

Page 1

DDL-9000B Series
使用说明书
Page 2
目 录
规 格............................... 1
1. 缝纫机的安装..................... 2
2. 膝动提升高度的调整............... 4
3. 线架的安装....................... 4
4. 加油 (DDL-9000B-S , -M ) ...... 5
5. 机针的安装....................... 6
6. 旋梭的放入方法 .................. 6
7. 旋梭部油量(油迹)的调整方法
(DDL-9000B-S , -M ) .......... 7
(1) 油量 ( 油迹 ) 的确认方法 ............ 7
(2) 油量 ( 油迹 ) 适合标样 ............... 7
8. 旋 梭 油量 的调 整 ( DD L -9000B- S ,
-M ) .......................... 8
9. 上线穿线方法 .................... 9
18. 踏板操作........................ 15
19. 机针和旋梭的关系................ 16
20. 单触手动倒缝.................... 17
21. 挑线杆的位置的调整 (D DL-9000B -
-WB, -0B) .................... 18
22. 固定刀.......................... 19
23. 送布牙的高度和倾斜的调整........ 20
(1)送布牙高度的标准值 ................ 20
(2)送布牙高度倾斜的调整 .............. 20
24. 送布的动作...................... 21
25. 松线的解除机构.................. 21
26. 微量压脚提升 ................... 22
27. 缩缝的方法 ..................... 23
28. 传送变换弹簧机构 (DDL-9000B-S ,
10. 线张力........................... 9
(1) 上线张力的调节 ..................... 9
(2) 底线张力的调节 ..................... 9
11. 底线卷绕方法.................... 10
12. 压脚压力的调节.................. 11
13. 缝距长度的调节 ................ 11
14. 挑线弹簧和挑线量的调整.......... 12
15. 机针停止位置的调................ 13
(1)切线后的停止位置 .................. 13
(2)机针上下停止位置的调整方法 ........ 13
16. 踏板压力和行程.................. 14
(1) 踏板踩踏压力的调整 ................ 14
(2) 踏板返回力的调整 .................. 14
(3) 踏板踩踏行程的调整 ................ 14
17. 踏板的调整...................... 14
(1) 连接杆的安装 ...................... 14
(2) 踏板的角度 ........................ 14
-M ) ......................... 23
29. 保养............................ 24
(1)确认旋梭油槽的油量 ................ 24
(2)清扫 .............................. 24
30. 润滑脂的涂抹.................... 25
(1)润滑脂涂抹部位 .................... 25
(2)加润滑脂警告的解除方法 (SC-920 用 ) 26
i
Page 3
规 格
S : 微量加油
M : 半干式
D : 干式
DDL-9000B-
S :
中厚料
H : 厚料
A : 薄料
-SS -MS -DS -SH -MA
最高缝制速度 5,000sti/min 4,000 sti/min 4,500 sti/min 5,000 sti/min
切线速度 500 sti/min (100 ~ 500sti/min)
*1
最大针脚长度 5mm
压脚高度
(膝动提升)
1738 Nm65 ~ 110
使用机针
使用机油
噪音
*2
JUKI NEW DEFRIX OIL No.1
或 JUKI MACHINE Oil #7
SS、MS、MA
-
在电算工作站的等价放出音压等级(LpA) : A 特性值 77 dBA ;(包括 KpA=2.5 dBA) ;4,000 sti/min 时,按照
ISO 10821-C.6.2-ISO 11204 GR2 的规定
SH
-
在电算工作站的等价放出音压等级(LpA): A 特性值 77 dBA ;(包括 KpA=2.5 dBA) ;4,000 sti/min 时,按照
ISO 10821-C.6.2-ISO 11204 GR2 的规定
DS
-
在电算工作站的等价放出音压等级(LpA): A 特性值 79 dBA ;(包括 KpA=2.5 dBA) ;4,000 sti/min 时,按照
ISO 10821-C.6.2-ISO 11204 GR2 的规定
(DB×1 #9 ~ 18)
134 Nm65 ~ 110
(DP×5 #9 ~ 18)
10mm(标准) 15mm(最大)
1738 Nm125 ~ 160
(DB×1 #20 ~ 23)
134 Nm125 ~ 160
(DP×5 #20 ~ 23)
-
JUKI NEW DEFRIX OIL No.1
1738 SAN10 Nm60 ~ 75
(DB×1 SF#8 ~ 11)
134 Nm60 ~ 75
(DP×5 #8 ~ 11)
或 JUKI MACHINE Oil #7
*3
4mm
● 缝制速度因缝制条件的不同而变化。出货时设定的缝制速度是 4,000 sti/min。切线速度可以在()范围内变更。
出货时设定的切线速度是 420sti/min。
*1 : 超过 4mm 时,请将最高转速设定为 4,000sti/min 以下进行使用。
*2 : 出口地区不同使用机针也有可能不同。
*3 : MA 规格是薄料规格。使用 4,000sti/min 的转速时,请更换成△ S 规格的压脚调节弹簧和线张力弹簧等。
– 1 –
Page 4
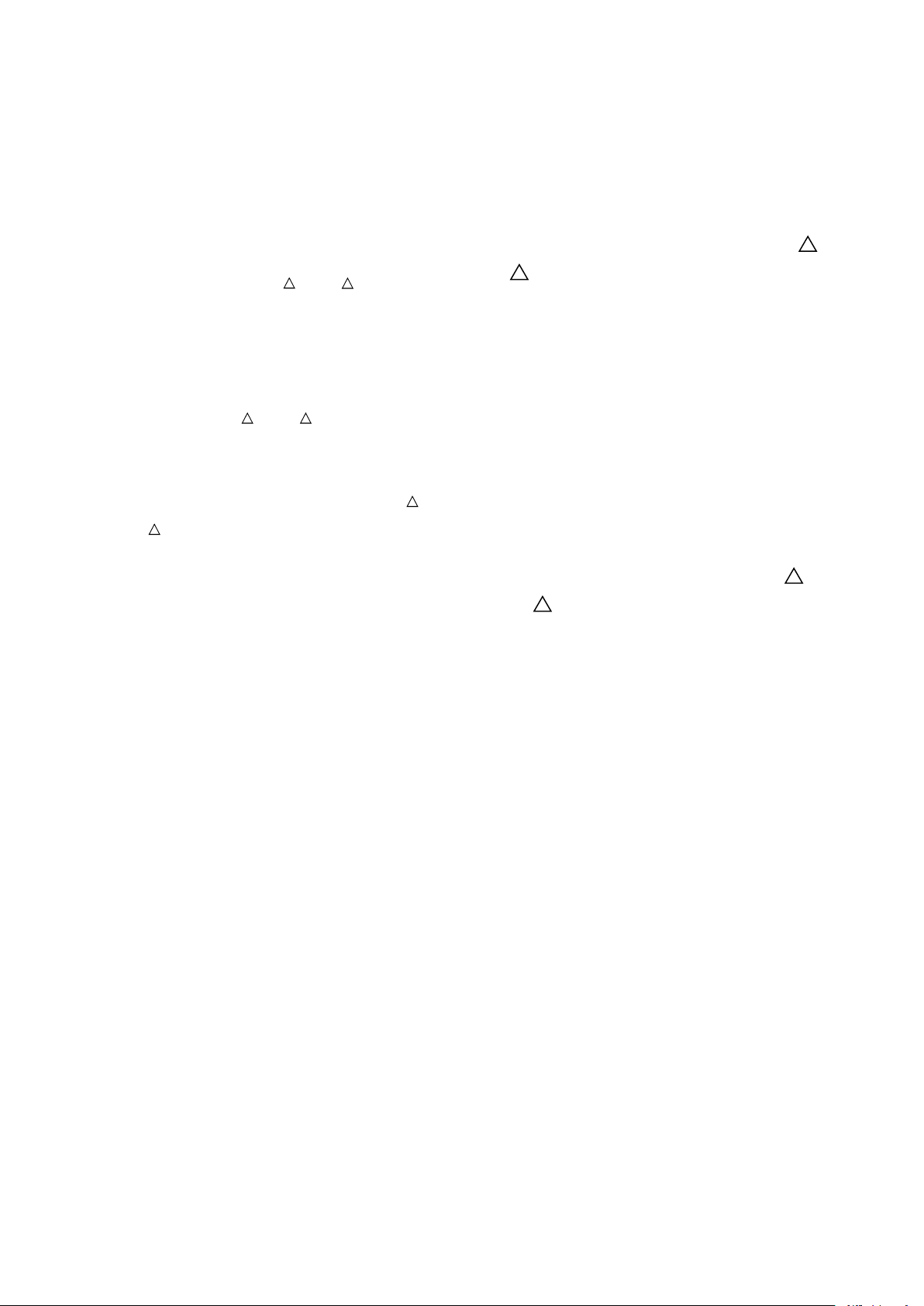
1. 缝纫机的安装
1) 请如图所示用 2 个人来搬运缝纫机。
( 注意 ) 请不要拿着皮带轮搬运缝纫机。
❽
❸
❶
❸
❶
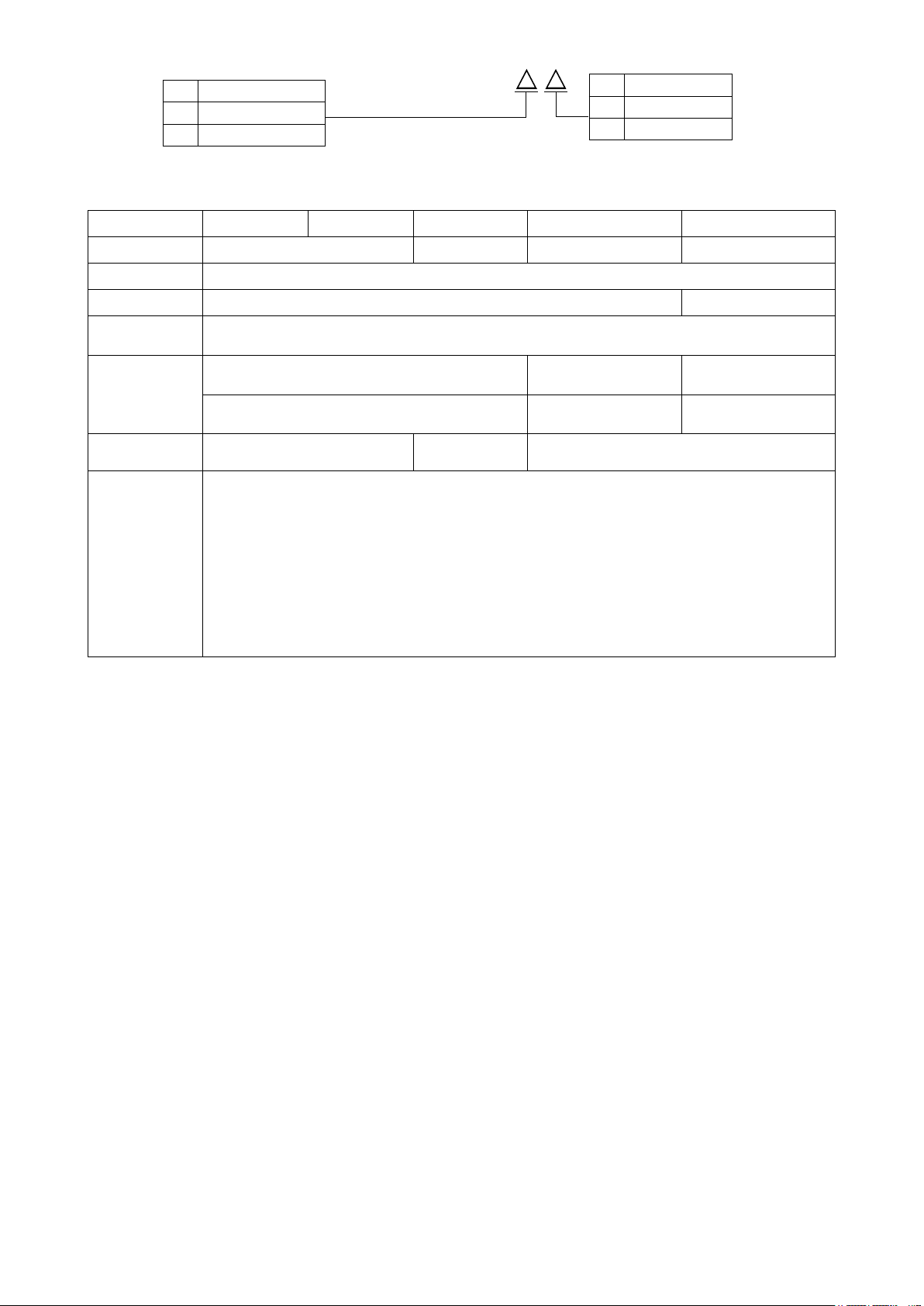
3) 把底槽支到机台沟的四角上。把橡胶铰链座
安装到机台,然后用钉子固定到机台上。
❽
2) 在设置缝纫机的地方 , 请不要放螺丝刀等突起物。
❶
23.5 mm
❷
❹
19.5 mm
❸
A
B
4) 用螺钉 2 把前侧 A 的 2 个头部橡胶支座❶钉到机
台的伸出部 , 用黏接剂黏接固定好铰链侧 B 的
2 个头部胶垫座❸, 然后把底槽❹放上去。
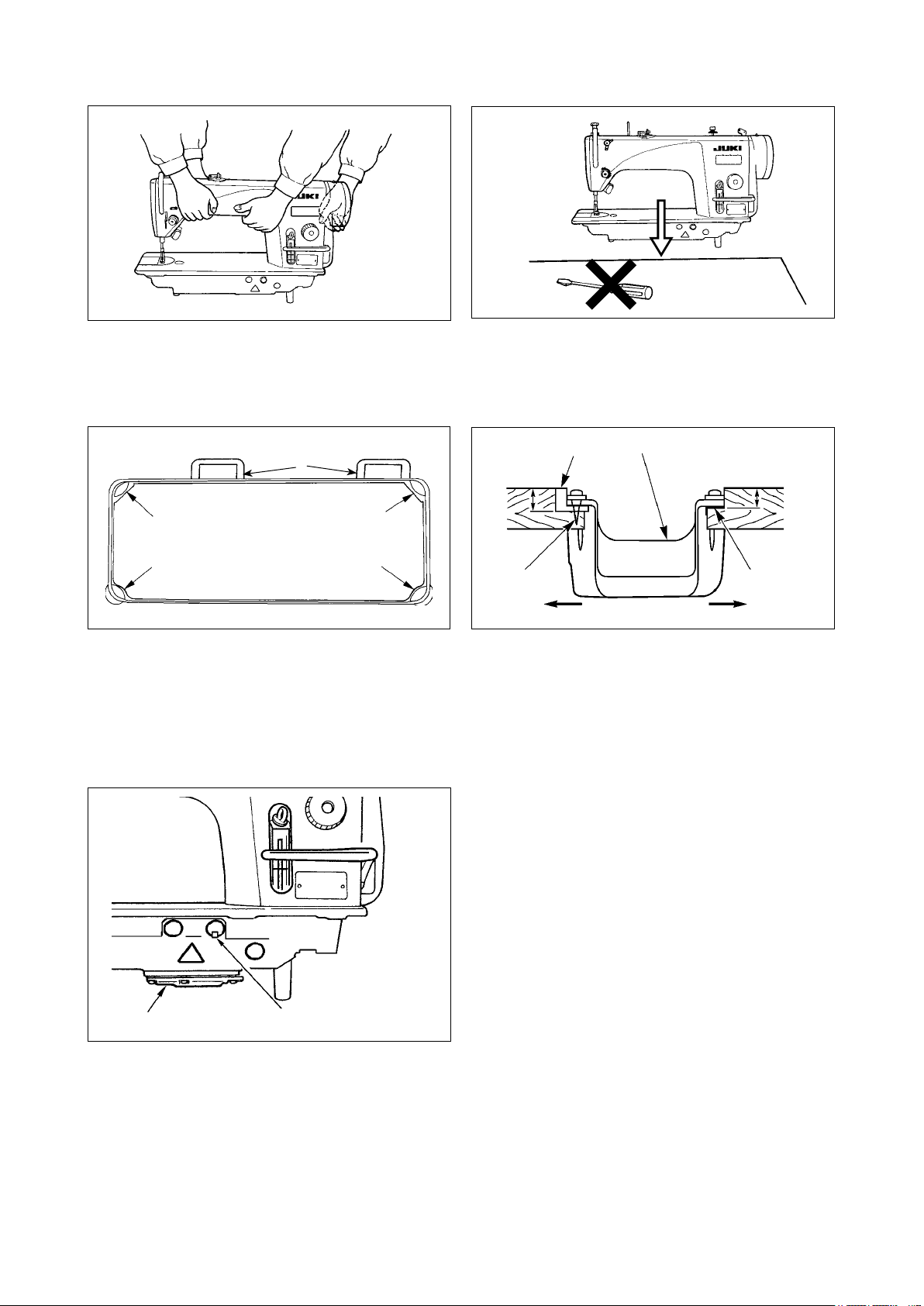
5) 请卸下机台的放气盖❺。
(注意)1. 不卸下放气盖❺运转缝纫机的话 , 从齿
轮箱 C 就会有油漏出。
2. 在从机台卸下的状态下搬动机头时,请
一定把放气盖❺盖上。
C
❺
– 2 –
Page 5
❾
❻
❽
❹
❼
❼
6) 请插入膝动提升押杆❻。用螺丝把合页❼固定
到缝纫机主体。镶进机台的橡胶合页❽, 把机
头放到四角的机头减震垫❾上。
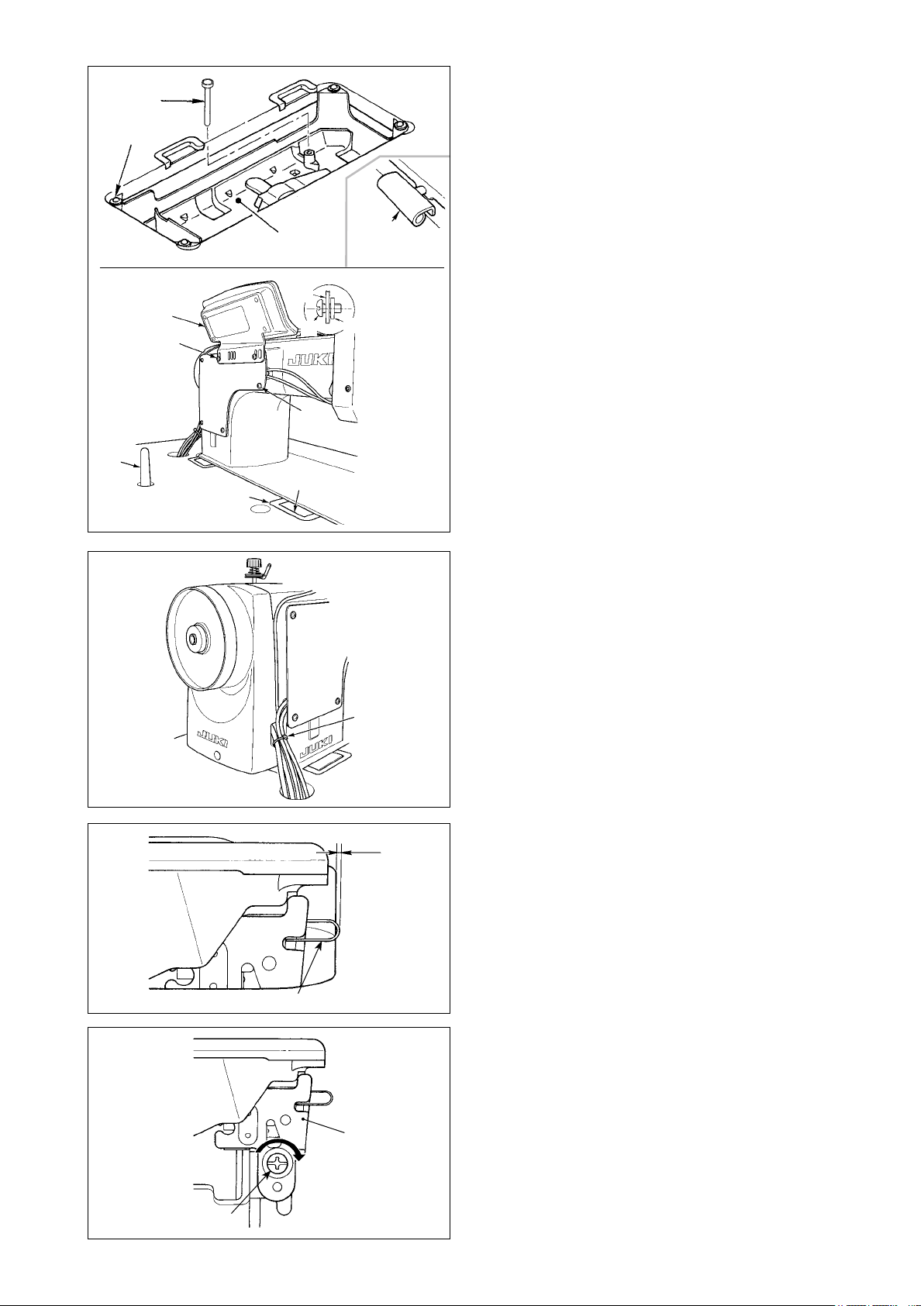
7) 请把机头支撑杆牢牢地安装到机台上。对于
控制盘,请卸下 2 个窗板固定螺丝,把控
制盘的附属品内的橡胶垫夹在机头和中
间,然后进行固定。
( 注意) 1. 请注意不要使用控制盘的附属品螺丝。
2. 请一定把机头支撑杆的高度设置为距离
机台 55m m ~ 60m m。 安装了 A K 装置时,
请一定把机头支撑杆的高度设置为距离
机台 38mm ~ 43mm。
2.0 ~ 3.5 mm
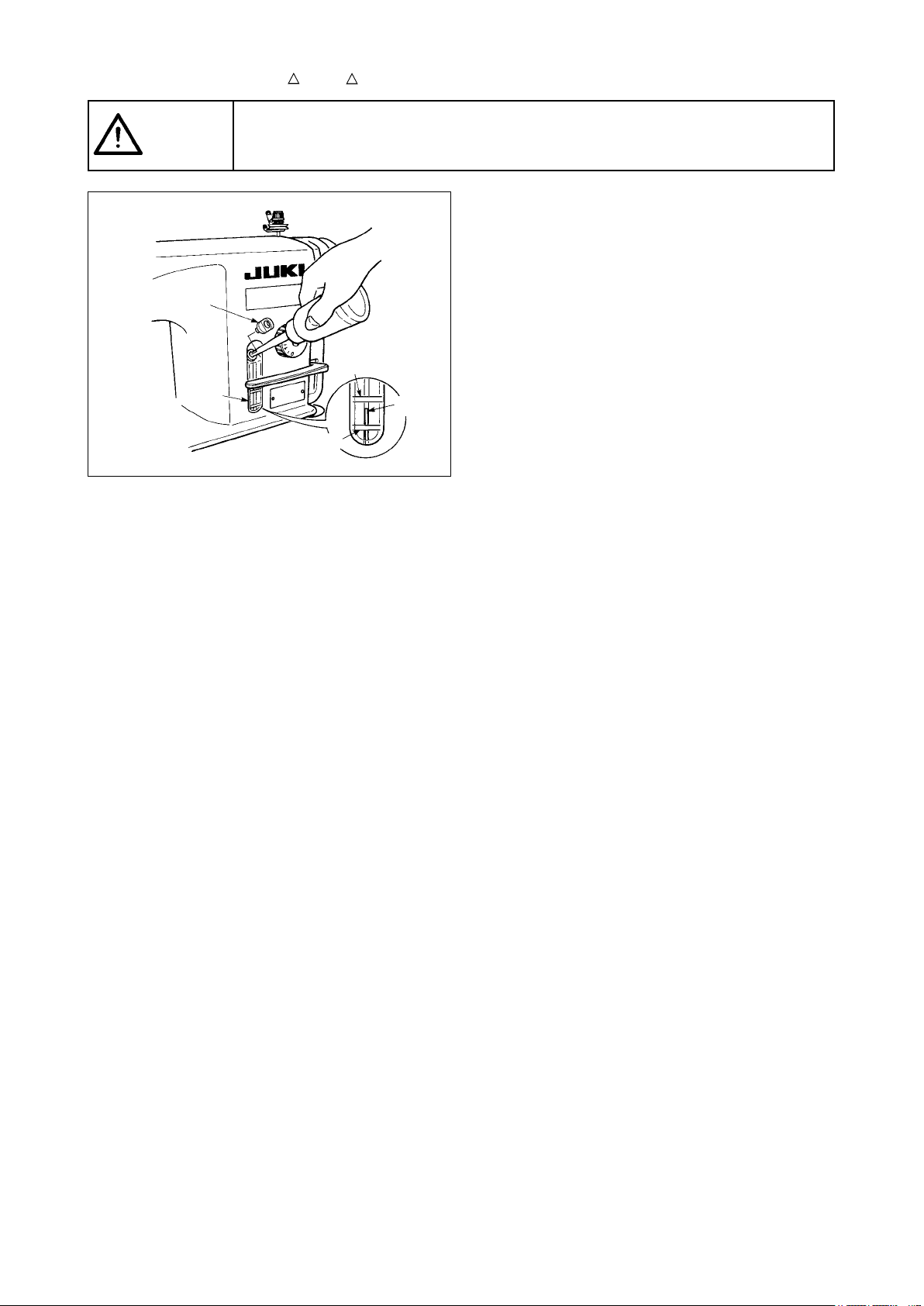
8) 最后请把机头附属品的扎线带捆扎到电缆线
的根部。
9) 在让缝纫机稍稍倾斜的状态下,请确认机台和安
全开关凸起应在 2.0 ~ 3.5mm 的范围内相接。
( 注意 ) 如果机台和安全开关凸起的相接在 2mm 以
下的话,缝纫机起动时有可能发生异常出错
302。另外,如果相接超过 3.5mm 以上,有
可能因机台的毛刺损坏安全开关凸起。
10) 如果机台和安全开关凸起的相接在 2.0 ~ 3.5mm
的范围以外时,请拧松安全开关安装螺丝,然后
向箭头方向倾斜安全开关,调整安全开关凸起
的相接。
– 3 –
Page 6
2. 膝动提升高度的调整
警告
❹
❸
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
膝动提升压脚的标准高度为 10mm 。
调节膝动提升调节螺丝❶可以把压脚最高提升到
15mm。
(注意)1.
2. 膝动提升的初期位置
❶
❷
如果把调整螺丝❹拧得过紧的话,压脚
在把压脚❸提升 10mm 以上的状态 , 因为
针杆❷与压脚❸相碰 , 所以请不要运转缝
纫机。
在浮起的状态时,缝纫机就动作,不仅
会缝制不良,而且还会发出噪音。
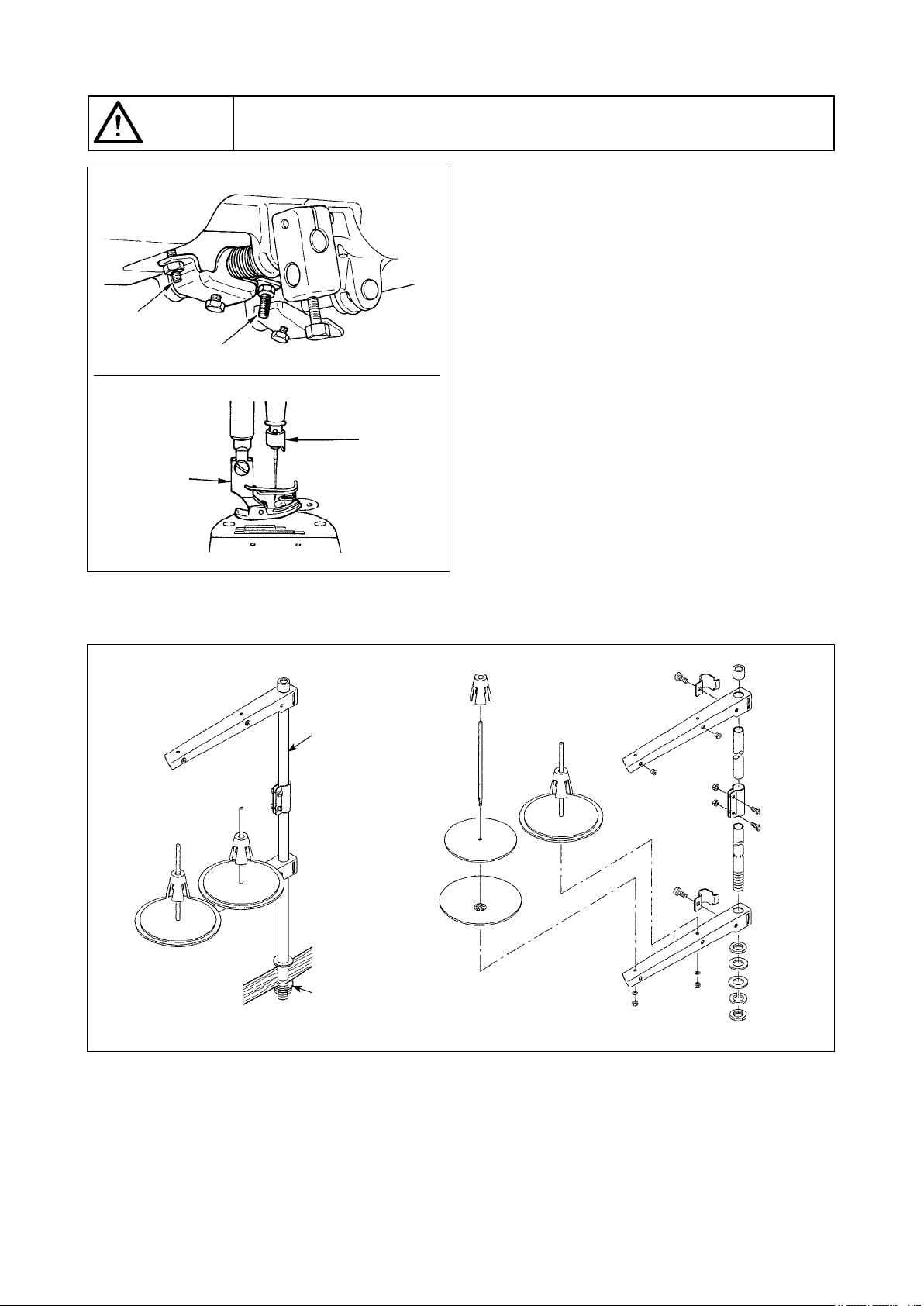
3. 线架的安装
❷
❶
1) 如图所示那样把线架安装到机台孔上。
2) 请拧紧螺母❶。
3) 可以进行顶部配线时 , 请把电源线从线架杆❷的里面穿过。
– 4 –
Page 7
4. 加油 (DDL-9000B-S , -M )
1. 为了防止缝纫机的突然起动造成事故 , 加油结束之前 , 请不要连接电源插头。
2.
警告
❶
❷
(注意) 1. 新缝纫机或较长时间没有使用的缝纫机时 , 请进行 2000sti/min 以下的磨合运转之后再使用。
2. 请购买 JUKI NEW DEFRIX OIL No.1( 货号 :MDFRX1600C0) 机油或 JUKI MACHINE OIL #7( 货
号 :MML007600CA) 旋梭油。
3. 请一定用油壶加入清洁的机油。
4. 卸下加油口盖❶的状态下,请不要运转缝纫机。加油以外的时候,请不要卸下加油口盖❶。另外,
还请注意不要丢失加油口盖。
为了防止炎症或斑疹 , 如果油沾到眼睛或身上后 , 请立即洗净。
3. 误饮油后有可能发生腹泻或呕吐。请把油放到小孩子拿不到的地方。
运转缝纫机之前 , 请一定往旋梭油槽中加油。
1) 请卸下加油口盖❶,使用油壶,加入 JUKI NEW
DEFRIX OIL( 货号 :MDFRX1600C0) 机油或 JUKI
MACHINE OIL #7( 货号 :MML007600CA) 机油。
2) 请把机油加到油量指示杆❸的前端在油量指示
窗❷的上刻线 A 和下刻线 B 之间的位置。
请注意油加入得过多的话 , 油会从油箱的气孔漏
❸
上刻线
下刻线
出 , 而不能正常地加油。另外,请注意如果加油
过多的话,有可能机油从加油口冒出来。
3) 使用缝纫机时 , 如果油量指示杆❸指到油量指
示窗❷的下刻线以下 , 请进行加油。
– 5 –
Page 8
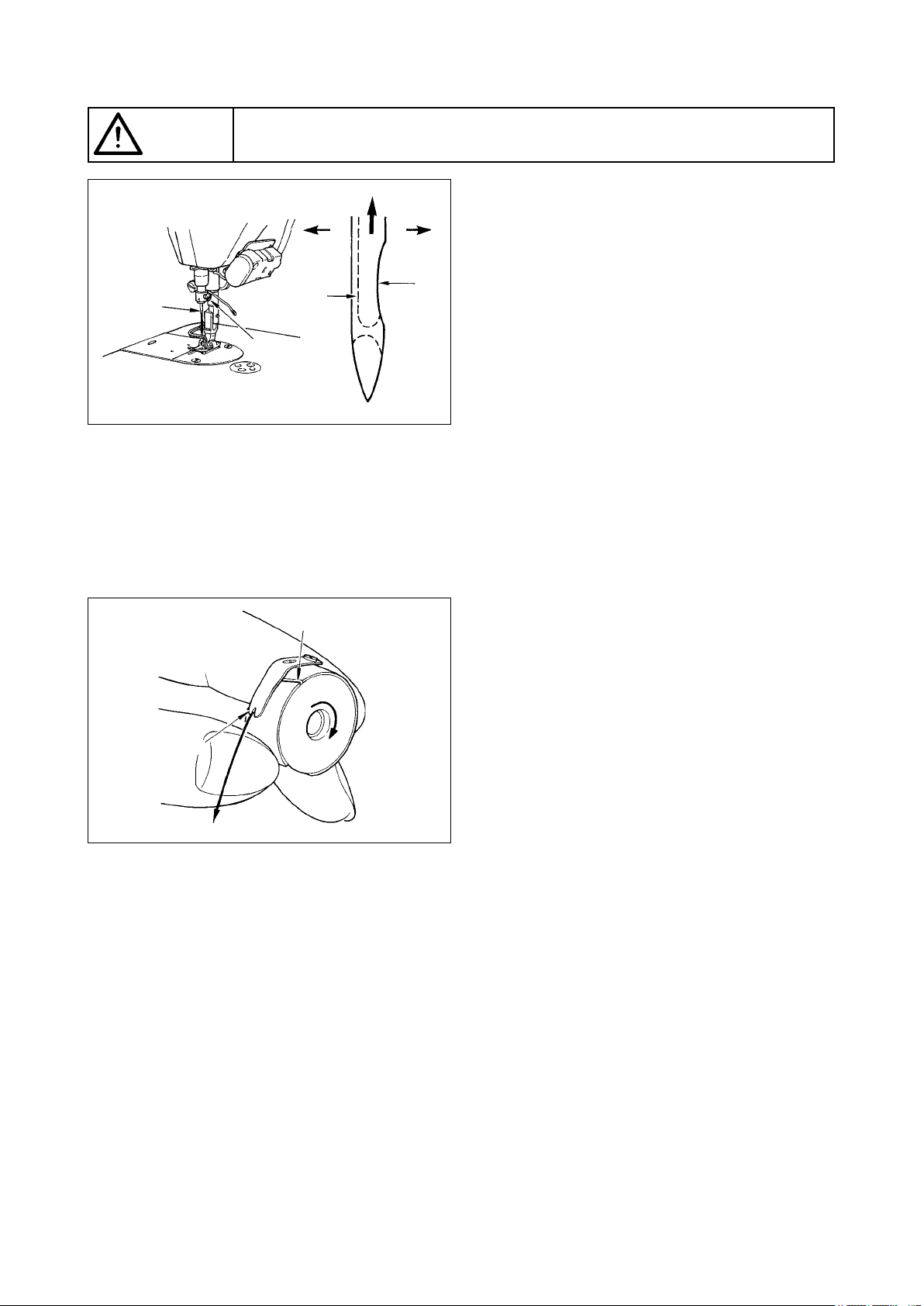
5. 机针的安装
警告
❶
( 注意 ) 使用聚酯长丝机线时 , 如果机针凹部朝向面前倾向的话 , 容易发生线环不稳定或断线的现象。使用这
类机线时 , 请把机针稍稍向后倾斜安装 , 就可以有效地防止这些现象。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
请使用各规格指定使用的缝纫机机针。同时,还请
根据使用的缝纫机线的粗细以及布料的种类,选择
D
C
❷
B
A
使用适当的缝纫机机针。
1) 转动飞轮 , 把针杆升到最高处。
2) 拧松机针固定螺丝❷, 手拿机针把机针❶凹部
横向转到B的方向。
A
3) 把机针插到针杆孔的深处。
4) 拧紧机针固定螺丝❷。
5) 确认针的长孔C在左横向D的方向。
6. 旋梭的放入方法
B
C
A
1) 手拿梭心 , 让线往右绕的方向 , 把它放入梭壳。
2) 把线穿过梭壳的穿线口A, 然后把线往C方向
拉 , 从线张力弹簧下面的穿线口B拉出来。
3) 拉底线 , 确认梭心是否按箭头方向转动。
– 6 –
Page 9
7. 旋梭部油量 ( 油迹 ) 的调整方法 (DDL-9000B-S , -M )
警告
旋梭是以高速运转。为了防止人身事故 , 调整油量时 , 请加以充分的注意。
(1) 油量 ( 油迹 ) 的确认方法
油量 ( 油迹 ) 确认位置
油量(油迹)确认专用纸
❶
25 mm 左右
※ 不用考虑纸的质量。
70 mm 左右
❷
旋梭
10 mm
〜
3
油迹确认专用纸
※ 请把油量 ( 油迹 ) 确认专用纸插到旋梭的下面,离开 3
~ 10mm 确认油量。
下轴前端
机座
顶到机座的壁面
※ 进行下面 2) 的操作时,请卸下从挑线杆至机针的上线和梭芯线,提升压脚再卸下滑板后的状态下确
认油量。此时,请一定充分注意不要让旋梭碰到手指。
1) 机头冷却时 , 请进行 3 分钟左右的空载运转。( 适当的间歇运转 )
2) 请在缝纫机转动时将油量 ( 油迹 ) 确认专用纸插入。
3) 确认油槽中是否有油。
4) 油量 ( 油迹 ) 确认时间为 5 秒钟。( 用表来测定 )
(2) 油量 ( 油迹 ) 适合标样
油量适当 ( 小 )
・
・
从旋梭飞溅出来的油
DDL-9000B-SS, -M : 0.5 〜 1 mm
DDL-9000B-SH : 1 〜 3 mm
油量适当 ( 大 )
从旋梭飞溅出来的油
DDL-9000B-SS, -M : 1 〜 1.5 mm
・
DDL-9000B-SH : 2 〜 4 mm
・
1) 上述的图示表示油量 ( 油迹 ) 适量的状态。虽然根据缝制工序的需要有可能要进行必要的调整,但是请
注意不要过度地增减油量。(油量过少=会烧坏旋梭(旋梭发热)、油量过多=会脏污缝制物)
2) 油量(油迹)应确认3次(3张)均无变化。
– 7 –
Page 10

8. 旋梭油量的调整 (DDL-9000B-S , -M )
警告
拧紧 ( 向右转动 ) 旋梭油量调节螺丝❶后 , 旋梭油量变多 , 拧松 ( 向左转动 ) 旋梭油量变少。
(注意)[S , -M 型缝纫机使用 RP 旋梭 ( 干式旋梭 ) 时 ]
1. 请卸下下轴油芯固定螺丝❷,然后安装下轴固定栓螺丝❸( 货号 :11079506) 和 O 形环❹(货号:
RO036080200)。
2. 请拧松旋梭油量调节螺丝❶让油量变得最小,请在把旋梭油量调节得较小的状态下进行使用。但是,
调节时请注意不要完全拧紧,同时还要注意不要让旋梭油量调节螺丝❶脱落。
3. 使用 PR 旋梭 ( 干式旋梭 ) 时,也请注意绝对不能排放掉油槽中的机油。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
❹
❸
❷
❶
少 多
– 8 –
Page 11

9. 上线穿线方法
警告
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
❶
❸
❷
❾
❹
❽
❺
❻
❼
(注) 不能把此
线穿过A
部
10. 线张力
B
A
❶
❷
C
D
(1) 上线张力的调节
1) 向右 A 的方向转动第一线张力器螺母❶的话,
切线后在机针头上残留的线长度变短,而向左 B
的方向转动之后,则残留的线长度变长。
2) 向右 C 方向转动线张力器螺母❷的话,上线张
力变强,向左 D 方向转动的话,则上线张力变弱。
A
E
❸
F
(2) 底线张力的调节
1) 向右(E 方向)转动线张力螺丝❸, 底线张力变
强,向左(F 方向)转动张力变弱。
– 9 –
Page 12

11. 底线卷绕方法
❸
B
❶
❷
❹
A
C
1)
把梭心推到卷线轴❶的最里面。
2)
❽
把线架右侧的卷线如图所示穿线 , 并把线端向右
缠绕数圈。
( 铝旋梭时 , 把线端向右缠绕后 , 再把线张力盘
过来的线向左缠绕数圈后 , 就容易绕线了。)
3) 把卷线拨杆❷推到 A 方向 , 转动缝纫机。梭心
向 C 方向转动 , 线卷绕到梭心上。
卷绕结束后卷线轴❶自动停止。
4) 取下梭心 , 用切线保持板❸切断机线。
5) 调整底线卷线量时,请拧松固定螺丝❹,把卷
线杆❷移动到 A 方向或 B 方向,然后再拧紧固
定螺丝❹。
A 方向 : 变少
❻
❼
D
❻
E
❺
B 方向 : 变多
6) 如果底线不能均匀地卷绕到梭芯时,请卸下飞
轮,拧松螺丝❺,调整卷线张力器❽的高度。
· 梭芯的中心和线张力盘❻的中心高度一样时
为标准位置。
· 梭芯下部卷绕得多时,请把线张力盘❻的位置
向 D 方向调整,而梭芯上部卷绕得多时,请把
❻
线张力盘❻的位置向 E 方向调整。
调整后,请拧紧螺丝❺。
7) 调整底线卷绕张力时 , 请转动线张力螺母❼进
行调整。
(注意)1. 卷绕底线时 , 请在梭芯和线张力盘❻之
间拉线的状态开始绕线。
2.
3. 线架装置引出的线受到风吹影响 ( 风向 )
不进行缝制的状态 , 卷绕底线时 , 请把上线
从挑线杆线道上卸下来 , 从旋梭里把梭芯卸
下来。
会出现悬垂 , 而卷绕到皮带轮上。因此
请注意风向等。
– 10 –
Page 13

12. 压脚压力的调节
警告
B
C
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
A
❷
13. 缝距长度的调节
A
❶
❷
❶
B
❸
1) 拧松螺母❷, 把压脚调节弹簧❶向右A方向转 ,
压力变强。
2) 向左B方向转 , 压力变弱。
3) 调节后 , 拧紧螺母❷。
压脚调整螺丝的高度追加C的标准值如下所示。
·S 规格 :31.5 ~ 29 mm(40 ~ 45N{4 ~ 4.5kg})
左右
·H 规格 :31.5 ~ 28 mm(50 ~ 60N{5 ~ 6kg})
左右
·A 规格 :22 mm (20N{2kg}) 左右
* 刻度盘的数字为 mm。
1) 沿箭头方向转动送部调节刻度盘❶, 并把希望
的数字对准机臂的刻点A。
2) 从大向小变更送布刻度时,请把传送操作杆
向箭头方向按压,把止动器❸向箭头B方向(机
臂里侧)按压的同时,转动送布调节拨盘❶。
3) 从小向大变更送布刻度时,请把止动器❸向箭
头B方向(机臂里侧)按压的同时,转动送布
调节拨盘❶。
4) 放开止动器❸之后,送布调节拨盘❶就会被固
定。
❷
– 11 –
Page 14

14. 挑线弹簧和挑线量的调整
❹
❺
[DDL-9000B- S, -MA] [DDL-9000B-SH]
C
❾
❽
D
❽
❾
❶
F
G
H
E
❻
A
B
❶
❸
❷
❻
A
B
❶
❸
❷
(1) 调整挑线弹簧❶的行程量
1) 拧松线张力台固定螺丝❷。
2) 把线张力杆❸向右 A 的方向转动则变大。
3) 向左 B 的方向转动则变小。
(2) 调整挑线弹簧❶的压力
1) 拧松固定螺丝❷, 卸下张力器 ( 组件 )❺。
2) 拧松线张力杆固定螺丝❹。
3) 把线张力杆❸向右A的方向转动则变强。向左B的方向转动则变弱。
* 挑线弹簧的标准状态
机臂上的刻点❻和挑线弹簧前端基本一致。
( 需要根据素材和工序的要求进行必要的调整。)
( 注意 ) DDL-9000B-DS 规格因为采用完全干式旋梭 , 与一般的使用加油旋梭比较 , 容易受挑线弹簧调整的影
响。挑线弹簧调整的不适当 , 就容易发生缠线、断线以及绕线圈等现象。挑线弹簧调整是否适当的
确认方法是,向 F 方向拉出上线后,线被拉出 E 之前,请确认挑线弹簧是否移动到最后 ( G 的状态 )。
如果移动不到最后时 ( H 的状态 ),请减弱挑线弹簧的压力。另外 , 挑线弹簧的动作行程过小的话缝
制效果变坏。一般布料 10~13mm 左右为适当。
(3) 挑线杆挑线量的调整
1)
缝制厚料时,向 C 的方向移动线导向器❽,则挑线量变多。
2)
缝制薄料时,向 D 的方向移动线导向器❽,则挑线量变少。
* 导线器的标准状态
·- S、-MA :固定螺丝中心和导线器的刻线❾一致。
·-SH :机臂上的刻线的中心和和导线器的刻线❾一致。
– 12 –
Page 15

15. 机针停止位置的调
1. 为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
2. 请不要进行在以后的说明中没有写明操作的开关操作。
警告
(1)切线后的停止位置
3. 再次打开电源开关时 , 请一定等待 1 秒钟以后再打开电源。关闭电源后立即打开电源的话 ,
有可能机器不能正常动作。如果发生这种情况时 , 请再次重新打开电源。
1) 标准的机针停止位置是皮带轮外罩的刻点 A 和
飞轮的白色刻点 B 一致的位置。
D
A
B
C
※ 详细内容请同时也参照电气箱使用说明书。
(2)机针上下停止位置的调整方法
※ 使用 CP-18 以外的操作盘时,请参照各个操作盘的使用说明书。
1) 关闭 (OFF) 电源。
E
F
2) 按住操作盘的开关❺同时打开 (ON) 电源。
3) 画面显示 E 为设定 No.96,F 为转速显示。( 画
面显示不变化时,请再次进行 1)、2) 的操作进
行纠正。)
4) 用开关❶或开关❷更新设定 No.。
设定 No.121 :机针上停止位置
No.122 :机针下停止位置
❶
❷
❸
❹
❺
5) 在 -15 ~ 15 的范围,用开关❸或者用开关❹进行设定内容 F 的设定。( 标准设定是”0”。设定值的数
值基本上表示转动角度 ) 设定为+方向的数值的话,机针上停止位置变低。设定为 - 方向 (C 方向)的
数值的话,机针上停止位置变高。(D 方向 )
6) 设定完了之后,按开关❶或者按开关❷确定更新的数值。( 进行此操作之前,如果关闭 (OFF) 了电源,
内容就不能被更新 )
7) 操作结束后,关闭 (OFF) 电源,然后再次打开 (ON) 电源,就变为通常运转。
– 13 –
Page 16

16. 踏板压力和行程
警告
❷
❶
(1) 踏板踩踏压力的调整
1) 把踏板压力调节弹簧❶挂到下侧的话 , 压力变轻 , 挂到上侧则压力变重。
(2) 踏板返回力的调整
1) 把逆踩踏调节螺丝❷向里拧进的话则变重。向外拧出的话则变轻。
(3) 踏板踩踏行程的调整
1) 把连接杆❸安装到左侧的孔❹内 , 行程变小。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
上侧
下侧
❹
❸
17. 踏板的调整
警告
❶
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
(1) 连接杆的安装
1) 向箭头方向移动踏板调节板❸, 让马达控制杆
和连接杆❷成一直线。
❶
❷
❷
❹
❸
(2) 踏板的角度
1) 调节连接杆的长度即可以改变踏板的角度。
2) 拧松调节螺丝❹, 移动连接杆❷进行调节。
– 14 –
Page 17

18. 踏板操作
A
B
C
D
E
踏板有 4 级操作。
1)
向前轻轻踩踏板为低速缝纫B。
2) 在继续往前踩踏板为高速缝纫A。
( 但是 , 设定了自动倒缝开关后 , 倒缝结束之后为
高速缝纫 )
3) 轻轻踩踏板然后返回缝纫机停止C( 机针为上
停止或下停止 )。
4) 向后踩踏板为切线动作E。
* 使用自动压脚提升装置(AK 装置)时,在停止
和切线之间增加一级开关。向后轻轻地踩踏板
之后 , 压脚提升动作D, 继续向后强力踩踏板
之后 , 压脚下降进行切线动作 , 再次进行压脚
提升动作。从使用压脚自动提升功能把压脚提
升后的状态开始缝制时,如果向后踩踏板的话,
仅压脚下降。
• 始缝的自动倒缝中 , 把踏板返回中立位置则缝
纫机倒缝结束后停止。
•
从高速缝纫或低速缝纫中向后用力踩踏板缝纫机
均可切线。
• 缝纫机切线中把踏板返回中立位置但机器仍然
把线切完。
– 15 –
Page 18

19. 机针和旋梭的关系
警告
❹
❺
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
请按如下方法调整机针和旋梭。
1) 转动飞轮 , 让针杆降到最下点 , 然后拧松针杆
套管固定螺丝❶。
2) 决定针杆高度
把针杆❷的刻线 (DB 针时 : 刻线A, DA 针时 :
❶
刻线C) 对准针杆下铁块❸的下端 , 然后拧紧
针杆❷套管固定螺丝❶。
3) 决定旋梭A的安装位置
拧松 3 个旋梭固定螺丝,向正旋转方向转动飞
轮,在针杆上升的方向,把刻线 (DB 针时为刻
线B,DA 针时为刻线D) 对准针杆下金属块
的下端。
4) 在此状态下,把旋梭尖❺对准机针❹的中心,
C
D
A
B
0.04 - 0.1 mm
然后把机针和旋梭的间隙调整为 0.04 ~ 0.1
mm( 大约 ),最后拧紧固定 3 个旋梭固定螺丝。
( 注意 ) 间隙过小的话 , 会损伤旋梭尖。间隙过大
的话 , 会跳针。
● 关于 DDL-9000B-DS 型的旋梭 , 请使用 RP 旋
梭 ( 干式旋梭 )。更换时 , 请选用以下的货
号。旋梭的货号根据出口地区的不同分为 2 种。
22890206
22890404( 向欧洲出口 )
( 注意 ) RP 旋梭 ( 干式旋梭 ) 里如果卷进线头、布屑 ,
有可能发生故障和缝制不良 , 因此请定期进
A
(注意)因为 DDL-9000B-MS、DS 的针杆❷是黑色的,
❸
行清扫。
有时看不清刻线。因此,请灯光等照射,以
便操作时可以看清。
❸
❷
A
B
– 16 –
Page 19

20. 单触手动倒缝
❷
如果按开关❶, 缝纫机立即变成倒送 , 可以进行倒
缝。
手放开 , 则变成正送。
为了防止缝纫机的意外起动 , 请
警告
关掉电源之后再进行操作。
❶
❸
❹
使用选购开关 (23632656)❺以下的功能可以用单触键进行。
选购开关 ( 另外购买 )
❺
❼
❾
❻
❽
[ 开关位置的调节 ]
1) 拧松固定螺丝❷, 上下移动开关主体调节高度。
2)
开关❶有 2 档位置可以使用。
3) 想把开关 ❶ 的位置再下降时 , 请拧松缝纫机
背面的固定螺丝❸, 降下开 关座❹。
1. 半针补偿缝纫
... 每按一次开关进行上、下半针动作。
2. 倒缝补偿缝纫
... 每按一次开关 , 以低速进行倒缝。 ( 只有在操
作盘上选择了定尺寸缝制图案时有效。)
3. 结束倒缝 1 次取消功能
... 按开关之后 , 下一次的结束自动倒缝被取消。
4. 切线功能
... 按开关后进行切线。
5. 压脚提升功能
... 按开关后压脚自动提升。
6. 1 针补偿缝纫
... 每按一次开关进行 1 针补偿缝纫。
※ 使用选购品开关时,需要用电气箱设定功能。有
关详细内容,请参照电气箱有关的使用说明书。
警告
[ 选购件开关的连接 ]
请把选购件开关的电缆插入到从机头部引来的 4P 插头❻的❼和❽上。( 没有极性 )
因为插销针的插入方向有规定 , 所以请把突起部❾朝上插入。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
– 17 –
Page 20

21. 挑线杆的位置的调整 (DDL-9000B- -WB, -0B)
警告
❹
❻
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
请根据缝制布料的厚度调整挑线杆❻的位置。
1)
向正常方向转动飞轮 , 让飞轮白刻点❶对准机架
的刻点❷。
❷
❶
2) 把挑线杆的平坦部和机针中心的距离相距 1mm。
用挑线杆环❸推挑线杆❻, 然后拧紧固定螺丝
。
❸
2mm
❹
1mm
* 不需要使用挑线杆时,请按照下列顺序关闭 (OFF) 挑线杆动作。可以在接通电源的状态下进行操作。( 简
单操作设定功能)
1) 持续 2 秒钟按开关❺。显示变化,变成功能设
E
F
定模式。
2) 用开关❼或开关❽把设定 No.E 设定为 。
3) 用开关❾或开关把设定内容 F 设定为 →
。
4) 要返回通常的缝制状态时,请按开关❺。
(注意)按了开关❺之后,设定就被确定。
❼
❽
❾
❺
– 18 –
Page 21

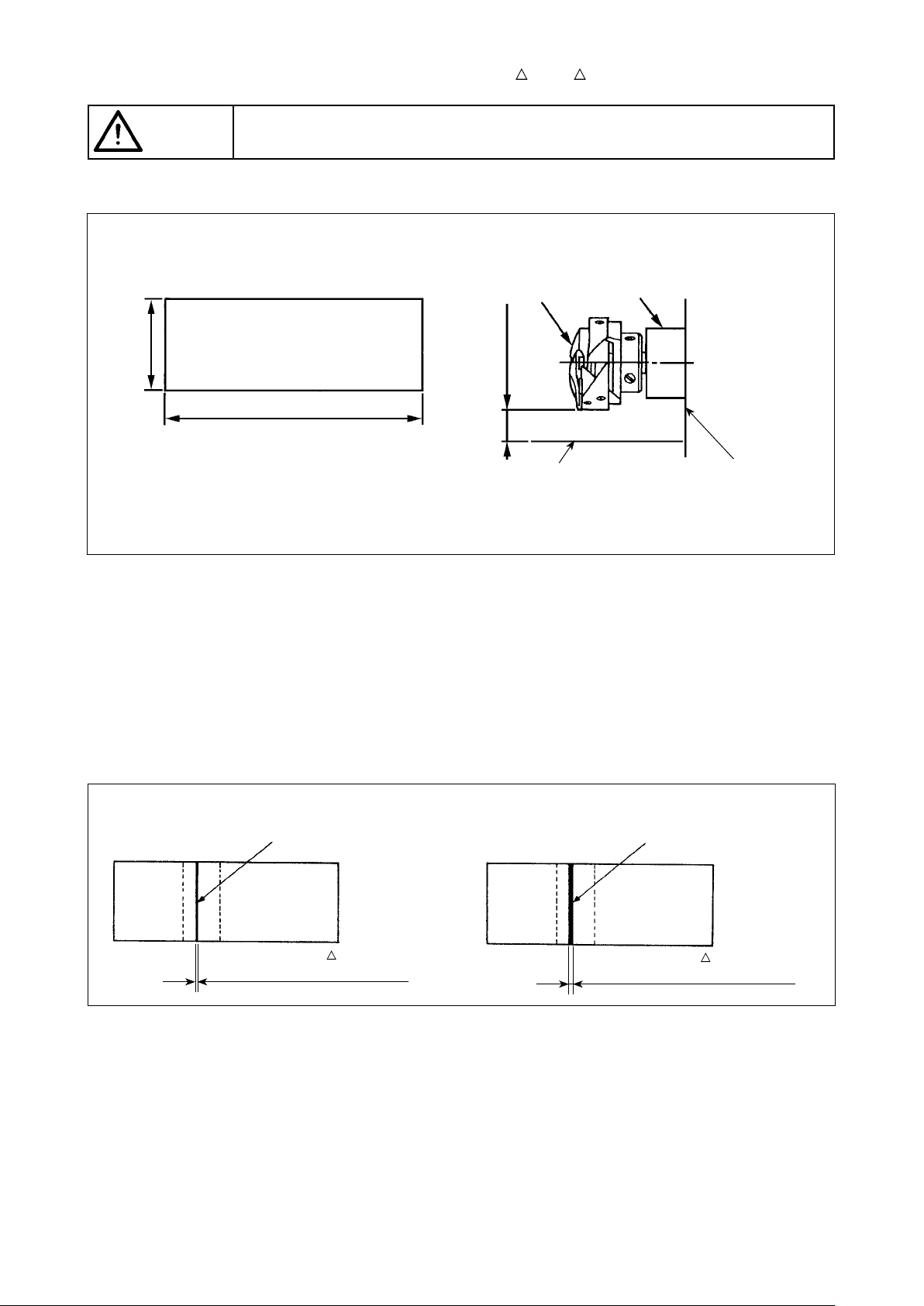
22. 固定刀
警告
[DDL-9000B-SS, -DS, -M△]
C
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
[DDL-9000B-SH]
A
6 mm
❶
4 mm
A
B
B
❶
A
B
B
切刀不快时,请尽早如C图所示那样重新研磨固定刀❶,然后正确地安装好。
1) 把固定刀的安装位置往标准位置的右A方向移动 , 切线长度比标准位置时长。
2) 往左B方向移动切线变短。
( 注意 ) 研磨固定刀时请注意研磨方法。
A
❶
移动刀
A
机针中心
B
– 19 –
Page 22

23. 送布牙的高度和倾斜的调整
警告
❸
A
B
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
❻
b
a
b
❶
a
出货送布牙
b
❷
水平传送座轴
的刻点位置
❹
❺
❼
a
A
B
9000B - △ S ,9000B - M A :
0.8mm
9000B-SH : 1.2mm
B1613012I00
(- S, -MA)
D1613155W00
(-MA)
23614506
(- S)
11403003,
11062601
(-SH)
(1)送布牙高度的标准值
标准送布牙高度是上升到针板上面最高的位置,9000B- S,9000B-MA 是 0.8mm,9000B-SH 是 1.2m m。
对于送布牙高度,请根据工序和素材的需要进行调整。
( 注意)关于上下传送座轴❶的刻点和水平传送座轴❸的刻点方向,请在右侧 ( 操作人员侧 ) 进行调整。
(2)送布牙高度倾斜的调整
1) 拧松上下传送座轴❶的固定螺丝❷以及水平传送座轴❸的固定螺丝❹。
2)
用螺丝刀转动❶, ❸双方的轴,就可以变更送布牙的高度和倾斜。
3) 关于各轴的转动方向和传送座❻与倾斜的关系,请参照图示。
※
标准出货状态 :把水平传送座轴❸的刻点调整到各规格的送布牙的刻线❽, ❾,然后再用上下传送座轴
调整送布牙高度。
❶
4) 调整后,请牢牢地拧紧固定拧松的螺丝 ( 关于固定螺丝❷, ❹请在按下轴❶, ❷的状态下进行
拧紧固定 )。
( 注意 )1. 如果只用一侧的轴调整送布牙的倾斜度 , 送布牙的高度也会变化 , 所以请一定用两侧的轴来调整。
2. 如果调整轴位置之后 , 送布牙的运动位置偏斜 , 请拧松水平送布曲柄❼的固定螺丝❺, 调整送布
牙的运动位置。
3. 调整送布牙的高度或者倾斜时,有可能发生与切线装置相碰的可能,调整时请加以注意。
– 20 –
Page 23

24. 送布的动作
警告
改变上下送布凸轮❶的固定位置 , 可以调整送布的动作。调整方法如下所示。
1) 放倒缝纫机 , 拧松上下送布凸轮❶的固定螺丝
2) 转动上下送布凸轮❶, 就可以变更送布的动作。
把上下送布台曲柄的刻度❸对准上下送布轴的刻线❹。
•
向 (+) 方向转动上下送布凸轮
→ 上下送布的动作变快。
•
向 (-) 方向转动上下送布凸轮
→ 上下送布的动作变慢。
※ 上下传送凸轮刻线的标准值
于标准状态的刻度❸位置,9000B- S、9000B-MA 是刻线❹,9000B-SH 是刻线❺(+20°)。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
❶
❹
DDL-9000B- S
DDL-9000B-MA
❶
❶
❷
(2 根 )。
❷
❸
❺
❸
DDL-9000B-SH
25. 松线的解除机构
警告
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
❷
❶
利用松线解除机构 , 缝制中也可以提升上线也不松
线。
( 厚的叠层部用膝动提升压脚 , 让它越过叠层部 , 而
线张力不变化 )
(1) 解除方法
1) 卸下缝纫机的盖子 , 用六脚扳手拧松松线变换
螺丝❶。
2) 把螺丝❶固定到松线变换板❷的最上部。
提升压脚线张力盘也不浮起 , 上线张力也不松。
( 只在切线时线张力盘浮起。)
( 注意 ) 螺丝❶的位置 , 只能固定到松线变换板的最
上或最下位置 , 其它位置不能使用。
※
缝纫机出货时固定在最下位置。
※ 带挑线杆的规格时,请卸下挑线杆装置之后进行
调节 (2 个螺丝 )。
– 21 –
Page 24

26. 微量压脚提升
警告
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
缝制丝绒等起毛性素材时 , 使用微量压脚提升螺丝
功能就可以不使素材缝偏 , 减轻素材的损伤。下
❶
❶
降压脚,设定为送布压下降到针板下面的状态。在
拧松螺母❷的状态 , 一点一点拧紧微量压脚提升螺
约 9 mm
❷
丝❶, 调整到适合素材的让压脚微量上升的位置 ,
然后用螺母❷固定。
( 注意 ) 微量压脚提升机构不使用时 , 请把螺丝❶的
高度调整到比缝纫机高约 9m m 的位置。微量
压脚提升机构提升后缝纫机的送布能力会减
弱。
DDL-9000B 缝纫机上标准装备有微量压脚提升机构 , 使用本装置后 , 不用工具就可以进行调整 , 需要频繁
调整时十分方便。
微量压脚提升装置 ( 组件 )〔40056622〕( 另购 )
❹
❻
❷
❸
❺
❶
微量压脚提升装置构成零件
No. 货 号 品 名 数量
1 23611106 压脚提升杆 1
2 23610504 挡块座 1
3 23610652 挡块螺丝 1
4 D5119206K0K 挡块环 2
5 23610702 挡块螺母 1
6 SL6053592TN 挡块座固定螺丝 1
22908552
压脚提升凸轮
( 机头安装配件 )
B1521555000
压脚提升杆固定螺丝
( 机头安装配件 )
– 22 –
Page 25

27. 缩缝的方法
警告
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
在缝制中,操作开关❶或者操作传送拨杆❷,可以
变更正送间距的缝迹长度。
1) 请放倒缝纫机,拧松 3 个倒送电磁阀❸的固定
螺丝❹。
2) 向箭头方向滑动调整倒送电磁阀❸,让❹螺丝
中心和缩缝长度的刻线❺对齐,然后用固定螺
丝❹进行固定。
3) 要设定为初期状态 ( 解除 ) 时,请向箭头方向
滑动倒送电磁阀❸,在固定螺丝❹和机座支
A
柱B❻长孔端面相接触的位置进行固定。
❶
缝制方向
❷
❻
缩缝
28. 传送变换弹簧机构 (DDL-9000B-S , -M )
警告
缝制方向
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
倒缝方向
短
缝制方向
❸
短
短
A
❸
倒缝方向
短
❹
❹
A
B
❷
❺
❶
自动倒缝时,如果正缝倒缝的缝迹不一致,可以通过调节传送调节弹簧挂钩❶进行大致的补正。
※ 有关精确的补正,需要进行功能设定 No.51、52、53 的倒缝电磁继电器同步时间补正。有关详细的调
整方法,请参阅有关电气箱的使用说明书 (SC-920)。
1) 出现不一致的地方如果是象❸那样的不一致缝迹时,请拧松送布调节弹簧挂钩固定螺丝❷,向A方向
滑动❶,然后用❷进行固定。
2) 出现不一致的地方如果是象❹那样的不一致缝迹时,请拧松送布调节弹簧挂钩固定螺丝❷,向B方向
滑动❶,然后用❷进行固定。
– 23 –
Page 26

29. 保养
警告
为了能够长久地使用缝纫机,请每日进行以下的保养。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
(1)确认旋梭油槽的油量
❶
(2)清扫
❸
❷
❹
请确认油量指示杆❶的前端应该在油量指示窗的上
刻线和下刻线之间。( 详细内容请参照「4. 加油」)
1) 卸下机针❷、压脚❸以及针板❹。
❺
❻
2) 请用柔软的刷子或者布把送布牙❺和切线装置
上粘附的灰尘擦拭干净。
❻
3) 放倒机头,请用柔软的布也把梭壳等上的脏污
擦拭干净,然后再确认没有伤痕。再请用布把
旋梭周围底盖内存积的灰尘旋梭油也擦拭干净。
– 24 –
Page 27

30. 润滑脂的涂抹
警告
(注意)1. 到了需要补充润滑脂的时候,警告蜂鸣器鸣响。蜂鸣器鸣响之后,请补充润滑脂。另外,在严酷
的条件下使用缝纫机时,请最好每年补充 1 次润滑脂。
2. 请不要向涂抹润滑脂的部位加缝纫机油。
3. 请注意不要过度补充润滑脂,润滑脂有可能从挑线杆护罩或从针杆处漏出来。
4. 请一定使用机头附属的 JUKI GREASE A TUBE(货号 :40006323)润滑脂。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
(1)润滑脂涂抹部位
专用润滑脂的涂抹
❶
■针杆下金属部件(DDL-9000B-M △、B-DS 规格)
❷
(注意)请不要在安装了针杆等的状态下进行操作。
1) 卸下面板。
2) 然后在卸下加润滑脂螺丝❷。
3) 卸下专用润滑脂❶的盖子,把前端插进加油口,
补充专用润滑脂❶。
此时,请一直加到润滑脂从加油口冒出来为止。
4) 用加油螺丝按进冒出来的专用润滑脂。
5) 请擦干净多出来的专用润滑脂(加油螺丝周围)。
❶
– 25 –
Page 28

■压脚杆金属部件(所有机种)
❸
1)把专用润滑脂❶补充到螺丝孔❸里。
2) 用加油螺丝按进冒出来的专用润滑脂。
3) 请擦干净多出来的专用润滑脂(加油螺丝周围)。
❶
(2)加润滑脂警告的解除方法 (SC-920 用 )
❻
❶
❷ ❸ ❹ ❼
❺
到了需要加润滑脂的时候,左图
所示的 LED❺的画面上显示变为
「E220」。
显示画面,按开关
❼
可以解
除。
异常 E220(补充润滑脂警告)在
重新打开电源时,每次均显示。没
有补充润滑脂使用缝纫机一段时间
后,会显示出 E221(补充润滑脂异
常),按了开关
不仅不能
❼
– 26 –
解除异常,而且缝纫机不能动作了。
E221 的解除方法如下。
Page 29

注意
为了防止突然的起动造成人身的伤害,关掉电源后,请在经过了 5 分钟之后再进行操作。
❶
❻
❷ ❸ ❹
❻
❺
❺
1) 关闭 (OFF) 电源。
2) 一边按住开关 ❹,一边打
开 (ON) 电源。
3) 即使画面显示出来,也要持续 3
秒钟按住开关 ❹,直到第 2
次蜂鸣器鸣响。
4) 请把设定 No.❻变为「118」。
进行设定 No.❻的操作时,请
按开关 ❷,然后进行设定
No.❻。
返回设定 No.❻的操作时,请
按开关 ❶,然后返回设定
No.❻。
❶
(注意) 持续按开关
进行 ( 返回 ) 设定 No.❻之后,前 1( 后 1) 项的内容被确定,因此变更了内容 ( 触摸上升 SW、下降 SW 后 )
后需要充分注意。
❶
❷ ❸ ❹
❷
❷ ❸ ❹
( 开关
❻
❶
) 之后,可以连续地进行 No.❻的设定(返回)。
❺
5) 把设定 No.❻改为「118」之后,
现在的设定值被显示到 LED❺,
因此按开关 ❹( 开关
),变更为「1」。
❸
6) 变更结束后,按开关 ❷或者
按开关 ❶,确定更新的值。
(注意) 进行此操作之前,关闭 (OFF)
电源,变更的内容不能被更
新。
操作结束后,关闭 (OFF) 电源,然后再次打开 (ON) 电源的话,即返回正常运转。
– 27 –
 Loading...
Loading...