

Page 1
DDL-9000B Series
KULLANIM KILAVUZU
Page 2
İÇİNDEKİLER
TEKNİK ÖZELLİKLER .........................................1
1. KURULUM......................................................2
2. DIZLIK AYAK KALDIRMA YÜKSEKLIĞI-
NIN AYARLANMASI .......................................4
3. İPLIK ÇARDAĞININ TAKILMASI ..................4
4. YAĞLAMA (DDL-9000B-S , -M ) ................5
5. İĞNENİN TAKILMASI ....................................6
6. MASURANIN MEKİĞE TAKILMASI ..............6
7. ÇAĞANOZDAKİ YAĞ MİKTARININ
(ÇARPMA İLE YAĞLAMA MİKTARININ)
AYARLANMASI (DDL-9000B-S , -M ) ........7
(1) Yağ miktarı (savrulan yağ) nasıl doğrulanır ....... 7
(2) Örnekte yeterli yağ miktarı gösterilmiştir
............ 7
8. ÇAĞANOZDAKI YAĞ MIKTARININ AYAR-
LANMASI (DDL-9000B-S , -M ) ..................8
9. MAKİNEYE İPLİK TAKILMASI .....................9
10. İPLİK TANSİYONU .........................................9
(1) İğne ipliği gerginliğinin ayarlanması .................. 9
(2) Bobindeki iplik gerginliğinin ayarlanması
.......... 9
11. MASURA IPLIĞININ SARILMASI ................10
12. BASKI AYAĞI BASINCININ AYARLANMA-
SI .................................................................11
13. DİKİŞ UZUNLUĞUNUN AYARLANMASI ....11
14. İPLİK ALMA KOLU YAY AYARI VE İPLİK
ALMA STROKU ...........................................12
15. İĞNE DURMA KONUMUNUN AYARLAN-
MASI .............................................................13
(1) İplik kesildikten sonra duruş konumu ............... 13
(2) İğnenin aşağıda/yukarıda duruş konumunun
ayarlanması işlemi
........................................... 13
16. PEDAL BASINCI VE PEDAL HAREKET
MESAFESI AYRI .........................................14
(1) Pedalın ön tarafına basmak için gerekli olan
basıncın ayarlanması ....................................... 14
(2) Pedalın arka tarafına basmak için gerekli
olan basıncın ayarlanması ............................... 14
(3) Pedal hareket mesafesinin ayarlanması ......... 14
17. PEDALIN AYARLANMASI ..........................14
(1) İrtibat milinin takılması ..................................... 14
(2) Pedal açısının ayarlanması
............................ 14
18. PEDALIN ÇALIŞMASI .................................15
19. İĞNE – ÇAĞANOZ BAĞLANTISI ................16
20. TEK DOKUNMALI ILERI GERI ZIG-ZAG
BUTONU ......................................................17
21. TOKATLAMA KONUMUNUN AYARLAN-
MASI (DDL-9000B- -WB, -0B) ................18
22. SABİT BIÇAK...............................................19
23. TRANSPORT DİŞLİSİNİN YÜKSEKLİĞİ
VE EĞİMİ ......................................................20
(1) Transport dişlisinin standart yükseklik değeri ..20
(2) Transport dişlisinin yüksekliğini ve eğimini
ayarlamak
........................................................ 20
24. BESLEME SÜRESİNİN AYARLANMASI .....21
25. İPLİK TANSİYONU BIRAKMA AYIRMA
MEKANİZMASI ............................................21
26. BASKI AYAĞININ MİKRO AYAK KALDIR-
MA MEKANİZMASI ......................................22
27. YOĞUN İLMEK DİKİŞİ ................................23
28. BESLEME DEĞİŞİM YAYI MEKANİZMASI
(DDL-9000B-S , -M ) ................................23
29. BAKIM ..........................................................24
(1) Kanca yağ deposundaki yağ miktarının kont-
rolü. .................................................................. 24
(2) Temizlik
............................................................ 24
30. YAĞ SÜRMEK .............................................. 25
(1) Gres yağı ilavesi yapılacak bölümler ............... 25
(2) Gresle yağlama uyarısı sıfırlama yöntemi
SC-920 için
...................................................... 26
i
Page 3
S : Mikro miktarda yağlama
Yarı kuru
M :
D : Kuru
TEKNİK ÖZELLİKLER
DDL-9000B-
S : Orta kalınlıkta kumaşlar
H : Kalın kumaşlar
A : İnce kumaşlar
-SS -MS -DS -SH -MA
Maksimum dikiş
hızı
İplik kesme hızı
Dikiş uzunluğu
Baskı ayağı kalkma
yüksekliği (dizlik
ayak kaldırma ile)
2
İğne *
Yağ
Gürültü SS,MS,MA ;
Numara JUKI NEW DEFRIX
MARKA YAĞ ya da 7 Numara
JUKI MACHINE MARKA YAĞ
‘- İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk:
A-77 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca
SH ;
‘- İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk:
A-77 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca
DS ;
‘- İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk:
A-79 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca
5.000 sti/min 4.000 sti/min 4.500 sti/min 5.000 sti/min
4.000 sti/min
4.000 sti/min
4.000 sti/min
5mm
1738 Nm65 lia 110
(DB×1 #9 lia 18)
134 Nm65 lia 110
(DP×5 #9 lia 18)
500 sti/min (100 ile 500sti/min)
*1
10 mm (normal), 15 mm (max.)
1738 Nm125 lia 160
(DB×1 #20 lia 23)
134 Nm125 lia 160
(DP×5 #20 lia 23)
-
Numara JUKI NEW DEFRIX MARKA YAĞ ya
da 7 Numara JUKI MACHINE MARKA YAĞ
*3
4mm
1738 SAN10 Nm60 lia 75
(DB×1 SF#8 lia 11)
134 Nm60 lia 75
(DP×5 #8 lia 11)
* Dikiş hızı, dikiş koşullarına bağlı olarak değişir. Teslimat sırasında önceden ayarlanmış olan dikiş hızı 4.000 sti/min. İplik
kesme hızı ( ) aralığında değiştirilebilir. Teslimat sırasında önceden belirlenmiş olan iplik kesme hızı 420 sti/min.
1
*
: İlmek uzunluğu 4 mm ya da daha fazla ise, kullanım için maksimum dikiş hızını 4.000 sti/min ya da daha düşük olarak
ayarlayın.
2
*
: Kullanılan iğne, kullanım yerine bağlıdır.
3
*
: MA tipi haf materyaller içindir. Dikiş makinesi, hızı 4.000 sti/min ya da daha yüksek değere ayarlanmışken kullanılırsa,
baskı ayağı düzenleyici yayın ve iplik gerginliği yayının, S tipindekilerle değiştirilmesi gerekir.
– 1 –
Page 4
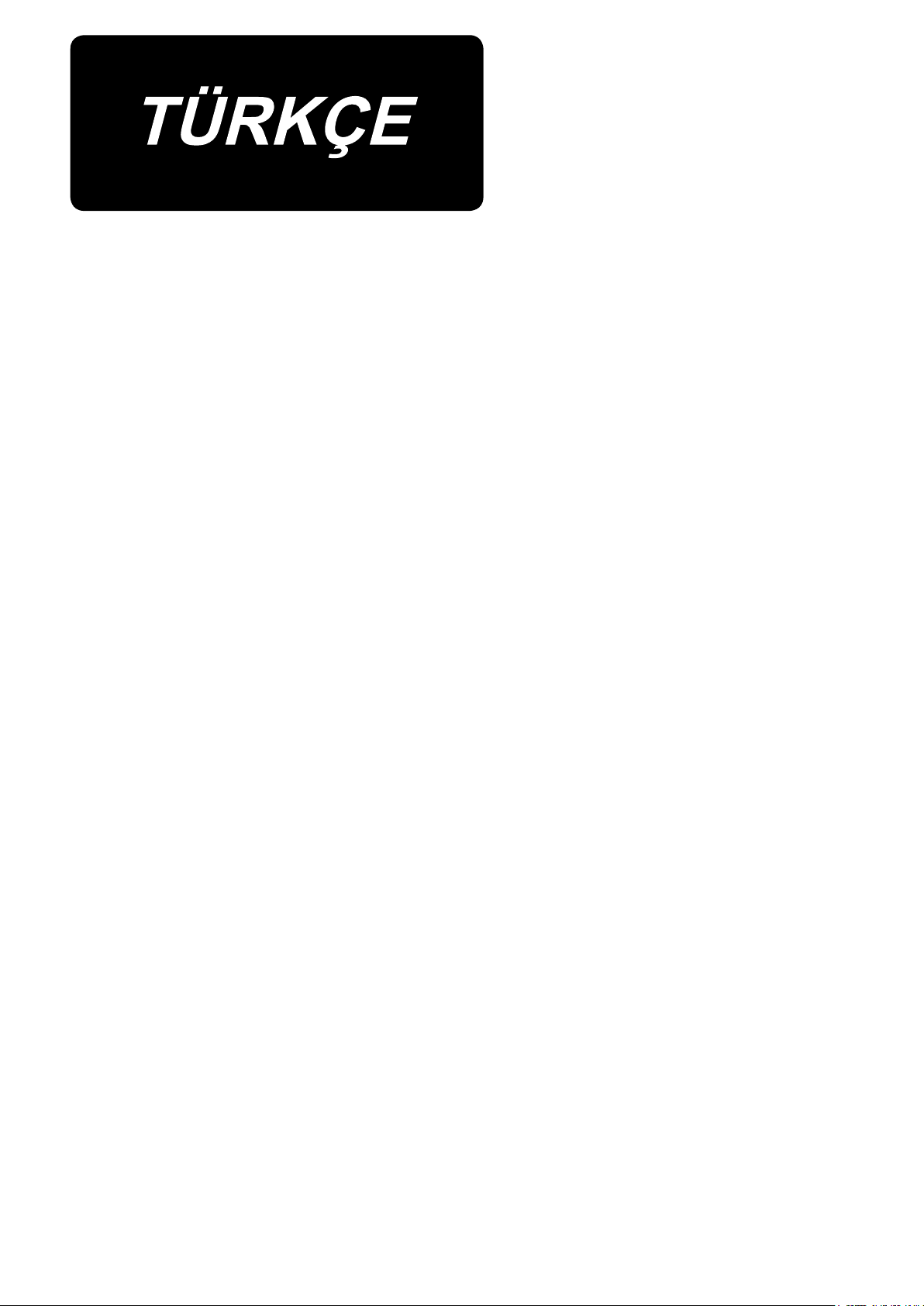
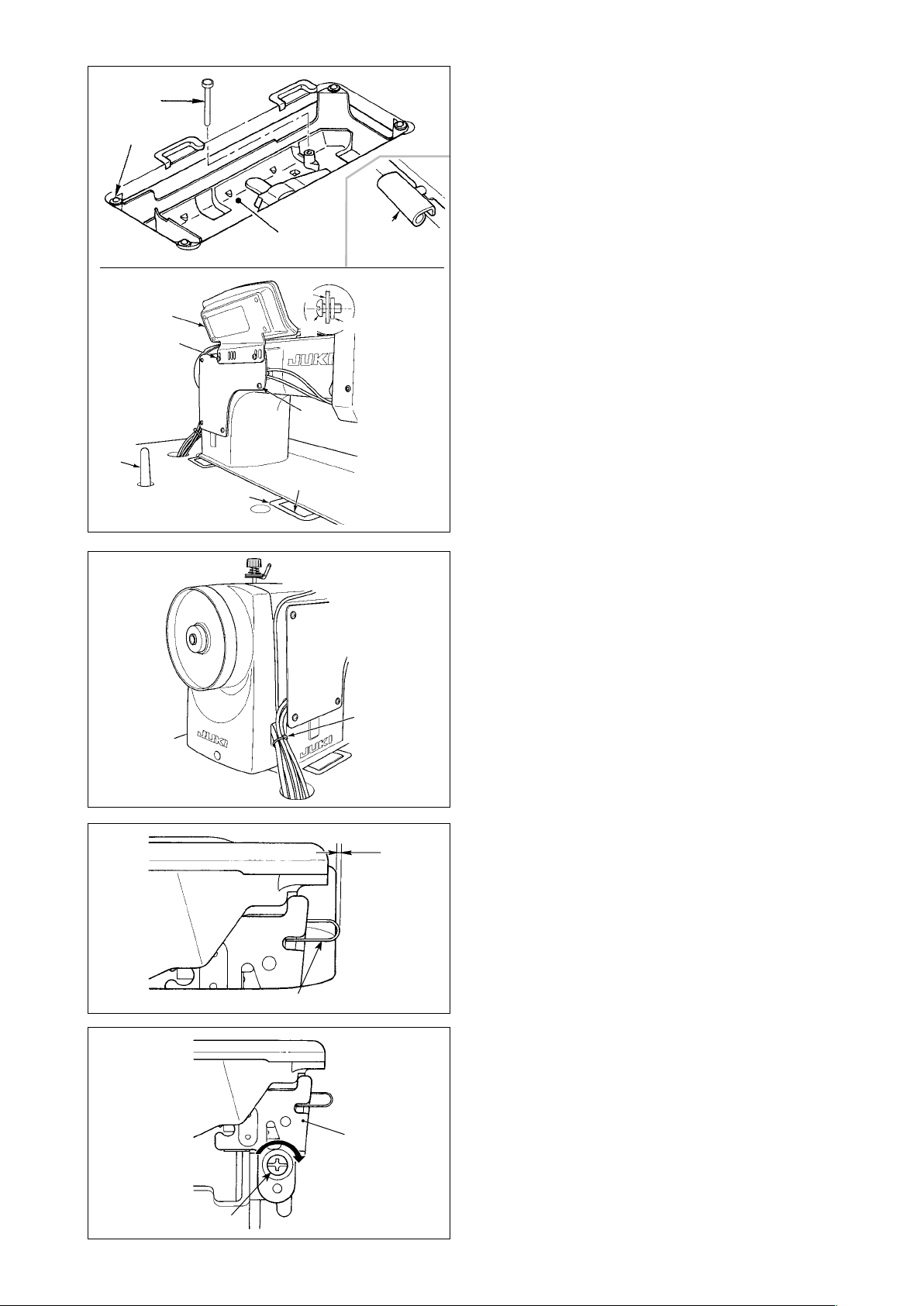
1. KURULUM
1) Dikiş makinesini yukarıdaki şekilde görüldüğü gibi
iki kişi birlikte taşıyın.
(Dikkat) Taşırken kasnaktan tutmayın.
❽
❸
❶
❸
❶
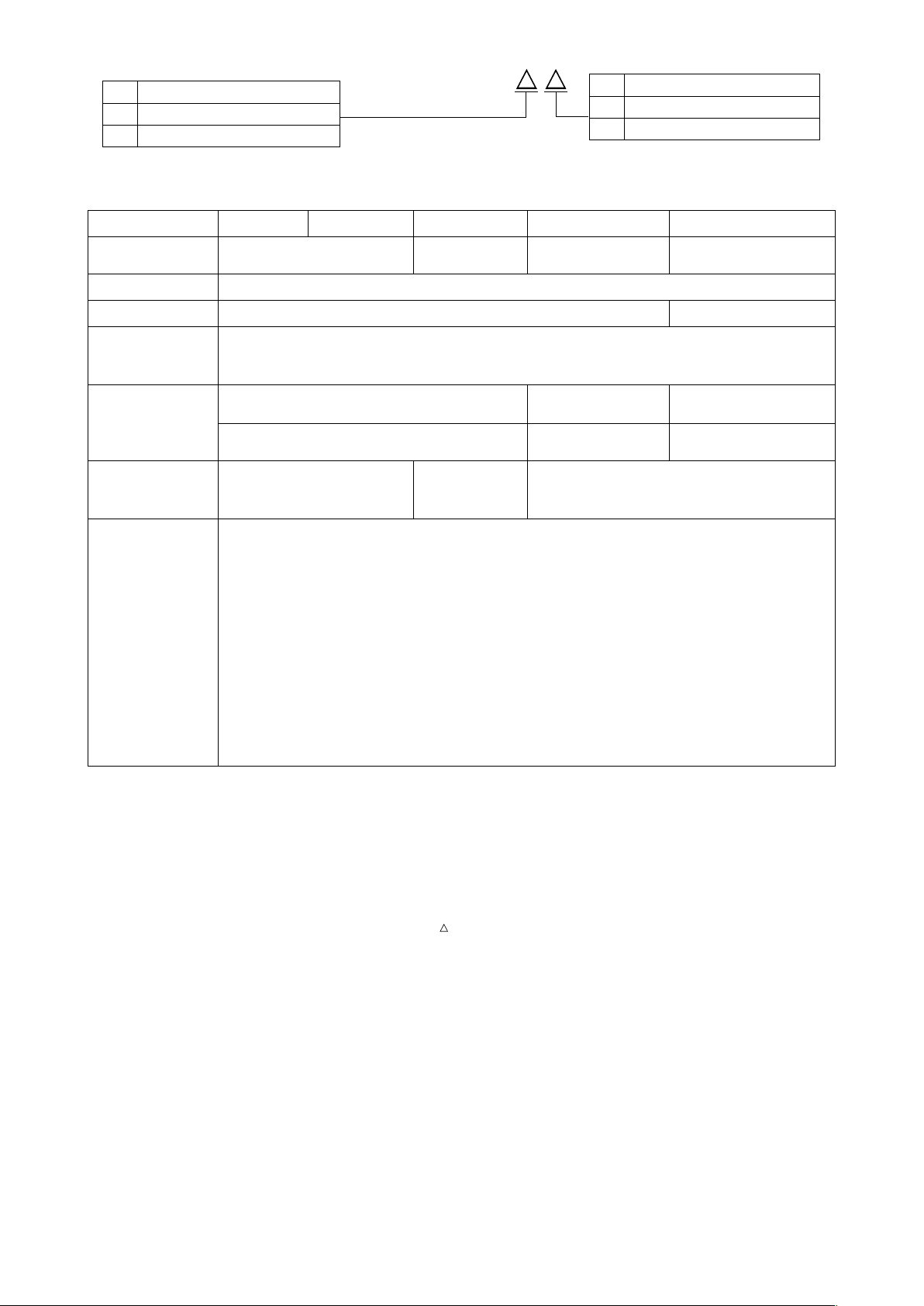
3) Alt kapak, makine tablasındaki kanalın dört köşesine oturmalıdır. Lastik menteşe yuvasını ❽
masanın üzerine takın ve bir çiviyle sabitleyin.
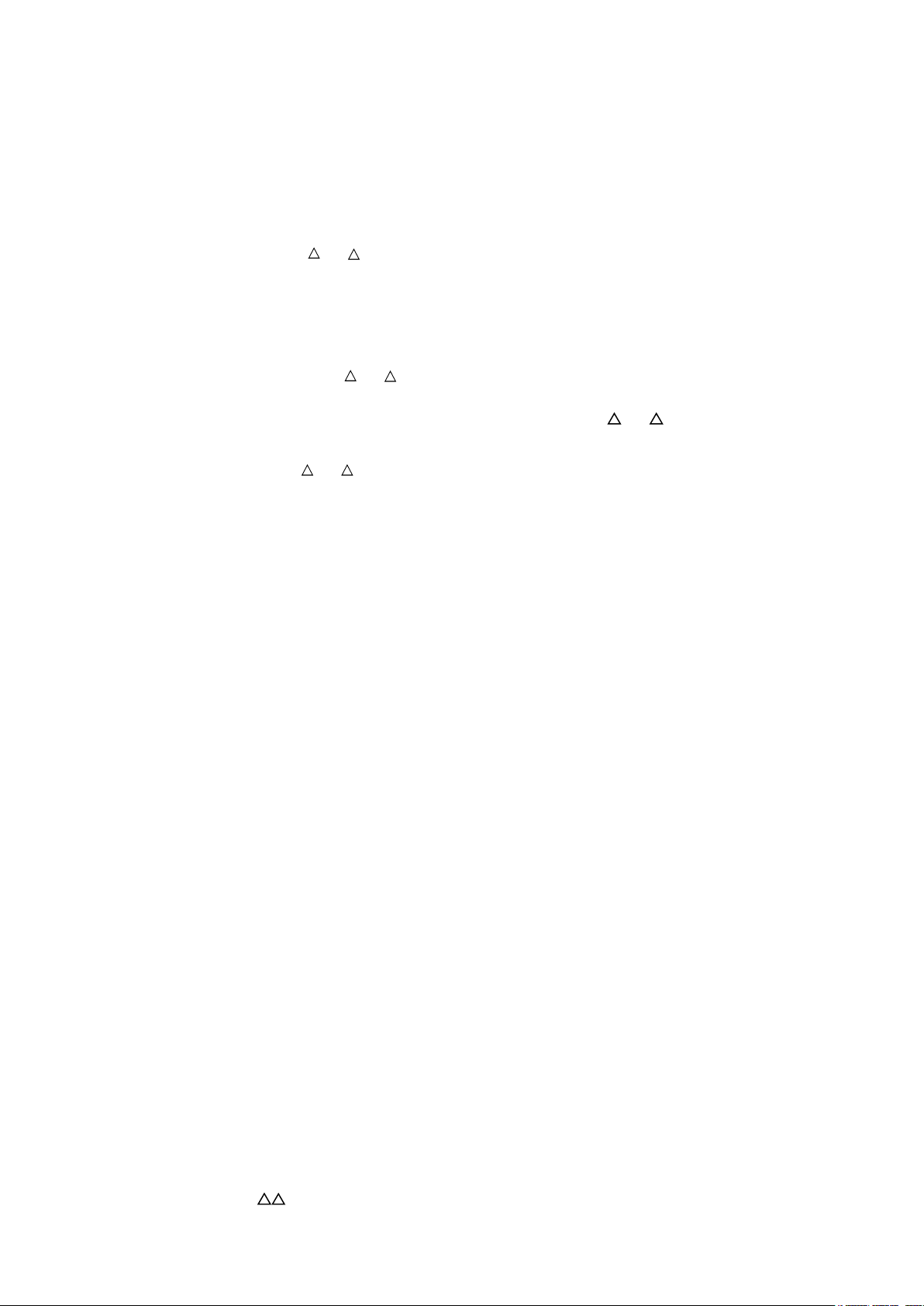
2) Tornavida ve benzeri, dengeyi bozacak nesnelerin,
dikiş makinesinin altında kalmamasına çok dikkat
edin.
❶
23,5 mm 19,5 mm
❷
❹
❸
A
B
4) İki adet kafa desteği lâstik kulağını ❶, makine
tablasındaki çıkıntılı bölümün ön kısımlarına A,
çivilerle ❷ tespit edin. Menteşe tarafındaki B iki
adet makine kafası kulağını ❸, kauçuk esaslı
yapıştırıcı ile yapıştırın ve sonra alt kapağı ❹;
tespit edilen kulakların üzerine oturtun.
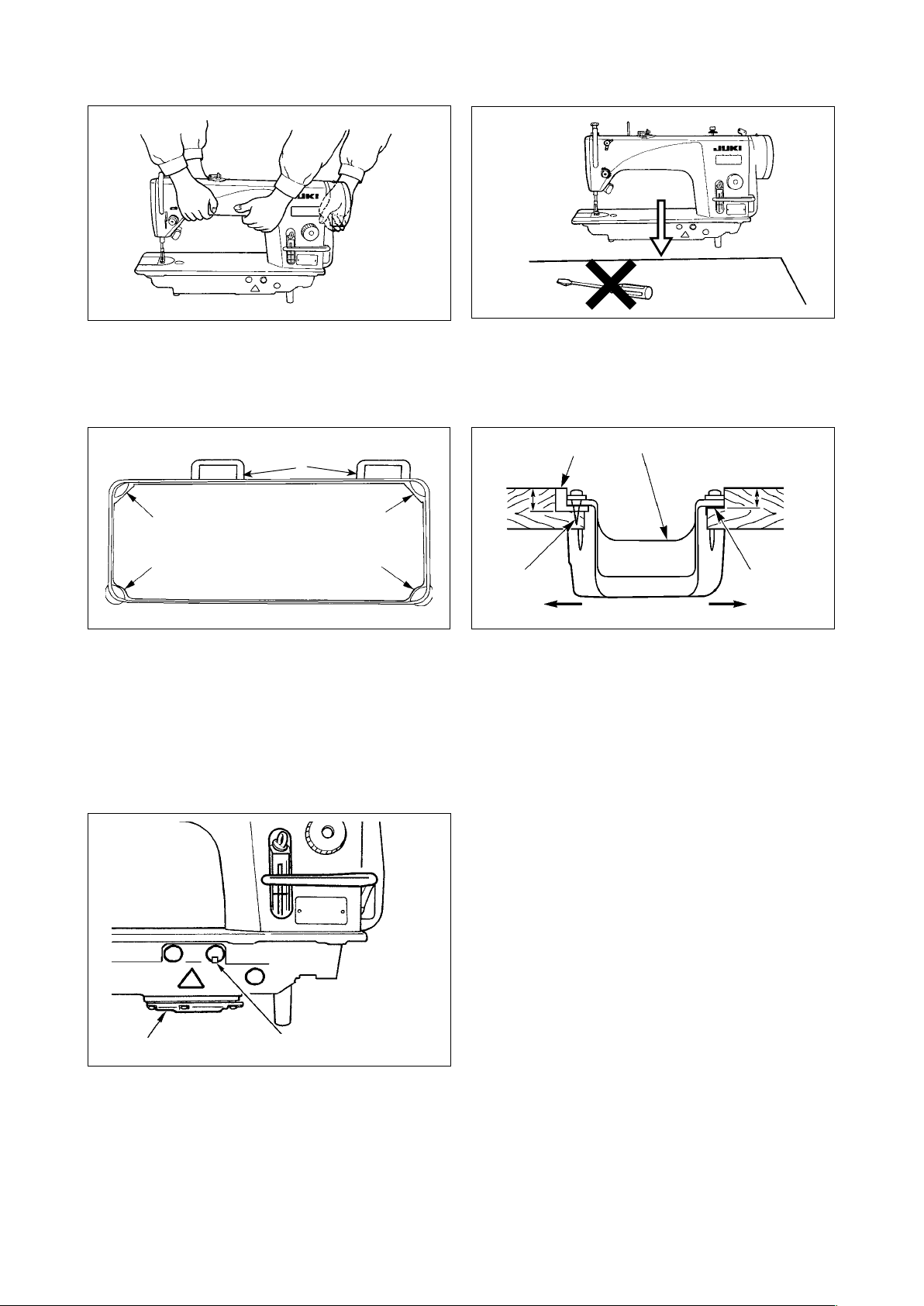
5) Makine yatağına takılmış olan havalandırma kapağını ❺ çıkartın.
(Dikkat)
1. Havalandırma kapağı ❺ çıkartılmadan makine
çalıştırıldığı takdirde, şanzıman bölümünde C
yağ kaçağı meydana gelir.
2. Makine başının taşınması sırasında makine ba-
şının makine tablasından çıkartılması gerektiği
zaman, kapağın ❺ yerine takıldığından emin
C
❺
olun.
– 2 –
Page 5
❾
❻
❽
❹
❼
❼
6) Dizlik ayak kaldırma baskı çubuğunu takın ❻.
Menteşeyi ❼, vidalar ile makinenin ana gövdesine
tespit edin.
Makine başını tabladaki kauçuk menteşe yatak-
larına ❽ yerleştirin ve dört köşedeki baş mesnetlerinin ❾ üzerine oturtun.
7) Kafa desteği çubuğunu sonuna kadar iterek
masaya sağlam bir şekilde tespit edin. Kontrol paneliyle ilgili olarak, iki yan plaka tespit vidalarını
çıkarın, kontrol paneli aksesuarları arasındaki kauçuk contayı makinenin kafa kısmıyla
kontrol paneli arasına yerleştirip birlikte tespit
edin.
(Dikkat)
1. Kontrol paneli aksesuarı olarak temin edilen
vidaları kullanmayın.
2. Makine kafası taşıyıcı çubuğunu makine masa-
sına monte ederken, masa yüzeyinden 55 ila 60
mm yüksekte olmasına dikkat edin. AK cihazıyla
birlikte temin edilen dikiş makinesinde, makine
kafası taşıyıcı çubuğunu makine masasına monte ederken masa yüzeyinden olan yüksekliğinin
38 ila 43 mm olmasına dikkat edin.
8) Makine kafası aksesuarı olarak temin edilen kablo
tutturma bandını kablonun ucuna tutturun.
Da 2,0 a 3,5 mm
9) Dikiş makinesi haf yatık haldeyken masa ve emniyet düğmesi kolunun birbirine 2,0 mm – 3,5
mm geçmiş olduğunu kontrol edin.
(Dikkat) Masa ve emniyet düğmesi kolu birbirine 2
mm ya da daha az geçmişse, ilk çalıştırma sırasında 302 hatası oluşabilir. Yukarıda belirtilen
mesafe 3,5 mm ya da daha fazlaysa, emniyet
düğmesi kolu kırılabilir.
10) Masa ile emniyet düğmesi kolu arasındaki geçiş
2,0 mm – 3,5 mm aralığının dışındaysa, emniyet
düğmesi montaj vidasını gevşetip emniyet
düğmesini ok yönünde devirerek emniyet düğmesi kolu ile masa arasındaki geçiş miktarını
ayarlayın.
– 3 –
Page 6
2. DIZLIK AYAK KALDIRMA YÜKSEKLIĞININ AYARLANMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Dizlik ayak kaldırma elemanı kullanıldığı zaman baskı
❹
❸
❶
❷
ayağının
Ayak kaldırma dizlik ayar vidasından ❶ yararlanarak;
dizlik ayak kaldırma yüksekliğini 15 mm. ye kadar
ayarlayabilirsiniz.
(Dikkat)
1. İğne mili ❷ baskı ayağına ❸ çarpacağı için;
2. Dizlik ayak kaldırma başlangıç konumu
Ayar vidası ❹ aşırı sıkılırsa, dikiş makinesi ça-
standart kalkma yüksekliği 10 mm. dir
baskı ayağı ❸ 10 mm veya daha yükseğe kaldı-
rılmış durumdayken, kesinlikle dikiş makinesini
çalıştırmayın.
lışırken baskı ayağı yukarı kalkarak hatalı dikiş
ya da gürültüye sebep olur.
.
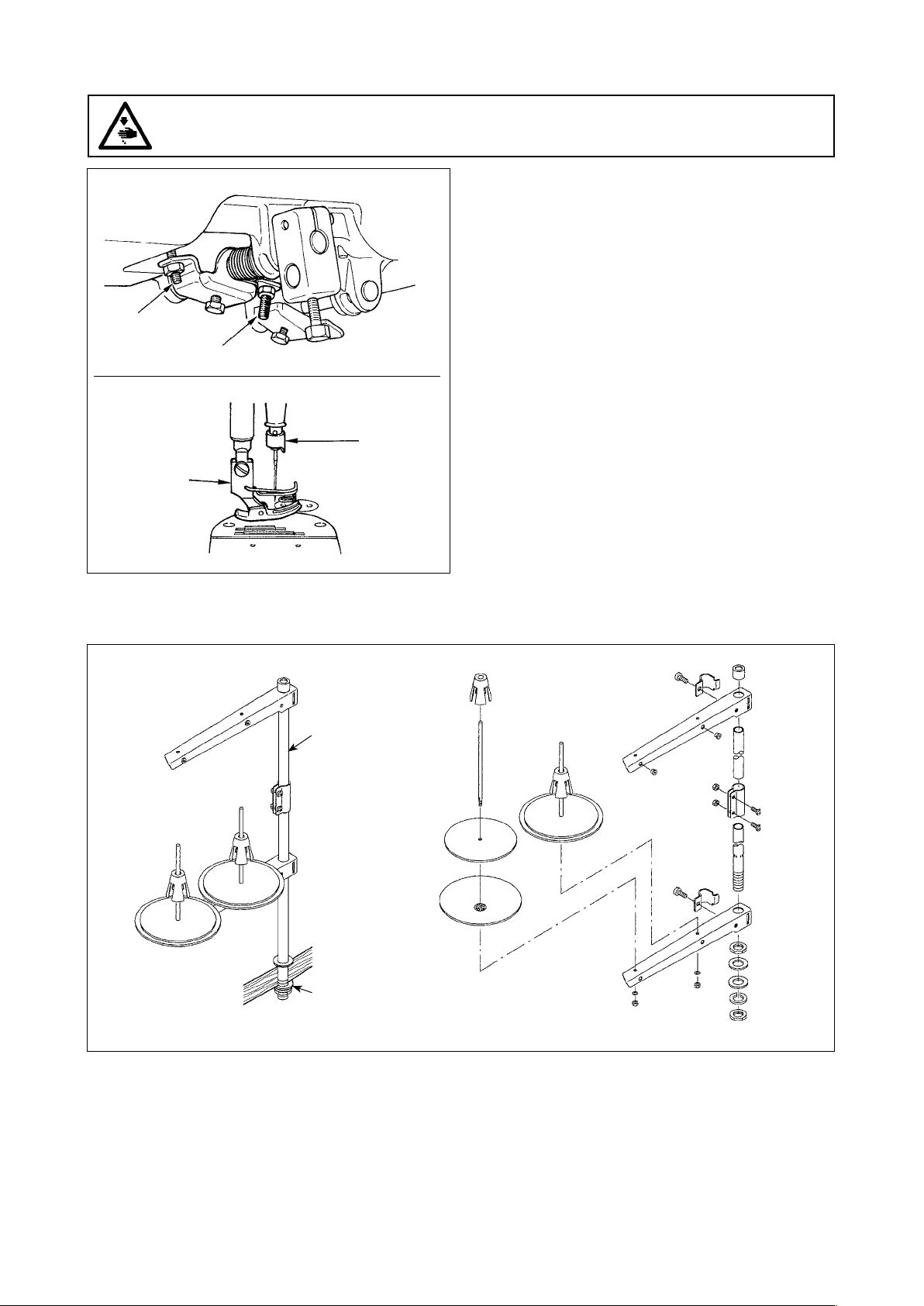
3. İPLIK ÇARDAĞININ TAKILMASI
❷
❶
1) İplik çardağının parçalarını toplayarak ünite haline getirin ve dikiş makinesinin tablasındaki deliğine oturtun.
2) Somunu ❶ sıkın.
3) Tavan tesisatı kullanıldığı zaman, gelen elektrik besleme kablosunu destek mili ❷ içinden geçirin.
– 4 –
Page 7
4. YAĞLAMA (DDL-9000B-S , -M )
UYARI :
1. Dikiş makinesinin kaza sonucu aniden çalışması gibi tehlikeler yaratacağı için, yağlama işlemi
tümüyle tamamlanmadan makinenin elektrik şini prize TAKMAYIN.
2. Tahriş veya iltihaplanma gibi tehlikeleri önlemek için; yağın gözünüze kaçması veya vücudunuzun diğer yerlerine bulaşması durumunda, bu bölgeleri derhal yıkayın.
3. Yağın yanlışlıkla yutulması sonucu; diyare veya kusma meydana çıkabilir. Yağı, daima çocukların erişemeyeceği bir yerde muhafaza edin.
Dikiş makinesini çalıştırmadan önce, makinenin yağ
haznesine çağanoz yağı koyun.
1) Yağ deliği kapağını ❶ çıkarıp yağ deposunu
JUKI NEW DEFRIX OIL No. 1 ile (Parça No. :
❶
❸
❷
Alt kanallı
işaret çizgisi
Üst kanallı
işaret çizgisi
de bulunan havalandırma kanalından dışarı akar veya yağlama işleminin gereken şekilde gerçekleşmesi
mümkün olmaz. Bu nedenle, dikkatli olun. Ayrıca yağ aşırı doldurulduğu zaman yağ deliğinden taşabilir.
Dikkatli olun.
3) Dikiş makinesini çalıştırdığınız zaman; yağ seviye çubuğunun ❸ üst kenarı, yağ seviyesi kontrol penceresindeki ❷ işaret çizgisinden aşağı düşerse, makinenin yağını yeniden tamamlayın.
(Dikkat)
1. Yeni bir dikiş makinesini veya uzun süre kullanılmamış bir dikiş makinesini işletmeye aldığınız zaman;
alıştırma dönemi (rodaj) süreci boyunca makineyi 2.000 dev/dak veya daha düşük devirde kullanın.
2. Kancayı yağlamak için JUKI NEW DEFRIX OIL No. 1 (Parça No.: MDFRX1600C0) ya da JUKI MACHINE
OIL #7 (Parça No. : MML007600CA) kullanın.
3. Mutlaka temiz yağ koyun.
4. Yağ deliği kapağı ❶ takılı değilken makineyi çalıştırmayın. Yağ girişi kapağını ❶, yağlama yapılması
durumu hariç asla çıkarmayın. Ayrıca kapağı kaybetmemek için dikkat edin.
MDFRX1600C0) ya da JUKI MACHINE OIL #7
(Parça No. : MML007600CA) ile doldurun ve bu
işlem için makineyle birlikte temin edilen yağlayıcıyı kullanın.
2) Yağ haznesine, yağ seviyesi gösterge çubuğunun
❸ üst kenarı; yağ seviyesi kontrol penceresinin ❷
üst tarafındaki kanallı işaret çizgisi A ile alt tarafın-
daki kanallı işaret çizgisinin B arasına gelinceye
kadar yağ koyun. İnceye kadar Yağ gerekenden
fazla konulduğu takdirde, yağ deposunun üzerin-
– 5 –
Page 8
5. İĞNENİN TAKILMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
O makine için tanımlanan iğneyi kullanın. Kullanılan
iğne kalınlığı ve malzeme cinsine uygun iğne kullanın.
D
❶
❷
C
(Dikkat) Polyester âman iplik kullanırken, iğnenin kanallı bölümü kullanıcının tarafına doğru eğildiği
takdirde; iplik ilmeği dengesiz hale gelir. Sonuç olarak iplik şeytan tırnağı olur veya iplik kopmaları
görülür. İplikle ilgili bu tür sorunlar ortaya çıktığı takdirde, iğnenin kanallı tarafının hafçe arkaya
dönük şekilde takılması, sorunun çözümü açısından etkin sonuçlar verir.
B
A
1) İğne mili hareket mesafesinin en üst noktasına
gelinceye kadar, volan kasnağı çevirin.
2) Vidayı ❷ gevşetin ve iğneyi ❶ kanallı yüzü A dik
olarak tam B yönüne bakacak şekilde tutun.
3) İğneyi ok yönünde ve yuvanın tabanına oturuncaya kadar iğne milinin kanalına ok yönünde ve
tamamen geçirin.
4) Vidayı ❷ sağlam biçimde sıkın.
5) İğneyi kontrol edin ve iğnedeki uzun kanalın C
tamamen sol tarafa D baktığından kesinlikle emin
olun.
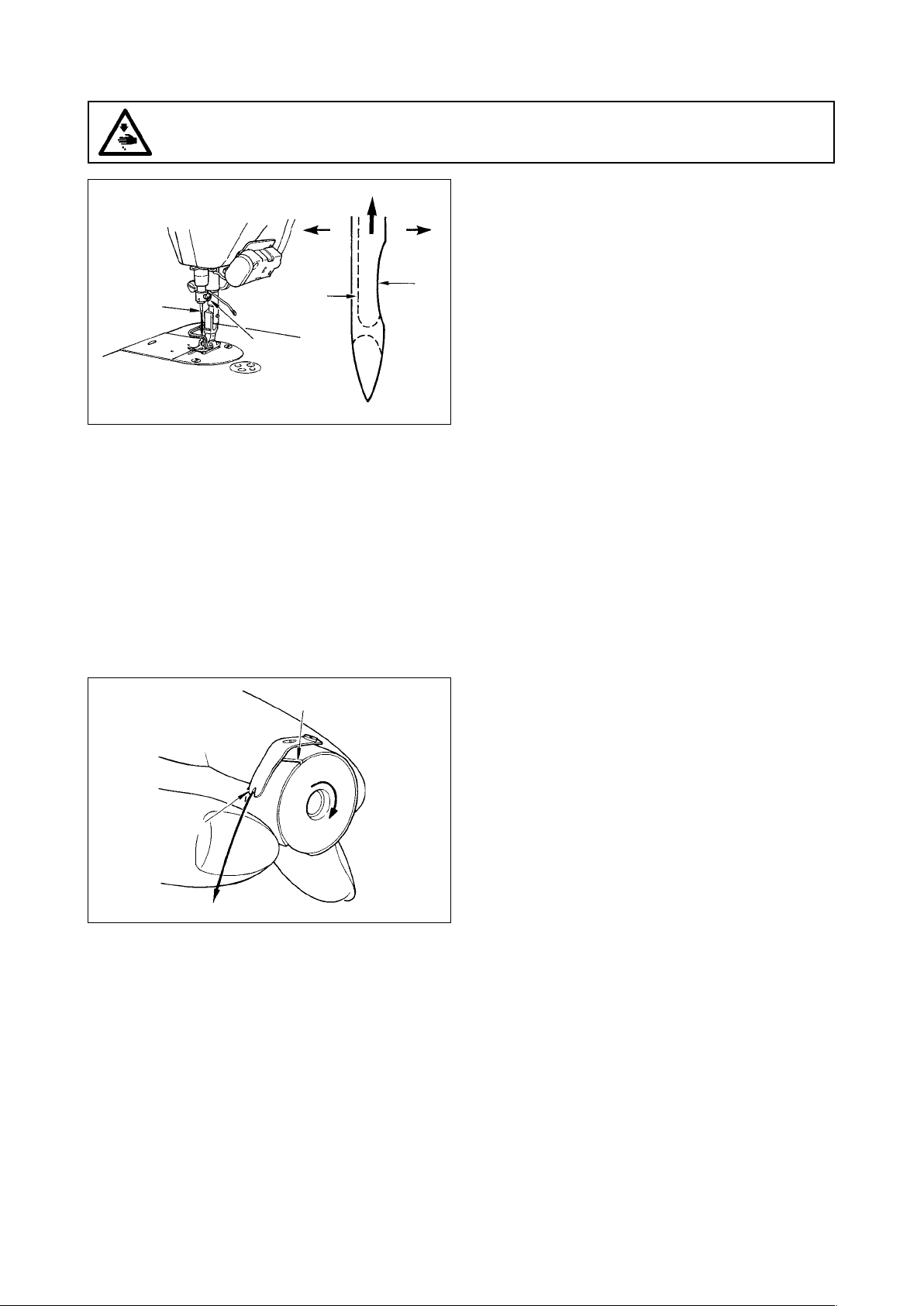
6. MASURANIN MEKİĞE TAKILMASI
A
B
C
1) Masurayı, iplik saat yönünde dönecek şekilde
mekiğe yerleştirin.
2) İpliği A kanalından geçirin ve C yönüne doğru
çekin. Bunu yaparken ipliği tansiyon yayının altından alarak geçirin ve yarıktan B dışarı çıkartın.
3) Masura ipliği çekildiği zaman, masuranın ok işareti
yönünde dönüp dönmediğini kontrol edin.
– 6 –
Page 9
7. ÇAĞANOZDAKİ YAĞ MİKTARININ (ÇARPMA İLE YAĞLAMA MİKTARININ)
AYARLANMASI (DDL-9000B-S , -M )
UYARI :
Yüksek devirde çalışırken, makinenin yağlama oranı çağanozun dönüşüne bağlı olarak kontrol edildiği
için, son derece dikkatli olmak gerekir.
(1) Yağ miktarı (savrulan yağ) nasıl doğrulanır
❶ Yağ miktarı (savrulan yağ) kontrol kâğıdı
Yaklaşık 25 mm
Yaklaşık 70 mm
* Malzemesine bakılmaksızın, herhangi bir kâğıt
kullanılabilir.
❷ Yağ miktarını (savrulan yağ) doğrulama konumu
Çağanoz
Yağ savrulma onay kâğıdı
* Yağ miktarı (yağ sıçraması) doğrulama kağıdını kancanın
altına yerleştirin, yağ miktarını doğrulamak için kancadan
3 ile 10 mm uzakta tutun.
Çağanoz tahrik mili ön burcu
Yatak
Kâğıdı, mümkün
olduğu kadar
yatak duvarının
yüzeyine yakın
olacak şekilde
yerleştirin.
* Aşağıda 2) maddesinde tanımlanan işlemleri uygularken, iplik alma kolundan iğneye takılacak ipliğin
ve bobin ipliğinin çıkarılmış olup olmadığını, baskı ayağının yukarıda olduğunu ve yan plakanın
çıkarılmış olduğunu kontrol edin. Bu arada parmaklarınızın kancaya değmemesi için son derece
dikkat edin.
1) Makine yeterli çalışma sıcaklığında değilse, normal çalışma sıcaklığına erişmesi için makineyi 3 dakika
boşta çalıştırın. (Orta devirlerde ve fasılalı olarak çalıştırın)
2) Dikiş makinesi çalışır durumdayken, yağ miktarı (savrulan yağ) doğrulama kâğıdını çağanozun altına yerleştirin.
3) Yağ haznesinde yağın mevcut olduğunu doğrulayın.
4) Yağ miktarı doğrulama işlem süresi net 5 saniyedir. (Bu süreyi saat tutarak kontrol edin.)
(2) Örnekte yeterli yağ miktarı gösterilmiştir
Uygun yağ miktarı (küçük)
Spruzzi di olio dal crochet
• DDL-9000B-SS, -M : 0,5 ile 1 mm
• DDL-9000B-SH : 1 ile 3 mm
1) Yukarıdaki şekilde uygun yağ miktarı (yağ sıçraması) gösterilmektedir. Dikiş işlemlerine bağlı olarak yağ
miktarını hassas şekilde ayarlamak şarttır. Ancak kancadaki yağ miktarını aşırı şekilde arttırmayın ya da
azaltmayın. (Yağ miktarı çok az olduğu takdirde, çağanoz sarar (çağanozda aşırı hararet). Çağanozdaki
yağ miktarı çok fazla olduğu takdirde, dikilen üründe yağ lekeleri meydana gelir.
2) Yağ miktarını (savrulan yağ), en az üç kere (üç ayrı kâğıt ile) kontrol ederek, yapılan ayarda değişme olmadığını doğrulayın.
Uygun yağ miktarı (geniş)
Spruzzi di olio dal crochet
• DDL-9000B-SS, -M : 1 ile 1,5 mm
• DDL-9000B-SH : 2 ile 4 mm
– 7 –
Page 10

8. ÇAĞANOZDAKI YAĞ MIKTARININ AYARLANMASI (DDL-9000B-S , -M )
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❹
❸
❷
❶
Azalır
Artar
Çağanozdaki yağ miktarını arttırmak için ayar vidasını ❶ sıkın (saat yönüne çevirin) veya azaltmak için gevşetin
(saat yönünün tersine çevirin).
(Dikkat)
[S ya da -M tipi için RP kanca (yağ sıçratmayan kafa kancası) kullanırken]
1. Çağanoz tahrik mili yağ tili tespit vidasını ❷ çıkarın ve çağanoz tahrik mili durdurucu vidasını ❸
(Parça Numarası: 11079506) ve lastik halkayı ❹ (Parça Numarası: R0036080200) takın.
2. Kancadaki yağ miktarını azaltmak için, yağ miktarı ayar vidasını ❶ minimuma kadar gevşetin. Ancak
yağı tamamen durdurmayın ve yağ ayar vidasının ❶ çıkmamasına dikkat edin.
3. RP çağanoz (kuru kafa çağanozu) kullanılsa dahi, yağ haznesindeki yağı asla boşaltmayın.
– 8 –
Page 11

9. MAKİNEYE İPLİK TAKILMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❸
❾
❶
❼
❻
❷
❹
❽
❺
(Not) Bu ipliği, A
bölümünden
geçirmeyin.
10. İPLİK TANSİYONU
A
B
A
❶
❷
E
❸
F
C
D
(1) İğne ipliği gerginliğinin ayarlanması
1) İplik kesildikten sonra iğne üzerinde kalan iplik
boyunu kısaltmak için iplik gerginliği 1 Numaralı
somununu ❶ saat yönünde (A yönünde) döndürün, ya da arttırmak için saat yönü tersine (B
yönünde) çevirin.
2) Üst iplik gerginliğini arttırmak için iplik gergi somununu ❷ saat yönünde (C yönünde), azaltmak
için saat yönü tersine (D yönünde) çevirin.
(2) Bobindeki iplik gerginliğinin ayarlanması
1) Bobindeki iplik gerginliğini artırmak için gerginlik
ayar vidasını ❸ saat yönünde (E yönünde) ya
da azaltmak için saat yönü tersine (F yönünde)
çevirin.
– 9 –
Page 12

11. MASURA IPLIĞININ SARILMASI
❽
❸
B
❶
❷
❹
A
C
❻
❼
D
❻
E
❺
❻
1) Masurayı, daha ileri gitmez hale gelinceye kadar,
masura sarma ünitesinin miline ❶ tamamen geçirin.
2) Masura ipliğini, çizimde gösterilen şekilde iplik
çardağının sağ tarafına yerleştirilmiş olan iplik
tansiyonu kontrol elemanından geçirerek dışarı
alın ve ipliği masuraya saat yönünde bir-kaç tur
sarın. (Masuranın alüminyum olması durumunda; masura ipliğinin ucunu saat yönünde bir-kaç
tur sardıktan sonra, masura ipliğinin sarılmasını
kolaylaştırmak için; masura ipliği tansiyon elemanından gelen ipliği saat yönünün tersine sarın.)
3) Masura sarma ünitesi denge mandalını ❷ A yönüne bastırın ve dikiş makinesini çalıştırın.
Masura C yönünde dönmeye başlar ve masura ip-
liği sarılır. Sarma işlemi sona erdiği anda, masura
sarma mili ❶ otomatik olarak devreden çıkar.
4) Masurayı çıkartın ve sabit iplik kesme bıçağından ❸
yararlanarak masura ipliğini kesin.
5)
Bobindeki ipliğin sarım miktarını ayarlarken, setuskur vidasını ❹ gevşetin ve bobin sarım kolunu
❷ A ya da B yönünde hareket ettirin. Ardından
setuskur vidasını ❹ sıkın.
A Yönüne : Azalır
B Yönüne : Artar
6) İplik bobin üzerine düzgün şekilde sarılmamışsa kasnağı çıkarın, setuskur vidasını ❺ çıkarın ve bobin iplik
gericisinin ❽ yüksekliğini ayarlayın.
• Bobin merkezinin standart yüksekliği, iplik germe diskinin ❻ merkez yüksekliği kadardır.
• Germe diskinin ❻ konumunu, bobinin alt kısmında sarılı iplik miktarı aşırı ise D yönünde ayarlayın, üst
kısmında sarılı iplik miktarı aşırı ise E yönünde ayarlayın.
Ayar yaptıktan sonra vidayı ❺ sıkın.
7) Masura sarma tansiyonunu ayarlamak için, iplik tansiyon somununu ❼ çevirin.
(Dikkat)
1. Masura ipliğini sararken, sarma işlemini masura ipliği masuranın orta kısmında ve iplik tansiyon diski
❻
gergin durumdayken başlatın.
2. Dikiş dikilmediği sırada masura ipliğinin sarılması gerektiği zaman; iğne ipliğini iplik vericiden yo-
lundan çıkartın ve mekiği çağanozdan dışarı alın.
3. İplik çardağından gelen ipliğin sarma etkisiyle (yön nedeniyle) gevşemesi ve çardaktan dışarı çekil-
mesi sonucu, volan kasnağa sarılması ihtimali vardır. Sarma yönüne dikkat edin.
– 10 –
Page 13

12. BASKI AYAĞI BASINCININ AYARLANMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
1) Somunu ❷ gevşetin. Baskı ayağı yay regülatörünü
B
C
A
❶
2) Baskı ayağı yay regülatörünü 3 saat yönünün
3) Ayar işlemi tamamlandıktan sonra, somunu ❷
❷
Baskı yayı regülatörünün yüksekliğine yapılan ilavenin
standart değeri C aşağıdaki gibidir:
• S tipi: 31,5 ile 29 mm arasında (Yaklaşık 40 ile
• H tipi: 31,5 ile 28 mm arasında (Yaklaşık 50 ile
• A tipi: 22 mm (Yaklaşık 20N (2kg))
❶ saat yönüne (A yönünde) çevirdiğiniz zaman,
baskı ayağının basıncı artar.
tersine (B yönü) çevirdiğiniz zaman basınç azalır.
sıkın.
45N (4 ile 4,5 kilo) arasında)
60N (5 ile 6 kilo) arasında)
13. DİKİŞ UZUNLUĞUNUN AYARLANMASI
A
❶
❷
B
❸
* Kadrandaki kalibrasyon, milimetre cinsinden
yapılmıştır.
1) Dikiş uzunluğu ayar kadranını ❶ ok yönünde çe-
virin ve istenilen dikiş uzunluk numarasını; makine
kolundaki işaret noktasının A karşısına getirin.
2) Besleme ölçeği işaretini "büyükten" "küçüğe"
değiştirmek için, besleme kolunu ❷ ok yönünde
basılı tutarak, durdurucuyu ise ❸ B ile gösterilen
ok yönünde (kolun arkasına doğru) bastırarak dikiş
kadranını ❶ döndürün.
3)
Besleme ölçeği işaretini "küçükten" "büyüğe" değiştirmek için, durdurucuyu ❸ B ile gösterilen ok
yönünde (kolun arkasına doğru) bastırarak dikiş
kadranını ❶ döndürün.
4) Dikiş kadranını ❶ sabitlemek için durdurucuyu ❸
serbest bırakın.
– 11 –
Page 14

14. İPLİK ALMA KOLU YAY AYARI VE İPLİK ALMA STROKU
❹
❺
[DDL-9000B-
❾
❽
C
S, -MA]
D
[DDL-9000B-SH]
❽
❾
❶
F
G
H
E
❻
A
B
❶
❸
❷
❻
A
B
❶
❸
❷
(1) İplik verici yayının ❶ hareket mesafesinin ayarlanması
1) Tespit vidasını ❷ gevşetin.
2) Germe çubuğunu ❸ saat yönünde (A yönünde) çevirince iplik verici yayın stroku artar, çubuğu ❸ saat
yönü tersine (B yönünde) çevirince strok azalır.
(2) İplik verici yayı ❶ basıncının ayarlanması.
1) Tespit vidasını ❷ gevşetin ve iplik tansiyon grubunu çevirin. ❺.
2) Tansiyon mili tespit vidasını ❹ gevşetin.
3) Germe çubuğunu ❸ saat yönünde (A yönünde) çevirince basınç artar, çubuğu ❸ saat yönü tersine (B
yönünde) çevirince basınç azalır.
* İplik alma kolu yayının standart konumu
Makine kolundaki kabartma işaret çizgisi ❻, üst iplik alma kolu yayı ile hemen hemen aynı hizadadır.
(Malzeme ve işleme göre ayar yapılması gereklidir.)
(Dikkat) DDL-9000B-DS tipi, tam kuru çağanoz uyarlanmıştır. Mevcut çağanozu kullanan makinelerle
karşılaştırıldığı zaman, dikiş makinesi iplik verici yayına yapılan ayarlar daha etkin sonuçlar verirler.
İplik verici yayı gereken etkinlikte çalışmazsa; ipliğin yürüyüşü de artar. Sonuç olarak iplik kopar
veya balon ilmikler görülür.
İplik alıcı yayının çalışmasını kontrol etmek için, iplik alıcı yay basıncını ayarladıktan sonra üst
ipliği F yönünde çekerek, ipliğin E’den çıktığı son ana kadar (G hali) iplik alıcı yayının ipliğe kuvvet
uyguladığını kontrol edin. Eğer yay son ana kadar (H hali) kuvvet uygulamazsa, iplik alma yayı
basıncını azaltın. Ayrıca iğne ipliği hareket mesafesi çok sınırlı ise; yayın gereken şekilde doğru
çalışması da mümkün olmaz.
Genel kumaşlarda yayın doğru hareket mesafesi; 10 ilâ 13 mm arasındadır.
(3) İplik verici hareket mesafesinin ayarlanmasi
1) Dikilen kumaş çok kalın olduğu zaman, hareketli tansiyon tarafından çekilen iplik uzunluğunu arttırmak
için, iplik kılavuzunu ❽, sol tarafa (C yönü) alın.
2) Dikilen kumaş ince olduğu zaman, hareketli tansiyon tarafından çekilen iplik uzunluğunu azaltmak için, iplik
kılavuzunu ❽, sağ tarafa (D yönü) alın.
* İplik kılavuzunun standart konumu
• - S, -MA: İplik kılavuzunun üzerindeki işaret çizgisi ❾, tespit vidasının merkeziyle aynı hizadadır.
• -SH: İplik kılavuzunun üzerindeki işaret çizgisi ❾, makine kolundaki işaret çizgisinin merkeziyle aynı
hizadadır.
– 12 –
Page 15

15. İĞNE DURMA KONUMUNUN AYARLANMASI
UYARI :
1. Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her
türlü çalışma öncesi makinenin şalterini KAPATIN.
2. Bir sonraki maddede yapılan açıklamalar dışında, düğmeleri kullanmayın.
3. Bir saniye ya da biraz daha uzun süre geçtikten sonra güç şalterini mutlaka AÇIK konuma
geri getirin. Şalter KAPALI konuma getirildikten hemen sonra AÇIK konuma getirirseniz
dikiş makinesi normal çalışmayabilir. Bu durumda güç şalterini tekrar AÇIK konuma getirin.
(1) İplik kesildikten sonra duruş konumu
1) Makara kapağı üzerindeki A işareti ile kasnak
üzerindeki B işaret noktası hizalanarak iğnenin
D
A
B
C
standart duruş konumu elde edilir.
* Ayrıntılar için kontrol kutusu Kullanım Talimatları
Kılavuzuna bakınız.
(2) İğnenin aşağıda/yukarıda duruş konumunun ayarlanması işlemi
* CP-18 dışında bir panel kullanılırsa, o panelle ilgili açıklamalara bakınız.
F
❺
❶
E
❷
❸
❹
5) ❸ ya da ❹ düğmelerinden biriyle, -15 ile 15 aralığında ayar içeriğini belirleyin F.(Standart değer “0” dır. Ayar
değeri sayısal olarak yaklaşık dönüş açısını ifade eder.) Sayısal değer “+” yönünde ayarlanırsa, iğnenin
YUKARIDA duruş konumu alçalır. (C yönünde) Sayısal değer “-” yönünde ayarlanırsa, iğnenin YUKARIDA
duruş konumu yükselir. (D yönünde)
6) Ayar tamamlandıktan sonra, güncellenen değeri tespit etmek için ❶ ya da ❷ düğmesine basın. (Bu işi
gerçekleştirmeden önce eğer makineye giden enerjiyi KAPALI konuma getirirseniz, içeriği güncellenmez.)
7) İşlem bittikten sonra, makineye giden enerjiyi KAPALI konuma getirin. Makineye giden enerjiyi AÇIK konuma
getirerek normal çalışma yeniden başlatılabilir.
1) Makineye giden enerjiyi KAPALI konuma getirin.
2) Çalışma panelindeki düğmeye ❺ basarken güç
şalterini AÇIK konuma getirin.
3)
Ekran görünümü E, 96 numaralı ayarı belirtir, F ise
devir sayısını belirtir.
(Ekran görünümü değişmezse 1) ve 2) adımların-
daki işlemleri tekrarlayın.)
4) ❶ düğmesi ya da ❷ düğmesiyle ayar numarasını
güncelleyin.
Ayar No. 121: İğnenin YUKARIDA duruş konumu
Ayar No. 122: İğnenin AŞAĞIDA duruş konumu
– 13 –
Page 16

16. PEDAL BASINCI VE PEDAL HAREKET MESAFESI AYRI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Parte
superiore
❷
❶
(1) Pedalın ön tarafına basmak için gerekli olan basıncın ayarlanması
1) Pedal baskı yayı ❶ aşağıya doğru eğildiği zaman pedal basıncı azalır, yukarı doğru eğildiği zaman pedal
basıncı artar.
(2) Pedalın arka tarafına basmak için gerekli olan basıncın ayarlanması
1) Geri basma regülatör vidasını ❷ içeriye doğru aldığınız takdirde basınç artar ve dışarıya doğru aldığınız
takdirde basınç azalır.
Parte
inferiore
❹
❸
(3) Pedal hareket mesafesinin ayarlanması
1) Bağlantı kolunu ❸ sol deliğe ❹ takınca pedal stroku azalır.
17. PEDALIN AYARLANMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
(1) İrtibat milinin takılması
1) Pedalı ❸ oklarla gösterilen şekilde sağa veya
sola doğru alın ve motor kontrol kolu ❶ ile irtibat
milinin ❷ düz durmasını sağlayın.
❶
❷
❷
❹
(2) Pedal açısının ayarlanması
1) Pedal eğimi, irtibat milinin uzunluğunu değiştirmek
suretiyle serbestçe ayarlanabilir.
2) Ayar vidasını ❹ gevşetin ve irtibat milinin ❷ uzunluğunu ayarlayın.
❸
– 14 –
Page 17

18. PEDALIN ÇALIŞMASI
A
B
C
D
E
Pedal, aşağıda anlatılan dört kademede çalışır:
1) Pedalın ön tarafına hafçe bastığınız zaman,
makine düşük dikiş devrinde çalışır. B
2) Pedalın ön tarafına biraz daha bastığınız zaman,
makine yüksek dikiş devrinde çalışır. A
(Otomatik geri dikiş önceden ayarlanmış ise;
makine geri dikiş işlemini tamamladıktan sonra
yüksek devirde çalışır.)
3) Pedalı orijinal konumuna getirdiğiniz zaman makine (iğnesi yukarıda veya aşağıda olarak) durur.
C
4) Pedalın arka tarafına tam olarak bastığınız zaman,
makine iplikleri keser. E
* Otomatik kaldırıcı (AK cihazı) kullanıldığında,
dikiş makinesi durdurma düğmesiyle iplik kesme
düğmesi arasında bir kumanda düğmesi daha
sağlanır. Pedalın arka tarafına hafçe basıldığı
zaman D baskı ayağı yukarı kalkar ve pedalın
arka tarafına biraz daha kuvvetli basıldığı zaman
baskı ayağı tekrar aşağı iner.
Daha sonra iplik keskisi çalıştırılır ve baskı ayağı
tekrar yukarı kalkar.Dikişe başlandığı sırada otomatik kaldırıcı eğer baskı ayağını yukarı kaldırmışsa ve pedalın arka tarafına bastıysanız, sadece
baskı ayağı aşağı iner.
• Otomatik geri dikiş sırasında dikiş başladığı zaman
pedalı tekrar boş konuma getirirseniz, makine geri
dikiş işlemini tamamladıktan sonra durur.
• Yüksek veya düşük hızda dikiş işleminden hemen
sonra pedalın arka tarafına bassanız dahi, makine
normal iplik kesme işlemini yerine getirir.
• Makine iplik kesme işlemine başladıktan hemen
sonra pedalı orijinal konumuna getirseniz dahi,
makine iplik kesme işlemini normal şekilde tamamlar.
– 15 –
Page 18

19. İĞNE – ÇAĞANOZ BAĞLANTISI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❶
C
D
A
B
0,04 ile 0,1 mm
❹
❺
A
❸
A
❷
B
İğne ile çağanoz arasındaki zamanlamayı, aşağıda
anlatılan şekilde ayarlayın:
1) İğne milini hareket mesafesinin en alt noktasına
getirmek için volan kasnağı çevirin ve tespit vidasını ❶ gevşetin.
2)
İğne mili yüksekliğinin ayarlanması İşaret çizgisiyle
hizaya getirin (DB iğne için: işaret çizgisi A. DA
iğne için: İğne mili ❷ üzerindeki işaret çizgisini
C, iğne mili alt burcunun ❸ taban yüzeyi ile aynı
hizaya getirin ve tespit vidasını ❶ sıkın.
3)
Çağanoz A konumunun ayarlanması.
Kancanın üç
adet setuskur vidasını gevşetin, kasnağı normal
döndürün ve yükselen iğne mili ❷ üzerindeki
işaret çizgisini (DB iğne için: işaret çizgisi B, DA
iğne için: işaret çizgisi D) iğne mili alt kovanının
❸ alt ucu ile hizalayın.
4) Bu durumdayken, kanca bıçak noktasını ❺ iğne
❹ merkeziyle hizalayın. İğne ile kanca arasında
0,04 mm ile 0,1 mm (referans değer) bir boşluk
bırakın, ardından üç adet kanca setuskur vidası
ile sıkıca tespit edin.
(Dikkat) Çağanozun bıçak ağzı ile iğne arasındaki
mesafe belirtilen değerden daha küçük olduğu
takdirde, çağanozun bıçak ağzı hasar görür.
Mesafe Teknik Özellik değerinden fazla olursa,
dikiş atlatmaya yol açar.
• DDL-9000B-DS tipi için kullanılan RP çağanoz
(kuru çağanoz). Değiştirirken, aşağıda belirtilen parça numaralarını kullanın. Bölgelere
göre sınıandırılan kancalarda iki tip Parça
Numarası vardır.
22890206
22890404 (Avrupa için)
(Dikkat) Çağanoza iplik artıkları veya kumaş havları sarılacağı için, makinenin arızalanmasına veya hatalı
dikişlere yol açmamak amacıyla çağanozun sık ve düzenli aralıklarla temizlenmesi şarttır.
(Dikkat) DDL-9000B-MS iğne mili ve DS ❷ siyah olduğu için, kabartma çizgileri görmek bazen zordur.
Lamba yakarak ya da başka bir yöntemle çalışma alanını aydınlatın.
– 16 –
Page 19

20. TEK DOKUNMALI ILERI GERI ZIG-ZAG BUTONU
Düğmeye ❶ basın, makine aniden ileri geri zig-zag
şeklinde çalışmaya başlar.
İleri doğru dikiş dikmek için, düğme kolunu bırakın.
❷
❶
UYARI :
Makinenin aniden çalışması sonucu ortaya
çıkabilecek yaralanmaları önlemek için, her
türlü çalışma öncesi makinenin şalterini
KAPATIN.
[Anahtar konumunun ayarlanması]
1) Tespit vidasını ❷ gevşetin ve yüksekliği ayarlamak
için anahtarın kendisini yukarı veya aşağı alın.
❸
2) 4) Anahtar ❶, çevrilmek suretiyle iki konumda
kullanılabilir.
3) Buna ek olarak anahtarın ❶ konumunu aşağı
❹
almak istediğiniz zaman; makine kafasının arka
tarafına yerleştirilmiş olan tespit vidasını ❸ gevşetin ve anahtar tabanını ❹ aşağı kaydırın.
Aşağıda belirtilen işlevler, isteğe bağlı tek adımda dikiş anahtarından (23632656) ❶ yararlanılarak gerçekleştirilebilirler.
1. İğne yukarı/aşağı tela dikişi… Düğmeye her
İsteğe bağlı
anahtar (ayrıca
temin edilebilir)
basılışında, iğne yukarı/aşağı telâ dikişi gerçekleştirilir.
2. Geri tela dikişi….. Düğmeye her basılışında,
düşük devirde zigzag dikiş gerçekleştirilir. (Pa-
❺
nelde sadece sabit boyutlu dikiş çeşidi seçiliyken
etkilidir.)
3. Dikiş sonunda bir kere zigzag dikişten sonra işlevin
iptali…. Düğmeye basıldığında,, dikiş sonunda
uygulanacak bir sonraki zigzag dikiş bir kereye
mahsus olmak üzere iptal edilebilir.
❼
❾
4. İplik kesme işlevi… Düğmeye basıldığı zaman,
iplik kesme işlemi gerçekleştirilir.
5. Baskı ayağı kaldırma işlevi… Düğmeye basıldığı
❻
❽
zaman, baskı ayağı otomatik kaldırma işlevi gerçekleştirilir.
6. Tek dikişlik tela dikişi… Düğmeye her basılışında,
bir dikişlik telâ dikişi gerçekleştirilir.
* Seçime bağlı düğmeyi kullanırken, bu fonksiyonu kontrol kutusu ile ayarlamak şarttır. Ayrıntılar için
kontrol kutusu Kullanım Talimatları Kılavuzuna bakınız.
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
[Opsiyonel anahtar bağlantısı]
Opsiyonel anahtar kablosunu, makine kafasından gelen 4P konektöründe ❻ görülen ❼ ve ❽ noktalarına takın.
(Burada kutup yoktur.)
Pimin takış yönü bellidir. Pimi, çıkıntılı kısmı ❾ yukarı doğru bakacak şekilde takın.
– 17 –
Page 20

21. TOKATLAMA KONUMUNUN AYARLANMASI (DDL-9000B- -WB, -0B)
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Tokatlayıcı ❻ konumunu, dikilen malzemenin kalınlığına göre ayarlayın.
1) Volan kasnağı normal dönüş yönünde çevirerek,
❸
❷
❶
volan kasnak üzerindeki beyaz gömme işaret noktası ❶ ile makine kolundaki ibreyi ❷ aynı hizaya
getirin.
2) Tokatlayıcının düz kısmı ile iğnenin yan yüzü
arasında 1 mm boşluk kalacak şekilde ayarlayın.
Tokatlayıcı bileziği ❹ tokatlayıcının ❻ üzerine
bastırıp sabitleyecek şekilde tokatlayıcı ayar vidasını ❸ sıkın.
❹
❻
2mm
1mm
* Tokatlayıcıyı kullanmaya gerek yoksa, tokatlayıcının çalışma halini aşağıdaki prosedür uyarınca KAPALI
konuma getirin. Güç şalteri AÇIK konumdayken bu ayar yapılabilir. (Tek dokunuşta ayar fonksiyonu.)
1) Düğmeyi ❺ 2 saniye basılı tutun. Ekran görünü-
E
F
mü, fonksiyon ayar moduna geçer.
2) ❼ düğmesini ya da ❽ düğmesini kullanarak ayar
numarası E’yi şeklinde değiştirin.
3) ❾ düğmesini ya da düğmesini kullanarak, F
ayarını " ” iken ” ” olacak şekilde değiştirin.
4) Normal dikiş haline dönmek için düğmeye ❺
basın.
(Dikkat) Düğmeye ❺ basıldığında ayarlara onay
❼
❽
❾
❺
verilir.
– 18 –
Page 21

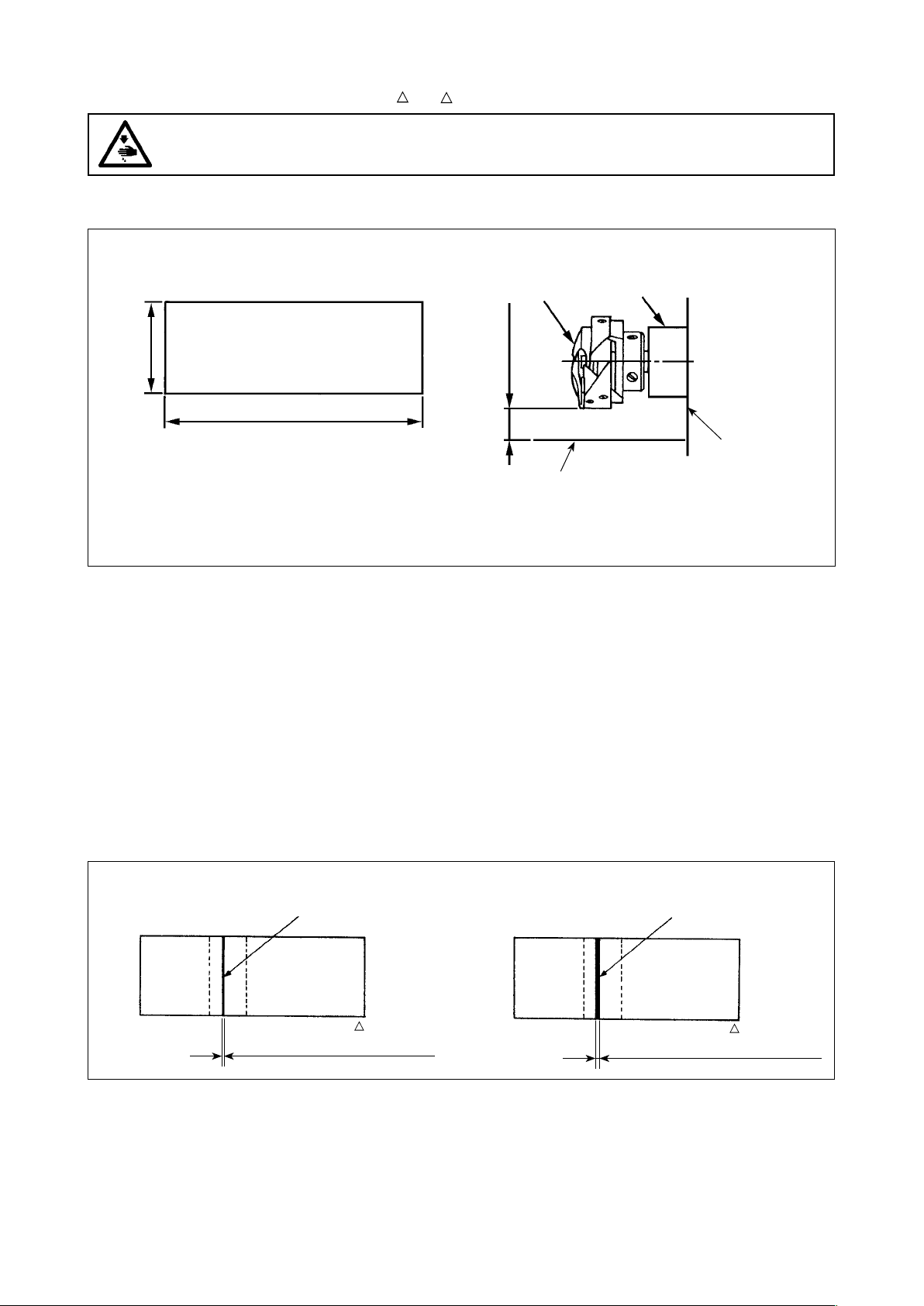
22. SABİT BIÇAK
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
[DDL-9000B-SS, -DS, -M ]
A
C
❶
B
4 mm
B
[DDL-9000B-SH]
A
B
❶
6 mm
A
B
A Hareketli bıçak
B İğnenin ortası
❶
A
Bıçak eğer ipliği iyi kesmezse, sayaç bıçağını ❶ Şek. C’de görüldüğü gibi hemen bileyin ve düzgün biçimde
tekrar yerine takın.
1) Sabit bıçağın takıldığı konum; standart konumdan A yönüne doğru alındığı zaman, iplik kesme işleminden
sonra iğnede kalan iplik miktarı da buna göre artar.
2) Takma konumu B yönüne doğru alındığı takdirde, iplik boyu da buna bağlı olarak kısalır.
(Dikkat) Bıçak ağzı bilenirken, bıçağın tutuş şekline ve açısına çok özen gösterilmelidir.
– 19 –
Page 22

23. TRANSPORT DİŞLİSİNİN YÜKSEKLİĞİ VE EĞİMİ
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❻
b
9000B- S,9000B-MA :
a
b
❶
a
Çıkış anında
transport dişlisi
b
❷
Besleme mili
külbütör şaftı
kabartma işaretinin konumu
B1613012I00
(-
D1613155W00
(-MA)
0,8 mm
9000B-SH : 1,2mm
S, -MA)
23614506
(-
11403003, 11062601
S)
(-SH)
a
❸
A
B
❹
❺
❼
A
B
(1) Transport dişlisinin standart yükseklik değeri
Transport dişlisinin standart yüksekliği, boğaz plakasının üst yüzeyinden itibaren en yukarı kaldırıldığı
yüksekliktir:
9000B- S ve 9000B-MA : 0,8 mm
9000B-SH : 1,2 mm
Transport dişlisi yüksekliğini işleme ve malzemelere göre ayarlayın.
(Dikkat) Besleme çubuğu hareket milindeki ❶ kabartma işaretin yönünü ve besleme çubuğu külbütör
milindeki ❸ işaret noktasını sağa (operatör tarafı) ayarlayın.
(2) Transport dişlisinin yüksekliğini ve eğimini ayarlamak
1) Besleme mili tahrik şaftındaki ❶ setuskur vidasını ❷ ve besleme mili külbütör şaftındaki ❸ setuskur vidasını
❹ gevşetin.
2) ❶ ve ❸ şaftlarının her ikisini de bir tornavidayla çevirerek transport dişlisinin yüksekliği ve eğimi değiştirilir.
3) Her bir şaftın dönüş yönü ile besleme milinin ❻ eğimi arasındaki ilişki için yukarıdaki şekle bakınız.
* Standart teslim şekli: Besleme mili külbütör şaftının ❸ kabartmalı nokta işareti, her transport dişlisi tipinin
kabartma işaret çizgisine ❽ ve ❾ göre ayarlanmıştır ve transport dişlisinin yüksekliği de besleme mili tahrik
şaftına ❶ göre ayarlanmıştır.
4) Ayar yaptıktan sonra setuskur vidalarını iyice sıkın. (❷ ve ❹ setuskur vidalarını sıkarken, ❶ ve ❸ şaftlarını
kasnak tarafına doğru bastırın.)
(Dikkat)
1. Transport dişlisinin eğimi sadece bir şafttan yararlanarak yapılırsa, transport dişli yüksekliği değişir.
Ayar işleminin her iki şafttan yararlanılarak yapıldığından kesinlikle emin olun.
2. Transport dişlisinin hareket konumu, yapılan ayarlanan şaftların konumuna bağlı olarak değişiklik
gösterebilir. Böyle bir durumda, transport salın şaft kolunun ❼ tespit vidasını ❺ gevşetin ve hareket
konumunu ayarlayın.
3. Transport dişlisi, yükseklik ya da eğim ayarına bağlı olarak iplik kesiciye engel olabilir. Bu konuda
dikkatli olun.
– 20 –
Page 23

24. BESLEME SÜRESİNİN AYARLANMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❶
❷
❹
❸
DDL-9000B- S
DDL-9000B-MA
DDL-9000B-SH
❺
❸
Dikey besleme kamının ❶ duruş konumu değiştirilerek transport dişlisinin zamanlaması ayarlanabilir. Ayar
prosedürü aşağıda tarif edilmiştir.
1) Dikiş makinesi kafasını yatırın, düşey besleme kamındaki ❶ iki adet tespit vidasını ❷ gevşetin.
2) Transport dişlisinin zamanlamasını değiştirmek için, düşey besleme kamını ❶ çevirin. Besleme çubuğu
hareket çubuğu üzerindeki skalayı ❸, besleme hareket mili üzerindeki işaret çizgisiyle ❹ hizalayın.
• Düşey besleme kolunu ❶ ( + ) yönünde çevirin.
→Besleme zamanı, iğnenin hareketine kıyasla geride kalır.
• Düşey besleme kolunu ❶ ( – ) yönünde çevirin.
→Besleme zamanı, iğnenin hareketine kıyasla ileride kalır.
* Eksantrik besleme kamı üzerindeki kabartma işaret çizgisinin standart değeri
İbrenin ❸ standart haldeki konumu:
9000B- S ve 9000B-MA: Kabartma işaret çizgisi ❹
9000B-SH: Kabartma işaret çizgisi ❺ (+20°)
25. İPLİK TANSİYONU BIRAKMA AYIRMA MEKANİZMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
İplik tansiyonu bırakma ayırma mekanizmasından
❷
❶
2) Vidayı ❶ İplik gerginliğini azaltma değişiklik plakasının ❷ üzerine takın.
Baskı ayağı kaldırılsa dahi iplik tansiyon diski hareket etmez ve iğne ipliğinin tansiyonu düşmez. (İplik
tansiyon diski, sadece iplik kesme işlemi uygulandığı zaman kalkar.)
(Dikkat)
İplik tansiyonu bırakma değiştirme plâkasında bulunan vidayı ❶, kesinlikle en üst ve en alt konumları
dışında kalan bir noktaya ayarlamayın.
* Vida, fabrika tesliminde en alt konuma ayarlanmıştır.
* Makinede silici olması halinde, ayar yapmak için tokatlayıcı ünitesi (iki setuskur) çıkarın.
yararlanmak suretiyle, dikiş sırasında baskı ayağı
kaldırılsa dahi iğne iplik tansiyonunun düşmesine yol
açmadan dikişi dikmek mümkündür. (Kalın üst üste
dikiş kısımlarında dizlik ayak kaldırmadan yararlanılarak baskı ayağı hafçe kaldırılsa dahi, bu mekanizma
iplik tansiyonunun değişmesini engeller.)
[Nasıl bırakılır]
1) Makine kafasındaki kapağı çıkartın ve bir Allen
anahtar kullanarak iplik tansiyonu bırakma değiştirme vidasını ❶ gevşetin.
– 21 –
Page 24

26. BASKI AYAĞININ MİKRO AYAK KALDIRMA MEKANİZMASI
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Kadife veya benzeri tüylü kumaşlar dikilirken, baskı
❶
Yaklaşık 9 mm
❷
(Dikkat) Baskı ayağı mikro-kaldırma mekanizması kullanılmadığı zaman; vidanın ❶ yüksekliğini; dikiş
makinesinden yaklaşık 9 mm yukarıda olacak şekilde ayarlayın. Dikiş makinesi mikro ayak kaldırma
mekanizması çalışır durumdayken kullanılırsa, yeterli transport gücü elde edilemez.
DDL-9000B ‘da, baskı ayağı mikro-kaldırma mekanizması standart olarak sunulmaktadır. Çok sık kullanıldığı
zaman, takıma gerek duyulmadan elle ayarlanabilen mikro-ayak kaldırma cihazının (ayrıca temin edilmektedir)
kullanılması, daha fazla kolaylık sağlar
ayağı mikro kaldırma mekanizmasının ayar vidasından ❶ yararlanarak kayması sağlanmadığı takdirde,
kumaş hasar görür.
Baskı ayağını aşağı indirin ve transport dişlisi boğaz
plakasından aşağıda olacak şekilde tespit edin. Somun ❷ gevşetilmiş durumdayken baskı ayağı mikro
kaldırma vidasını ❶ kademeli olarak yavaşça sıkın ve
baskı ayağına kumaşın durumuna uygun olarak hassas
biçimde ayarlayın.
Baskı ayağı mikro-kaldırma grubu [40056622] (Ayrıca temin edilebilir)
❹
❻
❷
❸
❺
❶
Baskı ayağı mikro-kaldırma parçaları
No. Parça numarası Tanımlama Adet
1 23611106 Elle ayak kaldırma 1
2 23610504 Takoz taban 1
3 23610652 Takoz vida 1
4 D5119206K0K Burç 2
5 23610702 Somun 1
6 SL6053592TN Tespit vidası 1
22908552
Elle ayak kaldırma
kamı (kullanılan makine
kafasının üzerine
takılır)
B1521555000
Elle ayak kaldırma
tespit vidası (kullanılan
makine kafasının
üzerine takılır)
– 22 –
Page 25

27. YOĞUN İLMEK DİKİŞİ
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❶
Dikiş yönü
❷
Dikiş sırasında düğmeyi ❶ ya da geri besleme kontrol
kolunu ❷ çalıştırarak normal besleme adımının ilmek
uzunluğu değiştirilebilir.
1) Makine kafasını devirin ve geri besleme solenoidinin ❸ üç tespit vidasını ❹ gevşetin.
2) Geri besleme solenoidini ❸ ok yönünde kaydırın;
vidanın ❹ merkezini, yoğun ilmek uzunluğunu
temsil eden kabartma işaret çizgisiyle ❺ hizalayın.
Ardından tespit vidalarıyla ❹ solenoidi sabitleyin.
3) İlmek uzunluğunu başlangıç ayarına döndürmek
(sıfırlamak) için, geri besleme solenoidini ❸ ok
A yönünde kaydırın, yatak desteğindeki B ❻
kesiğin uç yüzüne temas edene
kadar kaydırmaya devam edin.
❻
Ardından tespit vidalarıyla ❹
solenoidi o konumda sabitleyin.
❹
❺
Yoğun ilmek
A
❸
28. BESLEME DEĞİŞİM YAYI MEKANİZMASI (DDL-9000B-S , -M )
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Dikiş yönü
Daha kısa
Geri beslemeli
dikişte dikiş yönü
Daha kısa
Dikiş yönü
❸
Daha kısa
Geri beslemeli
dikişte dikiş yönü
Daha kısa
B
❹
A
❷
❶
Otomatik geri beslemeli dikişte, ileri ve geri ilmekler birbirine uymazsa, besleme ayarı yaylı çağanozu ❶ ayarlayarak kaba bir düzeltme yapılabilir.
* Hassas düzeltme yapmak için 51, 52 ve 53 numaralı Fonksiyon Ayarlarını düzenleyerek geri besle-
meli ilmek solenoid zamanlamasının düzeltilmesi gereklidir. Ayar prosedürün ayrıntıları için, kontrol
kutusu (SC-920) Kullanım Kılavuzuna bakınız.
1) İlmeklerin ❸’te gösterilen hedefe uymaması halinde besleme ayarı yaylı çağanoz sabitleme vidasını ❷
gevşetin, ❶’i A yönünde kaydırıp vidalarla ❷ sabitleyin.
2) İlmeklerin ❹'te gösterilen hedefe uymaması halinde, besleme ayarı yaylı çağanoz sabitleme vidasını ❷
gevşetin, ❶’i B yönünde kaydırıp vidalarla ❷ sabitleyin.
– 23 –
Page 26

29. BAKIM
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Makinenizin ömrünün uzun olması için aşağıda belirtilen bakımları yapınız.
(1) Kanca yağ deposundaki yağ miktarının kontrolü.
Yağ gösterge çubuğunun ❶ üst kısmının, yağ
göstergesindeki kabartma üst işaret çizgisi ile
kabartma alt işaret çizgisi arasında olduğunu
kontrol edin. (Detaylar için 4. YAĞLAMA başlığına
bakınız.)
❶
(2) Temizlik
1) İğneyi ❷, baskı ayağını ❸ ve boğaz plakasını ❹
çıkarın.
❸
❺
❷
❹
❻
2) Transport dişlisinin ❺ ve iplik kesici ünitenin ❻
üzerine yapışan tozu yumuşak bir fırça ya da bezle
temizleyin.
3) Makine kafasını devirin ve bobin yuvası gibi parçalar üzerindeki tozu yumuşak bir bezle silin ve
hiçbir çizik olmadığını kontrol edin. Kancanın yakınındaki alt kapağa sızan kanca yağını ve tozları
yumuşak bir bezle silin.
– 24 –
Page 27

30. YAĞ SÜRMEK
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
(Dikkat)
1. Makinedeki gres yağına ilave yapılması gerektiğinde, bir alarm sesi duyulur. Alarm sesi duyulduğu
zaman, gres yağına hemen ilave yapın. Makine zorlu koşullar altında kullanılıyorsa, verimli bir
yağlama sağlanması için yılda bir kez gres yağı ilavesi yapılması tavsiye edilir.
2. Gres ile yağlanan bölümlere başka yağ uygulamayın.
3. Gres miktarı çok fazla olursa iplik boşluğu alma kapağından ve iğne milinden gres sızıntısı olabileceğini unutmayın.
4. Makine kafası ile birlikte sağlanan JUKI A GRES YAĞI (parça numarası: 40006323) kullandığınızdan
emin olun.
(1) Gres yağı ilavesi yapılacak bölümler
Özel gres yağı ilavesinin yapılması
❶
■ İğne mili alt burcu (DDL-9000B-M
❷
❶
, B-DS tipi)
(Dikkat) Gres yağı ekleme işlemini iğne mili takı-
lıyken gerçekleştirin.
1) Ön plakayı sökün.
2) Gres yağı doldurma vidasını ❷ sökün.
3) Özel gres yağı tüpünün kapağını ❶ çıkarın. Tüpün ucunu yağ deliğine sokun ve özel gres yağı
tüpünden ❶ gres yağı ilavesini gerçekleştirin.
Bu aşamada, gres yağı yağ deliğinden dışarı ta-
şacak seviyeye gelene kadar gres yağı ilave edin.
4) Taşmakta olan özel gres yağının üzerine yağ doldurma vidasını yerleştirerek yağ deliğini kapatın.
5) Yağ deliğinin çevresindeki fazla gres yağını silerek
temizleyin.
– 25 –
Page 28

■ Baskı ayağı çubuğu burcu (tüm modeller)
❸
1) Gres yağı ilave etmek için, özel gres yağı tüpünün
ucunu ❶ dişli deliğe ❸ yerleştirin.
2) Taşmakta olan özel gres yağının üzerine yağ doldurma vidasını yerleştirerek yağ deliğini kapatın.
3) Yağ deliğinin çevresindeki fazla gres yağını silerek
temizleyin.
❶
(2) Gresle yağlama uyarısı sıfırlama yöntemi SC-920 için
❺
❶
❻
❷ ❸ ❹ ❼
tülenir. Bu durumda, hata ❼ tuşuna basılarak sıfırlanamaz ve dikiş makinesi kullanılamaz.
Hata E221, aşağıda açıklanan prosedür adımları gerçekleştirilerek sıfırlanabilir.
Gresle yağlama zamanı geldiği zaman,
LED ❺ ekranın sol tarafında "E220"
verisi belirtilir.
Ekran görüntüsü
sılarak sıfırlanabilir.
Makinenin her açılışında hata E220
(Gres yağı ilave etme uyarısı) görüntülenecektir.
Makine, gres yağı ilave edilmeden belli
bir süre daha kullanıldığı takdirde, Hata
E221 (Gres yağı ekleme hatası) görün-
❼ tuşuna ba-
– 26 –
Page 29

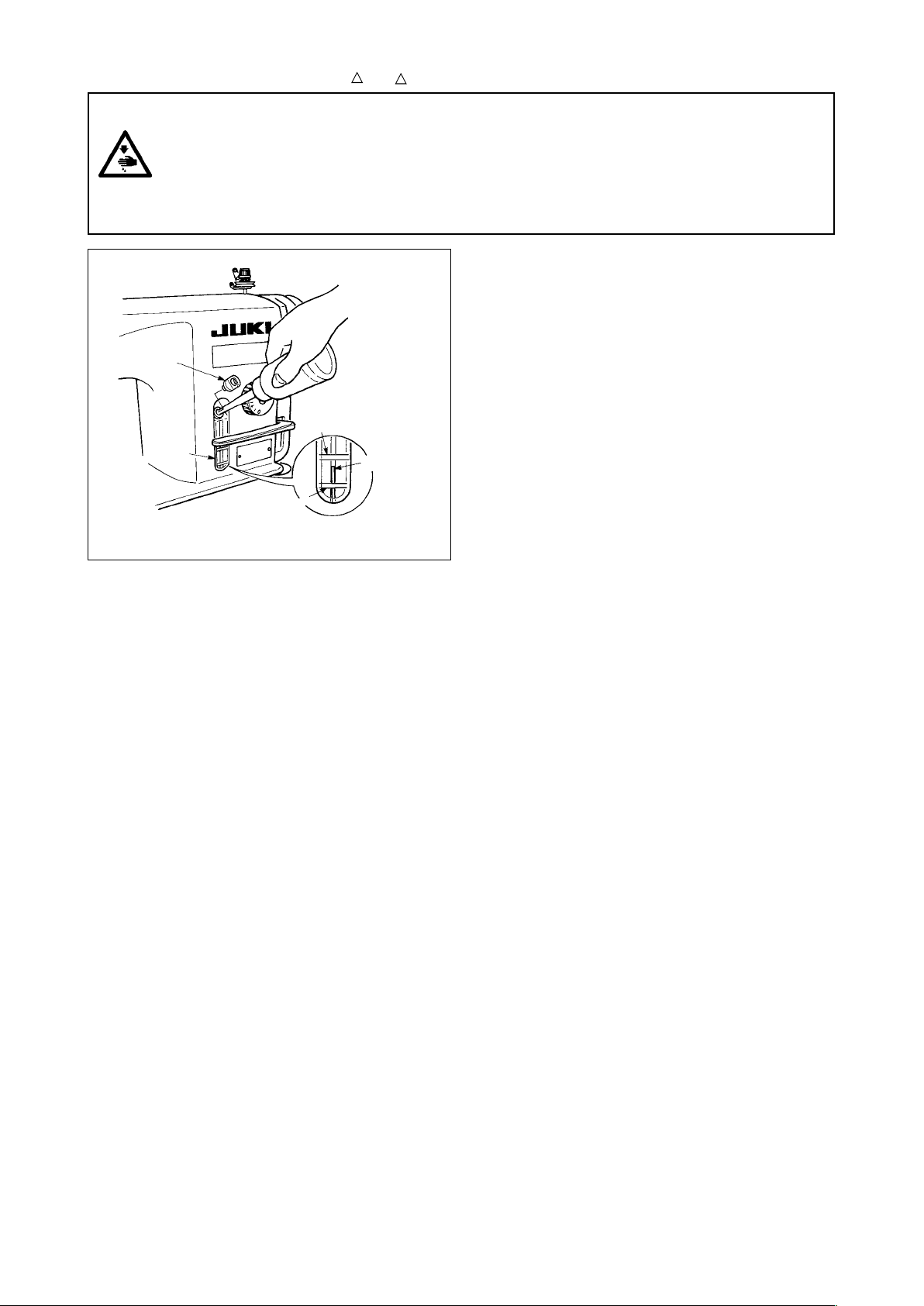
UYARI :
Makinenin isteğiniz dışında hareket ederek sebep olabileceği yaralanmalardan korunmak için, düğmelerin işlevlerini belirlerken yöntem açısından gerekli olduğu durumlar dışında düğmeleri kullanmayın.
❶
❻
❷ ❸ ❹
❻
❺
❺
1) Ünitenin elektrik şalterini KAPATIN.
2) ❹ düğmesine basarak, şalteri
AÇIN.
3) Ekran göründüğünde, sesli sinyali
iki kez duyana kadar düğmeyi
❹ basılı tutun.
4) Düzenleme numarasını ❻’yı,
“118” olarak ayarlayın.
Düzenleme numarasını ❻ ilerlet-
mek istediğiniz zaman, numarayı
ileri almak için düğmeye ❷
basın. Düzenleme numarasına
❻ geri dönmek istediğiniz zaman,
numarayı ileri almak için düğmeye
❶
❷ ❸ ❹
❶ basın.
(Dikkat) ❷ veya ❶ nolu düğmelere basılı tutulmak suretiyle; düzenleme numarası ❻ sürekli
ileri (veya geri) doğru değiştirilebilir.
Düzenleme numarası ❻ ileri (geri) alındığı zaman, bir önceki (bir sonraki) içerik kaydedilir. Bu nedenle
içeriği değiştirirken (yukarı/aşağı düğmesine basarken) çok dikkatli olun.
❻
❺
5) Düzenleme numarasını ❻ “118”
olarak ayarlandığı zaman; geçerli
ayar değeri LED ekranda ❺ belirtilir. Değeri “1” olarak değiştirmek
için düğmeye
❹ (düğme
❸) basın.
6) Değiştirme işlemi tamamlandığı
zaman, değiştirilen değeri hafıza-
ya almak için ❷ veya ❶
❶
❷ ❸ ❹
nolu düğmeye basın.
(Dikkat) Bu işlemi yapmadan şalteri KAPALI konuma getirdiğiniz takdirde, yapılan değişikliklerin hafı-
zaya alınması mümkün olmaz.
İşlem tamamlandıktan sonra gücü KAPALI konuma getirin ve normal çalışmaya dönmek için tekrar AÇIK konuma getirin.
– 27 –
 Loading...
Loading...