


HBS-1516AF |
Двухстоечный автоматический ленточнопильный станок |
|
|
Язык: RUS
Паспорт станка
JPW (Tool) AG, Taemperlistrasse 7, CH-8117 Fällanden, Switzerland www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб» Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб» Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru Made in Taiwan /Сделано на Тайване
50000460T Июль-2017
1
Руководство по эксплуатации станка JET HBS-1516AF
Декларация о соответствии ЕС
Изделие: Ленточнопильный станок по металлу
HBS-1516AF Артикул: 50000460T
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность, что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании *2004/108/EC Директива по электромагнитной совместимости *2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
2
Руководство по эксплуатации станка JET HBS-1516AF
Инструкция по эксплуатации ленточнопильного станка модели HBS-1516AF
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок марки JET. Эта инструкция разработана для владельцев и обслуживающего персонала ленточнопильного станка по металлу мод. HBS-1516AF с целью обеспечения надежного пуска в работу и эксплуатации станка, а также его технического обслуживания. Обратите, пожалуйста, внимание на информацию этой инструкции по эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по технике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете проводить работы по техническому обслуживанию. Для достижения максимального срока службы и производительности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
Содержание |
|
|
|
|
|
|
|
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА И |
|
7.1 |
Работа в ручном режиме.......................... |
|
17 |
||
БЕЗОПАСНОСТЬ…..….................................... 4 |
7.2 |
Первый установочный рез……................. |
|
18 |
|||
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ…...….6 |
7.3 |
Работа в автоматическом режиме........... |
18 |
||||
3. ОПИСАНИЕ УЗЛОВ СТАНКА...................... |
7 |
7.4 |
Пакетная обработка.................................. |
|
18 |
||
3.1 |
Панели управления................................... |
7 |
7.5 |
Заклинивание пильного полотна в |
|
||
3.2 |
Пильная рама............................................. |
8 |
заготовке................... |
…...................... |
………...19 |
||
3.3 |
Устройство регулировки натяжения |
|
7.6 |
Останов станка.......................................... |
|
|
19 |
полотна............................................................. |
8 |
8. СТАНДАРТНОЕ И СПЕЦИАЛЬНОЕ |
|
||||
3.4 |
Система тисков.......................................... |
8 |
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ................ |
|
19 |
||
3.5 |
Датчик приближения.................................. |
8 |
8.1 |
Ежедневное техническое |
|
|
|
3.6 |
Вертикальные прижимы............................ |
8 |
обслуживание.................................................. |
|
|
19 |
|
3.7 |
Магнитный датчик...................................... |
9 |
8.2 |
Еженедельное техническое |
|
|
|
3.8 |
Станина станка........................................... |
9 |
обслуживание.................................................. |
|
|
19 |
|
3.9 |
Ролики......................................................... |
9 |
8.3 |
Ежемесячное техническое |
|
|
|
3.10 Шнек для удаления стружки и тележка |
|
обслуживание.................................................. |
|
|
19 |
||
для сбора стружки............................................ |
9 |
8.4 |
Техническое обслуживание каждые 6 |
|
|||
3.11 Концевые выключатели.......................... |
10 |
месяцев............................................................ |
|
|
19 |
||
4. ИНТЕРФЕЙС................................................ |
10 |
8.5 |
СОЖ для смазки и охлаждения............... |
.. |
19 |
||
4.1 |
ЖК панель.................................................. |
10 |
8.6 |
Утилизация масла................................ |
........ |
19 |
|
4.2 |
F1: Основное меню................................... |
10 |
8.7 |
Специальное техническое |
|
|
|
4.2.1 F2: Текущая работа................................ |
11 |
обслуживание.............................. |
.............. |
........ |
19 |
||
4.2.2 F3: Параметры операций резания....... |
12 |
9. ТРАНСПОРТИРОВКА И |
|
|
|||
4.2.3 F4: Настройка языка.............................. |
12 |
УСТАНОВКАСТАНКА |
|
|
|||
4.3 |
Уведомления об ошибках........................ |
13 |
9.1 |
Размеры станка... |
..................................... |
.... |
20 |
5. УСТАНОВКА И ОБСЛУЖИВАНИЕ |
|
9.2 |
Транспортировка станка............................ |
. |
20 |
||
ПИЛЬНОГО ПОЛОТНА.................................. |
13 |
9.3 |
Минимальные требования для установки |
||||
5.1 |
Снятие и установка пильного полотна.... |
13 |
станка................................................. |
.................. |
|
21 |
|
5.2 |
Обкатка пильного полотна...................... |
14 |
9.4 |
Требования к фундаменту......................... |
. |
21 |
|
5.3 |
Настройка хода полотна.......................... |
14 |
9.5 |
Выравнивание станка........................... |
....... |
21 |
|
6. ПОДГОТОВКА К ЭКСПЛУАТАЦИИ............ |
15 |
9.6 |
Консервация станка.................................... |
.. |
21 |
||
6.1 |
Работа с тисками....................................... |
15 |
9.7 |
Утилизация................................................... |
|
.. |
21 |
6.2 |
Закрепление заготовки............................. |
16 |
10. |
УРОВЕНЬ ШУМА........................................ |
.. |
22 |
|
6.3 |
Манометры гидравлических тисков |
|
11. |
ЭКСПЛУАТАЦИЯ ЛЕНТОЧНОГО |
|
||
(опция).............................................................. |
16 |
ПОЛОТНА......................................................... |
|
|
25 |
||
6.4 |
Регулировка направляющих стоек........... |
16 |
12. |
ВЫБОР ЛЕНТОЧНОГО |
|
|
|
6.5 |
Давление резания..................................... |
16 |
ПОЛОТНА......................................................... |
|
|
26 |
|
6.6 |
Установка вертикальных прижимов......... |
16 |
13. |
ОСНОВНЫЕ ПРИЧИНЫ |
|
|
|
6.7 |
Пластины для установки ширины |
|
ПРЕЖДЕВРЕМЕННОГО ВЫХОДА |
|
|
||
обрабатываемого материала ........................ |
17 |
ЛЕНТОЧНОГО ПОЛОТНА ИЗ СТРОЯ........... |
26 |
||||
7. РАБОЧИЙ ЦИКЛ.......................................... |
17 |
|
|
|
|
|
|
3
Руководство по эксплуатации станка JET HBS-1516AF

1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА И БЕЗОПАСНОСТЬ 1. 1ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Условия предоставления:
Компания JET стремится к тому, чтобы ее продукты отвечали высоким требованиям клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что каждый продукт не имеет дефектов материалов и дефектов обработки.
Jet предоставляет 2 года гарантии в соответствии с нижеперечисленными гарантийными обязательствами:
Гарантийный срок 2 (два) года со дня продажи. Днем продажи является дата оформления товарно-транспортных документов и/или дата заполнения Гарантийного талона.
Гарантийный, а также негарантийный и послегарантийный ремонт производится только в сервисных центрах, указанных в гарантийном талоне, или авторизованных сервисных центрах.
После полной выработки ресурса оборудования рекомендуется сдать его в сервис-центр для последующей утилизации. Гарантия распространяется только на производственные дефекты, выявленные в процессе эксплуатации оборудования в период гарантийного срока.
В гарантийный ремонт принимается оборудование при обязательном наличии правильно оформленных документов: гарантийного талона, согласованного с сервис-центром образца с указанием заводского номера, даты продажи, штампом торговой организации и подписью покупателя, а также при наличии кассового чека, свидетельствующего о покупке.
Гарантия не распространяется на:
сменные принадлежности (аксессуары), например: сверла, буры; сверлильные и токарные патроны всех типов и кулачки и цанги к ним; подошвы шлифовальных машин и т.п. (см. список сменных принадлежностей (аксессуаров) JET);
быстроизнашиваемые детали, например: угольные щетки, приводные ремни, защитные кожухи, направляющие и подающие резиновые ролики, подшипники, зубчатые ремни и колеса и прочее. Замена их является платной услугой;
оборудование JET со стертым полностью или частично заводским номером; шнуры питания, в случае поврежденной
изоляции замена шнура питания обязательна. Гарантийный ремонт не осуществляется в следующих случаях:
при использовании оборудования не по назначению, указанному в инструкции по эксплуатации; при механических повреждениях оборудования;
при возникновении недостатков из-за действий третьих лиц, обстоятельств непреодолимой силы, а также неблагоприятных атмосферных или иных внешних воздействий на оборудование, таких как дождь, снег повышенная влажность, нагрев, агрессивные среды и др.; при естественном износе оборудования (полная выработка ресурса, сильное
внутреннее или внешнее загрязнение, ржавчина); при возникновении повреждений из-за
несоблюдения предусмотренных инструкцией условий эксплуатации (см. главу «Техника безопасности»); при порче оборудования из-за скачков
напряжения в электросети; при попадании в оборудование посторонних
предметов, например, песка, камней, насекомых, материалов или веществ, не являющихся отходами, сопровождающими применение по назначению; при повреждении оборудования вследствие
несоблюдения правил хранения, указанных в инструкции; после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений, несоблюдения правил смазки оборудования; при повреждении оборудования из-за
небрежной транспортировки. Оборудование должно перевозиться в собранном виде в упаковке, предотвращающей механические или иные повреждения и защищающей от неблагоприятного воздействия окружающей среды.
Гарантийный ремонт частично или полностью разобранного оборудования исключен. Профилактическое обслуживание оборудования, например: чистка, промывка, смазка, в период гарантийного срока является платной услугой.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются покупателем.
По окончании срока службы рекомендуется обратиться в сервисный центр для профилактического осмотра оборудования. Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными нарушениями, невнимательностью, случайными повреждениями, неквалифицированным ремонтом, недостаточным техническим

обслуживанием, а также естественным износом.
Гарантия JET начинается с даты продажи первому покупателю.
JET возвращает отремонтированный продукт или производит его замену бесплатно. Если будет установлено, что дефект отсутствует, или его причины не входят в объем гарантии JET, то клиент сам несет расходы за хранение и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение деталей и принадлежностей, если это будет признано целесообразным.
1.2. Безопасность Предписания оператору
Станок предназначен для распиливания обрабатываемых резанием металлов. Обработка других материалов является недопустимой или в особых случаях может производиться после консультации с производителем станка.
Запрещается обрабатывать магний - высокая опасность возгорания!
Применение по назначению включает в себя также соблюдение инструкций по эксплуатации и техническому обслуживанию, предоставленных изготовителем.
Станок разрешается обслуживать лицам, которые ознакомлены с его работой и техническим обслуживанием и предупреждены о возможных опасностях. Необходимо соблюдать также установленный законом возраст.
Использовать станок только в технически исправном состоянии.
При работе на станке должны быть смонтированы все защитные приспособления и крышки.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуатации, и особыми предписаниями Вашей страны необходимо принимать во внимание общепринятые технические правила работы на металлообрабатывающих станках.
Каждое отклоняющееся от этих правил использование рассматривается как неправильное применение. Изготовитель не несет ответственности за повреждения, происшедшие в результате этого. Ответственность несет только пользователь. Общие указания по технике безопасности Металлообрабатывающие станки при неквалифицированном обращении представляют определенную опасность. Поэтому для безопасной работы необходимо соблюдение имеющихся предписаний по технике безопасности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию по эксплуатации, прежде чем Вы начнете монтаж станка и работу на нем.
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со станком и передавайте ее дальше новому владельцу станка.
На станке не разрешается проводить какиелибо изменения, дополнения и перестроения Ежедневно перед включением станка проверяйте безупречную работу и наличие необходимых защитных приспособлений. Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособлениях и устранять их с привлечением уполномоченных для этого работников.
В таких случаях не проводите на станке никаких работ, обезопасьте станок посредством отключения от сети.
Для защиты длинных волос необходимо надевать защитный головной убор или косынку.
Работайте в плотно прилегающей одежде. Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не надевайте прогулочную обувь или сандалии. Используйте средства индивидуальной защиты, предписанные для работы инструкцией.
При работе на станке не надевать перчатки. Для безопасного обращения с полотнами пилы используйте подходящие рабочие перчатки.
При работе с длинными заготовками используйте специальные удлинительные приспособления стола, роликовые упоры и т. п.
При распиливании круглых заготовок обезопасьте их от прокручивания. При распиливании неудобных заготовок используйте специально предназначенные вспомогательные приспособления для опоры. Устанавливайте направляющие полотна пилы как можно ближе к заготовке.
Удаляйте заклинившие заготовки только при выключенном моторе и при полной остановке станка.
Станок должен быть установлен так, чтобы было достаточно места для его обслуживания и подачи заготовок.
Следите за хорошим освещением. Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании. Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и чтобы об нее нельзя было споткнуться.
5
Руководство по эксплуатации станка JET HBS-1516AF

Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты также могут оказывать вредное воздействие на Ваше состояние.
Удаляйте детей и посторонних лиц с рабочего места.
Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок.
Не используйте станок поблизости от мест хранения горючих жидкостей и газов. Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например, с помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Соблюдайте минимальные и максимальные размеры заготовок.
Удаляйте стружку и детали только при остановленном станке.
Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам. Немедленно заменяйте поврежденный сетевой кабель.
Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при отключенном сетевом штекере.
Немедленно заменяйте поврежденные полотна пилы.
Прочие опасности
Даже при использовании станка в соответствии с инструкциями имеются следующие остаточные опасности: Опасность повреждения двигающимся полотном пилы в рабочей зоне. Опасность от разлома полотна пилы. Опасность из-за разлетающейся стружки и частей заготовок.
Опасность из-за шума и летящей стружки. Обязательно надевайте средства индивидуальной защиты, такие как защитные очки и наушники.
Опасность поражения электрическим током при неправильной прокладке кабеля.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Напряжение....................................... |
.........400 В |
Зона обработки при 90°: |
|
макс. Ø.............................................. |
.....Ø360 мм |
прямоугольные заготовки............. |
□360x400 мм |
Пакетная резка........................ |
180÷280x 50÷160 |
Скорость движения полотна........... |
35-85 м/мин |
Длина реза с датчиком: |
|
максимальная.......................................... |
400 мм |
Минимальная............................................. |
32 мм |
минимальная длина реза без датчика.....10 мм
Ленточное полотна................... |
34х1,1х4420 мм |
Объем гидравлического бака............. |
.........50 л |
Объем бака СОЖ......................................... |
80 л |
Максимальный вес заготовки: |
|
автоподача............................................... |
2000 кг |
Грузоподъемность рольганга................. |
2000 кг |
Высота стола........................................... |
755 мм |
Мощность двигателя............................. |
3,75 кВт |
Мощность гидромотора......................... |
0,75 кВт |
Мощность насоса СОЖ................... |
......0,12 кВт |
Длина...................................................... |
2400 мм |
Ширина................................................... |
2120 мм |
Высота.................................................... |
1840 мм |
Масса...................................................... |
1680 мм |
*Примечание: Спецификация данной инструкции является общей информацией. Данные технические характеристики были актуальны на момент издания руководства по эксплуатации. Производитель оставляет за собой право на изменение конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются покупателем.
В технических характеристиках станков указаны предельные значения зон обработки, для оптимального подбора оборудования и увеличения сроков эксплуатации выбирайте станки с запасом.
Станок предназначен для эксплуатации в закрытых помещениях с температурой от 10 до 35 С и относительной влажностью не более 80%.
Во избежание преждевременного выхода электродвигателя станка из строя и увеличения ресурса его работы необходимо: регулярно очищать электродвигатель от стружки и пыли; контролировать надежность контактов присоединенных силовых кабелей; контролировать соответствие сечения силового или удлинительного кабеля.
Обслуживающий персонал должен иметь соответствующий допуск на эксплуатацию и проведение работ на оборудовании оснащенного электродвигателем напряжением питания 380В, 50Гц.
6
Руководство по эксплуатации станка JET HBS-1516AF
3. ОПИСАНИЕ УЗЛОВ СТАНКА
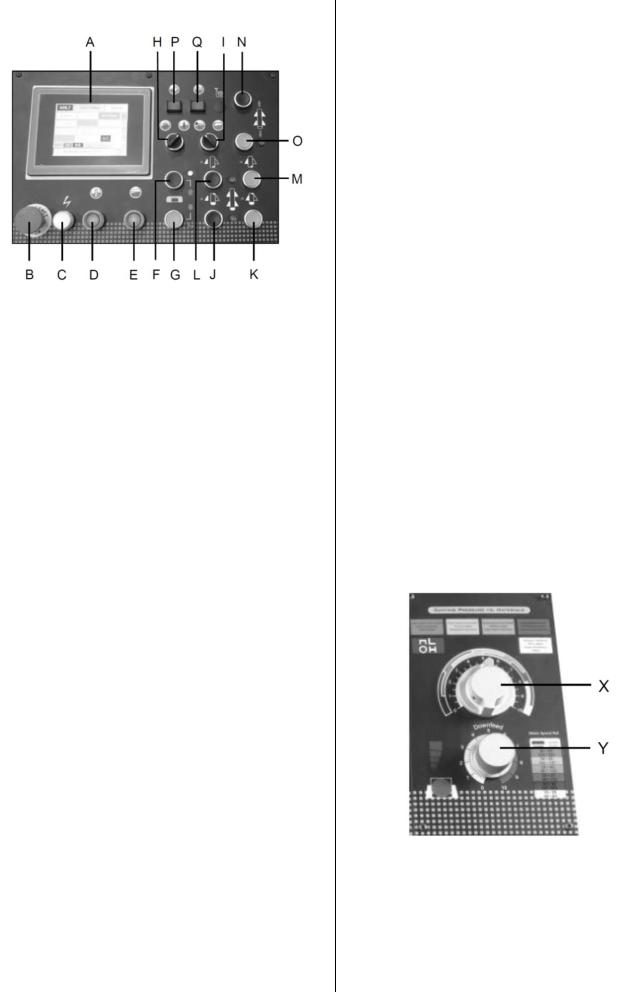
3.1 Панели управления
A)ЖК панель.
B)Кнопка аварийного отключения
-отключает станок и сбрасывает все его параметры.
C) Индикатор питания – горит, когда питание подключено.
D) Кнопка запуска гидравлического насоса
-Нажмите, чтобы запустить насос, кнопка при этом загорится.
E) Кнопка запуска процесса резания
-Запускает рабочий цикл резания.
F)Кнопка подъема пильной рамы и остановки цикла резания - Нажмите, чтобы поднять пильную раму и
остановить процесс резания без сброса параметров.
G)Кнопка опускания пильной рамы
- Нажмите, чтобы опустить пильную раму.
H) Переключатель зажима/разжима твердосплавных направляющих полотна - Поверните, чтобы ослабить или зажать
твердосплавные направляющие полотна с помощью гидросистемы.
I) Переключатель режима: автоматический/ручной
-Это переключатель режима управления. Выбирайте ручной режим резания для выполнения отдельных операций, автоматический - для нескольких циклов.
J) Кнопка раскрытия неподвижных тисков
-Нажмите и удерживайте, чтобы установить требуемое раскрытие губок. Если пильная рама не поднята до безопасной высоты, тиски будут открываться на 5 мм при каждом нажатии.
K) Кнопка зажима неподвижных тисков
-Нажмите, чтобы уменьшить расстояние между губками тисков или зажать заготовку. L) Кнопка раскрытия подвижных тисков
-Нажмите и удерживайте, чтобы установить требуемое раскрытие губок. Если пильная рама находится на безопасной высоте, тиски
раскрываются полностью. Если пильная рама не поднята до безопасной высоты, тиски будут открываться на 5 мм при каждом нажатии.
M) Кнопка зажима подвижных тисков
- Нажмите, чтобы уменьшить расстояние между губками тисков или зажать заготовку.
N)Кнопка перемещения подвижных тисков назад - Нажмите, чтобы переместить тиски или
заготовку назад.
O)Кнопка перемещения подвижных тисков вперед - Нажмите, чтобы переместить тиски или
заготовку вперед.
P)Кнопка включения лампы освещения
-Нажмите, чтобы включить лампу и кнопка загорится. Чтобы выключить лампу, нажмите кнопку повторно.
Q) Кнопка подачи СОЖ
-Нажмите для запуска насоса подачи СОЖ, и начнется подача охлаждающей жидкости, при этом индикатор кнопки загорится. Чтобы выключить, нажмите кнопку еще раз.
*На панели управления расположены пять индикаторов. Они соответствуют операциям с тисками и подниманию/опусканию пильной рамы. Один из них отвечает за перемещение подвижных тисков, еще два за зажим/разжим тисков. Они загораются, когда материал полностью зажат в тисках или подвижные тиски достигли крайнего положения при перемещении вперед. Пильное полотно не начнет двигаться, пока не загорится индикатор зажима тисков.
X) Переключатель давления резания
-Этот переключатель устанавливает уровень давления резания для различных материалов.
Y) Переключатель скорости опускания пильной рамы
-Переключает устанавливает скорость опускания пильной рамы при резании.
7
Руководство по эксплуатации станка JET HBS-1516AF

3.2 Пильная рама
Пильная рама состоит из рамы, на которой установлены: узлы привода (редукторный двигатель или двигатель с переменной скоростью вращения, маховики), механизм натяжения и направления полотна (направляющая натяжения полотна, направляющие блоки полотна).
3.3 Устройство регулировки натяжения полотна
Устройство для натяжения и ослабления пильного полотна работает на основе гидроцилиндра. Поверните рычаг натяжения C в положение “Натянуть”, чтобы натянуть пильное полотно или в сторону ослабления, чтобы ослабить полотно.
3.4 Система тисков
Станку требуется двое тисков для выполнения автоматической подачи. Система тисков состоит из неподвижных тисков и подвижных тисков для трехточечного зажима и подачи обрабатываемого материала. Обе губки подвижных тисков управляются гидросистемой, что позволяет зажимать и подавать заготовки неправильной формы без дополнительного закрепления.
3.5 Датчик приближения
Благодаря этому устройству пильная рама быстро приближается к заготовке, а непосредственно перед тем, как полотно касается заготовки, замедляется до рабочей подачи для резания. Это сокращает длительность цикла обработки.
3.6 Вертикальные прижимы
Вертикальные прижимы используются для операций пакетной обработки. Они прижимают заготовки в вертикальном направлении, что позволяет сгруппировать много заготовок малого диаметра.
Это эффективно при обработке большого количества мелких заготовок одинакового размера. Прижимы управляются
8
Руководство по эксплуатации станка JET HBS-1516AF
гидравлическим приводом и соединены с неподвижными и подвижными тисками.
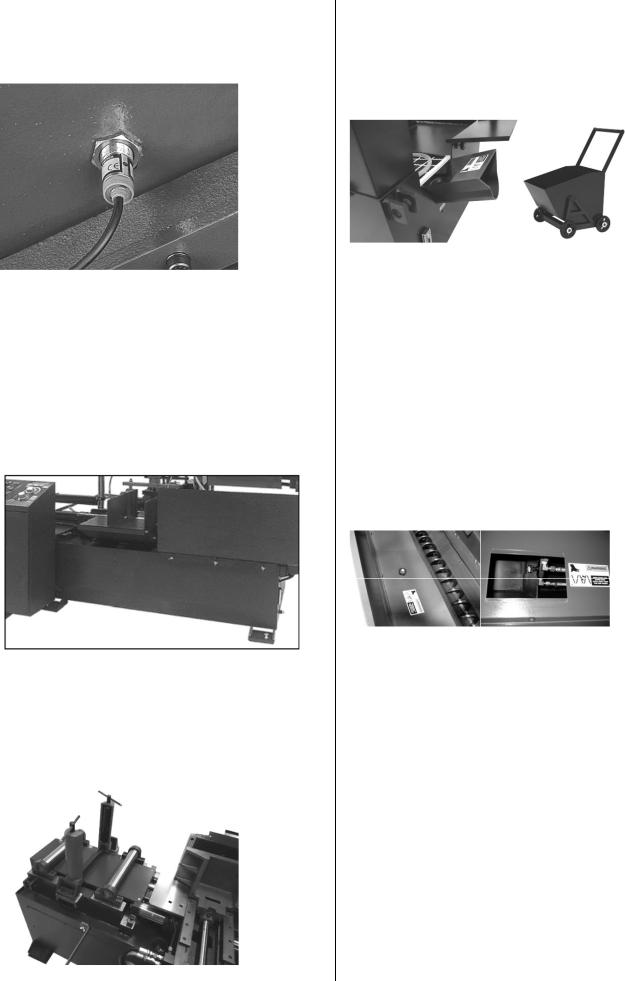
3.7 Индуктивный датчик
Станок оснащен устройством автоматического выключения питания для предотвращения дальнейшего повреждения в случае разрыва пильного полотна. Индуктивный датчик отслеживает движение ведомого маховика пильного полотна. Когда полотно разорвано или плохо натянуто, маховик не вращается.
3.8 Станина станка
На станине размещены: пильная рама (ось наклона рамы и система относительной блокировки), тиски, ролики, система подачи и система подвода СОЖ.
3.9 Ролики
Ролики служат для поддержки длинных заготовок в процессе подачи, обеспечивая плавное скольжение материала.
3.10 Шнек для удаления стружки и тележка для сбора стружки
Шнек для удаления стружки запускается автоматически во время цикла резания. Шнек управляется гидравлическим двигателем и перемещает стружку в тележку. Тележка легко передвигается для удаления отходов.
! Внимание: Держите руки, волосы, и предметы одежды вдали от шнека. Шнек представляет опасность для рук и других частей тела.
Регулировка гидравлической подачи шнека для удаления стружки:
-Откройте крышку рядом со шнеком.
-Отрегулируйте гидравлический поток подачи шнека. Поверните ручку по часовой стрелке, чтобы уменьшить (замедлить подачу) и против часовой стрелки, чтобы увеличить (ускорить подачу) поток.
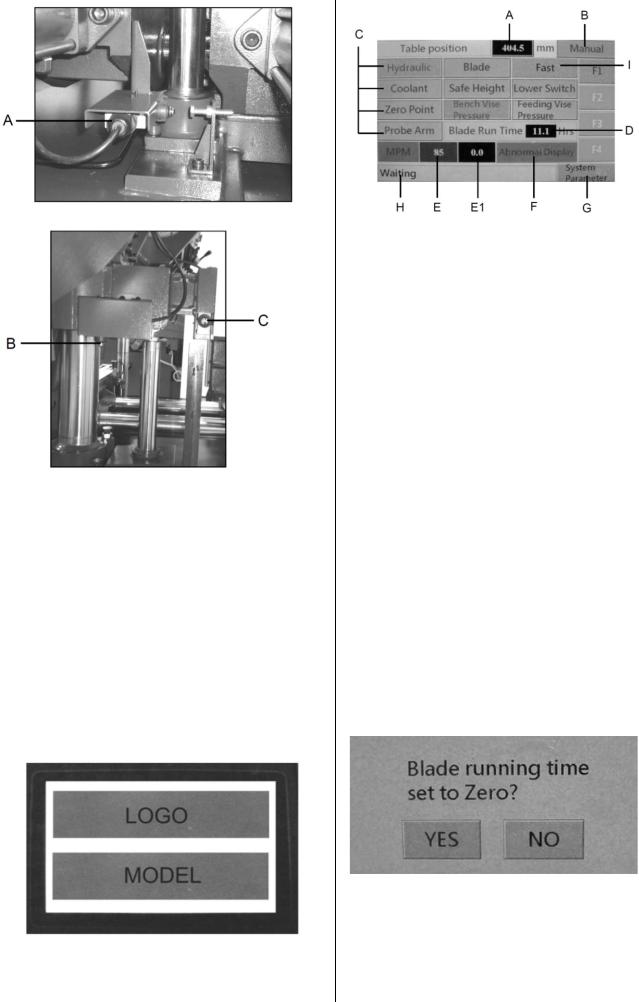
3.11 Концевые выключатели
Передний концевой выключатель (A) ограничивает крайнее положение подвижных тисков. Два одинаковых концевых выключателя расположены на гидроцилиндре пильной рамы для ограничения ее хода:
(B)Концевой выключатель нижнего положения пильной рамы
(C)Концевой выключатель верхнего
положения пильной рамы
9
Руководство по эксплуатации станка JET HBS-1516AF
4. ИНТЕРФЕЙС
Интерфейс 3.1 (A) представляет собой сенсорный экран с окном ввода. Он позволяет устанавливать рабочие параметры, а также показывает текущие параметры или ошибки. Операции отображаются в виде меню. ЖК панель 3.1 (A) активируется при запуске гидравлического насоса. Нажмите кнопку включения гидронасоса 3.1 (D) для начала работы. На дисплее появится стартовая страница, содержащая марку и номер модели станка. Нажмите на окно один раз.
4.1 ЖК панель (3.1A)
Запустите насос, и на дисплее отобразится логотип компании и модель станка.
4.2 F1: Основное меню
Нажмите кнопку F1, и на дисплее отобразится следующее:
A.Положение подвижных тисков Числовое значение показывает положение подвижных тисков.
B.Режим управления
Показывает, в каком режиме работает станок: ручном («Manual») или автоматическом
(«Auto»).
C.Индикаторы работы систем станка Индикаторы показывают рабочую ситуацию, включая работу гидросистемы («Hydraulic»), системы охлаждения («Coolant»), натяжение пильного полотна («Blade»), рабочее освещение, безопасную высоту поднятия пильной рамы («Safe height»), концевой выключатель нижнего положения пильной рамы («Lower switch»), нулевую точку («Zero point») и давление неподвижных тисков
(«Bench vise pressure»), давление подвижных тисков («Shuttle vise pressure») и индикатор касания пильного полотна поверхности заготовки («Probe arm»).
D.Время работы пильного полотна
-Показывает время работы пильного полотна. Для начала отсчета или установки нуля после замены полотна необходимо коснуться левой части рамки.
-Нажмите на поле «blade run time», чтобы установить время работы полотна на ноль. Появится окно: «Установить время работы полотна на ноль? Да / Нет».
E. Установка скорости движения полотна. Нажмите, чтобы установить скорость движения полотна быстро и точно.
E1. Скорость движения полотна Показывает текущую скорость движения полотна.
10
Руководство по эксплуатации станка JET HBS-1516AF
F. Отображение ошибок
Показывает уведомления об ошибках при нарушении работы станка и способы их исправления.
На этой странице сохраняется история ошибок. Проверьте данные об ошибках, перемещая бегунок по вертикальной (справа) и горизонтальной полосам.
G. Параметры системы
-Чтобы войти в этот раздел, необходимо ввести пароль. После этого появится страница настройки параметров.
-Параметры станка были настроены на заводе изготовителе. Чтобы попасть на эту страницу введите пароль и нажмите ENT для ввода пароля в систему. Нет необходимости вносить какие-либо изменения в настройки параметров. После правильного ввода пароля нажмите “system parameter“ чтобы посмотреть параметры системы.
-Все изменения параметров должны производиться квалифицированным персоналом или специалистами нашей компании. При внесении любых изменений в параметры системы необходимо быть предельно внимательным, т.к. неправильные параметры системы могут привести к сбоям в работе станка.
H. Исполнительное сообщение системы I. Замедленное перемещение подвижных тисков в ручном режиме.
-Нажмите «slow motion» («замедленное перемещение»), кнопка загорится и подвижные тиски будут перемещаться на низкой скорости, после того как вы запустите их перемещение вперед или назад.
.
4.2.1 F2: Текущая работа
Нажмите кнопку F2, и на дисплее отобразится текущее рабочее состояние.
A. Исполнительный №
Указывает порядковый номер выполняемой операции. Нажмите на него, чтобы перейти на страницу F3: «Параметры операций резания».
B. Режим работы
Показывает текущий режим работы: ручной («Manual») или автоматический («Auto»).
C. Предустановленная длина:
–показывает значение установленной длины для текущей задачи.
D. Предустановленное количество:
–показывает значение установленного количества заготовок для текущей задачи.
E. Длина поданного материала
Показывает текущую общую длину материала, на которую подается заготовка в станок. Величина может быть больше одного хода подвижных тисков.
F. Количество отрезанных заготовок
Показывает количество уже отрезанных заготовок.
G. Сосчитать первый установочный рез
Нажмите эту кнопку, чтобы сосчитать первый установочный рез после запуска автоматического цикла резания.
H.Высота останова пильной рамы
Установка более высокого или низкого уровня поднятия пильной рамы после окончания резания в ручном режиме управления.
I.Резание отдельных заготовок или пакета заготовок
Нажмите, чтобы выбрать режим резания отдельных заготовок или пакета заготовок.
- При обработке отдельных заготовок («Single cutting”), подвижные тиски будут зажаты на задней позиции, чтобы подготовиться к подаче следующей заготовки.
- При пакетной обработке (“Bundle cutting”) подвижные тиски останутся на передней позиции после подачи заготовок в станок.
J.Установка скорости движения пильного полотна (м/мин)
Нажмите, чтобы напрямую установить скорость движения пильного полотна в диапазоне 35-85 м/мин. Значение на экране указано в метрах в минуту.
11
Руководство по эксплуатации станка JET HBS-1516AF
 Loading...
Loading...