

使用说明书
目 录
. 规格
!
. 安装
@
1. 马达装置的安装 ............................................................................................................................................1
2. 电气箱的安装 .................................................................................................................................................1
3. 安装皮带 ..........................................................................................................................................................2
4. 调整皮带轮护罩 ............................................................................................................................................2
5. 安装并调整保护销和防止皮带脱落的支架 ........................................................................................3
6. 电缆的连接方法 ............................................................................................................................................4
7. 连结杆的安装方法 .....................................................................................................................................10
. 关于操作方法
#
1. SC-510 的操作方法 ..................................................................................................................................11
2. 有关操作盘的说明 .....................................................................................................................................13
3. SC-510 功能设定方法 .............................................................................................................................18
4. 功能设定一览表 ..........................................................................................................................................20
5. 关于各选择功能的详细内容 ..................................................................................................................24
.............................................................................................................................................1
.............................................................................................................................................1
........................................................................................................................11
6. 踏板传感器中立自动校正 .......................................................................................................................36
7. 自动压脚提升功能的设定方法 ..............................................................................................................36
8. 设定数据的初期化方法 ............................................................................................................................37
保养维修
$
.
1. 电源保险丝的更换方法 ............................................................................................................................37
2. 100V-120V⇔ 200V-240V 的变更方法 ( 仅可以变换电压规格 ) ........................................39
3. 关于错误显示 ...............................................................................................................................................40
.................................................................................................................................37
. 规格
!
电源电压 单相 100 〜 120V/ 三相 200 〜 240V 单相 200 〜 240V
频率 50Hz/60Hz 单相 200 〜 240V
规格温度范围 温度 0 〜 40° C, 湿度 90% 以下 温度 0 〜 40° C, 湿度 90% 以下
电力 425VA 425VA
( 注意 ) 1. 电力是指在本公司规定的使用条件下 , 安装 LU-1520N-7 的平均电力。
使用条件和安装机头不同 , 消费电力会发生变化 , 请注意。
2. 瞬间最大电力有时可达平均电力的 1.5 倍以上。
. 安装
@
请按照下列的指示安装马达装置和电气箱。
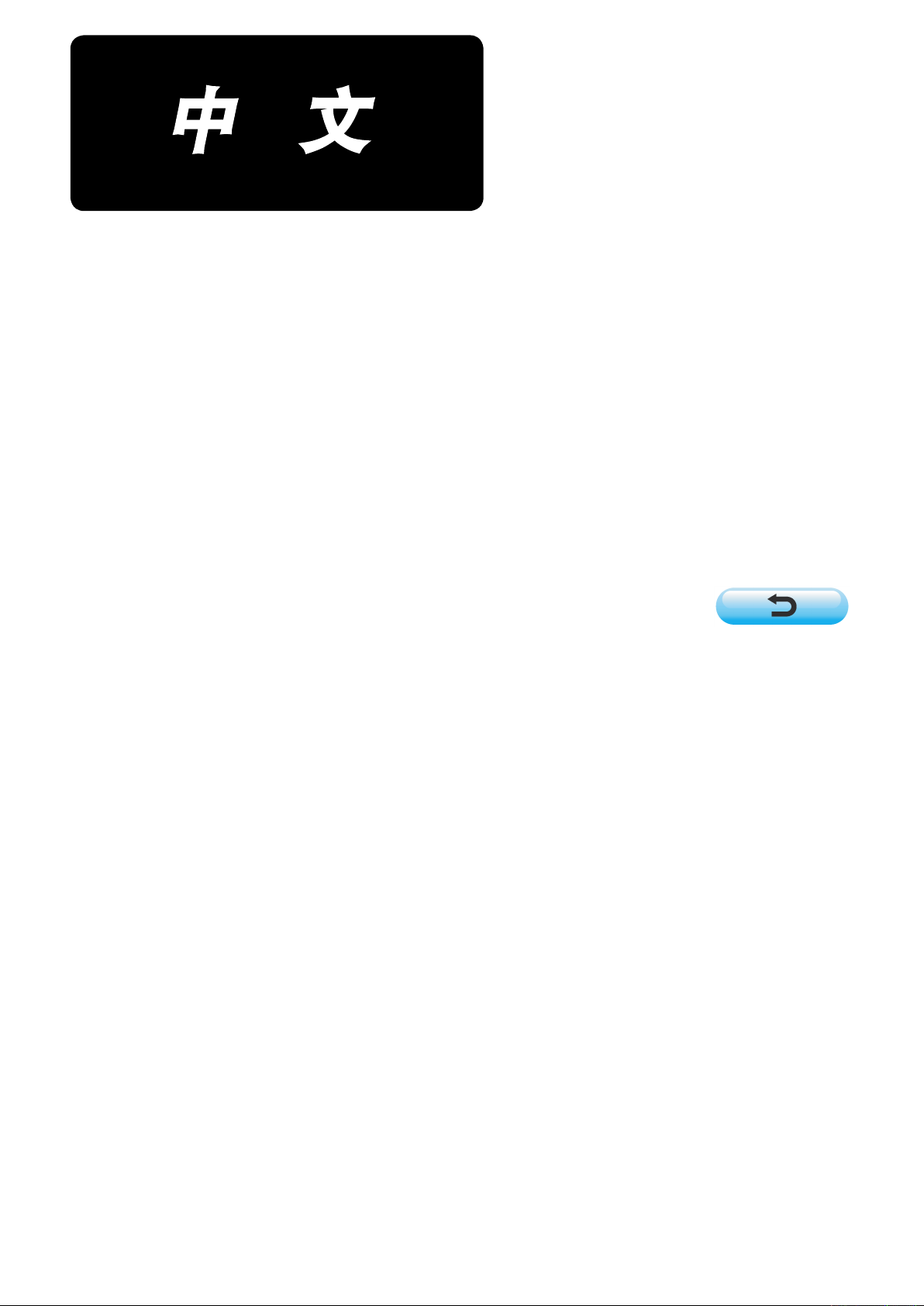
1. 马达装置的安装
用附属的安装螺栓组把马达装置安装到机台上。
此时 , 请按照图示插入附属的螺母、垫片并拧
1
螺母
弹簧
凸垫片
紧固定。
1) 把附属的 3 根螺栓按进机台的吊马达螺栓孔里 ,
并固定1。
2) 把附属的凸垫片、弹簧垫、螺母暂时固定到 2 根
螺栓侧。
3) 把马达装置装到刚才暂时固定的凸垫片 , 然后把
垫片、弹簧垫、螺母安装到另一侧的 1 根螺栓上。
4) 调整好马达的安装位置后 , 拧紧各个螺母。
中 文
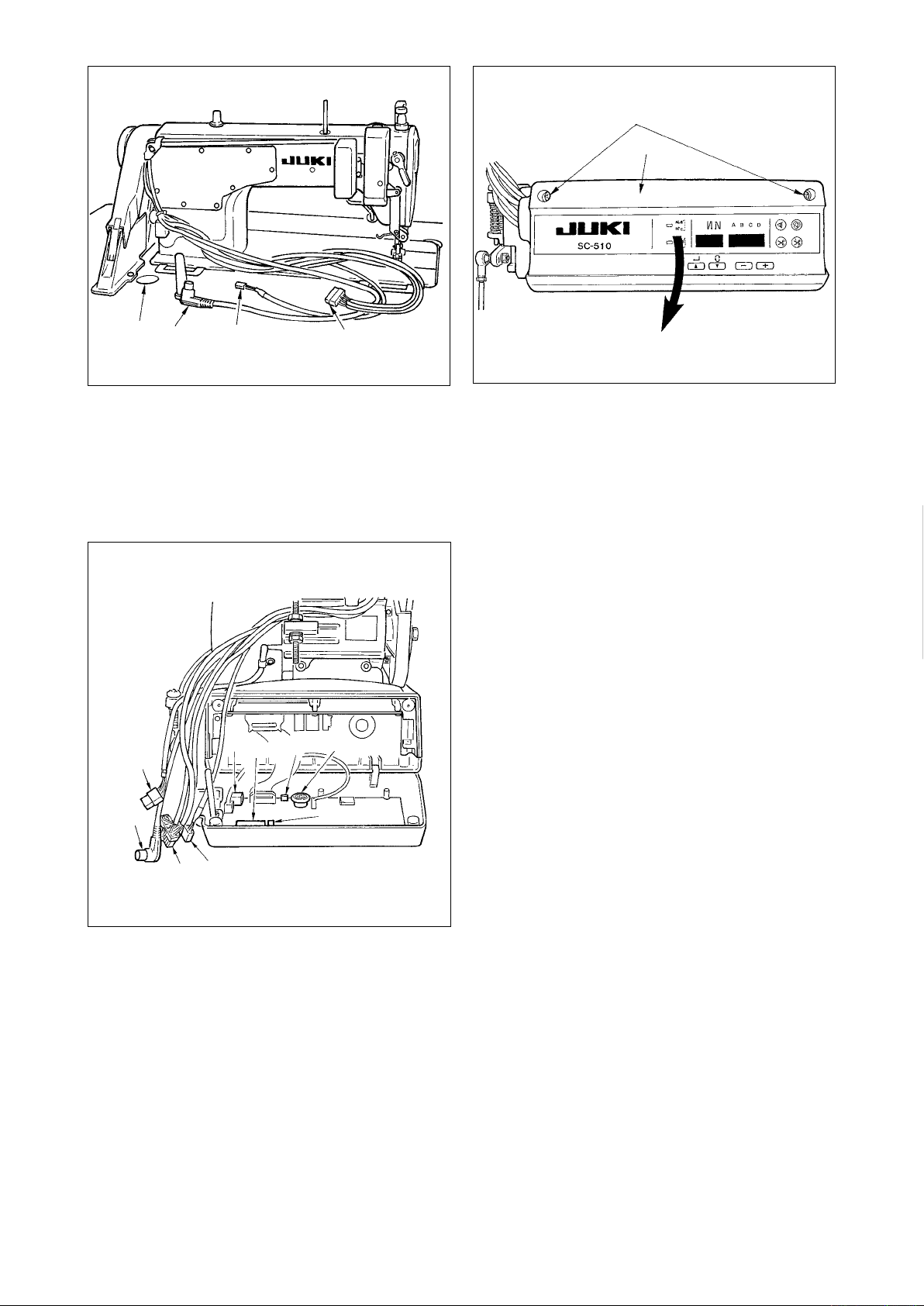
2. 电气箱的安装
3
2
– 1 –
1)
拧松马达装置附属的螺丝
装到螺丝上之后 , 拧紧螺丝2, 然后再固定
3
好电气箱3。
(4 处 ), 把电气
2
箱
– 2 –
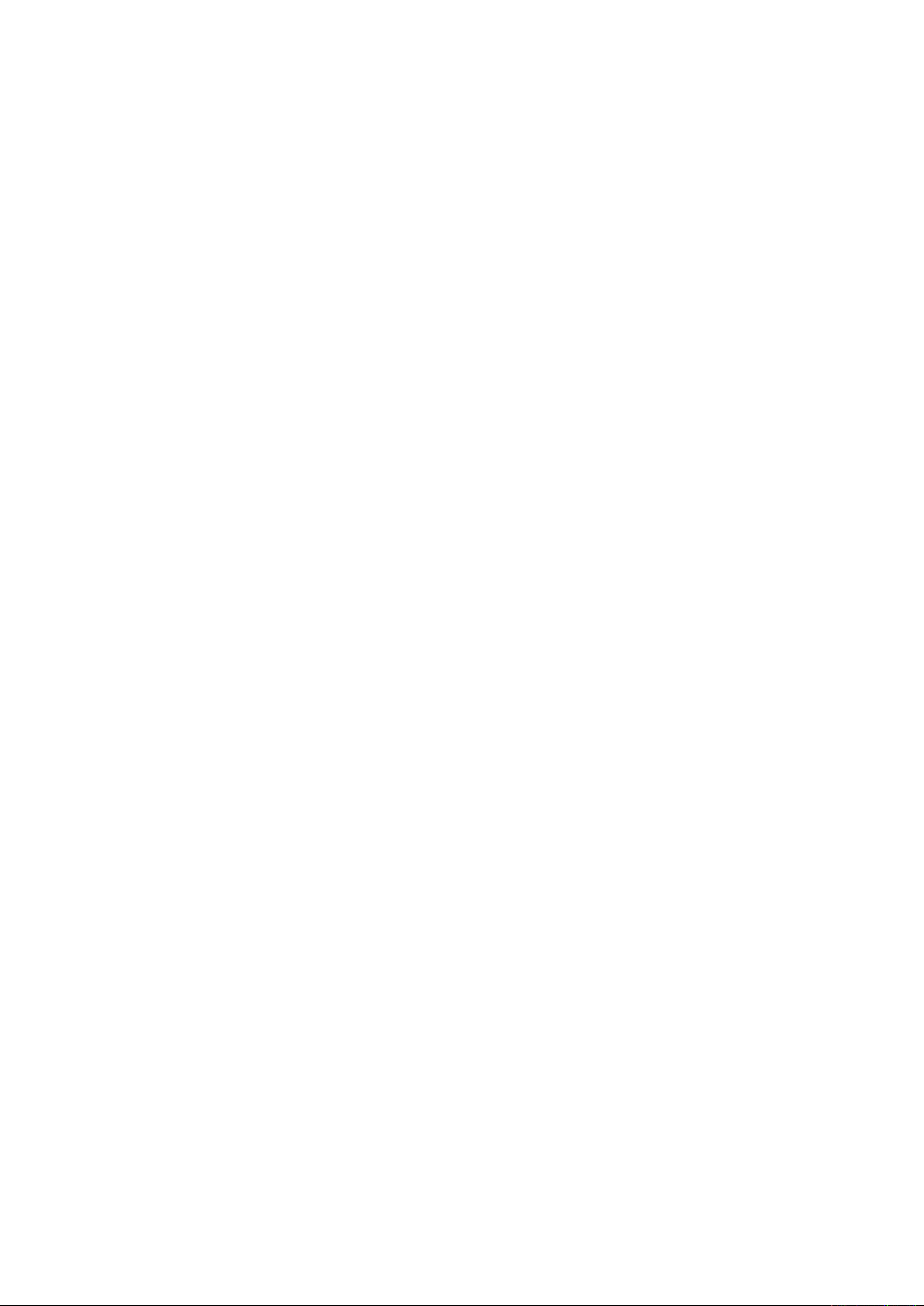
3. 安装皮带
张力调节螺母
4. 调整皮带轮护罩
皮带
a
15 mm(9.8N)
b
1
1) 皮带长度必须大于缝纫机皮带轮和马达皮带轮。
2) 调整张力调节螺母改变马达的高度可以调整皮
带张力 , 用手 按 压皮带中 央 处 , 皮带 垂度应为
15mm(9.8N)。
如果皮带张力过松 , 缝制速度就会降低 , 或中速
缝制时速度不稳定 , 因此缝纫机针就有可能不能
准确地停止到指定位置。
1) 调整完皮带张力之后 , 请调整皮带轮护罩1, 把
皮带和皮带轮护罩1的间隙a和b调整成相
等。
2) 整个调整都结束之后 , 拧紧皮带轮护罩1侧的
螺丝2, 安装时应注意皮带轮护罩1中的皮带
不要从皮带轮上脱落下来。
1
2
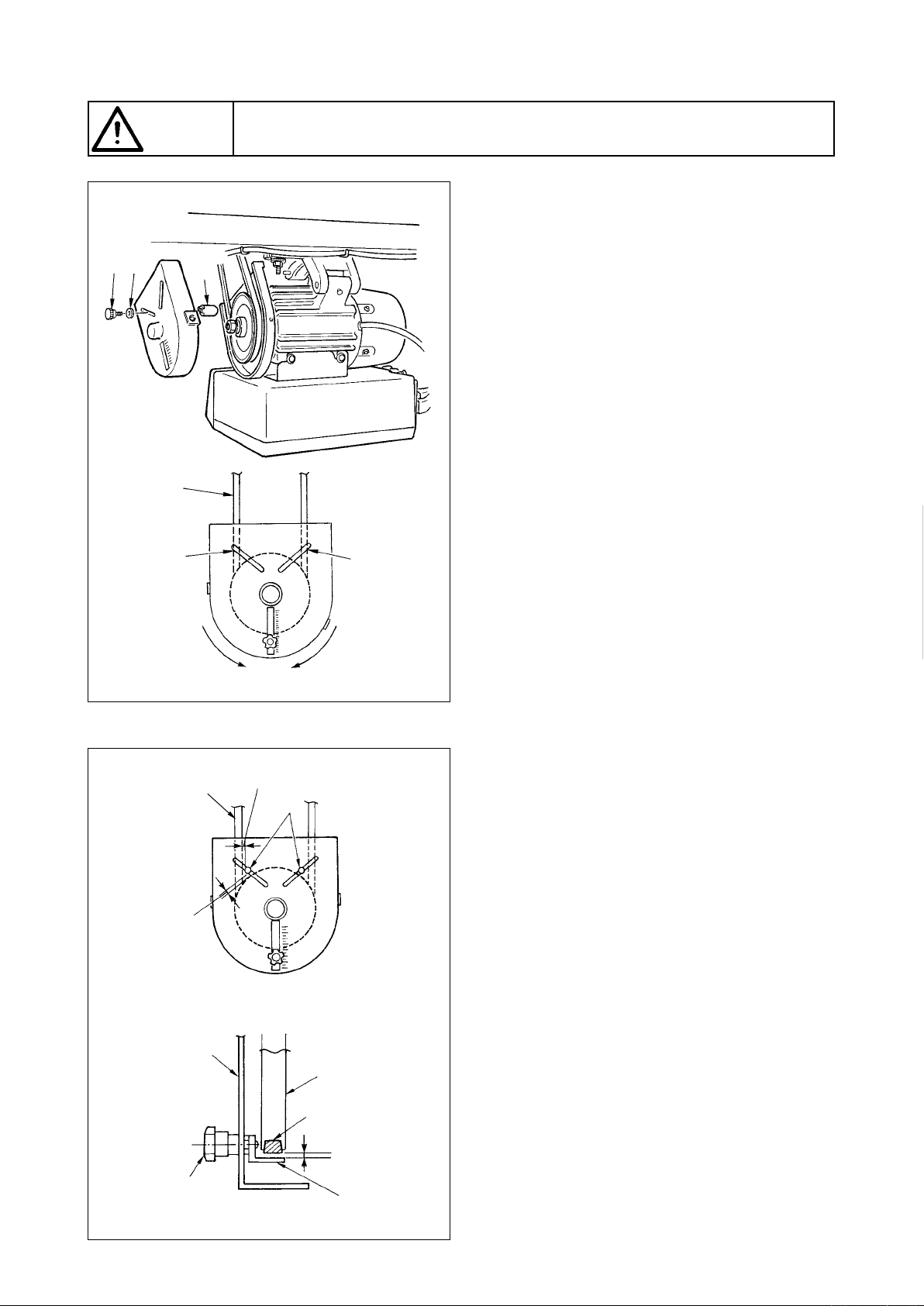
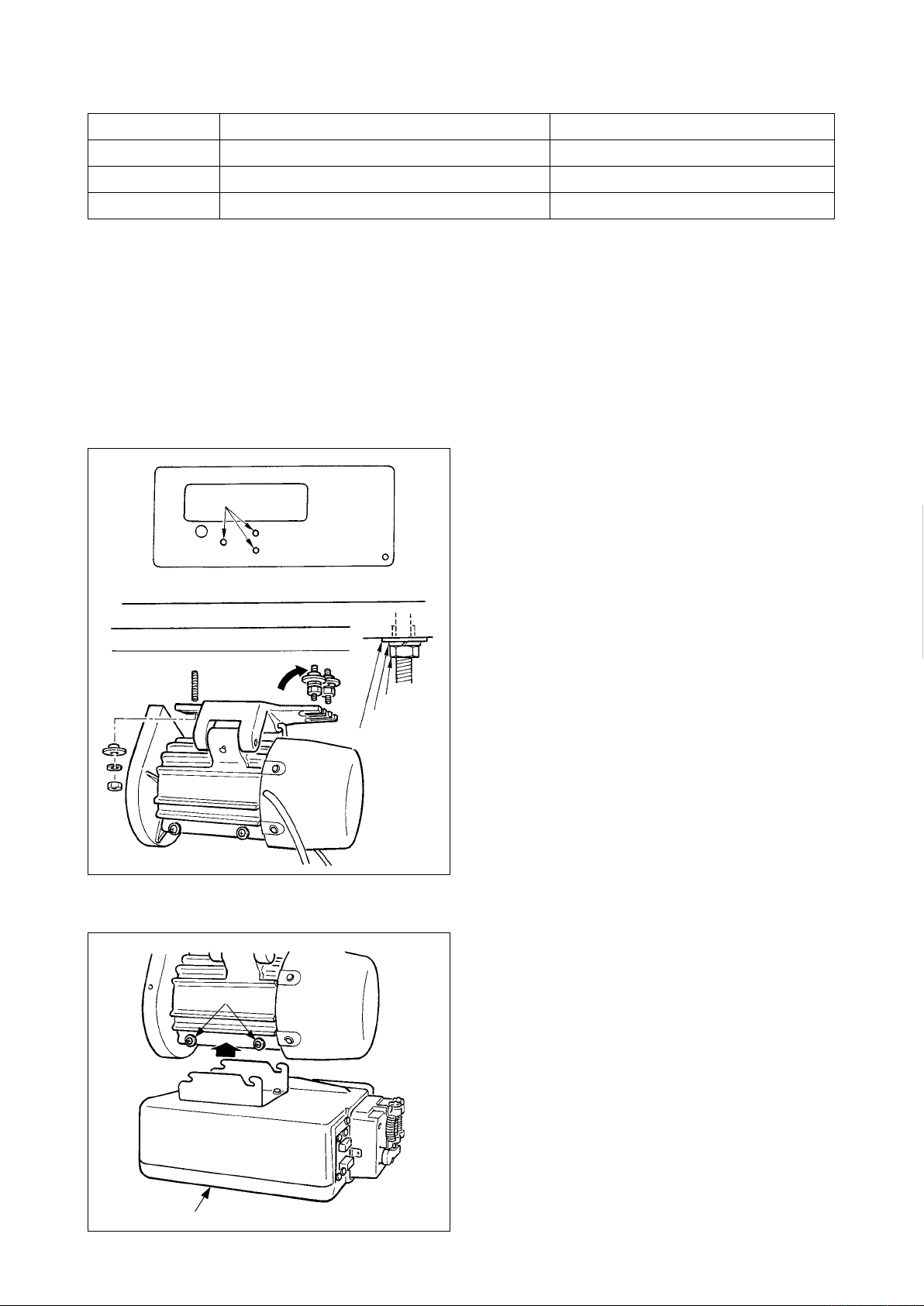
5. 安装并调整保护销和防止皮带脱落的支架
2
安装孔
3
注意
1
皮带
A
A
皮带
为了防止意外的起动造成的事故 , 请关掉电源 , 确认马达确实停止转动后再进行操作。
1) 保护销安装孔
安装保护销1时 , 请根据缝纫机的转动方向选
定安装孔A或马达皮带轮护罩的安装孔B。然
后再把机器附属的螺丝2和垫片3, 保护销安
装到被选定的安装孔上。
a) 进行上述安装时 , 如果马达轴的转动方向如
图示的方向 A 时 :
→把保护销1安装到安装孔A上。
b) 进行上述安装时 , 如果马达轴的转动方向如
图示的方向 B 时 :
→把保护销
安装到安装孔B上。
1
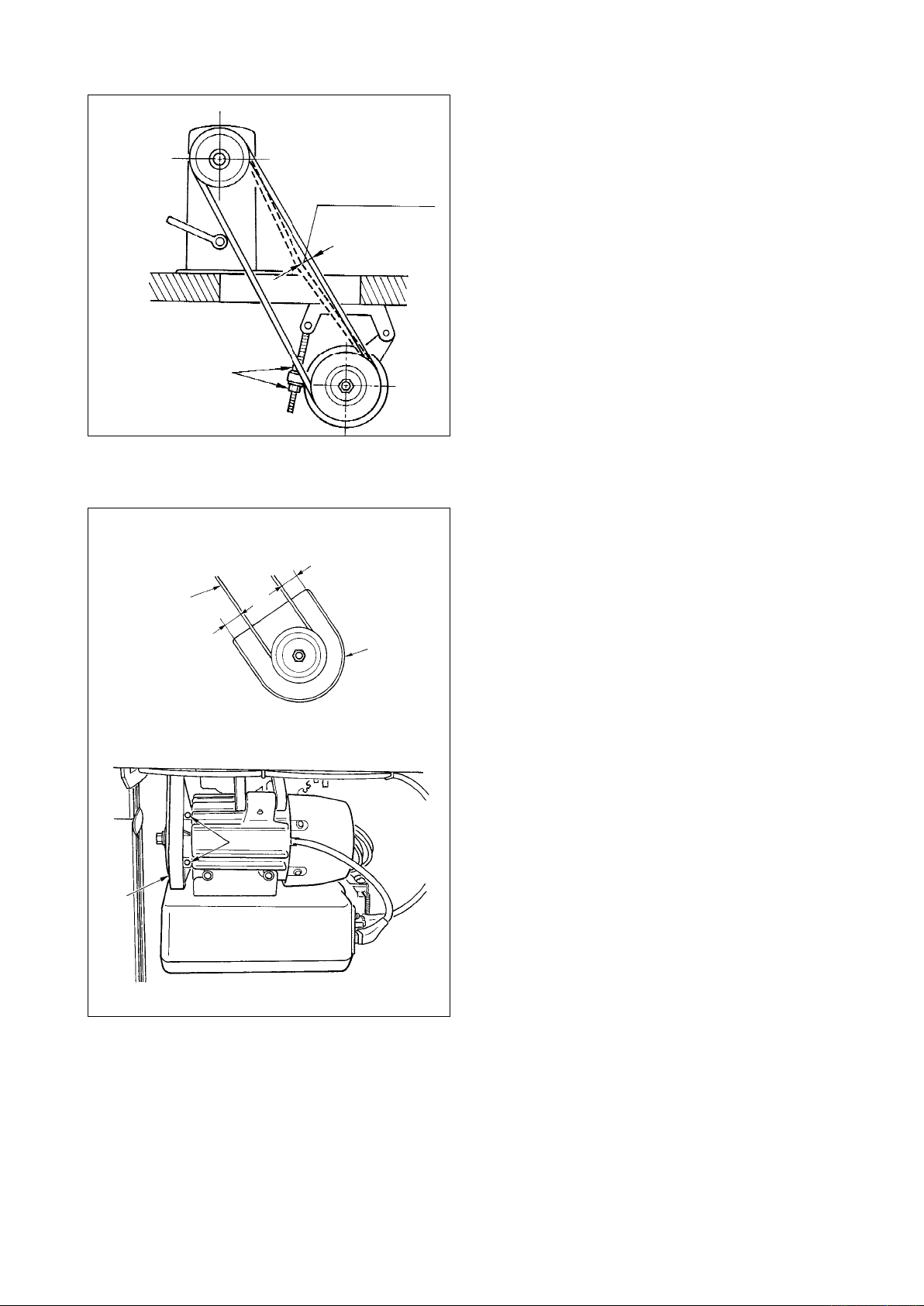
2) 调整保护销和防止皮带脱落支架
按照左图所示 , 调整保护销1和防止皮带脱落
支架4。
安装孔
B
a) 调整保护销
拧松 螺丝2, 把保护销1插到 左图所示的
位置 , 进行适当调整。
b) 调整防止皮带脱落支架
B
拧松螺丝5, 把防止皮带脱落支架4安装
到左图所示的位置 , 进行适当调整。
如果保护销1调整得不适当的话 , 就有可能
发生手指被皮带轮和皮带夹伤的事故。如果
防止皮带脱落支架4调整得不适当的话 , 还
4mm 或以下
1
有可能发生皮带脱落事故。
3) 调整后 , 请一定拧紧螺丝2和螺丝5, 以避免
因震动使保护销1和防止皮带脱落支架4的
位置发生偏移。
中 文
4mm 或以下
皮带轮护罩
5
调整防止皮带脱落支架的位置
4) 操作缝纫机之前 , 请确认卷入防止销1和皮带
脱落防止支架4不与皮带轮、皮带相碰。
调整保护销的位置
马达皮带轮
皮带
3mm 或以下
4
– 3 –

– 4 –
6. 电缆的连接方法
注意
· 为了防止意外的起动发生人身事故 , 请关掉电源 5 分钟以后再进行操作。
· 因为误动作或规格不同都会造成机器的损坏 , 所以请一定把对应的所有插头插入规定的位置。
· 为了防止误动作造成的人身事故 , 请一定使用带锁定的连接器 , 并将其锁定。
· 关于各装置使用方法的详细内容 , 请仔细阅读装置附属的使用说明书后进行安装。
拧松 SC-510 的前护罩固定螺丝
装置要求把机头连接器连接到有关位置。
, 并打开护罩之后 , 就可以看到下列安装的连接器。请根据机头安装的
A
A
2 31 4
前护罩
A
!2
5 7
6 8
CN30 马达信号连接器
1
CN43 针杆位置检测器连接器 (+12V 规格 )
2
CN32 机头部连接器
3
CN33 针杆位置检测器连接器 (+5V 规格 )
4
CN36 机头继电器连接器
5
CN37 压脚提升继电器连接器
6
CN38 CP-160 操作盘连接器
7
CN40 扩展用信号输出连接器 ( 详细内容请参照服务手册。)
8
W1、W2、W3、W4
9
选项输出输入电源变换用跨接销 ( 详细内容请参照服务手册。)
CN50 选项输出连接器 ( 详细内容请参照服务手册。)
!0
CN51 选项输入连接器 ( 详细内容请参照服务手册。)
!1
CN41 扩展电路板用连接器 ( 详细内容请参照服务手册。)
!2
W5 〜 W8 选项输入变换用跨接线插座 ( 详细内容请参照服务手册。)
!3
CN39 立式缝纫机踏板连接器 (PK-70 等可以使用 )
!4
9
!1!0!4 !3
5
4
A
2
1)
把切线继电器、倒缝继电器等的电线1检测器电
3
1
线2、机头 4P 插头3穿过机台孔A, 再从机台
下穿过去。
6
!0
7
8
9
2) 拧松前护罩4的固定螺丝5。
3)
向箭头方向按住前面外罩
, 把前面外罩向
4
前面打开。
( 注 ) 开闭盖子时 , 请一定用手扶着开闭。
4)
把从机头过来的 14P 插1插进接头
7
里
(CN36)。
5) 把从机头过来的 4P 插销3插进接头8里
(CN32)。
6) 把从机头过来的 7P 插销2插进接头9里
(CN33)。
7) 安装着本公司选购品 AK 装置时 , 请把 AK 装置
出来的 2P 插头插到接头!1(CN37) 上。
8) 请把从马达过来的连接器6连接到电路板上的
连接器!0(CN30)。
中 文
2
1
3
!1
( 注意 ) 1. 使用 AK 装置时 , 请先确认自动压脚提
升
功能的选择方法后 , 再进行设定。
( 参照 No.36 页 )
2.
请把各插头确实地插好。( 带锁定卡头
的机种 , 请把卡头锁定好 ) 如果没有插
好 , 缝纫机就不能动作。不仅会发出警
报音 , 而且缝纫机以及电气箱也会被损
坏。
3. 插入连接器时 , 请用手掀起前护罩然后
插入。
– 5 –
– 6 –
!4
!3
!2
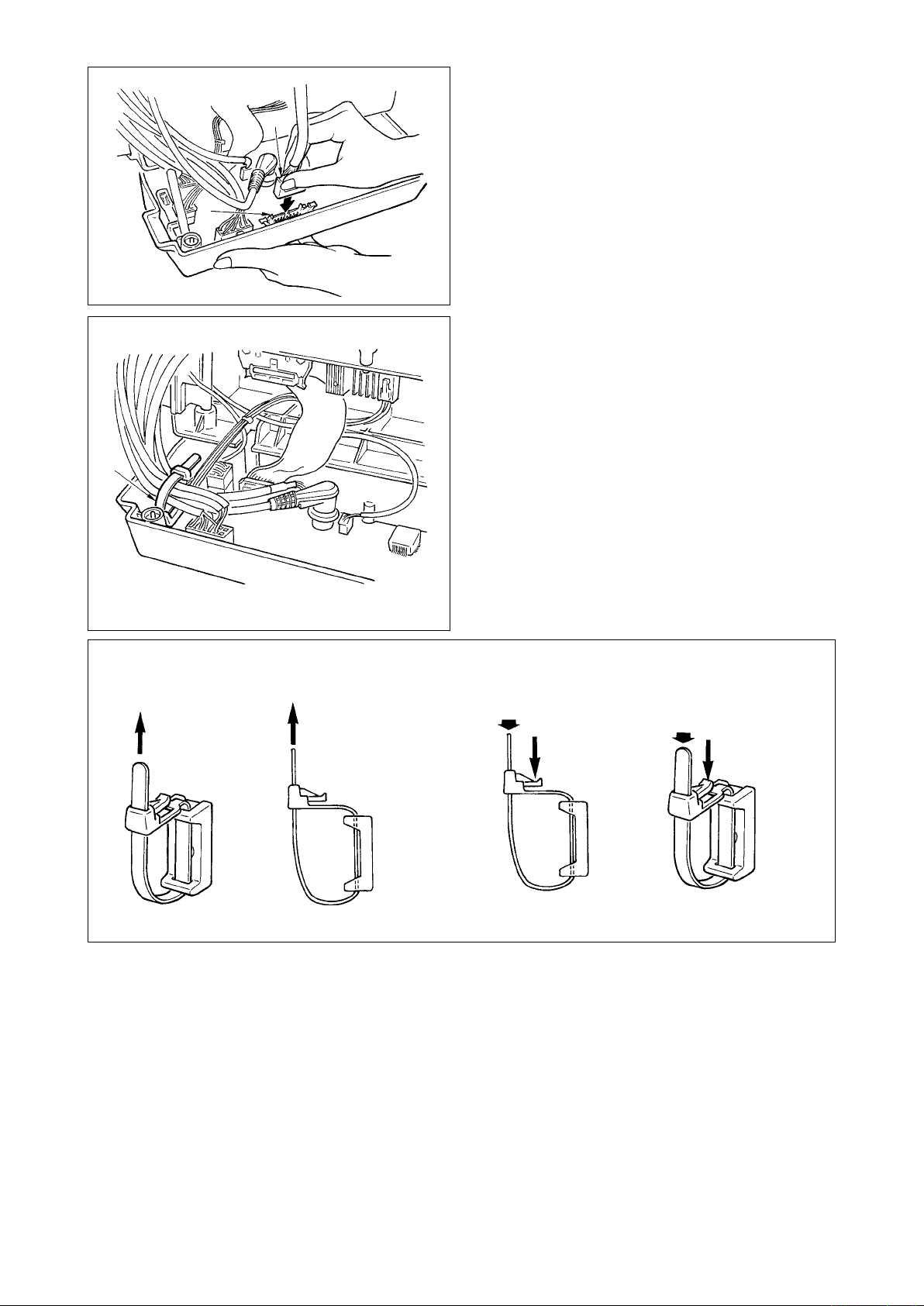
[CP 操作盘用插头的连接 ]
本机备有 CP-160 连接用的专用插头。
请注意插头!2的方向 , 插到电路基板上的插座
(CN38) 上。插入后 , 请锁紧不要让它脱落下来。
9)
插完插头之后 , 把所有的电缆线用箱侧面的扎线
带!4捆扎固定。
( 注意 ) 1. 有关电缆线夹和捆线带的固定方法 , 请
按照安装顺序进行捆扎固定。
2. 拆卸时 , 按压扎线带的钩卡后 , 再拆卸。
!3
线束扎带!4的固定方法
拉
拉
线束扎带!4的拆卸方法
按
按住扣钩部 , 按进线束扎带就可以拆卸。
( 注意 ) 1. 线束扎带的固定方法 , 请按图示的顺序进行。
2. 拆卸时 , 请按住线束扎带的扣钩 , 然后按图示的打开顺序按压扎带拔出来。
按
按扣钩
5
4
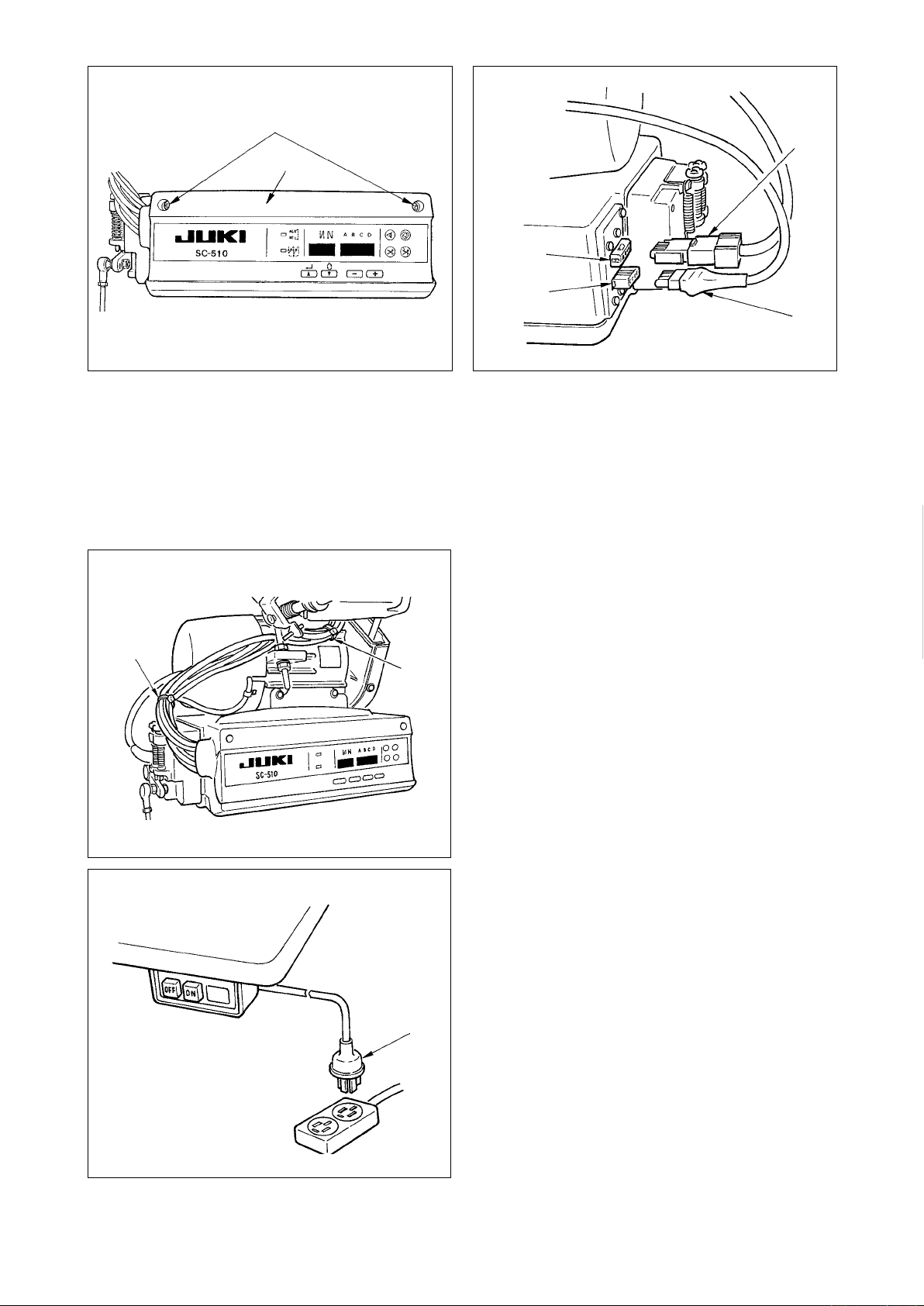
10) 请注意不要让前面外罩4夹住电线 , 把外罩扣
好。
11) 然后 , 用螺丝5固定好。
!6
!8
12)
把电源开关的插头 4P!5插到电气箱侧面的插头
!6
上。
13) 把马达输出电缆!7插到插头!8上。
!5
!7
!9
!9
@0
14) 如图所示 , 用附属品的扎线带
把 2 处的机
! 9
头部附属电缆线捆扎起来。
( 马达信号电缆请不要捆扎到一起。)
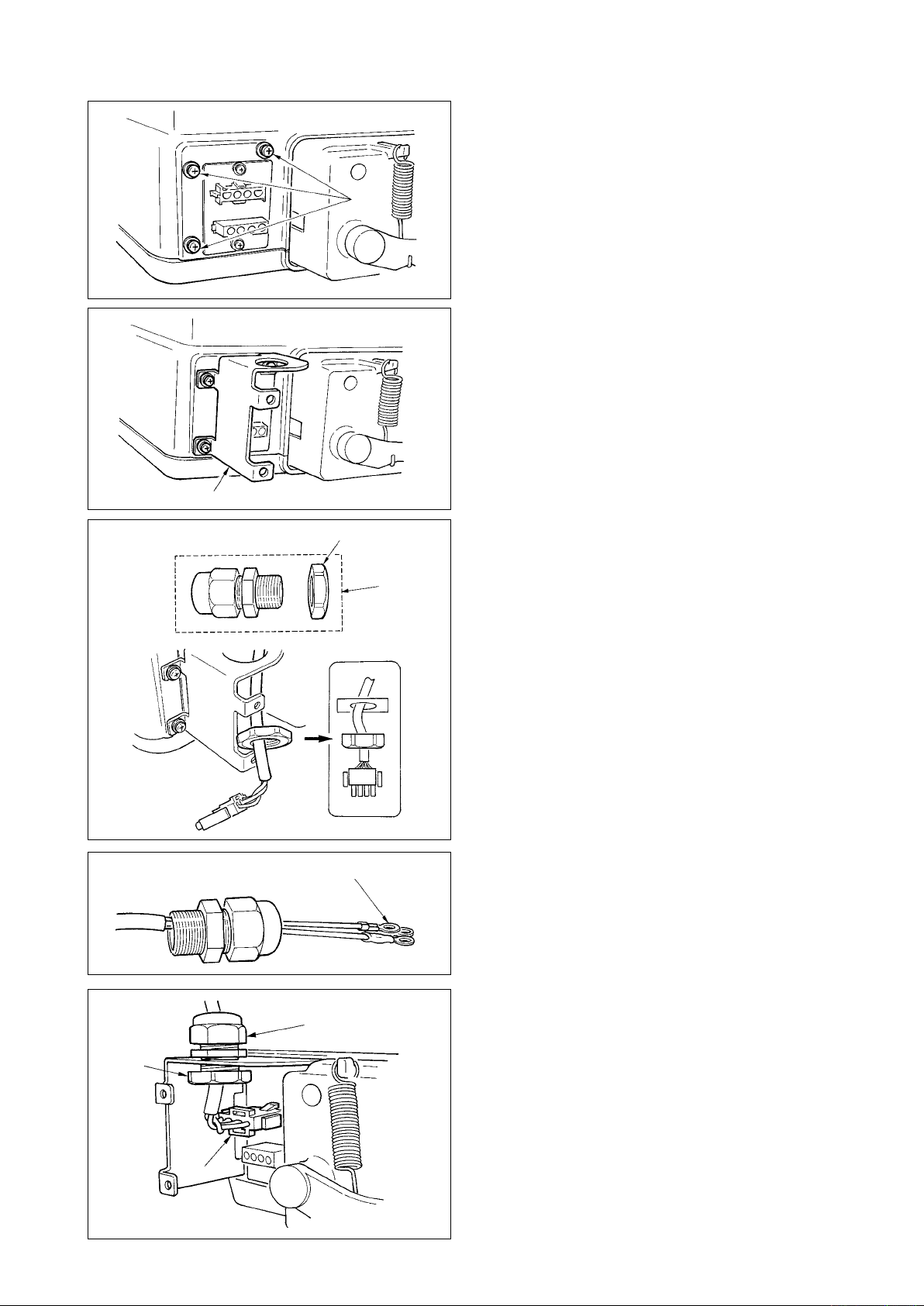
15) 请先确认电源开关是否关闭 (OFF ) , 然后把从电
源开关来的电源线@0插进电源插座。
( 注意 ) 1. 连接电源电缆线之前 , 请再一次确认电
气箱上表示的电源电压规格。
2. 请一定准备符合安全标准的电源开关。
3. 请一定连接好地线 ( 绿 / 黄 )。
中 文
– 7 –
– 8 –
[ 仅限于规格 CE]
2
1) 卸下电气箱侧面的 3 个螺丝1。
1
2) 用拆卸附属的电源护罩安装板2的 3 个螺丝 ,
固定到电气箱主体上。
4
压接端子部
3
3) 从
附属的电缆线按推插头3上卸下螺母4。
4) 确认了螺母的方向之后 , 穿到附属的电缆线上。
( 注意 ) 螺母的平面应朝向电源护罩安装板侧。
5) 把电源线的端子穿过电源护罩安装板内侧的孔。
6) 从电缆线端子侧并注意方向把电缆按推插头穿
过电缆线。
4
5
b
7) 把电源电缆线的插头5插到电气箱的插头 ( 上
部 )。
( 注意 ) 请注意方向并确实地插入。
8) 拧紧螺母4, 把电缆按推插头确实地固定到安装
板上
。
9) 把电缆按推插头的b部拧紧确实地固定到电缆。
6
10)
把从马达过来的插头
头里。
从内侧插入电气箱的插
6
7
11) 注意不要咬住电线 , 把附属的电源护罩7用 2
个附属螺丝8确实地固定到电源护罩安装板
上。
8
* 有关电缆线的处理 , 请参照 6. 电缆的连接方法的 14)、15)。
[ 仅限于规格 LA]
1
2
中 文
1) 卸下电气箱侧面的 3 个螺丝1。
2
2) 用拆卸附属的电源护罩安装板2的 3 个螺丝 ,
固定到电气箱主体上。
3) 把电源线的端子穿过电源护罩安装板内侧的
孔。
4) 确认了螺母3的方向 , 穿过附属的电源电缆 ,
并插到导线管里。
( 注意 ) 螺母的平面应朝向电源护罩安装板侧。
3
5) 把安装金属部件两侧用螺母3拧紧固定。
– 9 –
– 10 –
4
5
6
6) 把电源电缆线的插头4插到电气箱的插头 ( 上部 )。
( 注意 ) 请注意方向并确实地插入。
7) 注意不要咬住电线 , 把附属的电源护罩5用 2 个附属螺丝6确实地固定到电源护罩安装板2上。
* 有关电缆线的处理 , 请参照 6. 电缆的连接方法的 14)、15)。
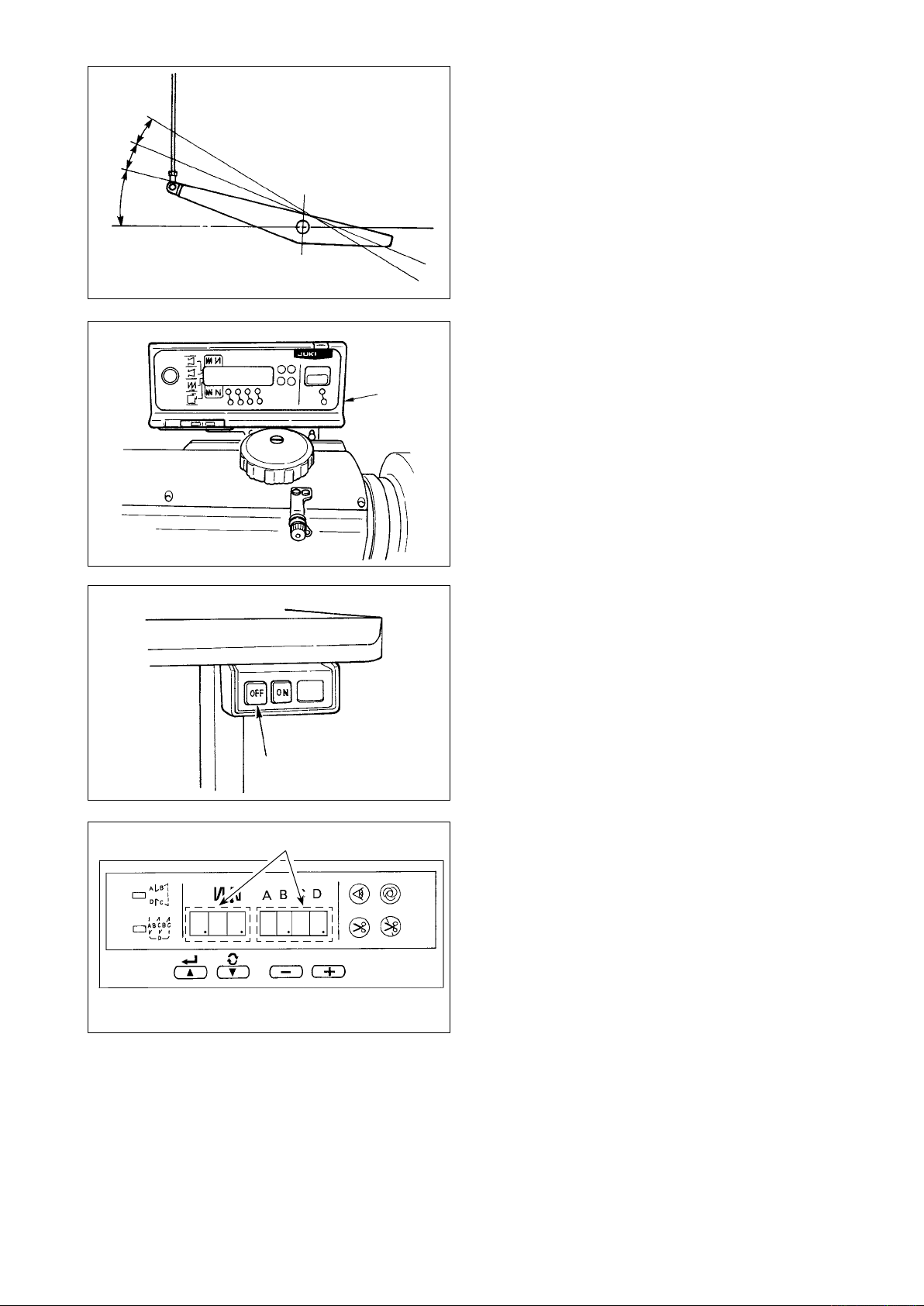
7. 连结杆的安装方法
注意
2
1
3
A
B
为了防止意外的起动发生人身事故 , 请关掉电源 5 分钟以后再进行操作。
1)
连结杆1用螺母3固定到踏板拨杆2的安装孔
。
B
2) 把连结杆1安装到安装孔A之后 , 踏板踩踏行
程变长 , 踏板的中间速度操作变得容易。
. 关于操作方法
#
1. SC-510 的操作方法
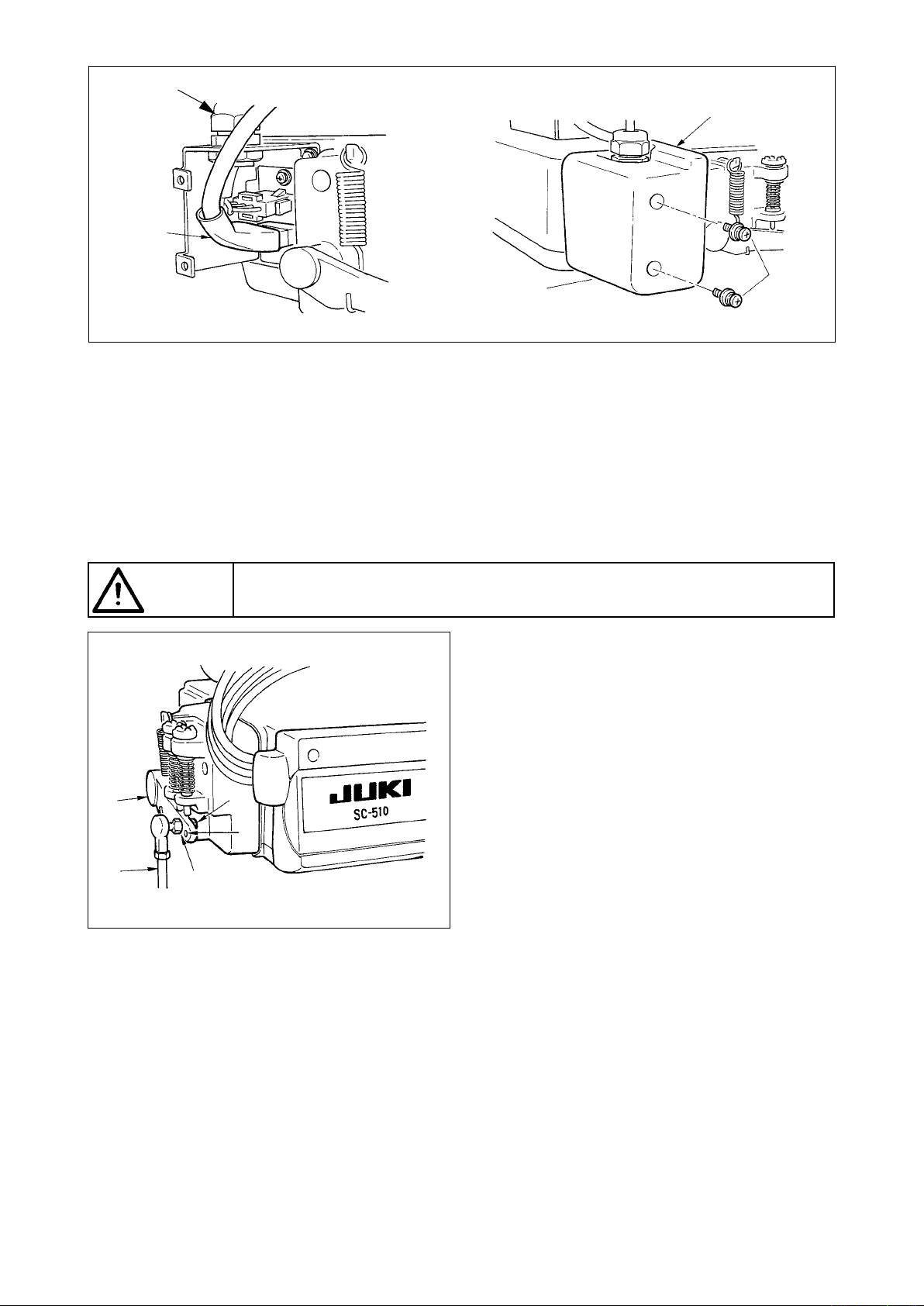
电源 ON 的显示
[ 未连接操作盘时 ]
2
1
1) 按电源开关的 ON 按钮
( 注意 ) 如果打开 (ON) 电源警报器立刻不停地响的
话 , 有可能是电线的连接错误或是电源电压
不对。请按电源开关的 OFF 按钮2, 关掉
电源。
[不使用操作盘 (CP-160, IP-110) 时]
A
电气箱前盖的倒缝显示或重叠缝显示的 LED 亮
灯。(A)
* 有的机头,机头内安装的电源显示 LED 亮灯。
, 打开电源。
1
中 文
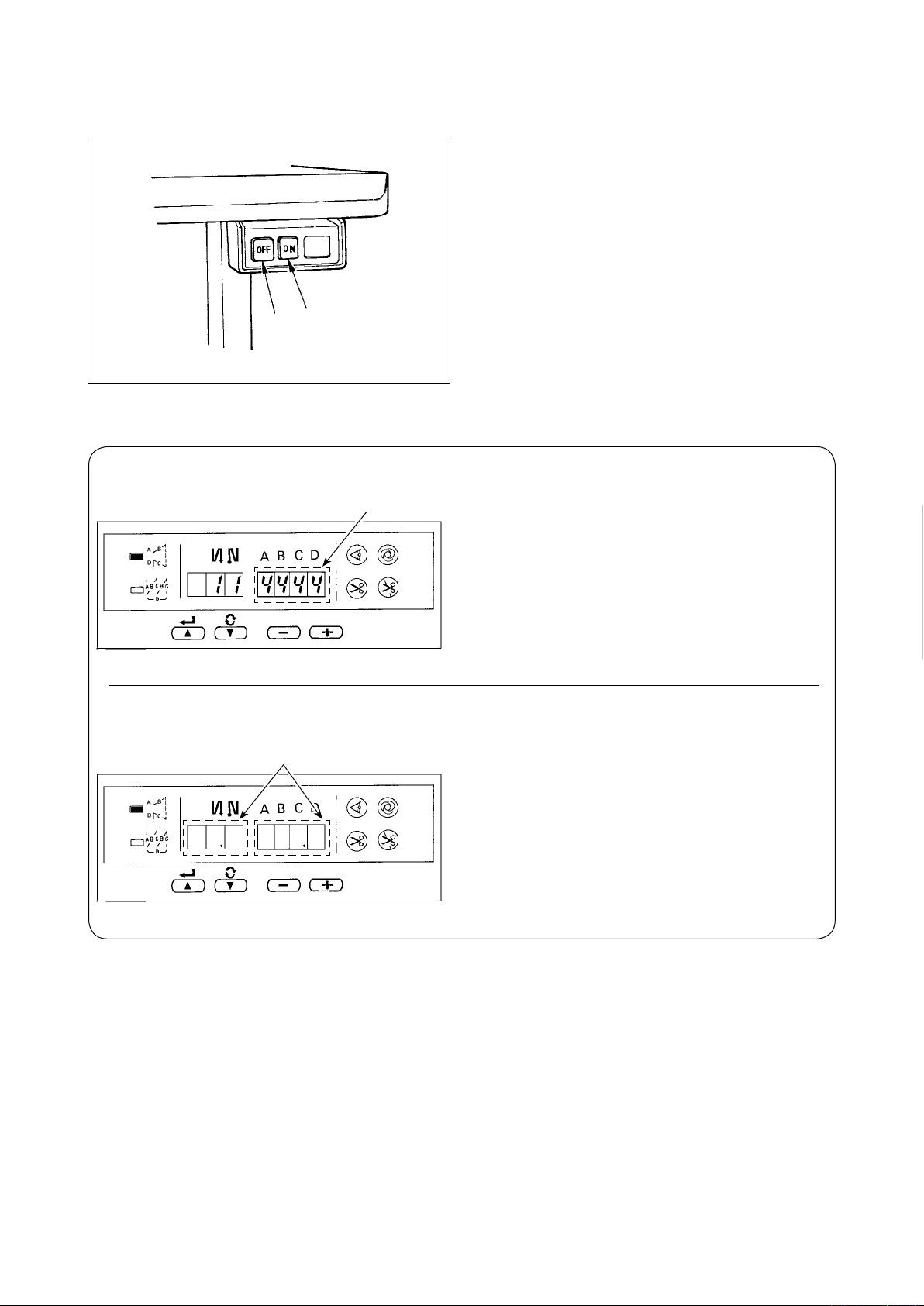
[ 连接操作盘时 ]
[使用操作盘 (CP-160, IP-110) 时]
B
2) 针杆不在上位置时 , 会自动地转动到上位置。( 选择不同的缝纫机机头动作也不同 )
( 注意 ) 1. 最初打开电源 ON 时 , 因为进行初期化作业 , 所以起动时间较长。
2. 打开电源 ON 时 , 请不要把手放到机针下面。
CP-160, IP-110 的电源指示灯亮灯。
电气箱前盖的数字显示窗的 2 处点阵显示 B 亮
灯。
( 注意 ) 打开 (ON) 电源,立刻就响蜂鸣器时,
有可能是电线连接错误,或者是电
源电压错误,此时请按电源开关的
OFF 按钮2,关闭电源。
– 11 –
– 12 –
4
5
6
3) 向前踩踏板4之后 , 缝纫机按照踩踏量变换转
速。把踏板踩回中立位置之后 , 缝纫机停止。
4) 轻轻踩踏板再返回5, 让压脚上升。( 只限 PFL
规格 )
5) 用力踩踏板再返回6, 缝纫机进行切线。
6) 连接操作盘7之后 , 就可以设定开始倒缝、结
束倒缝等各种缝制图案。
详细内容请参阅操作盘的使用说明书。
7
2
7) 缝制结束 , 确认了缝纫机停止之后 , 再按电源开
关的 OFF 按钮2, 关掉电源。
C
如图所示那样,数字显示窗内的 4 处点阵 (C) 瞬
间亮灯,表示电源是被切断的状态。
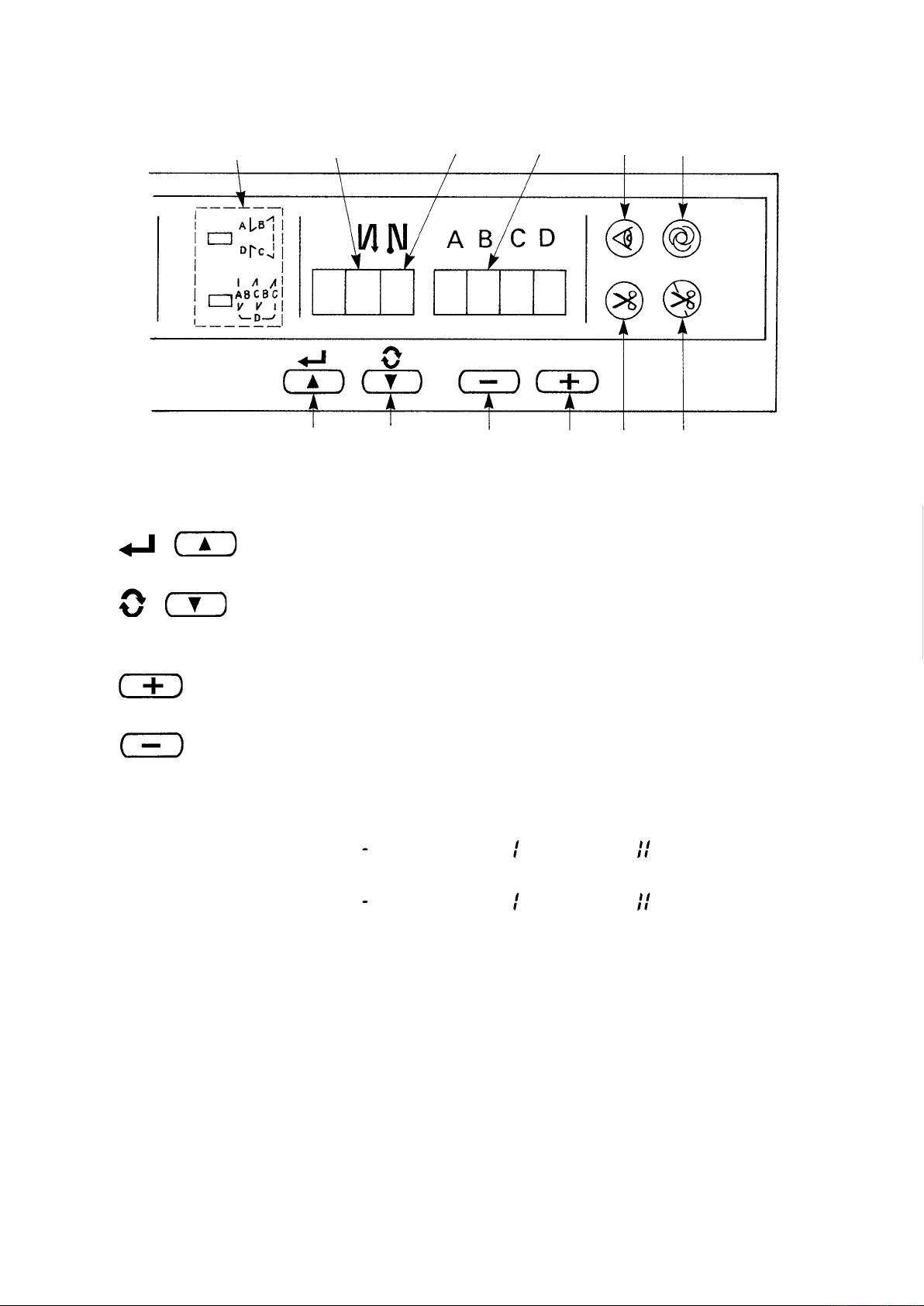
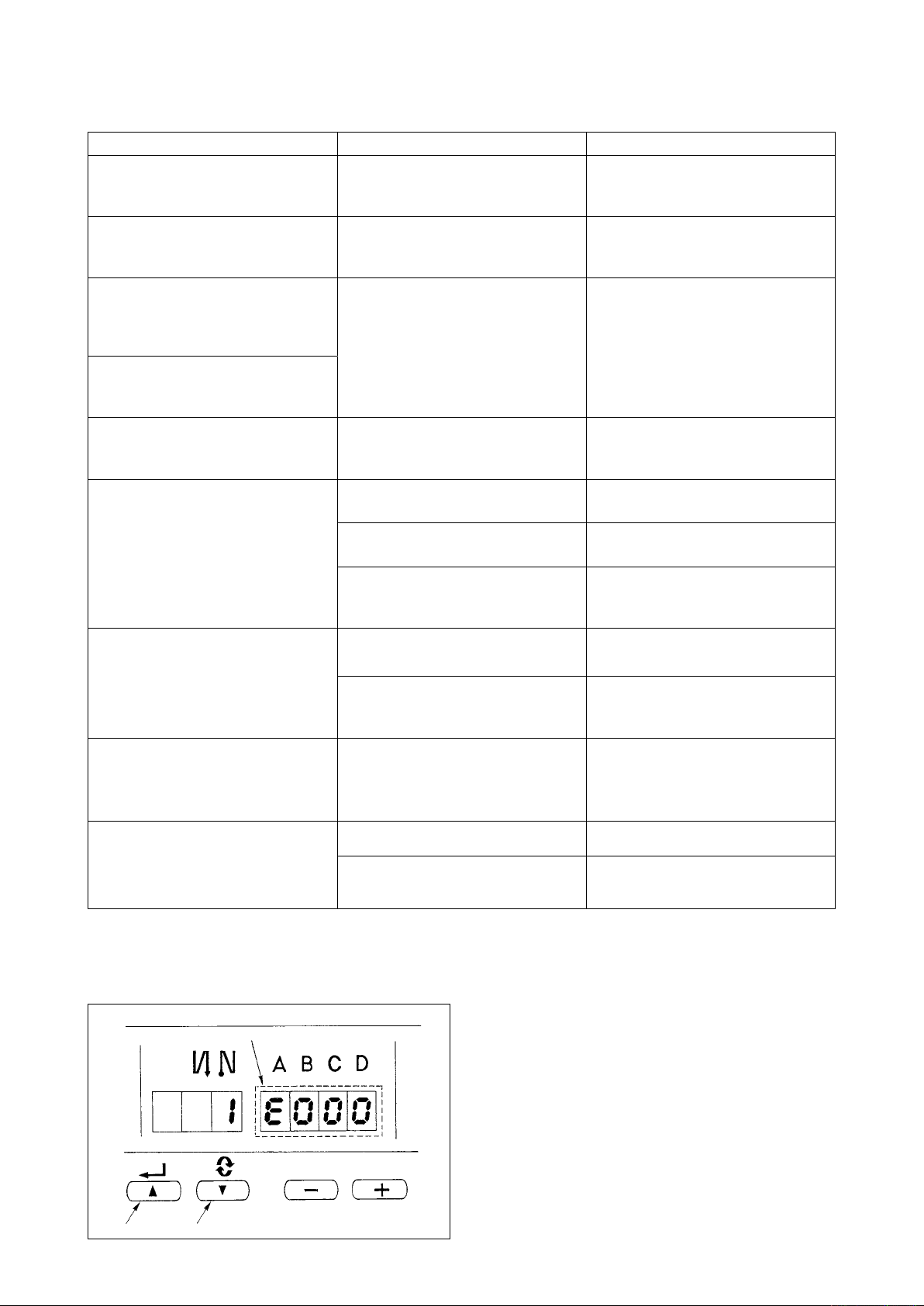
2. 有关操作盘的说明
5
/ 开关 : 确定设定内容时使用。
1
6
1
2
按开关之后 , 闪烁停止 , 确定设定内容。
7
4
8
3
9
!1
!0
!2
中 文
/ 开关 : 变更设定内容时使用。
2
按开关之后 , 可以变更的位置闪烁。
按开关之后 , 闪烁位置向右方向变换。
开关 : 变更被选择的显示 ( 闪烁部 ) 内容时使用。
3
按开关之后 , 显示内容增加。
开关 : 变更被选择的显示 ( 闪烁部 ) 内容时使用。
4
按开关之后 , 显示内容减少。
显示图案选择 : 显示被选择的图案。
5
显示开始时的倒缝 : 选择了倒缝图案时有效。
6
“ ” 表示不倒缝 /“ ” 表示倒缝 /“ ” 表示双重倒缝
显示结束时的倒缝 : 选择了倒缝图案时有效。
7
“ ” 表示不倒缝 /“ ” 表示倒缝 /“ ” 表示双重倒缝
显示针数 : 显示倒缝、重叠缝的缝制针数。
8
显示布端传感器 : 选择布端传感器的设定时亮灯。
9
功能设定 No.2
显示触击自动缝制 : 选择了触击自动缝制后亮灯。
!0
功能设定 No.76
显示自动切线 : 向前踩踏板 , 选择自动切线时亮灯。
!1
设定功能 No.3
显示禁止切线 : 选择了禁止切线后亮灯。
!2
功能设定 No.9
– 13 –
– 14 –
缝制图案的操作方法
(1) 倒缝图案
使用操作盘 , 可以设定下列的倒缝图案。
可以设定的倒缝图案
显示开始时的倒缝
缝制图案
结束倒缝显示
倒缝图案
2
1
⇔
A
B
D
重叠缝图案
2
A
A
B
D
C
C
A
A
B
B
D
D
C
A
B
D
D
C
C
A
B
C
B
D
D
C
C
A
A
B
B
D
C
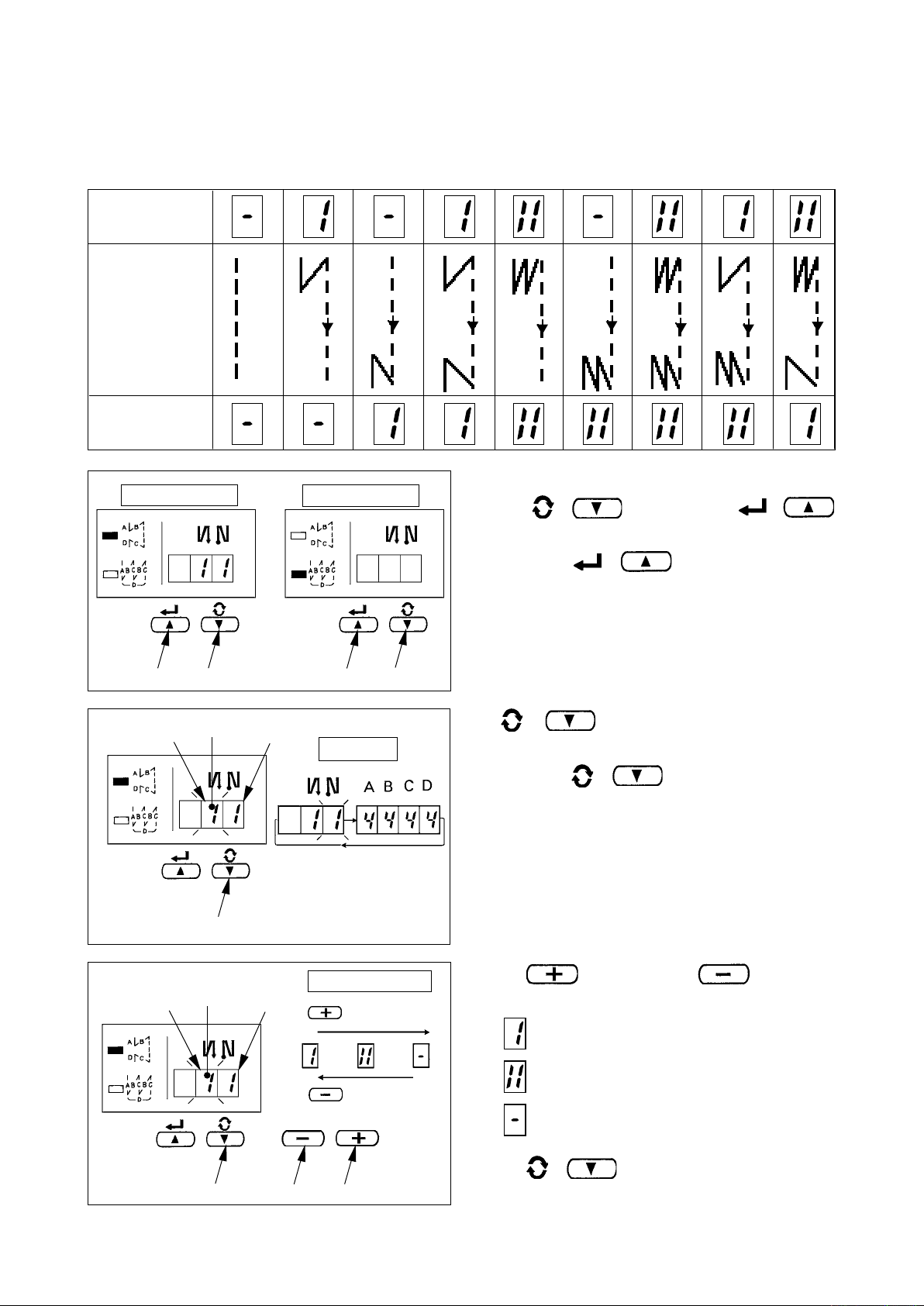
[ 倒缝的设定方法 ]
1) 按下 / 开关1同时按 /
开关2, 选择倒缝图案。
( 每按一次 / 开关1之后 , 可以交
替变换倒缝图案 / 重叠缝图案。)
1
6
6
闪烁
1
闪烁
1
7
7
4
变换方向
倒缝选择内容
用 开关3更新
用
开关4更新
3
2) / 开关1, 让开始时倒缝显示6闪
烁显示。
每按一次 / 开关1之后 , 闪烁位置
向右方向变换。
( 注意 ) 在闪烁状态时 , 缝纫机不起动。
3) 按
开关3或者按 开关4, 选
择倒缝图案。有关倒缝图案和显示如下。
: 倒缝
: 双重倒缝
: 不倒缝
4) 按 / 开关1, 让结束时倒缝显示
闪烁显示 , 进行同样的设定。
7

8
2
1
4
3
(2) 重叠缝图案
使用操作盘 , 可以设定下列的重叠缝图案。
5)
按 / 开关1, 让针数显示8, 设定
倒缝各工序的针数。
6) 按 开关3或者按 开关4, 变
更针数。
关于针数 ,A , B, C, D 各工序最多可以设定为 15
针。
但是 , 显示为 10 针 =A、11 针 =b、12 针 =c、
13 针 =d、14 针 =E、15 针 =f。
7)
结束了所有的设定之后 , 按 / 开关
, 可以确定设定内容。( 闪烁停止 )
2
A
B
倒缝图案
2
1
C
C
A : 设定前进缝制针数 0 〜 15 针
B : 设定倒缝针数 0 〜 15 针
C : 设定前进缝制针数 0 〜 15 针
D : 反复次数 0~9 次
中 文
B
D
重叠缝图案
⇔
2
1
( 注意 ) 关于缝制 , D 工序 5 次 , 为反复 A → B →
C → B → C。
[ 重叠缝的设定方法 ]
1) 按下 / 开关1的同时按 /
开关2, 选择重叠缝图案。
( 每按 / 开关2之后 , 交替变换倒
缝图案 / 重叠缝图案。)
2
1
4
3
2) A 工序的针数为闪烁状态。
3) 每次按 / 开关1之后 , 闪烁位置便
向右方向变换 , 可以变更设定的工序显示闪烁。
4)
按 开关3或者按 开关4变更针
数。
5) 结束了所有的工序设定之后 , 按 /
开关2, 确定设定内容。( 闪烁停止 )
( 注意 )
选择了重叠缝之后 , 自动运转显示亮灯。不
能解除自动运转。
– 15 –

– 16 –
(3) 关于特殊设定
关于前面操作盘显示的布端传感器功能 / 自动切线功能 / 触击自动缝制功能 / 禁止切线功能 , 用另外的功
能设定方法 , 在电源 on 状态之后移动为功能设定模式 , 可以变更设定值。
[ 移动为功能设定模式的方法 ]
1)
按下 / 开关1的同时按 开
关3, 移动功能设定模式。
( 注意 ) 变换之后 , 显示功能设定 No.2。
2) 返回到通常模式时 , 按 / 开关2,
确定设定内容。
2
1
1
4
3
3
布端传感器功能设定 ( 功能设定 No.2)
1
连接了选购品布端传感器之后变为有效。
按 开关3或者按 开关4, 可
以变更设定值。
0 : 禁止布端传感器功能
1 : 布端传感器功能有效
选择了 1, 返回到通常模式之后 ,
布端传感器显示亮灯。
布端停止后的切线动作设定 ( 功能设定 No.3)
2
按 / 开关1, 进入功能设定 No.3 。
按 开关3或者按 开关4可以
变更设定值。
0 : 停止布端传感器
1 : 布端检测后自动切线
1
1
4
4
3
3
选择了 1, 返回到通常模式后 ,
自动切线显示亮灯。
设定布端检测后的停止针数 ( 设定功能 No.4)
3
按 / 开关1, 进入功能设定 No.4。
按 开关3或者按 开关4可以
变更设定值。
设定针数 : 0 〜 19 针
( 注意 ) 设定针数少的话 , 有的缝纫机转速有可能
在设定针数内不能停止。

触击自动缝制设定功能 ( 功能设定 No.76)
4
按 / 开关1, 进入功能设定 No.76。
按 开关3或者按 开关4可以
变更设定值。
0 : 优先踏板指示速度
1 : 自动运转
1
1
4
4
3
3
( 注意 ) 设定布端传感器功能时成为有效。
不能禁止重叠缝动作时的触击动作。
转动速度为用功能设定 No.38 设定的速度。
选择了 1, 返回到通常模式后 ,
禁止切线显示亮灯。
禁止切线功能的设定 ( 功能设定 No.9)
5
选择了禁止切线功能之后 , 可以禁止普通缝和重
叠缝的切线动作。
按 / 开关1进入功能设定 No.9 。
可以用 开关3或 开关4变更
设定值。
0 : 切线有效
1 : 切线无效
选择了 1, 返回到通常模式 , 禁
止切线显示亮灯。
中 文
– 17 –
– 18 –
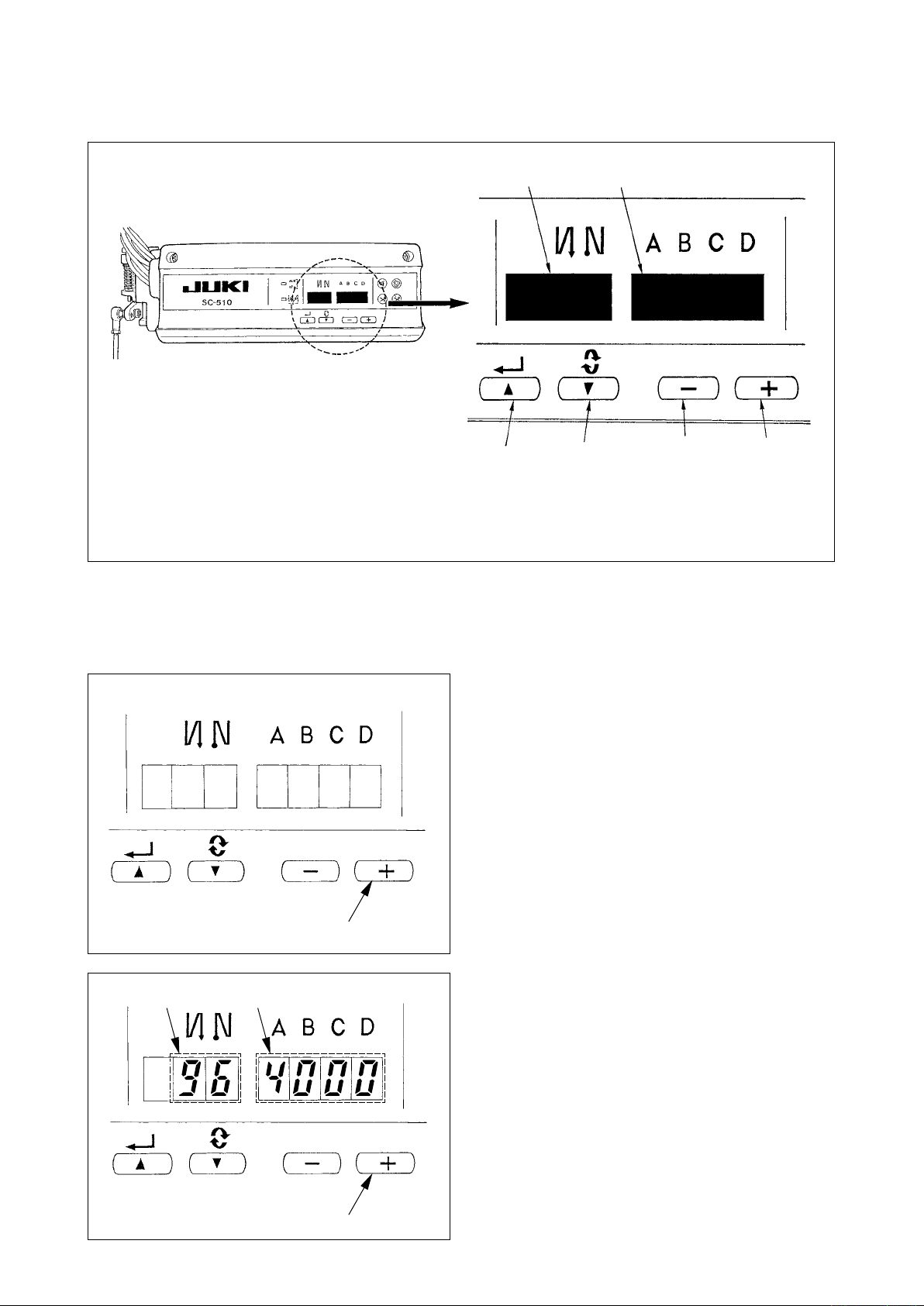
3. SC-510 功能设定方法
通过 SC-510 前防护罩内的 4 个设定开关和显示器可以选择和设定各种功能。
设定 No.
1
确定变更内容以及设定值下降方向更新开关 (SET-)
1
确定变更内容以及设定值上升方向更新开关 (SET+)
2
下降开关 (DOWN)
3
上升开关 (UP)
4
( 注意 ) . 请不要进行在以后的说明中没有写明操作的开关操作。
.
再次打开电源开关时 , 请一定等待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话 ,
可能机器不能正常动作。如果发生这种情况时 , 请再次重新打开电源。
设定内容
2
3 4
有
6
5
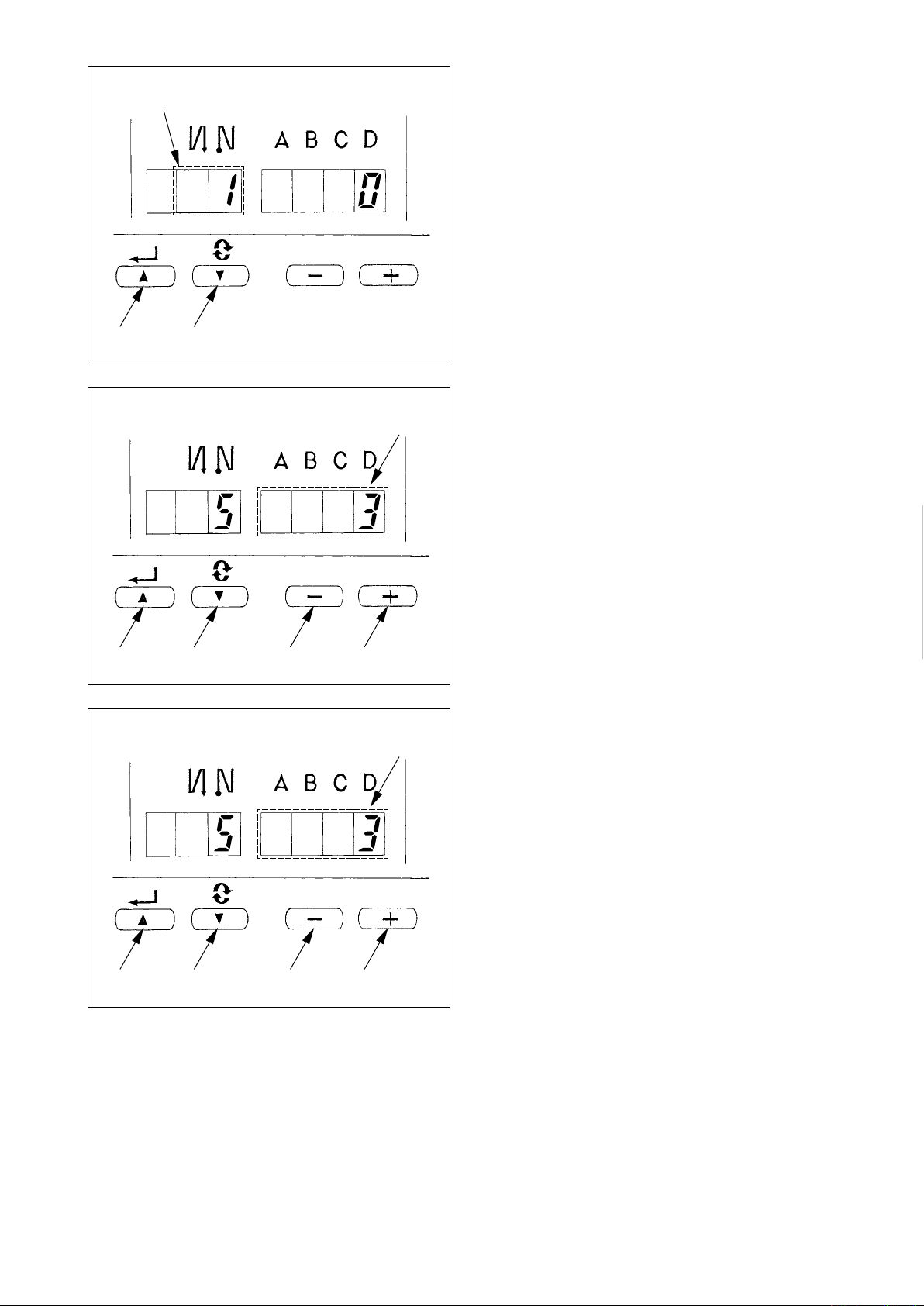
转换为功能设定模式的方法
1)关掉 (OFF) 电源。
2)按压开关4的同时打开电源 (ON)。
4
3) 画面显示如5、6所示。( 如果画面显示无变
化时 , 请重新进行 1)、2) 的操作。)
4
设定 No.
1
2
5
4) 进行设定 No . 的工作时 , 请先按开关2, 然后再
设定 No.。
进行返回设定 No. 的工作时 , 请先按开关1, 然
后再设定 No.。
( 注意 ) 持续地按开关1( 开关2) 之后 , 连续
地返回设定 No.( 前进 )。
进入到 下 一个 ( 或返回到前一个 ) 设
定 No. 之后 , 前项 ( 或后项 ) 的内容就
被确定 , 所以内容也变更。( 按上、下
开关时 ) 请充分注意。
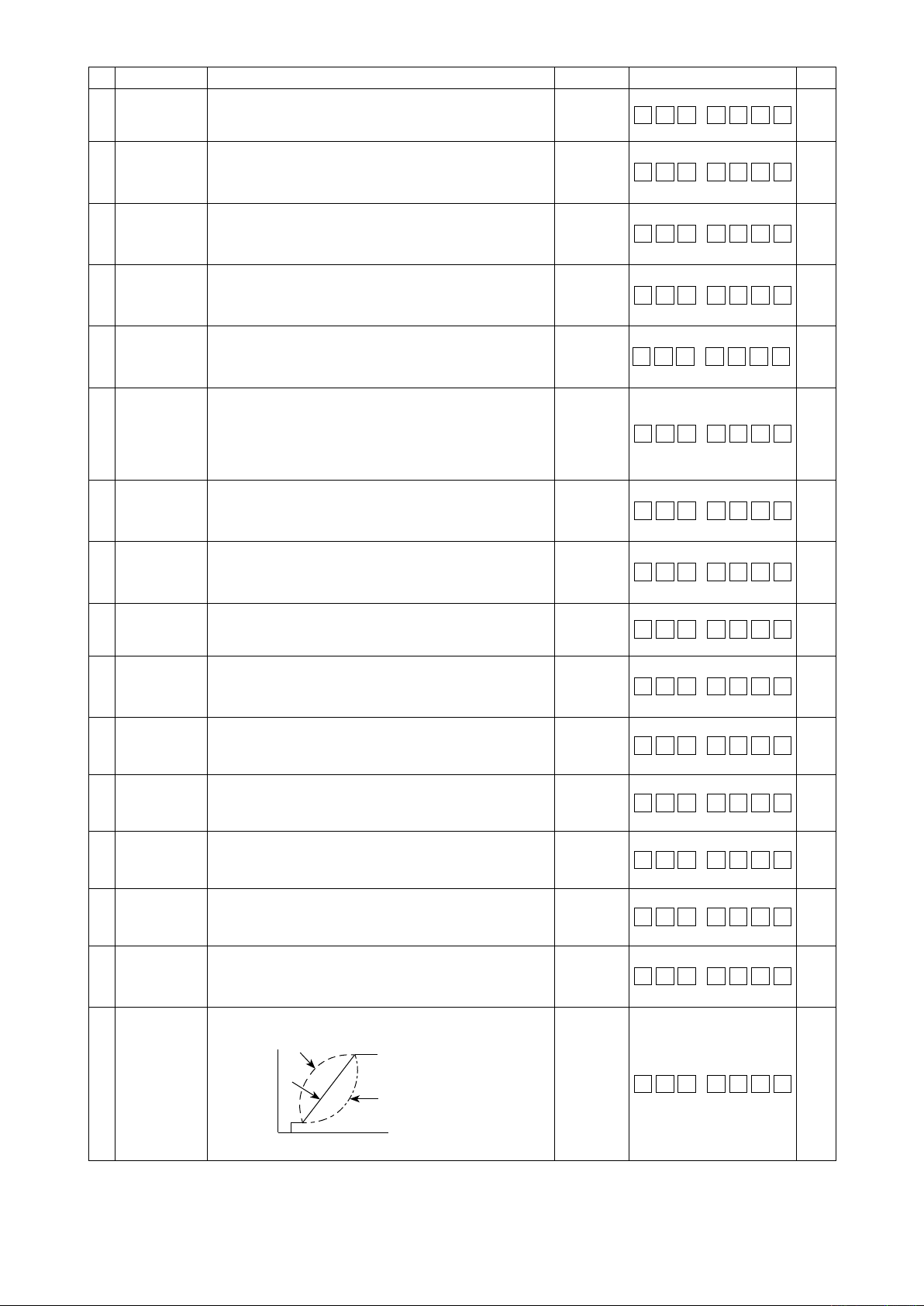
例 ) 减轻晃动功能 ( 设定 No.5) 的变更
按 5 次开关2, 把设定 No. 调整到 [5]。
现在的设定值显示在 LED5( 标准值为 [0]), 因此按
3 次开关4变更为 [3]。
( 注意 ) 持续地按开关4( 或开关3), 就可以
变更设定值。
中 文
1
1
2
2
3
3
4
4
5
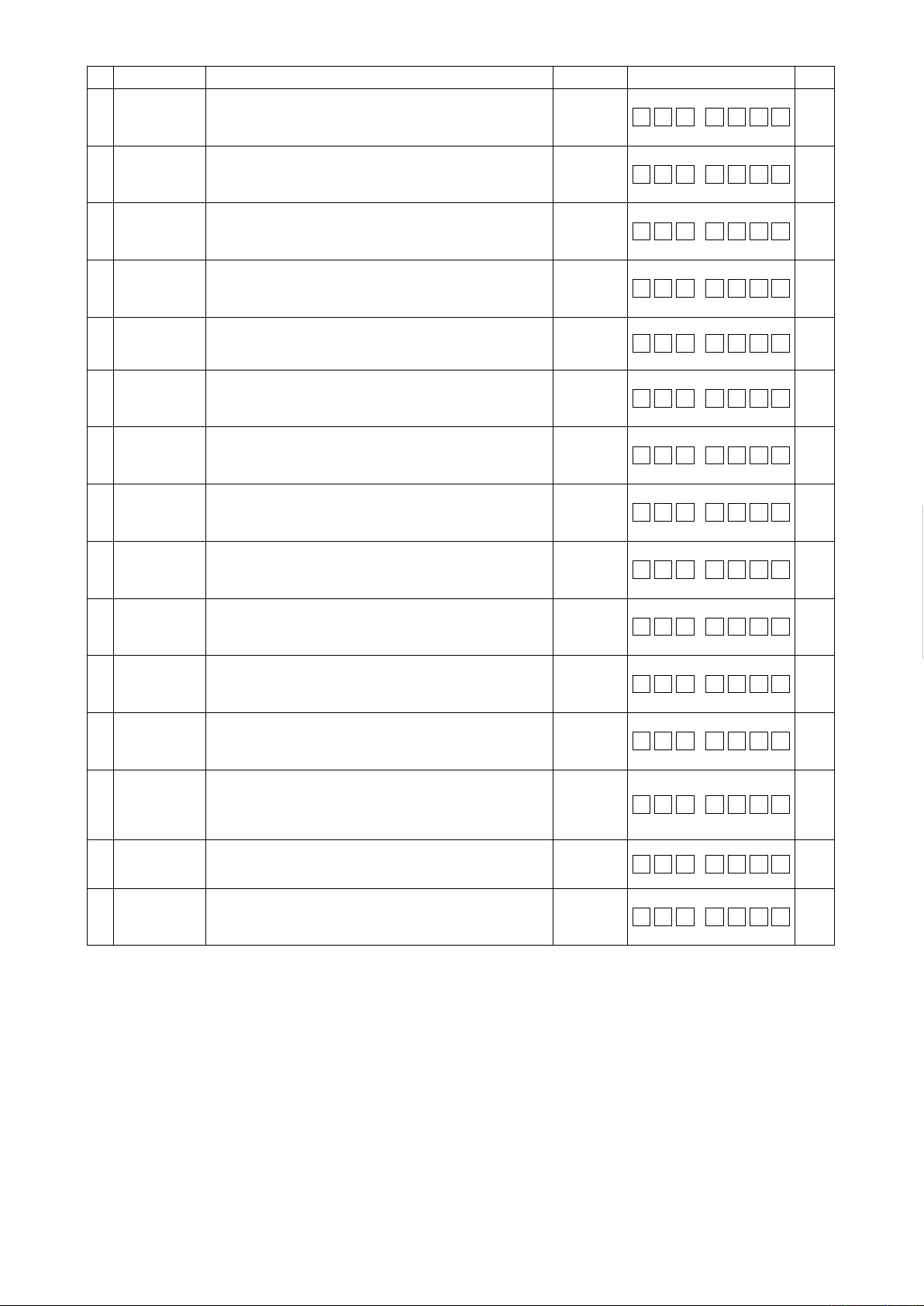
5) 变更完了之后 , 请按开关1或2确定变更后的
数值。
( 注意 ) 1. 进行此作业之前 , 如果电源关掉 , 变
更后的数值就不能被记忆。
2. 按开关1之后 , 画面显示变为前一
个设定 No. 的内容。
3. 按开关2之后 , 画面显示变为后一
个设定 No. 的内容。
操作结束后 , 关闭 (OFF) 电源 , 再次打开 (ON) 电源
之后 , 返回通常运转。
– 19 –

4. 功能设定一览表
No.
项 目 内 容 设定范围 功能设定显示内容
1
软起动功能的选择始缝时进行软起动时的针数
0 : 无软起动功能
2
布边传感器功能布边传感器功能 ( 使用没有操作盘时 )
0 : 无布边减侧功能
0 〜 9
( 针 )
0/1
1 0
2 0
参照页
24
24
1 : 布边减侧后 , 缝制设定的针数 (No.4), 停止缝纫机
3
利用布边传感
器进行切线的
功能
利用布边传感器进行切线的功能 ( 使用没有操作盘时 )
0 : 无检测布边后自动切线的功能
1 : 布边检测后缝制设定的针数 (No.4), 停止缝纫机同时自
0/1
3 0
24
动切线
4
布边传感器针数布边传感器针数 ( 使用没有操作盘的机种时 )
从检测布边到缝纫机停止的针数
5
减轻闪动功能 减轻闪亮功能 ( 手持灯闪亮时 )
0 : 没有减轻闪亮功能
1 : 效果小 → 3: 效果大
6
底线计数功能 底线计数功能
0 : 无底线计数功能
1 : 有底线计数功能
7
底线计数减数单位底线计数减数单位
0 : 计数 /10 针
1 : 计数 /15 针
0 〜 19
( 针 )
0 〜 3
0/1
0 〜 2
4 5
5 0
6 1
7 0
24
24
24
2 : 计数 /20 针
8
倒缝转速 倒缝速度
*
150 〜
3000
(rpm)
8 1 9 0 0
9
禁止切线功能 禁止切线功能 ( 使用没有操作盘时 )
0 : 没有禁止切线功能
1 : 禁止切线 ( 禁止继电器输出 : 切线、挑线 )
10
指定缝纫机停
止时的针杆位
置
11
装载 PSC 键
SW 声音
指定缝纫机停指时的针杆位置
0 : 下定位
1 : 上定位
指定装载 PSC 键 SW 声音
0 : 无声音
1 : 有声音
12
选择选购开关功能选购开关的功能变换
13
禁 止 达到 底 线
计 数 起动 缝 纫
机功能
禁止达到底线计数起动缝纫机功能
0 : 没有禁止达到计数 (-1 以下 ) 起动缝纫机
1 : 有计数器减算 (-1 以下 ) 禁止切线后缝纫机起动功能
2 : 有计数器减算 (-1 以下 ) 暂停禁止切线后缝纫机起动
功能
14
缝制计数功能
缝制 ( 工序结束数 ) 计数功能
0 : 无缝制计数功能
1 : 有缝纫计数功能
21
中 立 自动 压 脚
提升功能
踏板中立时让压脚上升
0 : 无中立自动压脚提升功能
1 : 选择中立压脚提升功能
22
操 作 盘补 偿 开
关 的 功能 变 换
功能
变换操作盘的半针补偿 SW 的功能
0 : 半针补偿
1 : 1 针补偿
0/1
0/1
0/1
0 〜 2
0/1
0/1
0/1
9 0
1 0 0
1 1 1
1 2 0
1 3 0
1 4 1
2 1 0
2 2 0
24
24
24
25
29
29
29
25
切 线 动作 条 件
的设定
* 带标记的项目是维修用的功能 , 请不要变更。如果变更了出货时设定的标准值 , 有可能出现损坏机器或使机器性能降低的危险。需
要变更时 , 请购买服务手册根据手册上的指示进行变更。( 设定内容是标准出货的数值。)
但是 , 有时为了提高缝纫机的功能和性能 , 有可能随时变更功能设定内容。
设定手转动离开下位置或上位置后的切线动作。
0 : 手转动后也可以切线
1 : 手转动后禁止切线
0/1
2 5 1
– 20 –
29

No.
*
*
*
*
*
*
*
项 目 内 容 设定范围 功能设定显示内容
26
倒缝输出禁止
区间
1
27
倒缝输出禁止
区间
2
28
倒 缝 快捷 转 动
延迟时间
29
倒 缝 继电 器 吸
引时间的设定
30
途中倒缝功能
31
设定倒缝针数
32
途 中 倒缝 有 效条件停止中的途中倒缝有效条件
33
途 中 倒缝 结 束
时 , 进 行 切 线
功能
35
低速转速
37
软起动转速
38
单触键缝纫速
39
开 始 转动 的 踏
板行程
40
踏 板 的低 速 区间踏板中立位置作为缝纫机开始加速的位置
41
布 压 脚开 始 下
降的位置
42
踏 板 压脚 提 升
开 始 上升 的 位
置
43
开 始 切线 踏 板
行程 2
44
达 到 踏板 最 高
转速的行程
达到设定角度以下,则禁止倒缝输出。
达到设定角度以上,则禁止倒缝输出。
利用倒缝快捷输入功能,设定从倒缝输出到开始转动的延
迟时间。
设定倒缝继电器的吸引动作时间。
50ms ~ 500ms
途中倒缝功能
0 : 无途中倒缝功能
1 : 有途中倒缝功能
途中倒缝针数
0 : 缝纫机停止时无效
1 : 缝纫机停止时有效
途中倒缝有关的切线功能
0 : 无途中倒缝结束后自动切线功能
1 : 途中倒缝结束后进行自动切线
踏板最低速度
始缝 ( 软起动 ) 速度 (MAX 值根据机头转速决定 )
单触键速度 (MAX 值根据机头转速决定 )
踏板中立位置作为缝纫机开始转动的位置
( 踏板行程 )
( 踏板行程 )
踏板中立位置作为布压脚开始提升的位置
( 踏板行程 )
布压脚开始下降的位置
从中立位置开始的行程
踏板中立位置作为开始切线的位置 2( 有踏板压脚时 )
( 踏板行程 )
踏板中立位置作为缝纫机达到最高速度的位置
( 踏板行程 )
0 〜 359〜 359359
1 ( 度 )度 ))
0 〜 359〜 359 359
1(度)(度)
0 〜 300
5(ms)
50 〜 500〜 500500
(ms)ms))
0/1
0 〜 9
( 针 )
0/1
0/1
150 〜 250
(rpm)
100 〜
MAX
(rpm)
150 〜
MAX
(rpm)
10 〜 50
(0.1mm)
10 〜 100
(0.1mm)
-60 〜
-10
(0.1mm)
8 〜 50
(0.1mm)
-
60 〜〜
0
-11
(0.1mm)
10
〜 150150
(0.1mm
)
2 6 1 1 2
2 7 2 6 2
2 8 5
2 9 2 5 0
3 0 0
3 1 4
3 2 0
3 3 0
3 5 2 0 0
3 7 8 0 0
3 8 2 5 0 0
3 9 3 0
4 0 6 0
4 1 – 2 1
4 2 1 0
4 3 – 5 1
4 4 1 5 0
参照页
29
30
30
30
30
中 文
24
31
45
*
踏 板 中立 点 的修正踏板、传感器的修正值
布 压 脚上 升 保
47
继电器式自动压脚提升装置的上升待机限制时间
持时间
48
踏 板 切线 开 始
*
行程 1
49
压脚下降时间
踏板中立位置作为开始切线的位置 ( 标准踏板 )
( 踏板行程 )
踩踏板之后的布压脚下降时间
0 〜 250 (ms)〜 250 (ms)250 (ms)
51
开 始 倒缝 的 继
开始倒缝时的倒缝继电器起动修正
电器同步补偿
* 带标记的项目是维修用的功能 , 请不要变更。如果变更了出货时设定的标准值 , 有可能出现损坏机器或使机器性能降低的危险。需
要变更时 , 请购买服务手册根据手册上的指示进行变更。( 设定内容是标准出货的数值。)
但是 , 有时为了提高缝纫机的功能和性能 , 有可能随时变更功能设定内容。
-15〜 15
10
〜 600600
( � )� ))
-
60 〜〜
-1010
(
mm)
0.1
0
〜 250
(10ms)
-
36
36 〜〜
(10° )
4 5 0
4 7 6 0
4 8 – 3 5
4 9 1 4 0
5 1 1 0
– 21 –
31
32
No.
52
开始倒缝的继
电器同步补偿
53
结束倒缝的继
电器非同步补
偿
54
马达皮带轮有
效直径
55
切线后布压脚
上升功能
56
切线时 ( 后 ) 反
转提针功能
58
针杆上下定位
保持功能
59
开始倒缝时
A/M 变换功能
项 目 内 容 设定范围 功能设定显示内容
开始倒缝时的倒缝继电器关闭修正
结束倒缝时的倒缝继电器关闭修正
设定使用马达的皮带轮的有效直径。
-36 〜 3636 〜 36〜 3636
(10° )
-
36 〜 36〜 3636
° )
(10
40.0~140.0
(0.5mm)
5 2 1 6
5 3 1 8
5 4 8 5 05
切线时 ( 后 ) 布压脚上升功能
0 : 无随切线动作布压脚上升的功能
1 : 有随切线动作布压脚上升的功能
0//
1
5 5 1
切线时 ( 后 ) 反转提针功能
0 : 无随切线动作反转提针的功能
1 : 有随切线动作反转提针的功能
0
/11
5 6 0
针杆上下定位保持功能
0 : 无针杆上下定位保持功能
1 : 有针杆上下定位保持功能 ( 保持力弱 )
2 : 有针杆上下定位保持功能 ( 保持力中 )
0 〜 3〜 33
5 8 0
3 : 有针杆上下定位保持功能 ( 保持力强 )
开始倒缝结束时的功能
0 : 用踏板等手动操作的速度
1 : 设定倒缝的速度 (No.8)
0/1/11
5 9 1
参照页
32
32
32
33
33
33
60
开始倒缝后立
即停止的功能
64
EBT 转换速度 结束倒缝开始缝制时的初期速度
71
切线缩缝输出
有无的选择
73
加重功能 机针穿不透时使用。
开始倒缝后的功能
0 : 无开始倒缝结束后缝纫机暂时停止的功能
1 : 有开始倒缝结束后缝纫机暂时停止的功能
选择有无 PLC-1700 机头的切线缩缝输出
0 : 无效
1 : 有效
0 : 通常
0/1/11
0 〜 250〜 250250
(rpm)rpm))
0/1/11
0/1/11
6 0 0
6 4 1 8 0
7 1 0
7 3 1
33
34
1 : 加重
74
MF 切线装置
功能的设定
设定 MF 有无安装切线装置。( 仅 MF 机头时有效 )
0 : 未安装
0/1/11
7 4 1
1 : 安装
75
马达转动方向 马达的通常转动方向
*
0 : 顺时针方向
0/1/11
7 5 1
1 : 反时针方向
76
移动到布端的
触击功能
移动到布端的触击自动缝制功能 ( 使用于无操作盘时 )
0 : 无触击功能
0/1/11
7 6 0
34
1 : 有触击功能
84
压脚提升继电
*
器初动作吸引
时间时间
压脚提升继电器吸引动作时间
(50~500ms)
50 〜 500〜 500500
(ms)ms))
8 4 2 5 0
87
踏 板 曲线 选 择功能选择踏板曲线 ( 提高踏板操作功能 )
2
转速
* 带标记的项目是维修用的功能 , 请不要变更。如果变更了出货时设定的标准值 , 有可能出现损坏机器或使机器性能降低的危险。需
要变更时 , 请购买服务手册根据手册上的指示进行变更。( 设定内容是标准出货的数值。)
但是 , 有时为了提高缝纫机的功能和性能 , 有可能随时变更功能设定内容。
0
1
踏板行程
0/1/2/1/21/2/22
8 7 0
– 22 –
34
No.
*
项 目 内 容 设定范围 功能设定显示内容
89
松线功能 与带松线功能的机头组合时有效
0 : 松线功能无效
0/1
参照页
8 9 1
1 : 松线功能有效
91
禁 止 用手 转 动
*
飞 轮 后的 补 偿
动作的功能
92
开 始 倒缝 的 减
速功能
定尺寸缝制完了 , 用手转动飞轮后的补偿缝纫功能
0 : 补偿缝纫功能有效
1 : 禁止补偿缝纫功能
倒缝开始的减速功能
0 : 不减速
0/1
0/1
9 1 1
9 2 0
33
1 : 减速
93
半 针 补 偿 SW
附加功能
打开电源后及切线后的半针补偿 SW 的动作变换
0 : 通常 ( 半针动作 ) 动作
0/1
9 3 0
34
1 : 上述情况时补偿 1 针 ( 上停止→上停止 )
96
踏 板 曲线 选 择功能设定机头的最高转速。
※根据连接的电阻器进行不同的设定。
100
缝 制 开 始、 结
束 倒 缝 时 的 22
缝距
101
交 替 上下 量 输
出 时 的 2 缝 距
输出反转
102
2 缝 距 初 期 输
出的选择
设定在缝制开始、结束倒缝控制时有无 2 缝距输出。
0 : 无效无效
1 : 有效有效
设定在交替上下输出时有无同步 2 缝距输出的反转输出。
0 : 无效无效
1 : 有效有效
把打开电源时的 2 缝距输出设定为 ON 状态。
0 : 无效无效
150 〜 MAX
(rpm)
0/1
0/1
0/1
9 6 4 0 0 0
1 0 0 0
1 0 1 0
1 0 2 0
34
1 : 有效有效
103
交 替 上下 输 出
自 动 解除 针 数
的设定
104
切 线 逆转 时 上
位 置 自动 压 脚
的选择
105
机 针 冷却 器 输
通过针数自动解除交替上下输出。
0 : 自动解除无效自动解除无效
1 〜 30 针1 〜 30 针
把切线逆转提针时的自动压脚上升时间选择为上位置
0 : 无效无效
1 : 有效有效
设定使用机针冷却器输出功能时从停止到输出 OFF 的延迟时间
出 OFF 的延迟OFF 的延迟的延迟
时间
106
图 案 控制 的 设定设定图案缝制功能的有效无效。
0 : 无效无效
0 〜 30
(针)
0/1
0 〜 2000
(100ms)
0/1
1 0 3 0
1 0 4 0
1 0 5 5 0 0
1 0 6 5 0 0
中 文
1 : 有效有效
107
切 线 后交 替 上
下输出的选择
切线后强制地交替上下输出的 ON 输出 /OFF 输出设定。ON 输出 /OFF 输出设定。输出 /OFF 输出设定。/OFF 输出设定。输出设定。
0 : 保持输出状态保持输出状态
1 : OFF 输出输出
0/1/2
1 0 7 0
2 : ON 输出输出
108
最 高 转速 变 更
有无的选择
设定最高转速变更的有效无效。
0/1
1 0 8 0
118
加 润 滑脂 异 常
出 错 解除 的 设
定
* 带标记的项目是维修用的功能 , 请不要变更。如果变更了出货时设定的标准值 , 有可能出现损坏机器或使机器性能降低的危险。需
要变更时 , 请购买服务手册根据手册上的指示进行变更。( 设定内容是标准出货的数值。)
但是 , 有时为了提高缝纫机的功能和性能 , 有可能随时变更功能设定内容。
进行加润滑脂异常出错 (E221) 的解除。(E221) 的解除。的解除。
0 : 通常运转通常运转
1 : 设定异常出错解除设定异常出错解除
0/1
1 1 8 0
– 23 –

5. 关于各选择功能的详细内容
软起动功能的选择 ( 功能设定 No.1)
1
缝距较细时 , 或机针粗时 , 始缝上线和底线结不起来时 , 通过限制始缝时缝纫机的速度来提高缝制稳定
性的功能。
0 : 无功能选择
1
1~9 : 软起动的针数
另外 , 可以变更软起动时的速度限制值。( 设定功能 No.37)
可以设定的范围
3 7
100~MAX [rpm] <50/rpm>
布边传感器 (ED: 选购品 ) 功能 ( 设定功能 No.2 〜 4)
2
安装布边传感器 (ED) 之后才能使用。
详细请参照布边传感器使用说明书。
( 注意 ) 没有布端传感器时和连接了 CP-160 的操作盘时 , 设定内容变为无效。
减轻闪动功能 ( 设定功能 No.5)
3
缝纫机起动时减轻手持灯闪动的功能。设定值越大 , 减轻效果越高。
设定范围
0~3
5
0 : 无减轻效果
0
8 0 0
0
∼
3 : 效果大
底线计数功能 ( 设定功能 No.6)
4
( 注意 ) 减 轻 效果 越 高 ( 数字越大 ) 缝纫机起
动速度越慢。
操作盘 (CP-160) 时 , 从预设的数值减算 , 显示底线使用量的功能。
详细内容请参照操作盘的使用说明书。
( 注意 ) 设定为 0 之后 , 操作盘上的液晶显示消失 , 底线计数功能无效。
禁止切线功能 ( 设定功能 No.9)
5
这是切线动作时关闭切线继电器和挑线继电器的输出的功能。[ 与操作盘 (CP-160) 组合时 , 则根据操作
盘侧的设定来决定。]
利用本功能可以不切线而接缝其他缝制物。
0 ∶ off 切线有效 ( 切线 )
9
1 ∶ on 禁止切线 ( 不切线 )
指定缝纫机停止时的针杆位置 ( 设定功能 No.10)
6
0
指定踏板中立时的针杆停止位置。
0 : Down 下位置停止
1 0
1 : Up 上位置停止
0
( 注意 ) 选择上位置停止时的切线动作是先下降倒下位置后再进行切线。
装载 PSC 键 SW 声音 ( 设定功能 No.11)
7
可以选择有无操作 PSC 箱 4 种按键 SW 声音。
0 ∶ off 无声音
1 1
1 ∶ on 有声音
1
– 24 –

选项输入输出功能的选择 ( 功能设定 No.12)
8
操作键的配列
3
1 2
9 0 0
<?
表示选项输入 1 〜 8。
O P T _
_ E n d
i n _ _
o u T _
* * * 9 0 1
1
2
4
用功能设定方法 1) 〜 4) 的操作方法选择功能号码 No.12 。
用3、4的键选择“End”、“in”、“out”的项目。
[ 选择了“in”时 ]
在左 3 位上显示出孔号码1或用2的键指定输入孔。用3或4的键
指定输入孔的功能。在 4 位的 LED 上交替显示功能代码和缩写子母。
9 0 8
<?
9 1 8
* * * 9 1 1
表示选项输入 1 〜 8。
( 信号输入号码和连接器的引脚配列的关系请参照附表。)
[ 选择了“out”时 ]
在左 3 位上显示出孔号码1或用2的键指定输出孔。用3或4的键
指定输出孔的功能。在 4 位的 LED 上交替显示功能代码和缩写子母。
( 信号输入号码和连接器的引脚配列的关系请参照附表。)
( 注意 ) 输出时使用的电压请不要超过 W1 和 W2 设定的电压。( 详细内容请参照服务手册 )。
中 文
* 例 ) 把切线功能设定到输入选项孔 1
1 2
9 0 0
O P T _
i n _ _
n o P 9 0 1
T S W 9 0 1
交替亮灯。
L 4
[\
1. 用功能设定方法 1) 〜 4) 的操作方法选择功能号码 No.12 。
2. 用3、4的键选择“in”。
3. 用2的键选择 901 的孔。
4. 用3、4的键选择“TSW”切线功能。
5. 用2的键确定“TSW”切线功能。
9 0 1
9 0 2
・・・
L 4
[\
H 4
n o P
6. 用3、4的键设定信号的有效。
信号以“Low”进行切线动作的话 , 请把显示设定为“L”。信号
7. 用2的键确定以上功能。
以“High”进行切线动作的话 , 则把显示设定为“H”。
9 0 0
i n
E n d
8. 用2的键结束选项输入。
9. 用3、4的键选择“End”的项目、返回功能设定模式。
※ 作为其他选项功能 , 编程可以进行简单的输入输出序列工作。
( 详细内容请参照服务手册。)
– 25 –
输入功能一览
功能
代码
0 noP
1 HS
2 bHS
3 EbT
4 TSW
5 FL
6 oHS
7 SEbT
8 PnFL
9 Ed
10 LinH
11 TinH
12 LSSW
13 HSSW
14 USW
15 rSW
16 SFSW
17 MES
18 AUbT
19 vErT
20 vSW
21 2Pit
22 2PSW
23 oSSW
24 bbCG
缩写 功能项目 备考
无功能设定 ( 标准设定状态 )
半针补偿缝制
每按开关后正送半针。( 与操作盘的半针补偿缝 SW 动作
相同 )
倒缝补偿缝纫 按下开关的时间以低速进行倒缝。
( 选择 CP-160 操作盘的指定尺寸缝图案时有效 )
取消结束倒缝 1 次功能 按 SW 之后回踩踏板 , 不进行结束倒缝 1 次功能。
切线功能 作为切线开关动作。
压脚提升功能 作为压脚提升开关动作。
1 针补偿 每按 1 次开关 , 施行 1 针缝补偿。
开始结束倒缝取消功能 通过选购开关的操作 , 可以交替变换有效 / 无效。
踏板中立时 , 压脚提升功能
每按 SW, 可以选择踏板中立时让压脚提升自动地上升
/ 或
不让上升的功能。
输入布边传感器 作为布边传感器的输入信号进行动作。
禁止踏板前踩功能 禁止踩踏板转动。
禁止切线输出功能 禁止切线输出。
输入低速指令 作为立式缝纫机用低速 SW 进行动作。
输入高速指令 作为立式缝纫机用高速 SW 进行动作。
机针提升功能 下停止中按了 SW 之后进行上停止动作。
逆转机针提升功能
下停止中按了 SW 之后逆转以指定角度进行制动停止
动作。
输入安全开关 禁止转动。
输入切线切刀传感器 作为切线切刀传感器的输入信号进行动作。
自动倒缝的取消 / 输入追加开关
输入交替上下量变换操作盘开关
每次按了 SW 之后 , 取消或追加开始或结束倒缝。
每次按了 SW 之后 , 反转交替上下量变换输出。
输入交替上下量变换膝动开关 按着 SW 的期间 , 变换输出交替上下量。
2 缝距 交替的输入 每次按了 SW 后,反转 2 缝距输出。
2 缝距 瞬间开关的输入 在按下 SW 期间,输出 2 缝距。
快捷速度指令开关的输入 在按下 SW 期间,作为快捷速度指令进行动作。
更换梭芯开关的输入 第 1 次按 ON 后,压脚上升,缝纫机起动为无效。
( 更换梭芯 )
25 CGUd
26 bKoS
第 2 次按 ON 后,压脚下降,缝纫机返回到通常动作。
中心导向器开关的输入 每次按 SW 之后,反转中心导向器的输出。
单触倒缝速度指定开关的输入 按下 SW 期间,作为单触倒缝速度指令进行动作。
– 26 –
输出功能一览
功能
代码
0 noP
1 TrM
2 WP
3 TL
4 FL
5 bT
6 EbT
7 SEbT
8 AUbT
9 vErT
10 SSTA
11 2PiT
12 CGUd
13 CooL
缩写 功能项目 备考
无功能设定 ( 标准设定状态 ) *
输出切线 切线信号的输出 *
输出勾线 勾线信号的输出 *
输出松线 松线信号的输出 *
输出压脚提升 压脚提升信号的输出 *
输出倒缝 倒缝信号的输出 *
输出 EBT 取消监视器 输出结束倒缝 1 次取消功能状态。
输出开始结束倒缝取消监视器 输出开始结束倒缝取消功能状态。
取消自动倒缝 / 输出追加监视器
输出交替上下量变换 ( 监视器 )
取消输出自动倒缝或输出追加功能状态。
输出交替上下量变换信号。
输出缝纫机停止状态 输出缝纫机停止状态。
2 缝距输出 2 缝距信号的输出
中心导向器输出 中心导向器信号的输出
机针冷却器输出 使用机针冷却器的输出
* 使用选项时磁力输出功能无效。
( 注意 ) 输出时使用的电压请不要超过 W1 和 W2 设定的电压。( 详细内容请参照服务手册。)
中 文
– 27 –

输入连接器
连接器号码 引脚号 7 显示号码 功能 电源电压设定用跨接线
1 Vcc4 用 W4 选择的电源电压
CN51-1
CN51-2
CN51-3
CN51-4
2 901 选项输入 1
3 902 选项输入 2
4 - GND
1 Vcc4 用 W4 选择的电源电压
2 903 选项输入 3
3 904 选项输入 4
4 - GND
1 Vcc3 用 W3 选择的电源电压
2 905 选项输入 5
3 906 选项输入 6
4 - GND
1 Vcc3 W3 で選択された電源
2 907 选项输入 7
3 908 选项输入 8
4 - GND
電圧
W4
Vcc4 用 W4 的设定选择
+5V、+12V、+24V 。
W3
Vcc3 用 W3 的设定选择
+5V、+12V、+24V 。
( 注意 ) 输入电压请不要超过 +5V。( 详细内容请参照服务手册。)
输出连接器
连接器号码 引脚号 7 显示号码 功能 电源电压设定用跨接线
1 Vcc1 用 W1 选择的电源电压
CN50-1
CN50-2
CN50-3
CN50-4
2 911 选项输入 1
3 912 选项输入 2
4 - GND
1 Vcc1 用 W1 选择的电源电压
2 913 选项输入 3
3 914 选项输入 4
4 - GND
1 Vcc2 用 W2 选择的电源电压
2 915 选项输入 5
3 916 选项输入 6
4 - GND
1 Vcc2 用 W2 选择的电源电压
2 917 选项输入 7
3 918 选项输入 8
4 - GND
W1
Vcc1 用 W1 的设定选择
+5V、+12V、+24V 。
W2
Vcc2 用 W2 的设定选择
+5V、+12V、+24V 。
( 注意 ) 输出时使用的电压请不要超过 W1 和 W2 设定的电压。( 详细内容请参照服务手册。)
– 28 –
缝制计数功能 ( 设定功能 No.14)
9
每切线后计数增加 , 计算缝制工序完了数的功能。
可以与 CP-160 操作盘组合使用。请参照操作盘的说明书。
0 : off 无缝制计数功能 (CP-160 操作盘上的显示灭灯。)
1 4
1 : on 有缝制计数功能
1
( 注意 ) 有些 CP-160 的版本不对应。
中立自动压脚提升功能 ( 只限安装 AK 装置的机种 )( 功能设定 No.21)
!0
这是踏板在中立位置时 , 自动提升压脚的功能。
踏板自动上升时间 , 依切线后的自动上升时间来决定 , 自动下降之后 , 须再离开中立位置之后再次从中
立位置开始自动上升。
2 1
1 : on 选择中立自动压脚提升功能
操作盘补偿开关的功能变换功能 ( 功能设定 No.22)
!1
0
0 : off 无中立自动压脚提升功能
可以把 CP-160 操作盘上的补偿开关功能变换为半针或 1 针。
2 2
1 : 1 针补偿
0
0 : 半针补偿
切线动作条件的设定 ( 功能设定 No.25)
!2
手转动等离开下检测位置后的回踩动作时 , 设定无切线动作的功能。
0 : 切线动作有效
1 : 禁止切线动作
2 5
倒缝继电器吸引时间的设定 ( 功能设定 No.29)
!3
1
可以变更倒缝继电器的吸引时间。发热过高时等把值调整小后有效。
( 注意 ) 如果把值设定得过小 , 会发生动作异常或间距异常 , 变更时请充分注意。
2 9
2 5 0
设定范围 :50 〜 500ms<10/ms>
中 文
– 29 –
途中倒缝功能 ( 设定功能 No.30 〜 33)
!4
可以向机头倒缝开关增加针迹数的限制和切线指令的功能。
设定功能 No.30 选择途中倒缝功能。
0 : off 同常的倒缝功能
3 0
1 : on 途中倒缝功能有效
0
设定功能 No.31 设定倒缝针数。
设定范围
3 1
4
0~19 针
设定功能 No.32 途中倒缝有效条件。
0 : off 缝纫机停止时无效 ( 缝纫机运转中有中途倒缝功能 )
3 2
1 : on 缝纫机停止时有效
0
( 缝纫机运转中 , 停止中均有中途倒缝功能 )
( 注意 ) 转动时哪个条件均有效。
设定功能 No.33 途中倒缝结束时 , 进行切线功能。
0 : off 不切线
3 3
0
1 : on 实行切线
各设定状态的动作
用途
1
2
3
4
5
No.30 No.32 No.33
作为通常的倒缝按键开关来使用。
1
作为的加固缝 ( 压缝 ) 来使用。( 只在缝纫机转动时动作。)
2
作为的加固缝 ( 压缝 ) 来使用。( 缝纫机转动时和停止时都动作。)
3
作为结束倒缝的起动开关来使用。( 作为代替踏板回踩切线来使用。只在缝纫机转动时动作 , 作为起
4
功能设定
0 0 或 1 0 或 1 作为通常的按键倒缝开关动作。
1 0 0
1 1 0
1 0 1
1 1 1
向前踩踏板时 , 操作按键倒缝开关之后 , 进行利用功能设定 No.31 设定的针数
的倒缝。
在缝纫机停止时 , 向前踩踏板时 , 操作按键倒缝开关之后 , 进行利用功能设定
No.31 设定的针数的倒缝。
向前踩踏板时 , 操作按键倒缝开关之后 , 进行利用功能设定 No.31 设定的针数
的倒缝 , 自动切线。
缝纫机停止时 , 向前踩踏板时 , 操作按键倒缝开关之后 , 进行利用功能设定
No.31 设定的针数的倒缝 , 自动切线。
输出功能
动缝纫机来使用特别有效。)
作为结束倒缝的起动开关来使用。( 作为代替踏板回踩切线来使用。缝纫机停止时和转动时都动作 ,
5
作为起动缝纫机来使用特别有效。)
– 30 –

单触键缝纫速度 ( 设定功能 No.38)
!5
踩一次踏板可以设定指定针数或检测布边连续运针的单触键缝纫速度。
设定范围
3 8
150~MAX.rpm<50/rpm>
2 5 0 0
( 注意 ) 1. 触击缝制的设定用 CP-160 的操作盘或功能设定 No.76 来进行设定。
2. 单触键缝纫的最高转速根据机头转速决定。
布压脚上升保持时间 ( 设定功能 No.47)
!6
继电器式压脚提升时 (No.46 0) 可以条整压脚上升保持时间。
压脚提升后 , 设定 No.47 设定的时间经过之后 , 自动地让压脚下降。
选择空气式压脚提升时 (No.46 1) 与设定无关 , 无限制。
设定范围
4 7
10~600sec<10/sec>
压脚下降时间 ( 功能设定 No.49)
!7
6 0
从压脚输出 OFF 到缝纫机起动的延迟时间。
0 〜 250ms (10ms)
9
4
1 4 0
中 文
– 31 –
倒缝继电器同步补偿 ( 功能设定 No.51 〜 53)
!8
这是在自动倒缝动作 , 正缝倒缝缝迹不一致时 , 变更倒缝继电器的开关同步 , 进行补偿的功能。
1) 开始倒缝的继电器同步补偿 ( 功能设定 No.51)
可以以角度单位补偿开始倒缝的继电器同步角度。
调整范围
-36 ~ 36<1/10° >
5 1
1 0
设定值 补偿角度 补偿针数
-36 -360
-18 -180
0 0
18 180
36 360
゜
゜
゜
゜
゜
-1
-0.5
0
0.5
1
2) 开始倒缝的继电器同步补偿 ( 功能设定 No.52)
可以以角度单位补偿开始倒缝的继电器关闭同步角度。
调整范围
-36 ~ 36<1/10° >
5 2
设定值 补偿角度 补偿针数
-36 -360
-18 -180
0 0
18 180
36 360
1 6
゜
゜
゜
゜
゜
-1
-0.5
0
0.5
1
360
180
-180
-360
※ 把前 1 针作为 0°可以
补偿 360° (1 针 )
˚
˚
0
˚
˚
˚
360
˚
180
˚
0
˚
-180
˚
-360
˚
3) 结束倒缝的继电器非同步补偿 ( 功能设定 No.53)
可以以角度单位补偿结束倒缝的继电器关闭同步角度。
调整范围
-36 ~ 36<1/10° >
切线后布压脚上升功能 ( 选择功能 No.55)
!9
5 3
1 8
设定值 补偿角度 补偿针数
-36 -360
-18 -180
0 0
18 180
36 360
゜
゜
゜
゜
゜
-1
-0.5
0
0.5
1
360
180
-180
-360
˚
˚
0
˚
˚
˚
切线后 , 让布压脚上升的功能。只与 AK 装置组合时有效。
0 ∶ off 无自动上升功能 ( 切线后压脚不自动上升 )
1 ∶ on 有自动上升功能 ( 切线后压脚自动上升 )
5 5
1
– 32 –

切线时反转提针功能 ( 选择功能 No.56)
@0
切线后 , 让缝纫机反转 , 让机针上升倒上死点附近。
缝制厚料时 , 机针露出压脚下部 , 勾缝制物时选择使用。
0 ∶ off 无切线后反转提针功能
5 6
1 ∶ on 有切线后反转提针功能
0
( 注意 ) 因为让其逆转到针杆上死点附近 , 有可能容易脱线。请切线后调整留线长度。
针杆上下定位保持功能 ( 设定功能 No.58)
@1
针杆在上位置或下位置 , 以弱制动保持位置。
0 : off 无针杆上下定位保持功能
1 : on 有针杆上下定位保持功能 ( 保持力弱 )
5 8
0
2 : on 有针杆上下定位保持功能 ( 保持力中 )
3 : on 有针杆上下定位保持功能 ( 保持力强 )
开始倒缝速度 自动 / 踏板指示转换功能 ( 设定功能 No.59)
@2
选择用 No.8 设定的开始倒缝速度 , 连续缝制 , 或选择踏板控制的速度缝制。
0 : Manu 根据踏板操作指示缝制
5 9
1 : Auto 以设定的速度自动缝制
1
( 注意 ) 1. 开始倒缝速度的最大值与踏板无关 , 以设定功能 No.8 设定的速度进行缝制。
2. 选择 [0] 时 , 有可能倒缝有问题。
开始倒缝后立即停止的功能 ( 功能设定 No.60)
@3
开始倒缝工序完了时向前踩踏板缝纫机也暂时停止。
开始倒缝的短长度缝制时使用。
0 : 没有开始倒缝后立即停止的
6 0
0
功能
1 : 有开始倒缝后立即停止的功
为了改变缝 制 的 方 向 让 缝
纫机暂停。
能
开始倒缝的减速功能 ( 功能设定 No.92)
@4
开始倒缝结束时让缝纫机减速的功能。按照踏板的状态作为一般使用 ( 连续加速到最高速度 )
分段暂停时使用。( 袖口和上袖 )
0 : 不减速
9 2
1 : 减速
切线缩缝输出有无的选择 ( 功能设定 No.71)
@5
0
暂停
不停止一次缝到头
选择 PLC-1700 缝纫机机头的切线缩缝输出的有无。
中 文
1
7
0
0 : 功能 OFF
1 : 功能 ON
– 33 –

加重功能 ( 功能设定 No.73)
@6
缝制物太厚机针穿不过时 , 使用加重功能之后 , 机针就容易穿过去了。
0 : 通常
7 3
1
1 : 有加重功能
移动到布端的触击功能 ( 功能设定 No.76)
@7
这时没有连接操作盘时 , 通过与布端传感器的组合 , 可以进行移动至布端的触击自动缝制功能。
0 : 无触击功能
7 6
0
1 : 有触击功
踏板曲线选择功能 ( 功能设定 No.87)
@8
可以根据踏板踩踏量选择缝纫机转速曲线。
如果感到不容易微动 , 或踏板反应慢等时 , 请进行变换。
转速
(rpm)
2
0
0 ∶踩踏板后转速直线上升。
8 7
1 ∶用中速踩踏板缝纫机变慢。
0
2 ∶用中速踩踏板缝纫机变快。
踏板行程 (mm)
半针补偿开关的附加功能 ( 功能设定 No.93)
@9
打开电源之后 , 立即上停止以及切线后上停止时 , 按下半针开关可以让缝纫机只进行 1 针动作。
1
0 : 通常 ( 所有半针补偿动作 )
9 3
0
1 : 上述情况时进行 1 针补偿 ( 上停止→上停止 )
机头最高转速的设定 ( 功能设定 No.96)
#0
设定机头想使用的最高转速。
安装的机头不同设定值的上限也不同。
150 ~ Max[rpm] <50/rpm>
9 6
MF 切线装置功能的设定 ( 功能设定 No.74)
#1
设定 MF 缝纫机机头有无安装切线装置。
注 : ( 仅 MF 缝纫机机头时有效 )
0 : 未安装
7
4 0 0 0
4
1
1 : 安装
缝制开始、结束倒缝时,输出 2 缝距 ( 功能设定 No.100)
#2
在缝制开始、结束倒缝控制时,把 2 缝距输出设定为 ON 状态。
0 : 功能 OFF
1 : 功能 ON
0
01
0
– 34 –

交替上下量输出时,反转 2 缝距输出 ( 功能设定 No.101)
#3
在交替上下输出时同步反转 2 缝距输出的状态进行输出。
变换交替上下输出时,如果 2 缝距输出是 "ON " 的话变换为 "OFF ",如果输出是 "O F F " 的话则变换为
"ON"。
1
01
2 缝距初期输出的选择 ( 功能设定 No.102)
#4
0
0 : 功能 OFF
1 : 功能 ON
可以设定打开电源时的 2 缝距输出为 "ON" 或者为 "OFF"。
2
01
交替上下输出自动解除针数的设定 ( 功能设定 No.103)
#5
0
交互上下出力の解除を針数で自動解除します (0:自動解除
0 : 功能 OFF
1 : 功能 ON
無
効
)。
交互上下出力を設定針数後、出力を "OFF" します、"0" を設定した場合はこの機能は動作しません。
3
01
切线逆转时上位置自动压脚的选择 ( 功能设定 No.104)
#6
0
0 : 自动解除无效
1 : 1 〜 30 (1 针 )
在上位置选择切线逆转机针提升时的自动压脚上升时间。
将此设定为 "ON" 的话,切线后,压脚提升到上位置,进行逆转机针提升动作。将此设定为 "OFF" 的话,
逆转机针提升后,压脚上升。
中 文
4
01
机针冷却器输出 OFF 的延迟时间 ( 功能设定 No.105)
#7
0
0 : 不选择上位置。
1 : 在上位置压脚自动提升。
通过机针冷却器输出功能设定从缝纫机停止到输出 OFF 为止的延迟时间。
设定为 "ON",缝纫机停止之后,仅在此设定时间继续机针冷却器的输出。
注 ) 此功能仅在选项输出功能设定时,设定为功能号码 "13" 机针冷却器输出后有效。
5
01
切线后交替上下输出的选择 ( 功能设定 No.107)
#8
5 0 0
0 〜 2000ms (100ms)
切线后,强制地 ON 或 OFF 交替上下输出。
设定为无效后,交替上下输出保持切线前的状态。设定值:"1" 时,交替上下输出变为 "OFF" 的状态。"2" 时,
交替上下输出变为 "ON"。
7
01
0
0 : 无效
1 : OFF
2 : ON
– 35 –

6. 踏板传感器中立自动校正
更换踏板传感器或弹簧时 , 请一定按以下操作进行。
6
2
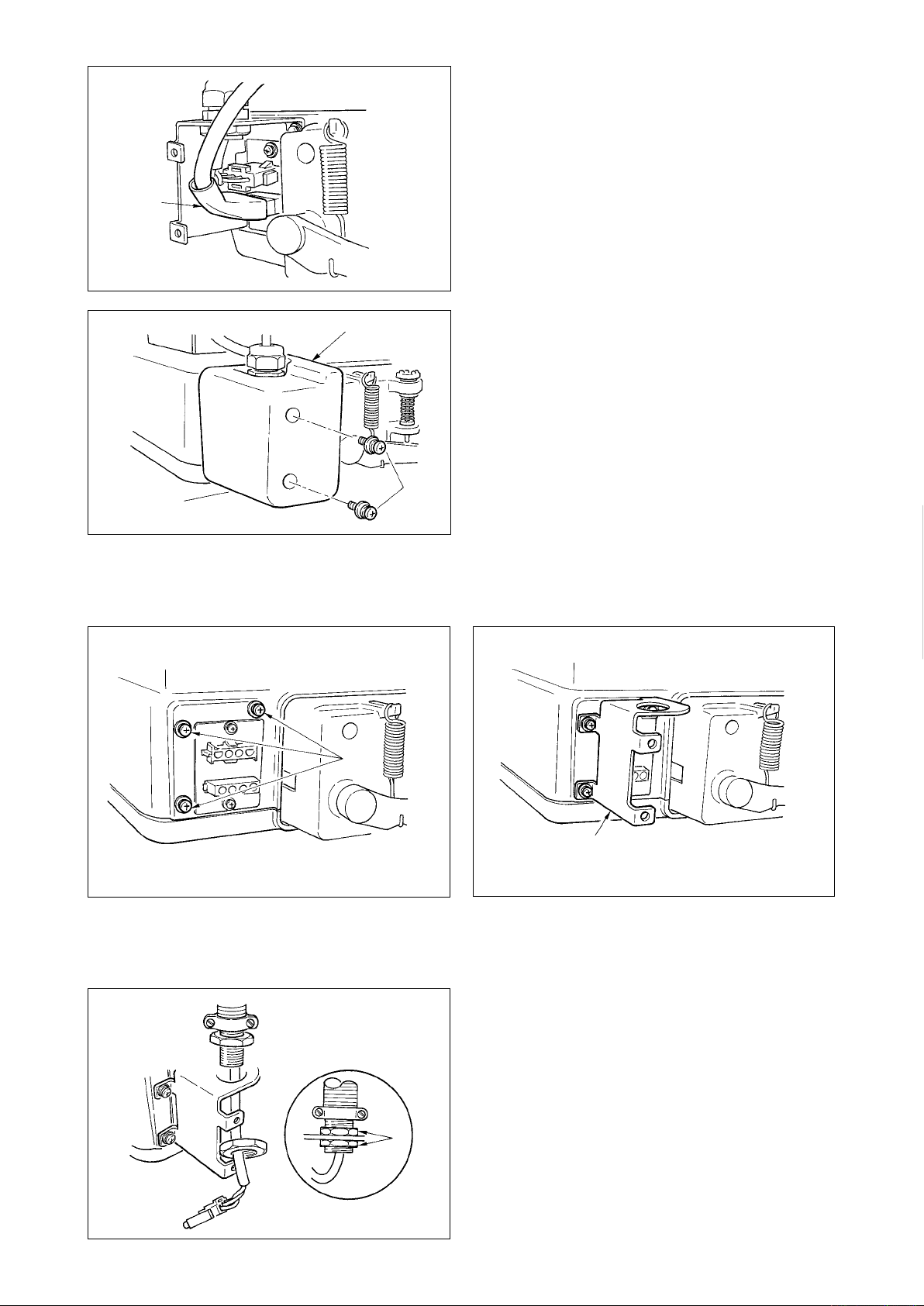
7. 自动压脚提升功能的设定方法
5
6
1) 按压开关
2) 画面显示如6所示。此时 ,4 位数的显示值为校
正值。
( 注意 )
3) 关闭 (OFF) 电源开关 , 然后再次打开 (ON) 电源
安装了自动压脚提升装置 (AK) 后 , 自动压脚提升功
能才可以有效。
1) 按住控制箱内的开关3, 打开电源开关。
此时 , 如果踩踏板之后 , 缝纫机动作就变不
正确了。请不要把脚或东西放到踏板上。
警告音「比 - 比 -」响时 , 修正值不显示。
开关。
的同时 , 打开 (ON) 电源开关。
2
注意
2) 听到 [ 比 ] 的响声后 LED 显示5,6 (FL ON),
自动压脚提升功能有效。
3) 关闭 (OFF) 电源开关 , 然后再次打开 (ON) 电源
开关。
4) 反复进行 1) 〜 3) 的操作 ,LED 显示 (FL OFF),
自动压脚提升功能变为无效。
3 7
电磁驱动显示(+33V)
空气驱动显示(+24V)
设定为空气驱动后使用电磁驱动的话,有可能烧坏电磁,因此请不要设定错误。另外
ON 设定的初期显示为显示缝纫机机头的默认设定。
FL ON : 自动压脚提升装置为有效。用开关
可以选择电磁驱动 (+33V) 压脚提
7
升装置或者空气驱动 (+24V) 压脚提
升装置。
但是,旧版本时本操作无效。
(CN37 的驱动电源可以变换成 +33V
或 +24V。)
FL OFF : 自动压脚提升功能无效。
( 程序缝制完了时压脚也同样不自动
上升。)
( 注意 )1. 电源的重新打开时 , 请一定间隔 1 秒钟以上。
( 电源的 ON/OFF 动作过快的话 , 有时变换会失灵。)
2. 如果没有正确地选择本功能 , 自动压脚提升功能不动作。
3.
4. 详细内容请参照服务手册。
没有安装自动压脚提升装置 , 就选择 [FL ON] 的话 , 始缝时起动会变慢。同时触摸开关有时动
作失灵。所以 , 没有安装自动压脚提升装置时 , 请一定选择 [FL OFF]。
– 36 –

8. 设定数据的初期化方法
6
SC-510 功能设定内容可以全部返回标准设定值。
1) 按住控制箱内的开关2,3,4, 同时打开电源开
关。
2) 发出 [ 比 ] 的声音后 LED 变为显示6, 开始初期
化。
3) 约 1 �钟之后 , 蜂鸣器响 ( 单音三次 [ 比 ][ 比 ]
[ 比 ]), 返回标准设定值。
( 注意 ) 初期化作业途中请不要关掉电源。有损坏
主机的程序的的危险。
4)
关闭 (OF F ) 电源开关 , 然后再次打开 (ON) 电源
开关。
保养维修
$
.
2
3
1. 电源保险丝的更换方法
为了防止触电 · 意外的起动造成的事故 , 请关掉电源 , 经过 5 分钟以上再打开外罩。为了防止
注意
人身事故 , 保险丝烧断后 , 请排除保险丝烧断的原因之后 , 再更换成相同容量的保险丝。
4
( 注意 )1. 进行此操作之后 , 踏板传感器的中立修
正值也变为 [0], 所以使用之前 , 请一定
先进行踏板传感器中立自动修正操作。
( 参照 No.36 页 )
2. 进行此操作盘设定的缝制数据不会被初
期化。
中 文
1) 确认了缝纫机完全停止之后 , 按电源开关 OFF
按钮 , 关掉电源。
2) 确认电源开关为 OFF, 把电源电缆线从电源插座
上拔下。确认电源确实被切断 , 待 5 分钟以上之
后 , 进行 3) 的作业。
2
1
3) 拧松前护罩1的固定螺丝2。
4) 一边按着侧面的卡锁1一边打开前护罩。
( 注 ) 开闭盖子时 , 请一定用手扶着开闭。
– 37 –

[CTL 电路板 F1 保险丝的更换 ( 电磁保护保险丝 )]
1) 确认了电源被确实切断之后 , 拧松前护罩的 2 个
固定螺丝 , 然后打开护罩。
2) 把 CTL 电路板上的 F1 保险丝 5A 更换成附属的
同容量的保险丝。
3) 请注意不要夹到电缆线 , 关上前护罩 , 并固定好。
F1
[PWR 电路板 F1 保险丝的更换 ( 电源电路保护保险丝 )]
[PWR 电路板 F2( 反馈电阻保护保险丝 )]
1) 确认了电源被确实切断之后 , 拧松前护罩的 2
个
固定螺丝 , 然后打开护罩。
2) 卸下连接器 CN30、CN32、CN33、CN36、
CN37、CN38, 然后卸下 CTL 电路板引出的地
线固定螺丝。( 连接器 No. 规格不同号码有可
能不同。)
3) 把前护罩倾斜 45 度 , 向斜上方拉起 , 卸下护罩。
4) 卸下 4 个底部护罩固定螺丝 , 然后卸下护罩。
F2
F1
5) 把 PWR 电路板上的 F1 保险丝 3.15A 或 F2 保
险丝 2A 更换成附属的同容量的保险丝。
6) 用固定螺丝把底部护罩固定到原来的位置 , 再
把
前护罩倾斜 45 度 , 组装到底部护罩上。
7) 安装卸下的连接器和地线。
8) 请注意不要夹到电缆线 , 关上前护罩 , 并固定
好。
– 38 –

2. 100V-120V⇔ 200V-240V 的变更方法 ( 仅可以变换电压规格 )
为了防止触电、意外的起动造成人身损伤 , 请关闭电源 , 经过 5 分钟以上之后 , 请再拆卸护罩。为
危险
通过变换电压变换开关 , 可以对应单相 100V 〜 120V, 单相 / 三相 200V 〜 240V 的变更。
( 注意 ) 电压变换开关安装在电气箱内部。变更设定时 , 一定关闭电源开关 , 经过 5 分钟以上之后再打开
前护罩。另外 , 如果变更方法错误 , 会损坏电气箱。请充分注意。
了防止因不熟练而造成的事故和触电事故 , 调整电气部分时 , 请委托具有电气专业知识的人或本
公司代理店的技术人员来进行调整。
1) 确认了缝纫机停止之后 , 请关闭 (OFF) 电源开关。
2) 确认了电源开关确实关闭之后 , 把电源电缆线从
插座上拔下来。
然后等待 5 分钟以上。
3) 卸下固定前护罩的 2 个螺丝
, 然后慢慢地打开
1
前护罩。
4) 电源电压的变换方法
1
电压变换开关
A
110V
220V
电压变换开关
A
110V
220V
绿 / 黄
白
黑
红
绿 / 黄
AC 输入电缆
白
黑
红
AC 输入电缆
白
黑
红
绿 / 黄
白
黑
红
绿 / 黄
图 A
插头侧
图 B
插头侧
图 C
( 注意 )
电源变换开关的电压和 AC 输入电缆的电压
如果错误 , 会损坏电气箱。请充分确认了变
换开关的显示和输入电源电压之后再使用。
4)-1 三相 200~240V 时
· 把螺丝刀顶到变换开关的槽部A, 把开关推到
上部。开关的电压显示为 220V。
· 把 AC 输入电缆的按接端子如图 A 所示连接到
电源插头。
4)-2 单相 200 〜 240V 时
· 把螺丝刀顶到变换开关的槽部A, 把开关推到
上部。( 开关的电压显示为 220V。)
· 把 AC 输入电缆的按接端子如图 B 所示连接到
电源插头。
4)-3 单相 100 〜 120V 时
· 把螺丝刀顶到变换开关的槽部A, 把开关推到
下部。( 开关的电压显示为 110V。)
· 把 AC 输入电缆的按接端子如图 C 所示连接到
电源插头。
( 注意 ) 请充分注意不要让螺丝刀的前端损伤零件。
5) 关闭前护罩之前 , 请再次确认有无错误或变更。
6) 请充分注意不要咬住电缆线 , 关闭前护罩 , 然后
拧紧 2 个螺丝。
中 文
电压变换开关
220V
A
110V
AC 输入电缆
白
黑
红
绿 / 黄
白
插头侧
黑
红
绿 / 黄
– 39 –
3. 关于错误显示
发生如下情况时 , 判断为故障之前请再次进行确认。
现象 原因
放倒缝纫机之后 , 蜂鸣器报警 , 缝纫
机不能操作。
切线 , 倒缝 , 挑线器等的继电器变得
不能动作。作业灯不亮了。
打开电源之后 , 踩踏板缝纫机不转
动。往回踩踏板 , 然后再向前踩踏板
缝纫机才转动。
踏板返回到中立位置 , 缝纫机还转
动。
缝纫机的停止位置不固定。 调整机针停止位置时 , 请不要忘记拧
安装了自动压脚提升装置 , 但压脚不
上升。
没有关闭电源就放倒缝纫机的话 , 就
出现左面的现象。
继电器电源保护保险丝断线后。
踏板的中立位置不正。
( 变更了踏板弹簧压力之后 , 有可能
中立位置变动 )
紧缝纫机皮带轮的螺丝。
自动压脚提升功能设定为 OFF
踏板规格为 KFL 规格 回踩踏板提升压脚换为设定 PFL 。
自动压脚提升装置的电线没有连接
到插头 (CN37) 上。
处置方法
请关闭电源之后再放倒缝纫机。
请确认继电器电源保护保险丝。
请进行自动调整踏板传感器的中立。
请把缝纫机皮带轮的螺丝拧紧。
把自动压脚提升功能选择为 FL ON 。
正确地连接电缆线。
倒缝触摸开关失灵 自动压脚提升装置正在提升压脚。 降下压脚之后再进行操作。
没有安装自动压脚提升装置 , 但是把
自动压脚提升功能设定为 ON 。
操作盘全部亮灯 , 上位置移动不动作 进入了功能设定模式。
捆扎线压到 CTL 电路板上的开关 ,
而变成了上述的模式。
缝纫机不转动 马达输出电线 (4P) 脱落。 请正确地连接好电线。
马达信号电线的插头 (CN30) 脱落。 请正确地连接好电线。
没有安装自动压脚提升装置时 , 请设
定 FL OFF。
卸下前护罩 , 按照使用说明书 , 把捆
扎线重新捆扎好。
另外 , 发现了本装置的问题之后 , 为了不将问题扩大 , 进行内部锁定 ( 或功能限制 ) 同时报知错误代码。
在联系修理服务时 , 请报告错误代码。
异常代码的确认方法
5
1) 按住控制箱内的开关1, 打开 (ON) 电源开关。
2) 听到「比」的声音后 ,LED 上显示出5异常代码。
1
3) 操作开关1或开关2, 可以确认以前的异常内
容。
( 注意 ) 按开关1显示现在显示的前一异常代码。
按开关2之后 , 显示比现在显示更新的异
常代码。
2
– 40 –
错误代码一览表
No.
E000 实行数据初始化
E003 同步插头脱落 · 缝纫机机头检测器没有输入位置
E004 同步下定位置传感器故
E005 同步上定位置传感器故
E007 马达超负荷 · 机头锁定时
E008 机头插头异常
E220 加润滑脂的警告 · 达到了规定的针数后 · 向规定部位补充润滑脂然后进行复位
错误检测内容 被预想的发生原因 确认项目
· 更换了机头之后
( 不是错误 )
障
障
( 电阻器 )
· 初期化操作を実行した場合
· 检查检测器插头 (CN33, CN43) 是否松
检测信号时
· 检测器损坏时
· 皮带松驰
· 缝纫机机头异常
· 马达皮带轮异常
· 缝制机头缝制规格厚度以上的布
料时
· 马达不转动时
· 马达或驱动器损坏
· 机头插头不能正确地传输信号时 · 检查机头插头 (CN32) 是否松弛或脱落
弛或脱落
· 皮带是否松驰 ?
· 检查检测器电缆线是否被机头卡住而
断线
· 皮带张力
· 缝纫机机头设定
· 马达皮带轮设定
· 检查皮带轮上是否绕上线了
· 检查马达输出插头 (4P) 是否松弛或脱
落
· 用手转动马达 , 检查一下是否被甚么东
西勾住。
( 详细内容参照缝纫机机头资料 )
中 文
E221 加润滑脂异常出错 · 达到规定的针数,不能进行缝制后· 向规定部位补充润滑制然后进行复位
( 详细内容参照缝纫机机头资料 )
E302 翻倒检查 (MF : 切线切
刀传感器 ) ( 安全 SW
动作时 )
E331 带切刀装置 (TC03)
切刀传感器同时 ON
E332 带切刀装置 (TC03)
切刀传感器同时 OFF
E499 简易程序数据异常 · 命令参数数据出了范围 · 输入简易程序进行纠正
E704 简易程序、缝纫机数据
形式异常
E730 变换器不良 · 马达信号没有正确地输入时 · 检查数据信号插头 (CN30) 是否松懈脱
E731 马达传感器不良
· 在打开电源的状态下输入了翻倒
检测开关后
· 切线切刀的位置不正确
· 切刀传感器异常 · 空气压力是否适当 ?
· 组装调整异常 · 空气压力是否适当 ?
· 程序、数据读入了不同形式 · 电源 OFF
· 翻倒检测开关电线是否被缝纫机等咬
线了 ?
· 翻倒检测开关拨杆是否被卡住了 ?
· 调整 MF 切线传感器的位置
· 在 MF 缝纫机机头上没有安装切线装
置时,请把功能设定为 No. 74 = 0。
· 将简易程序设定为无效
落。
· 检查数据信号电缆被机头部咬断。
E733 马达逆转 · 在马达驱动中发生了与转动指示
方向相反的转速达 500rpm 以上
的转动时
E799 切线顺序超时 · 切线顺序控制没有在规定时间 (3
� ) 以内完了
– 41 –
· 主轴马达的编码器接线错误
· 主轴马达的动力用接线错误
· 安装机头和机头选择不一致
· 马达皮带轮直径和马达皮带轮直径设
定 ( 有效直径 ) 不一致
· 皮带松驰

No.
E811
错误检测内容 被预想的发生原因 确认项目
马达超负荷 · 输入了规定电压以上的电压时
·110V 设定电压 , 但是输入了 220V 时
·220V(230V) 的电气箱接了 400V 电压
· 检查电源电压是否超过额定电压的 +10% 。
· 是否 110V/220V 变换按开关设定错了
如果设定错误电源电路板可能损坏了。
E813
E906
E924
电压过低 · 输入了规定电压以下的电压时
·220V 设定电压 , 但是输入了 110V 时
·220V 的电气箱接了 110V 电压
· 由于连接了过高的电压使内部电路损坏
操作盘间通信不良 · 操作盘电缆线脱落
· 操作盘损坏
马达驱动器不良 · 马达驱动器损坏
· 检查电源电压是否低于额定电压 -10% 以下
· 是否 110V/220V 变换按开关设定错了
· 检查一下保险丝或回馈电阻是否损坏
· 操作盘插头 (CN38) 是否松弛或脱落
· 操作盘电缆线是否被机头卡住而断线
– 42 –
 Loading...
Loading...