

Page 1
¾ ENGLISH ¾ UDC100 PID OPTION MANUAL
MU1I-6214 02/03
¾ 1 - CONFIGURATION OF THE CONTROL ALGORITHM
Parameter Designation Unit
Action: Direction of the control, direct or reverse acting.
Typically, reverse control is used for heating and direct control for cooling applications.
Proportional band: Proportional action is used to achieve stable control and is expressed as the percentage of the input span
over which the output power level is directly proportional to the percentage of error between the PV and
setpoint.
Configurable from 0.0% (ON/OFF control) to 999.9%.
WARNING: The 0.0% value sets the UDC100 to ON/OFF control irrespective of the other parameter settings
e.g. integration and derivative times.
Integration time: Integral action is used to eliminate any offset between the PV and SP due to proportional action.
Integral time constant configurable from 0 second (OFF) to 5999 seconds.
Setting the integral time to 0 will switch off the integral action.
This parameter is ignored if the proportional band is set to 0.0% (ON/OFF control).
Derivative time: Derivative action is used to return the PV back to the SP in a quicker time period after a process disturbance.
The function is also utilized to limit the amount of overshoot of the PV during initial start up of a process.
The operation of the derivative action is based on the rate of change of the PV with reference to the SP.
Derivative time constant is configurable from 0 second to 5999 seconds.
Setting the derivative time to 0 will switch off the derivative action.
This parameter is ignored if the proportional band is set to 0.0% (ON/OFF control).
Cycle time: Configurable up to 256s. WARNING : It is strongly recommended to avoid using cycle times below
5 seconds, otherwise the precision of the output activation timing is not guaranteed.
Max. rate: Maximum output increase between two consecutive input/output updates configured from 0% to 100%. in 0.1% increment
Setpoint low limit: Configurable minimum setpoint value. in 1°C increment
Setpoint high limit: Configurable maximum setpoint value. In 1°C increment
Setpoint: Setpoint value used for control. in 1°C increment
Output power high limit: Power output high limit configurable from 0 to 100% output. in 0.1% increment
Output power low limit: Power output low limit configurable from 0 to 100% output. in 0.1% increment
in 0.1% increment
in 1s increment
in 1s increment
in 0.1s increment
¾ 2 - SETTING THE PID PARAMETERS VIA THE UDC100 MMI
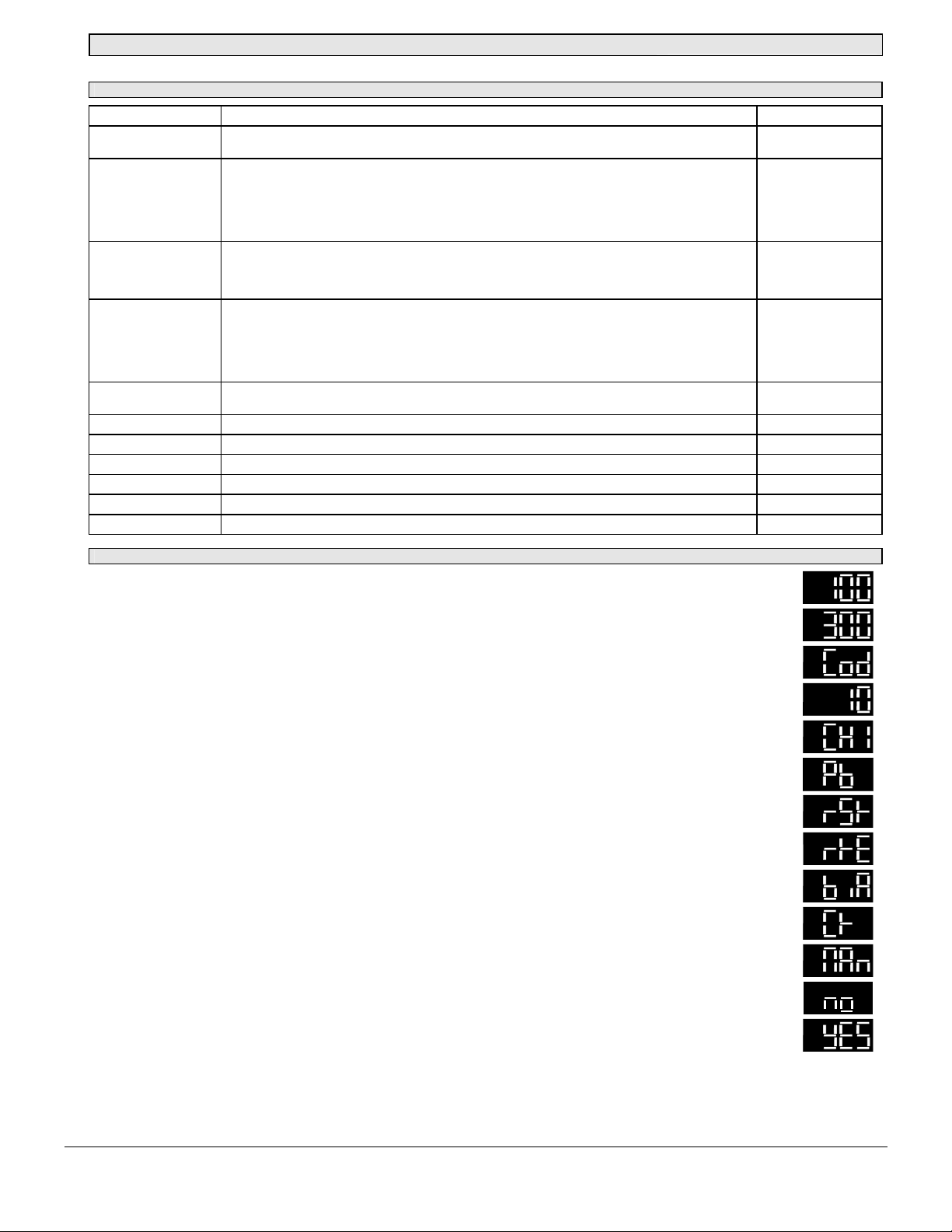
In normal operating conditions, the upper display shows the process variable [PV], (i.e. : 100°C).
When push button 1 is pressed, the setpoint value (flashing) is displayed, (i.e. : 300 °C).
When push button 1 is pressed while the SP is flashing, the display shows «Cod». After 2 seconds, the current value is flashing to indicate that
the user must enter a security code by means of the setpoint knob, to enable access to the PID parameters.
The code is factory set and cannot be changed in the field. The default value is 10.
If the code is entered correctly, the next message is displayed.
If the UDC100 is a two loops model, it is possible to toggle between CH1 and CH2 by pressing push button 1.
When the proportional band menu appears, this parameter can be modified by waiting until the value flashes, the value can then be altered via
the setpoint knob.
Pressing push button 1 while message "Pb" is displayed gives direct access to the next parameter (the integral time constant), and the same
procedure above applies if the value needs to be modified.
Repeat the steps detailed above to modify the derivative time constant.
Used to set the output bias (manual reset) when the integral time constant parameter is set to 0.
Cycle time parameter is used to adjust the time proportional output to achieve optimum control.
Press push button 1 to return to the normal operating mode or wait for message "no" to appear, after a short t i me t he UDC100 will return to
normal PID mode.
It is possible to toggle between "yes" and "no" by pressing push button 1.
Note: If "yes" is selected the UDC100 will enter into manual mode just after leaving configuration mode.
The UDC100 will remain in manual mode until "no" is reselected in configuration mode.
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
1
Page 2
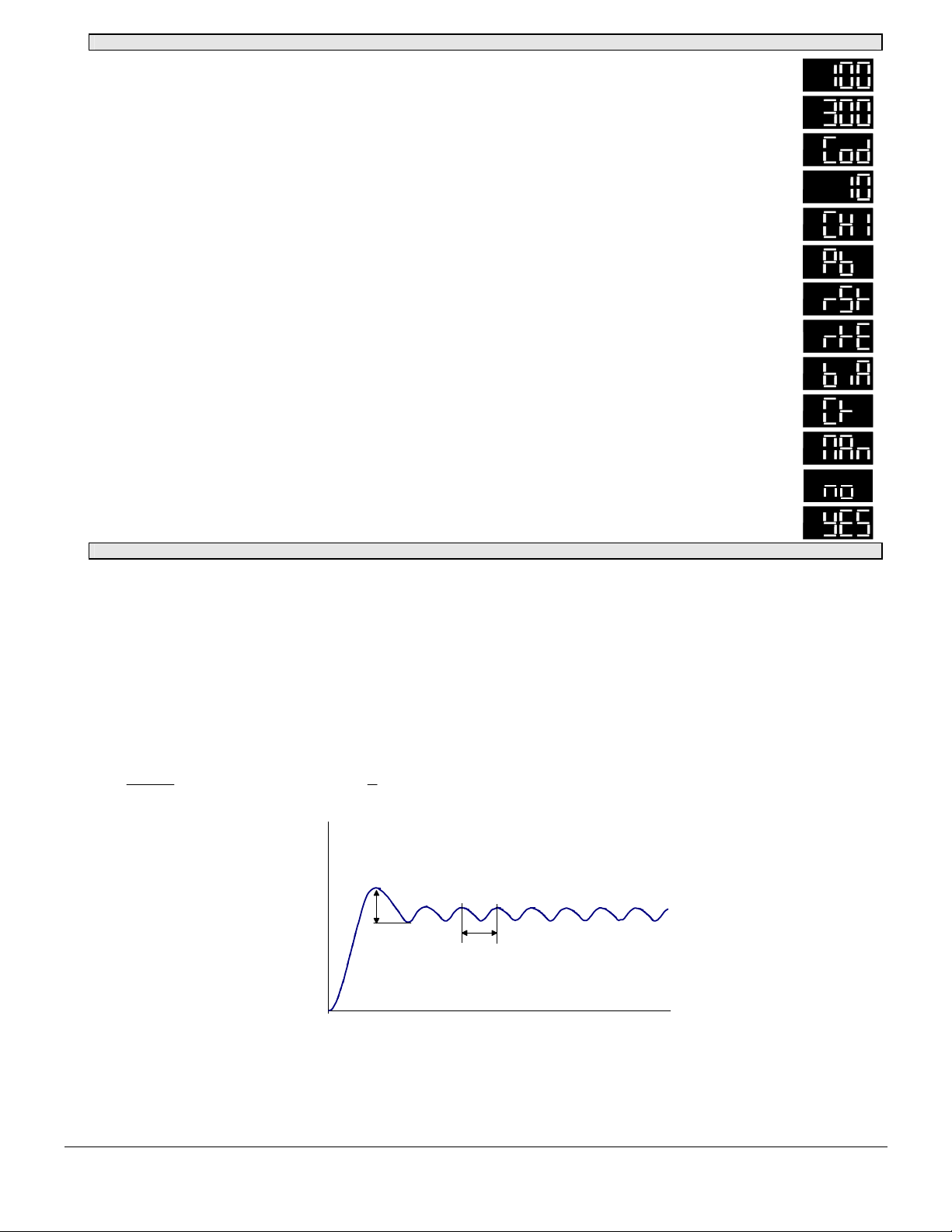
¾ 3 - PID CONTROL TUNING
3.1 Determining the PID parameters using ON/OFF control
Ensure that the setpoint is at a safe level, to avoid any possible damage due to overshoot.
This method of tuning can be used to calculate the optimum PID parameters only if the process can tolerate large disturbances.
Procedure:
1. Enter a required setpoint value.
2. The UDC100 tuning parameters must be configured to achieve ON/OFF control.
Set the PB = 0.0% via the UDCs MMI or by means of the UDC100 CONFIG URATOR.
3. The UDC100 will cause the process to oscillate around the setpoint, the oscillation obtained will be dependent on the process characteristics.
Formula used to calculate optimum PID values:
a) Let "P" be the difference between the highest value of the first overshoot and the lowest value of the first undershoot expressed in °C.
b) Let "T" be the time period of the oscillations in seconds.
The PID control parameters should be then calculated using the table below and then entered into the UDC100.
Pb
P
Intervalo
100 %=∗
rSt T s =
rtE
Process variable (%)
T
s=
6
On/off control
P
T
Time (s)
Determining PID parameters with ON/OFF control
3.2 Output bias
The output bias parameter can be used to eliminate the offset between the PV and SP when the controller is in proportional and derivative mode.
NB: The output bias (manual res et) parameter is accessible via the UDC100 MMI only when the integral time constant is set to 0.
¾ 4 - MANUAL CONTROL MODE
Note: Switching from PID to Man control and from Man control to PID is bumpless.
During the manual mode, the "Man" message flashes alternatively with the PV.
To adjust the output power, press the push button corresponding to the required loop, the last output value will be displayed, the value can then be adjusted using
the setpoint knob.
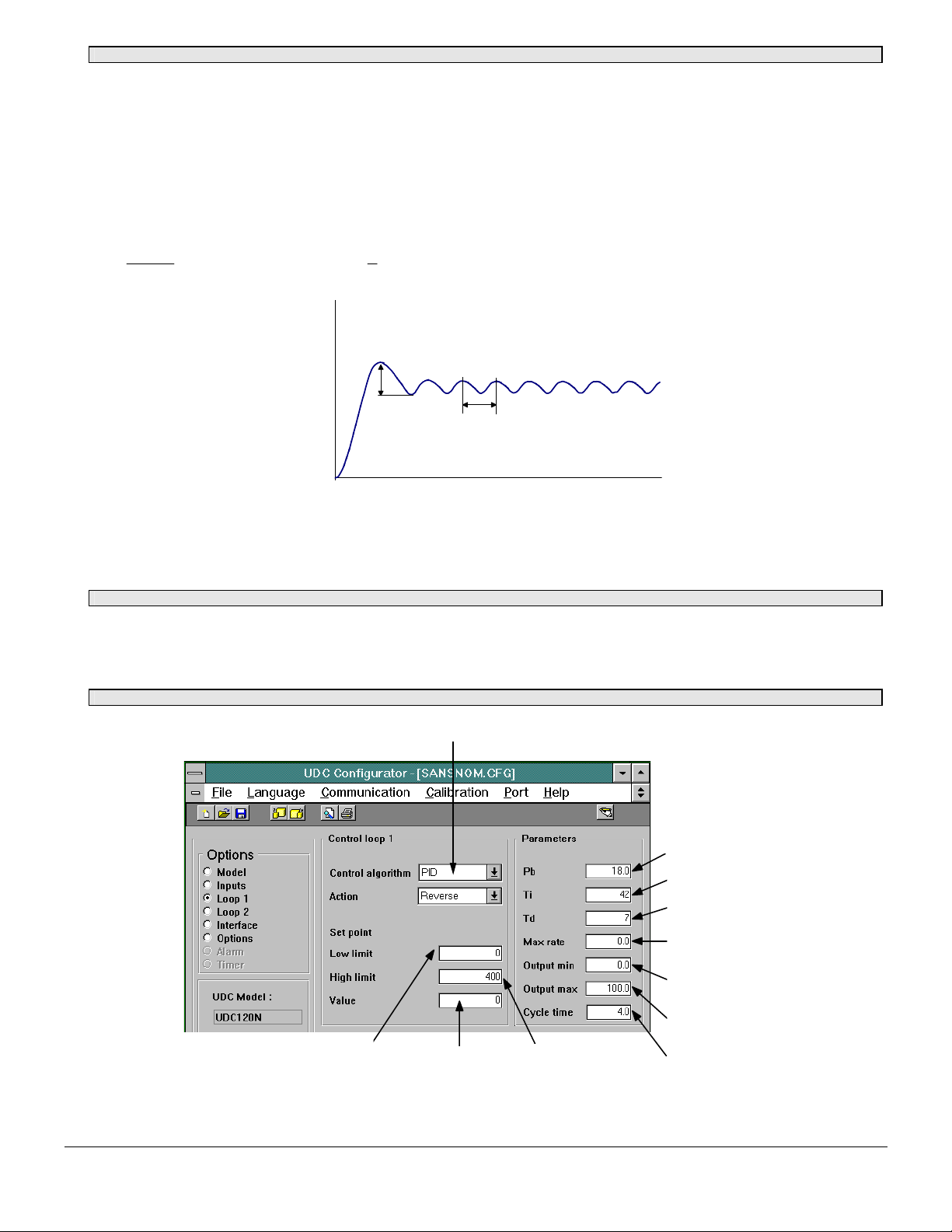
¾ 5 - PC CONFIGURATOR DESCRIPTION
Choice of control
(default: ON/OFF)
Proportional Band
Integral time
Derivative time
Maximum output
increment
Minimum output
power
Maximum output
power
Setpoint low limit
Setpoint value
Setpoint high limit
Output cycle time
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
2
Page 3
¾ FRANÇAIS ¾ UDC100 MANUEL OPTION PID
¾ 1 - Configuration de l'algorithme de régulation
Paramètre Désignation Unité
Action : Direction de la régulation, action directe ou inverse.
Bande proportionnelle : L'action proportionnelle est utilisée pour obtenir une régulation stable. Elle est exprimée en pourcentage de
Temps d'intégration : L'action intégrale est utilisée pour éliminer un éventuel décalage entre la valeur de procédé et le point de
Temps de dérivation : L'action dérivée est utilisée pour réajuster la valeur de procédé à la valeur du point de consigne dans un laps
Temps de cycle : Configurable jusqu'à 256s. ATTENTION : Il est fortement recommandé de ne pas utiliser un temps de cycle
Vitesse max. : Augmentation max. de la vitesse de sortie entre deux mises à jour consécutives entrée/sortie, configurée de
Limite basse du point de
consigne :
Limite haute du point de
consigne :
Point de consigne : Valeur du point de consigne utilisée pour la régulation. par incrément de 1°C
Puissance de sortie,
limite haute :
Puissance de sortie,
limite basse :
En général, la régulation inverse est utilisée pour le chaud et la régulation directe pour le froid.
l'échelle d'entrée sur laquelle le niveau de puissance de sortie est directement proportionnel au pourcentage
d'erreur entre la valeur de procédé et le point de consigne.
Configurable de 0.0% (régulation ON/OFF) à 999.9%.
ATTENTION : La valeur 0.0% positionne l'UDC100 en régulation ON/OFF sans tenir compte du réglage des
autres paramètres tels que les temps d'intégration et de dérivation.
consigne dû à l'action proportionnelle. La constante de temps d'intégration est configurable de
0 seconde (OFF) à 5999 secondes. Le réglage du temps d'intégration sur 0 arrête l'action intégrale.
Ce paramètre n'est pas pris en compte si la bande proportionnelle est réglée sur 0.0%
(régulation ON/OFF).
de temps plus court après une perturbation dans le procédé. La fonction est aus s i utilisée pour limiter le
dépassement de la valeur de procédé pendant le démarrage initial de ce procédé.
Le fonctionnement de l'action dérivée est basé sur la vitesse de changement de la valeur de procédé par
rapport au point de consigne.
La constante de temps de dérivation est configurable de 0 seconde à 5999 secondes.
Le réglage du temps de dérivation sur 0 arrête l'action dérivée.
Ce paramètre n'est pas pris en compte si la bande proportionnelle est réglée sur 0.0%
(régulation ON/OFF).
inférieur à 5 secondes, sinon la précision du réglage pour activer la sortie n'est pas garantie.
0% à 100%.
Valeur min. configurable du point de consigne. par incrément de 1°C
Valeur max. configurable du point de consigne. par incrément de 1°C
Puissance de sortie, limite haute, configurable en sortie de 0 à 100%. par incrément de 0.1%
Puissance de sortie, limite basse, configurable en sortie de 0 à 100%. par incrément de 0.1%
par incrément de 0.1%
par incrément de 1s
par incrément de 1s
par incrément de 0.1s
par incrément de 0.1%
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
3
Page 4
¾ 2 - REGLAGE DES PARAMETRES PID AVEC L'INTERFACE HOMME-MACHINE
par
Dans des conditions de fonctionnement normales, l'affichage supéri eur indique la valeur de procédé [ VP], (par exemple : 100°C).
Quand vous appuyez sur le bouton 1, la valeur du point de consigne (clignotante) est affichée (par exemple : 300 °C).
Quand vous appuyez sur le bouton 1 pendant que la valeur du point de consigne clignote, l'afficheur indique «Cod». Après 2 secondes,
la valeur courante clignote pour indiquer à l'utilisateur d'entrer un code de sécurité, en tournant le bouton central. Cette opération donne accès
aux
amètres PID.
Le code est déterminé en usine et ne peut être changé sur le site. La valeur par défaut est 10.
Si le code est correctement entré, le message suivant est affiché.
Si l'UDC100 est un modèle 2 boucles, il est possible de passer de la voie 1 à la voie 2 en appuyant sur le bouton 1.
Lorsque le menu de la bande proportionnelle apparaît, ce paramètre peut être modifié. Lorsque que la valeur clignote, elle peut alors être
changée avec le bouton central.
Pour avoir directement accès au paramètre suivant (la constante de temps d'intégration), appuyez sur le bouton 1 pendant que le mes sage
"Pb" est affiché. La procédure décrite ci-dessus s'applique si la valeur doit être modifiée.
Répétez les étapes décrites ci-dessus pour modifier la constant e de temps de dérivation.
Ce paramètre est utilisé pour régler le décalage de sortie (décalage manuel) quand le paramètre de constante de temps d'intégration est réglé
sur 0.
Le paramètre de temps de cycle est utilisé pour régler la sortie de temps proportionnel afin d'optimiser la régulation.
Appuyez sur le bouton 1 pour retourner en mode de fonctionnnement normal ou attendez que le message "no" apparaisse. Après quelques
instants, l'UDC100 retourne en mode normal PID.
Il est possible de passer de "yes" à "no" en appuyant sur le bouton 1.
Remarque : Si "yes" est sélectionné, l'UDC100 entre en mode manuel dès que l'on sort du mode configuration.
L'UDC100 reste en mode manuel jusqu'à ce que "no" soit resélectionné en mode configuration.
¾ 3 - REGLAGE DE LA REGULATION PID
3.1 Sélection des paramètres PID utilisant la régulation ON/OFF
Assurez-vous que le niveau du point de consigne vous laisse une marge de sécurité, afin d'éviter tout dommage possible dû à un dépassement.
Cette méthode de réglage peut être utilisée pour calculer les paramètres de PID optimum, uniquement si le procédé est à même de tolérer des perturbations
importantes.
Procédure:
1. Entrez la valeur du point de consigne requise.
2. Les paramètres de réglage de l'UDC100 doivent être configurés pour obtenir une régulation ON/OFF.
Réglez la BP = 0.0% en utilisant l'interface Homme-Machine de l'UDC100 ou en utilisant le CONFIGURATEUR de l'UDC100.
3. L'UDC100 provoque une oscillation du procédé autour du point de consigne. L'oscillation obtenue dépend des caractéristiques du procédé.
Formule utilisée pour calculer les valeurs du PID optimum :
a) "P" : Différence entre la valeur la plus haute du premier dépassement supérieur et la valeur la plus basse du premier dépassement inférieur,
exprimée en °C.
b) "T" : Période de temps des oscillations en secondes.
Les paramètres de régulation PID doivent être calculés en utilisant la table ci-dessous puis entrés dans l'UDC100.
Pb
P
Intervalo
100 %=∗
rSt T s =
rtE
T
s=
6
Régulation On/off
P
T
Variable de procédé (%)
Période(s) de temps
Sélection des paramètres PID avec la régulation ON/OFF
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
4
Page 5

3.2 Décalage de sortie
Le paramètre de décalage de sortie (bias) peut être utilisé pour éliminer le décalage permanent entre la valeur de procédé et le point de
consigne quand le régulateur est en mode PD.
NB : Le paramètre de décalage de sortie (décalage manuel) est accessible par l'interface Homme-Machine de l'UDC100 uniquement quand la
constante de temps d'intégration est réglée sur 0.
¾ 4 - MODE "STATION MANUELLE"
Remarque : Le passage du mode de régulation PID au mode "Station manuelle" et vice-versa se fait sans à-coups.
En mode manuel, le message "Man" clignote en alternance avec la valeur de procédé.
Pour régler la puissance de sortie, appuyez sur le bouton correspondant à la boucle utilisée. La dernière valeur de sortie est affichée, cette
valeur peut ensuite être réglée avec le bouton central.
¾ 5 - DESCRIPTION DU PC CONFIGURATEUR
Choix du type de régulation
(par défaut : ON/OFF)
Bande proportionnelle
Temps d'intégration
Temps de dérivation
Incrément de sortie
max.
Puissance de sortie
min.
Puissance de sortie
max.
Limite basse du
point de consigne
Valeur du point
de consigne
Limite haute du
point de consigne
Temps de cycle de
sortie
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
5
Page 6

UDC100 PID OPTION HANDBUCH
¾ 1 - KONFIGURATION DES REGELALGORITHMUS
Parameter Beschreibung Einstellung
Wirkung : Regler-Wirkungsweise, direkt oder umgekehrt.
Proportionalband : Proportionalverhalten wird verwendet, um eine stabile Regelung zu erhalten. Proportionalband wird
Nachstellzeit : Das Integralverhalten wird verwendet, um bleibende Regelabweichungen zwischen Ist- und Sollwert, die sich
Vorhaltzeit : Die Vorhaltwirkung kann eingesetzt werden, um beim Auftreten von Störgrößen den Istwert schneller auf den
Zykluszeit : Konfigurierbar von 0.1 Sekunde bis 256 Sekunden. Wichtig : Wir weisen darauf hin, daß bei
Änderungsrate : Maximale Änderung des Ausgangssignals für zwei aufeinanderfolgende Auffrischungszyklen, einstellbar von
Untere Sollwertbegrenzung :
Obere Sollwertbegrenzung :
Sollwert : Der für die Regelung verwendete Sollwert einstellbar innerhalb der unteren und oberen Sollwert-begrenzung. in Schritten
Obere Ausgangsbegrenzung :
Untere Ausgangsbegrenzung :
Üblicherweise umgekehrt für Heizung und direkt für Kühlung.
angegeben in % vom Eingangsbereich. Innerhalb des Proportionalbandes ist das Ausgangssignal direkt
proportional der Abweichung zwischen Istwert und Sollwert.
Konfigurierbar von 0.0 % (EIN/AUS-Regelung) bis 999.9 %
WARNUNG : Bei 0.0 % wird der Regler UDC100 ungeachtet der anderen Parametereinstellungen wie z.B.
Nachstellzeit und Vorhaltzeit auf EIN/AUS-Regelung gesetzt.
bei reinem Proportionalverhalten ergeben, zu beseitigen.
Die Nachstellzeit ist von 0 Sekunden (AUS) bis 5999 Sekunden konfigurierbar. Ist die Nachstellz eit auf 0
Sekunden eingestellt, ist das Integralverhalten ausgeschaltet. Dieser Parameter ist nicht verfügbar, wenn
das Proportionalband auf 0.0 % eingestellt ist. (EIN/AUS-Regelung)
Sollwert einzuregeln oder bei Anfahrprozessen ein Überschwingen zu vermeiden. Die Vorhaltwirkung beruht
auf der Änderungsgeschwindigkeit der Abweichung zwischen Ist- und Sollwert.
Die Vorhaltzeit ist von 0 Sekunden bis 5999 Sekunden einstellbar.
Ist die Vorhaltzeit auf 0 Sekunden eingestellt, ist die Vorhaltwirkung ausgeschalt et. Dieser Parameter ist
nicht verfügbar, wenn das Proportionalband auf 0.0 % eingestellt ist. (EIN/AUS-Regelung)
zeitproportionalem Ausgang die Einstellung von Zykluskeiten von unter 5 Sekunden zu Ungenauigkeiten bei
der Einschaltzeit des Regelausgangs führen kann und deshalb unbedingt vermieden werden sollte.
0 % bis 100 %.
Mindestwert des Sollwertes konfigurierbar innerhalb des jeweils verwendeten Meßbereiches. in Schritten
Höchstwert des Sollwertes konfigurierbar innerhalb des jeweils verwendeten Meßbereiches. in Schritten
Obere Begrenzung des zeitproportionalen Reglerausgangs, konfigurierbar von 0 bis 100 %. in Schritten
Untere Begrenzung des zeitproportionalen Reglerausgangs, konfigurierbar von 0 bis 100 %. in Schritten
in Schritten
von 0.1 %
in Schritten
von 1 Sek.
in Schritten
von 1 Sek.
in Schritten
von 0.1 Sek.
in Schritten
von 0.1 %
von 1°C
von 1°C
von 1°C
von 0.1 %
von 0.1 %
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
6
Page 7

¾ 2 - FRONTSEITIGE EINSTELLUNG DER PID-PARAMETER
Im Normalbetrieb zeigt die obere Anzeige den Istwert (PV), (hier : 100°C).
Wird Taste 1 gedrückt, blinkt der Sollwert (SW) in der oberen Anzeige, (hier : 300°C).
Wird Taste 1 gedrückt, während der Sollwert blinkt, erscheint "Cod" in der Anzeige. Nach 2 Sekunden blinkt der aktuelle Wert um anzuzeigen,
daß ein Sicherheitscode eingegeben werden muß, um Zugriff auf die PID-Parameter zu erhalten.
Der Code ist werkseitig auf 10 eingestellt und kann feldseitig nicht geändert werden.
Wird der Code richtig eingegeben, erscheint die nächste Meldung in der Anzeige.
Hat der Regler UDC100 zwei Regelkreise, kann mit der Taste 1 zwischen den beiden Regelkreisen umgeschaltet werden.
Wenn die Anzeige für das Proportionalband erscheint, ist eine Änderung über den Sollwertknopf möglich, sobald der angez eigte Wert blinkt.
Wird die Taste 1 gedrückt, während "Pb" angezeigt wird, erhält man Zugriff auf den nächst en Parameter, die Nachstellzeit.
Änderung, falls erforderlich, wie bei Proportionalband beschrieben.
Die gleichen Schritte sind erforderlich, um die Vorhaltzeit zu ändern.
Dieser Parameter ermöglicht die Arbeitspunktverstellung des Ausgangs, sofern die Nachstellz eit auf "0" gesetzt wurde.
Der Parameter "Zykluszeit" ist eine zusätzliche Möglichkeit, das zeitproport i onale Verhalten des Ausgangs für optimale Regelung zu verändern.
Rückkehr zum Normalbetrieb durch erneutes Drücken der Taste 1 oder abwarten, bis die Meldung "no" erscheint. Nach kurzer Zeit erfolgt
automatisch die Umschaltung auf Normalbetrieb.
Während der Meldung "no" kann mit Taste 1 auf " yes" und wieder zurück geschaltet werden.
Hinweis : Wird "yes" gewählt, geht der UDC100 nach dem Verlassen des Konfigurations-Modus in die manuelle Betriebsart. Er bleibt in der
manuellen Betriebsart, bis im Konfigurationsmodus "no" gewählt wird.
¾ 3 - EINSTELLUNG DER PID-REGELUNG
3.1 Ermittlung der PID-Parameter über die EIN/AUS-Regelung
Stellen Sie sicher, daß der Sollwert in einem Bereich liegt, der mögliche Schäden durch Übersteuerung mit Sicherheit ausschließt.
Diese Methode kann nur dann zur Berechnung der optimalen PID-Parameter eingesetzt werden, wenn der Prozeß größere Schwankungen des Istwertes zuläßt.
Vorgehensweise :
1. Geben Sie einen entsprechenden Sollwert vor.
2. Der UDC100 muß auf EIN/AUS-Regelung konfiguriert werden. Hierfür ist über die frontseitige Tas tatur oder über den UDC100-Konfigurator das
Proportionalband Pb auf 0.0 % zu stellen.
3. Aufgrund der Ein/Aus-Regelung schwingt der Istwert um den Sollwert. Das Ausmaß der Schwingung ist abhängig von den Prozeßdaten.
Formel zur Berechnung der optimalen PID-Parameter :
a) "P" ist die Differenz zwischen dem höchsten Wert der ersten Überschwingung und dem niedrigsten Wert der ersten Unterschreitung des Sollwertes.
b) "T" ist die Dauer der Schwingung in Sekunden.
Die PID-Parameter können dann mit nachstehender Formel berechnet und in den UDC100 - Regler eingegeben werden.
Pb
P
Meßbereich
100 %=∗
Nachstellzeit rSt T Sek.) = (
Vorhaltzeit rtE
EIN/AUS-Regelung
T
(Sek.)=
6
P
T
Prozeßvariable (%)
Zeit (Sek.)
Ermittlung der PID-Parameter über die EIN/AUS-Regelung
3.2 Arbeitspunktverstellung für den Ausgang
Mit der Arbeitspunktverstellung kann die bleibende Regelabweichung bei PD- oder P-Verhalten auf Null reduziert werden. Bei Änderung des Sollwertes kann eine
erneute Arbeitspunktverstellung erforderlich werden.
Anmerkung : Zugriff auf die frontseitige Arbeitspunktverstellung nur, wenn die Nachstellzeit auf 0 Sekunden gesetzt wurde.
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
7
Page 8

¾ 4 - MANUELLE REGELUNG
Hinweis : Die Umschaltung von Automatik- auf Handbetrieb und umgekehrt erfolgt stoßfrei.
Während des Handbetriebs blinkt die Anzeige und zeigt abwechselnd die Meldung "Man" und den Ist wert an. Zur Veränderung des Aus gangs signals drück en Sie
die dem Regelkreis zugeordnete Taste. Der letzte Wert des Ausgangs wird in % angezeigt und k ann über den Sollwert-Einstellknopf verändert werden.
¾ 5 - BESCHREIBUNG DER PC-KONFIGURATION
Wahl des Regel-Algorithmus
(Standard : EIN/AUS)
Proportionalband
Nachstellzeit
Vorhaltzeit
Maximaler
Ausgangssprung
Untere Ausgangsbegrenzung
Obere Ausgangsbegrenzung
Untere Sollwert-
begrenzung
Sollwert
Obere Sollwert-
begrenzung
Zykluszeit für
zeitprop. Ausgang
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
8
Page 9

¾ ESPAÑOL ¾ UDC100 MANUAL OPCIÓN PID
1 - CONFIGURACIÓN DEL ALGORITMO DE CONTROL
Parámetro Designación Unidad
Acción : Dirección del control, acción directa o inversa.
Banda proporcional : La acción proporcional se utiliza para conseguir un contro l estable y se expresa como el porcentaje del
Tiempo de integración : La acción integral se utiliza para eliminar cualquier desviación entre VP y SP (punto de consigna) debida a
Tiempo derivativo : La acción derivativa se utiliza para que la VP vuelva a SP más rápidamente tras una alteración del proceso.
Duración del ciclo : Se puede configurar hasta 256s.
Velocidad máxima : Incremento máximo de salida entre dos actualizaciones consecutivas de entrada/salida, configurado entre
Límite inferior del punto
de consigna :
Límite superior del punto
de consigna :
Punto de consigna : Valor del punto de consigna utilizado para el control. en intervalos de 1°C
Límite superior de la
corriente de salida :
Límite inferior de la
corriente de salida :
El control inverso suele utilizarse para operaciones de calentamiento, mientras que el control directo se
utiliza para refrigeración.
en intervalos del 0.1%
intervalo de entrada sobre el cual el nivel de corriente de salida es directamente proporcional al porcentaje
de error entre la VP (variable para procesar) y el punto de consigna.
Configurable desde 0.0% (control ON/OFF) hasta 999.9%.
ADVERTENCIA : El valor 0.0% establece el control ON/OFF para el UDC100 independientemente de los
demás parámetros establecidos (integración y tiempos derivativos).
en intervalos de 1s
la acción proporcional.
La constante de tiempo integral se puede configurar de 0 segundos (OFF) a 5999 segundos.
Si el tiempo integral se establece en 0, se desactivará la acción integral.
Este parámetro se ignora en caso de que la banda proporcional se haya establecido en el 0.0%
(control ON/OFF).
en intervalos de 1s
Esta función también se utiliza para limitar la cantidad de sobredesviación de la VP durante la puesta en
marcha inicial de un proceso.
El funcionamiento de la acción derivativa se basa en la velocidad de cambio de la VP con relación al SP.
La constante de tiempo derivativo puede configurarse de 0 a 5999 segundos.
Si el tiempo derivativo se establece en 0, se desactivará la acción derivativa.
Este parámetro se ignora en caso de que la banda proporcional se haya establecido en el 0.0%
(control ON/OFF).
en intervalos de 0.1s
ADVERTENCIA : Se recomienda expresamente evitar la utilización de tiempos de ciclo inferiores
a 5 segundos, sino la precisión de sincronización de la activación de salida puede resultar falsa.
en intervalos del 0.1%
0% y 100%.
Valor mínimo configurable del punto de consigna. en intervalos de 1°C
Valor máximo configurable del punto de consigna. en intervalos de 1°C
Límite superior de la corriente de salida configurable de 0 a 100%. en intervalos del 0.1%
Límite inferior de la corriente de salida configurable de 0 a 100%. en intervalos del 0.1%
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
9
Page 10

¾ 2 - ESTABLECIMIENTO DE LOS PARÁMETROS PID A TRAVÉS DE LA MMI UDC100
En condiciones normales de funcionamiento, el visualizador superior muestra la variable para procesar [VP], (p.ej. : 100°C).
Cuando se pulsa el botón 1 aparece el valor del punto de consigna (intermitente), (p.ej. : 300 °C).
Cuando se pulsa el botón 1 mientras el SP está intermitente aparece el mensaje « Cod » en el visualizador. Tras 2 segundos, el valor actual se
pondrá intermitente, indicando que el usuario debe introducir un código de seguridad mediante el mando del punto de
consigna para permitir el acceso a los parámetros PID.
El código viene establecido de fábrica y no puede cambiarse en el lugar de uso. El valor por defecto es 10.
Si el código se ha introducido correctamente, aparecerá el siguiente mensaje.
Si el UDC100 es un modelo de dos lazos, es posible alternar entre CH1 y CH2 pulsando el botón 1.
Cuando aparece el menú de banda proporcional se puede modificar este parámetro : para ello hay que esperar hasta que el valor se ponga
intermitente ; entonces se puede modificar por medio del mando del punto de consigna.
Al pulsar el botón 1 mientras se visualiza el mensaje "Pb" se accede al siguiente parámetro (la constante de tiempo integral). Para su
modificación se puede seguir el mismo procedimiento indicado anteriormente.
Repita los pasos explicados anteriormente para modificar la constante de tiempo derivativo.
Se utiliza para establecer el bias de salida (rearme manual) cuando el parámetro constante de tiempo integral se establece en 0.
El parámetro de duración del ciclo se utiliza para ajustar la salida proporcional en tiempo con el fin de conseguir un control óptimo.
Pulse el botón 1 para volver al modo normal de funcionamiento o espere a que aparezca el mensaje « no » ; después de un momento, el
UDC100 volverá al modo normal PID.
Es posible alternar entre « yes » y « no » pulsando el botón 1.
Nota : Si se ha seleccionado « yes », el UDC100 se pondrá en modo manual tras salir del modo de configuración.
El UDC100 continuará en modo manual hasta que se vuelva a seleccionar « no » en el modo de configuración.
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
10
Page 11

¾ 3 - AJUSTE DEL CONTROL PID
3.1 Establecimiento de los parámetros PID por medio del control ON/OFF
Asegúrese de que el punto de consigna se encuentra en un nivel seguro para evitar posibles daños por sobredesviación.
Este método de ajuste sólo puede utilizarse para calcular los parámetros PID óptimos si el proceso puede tolerar grandes alteraciones.
Procedimiento :
1. Introduzca el valor del punto de consigna requerido.
2. Los parámetros de ajuste del UDC100 deben configurarse para conseguir el control ON/OFF.
Establezca el PB = 0.0% por medio de la MMI o mediante el CONFIGURADOR UDC100.
3. El UDC100 hará oscilar el proceso alrededor del punto de consigna ; la oscilación obtenida dependerá de las características del proceso.
Fórmula utilizada para el cálculo óptimo de los valores del PID :
a) Sea "P" la diferencia entre el valor superior de la primera sobredesviación y el valor inferior de la primera sobredesviación expresada en °C.
b) Sea "T" el tiempo de duración de las oscilaciones en segundos.
Los parámetros de control PID se calculan aplicando la siguiente tabla, y a continuación se intr oduc en en el UDC100.
Pb
P
Intervalo
100 %=∗
rSt T s =
rtE
T
s=
6
Control on/off
P
T
Variable para procesar (%)
Tiempo(s)
Establecimiento de los parámetros PID mediante control ON/OFF
3.2 Bias de salida
El parámetro de bias de salida puede utilizarse para eliminar la desviación entre la VP y el SP cuando el controlador está en modo proporcional y derivativo.
NB : El parámetro de bias de salida (rearme manual) es accesible a través de la MMI UDC100 sólo cuando la constante de tiempo integral
se ha establecido en 0.
¾ 4 - MODO DE CONTROL MANUAL
Nota : Se puede cambiar de PID a control manual y viceversa sin dificultades.
Durante el modo manual, el mensaje « Man » aparece, alternando con la VP, de forma intermitente.
Para ajustar la corriente de salida, pulse el botón correspondiente al lazo requerido : aparecerá el último valor de salida. Este valor puede ajustarse mediant e el
mando del punto de consigna.
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
11
Page 12

¾ 5 - DESCRIPCIÓN DEL CONFIGURADOR PC
Elección del control
(por defecto : ON/OFF)
Banda proporcional
Tiempo integral
Tiempo derivativo
Incremento de
salida máximo
Corriente de
salida mínima
Corriente de
salida máxima
Límite inferior
del punto de consigna
Valor del punto
de consigna
Límite superior
del punto de consigna
Duración de salida
Honeywell
Industrial Measurement and Control MU1I-6214
Honeywell-1100 Virginia Drive-Fort Washington, PA 19034 02/03
12
 Loading...
Loading...