

Page 1

CNC 8070
操作手册
软件版本 V03.0x (Ref. 0509)
(REF. 0509)
OFT V03.0X)
(S
Page 2

Page 3
第1章 概述
1.1 CNC 配置 . 硬件......................................................................................................... 1
1.2 启动和关闭 CNC........................................................................................................ 3
1.2.1 电池紧急情况停止 .................................................................................................. 4
1.3 键的介绍 ....................................................................................................................5
1.3.1 与屏幕信息相关的键 .............................................................................................. 5
1.3.2 键盘布局 ................................................................................................................ 6
1.3.3 操作面板介绍 .........................................................................................................8
1.4 目录结构 .................................................................................................................. 10
1.4.1 MTB ( 机床刀具制造商 ) 目录................................................................................11
1.4.2 用户目录 .............................................................................................................. 12
第2章 CNC 操作方法
2.1 界面介绍 .................................................................................................................. 13
2.1.1 CNC 状态条的详尽介绍 ....................................................................................... 14
2.2 操作模式 .................................................................................................................. 16
2.2.1 如何进入操作模式 ................................................................................................ 16
2.2.2 各种操作模式的介绍 ............................................................................................ 18
2.3 对话框...................................................................................................................... 20
2.4 警告及错误窗口 ....................................................................................................... 21
2.5 文件选择窗口 ........................................................................................................... 22
2.6 计算器...................................................................................................................... 25
2.6.1 定义表达式........................................................................................................... 27
2.7 快捷键...................................................................................................................... 30
目录
Operating manual
第 3 章 自动模式
3.1 显示自动模式 .......................................................... ................................................. 34
3.1.1 屏幕介绍 .............................................................................................................. 35
3.1.2 常规状态栏介绍.................................................................................................... 36
3.1.3 通道同步窗口 ....................................................................................................... 37
3.1.4 图标介绍 ( 竖向软健 )........................................................................................... 38
3.2 数据屏幕 .................................................................................................................. 39
3.3 数据屏幕 ( 软键 )...................................................................................................... 41
3.3.1 第一程序段........................................................................................................... 41
3.3.2 停止条件 .............................................................................................................. 42
3.3.3 查询程序块........................................................................................................... 44
3.3.4 查询文本 .............................................................................................................. 46
3.3.5 定位到行 .............................................................................................................. 46
3.4 图形窗口 .................................................................................................................. 47
3.5 图形窗口 ( 软键 )...................................................................................................... 49
3.5.1 图形的类型........................................................................................................... 49
3.5.2 缩放...................................................................................................................... 50
3.5.3 尺寸...................................................................................................................... 51
3.5.4 视点...................................................................................................................... 52
3.5.5 测量...................................................................................................................... 53
3.5.6 清屏...................................................................................................................... 53
3.5.7 颜色...................................................................................................................... 54
3.5.8 选项...................................................................................................................... 55
3.5.9 实际坐标 .............................................................................................................. 56
3.6 程序的选择和执行.................................................................................................... 57
3.6.1 程序的选择........................................................................................................... 57
3.6.2 程序执行 .............................................................................................................. 58
3.6.3 刀具检验 .............................................................................................................. 59
3.6.4 程序块搜寻和程序执行......................................................................................... 61
CNC 8070
第4章 手动(JOG) 模式
4.1 手动 (JOG) 模式的外观 ............................................................................................ 64
4.1.1 该工作模式典型屏幕的介绍..................................................................................65
4.1.2 竖向软件键菜单 ( 图标 ) ....................................................................................... 66
(SOFT V03.0X)
i
Page 4
Operating manual
CNC 8070
(SOFT V03.0X)
4.2 关于轴的操作........................................................................................................... 67
4.2.1 机床零点搜寻 ....................................................................................................... 67
4.2.2 微调轴.................................................................................................................. 68
4.2.3 使用手轮微调轴 ................................................................................................... 70
4.2.4 将轴移动至特定位置 (坐标).............................................................................. 72
4.2.5 坐标预置 .............................................................................................................. 73
4.3 主轴控制 .................................................................................................................. 74
4.4 选刀和换刀 .............................................................................................................. 75
4.5 切削条件定义........................................................................................................... 76
4.6 自动加载零点偏置或工作夹具偏置的表格................................................................ 77
第5章 手动(JOG) 模式 . 刀具校准
5.1 手动校准 . 无探针校准 ............................................................................................. 81
5.2 半自动校准 . 探针校准 ............................................................................................. 84
5.3 使用探针和固定循环的自动校准 .............................................................................. 86
5.3.1 铣床或车床模式 (“三面体”几何配置)............................................................. 86
5.3.2 车床模式 (" 平面 " 几何配置 )............................................................................... 89
第6章 编辑- 仿真模式
6.1 编辑 - 仿真的外观 .................................................................................................... 92
6.1.1 常规屏幕介绍 ....................................................................................................... 93
6.1.2 窗口介绍 .............................................................................................................. 94
6.1.3 图标介绍 ( 竖向软键 )........................................................................................... 95
6.2 编辑窗口 .................................................................................................................. 97
6.2.1 程序编辑 .............................................................................................................. 99
6.2.2 输入 DXF 文件 ................................................................................................... 100
6.2.3 编辑时的语法错误 .............................................................................................. 101
6.3 编辑窗口 ( 软键 ).................................................................................................... 102
6.3.1 打开程序 ............................................................................................................ 102
6.3.2 文件 ................................................................................................................... 103
6.3.3 取消 ................................................................................................................... 104
6.3.4 关于程序段的操作 .............................................................................................. 105
6.3.5 查询 / 替换 ......................................................................................................... 106
6.3.6 用户化................................................................................................................ 107
6.3.7 轮廓编辑器......................................................................................................... 109
6.3.8 固定循环 .............................................................................................................110
6.3.9 TEACH-IN ON / TEACH-IN OFF........................................................................111
6.4 图形窗口 .................................................................................................................112
6.4.1 程序仿真 .............................................................................................................114
6.4.2 仿真错误 .............................................................................................................116
6.5 图形窗口 ( 软键 ).....................................................................................................117
6.5.1 图形的类型..........................................................................................................117
6.5.2 缩放 ....................................................................................................................118
6.5.3 尺寸 ................................................................................................................... 120
6.5.4 观察点................................................................................................................ 121
6.5.5 测量 ................................................................................................................... 122
6.5.6 清屏 ................................................................................................................... 122
6.5.7 颜色 ................................................................................................................... 123
6.5.8
6.5.9 速度 ................................................................................................................... 125
6.6 程序窗口 ................................................................................................................ 126
6.7 程序窗口 ( 软键 ).................................................................................................... 128
6.7.1 第一程序段......................................................................................................... 128
6.7.2 停止条件 ............................................................................................................ 129
6.7.3 查询文本 ............................................................................................................ 131
6.7.4 定位到行 ............................................................................................................ 131
6.8 统计表窗口 ............................................................................................................ 132
6.8.1 时间估计 ............................................................................................................ 133
6.9 轮廓编辑器 ............................................................................................................ 134
6.9.1 操作程序 ............................................................................................................ 136
6.9.2 数据编辑 ............................................................................................................ 137
6.9.3 轮廓定义 ............................................................................................................ 138
6.9.4 圆形轮廓定义 ..................................................................................................... 139
6.9.5 矩形轮廓定义 ..................................................................................................... 140
6.9.6 定义轮廓 ............................................................................................................ 141
6.9.7 修改轮廓及插入方角 .......................................................................................... 143
6.9.8 显示区域 ............................................................................................................ 145
6.9.9 工作平面定义 ..................................................................................................... 146
6.9.10 结束 ................................................................................................................... 147
6.9.11 轮廓编辑器 . 例 1............................................................................................... 148
6.9.12 轮廓编辑器 . 例 2............................................................................................... 149
6.9.13 轮廓编辑器 . 例 3............................................................................................... 150
选项 ................................................................................................................... 124
ii
Page 5
第7章 MDI 模式
7.1 MDI 模式的外观 ..................................................................................................... 152
7.1.1 窗口介绍 ............................................................................................................ 153
7.2 标准 MDI 窗口........................................................................................................ 154
7.2.1 程序块的编辑和执行 .......................................................................................... 155
7.3 MDI 全屏 ................................................................................................................ 156
7.3.1 程序块执行......................................................................................................... 158
7.3.2 作为一个程序来储存程序段................................................................................159
第 8 章 用户表格
8.1 表格模式外观 .......................................................... ............................................... 162
8.1.1 图标介绍 ( 竖向软键 )......................................................................................... 163
8.2 零点偏置表格 ......................................................................................................... 165
8.3 夹具表格 ................................................................................................................ 166
8.4 算术参数表格 ......................................................................................................... 167
8.5 表格操作 ................................................................................................................ 168
8.5.1 数据编辑 ............................................................................................................ 168
8.5.2 保存调用表格 ..................................................................................................... 169
8.5.3 查询文本 ............................................................................................................ 170
第 9 章 刀具和刀库表格
9.1 显示表格和通用操作 .............................................................................................. 172
9.1.1 表格选择 ............................................................................................................ 172
9.1.2 在表格中搜寻文本 .............................................................................................. 173
9.1.3 保存和读取表格.................................................................................................. 174
9.1.4 打印表格 ............................................................................................................ 176
9.2 刀具表格 ................................................................................................................ 177
9.2.1 竖向软键菜单图标介绍....................................................................................... 178
9.2.2 刀具列表 ............................................................................................................ 180
9.2.3 刀具数据介绍 ..................................................................................................... 181
9.3 刀具表格操作 ......................................................................................................... 189
9.3.1 编辑刀具表格 ..................................................................................................... 189
9.4 激活刀具表格 ......................................................................................................... 190
9.4.1 更换主轴刀具 ..................................................................................................... 191
9.5 换刀过程状态表格.................................................................................................. 192
9.6 刀库表格 ................................................................................................................ 193
9.6.1 竖向软键菜单图标介绍....................................................................................... 194
9.6.2 刀库位置列表 ..................................................................................................... 196
9.6.3 刀库信息 ............................................................................................................ 197
9.7 刀库表格操作 ......................................................................................................... 199
9.7.1 往刀库中装载刀具 / 从刀库中卸载刀具.............................................................. 199
9.7.2 往换刀臂装载刀具 / 从换刀臂卸载刀具.............................................................. 201
Operating manual
第 10 章 工具模式
10.1 工具模式的外观 ..................................................................................................... 204
10.1.1 屏幕的介绍......................................................................................................... 205
10.1.2 窗口介绍 ............................................................................................................ 206
10.1.3 竖向软件键菜单 ( 图标 ) ..................................................................................... 208
10.2 效用 ( 软键 )........................................................................................................... 210
10.2.1 分类.................................................................................................................... 210
10.2.2 选项.................................................................................................................... 210
10.2.3 在文件中搜寻 ......................................................................................................211
10.2.4 选择全部 ............................................................................................................ 212
10.2.5 颠倒选择 ............................................................................................................ 212
10.2.6 新文件夹 ............................................................................................................ 212
10.2.7 保护密码 ............................................................................................................ 213
10.2.8 数据安全备份 . 文件备份 - 恢复 ......................................................................... 215
第11章 PLC
11.1 PLC 模式外观 ........................................................................................................ 218
11.1.1 界面介绍 ............................................................................................................ 219
11.1.2 图标介绍 ( 竖向软键 )......................................................................................... 220
11.2 " 程序 " 服务项 ....................................................................................................... 221
11.2.1 PLC 项目 ( 软键 ) ...............................................................................................222
11.2.2 PLC 项目的 PLC 文件 ( 软键 )............................................................................ 223
11.3 程序编辑 ................................................................................................................ 224
CNC 8070
(SOFT V03.0X)
iii
Page 6
Operating manual
11.4 程序编辑 ( 软键 ).................................................................................................... 225
11.4.1 分析 ................................................................................................................... 225
11.4.2 文件 ................................................................................................................... 225
11.4.3 取消 ................................................................................................................... 226
11.4.4 块操作................................................................................................................ 226
11.4.5 查找 / 替换 ......................................................................................................... 227
11.4.6 定制 ................................................................................................................... 228
11.5 程序控制 ................................................................................................................ 229
11.6 程序监控 ( 软键 ).................................................................................................... 230
11.7 " 命令 " 服务项 ....................................................................................................... 231
11.7.1 " 命令 " 服务项选项 ( 软键 )................................................................................ 231
11.8 " 输出 " 服务项 ....................................................................................................... 232
11.8.1 " 输出 " 服务项选项 ............................................................................................ 233
11.9 " 逻辑分析器 " 服务项 ............................................................................................ 234
11.9.1 编辑逻辑分析器数据 .......................................................................................... 235
11.9.2 保存、加载和重置分析器配置 ............................................................................ 237
11.9.3 执行和分析轨迹 ................................................................................................. 238
11.9.4 定制逻辑分析器的外观....................................................................................... 239
11.10 " 监测 " 服务项 ....................................................................................................... 240
11.10.1 资源表格介绍 ..................................................................................................... 241
11.10.2 表格资源定义 ..................................................................................................... 242
11.10.3 " 监测 " 服务项选项 ( 软键 )................................................................................ 243
11.11 " 交叉访问 " 服务项 ................................................................................................ 244
11.11.1 " 交叉访问 " 服务项 选项
11.12 " 统计表 " 服务项.................................................................................................... 246
11.12.1 " 统计表 " 服务项 选项 ( 软键 ) ........................................................................... 247
11.13 " 信息 " 服务项 ....................................................................................................... 248
11.13.1 " 信息 " 服务项选项 ( 软键 )................................................................................ 249
11.13.2 编辑信息和错误表格 .......................................................................................... 250
11.13.3 显示 PLC 信息 ................................................................................................... 251
11.13.4 显示 PLC 错误 ................................................................................................... 252
11.13.5 保存 , 读取和打印信息和错误表格 .................................................................... 253
( 软键 )........................................................................ 245
CNC 8070
第 12 章 机床参数
12.1 机床参数表格外观.................................................................................................. 257
12.1.1 图标介绍 ( 竖向软键 )......................................................................................... 258
12.2 参数表格介绍......................................................................................................... 260
12.2.1 "M" 功能设置表格............................................................................................... 261
12.2.2 补偿表格 ............................................................................................................ 262
12.3 表格操作 ................................................................................................................ 263
12.3.1 数据编辑和确认 ................................................................................................. 263
12.3.2 保存和调用表格 ................................................................................................. 264
12.3.3 查询文本 ............................................................................................................ 265
第 13 章 设备辅助
13.1 示波镜.................................................................................................................... 269
13.1.1 界面介绍 ............................................................................................................ 270
13.1.2 配置界面 ............................................................................................................ 275
13.1.3 配置和执行示波镜功能....................................................................................... 276
13.1.4 机床参数编辑 ..................................................................................................... 277
13.2 伯德表.................................................................................................................... 280
13.2.1 界面介绍 ............................................................................................................ 281
13.3 环状测试 ................................................................................................................ 285
13.3.1 界面介绍 ............................................................................................................ 286
13.3.2 配置和执行环状测试 .......................................................................................... 289
13.3.3 配置图形环境 ..................................................................................................... 290
13.3.4 定义和执行运动子程序....................................................................................... 291
13.3.5 图形数据采集 ..................................................................................................... 292
13.3.6 有关机床参数调整 .............................................................................................. 293
13.3.7 确认修改并保存使用配置 ................................................................................... 295
13.3.8 可修改的机床参数 .............................................................................................. 296
(SOFT V03.0X)
iv
第14章 DDSSETUP
14.1 DDSSetup 模式外观 .............................................................................................. 298
14.1.1 界面介绍 ............................................................................................................ 299
14.1.2 竖向软件菜单 ( 图标 )......................................................................................... 300
14.2 驱动列表 ................................................................................................................ 301
14.3 命令栏.................................................................................................................... 302
14.4 改变驱动访问级别.................................................................................................. 304
14.5 参数和变量服务服务项 .......................................................................................... 305
14.6 错误管理服务服务项 ............................................................................................. 307
Page 7
14.7 监测服务项............................................................................................................. 308
14.8 信息服务项............................................................................................................. 309
14.9 命令生成器..............................................................................................................311
第15章 诊断
15.1 诊断模式外观 ......................................................................................................... 314
15.1.1 界面介绍 ............................................................................................................ 315
15.1.2 图标介绍 ( 竖向软键 )......................................................................................... 316
15.2 配置诊断 ................................................................................................................ 317
15.2.1 系统诊断 ............................................................................................................ 317
15.2.2 软件诊断 ........................................................................................................... 318
15.2.3 硬件诊断 . CAN 总线和 SERCOS ..................................................................... 319
15.3 Sercos 诊断 ........................................................................................................... 320
15.4 保存启动测试的 CAN 配置 ..................................................................................... 321
15.5 生成系统信息报告.................................................................................................. 322
Operating manual
CNC 8070
(SOFT V03.0X)
v
Page 8
概述
该手册介绍了如何使用键盘、监视器和操作面板操作 CNC。也介绍了各种 CNC 操
作模式及每种模式的操作方法。
1.1 CNC 配置 . 硬件
监视器 , 键盘和操作面板
CNC 装配包括监视器、键盘和操作面板。
• 监视器显示 CNC 状态和整个系统的信息。
• 键盘用于与 CNC 通信,操作者可以请求命令信息或使用新指令改变 CNC 状态。
• 操作面板用于管理设备上各元素,包括轴运动和主轴控制等。
1
模块
根据 CNC 模块,可以采用不同的连接方式。比如它可连接如下设备:
• 软磁盘驱动器。
• CD-ROM 装置。
• 打印机。
• PC- 兼容键盘。
• PS-2 联结器鼠标。
• USB 接口装置。
• 以太网连接。
• 其它设备。
查看硬件手册获得更多信息。
CNC 8070
(SOFT V03.0X)
1
Page 9
1.
Operating manual
概述
CNC 配置 . 硬件
网络连接 ( 以太网 )
CNC 通过特殊连接器可以连接在计算机网络上。如同通常的 PC 机一样,CNC 也要
设置网络节点。
当在计算机网络中为 CNC 配置节点时需要进行如下操作:
• 从任何 PC 访问 CNC 零件加工程序目录。
• 从 CNC 访问任何 PC,执行、仿真或编辑程序。被执行的程序不需要存储在本地
磁盘。
• 从 CNC 拷贝程序和表格到 PC 机,反之亦然。
• 编辑、修改、重新命名保存在 CNC 中的程序等。
• 执行 CNC 远距离控制。
CNC 8070
(SOFT V03.0X)
2
Page 10
1.2 启动和关闭 CNC
CNC启动和关闭的方式取决于机床操作者对 CNC的设置。然而,最通用的实现这些
操作的方法如下所示:
启动 CNC
Operating manual
在启动装置之后,将先启动操作系统 (Windows 95 或 Windows XP)。然后,根据
机床制造厂家的设置, CNC8070 应用程序也将自动启动或通过点击显示在屏幕上
的图标初始化 CNC8070 应用程序。
启动之后,它将显示初始标准 CNC 界面或机床制造者建立的初始界面。一旦 CNC
启动,它将显示由机床制造厂家选择的工作模式 (自动或手动)界面。
关闭 CNC
按组合键 [ALT]+[F4] 关闭 CNC。在任何情况下,如果有程序正在执行将不可以关闭
CNC。
在关闭 CNC 应用程序之后,根据机床制造厂家的设置,设备将自动关闭或请求选择
(启动)
Start
一旦应用程序被关闭,屏幕显示设备将关闭信息。
用前面提到的组合键关闭应用程序之后,必须使用启动 / 关闭开关来关闭设
备。
不正确的关闭设备可能会导致如下信息丢失:
•
•
•
•
•
如果在通电状态下,将显示错误 “
的关闭
当显示该错误信息时,再次将轴回零 (参考点)并激活偏置 (包括工件零
点)和轴的设置。
菜单中
关闭系统
有效偏置 (零点偏置, 工件偏置, 等)。
坐标。
工件计数器。
有效轴设置。
下一把刀具信息。
CNC
(由于断电等),导致信息丢失。
选项。
12 -CNC
数据校验和错误”,表示不恰当
1.
概述
启动和关闭 CNC
CNC 8070
(SOFT V03.0X)
3
Page 11
1.
Operating manual
1.2.1 电池紧急情况停止 Emergency shutdown with battery
中心装置 PC104 由外部 24V 直流电供电。可以选择连接外部电池,以检测掉电并
正确关闭单元。
当电力供给发生故障时 (24V 压降),如果中心装置连接导电池,会有下述反应:
• 如果电力供给中断时间小于 2 秒。
屏幕显示对应的报警信息,系统恢复正常。由于远程模块缺少 24V 电压,因此
可能还会发生 CAN 错误。
• 电力供给中断时间大于 2 秒。
在两秒之后,屏幕显示对应的错误并开始按顺序执行自动关闭。如果正在运行,
应在停止机床后关闭 CNC8070 应用程序,然后关闭整个系统,最后关闭电池。
概述
启动和关闭 CNC
CNC 8070
(SOFT V03.0X)
4
Page 12
1.3 键的介绍
1.3.1 与屏幕信息关联的键
软键
软键或功能键用于选择显示在屏幕的不同选项。
水平软键
选择水平菜单选项。
竖向软键
选择竖向菜单选项。
使用界面
界面改变
根据 OEM 设置键的方式,该键将完成如下操作:
• 顺序的访问激活工作模式的不同界面。在 PLC 模式中,可实现在各有效服务项
之间切换。
• 顺序的访问各通道。
• 水平软键菜单显示有效界面,竖向软键菜单显示有效通道。
Operating manual
1.
概述
键的介绍
窗口切换
切换屏幕各窗口。
上级菜单
在水平软键菜单上,允许从软键子菜单返回上级菜单。
帮助
帮助
访问 CNC 系统帮助。
CNC 8070
(SOFT V03.0X)
5
Page 13
Operating manual
1.3.2 键盘布局
根据不同键的作用, CNC 键盘如下所示:
工作模式
直接访问不同的 CNC 工作模式。
1.
概述
自动模式
手动模式
键的介绍
MDI 模式
编辑 - 仿真模式
用户表格
零点偏置,夹具和算法参数。
刀具刀库表格
效用模式
可配置模式
根据 OEM 对该键的设置,它可以:
• 访问 CNC 工作模式。
• 执行应用程序。
• 访问操作系统。
• 不执行功能。
CNC 8070
(SOFT V03.0X)
数字键区
包括输入数字数据的必要键,将算术操作定义为如下专用键:
运动箭头键
向左、右、上或下移动光标。
上一页或下一页键
当程序 (零件程序或 PLC 程序)多于一页时,显示上一页或下一页信息。
起始和结束键
移动光标到行的开始或结尾。
6
Page 14
文字数字键盘
包括如下所示的编辑程序必须专用键:
切换键
按住该键不放,与另一个键组合使用,将显示该键的第二套字符。当与字母结合使
用时,写入的为大写字母。
当与箭头键结合使用时,选择光标滑过的文本。
交替字符
按住该键不放,与另一个键组合使用,将显示该键的第三套字符 (显示在键的右
下部)。
ASCII 字符
当持续按该键并输入数字时,它将对应 ASCII 码的字符输入。
大写字母
在大小写字母间切换,只对字母起作用。
删除字符 ( 退位 )
删除光标左侧字符。
删除字符
删除光标右侧或选中文本。
Operating manual
1.
概述
键的介绍
插入或覆盖
在插入和覆盖方式间切换。当为插入模式时,新文本将添加到原来的文本中。然而
当为覆盖方式时,新文本将替换原来的文本。
切换区域
移动光标到激活菜单下一个区域。
ESCAPE 键
不采用改变,取消当前操作。
命令确认
确认当前操作数据和在编辑仿真模式中编辑的程序段。
数据调用
激活 TEACH-IN 选项,将轴位置值输入到编辑的程序段中。
当在工件程序中选择了轮廓或对话固定循环时,将访问相应的轮廓编辑器或固定
循环编辑器。
CNC 8070
(SOFT V03.0X)
7
Page 15
Operating manual
1.3.3 操作面板介绍
根据不同元件的效用,操作面板如下所示:
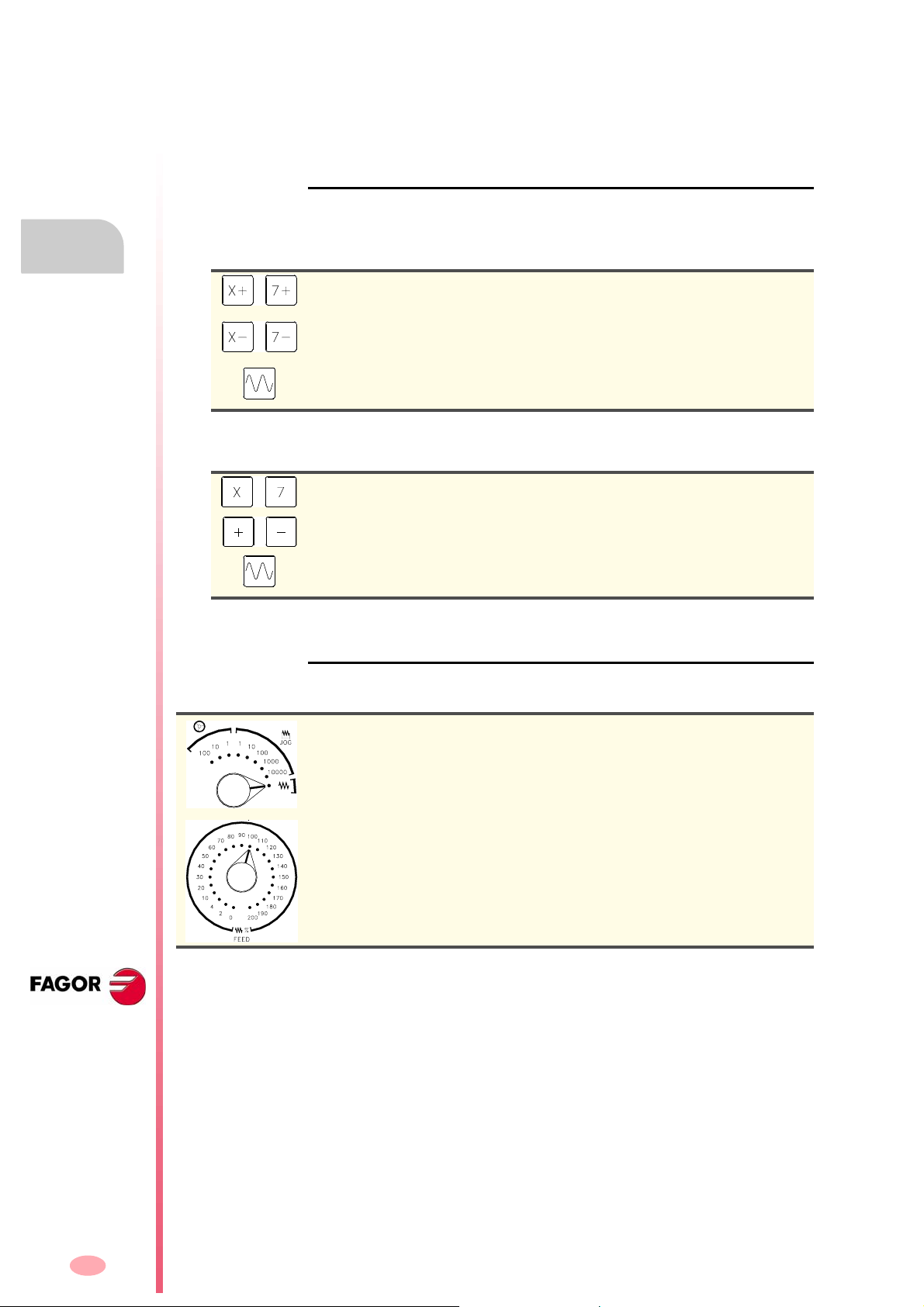
JOG 键
用于手动调节轴。有两种类型的 JOG 面板:
1.
概述
键的介绍
每根轴有两个键,一个在正方向手动调节,另一个在负方向手动调节。
在正方向手动调节轴
以 jog 进给率执行运动。
在负方向手动调节轴
以 jog 进给率执行运动。
轴的快速手动调节
当同其它 JOG 键组合使用时,轴将以快速 jog 进给率运动。
对于所有的轴都有一个键与轴对应,两个键与移动方向对应。两个键 (对应轴和方
向)必须同时使用,来实现轴的手动调节。
轴选择
移动方向选择
轴的快速手动调节
当同其它 JOG 键组合使用时,轴将以快速 jog 进给率运动。
进给选择器
操作面板有两个选择器:
CNC 8070
(SOFT V03.0X)
运动类型选择器
选择 jog 运动的类型,有使用手轮、增量 jog 或连续 jog 几种。
在手轮模式中,要为手轮脉冲选择倍乘因子 (x1, x10 o x100)。
在增量模式,要选择轴运动增量值。
进给率倍率 % 选择器
在 0% 和 200% 之间选择施加在编程和 jog 进给率上的倍率百分率。
8
Page 16
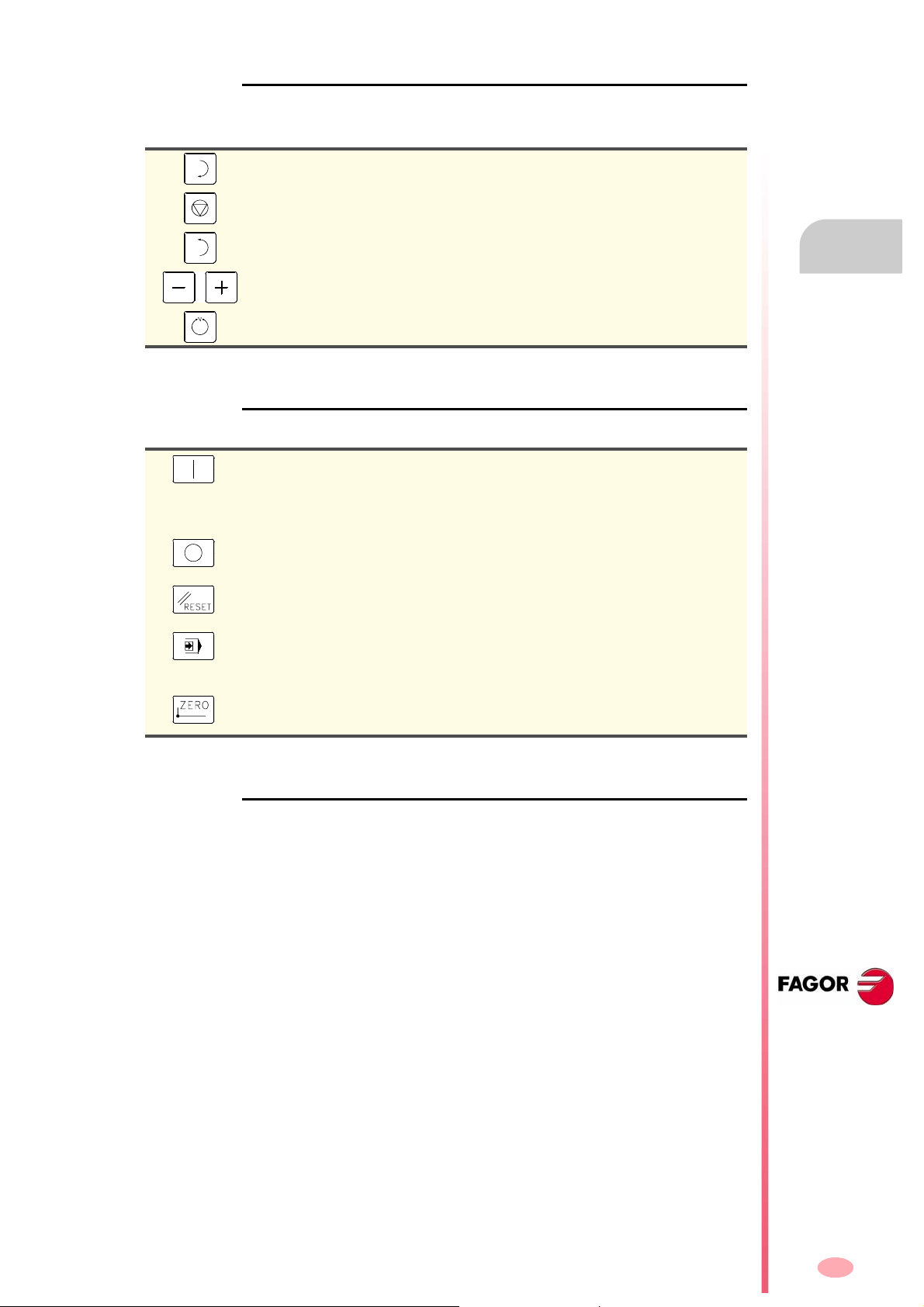
主轴控制
用于控制主轴,由如下键组成:
顺时针方向启动主轴。
停止主轴。
逆时针方向启动主轴。
按百分率改变主轴速度。
主轴定位。
执行键
循环开始键
不考虑激活的工作模式 (除了 MDI 模式),执行在执行模式中选择的程序。如果
程序已经中断,它将恢复执行。
如果 MDI 被激活,它仅能够编辑程序段。
循环停止键
中断程序或 MDI 程序段的执行。
RESET 键
设置机床参数定义的初始条件来初始化系统。
单程序段执行模式
选择单程序段执行模式。当该模式激活时,程序的执行在每个程序段的结束被中
断。
Operating manual
1.
概述
键的介绍
机床零点搜寻
使用子程序同时回零一根或多根轴。
外部设备
这些键的功能由机床制造厂商来定义,允许控制不同的机床设备 (冷却液、去屑器
等)。
CNC 8070
(SOFT V03.0X)
9
Page 17
Operating manual
1.4 目录结构
CNC 必要文件保存在目录: C:\CNC8070 及其相关的子目录中。
FAGOR 版本目录
该目录包括 CNC 相应的软件安装版本。
1.
概述
目录结构
不可改变该目录内容。只有
容。
对于擅自修改本目录内容的一切后果,
在该目录中进行软件升级,不会影响目录 MTB 和 USERS 中的内容。
MTB OEM 目录
该目录由机床制造厂商管理。
该目录包括机床制造厂商在 CNC 上做出的修改,例如:PLC 程序、机床参数、自
定义设置、新界面、结合外部应用程序等。
TMP 临时文件
CNC 用来保存操作时产生的临时文件。
每次 CNC 启动时目录内容将被删除。
USERS 用户目录
由用户管理该目录。
该目录提供给用户保存生成的工件加工程序、轮廓等的存储空间。
UNINST 卸载目录
Fagor
自动控制公司授权人员才可修改该目录内
Fagor
自动控制公司概不负责。
CNC 8070
(SOFT V03.0X)
该目录包括卸载 8070 CNC 软件必需文件。
双击 fimain.exe 文件,根据显示在屏幕上的指示进行卸载。
10
Page 18
1.4.1 MTB ( 机床刀具制造商 ) 目录
由机床制造厂商来管理该目录。
该目录包括机床制造厂商在 CNC 上做出的修改,例如:PLC 程序、机床参数、自
定义设置、新界面、结合外部应用程序等。
DATA 该目录包括:
• 关于机床参数和表格等的数据库及那些表格的安全备份 ( 使用 ASCII)。
• (*.dat) 文件与加工固定循环相关 (循环编辑器)。
• 在关闭 CNC 后为保存数据作的拷贝 (坐标、零点偏置等)。
Operating manual
1.
DRIVE 该目录包括关于 DDSSETUP 的信息。
MMC 该目录包括机床制造厂家做的 CNC 自定义设置:
• 目录 "...\MMC\CONFIG" 文件为可使用界面定制刀具来修改 (Fguim.exe)。
• 在目录 "...\MMC\IMAGES" 中,机床制造厂家包括了关于位图、视频、图标等所
有应用程序文件。
最初它为目录 "...\FAGOR\MMC" 的拷贝。
PLC 该目录保存机床制造厂家所作 PLC 集成的信息:
• 目录 "...\PLC\LANG" 包括不同语种的 PLC 信息和错误信息。
• 目录 "...\PLC\PROJECT" 包括组成 PLC 项目文件和目标文件。
• 目录 "...\PLC\WATCH" 包括从监测和逻辑分析器保存的设置。
RELEASE 当机床制造厂商将他们自己的应用程序集成到 CNC 中时,创建的部分 (*.OCX 文件
) 将保存在该目录中。
SUB 当机床制造厂商集成他们自己的子程序 (换刀、机床零点搜寻等)时,文件将保存
在该目录中。
TUNING 该目录存储用户在设置帮助中保存的配置。
概述
目录结构
CNC 8070
(SOFT V03.0X)
11
Page 19
Operating manual
1.4.2 用户目录
用户管理目录。
该目录提供给用户存储生成的工件程序、轮廓等的存储空间。
虽然用户可以将程序存放在任何目录中,但为了简单并快速的查找程序,制作安全
备份,程序应存放在专门创建的目录中。
POCKET 该目录保存使用轮廓编辑器创建的轮廓和以及与对话固定循环相关的型腔。
1.
概述
目录结构
PRG 该目录保存用户 (该用户可以创建新的子目录并按顺序格式存储程序)创建的工件
程序。
PROFILE 该目录保存使用轮廓编辑器创建的轮廓和对话固定循环相关的轮廓。
REPORTS 该目录保存打印图像到文件时生成的 bmp 文件,也可保存在诊断模式中产生的报告
(prn 格式 )。
CNC 8070
(SOFT V03.0X)
12
Page 20
CNC 操作方法
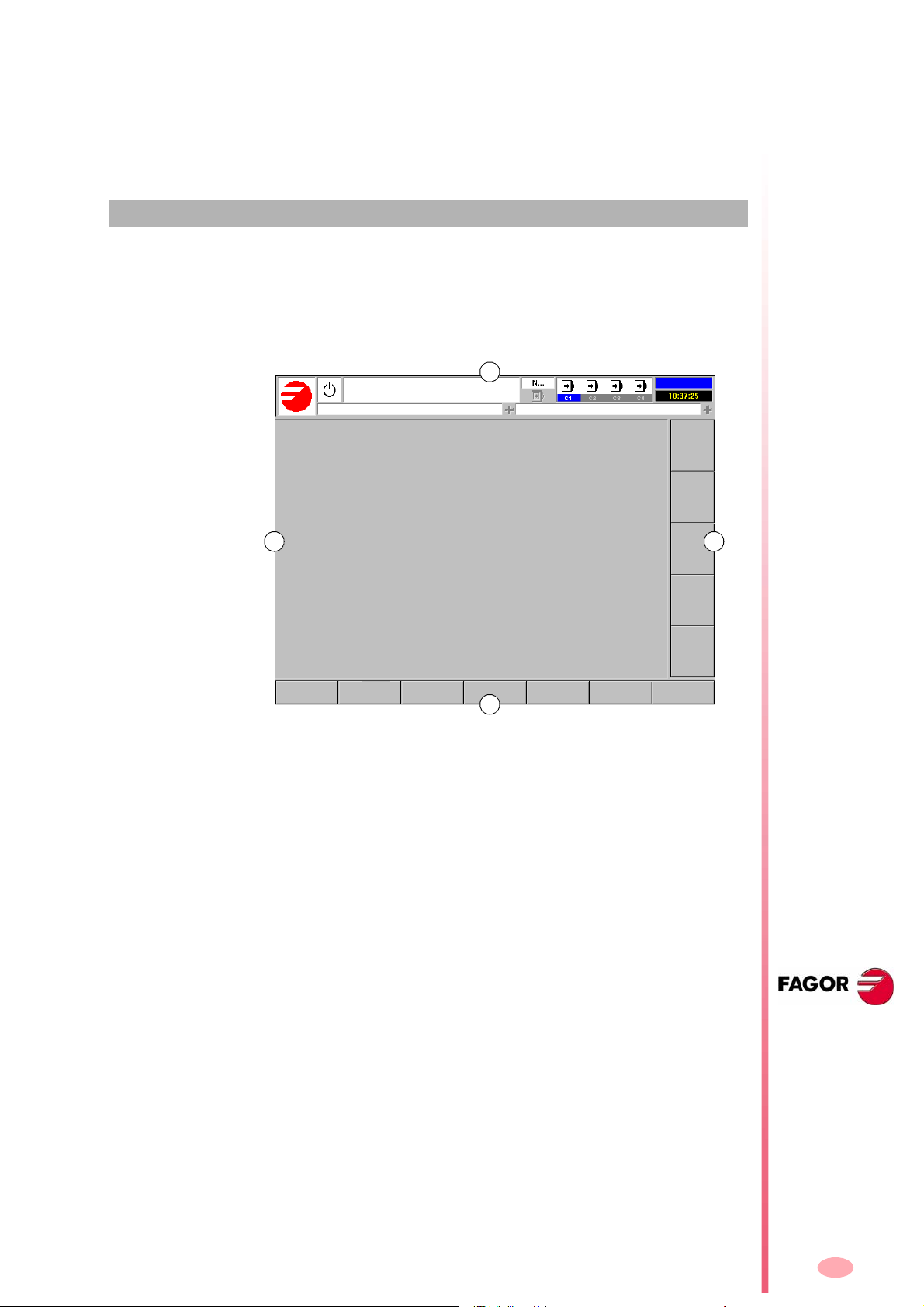
2.1 界面介绍
CNC 显示下面的信息:
B C
2
A
D
A. 通用 CNC- 状态条。
“
显示正在执行程序的信息、有效操作方式和 PLC 信息。参考 14 页
条的详细介绍”
B. 有效工作模式的界面。
该区域内显示的信息取决于有效工作模式 (自动、 jog 等)。各工作模式下显示
的信息将会在相关的章节中介绍。
C. 竖向软键菜单 ( 图标 )。
菜单项的改变取决于有效的工作模式。通过软键 F8 ~ F12 可选择不同的选项。
该菜单可以置于屏幕的左侧或右侧。
D. 水平软键菜单。
菜单项的改变取决于有效的工作模式。通过软键 F1 到 F7 可选择不同的选项。
。
CNC
状态
CNC 8070
(SOFT V03.0X)
13
Page 21
2.
Operating manual
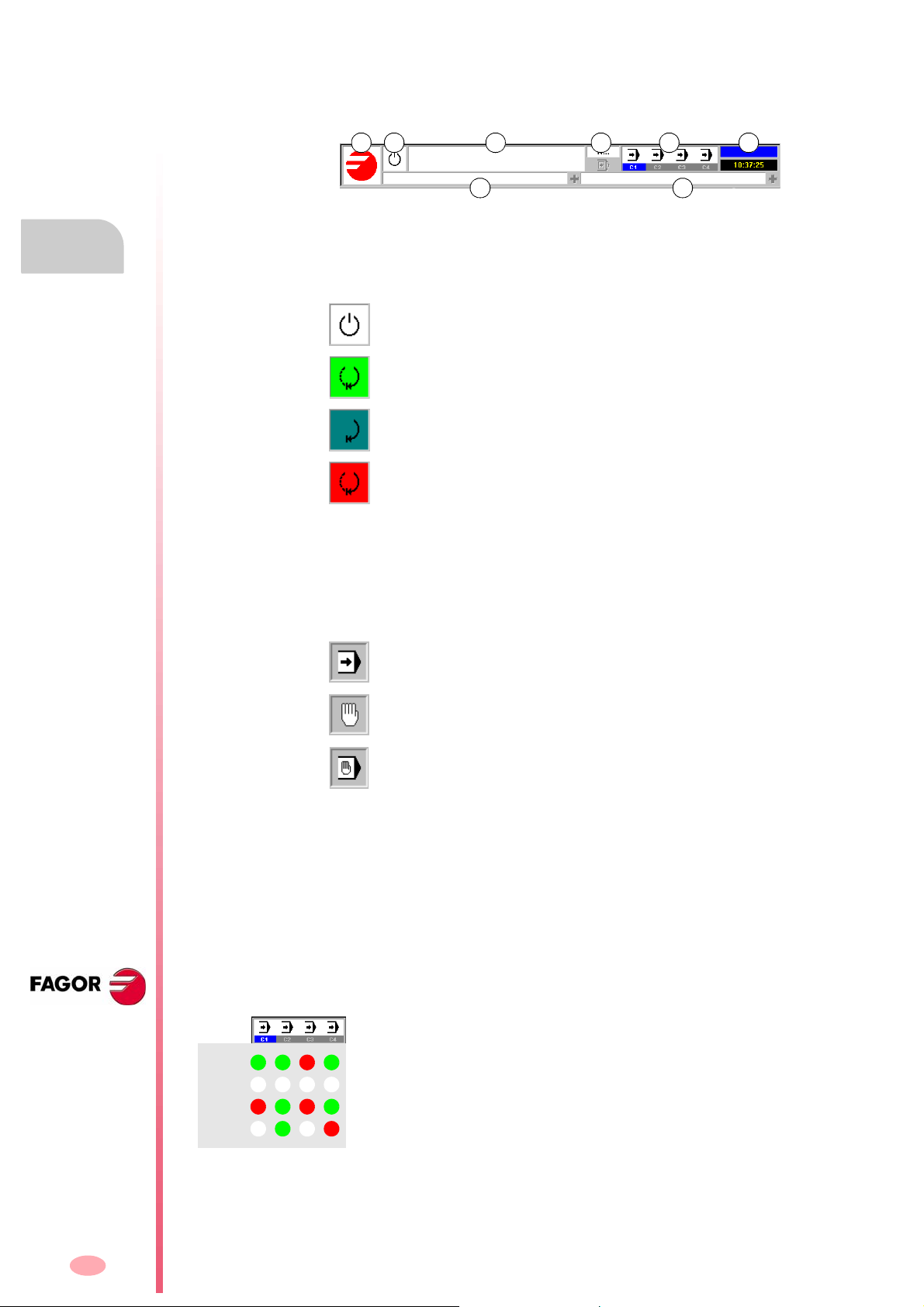
2.1.1 CNC 状态条的详细介绍
界面最上端显示如下的信息:
A B C D E F
G H
A. 显示制造厂商的图标 (用户化的)。
B. 显示有效通道的程序状态的图标:
根据程序状态的不同背景的颜色也将不同。
编程停止。
界面介绍
CNC 操作方法
程序正在执行。
背景颜色:绿色。
中断程序。
背景颜色:暗绿色。
程序出错。
背景颜色:红色。
C. 在有效通道中选择执行的程序。
背景色将根据程序状态的不同而变化。
D. 执行的程序段号。 底部的图标表示单一程序段执行模式被激活。
E. 通道信息。
可用通道和有效通道的数量(兰色表示)。图标显示每个通道所处的工作模式。
执行模式。
Jog 模式。
MDI 模式。
使用 [ALT]+[S] 键可以放大通道同步窗口。使用程序中的标志来执行同步。 该窗
口显示各通道是否等待同步标志以及触发它们的通道标志的状态。
CNC 8070
(SOFT V03.0X)
14
CH1
CH2
CH3
CH4
窗口中不同颜色的发光二极管显示每个通道同步标志的状态。在左边为等待标志的
通道,在上边为触发它们的通道。
白色 不等待同步标志。
绿色 等待同步标志。在触发它们的通道中该标志置 1 。
红色 等待同步标志。 在触发它们的通道中该标志置 0 。
GGG
R
WWWW
G
R
G
WW
GR
R
F. 有效工作模式 (自动、手动等)选择界面数以及可用界面总数。
系统时钟。
G. 有效 CNC 信息。
通道 1 (CH1) 等待来自于其余通道的同步标志。通道 2 和 4 的标志置 1。通
道 3 的标志置 0。
通道 2 不等待任何同步标志。
(
图中,白色的发光二极管使用字母
色的使用字母
-R-
识别)。
-W-
识别,绿色的使用字母
-G-
识别,红
Page 22
对于每一个通道,它显示由正在运行的程序激活的上一条信息。窗口显示有效通
道的上一条信息。 如果其它通道中有信息,它将高亮显示与消息窗口相邻的“+”
符号。 要显示有效信息清单,可按组合键 [CTRL]+[O]。
信息清单中,在靠近每条信息的地方显示激活该信息的通道。
H. PLC 信息。
如果 PLC 激活两条或更多的信息, CNC 将显示具有最高优先权的消息,并且
它将显示 “+”号,表示有更多的信息被 PLC 激活。按住组合键 [CTRL]+[M]可
显示有效信息的清单。
信息清单中,靠近每条信息的地方,有符号显示是否该信息有与之相关的附加信
息文件。要显示信息,可使用指针并按 [ENTER] 来选择它。如果该信息有附加
信息文件,将显示在屏幕上。
Operating manual
2.
界面介绍
CNC 操作方法
CNC 8070
(SOFT V03.0X)
15
Page 23
2.
Operating manual
2.2 操作模式
2.2.1 如何进入操作模式
可以通过键盘或者由组合键 [CTRL]+[A] 弹出的任务窗口进入 CNC 操作模式。
每种操作模式可以由几个界面或专栏组成。可通过相关操作模式的访问键来在不同
的界面之间切换。每按一次,将显示下一个界面。 界面选择按该方法循环,在最后
一个界面按下此键时,将显示第一个界面。
从键盘访问操作模式
操作模式
CNC 操作方法
如下的操作模式可以从键盘上访问。
自动模式。
Jog 模式。
MDI 模式。
编辑 - 仿真模式。
用户表格。
刀具及刀库表格。
效用模式。
此外,键盘上有特殊键,机床制造厂家可以通过设置它们来访问特定的操作模式。
• 机床参数。
• PLC。
• 诊断模式。
• 辅助设备。
CNC 8070
(SOFT V03.0X)
16
Page 24
任务窗口
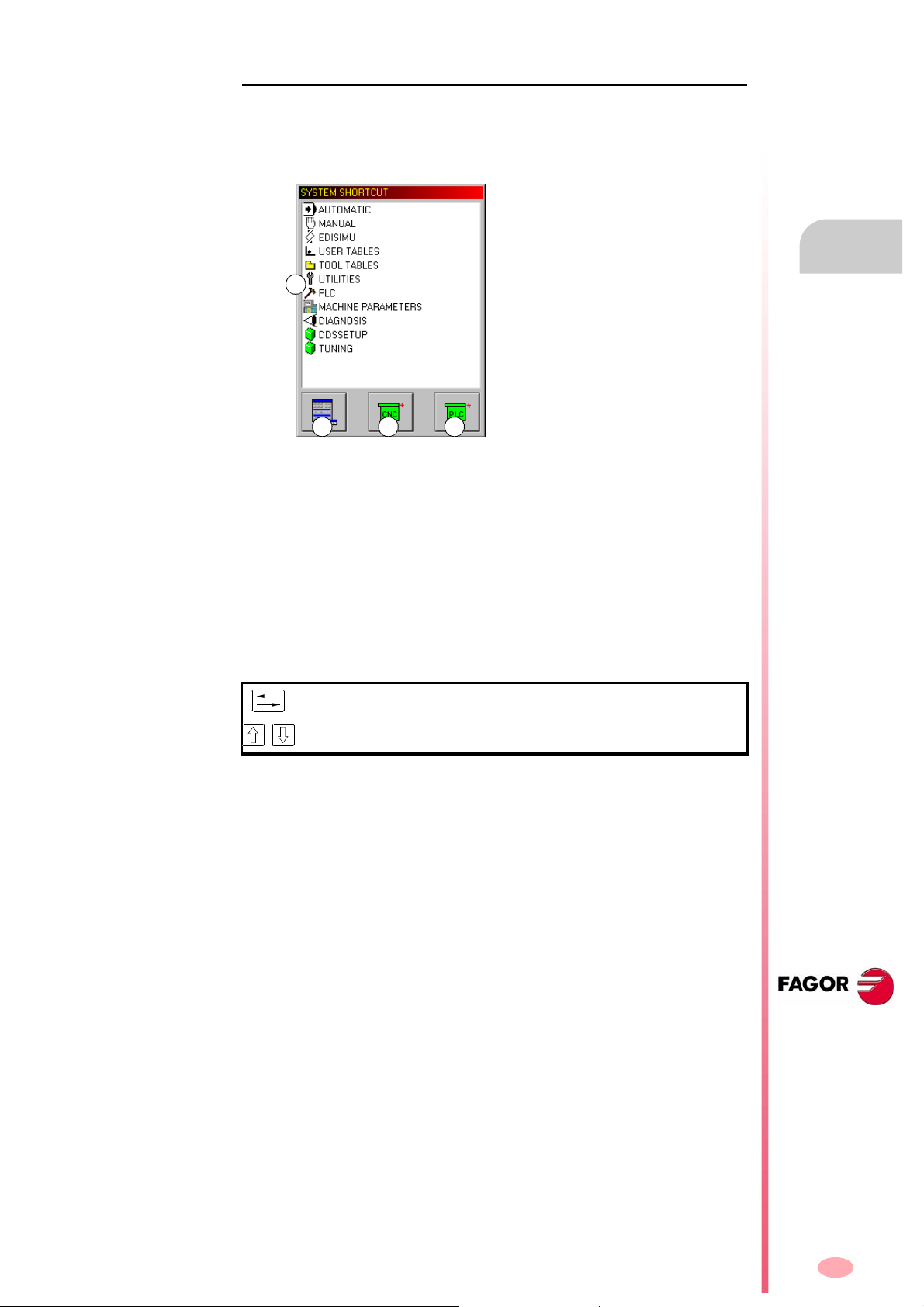
所有的 CNC 操作模式都可以从任务窗口进行访问。使用组合键 [CTRL] + [A] 打开
任务窗口。如果在未进行选择的情况下退出,按 [ESC] 键。
任务窗口如下所示:
A
CB D
A. 可用的操作模式。
B. 显示或隐藏有效的 jog 面板。
类似于同时按下 [CTRL]+[J] 键。
C. 扩展有效的 CNC 信息清单。
类似于同时按下 [CTRL]+[O] 键。
D. 扩展有效 的 PLC 信息清单。
类似于同时按下 [CTRL]+[M] 键。
Operating manual
2.
操作模式
CNC 操作方法
任务窗口的切换
除了鼠标,可使用下面的键:
在窗口各元素之间移动指针。
在操作模式清单中移动指针。
在选择操作模式或下级按钮后,按 [ENTER] 来激活它。
CNC 8070
(SOFT V03.0X)
17
Page 25
2.
Operating manual
2.2.2 各种操作模式的介绍
操作模式
CNC 操作方法
自动模式
适用于在自动或单程序段模式中执行零件加工程序。
当执行零件加工程序时,可以在不中断程序执行的情况下访问其它的任何工作模式
(除了 "MANUAL" 和 "MDI")。这样,可以在一个程序执行时编辑另一个程序 (后
台编辑)。正在执行的程序不能够被编辑。
手动 (jog) 模式
通过使用操作面板上的键来控制机床运动、执行机床零点搜索以及设置工件原点
等。
编辑 - 仿真模式
用于在运行另一个零件加工程序时编辑和仿真工件加工程序。
MDI 模式
用于用 ISO 代码或高级语言编辑和执行程序段。
用户表格
用于操作关于零件程序的 CNC 表格 (零点偏置、夹具和算术参数)。
刀具和刀库表格
用于编辑关于刀具和刀库的 CNC 表格。
效用模式
用于处理 CNC 零件程序 (拷贝、删除、重新命名等)。
可以在访问不同的操作模式时设置密码。
同样的,它还可对磁盘中的特定部分进行备份或修复。
CNC 8070
(SOFT V03.0X)
18
Page 26
PLC
用于操作 PLC ( 编辑程序、监控、改变变量状态等 )。
机床参数表格
用于设置机床参数,使 CNC 适应于机床操作。
调整模式 . 辅助装备
Operating manual
2.
使机床设置变得快速和便捷。
该模式提供轴调整向导、循环检测、示波镜及伯德图。
操作模式
CNC 操作方法
CNC 8070
(SOFT V03.0X)
19
Page 27
2.
Operating manual
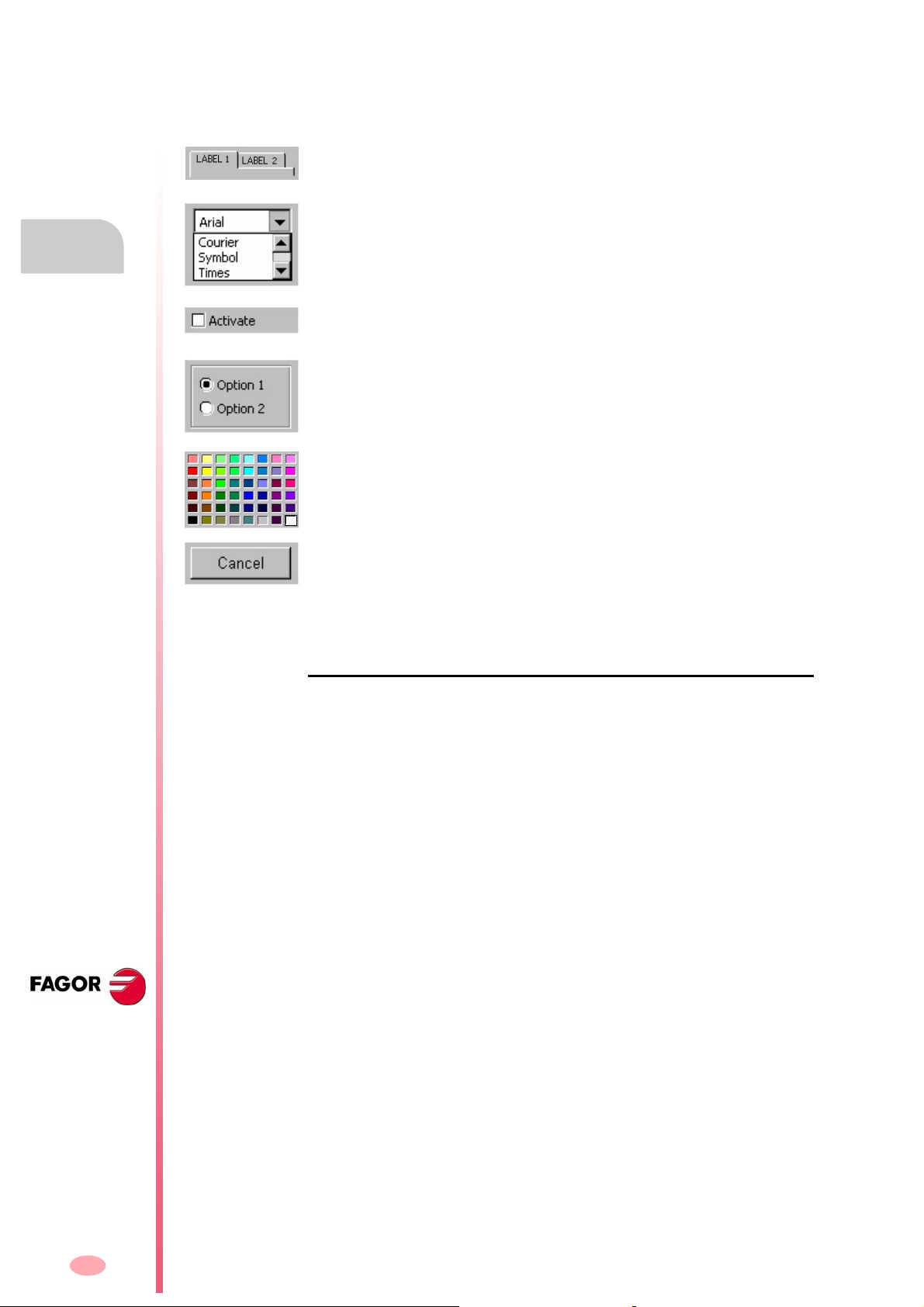
2.3 对话框
对话框包含下面的元件。通过鼠标或键盘可以执行所有的操作。
• 选择面板。
在同一对话框里选择不同的选项组。
• 下拉菜单。
从列表中选择选项。点击右侧的图标,出现菜单项。
对话框
CNC 操作方法
• 复选框。
激活选项。
• 单选框。
从组中选择选项。选择一个选项时,取消前一选择。
• 调色板。
选择颜色。
• 选择按钮。
访问选项组或关闭对话框。
如果内容有所变化,关闭对话框,并提示是否保存更改。
使用键盘
按如下方法通过键盘来定义对话框的数据。
• 同时按下 [CTRL]+[TAB]键,就可以选择对话框的不同面板 。
• [TAB] 键在对话框中的元素间移动指针。
• [SPACE] 键激活复选框,单选框及从调色板中选择颜色。
• [ENTER] 键按下选择的按钮。
• [ESC] 键在没有保存变动的情况下关闭对话框。
• 在下拉菜单中,使用键或键盘选择需要的选项。
• 箭头键 [§][¨][©][ª] 在调色板及列表选项上移动指针。
CNC 8070
(SOFT V03.0X)
20
Page 28
2.4 警告及错误窗口
当有错误发生时,CNC 将弹出一个窗口来描述错误的原因。有三种类型的错误,窗
口的最上方显示类别,背景颜色随着错误类型的不同而不同。
WARNING 绿色窗口。
ERROR 红色窗口。
FATAL ERROR 紫色窗口。
Operating manual
当几个警告和/ 或错误同时发生时,将按照从优先级最低的到最高的顺序依次显示。
窗口的右上方显示信息的优先级别。向下的箭头表示具有较低优先级别的错误,向
上的箭头表示具有较高优先级别的错误。操作者可以使用 [©][ª] 键来选择不同的活
动错误。
警告
它仅仅是一个警告。
发生警告时不会停止零件加工程序的执行,按下 [ESC] 键将关闭警告窗口。
错误
它可能是程序中的语法错误或 PLC 产生的错误等,这些是必须纠正的错误。
它们将中断程序的执行。虽然显示它们的窗口可以通过按 [ESC] 被关闭,但是这并
不意味着已经处理了错误状态。要解决问题,可按 [RESET] 键。在按了 [RESET] 键
之后, CNC 将返回机床制造厂家在机床参数中设置的初始状态。
错误窗口被激活后,只有移除它才能执行其它操作 (也不可以切换工作模式)。
相关信息请查阅错误解决手册,其中有详尽的关于导致错误的原因以及可能的解决
办法的介绍。
2.
CNC 操作方法
警告及错误窗口
致命错误
这是迫使操作者关闭 CNC 的错误 。
如果该错误不能排出,请联系 Fagor 自动控制公司的服务部门。
CNC 8070
(SOFT V03.0X)
21
Page 29
2.
Operating manual
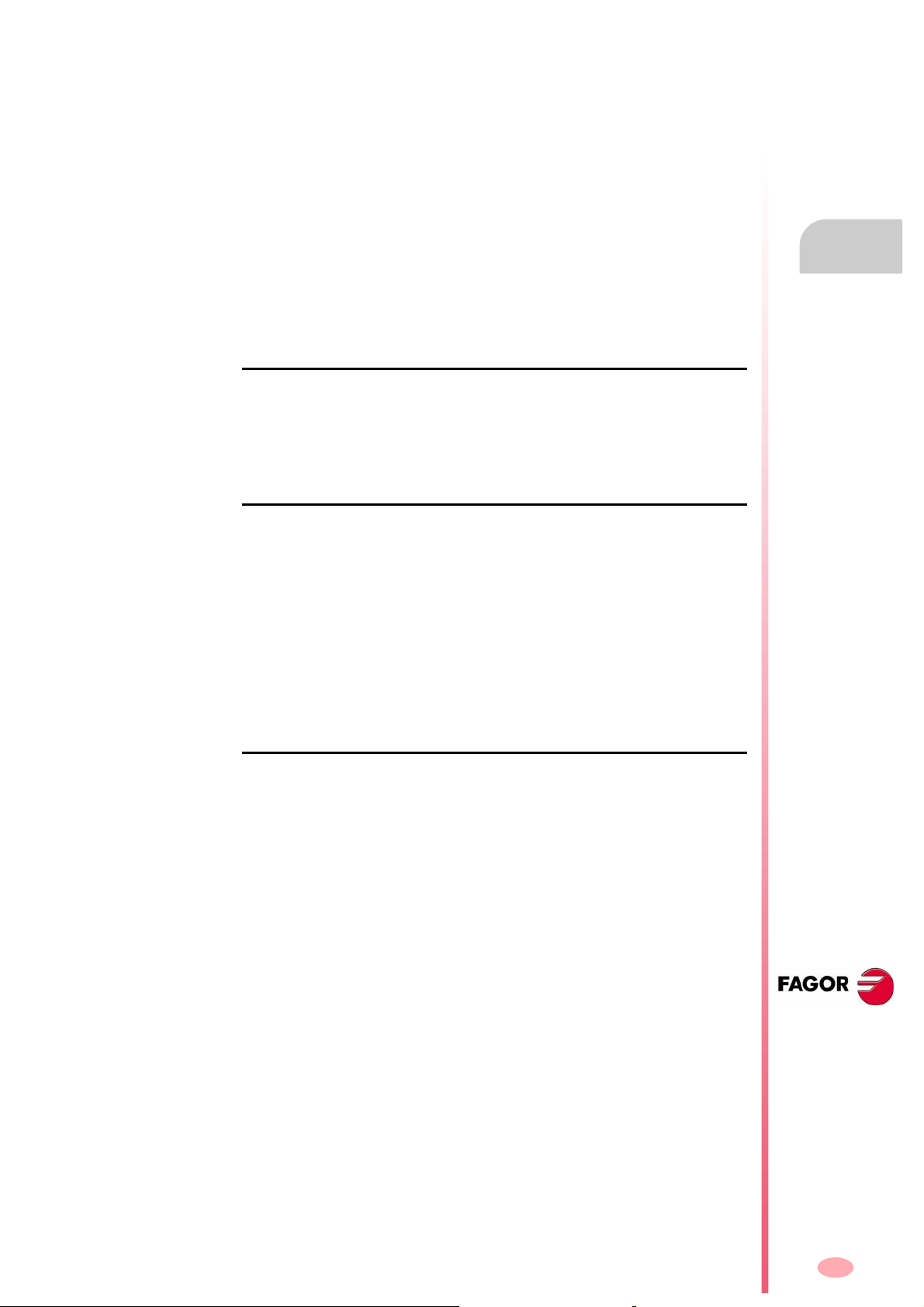
2.5 文件选择窗口
文件选择窗口
CNC 操作方法
在所有的操作模式中都有文件选择窗口。当操作者在操作模式下选择打开、保存选
项或插入文件、打开或加载表格等时将显示该窗口。
从该窗口可以任意选取现有的文件或新建一个文件。仅当操作有效时才可以新建一
个文件。根据获得文件的操作模式,清单中将显示相应的文件。
A
B C
D
A. 选择文件的类型。
B. 可通过 CNC 访问的文件夹及其构成。显示可从 CNC 的所有元件,如硬盘、软驱、
CD-ROM 单元等。
C. 在选择的文件夹中包含的文件。
D. 定义新文件名字的区域。知道文件名时也可以选择该文件。
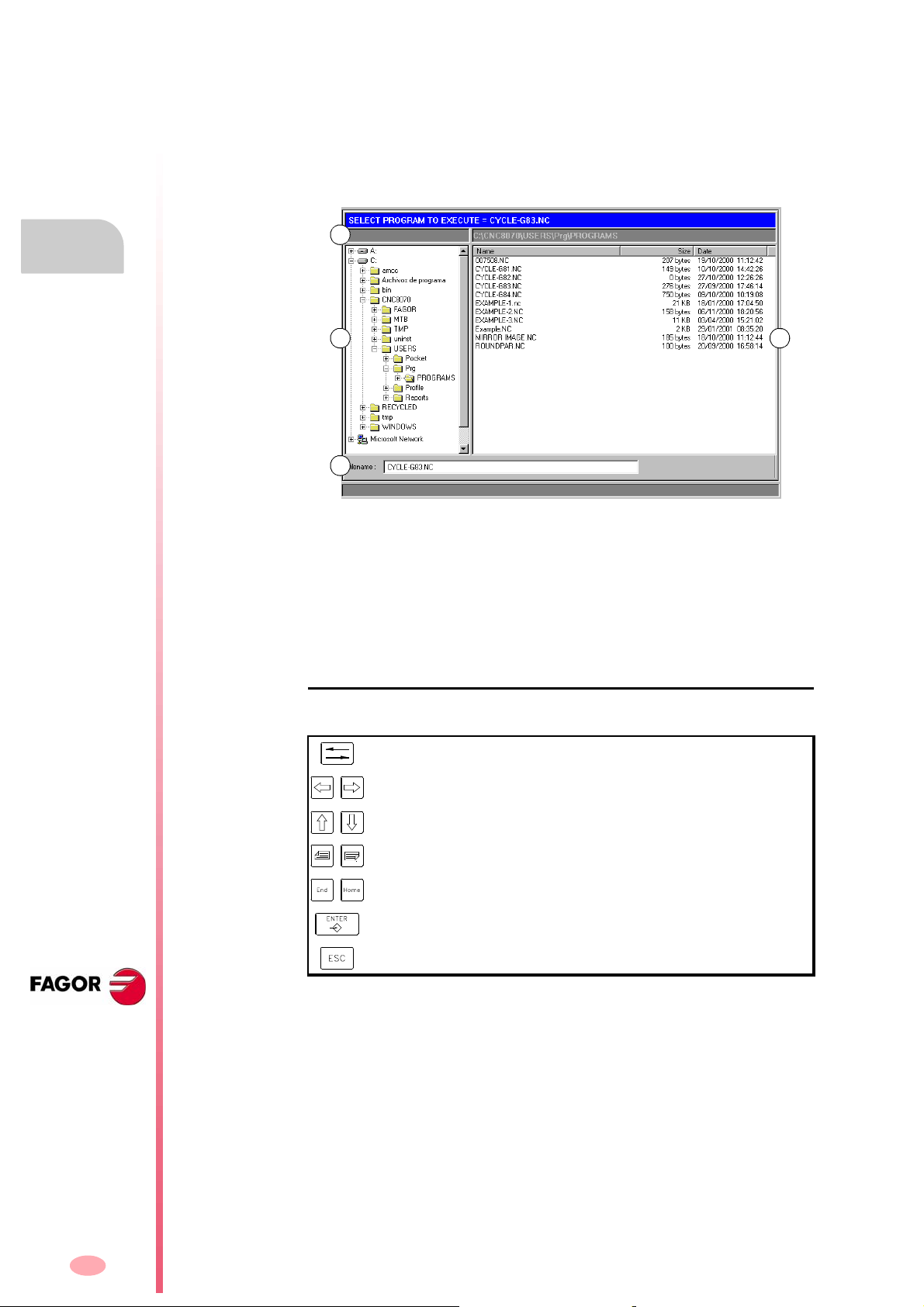
窗口切换
除了鼠标,也可以使用下面的键:
用于切换窗口的焦点。
将焦点放在文件夹上,可以关闭和打开文件夹的子菜单。
使焦点在窗口中各元素之间移动。
一页一页的移动焦点。
将焦点移动至清单的开始或结束。
打开选择的文件。
取消选择,关闭程序清单。
CNC 8070
(SOFT V03.0X)
22
Page 30
从清单中选择文件
为便于搜索,文件清单可根据不同的标准分类。参考 23 页 “文件清单分类”。
可以从清单中选择文件:
1. 选择包含程序的文件夹。
2. 从清单中选择文件或将其名字写在底部窗口。
3. 按 [ENTER] 键接受选择。
Operating manual
在任何时候按 [ESC] 取消操作,关闭窗口。
从清单中搜索元素的方法
可以通过移动指针到期望的元素或使用文字数字键盘从清单中选择元素 (文件夹或
文件) 。按键盘上的键将从清单中选择以该数字或字母打头的第一个元素。再次按
它将选择第二个元素等等。
该文件也可以使用 “寻找文件”软健进行选择。参考 24 页 “文件搜索”。
创建新文件
为了创建新文件:
1. 选择文件的目标文件夹。
2. 在底部窗口写入文件名。
3. 按 [ENTER] 来确定操作。
在任何时候按 [ESC] 键取消操作,关闭窗口。
文件清单分类
文件清单可能按字母顺序、大小或时间进行分类。
• 当使用鼠标时,用光标选择列表头。每次选择相同列时,它将按照分类标准进行
升序或降序分类。
• 从软健菜单进行分类。每次选择相同列时, CNC 将安装分类标准进行升序或降
序分类。
2.
文件选择窗口
CNC 操作方法
CNC 8070
(SOFT V03.0X)
23
Page 31

Operating manual
文件搜索
用于搜索名字中包含特定字符串的文件。当选择该选项时,CNC 显示文件搜索对话
框。
2.
文件选择窗口
CNC 操作方法
程序将逐一搜索。可以使用软件健菜单或以下的键来进行搜索。
搜索下一程序 (降序)。
搜索前一程序 (升序)。
结束搜索,关闭对话框。
定义搜索时,软键显示 “下一个”和 “前一个”选项。
• 搜索下一个,它将搜索下一段程序 (降序)。
• 搜索前一个,它将搜索前一段程序 (升序)。
根据执行搜索的方式,焦点移向最后一个找到的文件,它的名字也出现在窗口的最
上方。按 [ESC] 键结束搜索。
CNC 8070
(SOFT V03.0X)
24
Page 32

2.6 计算器
可以从任何一个任务窗口或直接同时按下 [CTRL]+[K] 键来访问计算器。按 [ESC] 键
关闭计算器。
可以从任意模式访问计算器。通过可编辑元件访问计算器时,可插入计算器显示的
结果。可编辑元件是有焦点或指针的任意元素,比如程序编辑器、表格和可编辑数
据等。
按 [INS] 键插入数据。它关闭计算器,将结果插入到访问计算器时指针所在的位置。
计算器的外观如下所示
计算器的外观如下所示:
A
B
C
Operating manual
2.
计算器
CNC 操作方法
A. 结果窗口。在使用 [ENTER] 键接受表达式之后,显示表达式的结果。
使用 “Acc”按钮可能重新获得该值,所以它可以用在后面的计算中。
B. 编辑窗口。显示定义的表达式。表达式可能由一个或几个运算组成,这些操作可
以直接从键盘或使用软键菜单项来定义。
它将保存最后操作的清单。
C. 资源管理器窗口。它总是显示求得的定义表达式的值。当在编辑窗口选择表达式
的一部分时,它将显示求得的那部分表达式的结果。
求得的表达式的值可能是:
OK:########### 数字。
OK:1.#INF 无穷大。
Error:<> 语法错误。
Wrong expression 错误表达式。
操作记录
已经被接受的表达式变为记录的一部分,可以使用相关键 [©][ª] 进行显示。从窗口
选择表达式之后,按 [ENTER] 键可重新显示。按 [ESC] 键关闭记录窗口。
CNC 8070
(SOFT V03.0X)
25
Page 33

2.
Operating manual
软键菜单
软键菜单显示所有可用的操作。使用软键菜单或有计算器键的鼠标来编辑表达式。
工作单元
操作的结果可以不同的单位给出。使用如下的图标来改变单位。它将高亮显示当前
选择的单位。
十六进制 ($), 十进制 (D) 或二进制 (B) 单位。
以度或弧度为单位。
计算器
CNC 操作方法
CNC 8070
(SOFT V03.0X)
26
Page 34

2.6.1 定义表达式
表达式可能由一个或多个运算组成。可通过任何有效的变量、常量、函数及运算组
合进行定义。
按 [ENTER] 键接受输入的表达式并且计算其值。
快速括号插入
Operating manual
将表达式的一部分放置在括号中,选择该部分并按括号键 "(" 或 ")"。
如果当表达式的一部分被选中且按下运算键,选择的那部分将出现在括号之间,它
将处于刚刚定义的运算中。
例如:对于表达式 "1+1/X+1/(X+1)+1",当选择 "1/(X+1)+1" 部分并按下 "SIN" 选
项时,表达式将变为 "1+1/X+Sin(1/(X+1)+1)"。
2.
计算器
CNC 操作方法
计算器的变量
可使用多达 26 个变量 ( 从 "A" 到 "Z", 除去 "Ñ",) 来存储数字值,以备后用。
给变量赋值:A = 34.234
参考变量:Sin(A/2)
单独的表达式可能包含赋值及相关的运算。使用 ":" 符号作为隔离符。
A=34.234:Sin(A/2) 与 Sin((A=34.234)/2)相同。
i
计算器变量
"A" - "Z"
的值与局部参数
"A" - "Z"
相互独立(也被称为P0到
P25)。
常数
如下的常数是可使用的,可以从软键菜单访问它们。
PI pi 的值 (3.14159...)
MM -> INCHES 毫米 / 英寸转换因子
INCHES ->MM 英寸 / 毫米转换因子
变量运算
在下面的例子中, "x" 和 "y" 值表示任何有效的常数、变量或表达式组合。
二进制运算。
AND 二进制与 1001 AND 1010 = 1000
OR 二进制或 1001 OR 1010 = 1011
XOR 异或 1001 XOR 1010 = 0011
NOT 求反 NOT 101 = 1···1010
CNC 8070
(SOFT V03.0X)
27
Page 35

2.
Operating manual
算术运算。
x + y 加法
x - y 减法
x *y 乘法
x / y 除法
x % y 百分比 10%50 = 5
x ^ y 幂运算 2^3 = 2 ∗ 2 ∗ 2 = 8
x! 求阶乘 3! = 3 ∗ 2 ∗ 1 = 6
三角运算。
计算器
CNC 操作方法
SIN(x) 正弦 SIN 30 = 0.5
COS(x) 余弦 COS 60 = 0.5
TAN(x) 正切 TAN 45 = 1
INV SIN(x) 反正弦 InvSin 0.5 = 30
INV COS(x) 反余弦 InvCos 0.5 = 60
INV TAN(x) 反正切 InvTan 1 = 45
转换功能。
MM -> INCHES 从毫米到英寸的转换。
INCHES ->MM 从英寸到毫米的转换。
ABS(x) 绝对值。
INT(x) 求整。
扩展功能
SQRT x 平方根 SQRT 16
LN x 以 e 为底的对数函数 LN 100
LOG x 以十为底的对数函数LOG 100
CNC 8070
(SOFT V03.0X)
e ^ x 以 "e" 为底的指数函数InvLn 3
10 ^ x 以十为底的指数函数InvLog 50
INTEGRAL x 积分函数 N=100:A=1:B=5:Integral(x+2)
ZERO x 零函数 N=100:E=1e-10:A=5:Zero(x^2)
积分函数
返回 "A" 和 "B" 变量定义的界限之间的函数积分。
结果的精度取决于 “N”变量,表示为了计算积分用于分开函数的间隔的数量。如
果 "N" 小于或等于零,它将被忽略,间隔的数量将为 100。如果 "N" 大于 500000,
间隔数量将为 500000。 .
零函数
使函数等于零的值作为结果被返回。因为可能有几个值满足该条件,结果将取决于
使用 “A 变量定义的探测初始值。
结果的精度取决于“N”变量,表示解决算法反复的次数。如果 "N" 小于或等于零,
它将被忽略,间隔的数量将为 100。如果 "N" 大于 500000,间隔数量将为 500000。
"E" 变量用于定义允许的公差,所以计算出值的函数结果小于 "E"。当不知道赋予 "N"
的值时该变量是有用的。 在那种情况下,推荐赋予 "N" 一个非常大的值及赋予 "E"
允许的公差值。
28
Page 36

2.7 快捷键
在接口处的操作
执行关于 CNC 不同的操作。
[CTRL] + [W] 最小化 / 最大化 CNC.
Operating manual
[CTRL] + [J] 显示 / 隐藏有效的操作面板
[CTRL] + [M] 显示 / 隐藏 PLC 信息清单 .
[CTRL] + [O] 显示 / 隐藏 CNC 信息清单
[ALT] + [F4] 关闭 CNC 。
工作模式
选择 CNC 工作模式。
[CTRL] + [A] 显示任务窗口 .
[CTRL] + [F6]
[CTRL] + [F7] Jog 模式
[CTRL] + [F8] MDI 模式 .
[CTRL] + [F9] 编辑 - 仿真模式 .
[CTRL] + [F10] 用户表格 .
[CTRL] + [F11] 刀具和刀库表格 .
自动模式
2.
快捷键
CNC 操作方法
[CTRL] + [F12] 效用模式 .
[CTRL] + [K] 计算器 .
CNC 键
与按如下的 CNC 键相对应
[CTRL]+[F1] 返回上一级菜单 .
[CTRL]+[F2] 切换窗口 .
[CTRL]+[F3] 切换屏幕 .
[CTRL]+[F5] [RECALL] 键 .
与按如下的操作面板键相对应 .
[CTRL]+[S] [START] 键 .
[CTRL]+[P] [STOP] 键 .
[CTRL]+[R] [RESET] 键 .
CNC 8070
(SOFT V03.0X)
[CTRL]+[B] " 单一程序段 " 执行键 .
29
Page 37

Operating manual
程序编辑器
在零件加工程序及 PLC 程序编辑器上可使用的快捷键。
2.
快捷键
CNC 操作方法
[CTRL]+[TAB]
[CTRL]+[C]
[CTRL]+[X]
[CTRL]+[V]
[CTRL]+[Z]
[CTRL]+[G]
[CTRL]+[HOM
E]
[CTRL]+[END
]
连接编辑器及错误窗口。
将选择的文本复制到剪贴板上。
剪切选择的文本。
粘贴选择的文本。
取消最后的变换。
保存程序 / 恢复原始程序。
将指针移动到程序的开始。
将指针移动到程序的结束。
CNC 8070
(SOFT V03.0X)
30
Page 38

自动模式
3
自动模式选择
通过按与其相关的键,可以从其它的操作模式来选择自动模式。
可以从任何通道并同时从几个通道访问该工作模式。在每个通道中可以执行不同的
程序。
从自动模式可以访问 (即便是有程序正在执行)除 JOG 模式和 MDI 模式之外的其
它工作模式。如果程序执行被中断(或者因为它是在 “单一程序段”模式中被执行
或者 [STOP] 键被按下), CNC 取消程序的执行并进入 jog 模式。
自动模式下的操作
在该工作模式下可以进行如下的操作:
• 选择和执行零件加工程序。
执行可以在自动模式或单一程序段模式下被完成。
• 在执行程序前,设置程序执行的条件 (第一和最后的程序段)。
• 搜寻程序段。
重新获得处理特殊程序段的程序历史记录,然后从那个程序段恢复程序执行。
• 显示与轴位置相关的各种数据。
( 命令、与工件零点或机床零点相关的位置、跟随误差等 )。
• 显示被执行程序的图形。
• 在执行程序时执行刀具检测。
CNC 8070
(SOFT V03.0X)
33
Page 39

3.
Operating manual
3.1 显示自动模式
当该操作模式被激活时,将在通用状态栏的右上方显示。
该模式允许分屏显示。当前屏幕和可使用的屏幕的总数将显示在通用状态栏的右上
方。
通过按自动模式访问键可以在不同屏幕之间切换。屏幕的选择将按如此方式循环:
当在最后屏幕上按下该键时,显示操作模式的第一个屏幕。
标准配置
自动模式
显示自动模式
该操作模式的标准配置将在 Fagor 公司提供的相应手册中介绍。在某些情况下,为
了便于理解,手册提供了举例屏幕,而不是 CNC 的显示屏。
这些屏幕可以通过机床制造厂家改变显示的内容而被用户化,也可以移除某些屏幕
或添加一些屏幕。
CNC 8070
(SOFT V03.0X)
34
Page 40

3.1.1 屏幕介绍
正如前面所提到的,自动模式可能由一个或几个如下所示的屏幕组成 (在本章的后
面部分关于每个屏幕将介绍更多的细节)。
数据屏幕
显示与程序执行相关的数据:轴位置、 "M" 和 "G" 功能历史记录、有效刀具和刀具
偏置、主轴转速和轴的进给率。
Operating manual
当该屏幕显示被选择的执行程序的窗口时,将有可能选择执行的开始和结束的条
件,也可以恢复处理特殊程序段的程序历史记录。
程序执行的信息
图像屏幕
显示在执行期间程序的图形。 它允许在图形上测量尺寸。
3.
自动模式
显示自动模式
程序执行的图形显示。
CNC 8070
(SOFT V03.0X)
35
Page 41

3.
Operating manual
3.1.2 常规状态栏介绍
常规状态栏显示与自动模式相关的如下信息:
B C
A
D E
自动模式
显示自动模式
A. 在激活通道中选择的执行程序。
窗口的背景颜色将根据程序状态的不同而不同。
B. 激活通道中显示程序状态的图标:
背景颜色将根据程序状态的不同而不同。
等待执行的程序。
背景颜色:白色 .
执行中的程序 .
背景颜色:绿色 .
程序中断
背景颜色: 深绿色 .
程序出错
背景颜色:红色 .
C. 执行的程序段号。
D. CNC 活动信息。
对于每一个通道,它显示由正在运行的程序激活的上一条信息。窗口显示有效通
道的上一条信息。 如果其它通道中有信息,它将高亮显示与消息窗口相邻的“+”
符号。 要显示有效信息清单,可按组合键 [CTRL]+[O]。
信息清单中,在靠近每条信息的地方显示激活该信息的通道。
E. 表示 “单一程序段”执行模式的的图标被激活。可以从操作面板上选择该执行
模式。
CNC 8070
(SOFT V03.0X)
36
Page 42

3.1.3 通道同步窗口
在所有的工作模式下,通道的同步窗口均可用。使用组合键 [ALT]+[S] 可以放大该窗
口。使用程序中的标志来执行该同步。该窗口显示各通道是否等待同步标志以及触
发它们的通道标志的状态。
窗口中不同颜色的发光二极管显示每个通道同步标志的状态。在左边为等待标志的
通道,在上边为触发它们的通道。
发光二极管 含义
白色 没有期望的同步标志。
绿色 期望的同步标志。在触发它们的通道中该标志置 1。
红色 期望的同步标志。在触发它们的通道中该标志置 0。
通道 1
通道 2
通道 3
通道 4
GGG
R
WWWW
G
R
G
WW
GR
R
(
图中,使用字母W来识别白色的
G
来识别绿色的
母
LED)
色的
。
LED
,使用字母R来识别红
LED
,使用字
Operating manual
3.
自动模式
显示自动模式
以上图为例:
• 通道 1 (CH1)等待来自于其余通道的同步标志。 通道2和 4的标志置1。通道3的标
志置 0。
• 通道 2 (CH2) 不等待任何同步标志。
CNC 8070
(SOFT V03.0X)
37
Page 43

Operating manual
3.1.4 图标介绍 ( 竖向软件健 )
图标菜单提供了所有与该操作模式 (不考虑被激活的屏幕)相关联的图标。
使用与图标键相关联的键来激活图标 (F8 到 F12)。
图标列表
3.
自动模式
显示自动模式
选择程序
选择执行的程序。
开始刀具检测
(
仅当程序执行被中断时该图标才可使用。
为了检测刀具位置而进行刀具检测。
当刀具检测激活时,可以微调轴及启动或停止主轴。
结束刀具检测
(
该图标仅当刀具检测被激活时才可使用。
结束刀具检测。
).
)
CNC 8070
(SOFT V03.0X)
38
Page 44

3.2 数据屏幕
自动模式的典型屏幕将显示如下信息:
Operating manual
C
D
A
E
F
B
I
A. 程序窗口。显示执行程序中的数据,并允许选择最初的及最后的执行程序。显示
的数据如下:
• 执行的程序名或从程序中调用的全体子程序名。
• 执行的程序或子程序段。在执行期间,光标显示正在执行的程序。
当访问自动模式及完成程序执行后,显示部分主程序,即使在程序中定义了
局部子程序。
• 光标所在位置的程序行。
B. 与轴位置相关的信息。在 Fagor 公司提供的屏幕配置中,数据显示在每个屏幕上
将有所不同。最典型的显示信息如下所示:
• 编程坐标,换句话说就是目标位置。
• 以与刀尖或刀具底部相关位置作为工件零点或机床参考零点的轴的当前位
置。
• 跟随误差 ( 轴滞后 )。
C. 有效 "M" 功能。
D. 有效 "G" 功能和高级指令。
E. 与刀具相关的信息。
当前选择的刀具 “T” 、与刀具相关的当前被激活的刀具偏置 “D”及加载在主
轴上的下一把刀具 "Nextool" 数量。
F. 与主轴转速 "S" 相关的信息。
"Sreal" 实际主轴转速。
"Sprog" 编程转速。
"S%" 施加到编程值上的速度倍率的百分率。
依靠被激活的屏幕,还将显示主轴位置 "SPOS" 和它的跟随误差 "SFWE"。
G
H
3.
自动模式
数据屏幕
CNC 8070
(SOFT V03.0X)
39
Page 45

Operating manual
G. 与轴进给率 "F" 相关的信息。
"Freal" 轴的实际进给率。
"Fprog" 编程进给率。
"F%" 施加到编程值上的进给率倍率的百分率。
H. 程序的执行 (循环)时间 "CyTime"和已加工零件的数量 "Partc"。
I. CNC 信息。
3.
自动模式
数据屏幕
软键菜单
当在软键菜单上选择程序屏幕时,将显示与该窗口相关的选项。
在软键菜单中可使用的选项如下所示。参考 41 页 “3.3 数据屏幕 (软键)”。
" 第一程序段 "
设置仿真的第一个程序段。
" 停止条件 "
选择程序或子程序的仿真被中断的程序段。
" 程序段搜寻 "
恢复处理特殊程序段的历史记录及从那个程序段恢复程序执行。
" 查询文本 "
查询程序中的文本。
" 定位到行 "
将指针定位于程序的特定的某一行。
CNC 8070
(SOFT V03.0X)
40
Page 46

3.3 数据屏幕 ( 软键 )
3.3.1 第一程序段
它设置当前使用指针选择的的程序段作为第一个被执行的程序段。如果没有设置起
始程序段,程序将从第一个程序段开始执行。
使用指针或软键菜单中的 “查询文本”或“定位到行”选项可以选择最后一个程序
段。
移动指针键
逐行的移动指针。
Operating manual
3.
逐页的移动指针。
移动指针到第一程序段或程序的结束。
定义的第一程序段保持有效,直到取消 (使用 [ESC])或程序被执行;那样,程序
的第一程序段将变为执行的第一程序段。
自动模式
数据屏幕 ( 软键 )
CNC 8070
(SOFT V03.0X)
41
Page 47

Operating manual
3.3.2 停止条件
用于在程序或子程序中设立中断程序仿真的程序段。在执行那个程序段之后,使用
[ 开始 ] 图标恢复执行或使用 [ 复位 ] 图标来取消执行。
如果没有建立最后程序段,程序的执行将在在执行完程序结束指令 "M02" 或 "M30"
后结束。
当选择该选项时,CNC软键菜单将显示可用于选择停止条件的选项。按返回上级菜
单键将返回主菜单。
3.
自动模式
数据屏幕 ( 软键 )
子程序选择
用于在从程序中调用的全部子程序中选择停止条件。当选择了该选项时,CNC 显示
用于选择期望的子程序的列表。
选择程序键
切换窗口。
在窗口元素中移动指针。
打开选择的子程序。
取消选择并关闭程序列表。
从列表中选择子程序:
1. 选择包括子程序的文件夹。
2. 从包括子程序的程序中或将其名字写在窗口底部来选择程序。
3. 按 [ENTER] 键打开程序或按 [ESC] 键取消选择并关闭程序列表。
程序窗口将显示选择的子程序的内容。
最后程序段
将当前指针所选择的程序段设置为中断执行的程序段。如果没有设立最后程序段,
程序执行将在执行完程序结束指令 "M02" 或 "M30" 后结束。
CNC 8070
(SOFT V03.0X)
使用指针或软件菜单的 “查询文本”或 “定位到行”选项来选择最后程序段。
移动指针的键
逐行移动指针。
逐页移动指针。
移动指针到第一程序段或程序的结束。
建立的最后程序段保持有效,直到它被取消 (使用 [ESC])或程序被执行;那样,
程序的执行将在在执行完程序结束指令 "M02" 或 "M30" 后结束。
42
Page 48

次数
设定停止条件,即在选定程序段执行若干次后停止执行。
当选择该选项时, CNC 请求输入在程序段结束前必须执行的次数。在输入次数之
后,按 [ENTER] 键来确认或按 [ESC] 键来取消。
Operating manual
3.
自动模式
数据屏幕 ( 软键 )
CNC 8070
(SOFT V03.0X)
43
Page 49

Operating manual
3.3.3 查询程序段
使用该功能可在程序或子程序中设置最后程序段,以恢复程序的历史记录,而且可
以像从头执行程序一样,在相同的条件下从该点继续执行程序。
当恢复程序记录时, CNC 一直读取到给定程序段,并沿途激活激活 "G" 和 "M" 功
能。 同样的,它在程序中设置进给率和速度条件,计算轴应当处的位置。
当选择了该选项时,CNC软键菜单显示可用于选择停止条件的选项。按返回上级菜
单键返回主菜单。
3.
自动模式
数据屏幕 ( 软键 )
选择子程序
在被调用的全局子程序中选择停止条件。
当选择该选项时, CNC 显示可用于选择期望子程序的程序清单。
选取程序键
切换窗口。
在窗口的各元素间移动光标。
打开选择的子程序。
取消选择并关闭程序列表。
从列表中选择子程序。
1. 选择包括子程序的文件夹。
2. 选择包括子程序的程序或在底部窗口中写入它的名字。
3. 按 [ENTER] 打开程序或按 [ESC] 取消选择并关闭程序列表。
程序窗口将显示被选择的子程序的内容。
停止程序段
为恢复程序历史记录,将光标选择的当前程序段设置为最后程序段。如果该程序下
一个被执行 ,它将在该程序段处恢复。
CNC 8070
(SOFT V03.0X)
使用光标或软键菜单的 “查询文本”或 “定位到行”选项可以选择最后程序段。
移动指针键
逐行移动指针。
逐页移动指针。
移动指针到第一程序段或到程序的结束。
44
Page 50

次数
设定停止条件,即在选定程序段执行若干次后停止执行。
当选择该选项时, CNC 请求输入在程序段结束前必须执行的次数。在输入次数之
后,按 [ENTER] 键来确认或按 [ESC] 键来取消。
如果包括用ISO代码编写的多重加工循环的程序段(G160, G161, G162, G163, G164,
G165) 或循环编辑器 (L MULTIPLE.CYC) 已经被选择为停止程序段,程序段搜寻仅
在多重加工中重复的第 n 个模式循环开始之前结束。
Operating manual
自动搜寻
对于该选项,可以在程序被中断处恢复程序历史记录。CNC 记录了程序段被中断的
地方;因此,不需要设置停止程序段。
开始程序段
设定当前指针选择的程序段作为程序段搜寻的第一程序段。如果没有定义第一程序
段, 程序段搜寻开始于程序的第一程序段。
使用光标或软键菜单的 “查询文本”或 “定位到行”选项可以选择最后程序段。
移动指针键
逐行移动指针。
逐页移动指针。
移动指针到第一程序段或到程序的结束。
3.
自动模式
数据屏幕 ( 软键 )
CNC 8070
(SOFT V03.0X)
45
Page 51

3.
Operating manual
3.3.4 查询文本
在全部程序中查寻文本或字符串。
当选择该选项时,CNC显示请求查询文本的对话框。也可能要选择查询是否从程序
的开头或指针位置开始。
查询文本
自动模式
数据屏幕 ( 软键 )
在列表中的元素间移动指针。
从组中选择选项。
3.3.5 定位到行
开始查询。
取消查询并关闭对话框。
按 [ENTER] 键开始查询,指针将停留在查询到的文本上。通过再次按 [ENTER] 键,
CNC 将查询下一个匹配等。
按 [ESC] 结束查询。指针将停留在包含搜寻文本的程序段上。
将指针定位于程序的特定行。
当选择该选项时, CNC 请求要到达的行号。输入期望的数字,按 [ENTER] 键,指
针将到达那行。
CNC 8070
(SOFT V03.0X)
46
Page 52

3.4 图形窗口
用于显示正在运行的程序图形及在图形上测量尺寸。
图形窗口的介绍
图形窗口显示如下信息:
Operating manual
3.
自动模式
图形窗口
B
A
C
D
A. 显示区域
显示刀具路径的图形轨迹或被执行程序部分的图形。
B. 对话区域
显示在执行过程中轴的位置及有效的加工条件 (进给率、主轴转速、刀具和刀
具偏置)。
当选择了软键菜单的详细选项时,将显示与用户定义选项相关的信息。
C. 信息区域
在显示区域显示工作平面外观、表示图形尺寸的插图和使用缩放功能选择的图
形区域的一部分。
在 3D 图形上,示意图所示为图形的视点,并且操作者可以改变它。
用于选择视点的键
选择新的视点。
采用选择的新视点。
取消选择的视点。
D. CNC 信息。
CNC 8070
(SOFT V03.0X)
47
Page 53

3.
Operating manual
自动模式
图形窗口
图形窗口的软键菜单
当选择图形窗口时,水平软键菜单显示与该窗口相关联的选项。该菜单提供的选项
设置,可以使用提供新的选项设置的 “+”软键改变。
在软键菜单中可使用的选项如下所示。参考 49 页 “3.5 图形窗口 (软键)”。
" 图形类型 "
选择图形的类型。
" 缩放 "
放大或缩小整个或一部分图形的显示。
" 尺寸 "
定义图形显示的尺寸。
" 视点 "
改变图形的视点,在另一个视图显示图形。
" 测量 "
测量两点间的距离。
" 清除屏幕 "
用于清除屏幕或删除显示的图形。
" 颜色 "
设置显示图形外观。
" 选项 "
设置外观及一些图形窗口的选项。
"+ 实际的 "
显示实际或理论刀具路径。
CNC 8070
(SOFT V03.0X)
48
Page 54

3.5 图形窗口 ( 软键 )
3.5.1 图形的类型
选择图形的类型。
图形的不同类型可以是线(3D 线 , XY, XZ, YZ 和 几者组合)或立体 ( 截面和 3D 实
体 ) 不见。线图形显示不同颜色的线构成的刀具路径和显示被执行工件的图像立体
图形。
选择的图形的类型将保持激活状态直到选择另一种类型或图形显示被解除或CNC被
关闭。同样的,当改变图形类型时,CNC 将保持为最后图形定义的图形的条件(缩
放、图形参数、显示区域等)。
Operating manual
3.
当选择了该选项时,软键菜单显示可使用的图形类型。按返回上一级菜单键将返回
主菜单。
"3D 线 " 图形
显示刀具路径的三维图形。
" 截面 " 图形
显示被执行工件的顶视图(XY 平面)。它以不同的色调显示加工的深度。 它也显示
关于通过顶视图指示器显示区域的 XZ 和 YZ 截面。
使用 [©][ª][§][¨] 键可以到处移动这些指示器,来显示工件的不同截面。 CNC 动
态的显示被选择的新截面。
指示器可以在任何时候移动,即便是正在执行程序时。
"XY" - "XZ" - "YZ" 图形
显示在 XY, XZ 或 YZ 平面的刀具路径。
" 组合 " 图形
将显示区域分为四个象限,并显示对应每个平面 XY , XZ, YZ 及 3D 视图的刀具路径。
" 实体 3D" 图形
显示被加工工件的 3D 视图。以作为被执行程序而 “被加工的” 3D 程序段开始。
自动模式
图形窗口 ( 软键 )
CNC 8070
(SOFT V03.0X)
49
Page 55

3.
Operating manual
3.5.2 缩放
放大或缩小整个图形或图形的一部分进行显示。在图形的 “组合”类型中该选项不
可使用。
在选择缩放选项之后,缩放框架将出现在图形上。为了选择特殊的部分来放大或缩
小,该结构可能被放大、缩小及在已经被显示的图形上被移动。
选择缩放键
移动缩放框架。
改变缩放框架的尺寸。
自动模式
图形窗口 ( 软键 )
确认并显示选择的缩放区域。
在屏幕右下方的图形显示两个外形。一个仅仅显示线,指示出显示区域的尺寸;彩
色的一侧指示缩放选择的那部分。
当选择该选项时,软键菜单显示可用的缩放选项。按返回上一级菜单将返回主菜
单。
缩放 " 初始的 "
恢复通过程序或使用 “尺寸”选项设置的显示尺寸。
缩放 " 自动的 "
CNC 使用很好地依照编程运动的缩放。
缩放 " 先前的 "
显示初期定义的两个缩放。在第二个之后,它将再次显示最后定义的那个。
缩放 " 界限 "
仅适用于 “截面”类型。在该图形中,缩放是通过移动出现的拾取图形部分的拾取
框指示器来实现的。
关于该选项,可以选择指示器被移动的轴。
CNC 8070
(SOFT V03.0X)
在旋转方式,使用数字键盘上的 “+”和 “-”键也可以选择指示器 (Xmin, Xmax,
Ymin, Ymax, Zmin, Zmax)。
缩放 " 编辑 "
用于手动编辑缩放值。在显示缩放框尺寸的图形窗口的对话区编辑它。
定义缩放键
在数据间移动指针。
确认并显示定义的缩放区域。
取消定义的缩放。
50
Page 56

3.5.3 尺寸
通过设置在每根轴上图形的最大和最小坐标来定义图形显示的尺寸。
当选择了该选项,软键菜单显示用于设置尺寸的选项。按返回上级菜单键将返回主
菜单。
尺寸 " 自动 "
CNC 设置被认为最好的依照编程运动的尺寸。
尺寸 " 编辑 "
用于手动的编辑尺寸值。在显示每根轴上图形尺寸的图形窗口中进行编辑。
Operating manual
3.
设置尺寸键
自动模式
在数据间移动指针。
图形窗口 ( 软键 )
确认并显示设置的尺寸。
取消设置的尺寸。
CNC 8070
(SOFT V03.0X)
51
Page 57

Operating manual
3.5.4 视点
用于选择 3D 图形的视点。
图形的方位可以通过确定 XY 平面和 Z 轴方向直接在图形窗口选择。 XY 平面可以旋
转 360º, Z 轴可以旋转 90º。在屏幕右下方的图形显示当前选择的视点。
选择视点键
确定 XY 平面方向。
3.
自动模式
图形窗口 ( 软键 )
确定 Z 轴方向。
确定并显示选择的观测点。
取消选择的观测点。
当选择该选项时,软键菜单显示用于选择视点的可用选项。按返回上级菜单键将返
回主菜单。
视点 " 编辑 "
用于手动编辑图形的轴的方位。在显示轴的当前方位的图形窗口的对话区对其进行
编辑。
定义视点的键
在数据之间移动指针。
确认并显示定义的视点。
取消定义的视点。
CNC 8070
(SOFT V03.0X)
52
Page 58

3.5.5 测量
在两点之间测量距离。 该选项仅适用于 "XY", "XZ", "YZ" 和 " 实体 3D" 类图形。
当选择该选项时,被测量的部分将以两个指针及虚线的形式显示在图形上。当前选
择的指针将以红色显示。
移动指针键
移动选择的指针。
选择被移动的指针。
Operating manual
3.
3.5.6 清屏
对话区域将显示两个指针的坐标、它们之间的直线距离及在有效平面轴上该距离的
分量。选择的指针坐标将以红色显示。
当选择该选项时,软键菜单显示可用的选项。按返回上级菜单键返回主菜单。
尺寸 " 点1" & " 点2"
用于选择被移动的指针。(功能与 “+”键相同)。
尺寸 " 编辑 "
用于手动编辑指针的位置。在显示两个指针位置的图形尺寸的图形窗口的对话区进
行编辑。
定义尺寸的键
在数据中移动指针。
确认指针的被选择位置。
用于清除屏幕或删除显示的图形。
自动模式
图形窗口 ( 软键 )
如果选择了实体图形类型,图形显示将被复位,并且在没有加工的情况下将返回其
初始状态。
CNC 8070
(SOFT V03.0X)
53
Page 59

3.
Operating manual
3.5.7 颜色
自动模式
图形窗口 ( 软键 )
用于改变图形显示中使用的颜色。
路径颜色。 当线图形被激活时,它将定义如下的颜色:
选取快进运动的颜色。
选取固定循环的颜色。
选取补偿路径的颜色。
选取理论路径的颜色。
选取车螺纹的颜色。
表示实际坐标的颜色。实际坐标是不同于跟随误差 (轴滞后)数量中命令坐
标的刀具的实际位置。
窗口背景的颜色。
实体颜色。 当实体图形被激活时,它将定义如下的颜色:
选取 X 轴之外的颜色。
选取 X 轴之内的颜色。
选取 Y 轴之外的颜色。
选取 Y 轴之内的颜色。
选取 Z 轴之外的颜色。
选取 Z 轴之内的颜色。
窗口背景的颜色。
当选择该选项时,软键菜单将显示可用的选项。按返回上级菜单键,将返回主菜单。
颜色 " 应用 "
采用新的颜色,将它们应用于下一个选取的程序段。如果不使用新颜色,图形将使
用旧的颜色画出。
颜色 " 编辑 "
用于为图形选择新的颜色。在显示当前颜色的图形窗口的对话区域进行选择。
定义颜色的键
在数据间移动指针。
打开或关闭颜色调色板。
在调色板上的颜色间移动指针。
取消选择的颜色。
CNC 8070
(SOFT V03.0X)
54
Page 60

3.5.8 选项
用于设置图形窗口的外观及一些功能。该选项可以在任何时候使用,即便是在执行
程序时。
当选择该选项时,软键菜单显示可用选项。按返回上级菜单键将返回主菜单。
选项 " 激活 " / " 取消 "
Operating manual
用于激活或取消图形显示。
当图形显示被取消或激活时,当前的图形将被擦掉。但是在该模式被取消之前就被
激活的显示状态 (图形类型、缩放、图形参数及显示区域)将保持激活。
选项 " 简单的 " / " 组合的 "
用于隐藏和显示图形窗口右侧的对话和数据区域,从而使图占据整个图形窗口。
选项 " 隐藏工具 " / " 显示工具 "
在“3D 实体”图形模式下仿真时,用于隐藏或显示工具。
选项 " 打印 "
用于使用连接 CNC 的打印机来打印图形或 CNC 上的文件 (BMP 格式)。当打印
到文件时,文件将被保存在文件夹中。
"C:\Cnc8070\Users\Reports\*.bmp"
当选择该选项时, CNC 将显示请求打印目标 (打印机或文件)的对话框。
打印目标
3.
自动模式
图形窗口 ( 软键 )
选择打印目标。
打印绘图。
取消打印。
在选择目标之后,按 [ENTER] 键打印或按 [ESC] 键取消操作。
CNC 8070
(SOFT V03.0X)
55
Page 61

3.
Operating manual
选项 " 打印步骤 "
用于设置打印配置。
当选择该选项时, CNC 显示可以被定义的如下内容的对话框:
A. 在打印区出现在图形旁边的图形标题。
B. 当打印出文件时,图形的存储文件名。
打印设置
A
自动模式
图形窗口 ( 软键 )
B
在列表中的元素间移动指针。
接受定义的配置。
取消定义配置。
当填完该数据之后,按 [ENTER] 键接受或按 [ESC] 键取消。
3.5.9 实际坐标
用于绘制实际刀具路径或理论刀具路径。该选项仅在线型图形中可用。
当选择该选项时 (软键将显示出被压状态), CNC 将绘制实际的刀具路径。
CNC 8070
(SOFT V03.0X)
56
Page 62

3.6 程序的选择和执行
3.6.1 程序的选择
在每个通道中可以选择和执行不同的程序。程序将在它被选择的通道中执行。
按软键菜单图标 “选择程序”来选择程序, CNC 将显示所有可用程序的列表。参
考 22 页 “2.5 文件选择窗口”。
一旦程序已经被选择,它的名字将出现在常规状态栏中。对于每个通道,它显示在
该通道中选择的程序名。
Operating manual
3.
自动模式
程序的选择和执行
CNC 8070
(SOFT V03.0X)
57
Page 63

Operating manual
3.6.2 程序执行
通道中选择的待执行程序名将出现在常规状态栏中。参考 36 页“3.1.2 常规状态栏
介绍”。
如果没有指定其它条件,程序的执行将开始于程序的第一程序段,到结束程序功能
"M02" 或 "M30" 被执行。也可选择定义第一和最后执行的程序段。参考 41 页“3.3 数
据屏幕 (软键)”。
开始执行
3.
自动模式
程序的选择和执行
按操作面板上的 [START] 键来开始程序的执行。
可以在单一程序段或自动模式下执行程序,该模式可以在程序执行时被选择。当单
一程序段模式激活时,屏幕将在常规状态栏上显示相关的符号。
如果单一程序段模式被激活,将在结束每个程序段时中断程序执行。 [START] 键必
须被再次按下才可以执行下一个程序段。如果自动模式被激活,程序将始终执行到
最后或执行到结束执行的程序段处。
中断执行
[STOP] 键中断程序的执行。再次按 [START] 键来从程序中断处恢复程序执行。
可以在任何时候中断执行,除了车螺纹加工时。如果那样,它将在车螺纹操作的结
束后中断。
停止执行
[RESET] 键取消程序的执行并将 CNC 恢复至其初始条件。
选择的待执行程序通过按操作面板上的
CNC
i
将在开始执行程序时请求确认信息。
[START]
键在任何操作模式下执行。
CNC 8070
(SOFT V03.0X)
58
Page 64

3.6.3 刀具检测
当运行的程序被中断时该选项才可以使用。激活刀具检测可以实现如下的操作:
• 使用操作面板上的 JOG 键或手轮微调轴。
• 使用操作面板上的键停止和启动主轴。
• 访问 CNC 表格 (刀具、刀具偏置等)和修改它的数据。
Operating manual
一旦刀具检测完成,在恢复程序的执行之前,必须启动主轴,必须重新将轴定位于
刀具检测的开始点。一旦轴被重新定位,按 [START] 键恢复程序执行。
刚性攻螺纹和刀具检测模式
当中断刚性攻螺纹而访问刀具检测模式时,可以微调与攻螺纹相关的轴 (仅在 jog
模式) 。当移动轴时,以内插值替换的主轴也将运动,主轴通常为攻螺纹。如果刚
性攻螺纹包含几根轴,当移动它们中的一根时,包含在攻螺纹中的所有的其它轴也
将运动。
每当在按重新定位软键之前,允许将轴移入或移出螺纹。轴以编程进给率运动,除
了当轴或主轴超出了允许的最大进给率 (参数 MAXMANFEED)时。在那种情况下,
进给率将被限制在最大值。
在刀具检测期间主轴微调键将不能使用。它仅可能通过微调包含在刚性攻螺纹中的
一根轴脱离螺纹。功能 M3, M4, M5 和 M9 不能够编写在主轴上,它们被忽略。
在重新定位时,当选择了软键菜单上的一根螺纹轴时,它将使与螺纹有关的所有轴
和主轴都运动。
重新定位轴或主轴
按相关的图标,结束刀具检测,并在开始刀具检测的点的重新定位轴和主轴。
3.
自动模式
程序的选择和执行
在按该图标之后, CNC 将显示离开位置的轴清单。如果在刀具检测期间主轴被停
止,靠近轴列表处将显示那根主轴在检验之前的状态。
轴和主轴可以同时进行重定位。
轴的重新定位
轴可以依次或同时进行重新定位。使用相关的软键选择轴并按 [START] 键来实现它
们的重新定位。轴使用由 OEM 定义的进给率重新定位。
使用 JOG 键或手轮可以实现轴的重新定位。换句话讲,重新定位可能中断 (使用
[STOP] 键)选择其它的轴。一旦轴已经达到了它的位置,将不可再使用。
CNC 8070
(SOFT V03.0X)
59
Page 65

3.
Operating manual
恢复主轴旋转方向
主轴的旋转方向可以与轴一同或单独恢复。这样,在靠近重新定位的轴处将显示主
轴先前的状态 (M3, M4 或 M19)。选择软键并按 [START] 键来恢复旋转方向。
自动模式
程序的选择和执行
CNC 8070
(SOFT V03.0X)
60
Page 66

3.6.4 程序段搜寻和程序执行
程序段搜寻可以恢复处理特殊程序段的程序的历史记录。这样,如果程序执行在那
个程序段被恢复,它将如同从刚开始执行的一样,以相同的条件完成执行。
有两种类型的程序段搜寻:
• 自动
恢复至取消执行的程序段的历史记录。 CNC 存储取消中断的程序段,因此不必
设置停止程序段。
• 手动
恢复至由操作者设置的特定程序段的程序历史记录。
当恢复程序记录时, CNC 一直读取到给定程序段,并沿途激活激活 "G" 和 "M" 功
能。 同样的,它在程序中设置进给率和速度条件,计算轴应当处的位置。
按如下的方法恢复程序历史记录:
1. 按 “自动搜寻”键来执行自动搜寻,例如从程序中断处恢复程序历史记录。搜
寻的起点可以选择第一程序段。
2. 对于手动搜寻,使用停止程序段来设置最后点,选择子程序 (可选择的)及次
数 (可选择的)。通过选择第一程序段来选择搜寻起点。
3. 按 [START] 来恢复程序的历史记录。
CNC 将设置程序的进给率和速度条件,将以设置的方向启动主轴 ("M3" 或
"M4")。 它也将激活程序中定义的 "M" 和 "G" 功能。
4. 将轴重新置位来恢复执行。
5. 按 [START] 开始执行程序。
Operating manual
3.
自动模式
程序的选择和执行
轴的重新定位
按相应的图标来重新定位轴, CNC 将显示离开位置的轴。
按照如下的方法,可以单独重新定位轴或同时重新定位几根轴:
• 手动
使用手轮或 JOG 键微调轴。该运动被重新定位终点及相应的软件界限限制。
• 自动
使用相关的键选择轴并按 [START] 键。重新定位可能会中断(使用 [STOP] 键)
选择其它的轴。
当轴达到重新定位终点时,它将不再可用;但是在与前面相同的条件下,该轴可以
通过使用手轮或 JOG 键来运动。一旦所有的轴都重新定位,它们就都不能被移动
了。
CNC 8070
(SOFT V03.0X)
61
Page 67

3.
Operating manual
自动模式
程序的选择和执行
CNC 8070
(SOFT V03.0X)
62
Page 68

手动 (JOG) 模式
Jog ( 手动 ) 模式选择
手动 (JOG) 模式可以从其它的操作模式访问,除了在程序执行时,按与其相关的键
来访问该模式。
在同一通道中,当程序正在运行或程序段在 MDI模式下执行时,不能访问 jog 模式。
jog 模式可以在其余的通道中被访问。
如果程序中断执行, CNC 将取消程序执行并进入 jog 模式。当按下 [STOP] 键或处
于单一程序段模式等待时,程序被中断。
当从自动模式访问 jog 模式时, CNC 将保持在最后模式所选择的加工状态。
4
在该工作模式下的操作
在该工作模式下可以进行如下操作:
• 显示与轴位置相关的各种数据。
( 与工件零点或机床零点或跟随误差等相关的位置。 )
• 轴回机床零点 (机床参考零点搜寻)。
• 使用操作面板上的键或电子凸轮来微调轴。
• 将轴移动至先前选好的目标位置。
• 预置坐标。
• 使用操作面板上的键手动的开始和停止主轴。
• 转换刀具。
• 使用操作面板上部旁边的键来激活多达 16 个外部设备。与每个键相关的外部装
置必须被机床制造厂家来定义。
• 在 jog 模式、半自动模式(当使用桌面探针时)或使用刀具校准循环(同样当使
用桌面探针时)来校准刀具 (没有探针)。
CNC 8070
(SOFT V03.0X)
63
Page 69

Operating manual
4.1 手动 (JOG) 模式的外观
该模式可以分屏显示。当前屏幕和可使用屏幕的总数将显示在通用状态栏的右手边
的上部。
按 jog 模式访问键可以实现在不同屏幕之间切换。屏幕的选择将按如此方式循环:当
在最后屏幕上按下该键时,显示操作模式的第一个屏幕。
4.
标准配置
该操作模式的标准配置将 Fagor 公司提供的相应手册中介绍。在某些情况下,为了
便于理解,手册提供了实例屏幕,而不是 CNC 的显示屏。
这些屏幕可以通过机床制造厂家改变显示的内容而被用户化,也可以移除某些屏幕
或添加一些屏幕。
手动 (JOG) 模式
手动 (JOG) 模式的外观
CNC 8070
(SOFT V03.0X)
64
Page 70

4.1.1 该工作模式典型屏幕的介绍
jog 模式典型的屏幕将显示如下信息:
A
Operating manual
B
C
D
E
4.
F
G H
A. 与轴位置相关的信息。在 Fagor 公司提供的屏幕配置中,每个屏幕上显示的数据
将不同。
最常见的就是以大号字符显示轴相对于工件零点的当前位置,以小号字符显示
跟随误差 (轴滞后)的值。
另外还将显示刀尖坐标和刀具基准坐标,二者都是以工件零点和机床零点为参
考点。
B. 有效 "M" 功能。
C. 有效 "G" 功能和高级指令。
D. 相关的刀具信息。
当前选择的刀具编号 "T" 和与刀具相关联的有效刀具补偿 "D" 。
E. 与主轴转速 "S" 相关的信息。
"Sreal" 实际主轴转速
"Sprog" 编程速度
"S%" 施加到编程值上的速度倍率的百分比。
依据有效屏幕,还将显示主轴的位置 “SPOS”和它的跟随误差 “SFWE”。
F. 与轴的进给率 “F”相关的信息:
"Freal" 轴的实际进给率
"Fprog" 编程进给率
"F%" 施加到编程值上的进给率倍率的百分比。
G. 在操作面板上的 jog 选择器开关上选择的运动模式。
H. 保留。
手动 (JOG) 模式
手动 (JOG) 模式的外观
CNC 8070
(SOFT V03.0X)
65
Page 71

Operating manual
4.1.2 竖向软键菜单 ( 图标 )
显示单位 ( 毫米 / 英寸 )
用于改变显示线性轴位置 (坐标)和进给率数据的单位。转换这些单位不会影响总
是以度为显示单位的旋转轴。
图标将高亮显示当前选择的单位 (毫米或英寸)。
4.
手动 (JOG) 模式
手动 (JOG) 模式的外观
必须记住,只能改变数据显示的单位。程序默认的单位为使用有效功能 "G70" 或
"G71" 定义的单位,或当在程序中没有编辑单位时,单位是由机床制造厂家来设置。
加载零点偏置或夹具偏置表格
在零点偏置或夹具偏置表格中用于保存有效零点偏置。
刀具校准
用于访问刀具校准界面。
CNC 8070
(SOFT V03.0X)
66
Page 72

4.2 关于轴的操作
4.2.1 机床零点搜寻
该操作用于使系统同步。当 CNC 失去原点位置时(例如关闭机床),必须执行该操
作。
“搜寻机床零点”时,轴运动至机床参考点, CNC 默认由机床制造厂商赋予该点的
坐标值 (相对于机床零点)。当使用距离编码参考标志或绝对反馈时,轴将仅运动
检验它们位置所必需的距离。
可以通过手动或自动方式使轴回机床零点。
• 可以通过操作面板手动回零,一次只能回零一根轴。
• 使用由机床制造厂商定义的子程序使轴自动回零。
手动机床零点搜寻
每次可以实现一根轴的手动回零。轴的机床零点搜寻按如下方式执行:
1. 使用文字数字键盘来选择回机床零点的轴。 CNC 将高亮显示该轴来表示其已经
被选定。
用于选择编号的轴 (例如 “X1”)和任意轴,然后将被选中的轴移动至期望的
位置。使用 [©][ª] 键移动光标。
Operating manual
4.
关于轴的操作
手动 (JOG) 模式
2. 按回零键 [ZERO]。 CNC 在数字区域将显示 “1”符号,表示将进行机床零点搜
寻。
3. 按 [START] 键继续进行原点搜寻或按 [ESC] 键取消操作。
在该模式下执行机床零点搜寻时,
i
置。它默认机床参考零点为新的工件零点。
CNC
取消零点偏置、夹具偏置及测量偏
.
自动机床零点搜寻
仅当机床制造厂家预先定义了零点搜寻子程序时,该零点搜寻方式才可使用。
按如下方式使用子程序来执行机床零点搜寻:
1. 按回零键 [ZERO]。 CNC 将显示请求执行机床回零操作确认的对话框。
2. 按 [START] 继续执行机床原点搜寻或按 [ESC] 取消操作。
CNC 8070
(SOFT V03.0X)
67
Page 73

Operating manual
4.2.2 微调轴
使用操作面板上的 JOG 键盘可以实现对轴的调整。可以做两种类型的运动:
• 连续微调, 在键盘上操作同时轴开始连续运动。
• 增量微调,当操作者在键盘上进行每次操作时轴运动一个特定的距离。
微调方式的选择通过操作面板上的微调选择开关完成。
4.
关于轴的操作
手动 (JOG) 模式
连续微调 增量微调 手轮
JOG 键
根据键的特性有两种类型的微调键盘。
类型 I
每根轴都有两个键。一个是让轴向正方向微动,另一个是让轴向负方向微动。
按轴键及让其微动的方向将移动单一的轴。
类型 II
每根轴都有一个键及两个适用于所有轴的关于移动方向的键。
要调整一根轴需要激活轴键及移动方向键。根据 jog 键盘的配置,将会有两个选项:
• 在轴键和方向键两个键都被按下时轴将运动。
• 当按下轴键时,该键将保持激活。当方向键被按下之后轴将运动。按 [ESC] 或
[STOP] 取消对轴的选定状态。
CNC 8070
(SOFT V03.0X)
进给率
运动将按 OEM 定义的进给率执行。使用操作面板上的进给率倍率开关可以使进给
率在 0% 和 200% 之间变换。
68
Page 74

连续 JOG
增量 JOG
连续jog方式中,当操作jog键盘时,轴将保持运动。连续jog允许使几根轴同时运动。
操作过程如下:
(a)
1. 将操作面板上的 jog 选择开关
2. 使用 JOG 面板 (键区)微调期望的轴。当操作 jog 键盘时,轴将运动。
如果在轴运动时,第二根轴被选择,那么新选择的轴将在相同的条件下同时运
动。
(a)
如果当轴运动时,按下了快进键,那么轴将以机床制造厂家设置的快速比运动。当
保持该键按下时将一直使用该进给率;松开该键时,轴将恢复其先前的进给率。使
用操作面板上的进给率倍率开关可以使进给率在 0% 和 200% 之间变换。
在增量 jog 方式中,按健每次被按下时轴将运动一段特定的距离。 在增量 jog 方式
中,可能同时微调几根轴。
打开至连续 jog 位置刻度。
Operating manual
4.
关于轴的操作
手动 (JOG) 模式
操作过程如下:
1. 打开 操作面板上的 jog 选择开关到一个增量 jog 位置。每个位置将使轴运动一段
固定的距离,比较典型的值如下所示:
选择位置 距离
1 0.001 毫米 或 0.0001 英寸
10 0.010 毫米 或 0.0010 英寸 .
100 0.100 毫米 或 0.0100 英寸 .
1000 1.000 毫米 或 0.1000 英寸 .
10000 10.000 毫米 或 1.0000 英寸 .
2. 使用 JOG面板(键区)微调期望的轴。当操作 jog 键盘时,轴将运动 jog选择器上
刻度指示的距离。
如果在轴运动时,选择第二根轴,那么新选择的轴将在相同的条件下同时运动。
CNC 8070
(SOFT V03.0X)
69
Page 75

4.
Operating manual
4.2.3 使用手轮微调轴
关于轴的操作
手动 (JOG) 模式
可使用多达三个电子手轮移动轴。
根据配置,可以使用通用手轮来移动任何轴,也可以使用只能移动与其相关的某根
轴的单独手轮。
(a)
将操作面板上 jog 选择开关
指定了施加到手轮脉冲上的倍乘因子,典型的值如下所示:
(a)
选择位置 距离
10.100 毫米 或 0.0100 英寸 .
10 1.000 毫米 或 0.1000 英寸 .
100 10.000 毫米 或 1.0000 英寸 .
一旦选择了期望的分辨率,根据使用的手轮的类型(通用或单独),操作过程如下:
打开到一个手轮位置来使用手轮移动轴。每个位置都
通用手轮
通用手轮不与任何特定的轴相关联。它可用于移动机床上的任意轴 (如果制造商已
经那样设置好了)。
操作过程如下:
1. 选择待调整的轴。
在 JOG 键盘上,按下与待微调轴相关的某个键。如果同时选择了几根轴,它们
将同时运动。
CNC 将高亮显示它们来表示已经选中。 当选择轴或使用运动选择器退出手轮模
式时,将自动取消先前选中的那根轴。
2. 一旦选择了轴,根据选择器开关的设置和手轮的转动方向,当手轮转动时,CNC
将移动轴。
通过手轮转动的快慢来决定进给率。
CNC 8070
(SOFT V03.0X)
70
Page 76

单独手轮
与特定轴相关联的单独手轮。根据选择器开关的设置和手轮的转动方向,当其相关
的手轮转动时, CNC 将移动该轴。
当使用手轮同时移动几根轴时,必须包括所有拥有它们自己的手轮的轴加上使用通
用手轮选择的另一根轴。
当同时移动几根轴时,根据与其相关的手轮转动的快慢来决定每根轴的进给率。
Operating manual
可能会遇到这样的情况,即根据转速和选择器的位置,得到的进给率可能大
4.
CNC
i
于
距离。
的最大许可进给率。 那样,
CNC
将按照最大许可进给率运动指定的
关于轴的操作
手动 (JOG) 模式
CNC 8070
(SOFT V03.0X)
71
Page 77

4.
Operating manual
4.2.4 将轴移动至特定的位置 (坐标)
关于轴的操作
手动 (JOG) 模式
当要将轴移动至特定位置时,必须逐一按照以下的步骤进行:
1. 使用字母数字键盘选择回零的轴。 CNC 将高亮显示该轴来表示它已经被选择。
选择编号轴(例如:“X1”)、选择任意轴,然后将选好的轴移动至期望的位置。
使用 [©][ª] 键来移动光标。
2. 输入目标点的坐标。
3. 按 [START] 键执行运动或按 [ESC] 键取消操作。
进给率行为
运动进给率取决于是 G00 还是 G01 有效。
• 如果 G00 被激活,运动将以机床制造厂家定义的快进速率被执行。
• 如果 G01 被激活,运动将以有效进给率被执行。如果没有有效进给率, 运动将以
机床制造厂家定义的进给率被执行。
使用操作面板上的进给率倍率开关可以使进给率在 0% 和 200% 之间变换。百分比
将施加到以 G00 和 G01 方式执行的所有运动上。
(a)
CNC 8070
(SOFT V03.0X)
72
Page 78

4.2.5 坐标预置
必须按照如下的步骤逐一预置每根轴的坐标:
1. 使用字母数字键盘选择回零点的轴。 CNC 将高亮显示该轴来表示它已经被选
择。
选择编号轴 (例如:“X1”)、选择所有的轴,然后将选好的轴移动至期望的位
置。使用 [©][ª] 键来移动光标。
2. 输入期望的预置值。
3. 按 [START] 键预置输入的值或按 [ESC] 键取消操作。
通过逐一使轴回到机床零点或使用 “G53”功能取消预置。
Operating manual
4.
关于轴的操作
手动 (JOG) 模式
CNC 8070
(SOFT V03.0X)
73
Page 79

Operating manual
4.3 主轴控制
使用操作面板上的下述键可手动控制主轴。这些键始终与有效通道的主控主轴相
关。
在选择转动方向之前应该设置主轴转速(在 MDI 模式),从而可以避免在设置“S”
时,由于转动方向已经被激活,致使主轴突然启动。
顺时针方向启动主轴 . 类似于功能 M03.
4.
手动 (JOG) 模式
主轴控制
以有效速度顺时针方向启动主轴。
显示当前加工状态下功能 M03 的历史记录。
逆时针方向启动主轴 . 类似于功能 M04.
以有效速度逆时针方向启动主轴。
显示当前加工状态下功能 M04 的历史记录。
停止主轴 . 类似于功能 M05.
停止主轴。
显示当前加工状态下功能 M05 的历史记录。
主轴转速倍率 .
可用于改变主轴的转速,典型值为 50% ~ 120%。每次按下其中的某个键时,速度
变化 5%。
这些值根据机床制造厂商对它们不同的定义也有所不同。
主轴方向 . 类似于功能 M19.
定义主轴方向。
CNC 8070
(SOFT V03.0X)
显示当前加工状态下功能 M19 的历史记录。
定制键
机床制造厂商既设置速度变化的最大和最小百分率,又设置每次按下这些键时可以
变化的百分率。
使用如下的机床参数来设置它们:
MINOVR 最小倍率 .
MAXOVR 最大倍率 .
STEPOVR 倍率增量 ( 步幅 ).
74
Page 80

4.4 刀具选择和换刀
在手动模式下,可以更换装在主轴上的刀具。其过程如下:
1. 在字母数字键盘上按 [T] 键。 CNC 将高亮显示当前的刀具来表示其已经被选中。
2. 输入安装在主轴上的刀具编号。
3. 按 [STA RT] 键执行换刀或按 [ESC] 键取消操作。
Operating manual
4.
刀具选择和换刀
手动 (JOG) 模式
CNC 8070
(SOFT V03.0X)
75
Page 81

4.
Operating manual
4.5 切削条件定义
在 jog 模式下,可以设置转速 "S" 和进给率 "F"。
• 该进给率与有效进给率相符。
• 输入速度将对应于有效通道的主控主轴。
过程如下:
1. 按字母数字键盘上的[S]键来选择主轴转速或按 [F]键来选择进给率。CNC将高亮
显示相关的数据来表示其已经被选中。
2. 输入期望的主轴转速或进给率。
3. 按 [START] 键采用输入值或按 [ESC] 键取消操作。
切削条件定义
手动 (JOG) 模式
CNC 8070
(SOFT V03.0X)
76
Page 82

4.6 自动加载零点偏置或工作夹具偏置表格
可用于在零点偏置或夹具偏置表格中保存有效的零点偏置。使用 “加载表格”图标
来执行该操作。
过程如下所示:
1. 按 “加载表格”图标。 CNC 显示有效的零点偏置和夹具偏置列表。
2. 选择想要保存有效偏置的零点偏置或夹具偏置。
3. 按 [ENTER] 键在表格中输入偏置。
在任何时候按 [ESC] 键取消操作。
Operating manual
4.
手动 (JOG) 模式
自动加载零点偏置或工作夹具偏置表格
CNC 8070
(SOFT V03.0X)
77
Page 83

4.
Operating manual
手动 (JOG) 模式
自动加载零点偏置或工作夹具偏置表格
CNC 8070
(SOFT V03.0X)
78
Page 84

手动 (JOG) 模式 . 刀具校准
在手动模式下可进行刀具校准。根据安装软件 (车床模式或铣床模式)的不同,访
问刀具校准的软键也将不同。 按 [ESC] 键退出校准模式而返回手动模式。
铣削模式下访问刀具校准图标。
车削模式下访问刀具校准图标。
在两种模式下, CNC 可以校准车刀和铣刀。 CNC 将显示必要数据和根据选择的刀
具更新帮助图形。
5
校准类型
有几种校准刀具的方法。有几种方法仅当使用上表面探针时才可使用。
当不使用上表面探针时,只可进行手动校准。当使用上表面探针时,所有类型的校
准都可使用。可从竖向软键菜单中选择不同校准模式。
应考虑激活的运动,不要阻止该模式下的刀具检验。如果激活坐标 ( #CS 或 #ACS)
转换或激活 RTCP 或 TLC 时,不可能进行手动或半自动校准。
手动校准
在没有上表面探针的情况下执行手动校准。需要参考工件来校准刀具。所有的运动
都为手动执行。
半自动校准
当使用上表面探针时可使用该模式进行刀具校准。它不能够使用于校准车刀。手动
执行定位运动, CNC 执行探测运动。
自动校准
当使用上表面探针时可使用该模式进行刀具校准。 利用校准固定循环 #PROBE,
CNC 执行所有运动。
CNC 8070
(SOFT V03.0X)
79
Page 85

Y
5.
Operating manual
探针选择
在 CNC 上可以配置两种探针。探针激活时可用于校准。可在工件程序或 MDI 中使
用指令 #SELECT PROBE 来改变激活探针。
#SELECT PROBE [1]
选择第一个探针。
#SELECT PROBE [2]
选择第二个探针。
轴的几何配置 :"平面 " 或 " 立体 "
在车削模式中,轴的几何配置根据第三主轴 (通常为 Y 轴)的有效性可以为 “平
面”或 “立体”类型。适于当前配置的不同校准模式显示每根轴的必需数据。
手动 (JOG) 模式 . 刀具校准
X
X
“平面”型轴的配置 . 纵轴
在该配置中,通道第二轴被视为纵轴。如果 X (第一轴 ) 和 Z ( 第二轴 ) 轴已经被定
义,工作平面将为 ZX 且 Z 轴将为纵轴。当使用铣刀时,刀具长度补偿被施加在该
纵轴上。对于车刀,刀具长度补偿施加在所有刀具偏置已经定义好的轴上 。
“立体”型轴的几何配置
这是铣床或具有第三主轴 (·Y· 轴 ) 车床的典型配置 。
有三根轴构成了笛卡尔 XYZ 类型的如同铣床上坐标一
样的三面体。除了构成三面体的那些轴外还可能有更
Z
多的轴。
使用该配置,平面工作如同铣床上一样,除了常用工作
平面将为 G18 外 (如果已经像那样配置了)。
“平面”型轴的几何配置
这是车床的典型配置。
通常平面由两根轴构成。也可能有更多的轴,但是它们
不能为三面体的一部分,它们一定是辅助轴、旋转轴
等。
对于该配置,有效平面将由通道中定义的前两根轴构
Z
成。如果 X(第一轴)和 Z(第二轴)已经定义好了,
工作平面将为 ZX (Z 为横坐标, X 为纵坐标)。
工作平面总是 G18 ;在加工程序中不可以改变平面。
当在车床上使用铣刀时,纵向补偿轴可依靠 #TOOL AX 指令或 G20功能进行改变。
CNC 8070
(SOFT V03.0X)
80
Page 86

5.1 手动校准 . 无探针校准
在该模式下,仅可以校准激活的刀具,它可以是铣刀或车刀。 CNC 将显示必要数据
并按照选择的刀具更新帮助图形。
A
A. 机床数据。轴位置、刀具和有效刀具偏置、实际主轴速度和实际轴进给率。
B. 定义校准数据区域。
C. 显示允许使用刀具的图像。如果没有显示该图像, 一些数据可能丢失。
Operating manual
5.
B
C
手动校准 . 无探针校准
手动 (JOG) 模式 . 刀具校准
刀具校准
由于没有探针,需要参考工件来校准刀具。校准包括手动移动刀具直到碰到工件,
然后确认每根轴的校准。 在确认之后,新值被保存在刀具表格中。
选择刀具
从校准模式可以改变刀具和有效刀具偏置。在循环数据中定义了新刀具或刀具偏置
之后,按 [CYCLE START] , CNC 将执行换刀。
注意在该校准模式中按 [CYCLE START] 仅执行换刀,不执行校准或也不确认它。
铣削模式校准
对于铣刀,要校核刀长,磨损值被设置为零。半径和半径磨损可手动设置。
在计算长度时,要考虑激活平面内刀具纵轴坐标 (G17, G18 , G19, G20)、 (#TOOL
AX)轴上的刀具定位和参考工件坐标。对于校准,它默认为想丢于刀具纵轴的参考工
件坐标。
对于车刀,要校准每根轴上的刀具偏置。偏置磨损设置为零。
CNC 8070
(SOFT V03.0X)
81
Page 87

Operating manual
车削模式校准
对于车刀,要校准每根轴上的刀具偏置。当确认偏置校准之后,该偏置的磨损将复
位为零。
铣刀有两个选项,可使用如下的图标来选择。
• 刀具长度校准
该选项用于更新长度值和使磨损值复位为零。它也可更新刀具表格数据。
5.
手动校准 . 无探针校准
手动 (JOG) 模式 . 刀具校准
• 刀具偏置校准
该选项用于更新每根轴上的偏置值。偏置磨损设置为零。
确认校准
从竖向软键菜单来确认。
确认铣刀校准。
确认车刀校准,每个偏置显示一个图标。
当车床拥有第三轴时,使用水平软键菜单来确认该轴上的校准。
数据定义
为定义数据,将光标置于相关数据上,输入期望值,按 [ENTER]。
关于车刀
轴的术语取决于 “平面”或 “三面体”轴的几何配置。对于 “平面”配置,轴的
名字采取车床的 DIN 标准, X 轴作为横坐标轴, Y 轴作为纵坐标轴。
CNC 8070
(SOFT V03.0X)
数据 含义
Zp Xp 用于校准中的参考工件尺寸。这些坐标是相对于刀具主轴的坐标。
T 待校准刀具。
D 待校准的刀具偏置。
Off Y
Off X
Lw 每轴偏置磨损。
当车床拥有垂直于工作平面的第三轴时 (" 三面体 " 几何配置 ), CNC 也将显示该轴
数据和校准。 使用水平软键菜单可以隐藏或显示第三轴数据。
每轴刀具偏置。
82
Page 88

关于铣刀
数据 含义
Zp 使用于校准中的参考工件坐标。该坐标为相对于刀具纵轴的坐标。
T 待校准刀具。
D 待校准的刀具偏置。
L 刀具长度。
Lw 刀具磨损。
R 刀具半径。
Rw 半径磨损。
刀具校准步骤
按如下步骤校准刀具:
1. 定义使用在校准中的参考工件尺寸。
2. 选择要校准的刀具和偏置。在选择之后, CNC 显示为了该偏置而在刀具表格中
定义的尺寸。
只有刀具激活时才可对它进行校核。选择刀具并按 [ENTER], CNC 仅显示那把
刀具数据。按 CNC 的 [CYCLE START] 进行换刀,从而刀具变为激活刀具。参
考 81 页 “选择刀具”。
3. 校准刀具。手动将刀具靠近工件,直到与工件接触,然后使用软键菜单确认校
准。
在确认校准之后,更新值并初始化磨损值为零。新值保存在刀具表格中。
Operating manual
5.
手动校准 . 无探针校准
手动 (JOG) 模式 . 刀具校准
校准另一把刀具,重复步骤 2 和 3。
偏置注意事项
注意轴的刀具偏置是刀具底部和刀尖之间的距离。当计算包括半径尺寸的轴上铣刀
偏置时 ,半径包括在偏置中。对于刀具长度也类似。
当校准铣刀偏置时,长度值被删除,但不删除半径值。
CNC 8070
(SOFT V03.0X)
83
Page 89

5.
Operating manual
5.2 半自动校准 . 探针校准
该选项仅适用于使用安装在机床上的上表面探针校准。在该模式下,只有铣刀可被
校准。
B
A
半自动校准 . 探针校准
手动 (JOG) 模式 . 刀具校准
A. 机床数据。轴位置、刀具和有效刀具偏置、实际主轴速度和实际轴进给率。
B. 定义校准数据区域。
可用于校准主轴上当前安装刀具的长度或半径。在校准之后,磨损复位为零。
当改变刀具数据时,刀具表格数据在校准之后被更新。
刀具校准
校准包括将刀具手动接近探针,然后命令 CNC 执行探测运动。 CNC 将移动轴上的
刀具,直到它与探针接触。在与探针接触之后,将结束对那根轴的校准并更新值。
选择刀具
从校准模式可以改变刀具和有效刀具偏置。在循环数据中在定义了新刀具或刀具偏
置之后,按 [CYCLE ST ART] , CNC 将执行换刀。
注意在该校准模式中按 [CYCLE START] 有两个功能,如果选择了新刀具,执行换
刀。如果选择了激活的刀具,按 [CYCLE ST ART] 执行校准。
刀具校准
在该模式下,仅有铣刀可以被校准。对于这些刀具,可校准它们的长度和半径。 在
校准完两个尺寸中的一个之后,它的磨损值设置为零。
在校核时使用水平软键菜单选择轴和运动方向。一旦选定,在将刀具装在主轴上之
后,按 [CYCLE START] 开始校核。刀具将按照指定的方向运动,直到接触到探针
后它将结束校准,并使用测量值更新刀具数据。
CNC 8070
(SOFT V03.0X)
84
一旦选择运动,窗口将显示指定所作校准的帮助图形、长度或半径。
Page 90

数据定义
为定义数据,将光标置于相关数据上,输入期望值,按 [ENTER]。
数据 含义
PRBMOVE 最大探测距离。如果 CNC 在达到该探测距离之前没有接受到探针
信号,它将停止轴。
F 探测进给率。
T 待校准刀具。
D 待校准的刀具偏置。
L 刀具长度。
Lw 长度磨损。
R 刀具半径。
Rw 半径磨损。
Operating manual
5.
半自动校准 . 探针校准
刀具校准步骤
按如下步骤校准刀具:
1. 定义探测距离和进给率。
如果没有定义进给率,探测运动将以 OEM 设置的进给率进行。
2. 选择要校准的刀具和偏置。在选择之后, CNC 显示为了该偏置而在刀具表格中
定义的尺寸。
只有刀具激活时才可对它进行校核。选择刀具并按 [ENTER], CNC 仅显示那把
刀具数据。按 CNC 的 [CYCLE START] 进行换刀,从而刀具变为激活刀具。参
考 84 页 “刀具校准”。
3. 校准半径。手动将刀具靠近探针,直到将它放置在使用于探测的路径上。
使用柱形探针校准半径,路径必须与探针中心点保持一致。如果不一致,半径将
被错误计算。
4. 校准刀具。在软键菜单上选择轴和探测方向,按 [START]。
探针在选择的方向上与轴平行运动,直到有物体接触到探针。它更新测量值并将
磨损值设置为零。数据保存在刀具表格中。
手动 (JOG) 模式 . 刀具校准
CNC 8070
(SOFT V03.0X)
85
Page 91

5.
Operating manual
5.3 使用探针和固定循环的自动校准
5.3.1 铣床或车床模式 (“三面体”几何配置)
当使用安装在机床的上表面探针时该选项有效。该模式可用于校准铣刀和车刀。
CNC 将显示必需数据并更新对应选择刀具的帮助图形。
A
B
手动 (JOG) 模式 . 刀具校准
使用探针和固定循环的自动校准
C
A. 机床数据可随意显示。轴位置、刀具和有效刀具偏置、实际主轴速度和实际轴进
给率。
B. 定义校准数据区域。
C. 探针位置。
刀具校准
使用探测固定循环来校准刀具。CNC 移动刀具直到接触到探针使每轴上校准生效。
刀具可在平面两轴上被校准或三面体的三轴上被校准。
当按 [CYCLE ST A RT] 键开始校准。当 CNC 完成选择轴上的校准后,将更新尺寸和
磨损。新值保存在刀具表格中。
水平软键菜单提供显示机床数据的选项,如轴位置、进给率等。该数据显示在窗口
帮助图形上。
选择刀具
在该校准模式,循环本身可以换刀和改变刀具偏置。不需要提前将刀具装在主轴
上。
CNC 8070
(SOFT V03.0X)
86
注意按 [CYCLE START] 键开始校准循环。
为探针选择另一个位置
校准采用定义在机床参数中的探针位置。可为探针定义另一位置,该位置仅用于定
义校准。新的位置不影响定义在机床参数中的值。
用竖向软键菜单来访问定义新探针位置的数据。
刀具校准
铣刀有两个选项,使用如下图表可进行选择。
• 校准偏置并重置磨损为零。
Page 92

• 校准长度和半径并测量磨损。
对于车刀,它校准每根轴上的刀具偏置。偏置磨损被置为零。
数据定义
为定义数据,可将光标放置在相关数据上,输入期望值并按 [ENTER] 键。将光标放
置在图标上并按 [SPACE]键来更换图标。
校准铣刀长度、半径和磨损
显示的数据取决于在水平软键菜单上选择的校准选项。该菜单可用于选择长度和 /
或半径校准及是否计算它们的磨损。 如果没有计算磨损,在校准完毕之后它们被复
位为零。
数据 含义
T 待校准刀具。
D 待校准的刀具偏置。
Ds 安全距离。
F 探测进给率。
如果没有定义,运动将以机床制造厂家设置的缺省进给率执行。
N 刀具数量。
如果定义为 0 值, CNC 知道刀具位置并仅执行一次运动。 主轴旋
转速度必须设置为 ·0·。
如果不是定义为 0,所有的刀具将被校准。CNC 执行初始运动来定
位刀具,然后停止主轴,对每把刀具做一个精确的测量。有必要定
义主轴速度和 Dm 距离。
Operating manual
5.
手动 (JOG) 模式 . 刀具校准
使用探针和固定循环的自动校准
Dm 定位下一刀具的刀刃与探针中心之间的距离。
S 主轴速度。
接触的探测面。
当超过允许的最大磨损时将拒绝刀具或从相同的族中选择一把刀具
来更换。
Lw 允许的最大长度磨损。
Rw 允许的最大半径磨损。
PRB1MAX
···
PRB2MIN
探针位置。
在此处定义的值仅在校准循环过程中被考虑。它们不能修改机床参
数值。
CNC 8070
(SOFT V03.0X)
87
Page 93

5.
Operating manual
手动 (JOG) 模式 . 刀具校准
使用探针和固定循环的自动校准
校准铣刀或车刀偏置
数据 含义
T 待校准刀具。
D 待校准的刀具偏置。
Ds 安全距离。
F 探测进给率。
如果没有定义,运动将以机床制造厂家设置的缺省进给率执行。
PRB1MAX
···
PRB2MIN
探针位置。
在此处定义的值仅在校准循环过程中被考虑。它们不能修改机床参
数值。
该图标设置要校准轴的数量。
刀具校准步骤
按如下步骤校准刀具:
1. 选择要校准的刀具和偏置。没有必要将刀具装在主轴上,如果有必要, CNC 将
执行该操作。
2. 定义校准数据。校准铣刀,使用水平软键菜单选择期望的选项。
3. 按 [CYCLE STAR T] 键开始校准。CNC 校准进行所有必需运动的刀具。没有必要
手动靠近刀具。如果有必要, CNC 将换刀。
4. 在校准之后,它将更新刀具表格数据。
CNC 8070
(SOFT V03.0X)
88
Page 94

5.3.2 车床模式 (" 平面 " 几何配置 )
该选项仅适用于使用安装在机床上表面探针校准。该模式可用于校准铣刀和车刀。
CNC 将显示必要的数据并更新对应选择刀具的帮助图形。
Operating manual
A
A. 可选择显示的机床数据。 轴位置、刀具和有效刀具偏置、实际主轴速度和实际轴
进给率。
B. 定义校准数据区域。
C. 探针位置。
B
C
刀具校准
使用探测固定循环来执行校准。CNC移动刀具直到接触到探针为止,确认每根轴上
的校准。在平面的两根轴上校准刀具。
按 [CYCLE START] 开始校准。当 CNC 完成选择轴的校准后,更新尺寸和磨损。新
值保存在刀具表格中。
5.
手动 (JOG) 模式 . 刀具校准
使用探针和固定循环的自动校准
水平软键菜单提供显示机床数据的选项,如:轴位置、进给率等。该数据显示在窗
口的帮助图形上。
选择刀具
在该校准模式,循环本身可以换刀和改变刀具偏置。不需要提前将刀具装在主轴
上。
注意按 [CYCLE START] 键开始校准循环。
为探针选择另一个位置
校准采用定义在机床参数中的探针位置。可为探针定义另一位置,该位置仅用于定
义校准。新的位置不影响定义在机床参数中的值。
用竖向软键菜单来访问定义新探针位置的数据。
刀具校准
对于铣刀和车刀,它校准每根轴上刀具偏置。偏置磨损设置为零。
CNC 8070
(SOFT V03.0X)
89
Page 95

5.
Operating manual
手动 (JOG) 模式 . 刀具校准
使用探针和固定循环的自动校准
数据定义
为定义数据,将光标置于相关数据上,输入期望值,按 [ENTER]。 将光标放置在图
标上并按 [SPACE] 键来更换图标。
数据 含义
T 待校准刀具。
D 待校准的刀具偏置。
Ds 安全距离。
F 探测进给率。
如果没有定义,运动将以机床制造厂家设置的缺省进给率执行。
PRB1MAX
···
PRB2MIN
探针位置。
在此处定义的值仅在校准循环过程中被考虑。它们不能修改机床参
数值。
刀具校准步骤
按如下步骤校准长度:
1. 选择要校准的刀具和偏置。没有必要将刀具装在主轴上,如果有必要, CNC 将
执行该操作。
2. 定义校准数据。
3. 按 [CYCLE STAR T] 键开始校准。CNC 校准执行所有必需运动的刀具。没有必要
手动靠近刀具。如果有必要, CNC 将换刀。
4. 在校准之后,它将更新刀具表格数据。
CNC 8070
(SOFT V03.0X)
90
Page 96

编辑 - 仿真模式
选择编辑和仿真模式
通过按相关键,可以从任何其它的操作模式访问编辑 - 仿真模式,即便在程序执行
时。
该操作模式可以从任何其它通道甚至同时从几个通道进行访问。在每个通道中可以
编辑或仿真不同的程序。
在该工作模式下可以实现的操作
在该工作模式下可以实现如下的操作:
• 编辑、修改或查看零件加工程序的内容。
可以在关于加工循环的会话式编辑器及轮廓编辑器定位或 TEACH-IN 功能的帮
助下,用 CNC 编程语言编辑程序 (ISO 或高级语言)。
• 模拟程序执行,并以图形显示表示模拟的程序。
• 估算总的程序执行时间以及每把刀具的加工时间。
6
CNC 8070
(SOFT V03.0X)
91
Page 97

6.
Operating manual
6.1 编辑 - 仿真的外观
激活该操作模式时,将在常规状态栏的右上方显示。
该模式可以分几个屏幕来显示。当前屏幕及可用屏幕的总数将在常规状态栏的右上
部分显示。
通过按编辑 - 仿真模式的访问键,可实现不同屏幕间的切换。屏幕的选择将按如此
方式循环:在最后一个屏幕上按该键时,显示操作模式的第一个屏幕。
标准配置
该操作模式的标准配置将在 Fagor 公司提供的相关手册中介绍。在某些情况下,为
了便于理解,手册提供了示例屏幕,而不是 CNC 的显示屏。
编辑 - 仿真模式
编辑 - 仿真的外观
通过机床制造厂家可通过改变这些屏幕的外观以及内容而实现用户化,也可以移除
或添加一些屏幕。
CNC 8070
(SOFT V03.0X)
92
Page 98

6.1.1 常规屏幕介绍
在该工作模式的典型屏幕上,将按如下方式给出信息:
Operating manual
A
B
A. 编辑 - 仿真模式的窗口。
显示所选屏幕的操作窗口。每个屏幕可能由一个或多个窗口组成。参考 94
页 “6.1.2 窗口介绍”。
B. 在该操作模式下选择的程序状态或使用它们时的通道号。
在任何情况下,根据正在仿真的程序的状态,其背景颜色将会不同。
准备完毕 背景颜色:白色。
仿真中 背景颜色:绿色。
被中断 背景颜色:暗绿色。
发生错误 背景颜色:红色。
C. 程序名和位置。
根据程序的状态,其背景颜色将会不同。
D. CNC 信息。
C D
6.
编辑 - 仿真模式
编辑 - 仿真的外观
CNC 8070
(SOFT V03.0X)
93
Page 99

6.
Operating manual
6.1.2 窗口介绍
正如前面所提到的,每个屏幕可以由一个或多个如下的窗口构成 (将在本章后面的
部分对它们进行详尽的介绍):
• 编辑窗口:用于编辑新的程序或修改存在的程序。编辑时可以使用轮廓编辑器、
会话式式的固定循环编辑器或使用 TEACH-IN 特性。
• 图形窗口:该窗口显示在模拟仿真期间程序的图形显示。它也允许在图形上量取
尺寸。
• 程序窗口:用于选择仿真开始和结束的条件。
• 统计学窗口:用于估计每把刀具的加工时间和总的程序执行时间。
当屏幕由几个窗口构成时,软键菜单将显示激活窗口的选项。按相关的键可以切换
窗口并获得想要的软键菜单。
编辑 - 仿真模式
编辑 - 仿真的外观
CNC 8070
(SOFT V03.0X)
94
Page 100

6.1.3 图标介绍 ( 竖向软键 )
使用与图标相关的软键激活图标 (F8 到 F12)。
图标菜单总是显示与操作模式相关的所有图标,不管窗口是否激活。在该菜单上显
示的选项组可以使用与 “+”图标相关联的软键展开,它将提供不同的选项设置。
Operating manual
图标列表
开始 ( 仿真 )
(
正在仿真程序时该图标不用。
如果程序仿真被中断,将开始或恢复程序仿真。
在仿真期间,图形窗口将显示仿真程序的图形。
停止 ( 仿真 )
(
该图标仅在仿真程序时可用。
它将中断程序的仿真。
在按下开始图标时将恢复仿真。
复位 ( 仿真 )
取消程序仿真。
如果在程序仿真期间发生错误,它将消除错误状态,并且将仿真模式恢复到其初始
状态。
)
)
6.
编辑 - 仿真模式
编辑 - 仿真的外观
关于编辑和仿真模式的通道转换
该图标仅在使用通道时可用。
(
它适合于转换为了编辑及仿真而显示的通道。它不影响在 CNC 上激活的通道。
" 连续的 " 或 " 单一程序段 " 模式
用于选择 “连续的”或“单一程序段”模式;即使在执行程序时也可以选择其中的
任一种模式。
当 “单一程序段”模式激活时 (图标将显示压下状态),程序仿真将在每个程序段
的结尾中断。当 “自动”模式激活时,进行仿真,直到程序段结束或选择作为仿真
结束的程序段。
检查程序语法
用于分析程序,查找语法错误。
如果不存在错误,在屏幕底部将显示程序正确的的信息。如果有语法错误,将在编
辑窗口的底部显示信息。
)
CNC 8070
(SOFT V03.0X)
95
 Loading...
Loading...