

Forney 140 MP Quick Start Manual

WARNING: To prevent serious injury, read manual warnings and instructions before use.
140 MP WELDER QUICK START GUIDE
Assemble top handle and bottom
1
supports. (Tools needed: screwdriver)
Install wire spool.
1
Install MIG gun, turn it on, and
2
squeeze trigger until wire comes out.
Adjust wire feed tension.
3
Attach gas bottle and regulator hose
2
assembly. (Tools needed: adjustable
wrench)
STICKMIG TIG
Adjust polarity for the stick electrode.
1
(Usually DCEP - Electrode
Positive).
Disconnect MIG gun as it will be
2
electrically “hot” while Stick welding.
Adjust amperage.
3
Use Process Selector Knob to select
3
desired process.
Attach TIG torch and Foot Pedal if
1
desired.
Verify proper shielding gas is used
2
for TIG welding.
(Most MIG shielding gases
will not work)
Disconnect MIG gun as it will be
3
electrically “hot” while Stick welding.
Adjust
Tension
Knob
Adjust wire feed speed and voltage
4
per chart on the inside of welder.
Verify drive rolls, liner and tips are
5
properly sized for desired wire
diameter.
WARNING: To prevent fire and serious injury: Keep torch and wire clear of grounded objects while welder is plugged in. Be sure to
follow safe welding proceedures and wear proper PPE (clothes, welding helmet, safety glasses, welding gloves, boots, etc.)
Verify polority is set
correctly for MIG or
Flux-core welding wire.
Adjust hot start if needed.
4
Adjust amperage.
4
* Torch & Foot Pedal sold seperately
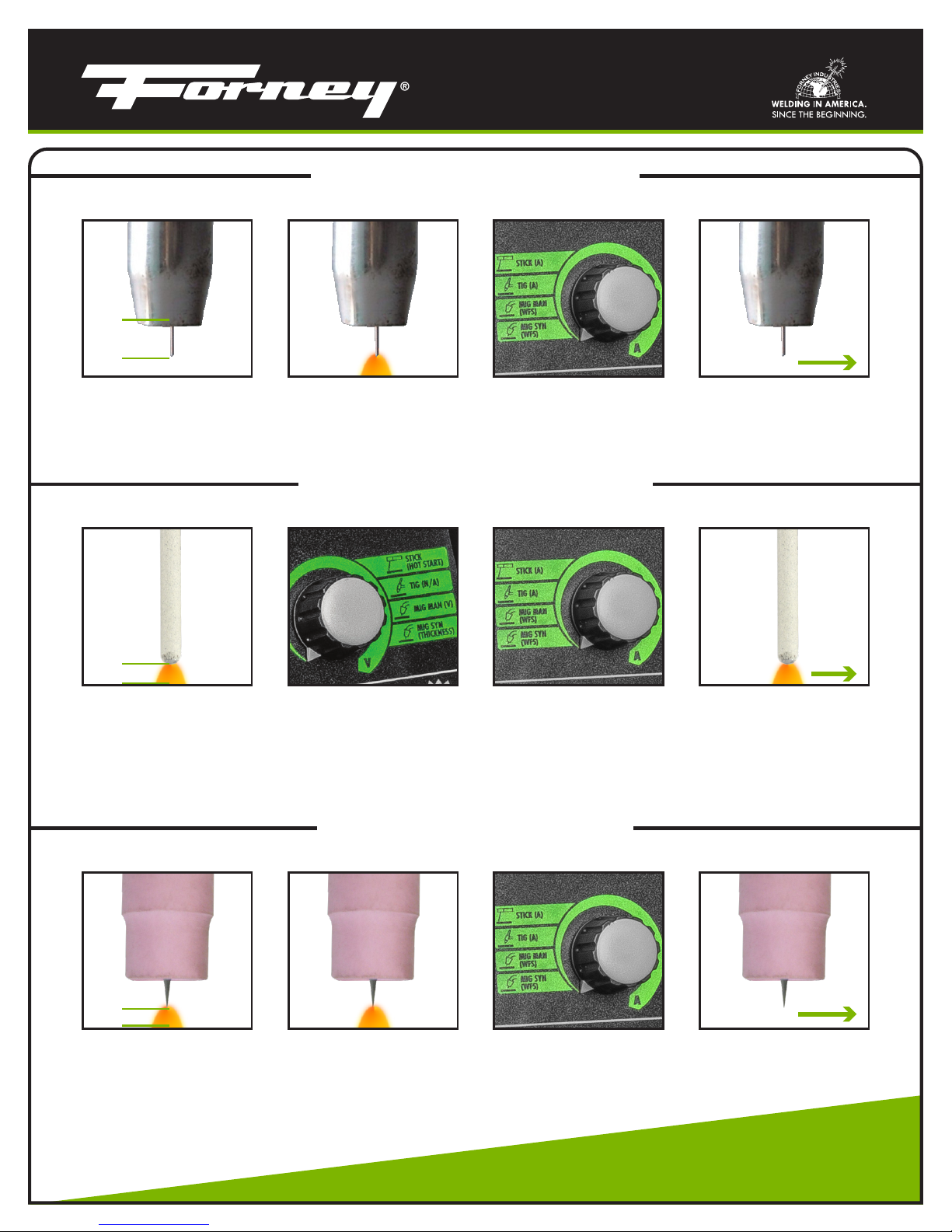
MIG WELDING TIPS
OPTIMAL STICKOUT VOLTAGE
1/2”
WIRE FEED SPEED
(WFS)
TRAVEL SPEED
• Stickout
• Short stickout = more
current and more
penetration
OPTIMAL STICKOUT HOT START
• Optimal stickout varies
by electrode type and
diameter but is usually
approximately 1/16”
1/2” +/- 1/8
1/16”
”
• Affects the arc shape
• Less voltage = tighter
arc and potentially
more spatter
STICK WELDING TIPS
STICK WELDING TIPS
• Provides higher
amperage at arc start
to prevent electrode
sticking
TIG WELDING TIPS
OPTIMAL STICKOUT ARC START
• Higher wire feed speed
equals more amperage
• Can also affect arc
shape and penetration
AMPERAGE
• Affects penetration and
bead width
• Can also affect spatter,
electode starting and
ability to weld vertical
or overhead
AMPERAGE
• Affects bead width
and height
• Can also affect
penetration
TRAVEL SPEED
• Affects bead width
and height
• Can also affect
penetration
TRAVEL SPEED
1/16”
• Optimal stickout varies
by electrode type and
diameter but is usually
approximately 1/16”
• A scratch or lift Start is
often used to initiate
the arc
Try to minimize
•
electrode and tungsten
contamination
• Affects penetration and
bead width
• Amperage is often
referred to as “heat” in
TIG Welding
• Affects bead width and
height
•
Can also affect penetration
 Loading...
Loading...