

Page 1

GH-1440ZX
GH-1440ZX DRO
Токарно-винторезный
станок серии ZX
Язык: RUS
Паспорт станка
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
Импортер и эксклюзивный дистрибьютор в РФ:
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru
Made in China /Сделано в Китае
www.jettools.com
ООО «ИТА-СПб»
50000730T
50000910T
Январь-2017
1
Page 2
инструкция по эксплуатации станка JET серии ZX
Декларация о соответствии ЕС
Изделие: Токарный станок по металлу
GH-1440ZX
GH-1440ZX DRO
Артикул: 50000730T
50000910T
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
2
Page 3
инструкция по эксплуатации станка JET серии ZX
Инструкция по эксплуатации токарных станков по металлу GH-1440ZX GH-1440ZX DRO
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта
инструкция разработана для владельцев и обслуживающего персонала токарно-винторезного
станка для обработки металлов серии ZX модель GH-1440ZX GH-1440ZX DRO с целью обеспече-
ния надежного пуска в работу и эксплуатации станка, а также его технического обслуживания.
Обратите, пожалуйста, внимание на информацию этой инструкции по эксплуатации и прилагае-
мых документов. Полностью прочитайте эту инструкцию, особенно указания по технике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете проводить
работы по техническому обслуживанию. Для достижения максимального срока службы и производительности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА JET
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что
каждый продукт не имеет дефектов материа-
лов и дефектов обработки, а именно:
2 ГОДА ГАРАНТИИ JET В СООТВЕТСТВИИ
С НИЖЕПЕРЕЧИСЛЕННЫМИ ГАРАНТИЙНЫМИ ОБЯЗАТЕЛЬСТВАМИ.
1.1 Гарантийный срок 2 (два) года со дня
продажи. Днем продажи является дата
оформления товарно-транспортных документов и/или дата заполнения Гарантийного талона.
1.2 Гарантийный, а так же негарантийный и
послегарантийный ремонт производится
только в сервисных центрах, указанных в гарантийном талоне, или авторизованных сер-
висных центрах.
1.3 После полной выработки ресурса обору-
дования рекомендуется сдать его в сервисцентр для последующей утилизации.
1.4 Гарантия распространяется только на
производственные дефекты, выявленные в
процессе эксплуатации оборудования в пе-
риод гарантийного срока.
1.5 В гарантийный ремонт принимается оборудование при обязательном наличии правильно оформленных документов: гарантий-
ного талона, согласованного с сервис-
центром образца с указанием заводского номера, даты продажи, штампом торговой организации и подписью покупателя, а так же
при наличии кассового чека, свидетельству-
ющего о покупке.
1.6 Гарантия не распространяется на:
- сменные принадлежности (аксессуары),
например: сверла, буры; сверлильные и токарные патроны всех типов и кулачки и цанги
к ним; подошвы шлифовальных машин и т.п.
(см. список сменных принадлежностей (ак-
сессуаров) JET);
- быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие резиновые
ролики, подшипники, зубчатые ремни и колеса
и прочее (см. инструкцию по оценке гарантий-
ности и ремонта оборудования JET). Замена их
является платной услугой;
- оборудование JET со стертым полностью
или частично заводским номером;
- шнуры питания, в случае поврежденной изоляции замена шнура питания обязательна.
1.7 Гарантийный ремонт не осуществляется в
следующих случаях:
- при использовании оборудования не по
назначению, указанному в инструкции по экс-
плуатации;
- при механических повреждениях оборудования;
при возникновении недостатков из-за дей-
ствий третьих лиц, обстоятельств непреодолимой силы, а так же неблагоприятных атмосферных или иных внешних воздействий на
оборудование, таких как дождь, снег повышенная влажность, нагрев, агрессивные сре-
ды и др.;
- при естественном износе оборудования
(полная выработка ресурса, сильное внут-
реннее или внешнее загрязнение, ржавчина);
- при возникновении повреждений из-за не-
соблюдения предусмотренных инструкцией
условий эксплуатации (см. главу «Техника
безопасности»);
- при порче оборудования из-за скачков
напряжения в электросети;
- при попадании в оборудование посторонних
предметов, например песка, камней, насекомых, материалов или веществ, не являющихся отходами, сопровождающими применение
по назначению;
- при повреждения оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
- после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений, несоблюдения правил смазки оборудо-
вания;
3
Page 4
- при повреждении оборудования из-за
небрежной транспортировки. Оборудование
должно перевозиться в собранном виде в
упаковке, предотвращающей механические
или иные повреждения и защищающей от
неблагоприятного воздействия окружающей
среды.
1.8 Гарантийный ремонт частично или полно-
стью разобранного оборудования исключен.
1.9 Профилактическое обслуживание оборудования, например: чистка, промывка, смазка, в период гарантийного срока является
платной услугой.
1.10 Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
1.12 По окончании срока службы рекомендуется обратиться в сервисный центр для про-
филактического осмотра оборудования.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными нарушениями, невнимательностью,
случайными повреждениями, неквалифицированным ремонтом, недостаточным техническим обслуживанием, а также естествен-
ным износом.
Гарантия JET начинается с даты продажи
первому покупателю.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если
будет установлено, что дефект отсутствует
или его причины не входят в объем гарантии
JET, то клиент сам несет расходы за хранение и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
2. Безопасность
2.1 Применение согласно предписанию
Этот токарный станок предназначен исключительно для токарной обработки и сверле-
ния металлов и полимерных материалов,
поддающихся обработке резанием
Обработка других материалов является недопустимой или в особых случаях может
производиться после консультации с производителем станка.
Никогда не производите резание магния –
высокая опасность пожара!
Применение по назначению включает в себя
также соблюдение инструкций по эксплуатации и техническому обслуживанию, предоставленных изготовителем.
Станок разрешается обслуживать лицам, которые ознакомлены с его работой и техническим обслуживанием и предупреждены о
возможных опасностях.
инструкция по эксплуатации станка JET серии ZX
Необходимо соблюдать также установлен-
ный законом возраст работающего.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуатации, и особыми предписаниями Вашей
страны необходимо принимать во внимание
общепринятые технические правила работы
на металлообрабатывающих станках
Каждое отклоняющееся от этих правил использование рассматривается как неправильное применение и изготовитель не несет
ответственности за повреждения, происшедшие в результате этого. Ответственность
несет только пользователь.
2.2 Общие указания по технике безопасности
Металлообрабатывающие станки при неква-
лифицированном обращении представляют
определенную опасность. Поэтому для безопасной работы необходимо соблюдение
имеющихся предписаний по технике безопасности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию
по эксплуатации, прежде чем Вы начнете
монтаж станка и работу на нем.
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со станком и
передавайте ее дальше новому владельцу
станка.
На станке не разрешается проводить какиелибо изменения, дополнения и перестроения
Ежедневно перед включением станка проверяйте безупречную работу и наличие необходимых защитных приспособлений.
Необходимо сообщать об обнаруженных
нарушениях защитных приспособлений и
устранять их с привлечением уполномочен-
ных для этого работников.
В таких случаях не проводите на станке никаких работ, обезопасьте
станок посредством вытягивания сетевого
штекера.
Для защиты длинных волос необходимо наде-
вать головной убор или косынку.
Работайте в плотно прилегающей одежде.
Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не
работайте в прогулочной обуви.
Используйте средства индивидуальной защиты, предписанные для работы согласно
инструкций.
При работе на станке не надевать перчатки.
При работе надевать защитные очки.
Станок должен быть установлен так, чтобы
было достаточно места для его обслужива-
ния и подачи заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
4
Page 5
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы
об нее нельзя было споткнуться.
Содержите рабочее место свободным от мешающих заготовок и прочих предметов.
Никогда не суйте руки в работающий станок.
Будьте внимательны и сконцентрированы.
Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внима-
ние, что медикаменты также могут оказывать
вредное воздействие на Ваше поведение.
Удаляйте детей и посторонних лиц из опас-
ной зоны.
Не оставляйте без присмотра работающий
станок.
Перед уходом с рабочего места отключите
станок.
Не используйте станок поблизости от мест
хранения горючих жидкостей и газов.
Используйте все возможности сообщения о
пожаре и по борьбе с огнем, например с помощью расположенных на пожарных щитах
огнетушителей.
Не применяйте станок во влажных помещениях
и не подвергайте его воздействию дождя.
Работайте только с хорошо заточенными
резцами.
Никогда не работайте при открытой защитной
крышке патрона шпинделя или защитной
крышке ремней и механизмов.
Перед пуском станка уберите ключ токарного
патрона и другие инструменты.
Данные о минимальных и максимальных раз-
мерах заготовок должны быть соблюдены.
Стружку и остатки заготовок удаляйте только
при остановленном станке.
Не становитесь на станок.
Работы на электрическом оборудовании
станка разрешается проводить только квалифицированным электрикам.
Немедленно заменяйте поврежденный сетевой кабель.
Держите Ваши пальцы на достаточном безопасном расстоянии от вращающихся дета-
лей и стружки.
Перед обработкой проверяйте надежность
зажима заготовки.
Не превышайте диапазон зажима токарного
патрона.
Зажимайте с одной стороны только короткие
заготовки.
Если длина заготовки в три раза больше ее
диаметра, то заготовка должна дополнитель-
но поджиматься центром задней бабки.
Избегайте точения заготовок с малыми диа-
метрами зажима на больших оборотах вра-
щения.
инструкция по эксплуатации станка JET серии ZX
Избегайте короткой длины зажима.
Заготовка должна плотно прилегать к кулач-
кам патрона.
Ограничение числа оборотов зажимных
средств не должно превышаться.
Нарезание резьбы метчиком, нарезание
резьбы резцом и точение заготовок с дисбалансом производите только на малых числах
оборотов вращения.
Прутковые заготовки, выступающие за переднюю бабку должны быть надежно защищены по всей длине. Большая опасность по-
лучения травмы!
Длинные заготовки поддерживайте с помощью неподвижного люнета. Длинная и тонкая
заготовка при быстром вращении может вне-
запно прогнуться.
Никогда не перемещайте заднюю бабку или
пиноль задней бабки во время работы станка.
Удаляйте стружку только при остановленном
станке с помощью подходящих приспособле-
ний.
Не тормозите зажимной патрон или заготовку
руками.
Проводите измерительные и наладочные ра-
боты только при остановленном станке.
Работы по переналадке, регулировке и
очистке проводите только при полной остановке станка и вытащенном сетевом штеке-
ре.
2.3 Остаточные опасности
Даже при использовании станка в соответствии с инструкциями имеются следующие
остаточные опасности:
Опасность получения травмы от вращаю-
щейся заготовки и зажимного патрона.
Опасность вследствие разлетающихся горя-
чих частей заготовки и стружки.
Подвержение опасности из-за шума и стружки.
Обязательно надевать средства индивидуальной защиты, такие как защитные очки и
наушники.
Подвержение опасности поражения электрическим током при неправильной прокладке
кабеля.
3. Спецификация станка
3.1 Технические характеристики
GH-1440ZX GH-1440ZX DRO
Диаметр обточки:
над станиной .................... 360 мм (gap 600 мм)
над поперечным суппортом ................... 200 мм
Длина съемного мостика ....................... 305 мм
Расстояние между центрами ............... 1000 мм
Частота
вращения шпинделя, 12 ........... 42-1800 об/мин
Конус шпинделя ............................. МК-7 (МК-5)
5
Page 6

Присоединение
шпинделя, Camlock D1-8, CamLock (DIN 55029)
Проходное отверстие шпинделя ............. 80 мм
Макс. размер резца .......................... 25 х 25 мм
Ход поперечного суппорта ..................... 228 мм
Ход верхнего суппорта ........................... 130 мм
Продольный ход суппорта ..................... 780 мм
Пиноль задней бабки ................................. МK-4
Ход пиноли задней бабки ....................... 150 мм
Продольная подача ................ 0.04 - 2.46 мм/об
Поперечная подача ............... 0.03 – 1.23 мм/об
Метрическая резьба, 24 ................... 0,5 - 20 мм
Дюймовая резьба, 61................. 1-5/8” – 72” TPI
Модульная резьба, 20 .................. 0.25 – 10 MP
Питчевая резьба, 45 ..................... 3-1/4 – 96 DP
Наибольший вес заготовки:
в патроне...................................................210 кг
между пароном и задней бабкой.............280 кг
с люнетом и задней бабкой.....................420 кг
Мощность двигателя ..... 5,5 кВт, 50Гц/400В/3ф
Размеры............................2320х1050х1310 мм
Масса ...................................................... 2130 кг
*Примечание: Спецификация данной
инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства по
эксплуатации. Производитель оставляет за
собой право на изменение конструкции и
комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
В технических характеристиках станков указаны предельные значения зон обработки,
для оптимального подбора оборудования и
увеличения сроков эксплуатации выбирайте
станки с запасом.
Станок предназначен для эксплуатации в закрытых помещениях с температурой от 10 до
35⁰С и относительной влажностью не более
80%.
Во избежание преждевременного выхода
электродвигателя станка из строя и увеличения ресурса его работы необходимо: регулярно очищать электродвигатель от стружки
и пыли; контролировать надежность контактов присоединенных силовых кабелей; контролировать соответствие сечения силового
или удлинительного кабеля.
Обслуживающий персонал должен иметь
соответствующий допуск на эксплуатацию и проведение работ на оборудовании
оснащенного электродвигателем напряжением питания 380В, 50Гц.
инструкция по эксплуатации станка JET серии ZX
3.2 Уровень шума
Уровень звукового давления
(согласно стандарту EN 11202):
Холостой ход при максимальных оборотах
вращения 81,2 dB(A)
Приведенные значения относятся к уровню
испускания шума и не являются необходимым уровнем для безопасной работы.
Они должны дать возможность пользователю
станка лучше оценить подвержение опасности и возможные риски.
3.3 Объем поставки
3-х кулачковый патрон Ø250 мм с прямыми/обратными кулачками
4-х кулачковая планшайба Ø320 мм
Планшайба Ø300 мм
4-х позиционный резцедержатель с
фиксатором
Вращающийся упорный центр МК-4
Упорный центр МК-5
Переходная втулка МК-7/МК-5
Подвижный люнеты захват 12-90
Неподвижный люнеты захват 20-180
Поддон для сбора стружки
Задняя защитная стенка
Защитный экран патрона с концевым выклю-
чателем
Ножной тормоз шпинделя с концевым вы-
ключателем
УЦИ по 3 осям, цена деления 0,005 мм по-
грешность ± 1 знак (для модели GH-1440ZX
DRO)
Система подвода СОЖ
Галогенная лампа местного освещения
Вал управления с регулируемыми кулачками
(отключение продольной подачи)
Концевой упор продольного перемещения
Регулируемые опоры станины – 6 шт.
Масленка
Инструкция по эксплуатации
Список запасных частей
Сертификат точности
3.4 Описание станка
6
Page 7

Рис.1
А…Станина станка
В…Передняя бабка
С…Продольный суппорт
D…Верхний суппорт
Е…Поперечный суппорт
F…Четырехпозиционный резцедержатель
G…Фартук суппорта
инструкция по эксплуатации станка JET серии ZX
Если Вы при распаковке обнаружили повре-
ждения вследствие транспортировки, немед-
ленно сообщите об этом Вашему продавцу,
не запускайте станок в работу!
Утилизируйте, пожалуйста, упаковку в соответствии с требованиями охраны окружающей среды.
Удалите защитную транспортную смазку с
помощью керосина, солярки или мягких рас-
творителей.
Открутите крепежные винты станка на под-
доне.
Передвиньте продольный суппорт и заднюю
бабку вправо.
Вставьте 2 достаточно толстых стальных прут-
ка в 2 отверстия станины станка (А, Рис.3).
Поднять станок с помощью достаточно проч-
ных ремней для транспортировки.
Рис.2
А…Задняя бабка
В…Резьбовой винт
С…Ходовой вал
D…Механизм подачи
Е…Подвижный люнет
F…Неподвижный люнет
ВНИМАНИЕ:
Вы приобрели модель станка, оснащенного Устройством Цифровой Индикации
(DRO), пожалуйста, воспользуйтесь соответствующей инструкцией, которую можно скачать с нашего сайта или обратитесь
к вашему продавцу.
4. Транспортировка и пуск в эксплуатацию
4.1.Транспортировка и установка
Станок поставляется на поддоне в закрытом
виде.
Для транспортировки используйте обычный
погрузчик или грузоподъемник. Предохраняйте станок при транспортировке от опрокиды-
вания.
Установка станка должна производиться в
закрытом помещении, при этом являются
вполне достаточными условия обычной ма-
стерской.
План фундамента:
Смотрите конец инструкции
4.2 Монтаж
Рис.3
Внимание: Станок очень тяжелый!
Следите за достаточной грузоподъемностью и рабочим состоянием подъемного
устройства.
Никогда не становитесь под висящим грузом.
Для ровной установки станины станка приме-
няйте уровень.
Точность станка задается плоской и ровной
установкой.
Рис.3а
7
Page 8

ВНИМАНИЕ: В транспортном положении
продольный суппорт станка зафиксирован винтом! При подготовке станка к работе необходимо отвернуть фиксирующий винт (Рис.3а), во избежание повреждения шестерен.
4.3 Подсоединение к электрической сети.
Подключение к сети потребителем, а также
применяемые силовые кабели должны соот-
ветствовать предписаниям. Напряжение в
сети и частота должны соответствовать параметрам, указанным на фирменной таблич-
ке станка.
Установленные потребителем защитное
устройство должно быть рассчитано на ток
16 А.
Применяйте соединительные кабели только с
маркировкой HO7RN-F.
Подключение и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам
Электрическое подсоединение производится
к клеммным колодкам в распределительном
шкафу.
4.4 Первая смазка
Перед пуском в эксплуатацию станка необходимо обеспечить смазкой все предназначенные для этого места, а также довести количество смазки до уровня, указанного на соот-
ветствующих датчиках уровня.
При несоблюдении этого возможны значи-
тельные повреждения станка.
(Смотри систему смазки в разделе 8).
После месячной работы масло в передней
бабке, механизме подачи и фартуке суппорта должно быть заменено.
Резервуар для охлаждающей жидкости необ-
ходимо заполнить охлаждающей эмульсией.
4.5 Пуск в эксплуатацию
Перед пуском станка проверьте зажимные
приспособления и зажим заготовки (смотри раздел 6.2).
Поставьте главный выключатель в распреде-
лительном шкафу в положение ВКЛ.
С помощью рычага включения (А, рис.4) может быть приведен во вращение главный
шпиндель.
инструкция по эксплуатации станка JET серии ZX
Рис.4
Рычаг включения
- вправо и вниз для вращения вперед
- вправо и вверх для вращения назад.
Для остановки станка поставьте рычаг вклю-
чения в нейтральное положение.
Кнопочный выключатель (D, рис.6) применя-
ется для работы шпинделя в толчковом ре-
жиме.
Ножной тормоз отключает все функции стан-
ка и тормозит вращение шпинделя.
Внимание:
Станок остается под напряжением.
Кнопка аварийного отключения (С, рис.6)
останавливает все функции станка.
Внимание:
Станок остается под напряжением. Разблокировка аварийного выключателя произво-
дится посредством его поворота по часовой
стрелке.
4.6. Обкатка станка:
Дайте время редуктору для приработки.
В течение первых 6 часов не работайте на
станке с частотой вращения выше 560
об/мин.
5. Работа станка
Внимание:
Перед работами по наладке и регулировке
станок должен быть предохранен от непроизвольного включения.
Вытащите сетевой штекер и нажмите аварийный выключатель
Проводите измерительные и наладочные ра-
боты только при остановленном станке.
Перед обработкой проверяйте надежность
зажима заготовки.
Не тормозите зажимной патрон или заготовку
руками.
8
Page 9

Держите Ваши пальцы на достаточном безопасном расстоянии от вращающихся дета-
лей и стружки.
Удаляйте стружку только при остановленном
станке с помощью подходящих приспособле-
ний.
Никогда не работайте при открытой защитной
крышке патрона или защитной крышке ше-
стерен коробки передач.
Нарезание резьбы метчиком, нарезание
резьбы резцом и резание неуравновешенных
заготовок производите только на малых чис-
лах оборотов вращения.
Никогда не производите резание магния –
высокая опасность пожара!
При возникновении опасности задействуйте ножной тормоз и нажмите кнопку
аварийного выключения.
5.1 Элементы обслуживания
инструкция по эксплуатации станка JET серии ZX
А….Включатель / выключатель подвода СОЖ
В….Кнопка включения работы шпинделя в
толчковом режиме
С….Кнопка аварийного выключения
D….Кнопка включения лампы освещения
Е….Рычаг выбора направления подачи
F….Рычаг выбора числа оборотов вращения
шпинделя
H….Рычаг выбора ходового винта/вала подачи
F, D… для вала подачи
Е, С…для ходового винта
Рис.5
А…Ножной тормоз
В…Упор продольного суппорта
С…Защитный экран (для очистки удалить)
Рис.7
А….Фиксация поперечного суппорта
В….Фиксация продольного суппорта
С….Маховик продольного суппорта
D….Рычаг гаечного замка ходового винта
Е….Рычаг выбора подачи
Продольная подача – надавить и повернуть вниз
Поперечная подача – вытянуть и повернуть вверх
F….Регулировка муфты подачи
G….Рукоятка муфты подачи
H….Маховик поперечного суппорта
J….Маховик верхнего суппорта
К….Зажимной рычаг 4-хпозиционного резце-
держателя
Рис.6
9
Page 10

Рис.8
А….Зажимной рычаг пиноли задней бабки
В….Зажимной рычаг задней бабки
С….Маховик пиноли задней бабки
D….Поперечное перемещение задней бабки
5.2 Зажим заготовок
Демонтаж 3-х кулачкового патрона:
Закройте направляющие станины станка перед демонтажем патрона с помощью деревянной доски.
Удерживайте патрон, пока Вы ослабляете 3
кулачковых затвора зажимного эксцентрика
посредством вращения на 1 / 4 оборота про-
тив часовой стрелки.
Установите метки (А, рис.9) относительно
друг друга.
инструкция по эксплуатации станка JET серии ZX
Внимание:
Ограничение числа оборотов вращения зажимного приспособления не должно превы-
шаться.
Зубья кулачков и спираль зубчатого обода
должны всегда находиться в полном зацеп-
лении.
Выступающие зажимные кулачки могут сло-
маться и при работе разлететься (Рис.10).
Рис.10
Избегайте зажимов длинных заготовок с одной стороны. Заготовки могут в процессе обработки погнуться (Рис.11) или вырваться из
патрона (Рис.12).
Поджимайте их задней бабкой или люнетом.
.
Рис.9
Осторожно снимите зажимное приспособление.
Очистите все контактирующие поверхности.
Монтаж зажимных приспособлений:
Вставьте зажимное приспособление рукой
напротив переднего конца шпинделя.
Зажмите кулачковый затвор зажимного экс-
центрика вращением по часовой стрелке.
Метка зажимного эксцентрика (А) должна
находиться между 2-мя метками (В).
Если это не получается, то необходимо вкрутить или выкрутить на один оборот винты
кулачковых затворов.
Сильно затянуть кулачковый затвор зажимно-
го эксцентрика.
Рис.11
Рис.12
Избегайте коротких длин зажима (А, рис.13)
или зажимов заготовок за малый диаметр (В).
10
Page 11

Рис.13
Следите за торцевой опорой заготовки.
5.3 Зажим токарного резца
Угол резания только тогда будет иметь необходимое значение, когда режущая кромка
резца установлена по центру оси заготовки.
Контролировать правильность установки высоты резца с помощью подкладок можно по
центру задней бабки (Рис. 6).
Зажимайте резец в четырехпозиционном
резцедержателе, по меньшей мере, двумя
винтами.
Не затягивайте винты слишком сильно. Избе-
гайте значительного вылета резца.
5.4 Выбор частоты вращения шпинделя
Правильное число оборотов вращения шпин-
деля зависит от вида обработки, диаметра
вращения, материала заготовки и режущего
инструмента.
Рекомендуемые числа оборотов действительны для заготовок с диаметром 50 мм и
резки с помощью резца из твердосплавного
материала.
Алюминий, латунь 1500 об/мин
Серый чугун: 1000 об/мин
Сталь (Сталь 15): 800 об/мин
Сталь (Сталь 45): 600 об/мин
Нержавеющая сталь: 300 об/мин.
При применении инструментов из быстроре-
жущей стали необходимо выбирать пример-
но 1 / 5 указанных чисел оборотов.
То есть:
Чем больше диаметр вращения заготовки,
тем меньше должно быть число оборотов ее
вращения.
Например:
Заготовка из стали (Сталь 15) диаметром 25
мм позволяет использовать для обработки
следующие числа оборотов:
1600 об/мин с резцом из твердого сплава
320 об/мин с резцом из быстрорежущей стали
Установка числа оборотов:
Число оборотов разрешается изменять толь-
ко при остановленном шпинделе и моторе.
Установите рычаг выбора чисел оборотов в
желаемое положение (F, рис.6).
При необходимости проверните рукой зажимной патрон, чтобы ускорить попадание
зубьев в зацепление.
5.5 Автоматическая продольная подача
Благодаря переключателям выбора подачи
(G, H, J, рис.14) можно выбрать различные
значения продольной и поперечной подачи.
инструкция по эксплуатации станка JET серии ZX
На коробке передач легко выбираются поло-
жения (E, F, H, G) для нескольких автоматических продольных и поперечных подач.
Рис.14
Направление подачи может быть выбрано
посредством рычага (А, рис.14).
Включите подачу.
Рычаг включения (D, рис.15):
- для продольной подачи нажать и повернуть
вниз
- для поперечной подачи потянуть и повернуть вверх
Рис.15
Правильный выбор подачи зависит от материала, подлежащего резанию, вида резания, режущего инструмента, жесткости
заготовки, глубины резания и желаемого
качества поверхности.
Например:
Наружное резание хорошо зажатой заготовки
диаметром 25 мм из стали (Сталь 15) резцом
11
Page 12

из твердого сплава при числе оборотов 1255
об/мин.
Грубая обдирка:
Глубина резания ...................................... 2 мм
Подача мм на оборот ........................... 0,2 мм
(Установка механизма подачи 4, G и I).
Получистовая обработка:
Глубина резания ................................... 0,5 мм
Подача мм на оборот ........................... 0,1 мм
(Установка механизма подачи 4, G и II).
Чистовая обработка:
Глубина резания ................................... 0,2 мм
Подача мм на оборот ......................... 0,05 мм
(Установка механизма подачи 4, G и III).
При обдирке заготовок большого диаметра
необходимо уменьшать глубину резания!
5.6 Нарезание резьбы
Резьба нарезается за несколько проходов с
помощью резьбового резца.
Радиальная подача на глубину должна в
каждом случае составлять примерно 0,2 мм,
для последнего чистового прохода еще
меньше.
Направление нарезания резьбы может быть
выбрано включающим рычагом (А, рис.14).
Установите рычаг выбора механизма пере-
дачи (E, F, G, H рис.14) в желаемое положение.
А) Нарезание метрической и дюймовой
резьбы:
Установите желаемый шаг и глубину резания
для первого прохода.
Закройте гаечный замок ходового винта (Н,
рис.16).
Гаечный замок ходового винта во время всего процесса нарезания резьбы остается за-
крытым.
- Включите станок с самым малым числом
оборотов вращения.
- В конце резки остановите мотор и, одно-
временно перемещением поперечного суппорта отведите резьбовой резец от заготовки (учитывайте холостой ход резца:
останавливайте мотор своевременно)
- Включите мотор в противоположном
направлении, пока резец снова не достиг-
нет своего исходного положения.
- Установите снова глубину резания
Повторяйте эти рабочие операции до полной
готовности резьбы.
В) Нарезание метрических шагов одноза-
ходной резьбы с помощью лимба:
Большинство метрических шагов однозаходной резьбы могут быть нарезаны с помощью
лимба.
инструкция по эксплуатации станка JET серии ZX
Здесь можно после каждого рабочего прохода открывать гаечный замок ходового винта и
возвращать продольный суппорт в исходное
положение с помощью маховика.
Гаечный замок ходового винта разрешается
закрывать только на соответствующих рисках
шкалы лимба.
5.7 Сверление
Для крепления спиральных и центровочных
сверл требуется самоцентрирующийся сверлильный патрон (опция) с конусной оправкой
МК-4 (МК-5).
Рекомендации для выбора числа оборотов
возьмите из раздела 6.4.
Чтобы вынуть сверлильный патрон, полностью закрутите пиноль задней бабки.
6. Работы по наладке и регулировке
Общие указания
Перед работами по наладке и регулировке
станок должен быть предохранен от непроизвольного включения.
Вытащите сетевой штекер и нажмите выключатель аварийного отключения!
6.1 Обточка между центрами
Оденьте хомут на заготовку.
Зажмите заготовку в центрах.
Вращение передается на хомут водилом
планшайбы (Рис.18).
Смазывайте жесткий центр задней бабки,
чтобы избежать износа.
Рис.18
6.2 Обточка конуса с помощью задней
бабки
До угла в 5° длинные конусы могут быть выточены посредством поперечного перемеще-
ния задней бабки.
12
Page 13

Рис.19
Для перестановки задней бабки ослабьте
крепежный винт (А, рис.19).
Выкрутите установочный винт (В) на передней стороне, а на задней стороне, соответственно, подтянуть.
Снова затянуть регулировочные винты и кре-
пежный винт задней бабки.
После окончания работ по обточке конуса
задняя бабка снова устанавливается в свое
первоначальное положение.
Проведите пробную проточку и отрегулируйте станок так, чтобы снова восстановить со-
осность центров.
6.3 Обточка на конус с помощью верхнего
суппорта.
Посредством поворота верхнего суппорта
могут быть обточены короткие конусы.
После ослабления обоих шестигранных гаек
(В, рис.15) можно выставить верхний суппорт
вручную на необходимый угол согласно градусной шкале.
6.4 Универсальный трехкулачковый па-
трон
С помощью универсального трехкулачкового
патрона могут быть зажаты цилиндрические,
треугольные и шестигранные заготовки
(Рис.20).
инструкция по эксплуатации станка JET серии ZX
6.5 Планшайба
Этот токарный патрон имеет четыре отдель-
но регулируемых кулачка.
Это дает возможность зажимать четырехугольные и несимметричные заготовки, а
также точное выставление по центру цилин-
дрических деталей.
6.6 Вращающийся центр
Центр крепится в пиноли задней бабки и
должен обязательно использоваться при ча-
стоте вращения более 500 об/мин.
Чтобы извлечь центр, полностью открутите
назад пиноль задней бабки.
6.7 Подвижный и неподвижный люнетыНеподвижный люнет
Неподвижный люнет служит преимущественно
для поддержки длинных заготовок и обеспечи-
вает их надежную обработку без вибраций.
Неподвижный люнет крепится на станине
станка с помощью специальной плиты с ниж-
ним зацеплением.
Установите сухари без зазора на заготовку,
не зажимая ее.
Во время обработки необходимо хорошо
смазывать сухари.
Подвижный люнет
Подвижный люнет устанавливается на про-
дольном суппорте и таким образом повторя-
ет движение токарного резца. Он предот-
вращает упругий отжим длинных и тонких заготовок под давлением токарного резца.
Установите сухари без зазора на заготовку,
не зажимая ее.
Во время обработки необходимо хорошо
смазывать сухари.
6.8 Снятие мостика направляющих станка
Рис.20
Для зажима заготовок большого диаметра
применяйте обратные кулачки.
В качестве смазки для кулачков JET рекомендует Molykote Paste G или равноценное
ей смазывающее средство.
Рис.21
Вытащите конические штифты (А, рис.21) по-
средством подтягивания гаек.
Удалите винты (В).
Теперь мостик направляющих может быть снят.
13
Page 14

Очистите основательно все контактирующие
поверхности перед обратной установкой мо-
стика.
Скрутите гайки с конических штифтов и проч-
но закрепите их легкими ударами молотка.
Затяните винты, накрутите гайки.
7. Контроль и техническое обслуживание
Общие указания
Перед работами по техническому обслуживанию и очистке станок должен быть
предохранен от непроизвольного включения.
Вытащите сетевой штекер и нажмите
кнопку аварийного выключения!
Производите очистку станка через равномер-
ные отрезки времени.
Немедленно заменяйте поврежденные за-
щитные устройства.
Подключение и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам.
Учитывайте, что приводные ремни (плоские,
клиновые, поликлиновые), используемые в
конструкции станка, относятся к деталям
быстроизнашивающимся, требуют контроля
износа и натяжения и периодической замены.
Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из
пластика и алюминия, используемые в конструкции станка, выполняют предохранительные функции. Замене по гарантии такие
детали не подлежат.
7.1 Ежегодная смазка
- Передняя бабка:
Замена смазочного масла:
(GH-1440ZX GH-1440ZX DRO 8 литров)
Стандарт DIN 51517-2 CL ISO VG 32
(например, BP Energol HLP 32, Castrol Hyspin
AWS 32, Mobil DTE Oil Light, ИГП-18, И-20A)
Уровень масла должен соответствовать мет-
ке на индикаторе уровня масла (А, рис.22).
Доливка масла производится через запорную
резьбовую пробку под резиновым ковриком.
инструкция по эксплуатации станка JET серии ZX
Рис.22
Замените масло после первого месяца
работы.
Выкрутите запорную пробку слева внизу в
нижней части передней бабки.
Удалите, возможно образовавшуюся металлическую пыль.
Залейте новое масло.
С этого момента заменяйте масло ежегодно
(или через каждые 700 часов работы).
-Механизм подачи:
Замена смазывающего масла (1,8 литра):
Стандарт DIN 51517-2 CL ISO VG 68
(например, BP Energol HLP 68, Castrol Hyspin
AWS 68, Mobil DTE Oil Heavy Medium, ИГП38, И-40A)
Уровень масла должен соответствовать мет-
ке на индикаторе уровня масла (В, рис.22).
Доливка масла производится после удаления
крышки (2 винта).
Замените масло после первого месяца
работы.
Выкрутите запорную пробку (С, рис.22).
Залейте новое масло.
С этого момента заменяйте масло ежегодно
(или через каждые 700 часов работы).
-Фартук суппорта:
Замена смазывающего масла (1,5 литра):
Стандарт DIN 51517-2 CL ISO VG 68
(например, BP Energol HLP 68, Castrol Hyspin
AWS 68, Mobil DTE Oil Heavy Medium, ИГП38, И-40A)
Уровень масла должен соответствовать мет-
ке на индикаторе уровня масла (А, рис.23).
14
Page 15

Рис.23
Доливка масла производится через запорную
резьбовую пробку (В).
Замените масло после первого месяца
работы.
Выкрутите запорную пробку на нижней сто-
роне.
Залейте новое масло.
С этого момента заменяйте масло ежегодно
(или через каждые 700 часов работы).
Централизованная система смазки суппорта:
Ежедневно используйте централизованную
смазку суппорта.
Вытяните и удерживайте кнопку (С) в течение
нескольких секунд, чтобы насос наполнился
маслом.
Насос транспортирует масло после отпуска-
ния кнопки к продольным и поперечным
направляющим суппорта.
Регулярно контролируйте уровень масла и
при необходимости доливайте масло.
7.2 Еженедельная смазка:
Еженедельно контролируйте уровень масла и
при необходимости доливайте (смотри 8.1).
Еженедельно смазывать:
Стандарт DIN 51807-1
(например, BP L2, Mobilgrease Special, ЖР).
- зубчатая рейка
Смазать зубчатую рейку по все длине.
- сменные шестерни
Слегка смазываются зубья сменных шесте-
рен.
инструкция по эксплуатации станка JET серии ZX
7.3 Ежедневная смазка:
Ежедневно используйте централизованную систему смазки суппорта.
(Раздел 8.1)
Ежедневно смазывать:
DIN 51502 CG ISO VG 68
(например, BP Maccurat 68, Castrol Magna BD
68, Mobil Vectra 2, ИГНПс-40)
Рис.24
- Верхний суппорт
4 пресс-масленки (В, рис.24)
Поперечный суппорт
Пресс-масленка (С, рис.24).
- Маховик продольного суппорта
Пресс-масленка (Н, рис.25).
- Резьбовой винт и вал подачи
Смазывайте по всей длине
- Фланец резьбового винта и вала подачи
2 пресс-масленки (А, рис.25).
Рис.25
- Задняя бабка
Пресс-масленка (А, рис.26).
15
Page 16
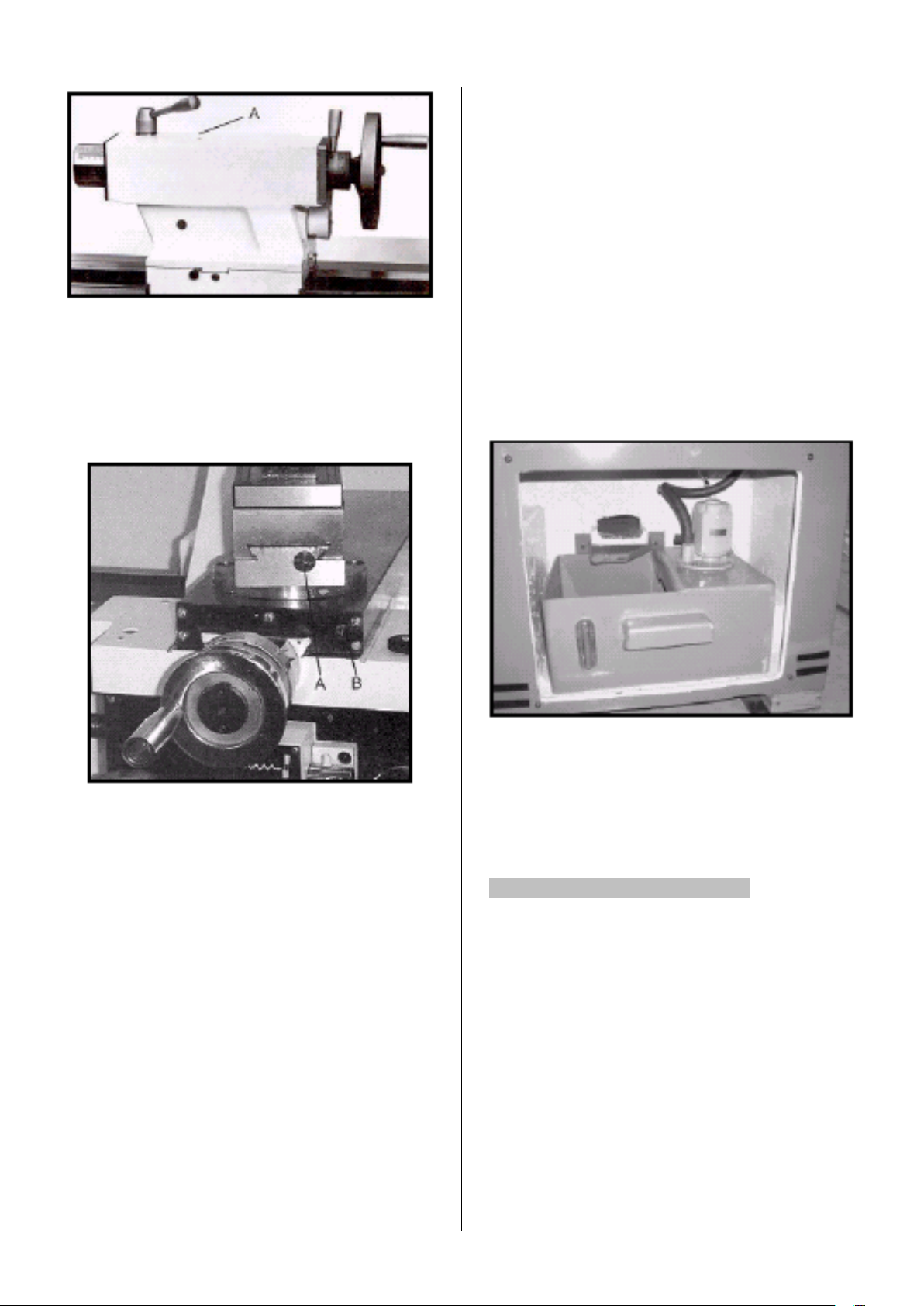
Рис.26
7.4 Регулировка направляющих суппорта
Все суппорта оснащены клиновыми планками.
Ослабьте задний крепежный винт (А,
рис.27…смотри верхний суппорт) на один
оборот.
инструкция по эксплуатации станка JET серии ZX
Проверьте плоскостность станины станка
прежде, чем Вы приступите к дальнейшей
работе.
Проверните цилиндрическую контрольную
заготовку. Диаметр вращения должен быть
одинаковым по всей длине.
Если требуется центрирование:
Ослабьте 4 крепежных винта станины.
Ослабляйте только слегка, немного сцепле-
ния должно остаться.
С помощью боковых регулировочных винтов
точно выставьте переднюю бабку.
Хорошо затяните крепежные винты станины.
7.6 Система охлаждения
Снимите крышку с правой стороны стойки
станка (Рис.28)
Рис.27
Подтяните передний крепежный винт (В,
рис.27…. смотри поперечный суппорт) при-
мерно на 1 / 4 оборота.
Проверьте люфт салазок и, при необходимости, повторите операцию еще раз.
Слегка затяните задний крепежный винт
Замена срезного штифта
Ходовой винт и вал подачи обеспечены срезными штифтами для защиты привода при пе-
регрузке.
Если срезной штифт сломался, то его необ-
ходимо заменить новым.
Старый срезной штифт удаляется с помощью
пробойника.
Сопоставьте отверстия друг с другом.
Вставьте новый срезной штифт.
7.5 Центрирование передней бабки.
Передняя бабка центруется на заводеизготовителе.
Рис.28
Залейте 15 литров охлаждающей эмульсии в
резервуар.
Принимайте во внимание указания производителя охлаждающего средства относительно применения, технического обслуживания и
утилизации.
8. Устранение неисправностей
Мотор не работает.
*Нет тока –
Проверить сетевой предохранитель.
*Дефект мотора, выключателя или кабеля-
вызвать электрика.
Станок вибрирует
*Несбалансированная заготовка – отбалан-
сировать заготовку, уменьшить число оборо-
тов.
*Неустойчиво закреплена заготовка - увели-
чить длину поверхности зажима или улучшить диаметр, подпереть заготовку концом
задней бабки.
16
Page 17

IT250800
Патрон трехкулачковый Ø250 мм с
прямыми и обратными цельными ку-
лачками (серия ZX, GH-20xxZH)
IT250801
Комплект прямых цельных каленых
кулачков для патрона Ø250 мм
IT250800
IT250802
Комплект обратных цельных каленых
кулачков для патрона Ø250 мм
IT250800
IT250803
Комплект цельных сырых кулачков для
патрона Ø250 мм IT250800
321291
Приспособление для обточки конусов
450 мм х 10º
321292
Быстрозажимное цанговое приспособ-
ление
650014
Набор зажимных цанг 5С (набор 16
шт.), 1/8" - 1-1/16" шагом 1/16"
956602А
Резцедержатель MultiFix
956659
Держатель расточного резца Gr. B
Multifix BH 32130, внутренний
956669
Держатель расточного резца Gr. B
Multifix BJ 40120 для хвостовика с ко-
нусом Морзе
956638
Держатель токарного резца Gr. B
Multifix BD 25120, наружний
956720
Втулка Multifix MK 2 BL 240, Gr.B
956721
Втулка Multifix MK 3 BL 340, Gr.B
956722
Втулка Multifix MK 4 BL 440, Gr.B
50000190
Набор 17 цанг с размерами 3-25 мм
*Неустойчиво закреплен режущий инстру-
мент – уменьшить длину инструмента.
*суппорт имеет люфт – отрегулировать
направляющие планки.
*-Направляющие суппорта работают всухую
– смазать направляющие.
*Тупая режущая кромка резца – заточить ре-
зец или заменить.
*Сила резания слишком велика – уменьшить
глубину резания или подачу.
Резец накаляется.
* Скорость резания слишком высокая – сни-
зить число оборотов.
* Износилась режущая кромка резца – зато-
чить резец.
Станок обтачивает заготовки под конус.
* Задняя бабка смещена в сторону – отцентрировать заднюю бабку.
* Скручена станина станка – крепежные поверхности должны быть плоскими.
Не работает автоматическая подача
* Сломан срезной штифт – заменить срезной
штифт.
инструкция по эксплуатации станка JET серии ZX
9. ДОПОЛНИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
17
 Loading...
Loading...