

Page 1
ITALIANO
MANUALE D’ISTRUZIONI
Page 2

INDICE
!
CARATTERISTICHE TECNICHE ............................................................. 1
.
@
MESSA A PUNTO ..................................................................................... 1
.
1. Installazione dell’unità di motore di piccole dimensioni M91 .........................................................1
2. Installazione al tavolo ......................................................................................................................... 2
3. Regolazione della cinghia (quando M91 è usato) ............................................................................2
4. Regolazione del copricinghia (quando M91 è usato) ...................................................................... 3
5. Collegamento dei cavi ........................................................................................................................4
6. Installazione del tirante a snodo ..................................................................................................... 11
7. Procedura di impostazione della testa della macchina................................................................. 12
8. Elenco delle teste della macchina ................................................................................................... 13
9. Regolazione della testa della macchina (soltanto la DDL-9000A) ................................................ 14
#
. PER L'OPERATORE ............................................................................... 15
1. Funzionamento del SC-910N ...........................................................................................................15
2. Descrizione del pannello operativo................................................................................................. 17
3.
Procedura operativa del modello di cucitura ......................................................18
(1) Modello di affrancatura ................................................................................................................18
(2) Modello di cucitura sovrapposta ..................................................................................................19
(3) Impostazione speciale ..................................................................................................................20
4. Impostazione per funzioni di SC-910N ...........................................................................................22
5. Lista delle funzioni da impostare ....................................................................................................24
6. Descrizione dettagliata della selezione di funzioni .......................................................................31
7. Compensazione automatica per rendere neutrale il sensore del pedale .................................... 40
8. Selezione della specica del pedale ...............................................................................................40
9. Impostazione della funzione dell'alzapiedino automatico ..........................................................41
10. Collegamento del pedale della macchina per lavoro in piedi ......................................................41
11. Connettore ingresso/uscita esterno .............................................................................................42
12. Collegamento del sensore del bordo del materiale (ED) ..............................................................42
13. Modalità di inizializzazione dei dati di impostazione .....................................................................43
$
. MANUTENZIONE .................................................................................... 44
1. Rimozione del coperchio posteriore ............................................................................................... 44
2. Sostituzione del fusibile ................................................................................................................... 44
3. Codice errore..................................................................................................................................... 45
i
Page 3
!
CARATTERISTICHE TECNICHE
.
Tensione di alimentazione
Frequenza 50Hz/60Hz 50Hz/60Hz 50Hz/60Hz
Ambiente operativo
Assorbimento 350VA 350VA 350VA
@
MESSA A PUNTO
.
La centralina di controllo SC-910N può essere usata per la testa della macchina a sistema DD (presa diretta) e la testa della macchina a trasmissione a cinghia collegando l’unità di motore di piccole dimensioni (M91)
disponibile con sovrapprezzo.
Quando si usa l’unità di motore di piccole dimensioni/(M91), è necessario installare l’unità di motore alla
centralina di controllo prima di installare la centralina di controllo al tavolo.
Installare l’unità di motore alla centralina di controllo seguendo le istruzioni sottostanti.
Centralina di controllo SC-910N
Da 100 a 120V, monofase Da 200 a 240V, trifase Da 200 a 240V, monofase
Temperatura : da 0 a 40˚C
Umidità : il 90% o meno
Temperatura : da 0 a 40˚C
Umidità : il 90% o meno
M91 Unità di motore di piccole dimensioni
(articolo disponibile con sovrapprezzo)
A
Temperatura : da 0 a 40˚C
Umidità : il 90% o meno
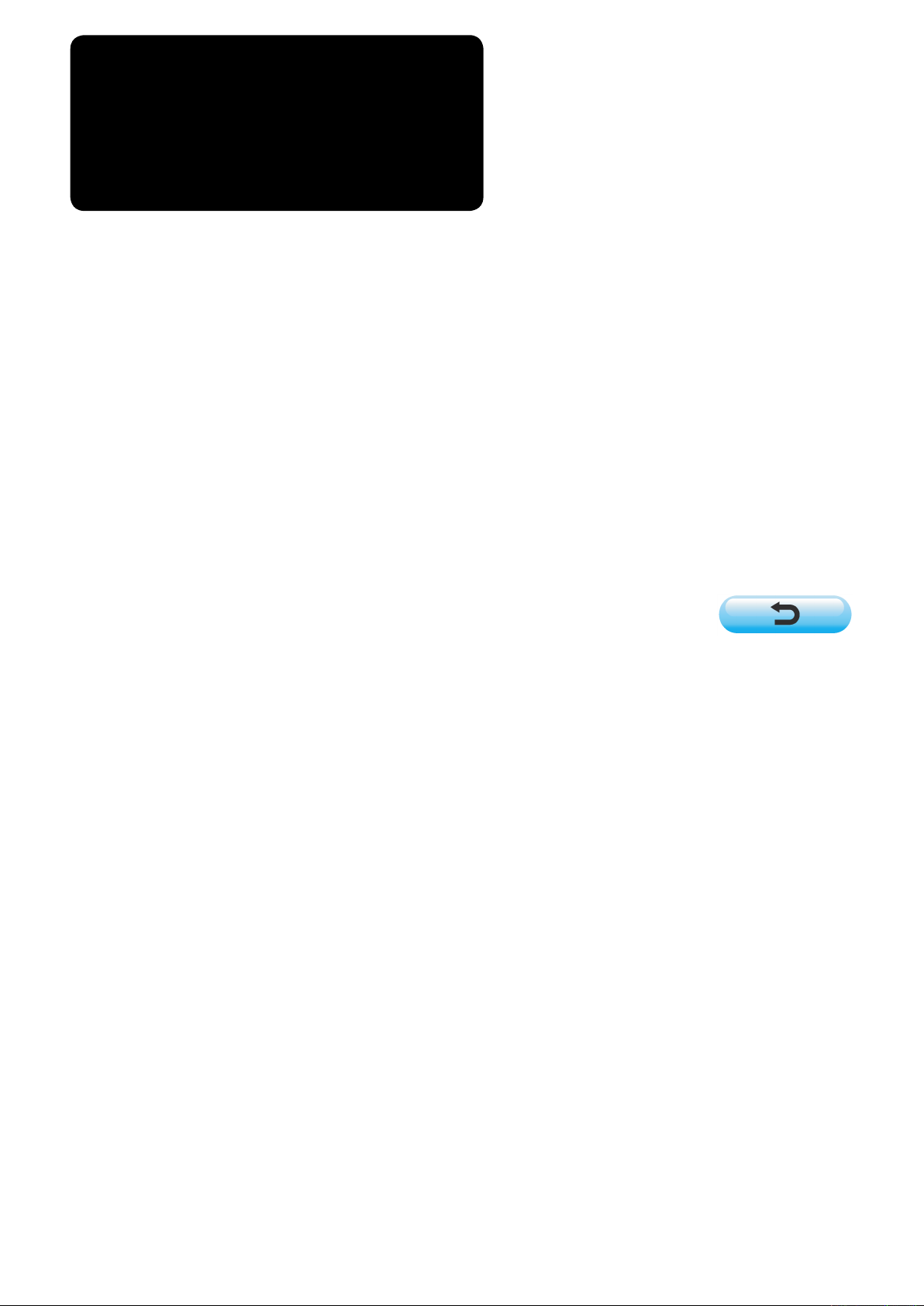
1. Installazione dell’unità di motore di piccole dimensioni M91
1) Sdraiare la centralina di controllo mentre il coperchio posteriore è posizionato sotto la centralina
di controllo.
2) Rimuovere la base di legatura A.
3) Regolare la sezione di foro della base di montaggio di M91 alla sezione di foro della piastra di
montaggio.
2
1
4) Serrare temporaneamente cinque punti con le viti
a testa svasata 1 in dotazione con l’unità come
accessori.
5) Serrarle saldamente con la chiave esagonale 2
in dotazione con l’unità come accessori.
(Attenzione) 1. Quando si serra la vite, inserire si-
curamente la chiave esagonale nella
sezione di foro della vite per serrare.
2. La chiave esagonale è attaccata a
M91.
3. Fare attenzione che l’albero del motore non urti contro alcuna cosa. (Se
un colpo forte viene dato all’albero
del motore, c’è la possibilità che il
motore venga danneggiato.)
– 1 –
Page 4
2. Installazione al tavolo
Rondella piana
Rondella elastica
Dado esagonale
1) Installare la centralina di controllo al tavolo con
il bullone di montaggio (asm.) in dotazione con l’
unità come accessori. Allora, inserire il dado e la
rondella in dotazione con l’unità come accessori
come mostrato nella gura in modo che la centralina di controllo sia ssata saldamente.
2) Mettere la testa della macchina al tavolo dopo aver installato la centralina di controllo (o con il motore
di piccole dimensioni) al tavolo. (Consultare il Manuale d’Istruzioni per la macchina per cucire.)
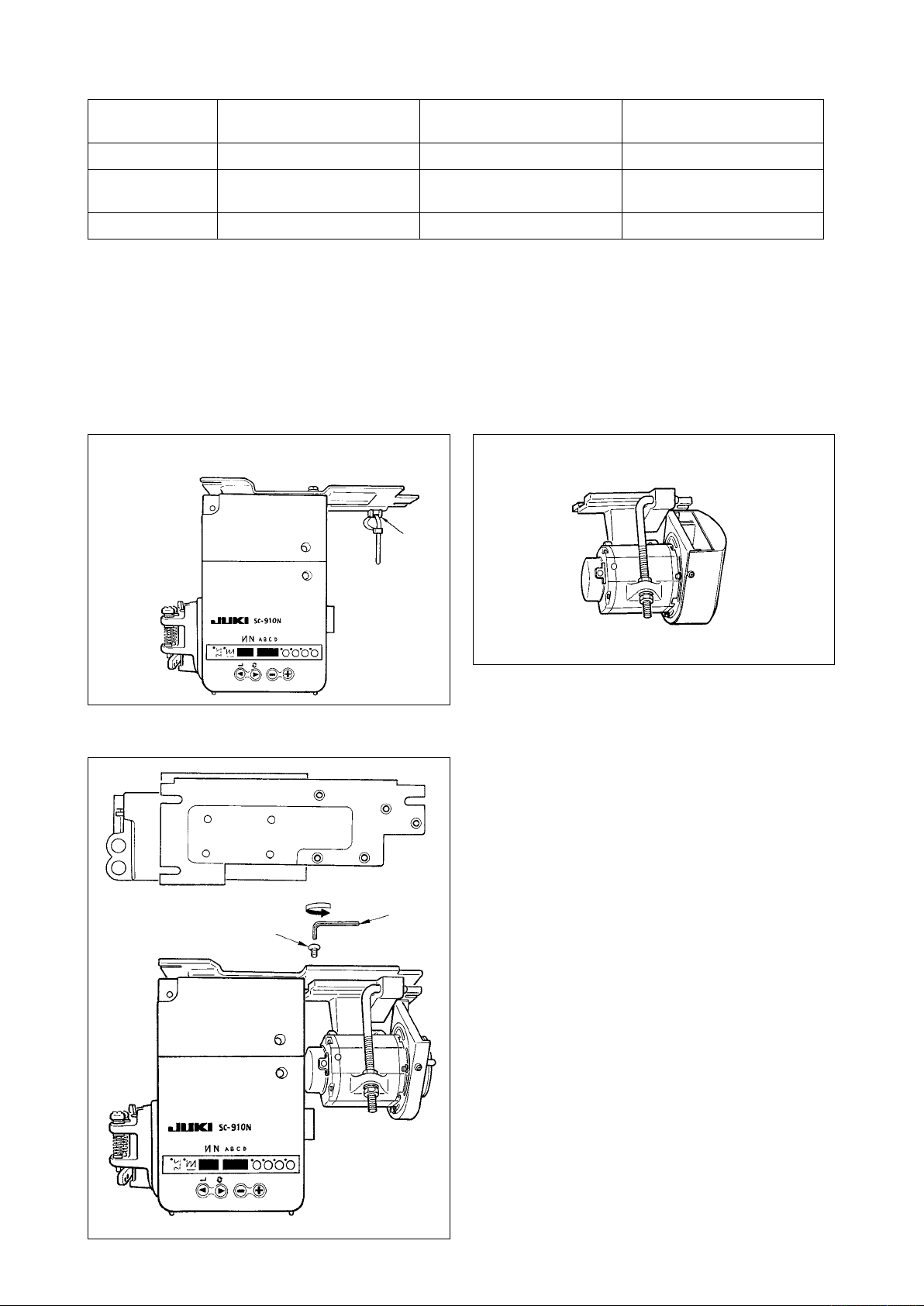
3. Regolazione della cinghia (quando M91 è usato)
1) Regolare la tensione della cinghia girando i dadi
superiore e inferiore 1 del bullone di regolazione e regolando l’altezza del centro del motore in
modo che la cinghia si incurvi di 15 mm (9,8N)
quando il centro della cinghia viene premuto con
Circa 15 mm/9,8N
1
la mano.
(Attenzione) 1. Quando la tensione della cinghia e‘
eccessivamente bassa, la rotazione
a media o bassa velocità diventa
irregolare, o la precisione di arresto
si deteriora. Quando la tensione è
eccessivamente alta, il deterioramento del motore viene anticipato.
Perciò, fare attenzione.
– 2 –
Page 5
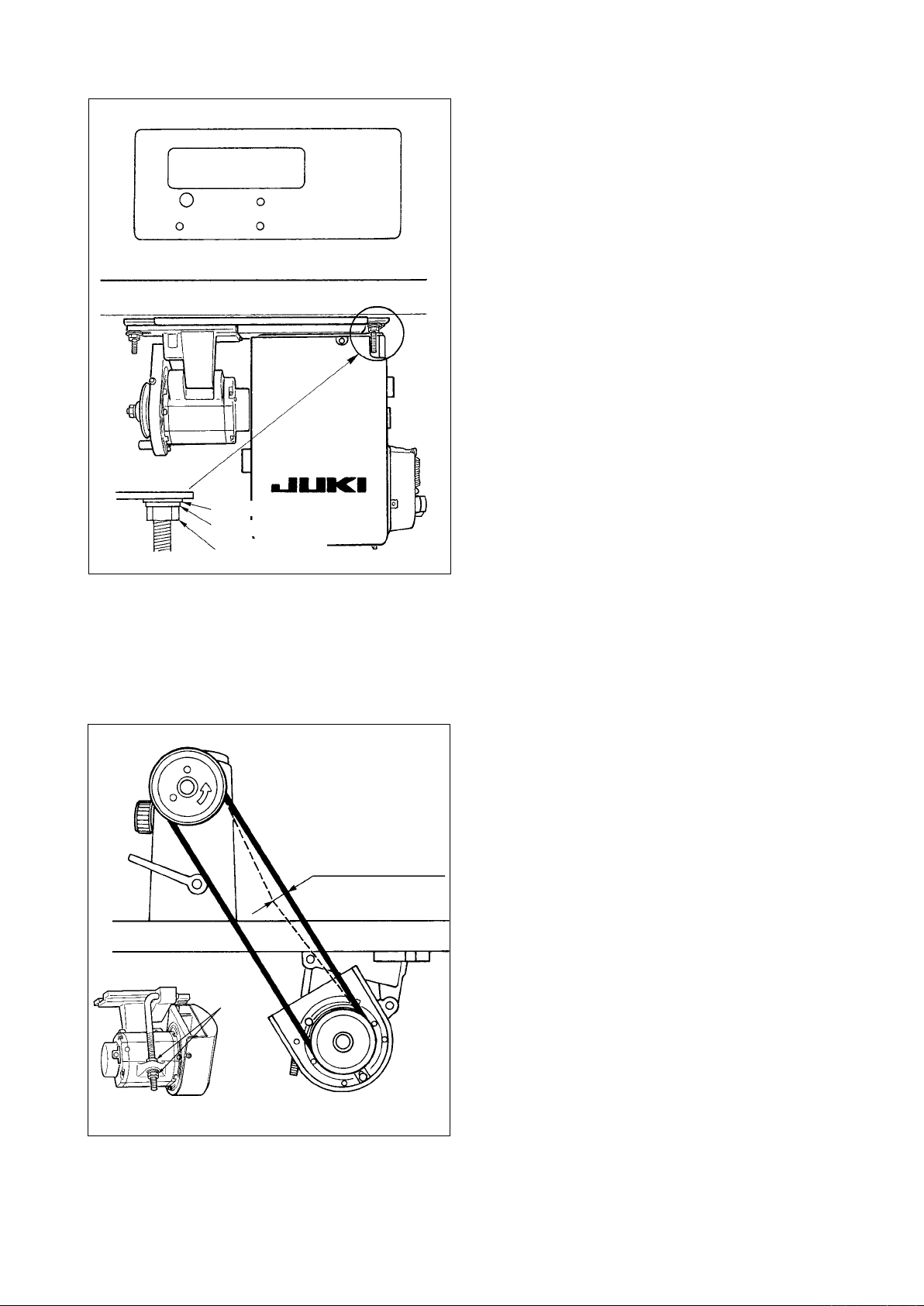
4. Regolazione del copricinghia (quando M91 è usato)
1) Regolazione della distanza del coperchio
Allentare la vite di fissaggio del coperchio 1 e
regolare in modo che le distanze sinistra e destra
tra il copricinghia e la cinghia siano uguali l’una
all’altra.
(Attenzione) Effettuare la regolazione del coperchio
con la chiave esagonale in dotazione con
l’unità come accessori. Allora, fare attenzione che la vite non sia eccessivamente
allentata.
4mm
2
1
2) Regolazione del perno di prevenzione dell’arrotolamento
Regolare il perno di prevenzione dell’arrotola-
mento con la chiave esagonale in dotazione con l’
unità come accessori in modo che la distanza tra
la cinghia e il perno di prevenzione dell’arrotolamento 2 sia di circa 4 mm.
(Attenzione) 1. Fare attenzione al senso di rota-
2. Effettuare la regolazione del coper-
zione del motore e determinare la
posizione del perno. (La posizione
mostrata nella gura è la posizione
di montaggio quando il motore gira
nel senso indicato dalla freccia.)
chio con la chiave esagonale in dotazione con l’unità come accessori.
Allora, fare attenzione che la vite
non sia eccessivamente allentata.
5
3
3mm
4
3) Regolazione del perno di prevenzione dello staccamento della cinghia
Regolare il perno di prevenzione dello stacca-
mento della cinghia con la chiave esagonale in
dotazione con l’unità come accessori in modo
che la distanza tra la cinghia e il perno di prevenzione dello staccamento della cinghia 3 sia di
circa 3 mm.
(Attenzione) 1. Effettuare la regolazione del coper-
chio con la chiave esagonale in dotazione con l’unità come accessori.
Allora, fare attenzione che la vite
non sia eccessivamente allentata.
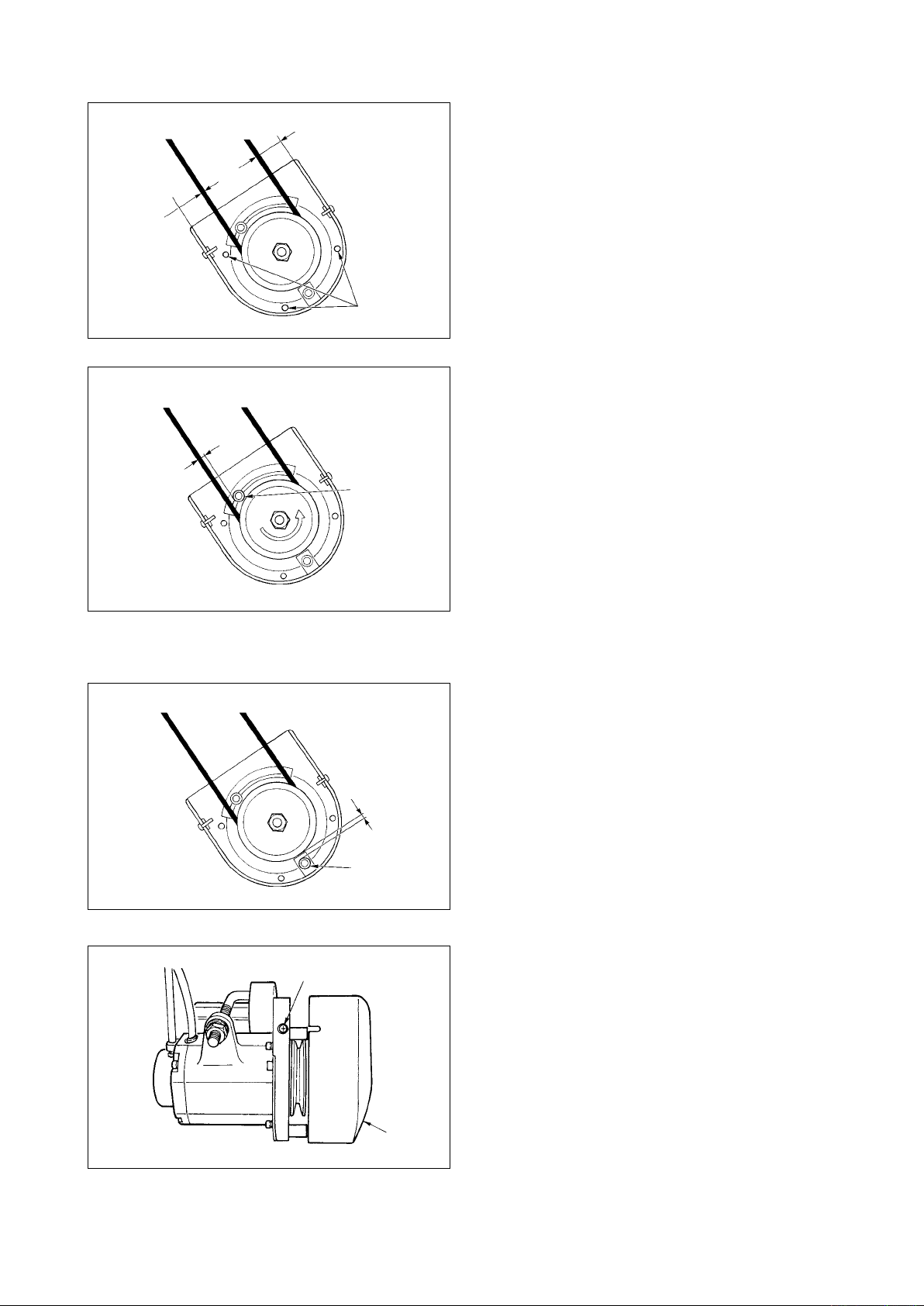
4) Installazione del copricinghia
Regolare la sezione di tacca del coperchio ester-
no della puleggia 4 all’apertura della vite 5 del
coperchio interno della puleggia e inserire il coperchio esterno 4 al coperchio interno.
5) Serrare la vite 5 per completare la regolazione
del coperchio.
– 3 –
Page 6
5. Collegamento dei cavi
AVVERTIMENTO :
• Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati
5 minuti o più.
• Per evitare danni al dispositivo causati da malfunzionamenti e caratteristiche tecniche inadatte,
assicurarsi di inserire i cavi ai posti specicati.
• Per evitare ferimenti causati da malfunzionamenti, assicurarsi di bloccare il connettore con fermo.
• Per quanto riguarda il dettaglio relativo al maneggio di rispettivi dispositivi, leggere attentamente
i Manuali d'Istruzioni in dotazione con i dispositivi prima di maneggiare i dispositivi.
7
3
4
5
8
1
6
Optional unit A
2
9
!1
2
1
9
6
7
8
5
!3
3
!2
!0
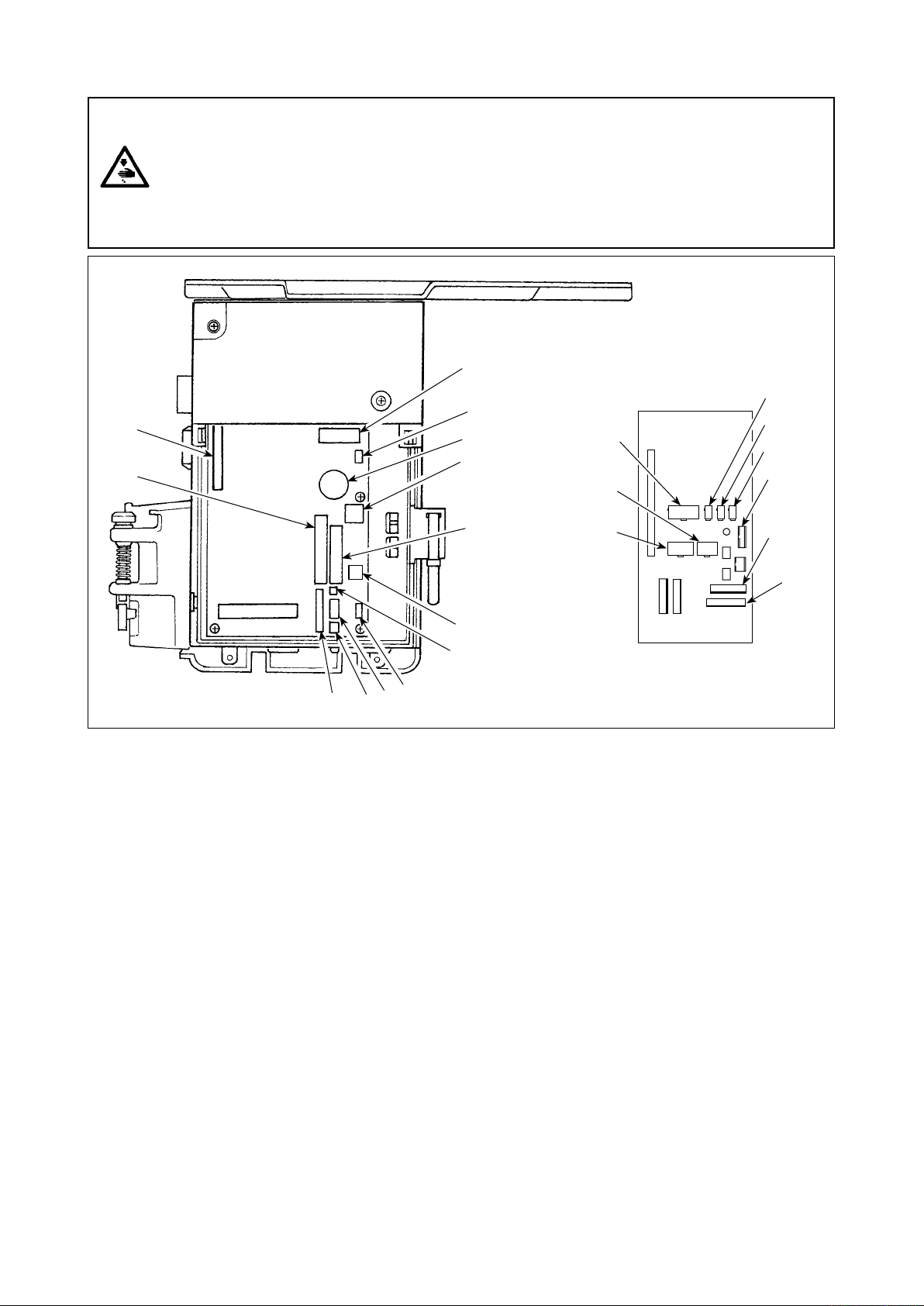
CN32 Pedale della macchina per lavoro in piedi:
!0
CN34 Pannello IP-110 (pannello a LCD) : Vari ge-
!1
(Consultare il Manuale d’Istruzioni per cia-
CN45 Sensore di rilevamento del bordo del materia-
!2
CN43 Ventilatore
!3
* Aggiungendo l'unità facoltativa A, i seguenti dispositivi
facoltativi standard JUKI possono essere collegati.
CN128 Rilevamento dell’ago sinistro/destro
1
CN127 Mantenimento del lo, aspirazione del lo,
2
CN122 Raffredda-ago (ventilatore inferiore)
3
CN121 Rilevamento della quantità rimanente del lo
4
CN120 Alimentazione elettrica esterna +24V
5
CN123 Sensore di rilevamento della quantità rima-
6
CN125 Interfaccia esterna I/F D/A Ingresso
7
CN126 Interruttore di bloccaggio sinistro/destro, LED
8
CN129 Mantenimento del lo, aspirazione del lo,
9
PK-70 standard JUKI, ecc. La macchina per
cucire può essere controllata con il segnale
esterno.
neri di cucitura programmata possono essere
eseguiti.
scun pannello per ulteriori dettagli riguardanti
le funzioni.)
le ED-5, ecc.
trazione del lo
della bobina
nente del lo dell’ago/della bobina
trazione del lo, rilevamento della quantità
rimanente del lo della bobina
4
Seguenti connettori sono preparati sulla faccia anteriore di SC-910N. Collegare i connettori che vengono dalla testa del-
la macchina ai posti corrispondenti al ne di adattare i dispositivi montati sulla testa della macchina.
CN30 Sincronizzatore: esso rileva la posizione della
1
CN35 Pannello CP-170: Vari tipi di cucitura pro-
2
CN31 Connettore 4P testa della macchina
3
CN42 Il connettore di ingresso/uscita esterno :
4
CN48 Interruttore di sicurezza (standard): Quan-
5
Interruttore facoltativo: commutando le funzio-
CN40 Solenoide alzapiedino (Soltanto per il tipo
6
CN46 Solenoide testa della macchina: Taglio del
7
CN47 Connettore di collegamento del pannello
8
CN39 Connettore segnale del motore
9
barra ago.
grammata possono essere eseguiti. (Fare
riferimento al Manuale d'Istruzioni per ciascun
pannello per i dettagli delle funzioni.)
ingresso/uscita del segnale di rilevazione
su/giù, segnale di proibizione della rotazione,
ecc. è preparato.
do si inclina la macchina per cucire senza
spegnere la macchina, il funzionamento della
macchina per cucire è proibito in modo da
evitare il rischio.
ni interne, 6 tipi di funzioni possono essere
selezionate.
alzapiedino automatico)
lo, solenoide affrancatura, interruttore di
inversione del trasporto, ecc.
elettronico optional : Richiesto quando si usa
il sensore di rilevazione standard JUKI della
quantità rimanente del lo della bobina, ecc.
– 4 –
Page 7
7
2
3
A
5
6
1
4
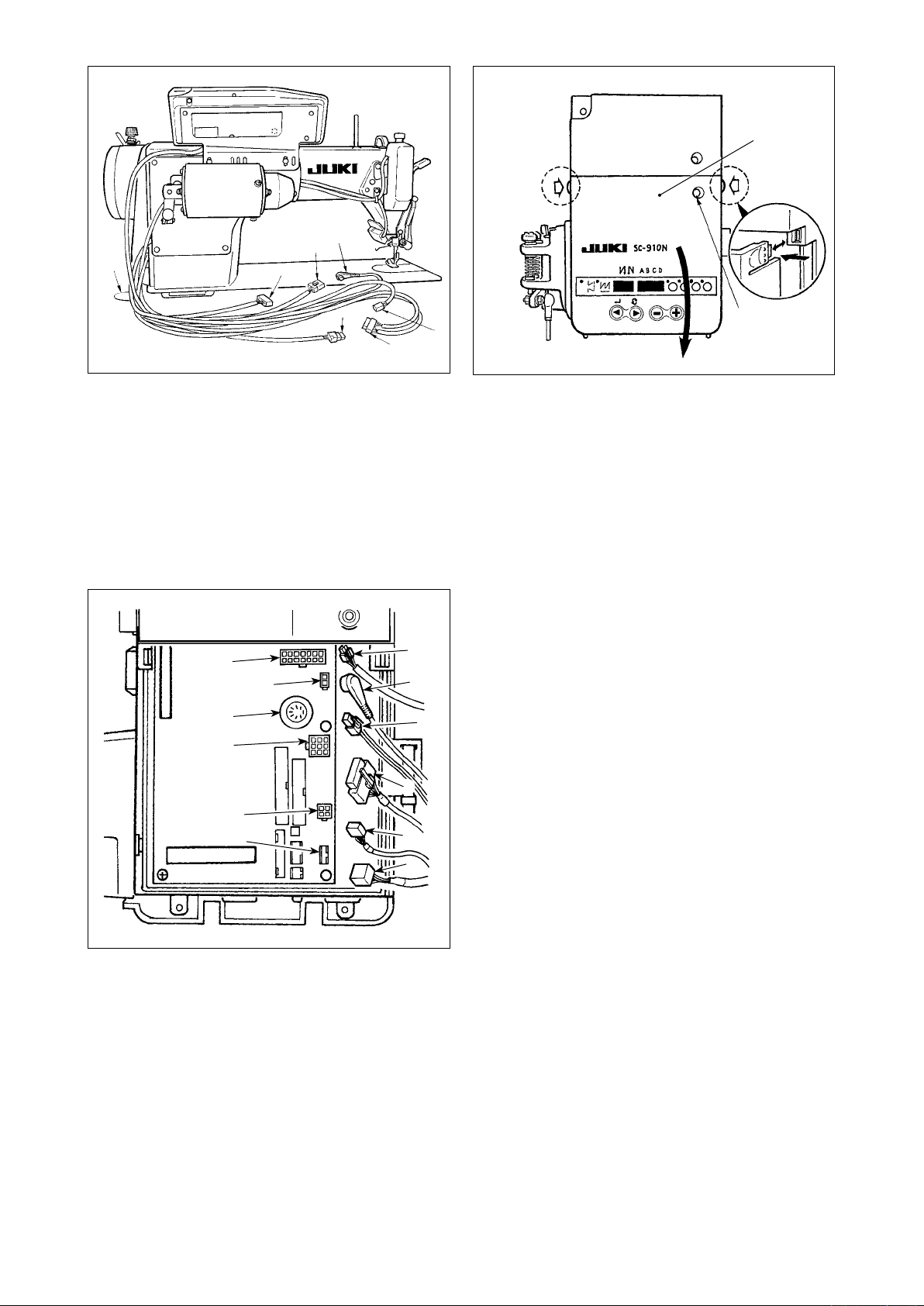
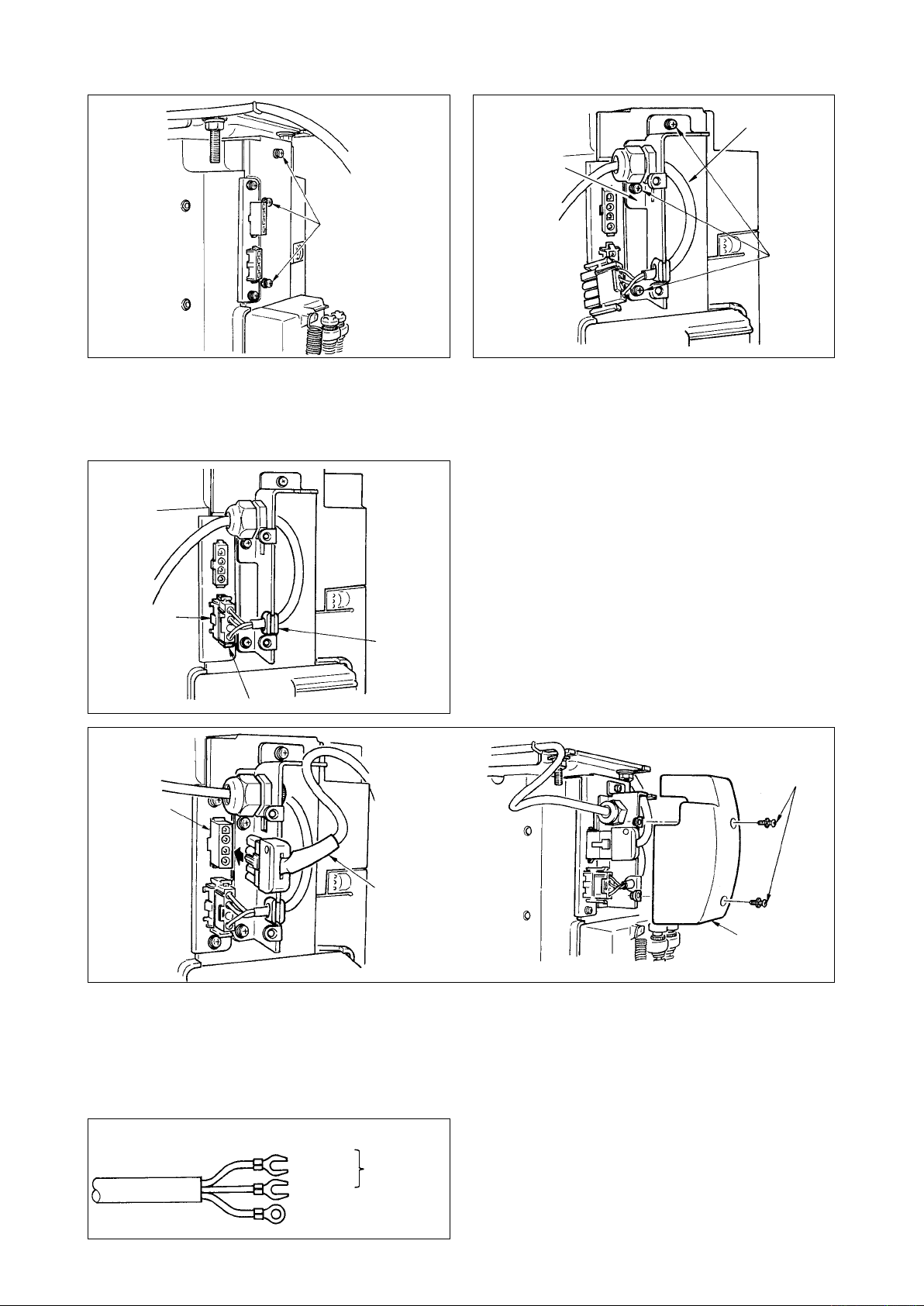
1) Fare passare i cavi 1 del solenoide taglio
del filo, del solenoide affrancatura, ecc., ed
i cavi del sincronizzatore 2, dell'interruttore
di sicurezza 3, del connettore 4P della testa
della macchina 4, del segnale del motore 5,
dell'uscita del motore 6 attraverso il foro A nel
tavolo per dirigerli sotto il tavolo della macchina.
A
F
D
E
C
B
9
2
3
1
4
5
8
2) Allentare la vite di fissaggio 8 nel coperchio
frontale 7.
3) Premendo la parte laterale del coperchio frontale 7 nel senso della freccia, aprire il coperchio
frontale verso l'operatore.
Nota : Aver cura di aprire/chiudere il coperchio
frontale tenendolo con le mani.
4) Collegare il cavo 14P 1 che viene dalla testa
della macchina al connettore A (CN46).
5) Collegare il connettore 4P che viene dalla testa
della macchina 4 al connettore B (CN31). (Non
è necessario in caso della DDL-9000A.)
6) Collegare il connettore 4P 3 (connettore dell'interruttore di sicurezza) che viene dalla testa della
macchina al connettore C (CN48).
7) Collegare il connettore 7P 2 che viene dalla
testa della macchina al connettore D (CN30).
(Non è necessario in caso della DDL-9000A.)
8) Collegare il connettore 5 che viene dalla testa
della macchina (motore) al connettore E (CN39).
9) Quando il dispositivo facoltativo AK138 è attaccato, collegare il connettore 2P 9 che viene dal
dispositivo AK al connettore F (CN40).
(Attenzione) 1. Quando si usa il dispositivo AK impostare se usare o meno il dispositivo AK dopo
aver controllato la modalità di selezione della funzione dell'alzapiedino automatico.
(
Consultare
2. Aver cura di inserire sicuramente i rispettivi connettori dopo aver controllato i sensi di
inserimento in quanto tutti i connettori hanno i sensi di inserimento. (Quando si tratta
di quello con il bloccaggio, inserire i connettori nché essi vengano bloccati.) La macchina per cucire non viene azionata tranne che i connettori siano inseriti correttamente.
Inoltre, non solo il problema di avvertimento dell'errore o qualcosa di simile si presenta,
ma anche la macchina per cucire e la centralina di controllo vengono danneggiate.
9. Impostazione della funzione dell'alzapiedino automatico ” p. 41.)
“#-
– 5 –
Page 8
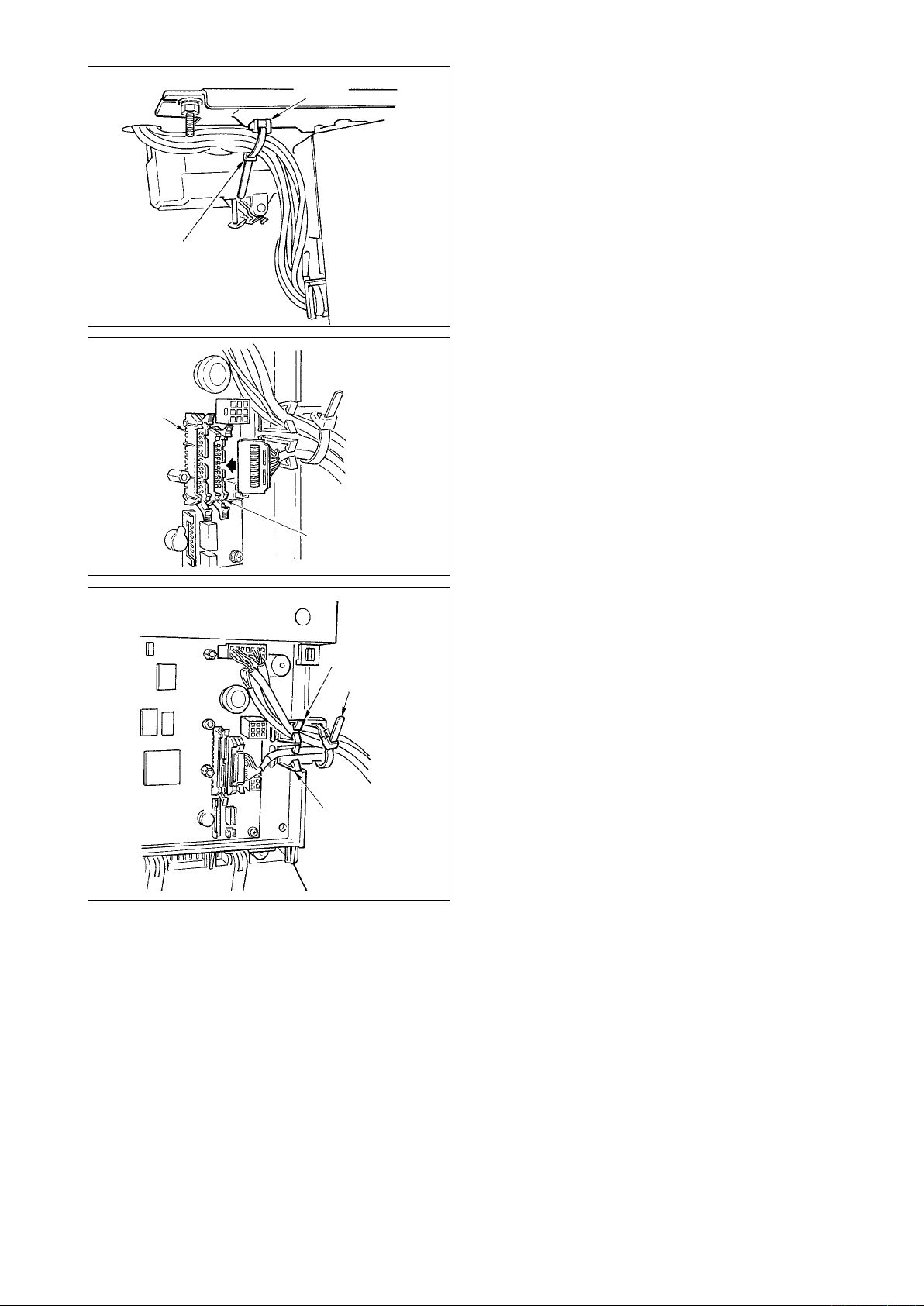
10) Fissare tutti i cavi che vengono dalla testa della
!0
macchina con il nastro fermacavi !1 attaccato
alla base di legatura !0.
!1
[Collegamento del connettore per il pannello CP]
I connettori esclusivi sono preparati per il collegamento del connettore per il CP-170.
C
Prestando attenzione all'orientamento del connettore, collegarlo al connettore B posto sul pannello
elettronico. Al termine del collegamento, bloccare il
connettore in modo sicuro.
[Collegamento per il pannello IP]
B
Anche il connettore per collegare IP-110 è preparato.
Quando si collega, inserire il connettore nché esso
venga bloccato a C.
!4
!3
!2
11) Dopo aver inserito il connettore, mettere tutti i li
insieme con il nastro fermacavi !2 posto sul lato
della centralina. Allora, legare in un fascio i con-
nettori che sono sistemati sopra la sella del lo
alla sella del filo !3 e quelli che sono sistemati
sotto la sella del lo alla sella del lo !4.
(Attenzione) 1. Fissare il nastro fermacavi seguen-
do la procedura di ssaggio.
2. Quando si rimuove il connettore, rimuoverlo dalla sella del lo e rimuoverlo premendo il gancio del nastro
fermacavi.
– 6 –
Page 9
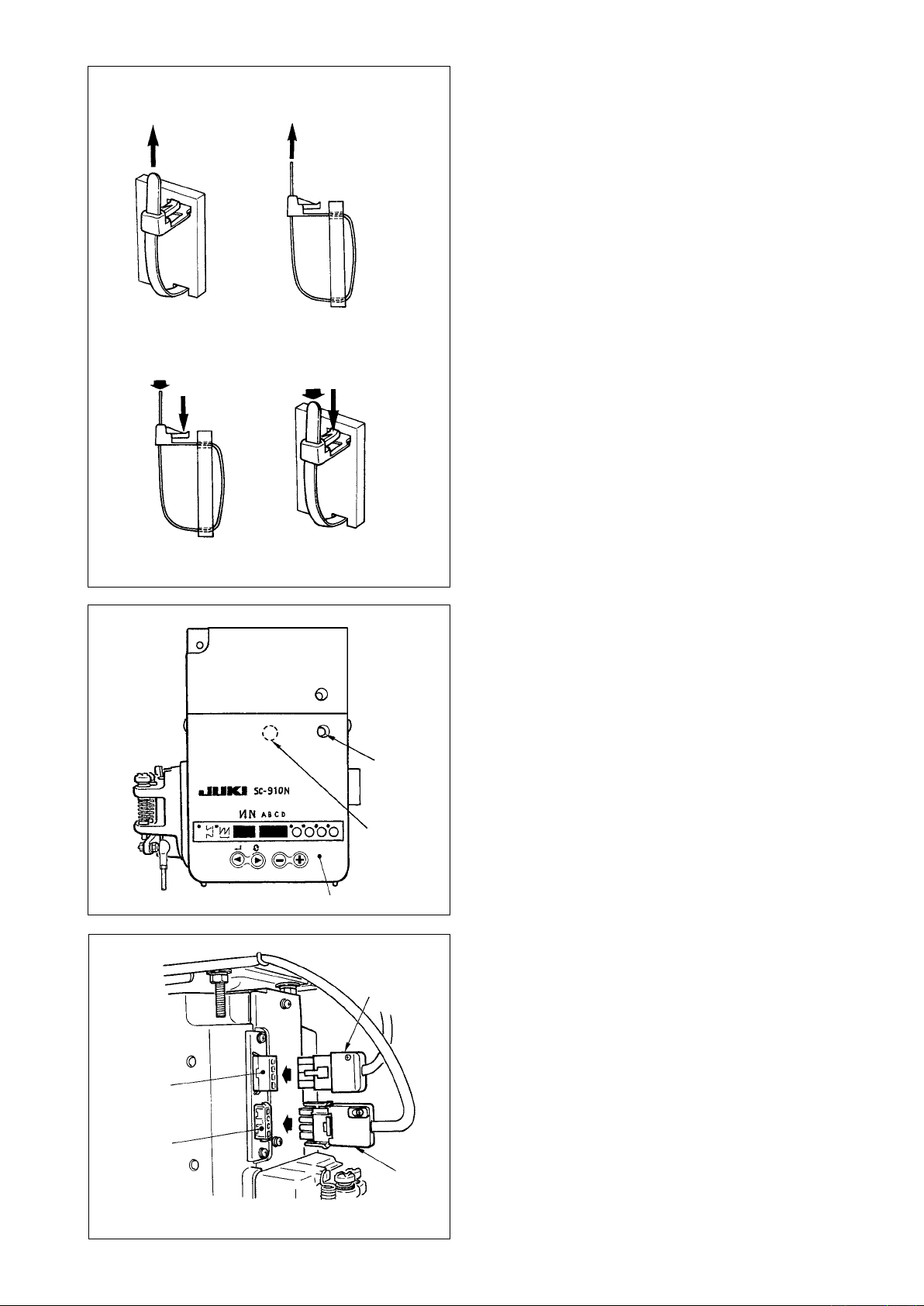
Come ssare la fascetta
Tirare
Come rimuovere la fascetta
!2
Tirare
(Attenzione) 1. Fissare la fascetta seguendo la pro-
cedura di fissaggio come mostrata
nella gura.
2. Per rimuovere la fascetta, spingere
la fascetta finché essa si stacchi
premendo il gancio della fascetta
seguendo la procedura di rimozione
come mostrata nella gura.
Spingere
Premendo la parte del gancio, spingere la fascetta
per rimuoverla.
Spingere
Spingere il gancio.
8
11) Chiudere il coperchio frontale 7 prestando attenzione che i li non vengano presi dal coperchio.
Leggermente premere la parte D ed inserire il co-
perchio frontale 7 con "uno scatto".
12) Dopo di ciò, ssarlo 8 con la vite.
G
H
7
D
6
13) Collegare il lo dell’uscita del motore 6 al con-
nettore G posto sul lato della centralina.
14) Collegare il connettore 4P !5 dell’interruttore
dell’alimentazione al connettore H.
(Attenzione) Dirigere il filo dell’uscita del motore
dalla faccia frontale della centralina.
!5
– 7 –
Page 10
[Soltanto per la specica CE]
3
4
1
2
15) Rimuovere le tre viti 1 poste sul lato della
centralina.
6
7
5
9
16) Posizionare l’insieme del cavo di alimentazione
e la piastra di montaggio 4 in dotazione con l’
3
unità come accessori come mostrato nella gura, e ssarli all’unità principale della centralina di
controllo con le tre viti di ssaggio 2 che sono
state rimosse.
17) Collegare il connettore 5 che viene dal cavo
di alimentazione al connettore inferiore 6 dopo
aver controllato il senso.
(Attenzione) Quando la boccola di gomma 7 è stac-
cata dalla piastra di montaggio, regolarla
alla scanalatura della piastra di montaggio e inserirla.
!1
8
!0
18) Collegare il cavo dell'uscita del motore 8 al connettore 9 posto sulla parte laterale della centralina.
19) Fissare il coperchio dell'alimentazione elettrica !0 in dotazione con l'unità usando le due viti !1 in
dotazione con l'unità.
(Attenzione) Allora, fare attenzione in modo che il cavo dell'uscita del motore non venga preso dal co-
perchio dell'alimentazione elettrica ed in modo che il cavo entri nella cavità del coperchio
dell'alimentazione elettrica.
20) Installazione dell'interruttore dell'alimentazione
CE 1ø 230V
Marrone
Blu
Verde/Giallo
(lo di massa)
AC
220V-240V
Collegare il cavo dell'alimentazione all'interruttore
dell'alimentazione.
[Specica "CE" ]
Monofase 230V : Cavi dell'alimentazione:
marrone, blu, e verde/giallo
(lo di massa).
– 8 –
Page 11
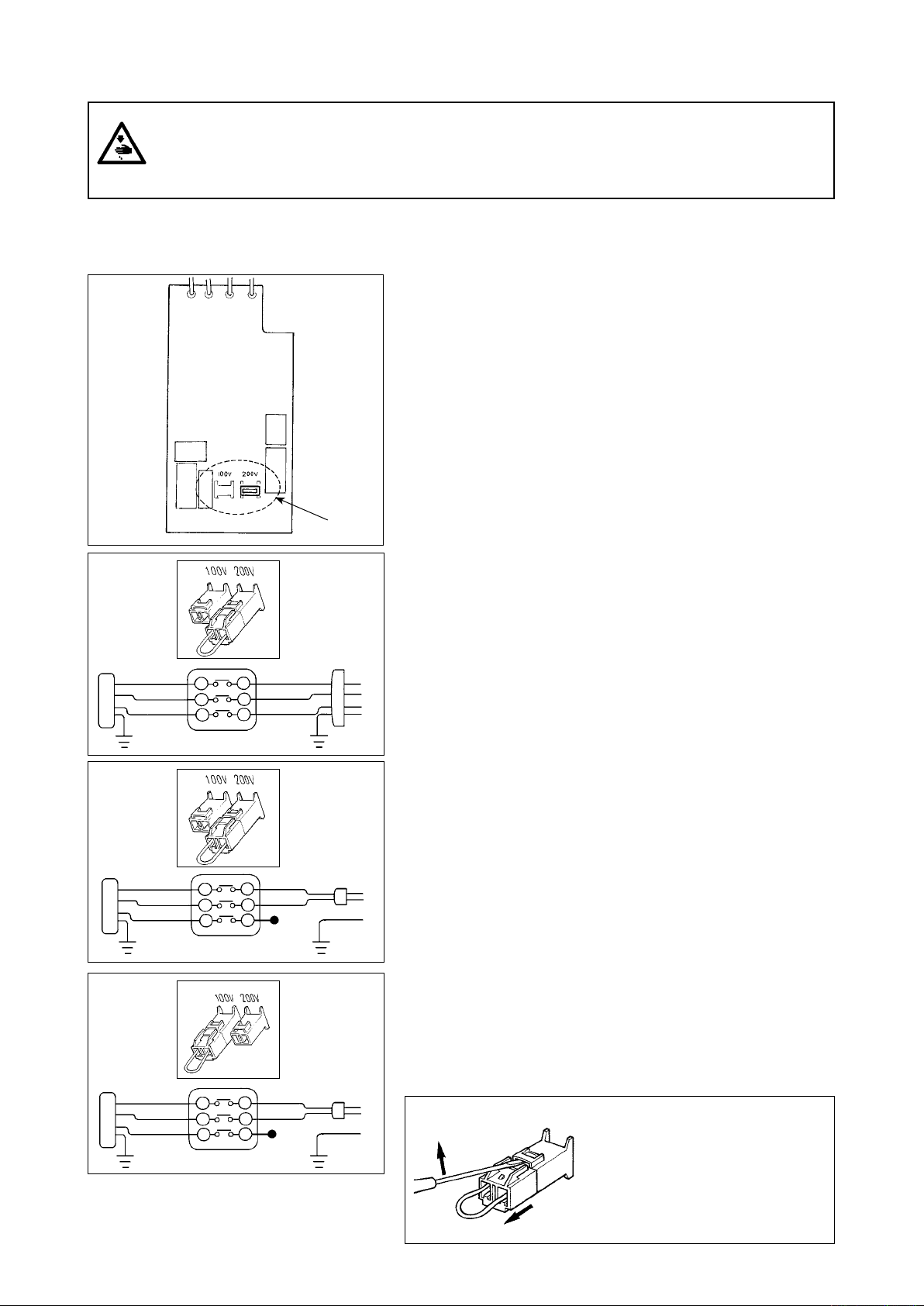
[Procedura di commutazione della tensione di alimentazione
(procedura di impostazione della tensione di alimentazione)]
AVVERTIMENTO:
Per evitare pericoli di scosse elettriche o ferimenti causati dall'avvio improvviso della macchina per
cucire, prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5 minuti o più. Per prevenire incidenti causati dal lavoro non abituato o da
scosse elettriche, richiedere elettricisti qualicati o tecnici del nostro fornitore quando si effettua la
regolazione dei componenti elettrici.
Essa è adattabile alla tensione da 100V a 120V, monofase/da 200V a 240V, trifase modicando il connettore di commutazione della tensione montato sulla scheda di circuito stampato FLT.
(Attenzione) Quando la procedura di modica è sbagliata, la centralina di controllo sarà rotta. Perciò,
A
BIANCO
NERO
ROSSO
VERDE/
GIALLO
B
BIANCO
NERO
ROSSO
VERDE/
GIALLO
C
BIANCO
NERO
ROSSO
VERDE/
GIALLO
fare molta attenzione.
1
(Lato della spina)
BIANCO
NERO
ROSSO
VERDE/
GIALLO
(Lato della spina)
BIANCO
NERO
ROSSO
VERDE/
GIALLO
(Lato della spina)
BIANCO
NERO
ROSSO
VERDE/
GIALLO
Procedura di modica del connettore di commutazione
1. Spegnere la macchina con l'interruttore dell'alimentazione dopo
aver confermato che la macchina per cucire sia arrestata.
2. Estrarre il cavo di alimentazione dalla presa di corrente
dopo aver confermato che l'interruttore dell'alimentazione
sia spento. Aspettare quindi per cinque minuti o più.
3. Rimuovere il coperchio frontale.
4. Rimuovere le tre viti che fissano il coperchio posteriore
della centralina di controllo e aprire lentamente il coperchio
posteriore.
A. In caso di usare con la tensione da 200V a 240V, trifas
• Modica del connettore di commutazione
Collegare a 100V il connettore di commutazione 100/200V
della scheda di circuito stampato FLT 1.
• Collegare il morsetto senza saldatura del lo di ingresso c.a.
alla spina come mostrato nella gura.
B. In caso di usare con la tensione da 100V a 120V, monofas
• Modica del connettore di commutazione
Collegare a 100V il connettore di commutazione 100/200V
della scheda di circuito stampato FLT 1.
• Collegare il morsetto senza saldatura del lo di ingresso c.a.
alla spina come mostrato nella gura.
(Attenzione) Effettuare sicuramente il trattamento di iso-
lamento al morsetto nero che non è utilizzato con il
nastro isolante o qualcosa di simile. (Quando l'isola-
mento è insufciente, c'è pericolo di scossa elettrica o
dispersione elettrica.)
C. In caso di usare con la tensione da 200V a 240V, monofa
• Modica del connettore di commutazione
Collegare a 100V il connettore di commutazione 100/200V
della scheda di circuito stampato FLT 1.
• Collegare il morsetto senza saldatura del lo di ingresso c.a.
alla spina come mostrato nella gura.
(Attenzione) Effettuare sicuramente il trattamento di iso-
lamento al morsetto nero che non è utilizzato con il
nastro isolante o qualcosa di simile. (Quando l'isola-
mento è insufciente, c'è pericolo di scossa elettrica o
dispersione elettrica.)
5. Controllare che la modica sia stata effettuata senza fallo
prima di chiudere il coperchio posteriore.
6. Fare attenzione che il cavo non sia pizzicato tra il coperchio posteriore e l'unità principale della centralina di controllo. Chiudere il coperchio posteriore premendo il lato
inferiore del coperchio posteriore, e serrare le tre viti.
[Punto essenziale quando si inserisce/estrae il connettore]
Quando è difficile rimuovere il connettore di commutazione, inserire
un cacciavite di misura piccola e
premere nel senso indicato dalla
freccia come mostrato nella figura,
e il connettore potrà essere rimosso
con facilità.
– 9 –
Page 12
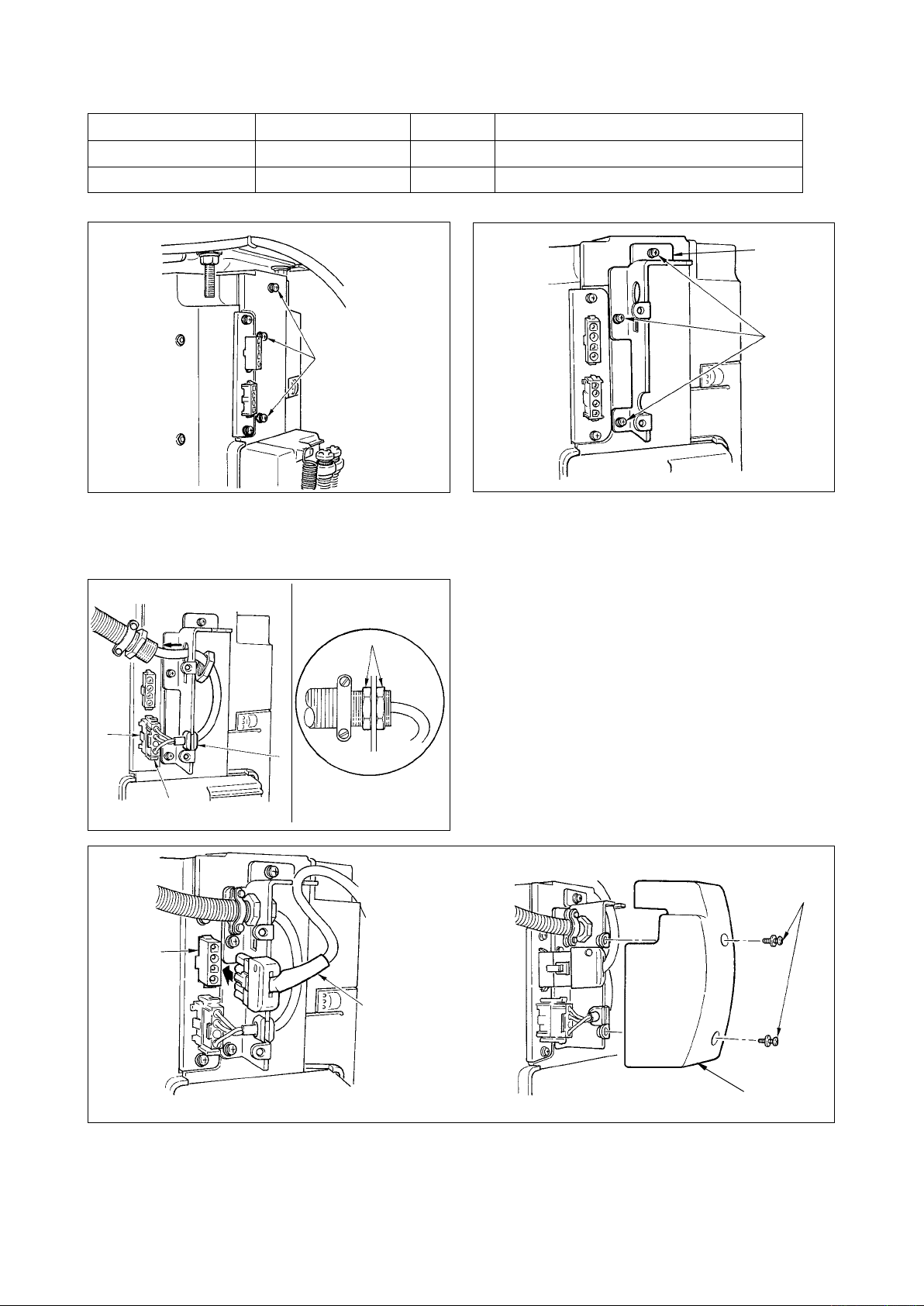
[In caso di usare l’interruttore dell’alimentazione per LA]
È necessario acquistare con sovrapprezzo le parti sottostanti.
No. di Parte JUKI Descrizione Quantità Osservazioni
40012006 Insieme A per LA 1 Per la tensione da 200 a 240V, trifase
40012007 Insieme B per LA 1 Per la tensione da 100 a 120V, monofase
Inoltre, preparare con sovrapprezzo l’interruttore dell’alimentazione per LA.
1
2
3
15) Rimuovere le tre viti 1 poste sul lato della
centralina.
7
5
6
4
9
16) Fissare gli accessori di montaggio del coperchio
all’unità principale della centralina di controllo
2
con le tre viti 3 che sono state rimosse nel passo 15).
17) Collegare il connettore 4 che viene dal cavo
di alimentazione al connettore inferiore 5 dopo
aver controllato il senso.
(Attenzione) Regolare la boccola di gomma 6 alla
scanalatura della piastra di montaggio e
inserirla.
18) Fare passare il dado 7 in dotazione con l’in-
terruttore dell’alimentazione per LA attraverso il
cavo di alimentazione e inserire il cavo nel tubo
protettivo (indicato dalla freccia).
Fissarlo saldamente agli accessori di montaggio
con il dado 7 da ambedue i lati.
!1
8
!0
18) Collegare il cavo dell'uscita del motore 8 al connettore 9 posto sulla parte laterale della centralina.
19) Fissare il coperchio dell'alimentazione elettrica !0 in dotazione con l'unità usando le due viti !1 in
dotazione con l'unità.
(Attenzione) Allora, fare attenzione in modo che il cavo dell'uscita del motore non venga preso dal co-
perchio dell'alimentazione elettrica ed in modo che il cavo entri nella cavità del coperchio
dell'alimentazione elettrica.
– 10 –
Page 13
JUS 3ø 220V
JUS 1ø 120V
Nero
Rosso
Bianco
Verde/Giallo
(lo di massa)
Nero
Bianco
Verde/Giallo
(lo di massa)
AC
200V-240V
AC
100V-120V
@1
20) Installazione dell'interruttore dell'alimentazione
Collegare il cavo dell'alimentazione all'interruttore
dell'alimentazione.
[Specica "JUS" ]
Trifase 220V : Cavi dell'alimentazione: nero,
rosso, bianco,e verde/giallo
(lo di massa)
Monofase 120V : Cavi dell'alimentazione: nero,
bianco e verde/giallo (filo di
massa)
21) Assicurarsi che l'interruttore dell'alimentazione
sia spento ed inserire il cavo dell'alimentazione
@1
che viene dall'interruttore dell'alimentazione
nella presa di corrente. (L'illustrazione è per la
specica giapponese tipo 100V.)
(Attenzione)
1. L'estremità del cavo dell'alimentazione @1
varia a seconda della destinazione o della
tensione di alimentazione. Controllare di
nuovo la tensione di alimentazione e la
tensione specificata sulla centralina di
controllo quando si installa l'interruttore.
2. Preparare l'interruttore dell'alimentazione
conforme allo standard della sicurezza.
3. Aver cura di collegare il lo di massa (verde/giallo).
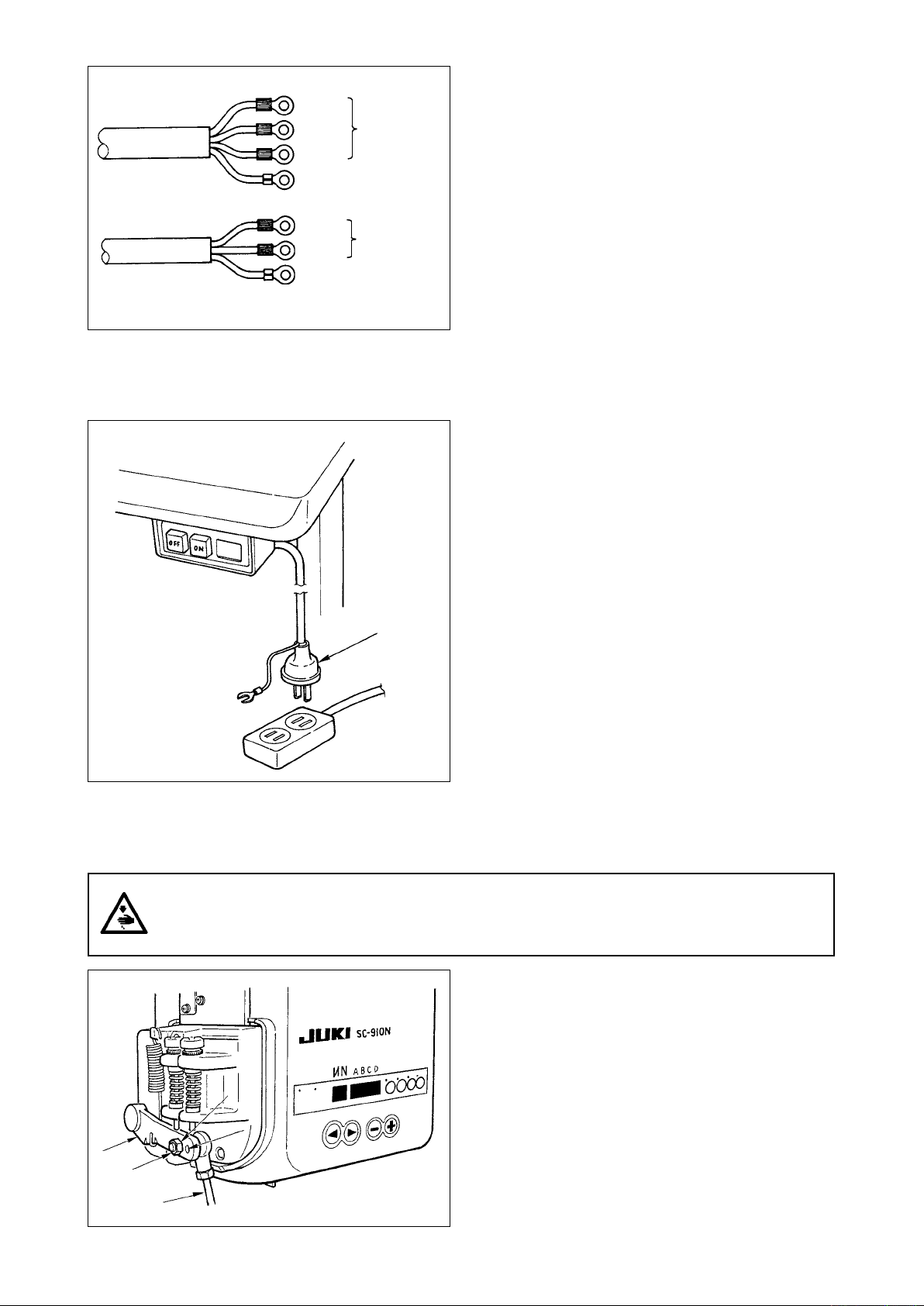
6. Installazione del tirante a snodo
AVVERTIMENTO:
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le
seguenti operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5
minuti o più.
3
A
2
B
1
1) Fissare tirante a snodo 1 a foro di installazione
di leva di comando 2 con dado 3.
B
2) Se tirante a snodo 1 viene installato a foro di in-
stallazione A, la corsa del pedale viene allungata, e il funzionamento del pedale a media velocità
sarà più facile.
– 11 –
Page 14
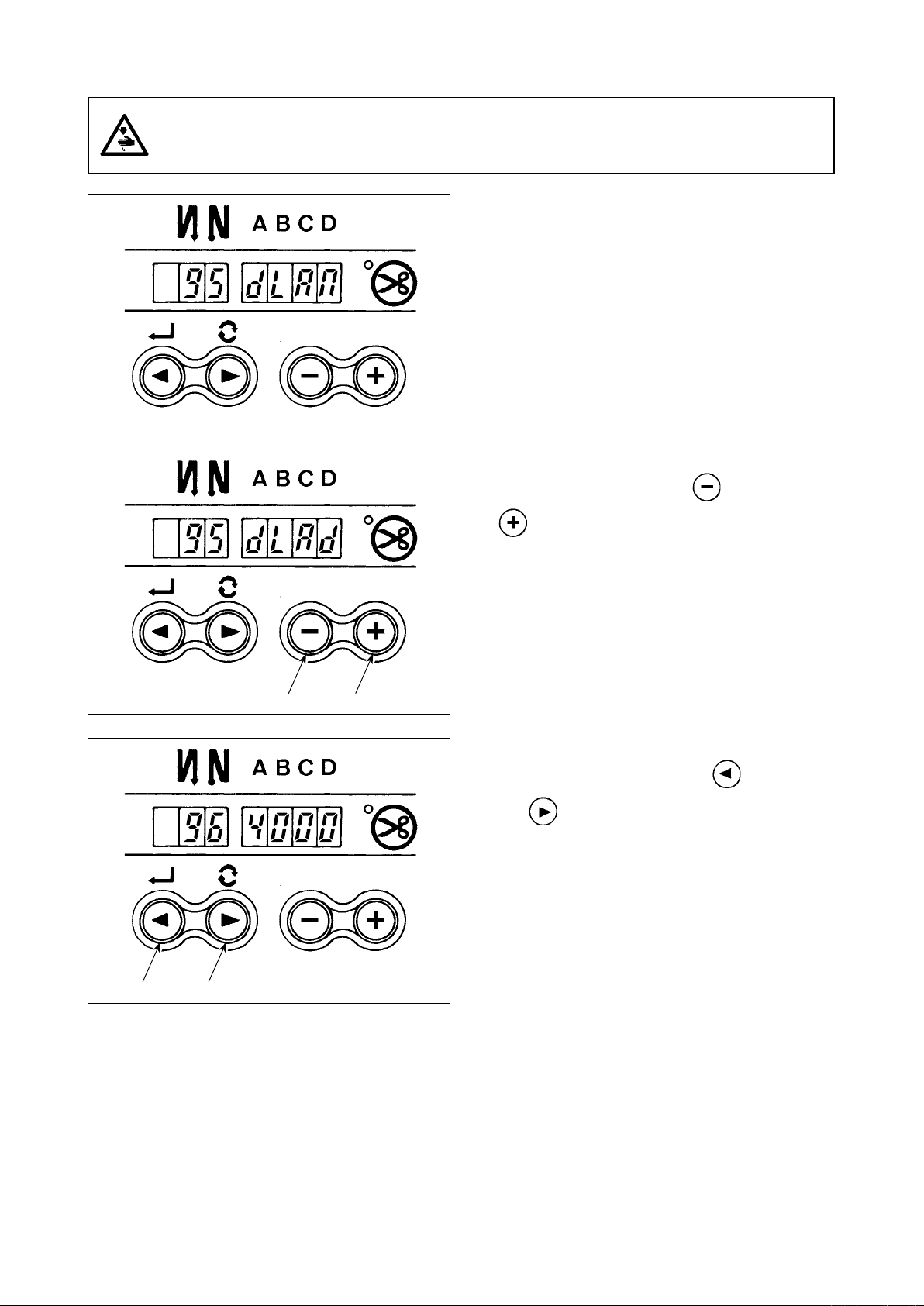
7. Procedura di impostazione della testa della macchina
AVVERTIMENTO:
Quando la testa della macchina tranne la DDL-9000A è usata, il lavoro degli articoli 7, 8 e 9 non è
necessario. La testa della macchina viene selezionata automaticamente inserendo il connettore
della testa della macchina.
1) Consultare
SC-910N", p.22
"#-4. Impostazione per funzioni di
e chiamare l'impostazione della
funzione No. 95.
2) Il tipo di testa della macchina può essere selezio-
nato premendo l'interruttore 3 (l'interruttore
4).
1
2
3
4
3) Dopo aver selezionato il tipo di testa della mac-
china, premendo l'interruttore 1 (l'interrut-
tore 2), il passo procede a 96 o 94, e l'in-
dicazione cambia automaticamente al contenuto
dell'impostazione corrispondente al tipo di testa
della macchina.
(Attenzione) Quando il tipo di testa della macchina
è cambiato, il contenuto che è stato cambiato prima ritorna ai valori di impostazione standard.
– 12 –
Page 15
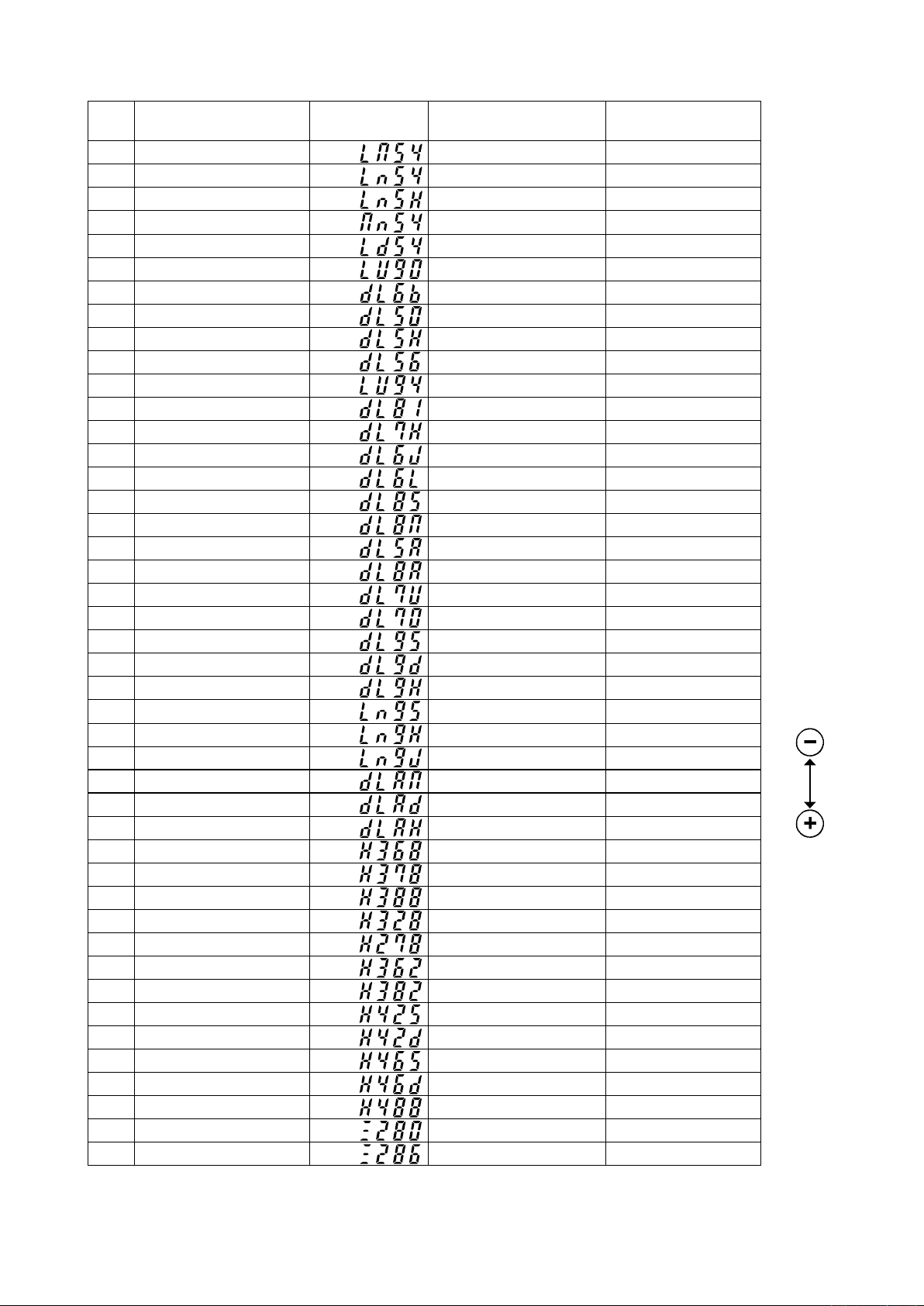
8. Elenco delle teste della macchina
No. Testa della macchina
Contenuto
dell'indicazione
Numero di giri al momento
della consegna (pnt/min)
Numero di giri max.
1 DLM-5400 4000 4500
2 DLN-5410 4000 5000
3 DLN-5410H 3500 4000
4 DMN-5420 4000 5000
5 DLD-5430 4000 4500
6 DLU-5490 4000 4500
7 DDL-5600B 3700 4000
8 DDL-5550, DDL-8700 4000 5000
9 DDL-5550H 3500 4000
10 DDL-5556 4000 4000
11 DLU-5494 3500 4000
12 DDL-5581 4000 5000
13 DDL-5571H 3500 4000
14 DDL-5600J 4000 4000
15 DDL-5600L, U, R 3000 3000
16 DDL-5581S 2000 3500
17 DDL-5581M 4000 4000
18 DDL-5550A 4000 4000
19 DDL-5581A, K 4000 4000
20 DDL-5571U 3500 3500
21 DDL-5700 4000 4000
22 DDL-9000S 4000 5000
23 DDL-9000D 4000 4000
24 DDL-9000H 4000 4500
25 DLN-9010S 4000 5000
26 DLN-9010H 3500 4000
27 DLN-9010J 3500 4000
28
*
DDL-9000A SS/MA/MS
4000 5000
29 DDL-9000A DS 4000 4000
30 DDL-9000A SH 4000 4500
31 LH-3168 3000 3000
32 LH-3178 3000 3000
33 LH-3188 3000 3000
34 LH-3128 3000 3000
35 LH-2178 4000 4000
36 LH-3162 3000 3000
37 LH-3182 3000 3000
38 LH-4128S 3600 4000
39 LH-4128D 3000 3000
40 LH-4168 3200 3200
41 LH-4168D 3000 3000
42 LH-4188 3200 3200
43 LZ-2280 4000 5000
44 LZ-2286 4000 5000
(pnt/min)
* Testa della macchina impostata al momento della consegna
– 13 –
Page 16

9. Regolazione della testa della macchina (soltanto la DDL-9000A)
AVVERTIMENTO :
Quando lo slittamento tra il punto di riferimento bianco sul volantino e il concavo del coperchio
è eccessivo dopo il taglio del lo, regolare l’angolo della testa della macchina con la seguente
operazione.
A
1) Premendo simultaneamente l'interruttore 2
e l'interruttore 3, accendere l'interruttore
dell'alimentazione.
2) viene visualizzato (A) nell'indicatore e il
modo operativo viene commutato al modo di regolazione.
2
3
3) Girare il volantino manualmente, e l'angolo B
B
sarà visualizzato nell'indicatore quando il segnale
di riferimento sarà rilevato.
(Il valore è il valore di riferimento.)
6
4) In questo stato, allineare il punto bianco 5 del
volantino al concavo 6 del copripuleggia come
mostrato nella gura.
5
5) Premere l'interruttore 4 per nire il lavoro
di regolazione.
(Il valore è il valore di riferimento.)
4
– 14 –
Page 17

#
. PER L'OPERATORE
1. Funzionamento del SC-910N
1
2
Indicazione dell'alimentazione ON
[Quando il pannello operativo non è collegato]
1) Premere il bottone ON $1$ dell'interruttore dell'alimentazione per collegare l'alimentazione.
(Attenzione) Nel caso che il LED di indicazione dell’alimenta-
zione non si accenda anche se l’interruttore dell’
alimentazione viene acceso, spegnere immediatamente l’unità e controllare la tensione di alimentazione.
Inoltre, in un caso del genere, accendere di nuovo l’
interruttore dell’alimentazione quando 2 o 3 minuti
o più sono passati dopo lo spegnimento dell’interruttore dell’alimentazione.
(Quando la sovratensione viene immessa, il cir-
cuito di protezione funziona e la riaccensione dell’
unità nello stato in cui l’alimentazione non è completamente scollegata non viene accettata.)
A
[Quando il pannello operativo è collegato]
B
Quando il pannello operativo (CP-170 e IP-110) non è usato
Il LED di indicazione dell'affrancatura o della cucitura sovrapposta sul coperchio frontale della centralina di controllo si accende. (A)
* Il LED di indicazione dell'alimentazione incassato nella
testa della macchina si accende secondo la testa della
macchina.
Quando il pannello operativo (CP-170 e IP-110) è usato
La spia di alimentazione del CP-170 o IP-110 si accende.
I due puntini B nell'indicatore visivo del numero sul coperchio
frontale della centralina di controllo si accendono.
(Attenzione) Quando il cicalino continua a squittire immedia-
tamente dopo l'accensione, il collegamento del
cavo o la tensione di alimentazione può essere
scorretto. Premere il bottone OFF 2 dell'interruttore dell'alimentazione per scollegare l'alimentazione.
2) Quando la barra ago non è nella sua posizione sollevata, la macchina per cucire gira automaticamente
per raggiungere la posizione sollevata.
(Attenzione) Quando si collega l'alimentazione per la prima volta, il tempismo potrebbe essere legger-
mente ritardato per effettuare il lavoro di inizializzazione. Quando si collega l'alimentazione, la barra ago si muove. Non mettere le mani o oggetti sotto l'ago.
3) Quando la parte anteriore 3 del pedale viene
premuta, la macchina gira al numero di giri a seconda della quantità di pedaleggio.
Quando il pedale viene riportato alla sua posizio-
5
4
3
ne di folle, la macchina si arresta.
4) Quando la parte posteriore 4 del pedale viene
premuta, il piedino premistoffa si solleva. (solo il
tipo PFL)
5) Quando la parte posteriore 5 del pedale viene
premuta fortemente, il taglio del lo viene eseguito.
(Attenzione) Per i tipi KFL e PFL, il punto d'entrata
del taglio del lo è differente l'uno dall'altro.
– 15 –
Page 18

6
7
6) Quando il pannello operativo 6 è collegato, vari
modelli di cucitura come l'affrancatura a inizio cu-
citura, l'affrancatura a ne cucitura, ecc. possono
essere impostati. Fare riferimento al Manuale
d'Istruzioni per il pannello operativo per i dettagli.
7) Quando l'interruttore di inversione del trasporto
viene premuto, l'inversione del trasporto può
7
essere eseguita.
2
8
8) Quando la cucitura è completata, premere il bottone OFF 2 dell'interruttore dell'alimentazione
per spegnere l'interruttore dell'alimentazione
dopo essersi assicurati che la macchina per cucire è ferma.
(Il LED di indicazione dell’alimentazione 8 incas-
sato nella testa della macchina si spegne in caso
di alcune teste della macchina.)
– 16 –
Page 19

2. Descrizione del pannello operativo
5
A
Interruttore
1
Interruttore
2
Interruttore
3
Interruttore
4
Indicazione PATTERN SELECTION
5
Display REVERSE STITCHING AT
6
/
/
6
B
1
START (affrancatura all'inizio)
Display REVERSE STITCHING AT
7
END (affrancatura alla ne)
Display NUMBER OF STITCHES
8
(numero di punti)
Displ ay AUTOMATIC THR EAD
9
TRIMMING (taglio del lo automatico)
Display THREAD TRIMMING
!0
PROHIBITION (proibizione del
taglio del lo)
Display ONE-SHOT AUTOMATIC
!1
STITCHING (cucitura automatica a
un solo colpo)
Display MATERIAL EDGE SEN-
!2
SOR (sensore del bordo del materiale)
7
2
:
Usato per determinare il contenuto dell'impostazione.
3
8
4
9
!0
!1
Quando questo interruttore viene premuto, lampeggiamento
si ferma e il contenuto dell'impostazione viene determinato.
:
Usato per cambiare i l conten u to de ll'impos t azione.
Quando questo interruttore viene premuto, le posizioni variabili
lampeggiano. Premendo l'interruttore, la posizione lampeggiante si sposta verso destra.
:
Usato per cambiare il contenuto del display selezionato (sezione lampeggiante). Quando questo interruttore viene premuto, il
contenuto del display diminuisce.
:
Usato per cambiare il contenuto del display selezionato (sezione
lampeggiante). Quando questo interruttore viene premuto, il contenuto del display aumenta.
:
La lampadina a LED selezionata si accende tra il LED di affrancatura A e quello di cucitura sovrapposta B.
:
Reso valido quando il modello di affrancatura è selezionato.
“ ” Display di senza affrancatura / “ ” Display di affrancatura
/ “
” Display di affrancatura doppia
:
Reso valido quando il modello di affrancatura è selezionato.
“ ” Display di senza affrancatura / “ ” Display di affrancatura
/ “
” Display di affrancatura doppia
:
I l numero di punti dell'affrancatura o della cucitura sovrapposta viene visualizzato.
:
Si illumina quando il taglio del lo automatico effettuato premendo la parte anteriore del pedale è selezionato. (Si accende quando la cucitura sovrapposta è selezionata.)
:
Si illumina quando la proibizione del taglio del lo è selezionata. Impostazione della funzione No. 9
:
Si illumina quando la cucitura automatica a un solo colpo è
selezionata. (Si accende quando la cucitura sovrapposta è
selezionata.)
:
Si accende quando l’impostazione del sensore del bordo del
materiale è selezionata. Impostazione della funzione No. 2
!2
– 17 –
Page 20

3. Procedura operativa del modello di cucitura
(1) Modello di affrancatura
I modelli di affrancatura sottostanti possono essere impostati usando il pannello operativo.
Modelli di affrancatura che possono essere impostati
Display di
affrancatura
all'inizio
A
C
Modello di
cucitura
Display di
affrancatura
alla ne
Modello di affrancatura
Il LED si accende.
A
B
D
C
Modello di cucitura sovrapposta
Il LED si accende.
⇔
A
A
D
C
A
B
B B
DCD
A
BAB
DCD
C
[Procedura di impostazione dell'affrancatura]
1) Tenere premuto l'interruttore /
e premere l'interruttore / 1 per
selezionare il modello di affrancatura.
DCD
A
B
C
2
BAB
D
C
,
1 2 1 2
6
Lampeggiamento
6
Lampeggiamento
2
Selezione del contenuto
dell'affrancatura
Direzione di
spostamento
aggiornamento con
l'interruttore
4
(Ogni volta che l'interruttore / 1 viene
premuto, il modello di affrancatura/il modello
di cucitura sovrapposta vengono commutati
alternamente.)
2) Premere l'interruttore /
per fare
2
lampeggiare il display di affrancatura all'inizio 6.
Ogni volta che l'interruttore /
viene
2
premuto, la posizione lampeggiante si sposta
verso destra.
(Attenzione) La macchina per cucire non parte nello
stato di lampeggiamento.
3) Premere l'interruttore 3 o l'interruttore
e selezionare il modello di affrancatura.
4
I modelli di affrancatura ed i display sono come
segue.
: Affrancatura
: Affrancatura doppia: Affrancatura doppia
2
aggiornamento con
l'interruttore
3
3
4
: Senza affrancatura: Senza affrancatura
4) Premere l'interruttore /
lampeggiare il display di affrancatura alla ne 7,
ed impostare il modello nello stesso modo del
passo 3).
– 18 –
per fare
2
Page 21

Lampeggiamento
8
5) Premere l'interruttore / 2 per fare lampeggiare il display di numero di punti 8, ed im-
postare il numero di punti per i rispettivi processi
della cucitura.
6) Premere l'interruttore 3 o l'interruttore
per cambiare il numero di punti.
4
Il numero di punti puo éssere cambiato no a ben
15 punti per i processi A, B, C e D rispettivamen-
1 2 3 4
te.
Tuttavia, i display sono come segue.
10 punti = A, 11 punti = b, 12 punti = c, 13 punti =
d, 14 punti = E e 15 punti = F
7) Quando l'impostazione di tutti gli articoli è stata
completata, premere l'interruttore / 1
per determinare il contenuto dell'impostazione.
(Lampeggiamento si ferma.)
(2) Modello di cucitura sovrapposta
I modelli di cucitura sovrapposta sottostanti possono essere impostati usando il pannello operativo.
A
B
C
B
D
C
A : L'impostazione del numero di punti della cucitura normale da 0
a 15 punti (F)
B : L'impostazione del numero di punti dell'affrancatura da 0 a 15
punti (F)
C : L'impostazione del numero di punti della cucitura normale da 0
a 15 punti (F)
D : Numero di volte della ripetizione da 0 a 9 volte
(Attenzione) Quando il processo D è impostato a “5 volte” la cu-
citura viene ripetuta come A/B/ C/B/C.
Modello di affrancatura
Il LED si accende.
1 2 1 2
Lampeggiamento
1
2 3 4
Modello di cucitura sovrapposta
Il LED si accende.
⇔
[Procedura di impostazione della cucitura sovrapposta]
1) Tenere premuto l'interruttore / 2, e premere l'interruttore / 1 per selezionare il
modello di cucitura sovrapposta.
(Ogni volta che l'interruttore / 1 viene
premuto, il modello di affrancatura/il modello di
cucitura sovrapposta vengono commutati alter-
namente.)
2) Il numero di punti per il processo A diventa in stato di lampeggiamento.
3) Ogni volta che l'interruttore / 2 viene
premuto, la posizione lampeggiante si sposta
verso destra ed il display del processo in cui l'impostazione può essere cambiata lampeggia.
4) Premere l'interruttore 3 o l'interruttore
per cambiare il numero di punti.
4
5) Quando l'impostazione di tutti i processi è stata
completata, premere l'interruttore / 1
per determinare il contenuto dell'impostazione.
(Lampeggiamento si ferma.)
(Attenzione) Quando la cucitura sovrapposta è se-
lezionata, il display di funzionamento in
automatico lampeggia.Non è possibile rilasciare il funzionamento in automatico.
– 19 –
Page 22

(3) Impostazione speciale
È possibile cambiare il valore di impostazione nel pannello anteriore spostandosi direttamente al modo di
impostazione della funzione mentre l’alimentazione è collegata oltre alla procedura normale di impostazione della funzione.
[Procedura di spostamento al modo di impostazione della funzione]
1) Tenere premuto l'interruttore / 2, e premere l'interruttore 4 per spostarsi al modo
di impostazione della funzione.
(Attenzione) L'impostazione della funzione No. 2
viene visualizzata immediatamente dopo
1 2 3 4
2) Quando si ritorna al modo operativo normale,
premere l'interruttore / 1 e determinare
il contenuto dell'impostazione.
Impostazione della funzione di sensore del bordo
del materiale
Essa viene resa valida quando si collega il sen-
1
sore del bordo del materiale optional (Impostazione della funzione No. 2).
È possibile cambiare il valore di impostazione
la commutazione.
1 2 3 4
1 2 3 4
con l'interruttore 3 o l'interruttore 4.
0 : La funzione di sensore del bordo del mate-
riale è proibita.
1 : La funzione di sensore del bordo del mate-
riale è valida.
Quando “1” è selezionato, il display di sensore del bordo del
materiale si illumina quando il
modo operativo è ritornato a
quello normale.
Impostazione dell'operazione di taglio del filo
2
dopo l'arresto al bordo del materiale (Impostazione della funzione No. 3)
Premere l'interruttore / 2 per avanzare
all'impostazione
della funzione No. 3.
È possibile cambiare il valore di impostazione
con l'interruttore 3 o l'interruttore 4.
0 : Arresto al bordo del materiale
1 : Taglio del lo automatico dopo la rilevazione
del bordo del materiale
Quando “1” è selezio nato, il
display di taglio del lo automatico si illumina quando il modo
operativo è ritornato a quello
normale.
– 20 –
Page 23

Impostazione del numero di punti per arrestare
3
la macchina per cucire dopo la rilevazione del
bordo del materiale (Impostazione della funzione
No. 4)
1 2 3 4
1 2 3 4
Premere l'interruttore
/
2 per avanzare
all'impostazione della funzione No. 4.
È possibile cambiare il valore di impostazione con
l'interruttore 3 o l'interruttore 4.
Numero di punti specicato : da 0 a 19 punti
(Attenzione) Quando il numero di punti specicato
è insufciente, ci sono dei casi in cui la
macchina per cucire non può fermarsi
entro il numero di punti specificato secondo la velocità di rotazione della macchina per cucire.
Impostazione della funzione di cucitura automa-
4
tica a un solo colpo (Impostazione della funzione
No. 119)
Premere l'interruttore / 2 per avanzare
all'impostazione della funzione No. 119.
È possibile cambiare il valore di impostazione
con l'interruttore 3 o l'interruttore
4
.
0 : La velocità designata del pedale ha la
precedenza.
1 : Funzionamento in automatico
(Attenzione) Essa viene resa valida quando la fun-
zione di sensore del bordo del materiale
è impostata. Non è possibile proibire
l'operazione a un solo colpo al momento
dell'operazione di cucitura sovrapposta. La
velocità di rotazione è la velocità impostata
all'impostazione della funzione No. 38.
Quando “1” è selezionato, il
display di cucitura automatica a
un solo colpo si illumina quando il modo operativo è ritornato
a quello normale.
1 2 3 4
Impostazione della funzione di proibizione del ta-
5
glio del lo (Impostazione della funzione No. 9)
L'operazione di taglio del lo alla cucitura norma-
le e alla cucitura sovrapposta può essere proibita
selezionando la proibizione del taglio del lo.
È possibile cambiare il valore di impostazione
con l'interruttore 3 o l'interruttore 4.
0 : Il taglio del lo è valido.
1 : Il taglio del lo è proibito.
Quando “1” è selezionato, il
display di proibizione del taglio del filo si illumina quando
il modo operativo è ritornato a
quello normale.
– 21 –
Page 24

4. Impostazione per funzioni di SC-910N
Funzioni possono essere selezionate e impostate per mezzo del quattro interruttori di impostazione e diodi
luminescenti posti all'interno del coperchio anteriore del SC--910N.
No. di specicato valore specicato
1 3 42
Interruttore per iscrivere il valore specificato cambiato e
1
per aggiornare il No.di impostazione nel senso ascendente.
Interruttore per iscrivere il valore specicato cambiato e per
2
aggiornare il No.di impostazione nel senso discendente.
Interruttore giù (DOWN)
3
Interruttore su (UP)
4
(Attenzione)
• Aver cura di accendere di nuovo l'interruttore dell'alimentazione dopo che un secondo o
• Non agire sugli interruttori nella procedura tranne quelle descritte nelle seguenti spiegazioni.
più è passato. Se la macchina per cucire viene accesa immediatamente dopo averla spenta, la macchina potrebbe non funzionare regolarmente. In questo caso, accendere di nuovo la macchina.
AVVERTIMENTO:
Per evitare ferimenti causati da movimento all'infuori di quello che si desidera, non agire sugli interruttori nella procedura tranne quelle richieste, come descritte qui sotto, per impostare le funzioni.
Modalità di commutazione al modo di impostazione della funzione
1) Spegnere l'unità.
2) Premendo l'interruttore 4, accendere l'unità.
4
3) Indicazione 5 ,6 sarà mostrata sul visualizzato-
6
5
re. (L'articolo visualizzato mostra l'articolo la cui
impostazione è stata cambiata per ultimo.)
* Se l'indicazione non viene cambiata, eseguire
nuovamente le procedure 1) e 2).
– 22 –
Page 25

No. di specicato
4) Qualora si desideri avanzare il No. di impostazione, premere interruttore / 2 per avan-
zare il No. di impostazione.
Quando si desidera riportare indietro il No.di im-
postazione, premere l'interruttore / 1
per riportare indietro il No.di impostazione.
(Attenzione)
Tenere premuto l'interruttore
/
1 2
1 2 3 4
5
5
o l'interruttore
1
impostazione verrà avanzato (riportato
indietro) continuamente. Quando il No.di
impostazione viene avanzato (riportato
indietro), il contenuto precedente (seguente) sarà iscritto. Perciò, fare attenzione quando si modificano i contenuti
(l'interruttore su/giù viene toccato.).
ESEMPIO) MODIFICA DELLA FUNZIONE DI RIDU-
ZIONE DEL TREMOLIO (IMPOSTAZIONE
No.5)
Premere l'interruttore /
/
quattro volte per
2
,
e il No.di
2
impostare il No.di impostazione a "5".
Il valore di impostazione attuale viene visualizzato
nel LED 5. (Lo standard è “0”.) Premere l’interruttore 4 tre volte per cambiare a “3”.
(Attenzione) Tenere premuto l'interruttore
l'interruttore 3, e il valore di impostazione può essere cambiato continua-
mente.
4
o
5) Quando la modica è stata completata, preme-
re l'interruttore / 1 o /
2
iscrivere il valore cambiato.
1 2 3 4
(Attenzione) 1. Quando la macchina viene spenta
prima di effettuare questa operazione, i contenuti che sono stati cambiati non vengono aggiornati.
2. Premere l'interruttore
e la visualizzazione dello schermo
sarà cambiata ai contenuti del No.di
impostazione seguente.
3. Premere l'interruttore
e la visualizzazione dello schermo
sarà cambiata ai contenuti del No.di
impostazione precedente.
/
/
Al termine dell'operazione, spegnere la macchina, e riportare il coperchio frontale alla posizione originale.
La macchina ritorna al funzionamento normale accendendola di nuovo.
* Premere simultaneamente l'interruttore 3 e l'interruttore 4, e il contenuto dell'impostazione
del No. impostato ritornerà al valore iniziale.
per
1
2
,
,
– 23 –
Page 26

5. Lista delle funzioni da impostare
No
*
*
10
11 Lo scatto del
12 Selezione
13 Funzione di
*
14 Contatore della
15 Numero di volte
*
18 Funzione di
*
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
Articolo Descrizione
1 Funzione di
partenza dolce
2 Funzione di
sensore bordo
materiale
3 Funzione
di taglio del
lo tramite il
sensore bordo
materiale
4 Numero di punti
per il sensore
bordo materiale
5 Funzione di
riduzione di
tremolio
6 Funzione di
conteggio del
lo della bobina
7 Unità per il
conteggio alla
rovescia del lo
della bobina
8 Numero di giri
dell'affrancatura
9 Funzione di
proibizione del
taglio del lo
Impostazione della
posizione di arresto
della barra ago
quando la macchina
per cucire si ferma.
tasto montato
su PSC
delle funzioni
dell'interruttore
facoltativo
proibizione
dell'avvio della
macchina per
cucire tramite
il contatore del
lo della bobina
cucitura
del rilevamento
dell'esaurimento
della quantità
rimanente del
lo della bobina
prevenzione di
"Nido d'Uccello"
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale
di Manutenzione e seguire le istruzioni. (Le descrizioni dell'impostazione in questa lista sono i valori standard al momento della
consegna del DDL-9000A.) Tuttavia, i contenuti dell'impostazione della funzione sono soggetti alle modifiche necessarie ad un
miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Il numero di punti da cucire a bassa velocità quando la funzione di
partenza dolce è usata all'inizio di cucitura.
0: Funzione di partenza doice non è operativa.
Funzione di sensore bordo materiale (usata senza il pannello)
0 : Funzione di rilevamento del bordo del materiale non è
operante.
1 : Dopo il rilevamento del bordo del materiale, il numero di
punti impostato (No.4) sarà cucito, e la macchina per cucire si fermerà.
Funzione di taglio del lo tramite il sensore bordo materiale (usata
senza il pannello)
0 : Funzione di taglio del lo automatico dopo il rilevamento
del bordo del materiale non è operante.
1 : Dopo il rilevamento del bordo del materiale, il numero di
punti impostato (No.4) sarà cucito, e la macchina per cu-
cire si fermerà ed eseguirà taglio del lo automatico.
Numero di punti per il sensore bordo materiale (usata senza il
pannello)
Il numero di punti dal rilevamento del bordo del materiale no
all'arresto della macchina per cucire.
Funzione di riduzione di tremolio (Se la lampada a mano tremola.)
0 : Funzione di riduzione di tremolio non è operante.
1 : Meno ofcace / 8: Molto efcace
Funzione di conteggio del lo della bobina
0 : Funzione di conteggio del lo della bobina non è operante.
1 : Funzione di conteggio del lo della bobina è operante.
Unità per il conteggio alla rovescia del lo della bobina
0 : Conteggio/10 punti
1 : Conteggio/15 punti
2 : Conteggio/20 punti
Numero di giri dell'affrancatura
Funzione di proibizione del taglio del lo (usata senza il pannello)
0 : Funzione di proibizione del taglio del lo non è operante.
1 : Taglio del lo è proibito.
(Uscita del solenoide è proibita.: Rasalo e scartalo)
Viene impostata la posizione di arresto della barra ago quando la
macchina per cucire si ferma.
0 : La posizione più bassa predeterminata
1 : La posizione più alta predeterminata
Lo scatto del tasto montato su PSC viene impostato.
0 : Lo scatto non è operante.
1 : Lo scatto è operante.
Commutazione della funzione dell'interruttore facoltativo
0 : Niente funzione
1 : Cucitura di compensazione con l'ago su/giù
2 : Cucitura di compensazione all'indietro
3 : Funzione per cancellare una volta l'affrancatura alla ne
di cucitura
4 : Funzione di taglio del lo
5 : Funzione di sollevamento del piedino premistoffa
6 : Funzione di cucitura di compensazione con un punto
7 : Funzione di cancellazione simultanea dell’affrancatura a
inizio e ne cucitura
8 : Funzione di commutazione del sollevamento del piedino
premistoffa in folle
Funzione di proibizione dell'avvio della macchina per cucire tramite
il conteggio del lo della bobina
0 : Quando il conteggio è nito (-1 o meno) Funzione di proibi-
zione dell'avvio della macchina per cucire non è operante.
1 : Quando il conteggio è nito (-1 o meno) Funzione di proi-
bizione dell'avvio della macchina per cucire è operante.
2 : Quando il conteggio è nito (-1 o meno) Funzione di proi-
bizione obbligatoria dell'avvio della macchina per cucire è
operante.
Funzione di conteggio della cucitura (numero di processi completati)
0: Funzione di contatore della cucitura non è operante.
1: Funzione di contatore della cucitura è operante.
Numero di volte del rilevamento dell'esaurimento della quantità
rimanente del lo della bobina
0 : Funzione di quantità rimanente del lo della bobina non è
operante.
da 1 a 19 : Numero di volte durante le quali il segnale non
viene emesso anche se l'esaurimento della quantità rima-
nente del lo della bobina è rilevato.
Questa funzione viene resa valida in combinazione con la testa
della macchina con la funzione di prevenzione del "Nido d'Uccello"
(Unità optional A necessaria).
0 : Funzione di prevenzione del "Nido d'Uccello" non è operante.
1 : Funzione di prevenzione del "Nido d'Uccello" è operante
2 : La funzione di prevenzione del "Nido d'Uccello" è operan-
te (con il rilascio del lo).
Campo di
impostazione dati
da 0 a 9
(punti)
0/1
0/1
da 0 a 19
(punti)
da 0 a 8
0/1
da 0 a 2
da 150 a 3.000
(pnt/min)
0/1
0/1
0/1
da 0 a 8
da 0 a 2
0/1
da 0 a 19
da 0 a 2
Indicazione
dell'impostazione di funzione
1 0
2 0
3 0
4 5
5 0
6 1
7 0
8 1 9 0 0
9 0
1 0 0
1 1 1
1 2 0
1 3 0
1 4 1
1 5 1
1 8 0
– 24 –
Vedere
pagina
31
31
31
31
31
31
31
31
31
32
32
32
Page 27

No
19 Funzione di
*
20 Numero di punti
21 Funzione di
22
24 Funzione di
*
25 Condizione di
26 Funzione di
27 Funzione di
28 Numero di punti
*
29 Tempo di
30 Funzione di
31 Numero di punti
32 Condizione in
33 Funzione
35 Numero di giri a
*
36 Numero di giri
*
37 Numero di giri
38 Velocità della
39
*
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
Articolo Descrizione
rilascio del lo
dell'ago all'inizio
di cucitura
di inttimento
sollevamento
del piedino
premistoffa in
folle
Funzione di
commutazione
della funzione
dell'interruttore di
compensazione
sul pannello
operativo
regolazione ne
del mumero di
giri
movimento di
taglio del lo
impostazione
della forza di
mantenimento
dopo l’arresto
impostazione
della forza di
reazione al
momento del ritentativo
del rilascio del
lo dell’ago
aspirazione
della prima
partenza del
solenoide di
inversione
affrancatura a
mezza strada
dell'affrancatura
a mezza strada
cui affrancatura
a mezza strada
è valida.
di taglio del
lo tramite
affrancatura a
mezza strada
bassa velocità
del taglio del lo
della partenza
dolce
cucitura "di un
colpo"
Corsa del pedale
all'inizio di
rotazione
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale
di Manutenzione e seguire le istruzioni. (Le descrizioni dell'impostazione in questa lista sono i valori standard al momento della
consegna del DDL-9000A.) Tuttavia, i contenuti dell'impostazione della funzione sono soggetti alle modifiche necessarie ad un
miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Questa funzione viene resa valida in combinazione con la testa
della macchina con la funzione di prevenzione del "Nido d'Uccello"
(Unità optional A necessaria).
0 : Funzione di rilascio del lo dell'ago non è operante.
1 : Funzione di rilascio del lo dell'ago è operante.
Questa funzione viene resa valida in combinazione con la testa
della macchina con la funzione di prevenzione del "Nido d'Uccello"
(Unità optional A necessaria).
0 : Funzione di inttimento non è operante.
da 1 a 9: Numero di punti di inttimento
Funzione di sollevamento del piedino premistoffa quando il pedale
è nella posizione di folle.
0 : Funzione di sollevamento automatico del piedino premi-
stoffa in folle non è valida.
1 : Selezione della funzione di sollevamento automatico del
piedino premistoffa
Funzione dell'interruttore di compensazione con l'ago su/giù sul
pannello operativo può essere cambiata.
0 : Compensazione con l'ago su/giù
1 : Compensazione con un punto
Numero di giri può essere compensato.
Non mancare di usare questa funzione normalmente con “0”.
Questa funzione imposta il movimento di taglio del lo dopo
che la posizione abbassata si è scostata girando il volantino
manualmente.
0 : Il taglio del lo dopo aver girato il volantino manualmente
è permesso.
1 : Il taglio del lo dopo aver girato il volantino manualmente
è proibito.
Questa funzione previene la rotazione inversa della macchina per
cucire dopo che essa si è arrestata.
0 : Valore iniziale
1 : Meno efcace / 9 : Molto efcace
Questa funzione imposta la grandezza della forza di ritorno della
barra ago prima del movimento di ri-tentativo.
1 : Meno forza di ritorno / 100 : Elevata forza di ritorno
Questa funzione imposta il tempo di movimento di aspirazione del
solenoide di affrancatura
Da 50 ms a 300 ms
Questa funzione imposta il tempo di movimento di aspirazione del
solenoide di affrancatura
Da 50 ms a 300 ms
Funzione di affrancatura a mezza strada
0 : Funzione di affrancatura a mezza strada non è operante.
1 : Funzione di affrancatura a mezza strada è operante.
Numero di punti dell'affrancatura a mezza strada
Condizione in cui affrancatura a mezza strada è valida.
0 : Invalida quando la macchina per cucire è ferma.
1 : Valida quando la macchina per cucire è ferma.
Funzione di taglio del lo tramite affrancatura a mezza strada
0 : Funzione di taglio del lo automatico al termine dell'af-
francatura a mezza strada non è operante.
1 : Funzione di taglio del lo automatico al termine dell'af-
francatura a mezza strada è operante.
La velocità più bassa tramite il pedale
Velocità del taglio del lo
Velocità di cucitura all'inizio di cucitura (partenza dolce) da 150 a
Velocità della cucitura "di un colpo" (Il valore massimo dipende dal
numero di giri della testa della macchina.)
Dalla posizione di folle del pedale no alla posizione dove la
macchina per cucire inizia a girare (Corsa del pedale)
Campo di
impostazione dati
0/1
0 : Funzioneunzione
OFF
da 1 a 9
punti
0/1
0/1
da – 1.5%
a 1.5%
(0,1 %)
0/1
da 0 a 9
da 1 a 100
da 0 a 30
(punti)
da 50 a 300
(ms)
0/1
da 0 a 19
(punti)
0/1
0/1
da 20 a 400
(pnt/min)
da 20 a 250
(pnt/min)
5500
(pnt/min)
da 200 a
MAX
(pnt/min)
da 10 a 50
(0,1 mm)
Indicazione
dell'impostazione di funzione
1 9 0
2 0 0
2 1 0
2 2 0
2 4 0
2 5 1
2 6 0
2 7 5 0
2 8 1
2 9 2 5 0
3 0 0
3 1 4
3 2 0
3 3 0
3 5 2 0 0
3 6 2 1 0
3 7 8 0 0
3 8 2 5 0 0
3 9 3 0
– 25 –
Vedere
pagina
32
32
33
33
33
33
33
33
34
34
34
34
34
31
35
Page 28

No
40
Sezione a bassa
*
*
*
*
*
*
*
*
*
velocità del
pedale
41
Posizione iniziale
del sollevamento
del piedino
premistoffa
tramite il pedale
42
Posizione di
avvio dell’
abbas-samento
del piedino
premistoffa
43 Corsa del
pedale 2 per
iniziare taglio de
lo
44
Corsa del pedale per
raggiungere il massimo
numero di giri
45
Compensazione
del punto neutrale
del pedale
46
Funzione di
selezione
dell'alzapiedino
automatico
47
Tempo per il quale
l'alzapiedino
automatico
mantiene il
sollevamento
48
Corsa del pedale
1 per iniziare
taglio del lo
49 Tempo di
abbassamento
del piedino
premistoffa
51 Compensazione
della tempestività
dell'avvio del
solenoide per
affrancatura
all'inizio di cucitura
52 Compensazione
della tempestività
del rilascio del
solenoide per
affrancatura
all'inizio di cucitura
53 Compensazione
della tempestività
del rilascio del
solenoide per
affrancatura alla
ne di cucitura
Sollevamento
55
del piedino
premistoffa
dopo il taglio del
lo
Rotazione
56
inversa per
sollevare l'ago
dopo il taglio del
lo
Funzione di
57
rilevamento
della quantità
rimanente del
lo della bobina
Funzione di
58
mantenimento
della posizione
sollevata/
abbassata
predeterminata
della barra ago
Articolo Descrizione
Dalla posizione di folle del pedale no alla posizione dove la
macchina per cucire inizia ad accelerare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove il
piedino premistoffa inizia a sollevarsi (Corsa del pedale) da – 60 a
Posizione di avvio dell’abbassamento del piedino premistoffa
Corsa dalla posizione di folle
Dalla posizione di folle del pedale no alla posizione 2 dove
il taglio del lo inizia (Quando la funzione di sollevamento del
piedino premistoffa tramite il pedale è operante.) (Corsa del
pedale)
Dalla posizione di folle del pedale no alla posizione dove la
macchina per cucire raggiunge la sua velocità di cucitura più alta
(Corsa del pedale)
Valore di compensazione del sensore del pedale
Selezione dell'alzapiedino automatico
0 : Sistema di azionamento a solenoide
1 : Sistema di azionamento pneumatico
Limitazione del tempo per il quale il dispositivo alzapiedino
automatico a solenoide mantiene il sollevamento
Dalla posizione di folle del pedale no alla posizione dove il taglio
del lo inizia (Pedale standard) (Corsa del pedale)
Tempo di abbassamento del piedino premistoffa dopo che il pedale
è stato premuto. (Avvio della rotazione della macchina per cucire
viene ritardato durante questo tempo.)
Compensazione dell'avvio del solenoide per affrancatura quando
l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per affrancatura quando
l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per affrancatura quando
l'affrancatura alla ne di cucitura viene eseguita.
Funzione di sollevamento del piedino premistoffa al momento di
(dopo) taglio del lo
0 : Funzione di sollevamento del piedino premistoffa dopo il
taglio del lo non è operante.
1 : Funzione di sollevamento automatico del piedino premi-
stoffa dopo il taglio del lo è operante.
Funzione di rotazione inversa per sollevare l'ago al momento di
(dopo) taglio de lo
0 : Funzione di rotazione inversa per sollevare l'ago dopo il
taglio del lo non è operante.
1 : Funzione di rotazione inversa per sollevare l'ago dopo il
taglio del lo è operante.
Funzione di rilevamento della quantità rimanente del lo della
bobina al momento di (dopo) taglio del lo
0 : Funzione di rilevamento della quantità rimanente del lo
della bobina non è operante.
1 : Funzione di rilevamento della quantità rimanente del lo
della bobina è operante.
Funzione di mantenimento della posizione sollevata/abbassata predeterminata della barra ago
0 : Non provvisto della funzione di mantenimento della posizione
sollevata/abbassata predeterminata della barra ago
1 : Provvisto della funzione di mantenimento della posizione solle-
vata/abbassata predeterminata della barra ago
Campo di
impostazione dati
da 10 a 100
(0,1 mm)
–10
(0,1mm)
da 8 a 50
(0,1 mm)
da – 60 a
–10
(0,1mm)
da 10 a 150
(0,1 mm)
da –15 a 15
0/1
da 10 a 600
(second)
da – 60
a – 10
(0,1 mm)
da 0
a 250
(10 ms)
da – 36 a
36
(10°)
da – 36 a
36
(10°)
da – 36 a
36
(10°)
0/1
0/1
0/1
0/1
Indicazione
dell'impostazione di funzione
4 0 6 0
4 1 – 2 1
4 2 1 0
4 3 – 5 1
4 4 1 5 0
4 5 0
4 6 0
4 7 6 0
4 8 – 3 5
4 9 1 4 0
5 1 – 1 8
5 2 – 5
5 3 – 5
5 5 1
5 6 0
5 7 0
5 8 0
Vedere
pagina
35
37
35
35
35
36
36
36
36
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale
di Manutenzione e seguire le istruzioni. (Le descrizioni dell'impostazione in questa lista sono i valori standard al momento della
consegna del DDL-9000A.) Tuttavia, i contenuti dell'impostazione della funzione sono soggetti alle modifiche necessarie ad un
miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
– 26 –
Page 29

No
59
60
61
64
*
65
*
66
*
67
68
70
71
72
73
75
*
Articolo Descrizione
Funzione di
commutazione
automatica/
manuale
dell'affrancatura
all'inizio di
cucitura
Funzione
di arresto
immediatamente
dopo
l'affrancatura
all'inizio di
cucitura
Funzione di
proibizione
dell'avvio della
macchina per
cucire tramite
il rilevamento
della quantità
rimanente del lo
della bobina
Velocità di
commutazione
del punto di
inttimento o EBT
(affrancatura alla
ne di cucitura)
Tempestività
dell'avvio del
solenoide per il
punto di inttimento
(quando il punto di
inttimento viene
eseguito per 1
punto.)
Tempestività
dell'avvio del
solenoide per il
punto di inttimento
(quando il punto di
inttimento viene
eseguito per 2
punto.)
Impostazione del
rendimento di
lavoro dell'uscita
dell'elettrovalvola
di sollevamento
del piedino
premistoffa
Funzione di
aumento della
velocità di
commutazione
dell’ago
separatamente
azionato
Funzione di
abbassamento
dolce del piedino
premistoffa
Funzione di
limitazione dell’
reiaccelerazione
dalla riduzione
della velocità
Funzione di
limitazione dell’
accelerazione all’
inizio di rotazione
Funzione di
"riprovare"
Senso di
rotazione del
motore
Questa funzione può impostare la velocità di cucitura
dell'affrancatura all'inizio di cucitura
0 : La velocità dipenderà dal funzionamento manuale tramite
il pedale, ecc.
1 : La velocità dipenderà dalla velocità dell'affrancatura im-
postata (No.8).
Funzione al termine dell'affrancatura all'inizio di cucitura
0 : Funzione di arresto temporaneo della macchina per cu-
cire al termine dell'affrancatura all'inizio di cucitura non è
operante.
1 : Funzione di arresto temporaneo della macchina per cuci-
re al termine dell'affrancatura all'inizio di cucitura è operante.
Funzione di proibizione dell'avvio della macchina per cucire tramite
il rilevamento della quantità rimanente del lo della bobina
0 : Questa funzione non arresta la macchina per cucire
quando il conteggio è nito (-1 o meno).
1 : Questa funzione arresta la macchina per cucire quando il
conteggio è nito (-1 o meno).
Velocità iniziale quando comincia il punto di inttimento o EBT
Tempestività dell'avvio (compensazione) del solenoide per il punto
di inttimento: -1
Valore di compensazione dell'avvio del solenoide quando il punto
di inttimento viene eseguito per 1 punto.
Tempestività dell'avvio (compensazione) del solenoide per il punto
di inttimento: -2
Valore di compensazione dell'avvio del solenoide quando il punto
di inttimento viene eseguito per 2 punto.
Rendimento di lavoro dell'uscita dell'elettrovalvola di sollevamento
del piedino premistoffa
La velocità di commutazione dell’ago separatamente azionato
viene impostata su "velocità alta".
0: Standard: StandardStandard
1: Velocità alta: Velocità altaVelocità alta
Piedino premistoffa viene abbassato lentamente.
0: Piedino premistoffa viene abbassato velocemente.
1: Piedino premistoffa viene abbassato lentamente.
Limitazione della velocità viene eseguita al momento dell’
riaccelerazione in via di riduzione della velocità della macchina per
cucire.
Questa è valida quando si aziona la cucitura a spostamento
graduale.
Limitazione della velocità viene eseguita al momento dell’avvio
della macchina per cucire. (escluso l’inizio di cucitura)
Questa è valida quando si aziona la cucitura a spostamento
graduale.
Questa funzione è usata quando l'ago non può penetrare i
materiali.
0 : Normale
1 : Funzione di "riprovare" è operante.
Senso di rotazione normale del motore
0 : Senso orario
1 : Senso antiorario
Campo di
impostazione dati
0/1
0/1
0/1
da 0 a 250
(pnt/min)
da – 36 a 0
(10°)
da – 36 a 0
(10°)
da 5 a 40
0/1
0/1
da 0 a 5
da 0 a 5
0/1
0/1
Indicazione
dell'impostazione di funzione
5 9 1
6 0 0
6 1 1
6 4 1 8 0
6 5 – 1 5
6 6 – 1 5
6 7 2 0
6 8 0
7 0 0
7 1 0
7 2 0
7 3 1
7 5 0
Vedere
pagina
36
37
36
33
33
37
37
37
37
38
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale
di Manutenzione e seguire le istruzioni. (Le descrizioni dell'impostazione in questa lista sono i valori standard al momento della
consegna del DDL-9000A.) Tuttavia, i contenuti dell'impostazione della funzione sono soggetti alle modifiche necessarie ad un
miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Gli articoli con il segno vengono visualizzati quando le teste della macchina LH-4168, LH-4168D e LH-4188 sono selezionate.
– 27 –
Page 30

No
76
84
87
89
*
90 Funzione di stop
91
*
92
93 Funzione
94 Funzione di
95 Funzione di
96 Impostazione
100 Numero di punti
*
101 Funzione di
Articolo Descrizione
Funzione per
selezionare la
velocità di avvio
della macchina
per cucire
Tempo di
aspirazione del
movimento iniziale
dell'elettrovalvola
di sollevamento
del piedino
premistoffa
Funzione di
selezione
della curva del
pedale
Funzione di
rilascio della
tensione
in posizione
sollevata del
movimento
iniziale
Funzione di
proibizione
dell'operazione di
compensazione
dopo aver girato
il volantino
manualmente
Funzione
di riduzione
della velocità
dell'affrancatura
all'inizio di cucitura
aggiunta
all'interruttore di
compensazione
con l'ago su/giù
non stop con
la cucitura
continua + la
cucitura "di un
colpo"
selezione della
testa
del numero di
giri max.
del movimento
di rilascio
della tensione
all'inizio della
cucitura
immissione del
contatore della
cucitura
Curva di avvio della macchina per cucire viene selezionata.
0 : Curva normale
1 : Curva più spiccata
Tempo di movimento di aspirazione dell'elettrovalvola di
sollevamento del piedino premistoffa
Curva del pedale viene selezionata. (Miglioramento dell'operazione
di spostamento graduale del pedale)
Numero di pnt
Questa funzione è valida in combinazione con la testa della
macchina con la funzione di prevenzione dell’aggrovigliamento del
lo (Unità optional A necessaria).
0 : Il movimento è proibito.
1 : Il movimento del solenoide di estrazione/rimessa del lo è
proibito.
Funzione di stop in posizione sollevata del movimento iniziale
La funzione di stop automatico in posizione sollevata
immediatamente dopo l'accensione viene impostata.
0 : Off
1 : On
Funzione di cucitura di compensazione quando il volantino
viene girato manualmente al termine della cucitura a dimensione
costante
0 : Funzione di cucitura di compensazione è operante.
1 : Funzione di cucitura di compensazione è proibita.
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio
di cucitura
0 : Velocità non viene ridotta.
1 : Velocità viene ridotta.
Funzionamento dell'interruttore di compensazione con l'ago
su/giù dopo aver acceso la macchina o dopo il taglio del lo viene
cambiato.
0 : Normale (soltanto la cucitura di compensazione con l'ago su/giù)
1 : Cucitura di compensazione con un punto viene effettuata
solo quando la sopraccitata commutazione viene fatta.
(Arresto nella posizione sollevata / arresto nella posizione sollevata)
Tramite le funzioni di programmazione del IP-110, una funzione
che non arresta la macchina per cucire combinando la cucitura
continua con la cucitura "di un colpo" quando il passo viene
cambiato.
0 : Normale (La macchina per cucire si ferma quando un
passo è completato.)
1 : La macchina per cucire non si ferma quando un passo è
completato e prosegue il passo successivo.
La testa della macchina da usare viene selezionata.
* Quando la testa della macchina viene cambiata, ciascun articolo
di impostazione viene cambiato al valore iniziale della testa della
macchina.
Numero di giri max. della testa della macchina per cucire può
essere impostato.
* Impostazione varia a seconda del pacco di resistenza da collegare.
Questa funzione è valida in combinazione con la testa della
macchina con la funzione di prevenzione dell'aggrovigliamento del
(Unità optional A necessaria).
lo
Questa funzione imposta il numero di punti per fare funzionare il
solenoide di rilascio della tensione all'inizio della cucitura.
0: Il movimento di rilascio della tensione è proibito.
Da 1 a 2 punti : Numero di punti del movimento di rilascio
della tensione
Questa funzione seleziona la destinazione dell'immissione del
contatore della cucitura.
0 : Ogni volta che il taglio del lo viene effettuato, il contatore
addiziona automaticamente.
1 : Il contatore addiziona con l'immissione dell'interruttore del
contatore della cucitura esterno.
2
0
1
Corsa del pedale
Campo di
impostazione dati
0/1
da 40 a 300
(ms)
0/1/2
0/1
0/1
0/1
0/1
0/1
0/1
da 50 a
MAX
(pnt/min)
da 0 a 9
0/1
Indicazione
dell'impostazione di funzione
7 6 0
8 4 1 0 0
8 7 0
8 9 0
9 0 1
9 1 1
9 2 0
9 3 0
9 4 0
9 5 d L A
9 6 4 0 0 0
1 0 0 0
1 0 1 0
U
Vedere
pagina
38
38
38
33
38
38
38
39
13
39
33
39
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale
di Manutenzione e seguire le istruzioni. (Le descrizioni dell'impostazione in questa lista sono i valori standard al momento della
consegna del DDL-9000A.) Tuttavia, i contenuti dell'impostazione della funzione sono soggetti alle modifiche necessarie ad un
miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Gli articoli con il segno vengono visualizzati quando le teste della macchina LH-4168, LH-4168D e LH-4188 sono selezionate.
– 28 –
Page 31

No
105
106
107
108
109
110
111
112
Articolo Descrizione
Funzione di
cucitura di
compensazione
con l'ago
sollevato/
abbassato tramite
il pulsante per
affrancatura
Funzione di
compensazione
con un punto
tramite l’
interruttore di
sollevamento del
pressore
Funzione di
cucitura a colpo
unico della
cucitura dell’
angolo interno
Funzione di
sollevamento del
pressore dell’
angolo interno
Funzione di
ricucitura
Funzione di
commutazione
dell’ago
separatamente
azionato (cucitura
libera/cucitura
sovrapposta)
Funzione di
commutazione
dell’ago
separatamente
azionato (modello
di cucitura dell’
angolo)
Selezione del
movimento di
insegnamento
Quando il IP-110 è collegato e il modello di cucitura dell’angolo è
selezionato, questa funzione effettua la cucitura di compensazione
durante la cucitura dell’angolo interno con il pulsante per affrancatura.
0 : La cucitura di compensazione tramite il pulsante per af-
francatura è non valida.
1 : La cucitura di compensazione tramite il pulsante per af-
francatura è valida.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando il IP-110 è collegato e il modello di cucitura dell’angolo è
selezionato, questa funzione effettua la cucitura di compensazione
durante la cucitura dell’angolo interno con l’interruttore di sollevamento del pressore.
0 : La cucitura di compensazione tramite l’interruttore di sol-
levamento del pressore è non valida.
1 : La cucitura di compensazione tramite l’interruttore di sol-
levamento del pressore è valida.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
* Quando si usa questa funzione, impostare la selezione della fun-
zione di
interruttore di sollevamento del pressore (No. 117) su "0" (funzione non valida).
Quando il IP-110 è collegato e il modello di cucitura dell’angolo è
selezionato, questa funzione effettua la cucitura automatica a colpo unico della cucitura dell’angolo interno.
0 : La cucitura automatica a colpo unico della cucitura dell’
angolo interno è non valida.
1 : La cucitura automatica a colpo unico della cucitura dell’
angolo interno è valida
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando il IP-110 è collegato e il modello di cucitura dell’angolo è
selezionato, questa funzione effettua il sollevamento automatico
del pressore al termine della cucitura dell’angolo interno.
0 : Il sollevamento automatico del pressore dopo la cucitura
dell’angolo interno è non valido.
1 : Il sollevamento automatico del pressore dopo la cucitura
dell’angolo interno è valido.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
* Questa funzione è valida solo quando l’ alzapiedino automatico
(AK) è collegato.
Quando il IP-110 è collegato, questa funzione arresta/usa la ricucitura (ricucitura da un punto posto a metà strada).
0 : La funzione di ricucitura è non valida.
1 : La funzione di ricucitura è valida.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando il modello di cucitura dell’affrancatura/modello di cucitura
della cucitura sovrapposta è selezionato, questa funzione arresta/
usa la funzione di commutazione dell’ago separatamente azionato.
Quando “0” (non valida) è selezionato, la commutazione dell’ago
separatamente azionato non è possibile con il modello di cucitura
dell’affrancatura/modello di cucitura della cucitura sovrapposta.
0 : La funzione di commutazione dell’ago separatamente
azionato (durante la cucitura libera) è non valida.
1 : La funzione di commutazione dell’ago separatamente
azionato (durante la cucitura libera) è valida.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando il IP-110 è collegato e il modello di cucitura dell’angolo è
selezionato, questa funzione arresta/usa la funzione di commutazione dell’ago separatamente azionato.
Quando “0” è selezionato, non è possibile effettuare facoltativamente la commutazione dell’ago separatamente azionato con il
modello di cucitura dell’angolo.
0 : La commutazione dell’ago separatamente azionato (du-
rante il modello di cucitura dell’angolo) è non valida.
1 : La commutazione dell’ago separatamente azionato (du-
rante il modello di cucitura dell’angolo) è valida.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Selezione del movimento quando si preme l’interruttore di insegnamento
0 : Normale : (movimento di insegnamento con l’insegnamen-
to + la commutazione dell’ago separatamente azionato)
1 : Movimento di insegnamento solamente con la commuta-
zione dell’ago separatamente azionato (quando si inizia il
movimento di insegnamento, non è necessario premere l’
interruttore di insegnamento.)
2 : Il movimento di insegnamento nello stato di ago separata-
mente azionato è proibito.
(Impostare lo stato sullo stato di due aghi e premere l’in-
terruttore di insegnamento.)
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Campo di
impostazione dati
0/1
0/1
0/1
0/1
0/1
0/1
0/1
da 0 a 2
Indicazione
dell'impostazione di funzione
1 0 5 0
1 0 6 1
1 0 7 0
1 0 8 1
1 0 9 1
1 1 0 1
1 1 1 1
1 1 2 0
Vedere
pagina
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale
di Manutenzione e seguire le istruzioni. (Le descrizioni dell'impostazione in questa lista sono i valori standard al momento della
consegna del DDL-9000A.) Tuttavia, i contenuti dell'impostazione della funzione sono soggetti alle modifiche necessarie ad un
miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Gli articoli con il segno vengono visualizzati quando le teste della macchina LH-4168, LH-4168D e LH-4188 sono selezionate.
– 29 –
Page 32

No
113
114
115
116
117
118
120 Compensazione
121 Compensazione
122 Compensazione
Articolo Descrizione
Numero di punti
della replica dell’
insegnamento
Funzione di
contatore del
lo della bobina
sinistro
Funzione di
contatore del
lo della bobina
destro
Selezione dell’
interruttore
di avvio dell’
insegnamento
dell’angolo
Selezione della
funzione di
interruttore di
sollevamento del
pressore
Rilascio dell’
errore di
ingrassaggio
dell'angolo
di riferimento
dell'albero
principale
dell'angolo
di partenza
della posizione
sollevata
dell'angolo
di partenza
della posizione
abbassata
Questa funzione seleziona il numero di punti della replica quando
si esegue l’ insegnamento dell’angolo (misurazione del numero di
punti della cucitura ad ago separatamente azionato).
0 :
Il numero di punti della replica corrisponde a quello della misurazione.
1 : Il numero di punti della replica è quello sottratto di un pun-
to dal numero di punti della misurazione.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando il IP-110 è collegato, questa funzione arresta/usa la fun-
zione di contatore del lo della bobina sinistro.
0 : Il contatore del lo della bobina sinistro è arrestato.
1 : Il contatore del lo della bobina sinistro è usato.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando il IP-110 è collegato, questa funzione arresta/usa la fun-
zione di contatore del lo della bobina destro.
0 : Il contatore del lo della bobina destro è arrestato.
1 : Il contatore del lo della bobina destro è usato.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando il IP-110 è collegato, questa funzione seleziona l’interruttore per avviare la cucitura dell’angolo interno nella cucitura del
modello di cucitura dell’angolo.
0 : Niente funzione
1 : Interruttore di commutazione dell’ago sinistro
2 : Interruttore di commutazione dell’ago destro
3 : Interruttore di insegnamento
4 : Interruttore facoltativo
5 :
Interruttore a ginocchio e interruttore di sollevamento del pressore
6 : Niente funzione (Non impostare.)
* Quando si seleziona 1 : Interruttore di commutazione dell’ago
sinistro, 2 : Interruttore di commutazione dell’ago destro o 3 :
Interruttore di insegnamento per l’interruttore di commutazione
dell’angolo interno, non mancare di impostare il No. 111 Funzione di commutazione dell’ago separatamente azionato (modello
di cucitura dell’angolo) su “0” (funzione non valida).
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
Quando l’ interruttore a ginocchio è collegato, questa funzione seleziona l’arresto/uso della funzione di sollevamento automatico del
pressore tramite l’ interruttore a ginocchio.
0 : Il sollevamento automatico del pressore tramite l’ interrut-
tore a ginocchio è arrestato.
1 : Il sollevamento automatico del pressore tramite l’ interrut-
tore a ginocchio è usato.
* È possibile impostare solo quando la LH-4168 o LH-4188 è sele-
zionata per la testa della macchina.
*
Quando si usa questa funzione, impostare la funzione di compensazione con un punto tramite l’interruttore di sollevamento del pressore (No. 106) su “0” (funzione non valida).
Quando l’errore di ingrassaggio (E220 o E221) si è vericato, l’
errore viene rilasciato impostando il valore su 1.
0 : Stato normale
1 : L’ errore di ingrassaggio viene rilasciato quando si accen-
de l’unità la prossima volta.
(Anche questa funzione viene rilasciata dopo il rilascio
dell’errore di ingrassaggio.)
* Quando si rilascia l’errore di ingrassaggio, non mancare di effet-
tuare l’ingrassaggio.
* È possibile impostare solo alle teste della macchina che richie-
dono l’ingrassaggio.(LH-4100 e alcune della serie LH-3500)
L'angolo di riferimento dell'albero principale viene compensato.
L'angolo per rilevare la partenza della posizione sollevata viene
compensato.
L'angolo per rilevare la partenza della posizione abbassata viene
compensato.
Campo di
impostazione dati
0/1
0/1
0/1
da 0 a 6
0/1
0/1
da –35 a 351
da –15 a 151
da –15 a 151
Indicazione
dell'impostazione di funzione
1 1 3 0
1 1 4 1
1 1 5 1
1 1 6 5
1 1 7 0
1 1 8 0
2 0 – 2 1
2 1 2
2 2 0
Vedere
pagina
39
39
39
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore
di impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina
o il deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale
di Manutenzione e seguire le istruzioni. (Le descrizioni dell'impostazione in questa lista sono i valori standard al momento della
consegna del DDL-9000A.) Tuttavia, i contenuti dell'impostazione della funzione sono soggetti alle modifiche necessarie ad un
miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Gli articoli con il segno vengono visualizzati quando le teste della macchina LH-4168, LH-4168D e LH-4188 sono selezionate.
– 30 –
Page 33

6. Descrizione dettagliata della selezione di funzioni
Selezione della funzione di partenza dolce (Impostazione di funzione No.1)
1
Il llo dell'ago può non riuscire a intrecciarsi con il lo della bobina all'inizio di cucitura quando il passo di
cucitura (lunghezza del punto) è piccolo o un ago spesso è usato. Per risolvere tale problema, questa funzione (chiamata "partenza dolce") è usata per limitare la velocità di cucitura, assicurando quindi formazione
riuscita dei punti iniziali.
0: La funzione non è selezionata.
1
da 1 a 9: Il numero di punti da cucire nel modo di partenza dolce.
La velocità di cucitura limitata tramite la funzione di partenza dolce può essere modicata.
(Impostazione di funzione No.37)
Campo di impostazione dati:
3 7
da 150 a 5.500 [pnt/min] <50 pnt/min>
Funzione di sensore bordo materiale (ED: opzionale)(Impostazione di funzione da No.2 a No.4)
2
Questa funzione è valida quando il sensore bordo materiale (ED) è attaccato. Per dettaglio, fare riferimento al manuale d'istruzioni per il sensore bordo materiale.
(Attenzione) L'impostazione sarà non valida quando il sensore del bordo del materiale non è attaccato
Funzione di riduzione di tremolio (Impostazione di funzione No.5)
3
La funzione riduce tremolio della lampada a mano all'inizio di cucitura.
Quando più il valore di impostazione è grande, tanto più la funzione sarà efcace.
Campo di impostazione dati:
5
da 0 a 8
0: Funzione di riduzione di tremolio non è operante.
a
8: Tremolio è efcacemente ridotto.
(Attenzione) Quando più la funzione di riduzione di tremolio è efficace (quanto più il valore di
0
0
8 0 0
o il pannello di comando è collegato.
0
impostazione è grande), tanto più la velocità di messa in moto della macchina per cucire
sarà bassa.
Funzione di conteggio del lo della bobina (Impostazione di funzione No.6)
潺
Quando si usa il pannello di comando, la funzione sottrae dal valore predeterminato e indica la quantità
usata di lo della bobina.Per dettaglio, fare riferimento al manuale d'istruzioni per il pannello di comando.
(Attenzione) Se "0" è impostato, indicazione LCD sul pannello di comando si spegnerà e la funzione di
conteggio del lo della bobina sarà invalida.
Funzione di proibizione del taglio del lo (Impostazione della funzione No.9)
5
Questa funzione spegne l'uscita del solenoide del taglio del lo e l'uscita del solenoide dello scartalo
quando il taglio del lo viene azionato. (Se il pannello di comando è usato con la macchina per cucire, la
funzione lavorerà secondo l'impostazione della funzione sul pannello di comando.)
Con questa funzione, un materiale di cucitura separato può essere congiunto e cucito senza tagliare il lo.
0: off Taglio del lo è inoperante. (il lo può essere tagliato).
9
0
1: on Taglio del lo è operante. (il lo non può essere tagliato).
Impostazione della posizione di arresto della barra ago quando la macchina per cucire si ferma
6
(Impostazione di funzione No.10)
La posizione della barra ago quando il pedal è in folle viene impostata.
0: Down La barra ago si ferma nella posizione più bassa della sua corsa.
1 0
0
1: Up La barra ago si ferma nella posizione più alta della sua corsa.
(Attenzione) Se la posizione di arresto della barra ago è impostata alla posizione più alta, l'operazione
di taglio del lo sarà effettuata dopo che la barra ago si abbassa una volta alla posizione
più bassa.
Lo scatto del tasto montato sulla centralina PSC (Impostazione di funzione No.11)
7
Questa funzione seleziona se il suono è operante o inoperante quando si azionano i quattro tasti montati
sulla centralina PSC.
0: off Lo scatto non è operante.
1 1
1: on Lo scatto è operante.
1
– 31 –
Page 34

Selezione delle funzioni dell'interruttore facoltativo (Impostazione della funzione No.12): Questa funzione
8
è usata solo quando essa è combinata con la testa della macchina dotata dell'interruttore facoltativo.
Le funzioni da assegnare all'interruttore facoltativo possono essere selezionate dalle seguenti funzioni.
0 : Niente funzione (Impostazione standard)
1 : Cucitura di compensazione con l'ago su/giù: Ogni volta che l'interrut-
1 2
0
tore viene premuto, la cucitura di trasporto normale per mezzo punto
viene effettuata. (Lo stesso funzionamento di quello dell'interruttore di
compensazione con l'ago su/giù sul pannello.)
2 : Cucitura di compensazione all'indietro: L'affrancatura viene effettuata
a bassa velocità mentre l'interruttore è tenuto premuto. (È valida solo
quando il modello di cucitura a dimensione costante è selezionato.)
3 : Funzione per cancellare una volta l'affrancatura alla ne di cucitura:
Premendo la parte posteriore del pedale dopo aver premuto l'interruttore, l'operazione di affrancatura viene cancellata una volta.
4 : Funzione di taglio del lo: Questa funzione lavora comel'interruttore di
taglio del lo.
5 : Funzione di sollevamento del piedino premistoffa: Questa funzione la-
vora come l'interruttore di sollevamento del piedino premistoffa.
6 : Cucitura di compensazione con un punto: Ogni volta che l'interruttore
viene premuto, l'operazione di cucitura con un punto viene effettuata.
7 : Funzione de cancellazione simultanea dell’affrancatura a inizio e ne
cucitura: Azionando l’interruttore optional, inoperante/operante può essere alternamente commutato.
8 : Funzione di commutazione del sollevamento del piedino premistoffa in
folle : ON/OFF può essere commutato alternamente azionando l'interruttore facoltativo.
(Nota) L’indicazione 1 dell’affrancatura a
inizio e ne cucitura sul pannello
operativo è la stessa anche
quando la funzione è cancellata.
Perciò, fare attenzione.
1
Funzione di conteggio della cucitura (Impostazione di funzione No.14)
9
Funzione di contatore della cucitura non è operante. La funzione conteggia il numero di processi di cucitura
completati sommando ogni volta che taglio del lo viene completato. Questo può essere realizzato insieme
al pannello di comando IP-110. Fare riferimento alla descrizione del pannello di comando.
1 : on Funzione di conteggio della cucitura è operante.
1 4
0 : off Funzione di conteggio della cucitura è inoperante.
1
(Anche l'indicazione sul pannello di comando IP-110 si spegnerà)
Funzione di prevenzione di "Nido d'Uccello" (Impostazione della funzione da No.18 a 20, 28, 65, 66, 89, e 100)
!0
Questa funzione previene l'aggrovigliamento del lo all'inizio di cucitura.
Questa funzione è usata solo quando essa è combinata con la testa della macchina con la specica "pre-
venzione del "Nido d'Uccello". (Quando si usa questa funzione, l'unità optional A necessaria.)
Funzione di prevenzione del "Nido d'Uccello" (Impostazione della funzione No.18)
1
0 : Funzione di prevenzione dl "Nido d'Uccello" non è operativa.
1 : Funzione di prevenzione dl "Nido d'Uccello" è operativa.
1 8
0
2 : Funzione di prevenzione del "Nido d'Uccello" è valida. (Il rila-
scio del lo è valido.)
Le impostazioni dell'impostazione della funzione da No.19 a 20, 28, 65, 66, 89, e 100 diventano invalide.
Funzione di rilascio del lo dell'ago all'inizio di cucitura (Impostazione della funzione No.19)
2
0: Funzione di rilascio del lo dell'ago all'inizio di cucitura non è
1 9
0
operante. (Normale)
1: Funzione di rilascio del lo dell'ago all'inizio di cucitura è operante.
Numero di punti di inttimento all'inizio di cucitura (Impostazione della funzione No.20)
3
Numero di punti di inttimento alla ne di cucitura può essere impostato.
Campo di impostazione
da 1 a 9 punti
2 0
0
0: Funzione di inttimento è inoperante.
– 32 –
Page 35

Tempismo di avvio del solenoide per il punto di inttimento (quando il punto di inttimento viene effet-
4
tuato per 1 punto.) (Impostazione della funzione No.65)
Tempismo di avvio del solenoide per l'inttimento di 1 punto può essere corretto con l'angolo all'unità di 10°.
Gamma di regolazione
da -36 a 0 <1/10°>
Tempismo di avvio del solenoide per il punto di inttimento (quando il punto di inttimento viene effet-
5
6 5
– 1 5
tuato per 2 punti o più.) (Impostazione della funzione No.66)
Tempismo di avvio del solenoide per l'inttimento di 2 punti o più può essere corretto con l'angolo al-
l'unità di 10°.
Gamma di regolazione
da -36 a 0 <1/10°>
Funzione di rilascio del lo dell'ago (Impostazione della funzione No. 28)
6
Questa funzione imposta il numero di punti nché il lo dell'ago pinzato venga tenuto dopo l'inizio della cucitura.
6 6
– 1 5
Gamma di impostazione : da 0 a 30 punti
Solenoide di estrazione/rimessa del lo (Impostazione della funzione No. 89)
7
Questa funzione imposta se il movimento del solenoide di estrazione/rimessa (LZ) è permesso o proibito.
0 : Il movimento è invalido.
1 : La funzione è valida.
Numero di punti del movimento di rilascio della tensione all'inizio della cucitura (Impostazione della
8
2 8
8 9
1
0
funzione No. 100)
Questa funzione imposta il numero di punti per fare funzionare il solenoide di rilascio della tensione al-
l'inizio della cucitura.
Gamma di impostazione : da 0 a 9 punti
1 0 0
Funzione di sollevamento automatico del piedino premistoffa in folle (solo con il dispositivo AK)
!1
0
(Impostazione della funzione No. 21)
Questa funzione può automaticamente sollevare il piedino premistoffa quando il pedale è nella posizione di folle.
Tempo di sollevamento automatico del pedale dipende dal tempo di sollevamento automatico dopo il taglio
del lo e quando il piedino premistoffa viene abbassato automaticamente, esso viene automaticamente
sollevato alla seconda posizione di folle dopo che esso si è staccato dalla posizione di folle una volta.
0 : off Funzione di sollevamento automatico del piedino premistoffa in
2 1
1 : on
Funzione di commutazione della funzione dell'interruttore di compensazione sul pannello
!2
0
folle non è valida.
Selezione della funzione di sollevamento automatico del piedino premistoffa
operativo (Impostazione della funzione No.22)
Funzione dell'interruttore di compensazione sul pannello operativo del CP-170 o IP-110 può essere commutata alla cucitura di compensazione con l'ago su/giù o alla cucitura di compensazione con un punto.
0 : Cucitura di compensazione con l'ago su/giù
2 2
1 : Cucitura di compensazione con un punto
0
Condizione di movimento di taglio del lo (Impostazione della funzione No. 25)
!3
Questa funzione rende invalido il movimento di taglio del lo quando si preme la parte posteriore del pedale dopo
che la posizione di rilevamento abbassata si è scostata girando il volantino manualmente o qualcosa di simile.
0 : Il movimento di taglio del lo è valido.
2 5
1 : Il movimento di taglio del lo è proibito.
Funzione di impostazione della forza di mantenimento dopo l'arresto (Impostazione della funzione No. 26)
!4
1
La funzione per prevenire la quantità aumentata di rotazione inversa dopo l'arresto quando la macchina è
stata usata per un lungo tempo e la coppia della testa della macchina è diventata leggera. Quando il valore
di impostazione è aumentato, l'effetto di prevenzione diventa grande. Tuttavia, quando il valore di impostazione è eccessivamente aumentato, al contrario, c'è pericolo che la macchina giri in senso normale. Regolare la funzione controllando il movimento della barra ago.
Gamma di impostazione : da 0 a 9
2 6
Funzione di impostazione della forza di reazione al momento del ri-tentativo (Impostazione della funzione No. 27)
!5
0
Questa funzione cambia la grandezza della forza di inversione prima di spostarsi al movimento di ri-tentativo.
Gamma di impostazione : da 1 a 100
2 7
Da 1 : Meno forza di inversione a 100 : Più forza di inversione
5 0
– 33 –
Page 36

Impostazione del tempo di aspirazione del solenoide di affrancatura (Impostazione della funzione No. 29)
!6
Questa funzione può cambiare il tempo di aspirazione del solenoide di affrancatura.
È efcace diminuire il valore quando il calore è grande.
(Attenzione) Quando il valore è eccessivamente diminuito, ne risulterà mancato movimento o il passo
difettoso. Fare attenzione quando si cambia il valore.
Gamma di impostazione : da 50 a 300 ms <10/ms>
2 9
Funzione di affrancatura a mezza strada (Impostazione della funzione da No.30 a 33)
!7
2 5 0
Funzione di limitazione del numero di punti e funzione di comando del taglio del lo possono essere aggiunte all'interruttore di inversione del trasporto sulla testa della macchina.
Impostazione della funzione No.30 Funzione di affrancatura a mezza strada viene selezionata.
0 : off Funzione di affrancatura normale
3 0
1 : on Funzione di affrancatura a mezza strada
0
Impostazione della funzione No.31 Numero di punti dell'affrancatura viene impostato.
Gamma di impostazione
3 1
da 0 a 19 punti
4
Impostazione della funzione No.32 Condizione valida dell'affrancatura a mezza strada
0 : off Inoperante quando la macchina per cucire è ferma.
3 2
(Affrancatura a mezza strada funziona solo quando la macchina
0
per cucire è in funzione.)
1 : on Operante quando la macchina per cucire è ferma.
(Affrancatura a mezza strada funziona sia quando la macchina per
cucire è in funzione sia quando la macchina per cucire è ferma.)
(Attenzione) È operante in tutt'e due le condizioni quando la macchina per cucire è in funzione.
Impostazione della funzione No.33 Taglio del lo viene effettuato quando l'affrancatura a mezza strada è completata.
0 : off Senza il taglio del lo
3 3
1 : on Taglio del lo viene eseguito.
0
Azioni sotto ciascuno stato di impostazione
Applicazione
Impostazione della funzione
No.30 No.32 No.33
1
2
3
4
5
Usato come il normale interruttore di inversione del trasporto per l'affrancatura.
1
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona solo quando la
2
0 0 o 1 0 o 1
1 0 0
1 1 0
1 0 1
1 1 1
Funziona come il normale interruttore di inversione del trasporto
Se l'interruttore di inversione del trasporto viene azionato quando la parte ante-
riore del pedale è premuta, l'affrancatura può essere effettuata per il numero di
punti specicato tramite l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando la macchina per cucire è ferma sia quando la parte anteriore del pedale è premuta,
l'affrancatura può essere effettuata per il numero di punti specificato tramite
l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato quando la parte ante-
riore del pedale è premuta, il taglio del lo automatico viene eseguito dopo che
l'affrancatura è stata effettuata per il numero di punti specicato tramite l'impo-
stazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando la macchi-
na per cucire è ferma sia quando la parte anteriore del pedale è premuta, il ta-
glio del lo automatico viene eseguito dopo che l'affrancatura è stata effettuata
per il numero di punti specicato tramite l'impostazione della funzione No.31.
Funzione di uscita
macchina per cucire è in funzione.)
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona sia quando la
3
macchina per cucire è ferma sia quando la macchina per cucire è in funzione.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per il
4
taglio del lo effettuato premendo la parte posteriore del pedale. Funziona solo quando la macchina
per cucire è in funzione. È particolarmente utile quando la macchina per cucire è usata come la
macchina per lavoro in piedi.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per il
5
taglio del lo effettuato premendo la parte posteriore del pedale. Funziona sia quando la macchina
per cucire è ferma sia quando la macchina per cucire è in funzione. È particolarmente utile quando la
macchina per cucire è usata come la macchina per lavoro in piedi.)
– 34 –
Page 37

Numero di giri della cucitura "di un colpo" (Impostazione di funzione No.38)
!8
Premendo una volta il pedale, questa funzione può impostare la velocità di cucitura della cucitura "di un
colpo" quando la macchina per cucire continua la cucitura nché il numero di punti impostato venga completato o bordo del materiale venga rilevato.
Campo di impostazione dati:
3 8
da 200 a pnt/min al massimo <50 pnt/min>
(Attenzione)
2 5 0 0
1. Impostazione della cucitura a un solo colpo viene fatta tramite il pannello di comando del CP-170.
2. Il numero di giri max. della cucitura "di un colpo" è limitato secondo il modello della testa
della macchina per cucire.
Tempo di mantenimiento del sollevamento del piedino premistoffa (Impostazione di funzione No. 47)
!9
Alzapiedino a solenoide (No.46 0) può regolare il controllo del tempo di mantenimento del sollevamento
del piedino premistoffa.
Questa funzione automaticamente abbassa il piedino premistoffa quando il tempo impostato tramite l'impostazione No.47 è passato dopo aver sollevato il piedino premistoffa.
Quando alzapiedino pneumatico (No.46 1) è selezionato, il controllo del tempo di mantenimento del sollevamento del piedino premistoffa è senza limite indifferentemente al valore di impostazione.
Campo di impostazione dati:
4 7
da 10 a 600 sec. <10/sec.>
Compensazione della tempestività dell'avvio del solenoide per affrancatura (Impostazione
@0
6 0
difunzione da No.51 a No.53)
Quando i punti normali e punti di trasporto ad inversione non sono uniformi nell'operazione dell'affranca-
tura automatica, questa funzione può modicare la tempestività di avvio/rilascio del solenoide per punto di
affrancatura e può compensare la tempestività.
Compensazione della tempestività dell'avvio del solenoide per affrancatura all'inizio di cucitura (Impo-
1
stazione di funzione No.51)
Tempismo di avvio del solenoide per l'affrancatura all'inizio di cucitura può essere compensato con l'unità di angolo.
Campo di regolazione:
5 1
da –36 a 36 <1/10°>
Valore di impostazione
–
–
0 0
18 180
36 360
Compensazione del tempismo di arresto del solenoide per l'affrancatura all'inizio di cucitura (Imposta-
2
36
18
– 1 8
Angolo di compensazione
360
–
–
゜ –
180
゜ –
゜
゜
゜
Numero di punti di compensazione
1
0,5
0
0,5
1
– 360˚
– 180˚
0˚
180˚
360˚
* Quando 1 punto
prima è considerato
come 0°, la
compensazione è
possibile per 360°
(1 punto) davanti e
indietro.
zione della funzione No.52)
Tempismo di arresto del solenoide per l'affrancatura all'inizio di cucitura può essere compensato con l'unità di angolo.
Campo di regolazione:
5 2
da -36 a 36 <1/10°>
Valore di impostazione
–
–
0 0
18 180
36 360
36
18
– 5
Angolo di compensazione
360
–
–
゜ –
180
゜ –
゜
゜
゜
Numero di punti di compensazione
1
0,5
0
0,5
1
– 360˚
– 180˚
0˚
180˚
360˚
Compensazione del tempismo di arresto del solenoide per l'affrancatura alla ne di cucitura (Imposta-
3
zione della funzione No.53)
Tempismo di arresto del solenoide per l'affrancatura alla ne di cucitura può essere compensato con l'unità di angolo
Campo di regolazione:
5 3
da -36 a 36 <1/10°>
Valore di impostazione
36
–
18
–
0 0
18 180
36 360
– 5
Angolo di compensazione
360
–
–
゜ –
180
゜ –
゜
゜
゜
Numero di punti di compensazione
1
0,5
0
0,5
1
– 360˚
– 180˚
0˚
180˚
360˚
– 35 –
.
Page 38

Funzione di sollevamente del piedino premistoffa dopo il taglio del lo. (Impostazione di funzione No.55)
@1
Questa funzione può sollevare automaticamente il piedino premistoffa dopo il taglio del lo.
Questa funzione è valida solo quando essa è usata in combinazione con il dispositivo AK.
0 : off Funzione di sollevamento automatico del piedino premistoffa non
5 5
1
è operante. (Piedino premistoffa non si solleva automaticamente
dopo il taglio del lo.)
1 : on Funzione di sollevamento automatico del piedino premistoffa è
operante. (Piedino premistoffa si solleva automaticamente dopo il
taglio del lo.)
Funzione di rotazione inversa per sollevare l'ago dopo il taglio del lo (Impostazione di funzione No.56)
@2
Questa funzione è usata per fare ruotare la macchina per cucire nel senso inverso dopo il taglio del lo per
sollevare la barra ago quasi alla posizione più alta. Usare questa funzione quando l'ago apparisce sotto il
piedino premistoffa e probabilmente grafa i prodotti di cucitura di materiale pesante.
0 : off Funzione di fare ruotate la macchina per cucire nel senso inverso
5 6
0
dopo il taglio del lo per sollevare l'ago non è operante.
1 : on Funzione di fare ruotate la macchina per cucire nel senso inverso
dopo il taglio del lo per sollevare l'ago è operante.
(Attenzione) La barra ago viene sollevata, ruotando la macchina nel senso inverso, quasi alpunto
morto superiore. Questo avrà come risultato lo sfilamento del filo dell'ago. È quindi
necessario regolare correttamente la lunghezza del lo rimanente dopo il taglio del lo.
Funzione di rilevamento della quantità rimanente del lo della bobina (Impostazione di funzione
@3
No. 57, No.61)
Questa funzione rileva la quantità del lo della bobina usato e informa l'operatore del momento di sostituzione della bobina. Questa funzione è valida quando il dispositivo di rilevamento della quantità rimanente
del lo della bobina (AE) è attaccato. Per dettaglio, fare riferimento al manuale d'istruzioni per il dispositivo
di rilevamento della quantità rimanente del lo della bobina.
5 7
(Attenzione) Aver cura di impostare l'impostazione No.57 ad "inoperante" ("0") quando il dispositivo
Funzione di mantenimento della posizione in alto/basso predeterminata della barra ago
@4
0
AE non è attaccato. ("E43" viene visualizzato, e la macchina per cucire non viene
azionata.)
(Impostazione di funzione No.58)
Quando la barra ago è nella posizione in basso, questa funzione mantiene la barra ago applicando leggermente una frenata.
0 : off Non provvisto della funzione di mantenimento della posizione sol-
5 8
0
levata/abbassata predeterminata della barra ago
1 : on Provvisto della funzione di mantenimento della posizione solleva-
ta/abbassata predeterminata della barra ago
Funzione di commutazione automatica/pedale per la velocità di cucitura dell'affrancatura ll'inizio
@5
di cucitura (Impostazione di funzione No.59)
Questa funzione selezione se l'affrancatura all'inizio di cucitura viene eseguita ininterrottamente alla velocità impostata tramite l'impostazione di funzione No.8 oppure la cucitura viene eseguita alla velocità controllata dal pedale.
0 : Manu. Cucitura automatica alla velocità impostata.
5 9
1 : Auto. La velocità viene controllata dal pedale.
(Attenzione) 1. La velocità massima di cucitura dell'affrancatura all'inizio di cucitura è limitata alla ve-
2. Quando "0" è selezionato, i punti dell'affrancatura potrebbero non corrispondere a
0
locità impostata tramite l'impostazione di funzione No.8 indifferentemente al pedale.
quelli della cucitura di trasporto normale.
– 36 –
Page 39

Funzione di arresto immediatamente dopo l'affrancatura all'inizio di cucitura (Impostazione della
@6
funzione No.60)
Questa funzione arresta temporaneamente la macchina per cucire anche quando la parte anteriore del pedale è tenuta premuta al termine del processo di affrancatura all'inizio di cucitura.
Questa funzione è usata quando si procede alla cucitura di una piccola lunghezza con l'affrancatura all'inizio di cucitura.
6 0
0 : Funzione di arresto temporaneo della macchina per cuci-
1 : Funzione di arresto temporaneo della macchina per cuci-
0
re immediatamente dopo l'affrancatura all'inizio di cucitura non è operante.
Arre s t a la m acchi n a per
cucire temporaneamente per
cambiare la direzione del
prodotto di cucitura.
re immediatamente dopo l'affrancatura all'inizio di cucitura è operante.
Impostazione del rendimento di lavoro dell'uscita dell'elettrovalvola di sollevamento del piedino
@7
premistoffa (Impostazione della funzione No. 67)
Il rendimento di lavoro dell'uscita dell'elettrovalvola di sollevamento del piedino premistoffa può essere
cambiato. Quando si riscalda molto, è efcace diminuire il valore.
(Attenzione) Quando il valore è eccessivamente piccolo, malfunzione sarà causata. Perciò, fare
attenzione quando si cambia il valore.
Gamma di impostazione : dal 5 al 40% <5%>
6 7
Funzione di abbassamento dolce del piedino premistoffa (solo con il dispositivo AK) (Impostazione
@8
2 0
della funzione No. 70 e 49)
Questa funzione può dolcemente abbassare il piedino premistoffa.
Questa funzione può essere usata quando è necessario diminuire il rumore di contatto, il difetto della stoffa
o lo slittamento della stoffa al momento dell’abbassamento del piedino premistoffa.
Nota : Cambiare insieme il tempo dell’impostazione della funzione No. 49 al monento della selezione
della funzione di abbassamento dolce poichè l’effetto sufficiente non può essere ottenuto
tranne che il tempo dell’impostazione della funzione No. 49 sia impostato ad un valore più lungo
quando si abbassa il piedino premistoffa premendo il pedale.
da 0 a 250 ms
4 9
10 ms/Passo
1 4 0
0 : Funzione di abbassamento dolce del piedino premistoffa non è valida.
7 0
(Piedino premistoffa viene abbassato velocemente.)
0
1 : Selezione della funzione di abbassamento dolce del piedino premistoffa
Funzione di miglioramento del funzionamento a spostamento graduale
@9
(Impostazione della funzione No. 71 e 72)
Questa funzione migliora l’operabilità della cucitura ad un punto azionando l’interruttore di alta velocità per
il pedale o per la macchina per cucire per lavoro in piedi.
Più grande è il valore di impostazione, più insolitamente viene aggiunta la limitazione della velocità all’inizio
di rotazione e l’operabilità della cucitura ad un punto viene migliorata.
Impostazione della funzione No. 71 limita la velocità al momento dell’riaccelerazione in via di riduzione
della velocità.
Impostazione della funzione No. 72 limita l’accelerazione dalla macchina arrestata.
Nota : Questa funzione non lavora quando si accende la macchina o si inizia la cucitura
immediatamente dopo il taglio del lo.
da 0 a 5
7 1
7 2
da 0 a 5
0
0
Pedale in folle
Impostazione della
funzione No. 72
0
pnt/min
Pedale premuto
Impostazione della
funzione No. 71
0
5
5
t
– 37 –
Page 40

Funzione di riduzione della velocità dell'affrancatura all'inizio di cucitura (Impostazione della
#0
funzione No.92)
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio di cucitura: Uso normale dipendente
dalla condizione del pedale (La velocità viene accelerata no alla velocità massima senza interruzione.)
Questa funzione è usata quando l'arresto temporaneo è usato in modo appropriato. (Polsini e l'attacco dei
polsini)
0 : Velocità non viene ridotta.
9 2
1 : Velocità viene ridotta.
Funzione di "riprovare" (Impostazione della funzione No.73)
#1
0
Arresto temporaneo
Viene cucito senza fermarsi
senza interruzione.
Quando la funzione di "riprovare" è usata, se il materiale è spesso e l'ago non lo penetra, questa funzione
fa penetrare il materiale con facilità all'ago.
0 : Normale
7 3
1 : Funzione di "riprovare" è operante.
Funzione per selezionare la velocità di avvio della macchina per cucire (Impostazione della
#2
1
funzione No.76)
Questa funzione viene selezionata quando si desidera aumentare la velocità della macchina per cucire al
momento dell'avvio. (Tempo richiesto per avviare la macchina viene accorciato del 10% circa.)
0 : Curva normale
7 6
1 : Curva più spiccata
(Attenzione) Se "1" è impostato, il motore potrebbe muoversi irregolarmente. Inoltre, il rumore
0
potrebbe presentarsi quando la macchina per cucire è in funzione o il rumore potrebbe
aumentare quando la macchina per cucire è in funzione.
Impostazione del tempo di aspirazione dell'elettrovalvola di sollevamento del piedino premistoffa
#3
(Impostazione della funzione No. 84)
Il tempo di aspirazione dell'elettrovalvola di sollevamento del piedino premistoffa può essere cambiato.
Quando si riscalda molto, è efcace diminuire il valore.
(Attenzione) Quando il valore è eccessivamente piccolo, malfunzione sarà causata. Perciò, fare
attenzione quando si cambia il valore.
Gamma di impostazione : da 40 a 300ms <10/ms>
8 4
Funzione di selezione della curva del pedale (Impostazione della funzione No.87)
#4
1 0 0
Questa funzione può effettuare la selezione della curva del numero di giri della macchina per cucire contro
la quantità di pedaleggio del pedale. Effettuare la selezione quando si sente che l'operazione di sposta-
mento graduale è difcile o che la risposta del pedale è lenta.
8 7
0
0 : Numero di giri della macchina per cucire in termini della
quantità di pedaleggio del pedale aumenta in modo lineare.
2
0
1
1 : Reazione alla velocità intermedia in termini della quantità di
pedaleggio del pedale è ritardata.
2 : Reazione alla velocità intermedia in termini della quantità di
pedaleggio del pedale è avanzata.
Funzione di spostamento alla posizione di stop sollevata del movimento iniziale (Impostazione
#5
Numero di giri (pnt/min)
Corsa del pedale (mm)
della funzione No. 90)
Valido/non valido del ritorno automatico alla posizione di stop sollevata immediatamente dopo l'accensione
può essere impostato.
0 : Non valido
9 0
1
1 : Valido
Funzione aggiunta all'interruttore di compensazione con l'ago su/giù (Impostazione della funzione No.93)
#6
L'operazione di un punto può essere effettuata solo quando l'interruttore di compensazione con l'ago su/giù viene premuto al momento dell'arresto nella posizione sollevata immediatamente dopo aver acceso l'interruttore
dell'alimentazione o al momento dell'arresto nella posizione sollevata immediatamente dopo il taglio del lo.
0 : Normale (soltanto la cucitura di compensazione con l'ago su/giù)
9 3
1 : L'operazione di cucitura di compensazione con un punto (Arresto nella
0
posizione sollevata / arresto nella posizione sollevata) viene effettuata
solo quando la sopraccitata commutazione viene fatta.
– 38 –
Page 41

Funzione di non stop con la cucitura continua + la cucitura "di un colpo" (Impostazione della
#7
funzione No.94)
Tramite le funzioni di programmazione del IP-110, questa è una funzione che non arresta la macchina per
cucire alla ne di un passo e prosegue il passo successivo quando la cucitura viene effettuata combinando
la cucitura continua con la cucitura "di un colpo".
Selezionare questa funzione quando si desidera eseguire la cucitura sovrapposta di 19 punti o più.
9 4
0 : Normale (La macchina per cucire si ferma quando un passo viene
0
completato.)
1 : La macchina per cucire prosegue il passo successivo senza fermarsi
dopo che un passo viene completato.
Impostazione del numero di giri max. della testa della macchina per cucire (Impostazione della
#8
funzione No.96)
Questa funzione può impostare il numero di giri max. della testa della macchina per cucire il quale si desidera usare. Il limite superiore del valore di impostazione varia a seconda della testa della macchina per
cucire da collegare.
da 50 a Max. [pnt/min] <50/pnt>
9 6
Funzione di impostazione del contatore della cucitura (Impostazione della funzione No. 101)
#9
4 0 0 0
Questa funzione può commutare il conteggio del contatore della cucitura visualizzato sul pannello, quando
si collega il pannello IP-110, o all'immissione dell'interruttore del contatore della cucitura esterno o all'ag-
giornamento automatico con il conteggio interno del taglio del lo.
0 : Ogni volta che il taglio del lo viene effettuato, il contatore addiziona
1 0 1
0
automaticamente.
1 : Ogni volta che l'interruttore del contatore della cucitura viene immes-
so, il contatore addiziona.
Compensazione dell'angolo di riferimento dell'albero principale (Impostazione della funzione No. 120)
$0
L'angolo di riferimento dell'albero principale viene compensato.
1 2 0
– 2 8
Gamma di impostazione : dal – 35 al 35˚ <1 / ˚>
Compensazione dell'angolo di partenza della posizione sollevata (Impostazione della funzione No. 121)
$1
1 2 1
0
L'angolo per rilevare la partenza della posizione sollevata viene compensato.
Gamma di impostazione : dal – 15 al 15˚ <1 / ˚>
Compensazione dell'angolo di partenza della posizione abbassata (Impostazione della funzione No. 122)
$2
1 2 2
0
L'angolo per rilevare la partenza della posizione abbassata viene compensato
Gamma di impostazione : dal – 15 al 15˚ <1 / ˚>
.
– 39 –
Page 42

7. Compensazione automatica per rendere neutrale il sensore del pedale
Ogni volta che il sensore del pedale, molla, ecc. vengono sostituiti, assicurarsi di effettuare le seguenti
6
2
operazioni:
1) Premento interruttore 2, accendere l'interruttore
dell'alimentazione.
2) Indicazione sullo schermo sarà come illustrata
in 6. A questo punto, il valore nei 7 segmenti di
quattro cifre è il valore di compensazione.
(Attenzione) 1. A questo punto, il sensore del peda-
le non funziona correttamente se il
pedale è premuto. Non appoggiare
il piede o alcun oggetto sul pedale.
Il suono di avvertimento "squittisce"
e il valore di compensazione non
viene visualizzato.
2. Quando qualche altra cosa tranne il
numero viene visualizzata in 7 segmenti di 4 cifre, consultare il Manuale di Manutenzione.
3) Spegnere l'interruttore dell'alimentazione e accendere l'interruttore dell'alimentazione dopo
aver chiuso il coperchio anteriore. La macchina
ritorna al movimento normale.
8. Selezione della specica del pedale
KFL • PFL
KFL setting
1
KFL • PFL
PFL setting
Quando il sensore del pedale viene cambiato (KFL
PFL o PFL / KFL), sostituire il ponticello 1 per
/
adattarlo alla specica del pedale cambiata.
(Attenzione)
2. Quando si cambia il ponticello, aver
Se il ponticello viene cambiato men-
1. Sensore del pedale con le due molle
poste alla parte posteriore del pedale è il tipo PFL, e quello con una molla è il tipo KFL. Impostare il sensore
del pedale al PFL quando si solleva
il piedino premistoffa premendo la
parte posteriore del pedale.
cura di spegnere la macchina prima
di eseguire il lavoro.
tre la macchina è accesa, l'impostazione non cambia. Questo potrebbe
danneggiare l'unità principale.
– 40 –
Page 43

9. Impostazione della funzione dell'alzapiedino automatico
6 5
3
FL ON : Il dispositivo alzapiedino automatico diventa operante.
FL OFF : La funzione di sollevamento automatico del piedino premistoffa non lavora. (Standrad al
momento della consegna.)
Allo stesso modo, il piedino premistoffa non viene sollevato automaticamente quando la cucitura
programmata viene completata.
(Attenzione) 1. Aver cura di accendere di nuovo l'int erruttore dell'alimentazione dopo che un secondo
o più è passato. (Se la macchina per cucire viene accesa immediatamente dopo
averla spenta, l'impostazione potrebbe non essere commutata bene.)
2. L'alzapiedino automatico non viene azionato tranne che questa funzione venga selezionata correttamente.
3. Quando "FL ON" è selezionato senza installare il dispositivo alzapiedino automatico,
l'avvio è momentaneamente ritardato a inizio cucitura. Inoltre, aver cura di selezionare
"FL OFF" quando l'alzapiedino automatico non è installato poiché l'interruttore di inversione del trasporto potrebbe non funzionare.
Quando il dispositivo alzapiedino automatico (AK) è
attaccato, questa funzione fa lavorare la funzione di
sollevamento automatico del piedino premistoffa.
1) Accendere l'interruttore dell'alimentazione premendo l'interruttore 3 posto all'interno della centralina di controllo.
2) Il LED visualizza l'indicazione 5,6 (FL ON) con
il suono "pio", e la funzione di sollevamento automatico del piedino premistoffa diventa operante.
3) Spegnere l'interruttore dell'alimentazione, accendere di nuovo l'interruttore dell'alimentazione per
ritornare al modo operativo normale.
4) Ripetere l'operazione da 1) a 3), e il LED visualizza l'indicazione (FL OFF). Quindi, la funzione
di sollevamento automatico del piedino premistoffa non lavora.
10. Collegamento del pedale della macchina per lavoro in piedi
1) Collegare il connettore del PK-70 al connettore
(CN32:12P) del SC-910N.
1
2) Stringere il lo di PK70 insieme con altri li con il
nastro fermacavi 2 attaccato al lato della centralina dopo averlo fatto passare attraverso l'assicuracavi.
(Attenzione) Aver cura di spegnere la macchina
prima di collegare il connettore.
1
2
– 41 –
Page 44

11. Connettore ingresso/uscita esterno
È preparato il connettore ingresso/uscita esterno 1
che può mandare i seguenti segnali che sono utili
quando si installa il contatore o qualcosa di simile all’
esterno.
(Attenzione) Quando si usa il connettore, notare
che l'operazione deve essere effettuata da un tecnico che abbia una conoscenza elettrica.
1
Tabella assegnazione connettore e segnale
CN42
Nome del
segnale
1 +5V - Alimentazione elettrica
2 LS(N) Uscita Segnale della rotazione 360 impulsi/rotazione DC5V
3 N.C. - 4 UDET(N) Uscita "L" viene erogato quando la barra ago è alla posizione abbassata. DC5V
DDET(N) Uscita
5
6 HS(N) Uscita Segnale della rotazione 45 impulsi/rotazione DC5V
7 BTD(N) Uscita "L" viene erogato quando il solenoide di affrancatura lavora. DC5V
8 TRMD(N) Uscita "L" viene erogato quando il solenoide del rasalo lavora. (45/rota-
9 LSWO(P) Uscita Segnale di controllo della richiesta di rotazione (pedale o qualco-
10 S.STATE(N) Uscita "L" viene erogato quando la macchina per cucire è in condizioni
11 LSWINH(N) Ingresso La rotazione tramite il pedale è proibita mentre si sta immettendo
12 SOFT Ingresso La velocità di rotazione è limitata alla velocità dolce mentre si sta
13 SGND - Corrente
No.di parte originale JUKI Connettore No.di parte HK016510130
Spillo contatto No.di parte HK016540000
Ingresso/
uscita
Descrizione
"L" viene erogato quando la barra ago è alla posizione sollevata.
zione)
sa di simile)
di arresto.
il segnale "L".
immettendo il segnale "L".
Specica
elettrica
DC5V
DC5V
DC5V
DC5V
DC5V, –5mA
DC5V, –5mA
12. Collegamento del sensore del bordo del materiale (ED)
1) Collegare il connettore del sensore del bordo del
materiale (ED) al connettore 1 (CN45 : 6P) di
SC-910N.
2) Stringere il lo del sensore del bordo del materiale insieme con altri li con il nastro fermacavi 2
attaccato al lato della centralina dopo averlo fatto
passare attraverso l'assicuracavi.
(Attenzione) 1. Aver cura di spegnere sempre la
2
2. Per l'uso del sensore del bordo del
1
– 42 –
macchina prima di collegare il connettore.
materiale, consultare il Manuale
d'Istruzioni attaccato al sensore del
bordo del materiale.
Page 45

13. Modalità di inizializzazione dei dati di impostazione
5
2 4
(Attenzione) 1. Quando questa operazione è effettuata, il valore di compensazione della posizione di
folle del sensore del pedale diventa "0". Di conseguenza, aver cura di effettuare l'operazione di compensazione automatica della posizione di folle del sensore del pedale
prima di usare la macchina per cucire. (
per rendere neutrale il sensore del pedale” p.40.)
2. Anche quando questa operazione è effettuata, i dati di cucitura impostati tramite il pannello operativo non possono essere inizializzati.
3
Tutti i contenuti dell'impostazione della funzione del
SC-910N possono essere riportati ai valori di impostazione standard.
1) Premendo interruttori 2, 3 e 4 posti all'interno
del coperchio frontale, accendere l'interruttore
dell'alimentazione.
2) Il LED visualizza l'indicazione 5 con il suono
"pio", e l'inizializzazione comincia.
3) Il cicalino suona dopo circa un secondo (suono
singolo tre volte, "pio", "pio" e "pio"), ed i dati di
impostazione ritornano ai valori di impostazione
standard.
(Attenzione) Non spegnere la macchina sulla via di
operazione di inizializzazione. Questo
potrebbe danneggiare il programma
dell'unità principale.
4) Spegnere l'interruttore dell'alimentazione, accendere di nuovo l'interruttore dell'alimentazione per
ritornare al modo operativo normale.
Consultare
“#-7. Compensazione automatica
– 43 –
Page 46

$
. MANUTENZIONE
1. Rimozione del coperchio posteriore
AVVERTIMENTO:
Per evitare pericoli di scosse elettriche o ferimenti causati dall'avvio improvviso della macchina per
cucire, prima di rimuovere il coperchio spegnere l'interruttore dell'alimentazione ed assicurarsi che
siano passati 5 minuti o più. Per evitare ferimenti, quando un fusibile è saltato, aver cura di sostituirlo con uno nuovo con la stessa capacità dopo aver spento l'interruttore dell'alimentazione ed eliminato la causa del fusibile saltato.
1) Premere il bottone OFF (escluso) dell'interruttore dell'alimentazione per spegnere la macchina
dopo aver confermato che la macchina per cucire sia arrestata.
2) Estrarre il cavo di alimentazione dalla presa di
corrente dopo aver confermato che l'interruttore
dell'alimentazione sia spento. Eseguire il lavoro
del passo 3) dopo aver confermato che l'alimentazione elettrica sia stata tagliata e siano passati
5 minuti o più.
1
3
3
2
3) Allentare le viti di fissaggio 2 nel coperchio
anteriore 1.
4) Aprire il coperchio anteriore 1 premendo il
chiavistello 3 posto sulla faccia laterale.
2. Sostituzione del fusibile
1
4
6
5
5) Allentare le due viti 5 dopo aver allentato la
vite 4, e rimuovere il coperchio posteriore 6.
Quando si attacca il coperchio posteriore 6,
stringere le due viti 5 dopo aver leggermente inserito la vite 4, e stringere la vite 4 nuovamente.
1) Tenere la parte in vetro del fusibile 1 e rimuoverlo.
2) Usare il fusibile la cui capacità è quella specicata.
: Fusibile ritardato 2A/250V
1
(fusibile per la protezione della resistenza rige-
nerativa)
No. di parte KF0000000080
– 44 –
Page 47

3. Codice errore
Nei casi seguenti, prima di giudicare il caso come inconveniente controllare nuovamente.
Phenomenon Cause Corrective measure
Quando la macchina per cucire viene inclinata, il cicalino suqittisce e la
macchina per cucire non può essere
azionata.
I solenoide per il taglio del lo, l'affrancatura, lo scartafilo, ecc. non
riescono a funzionare. La lampada
da lavoro non si accende.
Anche quando il pedale viene premuto immediatamente dopo aver
acceso la macchina, la macchina
per cucire non gira. Quando il pedale viene premuto dopo aver premuto
la parte posteriore del pedale una
volta, la macchina per cucire gira.
La macchina per cucire non si ferma
anche quando il pedale viene riportato alla sua posizione di folle.
La posizione di arresto della macchina per cucire varia (irregolare).
Il piedino premistoffa non si solleva
anche quando il dispositivo alzapiedino automatico è attaccato.
L'interruttore di inversione del trasporto non riesce a funzionare.
Lo spostamento alla posizione sollevata non riesce a lavorare quando
tutte le luci sul pannello sono illuminate.
La macchina per cucire non riesce a
girare.
Quando la macchina per cucire viene
inclinata senza spegnere l'interruttore dell'alimentazione, viene presa
l'azione mostrata a sinistra a scopo
di sicurezza.
Quando il fusibile per la protezione
dell’alimentazione del solenoide è
stato fatto saltare
La posizione di folle del pedale è variata.
(La posizione di folle potrebbe essere
spostata quando la pressione della
molla del pedale viene cambiata o
qualcosa di simile.)
Quando la vite nel volantino non è
stata serrata al momento della regolazione della posizione di arresto
dell'ago.
La funzione di sollevamento automatico del piedino premistoffa è OFF.
Il sistema di pedale è impostato al
sistema KFL.
Il cavo del dispositivo alzapiedino automatico non è collegato al connettore (CN40).
Il piedino premistoffa si sta sollevando tramite il dispositivo alzapiedino
automatico.
Il dispositivo alzapiedino automatico
non è attaccato. Tuttavia, la funzione
di sollevamento automatico del piedino premistoffa è ON.
Il modo operativo è nel modo di impostazione della funzione.
L’interruttore sulla scheda di circuito
stampato CTL è premuto dai li legati
e ne è risultato il predetto modo operativo.
Il cavo (4P) dell'uscita del motore è
scollegato.
Il connettore (CN39) del cavo del segnale del motore è scollegato.
Inclinare la macchina per cucire dopo
aver spento la macchina.
Controllare il fusibile per la protezione dell’alimentazione del solenoide.
Effettuare l'operazione di compensazione automatica della posizione di
folle del sensore del pedale.
Serrare saldamente la vite nel volantino.
Selezionare "FL ON" tramite la selezione della funzione di sollevamento
automatico del piedino premistoffa.
Cambiare il ponticello all'impostazione PFL per sollevare il piedino premistoffa premendo la parte posteriore
del pedale.
Collegare il cavo correttamente.
Azionare l'interruttore dopo aver abbassato il piedino premistoffa.
Selezionare "FL OFF" quando il dispositivo alzapiedino automatico non
è attaccato.
Rimuovere il coperchio anteriore, e
sistemare i li con la procedura regolare di legatura descritta nel Manuale
d’Istruzioni.
Collegare il cavo correttamente.
Collegare il cavo correttamente.
– 45 –
Page 48

Inoltre, ci sono i seguenti codici errore in questo dispositivo. Questi codici errore intercettano (o limitano la
funzione) il problema ed informano l'operatore sul problema in modo che il problema non venga ingrandito
qualora si vericassero dei problemi. Quando si richiede la nostra assistenza, si prega di confermare i codici errore.
Procedura di controllo del codice di errore
2
1) Premendo l’interruttore 1 nella centralina di controllo,
accendere l’interruttore dell’alimentazione.
2) Il LED diventa l’indicazione 2 con il suono di “squittio”
e il codice di errore più recente viene visualizzato.
3) La conferma dei contenuti degli errori precedenti può
essere effettuata azionando l’interruttore 3 o 4.
(Quando la conferma dei contenuti degli errori precedenti avanza fino all’ultimo, il suono di avvertimento
squittisce in tono singolo due volte.)
(Attenzione) Quando si aziona l’interruttore 3, il co-
dice di errore precedente a quello attuale viene visualizzato.
Quando si aziona l’interruttore 4, il co-
1
3
4
dice di errore successivo a quello attuale viene visualizzato.
Lista codice errore
No.
E000 Esecuzione inizializzazione
E302 Anomalia interruttore di rile-
E221 Errore di ingrassaggio • Avvertimento di ingrassaggio della
E003 Scollegamento connettore
E004 Anomalia sensore di posizio-
E005 Anomalia sensore di posizio-
E906 Anomalia trasmissione pan-
E007 Svraccarico motore • Quando la testa della macchina è blocca-
E008 Anomalia connettore testa
E808 Corto circuito dell'elettroval-
E809 Mancato movimento di tenu-ta• L'elettrovalvola non viene commutata al
Descrizione dell'errore rilevato
(Questa non è l'errore.)
vazione della caduta (Quando l’interruttore di sicurezza
lavora.)
sincronizzatore
ne abbassata sincronizzatore
ne sollevata sincronizzatore
nello operativo
della macchina (Pacco della
resistenza)
vola
Causa supponibile dell'avvenimento Articoli da controllare
• Quando la testa della macchina viene cambiata.
• Quando l’operazione di inizializzazione è
eseguita
• Quando l'interruttore di rilevazione della
caduta viene immesso nello stato in cui la
macchina è accessa.
LH-41**
(Avvertimento di ingrassaggio dopo che
il tempo specicato è passato)
• Quando il segnale della rilevazione della
posizione non viene immesso dal sincronizzatore della testa della macchina.
• Quando il sincronizzatore si è rotto.
• Scollegamento del cavo del pannello operativo.
• Il pannello operativo si è rotto.
ta.
• Quando si procede alla cucitura del materiale extrapesante oltre la garanzia della
testa della macchina.
• Quando il motore non gira.
• Il motore o l’elemento motore è rotto.
• Quando il connettore della testa della
macchina non viene letto correttamente.
• L'alimentazione dell'elettrovalvola non
raggiunge la tensione normale.
movimento di tenuta.
• Controllare se la testa della macchina per
cucire è inclinata senza spegnere l'interruttore dell'alimentazione (il funzionamento della
macchina per cucire è proibito a scopo di
sicurezza.)
• Controllare se il cavo dell'interruttore di rilevazione della caduta è intrappolato nella
macchina per cucire o qualcosa di simile.
• Controllare se la leva dell'interruttore di rilevazione della caduta è intrappolata in qualcosa.
• Effettuare l'ingrassaggio ed eseguire l'ope-
razione di ripristino.
• Controllare il connettore del sincronizzatore
(CN30) per collegamento lento e scollegamento.
• Controllare se il cavo del sincronizzatore
si è rotto poiché il cavo è intrappolato nella
testa della macchina.
• Controllare il connettore del pannello operativo (CN34,CN35) per collegamento lento e
scollegamento.
• Controllare se il cavo del pannello operativo
si è rotto poiché il cavo è intrappolato nella
testa della macchina.
• Controllare se il lo si è impigliato nella puleggia motore.
• Controllare il connettore dell'uscita del motore (4P) per collegamento lento e scollegamento.
• Controllare se c’è qualche resistenza quando il motore viene girato manualmente.
• Controllare il connettore della testa della
macchina (CN31) per collegamento lento e
scollegamento.
• Controllare se il lo della testa della macchina è intrappolato nel copripuleggia o qualcosa di simile.
• Controllare se l'elettrovalvola è surriscaldata.
(Il circuito della scheda di circuito CTL asm.
è guasto.)
– 46 –
Page 49

No.
E810 Cortocircuito solenoide • Quando si cerca di azionare il solenoide
E811 Sovratensione • Quando una tensione più alta di quella
E813 Bassa tensione • Quando una tensione più bassa di quella
E924 Anomalia elemento motore
E944 Controllo impossibile dell'ago
E945 Controllo impossibile dell'ago
E046 Ambedue gli aghi bloccati
E730 Anomalia codicatore • Quando il segnale del motore non viene
E731 Anomalia sensore di foro del
E303 Errore di sensore della pia-
E343 Anomalia unità sensore di
Descrizione dell'errore rilevato
del motore
destro
(Quando la LH-4168 o 4188
è selezionata)
sinistro
(Quando la LH-4168 o 4188
è selezionata)
(Quando la LH-4168 o 4188
è selezionata)
motore
stra semilunare
quantità rimanente del lo
della bobina
Causa supponibile dell'avvenimento Articoli da controllare
cortocircuitato.
garantita viene immessa.
• 200V è stata impostata al SC-910N di
specica "100V".
• JUS : 220V è applicato alla centralina
120V.
• CE : 400V è applicato alla centralina 230V.
garantita viene immessa.
• 100V è stata impostata al SC-910N di
specica "200V".
• JUS : 120V è applicato alla centralina
220V.
• Il circuito interno è rotto dalla sovratensione
applicata.
• L'elemento motore del motore si è rotto.
• L'ago destro si è spostato dall'origine durante la tenuta dello stesso.
• L'ago destro si è spostato dall'origine durante il rilascio dell'ago sinistro.
• L'ago destro si è spostato dall'origine durante la tenuta dello stesso.
• L'ago destro si è spostato dall'origine durante il rilascio dell'ago sinistro.
• Ambedue gli aghi sono bloccati al momento dell'accensione. (Gli aghi sono in
posizione sollevata.)
immesso correttamente.
• Il segnale del sensore della piastra semilunare non può essere rilevato.
• Quando la posizione della barra di rilevazione del dispositivo AE è spostata dalla
posizione originale.
• Controllare se il solenoide è cortocircuitato.
• Controllare se la tensione di alimentazione
applicata è più alta della tensione nominale
+ (più) il 10%.
• Controllare se il connettore di commutazione
100V/200V è impostato scorrettamente.
Nei casi predetti, la scheda di circuito stampato POWER è rotta.
• Controllare se la tensione è più bassa della
tensione nominale - (meno) il 10%.
• Controllare se il connettore di commutazione
100V/200V è impostato scorrettamente.
• Controllare se il fusibile o la resistenza rigenerativa è rotto.
• Controllare se il sensore dell'origine dell'ago
destro è guasto.
• Controllare se la barra ago si è spostata dalla posizione di tenuta per la forza esterna.
• Controllare se il sensore dell'origine dell'ago
sinistro è guasto.
• Controllare se la barra ago si è spostata dalla posizione di tenuta per la forza esterna.
• Controllare se i sensori dell'origine della posizione dell'ago destro-sinistro sono guasti.
• Controllare se i connettori del sensore sono
scollegati o collegati in modo allentato.
• Controllare il connettore del segnale del motore (CN39) per collegamento lento e scollegamento.
• Controllare se il cavo del segnale del motore
si è rotto poiché il cavo è intrappolato nella
testa della macchina.
• Controllare se il senso di inserimento del
connettore del codificatore del motore è
scorretto.
• Controllare se la testa della macchina corrisponde all'impostazione del tipo di macchina.
• Controllare se il connettore del codicatore
del motore è scollegato.
• Controllare se la barra di rilevazione del
dispositivo AE è ritornata alla posizione corretta.
• Controllare se l'impostazione della funzione
No.57 è stata impostata erroneamente.
• Controllare i connettori del dispositivo AE
(CN121, CN123) per collegamento lento e
scollegamento.
• Controllare se il cavo del dispositivo AE si è
rotto poiché il cavo è intrappolato nella testa
della macchina
– 47 –
 Loading...
Loading...