

Page 1
TÜRKÇE
KULLANMA KILAVUZU
Page 2

İÇİNDEKİLER
!
SPESİFİKASYONLAR .............................................................................. 1
.
@
KURULUM ................................................................................................. 1
.
1. M91 ufak boyutlu motor ünitesinin montajı ......................................................................................1
2. Masaya monte etme ............................................................................................................................2
3. Kayışın ayarlanması (M91 kullanılırken) ........................................................................................... 2
4. Kayış kapağının ayarlanması (M91 kullanılırken) ............................................................................3
5. Kabloların bağlanması........................................................................................................................ 4
6. Bağlantı kolunun takılması .............................................................................................................. 11
7. Makine kafasının ayar prosedürü .................................................................................................... 12
8. Makine kafası listesi .............................................................................................................................13
9. Makine kafasının ayarlanması (sadece DDL-9000A için) ..............................................................14
#
. OPERATÖR İÇİN ..................................................................................... 15
1. SC-910N çalıştırma prosedürü......................................................................................................... 15
2. Çalışma paneli ile ilgili açıklamalar ................................................................................................. 17
3. Dikiş çeşidini kullanma prosedürü.................................................................................................. 18
(1) Geriye doğru dikiş çeşidi ............................................................................................................... 18
(2) Üst üste binen dikiş çeşidi ............................................................................................................19
(3) Özel ayar ......................................................................................................................................20
4. SC-910N fonksiyonunu ayarlama .................................................................................................... 22
5. Fonksiyon ayar listesi ......................................................................................................................24
6. Fonksiyon seçimi hakkında ayrıntılı açıklama ...............................................................................31
7. Pedal sensörü nötr noktasının otomatik telasi ........................................................................... 40
8. Pedal spesikasyonlarının seçilmesi.............................................................................................. 40
9. Otomatik kaldırma fonksiyonunun ayarlanması ............................................................................ 41
10. Ayakta çalışılan makinenin pedal bağlantısı .................................................................................. 41
11. Harici giriş/çıkış konektörü .............................................................................................................. 42
12. Malzeme sonu sensörü (ED) bağlantısı ..........................................................................................42
13. Girilmiş olan verilerin sıfırlanması ..................................................................................................43
$
. BAKIM ..................................................................................................... 44
1. Arka kapağın çıkarılması ..................................................................................................................44
2. Sigortanın değiştirilmesi .................................................................................................................. 44
3. Hata kodları .......................................................................................................................................45
i
Page 3
!
SPESİFİKASYONLAR
.
Besleme gerilimi
Frekans 50Hz/60Hz 50Hz/60Hz 50Hz/60Hz
Çalışma ortamı
Giriş 350VA 350VA 350VA
@
KURULUM
.
SC-910N kontrol paneli, ayrıca temin edilebilen ufak boyutlu motor ünitesini (M91) bağlayarak DD (doğrudan
tahrik) sistemli makine kafasında ve kayış sistemi tahrikli kafasında kullanılabilir.
Ufak boyutlu motor ünitesi kullanılacaksa, kontrol panelini masaya monte etmeden önce motor ünitesini
kontrol paneline bağlamak gerekmektedir.
Motor ünitesini aşağıdaki talimatlara uygun olarak kontrol paneline bağlayın.
SC-910N kontrol paneli
Tek faz 100 ile 120V arasında
Sıcaklık: 0 ile 40ºC arasında
Nem: %90 ya da daha az.
A
3 faz 200 ile 240V arasında
Sıcaklık: 0 ile 40ºC arasında
Nem: %90 ya da daha az.
M91 ufak boyutlu motor ünitesi (bu ürün ayrıca temin edilir)
Tek faz 200 ile 240V arasında
Sıcaklık: 0 ile 40ºC arasında
Nem: %90 ya da daha az.
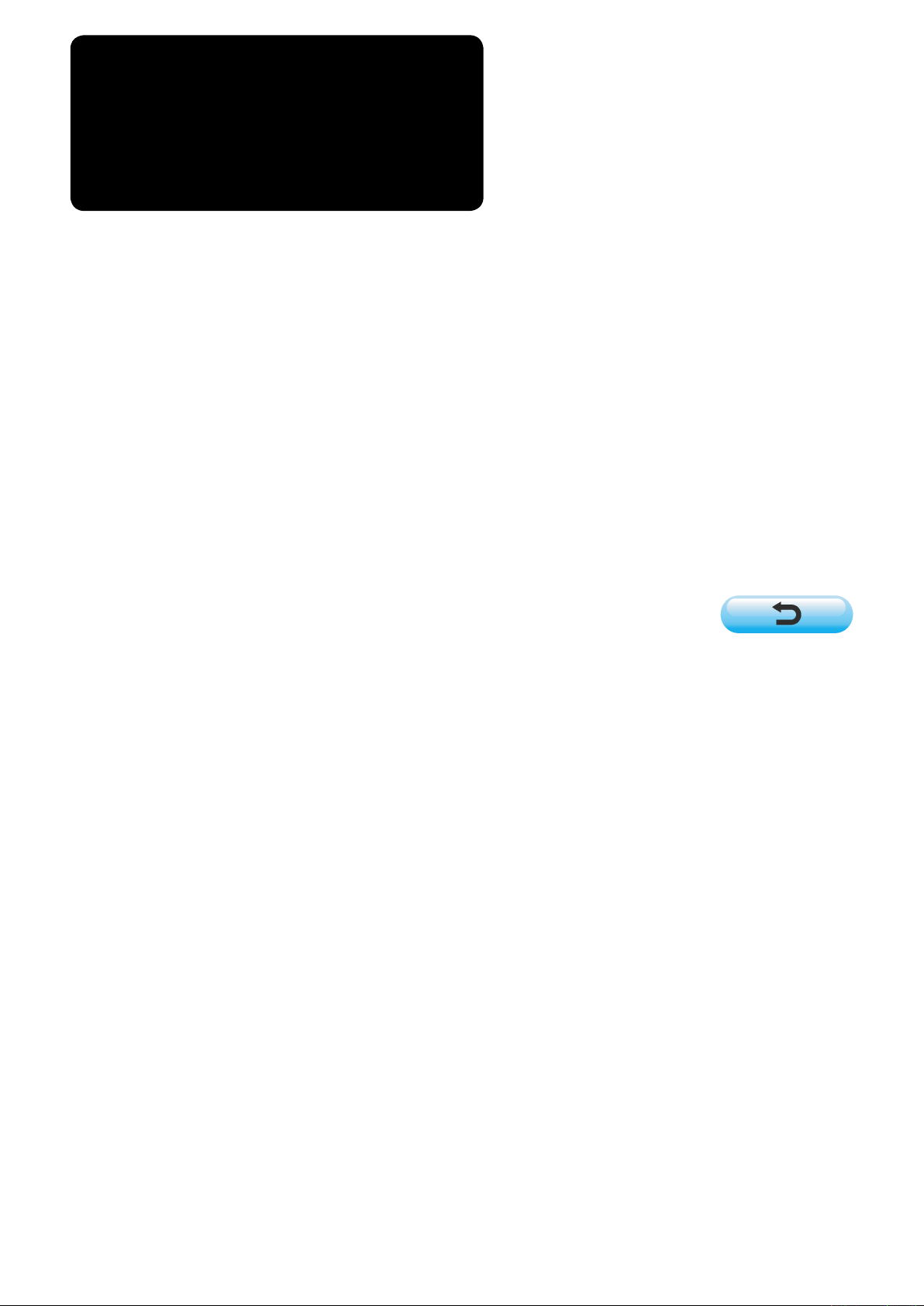
1. M91 ufak boyutlu motor ünitesinin montajı
1) Kontrol panelini, arka kapak kontrol panelinin
2) Kablo tutucusunu A.
3) M91 montaj tabanındaki deliği, montaj plakasın-
4) Cihazla birlikte aksesuar olarak temin edilen
2
1
5) Cihazla birlikte aksesuar olarak temin edilen altı
(Dikkat) 1. Vidayı sıkarken, altı köşe b aşlı
2. Altı köşe başlı anahtar M91 üzerine
3. Motor milinin herhangi bir şeye
altındayken yerleştirin.
daki delikle hizalayın.
gömme başlı vidaları 1 kullanarak geçici olarak
tespit edin.
köşe başlı somun anahtarı 2 kullanarak sağlam
bir şekilde sıkın.
anahtarı vida deliğine iyice yerleşti-
rin.
takılmış olur.
çarpmamasına dikkat edin. (Motor
mili herhangi bir şekilde güçlü darbe alırsa motor hasar görebilir.)
– 1 –
Page 4
2. Masaya monte etme
Düz pul
Yaylı rondela
Altı köşe başlı
somun
1) Üniteyle birlikte aksesuar olarak temin edilen
bağlantı cıvatasını (grup) kullanarak kontrol panelini masaya bağlayın. Şimdi üniteyle birlikte
aksesuar olarak temin edilen somunu ve pulu
şekilde gösterilen biçimde takarak kontrol panelini sağlam bir şekilde tespit edin.
2) Kontrol panelini (ya da ufak boyutlu motorla birlikte) masaya tespit ettikten sonra, makine kafasını masaya yerleştirin. (Dikiş makinesinin Talimat Kılavuzuna bakınız.)
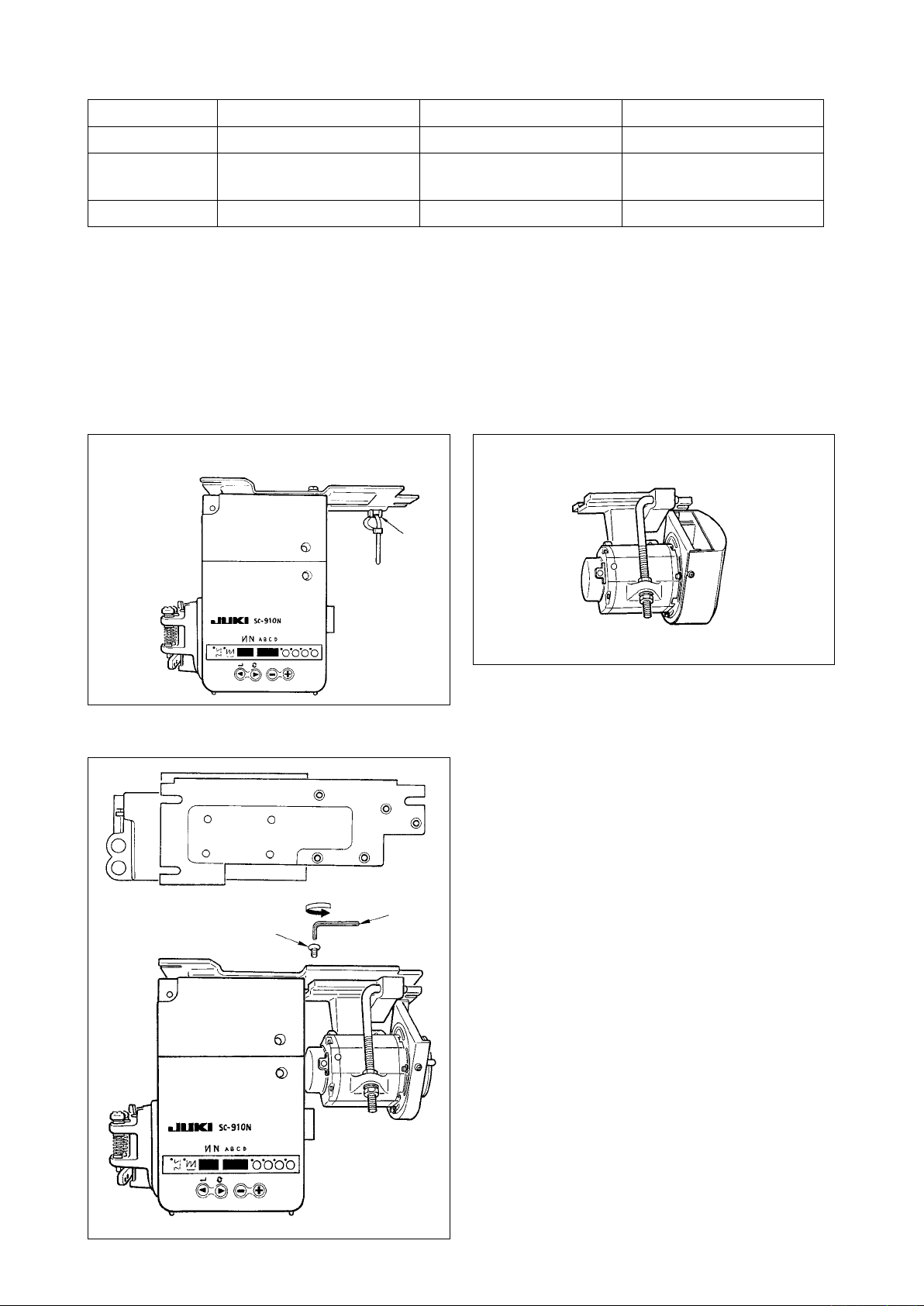
3. Kayışın ayarlanması (M91 kullanılırken)
1) Ayar cıvatasının alt ve üst somunlarını 1 çevirerek kayış gerginliğini ayarlayın ve ayrıca motor merkezinin yüksekliğini ayarlarken, kayışın
üzerine elle bastırıldığında kayış 15 mm (9,8 N)
sarkacak şekilde ayarlayın.
(Dikkat) 1. Kayış gerginliği çok düşükse orta
Yaklaşık 15 mm/9,8 N
1
ve düşük hızlarda dönüş hareketi
düzensiz olur ya da duruş hassasiyeti azalır. Gerginlik çok yüksek ise,
motor hareketindeki bozulma artar.
Dikkatli olun.
– 2 –
Page 5
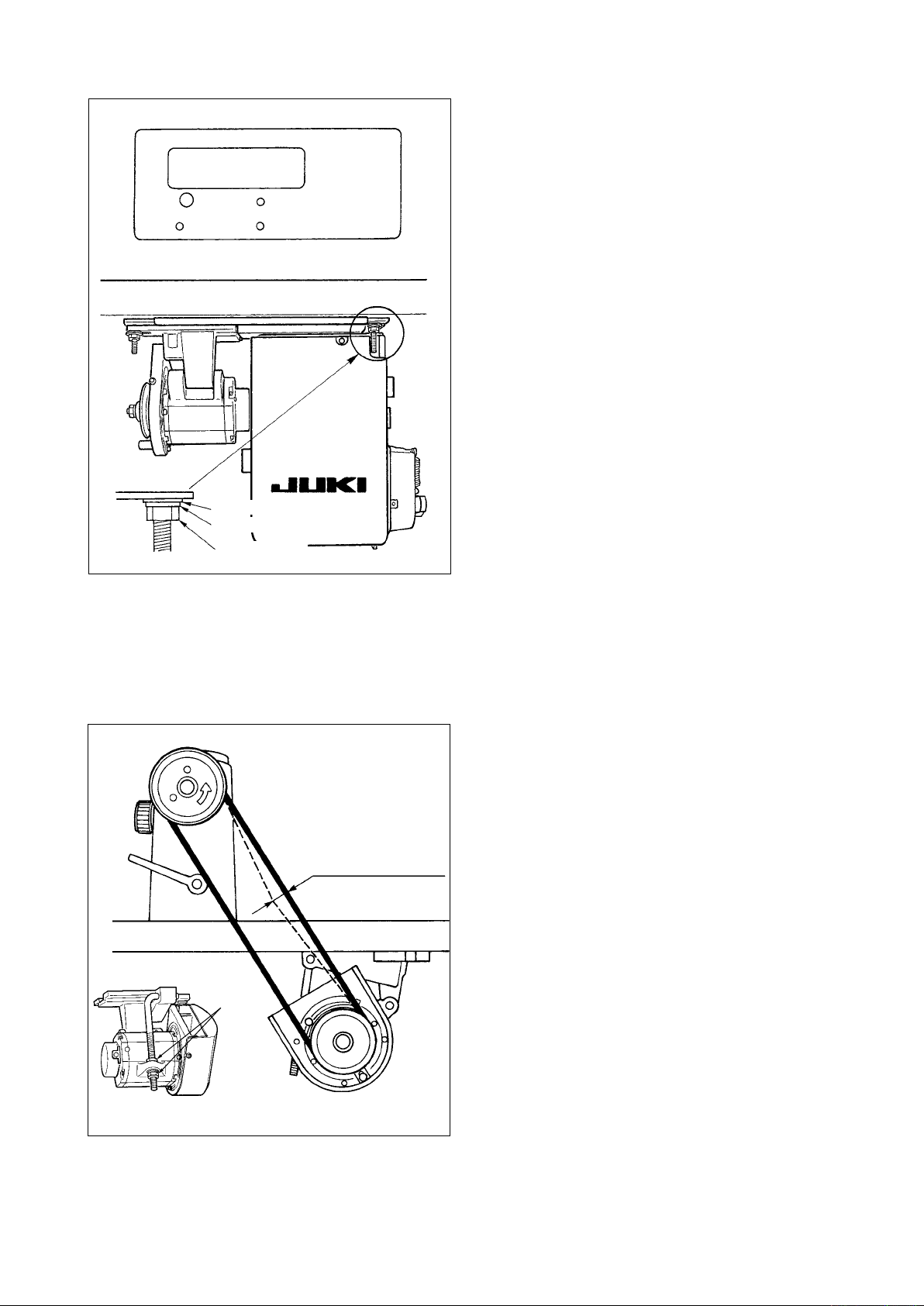
4. Kayış kapağının ayarlanması (M91 kullanılırken)
1) Kapak boşluğunun ayarlanması
Kapak tespit vidasını 1 gevşetin ve kayış kapa-
ğı ile kayış arasındaki sol ve sağ boşluklar birbirine eşit olacak şekilde ayarlayın.
(Dikkat) 1. Cihazla birlikte aksesuar olarak
1
2) İçeri yuvarlanma önleyici pimin ayarlanması
İçeri yuvarlanmayı önleyici pimi ayarlarken, üni-
teyle birlikte aksesuar olarak temin edilen altı
köşe başlı anahtarı kullanarak kayış ile içeri yuvarlanmayı önleyici pim 2 arasında yaklaşık 4
4mm
2
3mm
3
5
mm boşluk olacak şekilde ayarlayın.
(Dikkat) 1. Motorun dönüş yönüne dikkat edin
2. Cihazla birlikte aksesuar olarak
3) Kayışın çıkmasını önleyici pimin ayarlanması
Kayışın çıkmasını önleyici pimi ayarlarken, üni-
teyle birlikte aksesuar olarak temin edilen altı
köşe başlı anahtarı kullanarak kayış ile kayışın
çıkmasını önleyici pim 3 arasında yaklaşık 3
mm boşluk olacak şekilde ayarlayın.
(Dikkat) 1. Cihazla birlikte aksesuar olarak
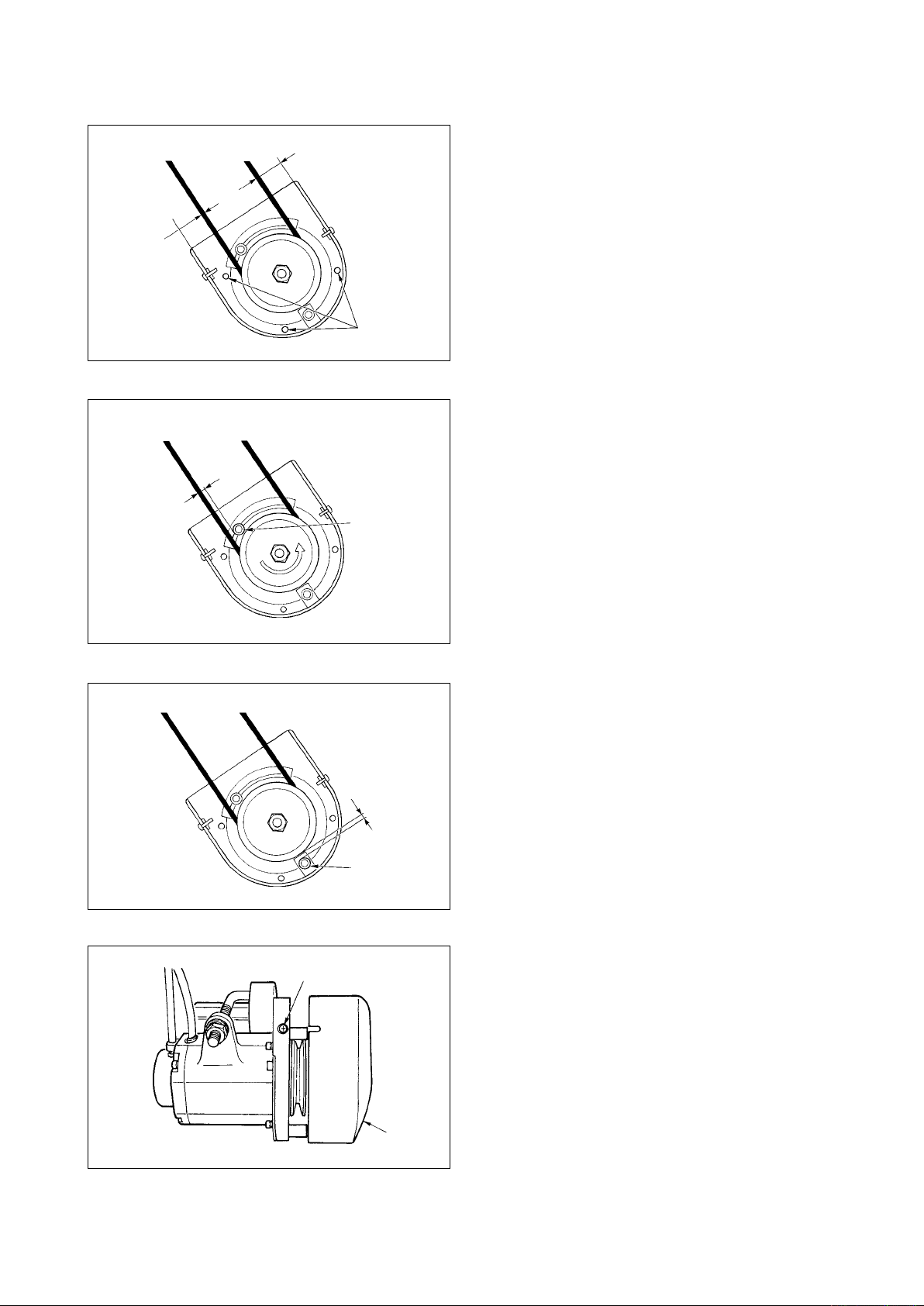
4) Kayış kapağının monte edilmesi
Kasnak dış kapağındaki 4 çentiği, kasnağın iç
kapağındaki vida boşluğuyla 5 ayarlayın ve dış
kapağı iç kapağa yerleştirin.
temin edilen altı köşe başlı somun
anahtarı kullanarak kapağı ayarlayın. Bu durumda vidanın çok gevşek olmamasına dikkat edin.
ve pimin konumunu belirleyin. (Şekildeki konum, motor ok yönünde
dönerken montaj konumudur.)
temin edilen altı köşe başlı somun
anahtarı kullanarak kapağı ayarlayın. Bu durumda vidanın çok gevşek olmamasına dikkat edin.
temin edilen altı köşe başlı somun
anahtarı kullanarak kapağı ayarlayın. Bu durumda vidanın çok gevşek olmamasına dikkat edin.
4
5) Vidayı 5 sıkarak kapak ayarını tamamlayın.
– 3 –
Page 6

5. Kabloların bağlanması
UYARI :
• Dikiş makinesinin aniden çalışmasını önlemek için, bir sonraki çalışmaya, gücü kapalı konuma
getirip 5 dakika ya da daha fazla bekledikten sonra devam edin.
• Hatalı çalışma ya da hatalı spesikasyonlar nedeniyle cihazın zarar görmemesi için, ilgili bütün
konektörlerin belirtilen yerlere bağlanmış olduğunu kontrol edin.
• Kişilerin hatalı çalışma nedeniyle yaralanmasını önlemek için, konektörü mutlaka kilitleyin.
• İlgili cihazların kullanımı ile ilgili ayrıntılar için, cihazları kullanmadan önce cihazla birlikte temin
edilen Talimat Kılavuzunu dikkatle okuyun.
7
8
1
6
Opsiyonel ünite A
2
3
4
5
9
!1
2
1
9
6
7
8
5
!3
3
!2
!0
4
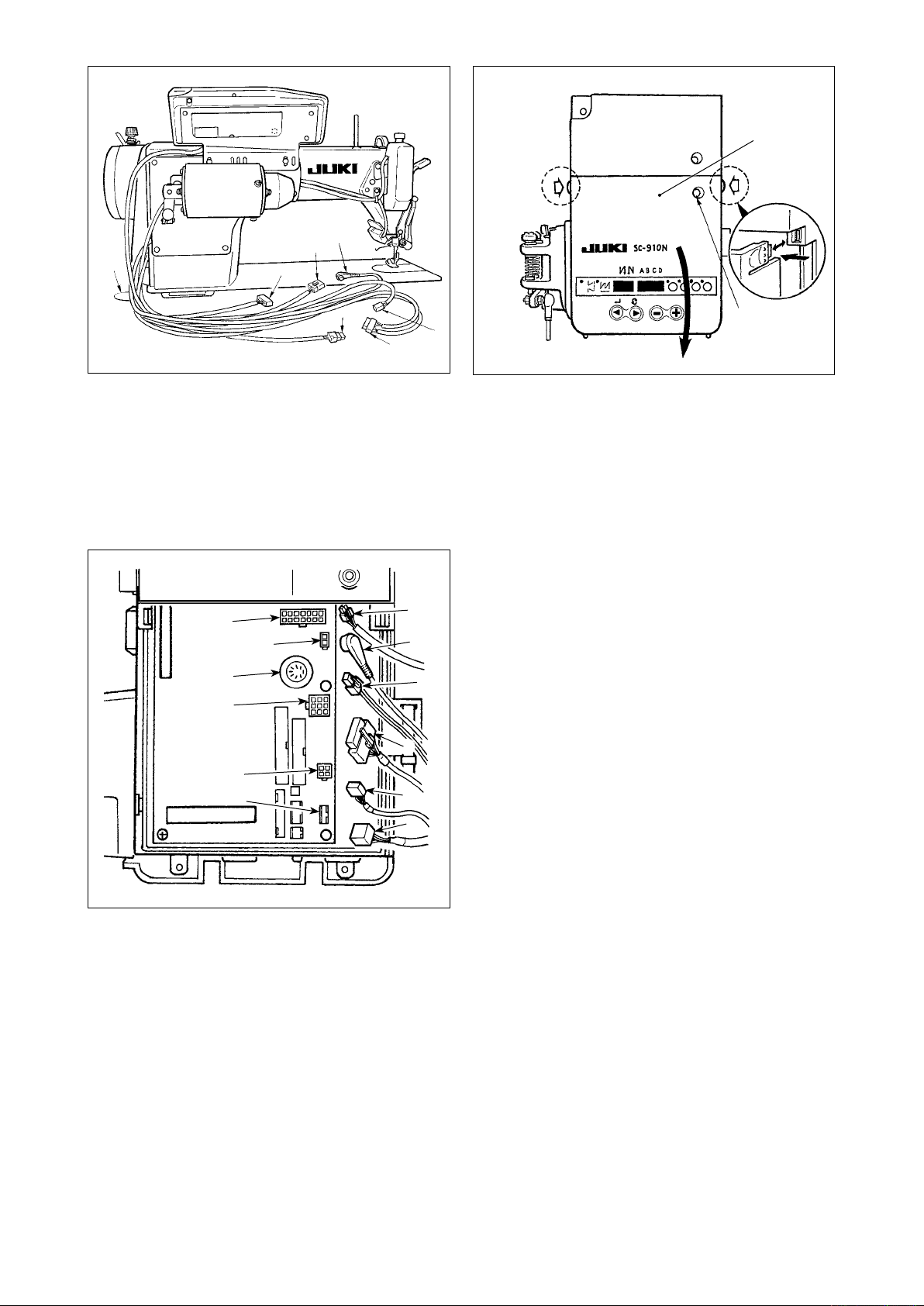
Aşağıdaki konektörler, SC-910N ön yüzünde hazırlanmıştır. Makine kafasına takılı cihazları bağlamak için,
makine kafasından gelen kabloları ilgili noktalara bağlayın.
CN30 Senkronizer: iğne milinin konumunu algılar.
1
CN35 CP-170 panel: programlanan çeşitli dikişler
2
yapılabilir.
(Fonksiyonların ayrıntıları için, her panelin
Talimat Kılavuzuna bakınız.)
CN31 Makine kafası konektörü 4P
3
CN42 Dış giriş/çıkış konektörü: yukarı/aşağı algı-
4
lama sinyali, dönüş hareketi önleme sinyali
vb. girişi/çıkışı hazırlanır.
CN48 Emniyet anahtarı (standart): Gücü kapalı ko-
5
numa getirmeden dikiş makinesi devrilirse,
tehlikelere karşı koruma sağlamak için dikiş
makinesinin çalışmasına izin verilmez.
Opsiyonel düğme: dahili fonksiyonları değiş-
tirerek 6 çeşit fonksiyon seçilebilir.
CN40 Baskı ayağı kaldırıcı solenoidi. (Sadece
6
otomatik baskı ayağı kaldırıcı tipi için)
CN46
7
CN47 Opsiyonel devre kartı bağlantı konektö-
8
CN39 Motor sinyal konektörü
9
Makine kafası solenoidi: İplik kesici, ters dikiş
solenoidi, düzeltme işlemi düğmesi vb.
rü: JUKI standart masurasında kalan iplik
miktarı algılama sensörü vb., kullanırken
gerekir.
CN32 Sabit makine pedalı: JUKI standardı PK-70
!0
vb. Dikiş makinesine dış sinyalle kumanda
edilebilir.
CN34 IP-110 panel (LCD panel): Programlanan
!1
çeşitli dikişler yapılabilir.
CN45 Malzeme sonunu algılama sensörü ED-5
!2
vb.
CN43 Fan
!3
* Opsiyonel A ünitesini ekleyerek, aşağıdaki opsiyonel
JUKI standart cihazları bağlanabilir.
CN128 Sol/sağ iğne saptama
1
CN127 İplik tutma, iplik emme, iplik çekme
2
CN122 İğne soğutucu (alt fan)
3
CN121 Masurada kalan iplik miktarının saptanması
4
CN120 +24V dış güç kaynağı
5
CN123 İğne/masura kalan iplik miktarı saptama
6
sensörü
CN125 Dış arayüz I/F D/A girişi
7
CN126 Sol/sağ kilit SW, LED
8
CN129 İplik tutma, iplik emme, iplik çekme, masu-
9
rada kalan iplik miktarı saptama
– 4 –
Page 7
7
2
3
A
5
6
1
4
1) İplik kesici solenoid ve geri dikiş solenoidi kablolarını 1 vb., senkronizör 2, emniyet düğmesi
, makine kafası 4P bağlantısı 4, motor sinyali
3
, motor çıkışı 6 kablolarını makine tablasının
5
altına yerleştirmek için masadaki A deliğinden
geçirin.
A
F
D
E
C
B
9
2
3
1
4
5
8
2) Ön kapaktaki 7 tespit vidasını 8 gevşetin.
3) Ön kapağın 7 yan kısmına ok yönünde basarak, ön kapağı kendinize doğru açın.
Not : Ön kapağı mutlaka elinizle açın/kapatın.
4) Makine kafasından gelen 14P kodunu 1 konektöre A bağlayın (CN46).
5) Makine kafasından 4 gelen 4P konektörünü
konektöre B bağlayın (CN31). (DDL-9000A için
gerekli değildir.)
6) Makine kafasından gelen 4P kone ktörünü
(emniyet düğmesi) konektöre C bağlayın
3
(CN48).
7) Makine kafasından gelen 7P konektörünü 2
konektöre D bağlayın (CN30). (DDL-9000A için
gerekli değildir.)
8) Makine kafasından (motordan) gelen konektörü
konektöre E bağlayın (CN39).
5
9) Opsiyonel AK138 cihazı takılı ise, AK cihazından
gelen 2P konektörünü 9 konektöre F bağlayın
(CN40).
(Dikkat) 1. AK cihazını kullanırken, otomatik kaldırıcı fonksiyonu seçimini onayladıktan sonra
AK cihazını kullanıp kullanmayacağınızı belirleyin. (Ayrıntılar için 41. sayfada “#-9.
Otomatik kaldırma fonksiyonunun ayarlanması” kısmına bakınız.)
2. Her konektörün bir takış yönü vardır, dolayısıyla takış yönlerini kontrol ettikten sonra
ilgili konektörlerin sağlam takıldığını kontrol edin. (Kilitli tip kullanıyorsanız, konektörleri kilide iyice oturana kadar itin.) Konektörler uygun şekilde takılmamışsa dikiş
makinesi düzgün çalışmaz. Ayrıca sadece sorun ya da hata uyarı mesajı çıkmaz, dikiş makinesi ve kumanda paneli de zarar görür.
– 5 –
Page 8
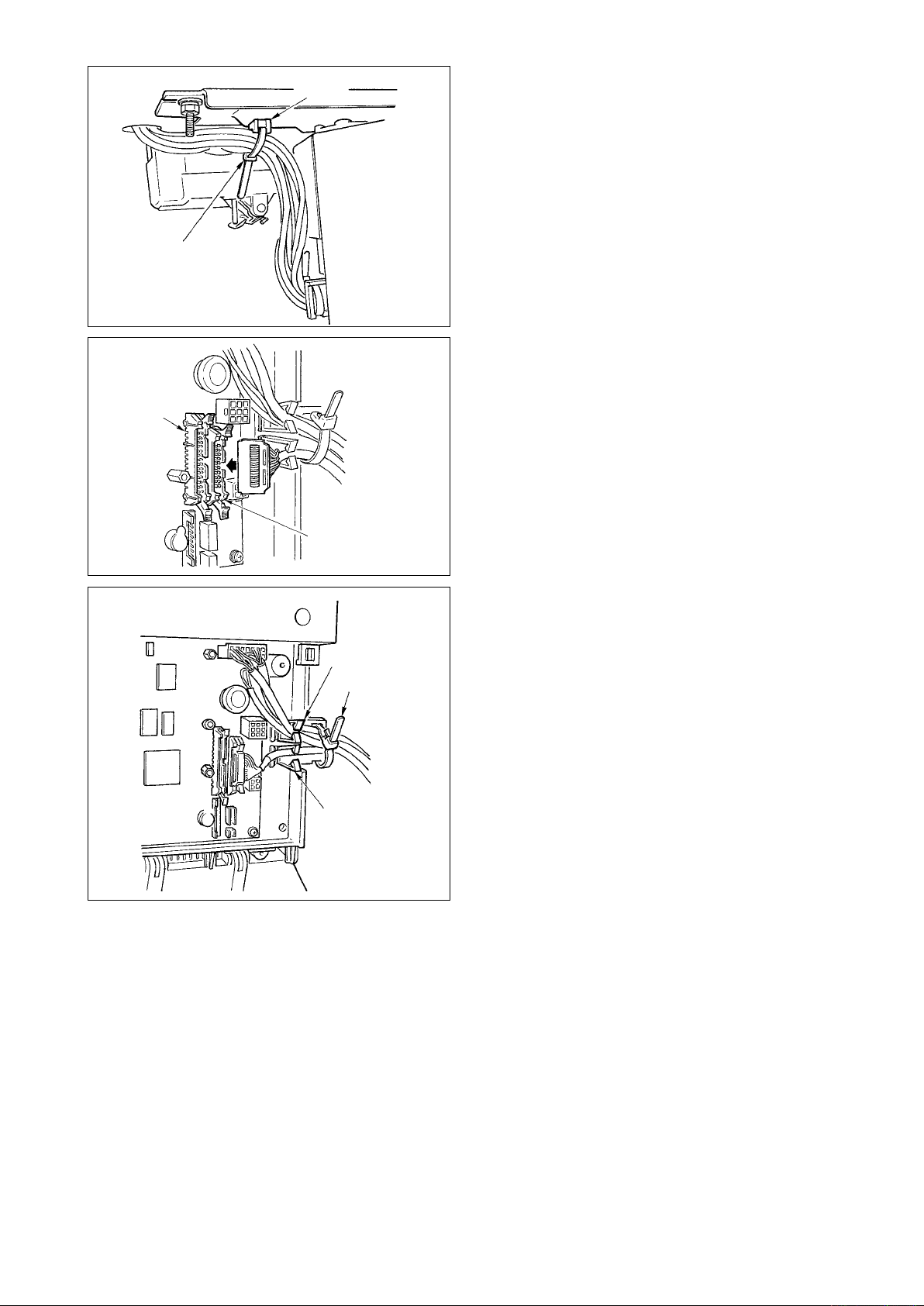
10) Makine kafasından gelen bütün kabloları kablo
!0
!1
bağlantı yerine !1 kelepçeyle !0 bağlayın.
[CP panel konektör bağlantısı]
CP-170 konektörünün bağlantısı için özel konektörler
hazırlanmıştır.
C
Konektörün yönüne dikkat ederek, devre levhası
üzerindeki konektöre B bağlayın. Bağlantıyı yaptıktan sonra konektörü sağlam şeklide kilitleyin.
[IP panel konektörü]
IP-110 bağlantısı konektörü hazırlanır.
B
Konektörü bağlarken, C noktasına kilitlenene kadar
itin.
!4
!3
!2
11) Konektörü taktıktan sonra, panelin yanındaki kelepçeyle !2 birlikte bütün kabloları çekin.
Şimdi, kablo selesinin yukarısında düzenlenen
konektörleri !3 kablo selesinde, kablo selesinin
altında düzenlenenleri de !4 kablo selesinde
toplayın.
(Dikkat) 1. Kablo kelepçesini ve kablo tutucu
bandını ilgili prosedüre uygun şekilde sabitleyin.
2. Konektörü çıkarırken kablo taşıyıcısından çıkarın, çıkarırken kablo
kelepçesinin kancasına bastırın.
– 6 –
Page 9
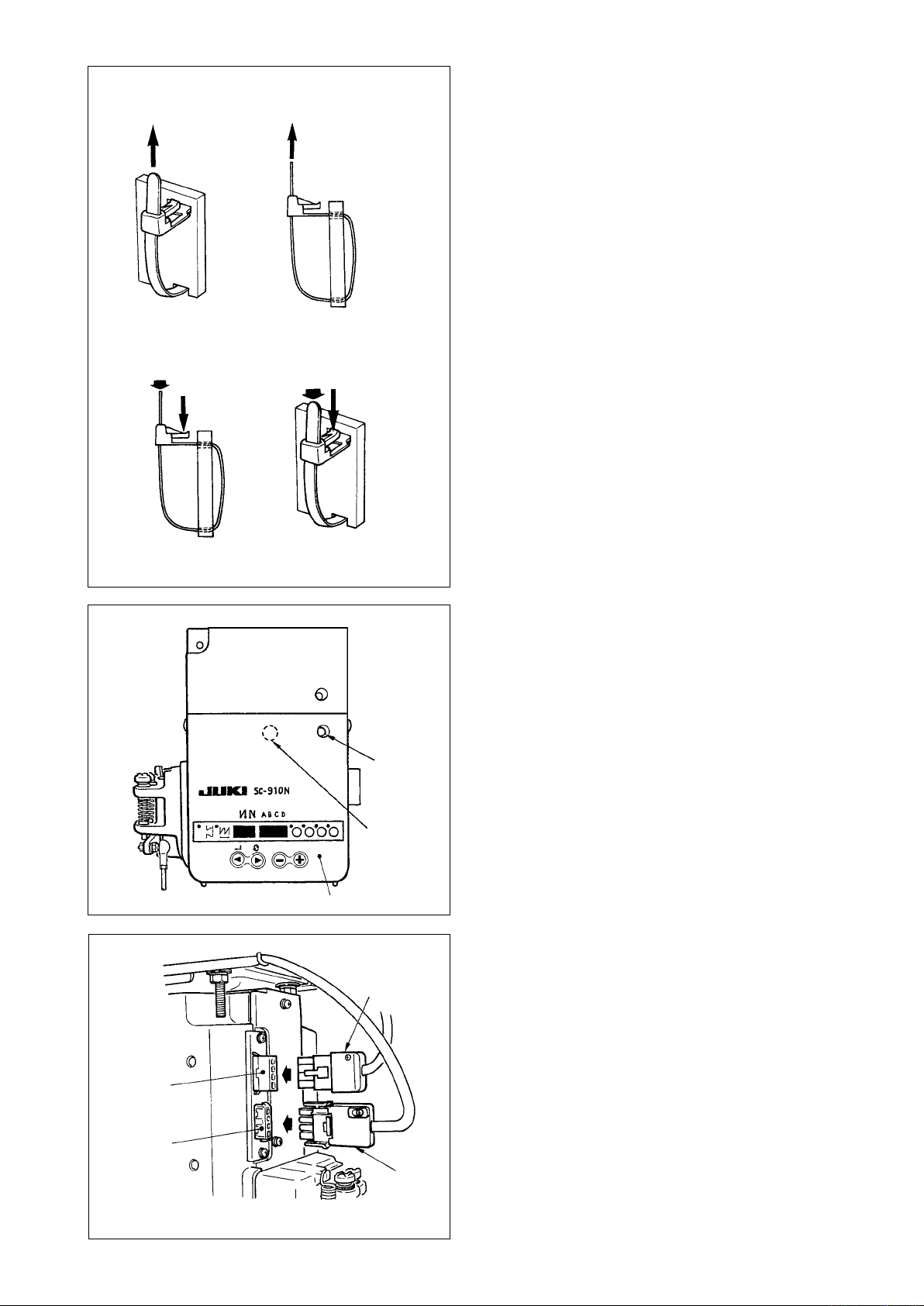
How to x cable clip band
Çekin
Kablo kelepçesinin çıkarılması
!2
Çekin
(Dikkat) 1. Kablo kelepçesini, şekilde gösteril-
diği gibi montaj prosedürüne uygun
olarak sabitleyin.
2. Kelepçeyi çıkarmak için, kelepçenin
kancasına bastırırken, şekilde gösterilen şekilde çıkana kadar kelepçeyi itin.
İtin
Kancayı itmek için bandı iterek çıkarın.
İtin
Kancayı itin
8
12) Kabloyu sıkıştırmaya dikkat ederken ön kapağı
kapatın.
7
kısmına hafçe bastırın ve bir “tıklama” sesi
D
duyana kadar ön kapağı 7 itin.
13) Ardından vida ile 8 sabitleyin.
G
H
7
D
6
14) Motor çıkış kablosunu 6, panelin yan tarafın-
daki konektöre G bağlayın. Güç anahtarının 4P
konektörünü !5, H konektörüne bağlayın.
(Dikkat) Motor çıkış kablosunu, panelin ön yüzü
üzerinden yönlendirin.
!5
– 7 –
Page 10
[Sadece CE spesikasyonları için]
1
3
4
2
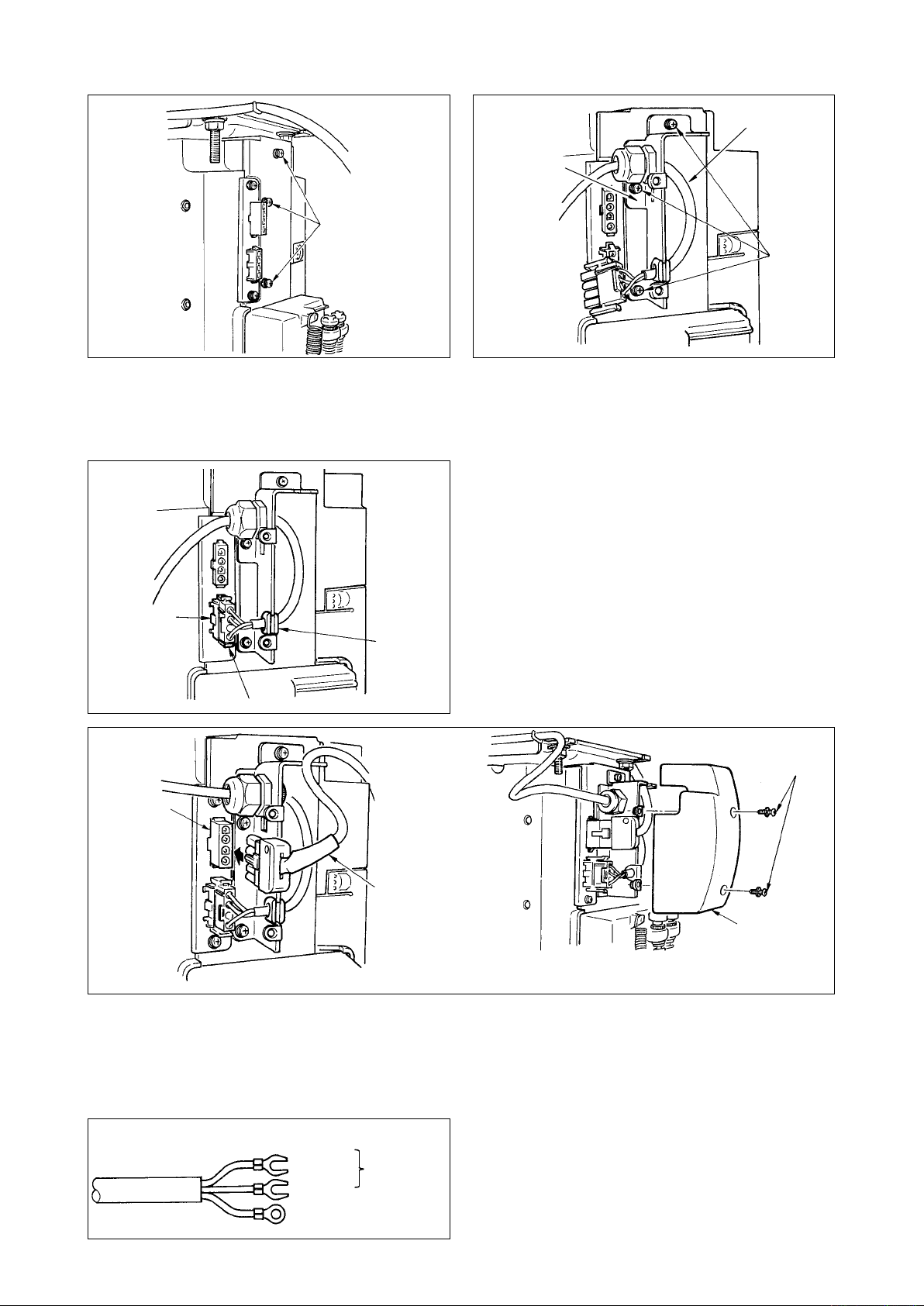
15) Kontrol panelinin yan tarafındaki üç vidayı 1 çıkarın.
6
7
5
9
16) Elektrik kablosu setini 3 ve üniteyle birlikte
aksesuar olarak temin edilen montaj plakasını
şekilde görüldüğü gibi yerleştirin, daha önce
4
çıkarılmış olan üç vidayı 2 kullanarak kontrol
paneli ana ünitesine tespit edin.
17) Elektrik kablosundan gelen konektörü 5, yön
kontrolü yaptıktan sonra aşağıdaki konektöre 6
bağlayın.
(Dikkat) Kauçuk burç 7 eğer montaj plakasın-
dan çıkarsa, montaj plakasındaki yive
oturtun ve yerleştirin.
!1
8
!0
18) Motor çıkış kablosunu 8, panelin yan tarafındaki konektöre 9 bağlayın.
19) Üniteyle birlikte temin edilen iki vidayı !1 kullanarak, üniteyle birlikte temin edilen güç kaynağı kapağını !0 sabitleyin.
(Dikkat) Şimdi motor çıkış kablosunun güç kaynağı kapağına sıkışmamasına ve güç kaynağı
kapağının girinti kısmına yerleşmesine dikkat edin.
CE 1ø 230V
Kahverengi
Mavi
Yeşil/Sarı
(topraklama kablosu)
AC
220V-240V
20) Güç şalterinin takılması
Elektrik kablosunu güç şalterine bağlayın.
[CE spesikasyonları]
Tek faz 230V : Güç kabloları :
sarı (topraklama kablosu)
Kahverengi, mavi ve yeşil/
– 8 –
Page 11
[Voltaj değişim prosedürü (voltaj ayar prosedürü)]
UYARI :
Elektrik şoku ya da dikiş makinesinin aniden çalışarak yaralanmalara sebep vermemesi için, bir
sonraki çalışmaya gücü kapalı konuma getirip 5 dakika ya da daha fazla bekledikten sonra devam edin.
Bilmediğiniz bir işi yaparken ya da elektrik şoku nedeniyle oluşacak kazaları önlemek için, elektrikli
parçalar üzerinde ayar yaparken uzman bir elektrikçi ya da satıcılarımızın bir teknisyenini çağırın.
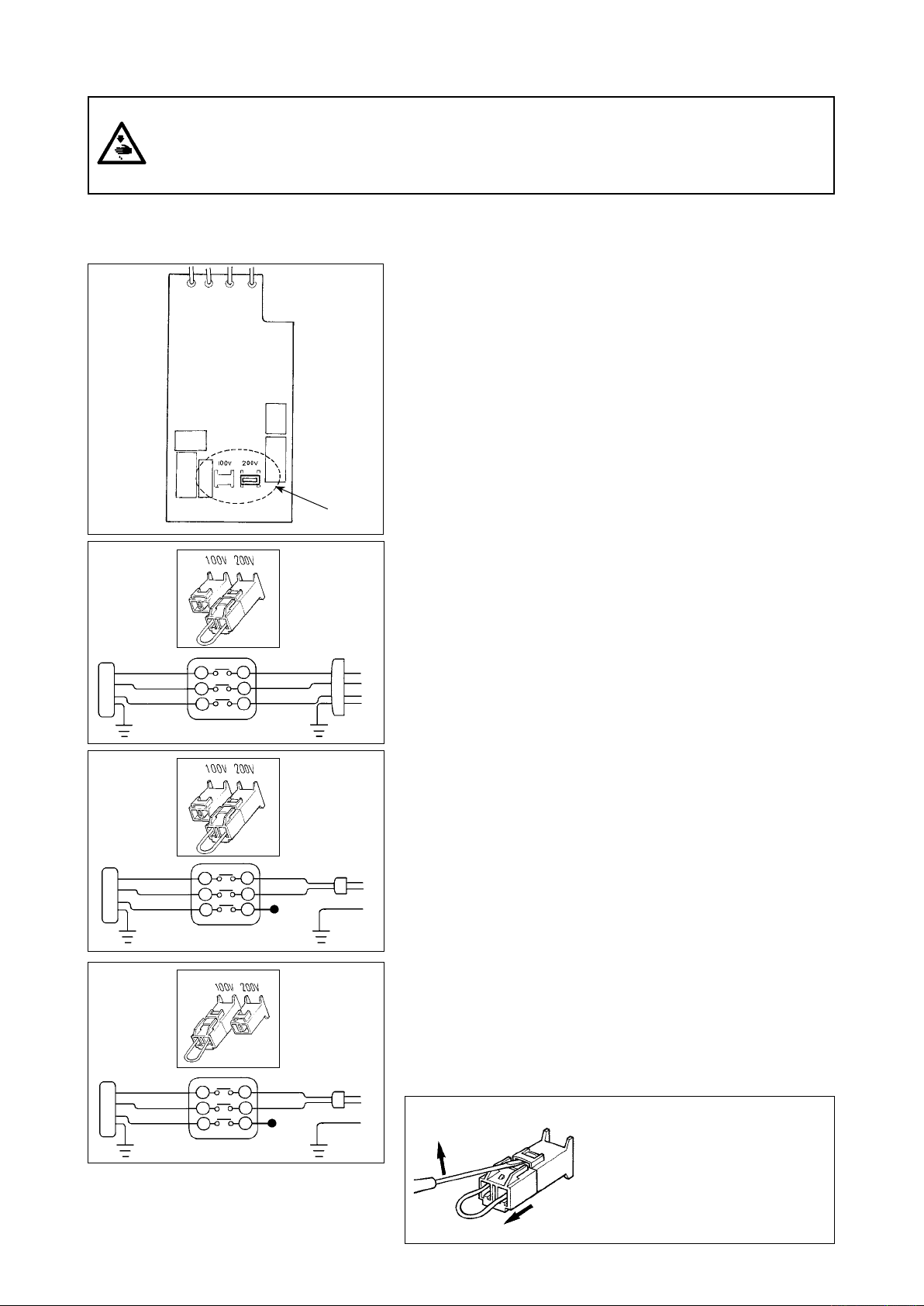
FLT baskılı devre kartına monte edilmiş olan voltaj değişim konektörünü değiştirerek, tek faz 100V ile
120V/3 faz voltajı 200V ile 240V olarak uyarlamak mümkündür.
(Dikkat) Değiştirme işlemi hatalı yapılırsa kontrol paneli bozulur. Dikkatli olun.
Değişim konektörünü değiştirme prosedürü
1. Dikiş makinesinin durduğunu kontrol ettikten sonra, güç
şalterini kullanarak güç kaynağını kapalı konuma getirin.
2. Güç şalterinin kapalı olduğunu kontrol ettikten sonra, elektrik kablosunu elektrik şinden çekin. Ardından beş dakika
ya da biraz daha uzun süre bekleyin.
3. Ön kapağı çıkarın.
4. Kontrol panelinin arka kapağını tespit eden üç vidayı çıkarın ve arka kapağı yavaşça açın.
A. 3 faz 200V/240V kullanılması halinde.
• Değişim konektörünü değiştirme prosedürü
FLT baskılı devre kartının 1 100/200V değişim konektörü-
1
A
(ş tarafı)
BEYAZ
SİYAH
KIRMIZI
YEŞİL/
SARI
BEYAZ
SİYAH
KIRMIZI
YEŞİL/
SARI
B
BEYAZ
SİYAH
KIRMIZI
YEŞİL/
SARI
BEYAZ
SİYAH
KIRMIZI
(ş tarafı)
YEŞİL/
SARI
C
nü 200V değerine bağlayın.
• AC giriş kablosunun krimplenmiş terminalini şekilde görüldüğü gibi elektrik şine takın.
B. Tek faz 100V/120V kullanılması halinde.
• Değişim konektörünü değiştirme prosedürü
FLT baskılı devre kartının 1 100/200V değişim konektörü-
nü 100V değerine bağlayın.
• AC giriş kablosunun krimplenmiş terminalini şekilde görüldüğü gibi elektrik şine takın.
(Dikkat) Yalıtım kablosu ya da benzeri malzeme kullanılma-
mış olan kırmızı terminali güvenli bir şekilde yalıtın.
(Yeterli yalıtım yapılmazsa elektrik şoku ya da kaçak
akım tehlikesi vardır.)
C. Tek faz 200V/240V kullanılması halinde.
• Değişim konektörünü değiştirme prosedürü
FLT baskılı devre kartının 1 100/200V değişim konektörü-
nü 200V değerine bağlayın.
• AC giriş kablosunun krimplenmiş terminalini şekilde görüldüğü gibi elektrik şine takın.
(Dikkat) Yalıtım kablosu ya da benzeri malzeme kullanılma-
mış olan kırmızı terminali güvenli bir şekilde yalıtın.
(Yeterli yalıtım yapılmazsa elektrik şoku ya da kaçak
akım tehlikesi vardır.)
5. Arka kapağı kapamadan önce, değişimin hatasız şekilde
yapıldığını kontrol edin.
6. Kablonun arka kapak ile kontrol paneli ana ünitesi arasına
sıkışmamasına dikkat edin. Arka kapağı alt tarafından bastırarak kapatın ve üç vidayı sıkın.
BEYAZ
SİYAH
KIRMIZI
YEŞİL/
SARI
BEYAZ
SİYAH
KIRMIZI
YEŞİL/
SARI
(ş tarafı)
[Konektörü yerleştirme/çıkarma noktası]
Değişim konektörünü çıkarmak zor
oluyorsa, ufak bir tornavida yerleştirip ve şekildeki ok yönünde bastırırsanız konektör kolaylıkla çıkar.
– 9 –
Page 12
[LA için güç şalteri kullanılması halinde]
Aşağıdaki parçaların ayrıca satın alınması zorunludur.
JUKI Parça Numarası Tanım Miktar Hatırlatmalar
40012006 LA için A’yı kur 1 3 faz 200/240V için
40012007 LA için B’yi kur 1 Tek faz 100/120V için
LA için güç şalterini ayrıca hazırlayın.
1
2
3
15) Kontrol panelinin yan tarafındaki üç vidayı 1
çıkarın.
7
5
6
4
9
16) Kapak bağlantı parçalarını 2, 15) adımı sırasında çıkarılmış olan üç adet 3 vidayı kullanarak
kontrol paneli ana ünitesine sabitleyin.
3
17) Elektrik kablosundan gelen konektörü 4, yön
kontrolü yaptıktan sonra aşağıdaki konektöre 5
bağlayın.
(Dikkat) Kauçuk burcu 6 montaj plakasındaki
yive oturtun ve yerleştirin.
18) LA için güç şalteri ile birlikte temin edilen somunu 7 elektrik kablosundan geçirin ve kabloyu
kablo borusuna yerleştirin (ok işareti).
Bağlantı parçalarını somun 7 kullanarak her iki
taraftan sağlam bir şekilde sabitleyin.
!1
8
!0
19) Motor çıkış kablosunu 8, panelin yan tarafındaki konektöre 9 bağlayın.
Üniteyle birlikte temin edilen iki vidayı !1 kullanarak, üniteyle birlikte temin edilen güç kaynağı kapağını
sabitleyin.
!0
(Dikkat) Şimdi motor çıkış kablosunun güç kaynağı kapağına sıkışmamasına ve güç kaynağı
kapağının girinti kısmına yerleşmesine dikkat edin.
– 10 –
Page 13
JUS 3ø 220V
JUS 1ø 120V
Siyah
Kırmızı
Beyaz
Yeşil/Sarı
(Topraklama kablosu)
Siyah
Beyaz
Yeşil/Sarı
(Topraklama kablosu)
AC
200V-240V
AC
100V-120V
@1
20) Güç şalterinin takılması
Elektrik kablosunu güç şalterine bağlayın.
[JUS spesikasyonları]
3 Faz 220V : siyah, beyaz, kırmızı ve yeşil/sarı
(topraklama kablosu)
Tek faz 120V : Güç kabloları : siyah, beyaz, ve yeşil/
sarı (topraklama kablosu)
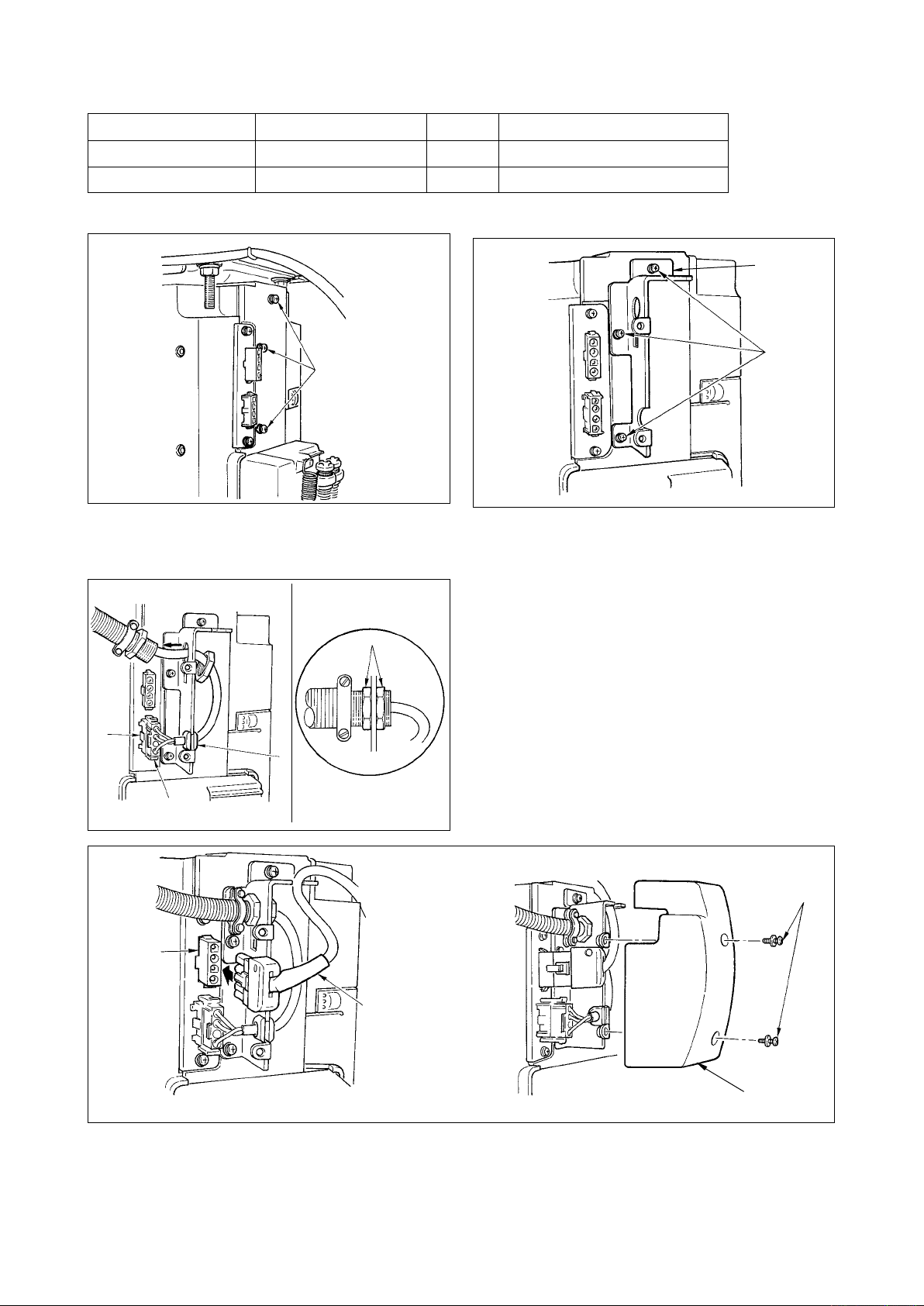
21) Güç anahtarının kapalı konumda olduğunu kontrol edin ve güç anahtarından gelen besleme
kablosunu @1 elektrik ş soketine takın. (Çizim,
100V tipi Japon spesikasyonu içindir.)
(Caution) 1. Elektrik kablosunun @1 üst ucu,
kullanım yeri ya da voltaj kaynağına
göre değişiklik gösterir. Düğmeyi yerleştirmeden önce, besleme
voltajı ile kontrol paneli üzerinde
belirtilen voltaj değerini tekrar karşılaştırın.
2. Elektrik düğmesini emniyet standartlarına göre hazırlayın.
3. Topraklama kablosunu (yeşil/sarı)
bağladığınızdan emin olun.
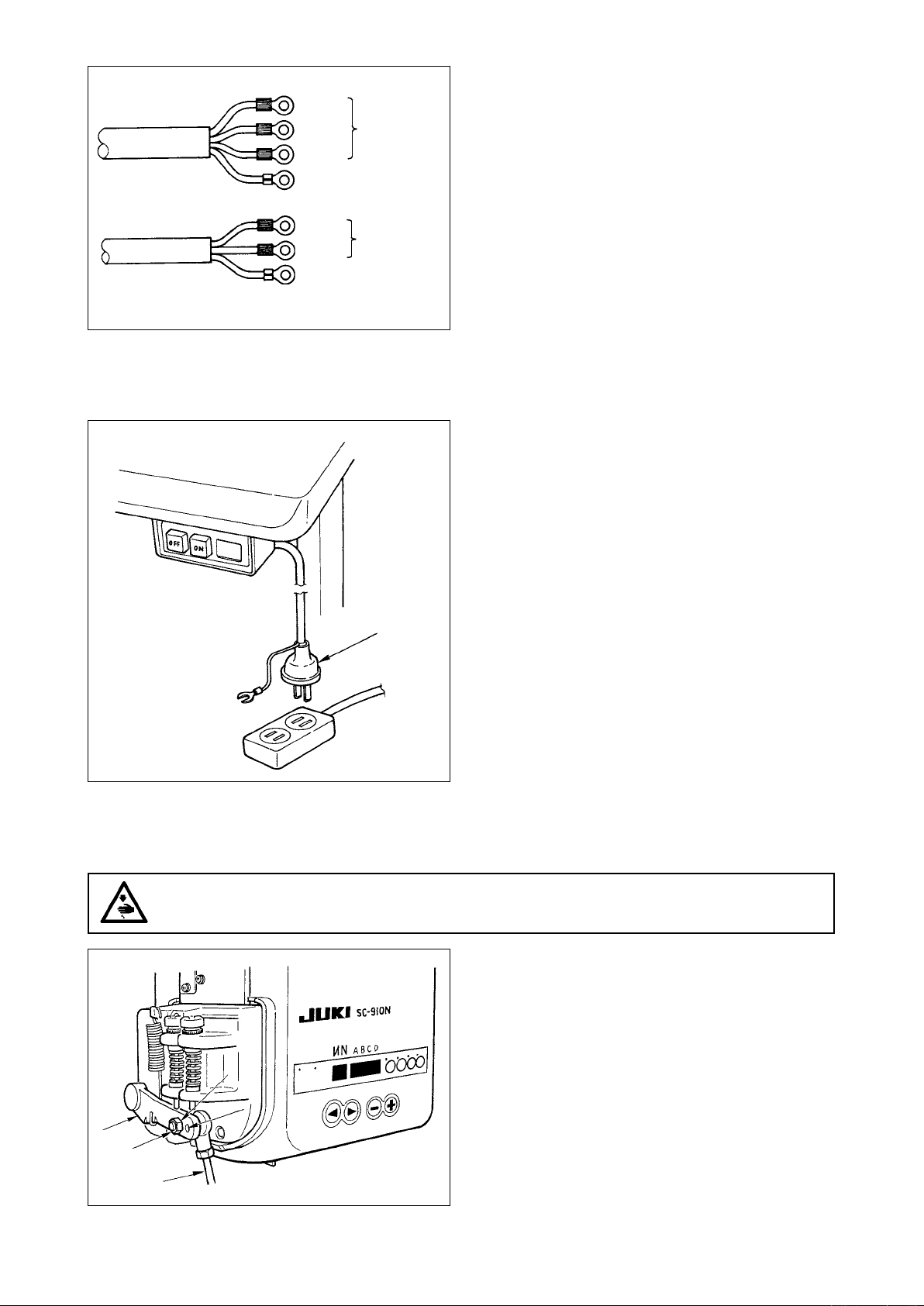
6. Bağlantı kolunun takılması
UYARI :
Dikiş makinesinin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü
kesip mutlaka 5 dakika ya da biraz daha fazla bekledikten sonra başlatın.
3
A
2
B
1
1) Bağlantı kolunu 1, pedal kolu 2 montaj deliği-
ne B somun 3 kullanarak sabitleyin.
2) Bağlantı kolunun 1 montaj deliğine A yerleştirilmesi halinde pedalın basma stroku artar, pedalın orta hızda çalışması daha kolay olur.
– 11 –
Page 14
7. Makine kafasının ayar prosedürü
UYARI :
DDL-9000A dışındaki makine kafaları için 7, 8 ve 9 numaralı işlemler gerekli değildir. Makine kafası
konektörü yerleştirilince, makine kafası otomatik olarak seçilir.
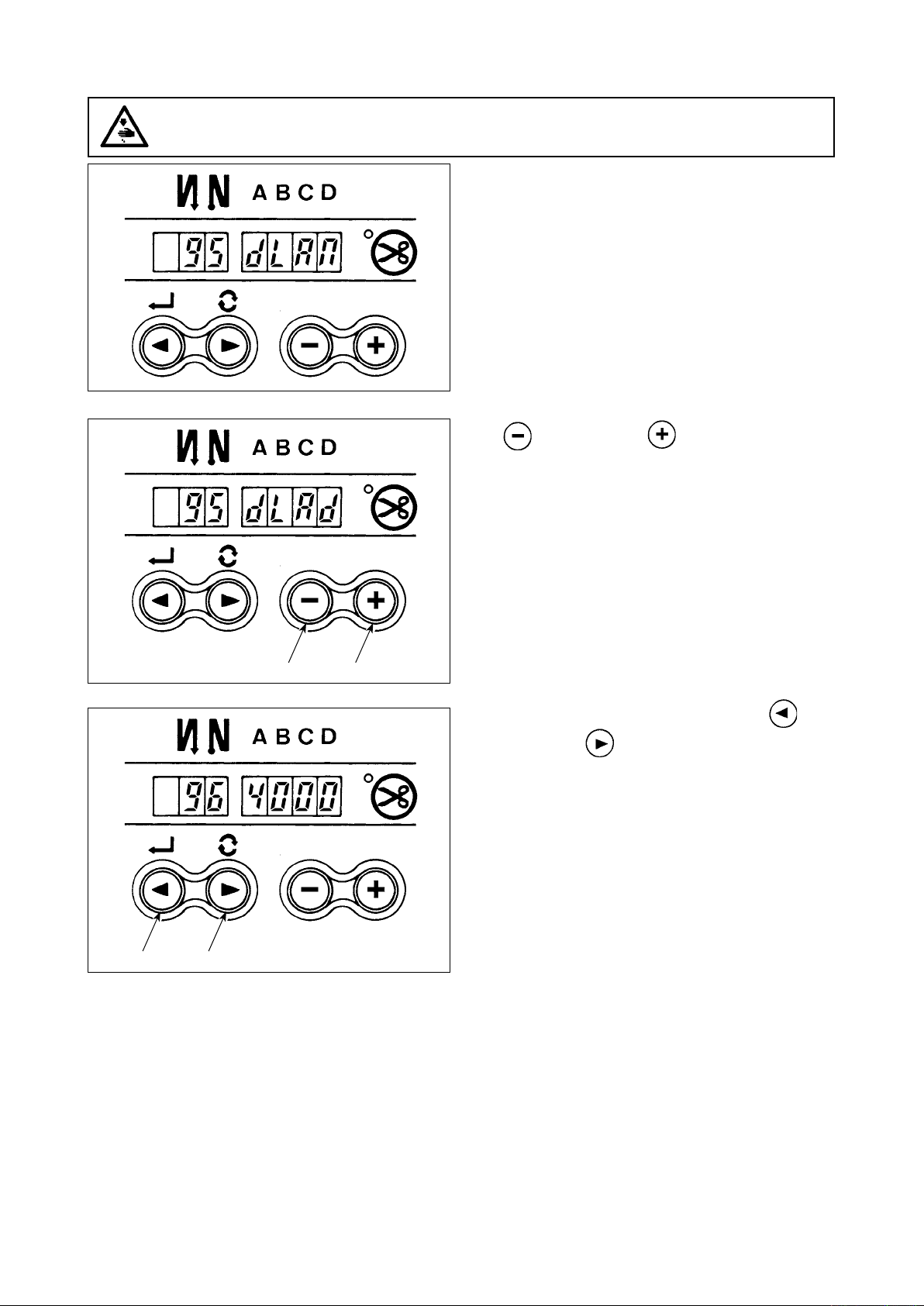
1)
22. sayfada
ayarlama
"#-4.
bölümüne bakınız ve 95 numaralı
"
SC-910N fonksiyonunu
fonksiyon ayarını çağırın.
2) düğmesine 3 ( düğmesi 4) basarak
makine kafası tipi seçilebilir.
1
2
3
4
3) Makine kafası tipini seçtikten sonra, düğmesine 1 ( düğmesi 2) basınca 96 ya da
94 numaralı adıma geçilir ve ekran görünümünde otomatik olarak makine kafası tipine denk
düşen ayar içeriğine geçilir.
(Dikkat) Makine kafası tipi değiştiği zaman,
daha önce değiştirilmiş olan içerikler
standart ayar değerlerine geri döner.
– 12 –
Page 15
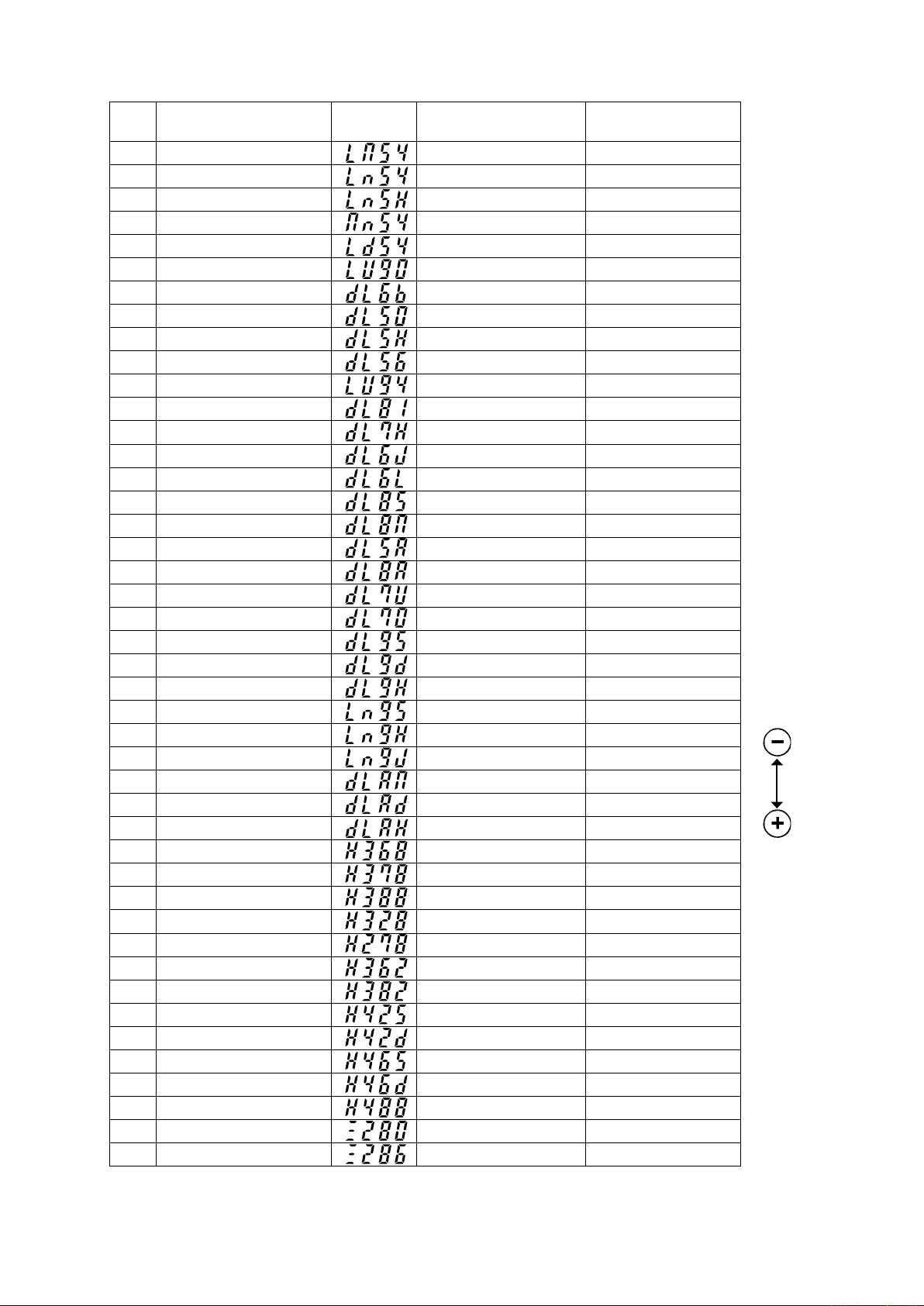
8. Makine kafası listesi
No. Makine kafası
Ekran görü-
nümü içeriği
Ekran görünümü içeriği
Teslim sırasındaki devir sayısı (dev/dak)
Maksimum devir sayısı
1 DLM-5400 4000 4500
2 DLN-5410 4000 5000
3 DLN-5410H 3500 4000
4 DMN-5420 4000 5000
5 DLD-5430 4000 4500
6 DLU-5490 4000 4500
7 DDL-5600B 3700 4000
8 DDL-5550, DDL-8700 4000 5000
9 DDL-5550H 3500 4000
10 DDL-5556 4000 4000
11 DLU-5494 3500 4000
12 DDL-5581 4000 5000
13 DDL-5571H 3500 4000
14 DDL-5600J 4000 4000
15 DDL-5600L, U, R 3000 3000
16 DDL-5581S 2000 3500
17 DDL-5581M 4000 4000
18 DDL-5550A 4000 4000
19 DDL-5581A, K 4000 4000
20 DDL-5571U 3500 3500
21 DDL-5700 4000 4000
22 DDL-9000S 4000 5000
23 DDL-9000D 4000 4000
24 DDL-9000H 4000 4500
25 DLN-9010S 4000 5000
26 DLN-9010H 3500 4000
27 DLN-9010J 3500 4000
28
*
DDL-9000A SS/MA/MS
4000 5000
29 DDL-9000A DS 4000 4000
30 DDL-9000A SH 4000 4500
31 LH-3168 3000 3000
32 LH-3178 3000 3000
33 LH-3188 3000 3000
34 LH-3128 3000 3000
35 LH-2178 4000 4000
36 LH-3162 3000 3000
37 LH-3182 3000 3000
38 LH-4128S 3600 4000
39 LH-4128D 3000 3000
40 LH-4168 3200 3200
41 LH-4168D 3000 3000
42 LH-4188 3200 3200
43 LZ-2280 4000 5000
44 LZ-2286 4000 5000
(dev/dak)
Teslim sırasında ayarlanmış olan makine kafası
*
– 13 –
Page 16

9. Makine kafasının ayarlanması (sadece DDL-9000A için)
UYARI :
Elle çevrilen kasnak üzerindeki beyaz işaret noktası ile kapak konkavı arasındaki kayma eğer iplik
kesiminin ardından aşırı miktarda ise, aşağıdaki işlemi uygulayarak makine kafasının çalışma
sırasındaki açısını ayarlayın.
A
1) düğmesine 2 ve düğmesine 3 aynı
anda basarak gücü açık konuma getirin.
2) Göstergede görülür (A) ve ayar moduna
geçiş yapılır.
2
3
3) Kasnağı elinizle çevirin, referans sinyali saptan-
B
dığı zaman göstergede B görülür.
(Verilen değer referans olarak verilmiştir.)
6
4) Bu aşamada, elle kullanılan kasnak üzerindeki
beyaz nokta 5 ile kasnak kapağı konkavını 6
şekilde görüldüğü gibi aynı hizaya getirin.
5
5) Ayar işlemini bitirmek için düğmesine 4
basın.
(Verilen değer referans olarak verilmiştir.)
4
– 14 –
Page 17

#
. OPERATÖR İÇİN
1. SC-910N çalıştırma prosedürü
1
Güç açık konumda göstergesi
[Çalışma paneli bağlı değilse]
1) Gücü açık konuma getirmek için, güç şalterinin
açma düğmesine 1 basın.
(Dikkat) Güç gösterge LED’i, enerji düğmesi
AÇIK konuma getirildiği halde yanmıyorsa, gücü derhal KAPALI konuma
getirip voltajı kontrol edin.
Ayrıca, böyle bir durumda güç anah-
tarını KAPALI konuma getirdikten 2-3
dakika sonra yeniden AÇIK konuma
getirin.
(Aşırı voltaj girişi olduğu zaman, koru-
yucu devre çalışır ve enerji düğmesinin
tamamen KAPALI konuma gelmediği
hale döner.)
[Çalışma paneli bağlı ise]
B
A
Çalışma paneli (CP-170 ve IP-110) kullanılmadığı zaman
Kontrol panelinin ön kapağındaki geriye doğru dikiş ya da üst üste
binen dikiş göstergesi LED’i yanar. (A)
* Makine kafasına bağlı olarak, makine kafasına ankastre yerleş-
tirilmiş olan güç göstergesi LED’i yanar.
Çalışma paneli (CP-170 ve IP-110) kullanıldığı zaman
CP-170 ya da IP-110 elektrik lambası yanar.
Kontrol panelinin ön kapağındaki sayı gösterge penceresinin iki
noktası B yanar.
(Dikkat) Gücü açık konuma getirdikten hemen sonra ses
sinyali gelmeye devam ederse, kablo uygun
şekilde bağlanmamış olabilir ya da voltaj uygun
olmayabilir. Gücü kapalı konuma getirmek için,
güç şalterinin kapama düğmesine 2 basın.
2) İğne mili YUKARI konumda değilken, otomatik olarak YUKARI konuma döner.
(Dikkat) Gücü ilk kez açık konuma getirirken, çalışmayı başlatırken zamanda biraz gecikme olur.
Güç açık konuma getirilince iğne mili hareket eder. Elinizi ya da herhangi bir cismi iğne
milinin altına koymayın, burada iplik kesme yapılır.
3) Pedalın ön kısmına 3 basılınca, dikiş makinesi
bu basma miktarına bağlı olarak belli bir devir
sayısında çalışır. Pedal nötr konuma döndüğü
5
4
3
– 15 –
zaman dikiş makinesi durur.
4) Pedalın arka tarafına 4 hafif basılınca baskı
ayağı yukarı kalkar. (Sadece PFL tipi için)
5) Pedalın arka tarafına 5 güçlü bir şekilde basılınca iplik kesme gerçekleşir.
(Dikkat) KFL ve PFL tiplerinde, iplik kesme
giriş noktası birbirinden farklıdır.
Page 18

6
6) Çalışma paneli 6 bağlandığı zaman, dikiş başlangıcında geriye doğru dikiş ya da dikiş sonunda geriye doğru dikiş gibi çeşitli dikiş çeşitleri
ayarlanabilir.
Ayrıntılar için, çalışma paneli Talimat Kılavuzuna
bakınız.
7) Geriye doğru hareket düğmesine 7 basıldığı
zaman geriye doğru besleme yapılabilir.
7
2
8
8) Dikiş tamamlanınca, güç şalterini kapalı konuma
getirmeden önce dikiş makinesinin durduğunu
kontrol edin ve güç şalterini kapalı konuma getirmek için kapama düğmesine 2 basın.
(Bazı makine kafalarında, makine kafasına an-
kastre yerleştirilmiş olan güç göstergesi LED’i 8
söner.)
– 16 –
Page 19

2. Çalışma paneli ile ilgili açıklamalar
7
3
8
4
9
!0
!1
!2
A
1
B
6
1
2
5
/
düğme : Ayar içeriğine onay vermek için kullanılır. Bu düğmeye basıldığı
zaman, lambanın yanıp sönmesi biter ve ayar içeriğine onay verilir.
2
/
düğmesi
: Ayar içeriğinde değişiklik yapmak için kullanılır.
Bu düğmeye basıldığı zaman, değişebilen konumlar yanıp söner.
Düğmeye basarak, yanıp sönme konumu sağa doğru kayar.
3
düğmesi : Seçilen ekran görünümü içeriğini (yanıp söner bölüm) değiştirmek
için kullanılır. Bu düğmeye basıldığı zaman ekran görünümü içeriği
artar.
düğmesi : Seçilen ekran görünümü içeriğini (yanıp söner bölüm) değiştirmek
4
için kullanılır.
Bu düğmeye basıldığı zaman ekran görünümü içeriği azalır.
DİKİŞ TİPİ SEÇİMİ ekran görünümü
5
: A geriye doğru dikiş LED’i ve B üst üste binen dikiş hallerinde,
seçilen LED lambası yanar.
BAŞLANGIÇTA GERİYE : Geriye doğru dikiş çeşidi seçildiği zaman etkin hale gelir.
6
DO�RU DİKİŞ ekran görünümüDO�RU DİKİŞ ekran görünümü “ ” Geriye doğru dikiş yok ekran görünümü/
“
“
SONDA GERİYE DO�RU : Geriye doğru dikiş çeşidi seçildiği zaman etkin hale gelir.
7
DİKİŞ ekran görünümü
DİKİŞ SAYISI ekran görünümü : Geriye doğru dikişte ya da üst üste binen dikişte ilmek sayısı izle-
8
” Geriye doğru dikiş ekran görünümü/
” Çifte geriye doğru dikiş ekran görünümü
“ ” Geriye doğru dikiş yok ekran görünümü/ “
ekran görünümü/ “
” Çifte geriye doğru dikiş ekran görünümü
” Geriye doğru dikiş
nir.
OTOMATİK İPLİK KESME : Pedalın ön kısmına basarak otomatik iplik kesme seçildiği zaman
9
ekran görünümü yanar.
(Üst üste binen dikiş seçildiği zaman yanar.)
İPLİK KESME ENGELLEME : İplik kesme engelleme seçildiği zaman yanar.
!0
ekran görünümü Fonksiyon ayar numarası 9.
TEK ADIMDA OTOMATİK : Tek adımda otomatik dikiş seçildiği zaman yanar.
!1
DİKİŞ ekran görünümü (Üst üste binen dikiş seçildiği zaman yanar.)DİKİŞ ekran görünümü (Üst üste binen dikiş seçildiği zaman yanar.) (Üst üste binen dikiş seçildiği zaman yanar.)(Üst üste binen dikiş seçildiği zaman yanar.)
MALZEME SONU SENSÖRÜ :
!2
Malzeme sonu sensör ayarı seçildiği zaman yanar.
ekran görünümü Fonksiyon ayar numarası 2.
– 17 –
Page 20

3. Dikiş çeşidini kullanma prosedürü
(1) Geriye doğru dikiş çeşidi
Çalışma paneli kullanılarak, aşağıdaki geriye doğru dikiş çeşitleri ayarlanabilir.
Geriye doğru dikiş çeşitleri ayarlanabilir
Başlangıçta geriye doğru
dikiş ekran görünümü
A
Dikiş çeşidi
Bitişte geriye doğru
dikiş ekran görünümü
Geriye doğru dikiş çeşidi
LED yanar. LED yanar.
Üst üste binen dikiş çeşidi
⇔
1 2 1 2
A
A
B
D
C
D
A
B
B B
DCD
C
A
BAB
DCD
C
A
B
DCD
C
A
BAB
D
C
C
[Geriye doğru dikiş ayar prosedürü]
1) / düğmesini 2 basılı tutun ve geriye
doğru dikiş çeşidini seçmek için / düğ-
mesine 1 basın. ( / düğmesine 1 her
basıldığında, geriye doğru dikiş çeşidi/üst üste
binen dikiş çeşidi dönüşümlü olarak değişir.)
Yanıp söner
6
2
Yanıp söner
7
2
Kayma yönü
Geriye doğru dikiş
seçiminin içeriği
düğmesiyle
düğmesiyle
güncelleme
4
güncelleme
3
3 4
2) Başlangıçta geriye doğru dikiş ekran görünümü
yanar söner hale için / düğmesine 2
6
basın.
/ düğmesine 2 her basıldığında, yanıp
sönme konumu sağa doğru kayar.
(Dikkat) Dikiş makinesi, lambanın yanıp sönme-
si halinde çalışmaya başlamaz.
3) düğmesine 4 ya da düğmesine 3
basın ve geriye doğru dikiş çeşidini seçin.
Geriye doğru dikiş çeşitleri ve ekran görünümleri
aşağıdaki gibidir.
: Geriye doğru dikiş
: Çifte geriye doğru dikiş
: Geriye doğru dikiş olmadan
4) Sonda geriye doğru dikiş ekran görünümünü 7
yanar söner hale getirmek için / düğ-
– 18 –
mesine 2 basın ve 3) adımıyla aynı şekilde dikiş çeşidini belirleyin.
Page 21

Yanıp söner
8
hale getirmek için / düğmesine 2 basın
ve ilgili dikiş prosesi için ilmek sayısını belirleyin.
6) İlmek sayısını değiştirmek için düğmesine
5) İlmek sayısı ekran görünümünü 8 yanar söner
ya da düğmesine 3 basın.
4
A, B, C ve D prosesleri için, ilmek sayısı sırasıy-
la en çok 15 olarak değiştirilebilir.
Ancak ekran görünümleri aşağıdaki gibidir.
1 2 3 4
10 ilmek = A, 11 ilmek = b, 12 ilmek = c, 13 il-
mek = d, 14 ilmek = E ve 15 ilmek = F
7) Bütün ayarlar tamamlandıktan sonra, ayar içeriğini kabul etmek için / düğmesine 1
basın. (Yanıp sönme durur).
(2) Üst üste binen dikiş çeşidi
Çalışma paneli kullanılarak, aşağıdaki üst üste binen dikiş çeşitleri ayarlanabilir.
A
B
Geriye doğru dikiş çeşidi
LED yanar. LED yanar.
C
B
D
C
Üst üste binen dikiş çeşidi
⇔
1
2
A : Normal dikiş ayarında ilmek sayısı
0 ile 15 (F) ilmek arasında
B : Geri dikiş ayarında ilmek sayısı
0 ile 15 (F) ilmek arasında
C : Geri dikiş ayarında ilmek sayısı
0 ile 15 (F) ilmek arasında
D : Tekrar sayısı
0 ile 9 arasında
(Dikkat) D prosesi 5 kez olarak ayarlanırsa, bu dikiş A / B / C
B / C şeklinde tekrarlanır.
/
[Üst üste binen dikiş ayar prosedürü]
1) / düğmesini 2 basılı tutun ve üst üste
binen dikiş çeşidini seçmek için / düğ-
mesine 1 basın.
( / düğmesine 1 her basıldığında, ge-
riye doğru dikiş çeşidi/üst üste binen dikiş çeşidi
dönüşümlü olarak değişir.)
1
2
2)
A prosesi için ilmek sayısı yanar söner hale gelir.
Flash
1
2 3 4
3) / düğmesine 2 her basıldığında, yanıp
sönme konumu sağa doğru kayar ve ayarların
değiştirilebileceği proses ekran görünümü yanar
söner hale gelir.
4) İlmek sayısını değiştirmek için düğmesine
ya da düğmesine 3 basın.
4
5) Bütün proses ayarları tamamlandıktan sonra,
ayar içeriğini kabul etmek için / düğ-
mesine 1 basın. (Yanıp sönme durur).
(Dikkat) Üst üste binen dikiş seçildiği zaman,
otomatik işlem ekran görünümü yanıp
söner. Otomatik işlemi bırakmak mümkün değildir.
– 19 –
Page 22

(3) Özel ayar
Normal fonksiyon ayar prosedürüne ek olarak, güç AÇIK konumdayken doğrudan fonksiyon ayar moduna
geçerek, ayar değerini değiştirmek mümkündür.
[Fonksiyon ayar moduna geçiş prosedürü]
1) / düğmesini 2 basılı tutun ve fonksiyon
ayar moduna geçmek için düğmesine 4
basın.
(Dikkat) Geçiş yapılır yapılmaz ekran görünü-
münde fonksiyon ayar için 2 numara
görülür.
1 2 3 4
1 2 3 4
2) Normal moda geçerken, / düğmesine
basın ve ayar içeriğini belirleyin.
1
Malzeme sonu sensörü fonksiyon ayarı (Fonksi-
1
yon ayar numarası 2)
Opsiyonel malzeme sonu sensörünü bağlarken
etkin hale gelir.
düğmesi 3 ya da düğmesiyle
4
ayar
değerini değiştirmek mümkündür.
0 : Malzeme sonu sensörü fonksiyonu en-
gelleniyor.
1 :
Malzeme sonu sensörü fonksiyonu etkin.
“1” seçildiği zaman, mod normal
moda dönünce malzeme sonu
sensörü ekran görünümü yanar.
Malzeme sonu sensörü durdurma ayarından
2
sonra iplik kesme işlemi (Fonksiyon ayar numarası 3).
1 2 3 4
3 Numaralı fonksiyon ayarına gitmek için /
düğmesine 2 basın.
düğmesi 3 ya da düğmesiyle
ayar değerini değiştirmek mümkündür.
0 : Malzeme sonu dur
1 : Malzeme sonunu saptadıktan sonra
otomatik iplik kesme
“1” seçildiği zaman, mod normal
moda dönünce otomatik iplik
kesme ekran görünümü yanar.
– 20 –
4
Page 23

1 2 3 4
Malzeme sonunu saptadıktan sonra dikiş maki-
3
nesini durdurmak için ilmek sayısı ayarı (Fonksiyon ayar numarası 4)
4 Numaralı fonksiyon ayarına gitmek için /
düğmelerine 2 basın.
düğmesi 3 ya da düğmesiyle 4ayar
değerini değiştirmek mümkündür.
Belirlenen ilmek sayısı: 0 ile 19 ilmek arasında
(Dikkat) Belirlenen ilmek sayısı yeterli değilse,
dikiş makinesinin devir sayısına bağlı
olarak belirlenen ilmek sayısı sınırları
içinde dikiş makinesinin duramayacağı
durum vardır.
Tek adımda otomatik dikiş ayar fonksiyonu
4
(Fonksiyon ayar numarası 119).
119 Numaralı fonksiyon ayarına gitmek için /
düğmelerine 2 basın.
1 2 3 4
düğmesi 3 ya da düğmesiyle 4 ayar
değerini değiştirmek mümkündür.
0 : Belirlenen pedal hızı önceliklidir.
1 : Otomatik işlem
(Dikkat) Malzeme sonu sensörü bağlıyken etkin
hale gelir.
Üst üste binen dikiş işlemi sırasında
tek adım işlemini engellemek mümkün
değildir.
Devir sayısı, 38 numaralı fonksiyon
ayarında belirlenir.
“1” seçildiği zaman, mod normal moda dönünce tek adımda
otomatik dikiş ekran görünümü
yanar.
iplik kesme engelleme fonksiyon ayarı (Fonksi-
5
yon ayar numarası 9).
Normal dikiş ve üst üste binen dikişte, iplik kes-
meyi engelleme seçilerek iplik kesme işlemi engellenebilir.
1 2 3 4
düğmesi 3 ya da düğmesiyle
ayar değerini değiştirmek mümkündür.
0 : İplik kesme etkin.
1 : İplik kesimine izin verilmiyor.
“1” seçildiği zaman, mod normal moda dönünce iplik kesme
engelleme ekran görünümü
yanar.
– 21 –
4
Page 24

4. SC-910N fonksiyonunu ayarlama
Dört ayar düğmesi ve SC-910N ön kapağının içindeki ışıklı diyot lamba yardımıyla dört ayar düğmesi seçilebilir.
(Dikkat)
Belirlenen numara
1 3 42
AŞAĞI yönde ayar numarasın ı seçme ve
1
değiştirilen ayar değerini güncelleme
YUKARI yönde ayar numarasını seçme ve
2
değiştirilen ayar değerini güncelleme
Aşağı düğmesi (AŞAĞI)
3
Yukarı düğmesi (YUKARI)
4
• Aşağıda belirtilen açıklamalar dışında, düğmeleri kullanmayın
Belirlenen değer
• Bir saniye ya da biraz daha uzun süre geçtikten sonra güç şalterini mutlaka açık konuma geri getirin. Şalter kapalı konuma getirildikten hemen sonra açık konuma getirirseniz dikiş makinesi normal çalışmayabilir. Bu durumda güç şalterini tekrar açık
konuma getirin.
UYARI :
Makinenin beklenmeyen bir hareket nedeniyle kişilerin yaralanmasına sebep vermemesi için,
fonksiyonları belirlemek üzere aşağıdaki prosedürde gerekli görülenler dışındaki düğmeleri
kullanmayın.
Fonksiyon ayar moduna nasıl geçilir
1) Cihaza giden gücü kapalı konuma getirin.
2) düğmesine 4 basarak gücü açık konuma
getirin.
4
3) 5 ve 6 ifadesi ekran görünümünde izlenir.
(İfade başlığı, ayarı bundan önce değiştirilen ko-
nuyu gösterir.)
* Eğer ifade değişmezse, 1) ve 2) işlemlerini tek-
rarlayın.
6
5
– 22 –
Page 25

Belirlenen numara
4) Ayar numarasını ilerletmek isterseniz /
düğmesine 2 basın.
1 2
5
Ayar numarasına dönmek isterseniz
/
düğmesine 1 basın.
(Dikkat)
/
düğmesine 1 (
/
düğ-
mesi 2) basılı tutulursa, ayar numarası
sürekli döner (ilerler).
Ayar numarası ilerlediği (döndüğü) za-
man, bir önceki içerik (bir sonraki) belirlenir. Dolayısıyla içeriği değiştirirken
dikkatli olun ( yukarı-aşağı düğmesine dokunulur).
ÖRNEK) TİTREMEYİ AZALTMA FONKSİYONUNU
DEĞİŞTİRME (AYAR NUMARASI 5)
Ayar numarasını “5” olarak ayarlamak için /
düğmesine 2 birkaç kez basın.
Ayar numarasını “3” olarak değiştirmek için 5 düğmesine üç kez basın, çünkü mevcut ayar değeri LED
üzerinde 4 görülür. (Standart: 0)
(Dikkat) düğmesine 4 ya da düğme-
sine 3 sürekli basınca ayar değeri sü-
rekli değiştirilebilir.
1 2 3 4
5) Değişiklik tamamlandıktan sonra, değişen değe-
5
ri belirlemek için / düğmesine 1 ya da
/ düğmesine 2 basın.
(Caution) 1. Bu işlemi yapmadan önce gücü ka-
palı konuma getirirseniz, değiştirilen içerik güncellenmez.
2.
/
düğmesine 1 basınca,
ayar numarası içeriği ekran görünümü bir önceki görünüme geçer.
1 2 3 4
3.
/
düğmesine 2 basınca,
ayar numarası içeriği ekran görünümü bir sonraki görünüme geçer.
İşlem tamamlandıktan sonra gücü
kapalı konuma getirin ve normal
çalışmaya dönmek için gücü tekrar
açık konuma getirin.
İşlem tamamlandıktan sonra gücü kapalı konuma getirin ve normal çalışmaya dönmek için gücü tekrar açık
konuma getirin.
* düğmesine 3 ve düğmesine 4 ynı anda basınca, ayar numarası içeriği ekran başlangıç de-
ğerine döner.
– 23 –
Page 26

5. Fonksiyon ayar listesi
No
Başlık Tanım
1 Yumuşak
başlangıç
fonksiyonu
Dikiş başlangıcında yumuşak başlangıç fonksiyonu kullanıldığı
zaman düşük hızda dikilecek olan ilmek sayısı.
0 : Yumuşak başlangıç fonksiyonu etkin değil.
Ayar aralığı
0 ile 9
(İlmek)
Fonksiyon ayarı gösterimi
1 0
Referans
sayfası
31
2 Malzeme
sonu sensör
fonksiyonu
3
Malzeme sonu
sensörüyle iplik
kesme fonksiyonu
4 Malzeme sonu
sensörü için
ilmek sayısı
5 Titremeyi
azaltma
fonksiyonu
6 Masura
iplik sayacı
fonksiyonu
7 Masura ipliğini
*
*
azalarak sayma
ünitesi
8 Geriye doğru
beslemeli
dikişte devir
sayısı
9 İplik kesmeyi
engelleme
fonksiyonu
10
Dikiş makinesinin
durduğu anda
iğne milinin durma
konumunun
saptanması
11 PSC üzerindeki
tuş düğmesinin
tıklama sesi
Malzeme sonu sensörü fonksiyonu (panel yoksa kullanılır).
0 : Malzeme sonunu saptama fonksiyonu etkin değil.
1 : Malzeme sonunu saptadıktan sonra, belirlenen sayıda
ilmek (4 numara) dikilir ve dikiş makinesi durur.
Malzeme sonu sensörüyle iplik kesme fonksiyonu (panel yoksa
kullanılır).
0 : Malzeme sonunu saptadıktan sonra otomatik iplik kesme
etkin olmaz.
1 : Malzeme sonunu saptadıktan sonra, belirlenen sayıda il-
mek (4 numara) dikilir ve dikiş makinesi durur ve otomatik
iplik kesme işlemini gerçekleştirir.
Malzeme sonu sensörü için ilmek sayısı (panel yoksa kullanılır).
Malzeme sonunu saptadıktan sonra dikiş makinesini durdurmak
için gerekli ilmek sayısı.
Titreşim azaltma fonksiyonu (El lambasında titreme olursa).
0 : Titreşim azaltma fonksiyonu etkin değil.
1 : Daha az etkin / 8: Çok etkin
Masura iplik sayacı fonksiyonu
0 : Masura iplik sayacı fonksiyonu etkin değil.
1 : Masura iplik sayacı fonksiyonu etkin.
Masura ipliğini azalarak sayma ünitesi
0 : Sayı/10 ilmek
1 : Sayı/15 ilmek
2 : Sayı/20 ilmek
Geriye doğru dikişte dikiş hızı
İplik kesme engelleme fonksiyonu (panel yoksa kullanılır).
0 : İplik kesimini engelleme etkin değil.
1 : İplik kesimine izin verilmiyor.
(Solenoid çıkışı engelleniyor: İplik kesici ve tokatlayıcı)
Dikiş makinesinin durduğu anda iğne milinin durma konumu
saptanır.
0 : Önceden belirlenen en alçak konum
1 : Önceden belirlenen en yüksek konum
PSC üzerindeki tuş düğmesinin tıklama sesi belirlenir.
0 : Tıklama sesi etkin değil.
1 : Tıklama sesi etkin.
0/1
0/1
0 ile 19
(İlmek)
0 ile 8
arasında
0/1
0 ile 2
arasında
150 ile 3.000
arasında
(dev/dak)
0/1
0/1
0/1
2 0
3 0
4 5
5 0
6 1
7 0
8 1 9 0 0
9 0
1 0 0
1 1 1
31
31
31
31
31
31
31
31
12 Opsiyonel
düğme
fonksiyonu
seçimi
13 Masura iplik
sayacı ile dikiş
makinesinin
çalışmasını
*
*
engelleme
fonksiyonu
14 Dikiş sayacı Dikiş sayım fonksiyonu (proseste tamamlanan sayı)
15
Masurada kalan
iplik miktarında
biten iplik
saptama adedi
*
işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart ayar değeri
Opsiyonel düğme fonksiyonunda geçiş yapılması.
0 : Fonksiyon yok
1 : İğne yukarı/aşağı tela dikişi
2 : Geriye doğru tela dikişi
3 : Dikiş sonunda geri besleme dikişini bir kez iptal etme
fonksiyonu
4 : İplik kesme fonksiyonu
5 : Baskı ayağı kaldırma fonksiyonu
6 : Bir ilmek tela dikişi
7 : Aynı anda iptal etme fonksiyonu (dikiş başlangıcında geri
besleme dikişi)
8 : Nötr baskı ayağı kaldırma geçiş fonksiyonu
Masura iplik sayacı ile dikiş makinesinin çalışmasını engelleme fonksiyonu
0 : Sayım bittiği zaman (-1 ya da daha az) Dikiş makinesinin
çalışmasını engelleme fonksiyonu etkin değil.
1 : Sayım bittiği zaman (-1 ya da daha az), iplik kesmenin
ardından dikiş makinesinin çalışmasını engelleme fonksi-
yonu etkindir.
2 : Sayım bittiği zaman (-1 ya da daha az) dikiş makinesi bir
kez durur. İplik kesmenin ardından dikiş makinesinin ça-
lışmasını engelleme fonksiyonu etkin.
0 : Dikiş sayacı fonksiyonu etkin değil.
1 : Dikiş sayacı fonksiyonu etkin.
Masurada kalan iplik miktarında biten iplik saptama adedi
0 : Masurada kalan iplik miktarı fonksiyonu etkin değil.
1 ile 19 arasında : Masurada kalan iplik miktarı için, biten iplik
saptanmış olsa bile sinyal verilmeyen durum sayısı.
0 ile 8
arasında
0 ile 2
arasında
0/1
0 ile 19
arasında
1 2 0
1 3 0
1 4 1
1 5 1
değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
(Listedeki ayar tanımları, DDL-9000A teslimatı sırasındaki standart değerlerdir.)
Ancak fonksiyon ayar içeriği, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
32
32
– 24 –
Page 27

No
18 Kuş yuvası ön-
*
19 Dikiş
*
20 Yoğun ilmek
21
22 Çalışma
24 Devir sayısı ince
*
25 İplik kesme
26 Durduktan
27 Yeniden
28 İğnedeki
*
29 İğne ardında ilk
30 Sıradaki geri
31
32
33
35
*
36
*
37
*
Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
Başlık Tanım
leme fonksiyonu
başlangıcında
iğne ipliğini
serbest bırakma
fonksiyonu
sayısı
Nötr baskı
ayağı kaldırma
fonksiyonu
panelinde tela
düğmesi geçiş
fonksiyonu
ayar fonksiyonu
hareket
koşulları
sonra tutuş
kuvvetini
belirleme
fonksiyonu
deneme anında
tepki kuvvetini
belirleme
fonksiyonu
ipliği serbest
bırakmada
ilmek sayısı
hareket süresi
besleme dikişi
fonksiyonu
Sıradaki geri
besleme dikişinin
ilmek sayısı
Dikiş makinesi
durduğu zaman,
sıradaki geri
besleme dikişinin
etkin koşulu
Sıradaki geri
besleme dikişiyle
iplik kesme
fonksiyonu
Düşük hızda
devir sayısı
İplik kesiminde
devir sayısı
Yumuşak
başlangıçta devir
sayısı
Bu fonksiyon, kuş yuvası önleme fonksiyonu olan makine kafası
ile birlikte etkindir (opsiyonel A ünitesi şarttır).
0 : Kuş yuvası önleme fonksiyonu etkin değil.
1 : Kuş yuvası önleme fonksiyonu etkin.
2 : Kuş yuvası önleme fonksiyonu etkin (iplik serbest bırak-
ma var).
Bu fonksiyon, kuş yuvası önleme fonksiyonu olan makine kafası
ile birlikte etkindir (opsiyonel A ünitesi şarttır).
0 : İğnedeki ipliği serbest bırakma fonksiyonu etkin değil.
1 : İğnedeki ipliği serbest bırakma fonksiyonu etkin.
Bu fonksiyon, kuş yuvası önleme fonksiyonu olan makine kafası
ile birlikte etkindir (opsiyonel A ünitesi şarttır).
0 : Yoğun hale getirme fonksiyonu etkin değil.
1 ile 9 arasında : Yoğun ilmek sayısı.
Pedal nötr konumdayken baskı ayağı kaldırıcı fonksiyonu.
0 : Nötr otomatik baskı ayağı kaldırma fonksiyonu etkin değil.
1 : Nötr baskı ayağı kaldırma fonksiyonu seçimi.
Çalışma panelinde iğne yukarı/aşağı tela düğmesi fonksiyonu.
0 : İğne yukarı/aşağı tela
1 : Tek ilmek tela
Devir sayısı tela edilmiyor.
Bu fonksiyonu normal olarak “0” ile kullandığınızı kontrol edin.
Bu fonksiyon, elle çalıştırılan kasnağı çevirerek AŞA�I ya da
YUKARI konumdan ayrıldıktan sonra iplik kesme hareketini be-
lirler.
0 : Elle çalıştırılan kasnağı elle çevirdikten sonra iplik kesmeye
izin verilir.
1 : Elle çalıştırılan kasnağı elle çevirdikten sonra kesmeye izin ve-
rilmez.
Bu fonksiyon, dikiş makinesi durduktan sonra geriye doğru dönüş hareketini engeller.
0 : Başlangıç değeri.
1 : Daha az etkili / 9: Büyük ölçüde etkili
Bu fonksiyon, hareketi yeniden denemeden önce iğne mili geri
dönüş kuvvetinin büyüklüğünü belirler.
1 : Daha küçük geri dönüş kuvveti / 100: Büyük geri dönüş kuvveti
Bu fonksiyon, kuş yuvası önleme fonksiyonu olan makine kafası
ile birlikte etkindir (opsiyonel A ünitesi gereklidir)
Bu fonksiyon, dikiş başlangıcında iplik tutan ilmek sayısını belir-
ler.
0 ile 30 ilmek arasında
Bu fonksiyon, iğne ardı solenoidi başlangıç hareketinin emme
süresini belirler.
50 ms ile 300 ms arasında
Sıradaki geriye doğru dikiş fonksiyonu
0 : Sıradaki geriye doğru dikiş fonksiyonu etkin değil.
1 : Sıradaki geriye doğru dikiş fonksiyonu etkin.
Sıradaki geriye doğru dikiş ilmek sayısı.
Sıradaki geriye doğru dikiş etkin koşulu
0 : Dikiş makinesi durduğu zaman fonksiyon etkin değil.
1 : Dikiş makinesi durduğu zaman fonksiyon etkin.
Sıradaki geriye doğru dikiş ile iplik kesme fonksiyonu
0 : Sıradaki geriye doğru dikiş tamamlandıktan sonra otoma-
tik iplik kesme fonksiyonu etkin değil.
1 : Sıradaki geriye doğru dikiş tamamlandıktan sonra otoma-
tik iplik kesme fonksiyonu etkin.
Pedalla en düşük hız 20 ile 400
İplik kesme hızı 20 ile 250
Dikiş başlangıcında (yumuşak başlangıç) dikiş hızı 150 ile 5500
Ayar aralığı
0 ile 2
arasında
0/1
0: Fonksiyon kapalı
1 ile 9 ilmek
arası
0/1
0/1
-%1,5 ile
%1,5 arası
(%0,1)
0/1
0 ile 9
arasında
1 ile 100
arasında
0 ile 30
arasında
(ilmek)
50 ile 300
arasında
(ms)
0/1
0 ile 19
(İlmek)
arasında
0/1
0/1
(dev/dak)
arasında
(dev/dak)
arasında
(dev/dak)
arasında
Fonksiyon ayarı gösterimi
1 8 0
1 9 0
2 0 0
2 1 0
2 2 0
2 4 0
2 5 1
2 6 0
2 7 5 0
2 8 1
2 9 2 5 0
3 0 0
3 1 4
3 2 0
3 3 0
3 5 2 0 0
3 6 2 1 0
3 7 8 0 0
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
(Listedeki ayar tanımları, DDL-9000A teslimatı sırasındaki standart değerlerdir.)
Ancak fonksiyon ayar içeriği, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
Referans
sayfası
32
32
32
33
33
33
33
33
33
34
34
34
34
34
31
– 25 –
Page 28

No
38 Tek adım hızı Tek adım hızı (Maksimum değer, dikiş makinesi kafasının devir
39 Devir
*
40 Pedalın düşük
*
41
*
42
*
43 İplik kesme
*
44
*
45
*
46
*
47
*
48
*
49
51 Dikiş
52 Dikiş
53 Dikiş sonunda
55
56
57
*
Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
Başlık Tanım
sayısına bağlıdır.)
başlangıcında
pedal stroku
hız bölümü
Pedalla baskı
ayağını kaldırma
başlangıç konumu
Pedalla ayağını
indirme başlangıç
konumu
başlangıcı için
pedal stroku 2
Maksimum devir
sayısına ulaşan
pedal stroku
Pedal nötr
noktasının telasi
Otomatik kaldırıcı
seçme fonksiyonu
Otomatik kaldırıcı
seçme fonksiyonu
İplik kesme
başlangıcı için
pedal stroku 1
Baskı ayağını
indirme süresi
başlangıcında
geriye doğru
dikişte solenoidin
açık olduğu
sürenin telasi
başlangıcında
geriye doğru
dikişte solenoidin
kapalı olduğu
sürenin telasi
geriye doğru
dikişte solenoidin
kapalı olduğu
sürenin telasi
İplik kesmenin
ardından baskı
ayağı kaldırma
İplik kesmenin
ardından iğneyi
kaldırmak için
geriye doğru
dönüş
Masurada kalan
iplik miktarını
saptama
fonksiyonu
Pedal nötr konumundan itibaren dikiş makinesinin dönmeye
başladığı konum (Pedal stroku)
Pedal nötr konumundan itibaren dikiş makinesinin hızlanmaya
başladığı konum (Pedal stroku)
Pedal nötr konumundan itibaren kumaş baskı parçasının kalkmaya başladığı konum (Pedal stroku)
Baskı ayağının inmeye başladığı konum
Nötr konumdan itibaren strok
Pedal nötr konumundan itibaren iplik kesmenin başladığı 2 konumu (Baskı ayağını pedalla kaldırma fonksiyonu varsa) (Pedal
stroku)
Pedal nötr konumundan itibaren dikiş makinesinin en yüksek
dikiş hızına ulaştığı konum (Pedal stroku)
Pedal sensörünün tela değeri
Otomatik kaldırıcı seçimi
0 : Solenoid işletim sistemi
1 : Pnömatik işletim sistemi
Kaldırma solenoidi tipindeki otomatik kaldırma cihazı için bekleme süresi sınırlandırma
Pedal nötr konumundan itibaren iplik kesmenin başladığı konum
(Standart pedal) (Pedal stroku)
Pedala basıldıktan sonra baskı ayağının iniş süresi.
(Dikiş makinesinin devir hareketine başlaması bu süre içinde
geciktirilir.)
Başlangıçta geriye doğru besleme dikişi yapıldığı zaman, geriye
doğru besleme dikişi solenoidini başlatma telasi.
Dikiş başlangıcında geriye doğru dikiş yapılırken geriye doğru
dikiş solenoidini serbest bırakma telasi.
Dikiş sonunda geriye doğru dikiş yapılırken geriye doğru dikiş
solenoidini serbest bırakma telasi.
İplik kesme sırasında (kesmenin ardından) baskı ayağını kaldırma
fonksiyonu
0 : İplik kesmenin ardından baskı ayağını kaldırma fonksiyo-
nu yoktur.
1 : İplik kesmenin ardından baskı ayağını otomatik kaldırma fonksi-
yonu vardır.
İplik kesme sırasında (kesmenin ardından) iğneyi kaldırmak için
geriye doğru devir hareketi fonksiyonu
0 : İplik kesmenin ardından iğneyi kaldırma fonksiyonu yok-
tur.
1 : İplik kesmenin ardından iğneyi kaldırma fonksiyonu var-
dır.
İplik kesme sırasında (kesmenin ardından) masurada kalan iplik
miktarını saptama fonksiyonu
0 : Masurada kalan iplik miktarını saptama fonksiyonu yok-
tur.
1 : Masurada kalan iplik miktarını saptama fonksiyonu vardır.
Ayar aralığı
200 ile
MAKSİMUM
arasında
(dev/dak)
10 ile 50
arasında
(0,1 mm)
10 ile 100
arasında
(0,1 mm)
-60 ile -10
arasında
(0,1 mm)
8 ile 50
arasında
(0,1 mm)
-60 ile -10
arasında
(0,1 mm)
10 ile 150
arasında
(0,1 mm)
-15 ile 15
arasında
0/1
10 ile 600
arasında
(saniye)
-60 ile 10
arasında
(0,1 mm)
0 ile 250
arasında
(10 ms)
-36 ile 36
arasında
(10°)
-36 ile 36
arasında
(10°)
-36 ile 36
arasında
(10°)
0/1
0/1
0/1
Fonksiyon ayarı gösterimi
3 8 2 5 0 0
3 9 3 0
4 0 6 0
4 1 – 2 1
4 2 1 0
4 3 – 5 1
4 4 1 5 0
4 5 0
4 6 0
4 7 6 0
4 8 – 3 5
4 9 1 4 0
5 1 – 1 8
5 2 – 5
5 3 – 5
5 5 1
5 6 0
5 7 0
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
(Listedeki ayar tanımları, DDL-9000A teslimatı sırasındaki standart değerlerdir.)
Ancak fonksiyon ayar içeriği, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
Referans
sayfası
35
35
37
35
35
35
36
36
36
– 26 –
Page 29

No
58
59
60
61
64
*
65
*
66
*
67
68
70
71
72
73
75
*
76
Başlık Tanım
İğne milini
önceden
belirlenen alt/üst
konumda tutma
fonksiyonu
Dikiş
başlangıcında
geriye doğru
besleme dikişini
Otomatik/El
kumandasıyla
değiştirme
fonksiyonu
Dikiş
başlangıcında
geriye doğru
besleme dikişinin
hemen ardından
durdurma
fonksiyonu
Masurada kalan
iplik miktarını
saptayarak dikiş
makinesinin
çalışmaya
başlamasını
önleme
fonksiyonu
Yoğun dikiş ya da
EBT’de (ve iğne
ardında) değişim
hızı
Yoğun dikiş
solenoidinin
zamanlaması (1
ilmek yoğun dikiş
yapıldığı zaman)
Yoğun dikiş
solenoidinin
zamanlaması (2
ilmek yoğun dikiş
yapıldığı zaman)
Baskı ayağı
kaldırma
solenoidi çıkış
işi ayarları
Ayrı hareket
ettirilen iğne
değişimi
hızlandırma
fonksiyonu
Baskı ayağını
aşağı yumuşak
indirme
fonksiyonu
Hız düşerken
yeniden
hız artışını
sınırlandırma
fonksiyonu
Devir
başlangıcında
hız artışını
sınırlandırma
fonksiyonu
Yeniden deneme
fonksiyonu
Motor dönüş yönü
Dikiş makinesinin
çalışmaya
başlama hızını
seçme fonksiyonu
İğne milini önceden belirlenen alt/üst konumda tutma fonksiyonu
0 : İğne milini önceden belirlenen alt/üst konumda tutma fonk-
siyonu mevcut değil
1 : İğne milini önceden belirlenen alt/üst konumda tutma fonk-
siyonu mevcut
Bu fonksiyon, dikiş başlangıcında geriye doğru besleme dikişinde dikiş hızını belirleyebilir.
0 : Hız, pedal vb’nin manual çalıştırılmasına bağlıdır.
1 :
Hız, belirlenen geriye doğru besleme dikiş hızına bağlıdır (8
numara).
Dikiş başlangıcında geriye doğru besleme dikişinin tamamlanması anındaki fonksiyon
0 : Dikiş başlangıcında geriye doğru besleme dikişinin ta-
mamlandığı anda dikiş makinesini geçici olarak durdurma
fonksiyonu yoktur.
1 : Dikiş başlangıcında geriye doğru besleme dikişinin ta-
mamlandığı anda dikiş makinesini geçici olarak durdurma
fonksiyonu vardır.
Masurada kalan iplik miktarını saptayarak dikiş makinesinin çalışmaya başlamasını engelleme fonksiyonu
0 : Bu fonksiyon, sayım bittiği zaman (-1 ya da daha az) dikiş
makinesini durdurmaz.
1 : Bu fonksiyon, sayım bittiği zaman (-1 ya da daha az) dikiş
makinesini durdurur.
Yoğun dikiş ya da EBT başlatırken ilk hız
Tela dikişi solenoidi için başlatma (tela) süresi: -1
Telafi dikişi 1 ilmek yapıldığı zaman, solenoidi başlatan telafi
değeri.
Tela dikişi solenoidi için başlatma (tela) süresi: -2
Tela dikişi 2 ilmek yapıldığı zaman, solenoidi başlatan tela değeri.
Baskı ayağı kaldırma solenoidi çıkış işi
Ayrı hareket ettirilen iğne değişim hızı, yüksek hız olarak ayarlanır.
0 : Standart
1 : Yüksek hız
Baskı ayağı yavaş iner.
0 : Baskı ayağı hızlı iner
1 : Baskı ayağı yavaş iner.
Sıradaki yeniden ivmelenme anında hız sınırlaması yapılır
Dikiş makinesi hızının azaltılması
Darbeli dikiş yaparken etkilidir.
Dikiş makinesi çalışmaya başladığı zaman hız sınırlaması
uygulanır (dikiş başlangıcı hariç).
Darbeli dikiş yaparken etkilidir.
Bu fonksiyon, iğnenin malzemeyi delemediği yerlerde kullanılır.
0 : Normal
1 : Yeniden dene fonksiyonu vardır.
Motorun normal dönüş yönü
0 : Saat yönünde
1 : Saat yönü tersine
Dikiş makinesinin çalışmaya başlama eğrisi seçilir.
0 : Normal eğri
1 : Daha keskin eğri
Ayar aralığı
0/1
0/1
0/1
0/1
0 ile 250
arasında
(dev/dak)
-36 ile 0
arasında
(10°)
-36 ile 0
arasında
(10°)
5 ile 40
arasında
0/1
0/1
0 ile 5
arasında
0 ile 5
arasında
0/1
0/1
0/1
Fonksiyon ayarı gösterimi
5 8 0
5 9 1
6 0 0
6 1 1
6 4 1 8 0
6 5 – 1 5
6 6 – 1 5
6 7 2 0
6 8 0
7 0 0
7 1 0
7 2 0
7 3 1
7 5 0
7 6 0
Referans
sayfası
36
36
37
36
33
33
37
37
37
37
38
38
*
Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
(Listedeki ayar tanımları, DDL-9000A teslimatı sırasındaki standart değerlerdir.)
Ancak fonksiyon ayar içeriği, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
Makine kafası için LH-4168, LH-4168D ya da LH-4188 seçildiği zaman, işaretiyle işaretli öğeler ekranda izlenir.
– 27 –
Page 30

No
84
IBaskı ayağı
kaldırma solenoidinin başlangıç
hareketi emme
süresi
87
Pedal eğrisi seçim
fonksiyonu
89 Gerginliği azal-
*
tma fonksiyonu
Başlık Tanım
Baskı ayağı kaldırma solenoidinin emme hareketi süresi
Pedal eğrisi seçilir.(Pedal darbeli işlemini iyileştirir)
Devir sayısı
Bu fonksiyon, kuş yuvası önleme fonksiyonlu makine kafası ile
birlikte etkindir. (Opsiyonel A ünitesi gereklidir) .
0 : Hareket engellenir.
1 : İplik çekme/geri dönüş solenoid hareketi engellenir.
2
0
1
Pedal stroku
Ayar aralığı
40 ile 300
arasında
(ms)
0/1/2
0/1
Fonksiyon ayarı gösterimi
8 4 1 0 0
8 7 0
8 9 0
Referans
sayfası
38
38
33
90 İlk hareket
yukarı durdurma
fonksiyonu
91
Elle çalıştırılan
kasnağı elle çevird-
*
*
ikten sonra tela
işlemini engelleme
fonksiyonu
92
Dikiş
başlangıcında
geriye doğru
besleme dikiş
hızını azaltma
fonksiyonu
93
İğne aşağı/yukarı
tela düğmesine
ekli fonksiyon
94
Sürekli dikiş
+ tek adımda
dikiş kesintisiz
fonksiyonu
95 Kafa seçme
fonksiyonu
96
Maksimum devir
sayısı ayarı
100
Dikiş
başlangıcında
gerginliği azaltma
hareketindeki
ilmek sayısı
101
Dikiş sayacı giriş
fonksiyonu
105 Geriye doğru
hareket
düğmesi iğne
yukarı/aşağı
tela dikişi
fonksiyonu
Otomatik YUKARI durma fonksiyonu, güç açık konuma getirilir
getirilmez belirlenir.
0 : kapalı
1 : açık
Gerginliği azaltma fonksiyonlu makine kafası ile birlikte etkindir.
0 : Gerginliği azaltma fonksiyonu etkin değil.
1 : Gerginliği azaltma fonksiyonu etkin.
Dikiş başlangıcında geriye doğru besleme dikişi tamamlandığı
zaman hızı azaltma fonksiyonu.
0 : Hız azaltılmaz.
1 : Hız azaltılır.
Gücü açık konuma getirdikten ya da iplik kesme işleminden sonra iğne yukarı/aşağı tela düğmesinin çalışması değişir.
0 : Normal (sadece iğne yukarı/aşağı tela dikişinden sonra)
1 : Tek ilmek tela dikişi, sadece yukarıda belirtilen değişiklik yapıl-
dıktan sonra uygulanır (Yukarıda duruş / yukarıda duruş)
IP-110 program fonksiyonlarında, adım değiştiği zaman sürekli
dikiş ile tek adımda dikişi birleştirerek dikiş makinesini durdurmayan bir fonksiyon.
0 : Normal (Adım tamamlandığı zaman dikiş makinesi durur.)
1 : Adım tamamlandığı zaman dikiş makinesi durmaz ve bir
sonraki adıma devam edilir.
Kullanılacak olan makine kafası seçilir.
* Makine kafası değiştiği zaman, her bir ayar öğesi, makine ka-
fasının başlangıç değeri olarak değiştirilir.
Dikiş makinesi kafasının maksimum devir sayısı belirlenebilir.
Bu fonksiyon, kuş yuvası önleme fonksiyonlu makine kafası ile
birlikte etkindir. (Opsiyonel A ünitesi gereklidir) .
Bu fonksiyon, dikiş başlangıcında gerginliği azaltan solenoidi
aktive etmek için gerekli ilmek sayısını belirler.
0 : Gerginliği azaltma hareketi engellenir.
1 ile 2 ilmek arası :
Bu fonksiyon, dikiş sayacının giriş hedeni seçer.
0 : Her iplik kesme yapıldığında sayaç otomatik olarak artan
şekilde sayar.
1 : Sayaç, harici dikiş sayacı SW girişi ile artan şekilde sayar.
Bu fonksiyon, IP-110 bağlıyken ve köşe dikiş çeşidi seçiliyken,
köşe iç dikişi sırasında geriye doğru hareket düğmesiyle tela
dikişi yapar.
0 : Geriye doğru hareket düğmesi tela dikişi geçersizdir.
1 : Geriye doğru hareket düğmesi tela dikişi geçerlidir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Gerginliği azaltma hareketinin ilmek sayısı
0/1
0/1
0/1
0/1
0/1
50 ile
MAKSİMUM
arasında
(dev/dak)
0 ile 9
arasında
0/1
0/1
9 0 1
9 1 1
9 2 0
9 3 0
9 4 0
9 5 d L A
9 6 4 0 0 0
1 0 0 0
1 0 1 0
1 0 5 0
38
38
38
39
U
13
39
33
39
*
Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
(Listedeki ayar tanımları, DDL-9000A teslimatı sırasındaki standart değerlerdir.)
Ancak fonksiyon ayar içeriği, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
Makine kafası için LH-4168, LH-4168D ya da LH-4188 seçildiği zaman, işaretiyle işaretli öğeler ekranda izlenir.
– 28 –
Page 31

No
106 Baskı ayağı
107 Köşe iç dikişi
108 Köşe içi baskı
109 Yeniden dikiş
110 Ayrı hareket
111 Ayrı hareket
112 Öğretme
Başlık Tanım
kaldırma
düğmesi tek
ilmek tela
fonksiyonu
tek adım
fonksiyonu
ayağı kaldırma
fonksiyonu
fonksiyonu
ettirilen iğne
değişimi
fonksiyonu
(serbest dikiş/
üst üste binen
dikiş)
ettirilen iğne
değişimi
fonksiyonu
(köşe dikiş
çeşidi)
hareketi seçimi
Bu fonksiyon, IP-110 bağlıyken ve köşe dikiş çeşidi seçiliyken,
köşe iç dikişi sırasında baskı ayağı kaldırma düğmesiyle tela
dikişi yapar.
0 : Baskı ayağı kaldırma düğmesi tela dikişi geçersizdir.
1 : Baskı ayağı kaldırma düğmesi tela dikişi geçerlidir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
* Bu fonksiyonu kullanırken, baskı ayağı kaldırma düğmesi
fonksiyonu seçimini (No. 117) “0” (fonksiyon geçersiz) olarak
ayarlayın.
Bu fonksiyon, IP-110 bağlıyken ve köşe dikiş çeşidi seçiliyken,
köşe iç dikişinde tek adımda otomatik dikiş yapar.
0 : Köşe iç dikişinde tek adımda otomatik dikiş geçersizdir.
1 : Köşe iç dikişinde tek adımda otomatik dikiş geçerlidir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Bu fonksiyon, IP-110 bağlıyken ve köşe dikiş çeşidi seçiliyken,
köşe iç dikişi tamamlandıktan sonra baskı ayağını otomatik olarak kaldırır.
0 : Köşe iç dikişinden sonra baskı ayağını otomatik kaldırma
geçersizdir.
1 : Köşe iç dikişinden sonra baskı ayağını otomatik kaldırma
geçerlidir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
* Bu fonksiyon, sadece otomatik-kaldırıcı (AK) bağlı olduğu za-
man geçerlidir.
IP-110 bağlıyken, bu fonksiyon yeniden dikişi durdurur/kullanır
(belli bir noktada, kalınan yerden itibaren yeniden dikmek).
0 : Yeniden dikiş fonksiyonu geçersizdir.
1 : Yeniden dikiş fonksiyonu geçerlidir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Bu fonksiyon, geriye doğru dikiş/üst üste binen dikiş çeşidini
seçerken, ayrıca hareket ettirilen iğne değişim fonksiyonunu durdurur/kullanır.
“0” (geçersiz) seçildiği zaman, geriye doğru dikiş/üst üste
binen dikiş çeşidinde ayrıca hareket ettirilen iğne değişimi
mümkün değildir.
0 : Ayrı hareket ettirilen iğne değişimi fonksiyonu (serbest di-
kiş sırasında) geçersizdir.
1 : Ayrı hareket ettirilen iğne değişimi fonksiyonu (serbest di-
kiş sırasında) geçerlidir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Bu fonksiyon, IP-110 bağlıyken ve köşe dikiş çeşidi seçiliyken,
ayrı hareket ettirilen iğne değişim fonksiyonunu durdurur/kullanır.
“0” seçildiği zaman, köşe dikiş çeşidinde opsiyonel olarak
ayrı hareket ettirilen iğne değişimi uygulamak mümkün
değildir.
0 : Ayrı hareket ettirilen iğne değişimi (köşe dikişi sırasında)
geçersizdir.
1 : Ayrı hareket ettirilen iğne değişimi (köşe dikişi sırasında)
geçerlidir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Öğretme düğmesine basarken hareket seçimi
0 : Normal: öğretme + ayrı hareket ettirilen iğne değişimi ile
birlikte öğretme hareketi
1 : Yalnız ayrı hareket ettirilen iğne değişimiyle öğretme hare-
keti (öğretme hareketini başlatırken, öğretme düğmesine
basmak şart değildir.)
2 : Ayrı hareket eden iğne halinde öğretme hareketi engellen-
miştir. (Konumu iki iğneli konuma ayarlayın ve öğretme
düğmesine basın.)
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Ayar aralığı
0/1
0/1
0/1
0/1
0/1
0/1
0 ile 2
arasında
Fonksiyon ayarı gösterimi
1 0 6 1
1 0 7 0
1 0 8 1
1 0 9 1
1 1 0 1
1 1 1 1
1 1 2 0
Referans
sayfası
*
Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
(Listedeki ayar tanımları, DDL-9000A teslimatı sırasındaki standart değerlerdir.)
Ancak fonksiyon ayar içeriği, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
Makine kafası için LH-4168, LH-4168D ya da LH-4188 seçildiği zaman, işaretiyle işaretli öğeler ekranda izlenir.
– 29 –
Page 32

No
113 Öğretmenin
114 Sol masura
115 Sağ masura
116 Köşe öğretmeyi
117 Baskı ayağı
118 Yağlama
120 Ana mil referans
121 Yukarı konumda
122 AŞA�I
Başlık Tanım
tekrarlanmasında ilmek sayısı
iplik sayacı
fonksiyonu
iplik sayacı
fonksiyonu
başlatma
düğmesi seçimi
kaldırma
düğmesi
fonksiyon
seçimi
hatası mesajını
kaldırma ayarı
açı telasi
çalışmaya
başlama açısı
telasi
konumda
çalışmaya
başlama açısı
telasi
Bu fonksiyon, köşe öğretme yaparken tekrarlanacak olan ilmek
sayısını seçer (ayrıca hareket ettirilen iğne dikişinde ilmek sayısı
ölçümü).
0 : Tekrarlanacak olan ilmek sayısı ölçüme denk düşer.
1 : Tekrarlanacak olan ilmek sayısı, ölçülen ilmek sayısından
bir eksiktir.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
IP-110 bağlıyken, bu fonksiyon sol masura iplik sayacı fonksiyonunu durdurur/kullanır.
0 : Sol masura iplik sayacı durdurulur.
1 : Sol masura iplik sayacı kullanılır.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
IP-110 bağlıyken, bu fonksiyon sağ masura iplik sayacı fonksiyonunu durdurur/kullanır.
0 : Sağ masura iplik sayacı durdurulur.
1 : Sağ masura iplik sayacı kullanılır.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Bu fonksiyon, IP-110 bağlıyken, köşe dikişi dikerken köşe iç dikişini başlatacak olan düğmeyi seçer.
0 : Fonksiyon yok
1 : Sol iğne değiştirme düğmesi
2 : Sağ iğne değiştirme düğmesi
3 : Öğretme Düğmesi
4 : Opsiyonel düğme
5 : Dizle çalıştırılan düğme ve baskı ayağı kaldırma düğmesi
6 : Fonksiyon yok (Ayar yapmayın.)
* 1 seçildiği zaman: Sol iğne değiştirme düğmesi, 2: Sağ iğne
değiştirme düğmesi ya da 3: Köşe içi değiştirme düğmesi için
öğretme düğmesi, No 111. Ayrı hareket ettirilen iğne değiştirme
fonksiyonunun (köşe dikiş çeşidi) “0” olarak (fonksiyon geçersiz) ayarlanmış olduğunu kontrol edin.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
Bu fonksiyon, dizle çalıştırılan düğme bağlıyken, dizle çalıştırılan
düğmeyle otomatik baskı ayağı kaldırma fonksiyonunu durdurma/kullanma seçimi yapar.
0 : Dizle çalıştırılan düğmeyle baskı ayağını otomatik kaldır-
ma durdurulur
1 : Dizle çalıştırılan düğmeyle baskı ayağını otomatik kaldır-
ma kullanılır.
* Makine kafası için sadece LH-4168 ya da LH-4188 seçildiği
zaman ayar yapmak mümkündür.
* Bu fonksiyonu kullanırken, baskı ayağı kaldırma düğmesi tek
ilmek telafi fonksiyonunu (No. 106) “0” (fonksiyon geçersiz)
olarak ayarlayın.
Yağlama hatası mesajı (E220 ya da E221) görüldüğü zaman,
değer 1 olarak ayarlanınca hata mesajı kalkar.
0 : Normal hal
1 : Yağlama hatası mesajı, güç daha sonra AÇIK konuma ge-
tirildiğinde kalkar.
(Bu fonksiyon, yağlama hatası mesajı kaldırıldıktan sonra
da kaldırılır.)
* Yağlama hatası mesajını kaldırırken mutlaka yağlama yapın.
* Sadece yağlama gerektiren makine kafaları için ayar yapmak
mümkündür (LH-4100 ve bazı LH-3500 serileri).
Ama mil referans açısı tela edilir.
YUKARI konumda çalışmaya başlama saptama açısı tela edilir.
AŞA�I konumda çalışmaya başlama saptama açısı tela edilir.
Ayar aralığı
0/1
0/1
0/1
0 ile 6
arasında
0/1
0/1
-35 ile 35
arasında
-15 ile 15
arasında
-15 ile 15
arasında
Fonksiyon ayarı gösterimi
1 1 3 0
1 1 4 1
1 1 5 1
1 1 6 5
1 1 7 0
1 1 8 0
1 2 0 – 2 1
1 2 1 2
1 2 2 0
Referans
sayfası
39
39
39
*
Yıldız (*) işareti taşıyan ayar değerlerini değiştirmeyin, bu fonksiyonlar bakım ile ilgilidir. Teslim anındaki mevcut standart
ayar değeri değiştirilirse, makine bozulabilir ya da performansı düşebilir.
Ayar değerini değiştirmek gerekiyorsa, lütfen Teknisyenin El Kitabını satın alın ve talimatlara uyun.
(Listedeki ayar tanımları, DDL-9000A teslimatı sırasındaki standart değerlerdir.)
Ancak fonksiyon ayar içeriği, fonksiyon ve performansı iyileştirmek için izin almadan değiştirilebilir.
Makine kafası için LH-4168, LH-4168D ya da LH-4188 seçildiği zaman, işaretiyle işaretli öğeler ekranda izlenir.
– 30 –
Page 33

6. Fonksiyon seçimi hakkında ayrıntılı açıklama
Yumuşak başlangıç fonksiyonunun seçimi (Fonksiyon ayar numarası 1)
1
İğne ipliği, ilmek adımı (ilmek uzunluğu) küçük olduğu ya da kalın iğne kullanıldığı zaman, dikiş başlangı-
cında masura ipliğine dolanmayabilir. Bu problemi çözmek için, bu fonksiyon ile dikiş hızı sınırlandırılarak
ilk ilmeklerin düzgün olması garanti edilir.
0 : Fonksiyon seçilmemiş.
1 ile 9 arasında : Yumuşak başlangıç modunda dikilecek olan ilmek sayısı
Veri ayar aralığı:
150 ile 5.500 dev/dak arasında <50 dev/dak>
2
3
Ayar aralığı
0 ile 8 arasında
0 : Titreşim azaltma fonksiyonu çalışmıyor.
ile
8 : Titreşim etkin şekilde azaltılır.
1
Yumuşak başlangıç fonksiyonu ile sınırlanan dikiş hızı değiştirilebilir. (Fonksiyon ayar numarası 37)
3 7
Malzeme sonu sensörü (ED: opsiyonel) fonksiyon (Fonksiyon ayar numarası 2 ile 4 arasında)
Malzeme sonu sensörü (ED) takılı iken bu fonksiyon kullanılabilir.
Ayrıntılar için, malzeme sonu sensörü Talimat Kılavuzuna bakınız.
(Dikkat) Malzeme sonu sensörü bağlı değilse ya da kontrol paneli bağlıysa ayarlar geçersiz olur.
Titreşim azaltma fonksiyonu (Fonksiyon ayar numarası 5)
Bu fonksiyon, dikiş başlangıcında el lambasındaki titreşimi azaltır. Bu değer ne kadar arttırılırsa, fonksiyon
o kadar etkili olur.
5
(Dikkat) Titreşim azaltma fonksiyonu ne kadar etkili olursa (ayar değeri ne kadar artarsa), dikiş
0
8 0 0
0
makinesinin çalışmaya başlama hızı o kadar düşer.
0
Masura ipliği sayma fonksiyonu (Fonksiyon ayar numarası 6).
4
Kontrol paneli kullanıldığı zaman, bu fonksiyon önceden belirlenen değeri çıkarır ve masurada kullanılan
iplik miktarını belirtir.
Ayrıntılar için, çalışma paneli Talimat Kılavuzuna bakınız.
(Dikkat) “0” seçilirse, kontrol panelindeki LCD ifadesi söner ve masuradaki ipliği sayma fonksi-
yonu geçersiz olur.
iplik kesmeyi engelleme fonksiyon ayarı (Fonksiyon ayar numarası 9).
5
Bu fonksiyon, iplik kesme uyarılığı zaman iplik kesme solenoidi çıkışını ve tokatlayıcı solenoidi çıkışını ka-
patır [Dikiş makinesi ile birlikte kontrol paneli kullanılırsa, bu fonksiyon kontrol paneli üzerindeki fonksiyon
ayarı uyarınca çalışır.]
Bu fonksiyon yardımıyla, ayrı dikiş malzemeleri birbirine bağlanır ve iplik kesme yapmadan dikilir.
0 : kapalı İplik kesimine izin veriliyor. (İplik kesilebilir).
1 : açık İplik kesimine izin verilmiyor. (İplik kesilemez).
6
0 : Aşağı İğne mili, strokunun en alt konumunda durur.
1 : Yukarı İğne mili, strokunun en üst konumunda durur.
7
0 : kapalı Tıklama sesi etkin değil.
1 : açık Tıklama sesi etkin.
9
Dikiş makinesi durduğu anda iğne milinin durma konumunun saptanması (Fonksiyon ayar numarası 10)
Pedal nötr konumdayken iğne mili konumu belirlenir.
1 0
(Dikkat) İğne milinin durma konumu en yüksek konuma ayarlanırsa, iğne mili en alt konuma gel-
PSC panelinde bulunan tuş düğmesinin tıklama sesi (Fonksiyon ayarı numarası 11).
Bu fonksiyon, PSC panelindeki dört tuş düğmesini kullanırken sesin etkin olup olmayacağını seçer.
1 1
0
0
dikten sonra iplik kesme işlemi gerçekleştirilir.
1
– 31 –
Page 34

Opsiyonel düğme fonksiyon seçimi (Fonksiyon ayar numarası 12): Sadece opsiyonel düğmeyle
8
teçhiz edilmiş olan makine kafasıyla birlikte kullanılabilir.
Opsiyonel düğmeye atanan fonksiyonlar, aşağıdaki fonksiyonlardan seçilebilir.
0 : Fonksiyon yok (Standart ayar)
1 2
0
1 : İğne yukarı/aşağı tela dikişi: Düğmeye her basıldığında, yarım ilmek nor-
mal besleme yapılır. (Paneldeki yukarı/aşağı tela dikişi düğmesinin hareketi ile aynı.)
2 : Geriye doğru tela dikişi: Düğme basılı tutulurken düşük hızda geriye doğru
besleme dikişi yapılır. (Çalışma panelinde sadece sabit boyutlu dikiş çeşidi
seçiliyken etkindir.)
3 : Dikiş sonunda geri doğru besleme dikişini bir kez iptal etme fonksiyonu:
Düğmeye bastıktan sonra pedalın arka tarafına basarak, geriye doğru
besleme dikişi işlemi bir kez iptal edilir.
4 :
İplik kesme fonksiyonu: Bu fonksiyon, iplik kesme düğmesi gibi çalıştırılır.
5 :
Baskı ayağı kaldırma fonksiyonu: Bu fonksiyon, baskı ayağı kaldırma düğmesi gibi çalıştırılır.
6 :
Bir ilmek tela dikişi: Düğmeye her basıldığında, bir ilmek dikiş işlemi gerçekleşir.
7 : Dikiş başlangıcında ve sonunda geriye doğru besleme dikişini aynı
anda iptal etme fonksiyonu: Opsiyonel düğmeyi çalıştırarak, etkisiz/etkili seçenekleri arasında geçiş yapılabilir.
8 : Nötr baskı ayağı kaldırma geçiş fonksiyonu: Opsiyonel düğme kullanı-
larak açık/kapalı seçenekleri arasında geçiş yapılabilir.
(Not)
Fonksiyon iptal edilse bile, dikiş başlangıcın-
da ve sonunda geriye doğru besleme dikişi
ifadesi 1 çalışma paneli üzerinde aynıdır. Dik-
katli olun.
1
Dikiş sayma fonksiyonu (Fonksiyon ayar numarası 14)
9
Fonksiyon, her iplik kesişinde artan şekilde sayım yapar ve dikiş prosesinin bitimindeki adedi sayar.
Bu işlem IP-110 kontrol paneli ile birlikte yapılabilir. Kontrol paneli hakkındaki açıklamalara bakınız.
1 : açık Dikiş sayacı fonksiyonu etkin.
0 : kapalı Dikiş sayacı fonksiyonu etkin değil.
1 4
1
(IP-110 kontrol paneli üzerindeki ifade de yok olur.)
Kuş yuvası önleme fonksiyonu (Fonksiyon ayar numarası 18 ile 20 arası, 28, 65, 66, 89, 100)
!0
Bu fonksiyon, dikiş başlangıcında ipliğin dolaşmasını önler. Bu fonksiyon sadece kuş yuvası önleme spesi-
kasyonuna sahip olan makine kafası bulunan dikiş makinelerinde kullanılabilir. (Bu fonksiyonu kullanırken
opsiyonel A ünitesi gereklidir.)
Kuş yuvası önleme fonksiyonu (Fonksiyon ayar numarası 18)
1
1 8
0
1 : Kuş yuvası önleme fonksiyonu etkin.
0 : yuvası önleme fonksiyonu etkin değil.
2 : yuvası önleme fonksiyonu etkin.
(İplik serbest bırakma etkin.)
19 ile 20 arasındaki ve 28, 65, 66, 89, 100 numaralı fonksiyon ayarları etkin olmaktan çıkar.
Dikiş başlangıcında iğne ipliğini serbest bırakma fonksiyonu (Fonksiyon ayar numarası 19)
2
1 9
0
0 : Dikiş başlangıcında iğne ipliğini serbest bırakma fonksiyonu
yoktur (Normal)
1 : Dikiş başlangıcında iğne ipliğini serbest bırakma fonksiyonu
mevcuttur
Dikiş başlangıcında yoğun dikiş sayısı (Fonksiyon ayar numarası 20)
3
Dikiş sonunda yoğun dikiş sayısı belirlenebilir.
2 0
0
Ayar aralığı
1 ile 9 ilmek arasında
0 : Yoğun hale getirme fonksiyonu etkin değil.
– 32 –
Page 35

Yoğun hale getirme dikişi zamanlama solenoidi (yoğun dikiş 1 ilmek yapıldığı zaman.)
4
(Fonksiyon ayar numarası 65)
1 ilmek yoğun dikiş için solenoidin başlama zamanı, 10˚lik açılar halinde düzeltilebilir.
Ayar aralığı
6 5
– 1 5
-36 ile 0 arası <1/10˚>
Yoğun hale getirme dikişi zamanlama solenoidi (yoğun dikiş 2 ilmek ya da daha fazla yapıldığı zaman.)
5
(Fonksiyon ayar numarası 66)
2 ilmek ya da daha fazla yoğun dikiş için solenoidin başlama zamanı, 10˚lik açılar halinde düzeltilebilir.
Ayar aralığı
6 6
– 1 5
-36 ile 0 arası <1/10˚>
İğne ipliğini serbest bırakma fonksiyonu (Fonksiyon ayar numarası 28)
6
Bu fonksiyon, yakalanmış olan iğne ipliği dikiş başladıktan sonra tutulana kadar gerekli ilmek sayısını belirler.
Ayar aralığı : 0 ile 30 ilmek arasında
2 8
1
iplik çekme/bırakma solenoidi (Fonksiyon ayar numarası 89)
7
Bu fonksiyon, çekme/bırakma solenoidi (LZ) hareketin izin verilip verilmediğini belirler.
0 : Hareket etkin değil.
8 9
0
1 : Fonksiyon etkin.
Dikiş başlangıcında gerginliği azaltma hareketinin dikiş sayısı (Fonksiyon ayar numarası 100)
8
Bu fonksiyon, dikiş başlangıcında gerginliği azaltma solenoidini çalıştırmak için gerekli ilmek sayısını belirler.
Ayar aralığı : 0 ile 9 ilmek arasında
1 0 0
0
Nötr otomatik baskı ayağı kaldırma fonksiyonu (sadece AK cihazıyla) (Fonksiyon ayar numarası 21)
!1
Bu fonksiyon, pedal nötr konumdayken baskı ayağını otomatik olarak kaldırır.
Pedalın otomatik kaldırma süresi, iplik kesiminden sonra otomatik kaldırma süresine bağlıdır, ve baskı aya-
ğı otomatik olarak indiğinde nötr konumdan bir kez ayrıldıktan sonra ikinci nötr konumda otomatik olarak
kaldırılır.
0 : kapalı Nötr otomatik baskı ayağı kaldırma fonksiyonu etkin değil.
1 : açık Nötr otomatik baskı ayağını kaldırma fonksiyonu seçimi
!2
2 1
Çalışma paneli fonksiyonunda tela düğmesi geçiş fonksiyonu (Fonksiyon ayar numarası 22)
0
CP-170 ya da IP-110 çalışma panelindeki tela düğmesi fonksiyonu, iğne yukarı/aşağı tela dikişi ya da tek ilmek
tela dikişi olarak değiştirilebilir.
0 : İğne yukarı/aşağı tela dikişi
1 : Bir ilmek tela dikişi
!3
2 2
İplik kesme hareketi koşulu (Fonksiyon ayar numarası 25)
0
Bu fonksiyon, elle çalıştırılan kasnağı çevirerek ya da başka bir şekilde AŞA�I algılama konumundan ayrıl-
dıktan sonra pedalın arka tarafına basılarak iplik kesme hareketini etkisiz hale getirir.
0 : İplik kesme hareketi etkin.
1 : İplik kesme hareketine izin verilmiyor.
!4
2 5
Durduktan sonra tutuş kuvvetini belirleme fonksiyonu (Fonksiyon ayar numarası 26)
1
Makine uzun süre kullanılıp makine kafası torku azaldığı zaman, durduktan sonra geriye doğru dönüş hare-
keti miktarının artmasını önleme fonksiyonu. Ayar değeri arttırıldığı zaman önleme etkisi artar. Ancak ayar
değeri çok fazla arttırıldığı zaman aksi etki yaratıp, makinenin normal yönde dönmesi tehlikesi vardır. İğne mili
hareketini kontrol ederken bu fonksiyonu ayarlayın.
Ayar aralığı : 0 ile 9 arasında
2 6
0
Yeniden deneme anında tepki kuvvetini belirleme fonksiyonu (Fonksiyon ayar numarası 27)
!5
Bu fonksiyon, yeniden deneme hareketini kaydırmadan önce, geri dönüş kuvvetinin büyüklüğünü değiştirir.
Ayar aralığı : 1 ile 100 arasında
2 7
5 0
1 : 100 için daha az geri dönüş kuvveti : Daha fazla geri dönüş kuvveti
– 33 –
Page 36

İğne ardı solenoidinin emme süresi ayarı (Fonksiyon ayar numarası 29)
!6
Bu fonksiyon, iğne ardı solenoidinin emme süresini değiştirebilir.
Sıcaklık yüksek iken değeri arttırmak etkili olur.
(Dikkat) Değer çok fazla arttırılırsa, hareket edememe ya da hatalı adım meydana gelir.
Değeri değiştirirken dikkatli olun.
Ayar aralığı : 50 ile 300 ms arasında <10 / ms>
!7
2 9
2 5 0
Sıradaki geriye doğru besleme dikişi fonksiyonu (Fonksiyon ayar numaraları 30 ile 33 arasında)
Dikiş makinesi kafasındaki geriye hareket düğmesine ilmek sayısı sınırlama fonksiyonu ve iplik kesme ko-
mutu eklenebilir.
Fonksiyon ayar numarası 30 Sıradaki geriye doğru besleme dikişi fonksiyonu seçilir.
0 : kapalı Normal iğne ardı dikiş fonksiyonu
1 : açık Sıradaki geriye doğru besleme dikişi fonksiyonu
3 0
0
Fonksiyon ayar numarası 31 Geriye doğru besleme dikişi ilmek sayısı belirlenir.
Ayar aralığı
0 ile 19 ilmek arasında
3 1
4
Fonksiyon ayar numarası 32 Sıradaki geriye doğru besleme dikişinin etkin hali
3 2
0
0 : kapalı
Dikiş makinesi durduğu zaman etkin değildir. (Sıradaki geriye doğru
besleme dikişi, sadece dikiş makinesi çalıştığı zaman işlev görür.)
1 : açık Dikiş makinesi durduğu zaman etkindir.
(Sıradaki geriye doğru besleme dikişi, dikiş makinesi çalışırken
ya da durduğu zaman da işlev görür.)
(Dikkat) Dikiş makinesi çalışırken her iki koşulda da etkindir.
Fonksiyon ayar numarası 33
0 : kapalı İplik kesmeden
3 3
0
Sıradaki geriye doğru besleme dikişi tamamlandığı zaman iplik kesme yapılır.
1 : açık İplik kesimi yapılır.
Her ayar durumundaki hareketler
Uygulama
1
2
3
4
5
Normal geriye doğru besleme dikişi için geriye doğru hareket düğmesi olarak kullanılır.
1
Pliselerde kuvvetlendirici dikiş (baskı dikişi) olarak kullanılır. (Sadece dikiş makinesi çalışırken etkindir.)
2
Pliselerde kuvvetlendirici dikiş (baskı dikişi) olarak kullanılır.
3
(Dikiş makinesi dururken ve dikiş makinesi çalışırken de etkindir.)
Dikiş sonunda geriye doğru besleme dikişini başlatma düğmesi olarak kullanılır.
4
(Pedalın arka kısmına basarak iplik kesme yerine kullanılır. Sadece dikiş makinesi çalışırken etkindir. Makinede
özellikle ayakta durarak çalışıldığı zaman etkindir.)
Dikiş sonunda geriye doğru besleme dikişini başlatma düğmesi olarak kullanılır.
5
(Pedalın arka kısmına basarak iplik kesme yerine kullanılır. Dikiş makinesi dururken ve dikiş makinesi çalışırken
de etkindir. Makinede özellikle ayakta durarak çalışıldığı zaman etkindir.)
Fonksiyon ayarı
No 30 No 32 No 33
0
0 ya da 1 0 ya da 1
1 0 0
1 1 0
1 0 1
1 1 1
Çıkış fonksiyonu
Normal geriye doğru hareket düğmesi olarak çalışır.
Pedalın ön kısmına basıldığı anda geriye doğru hareket düğmesini kullanırken,
31 numaralı fonksiyon ile belirlenen sayıda geriye doğru besleme dikişi yapmak
mümkündür.
Dikiş makinesi durur haldeyken ya da pedalın ön kısmına basıldığı anda geriye
doğru hareket düğmesini kullanarak, 31 numaralı fonksiyon ile ayarlanan sayıda
geriye doğru besleme dikişi yapmak mümkündür.
Pedalın ön kısmına basıldığı anda geriye doğru hareket düğmesini kullanırken, 31
numaralı fonksiyon ayarı ile istenen sayıda geriye doğru besleme dikişi yapıldıktan
sonra otomatik iplik kesimi yapılır.
Dikiş makinesi dururken ya da pedalın ön kısmına basıldığı anda geriye doğru
hareket düğmesini kullanırken, 31 numaralı fonksiyon ayarı ile belirlenen sayıda
geriye doğru besleme dikişi yapıldıktan sonra otomatik iplik kesimi yapılır.
– 34 –
Page 37

Tek adımda dikişte devir sayısı (Fonksiyon ayar numarası 38)
!8
Bu fonksiyon, dikiş makinesi malzeme sonu saptanana ya da belirlenen ilmek sayısı tamamlanana kadar
dikmeye devam ederken tek adımda dikiş hızını pedalın bir çalışmasıyla ayarlayabilir.
Ayar aralığı
200 ile MAKSİMUM dev/dak arasında <50 dev/dak>
3 8
2 5 0 0
(Dikkat) 1. Tek adımda dikiş ayarı, CP-170 ya da daha üst modellerde kontrol paneli tarafından
yapılır.
2. Tek adımda dikiş için maksimum devir sayısı, dikiş makinesi kafasına bağlı olarak
sınırlıdır.
Baskı ayağını kaldırıcı tutma süresi (Fonksiyon ayar numarası 47)
!9
Solenoid tipi baskı ayağı (46 numara 0) baskı ayağı kaldırıcı tutma süresi kontrolünü ayarlayabilir.
Bu fonksiyon, 47 numaralı ayar ile belirlenen baskı ayağını kaldırma zamanı dolduktan sonra baskı ayağını
otomatik olarak indirir.
Pnömatik tip baskı ayağı (46 numara 1) seçildiği zaman, baskı ayağı kaldırıcı tutma süresi kontrolü ayar
değerinden bağımsız olarak sınırsızdır.
Ayar aralığı
10 ile 600 sn arasında <10/sn>
@0
4 7
Geriye doğru besleme dikişi solenoidinin tela zamanı (Fonksiyon ayar numarası 51 ile 53 arası)
6 0
Otomatik geriye doğru besleme dikişi sırasında normal ve geriye doğru besleme dikiş düzenli değilse, bu fonk-
siyon iğne ardı solenoidinin açık/kapalı süresini ayarlayabilir ve zamanı tela eder.
Dikiş başlangıcında geri besleme dikişi solenoidi açık süresinin telasi (Fonksiyon ayar numarası 51)
1
Dikiş başlangıcında geri besleme dikişi solenoidi açık süresi, açı birimiyle tela edilebilir.
Ayar aralığı
-36 ile 36 arası <1/10°>
2
5 1
Ayar değeri
– 36 – 360
– 18 – 180
0 0
18 180
36 360
Dikiş başlangıcında geri besleme dikişi solenoidi kapalı süresinin telasi (Fonksiyon ayar numarası 52)
– 1 8
Tela değeri Tela için ilmek sayısı
゜
゜
゜
゜
゜
– 1
– 0,5
0
0,5
1
– 360˚
– 180˚
180˚
360˚
* 1 ilmekten önceki
nokta 0º kabul
edilirse, önde ve
arkada 360º (1 ilmek)
0˚
tela mümkündür.
Dikiş başlangıcında geri besleme dikişi solenoidi kapalı süresi, açı birimiyle tela edilebilir.
Ayar aralığı
-36 ile 36 arası <1/10°>
5 2
Ayar değeri
– 36 – 360
– 18 – 180
0 0
18 180
36 360
– 5
Tela değeri Tela için ilmek sayısı
゜
゜
゜
゜
゜
– 1
– 0,5
0
0,5
1
– 360˚
– 180˚
0˚
180˚
360˚
Dikiş sonunda geri besleme dikişi solenoidi kapalı süresinin telasi (Fonksiyon Ayar numarası 53)
3
Dikiş başlangıcında geri besleme dikişi solenoidi kapalı süresi, açı birimiyle tela edilebilir.
Ayar aralığı
-36 ile 36 arası <1/10°>
5 3
Ayar değeri
– 36 – 360
– 18 – 180
0 0
18 180
36 360
– 5
Tela değeri Tela için ilmek sayısı
゜
゜
゜
゜
゜
– 1
– 0,5
0
0,5
1
– 360˚
– 180˚
0˚
180˚
360˚
– 35 –
Page 38

İplik kesmenin ardından baskı ayağı kaldırma fonksiyonu (Fonksiyon ayar numarası 55)
@1
Bu fonksiyon, iplik kesme işleminden sora otomatik olarak baskı ayağını kaldırabilir. Bu fonksiyon, sadece
AK cihazıyla birlikte kullanıldığı zaman etkindir.
0 : kapalı
5 5
1
Baskı ayağını otomatik olarak kaldırma fonksiyonu mevcut değildir.
(Baskı ayağı, iplik kesmenin ardından otomatik olarak kalkmaz.)
1 : on Baskı ayağını otomatik olarak kaldırma fonksiyonu mevcuttur.
(Baskı ayağı, iplik kesmenin ardından otomatik olarak kalkar.)
İplik kesmenin ardından iğneyi kaldırmak için geriye doğru dönüş hareketi (Fonksiyon ayar numarası 56)
@2
Bu fonksiyon, iplik kesmenin ardından iğneyi en yüksek konuma kaldırmak için dikiş makinesine geriye
doğru dönme hareketi yaptırmak için kullanılır. İğnenin baskı ayağı altında kalması ve ağır malzeme ya da
benzeri malzemeleri çizebileceği durumlarda bu fonksiyonu kullanın.
0 : kapalı
5 6
0
Bu fonksiyon, iplik kesme yapılmadığı zaman iğneyi kaldırmak üzere
dikiş makinesine geriye doğru dönme hareketi yaptırmak için kullanılır.
1 : açık İplik kesildikten sonra iğneyi kaldırmak üzere dikiş makinesine
geriye doğru dönme hareketi yaptıran fonksiyon mevcuttur.
(Dikkat) Dikiş makinesi geri yönde döndürüldüğü zan, iğne mili neredeyse en üst ölü noktaya
ulaşır. Bu da iğnedeki ipliğin çıkmasına neden olabilir. Dolayısıyla iplik kesildikten sonra kalan ipliğin uzunluğunu uygun şekilde ayarlamak gereklidir.
Masurada kalan iplik miktarını saptama fonksiyonu (Fonksiyon ayar numarası 57 ve 61)
@3
Bu fonksiyon, masurada kalan iplik miktarını saptar ve masurayı değiştirme zamanı gelince uyarır.
Bu fonksiyon, masurada kalan iplik miktarını saptama cihazı (AE) takılı iken kullanılır.
Ayrıntılar için, masurada kalan iplik miktarı saptama cihazı talimat kılavuzuna bakınız.
5 7
(Dikkat)
0
AE cihazı takılı değilse, 57 numaralı ayarın etkisiz (“0”) olarak belirlendiğini kontrol edin.
(Ekranda “E43” görülür ve dikiş makinesi çalışmaya başlamaz.)
İğne milini önceden belirlenen alt/üst konumda tutma fonksiyonu (Fonksiyon ayar numarası 58)
@4
İğne mili alt ya da üst konumdayken, bu fonksiyon haf fren yaparak iğne milini tutar.
0 : kapalı İğne milini önceden belirlenen alt/üst konumda tutma fonksiyo-
nu mevcut değil
1 : açık İğne milini önceden belirlenen alt/üst konumda tutma fonksiyonu
5 8
0
mevcut
Dikiş başlangıcında geri besleme dikişi dikiş hızı için OTOMATİK/Pedal arasında geçiş fonksiyonu
@5
(Fonksiyon ayar numarası 59)
Bu fonksiyon, dikiş başlangıcında geriye doğru besleme dikişinin 8 numaralı ayar kullanılarak belirlenmiş
olan hızda ve fren yapmadan mı yoksa pedaldaki hızda mı dikileceğini seçer.
0 : Manual Pedal çalışmasındaki hız.
1 : Otomatik Belirlenen hızda otomatik dikiş
5 9
0
(Dikkat) 1. Dikiş başlangıcında geri besleme dikişi maksimum dikiş hızı, pedaldan bağımsız
olarak 8 numaralı ayarla ayarlanan fonksiyon tarafından sınırlanır.
2. “0” seçildiği zaman, geriye doğru besleme dikiş ilmekleri normal besleme ilmeğine
uymayabilir.
– 36 –
Page 39

Dikiş başlangıcında geri besleme dikişinin hemen ardından durdurma fonksiyonu (Fonksiyon ayar numarası 60)
@6
Bu fonksiyon, dikiş başlangıcında geriye doğru besleme dikişi prosesi tamamlandığı zaman pedalın ön kısmına basıl-
sa bile dikiş makinesini geçici olarak durdurur.
Bu fonksiyon, dikiş başlangıcında kısa mesafede geri besleme dikişi yapıldığı zaman kullanılır.
6 0
0
0 : Dikiş başlangıcında geri besleme dikişinin hemen
ardından durdurma dikiş makinesini geçici olarak
durdurma fonksiyonu mevcut değil
1 : Dikiş başlangıcında geri besleme dikişinin hemen
ardından durdurma dikiş makinesini geçici olarak
Dikilen ürünün yönünü
değiştirmek için dikiş
makinesini geçici olarak
durdurun.
durdurma fonksiyonu mevcut
Baskı ayağını kaldırma solenoidi çıkış işi ayarı (Fonksiyon ayar numarası 67)
@7
Baskı ayağı kaldırma solenoidinin çıkış işi değiştirilebilir. Sıcaklık çok fazla olduğu zaman, değeri azaltma-
da etkilidir.
(Dikkat) Değer çok küçükse hatalı çalışma meydana gelir. Değeri değiştirirken dikkatli olun.
Ayar aralığı : 5 ile %40 arasında <%5>
@8
6 7
2 0
Baskı ayağını yumuşak indirme fonksiyonu (sadece AK cihazıyla) (Fonksiyon ayar numaraları 70 ve 49)
Bu fonksiyon, baskı ayağını yumuşak bir şekilde indirebilir.
Bu fonksiyon, baskı ayağı indirilirken sesi, kumaştaki hasarı ya da kumaşın kaymasını önlemek gerekiyor-
sa kullanılabilir.
Not : Yumuşak iniş fonksiyonunu seçerken, 49 numaralı fonksiyon ayarında zamanı değiştirin,
çünkü 49 numaralı fonksiyon ayarında zaman daha uzun seçilmezse, pedala basarak baskı
ayağını indirirken istenen sonuç elde edilemez.
0 ile 250 ms arasında
4 9
1 4 0
10 ms/Adım
0 : Baskı ayağını yumuşak indirme fonksiyonu mevcut değildir.
7 0
0
(Baskı ayağı hızlı iner.)
1 : Baskı ayağını yumuşak indirme fonksiyonu seçimi
Darbeli çalışmayı iyileştirme fonksiyonu (Fonksiyon ayar numaraları 71 ve 72)
@9
Bu fonksiyon, pedal için yüksek hızda çalışmayı kullanarak ya da ayakta tek ilmek dikişinin yapılabilirliğini
ya da makinede ayakta çalışmayı iyileştirir.
Ayarlanan değer büyüdükçe, dönme hareketi başlangıcındaki hız sınırlaması büyük ölçüde artar ve tek di-
kişin kullanılabilirliğinde iyileşme sağlanır.
71 numaralı fonksiyon ayarı, sıradaki yeniden hızlandırma anında hız sınırı getirerek hızı azaltır.
72 numaralı fonksiyon ayarı, durma konumundan başlayan hızlanmaya sınır getirir.
Not : Bu fonksiyon, iplik kesmenin hemen ardından güç açık konuma getirilirse ya da dikişe baş-
lanırsa çalışmaz.
0 ile 5 arasında
7 1
0
0 ile 5 arasında
7 2
0
72 numaralı fonksiyon ayarı
Basılan pedal
0
Dev/dak
Nötr pedal
71 numaralı fonksiyon ayarı
0
5
5
t
– 37 –
Page 40

Dikiş başlangıcında geri besleme dikiş hızını azaltan fonksiyon (Fonksiyon ayar numarası 92)
#0
Dikiş başlangıcında geri besleme dikiş bittiği zaman hızı azaltma fonksiyonu: Pedal koşullarına bağlı nor-
mal kullanım (Hız, fren yapmadan en yüksek değere çıkar)
Bu fonksiyon, geçici durdurma uygun şekilde kullanıldığı zaman kullanılır. (Manşet ve manşet takma)
0 : Hız azalmaz.
9 2
0
1 : Hız azalır.
Geçici durdurma
Yeniden deneme fonksiyonu (Fonksiyon ayar numarası 73)
#1
Fren yapmadan,
durmadan dikiş
Yeniden deneme fonksiyonu kullanıldığı zaman, dikilen malzeme kalınsa ve iğne bu malzemeyi delemiyor-
sa, bu fonksiyon sayesinde iğne malzemeyi kolaylıkla deler.
0 : Normal
7 3
1
1 : Yeniden dene fonksiyonu vardır.
Dikiş makinesinin ilk çalışma hızını seçme fonksiyonu (Fonksiyon ayar numarası 76)
#2
Bu fonksiyon, dikiş makinesi hızının çalışmaya başlama anında daha hızlı olmasının istendiği durumlarda
seçilir. (Çalışmaya başlamak için gereken zaman yaklaşık %10 kısalır.)
0 : Normal eğri
7 6
0
1 : Daha keskin eğri
(Dikkat) Eğer “1” seçilirse motorun çalışmasında düzensizlik olabilir. Ayrıca dikiş makinesi çalı-
şırken gürültü olabilir ya da gürültüde artış olabilir.
Baskı ayağı kaldırma solenoidi emme süresi ayarı (Fonksiyon ayar numarası 84)
#3
Baskı ayağı kaldırma solenoidi emme süresi değiştirilebilir. Sıcaklık fazla ise, değeri azaltmak etkili olur.
(Dikkat) Değer çok küçük ise hatalı çalışmaya neden olur. Değeri değiştirirken dikkatli olun.
Ayar aralığı : 40 ile 300 ms arasında <10/ms>
#4
8 4
Pedal eğrisi seçme fonksiyonu (Fonksiyon ayar numarası 87)
1 0 0
Bu fonksiyon, pedala basma miktarına bağlı olarak dikiş makinesi devir sayısı eğrisini seçebilir.
Darbeli çalışmanın zor olduğunu ya da pedalın yavaş tepki verdiğini düşünüyorsanız bu fonksiyonu değiştirin.
8 7
0
2
0 : Dikiş makinesinin devir sayısı, pedala basma miktarına bağlı
olarak, doğrusal olarak artar.
0
1 : Orta hızlarda pedal tepkisi, pedala basma miktarına bağlı olarak
gecikir.
2 : Orta hızlarda pedal tepkisi, pedala basma miktarına bağlı olarak
hızlanır.
İlk harekette YUKARIDA durma konumunu kaydırma fonksiyonu (Fonksiyon ayar numarası 90)
#5
Pedal stroku (mm)
Devir sayısı (dev/dak)
Gücü açık konuma getirir getirmez YUKARIDA durma konumuna otomatik dönüş etkin/etkin değil seçimi yapılabilir.
0 : Etkin değil
1 : Etkin
9 0
1
1
İğne aşağı/yukarı tela düğmesine eklenen fonksiyon (Fonksiyon ayar numarası 93)
#6
Tek ilmek dikişi yapabilmek için, güç şalterini açık konuma getirdikten hemen sonra ya da iplik kesme işleminin he-
men ardından yukarıda durma anında iğne yukarı/aşağı tela düğmesine basılması şarttır.
0 : Normal (Sadece iğne aşağı/yukarı tela dikişi işlemi)
1 : Tek ilmek telafi dikişi işlemi (yukarıda durma / yukarıda dur-
9 3
0
ma) sadece yukarıdaki değişiklikler yapıldığı zaman gerçekleşir.
– 38 –
Page 41

Sürekli dikiş + tek adım kesintisiz dikiş fonksiyonu (Fonksiyon ayar numarası 94)
#7
IP-110 program fonksiyonları arasındaki bu fonksiyon, sürekli dikişi tek adımda dikişle birleştirerek, dikiş
makinesinin son adımda durmadan bir sonraki adıma geçmesini sağlar.
19 ilmek ya da daha fazla üst üste binen dikiş dikmek isterseniz bu fonksiyonu seçin.
0 : Normal (Adım tamamlandığı zaman durur.)
1 : Adım tamamlandığı zaman, dikiş makinesi durmaz ve bir son-
9 4
0
raki adıma devam eder.
Dikiş makinesi kafasının maksimum devir sayısının belirlenmesi (Fonksiyon ayar numarası 96)
#8
Bu fonksiyon, dikiş makinesi kafasında kullanmak istediğiniz maksimum devir sayısını belirler. Belirlenen
değerin üst sınırı, bağlanacak olan dikiş makinesi kafasına bağlı olarak değişir.
50 ile Maksimum arasında [dev/dak] <50/dev/dak>
#9
9 6
4 0 0 0
Dikiş sayacı giriş fonksiyonu (Fonksiyon ayar numarası 101)
Bu fonksiyon, IP-110 panelini bağlarken bir dış dikiş sayacı düğme girişi ile ya da dahili iplik kesme sayısını
otomatik olarak güncelleyerek panelde izlenen dikiş sayacı sayısını değiştirebilir.
0 : Her iplik kesiminin ardından sayaç otomatik olarak artan şekilde
1 0 1
0
sayar.
1 : Dikiş sayacı düğmesiyle her giriş yapıldığında sayaç artan şekil-
de sayar.
Ana mil referans açı telasi (Fonksiyon ayar numarası 120)
$0
Ama mil referans açısı tela edilir.
1 2 0
– 2 8
Ayar aralığı
–35 ile 35˚ arasında <1 / ˚>
YUKARI konumda başlatma açısı telasi (Fonksiyon ayar numarası 121)
$1
YUKARI konumda başlatmayı saptayan açı tela edilir.
1 2 1
Ayar aralığı
0
–15 ile 15˚ arasında <1 / ˚>
AŞAĞI konumda başlatma açısı telasi (Fonksiyon ayar numarası 122)
$2
AŞA�I konumda başlatmayı saptayan açı tela edilir.
1 2 2
0
Ayar aralığı
–15 ile 15˚ arasında <1 / ˚>
– 39 –
Page 42

7. Pedal sensörü nötr noktasının otomatik telasi
6
2
Pedal sensörü, yayı vb., değiştirildiğinde, aşağıdaki
işlemi mutlaka uygulayın :
1) Düğmeye 2 basarak güç şalterini açık konuma
getirin.
2) Ekrandaki ifade şekildeki 6 gibi olur. Bu durumda, tela değerinin dört rakamı 7 bölümde göste-
rilir.
(Dikkat) 1. Bu durumda pedala basılırsa pedal
2. 7 bölümde 4 haneden farklı şey
3) Güç şalterini kapalı konuma getirin ve normal
moda dönmek için tekrar açık konuma getirin.
sensörü düzgün çalışmaz. Pedalın
üzerine ayağınızı ya da başka bir
cisim koymayın. Uyarı sesi duyulur
ve tela değeri görülmez.
görülürse Teknisyenin Kılavuzu’na
bakınız.
8. Pedal spesikasyonlarının seçilmesi
KFL • PFL
KFL ayarlanması
1
KFL • PFL
PFL ayarlanması
Pedal sensörü değiştirildiği zaman (KFL / PFL ya
da PFL / KFL), değişen pedal spesikasyonlarının
uyması için bağlantı parçasını 1 değiştirin.
(Dikkat) 1. Pedalın arka kısmına yerleştirilen
iki yaylı pedal sensörünün tipi PFL’
dir, tek yaylı olanın tipi KFL’dir. Pedalın arka kısmına basarak baskı
ayağını kaldırırken pedal sensörünü
PFL’ye yerleştirin.
2. Bağlantı parçasını değiştirirken,
çalışmaya başlamadan önce gücü
mutlaka kapalı konuma getirin. Bağlantı parçasını güç açık konumdayken değiştirirseniz ayar değişmez.
Ana ünite kırılabilir.
– 40 –
Page 43

9. Otomatik kaldırma fonksiyonunun ayarlanması
6 5
3
(Dikkat) 1. Gücü tekrar açık hale getirmeden önce, mutlaka bir saniye ya da daha uzun bir süre
bekleyin.
(Gücü açma/kapama işlemi hızlı yapılırsa ayarlar değişebilir.)
2. Bu fonksiyon uygun şekilde seçilmezse otomatik kaldırıcı çalıştırılamaz
3. Otomatik kaldırma cihazı takılmadan “FL ON” (FL açık) seçilirse, dikiş başlangıcında
çalışmada anlık gecikme olur. Ayrıca otomatik kaldırıcı takımlı olmadığı zaman mutlaka “FL OFF” (FL kapalı) seçeneğini seçin, çünkü geriye doğru hareket düğmesi
çalışmayabilir.
Otomatik kaldırma cihazı (AK) takılıyken, bu fonksiyon
otomatik kaldırma fonksiyonunu çalışır hale getirir.
1) Kontrol panelindeki düğmeye 3 basarken güç
şalterini açık konuma getirin.
2) Sinyal sesiyle birlikte LED göstergesinin 5 ve 6
kısımlarında (FL ON) (FL açık) yazar ve otomatik
kaldırma fonksiyonu etkin hale gelir.
3) Güç şalterini kapalı konuma getirin ve ön kapağı
kaldırdıktan sonra güç şalterini açık konuma getirin. Makinenin hareketi normale döner.
4) 1) ile 3) arasındaki adımları tekrarlayın, LED
göstergesinde (FL OFF) (FL kapalı) yazar. Bu
durumda otomatik kaldırıcı fonksiyonu çalışmaz.
FL ON : Otomatik kaldırıcı etkin hale gelir.
FL OFF : Otomatik kaldırıcı çalışmaz.
(Teslimat anındaki standart)
Benzer şekilde, programlanan dikiş tamamlandı-
ğı zaman baskı ayağı otomatik olarak kalkmaz.
10. Ayakta çalışılan makinenin pedal bağlantısı
1) PK70 konektörünü SC-910N konektörüne 1
(CN32:12P) bağlayın.
2) PK70 kablosunu kablo kelepçesinden geçirdikten
sonra panelin yanındaki kablo tutucu bandı 2
kullanarak diğer kablolarla birlikte bağlayın.
(Dikkat) Konektörü bağlamadan önce gücü
1
2
mutlaka kapalı konuma getirin.
– 41 –
Page 44

11. Harici giriş/çıkış konektörü
Aşağıdaki sinyalleri alabilen ve sayaç ve benzeri dış
şeyleri takarken uygun olan harici giriş/çıkış konektörü 1 hazırlanır.
(Dikkat) Konektörü kullanırken, bu işi elek-
trik konusunda bilgili bir teknisyenin
yapmasını sağlayın.
1
Konektör ve sinyal atama tablosu
CN42 Sinyal adı Giriş/
çıkış
1 +5V - Güç kaynağı
2 LS(N)
3 N.C. - –
4 UDET(N) Çıkış İğne mili AŞA�I konumdayken çıkış “L” olur. DC5V
5 DDET(N) Çıkış İğne mili YUKARI konumdayken çıkış “L” olur. DC5V
6 HS(N) Çıkış Dönüş sinyali 45 darbe/devir DC5V
7 BTD(N) Çıkış İğne ardı solenoidi çalıştığı zaman çıkış “L” olur. DC5V
8 TRMD(N) Çıkış İplik kesici solenoidi çalıştığı zaman çıkış “L” olur. DC5V
9 LSWO(P) Çıkış
10 S.STATE(N) Çıkış Dikiş makinesi duruş halindeyken çıkış “L” olur. DC5V
11 LSWINH(N) Giriş
12 SOFT Giriş “L” sinyali girilirken, devir sayısı yumuşak hız ile sınırlıdır. DC5V, –5mA
13 SGND - 0V
Çıkış Dönüş sinyali 360 darbe/devir
Dönme hareketi talebi (pedal ya da benzer bir şekilde) ekran sinyali
“L” sinyali girilirken pedal kullanarak dönme hareketine izin verilmez.
Tanım
Elektriksel spe-
sikasyonlar
DC5V
DC5V
DC5V, –5mA
Orijinal JUKI parça numarası Konektör : Parça numarası HK016510130
Pin bağlantısı : Parça numarası HK016540000
12. Malzeme sonu sensörü (ED) bağlantısı
1) Malzeme sonu sensörü (ED) konektörünü SC910N konektörüne 1 (CN45: 6P) bağlayın.
2) Malzeme sonu sensörü kablosunu kablo kelepçesinden geçirdikten sonra panelin yanındaki kablo
tutucu bandı 2 kullanarak diğer kablolarla birlikte
bağlayın.
(Dikkat) 1. Konektörü bağlamadan önce gücü
mutlaka kapalı konuma getirin.
2
1
2. Malzeme sonu sensörünü kullanırken, malzeme sonu sensörüyle
birlikte temin edilen Talimat Kılavuzuna bakınız.
– 42 –
Page 45

13. Girilmiş olan verilerin sıfırlanması
5
2 4
3
SC-910N için yapılan tüm fonksiyon ayar içeriği,
standart ayar değerlerine döndürülebilir.
1) Ön kapaktaki 2, 3 ve 4 düğmelerinin hepsine
birden basarak güç şalterini açık konuma getirin.
2) Bir uyarı sesiyle birlikte LED’de 5 ifadesi görülür
ve sıfırlama işlemi başlar.
3) Bir saniye sonra ses gelir (tek bir “bip” sesi üç
kez duyulur) ve girilmiş olan veriler standart ayar
değerine döner.
(Dikkat) Sıfırla m a işlemi sı r a d ayken gücü
kapalı konuma getirmeyin. Ana ünite
programı bozulabilir.
4) Güç şalterini kapalı konuma getirin, ön kapağı
kapadıktan sonra güç şalterini açık konuma getirin. Makine normal düzene döner.
(Caution) 1. Bu işlem yapılırken, pedal sensö-
rünün nötr tela değeri “0” olur. Bu
nedenle, dikiş makinesini kullanmadan önce otomatik pedal sensörü
nötr telafi işlemini mutlaka yapın.
(40. sayfada “#-7. Pedal sensörü
nötr noktasının otomatik telafisi”
bölümüne bakınız.)
2. Bu işlem yapılsa bile, çalışma paneli tarafından belirlenen veriler sıfır-
lanamaz.
– 43 –
Page 46

$
. BAKIM
1. Arka kapağın çıkarılması
UYARI :
Elektrik şoku nedeniyle ya da dikiş makinesinin aniden çalışarak yaralanmalara sebep vermemesi
için, kapağı çıkarmadan önce gücü kapalı konuma getirip 5 dakika ya da daha fazla bekleyin.
Yaralanmaları önlemek için, bir sigorta attığı zaman önce güç şalterini kapatın ve mutlaka aynı
kapasitede yeni bir sigortayla değiştirin ve sigortanın atma nedenini ortadan kaldırın.
1) Gücü kapalı konuma getirmek için, dikiş makinesinin durduğunu kontrol ettikten sonra güç şalterinin kapama düğmesine basın.
2) Elektrik prizine takılı kabloyu çekip çıkarmadan
önce güç şalterinin kapalı konumda olduğunu
kontrol edin. Gücün kesilmiş olduğunu kontrol ettikten sonra 5 dakika ya da daha uzun süre bekleyin ve 3) numaralı adımı tekrarlayın.
1
3
3
2
3) Ön kapaktaki 1 tespit vidalarını 2 gevşetin.
4) Yan taraftaki mandalın 3 üzerine bastırarak ön
kapağı 1 açın.
2. Sigortanın değiştirilmesi
4
6
5
5) Vidayı 4 gevşettikten sonra iki vidayı 5 gevşetin
ve arka kapağı 6 çıkarın. Arka kapağı 6 takarken, vidayı 4 çok sıkmadan taktıktan sonra iki
vidayı 4 sıkın ve vidayı 4 yeniden sıkın.
1) Sigortayı 1 cam kısmından tutup çıkarın.
2) Belirtilen kapasitede sigorta kullanın.
1 : 3.15A/250V zaman geciktirme sigortası
(Elektrik devresini koruyucu sigorta)
Parça numarası KF000000080
1
– 44 –
Page 47

3. Hata kodları
Aşağıdaki durumlarda, sorun hakkında karar vermeden önce bir kez daha kontrol edin.
Durum Sebep Düzeltici önlem
Dikiş makinesini devirirken uyarı sesi
duyuluyor ve makine çalıştırılamıyor.
İplik kesme, geri besleme, tokatlayıcı
vb., solenoidleri çalışmıyor.
El lambası yanmıyor.
Gücü açık konuma getirdikten sonra
pedala basıldığı zaman dikiş makinesi çalışmıyor. Pedalın arka kısmına
bir kez bastıktan sonra pedala basılınca dikiş makinesi çalışıyor.
Pedal nötr konumuna döndükten
sonra dahi durmuyor.
Dikiş makinesinin durma konumu
değişken (düzensiz).
Otomatik kaldırma cihazı takılsa bile
baskı ayağı yükselmiyor.
Düzeltici dikiş düğmesi çalışmıyor. Baskı ayağı, otomatik kaldırma cihazı
Paneldeki bütün lambalar yanarken
YUKARI konuma hareket başarısız
oluyor.
Dikiş makinesi çalışmıyor. Motor çıkış kablosu (4P) çıkmış olabilir. Kabloyu uygun şekilde bağlayın.
Güç şalterini kapalı konuma getirmeden önce makine kafası devrildiği zaman, sol tarafta güvenlik amaçlı işlem.
Solenoid güç koruma sigortası atmış
olabilir.
Pedalın nötr konumu değişmiş olabilir.
(Pedal yay basıncını değiştirirken ya
da başka bir nedenden dolayı nötr
konum değişmiş olabilir.)
İğne duruş konumu ayarlanırken elle
çalıştırılan kasnağın vidası sıkılmamış.
Otomatik kaldırma fonksiyonu kapalı
konumda olabilir.
Pedal sistemi KFL sistem olarak ayarlanmış olabilir.
Otomatik kaldırma cihazı kablosu, konektöre (CN40) bağlanmamış olabilir.
ile yükseliyor olabilir.
Otomatik kaldırma cihazı takılmamış
olabilir.
Ancak otomatik kaldırma fonksiyonu
açık konumdadır.
Mod, fonksiyon ayar modunda.
CTL baskılı devre kartındaki düğmeye
bağlantı kablolarıyla basıldı ve yukarıda
belirtilen mod meydana geldi.
Motor sinyal kablosu konektörü (CN39)
çıkmış olabilir.
Dikiş makinesini devirmeden önce güç
anahtarını kapalı konuma getirin.
Solenoid güç koruma sigortasını kon-
trol edin.
Pedal sensörünün otomatik nötr düzeltme fonksiyonunu uygulayın.
Elle çalıştırılan kasnak vidasını iyice
sıkın.
Otomatik kaldırma fonksiyonu için “FL
ON” (FL açık) seçimini yapın.
Pedalın arkasına basarak baskı ayağını kaldırmak için, PFL ayarındaki
bağlantı telini değiştirin.
Kabloyu uygun şekilde bağlayın.
Baskı ayağı aşağı indikten sonra düğmeyi çalıştırın.
Otomatik kaldırma cihazı takılmamışken “FL OFF” (FL kapalı) seçeneğini
seçin.
Ön kapağı çıkarın ve Talimat Kılavuzunda tanımlanan düzgün bağlama
prosedürüne göre kabloları toplayın.
Kabloyu uygun şekilde bağlayın.
– 45 –
Page 48

Ayrıca bu cihazda aşağıdaki hata kodları vardır. Bu hata kodları fonksiyonu kilitler (ya da sınırlar) ve herhangi bir problem
çıktığında haber verdiği için sorun büyümeden çözülür. Bizden servis talep ettiğiniz zaman lütfen hata kodlarını bildirin.
Hata kodunu kontrol etme prosedürü
2
1) Kontrol panelinde 1 düğmesine basarak gücü açık
konuma getirin.
2) LED, bir uyarı sesiyle birlikte açılır 2 ve en son hata
kodu izlenir.
3) 3 ya da 4 düğmeleri kullanılarak bir önceki hata
içeriğine onay verilebilir. (Önceki hata içeriğinin
onayı son içeriğe ilerlediği zaman, tek sesli uyarı iki
kez duyulur.)
(Dikkat) 3 düğmesi kullanılınca, mevcut hata ko-
dundan bir önceki görülür.
düğmesi kullanılınca, mevcut hata ko-
4
dundan bir sonraki görülür.
1
3
4
Hata kodu listesi
No
E000 Veri sıfırlamanın gerçek-
E302 Düşme saptama düğmesi
E221 Yağlama hatası • LH-41** yağlama uyarısı (Belli bir sure
E003 Senkronizer konektöründe
E004 Senkronizer alt konum
E005 Senkronizer üst konum
E906 Çalışma paneli iletişim
E007 Motorda aşırı yüklenme • Makine kafası kilitlenirse
E008 Makine kafası konektörü
E808 Solenoid'te kısa devre • Solenoid gücünün voltajı normale dön-
E809 Tutma hareketi hatası • Solenoid, tutma hareketine geçmiyor. • Solenoitte aşırı ısınma olup olmadığını
E810 Solenoid akımında anor-
Saptanan hatanın tanımı
leştirilmesi (Bu bir hata
değildir.)
hatası (Emniyet düğmesi
çalışıyorsa)
bağlantısızlık
sensörü bozuk
sensörü bozuk
hatası
arızası (Rezistans grubu)
mal durum
Sorunun olası nedenleri Kontrol edilecek noktalar
• Makine kafası değiştirildiği zaman.
• Sıfırlama işlemi yapıldığı zaman.
• Güç açık konumdayken düşme algılayıcı
düğme girilmiş olabilir.
sonra verilen yağlama uyarısı)
• Dikiş makinesi kafası senkronizerinden
gelen konum saptama sinyali girilmediği
zaman.
• Senkronizer bozuk ise.
• Çalışma paneli kablosu bağlı değil
• Çalışma paneli bozuk.
•
Makine kafasının garanti ettiğinden çok
daha ağır malzemeler dikiliyorsa.
• Motor çalışmıyorsa
• Motor ya da sürücü bozuksa
• Makine kafası konektörü düzgün okunmuyorsa.
müyor.
• Solenoid'de kısa devre. • Solenoid direnci
• Güç şalteri kapalı konumdayken makine
kafasının devrilip devrilmediğini kontrol edin
(dikiş makinesinin çalışması, güvenlik nedeniyle engellenir).
• Düşme algılayıcı düğme kablosunun kopuk
olup olmadığını kontrol edin.
• Düşme algılayıcı düğme kolunun bir yere
sıkışıp sıkışmadığını kontrol edin.
• Yağlama yapın ve sıfırlama işlemini uygulayın.
• Senkronizer konektöründe (CN33) gevşek
bağlantı ya da kopukluk olup olmadığını
kontrol edin.
• Senkronizer kablosunun makine kafasına
sıkışarak kopup kopmadığını kontrol edin.
• Çalışma paneli konektöründe (CN34 ve
CN35) gevşeme ya da bağlantı sorunu olup
olmadığını kontrol edin.
• Çalışma paneli kablosunun kopuk olup olmadığını kontrol edin, çünkü kablo makine
kafasına sıkışmış olabilir.
• Motor kasnağına iplik dolanıp dolanmadığını kontrol edin.
• Motor çıkış konektörü (4P) bağlantısında
gevşeme ya da kopukluk olup olmadığını
kontrol edin.
• Motoru elle çevirirken herhangi bir tutukluk
olup olmadığını kontrol edin.
• Makine kafası konektörü (CN31) bağlantısında gevşeme ya da kopukluk olup olmadığını
kontrol edin.
• Makine kafası kablosunun kasnak kapağı
ya da benzeri bir yere sıkışıp sıkışmadığını
kontrol edin.
kontrol edin (CTL devre kartı grubu Devre
bozulur.)
– 46 –
Page 49

No
E811 Aşırı gerilim • Garanti edilenden yüksek voltaj verilmiş
E813 Düşük gerilim • Garanti edilenden düşük voltaj verilirse.
E924
E944
E945 Sol iğne kontrolü mümkün
E046 Her iki iğne de kilitleniyor
E730
E731
E303 Woodr uff plakası sensör
E343
Saptanan hatanın tanımı
• 100V spesifikasyonuna sahip olan SC-
•
•
• 200V spesifikasyonuna sahip olan SC-
• JUS: 220V elektrik paneline 120V uygu
• Aşırı voltaj uygulaması nedeniyle iç dev
Kodlayıcı hatası • Motor sürücüsü bozulmuş.
Sağ iğne kontrolü müm-
kün değil (LH-4168 yada
4188 seçildiği zaman)
değil (LH-4168 yada 4188
seçildiği zaman)
(LH-4168 yada 4188 seçildiği zaman)
Kodlayıcı hatası • Motor sinyali uygun şekilde girilmiyorsa. • Motor sinyal konektörü (CN39) bağlantıların-
Motor delik sensörü hatası
hatası
Masurada kalan iplik miktarı
sensör ünitesi hatası
• Sağ iğne, tutulduğu sırada merkezden
• Sağ iğne, sol iğne bırakılırken merkez
• Sağ iğne, tutulduğu sırada merkezden
• Sağ iğne, sol iğne bırakılırken merkez
• Her iki iğne güç açık konuma getirilirken
• Woodruff plakası sensor sinyali algılana-
• AE cihazının algılama çubuğu başlangıç
Sorunun olası nedenleri Kontrol edilecek noktalar
olabilir.
910N modele 200V verilmiş.
JUS: 120V elektrik paneline 220V uygulanmış.
CE: 230V elektrik paneline 400V uygulanmış.
910N modele 100V verilmiş.
lanmış.
re bozulmuş olabilir.
kaydı.
den kaydı.
kaydı.
den kaydı.
kilitlendi. (İğneler kaldırma konumunda)
mıyor.
konumunda değilse.
• Uygulanan voltajın voltaj anma değerinden +
(artı) %10 ya da daha fazla olup olmadığını
kontrol edin.
• 1 00V/ 200V geçi ş konek törün ün h atal ı
ayarlanıp ayarlanmadığını kontrol edin.
Yukarı daki durumlarda, GÜÇ devre k artı
bozulmuştur.
• Gerilimin anma değerinden - (eksi) %10 ya
da daha düşük olup olmadığını kontrol edin.
• 100V/200V geçiş konektörünün hatalı ayarlanıp ayarlanmadığını kontrol edin.
-
-
• Sigorta ya da canlandıran direncin bozuk
olup olmadığını kontrol edin.
• Sağ iğne merkez sensörünün bozuk olup
olmadığını kontrol edin.
•
-
İğ ne milin in dış kuvvet ned eniyle t utma
konumundan kayıp kaymadığını kontrol edin.
• Sol iğne merkez sensörünün bozuk olup
olmadığını kontrol edin.
•
-
İğ ne milin in dış kuvvet ned eniyle t utma
konumundan kayıp kaymadığını kontrol edin.
• Sağ ve sol iğne merkez sensörlerinin bozuk
olup olmadığını kontrol edin.
• Sensör konektörler bağlantısının kopup
kopmadığını ya da bağlantının gevşeyip
gevşemediğini kontrol edin.
da gevşeklik ya da kopukluk olup olmadığını
kontrol edin.
• Motor sinyal kablosunun makine kafasına
sıkışarak kopup kopmadığını kontrol edin.
• Makine kafasının makine tipi ayarına uygun
olup olmadığını kontrol edin.
• Motor kodlayıcı konektör bağlantısının kopmuş olup olmadığını kontrol edin.
• AE cihazının algılama çubuğunun doğru konuma dönüp dönmediğini kontrol edin.
• 57 Numaralı fonksiyon ayarının yanlış olup
olmadığını kontrol edin.
• AE cihaz konektörü (CN121, CN123) bağlantısında gevşeme ya da kopukluk olup
olmadığını kontrol edin.
• AE cihaz kablosunun makine kafasına sıkışarak kopup kopmadığını kontrol edin.
– 47 –
 Loading...
Loading...