

Page 1

ITALIANO
MANUALE D’ISTRUZIONI
Page 2

INDICE
!
. CARATTERISTICHE TECNICHE .............................................................1
@
. MESSA A PUNTO .....................................................................................1
1. Installazione dell'unità di motore .............................................................................1
2. Installazione della centralina di controllo ...............................................................1
3. Installazione della cinghia ........................................................................................2
4. Regolazione del coperchio della puleggia ..............................................................2
5. Installazione e regolazione per il perno di protezione e il supporto di
prevenzione dello slamento della cinghia ............................................................3
6. Collegamento dei cavi ..............................................................................................4
7. Installazione del tirante a snodo ............................................................................10
#
. PER L'OPERATORE ............................................................................... 11
1. Funzionamento del SC-510 ....................................................................................11
2. Descrizione del pannello operativo .......................................................................13
3. Impostazione per funzioni di SC-510 .....................................................................18
4. Lista delle funzioni da impostare ...........................................................................20
5. Descrizione dettagliata della selezione di funzioni ..............................................24
6. Compensazione automatica per rendere neutrale il sensore del pedale ...........36
7. Impostazione della funzione dell'alzapiedino automatico ...................................36
8. Modalità di inizializzazione dei dati di impostazione ...........................................37
$
. MANUTENZIONE .................................................................................... 37
1. Rimozione del coperchio posteriore .....................................................................37
2. Procedura di cambio tra quella da 100V a 120V e quella da 200V a 240V
(Possibile solo per il tipo commutazione della tensione) ...................................39
3. Codice errore ...........................................................................................................40
Page 3
!
. CARATTERISTICHE TECNICHE
Tensione di
alimentazione
Frequenza 50 Hz / 60 Hz 50 Hz / 60 Hz
Ambiente operativo Temperatura : da 0 a 40˚C Umidità :
Assorbimento 425VA 425VA
(Attenzione) 1. L’indicazione dell’assorbimento è l’assorbimento medio quando la LU-1520N-7 è montata
secondo le condizioni operative che la JUKI specica. L’assorbimento varia secondo le
condizioni operative e la testa della macchina montata. Perciò, fare attenzione.
2. È possibile che l’assorbimento massimo istantaneo diventi 1,5 volte più grande o più rispetto
all’assorbimento medio.
@
. MESSA A PUNTO
Installare l'unità di motore alla centralina di controllo seguendo le istruzioni sottostanti.
Da 100 a 120V, monofase / Da 200
a 240V, trifase
il 90% o meno
Da 200 a 240V, monofase
Temperatura : da 0 a 40˚C Umidità : il
90% o meno
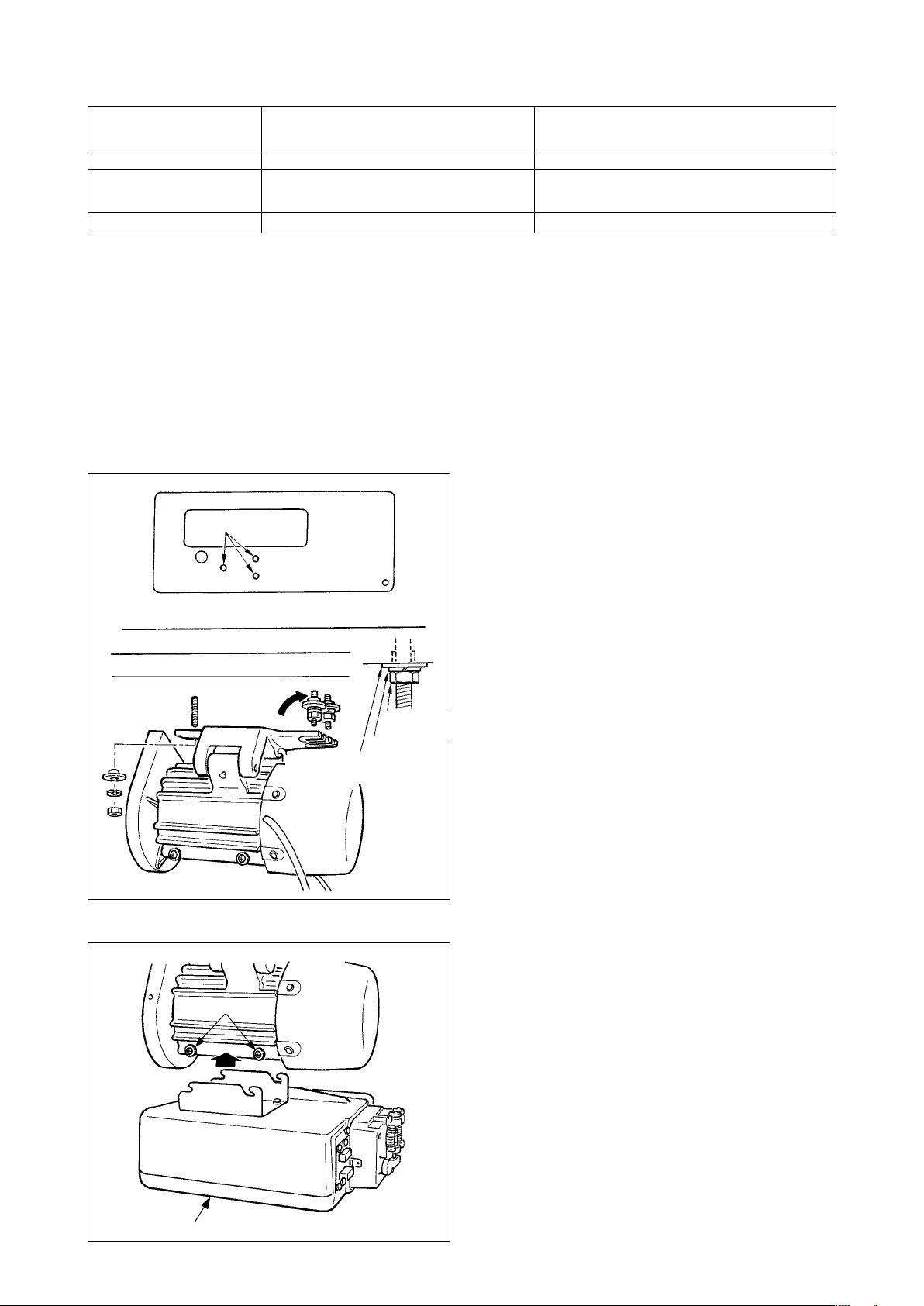
1. Installazione dell'unità di motore
Installare l'unità di motore sul tavolo con il bullone di
montaggio asm. fornito con l'unità come accessori.
1
Rondella
convessa
Dado
esagonale
Rondella
elastica
Allora, inserire i dadi e le rondelle forniti con l'unità
come accessori come mostrato nella gura in
modo che l'unità di motore possa essere ssata
saldamente sul tavolo.
1) Premere i tre bullon 1 forniti con l'unità come
accessori nel foro per bullone di sospensione del
motore nel tavolo e ssarli.
2) Stringere temporaneamente la rondella
convessa, la rondella elastica ed il dado sul lato
in cui due bulloni sono attaccati.
3) Sospendere l'unità di motore alla rondella che è
stata serrata temporaneamente, ed attaccare la
rondella convessa, la rondella elastica ed il dado
all'altro bullone sul lato opposto.
4) Dopo aver regolato la posizione di montaggio del
motore, stringere saldamente i rispettivi dadi.
2. Installazione della centralina di controllo
2
3
– 1 –
1) Allentare le quattro viti 2 fornite con l'unità di
motore come accessori, stringere le viti 2 dopo
aver sospeso l'unità di centralina di controllo 3
alle viti, e ssare l'unità di centralina di controllo
.
3
Page 4
-
2
-
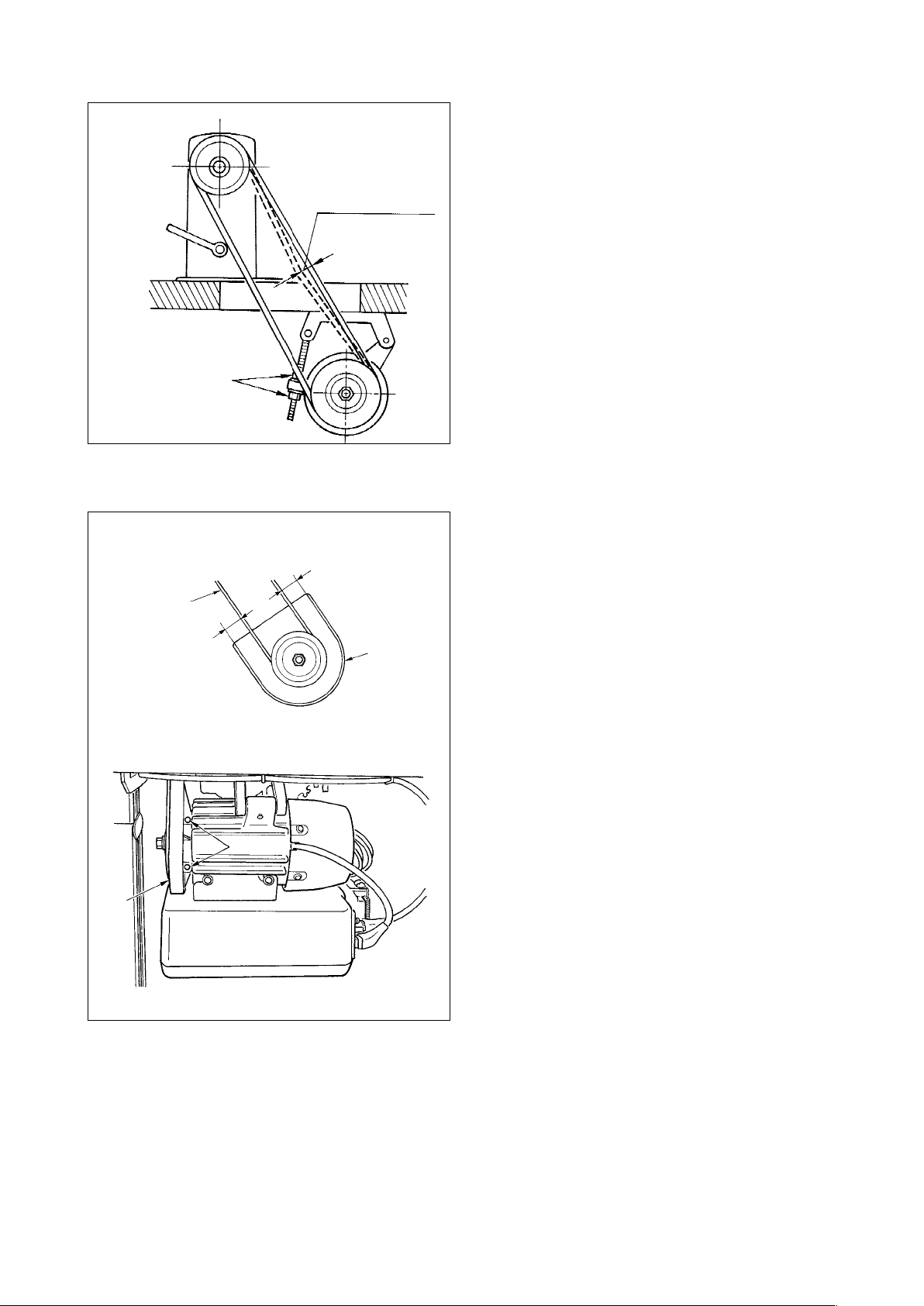
3. Installazione della cinghia
15 mm/9,8N
Dadi di
regolazione della
tensione
4. Regolazione del coperchio della puleggia
b
cinghia
a
1
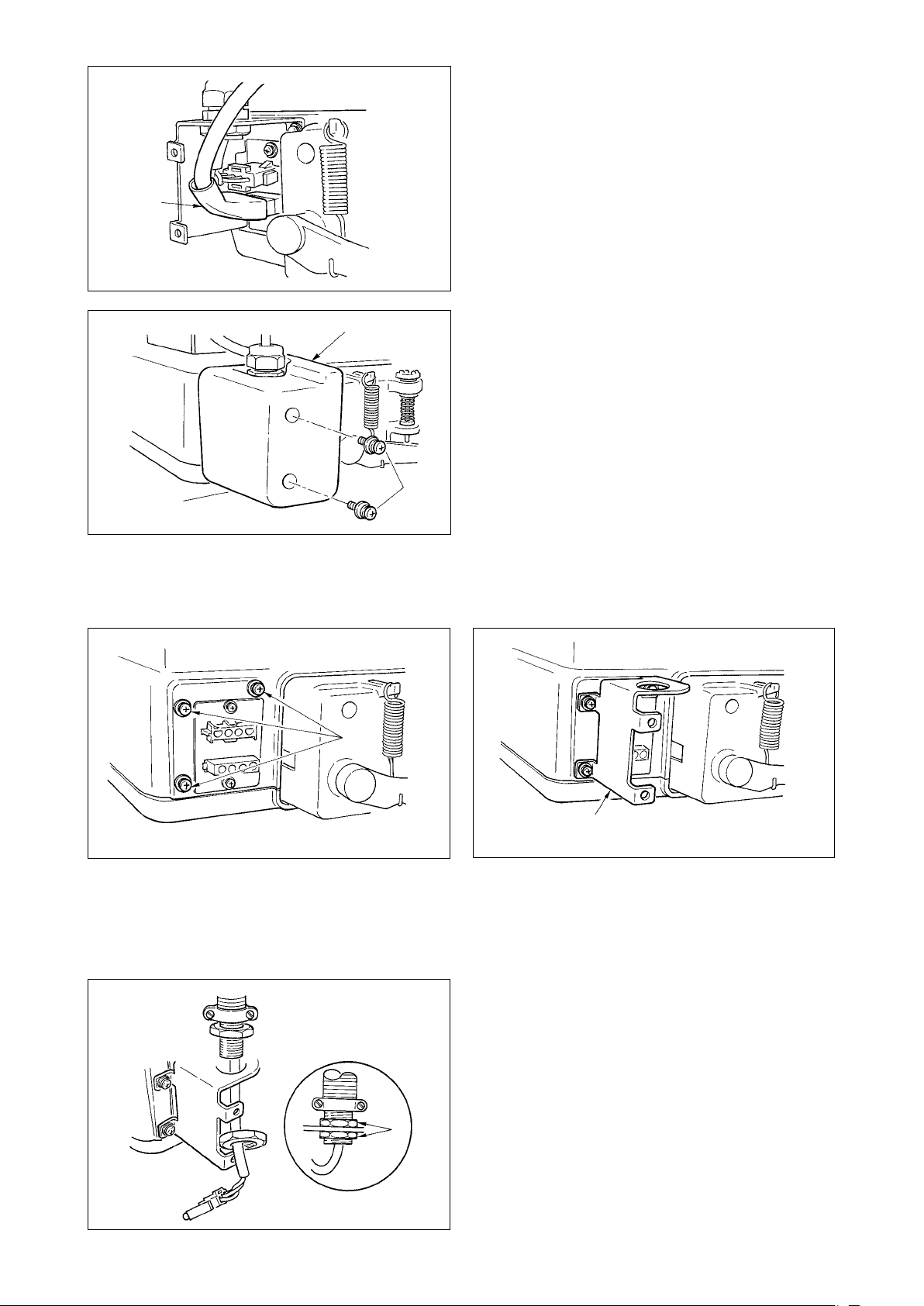
1) La distanza della cinghia, tra la puleggia della
macchina per cucire e la puleggia del motore,
deve essere parallela.
2) La tensione della cinghia deve essere regolata
girando i dadi di regolazione della tensione per
cambiare l'altezza del motore, in modo che la
cinghia si abbassi di circa 15 mm /9,8N quando
la cinghia viene premuta con la mano al centro
dell'estensione della cinghia.
Se la tensione della cinghia non è giusta, la
velocità è instabile al funzionamento a bassa
velocità o media velocità, e l'ago non si fermerà
esattamente in posizione.
1) Dopo aver regolato la tensione della cinghia,
regolare il coperchio della puleggia 1 in modo
che le distanze tra la cinghia e il coperchio della
puleggia 1, a e b siano gli stessi.
2) Dopo il completamento della regolazione,
stringere le viti 2 poste sul lato del coperchio
della puleggia 1 e ssare saldamente il
coperchio della puleggia 1 in modo che esso
non scivoli via dalla posizione.
1
2
Page 5
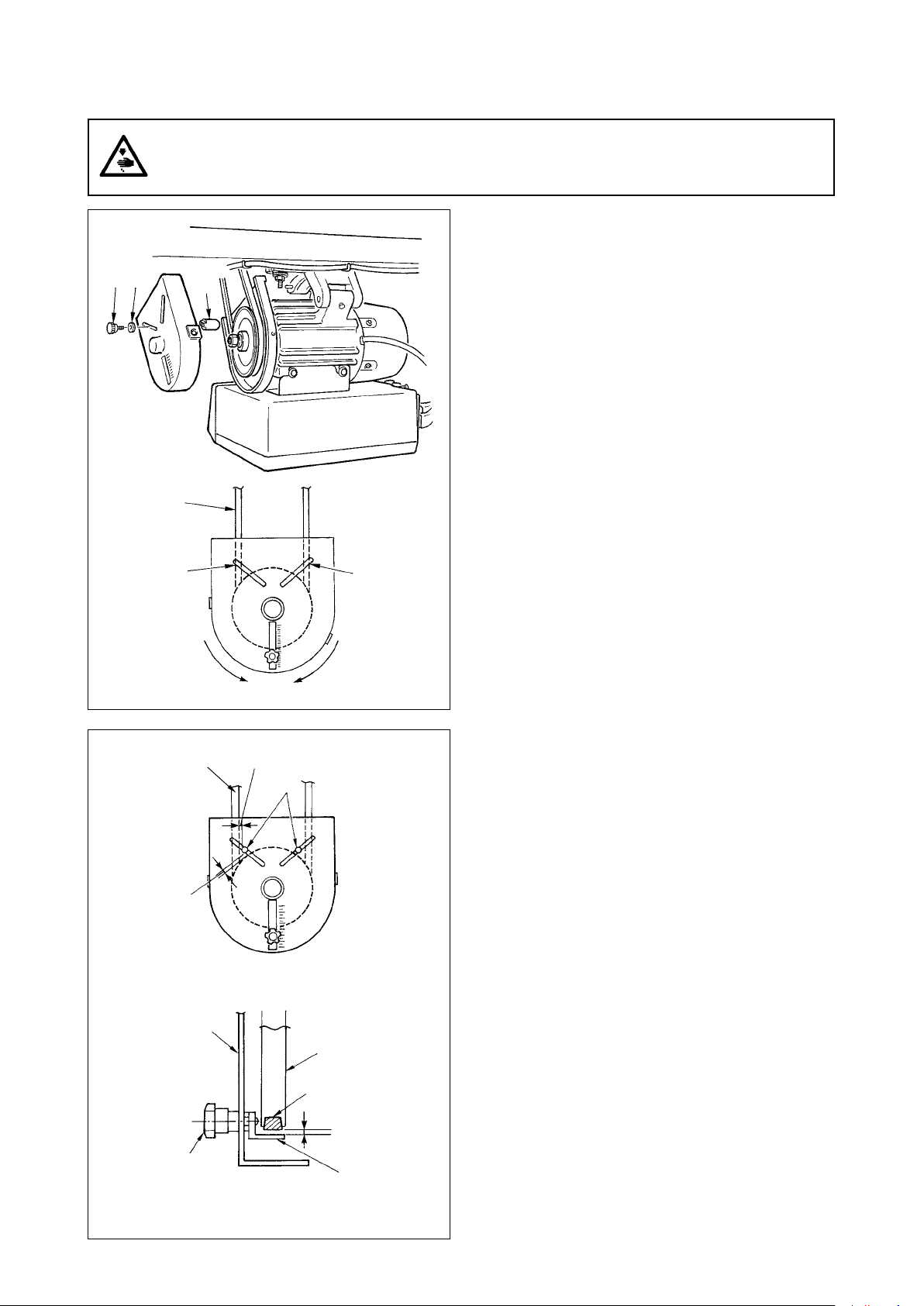
5. Installazione e regolazione per il perno di protezione e il supporto di prevenzione
dello slamento della cinghia
AVVERTIMENTO :
Come misura di sicurezza contro possibili ferimenti causati dall'avvio improvviso della macchina,
prima di iniziare le seguenti operazioni aver cura di spegnere la macchina e di assicurarsi che il
motore sia fermo.
1) Foro di ssaggio per il perno di protezione
Per attaccare il perno di protezione 1,
selezionare o il foro di ssaggio A o il foro di
3
2
cinghia
Foro di
ssaggio
A
cinghia
1
A
Foro di
ssaggio
B
4 mm o meno
1
4 mm o meno
Posizione di regolazione per il perno di protezione
Coperchio
della puleggia
Puleggia del
motore
cinghia
3 mm o meno
5
4
Posizione di regolazione per il supporto di
prevenzione dello slamento della cinghia
B
ssaggio B nel coperchio della puleggia del
motore secondo il senso di rotazione della
macchina per cucire ed attaccare il perno di
protezione nel foro selezionato usando la vite 2
e la rondella 3 fornite con l'unità.
a) Se l'albero del motore gira in senso A nella
gura qui sopra indicata:
Attaccare il perno di protezione 1 nel
/
foro di ssaggio A.
b) Se l'albero del motore gira in senso B nella
gura qui sopra indicata:
Attaccare il perno di protezione 1 nel
/
foro di ssaggio B.
2)
Regolazione per il perno di protezione e il
supporto di prevenzione dello slamento della
cinghia
Regolare la posizione del perno di protezione 1
e del supporto di prevenzione dello slamento
della cinghia 4 secondo la gura sulla sinistra.
a) Regolazione del perno di protezione
Allentare la vite 2 e regolare in modo che
il perno di protezione 1 sia posizionato alla
posizione indicata nella gura sulla sinistra.
b) Regolazione del supporto di prevenzione
dello slamento della cinghia
Allentare la vite 5 e regolare in modo che
il supporto di prevenzione dello slamento
della cinghia 4 sia posizionato alla posizione
indicata nella gura sulla sinistra.
Se il perno di protezione 1 non è regolato
correttamente, è possibile che le dita
vengano intrappolate nello spazio lasciato
tra la puleggia e la cinghia e ne risulteranno
ferimenti. Se il supporto di prevenzione dello
slamento della cinghia 4 non è regolato
correttamente, è possibile consentire alla
cinghia di slarsi causando pericoli.
3) Al termine della regolazione, stringere le viti 2 e
al ne di assicurare il perno di protezione 1 e
5
il supporto di prevenzione dello slamento della
cinghia 4 per prevenire la uttuazione di questi
componenti a causa della vibrazione.
4) Prima di iniziare il funzionamento della macchina
per cucire, assicurarsi che il perno di protezione
e il supporto di prevenzione dello slamento
1
della cinghia 4 non vengano a contatto con la
puleggia e la cinghia.
– 3 –
Page 6
-
4
-
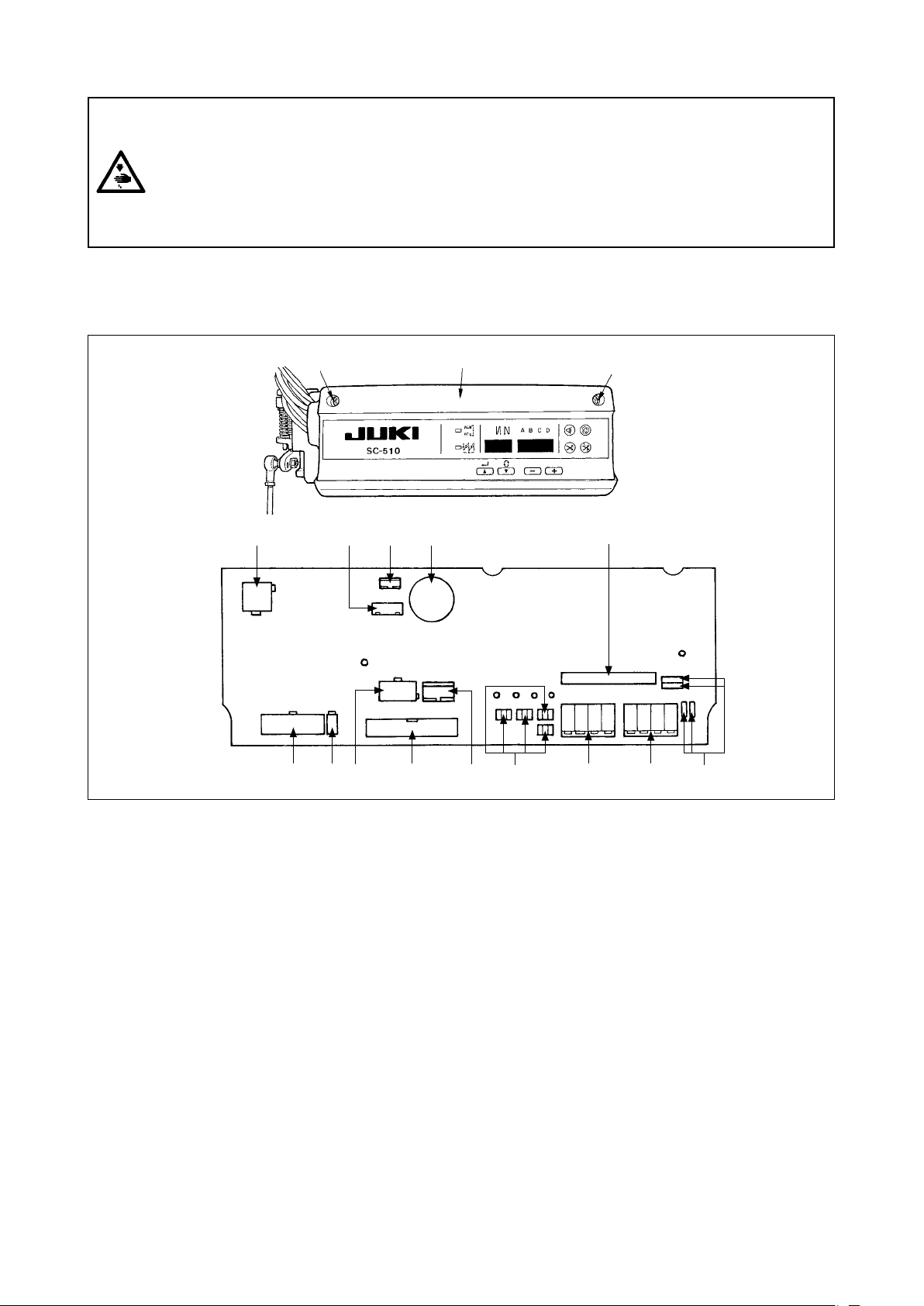
6. Collegamento dei cavi
AVVERTIMENTO :
•
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti
operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5 minuti o più.
• Per evitare danni al dispositivo causati da malfunzionamenti e caratteristiche tecniche inadatte,
assicurarsi di inserire i cavi ai posti specicati.
• Per evitare ferimenti causati da malfunzionamenti, assicurarsi di bloccare il connettore con fermo.
• Per quanto riguarda il dettaglio relativo al maneggio di rispettivi dispositivi, leggere attentamente i
Manuali d'Istruzioni in dotazione con i dispositivi prima di maneggiare i dispositivi.
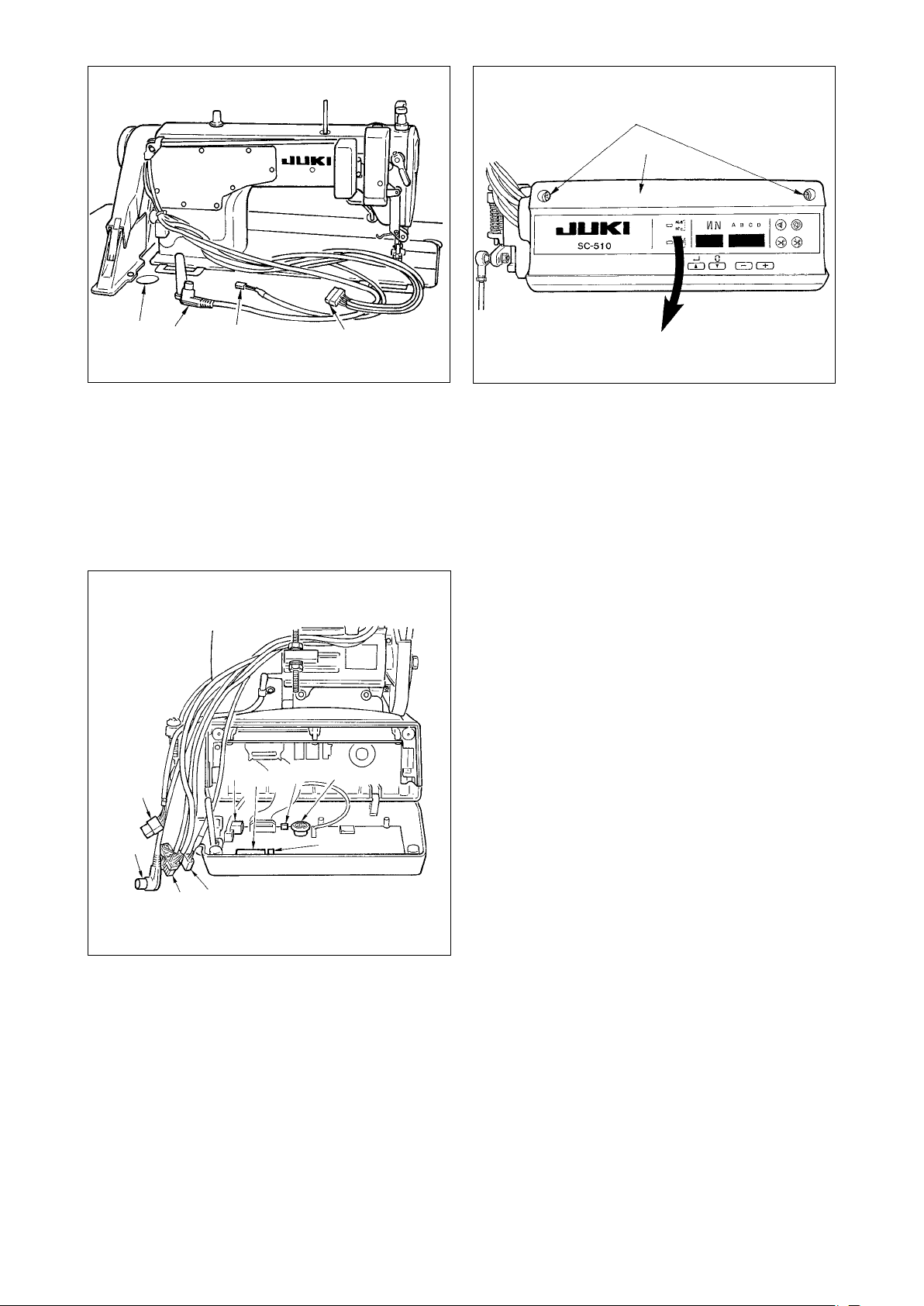
seguenti connettori sono preparati quando si allentano le viti di ssaggio del coperchio anteriore A del
SC-510 e si apre il coperchio. Collegare i connettori della testa della macchina alle posizioni corrispondenti
l'uno all'altro al ne di fare corrispondere i dispositivi montati sulla testa della macchina.
A
2 31 4
5 7
6 8
coperchio frontale
9
A
!2
!1!0!4 !3
CN30 Connettore del segnale del motore
1
CN43 Connettore del rilevatore della posizione della barra ago (Tipo +12V)
2
CN32 Connettore della testa della macchina
3
CN33 Connettore del rilevatore della posizione della barra ago(Tipo +5V)
4
CN36 Connettore del solenoide della testa della macchina
5
CN37 Connettore del solenoide dell'alzapiedino
6
CN38 Connettore del pannello CP-160
7
CN40 Connettore di uscita per il segnale per l’estensione (Per ulteriori dettagli, consultare il
8
Manuale di Manutenzione.)
W1, W2, W3, W4
9
Spilli di ponticello optional per la commutazione dell’ingresso/uscita della fonte elettrica (Per
ulteriori dettagli, consultare il Manuale di Manutenzione.)
CN50 Connettore di ingresso optional (Per ulteriori dettagli, consultare il Manuale di
!0
Manutenzione.)
CN51 Connettore di uscita optional (Per ulteriori dettagli, consultare il Manuale di Manutenzione.)
!1
CN41
!2
Ponticelli per la commutazione dell’ingresso optional
(Per ulteriori dettagli, consultare il Manuale
di Manutenzione.)
Da W5 a W8
!3
Ponticelli per la commutazione dell’ingresso di estensione (Per ulteriori dettagli, consultare
il Manuale di Manutenzione.)
CN39 Connettore del pedale per lavoro in piedi (PK-70 e qualcosa di simile può essere usato.)
!4
Page 7
5
4
A
2
3
1
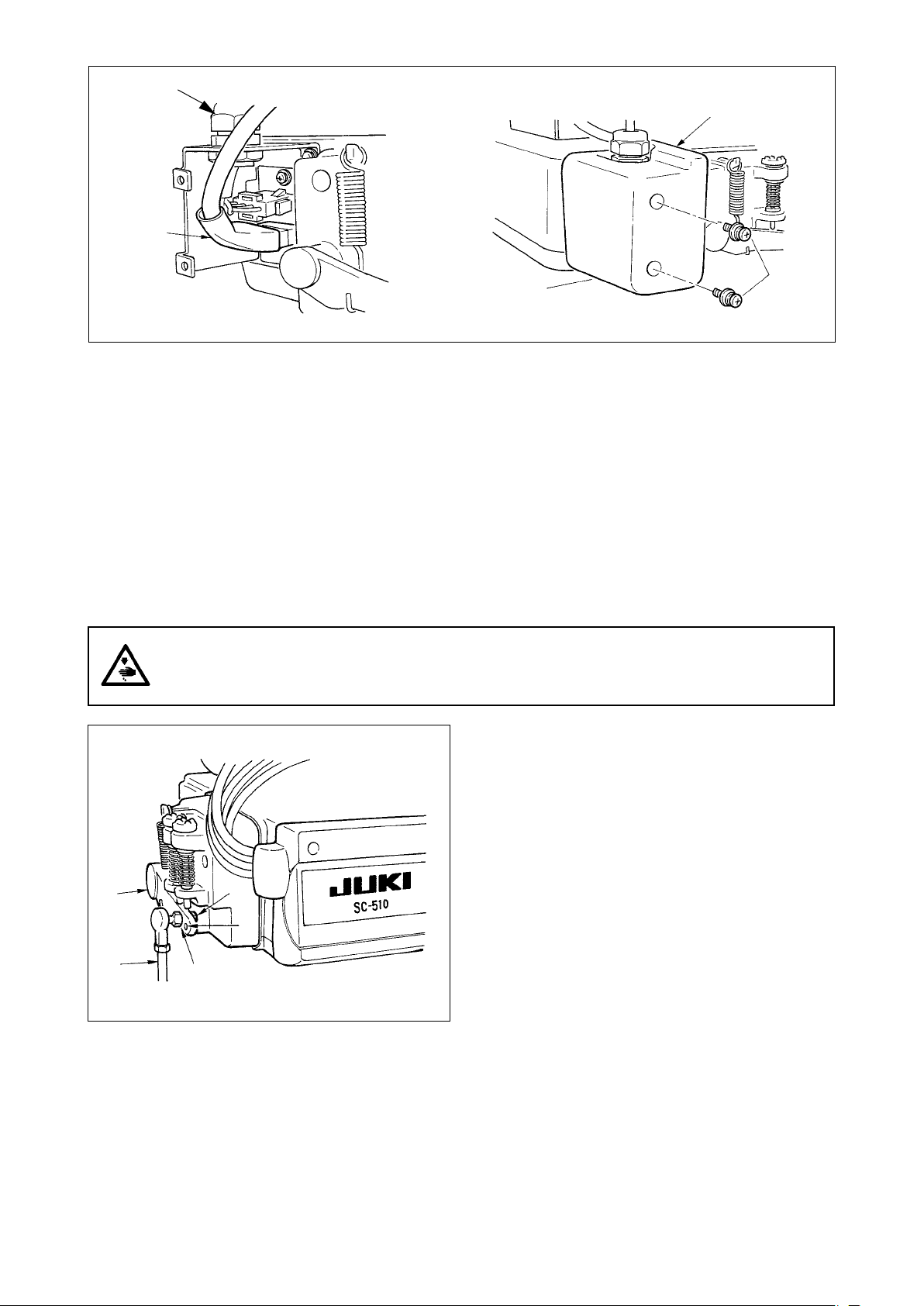
1) Fare passare i cavi 1 del solenoide taglio del
lo, del solenoide affrancatura, ecc., ed i cavi del
sincronizzatore 2, del connettore 4P della testa
della macchina 3, attraverso il foro A nel tavolo
per dirigerli sotto il tavolo della macchina.
!0
7
8
9
6
2) Allentare la vite di ssaggio 5 nel coperchio
frontale 4.
3) Premendo la parte laterale del coperchio frontale
nel senso della freccia, aprire il coperchio
4
frontale verso l'operatore.
Nota :
Aver cura di aprire/chiudere il coperchio
frontale tenendolo con le mani.
4) Collegare il cavo 14P 1 che viene dalla testa
della macchina al connettore 7 (CN36).
5) Collegare il connettore 4P che viene dalla testa
della macchina 3 al connettore 8 (CN32).
6) Collegare il connettore 7P 2 che viene dalla
testa della macchina al connettore 9 (CN33).
7) Quando il dispositivo facoltativo AKè attaccato,
collegare il connettore 2P che viene dal
dispositivo AK al connettore !1 (CN37).
8) Collegare il connettore 6 che viene dal motore
al connettore !0 (CN30) sul pannello elettronico.
2
1
3
!1
(Attenzione) 1. Quando si usa il dispositivo AK
impostare se usare o meno il
dispositivo AK dopo aver controllato
la modalità di selezione della funzione
dell'alzapiedino automatico. (Fare
riferimento alla pagina 36.)
2. Aver cura di inserire sicuramente
i rispettivi connettori dopo aver
controllato i sensi di inserimento in
quanto tutti i connettori hanno i sensi
di inserimento. (Quando si tratta di
quello con il bloccaggio, inserire
i connettori nché essi vengano
bloccati.) La macchina per cucire non
viene azionata tranne che i connettori
siano inseriti correttamente. Inoltre,
non solo il problema di avvertimento
dell'errore o qualcosa di simile si
presenta, ma anche la macchina per
cucire e la centralina di controllo
vengono danneggiate.
3. Effettuare l'inserimento del connettore
accompagnando il coperchio
anteriore.
– 5 –
Page 8
-
6
-
!4
!3
!2
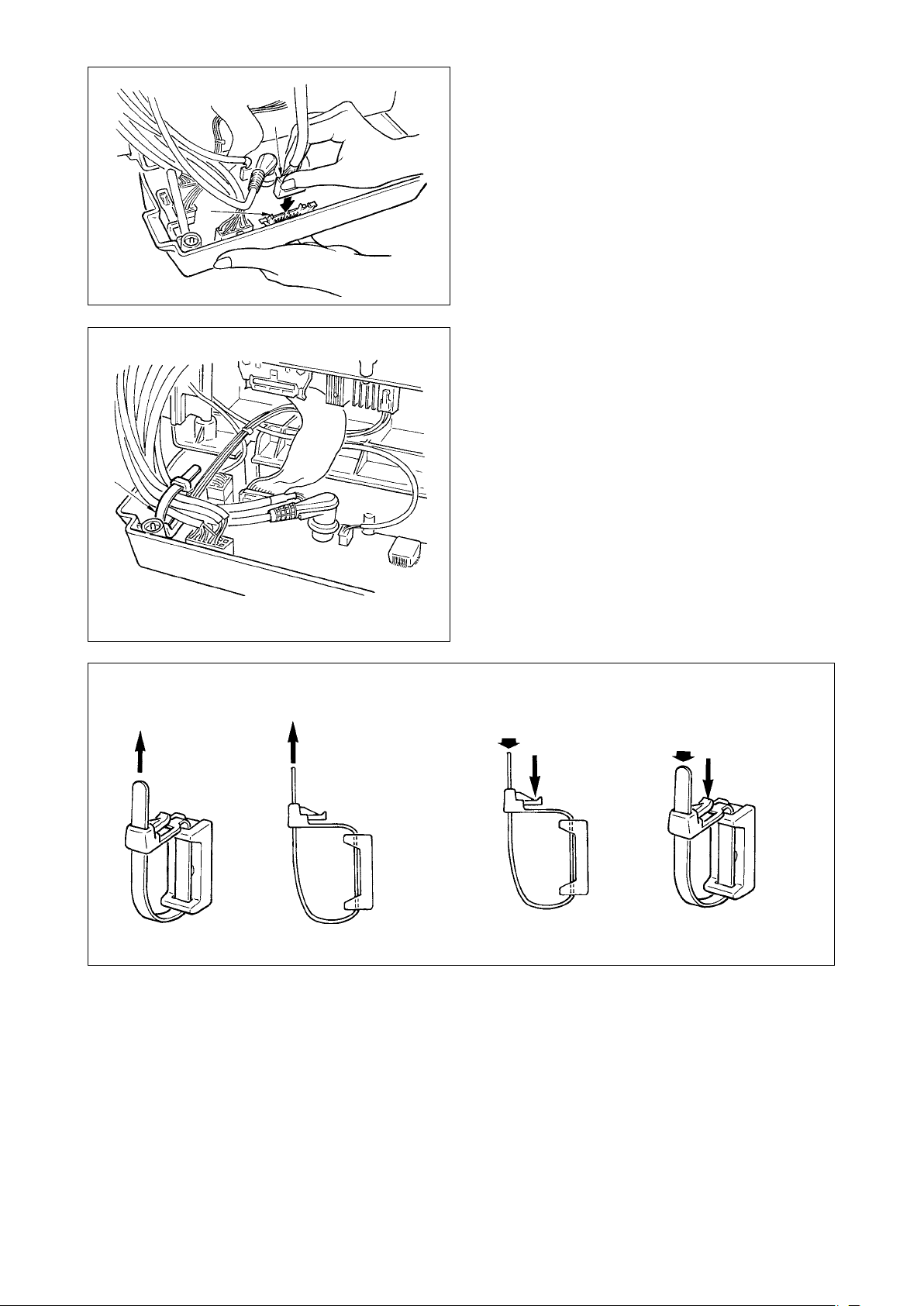
[Collegamento del connettore per il pannello CP]
I connettori esclusivi sono preparati per il
collegamento del connettore per il CP-160.
Prestando attenzione all'orientamento del connettore
, collegarlo al connettore !3 (CN38)posto sul
!2
pannello elettronico. Al termine del collegamento,
bloccare il connettore in modo sicuro.
9) Dopo aver inserito il connettore, mettere tutti i li
insieme con il nastro fermacavi !4 posto sul lato
della centralina.
(Attenzione) 1. Fissare il nastro fermacavi seguendo
la procedura di ssaggio.
2. Quando si rimuove il nastro
fermacavi, rimuoverlo premendo il
gancio del nastro fermacavi.
Come ssare la fascetta
Tirare
(Attenzione) 1. Fissare la fascetta seguendo la procedura di ssaggio come mostrata nella gura.
2. Per rimuovere la fascetta, spingere la fascetta nché essa si stacchi premendo il gancio della
fascetta seguendo la procedura di rimozione come mostrata nella gura.
!4
Tirare
Come rimuovere la fascetta
Spingere
Spingere
Premendo la parte del gancio, spingere la fascetta
per rimuoverla.
!4
Spingere
Spingere il gancio.
Page 9
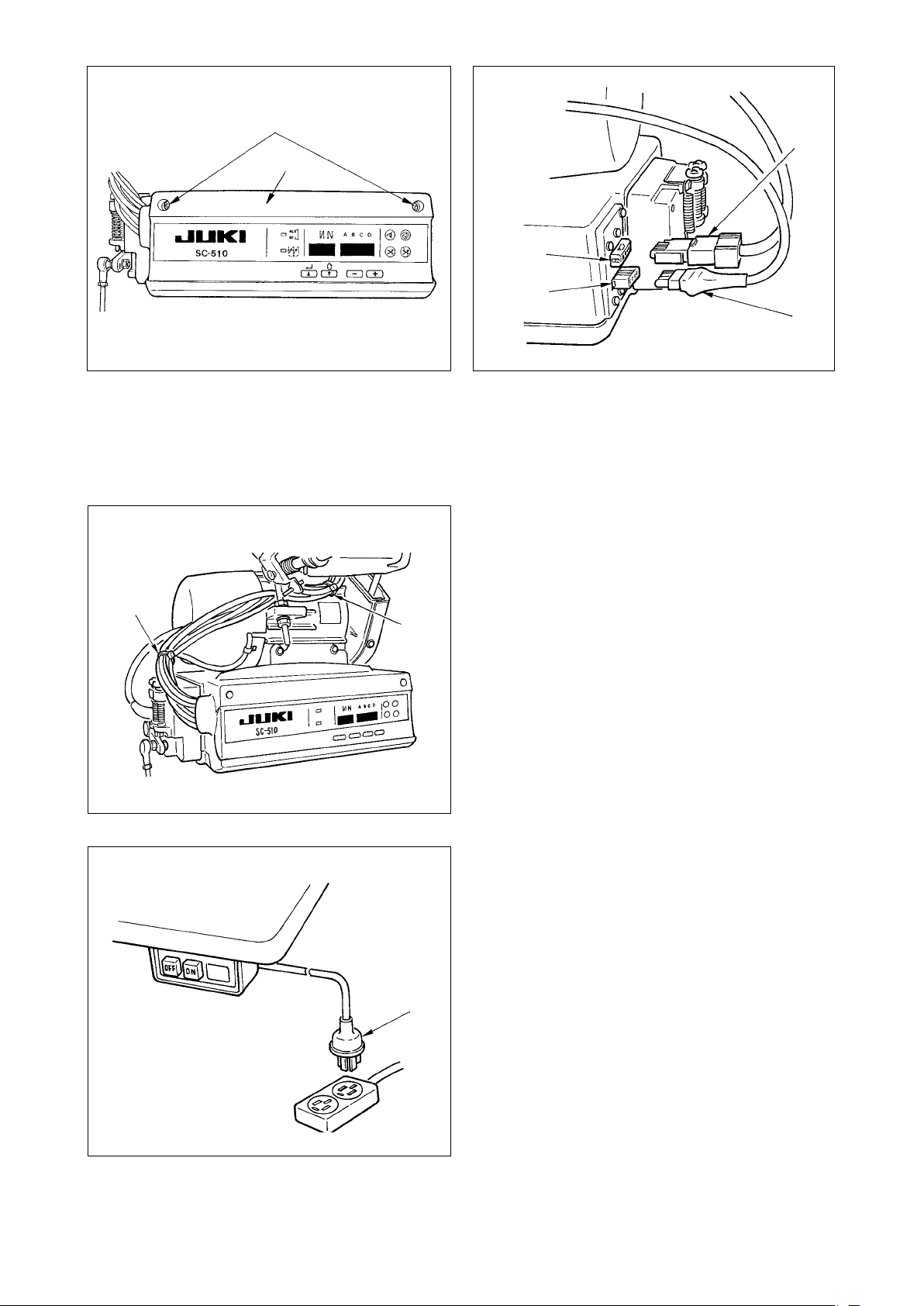
5
!5
4
!6
!8
!7
10) Chiudere il coperchio frontale 4 prestando
attenzione che i li non vengano presi dal
coperchio.
11) Dopo di ciò, ssarlo 5con la vite.
!9
!9
12) Collegare il connettore !5 dell’interruttore dell’
alimentazione al connetto!6.
13) Collegare il lo dell’uscita del motore !7 al
connettore !8 posto sul lato della centralina.
14) Legare il cavo attaccato alla testa della macchina
in due punti con il nastro fermacavi !9 fornito
con l'unità come accessori come mostrato nella
gura.
(Non legare insieme il cavo del segnale del
motore.)
@0
15) Assicurarsi che l'interruttore dell'alimentazione sia
spento ed inserire il cavo dell'alimentazione @0
che viene dall'interruttore dell'alimentazione nella
presa di corrente.
(Attenzione) 1. Controllare di nuovo la tensione di
alimentazione indicata sulla centralina
di controllo prima di collegare il cavo
di alimentazione.
2. Preparare l'interruttore
dell'alimentazione conforme allo
standard della sicurezza.
3. Aver cura di collegare il lo di massa
(verde/giallo).
– 7 –
Page 10
-
8
-
[Soltanto per la specica CE]
2
1) Rimuovere le tre viti 1 posti sul lato della
centralina di controllo.
1
2) Mettere la piastra di montaggio del coperchio
dell'alimentazione elettrica 2 fornita con
l'unità come accessori all'unità principale della
centralina di controllo con le tre viti che sono
state rimosse.
4
3
Sezione di morsetto tipo contatto a compressione
3) Rimuovere la sezione di dado 4 dalla bussola
del cavo 3 fornita con l'unità come accessori.
4) Dopo aver controllato la direzione del dado,
fare passare il dado attraverso il cavo di
alimentazione fornito con l'unità come accessori.
(Attenzione) Tenere presente che la faccia piatta
del dado deve essere rivolta al lato
piastra di montaggio del coperchio
dell'alimentazione elettrica.
5) Fare passare il morsetto del cavo di
alimentazione attraverso il foro dall'interno
della piastra di montaggio del coperchio
dell'alimentazione elettrica.
6) Fare passare la bussola del cavo, prestando
attenzione alla direzione, attraverso il cavo di
alimentazione dal lato morsetto del cavo di
alimentazione.
4
5
b
7) Inserire il connettore 5 del cavo di
alimentazione al connettore (più alto) della
centralina di controllo.
(Attenzione) Inserire il connettore saldamente
prestando attenzione alla direzione.
8) Stringere il dado 4 e ssare saldamente la
bussola del cavo alla piastra di montaggio.
Page 11
6
9) Stringere la sezione b della bussola del cavo e
ssarla saldamente al cavo.
10) Inserire il connettore 6 che viene dal motore
al connettore della centralina di controllo
dall'interno.
7
11) Fissare saldamente il coperchio
dell'alimentazione elettrica 7 fornito con l'unità
come accessori alla piastra di montaggio del
coperchio dell'alimentazione elettrica 2 con
le due viti 8 fornite con l'unità come accessori
facendo attenzione che il cavo non venga
intrappolato dal coperchio.
8
* Per il maneggio del cavo, consultare 14) e 15) di 6. Collegamento dei cavi.
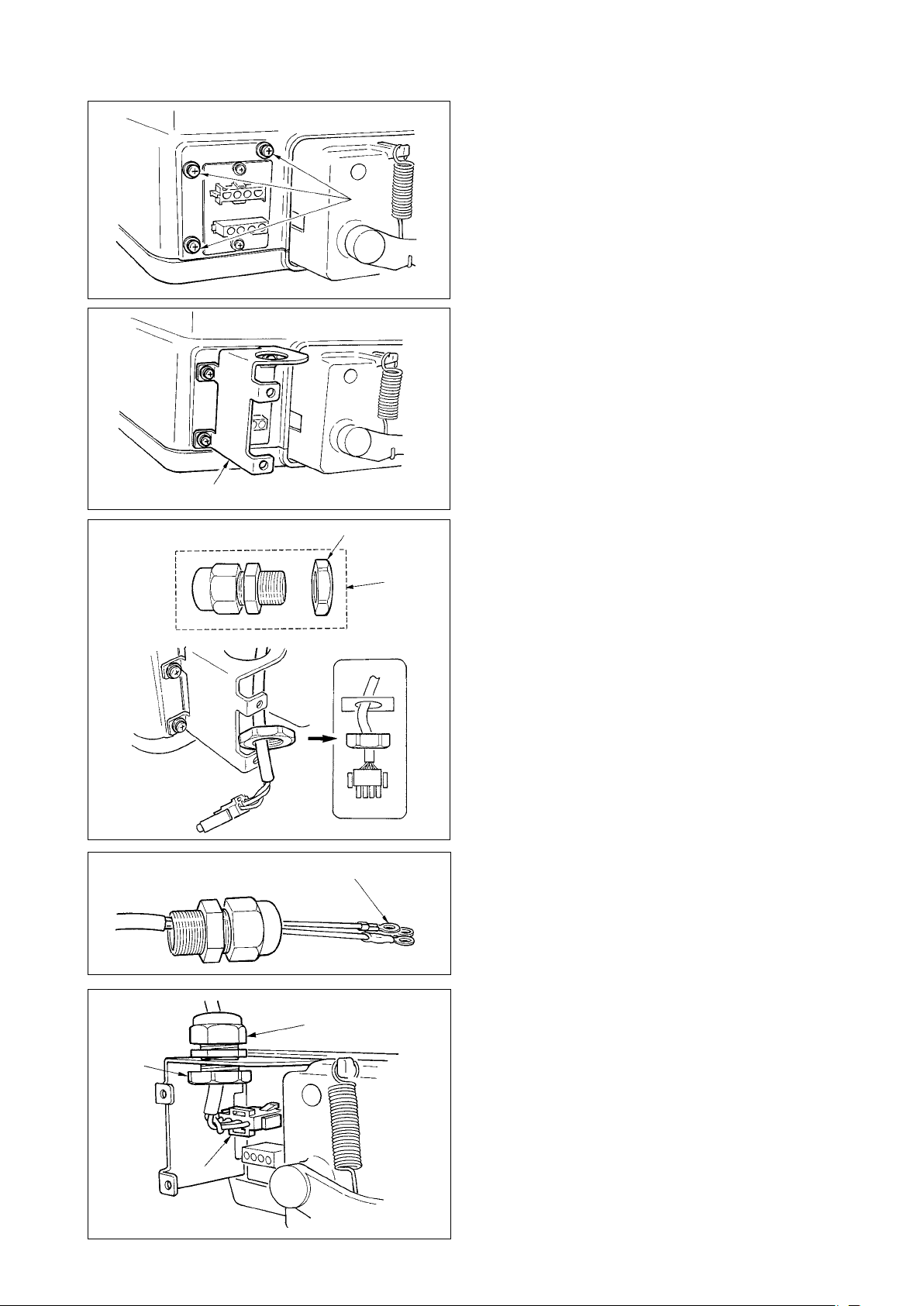
[Soltanto per la specica LA]
1
1) Rimuovere le tre viti 1 posti sul lato della
centralina di controllo.
3
2
2) Mettere la piastra di montaggio del coperchio
dell'alimentazione elettrica 2 fornita con
l'unità come accessori all'unità principale della
centralina di controllo con le tre viti che sono
state rimosse.
3)
Fare passare il morsetto del cavo di alimentazione
attraverso il foro dall'interno della piastra di
montaggio del coperchio dell'alimentazione elettrica.
4) Dopo aver controllato la direzione del dado
, fare passare il dado attraverso il cavo di
3
alimentazione fornito con l'unità come accessori
ed inserirlo nel tubo protettivo.
(Attenzione) Tenere presente che la faccia piatta
del dado deve essere rivolta al lato
piastra di montaggio del coperchio
dell'alimentazione elettrica.
5) Fissarlo saldamente agli accessori di montaggio
con il dado 3 da ambedue i lati.
– 9 –
Page 12
-
10
-
4
5
6
6) Inserire il connettore 4 del cavo di alimentazione al connettore (più alto) della centralina di controllo.
(Attenzione) Inserire il connettore saldamente prestando attenzione alla direzione.
7) Fissare saldamente il coperchio dell'alimentazione elettrica
fornito con l'unità come accessori alla
5
piastra di montaggio del coperchio dell'alimentazione elettrica 2 con le due viti 6 fornite con l'unità
come accessori facendo attenzione che il cavo non venga intrappolato dal coperchio.
* Per il maneggio del cavo, consultare 14) e 15) di 6. Collegamento dei cavi.
7. Installazione del tirante a snodo
AVVERTIMENTO:
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le
seguenti operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5
minuti o più.
1) Fissare tirante a snodo 1 a foro di installazione
di leva di comando 2 con dado 3.
B
2) Se tirante a snodo 1 viene installato a foro
di installazione A, la corsa del pedale viene
allungata, e il funzionamento del pedale a media
velocità sarà più facile.
2
1
B
3
A
Page 13
#
. PER L'OPERATORE
1. Funzionamento del SC-510
1
2
Indicazione dell'alimentazione ON
[Quando il pannello operativo non è collegato]
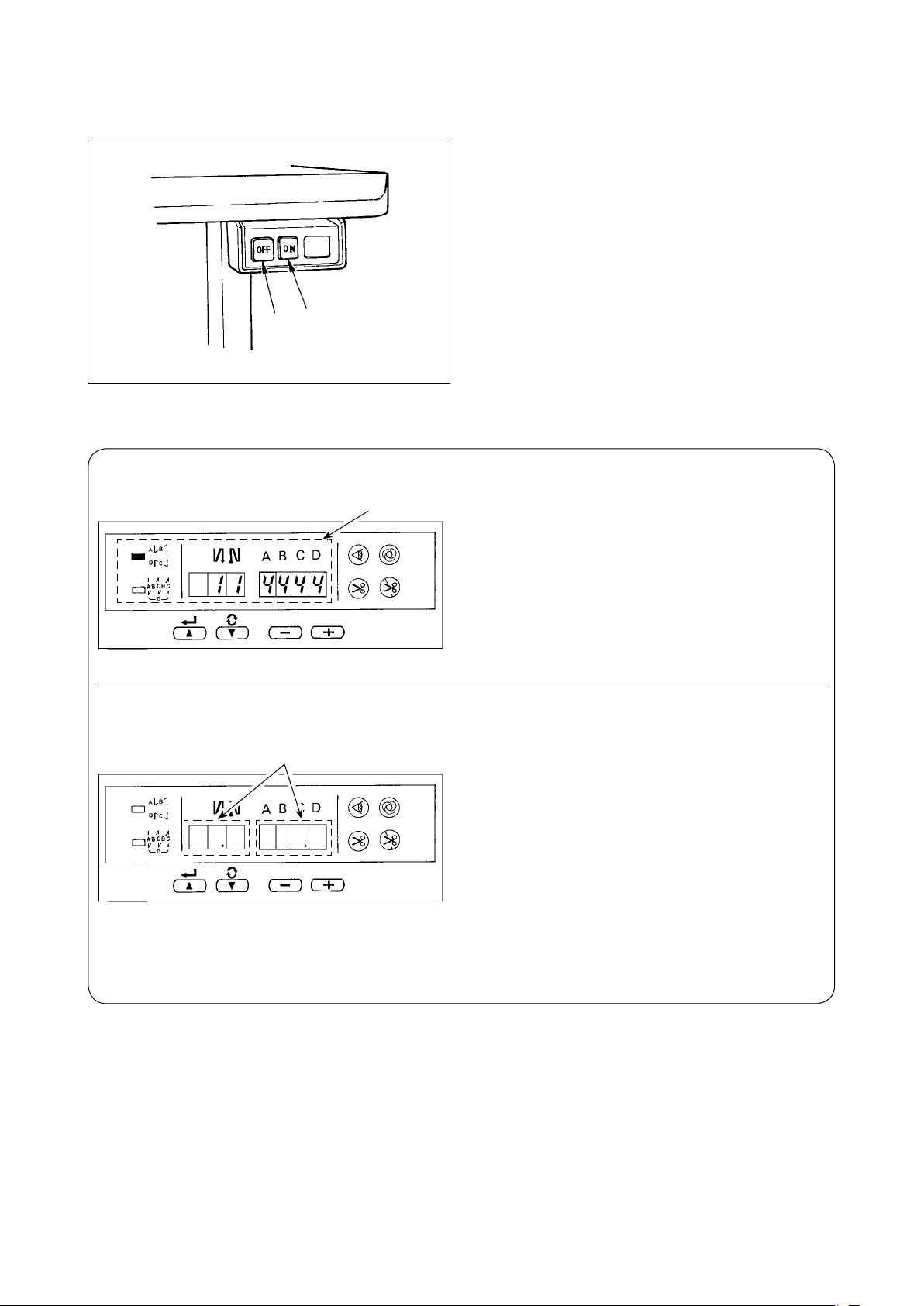
1) Premere il bottone ON 1 dell'interruttore
dell'alimentazione per accendere la macchina.
(Attenzione) Quando il cicalino continua a squittire
immediatamente dopo aver acceso la
macchina, premere il bottone OFF 2
sulla macchina per cucire per spegnere
la macchina in quanto il collegamento
del cavo o la tensione di alimentazione
potrebbe essere scorretto.
[Quando il pannello operativo è collegato]
B
A
Quando il pannello operativo (CP-160 e IP-110)
non è usato
Il LED di indicazione dell'affrancatura o della
cucitura sovrapposta sul coperchio frontale della
centralina di controllo si accende. (A)
* Il LED di indicazione dell'alimentazione
incassato nella testa della macchina si accende
secondo la testa della macchina.
Quando il pannello operativo (CP-160 e IP-110)
è usato
La spia di alimentazione del CP-160 o IP-110 si
accende.
I due puntini B nell'indicatore visivo del numero sul
coperchio frontale della centralina di controllo si
accendono.
(Attenzione) Quando il cicalino continua a squittire
immediatamente dopo l'accensione,
il collegamento del cavo o la
tensione di alimentazione può essere
scorretto. Premere il bottone OFF 2
dell'interruttore dell'alimentazione per
scollegare l'alimentazione.
2)
Quando la barra ago non è nella sua posizione sollevata, la macchina per cucire gira automaticamente per
raggiungere la posizione sollevata. (Il movimento varia secondo la selezione della testa della macchina.)
(Attenzione) 1. Quando la macchina viene accesa per la prima volta, questo sarà leggermente ritardato poiché
l'inizializzazione viene effettuata.
2. Quando la macchina viene accesa, non mettere le mani sotto l'ago.
– 11 –
Page 14
-
12
-
4
5
6
7
3) Quando la parte anteriore 4 del pedale viene
premuta, la macchina gira al numero di giri a
seconda della quantità di pedaleggio.
Quando il pedale viene riportato alla sua
posizione di folle, la macchina si arresta.
4) Quando la parte posteriore 5 del pedale viene
premuta, il piedino premistoffa si solleva. (solo il
tipo PFL)
5) Quando la parte posteriore 6 del pedale viene
premuta fortemente, il taglio del lo viene
eseguito.
6) Quando il pannello operativo 7 è collegato,
vari modelli di cucitura come l'affrancatura a
inizio cucitura, l'affrancatura a ne cucitura, ecc.
possono essere impostati. Fare riferimento al
Manuale d'Istruzioni per il pannello operativo per
i dettagli.
2
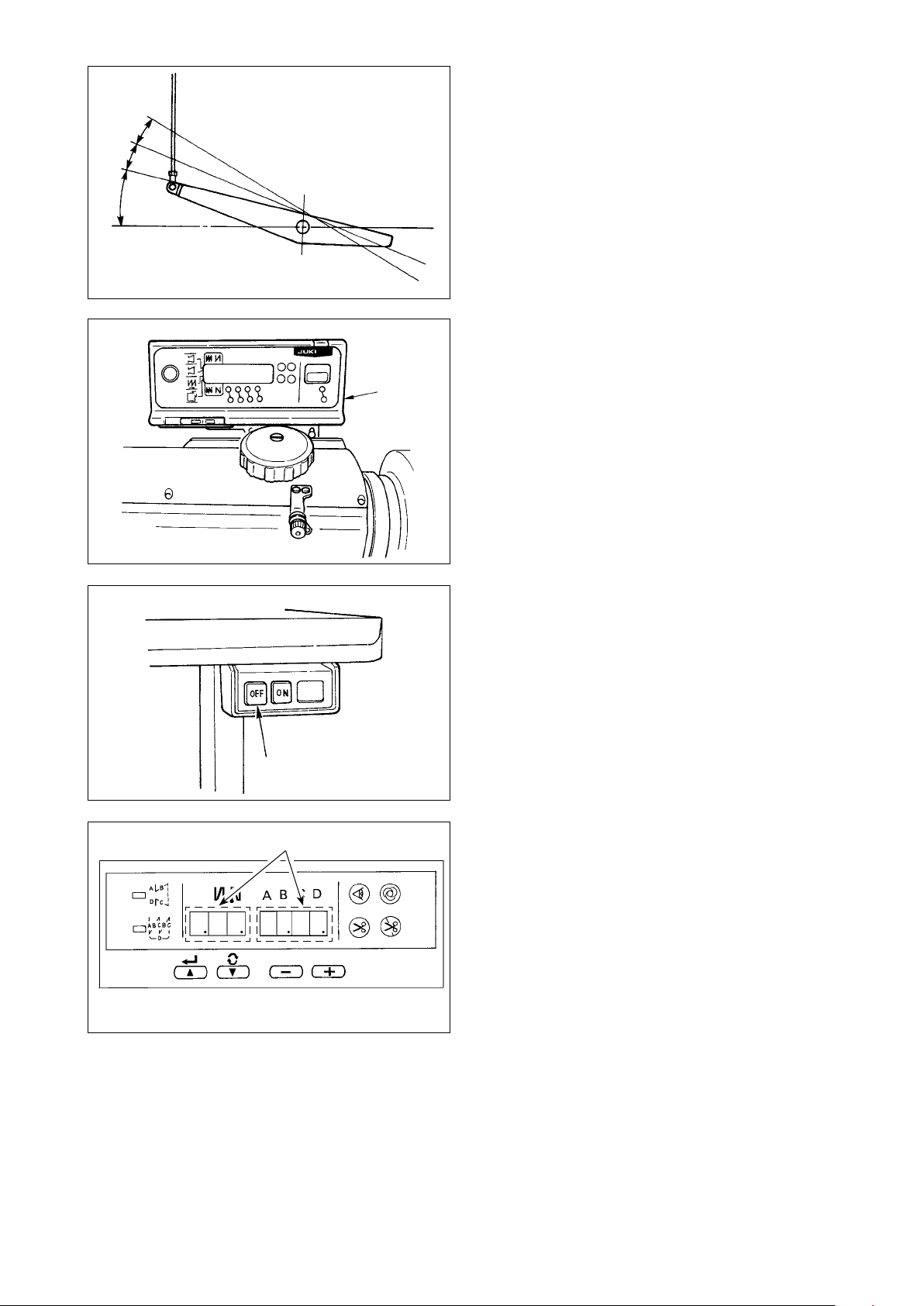
7) Quando la cucitura è completata, assicurarsi
che la macchina per cucire sia ferma. Premere
quindi il bottone OFF 2 dell'interruttore
dell'alimentazione per spegnere la macchina.
I quattro puntini (C) nell'indicatore visivo del
C
numero si accendono momentaneamente come
mostrato nella gura, indicando che lo stato si è
spostato allo stato di interruzione della corrente.
Page 15

2. Descrizione del pannello operativo
1
Interruttore /
2
Interruttore /
5
6
1
: Usato per determinare il contenuto dell'impostazione.
:
2
Quando questo interruttore viene premuto, lampeggiamento si ferma e
il contenuto dell'impostazione viene determinato.
Usato per cambiare il contenuto dell'impostazione.
Quando questo interruttore viene premuto, le posizioni variabili lampeggiano.
Premendo l'interruttore, la posizione lampeggiante si sposta verso destra.
7
4
8
3
9
!1
!0
!2
3
Interruttore
4
Interruttore
Display PATTERN SELECTION
5
(selezione del modello)
Display REVERSE
6
STITCHING AT START
(affrancatura all'inizio)
Display REVERSE
7
STITCHING AT END
(affrancatura alla ne)
Display NUMBER OF
8
STITCHES (numero di punti)
MATERIAL EDGE
9
SENSOR display
ONE-SHOT AUTOMATIC
!0
STITCHING display
:
Usato per cambiare il contenuto del display selezionato (sezione lampeggiante).
Quando questo interruttore viene premuto, il contenuto del display aumenta.
:
Usato per cambiare il contenuto del display selezionato (sezione lampeggiante).
Quando questo interruttore viene premuto, il contenuto del display diminuisce.
: Il modello selezionato viene visualizzato.
: Reso valido quando il modello di affrancatura è selezionato.
“ ” Display di senza affrancatura / “ ” Display di affrancatura / “ ”
Display di affrancatura doppia
: Reso valido quando il modello di affrancatura è selezionato.
“ ” Display di senza affrancatura / “ ” Display di affrancatura / “ ”
Display di affrancatura doppia
:
Il numero di punti dell'affrancatura o della cucitura sovrapposta viene visualizzato.
:
Si illumina quando l'impostazione del sensore del bordo del materiale è
selezionata. Impostazione della funzione No. 2
:
Si illumina quando la cucitura automatica a un solo colpo è selezionata.
Impostazione della funzione No. 76
AUTOMATIC THREAD
!1
TRIMMING display
Display THREAD TRIMMING
!2
PROHIBITION (proibizione
del taglio del lo)
:
Si illumina quando il taglio del lo automatico effettuato premendo la parte
anteriore del pedale è selezionato. Impostazione della funzione No. 3
: Lights up when the thread trimming prohibition is selected.
Function setting No. 9
– 13 –
Page 16

-
14
-
Procedura operativa del modello di cucitura
(1) Modello di affrancatura
I modelli di affrancatura sottostanti possono essere impostati usando il pannello operativo.
Modelli di affrancatura che possono essere impostati
Display di
affrancatura
all'inizio
A
A
B
D
D
C
A
B
D
C
C
Modello di cucitura
Display di
affrancatura alla
ne
A
B
D
C
A
B
D
C
A
A
B
B
D
D
C
C
A
A
B
D
C
B
B
D
C
Modello di affrancatura
2
1
Lampeggiamento
6
1
Modello di cucitura sovrapposta
⇔
7
2
Direzione di
spostamento
1
[Procedura di impostazione dell'affrancatura]
1) Tenere premuto l'interruttore /
1
,
e premere l'interruttore / 2 per
selezionare il modello di affrancatura.
(Ogni volta che l'interruttore / 2
viene premuto, il modello di affrancatura/il
modello di cucitura sovrapposta vengono
commutati alternamente.)
2) Premere l'interruttore / 1 per fare
lampeggiare il display di affrancatura all'inizio 6.
Ogni volta che l'interruttore / 1 viene
premuto, la posizione lampeggiante si sposta
verso destra.
(Attenzione) La macchina per cucire non parte nello
stato di lampeggiamento.
Lampeggiamento
6
1
Selezione del contenuto
dell'affrancatura
7
aggiornamento con
l'interruttore
aggiornamento con
l'interruttore
4
3
3)
Premere l'interruttore
3 o l'interruttore
4 e selezionare il modello di affrancatura.
3
I modelli di affrancatura ed i display sono come segue.
: Affrancatura
: Affrancatura doppia
4
: Senza affrancatura
4)
Premere l'interruttore
/ 1 per fare
lampeggiare il display di affrancatura alla ne 7, ed
impostare il modello nello stesso modo del passo 3).
Page 17

5)
8
Premere l'interruttore
lampeggiare il display di numero di punti 8, ed
/ 1 per fare
impostare il numero di punti per i rispettivi processi
della cucitura.
6)
Premere l'interruttore
3 o l'interruttore
per cambiare il numero di punti.
4
Il numero di punti puo éssere cambiato no a ben 15
punti per i processi A, B, C e D rispettivamente.
Tuttavia, i display sono come segue.
2
1
4
3
10 punti = A, 11 punti = b, 12 punti = c, 13 punti = d,
14 punti = E e 15 punti = F
7)
Quando l'impostazione di tutti gli articoli è stata
completata, premere l'interruttore
per determinare il contenuto dell'impostazione.
2
/
(Lampeggiamento si ferma.)
(2) Modello di cucitura sovrapposta
I modelli di cucitura sovrapposta sottostanti possono essere impostati usando il pannello operativo.
A
B
D
Modello di affrancatura
2
1
C
B
C
Modello di cucitura sovrapposta
⇔
2
A : L'impostazione del numero di punti della cucitura
normale da 0 a 15 punti
B : L'impostazione del numero di punti
dell'affrancatura da 0 a 15 punti
C : L'impostazione del numero di punti della cucitura
normale da 0 a 15 punti
D : Numero di volte della ripetizione da 0 a 9 volte
(Attenzione) Quando il processo D è impostato a “5
volte” la cucitura viene ripetuta come
A/B/ C/B/C.
[Procedura di impostazione della cucitura sovrapposta]
1) Tenere premuto l'interruttore / 1,
e premere l'interruttore / 2 per
selezionare il modello di cucitura sovrapposta.
(Ogni volta che l'interruttore / 2
viene premuto, il modello di affrancatura/il
modello di cucitura sovrapposta vengono
commutati alternamente.)
1
2
1
4
3
2)
Il numero di punti per il processo A diventa in stato di
lampeggiamento.
3)
Ogni volta che l'interruttore
/ 1
premuto, la posizione lampeggiante si sposta verso
destra ed il display del processo in cui l'impostazione
può essere cambiata lampeggia.
4)
Premere l'interruttore
3 o l'interruttore
4 per cambiare il numero di punti.
5)
Quando l'impostazione di tutti i processi è stata
completata, premere l'interruttore
per determinare il contenuto dell'impostazione.
2
(Lampeggiamento si ferma.)
(Attenzione) Quando la cucitura sovrapposta è
selezionata, il display di funzionamento
in automatico lampeggia.Non è possibile
rilasciare il funzionamento in automatico.
– 15 –
viene
/
Page 18

-
16
-
(3) Impostazione speciale
Per quanto riguarda la funzione di sensore del bordo del materiale, la funzione di taglio del lo
automatico, la funzione di cucitura automatica a un solo colpo e la funzione di proibizione del taglio
del lo che sono visualizzate nel pannello anteriore, è possibile cambiare il valore di impostazione
spostandosi direttamente al modo di impostazione della funzione quando la macchina è accesa in
aggiunta alla normale procedura di impostazione della funzione.
[Procedura di spostamento al modo di
impostazione della funzione]
1) Tenere premuto l'interruttore / 1, e
premere l'interruttore 3 per spostarsi al
modo di impostazione della funzione.
(Attenzione) L'impostazione della funzione No. 2 viene
visualizzata immediatamente dopo la
commutazione.
2
1
3
2) Quando si ritorna al modo operativo normale,
premere l'interruttore / 2 e
determinare il contenuto dell'impostazione.
Impostazione della funzione di sensore del bordo
del materiale (Impostazione della funzione No. 2)
1
4
3
Essa viene resa valida quando si collega il
1
sensore del bordo del materiale optional.
È possibile cambiare il valore di impostazione
con l'interruttore 3 o l'interruttore
4.
0 : La funzione di sensore del bordo del
materiale è proibita.
1 : La funzione di sensore del bordo del
materiale è valida.
Quando “1” è selezionato, il
display di sensore del bordo
del materiale si illumina
quando il modo operativo è
ritornato a quello normale.
Impostazione dell'operazione di taglio del
2
lo dopo l'arresto al bordo del materiale
(Impostazione della funzione No. 3)
Premere l'interruttore / 1 per
avanzare sall'impostazione della funzione No. 3.
È possibile cambiare il valore di impostazione
con l'interruttore 3 o l'interruttore
1
4
3
4.
0 : Arresto al bordo del materiale
1 : Taglio del lo automatico dopo la rilevazione
del bordo del materiale
Quando “1” è selezionato,
il display di taglio del lo
automatico si illumina quando
il modo operativo è ritornato a
quello normale.
Page 19

Impostazione del numero di punti per arrestare la
3
macchina per cucire dopo la rilevazione del bordo
del materiale (Impostazione della funzione No. 4)
Premere l'interruttore
/ 1 per avanzare
all'impostazione della funzione No. 4.
È possibile cambiare il valore di impostazione con
1
1
4
4
3
3
l'interruttore
Numero di punti specicato : da 0 a 19 punti
(Attenzione) Quando il numero di punti specicato
Impostazione della funzione di cucitura automatica
4
3 o l'interruttore 4.
è insufciente, ci sono dei casi in cui la
macchina per cucire non può fermarsi
entro il numero di punti specicato
secondo la velocità di rotazione della
macchina per cucire.
a un solo colpo (Impostazione della funzione No. 76)
Premere l'interruttore / 1 per
avanzare all'impostazione della funzione No. 76.
È possibile cambiare il valore di impostazione
con l'interruttore 3 o l'interruttore
.
4
0 : La velocità designata del pedale ha la
precedenza.
1 : Funzionamento in automatico
(Attenzione)
La velocità di rotazione è la velocità impostata
Essa viene resa valida quando la funzione di
sensore del bordo del materiale è impostata.
Non è possibile proibire l'operazione a un
solo colpo al momento dell'operazione di
cucitura sovrapposta.
all'impostazione della funzione No. 38.
Quando “1” è selezionato, il
display di cucitura automatica
a un solo colpo si illumina
quando il modo operativo è
ritornato a quello normale.
1
4
3
Impostazione della funzione di proibizione del taglio
5
del lo(Impostazione della funzione No. 9)
L'operazione di taglio del lo alla cucitura normale
e alla cucitura sovrapposta può essere proibita
selezionando la proibizione del taglio del lo.
Premere l'interruttore
/ 1
per avanzare
all'impostazione della funzione No. 9.
È possibile cambiare il valore di impostazione con
l'interruttore
3
o l'interruttore
4.
0 : Il taglio del lo è valido.
1 : Il taglio del lo è proibito.
Quando “1” è selezionato, il
display di proibizione del taglio
del lo si illumina quando il
modo operativo è ritornato a
quello normale.
– 17 –
Page 20

-
18
-
3. Impostazione per funzioni di SC-510
Funzioni possono essere selezionate e impostate per mezzo del quattro interruttori di impostazione e diodi
luminescenti posti all'interno del coperchio anteriore del SC-510.
No. di specicato valore specicato
1
Interruttore per iscrivere il valore specicato cambiato e per
1
aggiornare il No.di impostazione nel senso ascendente.
Interruttore per iscrivere il valore specicato cambiato e per
2
aggiornare il No.di impostazione nel senso discendente.
(Attenzione) • Non agire sugli interruttori nella procedura tranne quelle descritte nelle seguenti spiegazioni.
• Aver cura di accendere di nuovo l'interruttore dell'alimentazione dopo che un secondo o
più è passato. Se la macchina per cucire viene accesa immediatamente dopo averla spenta,
la macchina potrebbe non funzionare regolarmente. In questo caso, accendere di nuovo la
macchina.
2
3
Interruttore giù (DOWN)
3
Interruttore su (UP)
4
4
Modalità di commutazione al modo di
impostazione della funzione
1) Desconecte la corriente eléctrica de la unidad.
2) Pulsando el interruptor 4, conecte la corriente
eléctrica a la unidad.
6
5
4
4
3) Indicazione 5 ,6 sarà mostrata sul
visualizzatore. (Se l'indicazione non viene
cambiata, eseguire nuovamente le procedure 1)
e 2).
Page 21

No. di specicato
1
2
5
4) Qualora si desideri avanzare il No. di
impostazione, premere interruttore 2 per
avanzare il No. di impostazione.
Quando si desidera riportare indietro il No.di
impostazione, premere l'interruttore 1 per
riportare indietro il No.di impostazione.
(Attenzione) Tenere premuto l'interruttore 1 o
l'interruttore 2, e il No.di impostazione
verrà avanzato (riportato indietro)
continuamente.
Quando il No.di impostazione viene
avanzato (riportato indietro), il contenuto
precedente (seguente) sarà iscritto.
Perciò, fare attenzione quando si
modicano i contenuti (l'interruttore su/
giù viene toccato.).
ESEMPIO) MODIFICA DELLA FUNZIONE
DI RIDUZIONE DEL TREMOLIO
(IMPOSTAZIONE No.5)
Premere l'interruttore 2 quattro volte per impostare
il No.di impostazione a "5".
Il valore di impostazione attuale viene visualizzato
nel LED 5. (Lo standard è “0”.) Premere l’
interruttore 4 tre volte per cambiare a “3”.
1
1
2
2
3
3
4
4
5
(Attenzione)
Tenere premuto l'interruttore
o l'interruttore 3,
4
impostazione può essere cambiato
continuamente.
e il valore di
5) Quando la modica è stata completata, premere
l'interruttore 1 o 2 per iscrivere il valore
cambiato.
(Attenzione) 1. Quando la macchina viene spenta
prima di effettuare questa operazione,
i contenuti che sono stati cambiati
non vengono aggiornati.
2. Premere l'interruttore 1, e la
visualizzazione dello schermo sarà
cambiata ai contenuti del No.di
impostazione seguente.
3. Premere l'interruttore 2, e la
visualizzazione dello schermo sarà
cambiata ai contenuti del No.di
impostazione precedente.
Al termine dell'operazione, spegnere la macchina, e
riportare il coperchio frontale alla posizione originale.
La macchina ritorna al funzionamento normale
accendendola di nuovo.
– 19 –
Page 22

-
20
-
4. Lista delle funzioni da impostare
No Articolo Descrizione
1 Funzione di
partenza dolce
2 Funzione di
sensore bordo
materiale
3 Funzione di taglio
del lo tramite il
sensore bordo
materiale
4 Numero di punti
per il sensore
bordo materiale
5 Funzione di
riduzione di
tremolio
6 Funzione di
conteggio del lo
della bobina
7 Unità per il
conteggio alla
rovescia del
lo della bobina
8 Numero di giri
*
dell'affrancatura
9 Funzione di
proibizione del
taglio del lo
10
Impostazione
della posizione
di arresto della
barra ago quando
la macchina per
cucire si ferma.
11 Lo scat
to del tasto
montato su PSC
12 Impostazione
dell’ingresso/
uscita optional
13 Funzione di
proibizione
dell'avvio della
macchina per
cucire tramite il
contatore del lo
della bobina
14 Contatore della
cucitura
21
Funzione di
sollevamento del
piedino premistoffa
in folle
22
Funzione di
commutazione
della funzione
dell'interruttore di
compensazione sul
pannello operativo
25 Condizione di
movimento di
taglio del lo
*
Non modicare i valori di impostazione con il segno asterisco ( * ) in quanto essi sono le funzioni per la manutenzione. Se il valore di impostazione
Il numero di punti da cucire a bassa velocità quando la funzione di
partenza dolce è usata all'inizio di cucitura.
0 : Funzione di partenza doice non è operativa.
Funzione di sensore bordo materiale (usata senza il pannello)
0 :
Funzione di rilevamento del bordo del materiale non è operante.
1 :
Dopo il rilevamento del bordo del materiale, il numero di punti
impostato (No.4) sarà cucito, e la macchina per cucire si fermerà.
Funzione di taglio del lo tramite il sensore bordo materiale (usata
senza il pannello)
0 : Funzione di taglio del lo automatico dopo il rilevamento del
bordo del materiale non è operante.
1 : Dopo il rilevamento del bordo del materiale, il numero di
punti impostato (No.4) sarà cucito, e la macchina per cucire
si fermerà ed eseguirà taglio del lo automatico.
Numero di punti per il sensore bordo materiale (usata senza il pannello)
Il numero di punti dal rilevamento del bordo del materiale no
all'arresto della macchina per cucire.
Funzione di riduzione di tremolio (Se la lampada a mano tremola.)
0 : Funzione di riduzione di tremolio non è operante.
1 : Meno ofcace / 3 : Molto efcace
Funzione di conteggio del lo della bobina
0 : Funzione di conteggio del lo della bobina non è operante.
1 : Funzione di conteggio del lo della bobina è operante.
Unità per il conteggio alla rovescia del lo della bobina
0 : Conteggio/10 punti
1 : Conteggio/15 punti
2 : Conteggio/20 punti
Numero di giri dell'affrancatura
Funzione di proibizione del taglio del lo (usata senza il pannello)
0 : Funzione di proibizione del taglio del lo non è operante.
1 : Taglio del filo è proibito. (Uscita del solenoide è proibita.:
Rasalo e scartalo)
Viene impostata la posizione di arresto della barra ago quando la
macchina per cucire si ferma.
0 : La posizione più bassa predeterminata
1 : La posizione più alta predeterminata
Lo scatto del tasto montato su PSC viene impostato.
0 : Lo scatto non è operante.
1 : Lo scatto è operante.
Lo scatto del tasto montato su PSC viene impostato.
0 : Lo scatto non è operante.
1 : Lo scatto è operante.
Funzione di proibizione dell'avvio della macchina per cucire tramite il
conteggio del lo della bobina
0 :
Quando il conteggio è nito (–1 o meno) Funzione di
proibizione dell'avvio della macchina per cucire non è operante.
1 :
Quando il conteggio è nito (–1 o meno) La funzione di proibizione della
partenza della macchina per cucire dopo il taglio del lo e‘ operante.
2 :
Quando il conteggio è nito (–1 o meno), la macchina per cucire
si ferma una volta. La funzione di proibizione della partenza
della macchina per cucire dopo il taglio del lo è operante.
Funzione di conteggio della cucitura (numero di processi completati)
0 : Funzione di contatore della cucitura non è operante.
1 : Funzione di contatore della cucitura è operante.
Funzione di sollevamento del piedino premistoffa quando il pedale è
nella posizione di folle.
0 : Funzione di sollevamento automatico del piedino premistoffa
in folle non è valida.
1: Selezione della funzione di sollevamento automatico del
piedino premistoffa
Funzione dell'interruttore di compensazione con l'ago su/giù sul
pannello operativo può essere cambiata.
0 : Compensazione con l'ago su/giù
1 : Compensazione con un punto
Questa funzione imposta il movimento di taglio del lo dopo che la
macchina per cucire è stata messa fuori della posizione abbassata o
sollevata girando il volantino manualmente.
0 :
Il taglio del lo dopo aver girato il volantino manualmente è permesso.
1 :
Il taglio del lo dopo aver girato il volantino manualmente è proibito.
Campo di
impostazione dati
Da 0 a 9
(punti)
0/1
0/1
Da 0 a 19
(punti)
Da 0 a 3
0/1
Da 0 a 2
Da 150 a
3.000
(pnt/min)
0/1
0/1
0/1
Da 0 a 2
0/1
0/1
0/1
0/1
Indicazione
dell'impostazione di funzione
1 0
2 0
3 0
4 5
5 0
6 1
7 0
8 1 9 0 0
9 0
1 0 0
1 1 1
1 2 0
1 3 0
1 4 1
2 1 0
2 2 0
2 5 1
standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il deterioramento delle sue
prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manutenzione e seguire le istruzioni. (Le
descrizioni dell’impostazione in questa lista sono i valori standard al momento della consegna.) Tuttavia, i contenuti dell'impostazione della
funzione sono soggetti alle modiche necessarie ad un miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Vedere
pagina
24
24
24
24
24
24
24
24
24
25
29
29
29
29
Page 23

No Articolo Descrizione
26
Sezione di
proibizione dell’
uscita dell’
affrancatura
27
Sezione di
proibizione dell’
uscita dell’
affrancatura
28
Tempo di ritardo
della rotazione della
cucitura a colpo uni-
co dell’affrancatura
29
Tempo di aspirazione
della prima partenza
del solenoide di
inversione
30
Funzione di
affrancatura a
mezza strada
31
Numero di punti
dell'affrancatura a
mezza strada
32
Condizione in cui
affrancatura a mezza
strada è valida.
33
Funzione di taglio
del lo tramite
affrancatura a
mezza strada
35
*
*
*
*
*
*
*
*
*
Numero di giri a
bassa velocità
37
Numero di giri della
partenza dolce
38
Velocità della
cucitura "di un colpo"
39
Corsa del pedale
all'inizio di rotazione
40
Sezione a bassa
velocità del pedale
41
Posizione iniziale
del sollevamento
del piedino
premistoffa tramite
il pedale
42
Posizione di
avvio dell’abbas-
samento del
piedino premistoffa
43 Corsa del pedale
2 per iniziare
taglio de lo
44 Corsa del pedale
per raggiungere
il massimo
numero di giri
45
Compensazione
del punto neutrale
del pedale
47
Tempo per il
quale l'alzapiedino
automatico
mantiene il
sollevamento
48
Corsa del pedale
1 per iniziare taglio
del lo
*
Non modicare i valori di impostazione con il segno asterisco ( * ) in quanto essi sono le funzioni per la manutenzione. Se il valore di impostazione
L’ uscita dell’affrancatura sotto l’angolo impostato è proibita.
1
L’ uscita dell’affrancatura sopra l’angolo impostato è proibita.
2
Il tempo di ritardo dall’uscita dell’affrancatura all’inizio della rotazione
viene impostato con la funzione di immissione della cucitura a colpo
unico dell’affrancatura.
Questa funzione imposta il tempo di movimento di aspirazione del
solenoide di affrancatura
Da 50 ms a 500 ms
Funzione di affrancatura a mezza strada
0 : Funzione di affrancatura a mezza strada non è operante.
1 : Funzione di affrancatura a mezza strada è operante.
Numero di punti dell'affrancatura a mezza strada
Condizione in cui affrancatura a mezza strada è valida.
0 : Invalida quando la macchina per cucire è ferma.
1 : Valida quando la macchina per cucire è ferma.
Funzione di taglio del lo tramite affrancatura a mezza strada
0 : Funzione di taglio del lo automatico al termine dell'affran-
catura a mezza strada non è operante.
1 : Funzione di taglio del lo automatico al termine dell'affran-
catura a mezza strada è operante.
La velocità più bassa tramite il pedale
Velocità di cucitura all’inizio della cucitura (partenza dolce) (Il valore max
dipende dal numero di giri della macchina per cucire.) MAX (pnt/min)
Velocità della cucitura "di un colpo" (Il valore massimo dipende dal
numero di giri della testa della macchina.)
Dalla posizione di folle del pedale no alla posizione dove la macchina
per cucire inizia a girare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove la macchina
per cucire inizia ad accelerare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove il piedino
premistoffa inizia a sollevarsi (Corsa del pedale)
Posizione di avvio dell’abbassamento del piedino premistoffa
Corsa dalla posizione di folle
Dalla posizione di folle del pedale no alla posizione 2 dove il taglio del
lo inizia (Quando la funzione di sollevamento del piedino premistoffa
tramite il pedale è operante.) (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove la macchina
per cucire raggiunge la sua velocità di cucitura più alta (Corsa del
pedale)
Valore di compensazione del sensore del pedale
Limitazione del tempo per il quale il dispositivo alzapiedino automatico
a solenoide mantiene il sollevamento
Dalla posizione di folle del pedale no alla posizione dove il taglio del
lo inizia (Pedale standard) (Corsa del pedale)
Campo di
impostazione dati
Da 0 a 359
(gradi)
Da 0 a 359
(gradi)
Da 0 a 3000 a 300a 300 300
5 (ms)
Da 50 a 500
(ms)
0/1
Da 0 a 19
(punti)
0/1
0/1
Da 150 a 250
(pnt/min)
Da 100 a
MAX.
(pnt/min)
Da 150 a
MAX.
(pnt/min)
Da 10 a 50
(0,1 mm)
Da 10 a 100
(0,1 mm)
Da –60 a –
10
(0,1 mm)
Da 8 a 50
(0,1 mm)
Da –60 a –
10
(0,1 mm)
Da 10 a 150
(0,1 mm)
Da –15 a 15
Da 10 a 600
(secondi)
Da –60 a –
10
(0,1 mm)
Indicazione
dell'impostazione di funzione
2 6 1 1 2
2 7 2 6 2
2 8 5
2 9 2 5 0
3 0 0
3 1 4
3 2 0
3 3 0
3 5 2 0 0
3 7 8 0 0
3 8 2 5 0 0
3 9 3 0
4 0 6 0
4 1 – 2 1
4 2 1 0
4 3 – 5 1
4 4 1 5 0
4 5 0
4 7 6 0
4 8 – 3 5
standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il deterioramento delle sue
prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manutenzione e seguire le istruzioni. (Le
descrizioni dell’impostazione in questa lista sono i valori standard al momento della consegna.) Tuttavia, i contenuti dell'impostazione della
funzione sono soggetti alle modiche necessarie ad un miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
Vedere
pagina
29
30
30
30
30
24
31
31
– 21 –
Page 24

-
22
-
No Articolo Descrizione
49 Tempo di
abbassamento
del pressore
51
Compensazione della
tempestività dell'avvio
del solenoide per
affrancatura all'inizio
di cucitura
52
Compensazione
della tempestività del
rilascio del solenoide
per affrancatura
all'inizio di cucitura
53
Compensazione
della tempestività del
rilascio del solenoide
per affrancatura alla
ne di cucitura
54 Diametro effettivo
della puleggia
del motore
55
Sollevamento del
piedino premistoffa
dopo il taglio del
lo
56 Rotazione
inversa per
sollevare l'ago
dopo il taglio del
lo
58
Funzione di
mantenimento
della posizione
in alto/basso
predeterminata
della barra ago
Funzione di
59
commutazione
automatica/manuale
dell'affrancatura
all'inizio di cucitura
60
Funzione di arresto
immediatamente
dopo l'affrancatura
all'inizio di cucitura
64
Velocità di
commutazione del
EBT (affrancatura
alla ne di cucitura)
71
Selezione dell’
esistenza/non
esistenza dell’uscita
dell’inttimento del
taglio del lo
Tempo di abbassamento del pressore dal momento in cui il pedale
viene premuto
Da 0 a 250 (ms)
Compensazione dell'avvio del solenoide per affrancatura quando
l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per affrancatura quando
l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per affrancatura quando
l'affrancatura alla ne di cucitura viene eseguita.
Questa funzione imposta il diametro effettivo della puleggia usata
per il motore.
Funzione di sollevamento del piedino premistoffa al momento di (dopo) taglio del lo
0 : Funzione di sollevamento del piedino premistoffa dopo il taglio
del lo non è operante.
1 : Funzione di sollevamento automatico del piedino premistoffa
dopo il taglio del lo è operante.
Funzione di rotazione inversa per sollevare l'ago al momento di (dopo)
taglio de lo
0 : Funzione di rotazione inversa per sollevare l'ago dopo il taglio
del lo non è operante.
1 : Funzione di rotazione inversa per sollevare l'ago dopo il taglio
del lo è operante.
Funzione di mantenimento della posizione in alto/basso
predeterminata della barra ago
0 : Funzione di mantenimento della posizione in alto/basso
predeterminata della barra ago non è operante.
1 :
Dotata della funzione di mantenimento della posizione superiore/inferiore
predeterminata della barra ago (la forza di mantenimento è debole.)
2 :
Dotata della funzione di mantenimento della posizione superiore/inferiore
predeterminata della barra ago (la forza di mantenimento è media.)
3 :
Dotata della funzione di mantenimento della posizione superiore/inferiore
predeterminata della barra ago (la forza di mantenimento è forte.)
Questa funzione può impostare la velocità di cucitura dell'affrancatura
all'inizio di cucitura
0 :
La velocità dipenderà dal funzionamento manuale tramite il pedale, ecc.
1 : La velocità dipenderà dalla velocità dell'affrancatura impostata (No.8).
Funzione al termine dell'affrancatura all'inizio di cucitura
0 : Funzione di arresto temporaneo della macchina per cucire al termine
dell'affrancatura all'inizio di cucitura non è operante.
1 : Funzione di arresto temporaneo della macchina per cucire al termine
dell'affrancatura all'inizio di cucitura è operante.
Velocità iniziale quando si inizia l’affrancatura alla ne della cucitura
L’esistenza/non esistenza dell’uscita dell’inttimento del taglio del lo
della testa PLC-1700 viene selezionata.
0 : Non valida
1 : Valida
Campo di
impostazione dati
Da 0 a 250
(10ms)
Da –36 a 36
(10˚)
Da –36 a 36
(10˚)
Da –36 a 36
(10˚)
Da 40,0 a
140,0
(0,5 mm)
0/1
0/1
Da 0 a 3
0/1
0/1
Da 0 a 250
(pnt/min)
0/1
Indicazione
dell'impostazione di funzione
4 9 1 4 0
5 1 1 0
5 2 1 6
5 3 1 8
5 4 8 5 05
5 5 1
5 6 0
5 8 0
5 9 1
6 0 0
6 4 1 8 0
7 1 0
Vedere
pagina
32
32
32
32
33
33
33
33
73
Funzione di
"riprovare"
Impostazione
74
della funzione di
dispositivo di taglio
del lo della MF
75
Senso di rotazione
*
*
del motore
76 Funzione di “a
un solo colpo”
no al bordo del
materiale
84
Tempo di aspirazione
del movimento
iniziale del solenoide
dell’alzapressore
*
Non modicare i valori di impostazione con il segno asterisco ( * ) in quanto essi sono le funzioni per la manutenzione. Se il valore di impostazione
Questa funzione è usata quando l'ago non può penetrare i materiali.
0 : Normale
1 : Funzione di "riprovare" è operante.
L’esistenza/non esistenza del montaggio del rasalo sulla MF viene
impostata. (Valida in caso della testa MF)
0 : Non montato
1 : Montato
Senso di rotazione normale del motore
0 : Senso orario
1 : Senso antiorario
La cucitura automatica a un solo colpo no al bordo del materiale
viene effettuata. (Usata in caso di “senza pannello”)
0 : Senza la funzione di “a un solo colpo”
1 : Con la funzione di “a un solo colpo”
Tempo di movimento di aspirazione del solenoide dell’alzapressore
da 50 a 500 ms
0/1
0/1
0/1
0/1
Da 50 a 500
(ms)
7 3 1
7 4 1
7 5 1
7 6 0
8 4 2 5 0
standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il deterioramento delle sue
prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manutenzione e seguire le istruzioni. (Le
descrizioni dell’impostazione in questa lista sono i valori standard al momento della consegna.) Tuttavia, i contenuti dell'impostazione della
funzione sono soggetti alle modiche necessarie ad un miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
34
34
Page 25

No Articolo Descrizione
87
Funzione di
selezione della
curva del pedale
Curva del pedale viene selezionata. (Miglioramento dell'operazione
di spostamento graduale del pedale)
2
Campo di
impostazione dati
Indicazione
dell'impostazione di funzione
Vedere
pagina
89 Funzione di
*
*
rilascio della
tensione
91
Funzione di proibizione
dell'operazione di
compensazione dopo
aver girato il volantino
manualmente
92
Funzione
di riduzione
della velocità
dell'affrancatura
all'inizio di cucitura
93
Funzione aggiunta
all'interruttore di
compensazione
con l'ago su/giù
96
Impostazione del
numero di giri max.
100
Uscita a 2 pitch
durante l’affrancatura
all’inizio o alla ne
della cucitura
101
Inversione dell’
uscita a 2 pitch
durante l’erogazione
della quantità
verticale alternata
102
Selezione dell’
uscita iniziale a 2
pitch
103 Impostazione del
numero di punti del
rilascio automatico
dell’uscita verticale
alternata
104
Selezione della
posizione sollevata
del sollevamento
automatico del
pressore al momento
della rotazione
inversa per sollevare
l’ago del taglio del lo
Numero di pnt
Essa è valida in combinazione con la testa della macchina provvista
della funzione di rilascio della tensione.
0 :
La funzione di rilascio della tensione è non valida.
1 : La funzi
Funzione di cucitura di compensazione quando il volantino viene
girato manualmente al termine della cucitura a dimensione costante
0 : Funzione di cucitura di compensazione è operante.
1 : Funzion
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio di
cucitura
0 : Velocità non viene ridotta.
1 : Velocità viene ridotta.
Funzionamento dell'interruttore di compensazione con l'ago su/giù
dopo aver acceso la macchina o dopo il taglio del lo viene cambiato.
0 :
Normale (soltanto la cucitura di compensazione con l'ago su/giù)
1 : Cucitura di compensazione con un punto viene effettuata solo
quando la sopraccitata commutazione viene fatta. (Arresto
nella posizione sollevata / arresto nella posizione sollevata)
Numero di giri max. della testa della macchina per cucire può essere
impostato.
* Impostazione varia a seconda del pacco di resistenza da collegare.
L’esistenza/non esistenza dell’uscita a 2 pitch durante il controllo dell’
affrancatura all’inizio o alla ne della cucitura viene impostata.
0 : Non valida
1 : Valida
L’esistenza/non esistenza dell’uscita di inversione dell’uscita a 2 pitch
sincronizzata con l’uscita verticale alternata viene impostata.
0 : Non valida
1 : Valida
L’uscita iniziale a 2 pitch al momento di accendere l’unità viene
impostata sullo stato ON.
0 : Non valida
1 : Valida
Il rilascio dell’uscita verticale alternata viene effettuato
automaticamente tramite il numero di punti.
0 : Il rilascio automatico è non valido.
Da 1 a 30 punti
Il tempismo di sollevamento automatico del pressore al momento
della rotazione inversa per sollevare l’ago del taglio del lo viene
selezionato sulla posizione sollevata.
0 : Non valida
1 : Valida
0
1
Corsa del pedale
one di rilascio della tensione è valida.
e di cucitura di compensazione è proibita.
0/1/2
0/1
0/1
0/1
0/1
Da 150 a
MAX.
(pnt/min)
0/1
0/1
0/1
Da 0 a 30
(Punti)
0/1
8 7 0
8 9 1
9 1 1
9 2 0
9 3 0
9 6 4 0 0 0
1 0 0 0
1 0 1 0
1 0 2 0
1 0 3 0
1 0 4 0
34
33
34
34
105 Tempo di ritardo
dell’uscita del
raffreddaago OFF
107 Selezione dell’
uscita verticale
alternata dopo il
taglio del lo
108
Funzione di ritentativo
118 Impostazione del
rilascio dell’errore
di ingrassaggio
*
Non modicare i valori di impostazione con il segno asterisco ( * ) in quanto essi sono le funzioni per la manutenzione. Se il valore di impostazione
Il tempo di ritardo dall’arresto all’uscita OFF viene impostato con la
funzione di uscita del raffreddaago.
Questa funzione eroga con forza ON/OFF dell’uscita verticale
alternata dopo il taglio del lo.
0 : Stato di uscita mantenuto
1 : Erogazione del OFF
2 : Erogazione del ON
Questa funzione imposta valida/non valida della modica del numero
di giri max.
Questa funzione effettua il rilascio dell’errore di ingrassaggio (E221).
0 : Funzionamento normale
1 : Impostazione del rilascio dell’errore
Da 0 a 2000
(100ms)
0/1/2
0/1
0/1
1 0 5 5 0 0
1 0 7 0
1 0 8 0
1 1 8 0
standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il deterioramento delle sue
prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manutenzione e seguire le istruzioni. (Le
descrizioni dell’impostazione in questa lista sono i valori standard al momento della consegna.) Tuttavia, i contenuti dell'impostazione della
funzione sono soggetti alle modiche necessarie ad un miglioramento della funzione e delle prestazioni senza l'obbligo di preavviso.
– 23 –
Page 26

-
24
-
5. Descrizione dettagliata della selezione di funzioni
Selezione della funzione di partenza dolce (Impostazione di funzione No.1)
1
Il llo dell'ago può non riuscire a intrecciarsi con il lo della bobina all'inizio di cucitura quando il passo di
cucitura (lunghezza del punto) è piccolo o un ago spesso è usato. Per risolvere tale problema, questa
funzione (chiamata "partenza dolce") è usata per limitare la velocità di cucitura, assicurando quindi
formazione riuscita dei punti iniziali.
0 : La funzione non è selezionata.
da 1 a 9 : Il numero di punti da cucire nel modo di partenza dolce.
La velocità di cucitura limitata tramite la funzione di partenza dolce può essere modicata.
(Impostazione di funzione No.37)
Campo di impostazione dati :
da 100 a MAX [pnt/min] <50 pnt/min>
Funzione di sensore bordo materiale (ED: opzionale)(Impostazione di funzione da No.2 a No.4)
2
Questa funzione è valida quando il sensore bordo materiale (ED) è attaccato. Per dettaglio, fare
riferimento al manuale d'istruzioni per il sensore bordo materiale.
(Attenzione) L’impostazione sarà non valida quando il sensore del bordo del materiale non è attaccato o il
Funzione di riduzione di tremolio (Impostazione di funzione No.5)
3
La funzione riduce tremolio della lampada a mano all'inizio di cucitura.
Quando più il valore di impostazione è grande, tanto più la funzione sarà efcace.
Campo di impostazione dati : da 0 a 3
0 : Funzione di riduzione di tremolio non è operante.
– 3 : Tremolio è efcacemente ridotto.
(Attenzione) Quando più la funzione di riduzione di tremolio è efcace (quanto più il valore di impostazione
1
7
3
5
8 0 0
pannello di comando CP-160 è collegato.
è grande), tanto più la velocità di messa in moto della macchina per cucire sarà bassa.
0
0
Funzione di conteggio del lo della bobina (Impostazione di funzione No.6)
4
Quando il pannello di comando (CP-160 ) è usato, la funzione sottrae dal predeterminato valore e indica
la quantità del lo della bobina usato.
Per dettaglio, fare riferimento al manuale d'istruzioni per il pannello di comando.
(Attenzione) Se "0" è impostato, indicazione LCD sul pannello di comando si spegnerà e la funzione di
conteggio del lo della bobina sarà invalida.
Funzione di proibizione del taglio del lo (Impostazione della funzione No.9)
5
Questa funzione spegne l'uscita del solenoide del taglio del filo e l'uscita del solenoide dello scartafilo
quando il taglio del lo viene azionato.
[Se il pannello di comando (CP-160 ) è usato con la macchina per cucire, questa funzione lavorerà a
seconda dell'impostazione di funzione sul pannello di comando.]
Con questa funzione, un materiale di cucitura separato può essere congiunto e cucito senza tagliare il lo.
0 : off Taglio del lo è inoperante. (il lo può essere tagliato).
1 : on Taglio del lo è operante. (il lo non può essere tagliato).
Impostazione della posizione di arresto della barra ago quando la macchina per cucire si ferma
6
9
0
(Impostazione di funzione No.10)
La posizione della barra ago quando il pedal è in folle viene impostata.
0 : Down La barra ago si ferma nella posizione più bassa della sua corsa.
1 : Up La barra ago si ferma nella posizione più alta della sua corsa.
(Attenzione) Se la posizione di arresto della barra ago è impostata alla posizione più alta, l'operazione di
0
1
taglio del lo sarà effettuata dopo che la barra ago si abbassa una volta alla posizione più
bassa.
0
Lo scatto del tasto montato sulla centralina PSC (Impostazione di funzione No.11)
7
Questa funzione seleziona se il suono è operante o inoperante quando si azionano i quattro tasti montati
sulla centralina PSC.
0 : off Lo scatto non è operante.
1
1
1 : on Lo scatto è operante.
1
Page 27

Selezione della funzione di ingresso/uscita optional (Impostazione della funzione No. 12)
8
Disposizione dei tasti
operativi
4
1 2
9 0 0
O P T _
_ E n d
i n _ _
o u T _
1
Selezionare l’impostazione della funzione No. 12 con la procedura
operativa delle procedure di impostazione della funzione da 1) a 4).
Selezionare gli articoli di “End”, “in” e “ouT” con i tasti 3 e 4.
2
3
9 0 1
<?
9 0 8
9 1 1
<?
9 1 8
(Attenzione) Tenere presente che la tensione utilizzata nella funzione di uscita non deve superare la
* Esempio) Impostazione della funzione di taglio del lo sull’apertura di ingresso optional 1
1 2
9 0 0
* * *
Ingressi optional
da 1 a 8 vengono
visualizzati.
* * *
Uscite optional
da 1 a 8 vengono
visualizzate.
tensione impostata con W1 e W2.(Per ulteriori dettagli, consultare il Manuale di Manutenzione.)
O P T _
i n _ _
[Quando “in” è selezionato]
I No. di apertura vengono visualizzati nelle 3 cifre sinistre. Designare l’
apertura di ingresso con il tasto 1 o 2. Designare la funzione dell’apertura
di ingresso con il tasto 3 o 4.Il codice di funzione e l’abbreviazione
vengono visualizzati alternamente nel LED a 4 cifre. (Per quanto riguarda la
relazione tra il No. di ingresso del segnale e la disposizione degli spilli del
connettore, consultare la lista separata.)
[Quando “out” è selezionato]
I No. di apertura vengono visualizzati nelle 3 cifre sinistre. Designare l’
apertura di uscita con il tasto 1 o 2. Designare la funzione dell’apertura di
uscita con il tasto 3 o 4.
Il codice di funzione e l’abbreviazione vengono visualizzati alternamente
nel LED a 4 cifre. (Per quanto riguarda la relazione tra il No. di ingresso
del segnale e la disposizione degli spilli del connettore, consultare la lista
separata.)
1. Selezionare l’impostazione della funzione No. 12 con la procedura
operativa delle procedure di impostazione della funzione da 1) a 4).
2. Selezionare l’articolo di “in” con i tasti 3 o 4.
9 0 1
9 0 1
Illuminazione
alternata
9 0 1
9 0 2
・・・
9 0 0
*
Per quanto riguarda l’altra funzione optional, è possibile programmare il controllo della sequenza di
ingresso/uscita semplice.Per ulteriori dettagli, consultare il Manuale di Manutenzione.
n o P
T S W
L 4
L 4
H 4
n o P
i n
[\
[\
E n d
3. Selezionare l’apertura di 901 con il tasto 2.
4. Selezionare la funzione di taglio del lo, “TSW” con i tasti 3 e 4.
5. Determinare la funzione di taglio del lo, “TSW” con il tasto 2.
6. Impostare ATTIVO del segnale con i tasti 3 o 4.
Impostare il display su “L” quando il segnale è l’effettuazione del taglio
del lo a “Low” (basso), e impostare il display su “H” quando il segnale è
l’effettuazione del taglio del lo ad “High” (alto).
7. Determinare la funzione sopraccitata con il tasto 2.
8. Finire l’ingresso optional con il tasto 2.
9. Selezionare l’articolo di “End” con i tasti 3 o 4 per ritornare al modo di
impostazione della funzione.
– 25 –
Page 28

-
26
-
Lista delle funzioni di ingresso
Codice di
funzione
0 noP
1 HS
2 bHS
3 EbT
4 TSW
5 FL
6 oHS
7 SEbT
8 PnFL
9 Ed
10 LinH
11 TinH
12 LSSW
13 HSSW
14 USW
15 rSW
16 SFSW
17 MES
18 AUbT
19 vErT
20 vSW
21 2Pit Ingresso alternato a 2 pitch Ogni volta che questo interruttore viene premuto, l’uscita della
22 2PSW Ingresso dell’interruttore
23 oSSW Ingresso dell’interruttore di
24 bbCG Ingresso dell’interruttore di
25 CGUd Ingresso dell’interruttore di guida
26 bKoS Ingresso dell’interruttore di
Abbreviazione
Articolo di funzione Osservazioni
Niente funzione (Impostazione standard)
Cucitura di compensazione con l'ago
su/giù
Cucitura di compensazione all'indietro L'affrancatura viene effettuata a bassa velocità mentre l'interruttore
Funzione per cancellare una volta
l'affrancatura alla ne di cucitura
Funzione di taglio del lo Questa funzione lavora comel'interruttore di taglio del lo.
Funzione di sollevamento del piedino
premistoffa
Cucitura di compensazione con un
punto
Funzione di annullamento dell’
affrancatura all’inizio/ne
Funzione di sollevamento del piedino
premistoffa quando il pedale è in folle
Ingresso del sensore del bordo del
materiale
Funzione di proibizione dell’
abbassamento della parte anteriore del
pedale
Funzione di proibizione dell’uscita del
taglio del lo
Ingresso del comando di bassa velocità Questa funzione lavora come l’interruttore di bassa velocità per la
Ingresso del comando di alta velocità Questa funzione lavora come l’interruttore di alta velocità per la
Funzione di sollevamento dell’ago Il movimento di arresto in posizione sollevata viene effettuato quando l’
Funzione di giro inverso per sollevare l’
ago
Ingresso dell’interruttore di sicurezza La rotazione è proibita.
Ingresso del sensore del coltello
rasalo
Ingresso dell’interruttore di annullamento/
aggiunta dell’affrancatura automatica
Ingresso dell’interruttore del pannello, di
modica della quantità verticale alternata
Ingresso dell’interruttore a ginocchio di
modica della quantità verticale alternata
momentaneo a 2-pitch
comando di velocità della cucitura
a colpo unico
sostituzione della bobina
centrale
comando di velocità della cucitura
indietro a colpo unico
Ogni volta che l'interruttore viene premuto, la cucitura di trasporto
normale per mezzo punto viene effettuata. (Lo stesso funzionamento
di quello dell'interruttore di compensazione con l'ago su/giù sul
pannello.)
è tenuto premuto. (Questa funzione è valida solo quando il modello
di cucitura a dimensione costante è selezionato con il CP-160 o il
modello di classe più alta.)
Premendo la parte posteriore del pedale dopo aver premuto
l'interruttore, l'operazione di affrancatura viene cancellata una volta.
Questa funzione lavora come l'interruttore di sollevamento del piedino
premistoffa.
Ogni volta che l'interruttore viene premuto, l'operazione di cucitura con
un punto viene effettuata.
Azionando l’interruttore optional, inoperante/operante può essere
alternamente commutato.
Ogni volta che l’interruttore viene premuto, può essere selezionata se
la funzione che solleva automaticamente il piedino premistoffa quando
il pedale è in folle o meno.
Questa funzione lavora come il segnale di ingresso del sensore del
bordo del materiale
La rotazione tramite il pedale è proibita.
L’uscita del taglio del lo è proibita.
macchina per cucire in piedi.
macchina per cucire in piedi.
interruttore viene premuto durante l’arresto in posizione abbassata.
Il movimento di arresto con freno tramite giro inverso viene effettuato
all’angolo specicato quando l’interruttore viene premuto durante l’
arresto in posizione abbassata.
Questa funzione lavora come il segnale di ingresso del sensore del
coltello rasalo.
Ogni volta che l’interruttore viene premuto, l’annullamento o l’aggiunta
dell’affrancatura all’inizio o alla ne viene effettuato.
Ogni volta che l’interruttore viene premuto, l’uscita della modica della
quantità verticale alternata viene invertita.
La modica della quantità verticale alternata viene erogata nché l’
interruttore è premuto.
modica della quantità verticale alternata viene invertita.
2-pitch viene erogato nché l’ interruttore è premuto.
Questa funzione lavora come il comando di velocità della
cucitura a colpo unico nché l’ interruttore è premuto.
Il pressore si solleva con il primo ON e l’avviamento della
macchina per cucire diventa non valido. (Sostituzione della
bobina)
Il pressore si abbassa con il secondo ON e la macchina per
cucire ritorna al movimento normale.
Ogni volta che questo interruttore viene premuto, l’uscita della
guida centrale viene invertita.
Questa funzione lavora come il comando di velocità della
cucitura a colpo unico dell’affrancatura nché l’ interruttore è
premuto.
Page 29

Lista delle funzioni di uscita
Codice di
funzione
0 noP Niente funzione (Impostazione standard) *
1 TrM Uscita del taglio del lo Uscita del segnale di taglio del lo *
2 WP Uscita dello scartalo Uscita del segnale di scartalo *
3 TL Uscita del rilascio del lo Uscita del segnale di rilascio del lo *
4 FL Uscita del sollevamento del pressore Uscita del segnale di sollevamento del pressore *
5 bT Uscita dell’affrancatura Uscita del segnale di affrancatura *
6 EbT Uscita di controllo dell’annullamento
7 SEbT Pespunte de trasporte inverso al
8 AUbT Uscita di controllo dell’annullamento
9 vErT Uscita (di controllo) della modica della
10 SSTA Uscita dello stato di arresto della
11 2PiT Uscita a 2 pitch Uscita del segnale a 2 pitch
12 CGUd Uscita della guida centrale Uscita del segnale di guida centrale
13 CooL Ucita del raffreddaago Uscita per il raffreddaago
Abbreviazione
Articolo di funzione Osservazioni
EBT
inicio/n de salida de monitoreo de
cancelación
dell’affrancatura all’inizio/ne
quantità verticale alternata
macchina per cucire
Lo stato della funzione di annullare una volta l’affrancatura
alla ne viene erogato.
Se da salida al estado de cancelación de pespunte de
trasporte inverso al inicio/n.
Lo stato di annullamento o aggiunta dell’affrancatura
automatica viene erogato.
Uscita del segnale di modica della quantità verticale
alternata
Lo stato di arresto della macchina per cucire viene
erogato.
* L’uscita del magnete non funziona quando esse vengono usate come optional.
(Attenzione) Tenere presente che la tensione utilizzata nella funzione di uscita non deve superare la tensione
impostata con W1 e W2. (Per ulteriori dettagli, consultare il Manuale di Manutenzione.)
– 27 –
Page 30

-
28
-
Connettore di ingresso
No. di connettore No. di spillo
1 Vcc4
CN51-1
CN51-2
CN51-3
CN51-4
2 901 Ingresso optional 1
3 902 Ingresso optional 2
4 - GND
1 Vcc4
2 903 Ingresso optional 3
3 904 Ingresso optional 4
4 - GND
1 Vcc3
2 905 Ingresso optional 5
3 906 Ingresso optional 6
4 - GND
1 Vcc3
2 907 Ingresso optional 7
3 908 Ingresso optional 8
4 - GND
No. di display
a 7 segmenti
Funzione
Tensione di alimentazione
selezionata con W4
Tensione di alimentazione
selezionata con W4
Tensione di alimentazione
selezionata con W3
Tensione di alimentazione
selezionata con W3
Nota) Tenere presente che la tensione di ingresso non deve superare +5V.
(Per ulteriori dettagli, consultare il Manuale di Manutenzione.)
Ponticello per l’impostazione della
tensione di alimentazione
W4
Vcc4 seleziona +5V, +12V e +24V
con l’impostazione di W4.
W3
Vcc3 seleziona +5V, +12V e +24V
con l’impostazione di W3.
Connettore di uscita
No. di connettore No. di spillo
1 Vcc1
CN50-1
CN50-2
CN50-3
CN50-4
2 911 Uscita optional 1
3 912 Uscita optional 2
4 - GND
1 Vcc1
2 913 Uscita optional 3
3 914 Uscita optional 4
4 - GND
1 Vcc2
2 915 Uscita optional 5
3 916 Uscita optional 6
4 - GND
1 Vcc2
2 917 Uscita optional 7
3 918 Uscita optional 8
4 - GND
No. di display
a 7 segmenti
Funzione
Tensione di alimentazione
selezionata con W1
Tensione di alimentazione
selezionata con W1
Tensione di alimentazione
selezionata con W2
Tensione di alimentazione
selezionata con W2
Ponticello per l’impostazione della
tensione di alimentazione
W1
Vcc4 selects +5V, +12V and +24V
with the setting of W1.
W2
Vcc4 selects +5V, +12V and +24V
with the setting of W2.
Nota) Tenere presente che la tensione utilizzata nella funzione di uscita non deve superare la tensione
impostata con W1 e W2. (Per ulteriori dettagli, consultare il Manuale di Manutenzione.)
Page 31

Funzione di conteggio della cucitura (Impostazione di funzione No.14)
9
Funzione di contatore della cucitura non è operante.
La funzione conteggia il numero di processi di cucitura completati sommando ogni volta che taglio del lo
viene completato.
Questo può essere realizzato insieme al pannello di comando CP-160. Fare riferimento alla descrizione
del pannello di comando.
0 : off Funzione di conteggio della cucitura è inoperante.
1 : on Funzione di conteggio della cucitura è operante.
4
1
1
(Anche l'indicazione sul pannello di comandoCP-160 si spegnerà)
(Attenzione) Ci sono dei casi in cui è possibile che questa funzione non corrisponda alle versioni del
CP-160.
Funzione di sollevamento automatico del piedino premistoffa in folle (solo con il dispositivo AK)
!0
(Impostazione della funzione No. 21)
Questa funzione può automaticamente sollevare il piedino premistoffa quando il pedale è nella posizione di folle.
Tempo di sollevamento automatico del pedale dipende dal tempo di sollevamento automatico dopo il taglio del
lo e quando il piedino premistoffa viene abbassato automaticamente, esso viene automaticamente sollevato
alla seconda posizione di folle dopo che esso si è staccato dalla posizione di folle una volta.
0 : off Funzione di sollevamento automatico del piedino premistoffa in
folle non è valida.
1
2
1 : on Selezione della funzione di sollevamento automatico del piedino
0
premistoffa
Funzione di commutazione della funzione dell'interruttore di compensazione sul pannello
!1
operativo (Impostazione della funzione No.22)
Funzione dell'interruttore di compensazione sul pannello operativo del CP-160 può essere commutata
alla cucitura di compensazione con l'ago su/giù o alla cucitura di compensazione con un punto.
0 : Cucitura di compensazione con l'ago su/giù
1 : Cucitura di compensazione con un punto
Condizione di movimento di taglio del lo (Impostazione della funzione No. 25)
!2
2
2
0
Questa funzione rende invalido il movimento di taglio del lo quando si preme la parte posteriore del
pedale dopo che la posizione di rilevamento abbassata si è scostata girando il volantino manualmente o
qualcosa di simile.
0 : Il movimento di taglio del lo è valido.
1 : Il movimento di taglio del lo è proibito.
Impostazione del tempo di aspirazione del solenoide di affrancatura (Impostazione della funzione No. 29)
!3
5
2
1
Questa funzione può cambiare il tempo di aspirazione del solenoide di affrancatura.
è efcace diminuire il valore quando il calore è grande.
(Attenzione) Quando il valore è eccessivamente diminuito, ne risulterà mancato movimento o il passo
difettoso. Fare attenzione quando si cambia il valore.
9
2
Gamma di impostazione : da 50 a 500 ms <10/ms>
2 5 0
– 29 –
Page 32

-
30
-
Funzione di affrancatura a mezza strada (Impostazione della funzione da No.30 a 33)
!4
Funzione di limitazione del numero di punti e funzione di comando del taglio del lo possono essere
aggiunte all'interruttore di inversione del trasporto sulla testa della macchina.
Impostazione della funzione No.30 Funzione di affrancatura a mezza strada viene selezionata.
0 : off Funzione di affrancatura normale
1 : on Funzione di affrancatura a mezza strada
0
3
0
Impostazione della funzione No.31 Numero di punti dell'affrancatura viene impostato.
Gamma di impostazione
da 0 a 19 punti
1
3
4
Impostazione della funzione No.32 Condizione valida dell'affrancatura a mezza strada
0 : off Inoperante quando la macchina per cucire è ferma.
(Affrancatura a mezza strada funziona solo quando la macchina
2
3
1 : on Operante quando la macchina per cucire è ferma.
0
per cucire è in funzione.)
(Affrancatura a mezza strada funziona sia quando la macchina per
cucire è in funzione sia quando la macchina per cucire è ferma.)
(Attenzione) È operante in tutt'e due le condizioni quando la macchina per cucire è in funzione.
Impostazione della funzione No.33
0 : off Senza il taglio del lo
3
3
0
Taglio del lo viene effettuato quando l'affrancatura a mezza strada è completata.
1 : on Taglio del lo viene eseguito.
Azioni sotto ciascuno stato di impostazione
Applicazione
1
2
3
4
5
Impostazione della funzione
No.30 No.32 No.33
0
1 0 0
1 1 0
1 0 1
1 1 1
0
o
1 0
o
1
Funziona come il normale interruttore di inversione del trasporto
Se l'interruttore di inversione del trasporto viene azionato quando
la parte anteriore del pedale è premuta, l'affrancatura può essere
effettuata per il numero di punti specicato tramite l'impostazione della
funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando la
macchina per cucire è ferma sia quando la parte anteriore del pedale
è premuta, l'affrancatura può essere effettuata per il numero di punti
specicato tramite l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato quando la
parte anteriore del pedale è premuta, il taglio del lo automatico viene
eseguito dopo che l'affrancatura è stata effettuata per il numero di punti
specicato tramite l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando
la macchina per cucire è ferma sia quando la parte anteriore del
pedale è premuta, il taglio del lo automatico viene eseguito dopo che
l'affrancatura è stata effettuata per il numero di punti specicato tramite
l'impostazione della funzione No.31.
Funzione di uscita
Usato come il normale interruttore di inversione del trasporto per l'affrancatura.
1
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona solo quando la
2
macchina per cucire è in funzione.)
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona sia quando la macchina
3
per cucire è ferma sia quando la macchina per cucire è in funzione.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per il
4
taglio del lo effettuato premendo la parte posteriore del pedale. Funziona solo quando la macchina per
cucire è in funzione. È particolarmente utile quando la macchina per cucire è usata come la macchina per
lavoro in piedi.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per
5
il taglio del lo effettuato premendo la parte posteriore del pedale. Funziona sia quando la macchina
per cucire è ferma sia quando la macchina per cucire è in funzione. È particolarmente utile quando la
macchina per cucire è usata come la macchina per lavoro in piedi.)
Page 33

Numero di giri della cucitura "di un colpo" (Impostazione di funzione No.38)
!5
Premendo una volta il pedale, questa funzione può impostare la velocità di cucitura della cucitura "di
un colpo" quando la macchina per cucire continua la cucitura nché il numero di punti impostato venga
completato o bordo del materiale venga rilevato.
Campo di impostazione dati:
8
3
2 5 0 0
da 150 a MAX pnt/min al massimo <50 pnt/min>
(Attenzione) 1. L’impostazione della cucitura a un solo colpo viene fatta tramite il pannello operativo del
CP-160 , oppure con l’impostazione della funzione No. 76.
2. Il numero di giri max. della cucitura "di un colpo" è limitato secondo il modello della testa
della macchina per cucire.
Tempo di mantenimiento del sollevamento del piedino premistoffa (Impostazione di funzione No. 47)
!6
Alzapiedino a solenoide (No.46 0) può regolare il controllo del tempo di mantenimento del sollevamento
del piedino premistoffa.Questa funzione automaticamente abbassa il piedino premistoffa quando il tempo
impostato tramite l'impostazione No.47 è passato dopo aver sollevato il piedino premistoffa.
Quando alzapiedino pneumatico (No.46 1) è selezionato, il controllo del tempo di mantenimento del
sollevamento del piedino premistoffa è senza limite indifferentemente al valore di impostazione.
Campo di impostazione dati:
da 10 a 600 sec. <10/sec.>
Tempo di abbassamento del pressore (Impostazione della funzione No. 49)
!7
7
4
6 0
Tempo di ritardo dall’uscita del pressore OFF all’avviamento della macchina per cucire
9
4
1 4 0
Da 0 a 250ms (10ms)
– 31 –
Page 34

-
32
-
Compensazione della tempestività dell'avvio del solenoide per affrancatura (Impostazione
!8
difunzione da No.51 a No.53)
Quando i punti normali e pun t i di trasporto ad in v ersion e non sono un i f ormi nell'oper a zione
dell'affrancatura automatica, questa funzione può modicare la tempestività di avvio/rilascio del solenoide
per punto di affrancatura e può compensare la tempestività.
Compensazione della tempestività dell'avvio del solenoide per affrancatura all'inizio di cucitura
1
(Impostazione di funzione No.51)
Tempismo di avvio del solenoide per l'affrancatura all'inizio di cucitura può essere compensato con
l'unità di angolo.
Campo di regolazione:
da –36 a 36 <1/10°>
1
5
1 0
Valore di
impostazione
36
-
18
-
0 0
18 180
36 360
Compensazione del tempismo di arresto del solenoide per l'affrancatura all'inizio di cucitura
2
Angolo di
compensazione
360
-
゜ -
180
-
゜ -
゜
゜
゜
Numero di punti di compensazione
1
0,5
0
0,5
1
– 360˚
– 180˚
180˚
360˚
* Quando 1 punto
prima è considerato
come 0°, la
0˚
compensazione è
possibile per 360°
(1 punto) davanti e
indietro.
(Impostazione della funzione No.52) Tempismo di arresto del solenoide per l'affrancatura all'inizio di
cucitura può essere compensato con l'unità di angolo.
Campo di regolazione:
da –36 a 36 <1/10°>
impostazione
2
5
Valore di
36
-
18
-
0 0
18 180
36 360
1 6
Angolo di
compensazione
360
-
゜ -
180
-
゜ -
゜
゜
゜
Numero di punti di compensazione
1
0,5
0
0,5
1
360˚
180˚
0˚
– 180˚
– 360˚
Compensazione del tempismo di arresto del solenoide per l'affrancatura alla fine di cucitura
3
(Impostazione della funzione No.53) Tempismo di arresto del solenoide per l'affrancatura alla ne di
cucitura può essere compensato con l'unità di angolo.
Campo di regolazione:
da –36 a 36 <1/10°>
impostazione
Funzione di sollevamente del piedino premistoffa dopo il taglio del lo. (Impostazione di funzione No.55)
!9
3
5
Valore di
36
-
18
-
0 0
18 180
36 360
1 8
Angolo di
compensazione
360
-
゜ -
180
-
゜ -
゜
゜
゜
Numero di punti di compensazione
1
0,5
0
0,5
1
360˚
180˚
0˚
– 180˚
– 360˚
Questa funzione può sollevare automaticamente il piedino premistoffa dopo il taglio del lo.
Questa funzione è valida solo quando essa è usata in combinazione con il dispositivo AK.
0 : off
5
5
1
1 : on
Funzione di sollevamento automatico del piedino premistoffa non è operante.
(Piedino premistoffa non si solleva automaticamente dopo il taglio del lo.)
Fu nz io ne di so ll ev am en to automa ti co del p ie dino pr em is to ffa è
operante.(Piedino premistoffa si solleva automaticamente dopo il taglio del lo.)
Page 35

Funzione di rotazione inversa per sollevare l'ago dopo il taglio del lo (Impostazione di funzione No.56)
@0
Questa funzione è usata per fare ruotare la macchina per cucire nel senso inverso dopo il taglio del lo
per sollevare la barra ago quasi alla posizione più alta. Usare questa funzione quando l'ago apparisce
sotto il piedino premistoffa e probabilmente grafa i prodotti di cucitura di materiale pesante.
0 : off Funzione di fare ruotate la macchina per cucire nel senso inverso
6
5
1 : on Funzione di fare ruotate la macchina per cucire nel senso inverso
0
dopo il taglio del lo per sollevare l'ago non è operante.
dopo il taglio del lo per sollevare l'ago è operante.
(Attenzione) La barra ago viene sollevata, ruotando la macchina nel senso inverso, quasi alpunto morto
superiore. Questo avrà come risultato lo slamento del lo dell'ago. È quindi necessario
regolare correttamente la lunghezza del lo rimanente dopo il taglio del lo.
Funzione di mantenimento della posizione in alto/basso predeterminata della barra ago
@1
(Impostazione di funzione No.58)
Quando la barra ago è nella posizione in basso, questa funzione mantiene la barra ago applicando
leggermente una frenata.
0 : off Funzione di mantenimento della posizione in alto/basso
predeterminata della barra ago è invalida.
1 : on
8
5
2 : on
0
Dotata della funzione di mantenimento della posizione superiore/inferiore
predeterminata della barra ago (la forza di mantenimento è debole.)
Dotata della funzione di mantenimento della posizione superiore/inferiore
predeterminata della barra ago (la forza di mantenimento è media.)
3 : on
Dotata della funzione di mantenimento della posizione superiore/inferiore
predeterminata della barra ago (la forza di mantenimento è forte.)
Funzione di commutazione automatica/pedale per la velocità di cucitura dell'affrancatura ll'inizio di
@2
cucitura (Impostazione di funzione No.59)
Questa funzione selezione se l'affrancatura all'inizio di cucitura viene eseguita ininterrottamente alla velocità impostata
tramite l'impostazione di funzione No.8 oppure la cucitura viene eseguita alla velocità controllata dal pedale.
0 : Manu. Cucitura automatica alla velocità impostata.
9
5
1
1 : Auto. La velocità viene controllata dal pedale.
(Attenzione) 1.
2. Quando "0" è selezionato, i punti dell'affrancatura potrebbero non corrispondere a quelli
Funzione di arresto immediatamente dopo l'affrancatura all'inizio di cucitura (Impostazione della funzione No.60)
@3
La velocità massima di cucitura dell'affrancatura all'inizio di cucitura è limitata alla velocità
impostata tramite l'impostazione di funzione No.8 indifferentemente al pedale.
della cucitura di trasporto normale.
Questa funzione arresta temporaneamente la macchina per cucire anche quando la parte anteriore del
pedale è tenuta premuta al termine del processo di affrancatura all'inizio di cucitura. Questa funzione è
usata quando si procede alla cucitura di una piccola lunghezza con l'affrancatura all'inizio di cucitura.
0 :
Funzione di arresto temporaneo
della macchina per cucire
immediatamente dopo l'affrancatura
0
6
1 :
0
all'inizio di cucitura non è operante.
Funzione di arresto temporaneo
della macchina per cucire
Arresta la macchina per cucire
temporaneamente per cambiare la
direzione del prodotto di cucitura.
immediatamente dopo l'affrancatura
all'inizio di cucitura è operante.
Funzione di riduzione della velocità dell'affrancatura all'inizio di cucitura (Impostazione della funzione No.92)
@4
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio di cucitura: Uso normale dipendente dalla
condizione del pedale (La velocità viene accelerata no alla velocità massima senza interruzione.)
Questa funzione è usata quando l'arresto temporaneo è usato in modo appropriato. (Polsini e l'attacco dei polsini)
0 : Velocità non viene ridotta.
1 : Velocità viene ridotta.
2
9
0
Viene cucito senza fermarsi
senza interruzione.
Arresto temporaneo
– 33 –
Page 36

-
34
-
Selezione dell’esistenza/non esistenza dell’uscita dell’inttimento del taglio del lo
@5
(Impostazione della funzione No. 71)
L’esistenza/non esistenza dell’uscita dell’inttimento del taglio del lo della testa PLC-1700 viene selezionata.
0 : Funzione OFF
1 : Funzione ON
Funzione di "riprovare" (Impostazione della funzione No.73)
@6
1
7
0
Quando la funzione di "riprovare" è usata, se il materiale è spesso e l'ago non lo penetra, questa funzione
fa penetrare il materiale con facilità all'ago.
0 : Normale
1 : Funzione di "riprovare" è operante.
Funzione di “a un solo colpo” no al bordo del materiale (Impostazione della funzione No.76)
@7
3
7
1
Questa funzione può effettuare la cucitura automatica a un solo colpo fino al bordo del materiale in
combinazione con il sensore del bordo del materiale quando il pannello operativo non è collegato.
0 : Senza la funzione di “a un solo colpo”
1 : Con la funzione di “a un solo colpo”
Funzione di selezione della curva del pedale (Impostazione della funzione No.87)
@8
6
7
0
Questa funzione può effettuare la selezione della curva del numero di giri della macchina per cucire
contro la quantità di pedaleggio del pedale. Effettuare la selezione quando si sente che l'operazione di
spostamento graduale è difcile o che la risposta del pedale è lenta.
0 :
Numero di giri della macchina
per cucire in termini della
2
quantità di pedaleggio del
7
8
1 :
pedale aumenta in modo lineare.
0
Reazione alla velocità intermedia
0
in termini della quantità di
pedaleggio del pedale è ritardata.
2 :
Reazione alla velocità intermedia
in termini della quantità di
pedaleggio del pedale è avanzata.
Numero di giri (pnt/min)
Corsa del pedale (mm)
1
Funzione aggiunta all'interruttore di compensazione con l'ago su/giù (Impostazione della funzione No.93)
@9
L'operazione di un punto può essere effettuata solo quando l'interruttore di compensazione con l'ago su/giù
viene premuto al momento dell'arresto nella posizione sollevata immediatamente dopo aver acceso l'interruttore
dell'alimentazione o al momento dell'arresto nella posizione sollevata immediatamente dopo il taglio del lo.
0 : Normale (soltanto la cucitura di compensazione con l'ago su/giù)
1 : L'operazione di cucitura di compensazione con un punto (Arresto
3
9
0
nella posizione sollevata / arresto nella posizione sollevata) viene
effettuata solo quando la sopraccitata commutazione viene fatta.
Impostazione del numero di giri max. della testa della macchina per cucire (Impostazione della funzione No.96)
#0
Questa funzione può impostare il numero di giri max. della testa della macchina per cucire il quale si
desidera usare. Il limite superiore del valore di impostazione varia a seconda della testa della macchina
per cucire da collegare.
6
9
da 150 a Max. [pnt/min] <50pnt/min>
Impostazione della funzione di dispositivo di taglio del lo della MF (Impostazione della funzione No. 74)
#1
4 0 0 0
L’esistenza/non esistenza del montaggio del dispositivo di taglio del lo sulla testa MF viene impostata.
Nota : (Valida in caso della testa MF)
4
7
Uscita a 2 pitch durante l’affrancatura all’inizio o alla ne della cucitura (Impostazione della funzione No. 100)
#2
0 : Non montato
1
1 : Montato
L’uscita a 2 pitch viene impostata sullo stato ON durante il controllo dell’affrancatura all’inizio o alla ne
della cucitura.
0
01
0 : Funzione OFF
0
1 : Funzione ON
Page 37

Inversione dell’uscita a 2 pitch durante l’erogazione della quantità verticale alternata
#3
(Impostazione della funzione No. 101)
Lo stato di uscita a 2 pitch sincronizzata con l’uscita verticale alternata viene invertito ed erogato.
Quando l’uscita a 2 pitch è "ON" al momento della commutazione dell’uscita verticale alternata, l’uscita
viene commutata a "OFF" e in caso di "OFF", a "ON".
1
01
0 : Funzione OFF
0
1 : Funzione ON
Selezione dell’uscita iniziale a 2 pitch (Impostazione della funzione No. 102)
#4
Si può impostare se l’uscita a 2 pitch al momento di accendere l’unità è da essere "ON" o "OFF".
2
01
0 : Funzione OFF
0
1 : Funzione ON
Impostazione del numero di punti del rilascio automatico dell’uscita verticale alternata
#5
(Impostazione della funzione No. 103)
Il rilascio dell’uscita verticale alternata viene effettuato automaticamente tramite il numero di punti. (0 : Il rilascio
automatico è non valido.)
Impostare l’uscita su "OFF" dopo aver impostato il numero di punti dell’uscita verticale alternata.
Quando "0" è impostato, questa funzione non lavora.
3
01
Selezione della posizione sollevata del sollevamento automatico del pressore al momento della
#6
0 : Il rilascio automatico è non valido.
0
1 : Da 1 a 30 (1 punto)
rotazione inversa per sollevare l’ago del taglio del lo (Impostazione della funzione No. 104)
Selezione del tempismo di sollevamento automatico del pressore alla posizione sollevata al momento della rotazione
inversa per sollevare l’ago del taglio del lo
Impostando questa impostazione su "ON", il pressore viene sollevato alla posizione sollevata dopo il taglio del lo e il
movimento di rotazione inversa per sollevare l’ago viene effettuato.
Al momento di "OFF", il pressore viene sollevato dopo la rotazione inversa per sollevare l’ago.
4
01
Tempo di ritardo dell’uscita del raffreddaago OFF (Impostazione della funzione No. 105)
#7
0 : La selezione della posizione sollevata non viene effettuata.
0
1 :
Il sollevamento automatico del pressore alla posizione sollevata viene effettuato.
Il tempo di ritardo dall’arresto della macchina per cucire all’uscita OFF viene impostato con la funzione di
uscita del raffreddaago.
L’ uscita del raffreddaago continua ad essere "ON" per tutto questo tempo di impostazione dall’arresto
della macchina per cucire.
Nota) Questa funzione è valida solo quando si imposta la Funzione No. "13" Uscita del raffreddaago dell’
impostazione della funzione di uscita optional.
5
01
Selezione dell’uscita verticale alternata dopo il taglio del lo (Impostazione della funzione No. 107)
#8
5 0 0
Da 0 a 2000ms (100ms)
L’uscita verticale alternata viene impostata con forza su ON o OFF dopo il taglio del lo.
In caso dell’impostazione "non valida", l’uscita verticale alternata mantiene lo stato esistente prima del taglio del filo.
Quando il valore di impostazione è "1", l’uscita verticale alternata diventa lo stato di "OFF" e in caso di "2", l’uscita diventa
"ON".
0 : Non valida
7
01
0
1 : OFF
2 : ON
– 35 –
Page 38

-
36
-
6. Compensazione automatica per rendere neutrale il sensore del pedale
Ogni volta che il sensore del pedale, molla, ecc. vengono sostituiti, assicurarsi di effettuare le seguenti operazioni :
1) Premento interruttore 2, accendere l'interruttore
dell'alimentazione.
6
2) Indicazione sullo schermo sarà come illustrata
in 6. A questo punto, il valore nei 7 segmenti di
quattro cifre è il valore di compensazione.
2
(Attenzione)
3)
Spegnere l'interruttore dell'alimentazione,
accendere di nuovo l'interruttore dell'alimentazione
A questo punto, il sensore del pedale
non funziona correttamente se il pedale è
premuto. Non appoggiare il piede o alcun
oggetto sul pedale. Il suono di avvertimento
"squittisce" e il valore di compensazione non
viene visualizzato.
per ritornare al modo operativo normale.
7. Impostazione della funzione dell'alzapiedino automatico
Quando il dispositivo alzapiedino automatico (AK) è
attaccato, questa funzione fa lavorare la funzione di
sollevamento automatico del piedino premistoffa.
1)
Accendere l'interruttore dell'alimentazione premendo
l'interruttore 3 posto all'interno della centralina di controllo.
2)
Il LED visualizza l'indicazione 5,6 (FL ON) con il
suono "pio", e la funzione di sollevamento automatico
del piedino premistoffa diventa operante.
3)
Spegnere l'interruttore dell'alimentazione,
accendere di nuovo l'interruttore dell'alimentazione
per ritornare al modo operativo normale.
4)
Ripetere l'operazione da 1) a 3), e il LED visualizza
l'indicazione (FL OFF). Quindi, la funzione di sollevamento
automatico del piedino premistoffa non lavora.
5
6
3 7
FL ON : L’alzapiedino automatico diventa valido. La
selezione dell’alzapiedino automatico azionato da
elettrovalvola (+33V) o azionato da aria (+24V) può
essere effettuata con l’interruttore 7.
Indicazione dell’azionamento a elettrovalvola (+33V)
Tuttavia, quando la versione è vecchia, questa
operazione diventa non valida.
(La commutazione viene effettuata all’alimentazione
di azionamento +33V o +24V del CN37.)
Indicazione dell’azionamento ad aria (+24V)
FL OFF : La funzione di alzapiedino automatico non lavora.
(Allo stesso modo, il piedino premistoffa non viene
sollevato automaticamente quando la cucitura
programmata è completata.)
AVVERTIMENTO:
Quando l’elettrovalvola viene usata con l’impostazione dell’azionamento ad aria, l’elettrovalvola
potrebbe bruciare. Perciò, non sbagliare l’impostazione. Per l’indicazione iniziale dell’impostazione
ON, l’impostazione iniziale default della testa della macchina viene visualizzata.
(Attenzione) 1. Aver cura di accendere di nuovo l'int erruttore dell'alimentazione dopo che un secondo o
più è passato. (Se la macchina per cucire viene accesa immediatamente dopo averla spenta,
l'impostazione potrebbe non essere commutata bene.)
2. L'alzapiedino automatico non viene azionato tranne che questa funzione venga selezionata
correttamente.
3. Quando "FL ON" è selezionato senza installare il dispositivo alzapiedino automatico, l'avvio
è momentaneamente ritardato a inizio cucitura. Inoltre, aver cura di selezionare "FL OFF"
quando l'alzapiedino automatico non è installato poiché l'interruttore di inversione del
trasporto potrebbe non funzionare.
4. Per ulteriori dettagli, consultare il Manuale di Manutenzione.
Page 39

8. Modalità di inizializzazione dei dati di impostazione
Tutti i contenuti dell'impostazione della funzione
del SC-510 possono essere riportati ai valori di
6
2
(Attenzione) 1. Quando questa operazione è effettuata, il valore di compensazione della posizione di folle
del sensore del pedale diventa "0". Di conseguenza, aver cura di effettuare l'operazione di
compensazione automatica della posizione di folle del sensore del pedale prima di usare la
macchina per cucire. (Fare riferimento alla pagina 36.)
2. Anche quando questa operazione è effettuata, i dati di cucitura impostati tramite il pannello
operativo non possono essere inizializzati.
3
4
impostazione standard.
1) Premendo interruttori 2, 3 e 4 posti all'interno
del coperchio frontale, accendere l'interruttore
dell'alimentazione.
2) Il LED visualizza l'indicazione 6 con il suono
"pio", e l'inizializzazione comincia.
3)
Il cicalino suona dopo circa un secondo (suono singolo
tre volte, "pio", "pio" e "pio"), ed i dati di impostazione
ritornano ai valori di impostazione standard.
(Attenzione) Non spegnere la macchina sulla via di
operazione di inizializzazione. Questo
potrebbe danneggiare il programma
dell'unità principale.
4)
Spegnere l'interruttore dell'alimentazione,
accendere di nuovo l'interruttore dell'alimentazione
per ritornare al modo operativo normale.
$
. MANUTENZIONE
1. Rimozione del coperchio posteriore
AVVERTIMENTO:
Per evitare pericoli di scosse elettriche o ferimenti causati dall'avvio improvviso della macchina
per cucire, prima di rimuovere il coperchio spegnere l'interruttore dell'alimentazione ed assicurarsi
che siano passati 5 minuti o più. Per evitare ferimenti, quando un fusibile è saltato, aver cura di
sostituirlo con uno nuovo con la stessa capacità dopo aver spento l'interruttore dell'alimentazione
ed eliminato la causa del fusibile saltato.
2
1
1) Premere il bottone OFF (escluso) dell'interruttore
dell'alimentazione per spegnere la macchina
dopo aver confermato che la macchina per cucire
sia arrestata.
2) Estrarre il cavo di alimentazione dalla presa di
corrente dopo aver confermato che l'interruttore
dell'alimentazione sia spento. Eseguire il lavoro
del dopo aver confermato che l'alimentazione
elettrica sia stata tagliata e siano passati 5 minuti
o più.
3) Allentare la vite di fissaggio 1 nel coperchio
frontale 2.
4) Premendo la parte laterale del coperchio frontale
nel senso della freccia, aprire il coperchio
2
frontale verso l'operatore.
– 37 –
Nota : Aver cura di aprire/chiudere il coperchio
frontale tenendolo con le mani.
Page 40

-
38
-
[Sostituzione del fusibile F1 sul pannello elettronico CTL (fusibile di protezione del solenoide) ]
1) Allentare le due viti di ssaggio nel coperchio
anteriore ed aprire il coperchio dopo aver
controllato che la macchina sia stata spenta.
2) Sostituire il fusibile F1 da 5A sul pannello
elettronico CTL con un fusibile della stessa
F1
capacità fornito come accessori.
3) Chiudere il coperchio anteriore come prima e
ssarlo con le viti di ssaggio prestando molta
attenzione che i cavi non vengano pizzicati.
[ Sostituzione del fusibile F1 sul pannello elettronico PWR
[ Sostituzione del fusibile F2 sul pannello elettronico PWR
F2
F1
(fusibile di protezione del circuito di alimentazione) ]
(fusibile di protezione della resistenza rigenerativa) ]
1) Allentare le due viti di ssaggio nel coperchio
anteriore ed aprire il coperchio dopo aver
controllato che la macchina sia stata spenta.
2) Rimuovere i connettori CN30, CN32, CN33,
CN36, CN37 e CN38 e rimuovere la vite di
ssaggio attaccata al lo di massa del pannello
elettronico CTL. (I No. di connettore dipendono
dalla specica.)
3) Estrarre verso l'alto il coperchio anteriore
obliquamente alla posizione in cui il coperchio
anteriore è obliquamente inclinato di circa 45
gradi, e rimuovere il coperchio.
Rimuovere la centralina di controllo dal motore.
4) Rimuovere le quattro viti di ssaggio nel
coperchio inferiore e rimuovere il coperchio
inferiore.
5) Sostituire il fusibile F1 da 3,15A o il fusibile F2 da
2A sul pannello elettronico PWR con un fusibile
della stessa capacità fornito come accessori.
6) Fissare il coperchio inferiore come prima con le
viti di ssaggio, e premere il coperchio anteriore
al coperchio inferiore dalla posizione in cui il
coperchio anteriore è obliquamente inclinato di
circa 45 gradi per il montaggio.
7) Attccare i connettori ed il lo di massa che sono
stati rimossi.
8) Chiudere il coperchio anteriore come prima e
ssarlo con le viti di ssaggio prestando molta
attenzione che i cavi non vengano pizzicati.
Page 41

2. Procedura di cambio tra quella da 100V a 120V e quella da 200V a 240V (Possibile solo per il tipo commutazione della tensione)
AVVERTIMENTO :
Al fine di evitare possibili ferimenti causati da pericoli di scosse elettriche o dall'avvio improvviso della
macchina per cucire, spegnere l'interruttore dell'alimentazione ed attendere per 5 minuti o più prima di
rimuovere il coperchio. Per prevenire incidenti o pericoli di scosse elettriche causati da personale inesperto,
chiedere ai elettricisti o ai tecnici dei nostri rivenditori per la regolazione elettrica.
La tensione può essere cambiata tra quella da 100 a 120V, monofase e quella da 200 a 240V, monofase/
trifase commutando l'interruttore di commutazione della tensione.
(Attenzione) L'interruttore di commutazione della tensione è posto all'interno della centralina di controllo.
Quando si cambia l'impostazione, aver cura di spegnere l'interruttore dell'alimentazione ed
attendere per 5 minuti o più prima di aprire il coperchio anteriore.Inoltre, se la procedura di
cambio è sbagliata, la centralina di controllo viene danneggiata. Perciò, fare molta attenzione.
1) Spegnere la macchina con l'interruttore
dell'alimentazione dopo aver controllato che la
macchina per cucire si sia fermata.
2) Staccare il cavo di alimentazione dalla presa di
corrente dopo aver controllato che l'interruttore
dell'alimentazione sia stato spento.
Quindi attendere per 5 minuti o più.
3)
Rimuovere le due viti 1 che ssano il coperchio
anteriore ed aprire lentamente il coperchio anterior
4)
Procedura di cambio della tensione di alimentazione.
e.
1
Interruttore di commutazione
della tensione
A
110V
Interruttore di commutazione
110V
Interruttore di commutazione
220V
220V
della tensione
A
220V
della tensione
110V
A
BIANCO
NERO
ROSSO
VERDE/
GIALLO
BIANCO
NERO
ROSSO
VERDE/
GIALLO
BIANCO
NERO
ROSSO
VERDE/
GIALLO
Cavo di ingresso
c.a.
BIANCO
NERO
ROSSO
VERDE/
GIALLO
Cavo di ingresso
c.a.
BIANCO
NERO
ROSSO
VERDE/
GIALLO
Cavo di ingresso
c.a.
BIANCO
NERO
ROSSO
VERDE/
GIALLO
Fig. A
Lato spina
Fig. B
Lato spina
Fig. C
Lato spina
(Attenzione)
Quando la tensione dell'interruttore di
commutazione dell'alimentazione e quella
del cavo di ingresso c.a. sono sbagliate, la
centralina di controllo viene danneggiata.
Aver cura di controllare l'indicazione
dell'interruttore di commutazione e la tensione
di alimentazione di ingresso prima dell'uso.
4)-1 Quando si usa con quella da 200 a 240V, trifase
Mettere un cacciavite o qualcosa di simile alla sezione
¡
di fenditura A dell'interruttore di commutazione e
spingere su l'interruttore.
L'indicazione della tensione dell'interruttore è 220V.
Collegare il morsetto tipo contatto a
¡
compressione del cavo di ingresso c.a. alla
spina come mostrato nella gura A.
4)-2
Quando si usa con quella da 200 a 240V, monofase
Mettere un cacciavite o qualcosa di simile
¡
alla sezione di fenditura A dell'interruttore di
commutazione e spingere su l'interruttore.
L'indicazione della tensione dell'interruttore è 220V.
Collegare il morsetto tipo contatto a compressione del cavo
¡
di ingresso c.a. alla spina come mostrato nella gura B.
4)-3
Quando si usa con quella da 100 a 120V, monofase
Mettere un cacciavite o qualcosa di simile
¡
alla sezione di fenditura A dell'interruttore di
commutazione e spingere giù l'interruttore.
L'indicazione della tensione dell'interruttore è 110V.
Collegare il morsetto tipo contatto a
¡
compressione del cavo di ingresso c.a. alla
spina come mostrato nella gura C.
(Attenzione)
Fare molta attenzione che i componenti
non vengano danneggiati dall'estremità del
cacciavite.
5) Controllare di nuovo che il cambio sia stato
effettuato senza fallo prima di chiudere il
coperchio anteriore.
6) Chiudere il coperchio anteriore e stringere le
due viti facendo molta attenzione che il cavo non
venga intrappolato dal coperchio.
– 39 –
Page 42

-
40
-
3. Codice errore
Nei casi seguenti, prima di giudicare il caso come inconveniente controllare nuovamente.
Fenomeno Causa Rimedio
Quando la macchina per cucire viene
inclinata, il cicalino suqittisce e la macchina
per cucire non può essere azionata.
Solenoids for thread trimming, reverse
feed, wiper, etc. fail to work. Hand lamp
does not light up.
Anche quando il pedale viene premuto
immediatamente dopo aver acceso la
macchina, la macchina per cucire non gira.
Quando il pedale viene premuto dopo aver
premuto la parte posteriore del pedale una
volta, la macchina per cucire gira.
La macchina per cucire non si ferma
anche quando il pedale viene riportato
alla sua posizione di folle.
La posizione di arresto della macchina
per cucire varia (irregolare).
Il piedino premistoffa non si solleva
anche quando il dispositivo alzapiedino
automatico è attaccato.
L'interruttore di inversione del trasporto
non riesce a funzionare.
Lo spostamento alla posizione sollevata
non riesce a lavorare quando tutte le luci
sul pannello sono illuminate.
La macchina per cucire non riesce a
girare.
Quando la macchina per cucire viene
inclinata senza spegnere l'interruttore
dell'alimentazione, viene presa l'azione
mostrata a sinistra a scopo di sicurezza.
Quando il fusibile per la protezione dell’
alimentazione del solenoide è stato fatto
saltare
La posizione di folle del pedale è variata.
(La posizione di folle potrebbe essere
spostata quando la pressione della molla
del pedale viene cambiata o qualcosa di
simile.)
Quando la vite nel volantino non è stata
serrata al momento della regolazione
della posizione di arresto dell'ago.
La funzione di sollevamento automatico
del piedino premistoffa è OFF.
Il sistema di pedale è impostato al
sistema KFL.
Il cavo del dispositivo alzapiedino automatico
non è collegato al connettore (CN37).
Il piedino premistoffa si sta sollevando
tramite il dispositivo alzapiedino automatico.
Il dispositivo alzapiedino automatico
non è attaccato. Tuttavia, la funzione
di sollevamento automatico del piedino
premistoffa è ON.
Il modo operativo è nel modo di
impostazione della funzione.
L’interruttore sulla scheda di circuito
stampato CTL è premuto dai li legati e
ne è risultato il predetto modo operativo.
Il cavo (4P) dell'uscita del motore è
scollegato.
Il connettore (CN30) del cavo del segnale
del motore è scollegato.
Inclinare la macchina per cucire dopo
aver spento la macchina.
Controllare il fusibile per la protezione
dell’alimentazione del solenoide.
Effettuare l'operazione di compensazione
automatica della posizione di folle del
sensore del pedale.
Serrare saldamente la vite nel volantino.
Selezionare "FL ON" tramite la selezione
della funzione di sollevamento automatico
del piedino premistoffa.
Cambiare il ponticello all'impostazione
PFL per sollevare il piedino premistoffa
premendo la parte posteriore del pedale.
Collegare il cavo correttamente.
Azionare l'interruttore dopo aver
abbassato il piedino premistoffa.
Selezionare "FL OFF" quando il
dispositivo alzapiedino automatico non è
attaccato.
Rimuovere il coperchio anteriore, e
sistemare i li con la procedura regolare
di legatura descritta nel Manuale d’
Istruzioni.
Collegare il cavo correttamente.
Collegare il cavo correttamente.
Inoltre, ci sono i seguenti codici errore in questo dispositivo. Questi codici errore intercettano (o limitano la
funzione) il problema ed informano l'operatore sul problema in modo che il problema non venga ingrandito qualora
si vericassero dei problemi. Quando si richiede la nostra assistenza, si prega di confermare i codici errore.
Procedura di controllo del codice di errore
1)
5
Premendo l’interruttore 1 nella centralina di
controllo, accendere l’interruttore dell’alimentazione.
2)
Il LED diventa l’indicazione 5 con il suono di
“squittio” e il codice di errore più recente viene
visualizzato.
3)
La conferma dei contenuti degli errori precedenti
può essere effettuata azionando l’interruttore 1 o 2.
1
2
(Attenzione) Quando si aziona l’interruttore 1, il
codice di errore precedente a quello
attuale viene visualizzato.
Quando si aziona l’interruttore 2, il
codice di errore successivo a quello
attuale viene visualizzato.
Page 43

Lista codice errore
No. Descrizione dell'errore rilevato Causa supponibile dell'avvenimento Articoli da controllare
E000 Esecuzione inizializzazione
(Questa non è l'errore.)
E003 Scollegamento connettore
sincronizzatore
E004 Anomalia sensore di posizione
abbassata sincronizzatore
E005 Anomalia sensore di posizione
sollevata sincronizzatore
E007 Svraccarico motore • Quando la testa della macchina è bloccata.
E008 Anomalia connettore testa della
macchina
(Pacco della resistenza)
• Quando la testa della macchina viene cambiata.
• Quando l’operazione di inizializzazione è
eseguita
• Quando il segnale della rilevazione della
posizione non viene immesso dal sincronizzatore
della testa della macchina.
• Quando il sincronizzatore si è rotto.
• La cinghia è lenta.
• La testa della macchina non è opportuna.
• La puleggia del motore non è opportuna.
• Quando si procede alla cucitura del materiale
extrapesante oltre la garanzia della testa della
macchina.
• Quando il motore non gira.
• Il motore o l’elemento motore è rotto.
• Quando il connettore della testa della macchina
non viene letto correttamente.
• Controllare il connettore del sincronizzatore
(CN33) per collegamento lento e scollegamento.
• Controllare se la cinghia è lenta.
• Controllare se il cavo del sincronizzatore si è
rotto poiché il cavo è intrappolato nella testa della
macchina.
• Controllare la tensione della cinghia.
• Controllare l’impostazione della testa della
macchina.
• Controllare l’impostazione della cinghia del
motore.
• Controllare se il lo si è impigliato nella puleggia
motore.
• Controllare il connettore dell'uscita del motore
(4P) per collegamento lento e scollegamento.
• Controllare se c’è qualche resistenza quando il
motore viene girato manualmente.
• Controllare il connettore della testa della
macchina (CN32) per collegamento lento e
scollegamento.
E220 Avvertimento di ingrassaggio • Quando il numero di punti predeterminato è stato
E221 Errore di ingrassaggio • Quando il numero di punti predeterminato è stato
E302 Rilevamento dell’inclinazione
E331 Taglianastro (TC03) • OFF simultaneo del sensore del taglianastro • Avaria del sensore del taglianastro
E332 Taglianastro (TC03)
E499 Anomalia dei dati di programma
E704
(MF : Sensore del coltello
taglialo) (Al momento del
movimento dell’interruttore di
sicurezza)
OFF simultaneo del sensore
del taglianastro
semplicato
Anomalia del tipo di programma
semplicato e di dato di
macchina per cucire
raggiunto.
raggiunto e la cucitura non è possibile.
• Quando l’interruttore di rilevamento dell’
inclinazione viene immesso nello stato in cui l’
alimentazione è collegata.
• La posizione del coltello taglialo non è
opportuna.
• Avaria della regolazione del montaggio • Controllare se la pressione di aria è opportuna.
• Il dato a parametro di comando supera la
gamma.
• Si tratta della lettura in cui il tipo di programma è
differente da quello di dato.
• Rifornire i posti specicati di grasso e ripristinare.
(Per ulteriori dettagli, consultare i dati della testa
della macchina.)
• Rifornire i posti specicati di grasso e ripristinare.
(Per ulteriori dettagli, consultare i dati della testa
della macchina.)
• Controllare se la testa della macchina è stata
inclinata senza accendere l’interruttore dell’
alimentazione.
(Il funzionamento della macchina per cucire è
proibito per la sicurezza.)
•
Controllare se il lo dell’interruttore di rilevamento
dell’inclinazione è intrappolato nella macchina per
cucire o qualcosa di simile.
• Controllare se la leva dell’interruttore di
rilevamento dell’inclinazione è intrappolata.
• Regolazione della posizione del sensore del
taglio del lo della MF
• Per la testa MF sulla quale il rasalo non è
montato, impostare l’impostazione della funzione
No. 74 su "0".
• Immettere di nuovo il programma semplicato.
• Impostare il programma semplicato su "non
valido".
• Spegnere l’unità.
E730 Anomalia codicatore • Quando il segnale del motore non viene
E731 Anomalia sensore di foro del
motore
E733 Rotazione inversa del motore • Questo errore si verica quando il motore
E799 Tempo eccessivo di sequenza
di taglio del lo
immesso correttamente.
sta girando a 500 pnt/min o più nel senso
opposto al senso di rotazione indicato durante il
funzionamento dello stesso.
• Il controllo della sequenza di taglio del lo non
viene completato entro il tempo predeterminato (3
secondi).
– 41 –
• Controllare il connettore del segnale del motore
(CN30) per collegamento lento e scollegamento.
• Controllare se il cavo del segnale del motore si
è rotto poiché il cavo è intrappolato nella testa
della macchina.
• Il collegamento del codicatore del motore dell’
albero principale è sbagliato.
• Il collegamento per l’alimentazione del motore
dell’albero principale è sbagliato.
• La testa della macchina montata è differente dalla
selezione della testa della macchina.
• Il diametro della puleggia del motore è differente
dall’impostazione del diametro della puleggia del
motore (diametro effettivo).
• La cinghia è lenta.
Page 44

No. Descrizione dell'errore rilevato Causa supponibile dell'avvenimento Articoli da controllare
E811 Sovratensione • Quando una tensione più alta di quella garantita
viene immessa.
• 220V è stata impostata al SC-510 di specica
"110V".
• 400V è applicata alla centralina di 220V(230V).
• Controllare se la tensione di alimentazione
applicata è più alta della tensione nominale + (più)
il 10%.
• Controllare se l'interruttore di commutazione
110V/220V è scorrettamente impostato.
Nei casi predetti, la scheda di circuito stampato
POWER è rotta.
E813 Bassa tensione • Quando una tensione più bassa di quella
E906 Anomalia trasmissione pannello
operativo
E924 Anomalia elemento motore del
motore
garantita viene immessa.
• 110V è stata impostata al SC-510 di specica
"220V".
• 110V è applicata alla centralina di 220V.
• Il circuito interno è rotto dalla sovratensione
applicata.
• Scollegamento del cavo del pannello operativo.
• Il pannello operativo si è rotto.
• L'elemento motore del motore si è rotto.
• Controllare se la tensione è più bassa della
tensione nominale - (meno) il 10%.
• Controllare se il connettore di commutazione
110V/220V è impostato scorrettamente.
• Controllare se il fusibile o la resistenza
rigenerativa è rotto.
• Controllare il connettore del pannello operativo
(CN38) per collegamento lento e scollegamento.
• Controllare se il cavo del pannello operativo si è
rotto poiché il cavo è intrappolato nella testa della
macchina.
-
42
-
 Loading...
Loading...