

Page 1

ISC
Flow Solutions Division
ISC2BB
Dual Rotating Bellows Seal
Repair Instructions
Page 2
These instructions are written for trained, experienced technicians familiar with the basic
principles and tools involved in the installation, care and service of mechanical seals and seal
support systems. A complete reading of these instructions by personnel in contact with the
equipment is essential to safety. Incorrect installation, operation or maintenance can result in
personal injury or death to personnel and damage to the equipment.
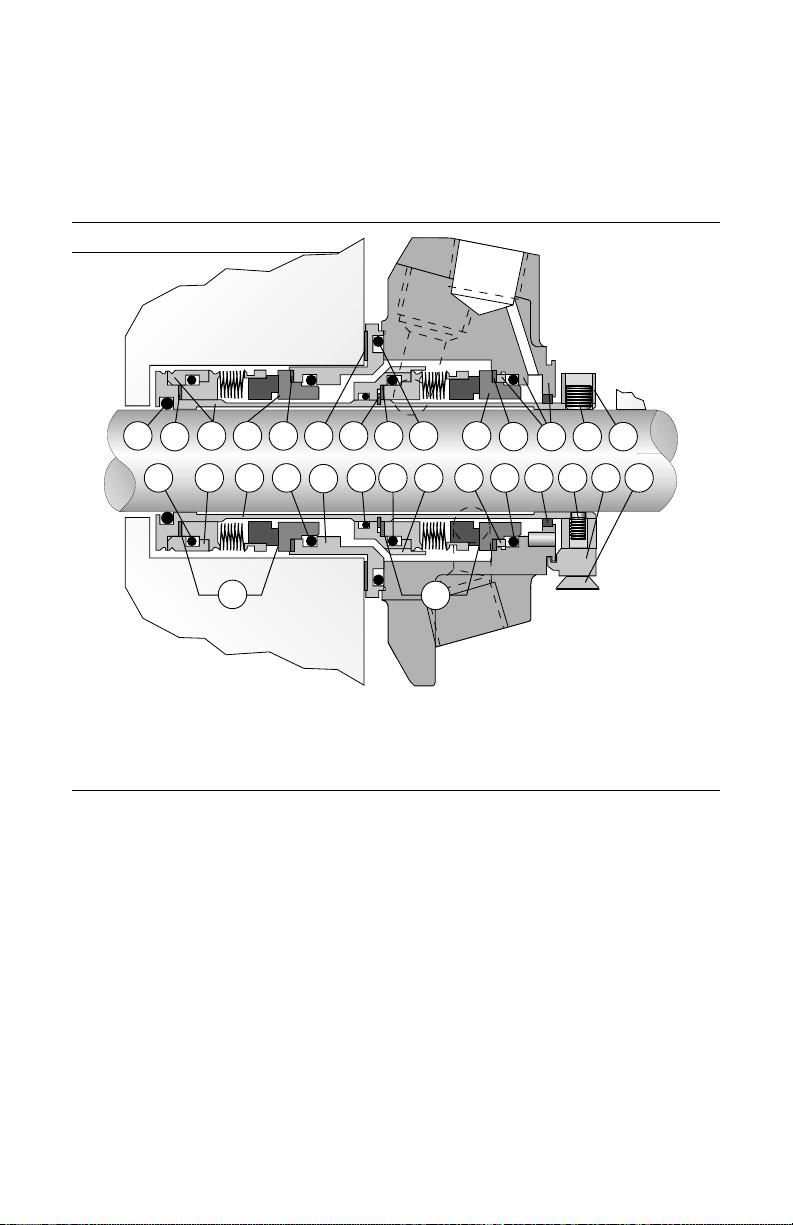
1 Nomenclature
Figure 1
11
M1
6A
Table 1
34 Outboard Bellows Assembly
34A Inboard Bellows Assembly
3B Outboard Mating Ring
3C Inboard Mating Ring
P Outboard Mating Ring O-ring
P1 Inboard Mating Ring O-ring
6 Outboard Bellows O-ring
6A Inboard Bellows O-ring
G Gasket
G1 Inner Gland O-ring
1 Gland Assembly
B Carbon Bushing
1B Gland Drive Ring
1C Inner Gland
RR Retaining Ring
RR
GM33CSL
10A 10 P1 1C 11A 6
34A
Notes: - Inboard bellows assembly (34A) is interchangeable with outboard bellows assembly (34).
- Inboard mating ring (3C) is interchangeable with outboard mating ring (3B).
- Primary seal O-rings (P, P1, 6, 6A) are all the same size and cross section.
3BG1M
M2
1B
14
P
B
13A CT K
13 91
34
14 Rotor Carrier
CT Centering Tab
K Centering Tab Cap Screw
SL Sleeve Assembly
10A Drive Ring
M Outboard Vibration Dampener
M1 Inboard Vibration Dampener
M2 Outboard Bellows Vibration Dampener
M3 Inboard Bellows Vibration Dampener
9 Sleeve Collar
13 Cup Point Set Screw
13A Quarter Dog Set Screw
11 Sleeve O-ring
11A Rotor Carrier O-ring
2
© Copyright 2000 Flowserve Corporation
Page 3
2 Disassembly
When disassembling seal, inspect for conditions which may have caused the
need for the seal to be removed from service. If seal was removed due to
premature failure, determine what conditions caused that failure and correct any
problems prior to returning the repaired seal to service. For assistance with seal
failure analysis, please contact your Flowserve representative.
Seal Parts that are always replaced
• Inboard and outboard bellows assemblies 34A and 34
• Inboard and outboard mating rings 3B
and 3C
• All O-rings P , P1 , 6 , 6A , G1 , 11 , 11A
• Gland gasket G
• Vibration dampeners M and M1
• Bellows vibration dampeners M2 and M3
• Retaining ring RR
• Centering tabs CT and cap screws K
• Cup point and quarter dog
set screws 13 and 13A
Reconditionable Seal Parts
• Gland assembly 1
• Sleeve assembly SL
• Inner gland 1B
• Rotor carrier 14
• Sleeve collar 9
3 Inspection and Reconditioning
3.1 There are certain critical areas of each part where special attention should be
paid to the condition. If any of the areas listed in 3.2, 3.3 or 3.4 show signs of
wear, corrosion, or other defects that cannot be removed without affecting
the dimensional size of the surfaces by more than 0.001 to 0.002", then the
respective part should be replaced. If grit blasting is performed, it may be
necessary to polish the O-ring surfaces to achieve the required surface finish
(see 3.2A and 3.3A for the required surface finish). If any parts require
machining to correct damage, please contact your Flowserve representative
for dimensional requirements, or for any other questions regarding repair.
3.2 Gland Assembly 1 (Figure 2)
A Mating ring O-ring surface - Inspect for wear,
fretting, nicks, scratches, or corrosion.
Required surface finish
B Gasket surface - Remove the old gasket
and clean the gasket surface. Inspect for
nicks, scratches, or corrosion.
C Pipe taps and other threaded holes -
Inspect for damaged threads or corrosion.
Taps must be clean and free of debris and
corrosion. Re-tap as necessary.
D Bushing - Inspect for wear, breakage, or
loosened bond with gland. Replace using
Loctite®1 7471 Primer T and Loctite RCTM/640
or equivalent to adhere the bushing if any of
these conditions exist. A ten minute cure at 400°F
(204°C) is required to achieve full bond strength.
If worn or corroded, contact your Flowserve representative.
E Gland drive ring 1B - Inspect for wear or corrosion.
If worn or corroded, contact your Flowserve representative.
1 Registered Trademark of Loctite Corporation
: 63 RMS
A
E
B
D
Figure 2
C
3
Page 4

3.3 Sleeve Assembly SL (Figure 3)
A O-ring surfaces - Inspect for wear,
nicks, scratches, or corrosion.
Required surface finish
B Drive Ring 10A - Inspect for
wear or corrosion, especially
at drive flat surfaces on
ID of drive ring.
C Drive flats for rotor
carrier - Inspect for
wear, rounding of
edges of flats, or
corrosion.
D Drive end roundness
: 63 RMS.
No greater than
0.001" TIR
3.4 Inner Gland 1B (Figure 4)
A Dynamic O-ring surface - Inspect
for wear, fretting, nicks, scratches,
or corrosion.
finish:
B Gland O-ring surface - Inspect
for wear, nicks, scratches,
or corrosion.
finish:
63 RMS.
C Gasket surface - Remove
old gasket and clean surface.
Inspect for nicks, scratches,
or corrosion.
D Drive flats - Inspect for
wear or corrosion. If worn or
corroded, contact your Flowserve
representative.
Required surface
32 RMS
Required surface
Figure 3
B
C
A
D
Figure 4
C
D
A
B
3.5 Rotor Carrier 14 (Figure 5)
A O-ring surfaces - Inspect for
wear, nicks, scratches,
or corrosion.
surface finish
B Pumping vanes - Inspect for
wear, damage, or corrosion.
C Drive flats - Inspect for wear
or corrosion.
4
Required
: 63 RMS.
Figure 5
A
B
C
Page 5

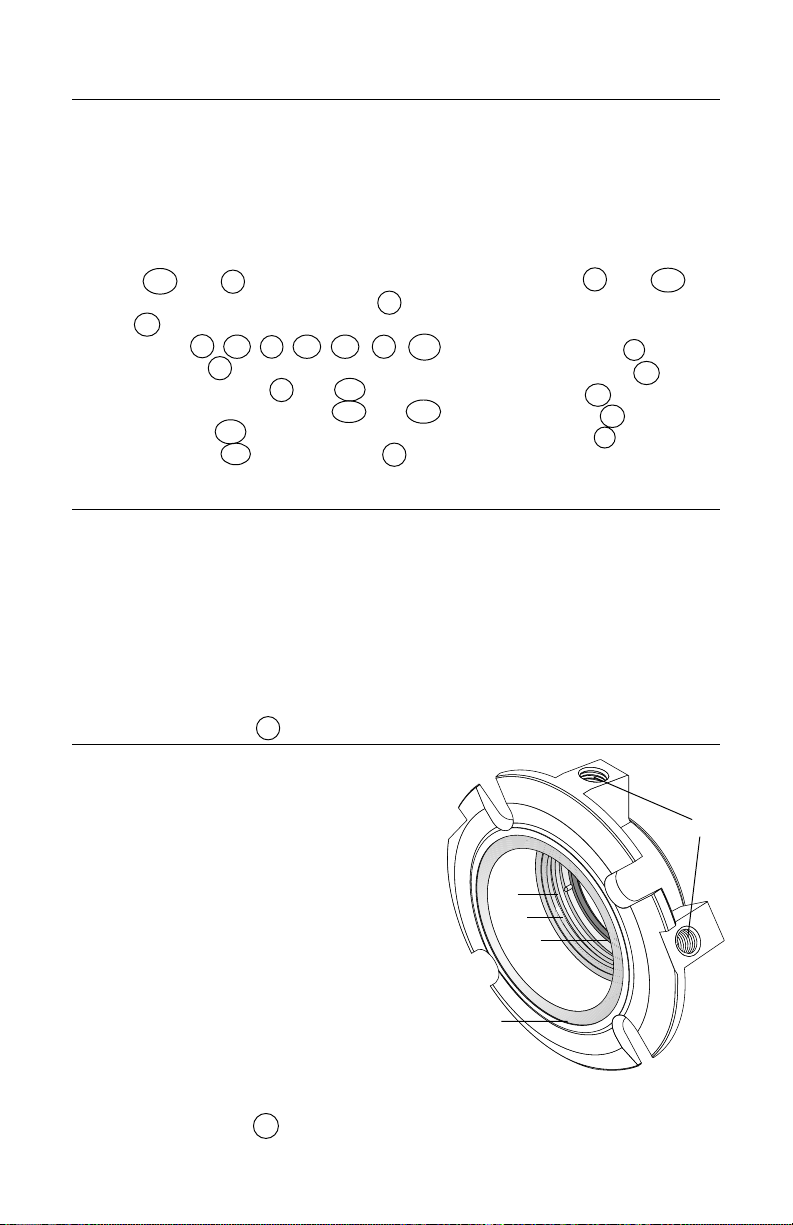
3.6 Sleeve Collar 9 (Figure 6)
A Threaded holes - Inspect for thread
damage and re-tap as necessary.
B ID bore roundness -
No greater than
A
0.002" TIR
Figure 6
C Set screws - Replace cup point and dog point set
screws with those included with the repair kit.
B
Make sure the same threaded holes are used with
the same type set screws.
4 Seal Assembly Instructions
4.1 Tools Required
•3/32", 1/8" hex key wrenches (Sizes < 2.625"); 1/8", 3/16" hex key
wrenches (Sizes 2.625" and larger)
• Silicone grease (included in repair kit)
• Ethyl alcohol or acetone and clean, lint free towel for cleaning seal faces
4.2 As part of the assembly of the seal, there are several blind fits of pins and
drive flats. It may be helpful to mark the locations of the pins or drive flats
with a felt tip marker, or to align the feature with another visible feature on
the seal to assist with assembly. All seal faces should be cleaned with
alcohol or acetone prior to placing the faces together at each respective step
in the assembly process.
4.3 Arrange O-rings by diametrical size. There are four sizes
total: quantity 1 of the largest
size O-ring G1 , quantity four
of the 2
nd
largest size O-ring
P P1 6 and 6A , quantity
one of the 2nd smallest size
O-ring 11A and quantity 1 of
the smallest size O-ring 11 .
Prior to installing each O-ring
at its respective step, lightly
lubricate with silicone grease
and stretch slightly.
Figure 7
4.4 Place the sleeve assembly
SL on a flat surface with the
collar end facing up. Install
the inboard vibration dampener
M1 into the sleeve end housing.
Place the inboard bellows O-ring
6A in the sleeve O-ring groove
behind the surface with drive flats
in the sleeve. (Figure 7)
O-ring
6
Vibration
Dampner
M
5
Page 6

Inboard
Bellows
Assembly
34A
Drive Flats
Figure 8
Drive
Ring
10A
4.5 Align the two flats on the
inboard bellows assembly
34A with the two flats on the
inside of the drive ring 10A
in the sleeve end housing,
and press the bellows
assembly into place using
finger pressure only.
(Figure 8)
4.6 Place the inboard mating ring
O-ring P1 into the inner
gland 1C . Place the inboard
bellows vibration dampener
M3 into the inner gland.
(Figure 9)
4.7 Align the two flats on the
inboard mating ring 3C
with the two flats on the
inside of the inner gland, and
press the mating ring in place
using finger pressure only.
(Figure 10)
Figure 9
Vibration
Dampener
M3
O-ring
P1
Figure 10
Mating
Ring
3C
Drive
Flats
6
Page 7

4.8 Place the inner gland/mating
ring assembly face down
onto the sleeve/bellows
assembly. (Figure 11)
4.9 Install the inner gland O-ring
G1 into the face groove in
the inner gland. (Figure 11)
4.10 Place the rotor carrier O-ring
11A in the smallest diameter
groove of the rotor carrier
14 .(Figure 12)
4.11 Align the three drive flats on
the rotor carrier with the drive
flats on the sleeve and press
the rotor carrier on the sleeve
with the pumping vanes face
up. (Figure 13)
Figure 11
O-Ring
G1
Inner
Gland
&
Mating
Ring
Assembly
Figure 12
Sleeve
Rotor Carrier
Drive Flats
Retaining
Ring
Groove
Figure 13
Drive Flats
7
Page 8

4.12 Insert the retaining ring RR
into the groove in the sleeve
assembly while pressing
down on the rotor carrier.
Make sure that the retaining
ring snaps completely into
the groove in the sleeve
assembly. (Figure 14)
Figure 14
Retaining Ring RR
4.13 Insert the outboard vibration
dampener M into the rotor
carrier. Make sure that the
vibration dampener is fully
seated at the bottom of the
rotor carrier. Place the
outboard bellows O-ring 6
in the O-ring groove of the
rotor carrier, which is behind
the surface with two drive
flats. (Figure 15)
4.14 Repeat steps 4.7 through 4.9
to assemble the outboard
bellows assembly 34 into
the sleeve/rotor carrier
assembly.
Assemble the outboard
mating ring O-ring P and
the outboard bellows
vibration dampener M2
into the gland assembly 1 .
(Figure 16)
O-ring
6
Vibration
Dampener
M2
O-ring
P
Figure 15
Vibration
Dampner
M
Figure 16
Gland
Drive Ring
1B
8
Page 9

Figure 17
4.15 Align the two flats on the
mating ring 3B with the two
flats on the inside of the
gland drive ring in the gland
assembly, and press the
mating ring in place using
finger pressure only.
(Figure 17)
Figure 18
4.16 Place the gland/mating ring
assembly face down onto the
sleeve/outboard bellows
assembly. (Figure 18)
9
Page 10

4.17 Place the sleeve collar 9
onto the end of the sleeve
with the Flowserve logo
facing up. Align the quarter
dog set screws with the
smaller holes in the end of
the sleeve. On smaller seal
sizes, one of the quarter dog
set screws will be offset by
15 degrees. Align this
quarter dog set screw with
the corresponding offset
hole in the end of the sleeve.
Do not tighten any set screws
at this time. Install the
centering tabs CT and flat
head cap screws into the
collar while engaging with the
gland. Be sure to keep the
collar aligned. (Figure 19)
Figure 19
Centering
Tabs
CT
4.18 Using firm hand pressure
press down on the collar to
be even with the end of the
sleeve assembly. This will in
turn press down the gland
and inner gland, compressing the bellows. While
holding the collar even with
the end of the sleeve
assembly, tighten the
quarter dog set screws into
the holes in the sleeve until
snug. Be careful not to
distort the sleeve by over
tightening the quarter dog
set screws. (Figure 20)
10
Figure 20
Page 11

O-ring
11
Figure 21
4.1 9Install the shaft O-ring 11
into the inside diameter
groove of the sleeve
assembly. (Figure 21)
4.20Adhere the gland gasket G
to the inner gland gasket
surface with a spray
adhesive such as 3M
Super 77®2.
Gland Gasket
G
5 Static Testing
5.1 Flowserve manufacturing typically tests the ISC at 25 psig. A pressure drop
of less than one psi over a one minute time period at 25 psig using a test
set-up with a maximum fluid volume of one cubic foot is acceptable. To static
test the seal, bolt or clamp the seal to a pump seal chamber or other device
which will hold the inner gland up against the gland. WARNING: Failure to
do this will result in the inner gland unseating from the gland under pressure,
possibly resulting in damage to the inner gland O-ring and also causing a
personal safety risk. Secure the cup point set screws to the stub shaft or
equipment shaft to help prevent deformation of the centering tabs due to
axial loads. Apply pressure at either of the tangential barrier fluid ports, while
plugging the opposite port. If the seal does not pass the static pressure test,
disassemble the seal and inspect for O-ring damage, as this is the most
common cause of static test failure.
6 Installation
6.1 Refer to the ISC Installation Instructions, FIS120, for proper seal installation.
2 Trademark of Minnesota Mining and Manufacturing Company
11
Page 12

TO REORDER REFER TO
B/M #
.
F.O
The information and specifications presented in these repair instructions are believed to be accurate, but are not guaranteed by Flowserve as to
completeness or accuracy. Although Flowserve Corporation can provide general application guidelines, it cannot provide specific information
for all possible applications. The purchaser/user must therefore assume the ultimate responsibility for the proper selection, installation, operation
and maintenance of Flowserve products. Because Flowserve Corporation is continually improving and upgrading its product design, the
specifications, dimensions and information contained herein are subject to change without notice.
Flowserve Corporation Flow Solutions Division
Primary Worldwide Flow Solutions Division Locations Licensees, authorized agents, and affiliated companies located worldwide
United States
Kalamazoo, MI
Phone 616-381-2650
Fax 616-381-8368
Edmonton, Alberta
Phone 780-463-7958
Fax 780-450-1241
Canada
Scarborough, Ontario
Phone 416-292-2877
Fax 416-292-5190
Singapore Japan
Phone 65-746-4318
Fax 65-747-1963
Printed in U.S.A.
Tlaxcala
Phone 52-2-461-6791
Fax 52-2-461-6847
Sao Paulo
Phone 55-11-4066-8600
Fax 55-11-4066-70144
Netherlands
Roosendaal
Phone 31-165-581400
Fax 31-165-552622
Osaka
Phone 81-720-85-5571
Fax 81-720-85-5575
www.flowserve.com
ISO 9000
Certified
Argentina
Villa Martelli
Phone 54-11-4709-6800
Fax 54-11-4709-7072
GermanyBrazilMexico
Dortmund
Phone 49-231-6964-0
Fax 49-231-6964-248
Australia
Marayong NSW
Phone 61-2-8822-7100
Fax 61-2-9679-7511
FIS139
ORG 06/00 USA
 Loading...
Loading...