".
.
Ⓑ
pour rétablir la valeur initiale du contenu du
❻
réglage du numéro de paramètre.
3) Une fois la procédure de modication terminée, appuyer sur la touche
❸
ou
pour valider
❹
la valeur modiée.
(Attention) Si le dispositif est mis hors tension sans appuyer sur l’une des touches ci-dessus, la valeur
modiée n’est pas validée.
Lorsqu’on appuie sur la touche
mètre précédent. Lorsqu’on appuie sur la touche
paramètre suivant. Une fois l’opération terminée, mettre la machine hors, puis sous tension
pour revenir en couture normale.
, le panneau afche de nouveau le numéro de para-
❸
, le panneau afche le numéro de
❹
– 19 –

7. Liste des parametres des fonctions
N° Paramètre Description
1 Fonction de départ
en douceur
2 Fonction de capteur
d’extrémité du tissu
3 Fonction de coupe
du l commandée
par le capteur d’extrémité du tissu
4 Nombre de points
pour le capteur d’extrémité du tissu
5 Fonction de réduc-
tion de papillotement
6 Fonction de
comptage de l de
canette
7 Unité du comptage
dégressif de l de
*
canette
8 Vitesse d’exécution
*
de points arrière
9 Fonction d’interdic-
tion de coupe du l
10 Position d’arrêt de
la barre à aiguille
lorsque la machine
s’arrête
11 Bip de conrmation
d’opération pour le
panneau de commande
12 Sélection de la fonc-
tion de l’interrupteur
optionnel
13 Fonction d’interdic-
tion du démarrage à
la n du comptage
du l de canette
*
14 Compteur de cycles
de couture
15 Fonction de tire-l
après coupe du l
21 Fonction de rele-
vage automatique
du pied presseur en
position neutre de la
pédale
22 Fonction d’interrup-
teur de compensation par le relevage/
abaissement de
l’aiguille
25 Coupe du l après
avoir tourné le
volant à la main
* Ne pas changer les valeurs dénies par défaut pour les fonctions marquées d’un astérisque (*) car elles sont destinées à la main-
tenance. En changeant la valeur par défaut d’une fonction, on risquerait de causer une anomalie de la machine ou d’en affecter les
performances. S’il est nécessaire de changer la valeur par défaut de ces fonctions, acheter le Manuel du technicien et en suivre les
instructions.
Nombre de points exécutés à petite vitesse lorsque la fonction de
départ en douceur est utilisée au début de la couture
0 : Fonction de départ en douceur désactivée
1 à 9 : Nombre des points exécutés en mode de départ en dou-
ceur
Fonction de capteur d’extrémité du tissu (A utiliser uniquement
avec le CP-18)
0 : Fonction de détection de l’extrémité du tissu désactivée
1 : Après la détection de l’extrémité du tissu, le nombre spécié
de points (n° 4) est exécuté et la machine s’arrête.
Fonction de coupe du l commandée par le capteur d’extrémité
du tissu (A utiliser uniquement avec le CP-18)
0 : Fonction de coupe automatique du l après la détection de
l’extrémité du tissu désactivée
1 : Après la détection de l’extrémité du tissu, le nombre de
points spécié (n° 4) est exécuté et la machine s’arrête et
coupe automatiquement le l.
Nombre de points pour le capteur d’extrémité du tissu (A utiliser
uniquement avec le CP-18)
Nombre de points exécuté entre le moment où l’extrémité du tissu
est détectée et celui où la machine s’arrête
Fonction de réduction de papillotement
0 : Fonction de réduction de papillotement désactivée
1 : La fonction de réduction de papillotement est activée.
Fonction de comptage de l de canette
0 : Fonction de comptage de l de canette désactivée
1 : Fonction de comptage de l de canette activée
Unité du comptage dégressif de l de canette
0 : 1 comptage/10 points
1 : 1 comptage/15 points
2 : 1 comptage/20 points
3 : 1 comptage/coupe du l
Vitesse de couture lors de l’exécution de points arrière 150 à 3.000
Fonction d’interdiction de coupe du l (A utiliser uniquement avec
le CP-18)
0 : La coupe de l est activée.
1 : Coupe du l interdite (Sortie du solénoïde interdite : Coupe-
l et tire-l)
Position de la barre à aiguille lors de l’arrêt de la machine
0 : La barre à aiguille s’arrête à sa position la plus basse.
1 : La barre à aiguille s’arrête à sa position la plus haute.
Bip de validation d’opération sur le panneau de commande
0 : Emission du bip de validation d’opération désactivée
1 : Emission du bip de validation d’opération activée
Sélection de la fonction de l’interrupteur optionnel
Consulter
fonctions” p. 24
Fonction d’interdiction du démarrage à la n du comptage du l
de canette
Fonction de comptage des cycles de couture (nombre d’opérations
de couture terminées)
Pour activer ou désactiver la fonction de tire-l après coupe du l.
Permet d’activer/désactiver le relevage du pied presseur lorsque
la pédale est au neutre.
Pour changer de type de compensation par le relevage/abaissement de l’aiguille.
Pour activer ou désactiver la coupe du l après avoir remonter ou
abaisser l’aiguille depuis la position basse ou haute en tournant le
volant à la main.
“III-8. Explication detaillee de la programmation des
.
0 : A la n du comptage (-1 ou moins) Fonction d’interdiction du
démarrage de la machine désactivée
1 : A la n du comptage (-1 ou moins) Fonction d’interdiction du
démarrage de la machine activée
2 : Lorsque le comptage est désactivé (-1 ou moins), la fonction
d'interdiction forcée de départ de la machine est activée.
0 : Fonction de comptage des cycles de couture désactivée
1 : Fonction de comptage des cycles de couture activée
(La coupe du l est activée à chaque fois)
2 : Avec la fonction d’entrée de touche de compteur de couture
0 : Tire-l après coupe du l désactivé
1 : Tire-l après coupe du l activé
0 : La fonction de relevage automatique du presseur au neutre
est désactivée.
1 : La fonction de relevage automatique du presseur est activée.
0 : Compensation par le relevage/abaissement de l’aiguille
1 : Compensation par un point
0 : Coupe du l activée lorsqu’on tourne le volant à la main
1 : Coupe du l désactivée lorsqu’on tourne le volant à la main
Plage de
réglage
0 à 9
(points)
0/1
0/1
0 à 19
(points)
0/1
0/1
0 à 2
(sti/min)
0/1
0/1
0/1
0 à 2
0 à 2
0/1
0/1
0/1
0/1
Paramétrage tel qu’afché
1
2
3
4
5
6
7
8 1 9 0 0
9
1 0
1 1
1 2
o P T _
1 3
1 4
1 5
2 1
2 2
2 5
0
0
0
5
0
1
0
0
0
1
0
1
1
0
0
1
Page
de réf.
24
24
24
24
24
24
24
24
24
25
28
28
28
– 20 –

N° Paramètre Description
29 Réglage du temps
de rétraction du
solénoïde d’entraînement inversé de
type touche unique
30 Fonction d’exécution
de points arrière
sur une position
intermédiaire
31 Nombre de points
arrière exécutés
sur une position
intermédiaire
32 Condition d’exécu-
tion de points arrière
sur une position intermédiaire lorsque
la machine est
arrêtée
33 Fonction de coupe
du l à la n de
l’exécution de points
arrière sur une position intermédiaire
35 Vitesse de fonction-
*
nement lent
36 Vitesse lors de la
*
coupe du l
37 Vitesse de départ
en douceur
38 Vitesse de couture
pas à pas
39 Course de la pédale
*
au début de la rotation
40 Partie de petite
*
vitesse de la pédale
41 Position de début
de relevage du pied
*
presseur par la
pédale
42 Position de départ
*
d’abaissement du
pied presseur
43 Course de pédale 2
pour le début de la
*
coupe du l
44 Course de la pédale
*
pour atteindre la
vitesse maximale
45 Correction du neutre
*
de la pédale
47 Temps de maintien
du relevage du pied
presseur
48 Course de pédale 1
*
pour le début de la
coupe du l
49 Durée d’abais-
sement du pied
presseur
50 Caractéristiques de
pédale
51 Correction de la
phase d’excitation
du solénoïde d’exé-
cution de points
arrière au début de
la couture
*Nepaschangerlesvaleursdéniespardéfautpourlesfonctionsmarquéesd’unastérisque(*)carellessontdestinéesàlamain-
tenance.Enchangeantlavaleurpardéfautd’unefonction,onrisqueraitdecauseruneanomaliedelamachineoud’enaffecterles
performances.S’ilestnécessairedechangerlavaleurpardéfautdecesfonctions,acheterleManueldutechnicienetensuivreles
instructions.
Cette fonction permet de spécier la durée d'aspiration du solénoïde d'exécution de points d'arrêt.
50 à 500 ms
Fonction d’exécution de points arrière sur une position intermédiaire de la couture
0 : Fonction d’exécution de points arrière normale de type
touche unique
1 : Fonction d’exécution de points arrière sur une position inter-
médiaire activée
Nombre de points arrière exécutés sur une position intermédiaire
de la couture 0 à 19
Condition de l’exécution de points arrière sur une position intermédiaire de la couture lorsque la machine est arrêtée
0 : Fonction désactivée lorsque la machine est arrêtée
1 : Fonction activée lorsque la machine est arrêtée
Fonction de coupe du l à la n de l’exécution de points arrière
sur une position intermédiaire
0 : Fonction de coupe du l automatique à la n de l’exécution
de points arrière sur une position intermédiaire désactivée
1 : Fonction de coupe du l automatique à la n de l’exécution
de points arrière sur une position intermédiaire activée
Vitesse minimale commandée par la pédale (La valeur MAX varie
selon la tête de machine.)
Vitesse lors de la coupe du l (La valeur MAX varie selon la tête
de machine.)
Vitesse au début de la couture (départ en douceur)
(La valeur MAX varie selon la tête de machine.)
Vitesse de couture pas à pas
(La valeur maximale dépend de la vitesse de couture maximale
de la tête de la machine.)
Course entre la position neutre de la pédale et la position de
début de rotation de la machine (course de la pédale)
Course entre la position neutre de la pédale et la position de
début d’accélération de la machine (course de la pédale)
Course entre la position neutre de la pédale et la position de
début de relevage du pied presseur par la pédale (course de la
pédale)
Position de départ d’abaissement du pied presseur
Course par rapport au neutre
Course entre la position neutre de la pédale et la position 2 de
début de coupe du l par la pédale (lorsque la fonction de relevage du pied presseur est activée) (course de la pédale)
(Activé uniquement si le paramètre No. 50 est réglé sur 1.)
Course entre la position neutre de la pédale et la position où la
machine atteint sa vitesse maximale (course de la pédale)
Valeur de correction du neutre du capteur de pédale
Temps limite d’attente pour le relevage du dispositif de releveur
automatique à solénoïde
Course entre la position neutre de la pédale et la position de
début de coupe du l (pédale standard) (course de la pédale)
(Activé uniquement si le paramètre No. 50 est réglé sur 0.)
Dénit le temps nécessaire pour abaisser le pied presseur après
avoir enfoncé la pédale.
Sélectionne le type de capteur de pédale.
0 : KFL
1 : PFL
Consulter “III-10. Sélection des caractéristiques de pédale” p.
34.
Correction du début d’excitation du solénoïde d’exécution de
points arrière lors de l’exécution de points arrière au début de la
couture –36 à 36
Plage de
réglage
50 à 500
(ms)
0/1
(points)
0/1
0/1
150 à MAX
(sti/min)
100 à MAX
(sti/min)
100 à MAX
(sti/min)
150 à MAX
(sti/min)
10 à 50
(0,1 mm)
10 à 100
(0,1 mm)
–60 à –10
(0,1mm)
8 à 50
(0,1 mm)
–60 à –10
(0,1 mm)
10 à 150
(0,1 mm)
–15 à 15
10 à 600
(seconde)
–60 à –10
(0,1 mm)
0 à 500
(10 ms)
0/1
(10°)
Paramétrage tel qu’afché
2 9
3 0
3 1
3 2
3 3
3 5
3 6
3 7
7 0
2 0 0
2 1 0
8 0 0
3 8 2 5 0 0
3 9
4 0
4 1
4 2
4 3
4 4
4 5
4 7
4 8
4 9
5 0
5 1
3 0
6 0
– 2 1
1 0
– 5 1
1 5 0
6 0
– 3 5
1 4 0
1 0
0
4
0
0
0
1
Page
de réf.
28
29
29
29
29
4
30
30
32
30
– 21 –

N° Paramètre Description
52 Correction de la
phase de désexcitation du solénoïde
d’exécution de
points arrière au
début de la couture
53 Correction de la
phase de désexcitation du solénoïde
d’exécution de
points arrière à la n
de la couture
55 Relevage du pied
presseur après la
coupe du l
56 Rotation arrière
pour le relevage de
l’aiguille après la
coupe du l
58 Fonction de main-
tien en position
haute/basse prédéterminée de la barre
à aiguille
59 Fonction de
sélection de la commande automatique/
manuelle de la pé-
dale pour l’exécution
de points arrière au
début de la couture
60 Fonction d’arrêt
juste après l’exécution de points
arrière au début de
la couture
64 Sélection de la
vitesse des points
de condensation ou
des points d’arrêt
d’extrémté
70 Fonction d’abaisse-
ment lent du pied
presseur
71 Fonction de piquage
double arrière
72 Fonction de sélec-
tion au démarrage
de machine
73 Fonction nouvelle
tentative
* 74 Fonction nouvelle
tentative
76 Fonction de couture
pas à pas
84 Durée d'aspiration
du solénoïde de re-
*
levage du presseur
du mouvement initial
* Nepaschangerlesvaleursdéniespardéfautpourlesfonctionsmarquéesd’unastérisque(*)carellessontdestinéesàlamain-
tenance.Enchangeantlavaleurpardéfautd’unefonction,onrisqueraitdecauseruneanomaliedelamachineoud’enaffecterles
performances.S’ilestnécessairedechangerlavaleurpardéfautdecesfonctions,acheterleManueldutechnicienetensuivreles
instructions.
Correction de la phase de désexcitation du solénoïde d’exécution
de points arrière lors de l’exécution de points arrière au début de
la couture –36 à 36
Correction de la phase de désexcitation du solénoïde d’exécution
de points arrière lors de l’exécution de points arrière à la n de la
couture –36 à 36
Fonction de relevage du pied presseur après la coupe du l
0 : La fonction de relevage automatique du pinceur de pièce
après la coupe de l est désactivée
1 : Fonction de relevage automatique du pied presseur après la
coupe du l activée
Fonction de rotation arrière pour le relevage de l’aiguille après la
coupe du l
0 : Fonction de rotation arrière pour le relevage de l’aiguille
après la coupe du l désactivée
1 : Fonction de rotation arrière pour le relevage de l’aiguille
après la coupe du l activée
Fonction de maintien de la position supérieure/inférieure prédéterminée de la barre à aiguille
0 : Fonction de maintien de la position supérieure/inférieure
prédéterminée de la barre à aiguille désactivée
1 : Fonction de maintien de la position supérieure/inférieure pré-
déterminée de la barre à aiguille (force de maintien faible).
2 : Fonction de maintien de la position supérieure/inférieure
prédéterminée de la barre à aiguille (force de maintien
moyenne).
3 : Fonction de maintien de la position supérieure/inférieure
prédéterminée de la barre à aiguille (force de maintien forte).
Cette fonction permet de spécier la vitesse d’exécution de points
arrière au début de la couture.
0 : La vitesse dépend de l’actionnement de la pédale, etc.
1 : La vitesse dépend de la vitesse d’exécution de points arrière
spéciée (N° 8).
Fonction à la n de l’exécution des points arrière au début de la
couture
0 : Fonction d’arrêt momentané de la machine à la n de l’exé-
cution des points arrière au début de la couture désactivée
1 : Fonction d’arrêt momentané de la machine à la n de l’exé-
cution des points arrière au début de la couture activée
Vitesse initiale lors de l’exécution de points de condensation ou
de points d’arrêt d’extrémité
Permet d’activer/désactiver la fonction d’abaissement lent du pied
presseur.
0 : Le pied presseur descend rapidement.
1 : Le pied presseur descend lentement.
Pour activer ou désactiver le piquage double arrière. (à utiliser
uniquement avec le CP-18)
0 : Désactivé
1 : Activé
Spécie la limite actuelle au démarrage de la machine.
0 : Normale (la limite actuelle est appliquée au démarrage)
1 : Rapide (la limite actuelle n’est pas appliquée au démarrage)
Cette fonction est utilisée lorsque l’aiguille ne peut pas traverser
le tissu.
0 : La fonction nouvelle tentative n’est pas disponible.
1 - 10 : La fonction nouvelle tentative est disponible.
1 : Force de retour de la barre à aiguille avant l’exécution de la
fonction nouvelle tentative : 1 (petite) - 10 (grande)
Sélectionne l’activation/la désactivation du coupe-l pour la MF.
0 : Le coupe-l est désactivé
1 : Le coupe-l est activé
Active ou désactive la couture pas à pas jusqu’à l’extrémité du
tissu. (A utiliser uniquement avec le CP-18)
0 : la couture pas à pas n’est pas activée.
1 : la couture pas à pas est activée.
Durée du mouvement d'aspiration du solénoïde de relevage du
presseur 50 à 500
Plage de
réglage
(10°)
(10°)
0/1
0/1
0 à 3
0/1
0/1
0 à 250
(sti/min)
0/1
0/1
0/1
0 à 10
0/1
0/1
(ms)
Paramétrage tel qu’afché
5 2 1 6
5 3 1 8
5 5 1
5 6 0
5 8 0
5 9 1
6 0 0
6 4 1 8 0
7 0 0
7 1 1
7 2 0
7 3 1
7 4 1
7 6 0
8 4 2 5 0
Page
de réf.
30
30
31
31
31
31
31
32
32
32
24
32
– 22 –

N° Paramètre Description
87 Fonction de sélec-
tion de la courbe de
la pédale
Sélection de la courbe de la pédale (amélioration de la com-
mande ne de la pédale)
Vitesse
2
0
1
Plage de
réglage
0/1/2
Paramétrage tel qu’afché
8 7
0
Course de la pédale
90 Fonction d'arrêt en
position HAUTE du
mouvement initial
91 Fonction d’interdic-
tion de compensation après la rotation
manuelle du volant
92 Fonction de diminu-
tion de la vitesse à
la n de l’exécution
des points arrière au
début de la couture
93 Fonction ajoutée
à l’interrupteur de
compensation des
points par relevage/
abaissement de
l’aiguille
94 Fonction d’exécution
ininterrompue de la
couture continue +
couture pas à pas
95 Fonction de sé-
lection de tête de
machine
96 Réglage de la
vitesse maximale
100 Nombre de points
cousus avant que
le pinceur de l ne
fonctionne au début
de la couture
103 Délai jusque la
désactivation du refroidisseur d’aiguille
120 Correction de l'angle
de référence de
l'arbre principal
121 Correction de
l'angle de départ en
position HAUTE
122 Correction de
l'angle de départ en
position BASSE
124 Paramètre de
fonction d’économie
d’énergie en attente
* Ne pas changer les valeurs dénies par défaut pour les fonctions marquées d’un astérisque (*) car elles sont destinées à la main-
tenance. En changeant la valeur par défaut d’une fonction, on risquerait de causer une anomalie de la machine ou d’en affecter les
performances. S’il est nécessaire de changer la valeur par défaut de ces fonctions, acheter le Manuel du technicien et en suivre les
instructions.
Permet d'activer ou désactiver la fonction d'arrêt automatique en
position HAUTE après la mise sous tension.
0 : Désactivée
1 : Activée
Fonction de compensation de points lorsqu’on tourne le volant à
la main lors de l’exécution d’une couture à dimensions constantes
0 : Fonction de compensation de points activée
1 : Fonction de compensation de points désactivée
Fonction de diminution de vitesse à la n de l’exécution de points
arrière au début de la couture
0 : Pas de diminution de vitesse
1 : Diminution de vitesse
Changement du fonctionnement de l’interrupteur de compensation par le relevage/abaissement de l’aiguille après la mise sous
tension ou la coupe du l
0 : Normal (exécution d’une compensation de points par le
relevage/abaissement de l’aiguille seulement)
1 : Une compensation d’un point n’est exécutée que lorsque le
changement ci-dessus est effectué (arrêt supérieur / arrêt
supérieur.)
Cette fonction n’arrête pas la machine en combinant l’exécution
ininterrompue de la couture continue et la couture pas à pas à
l’aide de la fonction de couture programmée disponible sur le
panneau de commande IP.
0 : Normal (La machine s’arrête à la n d’une étape.)
1 : La machine ne s’arrête pas à la n d’une étape et passe
directement à l’étape suivante.
Permet de sélectionner la tête de machine à utiliser.
(Lors d'un changement de tête de machine, les différents paramètres sont ramenés à la valeur par défaut de la nouvelle tête.)
Vitesse maximale à laquelle la tête de la machine peut être réglée
(La valeur MAX varie selon la tête de machine.)
Dénit le nombre de points à coudre au début de la couture avant
que le solénoïde de coupe de l (CN36-7) se mette en marche.
0 : Le solénoïde de coupe de l ne fonctionne pas.
1-9 : Le nombre de points à coudre avant que le solénoïde de
coupe de l fonctionne
Spécie le délai entre l’arrêt de la machine et la désactivation à
l’aide de la fonction d’activation du refroidisseur d’aiguille.
Permet de corriger l'angle de référence de l'arbre principal.
Permet de corriger l'angle de départ en position HAUTE.
Permet de corriger l'angle de départ en position BASSE.
Pour économiser la consommation d’électricité lorsque la machine est en attente.
0: Le mode d’économie d’énergie n’est pas activé.
1: Le mode d’économie d’énergie est activé.
0/1
0/1
0/1
0/1
0/1
150 à MAX
(sti/min)
0 à 9 (points)
100 bis 2000
(ms)
–60 à 60
–15 à 15
–15 à 15
0/1
9 0
9 1
9 2
9 3
9 4
9 5 d L 8 7
9 6 4 0 0 0
1 0 0
1 0 3
1 2 0
1 2 1
1 2 2
1 2 4
1
1
0
0
0
0
5 0 0
0
0
0
0
Page
de réf.
32
32
32
33
33
33
33
33
33
33
– 23 –

8. Explication detaillee de la programmation des fonctions
Sélection de l’état de la fonction de départ en douceur (Paramètre n° 1)
①
Il se peut que le l d’aiguille ne s’entrelace pas avec le l de canette au début de la couture lorsque le pas
de couture (longueur des points) est faible ou que l’aiguille utilisée est grosse. La fonction de “départ en
douceur” résout ce problème en limitant la vitesse de couture pour assurer une formation correcte des
points au début de la couture.
0 : Fonction désactivée
1 à 9 : Nombre des points exécutés en mode de départ en douceur
Il est possible de changer la vitesse de couture limitée par la fonction de départ en douceur. (Paramètre n° 37)
Plage de réglage
100 à maxi <10 sti/min>
Fonction du capteur d’extrémité du tissu (Paramètres de fonction Nos. 2 - 4, 76)
②
Cette fonction peut être utilisée lorsque le capteur d’extrémité du tissu est installé.
Pour en savoir plus, se reporter à
mode d'emploi pour le capteur d’extrémité du tissu.
(Attention) Cette fonction peut être activée uniquement sur le CP-18.
Fonction de réduction de papillotement (Paramètre n° 5)
③
Cette fonction permet de réduire le papillotement de la lampe à main au début de la couture. Plus la valeur
choisie est élevée, plus la fonction est efcace.
0 : La fonction de réduction de papillotement n’est pas activée
1 : La fonction de réduction de papillotement est activée
(Attention) Lorsque la fonction de réduction de papillotement est paramétrée sur “la fonction de réduc-
1 0
3 7 08 0
(La valeur MAX varie selon la tête de machine.)
“III-15. Raccordement du capteur d'extrémité du tissu” p. 38
5 0
tion de papillotement est activée”, la vitesse de démarrage de la machine à coudre diminue.
et au
Fonction de comptage de l de canette (Paramètre n° 6)
④
Lorsque le panneau de commande est utilisé, la fonction décompte depuis la valeur prédéterminée et
indique la quantité utilisée de l de canette. Pour plus d’informations, consulter le manuel d’utilisation du
panneau de commande.
0 : Fonction de comptage de l de canette désactivée.
1 : Fonction de comptage de l de canette activée.
(Attention) Si l’on spécie “0”, l’afchage du panneau de commande s’éteint et la fonction de comptage
Fonction d’interdiction de coupe du l (Paramètre n° 9)
⑤
6 1
de l de canette est inopérante.
Cette fonction désactive le signal de sortie du solénoïde de coupe du l et le signal de sortie du solénoïde
de tire-l lors de la coupe du l. Cette fonction permet d’épisser des tissus séparés sans couper le l.
(Attention) Cette fonction peut être activée uniquement sur le CP-18.
Cette fonction permet d’épisser des tissus séparés sans couper le l.
0 : off La coupe du l est activée (le l peut être coupé).
1 : on La coupe du l est désactivée (le l ne peut pas être coupé).
Sélection de la position d’arrêt de la barre à aiguille lorsque la machine s’arrête (Paramètre n° 10)
⑥
9 0
Cette fonction permet de choisir la position d’arrêt de la barre à aiguille lorsque la pédale est au neutre.
1 0 0
1 : relevée La barre à aiguille s’arrête sur le point le plus haut de sa course.
(Attention) Si la position d’arrêt choisie de la barre à aiguille est la position supérieure, le coupe-l est
actionné quand la barre à aiguille atteint le point inférieur.
0 : abaissée La barre à aiguille s’arrête sur le point le plus bas de sa course.
Son du panneau de commande (Paramètre n° 11)
⑦
Permet de sélectionner ou non l’émission de sons par le panneau de commande.
0 : off Le déclic est désactivé.
1 1 1
1 : on Le déclic est activé.
– 24 –

Sélection de la fonction d’entrée/sortie optionnelle (paramètre n° 12)
⑧
❶
Ⓐ
Ⓑ
❷
1 2 TPo
❺❹❸
Sélectionner le paramètre nº 12 en exécutant les opérations 1) à 3) de la
_
❻
❼
procédure de paramétrage.
TPo
nE
d
Sélectionner les options “End”, “in” et “ouT” avec les touches ❺ et ❻.
_
_
_ni_
_
Tuo
[Lorsque “in” est sélectionné]
Le numéro d’identication du connecteur de réglage de la fonction d’entrée
0i 1 ** *
est indiqué sur la section Ⓐ. Désigner le numéro d’identication au moyen
de la touche ❸ ou ❹. Spécier la fonction de la broche du connecteur
correspondant au numéro d’identication au moyen de la touche ❺ ou ❻.
1i 2
Le code et l’abréviation de la fonction sont afchés en alternance sur l’afcheur
Ⓑ.
(Pour la relation entre le numéro d’entrée du signal et le groupe de broches
de connecteur, voir la liste séparée.)
[Lorsque “ouT” est sélectionné]
0o 1 ** *
Le numéro d’identication du connecteur de réglage de la fonction de sortie
est indiqué sur la section Ⓐ. Désigner le numéro d’identication au moyen
de la touche ❸ ou ❹. Spécier la fonction de la broche du connecteur
0o 3
correspondant au numéro d’identication au moyen de la touche ❺ ou ❻.
Le code et l’abréviation de la fonction sont afchés en alternance sur l’afcheur
Ⓑ.
(Consulter le tableau séparé pour connaître le lien entre les numéros de
sortie de signal et la conguration des broches sur les connecteurs.)
* Exemple) Pour attribuer la fonction de coupe du l au numéro d’identication du connecteur de
réglage de la fonction d’entre "i01" (CN36-4)
_
1 2 TPo
1. Sélectionner le paramètre nº 12 en exécutant les opérations 1) à 3) de
la procédure de paramétrage.
_
TPo
_ni_
2. Sélectionner l’option “in” avec les touches ❺ et ❻.
0i 1 on P
0i 1 ST W
Eclairage alterné
L 4
0i 1
L 4
H 4
0i 2 SFS W
_
TPo
_
TPo
_
_ni_
nE
3.
Sélectionner le port du numéro d’identication “i01” au moyen de la touche
4. Sélectionner la fonction de coupe du l “TSW” avec les touches ❺ et ❻.
5. Valider la fonction de coupe du l “TSW” avec la touche ❹.
6. Placer le signal à l’état ACTIF avec les touches ❺ et ❻.
Placer l’afchage sur “L” lorsque le signal est à l’état “Bas” lors de la
coupe du l. Le placer sur “H” lorsque le signal est à l’état “Haut” lors de
la coupe du l.
7. Valider la fonction ci-dessus avec la touche ❹.
8. Terminer la saisie optionnelle avec la touche ❹.
d
9. Sélectionner l’option “End” avec les touches ❺ et ❻ pour revenir au
mode de paramétrage des fonctions.
– 25 –
❹.

Liste des fonctions d’entrée
Code de
fonction
0 noP Pas de fonction (Réglage standard)
1 HS
2 bHS
3 EbT
4 TSW Fonction de coupe du l Cette fonction joue le rôle d’un interrupteur de coupe du l.
5 FL
6 oHS
7 SEbT
8 PnFL
9 Ed
10 LinH
11 TinH
12 LSSW
13 HSSW
14 USW
15 bT
16 SoFT
17 oSSW
18 bKoS
19 SFSW Entrée de contacteur de sécurité La rotation est interdite.
20 MES
21 AUbT
22 CUnT
23 Tiin
24 USTP
Abré-
viation
Fonction Remarques
Compensation de points par le
relevage/abaissement de l’aiguille
Compensation de points arrière Lorsqu’on maintient la touche enfoncée, des points arrière
Annulation de l’exécution de points
arrière à la n de la couture une
seule fois
Fonction de relevage du pied presseur
Exécution d’un point de compensation
Fonction de désactivation de l’exécution de points arrière au début/
n de la couture
Fonction de relevage du presseur
lorsque la pédale est au neutre
Entrée de capteur de bord du tissu Cette fonction fait ofce de signal d’entrée du capteur de
Fonction d’interdiction d’enfoncement de l’avant de la pédale
Fonction d’interdiction de sortie de
coupe du l
Entrée de commande de petite
vitesse
Entrée de commande de grande
vitesse
Fonction de relevage de l’aiguille Le mouvement d’arrêt en position HAUTE est exécuté
Entrée de la touche d’exécution de
points arrière
Entrée de la touche de départ en
douceur
Entrée de la touche de commande
de vitesse de commande de vitesse non répétitive (one-shot)
Entrée de la touche de vitesse de
couture pas à pas arrière
Entrée de connecteur de sécurité
de coupe du l
Touche d’annulation/ajout d’exécution automatique de points arrière
Entrée du compteur de couture A chaque pression sur la touche, la valeur du compteur de
Entrée d’interdiction de commande
de coupe du l
Entrée d’interdiction de commande
de couture par la pédale et d’arrêt
avec l’aiguille en position haute
A chaque pression sur la touche, un demi-point est exécuté dans le sens normal de la couture. (Même fonction que
celle de l’interrupteur de compensation de points par le
relevage/abaissement de l’aiguille sur le panneau)
sont exécutés à petite vitesse. (Est activé uniquement si
une couture à dimensions constantes est sélectionnée.)
Lorsqu’on enfonce l’arrière de la pédale après avoir appuyé sur la touche, l’opération d’exécution de points arrière
est annulée une fois.
Cette fonction joue le rôle d’un interrupteur de relevage du
pied presseur.
Fonction de désactivation de l’exécution de points arrière
au début/n de la couture.
En agissant sur l’interrupteur en option, il est possible d’activer/désactiver alternativement cette fonction.
A chaque pression sur cette touche, la fonction de relevage automatique du pied presseur lorsque la pédale est
au neutre est activée ou désactivée.
bord du tissu.
La rotation commandée par la pédale est interdite.
La sortie de coupe du l est interdite.
Cette fonction fait ofce d’interrupteur de petite vitesse
pour une machine à coudre à travail debout.
Cette fonction fait ofce d’interrupteur de grande vitesse
pour une machine à coudre à travail debout.
lorsqu’on appuie sur la touche lors d’un arrêt en position
BASSE.
Des points arrière sont exécutés tant que la touche est
maintenue enfoncée.
La vitesse d’exécution des points est limitée à celle programmée tant que la touche est maintenue enfoncée.
Tant que l'on appuie sur la touche, cette fonction exécute
une commande de vitesse non répétitive (one-shot).
Des points arrière sont exécutés en accord avec la commande de vitesse de couture pas à pas tant que la touche
est maintenue enfoncée.
Sert de signal d’entrée pour le connecteur de sécurité de
coupe du l.
A chaque pression sur la touche, l’exécution de points
arrière au début ou à la n de la couture est annulée ou
ajoutée.
couture augmente.
La commande de coupe du l est interdite.
La couture au moyen de la touche de pédale est interdite.
La machine à coudre s’arrête pendant la couture, avec
l’aiguille en position haute.
– 26 –

Liste des fonctions de sortie
Code de
fonction
Abré-
viation
0 noP Pas de fonction (Réglage standard)
1 TrM Sortie de coupe du l Sortie du signal de coupe du l
2 WiP Sortie de tire-l Sortie du signal de tire-l
3 TL Sortie de libération du l Sortie du signal de libération du l
4 FL Sortie de relève-presseur Sortie du signal de relevage du presseur
5 bT Sortie d’exécution de points arrière Sortie du signal d’exécution de points arrière
6 EbT Sortie de moniteur de désactivation de
points arrière à la n de la couture (EBT)
7 SEbT Sortie de moniteur de désactivation de
l’exécution de points arrière au début/n de
la couture
8 AUbT Sortie du suivi d’annulation/d’ajout en dé-
but/n de couture
9 SSTA Sortie d’état d’arrêt de la machine à coudre L’état d’arrêt de la machine à coudre est émis.
10 CooL Sortie de refroidisseur d'aiguille Commande la sortie de refroidisseur d'aiguille
11 bUZ Sortie de l’avertisseur Il retentit lorsque la valeur réglée sur le compteur de ca-
12 LSWo Sortie de commande de rotation L’état de commande d’exécution de rotation est sorti.
13 TSWo Sortie de moniteur de commande de coupe
du l "TSW"
Fonction Remarques
L’état de la fonction de désactivation non répétitive de
l’exécution de points arrière à la n de la couture est émis
L’état de désactivation de l’exécution de points arrière au
début/n de la couture est émis.
L’état de désactivation ou d’activation de l’exécution automatique de points arrière est émis.
nettes est dépassée, qu’une erreur s’est produite ou que
le volume restant de l de canette.
L’état de la commande de coupe du l est émis.
Connecteurs de paramétrage de la fonction d’entrée
Nº de connecteur N° de broche N° d’afchage Valeur initiale du paramètre de fonction
CN36 4 i01 noP (sans paramètre de fonction)
CN48 2 i02 SFSW (Entrée de connecteur de sécurité)
CN50 12 i03 SoFT (Entrée de limite de vitesse de départ en douceur)
CN36 5 i04 bT (Entrée de touche d’exécution de points arrière)
CN50 11 i05 LinH (Entrée d’interdiction d’appuyer sur la partie avant de la pédale)
7 i06 TSW (Entrée de touche de coupe du l)
CN39
CN57 1 i10 CUnT (Entrée du compteur de couture)
CN42 2 i 11 noP (Sans paramétrage de fonction)
CN54 3 i12 noP (Sans paramétrage de fonction)
CN51
11 i07 LSSW (Entrée de touche de rotation à petite vitesse)
9 i08 HSSW (Entrée de touche de rotation à grande vitesse)
5 i09 FL (Entrée de touche de relevage du pied presseur)
1 i13 noP (Sans paramétrage de fonction)
2 i14 noP (Sans paramétrage de fonction)
3 i15 noP (Sans paramétrage de fonction)
4 i16 noP (Sans paramétrage de fonction)
Connecteur de paramétrage de la fonction de sortie
Nº de connecteur N° de broche N° d’afchage Valeur initiale du paramètre de fonction
7 o01 bT (Sortie d’exécution de points arrière)
CN50
CN56
CN51
8 o02 TrM (Sortie de coupe du l)
9 o03 LSWo (Sortie de demande de rotation)
2 o04 noP (Sans paramétrage de fonction)
4 o05 noP (Sans paramétrage de fonction)
6 o06 noP (Sans paramétrage de fonction)
8 o07 noP (Sans paramétrage de fonction)
2 o08 noP (Sans paramétrage de fonction)
3 o09 noP (Sans paramétrage de fonction)
4 o10 noP (Sans paramétrage de fonction)
5 o11 noP (Sans paramétrage de fonction)
– 27 –

Fonction de comptage des cycles de couture (Paramètre n° 14)
⑨
Cette fonction augmente l’indication du compteur d’une unité à chaque fois que le coupe-l est actionné et
compte le nombre de cycles de couture terminés.
0 : off Fonction de comptage des cycles de couture désactivée
4 1
1
1 : on Fonction de comptage des cycles de couture activée
(La coupe du l est activée à chaque fois)
2 : on Entrée de touche de compteur de couture externe
(Attention) Le compteur de couture est activé uniquement si le CP-180 est utilisé avec la machine à
coudre.
L’indication sur le compteur change comme indiqué ci-dessous selon la combinaison des paramètres
numéros 6 et 14.
Paramètre numéro 6 Paramètre numéro 14 Compteur
1 1 Compteur de canettes
1 0 Compteur de canettes
0 1 Compteur de coutures (uniquement sur le CP-180)
0 0 La fonction de compteur est désactivée.
Fonction de relevage automatique du presseur au neutre (avec le dispositif AK seulement) (para-
⑩
mètre n° 21)
Cette fonction permet de relever automatiquement le pied presseur lorsque la pédale est au neutre.
La durée du relevage automatique de la pédale dépend de la durée de relevage automatique après la
coupe du l. Lorsque le pied presseur est automatiquement abaissé, il est automatiquement relevé sur la
seconde position neutre après avoir quitté une fois le neutre.
0 : off La fonction de relevage automatique du presseur au neutre est
1 0
2
désactivée.
1 : on La fonction de relevage automatique du presseur est activée.
Changement de fonctionnement de l’interrupteur de compensation par le relevage/abaissement
⑪
de l’aiguille (paramètre n° 22)
Le fonctionnement de l’interrupteur de compensation par le relevage/abaissement de l’aiguille peut être
commuté entre la compensation de points par le relevage/abaissement de l’aiguille et la compensation d’un
point.
0 : Compensation de points par le relevage/abaissement de l’aiguille
2 0
2
1 : Compensation d’un point
Réglage de la durée d'aspiration du solénoïde d'exécution de points d'arrêt (paramètre nº 29)
⑫
Cette fonction permet de spécier la durée d'aspiration du solénoïde d'exécution de points d'arrêt.
Diminuer la valeur lorsque la chaleur est élevée.
(Attention) Ne pas trop diminuer la valeur car ceci pourrait se traduire par une absence de mouvement
ou un pas de couture incorrect. Faire attention lorsqu'on change la valeur.
Plage de réglage : 50 à 500 ms <10/ms>
9
2
0
7
– 28 –

Fonction d’exécution de points arrière sur une position intermédiaire de la couture (Paramètres n°
⑬
30 à 33)
Les fonctions de limite du nombre de points et de commande de coupe du l peuvent être ajoutées à l’interrupteur “touch-back” sur la tête de la machine.
Paramètre n° 30
0 : off Fonction de points d’arrêt normale
1 : on Fonction d’exécution de points arrière sur une position intermé-
0 0
3
Permet d’activer la fonction d’exécution de points arrière sur une position intermédiaire.
diaire
Paramètre n° 31 Permet de spécier le nombre de points pour l’exécution de points arrière.
Plage de réglage
1 4
3
0 à 19 points
Paramètre n° 32
0 : off Désactivée lorsque la machine est arrêtée
2 0
3
Permet de spécier la condition de l’exécution de points arrière sur une position intermédiaire.
(L’exécution de points arrière sur une position intermédiaire n’est
possible que pendant le fonctionnement de la machine.)
1 : on Activée lorsque la machine est arrêtée
(L’exécution de points arrière sur une position intermédiaire est
possible aussi bien pendant le fonctionnement de la machine que
lorsqu’elle est arrêtée.)
(Attention) L’une des conditions est active pendant le fonctionnement de la machine.
Paramètre n° 33
0 : off Coupe-l désactivé
1 : on Coupe-l activé
Application
❶
❷
❸
❹
❺
3 0
3
Réglage du paramètre
N° 30 N° 32 N° 33
0 0 or 1 0 or 1
1 0 0
1 1 0
1 0 1
1 1 1
Permet de spécier si le l est coupé lors de l’exécution de points arrière sur une
position
intermédiaire.
Résultat
Fonctionne comme un interrupteur touch-back normal.
Lorsqu’on actionne l’interrupteur touch-back tout en enfonçant l’avant de la
pédale, le nombre de points arrière sélectionné avec le paramètre n° 31 est
exécuté.
Lorsqu’on actionne l’interrupteur touch-back alors que la machine est arrêtée
ou que l’avant de la pédale est enfoncé, le nombre de points arrière sélectionné avec le paramètre n° 31 est exécuté.
Lorsqu’on actionne l’interrupteur touch-back en enfonçant l’avant de la pé-
dale, le l est automatiquement coupé après l’exécution du nombre de points
arrière sélectionné avec le paramètre n° 31.
Lorsqu’on actionne l’interrupteur touch-back alors que la machine est arrêtée
ou que l’avant de la pédale est enfoncé, le l est automatiquement coupé
après l’exécution du nombre de points sélectionné avec le paramètre n° 31.
Fonctionnement selon la valeur sélectionnée pour le paramètre
Utilisée comme interrupteur touch-back d’exécution de points arrière normale
❶
Utilisée pour le renfort de la couture des plis (couture presse) (N’est utilisable que pendant le fonctionnement de
❷
la machine.)
Utilisée pour le renfort de la couture des plis (couture presse) (Peut être utilisée avec la machine arrêtée ou fonc-
❸
tionnant.)
Utilisée comme interrupteur de départ pour l’exécution de points arrière à la n de la couture. (Remplace la com-
❹
mande du coupe-l par enfoncement de l’arrière de la pédale. N’est utilisable que pendant le fonctionnement de
la machine. Est particulièrement utile lorsque la machine est utilisée comme machine pour travail debout.)
Utilisée comme interrupteur de départ pour l’exécution de points arrière à la n de la couture. (Remplace la
❺
commande du coupe-l par enfoncement de l’arrière de la pédale. Est utilisable lorsque la machine est arrêtée
ou pendant son fonctionnement. Est particulièrement utile lorsque la machine est utilisée comme machine pour
travail debout.)
– 29 –

Vitesse de couture pas à pas (Paramètre n° 38)
⑭
Cette fonction permet de régler la vitesse de couture pas à pas par une seule pression sur la pédale
lorsque la machine continue le piquage jusqu’à la n du nombre de points spécié ou jusqu’à ce qu’elle
détecte l’extrémité du tissu.
3
8
05
2
0
Plage de réglage : 150 à maxi sti/min <50 sti/min>
(Attention) La vitesse maximale de la couture pas à pas est limitée par le modèle de tête de machine.
Temps de maintien du relevage du pied presseur (Paramètre n° 47)
⑮
Cette fonction abaisse automatiquement le pied presseur après l’écoulement de la durée spéciée avec le
paramètre n° 47.
Lorsque le relève-presseur pneumatique est sélectionné, la commande de temps de maintien du relevage
du pied presseur est illimitée quelle que soit la valeur spéciée.
4
7
Correction de la phase du solénoïde d’exécution de points arrière (Paramètres n° 51 à 53)
⑯
6
0
Plage de réglage : 10 à 600 sec. <10/sec>
Lorsque les points dans le sens normal et dans le sens arrière ne sont pas uniformes lors de l’exécution
automatique de points arrière, cette fonction permet de changer la phase d’excitation/désexcitation du solénoïde d’exécution de points arrière et de la modier.
Correction de la phase d’excitation du solénoïde d’exécution de points arrière au début de la couture
❶
(Paramètre n° 51)
La phase d’excitation du solénoïde d’exécution de points arrière au début de la couture peut être corri-
gée par un changement d’angle.
Plage de réglage Angle de correction Nombre de points de correction
5
1 1 0
– 36 – 360 – 1
– 18 – 180 – 0,5
0 0 0
18 180 0,5
36 360 1
Plage de réglage : –36 à 36 <1/10°>
– 360˚
– 180˚
180˚
360˚
* Lorsque le point
avant 1 point
de couture est
pris comme 0°,
0˚
la correction est
possible sur 360° (1
point de couture) en
avant et en arrière
Correction de la phase de désexcitation du solénoïde d’exécution de points arrière au début de la cou-
❷
ture (Paramètre n° 52)
La phase de désexcitation du solénoïde d’exécution de points arrière au début de la couture peut être
corrigée par un changement d’angle.
Plage de réglage Angle de correction Nombre de points de correction
Correction de la phase de désexcitation du solénoïde d’exécution de points arrière à la n de la cou-
❸
5
2
– 36 – 360 – 1
– 18 – 180 – 0,5
0 0 0
18 180 0,5
36 360 1
1
6
Plage de réglage : –36 à 36 <1/10°>
– 360˚
– 180˚
0˚
180˚
360˚
ture (Paramètre n° 53)
La phase de désexcitation du solénoïde d’exécution de points arrière à la n de la couture peut être
corrigée par un changement d’angle.
Plage de réglage Angle de correction Nombre de points de correction
5
3
– 36 – 360 – 1
– 18 – 180 – 0,5
0 0 0
18 180 0,5
36 360 1
1
8
Plage de réglage : –36 à 36 <1/10°>
– 360˚
– 180˚
0˚
180˚
360˚
– 30 –

Fonction de relevage du pied presseur après la coupe du l (Paramètre n° 55)
⑰
Cette fonction permet que le pied presseur soit automatiquement relevé après la coupe du l. Elle n’est
utilisable qu’avec le dispositif AK.
0 : off Fonction de relevage automatique du pied presseur désactivée
(Le pied presseur ne remonte pas automatiquement après la
5 1
5
coupe du l.)
1 : on Fonction de relevage automatique du pied presseur activée
Rotation arrière pour le relevage de l’aiguille après la coupe du l (Paramètre n° 56)
⑱
(Le pied presseur remonte automatiquement après la coupe du l.)
Cette fonction permet de faire tourner la machine en arrière après la coupe du l pour relever la barre à
aiguille presque complètement. Utiliser cette fonction lorsque l’aiguille apparaît sous le pied presseur et
qu’elle risque d’éraer le tissu lorsque celui-ci est épais.
0 : off Fonction de rotation arrière de la machine après la coupe du l
6 0
5
pour le relevage de l’aiguille désactivée
1 : on Fonction de rotation arrière de la machine après la coupe du l
pour le relevage de l’aiguille activée
(Attention) Lors de la rotation arrière de la machine, la barre à aiguille remonte presque jusqu’au point
mort haut. Le l peut alors glisser hors du chas d’aiguille. On doit donc régler correctement
la longueur restante du l après la coupe du l.
Fonction de maintien de la position supérieure/inférieure prédéterminée de la barre à aiguille (Pa-
⑲
ramètre n° 58)
Lorsque la barre à aiguille est sur sa position supérieure ou sur sa position inférieure, cette fonction l’immobilise en appliquant légèrement le frein.
0 : off Fonction de maintien de la position supérieure/inférieure prédéter-
8 0
5
minée de la barre à aiguille désactivée
1 : on Fonction de maintien de la position supérieure/inférieure prédéter-
minée de la barre à aiguille (force de maintien faible).
2 : on Fonction de maintien de la position supérieure/inférieure prédéter-
minée de la barre à aiguille (force de maintien moyenne).
3 : on Fonction de maintien de la position supérieure/inférieure prédéter-
minée de la barre à aiguille (force de maintien forte).
Fonction de sélection de la commande automatique/manuelle de la pédale pour l’exécution de
⑳
points arrière au début de la couture (Paramètre n° 59)
Cette fonction permet de choisir si l’exécution de points arrière au début de la couture s’effectue sans
interruption à la vitesse spéciée avec le paramètre n° 8 ou s’il s’effectue à la vitesse commandée par la
pédale.
0 : Manuel La vitesse est commandée par la pédale.
1 : Auto Couture automatique à la vitesse spéciée
(Attention) 1. La vitesse maximale d’exécution de points arrière au début de la couture est limitée à la
2. Lorsque “0” est sélectionné, il se peut que les points arrière exécutés ne correspondent
Fonction d’arrêt juste après l’exécution de points arrière au début de la couture (Paramètre n° 60)
9 1
5
valeur spéciée au paramètre n° 8 quelle que soit la position de la pédale.
pas aux points dans le sens normal.
Cette fonction arrête provisoirement la machine même lorsque l’avant de la pédale est enfoncé à la n
d’exécution de points arrière au début de la couture.
Elle s’utilise pour une couture courte avec des points arrière au début de la couture.
0 0
6
0 : Fonction d’arrêt momentané de la machine juste
après l’exécution de points arrière au début de la couture désactivée
1 : Fonction d’arrêt momentané de la machine juste
après l’exécution de points arrière au début de la cou-
Arrêt momentané de la machine
pour permettre de changer le
sens de la couture d’un article
ture activée
– 31 –

Fonction d’abaissement lent du pied presseur (avec dispositif AK seulement) (paramètres n° 70 et 49)
Cette fonction permet d’abaisser lentement le pied presseur.
Cette fonction peut être utilisée lorsqu’il est nécessaire de diminuer un bruit de contact, un défaut du tissu
ou un glissement du tissu lors de l’abaissement du pied presseur.
Remarque : Changer la durée du paramètre n° 49 lors du paramétrage de la fonction d’abaissement
lent car l’effet est insufsant si l’on ne spécie pas pour le paramètre n° 49 une durée plus
longue lors de l’abaissement du pied presseur par pression sur la pédale.
0 à 500 ms
10 ms/pas
9
4
0
41
0 : Fonction d’abaissement lent du pied presseur désactivée
0 0
7
(Le pied presseur s’abaisse rapidement.)
1 : Fonction d’abaissement lent du pied presseur activée
Fonction de diminution de vitesse à la n de l’exécution de points arrière au début de la couture
(Paramètre n° 92)
Cette fonction diminue la vitesse à la n de l’exécution de points arrière au début de la couture. Son utilisation normale dépend de la position de la pédale. (La vitesse augmente continuellement jusqu’au maximum.)
Cette fonction est utilisée lorsque la pause est correctement utilisée (poignets et pose des poignets)
0 : La vitesse ne diminue pas.
2 0
9
1 : La vitesse diminue
Arrêt momentané
Fonction nouvelle tentative (Paramètre n° 73)
Couture
ininterrompue
Lorsqu’elle est utilisée, si un tissu épais n’est pas percé par l’aiguille, elle facilite la pénétration de l’aiguille
dans le tissu.
0 : La fonction nouvelle tentative n’est pas disponible.
1 - 10 : La fonction nouvelle tentative est disponible.
3 1
7
1 : Force de retour de la barre à aiguille avant l’exécution de la
fonction nouvelle tentative : 1 (petite) - 10 (grande)
Réglage de la durée d'aspiration du solénoïde de relevage du presseur (Paramètre nº 84)
Permet de changer la durée d'aspiration du solénoïde de relevage du presseur. Si l'échauffement est important, diminuer la valeur.
(Attention) Si la valeur est insufsante, il en résultera un dysfonctionnement. Faire attention lorsqu'on
change la valeur.
Plage de réglage : 50 à 500 ms <10/ms>
4
8
0
52
Fonction de sélection de la courbe de la pédale (Paramètre n° 87)
Cette fonction permet de choisir la courbe de la vitesse de rotation de la machine par rapport au degré
d’enfoncement de la pédale.
Utiliser cette fonction si la commande ne de la pédale est difcile ou si la réponse de la pédale est lente.
7 0
8
2
0 : La vitesse de la machine augmente linéairement lorsqu’on en-
fonce la pédale.
0
1 : La réaction de la machine lorsqu’on enfonce la pédale est plus
lente à la vitesse intermédiaire.
2 : La réaction de la machine lorsqu’on enfonce la pédale est plus
rapide à la vitesse intermédiaire.
Fonction de déplacement en position d'arrêt HAUTE du mouvement initial (paramètre nº 90)
Vitesse (sti/min)
Course de la pédale (mm)
Permet d'activer/désactiver le retour automatique en position d'arrêt HAUTE juste après la mise sous tension.
0 : Désactivée
0 1
9
1 : Activée
– 32 –
1

Fonction ajoutée à l’interrupteur de compensation de points par le relevage/abaissement de l’aiguille
(Paramètre n° 93)
L’opération d’un point ne peut être exécutée que lorsque l’interrupteur de compensation de points par le relevage/
abaissement de l’aiguille est enfoncé lors d’un arrêt sur la position supérieure juste après que l’on a placé l’inter-
rupteur d’alimentation sur marche (ON) ou lors d’un arrêt sur la position supérieure juste après la coupe du l.
0 : Normal (opération de compensation de points par le relevage/abaisse-
1 : Une opération de compensation d’un point (arrêt supérieur / arrêt
Fonction d’exécution ininterrompue de la couture continue + couture pas à pas (Paramétre n˚ 94)
Cette fonction sert à passer d’une étape à l’autre sans arrêter la machine à coudre à la n d’une étape
lors de l’utilisation combinée de la couture continue et de la couture pas à pas au moyen de la fonction de
programmation du panneau de commande IP.
0 : Normal (La machine s’arrête à la n d’une étape.)
1 : La machine ne s’arrête pas à la n d’une étape et passe directement à
Réglage de la vitesse maximale de la tête de la machine (Paramètre n° 96)
Cette fonction permet de régler la vitesse maximale de la tête de la machine que l’on désire utiliser.
La limite maximale de la valeur de réglage varie selon la tête de la machine raccordée.
150 à maxi (sti/min) <50/sti/min>
3 0
9
4 0
9
6
9
ment de l’aiguille seulement)
supérieur) n’est exécutée que lorsque la commutation ci-dessus est
effectuée.
l’étape suivante.
0004
Correction de l'angle de référence de l'arbre principal (paramètre nº 120)
Permet de corriger l'angle de référence de l'arbre principal.
Plage de réglage
– 60 à 60˚ <1 / ˚>
Correction de l'angle de départ en position HAUTE (paramètre nº 121)
Permet de corriger l'angle de départ en position HAUTE.
Plage de réglage
– 15 à 15˚ <1 / ˚>
Correction de l'angle de départ en position BASSE (paramètre nº 122)
Permet de corriger l'angle de départ en position BASSE.
Plage de réglage
– 15 à 15˚ <1 / ˚>
Paramètre de fonction d’économie d’énergie en attente (paramètre de fonction No. 124)
Il est possible d’économiser la consommation d’électricité lorsque la machine est en attente. Noter que le
démarrage de la machine à coudre peut être légèrement retardé si cette fonction est activée.
0: Le mode d’économie d’énergie n’est pas activé.
1: Le mode d’économie d’énergie est activé.
0 0
21
1 0
21
2 0
21
4 0
21
– 33 –

9. Correction automatique du neutre du capteur de pédale
Lors du remplacement du capteur de pédale, du ressort, etc., toujours effectuer l'opération suivante :
❶
Ⓐ
Ⓑ
1) Tout en appuyant sur la touche
, placer l'interrupteur d'alimenta-
❹
tion sur marche.
2) La valeur compensée est afchée
sur l’afcheur Ⓑ.
❷
(Attention) 1. Lors de cette opération, le capteur de pédale ne fonctionne pas correctement si l'on ap-
puie sur la pédale. Ne pas placer le pied ou un objet sur la pédale. Un bip d'avertissement
se fait entendre et la valeur de correction ne s'afche pas.
2. Si un afchage ("-0-" ou "-8-") autre qu’une valeur numérique s’afche sur l’indicateur Ⓑ,
consulter le Manuel de l’ingénieur.
❺❹❸
❻
❼
3) Mettre l'interrupteur d'alimentation sur arrêt, puis le remettre sur marche après avoir fermé le couvercle avant. Le mouvement de la machine redevient normal.
(Attention) Attendre au moins une seconde avant de remettre l’interrupteur d’alimentation sur marche
(ON) lorsqu’on l’a placé sur arrêt (OFF).
(Si la mise sous/hors tension est exécutée plus rapidement, le paramètre peut ne pas chan-
ger normalement.)
10. Sélection des caractéristiques de pédale
Lorsque le capteur de la pédale a été remplacé, modier la valeur du numéro de paramètre 50 selon les
spécications de la pédale neuve connectée.
0: KFL
1: PFL
(Attention) Le capteur de pédale avec
deux ressorts au dos de la
pédale est PFL. Le capteur
de pédale avec un ressort
est KFL. Placer le capteur
de pédale sur PFL lorsqu'on
relève le pied presseur en
appuyant sur l'arrière de la
pédale.
❷
❶
Ⓐ
❺❹❸
❻
Ⓑ
❼
– 34 –

11. Comment activer la fonction de releveur automatique
AVERTISSEMENT
Si le solénoïde est utilisé avec la commande pneumatique sélectionnée, il risque d'être brûlé.
Aussi, ne pas faire d'erreur de paramétrage. Le paramétrage par défaut de la tête de la machine est
afché sur l'afchage initial de l'option activée.
Lorsque le relèveur automatique (AK) est installé, cette fonction permet de le faire fonctionner.
1) Tout en maintenant enfoncée la
❶
Ⓐ
Ⓑ
touche ❺, mettre le dispositif
sous tension.
2) "FL ON" s’afche sur les afcheurs
et Ⓑ et un bip retentit pour activer
Ⓐ
la fonction de releveur automatique.
3) Mettre l’interrupteur d’alimentation
sur arrêt, puis le remettre sur marche
pour revenir au mode normal.
❷
❺❹❸
❻
❼
4) Pour désactiver la fonction de releveur automatique, répéter les opéra-
tions 1) à 3). L'afchage est placé à
l'état "FL OFF".
FL ON : Le releveur automatique est activé. La sélection du releveur automatique de la commande
à solénoïde (+33 V) ou de la commande pneumatique (+24 V) s'effectue avec la touche
❻. (Une commutation est exécutée vers une tension de commande +33 V ou +24 V
de CN37.)
Afchage de la commande à
solénoïde (+33 V)
Afchage de la commande
pneumatique (+24 V)
FL OFF : Releveur automatique désactivé. (Le pied presseur n'est pas relevé automatiquement à la
n d'une couture programmée.)
(Attention) 1. Attendre au moins une seconde avant de remettre l'interrupteur d'alimentation sur
marche (ON) lorsqu'on l'a placé sur arrêt (OFF). (Si on le remet sur marche trop rapide-
ment, la modication du paramètre risque de s'effectuer incorrectement.)
2. Le releveur automatique n'est pas actionné si la fonction n'est pas correctement sélec-
tionnée.
3. Si "FL ON" est sélectionné alors qu'un releveur automatique n'est pas installé, le démarrage est momentanément retardé au début de la couture. Toujours sélectionner "FL OFF"
lorsque le releveur automatique n'est pas installé car autrement l'interrupteur touch-back
pourrait ne pas fonctionner.
– 35 –

12. Procédure de sélection de la fonction de verrouillage
Il est possible d’interdire le paramétrage du nombre de points d’une conguration en activant la fonction de
verrouillage.
1) Tout en maintenant enfoncées les
touche ❺ et ❻, mettre le
dispositif sous tension.
2) "KEY LOCK" s’afche sur les afcheurs Ⓐ et Ⓑ et un bip retentit pour
activer la fonction de verrouillage.
3) Le panneau revient en mode normal
après avoir afché "KEY LOCK" sur
les afcheurs.
❷
❶
Ⓐ
❺❹❸
❻
Ⓑ
❼
4) Lorsque la fonction de verrouillage est activée, "KEY LOCK" s’afche sur les afcheurs à la mise sous
tension.
5) Lorsque les étapes 1) à 3) sont répétées, "KEY LOCK" ne s’afche pas à la mise sous tension et la
fonction de verrouillage est désactivée.
• Afchage de KEY LOCK à la mise sous tension
L’afchage apparaît : la fonction de verrouillage est activée.
L’afchage n’apparaît pas : la fonction de verrouillage est désactivée.
13. Raccordement de la pédale de la machine à travail debout
1) Raccorder le connecteur de la PK70 au connecteur ❶ (CN39 : 12 broches) de la SC-921.
2) Attacher le cordon de la PK70 avec les autres
cordons à l'aide de l'attache-câble ❷ situé sur le
côté de la boîte après l'avoir fait passer dans la
bride de câble.
(Attention) Avant de brancher le connecteur, cou-
❷
❶
per l'alimentation.
– 36 –

14. Connecteur d'entrée/sortie externe
Connecteur d'entrée/sortie externe ❶ (CN50) pour la sortie des signaux suivants, utiles lorsqu'un compteur
ou un dispositif similaire est installé.
(Attention) L'utilisation du connecteur ne doit être effectuée que par un technicien ayant des compé-
tences électriques.
❶
Tableau des signaux et d'implantation des connecteurs
CN50 Nom du signal Entrée/Sortie Description Carac. élect.
1 +5V - Alimentation
2 MA Sortie Signal de rotation 360 impulsions/tour DC5V
3 MB Sortie – DC5V
4 UDET(N) Sortie Le signal "L" est émis lorsque la barre à aiguille se
trouve en positon BASSE.
5 DDET(N) Sortie Le signal "L" est émis lorsque la barre à aiguille se
trouve en positon HAUTE.
6 HS(N) Sortie Signal de rotation 45 impulsions/tour DC5V
7 BTD(N) Sortie Le signal "L" est émis lorsque le solénoïde d'exécu-
tion de points arrière est actionné.
8 TRMD(N) Sortie Le signal "L" est émis lorsque le solénoïde de coupe-
l est actionné.
9 LSWO(P) Sortie Signal de contrôle de requête de rotation (pédale ou
autre)
10 S.STATE(N) Sortie Le signal "L" est émis lorsque la machine à coudre
se trouve à l'arrêt.
11 LSWINH(N) Entrée La rotation par la pédale est interdite lors de l'entrée
du signal "L".
12 SOFT Entrée La vitesse de rotation est limitée à la vitesse douce
lors de l'entrée du signal "L".
13 SGND - Courant
Numéros de piéce d'origin JUKI Connecteur N° de pièce : HK016510130
Contact màle N° de pièce : HK016540000
DC5V
DC5V
DC5V
DC5V
DC5V
DC5V
DC5V, –5mA
DC5V, –5mA
– 37 –

15. Raccordement du capteur d'extrémité du tissu
1) Brancher le connecteur du capteur d'extrémité
du tissu au connecteur (CN54 : 4 broches) ❶ de
la SC-921.
2) Attacher le cordon du capteur d'extrémité du
tissu avec les autres cordons à l'aide de l'attache-câble ❷ situé sur le côté de la boîte après
l'avoir fait passer dans la bride de câble.
3) Attribuer CN54 à l’entrée du capteur d'extrémité
❶
N° de
Nom du
broche
1 +12V
2 +5V
3 OPT_S
4 GND
❷
signal
Remarques
L’alimentation est sélectionnée
d’après le capteur utilisé.
L’entrée du capteur est attribuée
au capteur d'extrémité du tissu.
du tissu en se reportant à
la fonction d’entrée/sortie optionnelle (para-
mètre n° 12)” p. 25
4) Pour utiliser le capteur d'extrémité du tissu avec
le CP-18, régler les fonctions du capteur sur la
boîte de commande en suivant la procédure de
réglage de la fonction. Les fonctions sélectionnables et les numéros de sélection correspondants sont les suivants :
“III-8-⑧ Sélection de
.
・ Fonction du capteur d'extrémité du tissu (Paramètre de fonction N° 2)
Le capteur d'extrémité du tissu est activé.
2
1
0: Le capteur d'extrémité du tissu n’est pas utilisé.
1: Le capteur d'extrémité du tissu est activé.
・ Fonction de coupe du l au moyen du capteur d'extrémité du tissu (Paramètre de fonction N° 3)
Le coupe-l automatique est activé après la détection de l’extrémité du tissu.
3
1
0: La coupe automatique du l n’est pas exécutée.
1: La coupe automatique du l est exécutée.
・ Le nombre de points après l’activation du capteur d'extrémité du tissu (Paramètre de fonction N° 4)
Le nombre de points à coudre jusqu’à ce que la machine à coudre s’arrête après que le capteur d'extré-
mité du tissu détecte l’extrémité du tissu peut être spécié.
4
5
Plage de réglage des données : 0 à 19 <1/point>
・ Fonctionnement en une phase (Paramètre de fonction N° 76)
L’opération en une phase jusqu’à ce que l’extrémité du tissu soit détectée peut être dénie.
7 6
0
0: L’opération en une phase n’est pas exécutée.
1: L’opération en une phase est exécutée.
(Attention) 1. Mettre la machine hors tension avant de brancher le connecteur.
2. Pour l'utilisation du capteur d'extrémité du tissu, consulter son manuel d'utilisation.
Numéro de pièce JUKI d’origine Connecteur HK042310040
Connecteur de broche HK042340000
– 38 –

16. Initialisation des données de paramétrage
Il est possible de ramener tous les paramètres des fonctions du SC-921 aux valeurs par défaut (valeurs standard).
1) Mettre l’interrupteur d’alimentation
sur marche (ON) tout en maintenant
❶
Ⓐ
Ⓑ
les trois touches
enfoncées.
❻
2) "rS"s’afchesurl’afcheur
,
❹
Ⓑ
et
❺
et un
bip retentit pour lancer l’initialisation.
3) Un signal sonore se fait entendre
environ une seconde après (trois
❷
❺❹❸
❻
❼
bips courts) et les paramètres des
fonctions sont ramenés aux valeurs
par défaut.
(Attention) Ne pas couper l'alimentation pendant la remise aux valeurs par défaut. Ceci pourrait détruire
le programme de l'unité principale.
4) Mettre l’interrupteur d’alimentation sur arrêt, puis le remettre sur marche pour revenir au mode normal.
(Attention) 1. Lorsque vous effectuez l’opération ci-dessus, la valeur de correction de position neutre
du capteur de la pédale est également initialisée. Il est donc nécessaire de procéder à
la correction automatique de la position neutre du capteur de la pédale avant d’utiliser
la machine à coudre. (Consulter “III-9. Correction automatique du neutre du capteur de
pédale” p. 34.)
2. Lorsque vous effectuez l’opération ci-dessus, les valeurs de réglage de la tête de ma-
chine sont également initialisées. Il est donc nécessaire de procéder au réglage de la tête
de machine avant d’utiliser la machine à coudre. (Consulter “II-6. Réglage de la tête de la
machine (Uniquement le type de machine à coudre à moteur à entraînement)” p. 10.)
3. Noterqu'aprèscetteopération,lesdonnéesdecouturedéniessurlepanneaudecom-
mande ne sont pas réinitialisées.
IV. ENTRETIEN
1. Retrait du couvercle arrière
AVERTISSEMENT
Pour ne pas risquer une électrocution ou des blessures causées par une brusque mise en
marche de la machine, toujours placer l'interrupteur d'alimentation sur arrêt (OFF) et attendre au
moins 5 minutes avant de retirer le couvercle. Pour ne pas risquer une électrocution lorsqu'un fusible a sauté, toujours placer l'interrupteur d'alimentation sur arrêt (OFF) et corriger le problème
ayant fait sauter le fusible avant de le remplacer et n'utiliser qu'un fusible de même ampérage.
1) Après s'être assuré que la machine est arrêtée,
la mettre hors tension en appuyant sur la touche
OFF de l'interrupteur d'alimentation.
2) Tirer le cordon d'alimentation provenant de la
prise d'alimentation après s'être assuré que l'interrupteur d'alimentation est sur arrêt. Effectuer
les opérations de l'étape 3) après s'être assuré
que la machine est hors tension et avoir attendu
au moins 5 minutes.
– 39 –

3) Desserrer la vis de serrage ❷ sur le couvercle ❶.
Ouvrir le couvercle ❶.
❷
❶
4) Pour fermer le couvercle ❶, resserrer la vis de
serrage ❷ en prêtant attention à l’orientation de
l'attache autobloquante ❸ monté sur le côté de
la boîte.
❸
2. Remplacement du fusible
(1) PWR PCB
(Attention) L’illustration ci-dessous montre le PWR-T PCB. Le type de PCB varie selon la destination.
1) Retirer tous les câbles
connectés à la boîte de
commande.
2) Retirer la tige d’accouple-
❶
❷
ment.
3) Retirer la boîte de commande de la table.
4) Retirer le fusible en tenant la partie en verre du
fusible ❶.
(Attention) Il y a un risque de décharges électriques lorsque le fusible est retiré. Veiller à le retirer une
fois que la diode-témoin ❷ est complètement éteinte.
5) Veiller à utiliser un fusible correspondant à la capacité prescrite.
: Fusible temporisé 3,15 A/250 V (Fusible de protection du circuit d’alimentation)
❶
Numéro de pièce : KF000000080
6) Installer la boîte de commande sur la table. (Consulter
“II-1. Pose sur la table” p. 1
.)
7) Connecter tous les câbles à la boîte de commande.
(Consulter
“II-3. Raccordement des cordons” p. 4
.)
8) Remettre la tige d’accouplement en place.
(Consulter
“II-4. Montage de la tige d'accouplement” p. 8
.)
– 40 –

(2) CTL PCB
1) Ouvrir le couvercle de la boîte de commande.
❸
2) Soulever la partie en verre du fusible
monté sur la CTL PCB du doigt pour
❸
le retirer.
(Attention) Pour éviter une possible décharge électrique, il est nécessaire de retirer le fusible après que
la diode-témoin ❷ de la PWR PCB s’est complètement éteinte.
3) Veiller à utiliser un fusible correspondant à la capacité prescrite.
: Fusible temporisé 6,3 A/250 V (Fusible de protection du circuit d’alimentation du solénoïde)
❸
Numéro de pièce : KF000000030
4) Refermer le couvercle de la boîte de commande.
3. Codes d'erreur
Dans les cas suivants, vérier si le phénomène se reproduit plusieurs fois avant de le considérer comme
une anomalie.
Phénomène Cause Remède
Lorsqu'on bascule la tête de la
machine en arrière, un bip se fait entendre et la machine ne fonctionne
plus.
Les solénoïdes pour la coupe des
ls, l'exécution de points arrière, le
tire-l, etc., ne fonctionnent pas. La
lampe à main ne s'allume pas.
La machine ne fonctionne pas
lorsqu'on appuie sur la pédale juste
après la mise sous tension. Lorsqu'on appuie sur la pédale juste
après avoir enfoncé une fois l'arrière
de la pédale, la machine fonctionne.
La machine ne s'arrête pas lorsqu'on
ramène la pédale au neutre.
La position d'arrêt de la machine
varie (irrégulière).
Le pied presseur ne remonte pas
bien qu'un releveur automatique soit
installé.
L'interrupteur touch-back ne fonctionne pas.
Le mouvement en position HAUTE
ne s'effectue pas lorsque tous les
témoins du panneau s'allument.
La machine ne fonctionne pas. Le cordon de sortie du moteur (4 broches)
On n'a pas mis l'interrupteur d'alimentation
sur arrêt (OFF) avant de basculer la tête de
la machine en arrière. Cette alarme est destinée à assurer la sécurité de la machine.
Lorsque le fusible de protection de l'alimentation des solénoïdes a sauté
La position neutre de la pédale a changé.
(Ceci peut être dû à un changement de
pression du ressort de la pédale, etc.)
On a oublié de resserrer la vis du volant lors
du réglage de la position d'arrêt de l'aiguille.
La fonction de releveur automatique est
désactivée.
La pédale est réglée sur le système KFL. Pour que le pied presseur soit relevé
Le cordon du releveur automatique n'est
pas branché au connecteur (CN37).
Le pied presseur est relevé par le releveur
automatique.
Le releveur automatique n'est pas installé,
mais la fonction du releveur automatique a
été placée à l'état activé.
La machine se trouve en mode de paramétrage des fonctions.
Les cordons attachés ont exercé une pression sur le contacteur de la carte CTL, ce
qui a entraîné le mode ci-dessus.
est débranché.
Le connecteur (CN30) du cordon de signal
du moteur est débranché.
Placer l'interrupteur d'alimentation
sur arrêt (OFF) avant de basculer la
tête de la machine en arrière.
Vérier le fusible de protection de
l'alimentation des solénoïdes.
Exécuter la fonction de correction
automatique du neutre du capteur de
pédale.
Serrer la vis du volant à fond.
Sélectionner "FL ON" par la sélection
de fonction du releveur automatique.
par une pression sur l'arrière de la
pédale, déplacer le cavalier sur la
position PFL.
Brancher correctement le cordon.
Attendre que le pied presseur se soit
abaissé avant d'actionner l'interrupteur.
Sélectionner "FL OFF" lorsque le releveur automatique n'est pas installé.
Retirer le sous-couvercle. Regrouper
les câbles en les acheminant suivant
la méthode normale décrite dans le
mode d’emploi.
Brancher correctement le cordon.
Brancher correctement le cordon.
– 41 –

Les codes d'erreur de ce dispositif sont les suivants. Ces codes d'erreur verrouillent le fonctionnement (ou
limitent les fonctions) et avertissent l'opérateur qu'un problème a été détecté an qu'il puisse prendre les
mesures nécessaires pour qu'il ne s'aggrave pas. Lors d'une demande de service après-vente, indiquer ces
codes d'erreur.
[Procédure de vérication du code d'erreur]
❶
Ⓐ
Ⓑ
1) Tout en maintenant enfoncée la
touche ❸, mettre le dispositif
sous tension.
2) Le dernier code d’erreur s’afche sur
l’afcheur Ⓑ et un bip retentit.
3) Pour vérier le contenu des erreurs
précédentes, appuyer sur la touche
❷
❺❹❸
❻
❼
❸ ou ❹.
(Attention) Lorsqu’on appuie sur la touche ❸, le code d’erreur précédent celui afché apparaît.
Lorsqu’on appuie sur la touche ❹, le code d’erreur suivant celui afché apparaît.
Liste der Fehlercodes
n°
− Couvercle de loge-
E000 Exécution de l'initia-
E003 Débranchement du
E004 Défaillance du capteur
E005 Défaillance du capteur
E007 Surcharge du moteur • La tête de la machine est verrouillée.
E011
(*)
E012
(*)
E013
(*)
E014
(*)
E015
(*)
E016
(*)
E019
(*)
E032
(*)
E041
(*)
* Le numéro d’erreur accompagné d’un astérisque (*) ne s’afche que si une erreur se produit alors que le panneau IP/
IT est connecté à la machine à coudre.
Description de
l'erreur détectée
ment à support ouvert
lisation des données
(Ceci n'est pas une
erreur.)
connecteur du synchroniseur
de position inférieure
du synchroniseur
de position supérieure
du synchroniseur
Le support n’est pas
inséré.
Erreur de lecture • La lecture des données du support n’est
Erreur d’écriture • L’écriture de données sur le support
Protection contre
l’écriture
Erreur de formatage • Impossible d’effectuer le formatage. • Mettre la machine hors tension et vérier le support.
Capacité du support
externe dépassée
Limite de taille de
chier dépassée
Erreur d’interchangea-
bilité de chier
Erreur d’enregistreur
de couture
• Le couvercle de la fente du logement à
support est ouvert.
• La tête de la machine vient d'être remplacée.
• Lorsque l'opération d'initialisation est
exécutée.
• Le signal de détection de position n'est
pas émis par le synchroniseur de la
tête de la machine.
• Anomalie du synchroniseur.
• La courroie est détendue.
• La tête de la machine est incorrecte.
• La poulie de moteur est incorrecte.
• Un tissu dont l'épaisseur dépasse la
valeur admissible pour la tête de la
machine est utilisé.
• Le moteur ne tourne pas.
• Moteur ou circuit d'attaque endommagé.
• Le support n’est pas inséré. • Mettre la machine hors tension et vérier le support.
pas possible.
n’est pas possible.
• L’interdiction d’écriture est activée sur
le support.
• La capacité du support est insufsante. • Mettre la machine hors tension et vérier le support.
• Le chier est trop volumineux. • Mettre la machine hors tension et vérier le support.
• Le chier n’est pas interchangeable. • Mettre la machine hors tension et vérier le support.
• Ce numéro d’erreur s’afche lorsque
survient une erreur de données d’enregistreur de couture.
Cause possible Points à vérier
• Fermer le couvercle.
• Vérier si le connecteur du synchroniseur (CN33)
ne présente pas de mauvais contact ou de déconnexion.
• Vérier si le cordon du synchroniseur n'a pas été
sectionné en se prenant dans la tête de la machine.
• Vérier la tension de la courroie.
• Vérier le paramétrage de la tête de la machine.
• Vérier le paramétrage de la poulie de moteur.
• Vérier si le l de couture n'est pas embrouillé dans
la poulie du moteur.
• Vérier si le connecteur de sortie du moteur (4
broches) ne présente pas de mauvais contact ou de
déconnexion.
• Vérier s'il y a une résistance lorsqu'on tourne le
moteur à la main.
• Mettre la machine hors tension et vérier le support.
• Mettre la machine hors tension et vérier le support.
• Mettre la machine hors tension et vérier le support.
• Vérier s’il y a un problème de données.
– 42 –

n°
E044
(*)
E053
(*)
E055
(*)
E056
(*)
E057
(*)
E065
(*)
E067
(*)
E070 Glissement de la cour-
E071 Connecteur de sortie
E072 Surcharge du moteur
E204
(*)
E205
(*)
E220 Avertissement de
E221 Erreur de graissage • Le nombre de points prédéterminé est
E302 Défaillance du contac-
E303 Erreur du capteur de
* Le numéro d’erreur accompagné d’un astérisque (*) ne s’afche que si une erreur se produit alors que le panneau IP/
IT est connecté à la machine à coudre.
Description de
l'erreur détectée
Erreur de date et
d’heure
Notication concernant l’initialisation de
la fonction de support
de production (il ne
s’agit pas d’une erreur)
Erreur de gestion de
production
Erreur de gestion du
travail
Erreur de moniteur de
temps de pas
Échec de la transmission réseau
Échec de la lecture
d’ID
roie
du moteur débranché
lors de la coupe du l
Insertion USB • Ce message s’afche lorsque la ma-
Avertissement concernant la quantité restante du tampon ISS
graissage
teur de détection de
descente (Lorsque le
contacteur de sécurité
est actionné)
(Capteur de coupe-l)
plaque semi-circulaire
• Ce numéro d’erreur s’afche lorsque
survient une erreur de fonctionnement/
données concernant la date ou l’heure
de la journée.
• Ce numéro d’erreur s’afche après
l’exécution de l’initialisation de la fonction de support de production ou après
la mise à niveau du programme.
• Ce numéro d’erreur s’afche lorsque
survient une erreur de données de
gestion du travail de gestion de production.
• Ce numéro d’erreur s’afche lorsque
survient une erreur de données.
• Ce numéro d’erreur s’afche lorsque
survient une erreur de données de
moniteur de temps de pas.
• Ce message s’afche lorsqu’il n’est
pas possible d’envoyer les données
vers l’ordinateur via le réseau.
• Ce message s’afche lorsque les données du chier d’ID sont altérées.
• La tête de la machine est verrouillée.
• La courroie est détendue.
• Connecteur de moteur débranché. • Vérier si le connecteur de sortie du moteur ne pré-
• De même que E007. • De même que E007.
chine à coudre est activée alors que la
clé USB est insérée.
• Ce message s’afche lorsque le
tampon dans lequel sont stockées les
données ISS est presque plein.
Si l’on poursuit l’utilisation de la ma-
chine à coudre alors que le tampon
est plein, les données stockées seront
supprimées, en commençant par les
plus anciennes.
• Le nombre de points prédéterminé est
atteint.
atteint et la couture n'est plus possible.
• Le signal du contacteur de détection de
descente est émis alors que l'alimentation est établie.
• Le connecteur du détecteur d’inclinaison de la tête de machine est délogé.
• La position du couteau de coupe du l
est incorrecte.
• Le signal du capteur de plaque semi-circulaire ne peut pas être détecté.
Cause possible Points à vérier
• Vérier s’il y a un problème de données.
• Vérier s’il y a un problème de données.
• Vérier s’il y a un problème de données.
• Vérier s’il y a un problème de données.
• Vérier s’il y a un problème de réseau.
• Vérier s’il y a un problème de données.
• Vérier s'il y a une résistance lorsqu'on tourne le
moteur à la main.
• Vérier la tension de la courroie.
sente pas de mauvais contact ou de déconnexion.
• Retirer la clé USB.
• Émettre les données.
• Remettre de la graisse aux points spéciés et annuler l'état d'erreur. (Pour plus d'informations, voir les
données de la tête de machine.)
• Remettre de la graisse aux points spéciés et annuler l'état d'erreur. (Pour plus d'informations, voir les
données de la tête de machine.)
• Vérier si l'on n'a pas basculé la tête de la machine
en arrière sans avoir placé l'interrupteur d'alimentation sur arrêt (OFF) (le fonctionnement de la
machine est alors interdit par mesure de sécurité).
• Vérier si le cordon du contacteur de détection de
descente n'est pas pris dans la machine, etc.
• Vérier si le levier du contacteur de détection de
descente n'est pas bloqué dans une pièce.
• Vérier si le levier du contacteur de détection d’inclinaison n’est pas correctement en contact avec la
table de la machine. (Vérier si la table présente
une entaille ou l’emplacement de montage du montant du plateau est trop éloigné.)
• Vérier si le connecteur du détecteur d’inclinaison
de la tête de machine (CN48) n’est pas desserré ou
délogé.
• Positionnement du capteur de coupe du l
• Régler le paramètre de fonction No. 74 sur 0 (zéro)
lorsque le coupe-l n’est pas installé sur la machine
à coudre.
• Vérier si la tête de la machine correspond bien au
type sélectionné dans le paramétrage.
• Vérier si le connecteur d'encodeur de moteur n'est
pas débranché.
– 43 –

n°
E499 Défaillance des don-
E703
(*)
E704
(*)
E730 Défaillance du codeur • Le signal d'entrée du moteur est incorE731 Défaillance du capteur
E733 Rotation en sens
E799 Expiration du délai de
E808 Court-circuit de solé-
E809 Défaillance du mouve-
E810 Court-circuit d'un solé-
E811 Tension anormale • Un solénoïde en court-circuit a été
E906 Défaillance de trans-
E924 Défaillance de l'entraî-
E942 EEPROM défectueux • Les données ne peuvent pas être
E968 Erreur de la com-
* Le numéro d’erreur accompagné d’un astérisque (*) ne s’afche que si une erreur se produit alors que le panneau IP/
IT est connecté à la machine à coudre.
Description de
l'erreur détectée
nées du programme
simplié
Le panneau de commande est connecté à
une machine à coudre
inattendue. (Erreur de
modèle de machine à
coudre)
Incompatibilité de
version système
de déconnexion du
moteur
inverse du moteur
l’opération de coupe
du l
noïde
ment de maintien
noïde
mission du panneau
de commande
nement du moteur
mande moteur (à
l’intérieur de MC-450)
Cause possible Points à vérier
• Les données du paramètre de com-
mande sont hors de la plage spéciée.
• Le tableau de commande ne correspond pas au modèle de machine à
coudre dans la communication initiale.
• La version système est différente de la
bonne version dans la communication
initiale.
rect.
• Cette erreur se produit lorsque le
moteur tourne à 500 sti/min ou plus
dans le sens inverse de celui indiqué
pendant le fonctionnement.
• L’opération de commande de coupe
du l ne se termine pas dans le temps
prédéni (trois secondes ou moins).
• L'alimentation du solénoïde n'atteint
pas la tension normale.
• Le solénoïde ne passe pas à l'état de
maintien.
• Un solénoïde en court-circuit a été
excité.
excité.
• La tension d'entrée est supérieure à la
valeur nominale.
• Un courant de 200 V a été fourni pour
une SC-921 de caractéristiques 100 V
• JA : Tension de 220 V appliquée à une
boîte de 120 V.
• CE : Tension de 400 V appliquée à une
boîte de 230 V.
• La tension d'entrée est inférieure à la
valeur nominale.
• Un courant de 100 V a été fourni pour
une SC-921 de caractéristiques 200 V
• JA : Tension de 120 V appliquée à une
boîte de 220 V.
• Le circuit intérieur est endommagé par
la surtension appliquée
• Le cordon du panneau de commande
est déconnecté.
• Anomalie du panneau de commande.
• Anomalie de l'entraînement du moteur.
écrites sur l’EEPROM.
• La machine a été remise sous tension
trop tôt.
• Le câble du moteur ou le câble du
codeur a glissé ou s’est cassé.
• Défaillance de la commande moteur
• Saisir à nouveau le programme simplié applicable.
• Régler le programme simplié sur désactiver.
• Connecter le tableau de commande au bon modèle
de machine à coudre.
• Réécrire la version système en spéciant une version utilisable avec le tableau de commande.
• Vérier si le connecteur du signal du moteur (CN30)
ne présente pas de mauvais contact ou de déconnexion.
• Vérier si le cordon du signal du moteur n'a pas été
sectionné en se prenant dans la tête de la machine.
• Vérier si le sens d'insertion du connecteur d'encodeur de moteur n'est pas incorrect.
• Vérier si la tête de la machine correspond bien au
type sélectionné dans le paramétrage.
• Vérier si le l du codeur de moteur d’arbre principal
est bien connecté.
• Vérier si le l de moteur d’arbre principal, pour
l’alimentation, est bien connecté.
• Vérier si la tête de la machine actuellement installée est différente de celle sélectionnée.
• Vérier si le diamètre de la poulie de moteur ne
correspond pas à son réglage (diamètre effectif).
• Vérier si la courroie est lâche.
• Vérier si le cordon de la tête de la machine n'est
pas pris dans le couvercle de poulie.
• Vérier si l'échauffement du solénoïde n'est pas
anormal. (Un circuit de la carte CTL est endommagé.)
• Vérier si le solénoïde n'est pas court-circuité.
• Vérier si la tension d'alimentation n'est pas supé-
rieure à la tension nominale + (plus) 10 %.
• Vérier si le connecteur de commutation 100 V/200
V n'est pas incorrectement positionné.
Dans les cas ci-dessus, la carte d'alimentation
(POWER) est endommagée.
• Vérier si la tension d'alimentation n'est pas infé-
rieure à la tension nominale - (moins) 10 %.
• Vérier si le connecteur de commutation 100 V/200
V n'est pas incorrectement positionné.
• Vérier si le fusible n'a pas sauté ou si la résistance
régénératrice n'est pas endommagée.
• Vérier si le connecteur du panneau de commande
(CN38) ne présente pas de mauvais contact ou de
déconnexion.
• Vérier si le cordon du panneau de commande n'a
pas été sectionné en se prenant dans la tête de la
machine.
• Mettre l’interrupteur d’alimentation sur arrêt (OFF).
• Patienter cinq secondes de plus et remettre la machine sous tension.
• Vérier si le connecteur du câble du moteur/encodeur suivant a glissé ou si le câble s’est cassé.
Connecteurs de câble du moteur : MOT_3D (côté
moteur) - MD_CN3 (côté MC-450)
Connecteurs de câble du codeur : MOT_2D (côté
moteur) - MD_CN2 (côté MC-450)
– 44 –
 Loading...
Loading...