

Fagor CNC8070 service manual

CNC 8070
编程手册
(Soft V03.0x) (Ref. 0509)
(REF. 0509)
OFT V03.0X)
(S

第 1 章 程序生成
1.1 程序结构 .................................................................................................................... 1
1.2 程序段结构................................................................................................................. 4
1.3 ISO 代码编程 ............................................................................................................ 5
1.3.1 准备 "G" 功能表 .................................................................................................... 7
1.4 高级语言编程 ........................................................................................................... 10
1.5 参数、常数和表达式 .................................................................................................11
1.5.1 算数参数 .............................................................................................................. 12
1.5.2 操作和功能...........................................................................................................14
1.5.3 表达式.................................................................................................................. 17
第 2 章 机床概述
2.1 轴的命名 ..................................................................................................................19
2.2 坐标系统 ..................................................................................................................21
2.3 参考系统 ..................................................................................................................22
2.3.1 参考系原点...........................................................................................................23
2.4 回原点搜索............................................................................................................... 24
2.4.1 定义 " 回原点搜索 " .............................................................................................. 24
2.4.2 " 回原点搜索 " 编程 ..............................................................................................25
目录
Programming manual
第 3 章 坐标系统
3.1 平面选择 (G17/G18/G19/G20)................................................................................. 27
3.1.1 编写两方向定义工作平面 (G20)........................................................................... 29
3.1.2 垂直向刀具轴选择 ................................................................................................ 30
3.2 公制 (G71) 和英制 (G70) 编程 ................................................................................. 31
3.3 绝对坐标 (G90) 和增量坐标 (G91)........................................................................... 32
3.4 半径编程 (G152) 和直径编程 (G151)....................................................................... 33
3.5 编程坐标 ..................................................................................................................34
3.5.1 笛卡尔坐标...........................................................................................................34
3.5.2 极坐标.................................................................................................................. 35
第 4 章 原点选择
4.1 相对于机床零点编程 ................................................................................................39
4.2 夹具偏置 ..................................................................................................................41
4.3 坐标预制 (G92)........................................................................................................ 43
4.4 零点偏置 (G54-G59/G159) ......................................................................................44
4.4.1 增量零点偏置 (G158)........................................................................................... 46
4.4.2 零点偏置排除的轴 (G157)....................................................................................48
4.5 零点偏置取消 (G53).................................................................................................49
4.6 极坐标原点预置 (G30) .............................................................................................50
第 5 章 工艺功能
5.1 加工进给率 (F)......................................................................................................... 51
5.2 进给率相关功能 ....................................................................................................... 53
5.2.1 进给率单位编程 (G93/G94/G95)..........................................................................53
5.2.2 进给率混合 (G108/G109/G193)........................................................................... 55
5.2.3 恒进给率方式 (G197/G196) .................................................................................57
5.2.4 进给率修调的 % 的取消 (G266)........................................................................... 59
5.2.5 加速度控制 (G130/G131).................................................................................... 60
5.2.6 加加速度控制 (G132/G133) .................................................................................62
5.2.7 向前反馈控制 (G134)........................................................................................... 63
5.2.8 AC- 向前控制 (G135)........................................................................................... 64
5.3 主轴速度 (S) ............................................................................................................ 65
5.3.1 主轴速度编程 .......................................................................................................66
5.3.2 钻速极限 .............................................................................................................. 67
5.4 刀具号码 (T)............................................................................................................. 68
5.5 刀具偏置号码 (D)..................................................................................................... 71
5.6 辅助 ( 混杂的 ) 功能 (M)........................................................................................... 73
5.6.1 "M" 功能表 ........................................................................................................... 74
5.7 辅助功能 (H)............................................................................................................79
CNC 8070
(SOFT V03.0X)
i
Programming manual
第 6 章 刀具路径控制
6.1 快速定位 (G00)........................................................................................................ 81
6.2 直线插补 (G01)........................................................................................................ 83
6.3 圆弧插补 (G02/G03)................................................................................................ 86
6.3.1 笛卡尔坐标 ( 圆弧中心编程 )................................................................................ 88
6.3.2 笛卡尔坐标 ( 半径编程 )....................................................................................... 89
6.3.3 极坐标.................................................................................................................. 92
6.3.4 临时极坐标原点移位至圆弧中心 (G31)................................................................ 95
6.3.5 绝对坐标圆心 (G06/G261/G262) ......................................................................... 96
6.3.6 圆心中心修正 (G264/G265)................................................................................. 97
6.4 与前一路径相切圆弧 (G08)...................................................................................... 98
6.5 三点定义圆弧 (G09)...................................................................... ..................... ...... 99
6.6 螺旋插补 (G02/G03).............................................................................................. 100
6.7 恒螺距螺纹加工 (G33)........................................................................................... 102
6.8 刚性攻螺纹 (G63) .................................................................................................. 107
6.9 手动干涉 (G200/G201/G202) .................................................................................110
6.9.1 附加手动干涉 (G201/G202)................................................................................111
6.9.2 专用手动干涉 (G200)..........................................................................................112
第 7 章几何协助
7.1 方角 (G07/G60)......................................................................................................113
7.2 半圆角 (G50) ..........................................................................................................114
7.3 可控圆角,半径混合 (G05/G61).............................................................................115
7.3.1 圆角类型 .............................................................................................................116
7.4 圆角 , 半径混合 (G36)............................................................................................ 120
7.5 拐角斜面 (G39)...................................................................................................... 122
7.6 切入 (G37) ............................................................................................................. 124
7.7 切出 (G38)............................................................................................................. 125
7.8 镜像 (G11, G12, G13, G10, G14) .......................................................................... 126
7.9 坐标系旋转 , 图形旋转 (G73)................................................................................. 129
7.10 缩放因子 ................................................................................................................ 131
CNC 8070
(SOFT V03.0X)
第 8 章 附加准备功能
8.1 暂停 (G04)............................................................................................................. 133
8.2 软行程极限编程 (G198-G199)............................................................................... 134
8.3 Hirth 轴 (G170-G171)............................................................................................ 135
8.4 OEM 子程序 (G180-G189) ....................................................................................136
8.5 轴的参数范围的变化 (G112).................................................................................. 138
8.6 探测 (G100) ........................................................................................................... 139
8.6.1 包含 / 排斥探针偏置 (G101/G102)..................................................................... 140
第 9 章刀具补偿
9.1 刀具半径补偿......................................................................................................... 144
9.1.1 相关刀具半径补偿功能.......................................................................................145
9.1.2 刀具半径补偿建立.............................................................................................. 148
9.1.3 刀具半径补偿选择.............................................................................................. 152
9.1.4 加工时刀具半径补偿变换 ................................................................................... 156
9.1.5 刀具半径补偿取消.............................................................................................. 158
9.2 刀具长度补偿......................................................................................................... 161
第 10 章 铣削固定循环
10.1 概述 .......................................................................................................................163
10.1.1 固定循环定义 ..................................................................................................... 165
10.1.2 固定循环的影响范围 ..........................................................................................165
10.1.3 固定循环取消 ..................................................................................................... 165
10.1.4 工作平面 ............................................................................................................166
10.1.5 编程命令 ............................................................................................................167
10.1.6 在其它平面编程 ................................................................................................. 168
10.2 G81. 钻削固定循环 ................................................................................................ 170
10.2.1 编程实例 ............................................................................................................171
10.3 G82. 可变啄式深孔钻削循环..................................................................................172
10.3.1 编程实例 ............................................................................................................175
10.4 G83. 不变啄式深孔钻削循环..................................................................................176
10.4.1 编程实例 ............................................................................................................178
10.5 G84. 攻丝固定循环 ................................................................................................ 179
10.5.1 编程实例 ............................................................................................................181
10.6 G85. 铰孔固定循环 ................................................................................................ 182
10.6.1 编程实例 ............................................................................................................183
ii
10.7 G86. 镗孔固定循环 ............................................................................................... 184
10.7.1 编程实例 ............................................................................................................ 185
10.8 G87. 矩形腔加工固定循环 ..................................................................................... 186
10.8.1 编程实例 ............................................................................................................ 189
10.9 G88. 圆柱型腔加工固定循环 ..................................................................................191
10.9.1 编程实例 ............................................................................................................ 195
第 11 章 多重加工
11.1 G160. 在直线模式上的多重加工 ............................................................................ 198
11.1.1 编程实例 ............................................................................................................ 200
11.2 G161. 在平行四边形模式上的多重加工 .................................................................201
11.2.1 编程实例 ............................................................................................................ 203
11.3 G162. 在网格模式上的多重加工 ............................................................................ 204
11.3.1 编程实例 ............................................................................................................ 206
11.4 G163. 在整圆模式上的多重加工 ............................................................................ 207
11.4.1 编程实例 ............................................................................................................ 209
11.5 G164. 在圆弧模式上的多重加工 ............................................................................ 210
11.5.1 编程实例 ............................................................................................................ 212
11.6 G165. 在弦模式上的多重加工 ................................................................................ 213
11.6.1 编程实例 ............................................................................................................ 215
第 12 章 循环编辑
12.1 概述 ....................................................................................................................... 217
12.1.1 联合固定循环的多重加工操作 ............................................................................ 219
12.1.2 加工运动 ............................................................................................................ 221
12.1.3 数据、轮廓、图表选择.......................................................................................222
12.1.4 当参数值为 0 时应用的数值 ............................................................................... 223
12.1.5 模拟固定循环 .....................................................................................................224
12.2 中心钻....................................................................................................................226
12.2.1 基本操作 : .................................................................................................... ...... 227
12.3 钻削 1. ................................................................................................................... 228
12.3.1 基本操作 : .................................................................................................... ...... 229
12.4 钻削 2. ................................................................................................................... 230
12.4.1 基本操作 : .................................................................................................... ...... 231
12.5 攻螺纹 ................................................................................................................... 232
12.5.1 基本操作 : .................................................................................................... ...... 233
12.6 铰削 ....................................................................................................................... 234
12.6.1 基本操作 : .................................................................................................... ...... 235
12.7 镗削 1. ................................................................................................................... 236
12.7.1 基本操作 : .................................................................................................... ...... 237
12.8 镗削 2. ................................................................................................................... 238
12.8.1 基本操作 : .................................................................................................... ...... 239
12.9 简单行腔加工 ........................................................................................................ 240
12.9.1 基本操作 : .................................................................................................... ...... 242
12.10 矩形行腔加工 ......................................................................................................... 243
12.10.1 基本操作 : .......................................................................................................... 247
12.11 圆形行腔加工 ......................................................................................................... 248
12.11.1 基本操作 : .......................................................................................................... 252
12.12 预制空行腔加工 ..................................................................................................... 253
12.12.1 基本操作 : .......................................................................................................... 256
12.13 2D 行腔加工........................................................................................................... 258
12.13.1 可执行行腔加工文件 .......................................................................................... 262
12.13.2 基本操作 ............................................................................................................ 263
12.13.3 如何定义 2D
12.14 3D 行腔加工........................................................................................................... 268
12.14.1 可执行行腔加工文件 .......................................................................................... 273
12.14.2 基本操作 ............................................................................................................ 274
12.14.3 如何定义 3D 轮廓的实例....................................................................................275
12.15 矩形凸台加工 ......................................................................................................... 279
12.15.1 基本操作 : .......................................................................................................... 282
12.16 圆形凸台加工 ......................................................................................................... 283
12.16.1 基本操作 ............................................................................................................ 286
12.17 表面铣削 ................................................................................................................287
12.17.1 基本操作 ............................................................................................................ 290
12.18 点到点轮廓 i .......................................................................................................... 291
12.18.1 基本操作 ............................................................................................................ 294
12.19 轮廓 ....................................................................................................................... 295
12.19.1 基本操作 ............................................................................................................ 298
12.20 窄槽铣削 ................................................................................................................299
12.20.1 基本操作 ............................................................................................................ 302
12.21 在直线模式上的多重加工 ....................................................................................... 304
12.22 在圆弧模式上的多重加工 ....................................................................................... 305
12.23 在平行四边形模式上的多重加工 ............................................................................307
Programming manual
轮廓的实例....................................................................................265
CNC 8070
(SOFT V03.0X)
iii
Programming manual
12.24 在网格模式上的多重加工 ....................................................................................... 308
12.25 任意多重加工......................................................................................................... 309
第 13 章坐标变换
13.1 在斜面上的运动 ..................................................................................................... 313
13.2 运动学选择 (#KIN ID) ............................................................................................315
13.3 坐标系统 (#CS) (#ACS)......................................................................................... 316
13.3.1 坐标系统定义模式 MODE 1............................................................................... 319
13.3.2 坐标系统定义模式 MODE 2............................................................................... 321
13.3.3 坐标系统定义模式 MODE 3............................................................................... 323
13.3.4 坐标系统定义模式 MODE 4............................................................................... 324
13.3.5 坐标系统定义模式 MODE5................................................................................ 325
13.3.6 坐标系统定义模式 MODE6................................................................................ 326
13.3.7 主轴的操作 (Huron 型 ) ......................................................................................329
13.4 如何组合多个坐标系 .............................................................................................. 330
13.5 对平面的刀具补偿 (#TOOL ORI)........................................................................... 332
13.6 使用 RTCP ( 旋转式刀具中心点 )...........................................................................334
13.6.1 RTCP 功能的注意事项 ..................................................................................... 338
13.7 刀具长度补偿 (#TLC)........................... ..................... .................... ..................... .... 339
13.8 运动学相关参数 ..................................................................................................... 340
13.9 丢失平面如何退回刀具 ..........................................................................................341
第 14 章 倾斜轴的角度变换
14.1 旋转角度变换激活和取消 ....................................................................................... 345
14.2 冷冻角度变换 ......................................................................................................... 346
14.3 角度轴结构校验 ..................................................................................................... 347
第 15 章 CNC 变量
15.1 变量说明概述 ......................................................................................................... 349
15.1.1 从 PLC 访问数字值 ............................................................................................351
15.1.2 在单通道系统访问变量.......................................................................................352
15.1.3 单通道系统的变量访问.......................................................................................354
15.2 相关普通机床参数..................................................................................................357
15.2.1 相关通道 ............................................................................................................359
15.3 轴相关机床参数 ..................................................................................................... 361
15.3.1 换档相关参数 ..................................................................................................... 364
15.4 jog 模式相关参数 .................................................................................................. 367
15.5 "M" 功能相关参数 .................................................................................................. 368
15.6 运动学相关参数 ..................................................................................................... 369
15.7 刀库相关参数 ......................................................................................................... 370
15.8 OEM 相关 参数 ...................................................................................................... 371
15.9 相关用户表格 ......................................................................................................... 372
15.10 刀具相关变量......................................................................................................... 374
15.10.1 仅用在程序段准备期间的变量 ............................................................................ 377
15.11 PLC 相关变量 ........................................................................................................ 378
15.12 Jog 模式相关变量 .................................................................................................. 379
15.13 坐标相关变量......................................................................................................... 381
15.14 进给率相关变量 .....................................................................................................383
15.15 主轴速度相关变量..................................................................................................384
15.16 编程功能相关变量..................................................................................................385
15.17 独立轴相关变量 .....................................................................................................390
15.18 机床设置相关变量..................................................................................................391
15.19 其它变量 ................................................................................................................ 394
15.20 变量列表 (按首字母顺序)................................................................................... 398
CNC 8070
(SOFT V03.0X)
iv
第 16 章 编程语句与指令
16.1 编程语句 ................................................................................................................408
16.1.1 显示指令 . 在屏幕上显示错误 ............................................................................ 408
16.1.2 显示指令 . 在屏幕上显示警告 ............................................................................ 410
16.1.3 显示指令 . 在屏幕上显示信息 .............................................................................411
16.1.4 显示指令 . 定义图形区尺寸................................................................................412
16.1.5 使能和取消使能指令 .......................................................................................... 413
16.1.6 相对机床参考零点 (原点)编程 ........................ ...............................................414
16.1.7 定义和执行子程序 .............................................................................................. 415
16.1.8 执行程序段和程序的指令 ...................................................................................419
16.1.9 从动电子轴.........................................................................................................421
16.1.10 轴屏蔽................................................................................................................ 422
16.1.11 修改通道轴的配置 .............................................................................................. 424
16.1.12 修改通道主轴的配置 .......................................................................................... 429
16.1.13 选择通道的主控主轴 .......................................................................................... 432
16.1.14 主轴同步 ............................................................................................................ 433
16.1.15 为轴或主轴选择开环或闭环................................................................................437
16.1.16 垂直刀具轴选择.................................................................................................. 439
16.1.17 "C" 轴 : 激活主轴作 "C" 轴 ................................................................................. 440
16.1.18 "C" 轴 : 零件表面加工......................................................................................... 441
16.1.19 "C" 轴 : 零件回转面加工 ..................................................................................... 443
16.1.20 碰撞检测 ............................................................................................................ 445
16.1.21 关于手动干涉 .....................................................................................................447
16.1.22 样条 (Akima)...................................................................................................... 450
16.1.23 多项式插补.........................................................................................................453
16.1.24 高速加工 ............................................................................................................ 454
16.1.25 加速度控制.........................................................................................................456
16.1.26 坐标变换 ............................................................................................................ 458
16.1.27 宏定义................................................................................................................ 460
16.1.28 程序段重复.........................................................................................................462
16.1.29
16.1.30 独立轴的运动 .....................................................................................................468
16.1.31 附加编程指令 .....................................................................................................472
16.2 流程控制指令 ......................................................................................................... 475
16.2.1 程序段跳转 ($GOTO).........................................................................................475
16.2.2 条件执行 ($IF)....................................................................................................476
16.2.3 条件执行 ($SWITCH).........................................................................................478
16.2.4 程序段重复 ($FOR)............................................................................................479
16.2.5 条件程序段重复 ($WHILE).................................................................................480
16.2.6 条件程序段重复 ($DO).......................................................................................481
通道间的通信和同步 .......................................................................................... 464
Programming manual
第 17 章 探测固定循环
17.1 #PROBE 1. 刀具标定............................................................................................. 484
17.1.1 测量或标定刀具长度 . .............................................................. ..........................485
17.1.2 测量或标定刀具半径 . .............................................................. ..........................488
17.1.3 测量或标定刀具半径和长度 ...............................................................................490
17.2 #PROBE 2. 探针标定............................................................................................. 493
17.3 #PROBE 3. 表面测量固定循环 ..............................................................................496
17.4 #PROBE 4. 外拐角测量固定循环...........................................................................500
17.5 #PROBE 5. 内拐角测量固定循环...........................................................................503
17.6 #PROBE 6. 角度测量固定循环 ..............................................................................506
17.7 #PROBE 8. 外拐角和角度测量固定循环 ................................................................508
17.8 #PROBE 8. 孔测量固定循环...................................................................................511
17.9 #PROBE 9. 凸台测量固定循环 .............................................................................. 514
CNC 8070
(SOFT V03.0X)
v
程序生成
1.1 程序结构
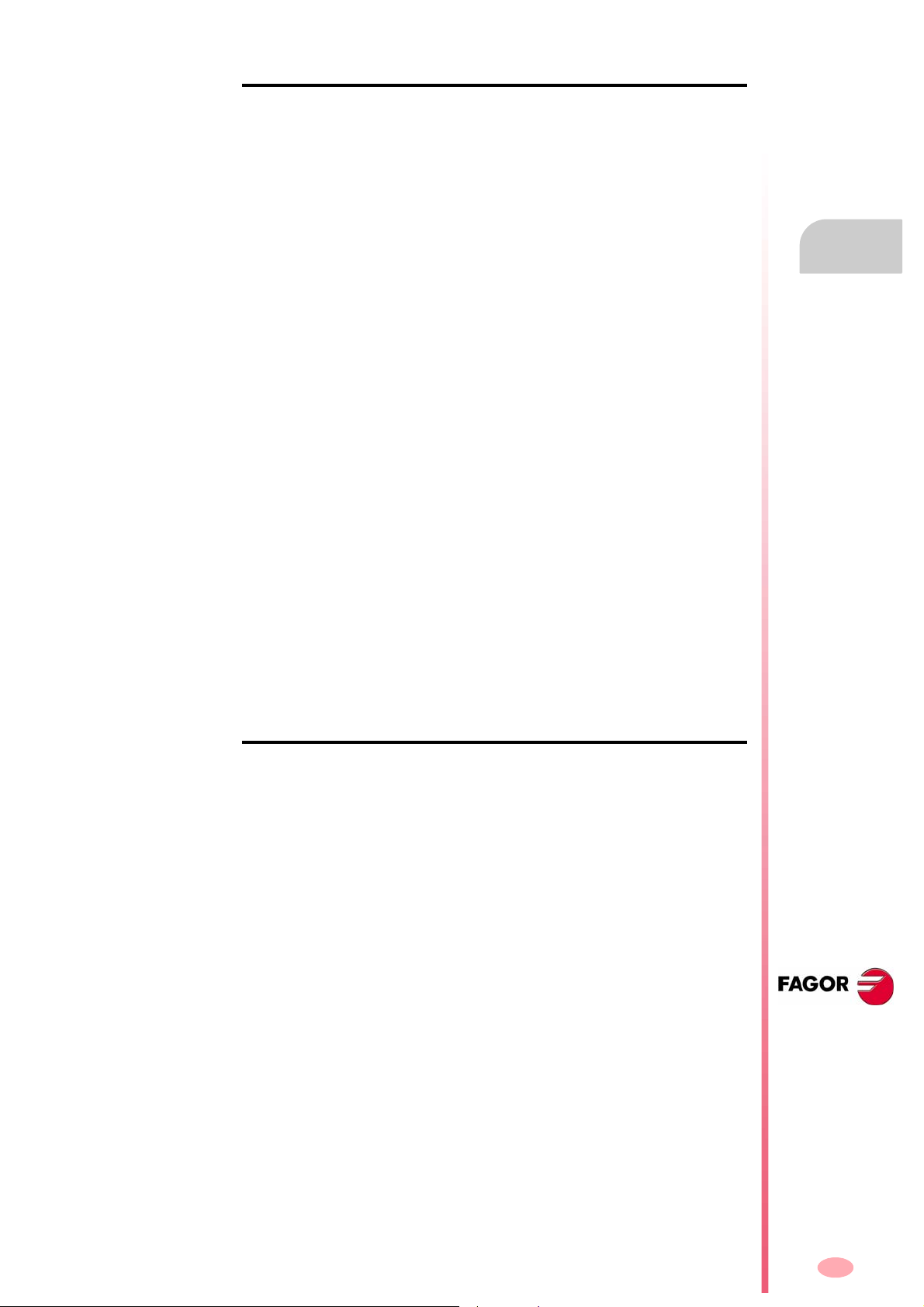
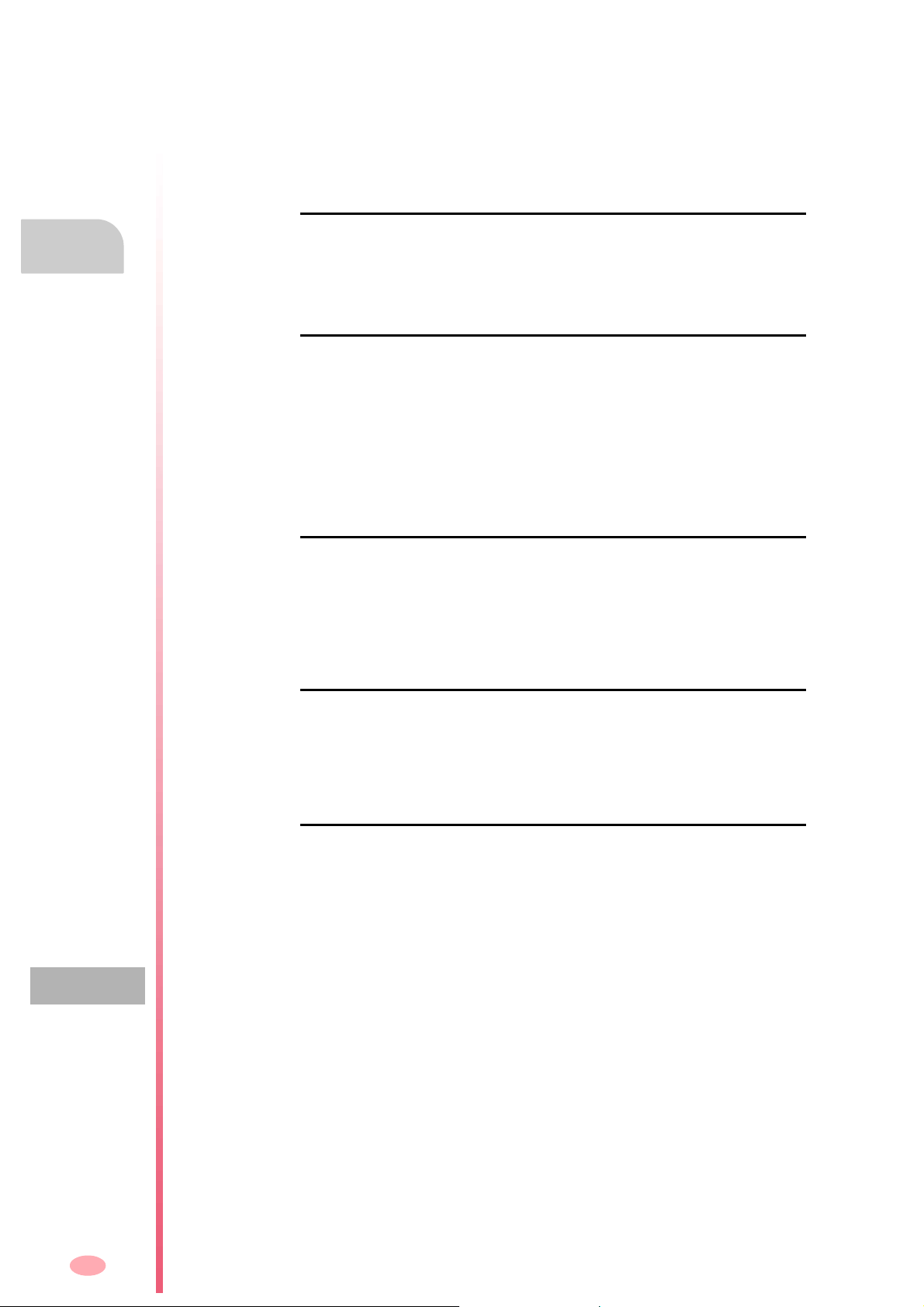
数控程序由一系列程序段或有组织的指令组成。子程序或程序体提供给数控装置加
工工件所需的所有数据。每个程序段包含执行一个操作所需的所有功能或指令,可
以是加工、切削条件准备、机床部件控制等操作。
1
N30
N40
% 实例
( 程序名 )
N5 F550 S1000 M3 M8 T1 D1
( 设置加工条件 )
N6 G0 X0 Y0
( 定位 )
N10 G1 G90 X100
N20 Y50
N30 X0
N40 Y0
( 加工 )
N50 M30
( 程序结束 )
N20
N10
CNC 8070
(SOFT V03.0X)
1
Programming manual
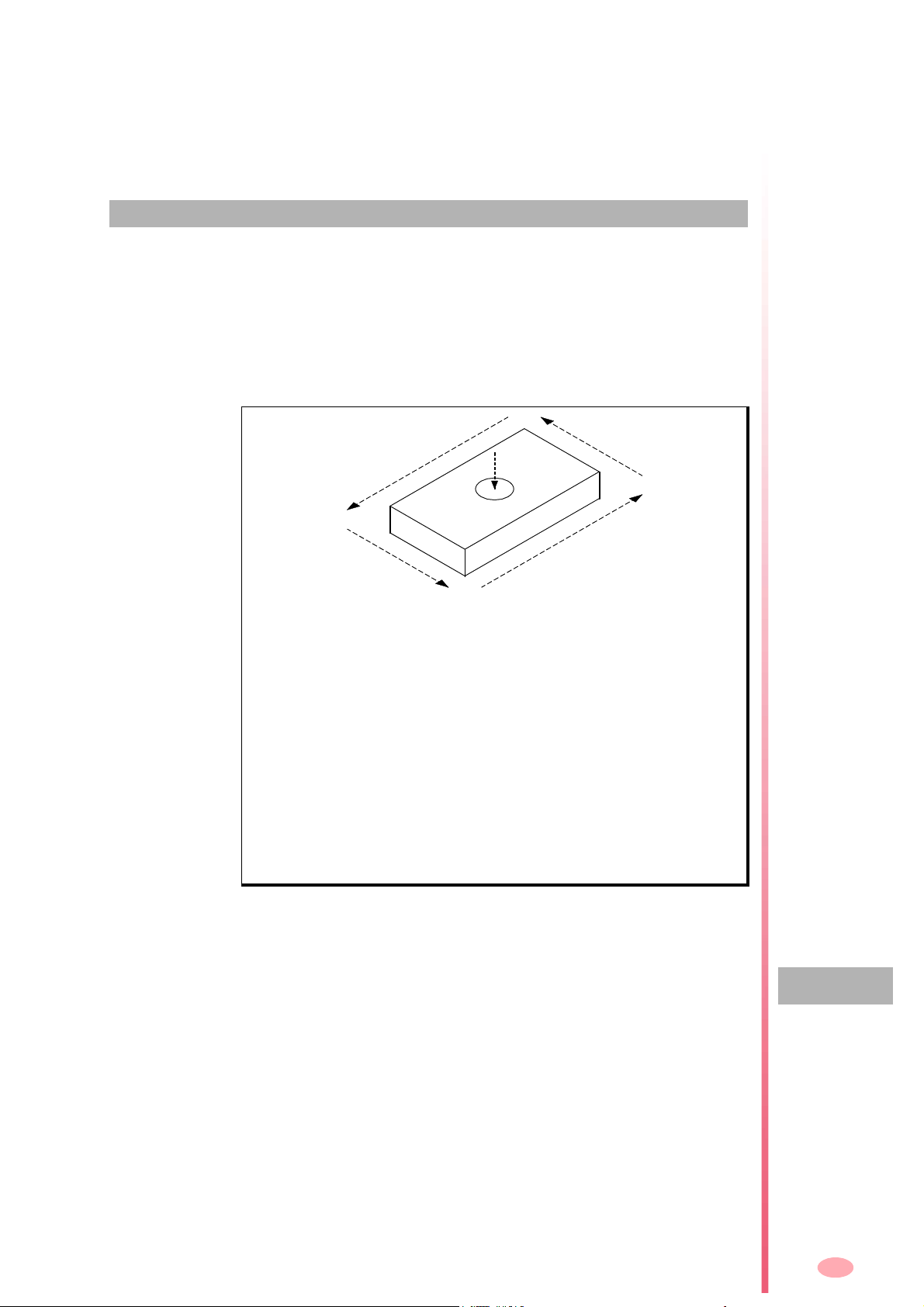
数控程序可以由多个子程序和程序主体组成。
数控程序
子程序
程序段
· · ·
程序段
1.
程序生成
程序结构
子程序
程序段
· · ·
程序段
程序体
程序段
· · ·
程序段
程序段
局部子程序
子程序是一系列程序段,一经确立后可以被其他子程序或程序体多次调用。编写子
程序是随意的,而且必须在程序体之前定义。子程序通常用于定义在程序里重复出
现多次的一组操作或运动。
CNC 8070
(SOFT V03.0X)
子程序的开始以 "%L< 名称 >" 定义, < 名称 > 部分最长可以由 14 个字符的大写字
母、小写字母或者数字组成 (不含空格)。 调用子程序时区分大小写,名称必须按
定义的格式正确书写 。子程序结束用 M17, M29 或者 #RET 定义。
%L sub_name1 ( 子程序定义 )
N10...
N20...
N30...
M17 ( 子程序结束 )
%L sub_name2 ( 子程序定义 )
N10...
N20...
N30...
M17 ( 子程序结束 )
2
Programming manual
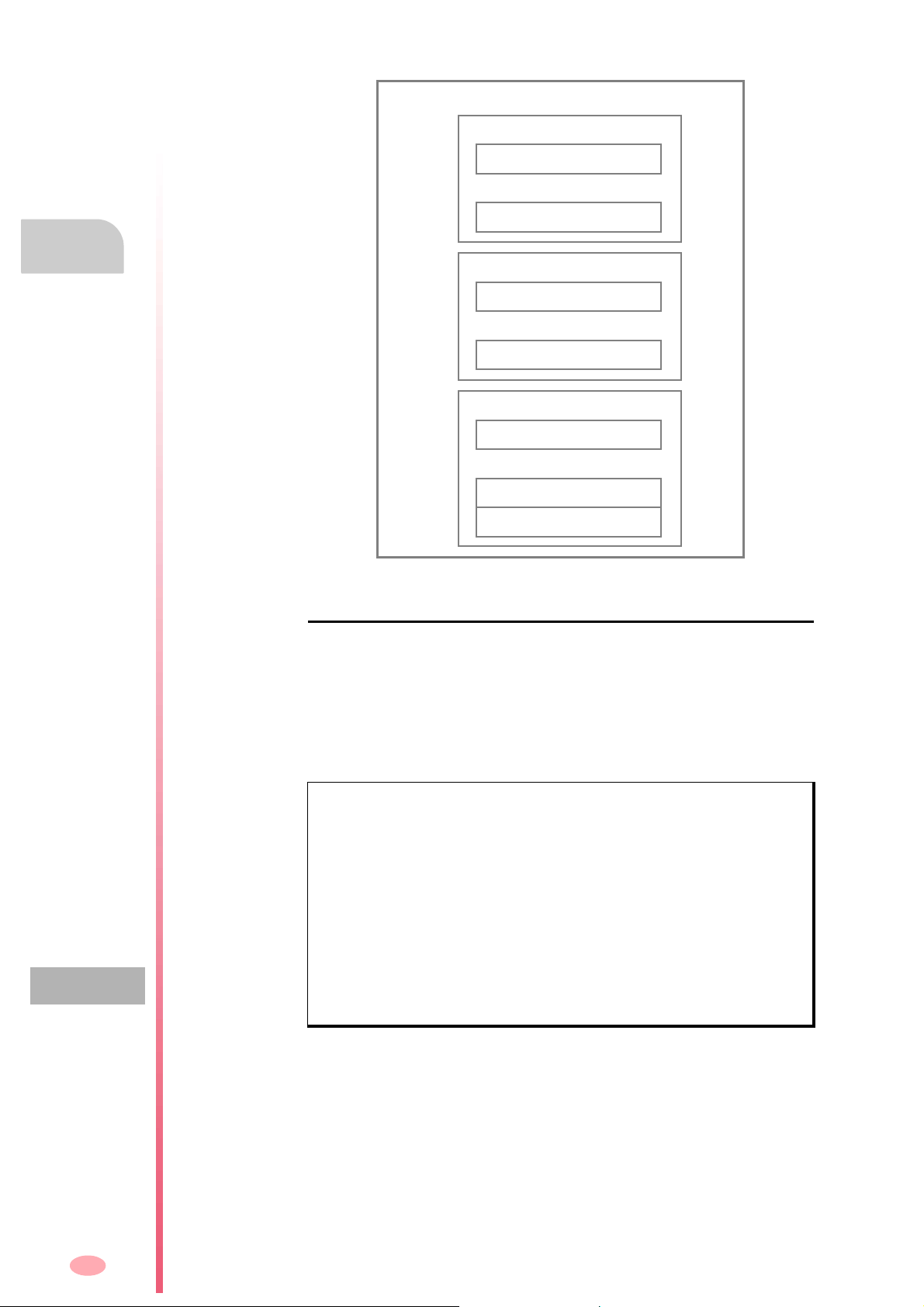
程序体
程序体的开始以 "%L< 名称 >" 定义, < 名称 > 部分 最长可以由 14 个字符的大写字
母、小写字母或者数字组成 (不含空格)。 不定义子程序时不需编程。
程序体结束由 "M02" 或 "M30" 定义, 并且必须编写它们。
%L POINTS
G01 X2 Y2
G01 X3 Y3
G01 X4 Y4
M17
%PROGRAM
G81 X1 Y1 ··· ( 中心钻孔定义 )
LL POINTS ( 调用子程序 )
G81 X1 Y1 ··· ( 钻孔定义 )
LL POINTS ( 调用子程序 )
G84 X1 Y1 ··· ( 攻螺纹定义 )
LL POINTS ( 调用子程序 )
G80
M30
1
3
4
2
1.
程序生成
程序结构
CNC 8070
(SOFT V03.0X)
3
Programming manual
1.2 程序段结构
组成子程序或者程序体的程序段可以用 ISO 代码或高级语言指令编写。每个程序段
可以用其中一种语言编写,但是同一程序段中不能混用两种语言;一个程序可以由
两种语言编写的程序段组成。允许出现空段 (空行)。
在任何一种语言中 , 也可能使用任何一种算法,关系式或逻辑式。
1.
程序生成
程序段结构
ISO 语言
该语言专门用于控制轴的运动,它给出运动数据与条件以及进给倍率和转速。
它包括:
• 用于控制运动的准备功能,决定几何形状和工作条件,例如直线和圆弧插补,螺
纹加工,固定循环等。
• 控制切削条件的功能,例如控制进给率,主轴转速和其加速度。
• 刀具控制功能。
• 辅助功能,包括技术指令。
• 位置定义。
高级程序语言
高级程序语言为用户提供一系列控制语句,与其他语言的术语一样,例如:$IF,
$GOTO, #MSG, # HSC 等。
这种类型的语言是:
• 编程指令。
• 在程序里也有构成循环和跳转的控制指令。
• 定义和调用子程序可以使用局部参数,局部变量即只在它所定义的子程序内有
效的变量。
CNC 8070
(SOFT V03.0X)
它也允许使用各种表达式 (算数、关系或逻辑)。
常数、参数、变量和算数表达式可以使用来自 ISO 程序段的,也可以是来自带 $ and
# 的特殊指令的。
ISO 代码编程
ISO 代码功能指令由字母和数字组成。
• 字母有 "N", "G", "F", "S", "T", "D", "M", "H", "NR" 以及代表轴的字母。
• 数字包括阿拉伯数字从 "0" 到 "9",符 号 "+" 和 "-" 以及小数点 "."。 另一方面,数字
可以用一个参数、变量或算数表达式替换,在这一章稍后的部分 “第 1.4 节参
数、常数和表达式”中会说明。
程序段结构
程序段可以有以下的数据,但不是必须全部都包含。
/
(1)N—(2)
这些数据没有预定的顺序,除了跳过程序段,它的段标志必须总是在程序段的开始
编制。
1. 有条件的跳过程序段 "/"
如果跳过程序段的标志有效 , 数控系统会跳过这些程序段接着执行随后的程序
段,会保留这些指令但不执行。
G— G—
(3)
X··· C—
(4)
F— S—
(5)
T—
(6)
M— H—
(7)
NR—
(8)
(—)
(9)
4
Programming manual
为了预先计算运动路径,数控系统在执行一个程序段前读入多个程序段。跳过程
序段的条件在程序段读入时检查。
2. 程序段标号 "N"
它被用作程序段标志,且在程序段调用或跳转时必须使用。 在这种情况下,建议
该程序段单独使用程序段号。它可用两种方式表示 :
• 字母 "N" 后接程序段号 (0-4294967295) 和符号 ":" ( 仅当该标志用作一个跳转
程序段目标位置 ); 不必按特定或连续顺序。
如果该标志不是一个跳转目标且没有编入符号 ":",可以放到程序段的任何位
置,不必在开头。
• "[<名称>]" 型标志, < 名称> 部分最长可以14个字符的大小写字母以及数字组
成 ( 不允许空格 ).
两种类型的数据可以在同一程序段编程。
3. 准备 G 功能
它决定几何形状和工作条件,例如直线和圆弧插补,倒角,固定循环等。
本章的 “1.2.1 准备功能 G 代码表”将介绍可用的 G 功能。
4. 点坐标 "X, Y, Z..."
它们决定轴的运动。
轴的名称用 1 或 2 个字符定义。第一个字母必须是字母 X - Y - Z - U - V - W - A
- B - C 中的一个。第二个字符可选,且后面需要使用一个 1 到 9 之间后缀。 照此 ,
轴的名称可以在 "X, X1...X9,...C, C1...C9" 范围内。
运动用代表轴的字母跟该轴目标位置的坐标表示。
X100 Y34.54 X2 = 123,4 A5=78.532
依据单位不同 , 编程格式会是 :
• 公制, 格式 ±5.4 (5 位整数, 4 位小数 )。
• 英制, 格式 ±4.5 (4 位整数, 5 位小数 )。
1.
程序生成
程序段结构
5. "F" 和 "S" 功能
它们控制轴的进给率和主轴转速。
进给率用字母 "F" 加预定进给率数值表示。
6. 主轴转速用字母 "S" 加预定主轴转速值表示。
7. 刀具号 "T" 和刀具偏置 "D"
它选择刀具和刀具偏置用来执行程序编制的加工操作内容。刀具用字母 "T" 加刀
具编号 (0-4294967295) 表示。刀具偏置用字母 "D" 加刀具偏置号表示 。
8. 辅助功能 "M" 代码和 "H" 代码
辅助功能可以控制机床元件的操作 , 例如主轴正反转,冷却液的开关等。
它用字母 "M" 或 "H" 加功能号码 (0-65535)。
9. 程序段重复次数 "NR"
它表明程序段执行的次数。
它只能在包含运动的程序段进行编辑。
如果程序段在模态固定循环影响之下,后面会重复和编程定义的次数一样多次。
当程序编写 NR0,运动会执行,但是在每一次结束时模态固定循环不执行。
10. 程序段注释 "(...)"
给程序段加一个注释。当执行程序时,数控系统忽略此信息。
作为注释的信息必须写在圆括号 "(" 和 ")" 之间。不必在程序段尾;它可以在程序
段中并且在同一程序段中可以有多个注释。
CNC 8070
(SOFT V03.0X)
5
Programming manual
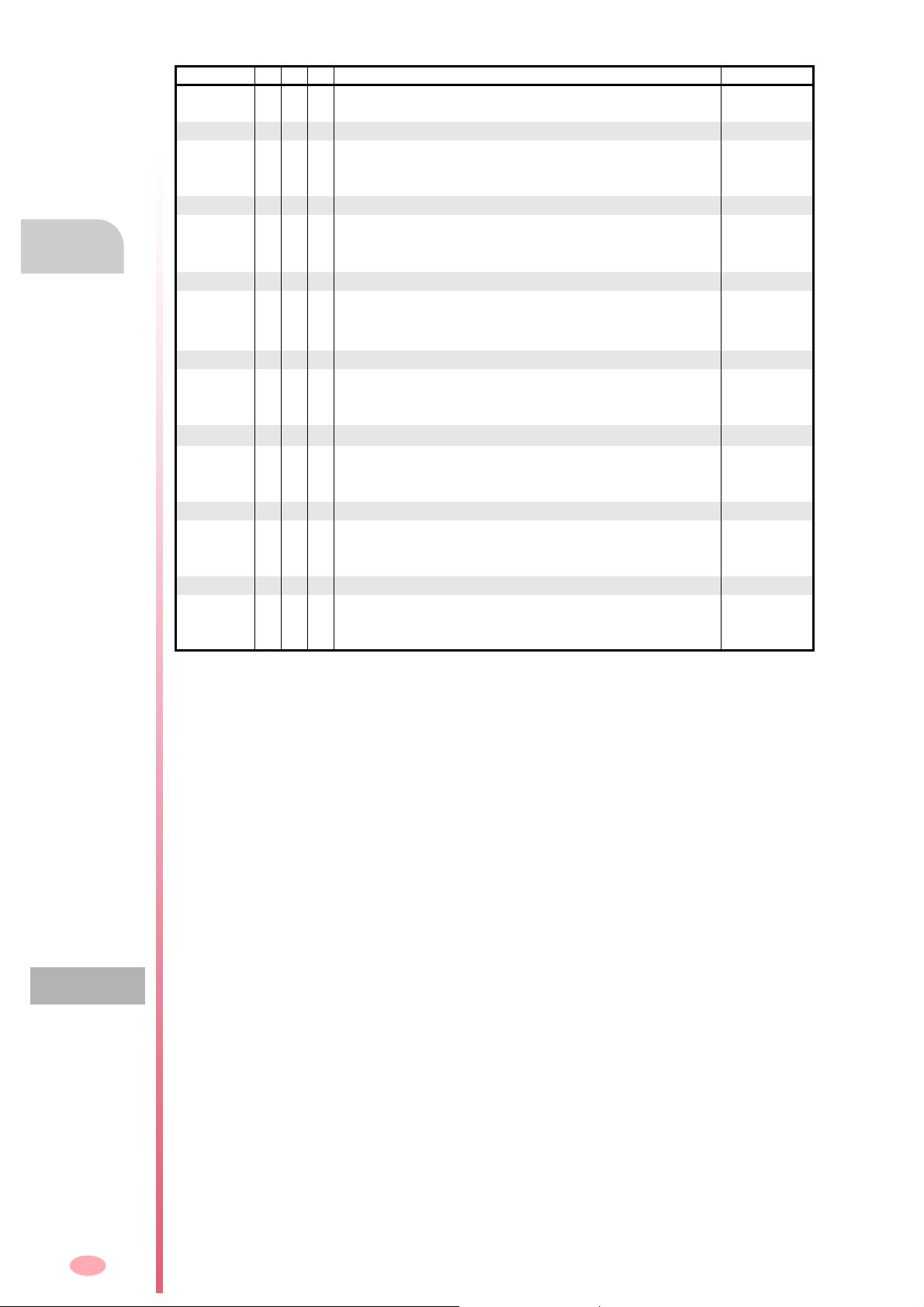
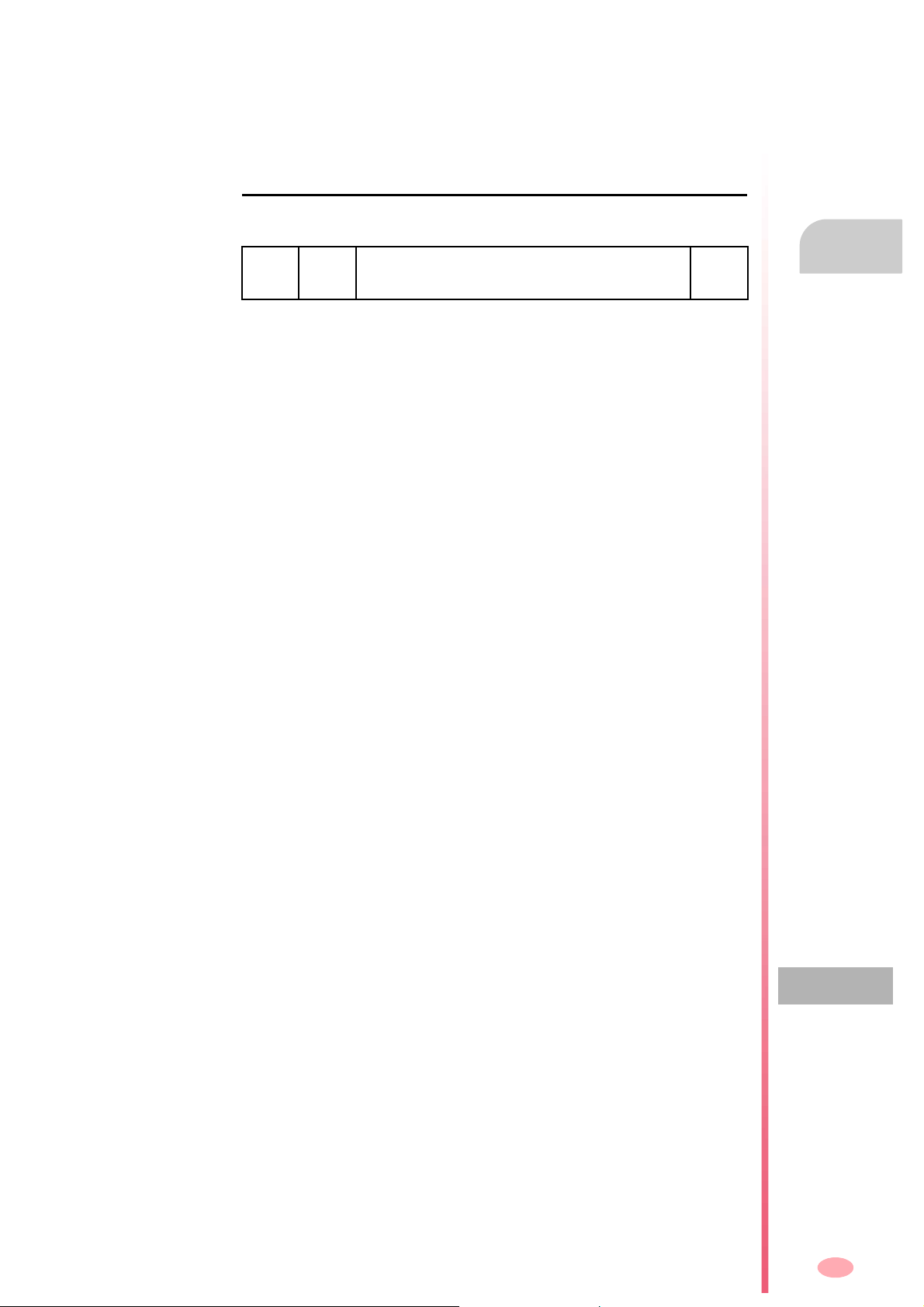
1.2.1 准备功能 G 代码表
下表给出数控系统中可用准备功能的清单。表中字母 "M", "D" 和 "V" 的含义如下:
M
表示模态指令;即一经编写,该 G 功能一直有效,直到再次编写了不兼容的 G
代码、M02、M30 或者急停或复位操作被执行,又或者数控系统掉电后重新上
电。
符号 "!" 表示功能一直有效,即使在 M02, M30 或者复位操作和数控系统掉
电又重新上电之后。
1.
程序生成
CNC 8070
(SOFT V03.0X)
程序段结构
D 表示缺省值;即,在 CNC启动、执行M02、M30、急停或复位操作后采用该指令。
符号 "?" 表示这些 G 功能缺省值取决于通用数控机床参数的设置。
V 表示此 G 功能在自动或手动模式下紧接着当前加工条件显示。
功能 MDV 含义 章节
G00 * ? *
G01 * ? *
G02 * *
G03 * *
G04 *
G05 * ? *
G06 *
G07 * ? *
G08 *
G09 *
G10 * *
G11 * *
G12 * *
G13 * *
G14 * *
G17 * ? *
G18 * ? *
G19 * *
G20 * *
G30
G31 *
G33 * *
G36 *
G37 *
G38 *
G39 *
G40 * *
G41 * *
G42 * *
G50 * ?
G53 *
G54 ! *
G55 ! *
G56 ! *
G57 ! *
G58 ! *
G59 ! *
G60 *
G61 *
G63 * *
G70 * ? *
G71 * ?
G72 *
G73 * *
G74 *
快速定位
直线插补
顺时针圆弧 (螺旋线)插补
逆时针圆弧 (螺旋线)插补
暂停
圆角 ( 模态 )
圆心绝对坐标圆弧 ( 非模态 )
倒角 ( 模态 )
切于前一路径圆弧
三点定义圆弧
镜像取消
X 轴镜像
Y 轴镜像
Z 轴镜像
图像相对于编程方向镜像
主平面 X-Y, 纵轴为 Z 轴
主平面 Z-X, 纵轴为 Y 轴
主平面 Y-Z,纵轴为 X 轴
用两个方向定义主平面,纵轴
极坐标原点预设
临时极坐标原点移位至圆弧中心
恒螺距螺纹切削
自动半径过渡
切入
切出
自动倒角过渡
取消刀具半径补偿
刀具半径左补偿
刀具半径右补偿
半圆角
零点偏置取消
绝对零点偏置 1
绝对零点偏置 2
绝对零点偏置 3
绝对零点偏置 4
绝对零点偏置 5
绝对零点偏置 6
方角 ( 非模态 )
受控圆角 ( 非模态 )
刚性攻螺纹
英制编程
公制编程
比例缩放
坐标旋转 ( 图形旋转 )
回参考点
6.1
6.2
6.3 / 6.6
6.3 / 6.6
8.1
7.3
6.3.5
7.1
6.4
6.5
7.8
7.8
7.8
7.8
7.8
3.1
3.1
3.1
3.1.1
4.6
6.3.4
6.7
7.4
7.6
7.7
7.5
9.1
9.1
9.1
7.2
4.5
4.4
4.4
4.4
4.4
4.4
4.4
7.1
7.3
6.8
3.2
3.2
7.10
7.9
2.4.2
6
功能 MDV 含义 章节
G80 * *
G81 * *
G82 * *
G83 * *
G84 * *
G85 * *
G86 * *
G87 * *
G88 * *
G90 * ?
G91 * ? *
G92 ! *
G93 * *
G94 * ?
G95 * ? *
G96 * *
G97 * *
G98 * *
G99 * *
G100 *
G101 *
G102 *
G108 * *
G109 *
G112 *
G130 * *
G131 * *
G132 * *
G133 * *
G134 * *
G135 * *
G136 * *
G137 * *
G138 * *
G139 * *
G151 * * *
G152 *
G157 * *
G158 * *
G159 ! *
G160 *
G161 *
G162 *
G163 *
G164 *
G165 *
G170 *
G171 * *
G180 *
G181 *
G182 *
G183 *
G184 *
G185 *
G186 *
G187 *
G188 *
G189 *
G192 * *
G193 *
取消固定循环
钻削循环
变步长往复式钻削循环
恒步长往复式深孔钻削
攻丝循环
铰孔循环
钻孔循环
矩形型腔铣削循环
圆形型腔铣削循环
绝对坐标编程
增量坐标编程
坐标系建立
加工时间 (单位:秒)
进给率为每分钟进给
进给率为每转进给
恒线速度切削
横转速度切削
退回到起始平面
退回到参考平面
探测
包含探针偏置
不含探针偏置
在程序段开始进给率混合
在程序段末尾进给率混合
变换轴的参数范围
每轴加速度百分比
所有轴加速度百分比
每轴加加速度百分比
所有轴加加速度百分比
前馈百分比
AC- 前馈百分比
段间圆弧过渡
段间直线过渡
刀具补偿直接激活 / 取消
刀具补偿间接激活 / 取消
直径方式编程
半径方式编程
零点偏置排除
增量零点偏置
附加绝对零点偏置
在直线模式上的多重加工
在平行四边形模式上的多重加工
在网格模式上的多重加工
在整圆模式上的多重加工
在圆弧模式上的多重加工
在圆弧 - 弦模式上的多重加工
Hirth 轴关
Hirth 轴开
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
原始设备制造商子程序
转速限制
插入进给率
10.1.3
10.2
10.3
10.4
10.5
10.6
10.7
10.8
10.9
3.3
3.3
4.3
5.2.1
5.2.1
5.2.1
5.3.1
5.3.1
10.1.4
10.1.4
8.6
8.6.1
8.6.1
5.2.2
5.2.2
8.5
5.2.5
5.2.5
5.2.6
5.2.6
5.2.7
5.2.8
9.1.1
9.1.1
9.1.1
9.1.1
3.4
3.4
4.4.2
4.4.1
4.4
11.1
11.2
11.3
11.4
11.5
11.6
8.3
8.3
8.4
8.4
8.4
8.4
8.4
8.4
8.4
8.4
8.4
8.4
5.2.2
5.2.2
Programming manual
1.
程序生成
程序段结构
CNC 8070
(SOFT V03.0X)
7
1.
Programming manual
功能 MDV 含义 章节
G196 * *
G197 * *
G198 *
G199 *
G200
G201 *
G202 * *
G261 * *
G262 * *
G263 * *
G264 * *
G265 * *
程序生成
程序段结构
G266 *
G281 *
G282 *
G283 *
G284 *
G285 *
G286 *
G287 *
G288 *
G289 *
G290 *
G291 *
G292 *
G293 *
G294 *
G295 *
G296 *
G297 *
切削点进给率恒量
刀具中心进给率恒量
设置下软行程极限
设置上软行程极限
专用手动干涉
附加手动干涉激活
附加手动干涉撤销
圆心用绝对坐标 ( 模态 )
圆心相对于起点
圆弧半径编程
圆弧中心修正取消
圆弧中心修正激活
进给率修调 100%
交互式中心钻循环
交互式钻削循环 1
交互式钻削循环 2
交互式攻螺纹循环
交互式铰削循环
交互式镗削循环 1
交互式矩形型腔循环
交互式圆形型腔循环
交互式简单型腔循环
交互式平面铣削循环
交互式矩形凸台循环
交互式圆形凸台循环
交互式点到点轮廓循环
交互式轮廓循环
交互式狭槽铣削循环
交互式预制空腔型腔循环
交互式镗削循环 2
5.2.3
5.2.3
8.2
8.2
6.9.2
6.9.1
6.9.1
6.3.5
6.3.5
6.3.2
6.3.6
6.3.6
5.2.4
12.2
12.3
12.4
12.5
12.6
12.7
12.10
12.11
12.9
12.17
12.15
12.16
12.18
12.19
12.20
12.12
12.8
CNC 8070
(SOFT V03.0X)
8
1.3 高级语言编程
高级语言指令由控制指令 "#" 和流程控制指令 "$" 组成。
程序段结构
用高级语言编写的程序段可以由以下数据组成,但不必全部都有。
Programming manual
/
(1)
跳过程序段条件和程序段标识必须编写在程序段开始。
1. 有条件的跳过程序段 "/"
如果程序段跳过标记有效,数控系统将跳过有标志的程序段(不执行它们),并
继续执行下一个程序段。
数控系统在执行程序前,提前读入多段程序,为了预先计算要行进的路径。在程
序段读入时,检查程序段跳过条件。
2. 程序段号 "N"
当程序段用作参考的目标或跳过的程序段时必须编写程序段号。既然这样,推荐
单段编写它。可以用于两种方法表示:
两种类型的数据可以编写在同一个程序段。
3. 高级命令 "#—" 和 "$—"
高级命令由指令和流程控制指令组成。
参数和变量赋值也可以当作高级命令。
本手册 "16 Statements and instructions" 中介绍了所有可用的指令和指令。
4. 程序段注释 "(...)"
给程序段加入注释。当执行程序时,数控系统忽略此信息。
作为注释的信息必须放在圆括号 "(" 和 ")" 之间。不需要放在程序段末;可以放在
程序段中间,也可以在同一程序段中有多个注释。
N—
(2)
• 字母 "N"后跟数字 (0-4294967295) 和符号 ":"(仅当标志用作程序段跳过的目
标) ;它不需要跟特殊指令或者是连续的。
如果标志不是跳过目标并且没有编写 ":",可以放在程序段的任何位置,不需
要在程序段的开始。
• "[<名称>]"类型的标志,其中 <名称 >最长可达 14个字符,字符可以是大写字
母和小写字母也可以是数字 (不允许是空白)。
• 指令前编写符号 "#",并且每个程序段仅能编写一条指令。可用于执行各种各
样的功能。
• 流程控制指令前编写符号 "$" ,并且每个程序段仅能编写一个指令。用于构成
循环和程序跳过。
高级语言指令
(3)
(—)
(4)
1.
程序生成
高级语言编程
当用高级语言编程时,注释也可以用指令 "#COMMENT BEGIN" 和 "#COMMENT
END" 定义。
CNC 8070
(SOFT V03.0X)
9
Programming manual
1.4 参数 , 常数和表达式
常数、参数、变量和算数表达式可以使用来自 ISO 程序段的,也可以使用来自带 $
and # 的特殊指令的。
常数
1.
程序生成
参数 , 常数和表达式
它是固定值,不能通过编程修改;常数是十进制的数,只读类型,在程序里不能改
变其值。
变量
CNC 有许多中间变量,它可以从用户程序、PLC 或界面访问。详见“第 15 章 CNC
变量”。
用户可以创建自己的变量,如下。
V.P .name - 程序局部用户变量。
V.P .name - 程序全局用户变量。
算数参数
参数的作用一般是被用户用作编写自己的程序。 CNC 有全局变量 (程序和子程序
可用),局部变量 (仅在它被编写的程序和子程序可用)和通用参数。
这章的 "1.4.1
算术参数
" 讲述如何使用参数。
算子
CNC 8070
(SOFT V03.0X)
算子是一种说明要执行的数学或逻辑运算的符号。
手册中 "1.4.2 Operators and functions" 中介绍可用的多类算子和函数。
表达式
一个表达式是常数,参数,变量和算子的正确组合。
本章 "1.4.3 Expressions" 中介绍如何使用表达式。
10
1.4.1 算术参数
Programming manual
CNC 有三种类型的算数参数。每一种可用参数的范围在机床参数中被定义。
• 局部参数只能从它们被编写的程序或子程序访问。每个通道有 7 组局部参数。
局部参数最大范围是从 P0 到 P99,典型使用范围是从 P0 到 P25。
当参数在程序段中调用子程序时被使用,用到字母 A-Z (除了 Ñ), "A" 同 P0
"Z" 同 P25。
• 全局变量可以在任何程序和该程序调用的子程序被访问。每个通道有一组全局
变量。
全局变量的最大范围是从 P100 到 P9999, 典型使用范围是 P100 到 P299。
• 通用参数可以从任何通道被访问。这些参数值可被所有通道共享。
通用参数的最大范围是P10000 到P19999,典型使用范围是P10000 到P10999。
用户可以在编写自己的程序时使用这些参数。在执行过程中,CNC 会用赋给它们的
值替换这些参数。
1.
程序生成
P0=0 P1=1 P2=20 P3=50 P4=3
P10=1500 P100=800 P101=30
···
GP0 XP0 YP0 SP10 MP4 ==> G0 X0 Y0 S1500 M3
GP1 XP2 YP3 FP100 ==> G1 X20 Y50 F800
MP101 ==> M30
编程
在用 ISO 代码编写的程序段中,可以用参数定义所有这些地址的值,它们是 "N", "G",
"F", "S", "T", "D", "M", "H", "NR" 和轴的坐标。使用间接寻址 ,也可以用另外一个参
数定义某个参数的标记,例如 "P[P1]", "P[P2+3]"。
在有 "#" 指令的程序段中,任何一个表达式的值可以用参数定义。
参数 , 常数和表达式
CNC 8070
(SOFT V03.0X)
11
1.
Programming manual
子程序里的参数
已定义子程序可以被主程序或另一个子程序调用;它们可以依次调用二级子程序,
二级子程序又可以调用三级子程序,依此类推。该数控系统嵌套层的最大极限是 20
次。
局部参数
CNC 有全局参数 (从程序或任意子程序访问 ) 和局部参数 (仅从被编写的程序或子程
序访问 )。
局部参数可以被赋值给多个子程序 (参数嵌套层可达 7 层),子程序嵌套层数在 20
以内。不是所有子程序调用类型会改变嵌套层;仅仅 #PCALL, #CALL ,调用指令
和功能指令 G180 到 G189。
程序生成
参数 , 常数和表达式
全局参数
全局参数可以被程序和其通道的子程序共享。它们可以在程序和子程序的任何程序
段被使用,不管它们所在的嵌套层。
通用参数
通用参数可以被程序和任何通道的子程序共享。它们可以在程序和子程序的任何程
序段被使用,而不管它们所在的嵌套层。
CNC 8070
(SOFT V03.0X)
12
1.4.2 算子和函数
算子是一种符号,用来说明要执行的算数或逻辑操作 。 CNC 提供以下几种类型的
算子。
算法
执行算数操作。
在运算中,当使用参数或变量存储结果,加法、减法、乘法和除法运算时可以按下
述方式使用。
+ 加法 P1 = 3+4 P1=7
- 减法
改变符号
* 乘法 P3 = 2*3 P3=6
/ 除法 P4 = 9/2 P4=4.5
MOD 模数或余数 P5 = 5 MOD 2 P5=1
** 幂 P6 = 2**3 P6=8
+= 复合加法 P1 += 3 P1=P1+3
-= 复合减法 P2 -= 5 P2=P2-5
P2 = 5-2
P2 = -[3+4]
P2=3
P2 = -7
Programming manual
1.
程序生成
参数 , 常数和表达式
*= 复合乘法 P3 *= 2 P3=P3*2
/= 复合除法 P4 /= 9 P4=P4/9
关系式
用于做比较。
== 等于 P1 == 4
!= 异于,不等于 P2 != 5
>= 大于等于 P3 >= 10
<= 小于等于 P4 <= 7
> 大于 P5 > 5
< 小于 P6 < 5
进制比较
用于在常数之间和 / 或算术表达式之间的二进制比较 .
& 二元与 P1 = P11 &
P12
| 二元或 P2 = P21 | P22
^ 异或 P3 = P31 ^
P32
INV[...] 反 P4 = INV[P41]
如果常数或算术表达式的结果是十进制数,小数点部分被忽略。
CNC 8070
(SOFT V03.0X)
13
Programming manual
逻辑
用于在两个条件间做逻辑比较。
* 逻辑与 $IF [P11 == 1] * [P12 >=5]
+ 逻辑或 $IF [P21 != 0] + [P22 == 8]
每个条件应该用括号括起来,否则,由于在两个算子中的优先权可能会致使不希望
的比较。
1.
程序生成
参数 , 常数和表达式
布尔代数
TRUE 真 $IF V.S.VAR == TRUE
FALSE 假 $IF V.S.VAR == FALSE
三角函数
SIN[...] 正弦 P1 = SIN[30] P1 = 0.5
COS[...] 余弦 P2 = COS[30] P2 = 0.866
TAN[...] 正切 P3 = TAN[30] P3 = 0.5773
ASIN[...] 反正弦 P4 = ASIN[1] P4 = 90
ACOS[...] 反余弦 P5 = ACOS[1] P5 = 0
ATAN[...] 反正切 P6 = ATAN[1] P6 = 45
ARG[...] 反正切 y/x P7=ARG[-1,1] P7=225
必须记住以下类型的函数:
• 在 "TAN"函数中,自变量不能取这些值 ...-90º, 90º, 270º...
• 在 "ASIN" 和 "ACOS" 中,自变量必须在 ±1 以内。
• 有两个函数可用于计算反正切值 :
"ATAN" 返回的结果在 ±90º 之间。
CNC 8070
(SOFT V03.0X)
"ARG" 返回的结果在 0º 和 360º 之间。
算术运算
ABS[...] 绝对值 P1 = ABS[-10] P1 = 10
SQR[...] 平方 P2 = SQR[4] P2 = 16
SQRT[...] 开方 P3 = SQRT[16] P3 = 4
LOG[...] 以 10 为底的对数 P4 = LOG[100] P4 = 2
LN[...] 以 e 为底的对数 P5 = LN[100] P5 = 4.6051
EXP[...] "e" 指数 P6 = EXP[1] P6 = 2.7182
DEXP[...] 以 10 为底的指数
使用该类函数,请注意如下几条 :
• 在 "LN" 和 "LOG" 函数中,自变量必须大于 1。
• 在 "SQRT" 函数中,自变量必须为整数。
P6 = DEXP[2] P 7 = 10 0
14
其它函数
INT[...] 返回整数 P1 = INT[4.92] P1 = 4
FRACT[...] 返回小数 P2 = FRACT[1.56] P2 = 0.56
ROUND[...] 四舍五入圆整 P3 = ROUND[3.12]
P4 = ROUND[4.89]
FUP[...] 返回整数 +1( 如果自变
量为整数,则返回其本
身)。
EXIST[...] 检查输入的变量是否存在。$IF EXIST[P1]
在 "EXIST" 函数中,程序 "$IF EXIST[P1] == TRUE" 与 "$IF EXIST[P1]" 等效。
P5 = FUP[3.12]
P6 = FUP[9]
$IF EXIST[P3] == FALSE
P3 = 3
P4 = 5
P5 = 4
P6 = 9
Programming manual
1.
程序生成
参数 , 常数和表达式
CNC 8070
(SOFT V03.0X)
15
1.
Programming manual
1.4.3 表达式
表达式是运算符号、常数、参数和变量的正确组合。
运算符号的优先级和组合方式决定了表达式的运算方式:
优先级由高到低 组合方式
函数 , - ( 负号 ) 从右到左
** ( 指数 ), MOD ( 余数 ) 从左到右
* ( 乘法 , 逻辑与 ), / ( 除法 ) 从左到右
+ ( 加法 , 逻辑或 ), - ( 减法 ) 从左到右
程序生成
参数 , 常数和表达式
关系运算符 从左到右
& (AND),^ (XOR) 从左到右
| (OR) 从左到右
可使用括号明确表达式的求解关系。使用多余的括号既不会产生错误,也不会影响
系统执行速度。
P3 = P4/P5 - P6 * P7 - P8/P9
P3 = [P4/P5] - [P6 * P7] - [P8/P9]
算术表达式
其结果是数字值。它由算术计算、二进制运算符以及常数、参数、变量组合而成。
该类表达式也可用于向参数和变量赋值 :
P100 = P9 P101 = P[P7] P102 = P[P8 + SIN[P8*20]]
P103 = V.G.TOOL
V.G.FIXT[1].X=20 V.G.FIXT[1].Y=40 V.G.FIXT[1].Z=35
关系表达式
CNC 8070
(SOFT V03.0X)
其结果是 TRUE 或 FALSE。它是关系和逻辑运算符、算术表达式、常数、参数和变
量的组合。
... [P8==12.6] ...
该式判断 P8 的值是否等于 12.6。
... ABS[SIN[P4]] > 0.8 ...
该式比较 P4 的正弦值的绝对值是否大于 0.8。
... [[P8<=12] + [ABS[SIN[P4]] >=0.8] * [V.G.TOOL==1]] ...
16
机床概述
2.1 轴的命名
数控系统允许厂商可以选择多达 28 根轴 (必须通过设置机床参数,将其定义为直
线、旋转等),并且不限制它们的编程方式,同时它们都可以内插值替换。
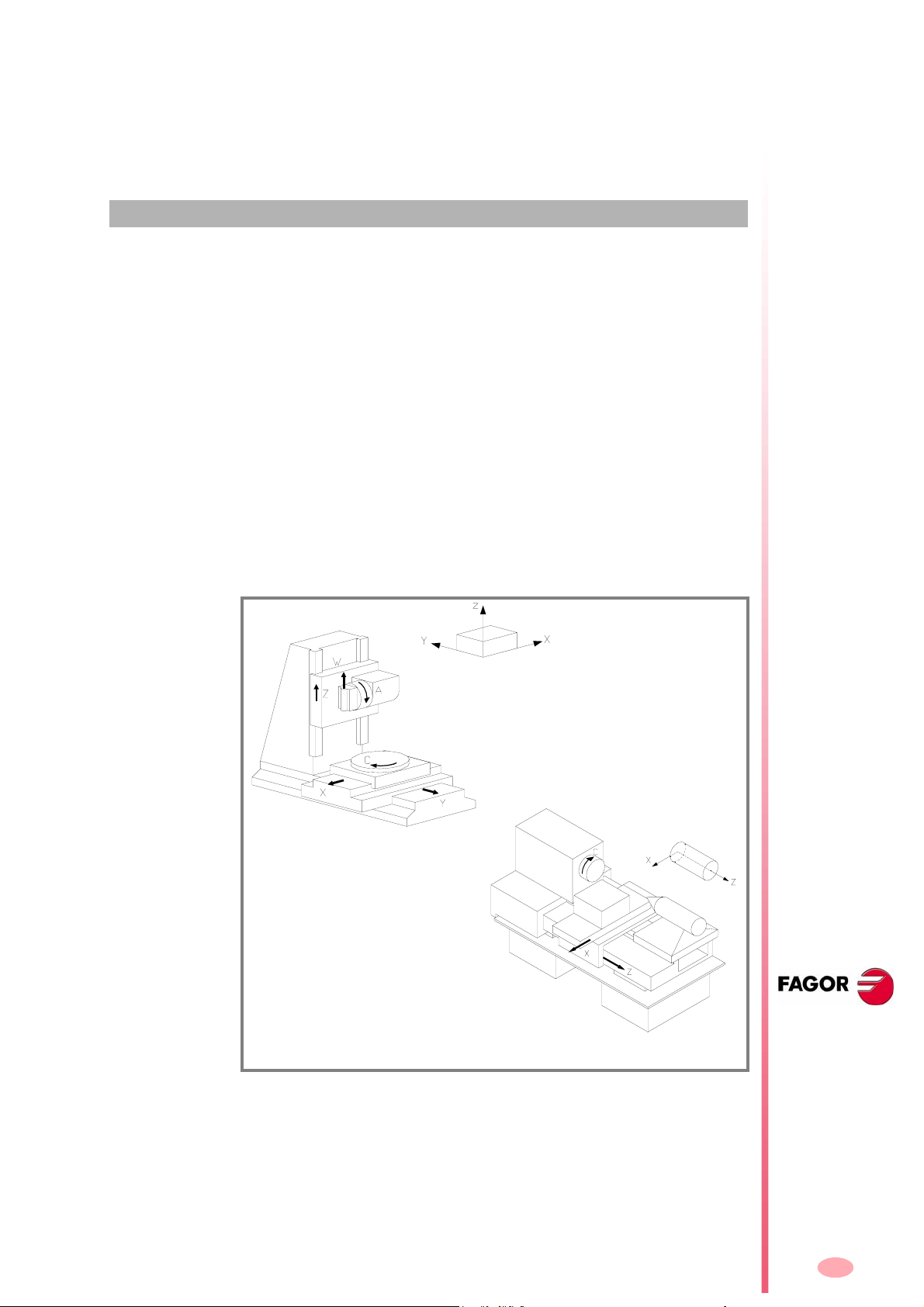
DIN 66217 标准轴的命名:
然而,机床制造商也可能以不同的名字命名轴。
2
X-Y-Z 机床主轴。 X-Y 轴构成主工作平面,Z 轴平行于主轴且垂直于 XY
平面。
U-V-W 附加轴,分别平行于 X-Y-Z 。
A-B-C 旋转轴,旋转中心分别平行于 X-Y-Z
作为一种选择,轴的名称可以后跟 1 到 9 之间的数字表示 (X1, X3, Y5, A8...).
不同机床轴的命名。
CNC 8070
(SOFT V03.0X)
19
2.
Programming manual
机床概述
轴的命名
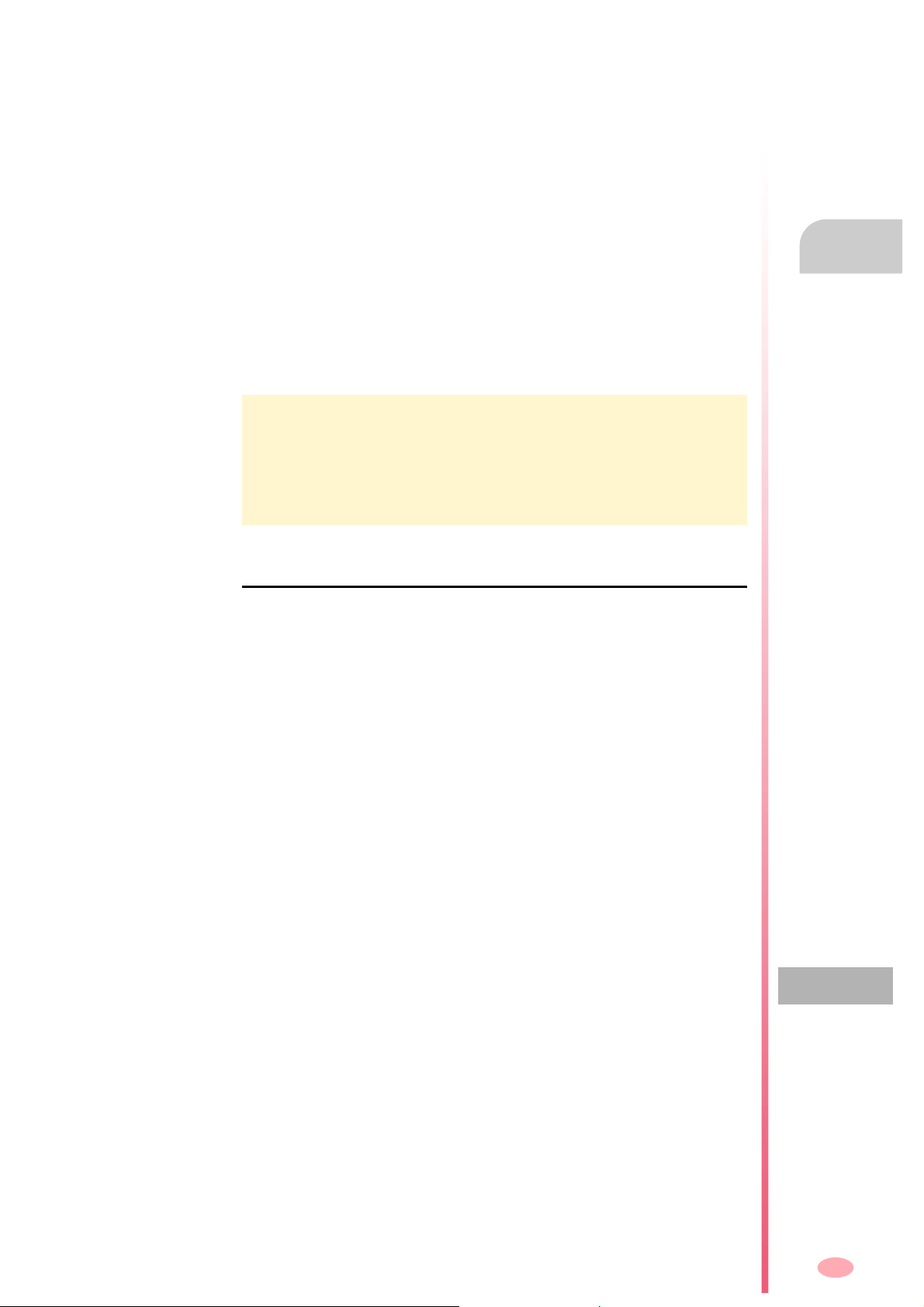
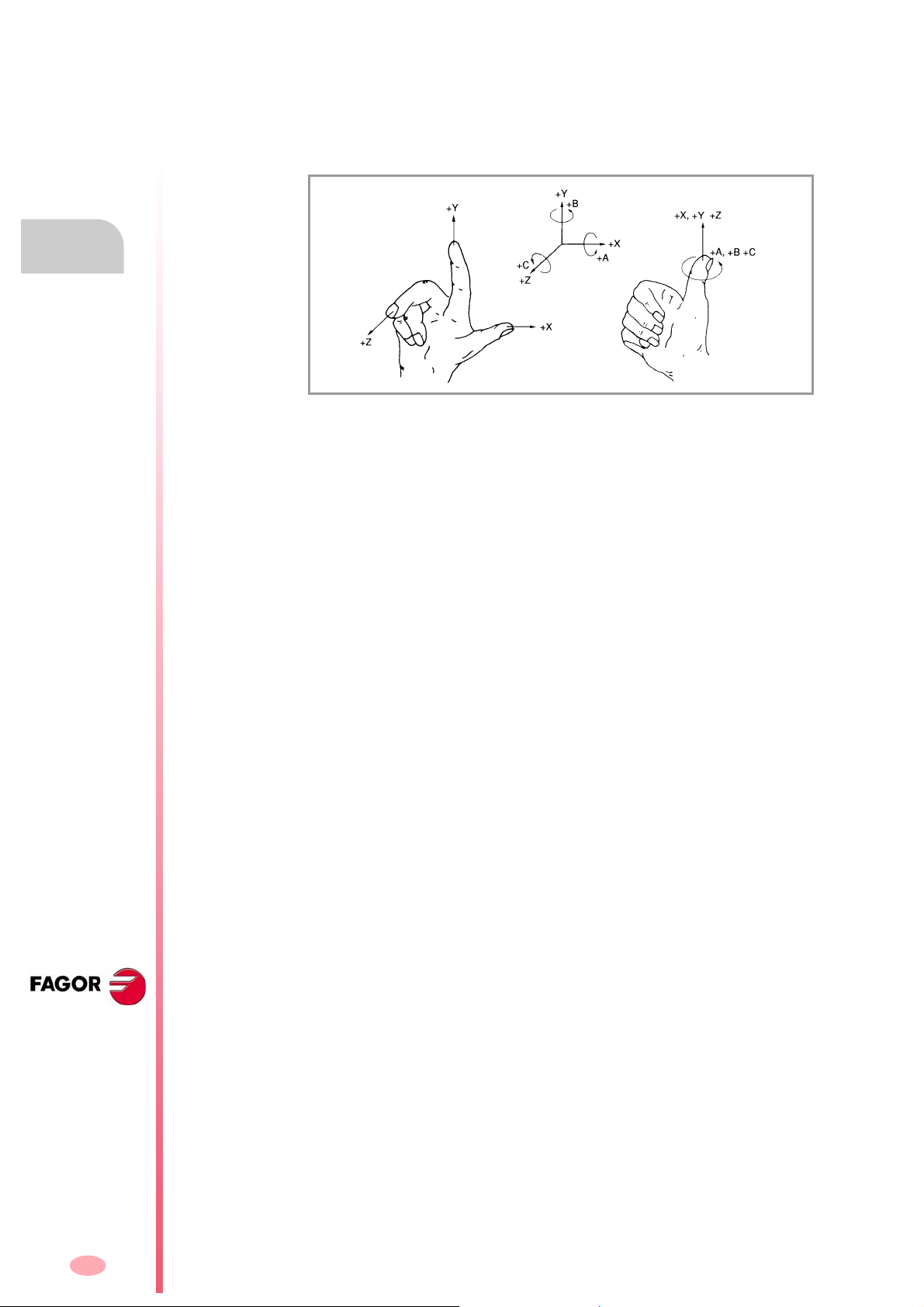
右手法则
X-Y-Z 轴的方向可以用右手法则容易地记住。 ( 如下图所示 )。
当拇指指向直线轴的正方时,手握住旋转轴方向。旋转轴正方向由手指所指的方向
决定。
CNC 8070
(SOFT V03.0X)
20
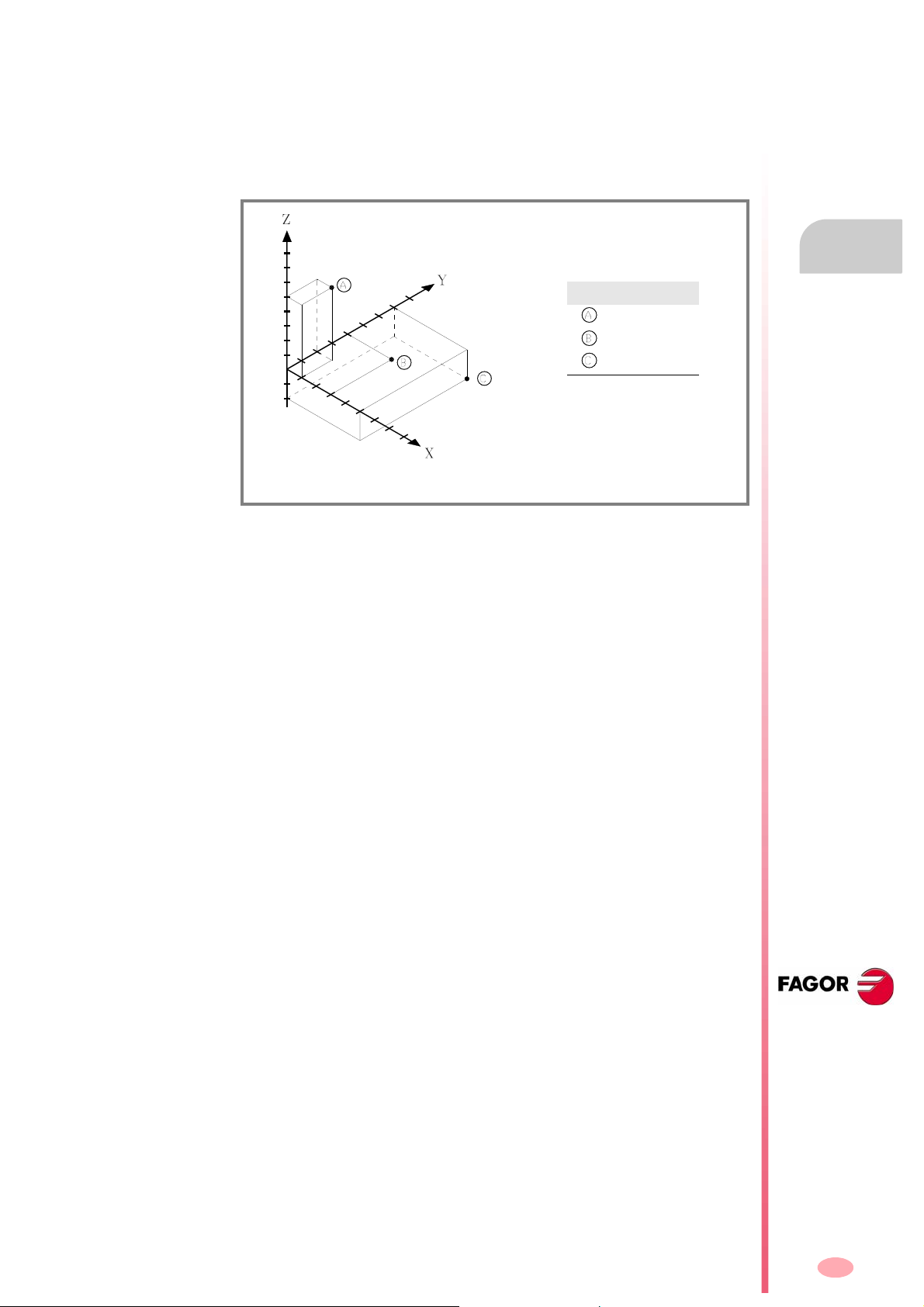
2.2 坐标系统
CNC 系统的目的之一就是控制轴的运动和位置,所以坐标系统必须可以在二维平面
或三位空间里确定不同目标终点的坐标。
主坐标系由 X-Y-Z 轴组成。轴相互垂直交于原点,原点用作各种各样点的参考点。
P (X,Y,Z)
(1,2,5)
(3,4,0)
(5,7,-2)
Programming manual
2.
机床概述
坐标系统
平面内或空间内的 P 点通过其各根轴的坐标被定义。
其它类型的轴例如附加轴和旋转轴也可以是坐标系统的一部分。
CNC 8070
(SOFT V03.0X)
21
2.
Programming manual
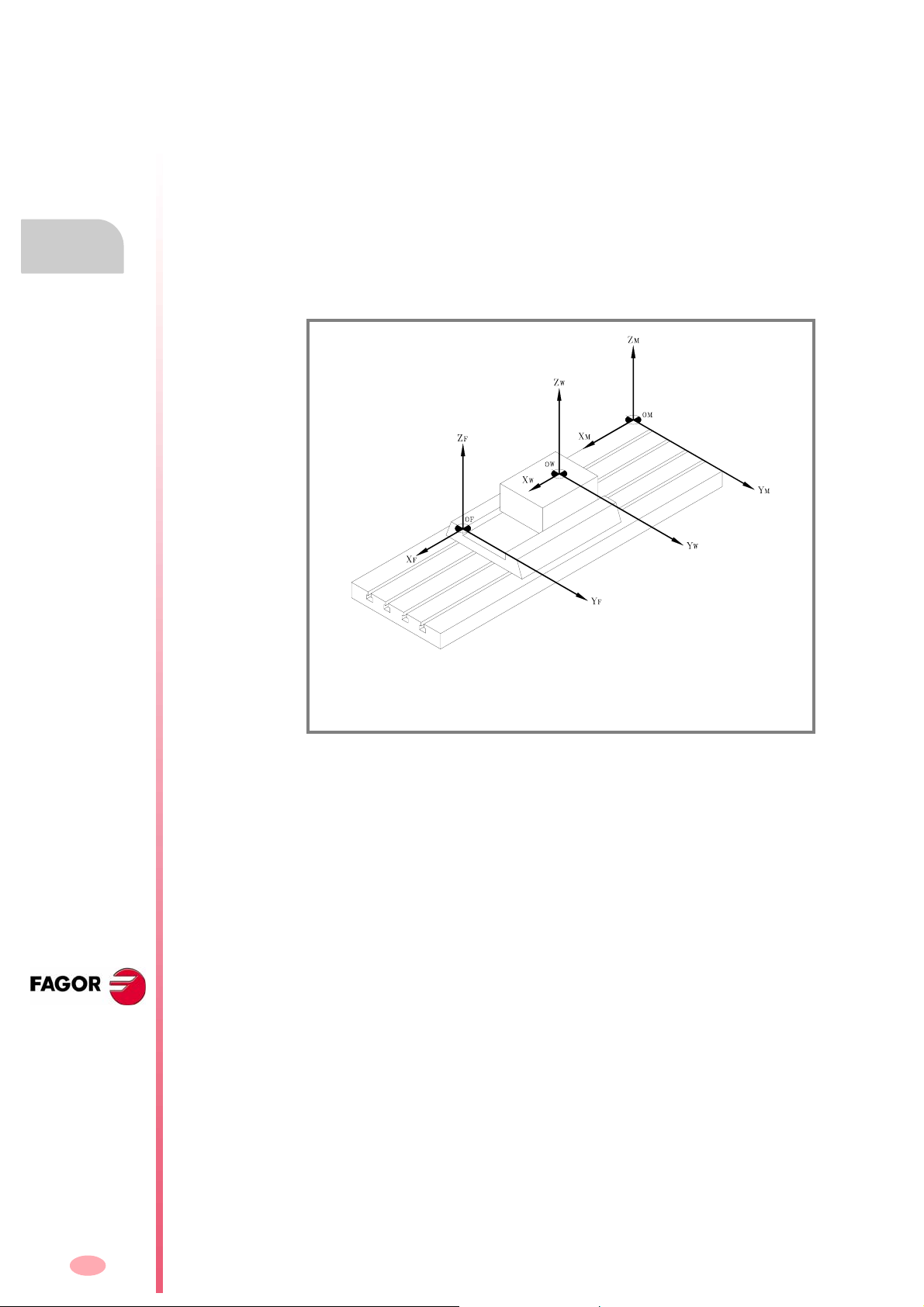
2.3 参考系统
机床概述
参考系统
机床可以使用以下参考系。
这是机床的坐标系统,并由机床的制造厂商设置。
• 夹具参考系。
它建立与所用夹具相关的坐标系统。它通过程序激活,可由操作者设置在在机床
的任何位置。
当机床使用多个夹具时,每一个都可以有与其关联的参考系统。
工件参考系 ( 数据点 )。
它建立的坐标系统与被加工工件相关。它通过程序激活,可由操作者设置在零件
的任何位置。
CNC 8070
X
M YM ZM
XF YF Z
XW YW Z
机床参考系。
夹具参考系。
F
工件参考系 ( 数据点 )。
W
(SOFT V03.0X)
22
2.3.1 参考系原点
不同参考系的位置是由各自的原点位置决定的。
Programming manual
O
M
O
F
O
W
机床原点
机床参考系的原点,由机床制造厂商设置。
夹具原点
用在夹具参考系的原点。其位置由操作者使用 " 夹具偏置 " 定义,而且是相对于机床
零点的位置。
"夹具偏置"可以通过编程或数控系统的控制面板设置,与操作说明书里介绍的一样。
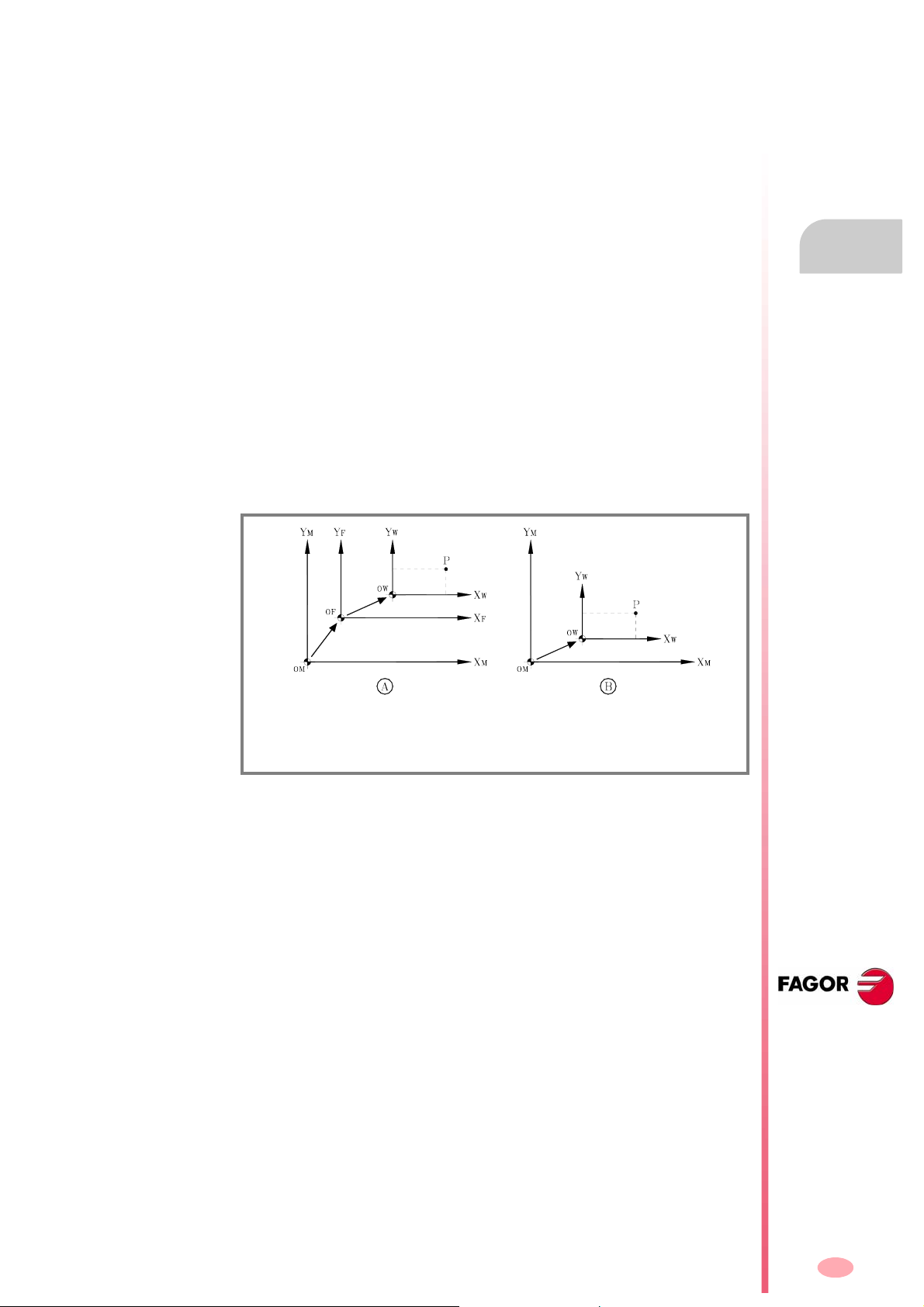
工件原点
它是工件参考系统的原点。它的位置由操作者使用用 " 零点偏置 " 设置,相对于:
• 夹具偏置,如果夹具参考系有效。当变换夹具参考系时,数控系统依据涉及的新
的夹具零点更新工件原点位置。
• 机床原点,如果夹具参考系无效。激活夹具参考系时,数控系统通过使其相对于
新的夹具零点来更新工件零点位置。
• 根据操作手册所介绍的那样, " 零点偏置 " 可以通过编程或从 CNC 面板设置。
2.
机床概述
参考系统
零点偏置当:
(A) 夹具参考系无效。
(B) 夹具参考系有效。
CNC 8070
(SOFT V03.0X)
23
2.
Programming manual
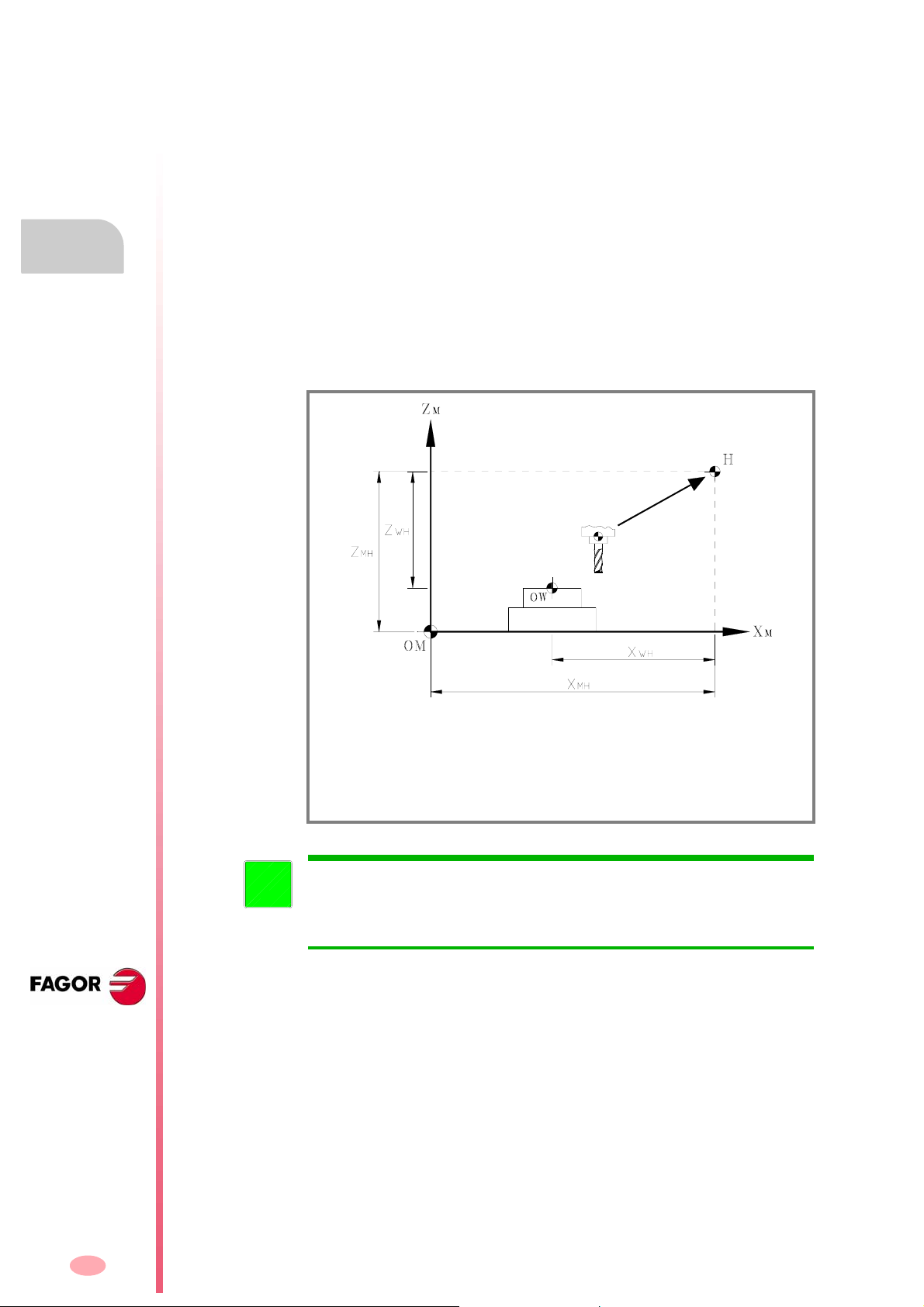
2.4 原点搜索
2.4.1 定义 " 原点搜索 "
机床概述
原点搜索
用于与系统同步的操作。当系统失去原点位置时必须执行该操作。(例如关掉机床 )。
为了执行 “原点搜索”, 机床制造商设置了特殊的点:机床零点和机床参考点。
• 机床零点。
机床参考系的原点。
• 机床参考点。
系统同步的地方它是物理点(除了当机床使用 I
它可以设置在机床的任何位置。
执行 “原点搜索”时,轴运动到机床参考点,数控系统采用机床制造商赋予该点的
坐标值 (相对于机床零点)。当使用 I
校验其位置所需的距离。
距离码参考标记或绝对反馈时,轴只会运动
0
距离码参考标记或绝对反馈) 。
0
CNC 8070
(SOFT V03.0X)
O
M
O
W
H
X
MH YMH
XWH Y
WH
编写"原点搜索"时, 不会取消夹具偏置和零点偏置;因此,坐标在有效参考
i
系中显示。
另一方面,如果每次一根轴在手动方式 (不是 MDI 方式)下执行 “原点搜
索”,有效偏置被取消,且坐标相对于机床零点显示。
机床零点。
工件零点。
机床参考点。
相对于机床参考系的坐标。
相对于工件坐标系的坐标。
24
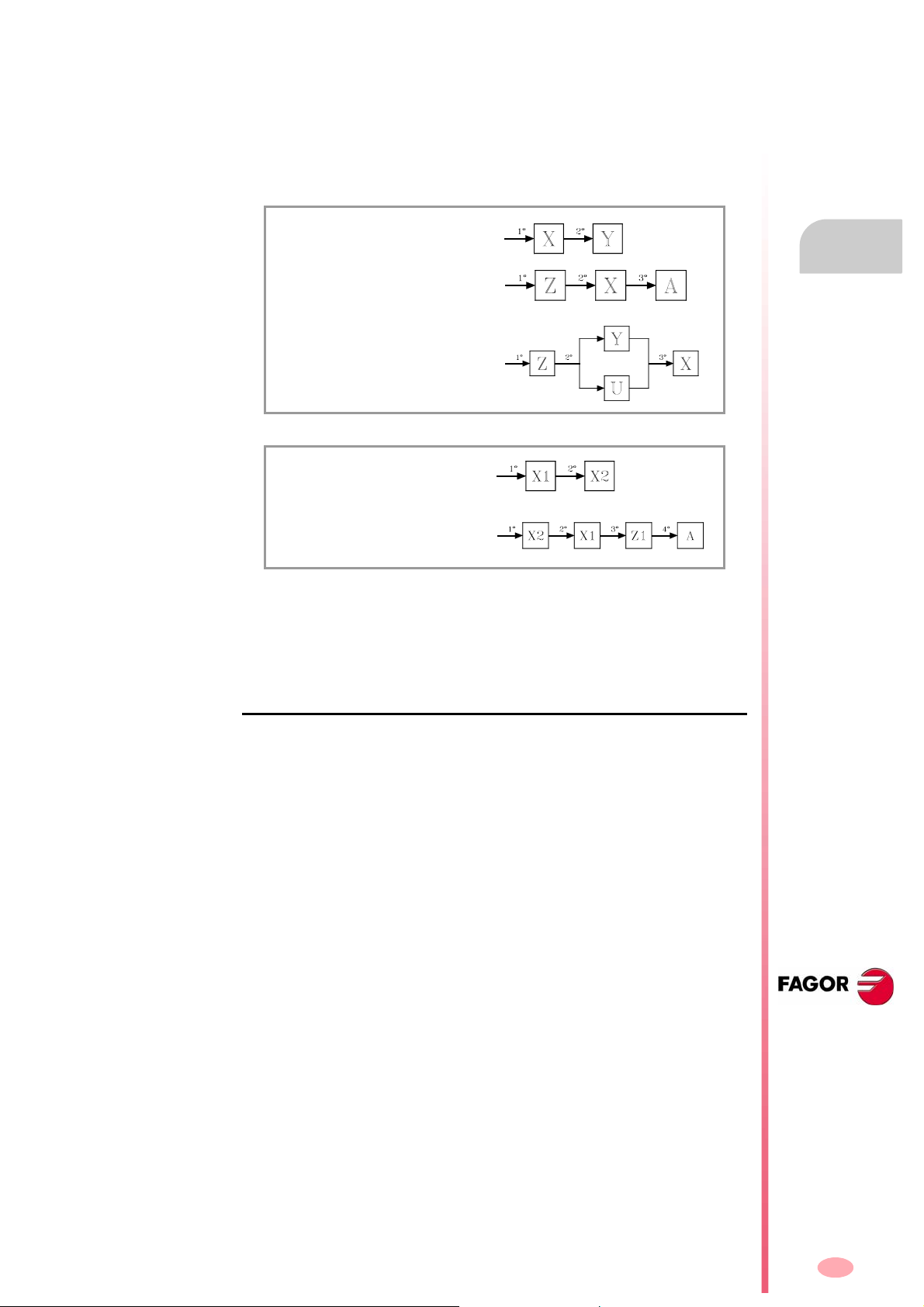
2.4.2 “原点搜索”编程
当编写 “原点搜索”时,各轴以操作者设定的顺序依次原点搜索。不是所有的轴必
须包括在 “原点搜索”里,仅是那些需要搜索原点的。
原点搜索用 G74 编程,编程时后接要完成原点搜索的轴和指示原点搜索的顺序号。
如果同样的顺序号被赋给几根轴,这些轴同时执行原点搜索,并且在下次的原点搜
索开始之前数控系统会等它们全部完成原点搜索。 I
G74 X1 Y2
G74 X2 Z1 A3
G74 Z1 Y2 X3 U2
当轴名称含有数字时,可以通过整体赋值给它们顺序号,如下。
G74 X1=1 X2=2
Programming manual
2.
机床概述
原点搜索
G74 X1=2 X2=1 A4 Z1=3
主轴原点搜索
使用位置控制主轴时,它可以像其他轴一样包含在 “原点搜索”中。这种情况下,
主轴原点搜索总是和第一根轴一起执行,而不管其定义的顺序。
使用关联子程序
如果机床制造商关联原点搜索子程序到 G74,这个功能可以在程序段里单独编写,数
控系统会自动执行相关的子程序 。 [G.M.P. "REFPSUB (G74)"]。
使用一个子程序时,“原点搜索”可以按照上述介绍的那样正确执行。
CNC 8070
(SOFT V03.0X)
25
 Loading...
Loading...