

Page 1

CNC 8055 / CNC 8055i
·M· Model
(Soft V11.1x)
(REF 0706)
·M· MODEL
(SOFT V11.1X)
操作手册
(ref 0706)
Page 2
Page 3
版权所有 . 本文档中的任何内容未经发格公司允许不能进行拷贝,传播,存储在
备份设备或翻译成其他语言 .
尽管本书的所有内容都都经过的了仔细的校阅 . 但错误仍然在所难免 , 因此不能
保证绝对的正确 . 总之 , 本书内容会定期的进行校验和必要的更正 .
由于技术的改进,本手册的内容可能有所改动.发格公司保留未事先通知进行本
手册修改的权利。
Microsoft 和 Windows是美国微软公司的注册商标 . 其他的商标归各自的所有者
所有 .
本手册的示例是以学习为目的的 . 这些示例在工业应用之前,必须完全符合安全
操作规程 .
Page 4

Page 5
产品介绍................................................................................................................................. I
遵守的标准声明 .................................................................................................................... III
软件版本回顾 (M) .................................................................................................................. V
安全条件............................................................................................................................. XIII
担保条件........................................................................................................................... XVII
物品返回细则..................................................................................................................... XIX
附加说明............................................................................................................................ XXI
Fagor 文档....................................................................................................................... XXIII
第一章 概述
1.1 零件程序 .................................................................................................................... 2
1.2 屏幕显示信息布局...................................................................................................... 4
1.3 键盘布局 .................................................................................................................... 6
1.3.1 编辑 , 模拟和执行键 .............................................................................................. 7
1.4 操作面板布局............................................................................................................. 9
第二章 操作模式
目录
操作手册
2.1 帮助系统 .................................................................................................................. 13
2.2 软件升级 .................................................................................................................. 15
2.2.1 通过外部微动开关进行软件升级 ..........................................................................15
2.2.2 不用微动开关进行软件升级 ................................................................................. 16
2.2.3 通过探测器进行软件升级 ..................................................................................... 17
2.3 将 memkey card 插槽作为软盘驱动器 (CARDA).....................................................19
2.4 Memkey Card + Compact Flash 或 KeyCF ............................................................. 21
2.4.1 目录结构 .............................................................................................................. 22
2.4.2 对 Hard Disk (KeyCF) 上的程序进行拷贝和执行..................................................24
第三章 以太网操作
3.1 远程硬盘 .................................................................................................................. 26
3.2 PC 通过 WinDNC 和 CNC 进行连接..........................................................................27
3.3 从 PC 机进入 CNC 硬盘目录结构 ................................................................................28
第四章 执行 / 模拟
4.1 程序段中断点搜索 - 模拟切换到执行模式................................................................ 35
4.1.1 操作模式 .............................................................................................................. 36
4.1.2 自动搜索 .............................................................................................................. 38
4.1.3 手动程序段选择.................................................................................................... 39
4.1.4 程序段搜索限制特殊情况 ..................................................................................... 41
4.1.5 取消程序模拟或搜索方式 ..................................................................................... 41
4.2 显示 .........................................................................................................................42
4.2.1 标准显示模式 ....................................................................................................... 43
4.2.2 位置显示模式 ....................................................................................................... 44
4.2.3 程序显示模式 ....................................................................................................... 45
4.2.4 子程序显示模式.................................................................................................... 46
4.2.5 跟随误差显示模式................................................................................................ 48
4.2.6 用户显示模式 ....................................................................................................... 48
4.2.7 执行时间显示模式................................................................................................ 49
4.3 MDI..........................................................................................................................50
4.4 刀具检查 .................................................................................................................. 51
4.5 图形 .........................................................................................................................54
4.5.1 图形类型 .............................................................................................................. 55
4.5.2 显示区.................................................................................................................. 58
4.5.3 缩放...................................................................................................................... 59
4.5.4 视点...................................................................................................................... 60
4.5.5 图形参数 .............................................................................................................. 61
4.5.6 清屏...................................................................................................................... 63
4.5.7 取消图形 .............................................................................................................. 64
4.5.8 测量...................................................................................................................... 65
4.6 单段 .........................................................................................................................66
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
i
Page 6
操作手册
第五章 编辑
5.1 编辑 ......................................................................................................................... 68
5.1.1 CNC 语言编程 ........................................................................................................ 69
5.1.2 示教编程 .............................................................................................................. 70
5.1.3 交互式编程........................................................................................................... 71
5.1.4 轮廓编辑器编程 ................................................................................................... 72
5.2 修改 ......................................................................................................................... 83
5.3 查找 ......................................................................................................................... 84
5.4 替换 ......................................................................................................................... 85
5.5 删除程序段 .............................................................................................................. 86
5.6 移动程序段 .............................................................................................................. 87
5.7 拷贝程序段 .............................................................................................................. 88
5.8 拷贝到程序 .............................................................................................................. 89
5.9 包括程序.................................................................................................................. 90
5.10 编辑器参数 .............................................................................................................. 91
5.10.1 自动编号 .............................................................................................................. 91
5.10.2 示教编辑轴选择 ................................................................................................... 92
第六章 手动
6.1 手动 ......................................................................................................................... 97
6.1.1 连续手动 .............................................................................................................. 97
6.1.2 增量手动 .............................................................................................................. 98
6.1.3 路径 - 手动模式 ................................................................................................... 99
6.2 用电子手轮移动轴.................................................................................................. 101
6.2.1 通用及独立手轮模式 .......................................................................................... 102
6.2.2 路径手轮模式..................................................................................................... 103
6.2.3 进给手轮模式..................................................................................................... 104
6.2.4 附加手轮模式..................................................................................................... 105
6.3 手动控制主轴......................................................................................................... 107
第七章 表
7.1 零点偏置表 ............................................................................................................ 111
7.2 刀具库表................................................................................................................ 112
7.3 刀具表.................................................................................................................... 113
7.4 刀具偏置表 ............................................................................................................ 115
7.5 全局及局部参数表.................................................................................................. 116
7.6 表数据编辑 ............................................................................................................ 117
第八章 工具软件
8.1 不通过探测器进行程序访问 ................................................................................... 122
8.1.1 目录 ................................................................................................................... 122
8.1.2 拷贝 ................................................................................................................... 125
8.1.3 删除 ................................................................................................................... 126
8.1.4 重命名 ................................................................................................................ 127
8.1.5 保护 ................................................................................................................... 128
8.1.6 改变日期 ............................................................................................................ 130
8.2 通过探测器功能进行程序访问................................................................................ 131
第九章 状态
9.1 CNC....................................................................................................................... 138
9.2 DNC....................................................................................................................... 139
9.2.1 电话呼叫 ( 电话诊断 )......................................................................................... 141
9.3 Sercos ................................................................................................................... 142
9.4 CAN....................................................................................................................... 143
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
ii
第十章 PLC
10.1 编辑 ....................................................................................................................... 146
10.2 编译 ....................................................................................................................... 151
10.3 监视 ....................................................................................................................... 152
10.3.1 启动 PLC, 停止 PLC............................................................................................. 158
10.4 激活信息................................................................................................................ 160
10.5 激活页.................................................................................................................... 161
10.6 保存程序................................................................................................................ 162
10.7 恢复程序................................................................................................................ 163
10.8 资源使用中 ............................................................................................................ 164
10.9 统计 ....................................................................................................................... 165
Page 7
10.10 逻辑分析器............................................................................................................. 167
10.10.1 工作屏幕描述 ..................................................................................................... 167
10.10.2 变量选择及触发条件 ..........................................................................................169
10.10.3 执行跟踪 ............................................................................................................ 172
第十一章 图形编辑器
11.1 工具软件 ................................................................................................................ 179
11.2 用户屏幕页及符号编辑...........................................................................................181
11.3 图形元素 ................................................................................................................ 185
11.4 文本 .......................................................................................................................189
11.5 修改 .......................................................................................................................191
第十二章 机床参数
12.1 机床参数表............................................................................................................. 194
12.2 M 功能表 ................................................................................................................. 195
12.3 丝杠误差补偿表 .....................................................................................................196
12.4 交叉补偿表............................................................................................................. 197
12.5 参数表操作............................................................................................................. 198
第十三章 诊断
13.1 配置 .......................................................................................................................202
13.2 硬件测试 ................................................................................................................ 203
13.3 测试 .......................................................................................................................204
13.4 调整 .......................................................................................................................206
13.4.1 丝杠测试 ............................................................................................................ 206
13.4.2 示波器................................................................................................................ 208
13.5 用户 .......................................................................................................................217
13.6 硬盘 .......................................................................................................................217
13.7 附加注释 ................................................................................................................ 218
操作手册
第十四章 CNC - PC 通讯 . 电话诊断
14.1 通过串行线或互联网进行连接................................................................................ 221
14.2 从 PC 机进行电话连接 ............................................................................................ 222
14.3 常规电话呼叫......................................................................................................... 223
14.4 高级电话呼叫......................................................................................................... 224
14.4.1 PC 机连接配置 . .................................................................................................. 226
14.5 互联网电话呼叫 .....................................................................................................229
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
iii
Page 8
关于该产品
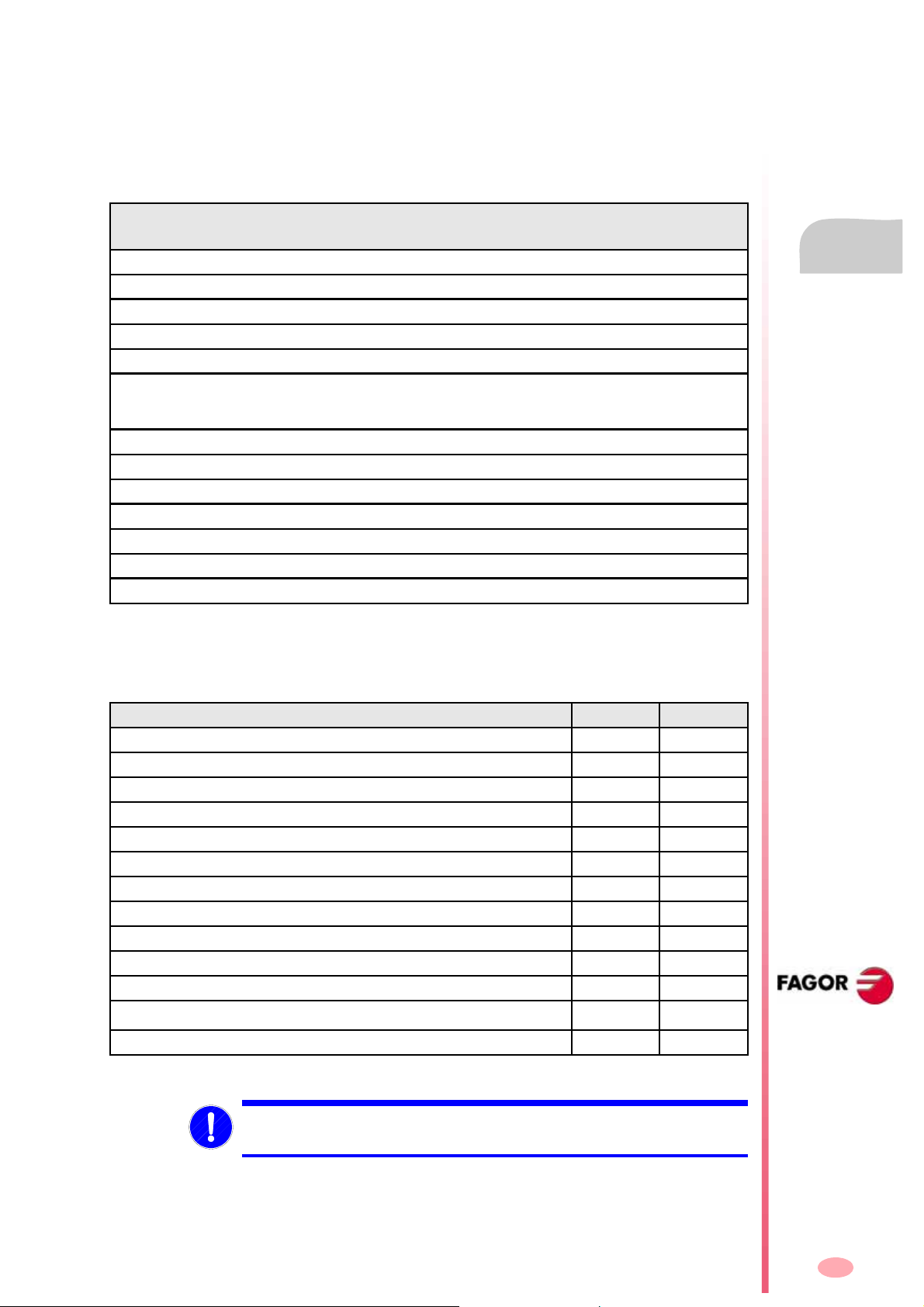
不同模块间的基本差别
8055i/ A
8055 /A
一体式
分体式
USB 8055i/ A 无无8055i Plus
没有 CPU turbo的程序段处理时间 9 ms 6 ms 3 ms 3 ms
* 带 CPU turbo 的程序段处理时间 ----- 2,5 ms 1,5 ms 1,5 ms
RAM 内存 256 Kb 可
7 轴用的软件 ----- 可选项 可选项 可选项
数字化
跟踪
TCP 变换 ----- 可选项 可选项 可选项
C 轴 ( 车床 ) ----- 可选项 可选项 可选项
Y 轴 (车床 ) ----- 可选项 可选项 可选项
1M RAM - 2M Flash 可选项 ----- ----- -----
8055i/ A 8055i /B 8055i/ C 8055i Plus
8055 /A 8055 /B 8055 /C 8055 Plus
扩展到
1Mb
可选项 标准配置 标准配置 标准配置
----- 可选项 可选项 可选项
8055i /B
8055 /B
1 Mb 1 Mb 1 Mb
8055i/ C
8055 /C
8055i Plus
8055 Plus
* 模块 8055i /A, 8055i /B, 8055i /C and 8055i Plus 没有 CPU turbo.
关于该产品
8055i CNC 的硬件选项 .
模拟 数字
硬盘 / 紧凑式 flash存储卡 可选项 可选项
以太网 可选项 可选项
1M RAM - 2M Flash 可选项 可选项
RS-232 串行线 标准配置 标准配置
16 位数字输入和 8 位输出 (I1 到 I16, O1 到 O8) 标准配置 标准配置
另外的 40 位数字输入和 24 位输出 (I65 到 I104 , O33 到 O56) 可选项 可选项
探针输入 标准配置 标准配置
主轴 ( 反馈输入和模拟输出 ) 标准配置 标准配置
电子手轮 标准配置 标准配置
4 轴 ( 反馈和模拟电压 ) 可选项 可选项
远程 CAN 模块 , 用于 数字 I/O 扩展 (RIO). 可选项 可选项
SERCOS, 用于 Fagor 驱动的连接
用于 Fagor 驱动的连接 - - - 可选项
CAN ,
启动前,确认机床的 CNC 符合
89/392/CEE
指示
- - - 可选项
.
CNC 8055
CNC 8055i
I
Page 9
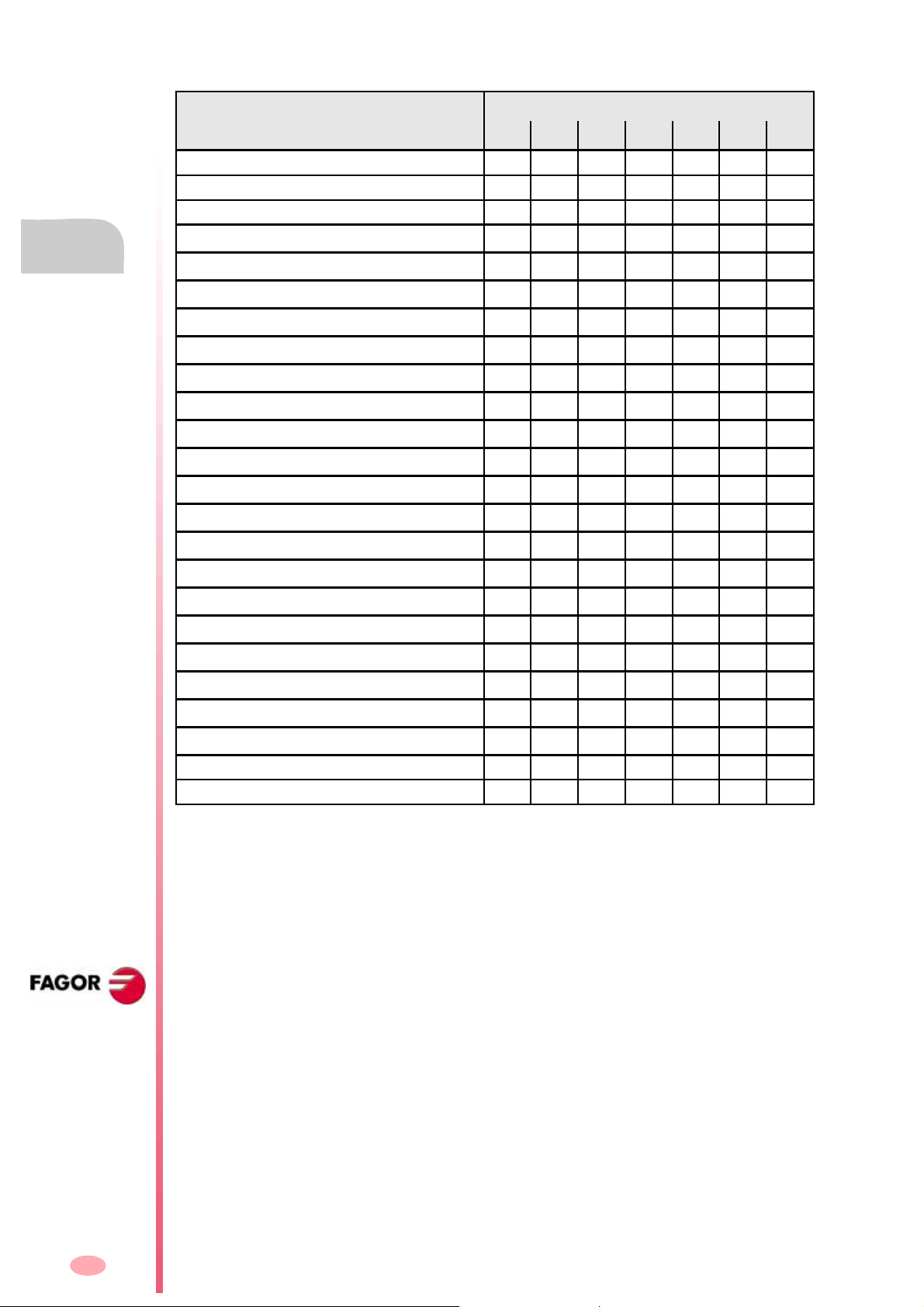
8055 and 8055i CNC 的软件选项 .
Model
GP M MC MCO T TC TCO
关于该产品
标准软件的轴数
可选软件的轴数
自动加工螺纹
刀库管理
加工固定循环
多重循环
实体图形
刚性攻丝
刀具寿命监视
探测固定循环
DNC
COCOM 版本
轮廓编辑器
刀具半径补偿
切向控制
回扫
启动辅助
带岛屿的不规则型腔
数字化
跟踪
TCP 变换
4444222
7 7 7 7 4 or 7 4 or 7 4 or 7
----- 标配 标配 标配 标配 标配 标配
----- 标配 标配 标配 标配 标配 标配
----- 标配 标配 ----- 标配 标配 -----
----- 标配 标配 ----- ----- ----- -----
----- 标配 标配 标配 标配 标配 标配
----- 标配 标配 标配 标配 标配 标配
----- 可选 可选 可选 可选 可选 可选
----- 可选 可选 可选 可选 可选 可选
标配 标配 标配 标配 标配 标配 标配
可选 可选 可选 可选 可选 可选 可选
标配 标配 标配 标配 标配 标配 标配
标配 标配 标配 标配 标配 标配 标配
可选 可选 可选 可选 可选 可选 可选
----- 可选 可选 可选 可选 可选 可选
标配 标配 标配 标配 标配 标配 标配
----- 标配 标配 标配 ----- ----- -----
----- 可选 可选 可选 ----- ----- -----
----- 可选 可选 可选 ----- ----- -----
----- 可选 可选 可选 ----- ----- -----
CNC 8055
CNC 8055i
C 轴
Y 轴 ( 车床 ) ----- ----- ----- ----- 可选 可选 可选
远程诊断
----- ----- ----- ----- 可选 可选 可选
可选 可选 可选 可选 可选 可选 可选
II
Page 10
制造商 :
我们声明 :
适应标准声明
Fagor Automation, S. Coop.
Barrio de San Andrés s/n, C.P. 20500, Mondragón -Guipúzcoa- (Spain).
我们保证自己的产品 :
Numerical Control Fagor
8055 and 8055i
符合下列标准 :
安全 .
EN 60204-1 机床安全 , 机床的电器设备 .
适应标准声明
电磁兼容性 .
EN 61000-4-3
EN 55011
(*) EN 55011
(*) EN 61000-3-2
(*) EN 61000-3-3
EN 61000-6-2
EN 61000-4-2
EN 61000-4-3
EN 61000-4-4
(*) EN 61000-4-5
EN 61000-4-6
EN 61000-4-8 主频率磁场 .
EN 61000-4-11
ENV 50204
(*) 只适用于 8055 型
发射 .
辐射 , A 级 1 组 .
传导 , A 级 1 组 .
电流调协 .
电压波动 .
抗干扰性 .
静电放电 .
无线电频率辐射的电磁场 .
冲击和快速过度 .
高电压脉冲 .
无线电频率场感应的传导干扰
电压波动和储运损耗 .
数字无线通讯产生的场 .
与欧共体有关低压电的指令 73/23/CEE,有关机床安全的指令 89/392/CEE 和有关电磁兼容性
的指令 89/336/CEE 和他们的更新版本的要求相一致
.
In Mondragón, July 15th, 2005.
CNC 8055
CNC 8055i
II
Page 11
适应标准声明
CNC 8055
CNC 8055i
III
Page 12
版本历史 (M)
( 铣床模式)
这里是每个软件版本增加的功能和手册对功能描述的列表
版本历史用以下的缩写:
INST 安装手册
PRG 编程手册
OPT 操作手册
OPT-MC MC 操作手册
OPT-CO CO 操作手册
软件 V03.0x 五月 1999
功能 手册
葡萄牙语 安装
切向控制 安装 / 编程
倾斜平面。JOG 运动中的软件限位。
PLC. R1 到 R499 之间的用户寄存器。
CNC 的状态显示。
硬盘 (HD)
HD 诊断
将 HD 集成到外部计算机网络
对相同的设备或其他设备进行目录检查,删除,重新命名和程序拷贝 操作 / 编程
从 RAM, Memkey 卡 , HD 或串行线进行模拟或执行
可以对存储在任何设备的程序进行执行 (EXEC) 和打开进行编辑
MC 选项 . 标定页 .
定义 R, L 初始化 I,K
如果 I=0 , K=0, I 和 K 已被初始化。
MC 选项,ISO 管理 , 也与 MDI 类似 MC 操作
MC 选项, 利用安全平面操作的新方法 MC 操作
MC 选项,特定键的新代码 MC 操作
安装 / 编程
操作
安装
操作
安装
操作
编程
MC 操作
版本历史 (M)
软件 V03.1x 三月 2000
功能 手册
快速模拟,不采用 G95 或 M3 或 M54 等。
带刀具偏置的几何辅助。
中断 PLC 通道的准备程序段
PLC 通道受通过 PLC 设置的其他进给率的影响
x1, x10, x100 因子独立于各个手轮
Fagor HBE 手轮管理
主轴同步 (G77 S)
轴 (2) 由单个驱动控制
G75 受进给率倍率 (%) 的影响
探针。探针位置采用循环参数 编程
保护以防删除 OEM 屏幕
工件零点位于倾斜平面 编程
显示理论主轴转速 安装
5 个工作区 安装 / 编程
为 PLC 分配更多的 CPU 时间 安装 / 操作
操作
安装 / 操作
安装
安装
安装 / 编程
安装
安装 / 编程
安装
安装
操作
CNC 8055
CNC 8055i
IV
Page 13
功能 手册
软件和硬件配置变量 安装 / 编程
版本历史 (M)
改进工具软件
类似于 DDSETUP 的管理
单位时间加速度控制 安装
刚性攻丝。车螺纹时加速 编程
镗削循环。在停止主轴前停顿
操作模式 . 位置显示
手轮接受微分反馈 安装
高级语言: WRITE 指令中的 ""?"" 运算符
新 CPU 中温度和电池电压的检测
HBE 手轮和独立手轮之间 的兼容性
改进在 JOG 中的工作区管理
在 M 模块配置工作模式
MC 选项: 后台编辑 MC 操作
MC 选项:用于用户循环的键代码 MC 操作
MC 选项: 圆弧定位 MC 操作
MC 选项: 开槽循环 MC 操作
MC 选项: 预加工型腔 MC 操作
MC 选项: 钻削循环, Z 向回退选择 MC 操作
MC 选项:主轴在底部定向的镗削 MC 操作
MC 选项:镗削,用 G00 和主轴停止 MC 操作
MC 选项: 表面铣削,工件旋转。 MC 操作
操作
安装
编程
操作
编程
安装
CNC 8055
CNC 8055i
软件 V05.0x 十一月 2000
功能 手册
改进 RS232 连接器 ( 与以前的兼容 )
PARTC 变量在模拟中不增加
实体图形。改变条件后重新绘制 操作
新键 NMON.55XX-11.LCD
捷克和波兰语 安装
Sercos. SERPOWSE (P121) 参数值
安装
安装 / 编程
安装
安装
软件 V05.1x 三月 2001
功能 手册
从 CNC 编辑驱动参数 (Sercos)
工具:拷贝或删除程序组 操作
PLC 通道: 与进给保持相关的标志
PLC 通道:M 功能管理
PLC 通道: 生成带 PLC 轴的程序
PLC 通道: 4 到 12 段的输入缓冲器
轮廓编辑器:修改起点 操作
轮廓编辑器:修改图素 操作
轮廓编辑器:删除图素 操作
轮廓编辑器:插入图素 操作
机床参数: 更新符号
中国大陆语言 安装
采用多种语言的 OEM 文本
键:编辑,模拟和执行 操作
执行中的快键处理 安装
“ 错误确认代码 ” 信息
表格初始化
安装
安装
安装
安装
安装
安装
操作
V
Page 14
功能 手册
干涉检测 编程
新驱动参数
变节距螺纹 (G34)
Sercos. 第二反馈
Sercos. 轴停止
与远程诊断相关的变量 安装 / 编程
通用手轮抑制独立手轮 安装 / 编程
坐标变换。 摆动主轴
坐标变换。 Huron 型主轴
配置文件。 Sabeinsub, 取消 20 和 21
MC. 图形镜象
MC. 型腔加工中的步进进入,表面铣削等 MC 操作
MC. 考虑 DIPLCOF 参数
MC. 可中止重新定位
MC. 在表面铣削循环中定义表面 MC 操作
MC. P999997 文本程序管理 MC 操作
编程
安装
安装 / 编程
编程
安装
软件 V05.2x 十二月 2001
版本历史 (M)
功能 手册
正弦主轴反馈 安装
回扫 安装
圆的几何测试 操作
探针 1 探测循环。趋近运动中的安全距离
理论坐标的交叉补偿 (g.m.p. TYPCROSS)
用 PLC 控制辅助主轴 (g.m.p. AXIS9)
a.m. p. I0CODI1, I0CODI2 用于带距离编码参考标志的线性编码器
只在圆弧路径 G2/G3 进行反向间隙补偿
手轮不进行累计运动 (g.m.p. HDIFFBAC)
改变 MEMTST 变量的功能 安装
用未定义的轴编译 PLC 变量
用 PLC 最多可生成 70 个字符的错误文本
MC. 避免不期望的执行 MC 操作
MC. 循环层指示表 MC 操作
MC. 如果激活进给保持,进给率改变颜色 MC 操作
MCO. 如果激活进给保持,进给率改变颜色 MCO 操作
编程
安装
安装
安装
安装
安装
编程
软件 V05.3x 四月 2002
功能 手册
8055i 的新扩展卡 安装 / 编程
在 8055i 上 CANOPEN 总线控制远程数字 I/O 安装 / 编程
新PLC指令. IREMRD 和 OREMWR. 安装
在 0-360 度之间对旋转轴进行丝杠误差补偿 . 安装
一个软键删除 PLC 静态变量 操作
在主视图只显示 XY 平面 操作
带 SERCOS 的绝对参考点的管理 (a.m.p. REFVALUE). 安装
CNC 8055
CNC 8055i
VI
Page 15
CNC 8055
CNC 8055i
版本历史 (M)
软件 V07.0x 十二月 2002
功能 手册
新语言 ; 巴斯特语 和俄语 安装
附加的指令脉冲 . 间隙指数补偿 安装
附加的指令脉冲 . 换向时消除向内的尖角 . 安装
提高非随机刀库的管理 安装
轴进给率的安全限制 安装
主轴速度的安全限制 安装
下一程序段执行开始时执行附加的补偿程序段 安装
在 look-ahead 上的 Jerk控制 安装
新的图形选项 . 带可改变线的铣床图形 安装
路径 - 点动模式 . 安装 / 操作
从 OEM 程序或子程序升级机床参数的变量 安装 / 编程
HARCON 变量是 LCD 和 turbo 板的类型 . 安装 / 编程
与每个轴的实际进给率和理论进给率相关的变量 安装 / 编程
与每个轴在屏幕上显示坐标相关的变量 安装/ 编程
与通过 SERCOS 控制的每个轴位置相关的变量 安装 / 编程
在程序段中编写的坐标变量 安装 / 编程
与通过 SERCOS 控制的第一主轴和第二主轴轴位置相关的变量 安装 / 编程
与第一主轴和第二主轴的理论转速相关的变量 安装 / 编程
与主轴最大速度相关的变量 安装 / 编程
与反馈相关的变量 安装 / 编程
与单个 PLC 标志相关的变量 安装 / 编程
PROBE 循环正在被执行的变量 安装 / 编程
DIGIT 循环正在被执行的变量 安装 / 编程
与 WGDRAW 生成的屏幕数相关的变量 安装 / 编程
与 WGDRAW 生成的符号数相关的变量 安装 / 编程
机床安全。硬件错误时 [CYCLE START] 键无效 安装
机床安全。最大的进给率 . 安装
使用直接反馈,反馈报警后强制回零 安装
可以使用 "SERCOS816" 板
可以对用户参数 (P1000-P1255) 和OEM参数
配置语言的新指令 . UNMODIFIED 指令 . 安装
PLC 轴和 CNC 轴同步 安装
单个驱动控制轴 (2) . 指令 LOOPCHG 作用在两个轴上 安装
由 PLC 进行 换刀 安装
新的用户参数 (P1000 - P1255). 编程
新的 OEM 参数 (P2000 - P2255). 编程
改进 PROBE 1 循环 . 校准和 / 或测量刀具半径补偿和 / 或长度补偿 编程
RPT 指令 . 执行在 RAM 内存中的程序段 编程
Look-ahead. 可以提前分析 75 段程序段 编程
OEM ( 制造商 ) 子程序 . 范围 SUB10000 - SUB20000. 编程
示波器功能 操作
不用外部处理器下载版本 操作
屏幕数值 ( 进给率 , 坐标 , 等 .) 不在左边显示零 .
存储错误的黑匣子 操作
通过 RS232 串口线远程诊断 操作
通过 WINDNC 远程诊断 操作
刀具检查模式时刀具补偿校验 操作
改进轮廓编辑器 操作
通过串口线保存和下载 SERCOS 或 CAN 驱动的参数 安装
MC 选项 . 上电时恢复最近 F, S 和 Smax 值 安装
MC 选项 . 可以隐藏无用的操作和循环 . 安装
MC 选项 . 在循环中有辅助 M 功能 安装
MC 选项 . 改进执行一个零件程序 . MC 操作
MC 选项 . 以绿条显示报警信息 . MC 操作
MC 选项 . 执行程序或刀具检查模式时限制刀具校验 MC 操作
MC 选项 .
MC 选项 . 激活选项之间选择的图标 MC 操作
MC 选项 . 车螺纹循环 .可以定义螺距和速度或进给率和速度标明螺纹的类型 MC 操作
MC 选项 . 铣循环 . 定义轮廓点时,如果留下一个空白条,循环认为这个点重复前一个点的值 . MC 操作
MC 选项 . 铣循环 . 可以定义增量点或坐标 MC 操作
MC 选项 . 多点多重循环 . 定义轮廓点时,如果留下一个空白条,循环认为这个点重复前一个点的值MC 操作
刀具测量和校验循环 MC 操作
(P2000-P2255) 写保护 安装
VII
MC 选项 . 多点多重循环 .可以定义增量点或坐标 MC 操作
Page 16
软件 V07.1x 七月 2003
功能 手册
新的 24- 字符的确认码 .
8055i 型 . X1 (RS232 串口线)的 9 针连接器 不在提供 5V 电源 安装
8055 型 . X1 (RS232 串口线)的 9 针连接器 不在提供 5V 电源 安装
8055 型 . –I/O– 板的保险丝去掉 . 安装
探测移动时平滑停止 安装
改变刀具偏置时,加工在圆角模式 安装
双方向丝杠补偿 安装
带 SERCOS 的参考点的距离码可以通过驱动的第二反馈执行 . 驱动版本必须是 V4.10 或 V5.10 (
或更高 ).
从 OEM 程序用变量修改机床参数 安装 / OEM
从示波器:TLOOK 修改通用参数 操作
从示波器可以修改机床参数 MAXFEED, JOGFEED. 操作
改进 look ahead. 用滤波器过滤 ACC/DEC 使加工进给率变化平滑 .
软件 V09.0x 二月 2004
功能 手册
MEM CARD 槽作为软驱 (CARD-A). 安装 / 操作
前后轴 . 安装
转台的运动学 . 安装
执行新刀具停止程序段准备 . 安装
换刀时执行停止信号 安装
8055i 型 . Compact-flash 类型的硬盘和以太网 . 安装
8055 型 . Compact flash 类型的硬盘和以太网集成到 CPU 模块 . 安装
倾斜轴 安装 / 编程
选择进给率以 F0 的表示 . 安装
耦合轴,交叉补偿也适用与从动轴 . 安装
8055i 型 . 选择激活探针输入的变量 . 安装 / 操作
8055 型 . 在 COM1 和 COM2 删除 I/O CAN 板类型的变量 安装 / 操作
I/O CAN 地址的变量 . 安装 / 操作
读出本地和远程有效 I/O 数量的变量 . 安装 / 操作
HARCON 变量识别 Ethernet 和 compact flash. 安装 / 操作
编译 PLC 程序时,输出初始化为 0.
停止主轴的新标志 . 安装
带轴名的逻辑输入输出的名字 安装
参数 RAPIDEN 采用值 2. 快移键由 PLC 控制 . 安装
用PLC标志 (BLOABOR, BLOABORP) 结束程序段的执行 . 安装
轴间附加耦合 安装
EXEC 和 OPEN 指令可以通过以太网使用 . 编程
新的 INIPAR 指令,运动学的参数可以通过 OEM 程序生效 . 编程
G2/G3. 如果值为 0,中心坐标可以不用 . 编程
可以从示波器或 OEM 程序修改的通用参数 : CODISET. 安装 /编程 /操作
可以从示波器或 OEM 程序修改的轴参数 : MAXFLWE1, MAXFLWE2. 安装/编程/ 操作
连接到远程硬盘 安装/ 操作
通过 WinDNC 连接到 PC. 安装 / 操作
从PC通过FTP访问CNC硬盘. 安装 / 操作
远程诊断 . 正常的电话 . 操作
远程诊断 . 从 PC 上操作使 CNC 屏幕和键盘无效 . 操作
自动换档时功能 M41 到 M44 允许附带子程序 . 编程
MC 选项 . 配置成两个半轴 . 安装
MC 选项 . 从辅助屏幕访问循环和程序 . 安装
MC 选项 . ISO 编程帮助 . MC 操作
MC 选项 . 零点偏置表的管理 . MC 操作
MC 选项 . 执行或模拟错误后,标明有错误的循环 . MC 操作
MC 选项 . 在执行或模拟模式,标明循环号 . MC 操作
MC 选项 . CNC 高亮度显示点动或手轮移动的轴 . MC 操作
MC 选项 . 拷贝一个轮廓 . MC 操作
MC 选项 . 通过标明的数字选择程序 . MC 操作
MC 选项 . 在矩形槽和凸面上选择起始点 .
MC 选项 . 槽和凸面上可以分配多重定位循环 . MC 操作
MC 选项 . 配置两个半轴 . MC 操作
CO 选项 . 拷贝一个轮廓 . CO 操作
MC 操作
版本历史 (M)
CNC 8055
CNC 8055i
VIII
Page 17
软件 V09.1x 十二月 2004
功能 手册
计算中央单元的散热 . 安装
轴和主轴的滤波 安装
在第一运动程序段激活刀具半径补偿,即使主平面轴没有运动 . 安装
CAN 伺服系统 安装
8055 型 . 新模块 –Vpp Axes–. 安装
8055i 型 . 新板 "Axes2". 安装
Sercos 传送速度是 8 MHz 和 16 MHz. 安装
回退功能 . 如果 RETRACAC=2 , 回退功能遇到 M 代码不会停止 . 安装
回退功能 . [SHIFT][RESET] 后参数 RETRACAC 被初始化 . 安装
回退功能 . 可回退程序段的数量增加到 75 段 . 安装
与工件坐标系有关的新变量 APOS(X-C) 和 ATPOS(X-C). 安装
与 DNC 通讯状态相关的新的变量 DNCSTA. 安装
版本历史 (M)
与用编程的 G4 定时器相关的新变量 TIMEG. 安装
附加手轮手动插入 . 安装 / 操作
CNC 急停使 SPENA 信号无效,并且 Sercos 驱动的刹车使用这个急停信号 . 安装
角度转化的任何轴回零没有执行时保持 G46. 安装 / 编程
COMPMODE (P175). 新的刀具半径补偿方式 . 安装 / 编程
自动识别键盘 安装
标明手轮选择按钮是否按下的变量 . 安装
8055 型 . 可选的激活探针输入 . 安装
用密码保护从网络到硬盘的访问 . 安装
HARCON 变量识别新的轴板 "Axes2". 安装 / 编程
模拟量输入的变量 安装 / 编程
新 MEXEC 指令
Look-ahead. 功能 G74, G75 和 G76 也有效 . 编程
319 个 G 功能有效 . 编程
可以通过示波器或 OEM 程序修改的机床参数 : REFVALUE, REFDIREC, FLIMIT, SLIMIT. 安装/编程/ 操作
从示波器访问辅助主轴的变量 . 操作
忽略 G4 没有轴移动的模拟 . 操作
用密码分配 CNC 的硬盘 . 安装 / 操作
通过先进的电话线远程诊断 . 操作
通过以太网远程诊断 . 操作
远程诊断 . 诊断时断开在以太网的 CNC 连接 . 操作
保持在模拟方式下选择的进给率 . 操作
. 执行模态零件程序 . 编程
CNC 8055
CNC 8055i
软件 V9.13 四月 2005
功能 手册
以 Sercos816 板定义 Sercos 电源表 安装
Sercos 总线在 8 MHz 和 16 MHz 传送时存在 600 µs 延时 . 安装
Hirth 轴的螺距可以通过参数以度的形式设定 . 安装
旋转轴 . 在 G53 下最短路径运动 . 安装
软件 V9.14x 五月 2005
功能 手册
以 Sercos816 板定义 Sercos 电源表 安装
IX
Page 18

软件 V11.01 八月 2005
功能 手册
模拟量 I/O 扩展和 PT100 安装
与远程数字 I/O 模块的 CAN 总线速度 . 安装
CNC 支持 Memkey Card + Compact Flash 或 KeyCF. 操作
文件探测器显示存储的内容 安装 / 操作
从内存卡,从硬盘下载版本 操作
通过选择 g.m.p. I0TYPE=3,执行新的回零方法 . 安装
改进程序段查找 . 从模拟到执行切换 . 安装 / 操作
通过设定 g.m.p. REPOSTY=1,执行新的重定位模式 . 安装/ 编程 /操作
在开环主轴的方波 - 正弦,斜坡信号 安装
用 PLC 参数给扩展模块的本地输入 / 输出地址编码 . 安装
轴和主轴机床参数的缺省值 ACFGAIN = YES. 安装
用两位小数设定轴参数 FFGAIN 和 FFGAIN2. 安装
400 (DEF) 符号在 PLC 中可以激活 . 安装
CNC 使用标明刀具半径的新的 HTOR 变量 . 安装 / 编程
用 G16 定义纵轴 . 安装 / 编程
用探针零件对中 MC操作
矩形零件对中循环 (PROBE 10). 编程
圆形零件对中循环 (PROBE 11) 编程
产生 ISO 代码的程序 . MC 操作
版本历史 (M)
软件 V11.11 二月 2006
功能 手册
新型号 8055i /A, 8055i Plus 和 8055 Plus. 安装
紧凑的 CPU 硬件 . 新功能 . 安装
自动识别键盘类型 安装 / 编程
新 G145. 临时取消切线控制 . 编程
手轮反馈插入空闲的反馈口 安装
新变量 : RIP, GGSE, GGSF, GGSG, GGSH, GGSI, GGSJ, GGSK, GGSL, GGSM, PRGSP,
SPRGSP 和 PRBMOD.
用探针改进零件对中 (PROBE 10 - PROBE 11). 编程
G04 K0. 中断准备程序段和坐标变化 . 编程
可以查看所有激活的 PLC 信息 . MC 操作
用探针改进零件对中 MC 操作
安装
软件 V11.13 六月 2006
功能 手册
回零时平滑停止 , 可以选择 a.m.p. I0TYPE. 安装
软件 V11.14 八月 2006
功能 手册
型的程序段处理时间下降到 9 ms. 安装
选择附加手轮作为与轴连接的手轮 . 安装
CNC 8055
CNC 8055i
X
Page 19
软件 V11.18 六月 2007
功能 手册
在硬盘上 (KeyCF) 拷贝和执行程序 操作
新轴模块 AXES VPP SB 安装
版本历史 (M)
CNC 8055
CNC 8055i
XI
Page 20
安全条件
为了防止造成人身伤害、毁坏该产品及其与之相连的产品,敬请阅读下列安全措施 .
该单元只能由 Fagor 公司授权的人员进行维修 .
Fagor 公司对因违反这些基本的安全规则所导致的人身和财产的损伤概不负责 .
人身伤害的预防
模块的相互连接
使用与单元一起提供的连接电缆 .
使用合适的主电网 AC 动力电缆
为避免危险 , 使用中央单元 推荐的 AC 动力电缆 .
避免电力过载
为了避免放电和火灾,不要使用超出中央单元板背面选择的电压范围 .
接地 .
为了避免漏电,将所有的模块的接地端连接到主接地端。在连接该单元的输入和
输出前,要确保所有的接地连接正确 .
在给单元加电前,必须确保它已经接地
为了避免漏电,要确保所有的接地连接正确 .
不要在潮湿的环境下工作
为了避免漏电,应在相对湿度低于 90%( 无凝结 ) 和温度低于 45ºC (113º F) 的环
境下工作 .
不要在易爆炸的环境下工作
为了避免危险,不要在易爆炸的环境下工作 .
产品损坏的预防
工作环境
该单元是按欧共体市场的有关工业环境规则设计的。
安全条件
Fagor 公司对因安装在其他环境 (住宅和家庭环境)所引起的任何损坏概不负责.
CNC 8055
CNC 8055i
XIII
Page 21
合理的位置
我们建议在任何可能的情况下, CNC 系统应远离冷却液、化学物品、冲击物
等可能对其引起损坏的物品 .
该单元遵守欧共体的抗电磁干扰规定,尽管如此,我们还是建议应使其远离电磁
干扰源,如:
与该设备共用一条 AC 动力线的大负载 t.
便携式发射机 ( 无线电话,无线发射机 ).
无线 / TC 发报机附近 .
电弧焊机 .
高压电线 .
等等 .
安全条件
附件
制造商确保设备的所有附件满足欧共体所有当前有效的指令 .
避免来自机床的干扰
机床必须与所有产生干扰的因素 ( 继电器绕组, 电流接触器, 电机等。) 不发
生偶合 .
直流继电器线圈 . 二极管类型 1N4000.
交流继电器线圈. 连接到线圈的RC的近似值是 R=220Ω/ 1 W 和 C=0,2 µF / 600 V.
交流电机 . RC 在相间连接 , 值是 R=300Ω/ 6 W 和 C=0,47 µF / 600 V.
使用合适的电源
对输入和输出使用外部调节的 24 V 直流电源 .
电源接地
外部电源的零点压点必须连接到机床的主接地点 .
模拟输入和输出的连接
推荐使用屏蔽电缆进行连接,并将它们的屏蔽连接到相应的插针上 .
周围环境条件
工作温度必须在 +5 ºC 到 +40 ºC (41ºF 到 104ºF)之间
存贮温度必须在 -25ºC 到 70ºC. (-13ºF 到 158ºF)之间
监视器 (8055)或中央单元 (8055i) 的周围要求
要确保中央单元和周围墙壁之间足够的空间.使用 DC 风扇改善周围的通风状况.
动力开关
该开关必须易于接近,离开地面的距离在 0.7 米 (27.5 英寸 ) 到 1.7 米 (5.5
英尺 ) 之间 .
CNC 8055
CNC 8055i
XIV
Page 22
单元本身的保护 (8055)
模块: " 轴 "、 " 输入 / 输出 " 和 " 跟踪扫描 "
所有的数字输入和输出通过光偶与 CNC 电路和外部进行电隔离 .
用 3.15 Amp./ 250V 的外部快熔保险 (F) 对其进行保护,以防止外部电源过压
( 超过 33 Vdc) 和电源接反 .
监视器
保险的类型取决于监视器的类型 . 参考监视器本身所带的标牌 .
单元本身的保护 (8055i)
中央单元
它有 4 Amp /250V 外部快熔保险 (F).
输入 - 输出
所有的数字输入和输出通过光偶与 CNC 电路和外部进行电隔离 .
安全条件
维修期的保护措施
不要打开单元. 只有
不要处理与连接单元和主
出,反馈等
Fagor
AC
)
要确保单元未与
公司授权的人员才能对模块内部进行维修
动力的连接器 .在操作连接器前 (输入/输
AC
动力电源相连
.
.
CNC 8055
CNC 8055i
XV
Page 23
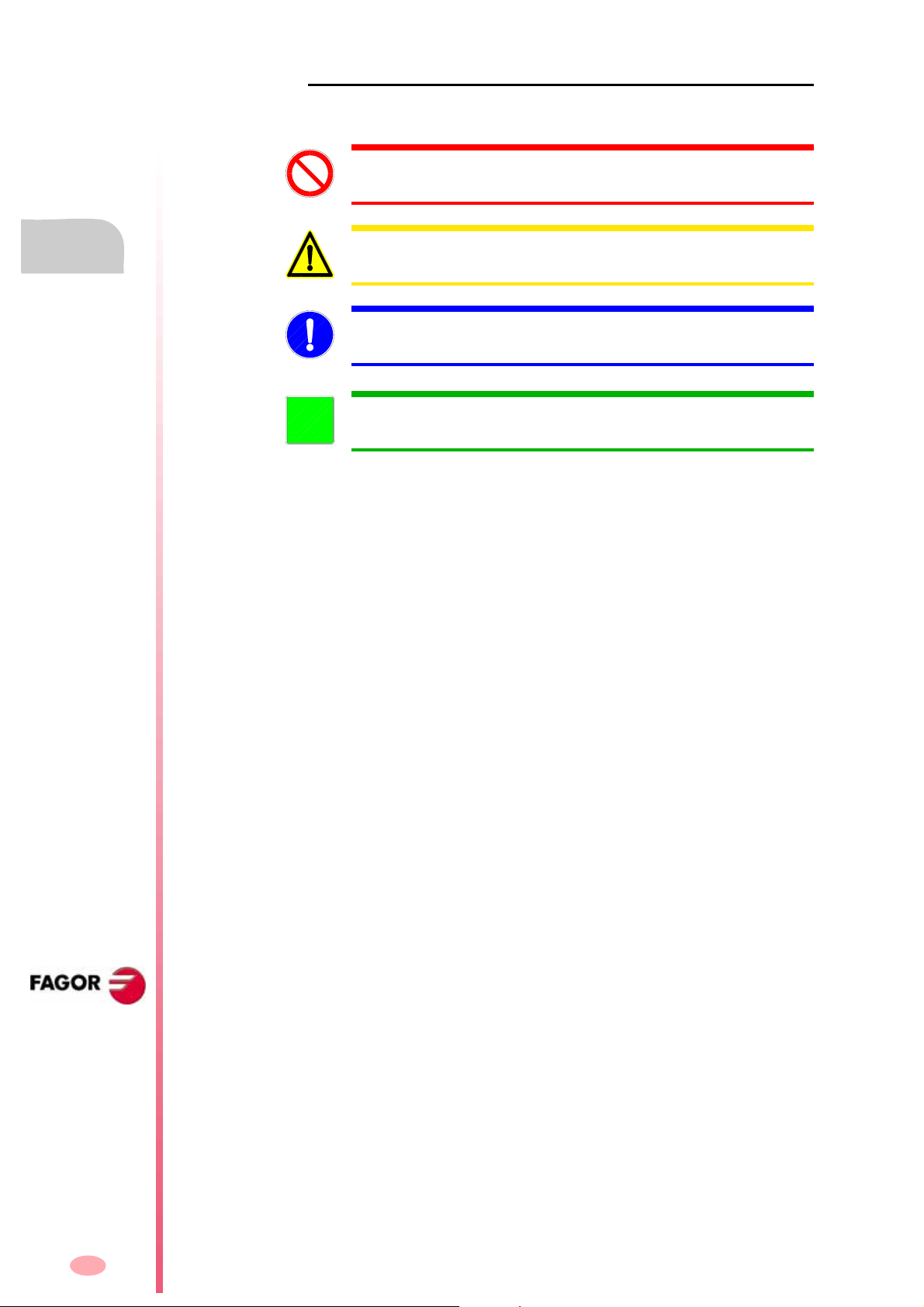
安全标志
该手册中可能出现的安全标志 .
安全条件
危险或禁止的符号
它表示该动作或操作可能引起对人员和 CNC 单元的损伤
警告标志
它表示该动作或操作可能引起的情况应予以阻止
强制标志
它表示必须完成的动作或操作
提示标志
i
它表示注意、警告或建议
.
.
.
.
.
.
.
CNC 8055
CNC 8055i
XVI
Page 24
担保条例
初始担保
所有由 Fagor 公司制造或标有本公司标志的产品,从产品离开我们的仓库之日起,
在 FAGOR 建立的担保系统的服务网络内提供 12 个月的担保 .
为了防止可能有从产品离开我们的仓库之日起到用户收到产品之日止的周期不能担
保 , FAGOR 公司 建立了担保控制系统,制造商或代理商通知 FAGOR 产品的目的地、
确认码和机床安装日期,通过填写产品附带担保信封里的文档来进行担保 . 这个系
统除能保证对最终用户完全一年的担保外,还能使服务网络知道 FAGOR 设备是从哪
个国家进口的 .
担保起始日期是在文档里填写的安装日期 . FAGOR 为制造商或代理商提供 12 个月
的销售和安装期限 . 这个意思就是只要担保控制页已经传给我们 ,从产品离开我们
的库房起,担保日期可能达到一年 . 如果担保页没有传给我们,担保日期会在产品
离开我们的库房 15 个月结束 .
担保条例
上面提到的担保包括在 FAGOR 维修产品所花费的材料费和劳务费用 . 在担保期限
内, Fagor 将对经检验有缺陷的产品进行维修或更换 .FAGOR 承诺对其产品的维修
和更换期限为:从该产品首次发布到它从产品目录上消失之后的 8 年内 .
产品的维修是否在担保期限内完全由 FAGOR 公司决定
例外的条款
维修工作必须使用我们的设备,因此即使产品在保修期内,我们也不提供产品运输
费和技术人员的差旅费 .
只要设备是按照安装指令完成的,没有因事故或疏忽而损坏,并且是由 FAGOR 授权
的人员操作的,则属于担保的范围 . 如果在服务电话或修理工作完成后,发现问题
并不是由 FAGOR 公司的产品引起的,那么,用户必须根据当时的价格支付全部费用 .
除此之外再无其他隐含或明文的担保规定,因此对在任何情况下可能产生的损坏
FAGOR 公司概不负责 .
维修担保
与最初的担保相似 , FAGOR 依照下面的情况的标准提供担保 :
日期 12 月
内容
例外情况 和在初始担保章节一样 .
当用户不选择标准维修,并且更换了不合格的零件,我们只对更换下的零件 12 个月
的担保 .
包括在我们公司网点的维修 (或更换)的零件和劳务费
如果在担保期内维修,额外的担保无效 .
CNC 8055
CNC 8055i
XX
Page 25
销售备件的担保期是 12 个月 .
维护合同
用户在担保期限之内或之外均可以鉴定服务和维修合同 .
担保条例
CNC 8055
CNC 8055i
XXI
Page 26
物品返还细则
当返还远程模块或中央单元时,请用原来的包装材料和原来的包装方法进行包装,
如果原来的包装材料损坏,请按下列方法进行包装 :
1. 用内部三个方向的尺寸均比这些单元大 15 厘米(6 英寸)且能承载 170 Kg. (375
磅 ) 的纸板箱包装 .
2. 请附带说明产品所有者、联系人、产品型号、系列号 .
3. 如果出现故障,请说明问题所在及简短的说明 .
4. 要用聚氯乙烯或类似的材料进行包裹 .
5. 在发送中央单元时,注意保护屏幕 .
6. 产品装入纸板箱时,各侧均要嵌入泡沫塑料 .
7. 用包装带或工业包装钉密封纸箱 .
物品返还细则
CNC 8055
CNC 8055i
XXII
Page 27
物品返还细则
CNC 8055
CNC 8055i
XXIII
Page 28
附加说明
将 CNC 安装在远离冷却液、化学物质、吹风等可能对其引起损坏的地方 . 在接通
该单元前,检查确保接地合理 .
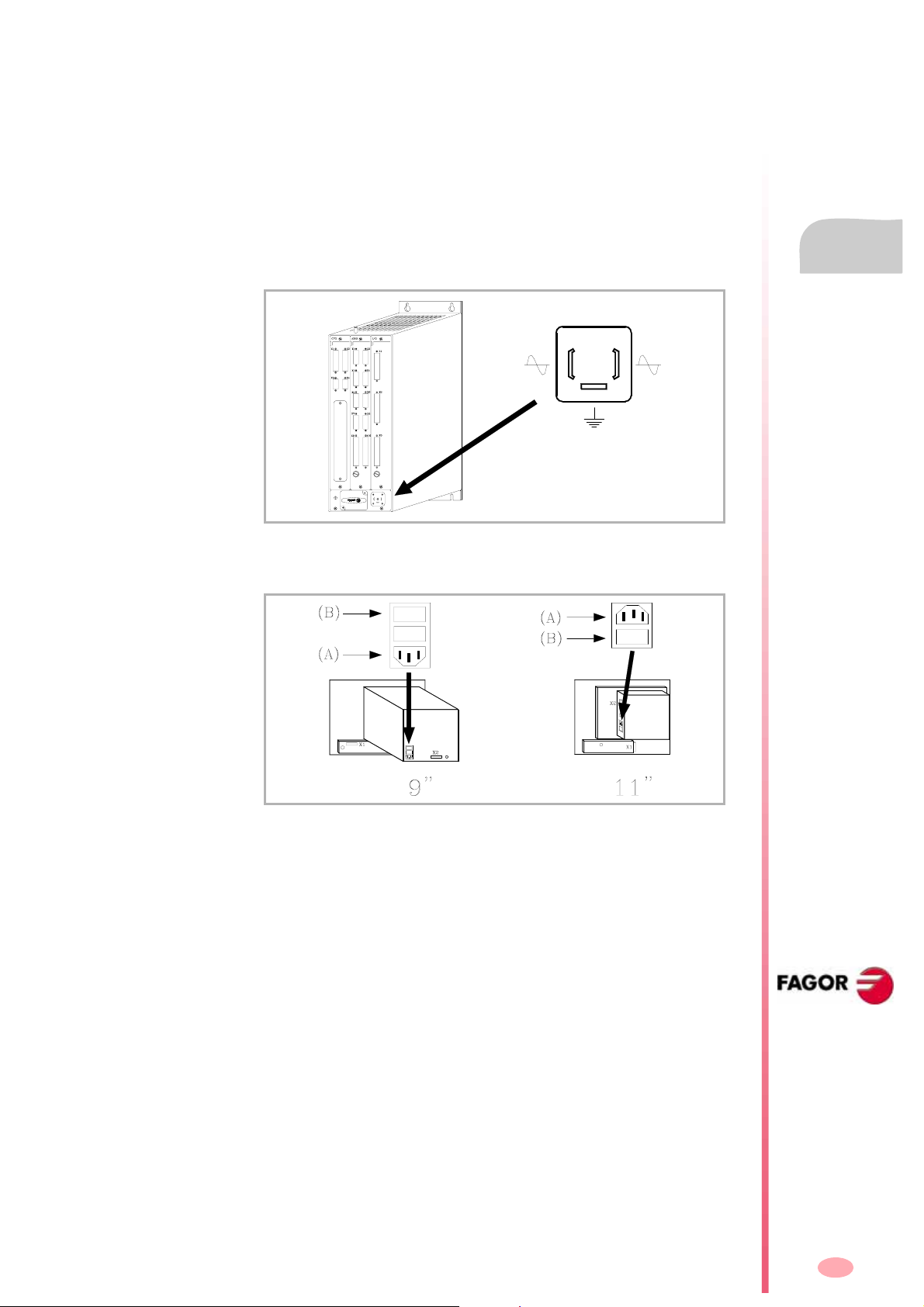
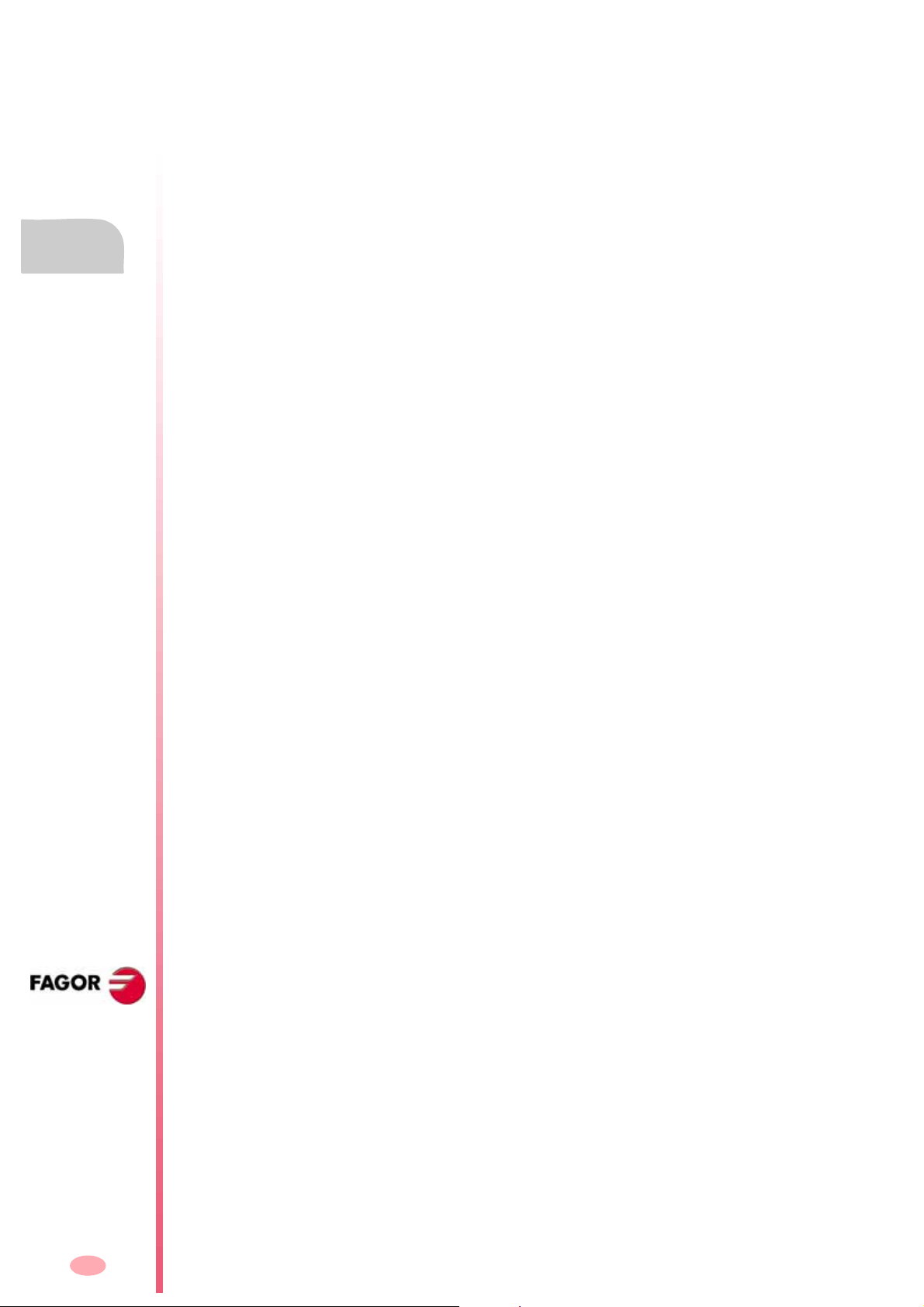
为了避免对 8055 中央单元的电冲击,要在电源模块上使用合适的主电网 AC 连接器
. 采用 3 线功率电缆 ( 其中之一用于接地 ).
附加说明
为了避免对 8055CNC 监视器的电冲击,要在电源模块上使用合适的主电网 AC 连接器
. 采用 3 线功率电缆 ( 其中之一用于接地 ).
在打开 8055CNC 的监视器前,要检查外部的 AC 线 (B) 的保险,保证每个保险都是
好的 . 参考监视器本身带的标牌 .
在出现故障的情况下,拆开连接与技术服务联系 , 不要打开单元 .
CNC 8055
CNC 8055i
XXIV
Page 29
附加说明
CNC 8055
CNC 8055i
XXV
Page 30
Fagor 文档
OEM 手册
该手册用于指导机床制造者或负责 CNC 安装和调试的人员 .
用户 -M 手册
用于指导最终用户 .
它描述在 M 模式下如何进行操作和编程 .
用户 -T 手册
用于指导最终用户 .
它描述在 T 模式下如何进行操作和编程 .
MC 手册
用于指导最终用户 .
它描述在 MC 模式下如何进行操作和编程 .
它包含有自学手册 .
TC 手册
用于指导最终用户 .
它描述在 TC 模式下如何进行操作和编程 .
它包含有自学手册 .
Fagor 文档
MCO/TCO 型
用于指导最终用户 .
它描述在 MCO 和 TCO 模式下如何进行操作和编程 .
实例 -M 手册
用于指导最终用户 .
它包含有在 M 模式进行编程的实例 .
实例 -T 手册
用于指导最终用户 .
它包含有在 T 模式进行编程的实例 .
WINDNC 手册
用于指导使用 DNC 通讯软件的人员 .
提供软件软盘 .
WGDRAW 手册
用于指导使用 WGDRAW 生成屏幕显示的人员 .
提供软件软盘 .
CNC 8055
CNC 8055i
XX
Page 31

Fagor 文档
CNC 8055
CNC 8055i
XXI
Page 32

概述
1
此章描述如何通过显示器键盘和操作面板来对 CNC 进行控制 .
显示器键盘单元由下列部分组成 :
• 显示器或 CRT 屏幕 , 用来显示必要的系统信息 ..
• 操作者可利用键盘和CNC进行交互; 可用一些指令来改变CNC的当前状态或查询一
些相应的信息 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
1
Page 33

1.
操作手册
概述
零件程序
1.1 零件程序
编辑
要想生成零件程序 , 请进入编辑模式 .
新零件程序生成时 , 是存储在 CNC 的 RAM 中的 . 用户当然可以将它拷贝到其它位置
,例如 "MemKey Card" 中 , 硬盘中或通过 WINDNC 软件传至 PC 机 ; 相应的操作请参
考工具软件模式 .
当将程序传至 PC 机中时 , 请参考如下操作 :
• 在 PC 中执行相应的通讯软件程序 .
• 在 CNC 中将通讯状态激活 .
• 通讯参数设定 .
• 选择相应的工作目录 .
在编辑模式只能对存储在 CNC 内存 RAM 区中的零件程序进行修改 ; 要想对存储在
"MemKey Card",硬盘或PC机中的零件程序进行修改,必须首先将它们拷入CNC内存
RAM 区中 .
CNC 8055
CNC 8055i
执行
存储在任何一单元中的程序都可被执行或模拟 .
但是 CNC 中的一些用户定制程序必存储在 RAM 区中 , 才能被执行 .
另当CNC执行远程计算机中的程序时,如果存在GOTO或RPT指令是不能用来被执行的.
仅仅存储在CNC RAM区中的子程序才可被用来调用,当相应的子程序存储在"MemKey
Card",CNC 硬盘或 PC 机中时 , 必须首先将它们拷入 RAM 中才能调用并执行 .
当一个程序正在执行当中 , 此时可对存储在 RAM 区、 "MemKey Card"、PC 机或硬
盘中的另外一程序通过 EXEC 指令进行指行 .
工具软件
利用工具软件模式 , 可以进入所有设备中的相应程序目录 , 此时可以进行程序的拷
贝、删除、重命名或进行对程序的一些保护性设置 .
以太网
当 CNC 安装了以太网卡并具有以太网软件功能选项时 , 并且 CNC 和 PC 机都已定义为
计算机网络中的一个节点 , 那么以下操作可以从网络节点任一 PC 机进行 :
• 进入 CNC 硬盘程序目录结构 (HD).
• 对存储在 CNC 硬盘中的程序进行编辑、修改、删除或重命名等操作 .
• 将 CNC 硬盘中的程序拷贝到 PC 机 .
·M· MODEL
(SOFT V11.1X)
2
Page 34

可能对程序进行的相关操作 :
RAM CARD A HD DNC
操作手册
查看程序目录结构 ...
查看子程序目录结构 ...
生成工作目录从 ...
改变工作目录从 ...
编辑零件程序从 ...
修改零件程序从 ...
删除零件程序从 ...
RAM 中程序互拷贝同 ...
CARD A 中程序互拷贝同 ...
HD 中程序互拷贝 同 ...
DNC 中程序互拷贝 同 ...
重命名程序从 ...
改变程序注释从 ...
改变保护设置从 ...
执行零件程序从 ...
执行用户程序从 ...
执行 PLC 程序从 ...
执行 GOTO 或 RPT 跳转指令从 ...
执行子程序从 ...
用 EXEC 指令执行程序 , 在 RAM 中从 ...
用 EXEC 指令执行程序 ,
用 EXEC 指令执行程序 , 在 HD 中从 ...
用 EXEC 指令执行程序 , 在 DNC 中从 ...
用 OPEN 指令打开程序 , 在 RAM 中从 ...
用 OPEN 指令打开程序 , 在 CARD A 中从 ...
用 OPEN 指令打开程序 , 在 HD 中从 ...
用 OPEN 指令打开程序 , 在 DNC 中从 ...
通过以太网 :
从 PC 机查看程序目录结构 ...
从 PC 机查看子程序目录结构 ...
从PC机查看, 目录 ...
在 CARD A 中从 ...
Yes
Yes
No
No
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
No
No
No
Yes
No
No
No
No
No
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
No
*
Yes
No
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
No
No
No
Yes
No
No
No
No
No
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
No
No
Yes
No
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
Yes
No
No
Yes
No
No
Yes
No
No
Yes
Yes
Yes
Yes
Yes
No
No
No
Yes
No
No
No
No
Yes
Yes
Yes
No
Yes
Yes
Yes
No
No
No
No
1.
概述
零件程序
(*) 表示如果不是 RAM 内存 , 将在 RAM 中生成执行代码然后执行 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
3
Page 35

1.
操作手册
1.2 屏幕显示信息布局
概述
屏幕显示信息布局
屏幕当前显示区可以划分为下图所示区域或窗口 :
1. 此窗口显示当前所处的操作模式, 当前正在执行的程序名及程序段号 ,程序执行
状态 ( 执行或中断 ), 以及显示 DNC 是否激活 .
2. 指示当前时间 , 格式 " 时 : 分 : 秒 ".
3. 此窗口显示来自于零件程序或 DNC 的消息提示 .
CNC 只对最后一次收到的消息进行显示 , 不管是来自 CNC 还是来自 DNC.
4. 此窗口显示来自于 PLC 的相应信息 .
如果 PLC 激活了两个或更多的消息 ,CNC 只显示优先权最高的一个 ;PLC 消息的优
先权排列是按消息号来进行了 ,MSG1 高于 MSG2, 依次类推 MSG128 最低 .
当不止一个 PLC 信息被激活时 , 在此窗口的左边将显示+ 号, 但是只有一个可见
; 要分别显示它们 , 可进入 PLC 模式 , 按 [ 激活信息 ] 软键 .
当在此窗口显示有 *( 星号 ) 时 , 表示有被激活的用户自定义屏幕 .
要一个一个显示被激活的用户自定义屏幕, 可进入PLC 模式, 按[ 激活页] 软键.
5. 主窗口 .
取决于操作模式的不同 , 此窗口显示不同的内容 .
当发生了一个来自于 CNC 或 PLC 的错误时 , 在此窗口的中间会出现一个红色的水
平窗口 , 显示当前发生的错误号及内容 .
当 CNC 产生了不止一个错误时 , 在相应的错误后会出现一个 [ª] 向下箭头 ,表示
按此键可查下一个错误 ; 随后在错误号后会出现一个 [©], 表示按此键可查看上
一个错误 .
6. 编辑区窗口 .
在一些操作模式中 , 主窗口中的最后四行用来作为编辑区 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
4
Page 36

7. CNC 状态栏 . ( 当进行了一些误操作时 , 在此会出现一些相应的提示 .)
8. 此窗口可显示如下一些信息 :
SHF 指示 [SHIFT] 键已被按下 , 可进行相应键的上档位功能输入 .
例如,如果按下了[SHIFT]并出现SHF后,此时按下数字[9]键,将产
生 "$" 字符而不是数字 9, 只能保持一次 .
CAP 大小写切换键,表示[CAPS]键已被按下,相应的可进行大写字母的
输入 , 否则输入的是小写字母 , 按下即保持住 .
INS/REP 插入 / 改写状态切换 . 可以通过按 [INS] 键进行切换 .
MM/INCH 数据显示单位的切换 ( 公制 / 英制 ).
9. 显示可通过 [F1] 到 [F7] 键进行选择的各种不同的软键功能 .
操作手册
1.
概述
屏幕显示信息布局
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
5
Page 37

操作手册
1.3 键盘布局
CNC 键盘布局如下 :
字母键区和数字键区可进各种不同的编程输入 .
光标方向控制键 , 可进行上下左右及向上翻页和向下翻页操作 .
1.
概述
键盘布局
[CL][CLEAR] 删除光标后一字符, 当然如果光标在所在行的最后 , 按此键将删除光
标前字符 .
[INS] 插入 / 改写状态切换键 .
[ENTER] 用来确认在编辑区输入的 CNC 和 PLC 命令 .
[HELP] 在任何一操作模式中 , 按此键出现相应的帮助提示 .
[RESET] 复位键.按此键各种参数恢复到设定状态,程序恢复到初始状态;要进
入此键 , 请先中断程序的执行 , 程序执行中按此键无效 .
[ESC] 返回上一级菜单 .
[MAIN MENU]进入 CNC 的主菜单窗口 .
[RECALL] 在对话模式 , 按此键可将轴当前的坐标值调入到相应的显示区 .
[PPROG] 在对话模式 , 按此键可进入存储程序的列表形态显示 .
[F1] 到 [F7] 此键可进入到不同操作模式下各种不同的软键功能 .
在 MC 和 TC 模式 , 还提供了一些特殊键 , 可进入到相应的各种循环功能 .
另外还有如下所示的一些键序列操作 :
[SHIFT]+[RESET]
CNC 热启动键 , 在对某些参数进行修改时 , 需要按此键序以便 CNC 认定 .
[SHIFT]+[CL]
按此键序 , 关闭当前显示屏显示 , 按任何键可恢复显示 .
如果发生了一个错误或 PLC/CNC 消息 , 也会恢复屏幕的显示 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
[SHIFT]+[ 向下翻页键 ]
当按此软键序列时,在屏幕的右窗口将显示当前各机床轴的位置及当前程序的运
行状态 .
它可应用于任何操作模式 .
再次按此软键序列时 , 将恢复以前的显示窗口 .
6
Page 38

1.3.1 编辑 , 模拟 和执行键
对 M 和 T 模式 , 新键盘布局有以下三个键 :
" 编辑 " 快速进入编辑模式.
" 模拟 " 快速进入模拟模式.
" 执行 " 快速进入执行模式.
在 MC, TC 和 TCO 模式 , 只有按 "P.PROG" 而不是 "EDIT",按"GRAPHICS" 而不
是 "SIMUL" 才能进入以上相应的模式 ; 只有转换到 M 和 T 工作方式时 , 按这三个 键
才能进入到相应的模式 .
操作手册
1.
直接进入编辑模式
当在编辑或模拟模式中按此键 , 将对最后模拟或执行过的程序进行编辑 . 当相应的
程序正在被执行或模拟 , 将对最后编辑过的程序进行编辑 .
当在其它模式按此键 , 将对最后编辑过的程序进行编辑 .
如果以前没有对任何程序进行编辑 , 模拟或执行 , 按此键时将要求输入新程序号 .
按此键进入哪一程序 ( 最后执行的 / 最后编辑的 / 最后模拟的 ), 可以通过变量
NEXEDI 不同的值进行设定限制 :
NEXEDI=0 没有限制 , 它打开最后执行 / 模拟或编辑的程序 .
NEXEDI=1 总是打开最后编辑的程序 .
NEXEDI=2 总是打开最后模拟的程序 .
NEXEDI=3 总是打开最后执行的程序 .
如果相应的程序正在被执行或模拟 , 将产生一警告提示 . 如果以前没有对任何程序
进行以上处理 , 按此键将要求输入新的程序号 .
直接进入模拟模式
按下此键时 , 将对最后一次被执行、模拟或编辑的程序进行模拟操作 ; 如果以前没
有对任何程序进行执行、模拟或编辑等操作 , 按下此键时 , 将要求输入被模拟的程
序号 .
当按此键时,模拟或执行模式正运行,将仍会保持当前模式不变,不会选择任何程序.
, "
编辑" 键
, "
模拟" 键
.
.
概述
键盘布局
按此键进入哪一程序 ( 最后执行的 / 最后编辑的 / 最后模拟的 ), 可以通过变量
NEXSIM 不同的值进行设定限制 :
NEXSIM=0 没有限制 , 它打开最后执行 / 模拟或编辑的程序 .
NEXSIM=1 总是打开最后编辑的程序 .
NEXSIM=2 总是打开最后模拟的程序 .
NEXSIM=3 总是打开最后执行的程序 .
如果相应的程序正在被执行或模拟 , 将产生一警告提示 . 如果以前没有对任何程序
进行以上处理 , 按此键将要求输入新的程序号 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
7
Page 39

操作手册
1.
概述
键盘布局
直接进入执行模式
按此键可直接对最后一次编辑的程序进行执行操作 , 如果以前没有编辑过程序 , 按
此键时 , 将要求指定新的要执行的程序名 .
当按此键时,模拟或执行模式正运行,将仍会保持当前模式不变,不会选择任何程序.
按此键进入哪一程序 ( 最后执行的 / 最后编辑的 / 最后模拟的 ), 可以通过变量
NEXEXE 不同的值进行设定限制 :
NEXEXE=0 没有限制 , 它打开最后执行 / 模拟或编辑的程序 .
NEXEXE=1 总是打开最后编辑的程序 .
NEXEXE=2 总是打开最后模拟的程序 .
NEXEXE=3 总是打开最后执行的程序 .
如果相应的程序正在被执行或模拟 , 将产生一警告提示 . 如果以前没有对任何程序
进行以上处理 , 按此键将要求输入新的程序号 .
, "
执行" 键
.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
8
Page 40

1.4 操作面板布局
CNC 通用操作面板布局如下所示 :
操作手册
1.
1. 急停钮或手轮位置 .
2. 轴手动方向键 .
3. 进给方式选择旋钮 :
选择手轮进给倍率 X (1, 10 或 100).
选择手动增量进给方式下的增量进给量 .
连续进给倍率选择 ,0% 到 120%
4. 主轴控制键 , 包括主轴停止及主轴正反方向转动控制键 , 通过机床参数
"MINSOVR" 和 "MAXOVR" 确定的最小及最大程序转速倍率 , 通过机床参数
"SOVRSTEP" 确定的转速倍率增减量 ( 按 + 或 - 时的增减量 ).
5. 循环启动及循环停止键 .
概述
操作面板布局
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
9
Page 41

1.
操作手册
概述
操作面板布局
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
10
Page 42

操作模式
2
每次开机或按下 [SHIFT]+[RESET] 后 ,CNC 将显示 FAGOR 初始界面 ; 但是如果用户
自己定义了一个页面 0, 那么开机时将显示此页面而不会显示 FAGOR 初始界面 .
如果在开机启动的过程中出现了 " 初始化 ? (ENTER / ESC) " 提示 , 请记住此时如果
按下了 [ENTER] 键 , 各种机床参数和内存数据将会初始化为默认值 .
操作面板显示屏的下方有一个主菜单键 , 利用此键可进入各种不同的 CNC 操作模式
. 当按下此键时 , 对应于 [F1] 和 [F7] 键将会出现各种不同的软键 , 它们分别对应
于不同的操作模式 , 如果在 [F7] 上出现 [+] 软键 , 表示按下此软键还会出现更多的
选项 .
主菜单选项
每次开机 , 按下 [SHIFT]+[RESET] 或 [MAIN MENU] 键后都会进入到主菜单界面 ,
此时对应于 [F1] 和 [F7] 将会出现如下软键功能 :
执行 允许以自动或单段方式执行零件程序 .
模拟 允许以各种不同的方式对零件程序进行模拟操作 .
编辑 允许编辑一新的零件程序或对一已有的程序进行修改操作 .
手动 允许在手动方式下通过各种手动键或手轮对机床进行各种不
同的控制 .
表 允许对各种不同的 CNC 表格数据进行修改 , 包括零点偏置、刀
具偏置、刀具、刀具库及各种不同的参数 (OEM 参数、用户参
数、局部参数及全局参数 ).
工具软件 允话对零件程序进行各种不同的操作 ( 拷贝,删除,重命名, 等.)
状态 显示 CNC 当前状态及 DNC 通讯状态 . 也可对 CNC 与 PC 机通讯
进行使能或禁止操作 .
PLC 可进行与PLC相关的各种操作 (如编辑,监视,改变各种不同PLC
资源的状态 , 进入相应的 PLC 错误或消息页面 , 等 ).
图形编辑器
利用此简便的图形编辑器 , 用户可以画一些简单的页面 . 这些
页面可从 PLC 程序或屏幕定制程序中进行激活, 其中页面 0 可
在开机时取代 FAGOR 界面进行显示 .
机床参数
可进行各种机床参数的相关设置 .
诊断 可进行各种 CNC 测试和软硬件配置查询 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
11
Page 43

2.
操作手册
操作模式
当一零件程序正在运行过程当中 , 我们还可进行一些相关的其它操作 , 这为我们 高
效的利用机床提供了很好的机会 ; 例如当一程序正在运行或模拟操作时 , 可进行另
一程序的编辑操作而不用停止当前程序的执行 .
当一零件程序正在运行或模拟时 , 是不能对它进行编辑修改操作的 ; 也不能在同一
时间对两个程序进行执行或模拟操作 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
12
Page 44

2.1 帮助系统
CNC 允许在任何时候访问帮助系统 ( 主菜单 , 操作模式 , 命令编辑等 )。要进入帮
助系统,必须按 HELP 健,此时在主窗口将会显示相应的帮助页。
如果当前主窗口显示的帮助信息多于一页 , 将会出现左边所示的两个符号 , 表示可
进行上下翻页操作 .
(a)
(b)
操作手册
可以获得以下一些帮助项 :
操作帮助
在任何一操作模式中 , 我们都可通过按 [HELP] 键获得相应帮助功能 ;当获得帮助信
息时 , 所有的软键都以蓝色背景显示 .
它提供相应的操作帮助信息 .
当帮助信息显示在主窗口时 , 此时 CNC 对应于 [F1] 到 [F7] 的任何一软键功能是不
可用的 ; 只有再次按下 [HELP] 键退出当前帮助功能 , 相应的软键功能才可用 .
按 [ESC] 键或 [MAIN MENU] 主菜单键也可退出当前帮助页 .
编辑帮助
当进行对零件程序、PLC 程序、表格数据或机床参数等进行操作时 , 按 [HELP] 键都
可获得相应的编辑帮助功能 ; 在所有这些情况下 , 相应的软键都以白色背景显示 .
进入这些帮助信息页时 , 相应的软键功能是不可用的 , 也就是说不能对机床进行操
作.
如果再按 HELP 键, CNC 将分析当前的编辑状态是否与相应的帮助页一致。
2.
操作模式
帮助系统
如果另一页与其对应,它将显示这些内容替代以前的内容,如果与相同的页对应,
它将恢复在请求帮助前主窗口的信息。
按 [ESC] 键也可退出当前帮助页 , 返回到上一级菜单 ; 另外按 [MAIN MENU] 键也可
退出当前帮助页 , 返回到主菜单窗口 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
13
Page 45

2.
操作手册
固定循环编辑帮助
可以在编辑固定循环的同时访问该帮助系统。
它提供有关相应固定循环的信息和在所选的固定循环的该点获得的编辑辅助。
对于用户自己的循环,可通过用户程序获得相似的编辑辅助。该程序必须与屏幕定
制指令一起准备。
一旦固定循环的所有域或参数被定义,CNC 将显示在请求帮助前哪些信息存在于主
窗口。
借助于编辑辅助编写的固定循环将显示在编辑窗口,操作者在按 ENTER 键将其输入
到内存之前可修改或完成该程序段。
操作模式
帮助系统
在任何时候均可按 [HELP] 键结束帮助功能。CNC 将显示在请求帮助前存在于主窗口
的信息,并允许在编辑窗口继续编写固定循环。
按 [ESC] 键也可退出当前帮助页 , 返回到上一级菜单 ; 另外按 [MAIN MENU] 键也可
退出当前帮助页 , 返回到主菜单窗口。
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
14
Page 46

2.2 软件升级
2.2.1 通过外部微动开关进行软件升级
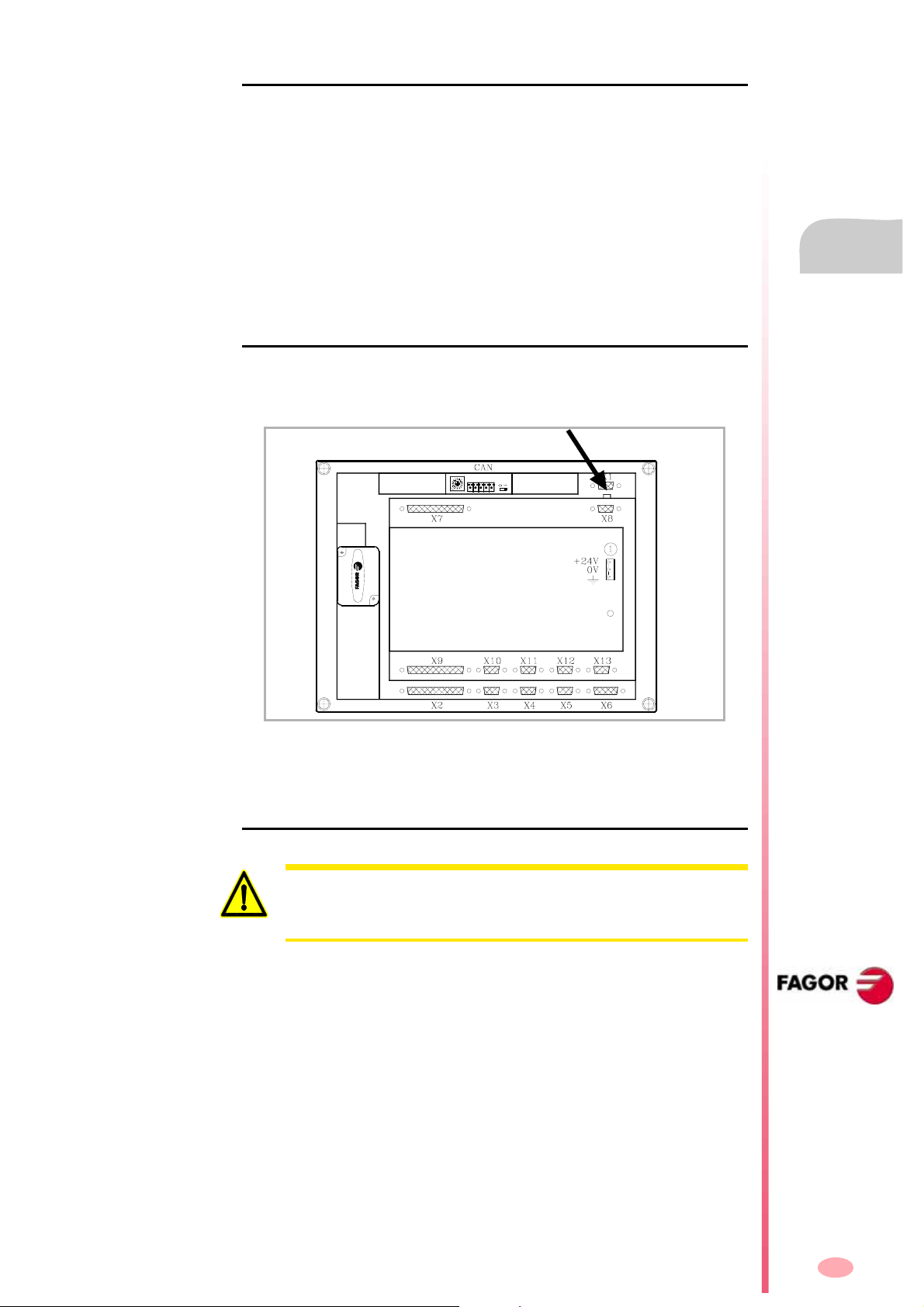
通过微动开关进行升级 .
1. 关闭 CNC.
2. 取出 memkey card 卡 , 放入升级用功能卡 .
3. 拔动 SW1 微动开关到 "1" 位置 .
操作手册
2.
操作模式
软件升级
4. 打开 CNC.
当前屏幕将以以下信息显示更新页面 :
• 已经安装的版本和将要安装的版本 .
• 对已经安装的版本和将要安装的版本进行测试检查 .
5. 按 [ 软件更新 ] 软键 .
CNC 将对升级过程中的不同状态进行显示 .
当升级结束时 ,CNC 将显示一新的页面 : 上面出现一些提示信息 , 如下所示 :
6. 关闭 CNC.
7. 取走软件升级功能卡 , 插入 memkey card 卡 .
8. 拔动 SW1 微动开关到 "0"位置 .
9. 打开 CNC, 在启动过程中 ,CNC 将会现升级成功提示 .
如果插槽中放入的是升级用功能卡 ,CNC 将不能进行任何操作 .
如果插槽中放入的是
法打开 , 但不会影响 memkey card 卡中的数据 .
memkey card 卡 , 而微动开关处于 "1" 位置 ,CNC 将无
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
15
Page 47

2.
操作手册
操作模式
软件升级
2.2.2 不用微动开关进行软件升级 .
此种升级方法有软硬件要求 :
硬件要求:8055i CNC要求卷标 "03a"及以后;8055 CNC要求CPU卷标 "32a"及以后.
软件要求 : 从版本 V7.01 ( 铣床模式 ) 和版本 V8.01 ( 车床模式 ) 开始 , 才可以此种方
法进行升级 .
此种方法升级无需对 CNC 进行人为开关机操作 , 也无需对微动开关进行拔动操作 .
升级方法如下 :
1. 取出 memkey card 卡 , 放入升级用功能卡
2. 进入诊断 > 配置 > 软件更新 , 然后按下 [ 装载版本 ] 软键 .
CNC 将显示更新进程中的各种相应的状态 , 如果没有放入升级用功能卡 , 升级时
将会出现相应的错误提示信息 .
3. 升级结束后 , 取走软件升级功能卡 , 插入 memkey card 卡 .
如果插槽中放入的是升级用功能卡 ,CNC 将不能进行任何操作
.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
16
Page 48

2.2.3 通过探测器进行软件升级
从版本 V11.01 (铣床模式 ) 和版本 V12.01 ( 车床模式 ) 开始 , 可从 Memkey Card或
硬盘进行代码升级 . 方法如下 :
按 < 诊断 > 软键 , 然后相应的 >配置 / 软件更新 / 装载版本 <
此时会显示如下探测器窗口 :
操作手册
2.
操作模式
软件升级
左窗口显示当前系统可获得的相关设备及它们的子目录结构 .
右窗口被划分为两部分 :
上窗口显示可获得的以扩展名 ".fgr" 表示的升级用源文件 .
下窗口显示上窗口选定的升级文件的相关信息 .
装载版本
用户必须按以下进程进行升级 :
1. 在左窗口对升级用所需的源文件位置进行选定 (Card A 或硬盘 ).
2. 将光标定位到右窗口你所需的升级用文件".fgr"上,然后按 <INSTALL>软键,按此
软键后会出现一提示窗口 , 指示你是否继续 :
F5 [OK] 继续
[ESC] 退出
3. 一旦继续,CNC将开始对升级用源文件进行检测以确认正确性,相应的会出现一状
态栏 "checking..."
4. 然后 CNC 会将升级用源文件 ".fgr" 装入系统闪存中 , 相应的会出现状态栏
"loading..."
5. 最后会对已安装好的新版本进行确认 , 相应的会出现状态栏 "wait...".
i
当升级用源文件在远程硬盘中时 , 你必须首先将它拷入本地硬盘中 , 然后才
能按以上步骤进行升级 .
CNC 8055
CNC 8055i
如果在升级过程中出现任何意外例如断电 , 在再次开机时 , 系统会自动从断点进行
后续升级 .
如果中断发生在将源文件拷入系统闪存的过程中, 再次升级时会从检查源文件开始.
·M· MODEL
(SOFT V11.1X)
17
Page 49

2.
操作手册
操作模式
软件升级
对当前系统软件版本进行保存 .
CNC 可对当前已安装的软件版本进行保存 , 用户可将它保存到 Memkey Card 或硬盘
中.
要保存当前的软件版本 , 按此步骤进行 < 诊断 > < 配置 / 软件更新 / 装载版本 >.
然后按如下步骤进行 :
• 选择 CNC 左窗口中的内存目录结构 .
• 切换到右窗口 , 选择 ".fgr" 文件 .
• 按 <动作 > 软键 , 选择 < 拷贝 > 选项 .
• 选择 Memkey Card 或硬盘中用来保存版本文件的位置 , 一般是 Vers 文件夹 .
• 按 <动作 > 软键 , 选择 < 粘贴 > 选项 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
18
Page 50

2.3 将 memkey card 插槽作为 软盘驱动器 (CARDA)
memkey card 插槽也可作为一个软盘驱动器 . 可通过相应的软键菜单将此插槽作为
CARDA.作为一个存储设备,此 memory card内存卡可以用 Fagor格式的,也可用标
准的 "INTEL series 100" 系列卡 .
仅工件程序 ,PLC 消息及错误程序可以存储在 memory card 内存卡中 . 但是不能直接
对 memory card 中的程序进行执行 ; 当 memory card 被插入时 ,CNC 将被认证为最
小化配置 , 如同 CARDA 插槽中没有插入任何东西 .
CNC 和 PC 间的文件相互拷贝
操作手册
2.
可以通过 WinDNC 软件 ( 版本 V4.0 或更新版本 ) 对 memory cards 内存卡进行相关
操作. 接下来将描述如何从PC 机对memory cards内存卡中的程序进行下载及上传.
1. 在PC机上. 通过 WinDNC 对 memory cards 内存卡中的程序进行拷贝 .
2. 在 CNC上 . 取出 memkey card 卡,插入 memory card 内存卡 . 将 CARDA 中的程
序拷贝到 CNC 的内存中或硬盘中 .
3. 在 CNC上 .取出 memory card内存卡 ,插入 memkey card 卡, 这样才能开始执行
相应的程序 ; 在 memkey card 卡没有被插入的情况下 ,CNC 被认证为最小化配置
, 此时按 "Cycle Start" 循环启动键是没有任何反应的 .
当将程序拷贝至 memory card 内存卡中时 , 保持相关的 OEM 及隐藏属性不变 .
通过
WinDNC
为了在 PC 上对 memory card 内存卡中的程序进行提取 , 请先完成 WINDNC 的连接 .
当连接成功后 , 在 WINDNC 的工作单元里将有 CARD A 选项 . 当进行和 CARDA 连接
时 , 检查插槽并动作如下 :
• 没有插入 memory card.
显示警告信息并连接失败 .
• 插入了 memory card.
显示警告信息并连接失败 .
• 插入了 memory card, 但是没有格式化 .
此时用户有机会对 memory card 进行格式化 . 在格式化并成功后可以进行连接 ;
如果格式化被取消或没有格式化成功 , 显示警告信息并连接失败 .
• 其它问题 ( 硬件及驱动配置问题 ).
显示错误信息并连接失败 .
连接后 , 可以在 PC 上实现的功能
操作模式
将 memkey card 插槽作为 软盘驱动器 (CARDA)
一旦 memory card 通过 WINDNC 进行连接并成功 , 此时可在 WINDNC 中选择工作单元
CARD A 并选中 "Files" 菜单进行程序操作 , 在 "Files" 菜单中是不能进行参数表格 ,
符号及屏幕文件的操作的; 仅零件程序 ,PLC 信息及错误文件可以进行相关操作并传
送.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
19
Page 51

2.
操作手册
操作模式
memory card 认证
为了利用 memory card 内存卡 , 必须首先将其格式化为 Fagor 模式 .
• 此操作可以从 CNC 进行 : 诊断 > 测试 > 格式化 CARDA. 如果插槽中已插入了
memory card 内存卡 , 是不会出现此格式化选项的 .
• 在 PC 机上 , 也可利用 WinDNC 对 memory card 进行格式化 .
在软件配置窗口可以显示 memory card 的硬件 ID 号 . 如果插入的是软驱动型的
memory card 内存卡 , 此硬件 ID 号将是 FFFFFFFE.
当打开CNC时,如果插槽中插入的是
并且 CNC 被认证为最小化配置 ; 也就是说 , 要想对
认证 , 只有 CNC 在开机的情况下 , 取出
memory card
memory card
内存卡,将被认证为非法卡
memory card
内存卡然后再插入 .
内存卡进行
memory card 内存卡的使用
仅工件程序 ,PLC 消息及错误程序可以存储在 memory card 中 .
在 CNC 打开时 ,memory card 可以进行插拔 ; 当 CNC 正在执行程序时 , memkey card
是不能被拔出的 .
将 memkey card 插槽作为 软盘驱动器 (CARDA)
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
20
Page 52

2.4 Memkey Card + Compact Flash 或 KeyCF
从版本 V11.01 ( 铣床模式 ) 和版本 V12.01 ( 车床模式 ) 开始 , 可提供以下选项 :
Memkey Card + Compact Flash
<Memkey Card>中含有确认码,软件选项,用户自定义屏幕,还可进行 PLC程序.零件
程序及机床参数的备份 .
<Compact Flash>可作为<Memkey Card>的一个容量扩展,具有<Memkey Card>一
样的功能 , 它仅用来存储用户程序 .
KeyCF (KeyCompactFlash)
KeyCF可存储CNC的各种认证:包括确认码 , 软件选项,用户自定义屏幕文件,PLC程序
及机床参数的备份 , 另外还可进行用户程序的存储 .
如果要用 KeyCF 对 CNC 进行认证 , 请不要放入 Memk ey C ard, 要不然 CNC 会首先
认证 Memkey Card.
操作手册
2.
操作模式
另外 CNC 支持在同一时间对几个盘同时进行管理 :
Hard disk: CNC 选择 Compact Flash 或 KeyCF 作为 hard disk, 取决于用户当前
CNC 的配置 .
远程 hard disk:CNC可将网络节点某一PC上的一目录作为远程hard disk处理,CNC
用户就像本地 hard disk 一样处理它 , 只能用来存储用户程序 .
Memkey Card + Compact Flash 或 KeyCF
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
21
Page 53

2.
操作手册
操作模式
2.4.1 目录结构
硬盘或远程硬盘上的目录为我们存储用户程序、表格数据及图形文件等提供了相应
的存储空间 .
目录 /Prg
缺省时 , 此目录用来存储用户程序 .
当执行 OPEN 和 EXEC 命令时 , 仅可对 hard disk 和远程 hard disk 中的 /Prg 目录
进行操作 .
目录 /Tab
此目录用来存储机床参数和各种表格数据 , 这些参数或数据的格式及文件名同
WINDNC 传输中的格式及文件名是一样的 .
Memkey Card + Compact Flash 或 KeyCF
i
在一些 CNC, 用户在机床参数及表的下一级菜单<恢复>和<保存>中会出
现 <硬盘>项 , 而不是以前的
新版本中 , 轴参数及丝杠误差补偿表参数文件以轴名存储在硬盘中 .
从版本 V11.01 ( 铣床模式 ) 和版本 V12.01 ( 车床模式 ) 开始 , 这些文件名已作了相应
的改变 , 但为了兼容性 , 新版本对以老版本进行保存的参数仍然支持 .
当对轴参数表进行恢复时, 提供 < 恢复/硬盘>项.当进行此操作时 ,首先检查<APn>
文件是否存储在硬盘中 ( 在新版本中 ,n 相应的表示各轴名 ).
• 轴参数 : APX, APY, ..., APC.
• 丝杠误差补偿表参数 : ALX, ALY, ..., ALC.
如果以上文件不存在 , 它开始检查 <MXn> 文件是否存在 (n 在老版本中相应地表示
各轴名 ).
• 轴参数 : MX1, MX2, ...
• 丝杠误差补偿表参数 : US1, US2, ...
当进行 < 恢复 /DNC> 操作时 , 进程和上面是一样的 .
然而 , 无论何时 , 当进行 < 保存 > 到硬盘或 DNC 操作时 , 这些文件都是相应地附属
以轴名来进行保存的 .
<Card A>
项.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
22
为了将以V11.01 开始的新版本保存的参数保存到老版本中去时, 这些新版本
i
中的参数不得不进行重命名操作 :
:
重命名
例如
APY 到MX2.
Page 54

目录 /Pan
此目录用来存储扩展名为 <*.pan>, <*.sim> 和 <*.wgd> 的一些图形文件 .
目录 /Vers
用户可以将不同版本的源文件存储在这里 .
从其它设备进入 CNC 系统
操作手册
2.
通过
WinDNC
通过 WINDNC 可对 CNC 内存 ,Card A, 硬盘进行相应操作 .
WINDNC 将会显示以下一些设备 :
• 内存 .
• Card A.
• 硬盘 .
为被 CNC 认定的第一个硬盘 , 当有好几个硬盘时 , 优先权如下 :
1. Compact Flash 或 KeyCF
2. 远程硬盘
在硬盘目录结构中 , 只有 /Prg 可进入 , 其它的子目录不能进行相应的操作 .
进入 root 目录需要
拷也需要
通过
通过 FTP 可以从网络对表格数据 , 机床参数 , 图形文件及程序进行操作 . 从版本
V11.01 (铣床模式) 或V12.01 (车床模式)开始,当通过FTP进入到CNC时,所有的相关盘
都可获得 :
• 硬盘 (Compact Flash 或 KeyCF)
• 远程硬盘
WinDNC
FTP
WinDNC
软件 V4.1 或更高 .
软件 V4.1 或更高 ; 另外要进行硬盘中参数的互
操作模式
Memkey Card + Compact Flash 或 KeyCF
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
23
Page 55

操作手册
2.4.2 对 Hard Disk (KeyCF) 上的程序进行拷贝或执行
从版本 V11.18 ( 铣床模式 ) 和版本 V12.18 ( 车床模式 ) 开始 ,可对 hard disk (KeyCF)
中的程序进行拷贝或执行操作 .
2.
操作模式
Memkey Card + Compact Flash 或 KeyCF
当执行拷贝操作时 , 必须保证有所需的足够的磁盘空间进行操作
注意 : 推荐 :请不要在同一目录中放入太多的文件, 这样会影响CNC 的运行速度.
.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
24
Page 56

以太网操作
以太网选项可将 CNC 认证为本地局域网中的一个节点 . 利用此选项 CNC 就可和 PC 机
进行网络通讯 , 从而进行相应的文件传送或电话诊断 .
3
i
要将 CNC 认证为计算机网络中的一个节点 , 请参考安装手册中有关以太网章
节.
一旦此认证工作已经配置好 , 以下连接将可获得 :
• CNC 连接到一个远程硬盘 .
• PC 机通过 WinDNC和 CNC 进行连接 .
• 以 FTP 用户通过 PC 机和 CNC 进行连接 .
为了和 CNC 进行通讯 ,PC 机本身当然也得认定为本地局域网或以太网中的一个节点
, 并且 PC 机上必须安装有 WINDNC(V4.0 或更新 ) 软件 ;PC 机通过 WINDNC 和 CNC 进
行连接并不要求 CNC 具有 DNC 软件选项 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
25
Page 57

操作手册
3.1 远程硬盘
CNC 可拥有一个本地硬盘 ( 装在 CNC 本身上的 ), 也可通过以太网拥有一个远程硬盘
( 装在远程计算机上的 ).
3.
远程硬盘
以太网操作
i
远程硬盘要通过机床参数进行认定.具体操作请参考安装手册中以太网相关
章节 .
可以 PC 机中的整个硬盘或其中某一文件夹作为远程硬盘 , 此空间可以被几个 CNC同
时共享或每一个 CNC 都有它独立的远程硬盘空间 ; 当然 PC要想将它的某一空间共享
, 它首先得作为本地局域网中的一个节点 .
在 CNC 上对远程硬盘进行操作的界面和相关软键和对本地硬盘操作是一样的 ; 当通
过 WINDNC 或 FTP 进入 CNC 时 , 远程硬盘履行本地硬盘一样的功能 .
通讯协议
在 PC 机上必须装有 NFS 通讯协议 , 才能作为一个远程硬盘和 CNC 进行通讯必进行
相关的操作 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
26
Page 58

3.2 PC 机通过 WinDNC 和CNC连接
PC 机操作系统必须是 Windows® , 并且相应地安装了 WinDNC 通讯软件 (V4.0 或更
新 ). CNC 必须定义为本地局域网或以太网中的一个节点 .
操作手册
i
通过机床参数可将 CNC 认证为 DNC 服务器中的一个节点.具体操作可参考安
装手册以太网有关章节
可能的连接 :
• 从 PC
此连接可从任何一 PC 上进行 , 当然要建立连接 , 必须首先把 PC 机的 IP 地址号
赋于 CNC 的以太网参数 IPSWDNC(P27); 两台 PC 机间是不能相互通信的 .
为了建立连接 , 必须将 CNC 的 IP 地址号 DIRIP(P24) 赋于 WINDNC 中的通讯参数
IP Adress 中 .
• 从 CNC
CNC 总是连接到它定义的 DNC 服务器中 ;DNC 服务器是通过机床参数进行定义的
IPSWDNC(P27).
.
通讯状态
当通过以太网建立起 DNC 通讯时 , 在屏幕的右上角显示 DNC E 标识 ; 当然此 DNC E
通讯可通过 CNC 的相应软键进行激活或关闭 ; 具体方法是 :[ 状态 ]-[DNC]-[DNC E
ON] 或 [DNC E OFF].
可以多个 ( 最多 10 个 )WINDNC 同时连接到同一 CNC; 当多个 WINDNC 同时进行同一操
作任务时 , 它们是一个接一个进行而不是同时进行的 , 其它的处于排队状态直到当
前的任务完成 .
3.
以太网操作
PC 机通过 WinDNC 和 CNC 连接
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
27
Page 59

操作手册
3.3 从 PC 机进入 CNC 硬盘目录结构
如果 CNC 被认为本地局域网中的一个节点 , 那么在此本地局域网中的任一台 PC机都
可对它进行访问 . 当然只有 CNC 的硬盘空间可进行访问 , 通过网络是不能访问 CNC
的 RAM 及 CARD A 中的程序的 , 也不能对 CNC 中的变量及表数据进行访问 .
从 PC 机上 , 我们可对 CNC 硬盘目录结构中的程序进行编辑修改等操作 , 也可对硬盘
中的程序进行拷贝或存储等操作 .
3.
以太网操作
从 PC 机进入 CNC 硬盘目录结构
通讯协议
通过 FTP 通讯协议可进入 CNC 硬盘目录结构 . 此协议允许对连接到本地网或以太网
的 PC 机和 CNC 间进行文件互传 . 当然要想用 FTP 进行文件传送 , 必须 PC 上具有 FTP
客户终端 ; 根据 FTP 的不同此连接界面会有所不同 .
PC 操作系统可以是
i
Windows®
户终端 ;
当从 PC 机上利用 FTP 进入 CNC 时 , 在 PC 上显示如下目录结构 :
操作系统从版本V
从Windows98®
Windows, Linux 或Unix.
5.x
开始,在它的IE应用程序里已包括一个FTP客
开始
, Windows
浏览器已集成了
FTP
客户终端
ROOT
DISK BIN
PRG
.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
BIN FTP 协议用系统文件夹 . 不可修改 .
DISK CNC 本地硬盘 . The user can fully access it from the PC. Although
subdirectories and files may be defined, they won't be accessible from the
CNC.
PRG CNC 零件程序及 PLC 程序存储目录 . 如果此目录在开机时不存在 , 将产生
一个空的 PRG 目录 .
虽然用户可以通过 FTP 创建新的目录结构 , 但仅包含于 PRG 中的程序可以从 CNC 中
看到 .
如果CNC没有配置本地硬盘 ,以上目录将全是空的并且不能进行任何程序发送操作 .
文件传送
将 PC 文件拷贝到 CNC.
®
• 在Windows
或利用快捷键 [CTRL]+[C] 和 [CTRL]+[V].
将 CNC 文件拷贝到 PC.
• 在 Windows
• 在 Windows
[CTRL]+[C] 和 [CTRL]+[V].
(95, 98, 2000 or XP) 系统 .将文件从一个文件夹拖到另一个文件夹
®
95 or 98. 右击文件并选择拷到文件夹 , 然后选择目的文件夹 .
®
2000 or XP. 将文件从一个文件夹拖到另一个文件夹或利用快捷键
28
Page 60

Windows® 95 或 98 的连接 .
不通过密码连接到共享 CNC
在网页浏览器 (例如 : IExplorer) 或者从文件浏览器 ( 仅在 Windows 98) 地址栏里 ,
写入 CNC 的 IP 地址命令信息 .
例如 : ftp://10.00.70.224
通过密码连接到共享 CNC
在网页浏览器 (例如 : IExplorer) 或者从文件浏览器 ( 仅在 Windows 98) 地址栏里 ,
写入如下相应信息 : 用户名 . 密码 .CNC 的 IP 地址 , 用户名必须是 "cnc".
例如 : ftp://cnc:password@10.0.17.62
操作手册
3.
将 IP 地址用名称表示进行连接
在进行连接时 , 我们可以将 IP 地址用一个名称进行表示 ,这样更容易连接而无需记
住相应的 IP 地址 . 此操作是在 PC 机进行的 , 有以下两种不同的方法 .
• 编辑文件 "c:\windows\hosts". 此文件可以用文本编辑器进行编辑 .
在此文件里 , 添加如下格式行 : 包括 CNC 的 IP 地址及名称表示 , 例如 :
10.0.7.40 CNC_1
10.1.6.25 MILL_MACH_01
此时在网页浏览器 ( 例如 : IExplorer) 或者从文件浏览器 ( 仅在 Windows 98) 地
址栏里 , 仅仅写入如下名称行就可以了 .
例如 (CNC 不通过密码 ): ftp://CNC_01.
例如 (CNC 通过密码 ): ftp://cnc:password@MILL_MACH_01
• 通过网页浏览器的收藏夹菜单进行操作 .
在网页浏览器地地址栏里写入 CNC 以上所述格式的 IP 地址信息 , 然后选择收藏
夹的下一级菜单 > 添加到收藏夹 , 此时会出现一对话框 , 你可写入相应的 IP 地
址名称表示信息 , 然后确定就可以了 ; 以后进入 CNC 时 , 只要打开浏览器然后选
择收藏夹中的对应收藏就可以了 .
i
在 IE 浏览器中 , 此菜单一般是用 " 收藏夹 " 来表示的.当然不一样的浏览器
版本此名称可能不一样 .
以太网操作
从 PC 机进入 CNC 硬盘目录结构
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
29
Page 61

3.
操作手册
以太网操作
从 PC 机进入 CNC 硬盘目录结构
Windows® 2000 或 XP 的连接 .
从 PC 机进入 CNC 硬盘的最容易的连接是在 PC 机上建立一新的连接 ; 方法是在开始
里通过网络连接 > 建立新连接来实现 , 此时会出现相应的连接窗口 , 可根据此窗口
的帮助提示一步一步往下进行连接确认 .
根据此窗口进行连接的具体方法 , 可参考 Windows 的附加帮助信息 .
不通过密码连接到共享 CNC
1. 首先,输入相应的网络节点号,例"ftp://"后跟机床参数DIRIP (P24)指定的IP地
址号 .
例如 : ftp://10.0.17.62
2. 当连接无需密码时 , 初始化时 , 可以无名方式进入 .
3. 为此新连接取一名称 . 此名称将出现在 PC 的网络连接目录里 . 可以点击它直接进
行连接 .
例如 : FAGOR_CNC
通过密码连接到共享 CNC
1. 首先,输入相应的网络节点号,例"ftp://"后跟机床参数DIRIP (P24)指定的IP地
址号 .
例如 : ftp://10.0.17.62
2. 当需通过密码进行连接时,用户必须以有名方式进入,而且此用户名必须是"cnc"
或 "CNC".
3. 为此新连接取一名称 . 此名称将出现在 PC 的网络连接目录里 . 可以点击它进行连
接开始 .
例如 : FAGOR_CNC
CNC 8055
CNC 8055i
当认证好后并每次开始连接时 , 将出现一窗口要求输入用户名及密码 ; 用户名可以
用 "cnc" 或 "CNC" , 密码为以太网参数 CNHDPAS1 (P7) 中定义的值 .
为了下一次连接更容易 , 可以在连接时出现的窗口中将密码进行保存 . 那么在下一
次连接时就不会出现密码提示而直接进入 CNC 本地硬盘 .
注意 : 如果选择了 " 保存密码 " 选项 , 那么下一次连接时就不会再次出现密
码提示 , 从而任何人都可从此台计算机进入到 CNC.
·M· MODEL
(SOFT V11.1X)
30
Page 62

执行 / 模拟
EXECUTE 执行操作模式可自动或单段执行零件程序 .
SIMULATE模拟操作模式也可自动或单段模拟零件程序,只不过是在模拟方式. 当你
模拟一零件程序时 , 你可选择模拟操作的方式 .
当选择执行或模拟一零件程序时 , 你必须指定该零件程序的存储位置 . 当然零件程
序的位置可以在 CNC 内存 , 外部卡 A 中 , 通过串口与计算机相连的 PC 机中或者在
CNC 的硬盘中 ( 当然 CNC 得有硬盘 HD 配置 ).
当你按下了执行或模拟键时 , 此时会进入相应的程序目录结构 , 你可以通过如下方
式 , 选择要执行或模拟的程序 :
你可以在执行或模拟程序前进行加工条件的定义 ( 如进给率倍率 , 图形类型 , 开始要
执行或模拟的程序段位置等 ). 当中断正在执行或模拟的程序时 , 也可进行这些条件
的定义或修改 .
4
• 输入相应的程序名 , 然后按回车键 [ENTER].
• 用上下光标键定位在需要执行或模拟的程序相应位置上 , 然后按回车键
[ENTER].
当要开始执行或模拟程序时 , 请按此循环启动键 [START] .
当从执行或模拟方式切换到 JOG 方式时 , 此时会保持执行及模拟方式下的加
i
工条件不变 ( 包括进给方式及进给率等等 )
进给率倍率选择 .
程序运行时轴的进给率是在程序中通过 F 值定义的 , 当然我们可以通过操作面板上
的进给倍率开关 0% 到 120% 的相应位置来对当前实际进给率进行修调 . 另外当进
行带轴运动的模拟方式时 , 也可通过此开关来控制实际进给率 .
操作面板上的快速进给键对程序执行或模拟的进给率有无影响 , 取决于机床参数的
设置 , 当使能此键时 , 对程序执行或模拟时的轴进给率影响如下 :
• 当此键按下时 , 轴全部以快速进给 G00 方式运动 .
• 当进行攻丝 , 预览或执行回退攻能时 , 忽略此键的影响 .
• 如果当前处于G95模式,按住此键将切换到G94模式,放开此键又返回到G95模式.
• 此键仅会对主通道有影响 , 不会影响到 PLC 通道的执行 .
.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
31
Page 63

操作手册
模拟类型
当模拟一零件程序时 , 你需要指定模拟的类型 . 可以通过与 [F1] 到 [F7] 软键相对
应的类型进行指定 , 类型有如下几种 :
4.
执行 / 模拟
刀具轨迹 轴运动 主轴控制 将M - S - T 功能
发送到 PLC
理论路径 编程路径 No No No No
G 功能 刀具中心 No No No No
G, M, S, T 功能 刀具中心 No No Yes Yes
主平面 刀具中心 Yes Yes Yes Yes
快速 刀具中心 Yes Yes Yes Yes
快速 [S=0] 刀具中心 Yes No Yes No
将 M3 M4 M5
M41 M42 M43
M44 发送到 PLC
理论路径
此方式下模拟将忽略刀具半径补偿功能 ( 即功能 G41,G42 将不起作用 ),因此图形显
示的是理论编程路径 .
不会输出 M ,S, T 功能到 PLC.
不会进行机床轴或者主轴的运转 .
G4 延迟功能可起作用 .
G功能
此方式下模拟将考虑刀具半径补偿 ( 即 G41,G42 功能将起作用 ),因此图形显示的是
刀具移动轨迹 .
CNC 8055
CNC 8055i
编程路径 .
刀具中心移动路径 .
不会输出 M ,S, T 功能到 PLC.
不会进行机床轴或者主轴的运转 .
G4 延迟功能可起作用 .
G, M, S, T
此方式下模拟将考虑刀具半径补偿 ( 即 G41,G42 功能将起作用 ),因此图形显示的是
刀具移动轨迹 .
会输出 M ,S, T 功能到 PLC.
不会进行机床轴或者主轴的运转 .
G4 延迟功能可起作用 .
功能
·M· MODEL
(SOFT V11.1X)
32
Page 64

主平面
它仅仅执行来自于主平面的轴 .
此方式下模拟将考虑刀具半径补偿 ( 即 G41,G42 功能将起作用 ),因此图形显示的是
刀具移动轨迹 .
会输出 M ,S, T 功能到 PLC.
如果程序中有主轴起动 , 它会起动主轴 .
操作手册
不管是 F0 还是程序中定义了相应的 F 值 , 轴都会以最大进给率运动 , 当然可以通过
进给率倍率开关进行修调 .
忽略 G4 延迟功能 .
快速
此方式下模拟将考虑刀具半径补偿 ( 即 G41,G42 功能将起作用 ),因此图形显示的是
刀具移动轨迹 . .
会输出 M ,S, T 功能到 PLC.
如果程序中有主轴起动 , 它会起动主轴 .
不管是 F0 还是程序中定义了相应的 F 值 , 轴都会以最大进给率运动 , 当然可以通过
进给率倍率开关进行修调 .
忽略 G4 延迟功能
快速
[S=0]
此方式下模拟将考虑刀具半径补偿 ( 即 G41,G42 功能将起作用 ),因此图形显示的是
刀具移动轨迹 . .
仅仅输出部分 M S T 功能到 PLC, 例外在下表述 .
当主轴工作在开环时 , 不会输出 M3, M4, M5, M41, M42, M43 and M44 到 PLC.
4.
执行 / 模拟
当主轴工作于闭环方式时 , 会输出 M19 功能到 PLC.
不会起动主轴 .
不管是 F0 还是程序中定义了相应的 F 值 , 轴都会以最大进给率运动 , 当然可以通过
进给率倍率开关进行修调 .
忽略 G4 延迟功能 .
执行和模拟条件
在程序进行执行或模拟前 , 可以对一些运行条件进行预设 ( 例如 : 初始段选择 , 图
形类型等 ):
程序段选择
可以选择从哪一段开始执行或模拟操作 , 不一定非要从第一程序段开始 .
停止条件
可以选择在哪一段结束执行或模拟操作 , 不一定非要在最后一段结束 .
显示
可以选择执行或模拟操作时显示的方式 , 例如位置或跟随误差显示方式 .
MDI
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
此方式下可执行任何程序段指令 (ISO 代码或高级语言 ), 还可获得一些相应的软键
辅助功能软键 , 便于输入相应的指令 .
33
Page 65

操作手册
当相应的程序段指令输入完后 , 此时按下 [START] 键就会开始此段的执行 , 并且会
保持 MDI 方式不变 , 要退出 MDI 方式可按 [ESC] 键 .
刀具检查
当一个程序执行被临时中断时 , 将会出现 [ 刀具检查 ] 软键 , 此时我们可按所需进
行相应的控制 ( 例如手动移动轴 , 执行 MDI, 停止主轴等 ) 而不会改变当前的程序运
行状态 ; 要想恢得程序的执行 , 可先进行重定位让机床返回到执行刀具检查前的状
态 , 然后按 [START] 键开始当前程序的再执行 .
4.
图形
当进行程序执行或模拟时 , 可进行相应的图形显示功能 ( 利用此功能可选择图形类
型 , 显示区 , 视点及图形参数等 ).
单段
执行 / 模拟
可以选择在单段方式下进行执行或模拟操作 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
34
Page 66

4.1 程序段中断点搜索 - 模拟切换到执行模式
当一个程序正在执行过程当中 , 此时按下 " 中断 - 复位 " 键、按下急停钮、发生了一
个来自于 PLC 或 CNC 的错误、突然断电等 , 以前我们要想开始此程序的执行只能从
头开始 , 现在利用此功能我们可以从中断点恢复程序的执行 .
CNC 会记住以上中断点发生时所处的程序段位置 .
此种搜索方法可以将程序在模拟方式恢复到中断点所在的程序段位置 , 然后可按 [
循环启动 ] 键继续程序的执行 , 就好像程序从头开始执行一样 .
例如 : 当某一工件加工进程由于任何原因中断而退出加工时 , 此时利用程序段选择
功能 , 我们可以将刀具定位到发生中断的位置恢复程序的执行 ( 并且会保持该段前
的加工条件不变 ), 而无需重头开始程序的执行 .
操作手册
4.
程序段选择功能是在执行模式下进行的 , 其中提供了一个 [ 程序段选择 ] 软键 ; 当
此功能执行完后 , 按 [START] 可恢复程序的执行 .
要进行程序段选择功能 , 请在执行模式按 < 程序段选择 > 软键 .
执行 / 模拟
程序段中断点搜索 - 模拟切换到执行模式
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
35
Page 67

4.
操作手册
4.1.1 操作模式
按[程序段选择 ] 软键 , 将出现一菜单用来选择开始执行的程序段 , 以下说明如何
操作 :
第一程序段 :
按 [ 第一程序段 ] 软键将进入相应的菜单用来选择开始执行的程序段 .
第一行
按此软键 , 光标将定位到当前程序中的第一行位置 .
:
执行 / 模拟
程序段中断点搜索 - 模拟切换到执行模式
最后一行
按此软键 , 光标将定位到当前程序中的最后一行位置 .
文本
通过此软键我们可以从当前光标位置开始对某一特定的文本或字符串进行查找并定
位到其所在的程序段行 .
此 [ 文本 ] 软键被按下时 ,CNC 要求键入相应的字符串 , 键入后按 [ 结束文本 ] 软键
, 光标将定位到从当前位置开始往下找到的第一个该字符串所在的程序段行 .
此搜索会从当前光标所在的行往下进行查找 , 找到后会对此文本进行高亮显示 , 此
时你可选择继续搜索还是结束搜索 .
当往下搜索到第一个字符串后 , 此时按 [ENTER] 可以继续往下进行再搜索直到程序
结束 ; 搜索到的文本会高亮显示 .
此搜索可进行无数次 , 直到找到你所要求的位置 ; 当搜索到程序的最后一段时 , 再
按下 [ENTER] 键 , 又会从程序的开始进行往下搜索 .
按 [ 结束搜索 ] 软键或 [ESC] 键可退出搜索方式 ; 当退出搜索方式时 , 光标将定位
在最后找到的文本所在的行位置 .
行号
按下此软键 ,CNC 将要求你输入你所定位的行号 , 输入后按下 [ENTER] 键 , 光标就会
定位到要求的位置 .
:
:
:
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
36
Page 68

搜索执行 G 代码 :
当利用此功能恢复程序执行时 ,CNC 将以模拟方式搜索到设定的段 , 并且删除 G功能
代码的执行 , 而且此设定段前的所有进给率以及主轴速度等加工条件将会被恢复 ,
自动计算出此设定段轴应该在的位置 .
搜索期间 M, T 和 S 等功能不会输出到 PLC, 但搜索结束后 CNC 会记住相应的 MST 功
能 , 并以列表形式显示 , 等待执行 .
一旦此模拟操作已结束 , 用户可以按以下步骤恢复相应的 MST 功能 :
A. 在此情况下用户可按 < MST 代码执行期间 > 对 MST 代码进行模拟显示 , 然后按
[CYCLE START] 执行 .
B. 按<刀具检查>软键,然后按 <MST代码输入期间> 再<MDI> 软键,此时用户可按所
需在 MDI 方式下执行任何想要的程序段指令 .
操作手册
4.
屏幕以行方式显示模拟生成的各种 MST 代码 , 但以下方面必须考虑 :
• 当显示了相应的 M 代码时 , 必须注意 M 代码间的取代性 .
• 如果拥有第二主轴,并且相应的M 代码 (M3, M4, M5, M19, M41-44)指向此第二主
轴 , 不会影响第一主轴 M 代码功能 , 并且在恢复此 M 功能时 , 首先对 G28 或 G29
功能进行恢复 , 以便知道当前是控制哪一主轴 .
• 当程序中有用户自定义M功能并且有多个此M功能时,模拟搜索时,只会显示最先
搜索到的一个 .
• 显示最后执行的 T 及 S 功能 .
搜索执行 GMST 代码
当利用此功能恢复程序执行时 ,CNC 将以模拟方式搜索到设定的段 , 并且删除 G功能
代码的执行 , 而且此设定段前的所有进给率以及主轴速度等加工条件将会被恢复 ,
自动计算出此设定段轴应该在的位置 .
此种搜索时 , 相应的 MST 功能会被执行并输出到 PLC.
警告: 此种搜索方法较前一种很少用 , 因为当在 PLC 中没有进行相应的安全
保护措施时 , 执行有些 MST 功能时可能会发生危险 ; 例如当刀具没有在正确
的换刀点位置时 , 此时执行 M06 指令时就有可能发生碰撞
.
执行 / 模拟
程序段中断点搜索 - 模拟切换到执行模式
如果以上两种搜索方法的目的地段存储在 CARD A, 硬盘 , 以太网或 DNC 中,在屏
幕的下方会显示当前正在模拟搜索的段行 , 以便我们知道离目的地段还有多远 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
37
Page 69

4.
操作手册
4.1.2 自动搜索
它可以用来将程序恢复到中断点的地方继续执行,CNC对中断发生所在的程序段会有
记忆 , 因此没有必要手动设置停止程序段 .
如果程序在一个内部循环中发生中断 , 将按如下动作 :
如果是固定循环 (G66, G67, G68, G87, G88) 或多重加工循环 (G60, G61, G62,
G63, G64), 当进行模拟搜索时,将把程序段恢复到以上内部循环的最后一子程序
段上 .
在其它的固定循环 (G69, G81, G82, G84, G85, G86) 中 , 模拟搜索到固定循环开
始段 , 即调用段 .
要进入自动搜索模式 , 请先按 < 程序段选择 > 软键 , 然后按 < 搜索执行 G 代码 > 或
< 搜索执行 GMST 代码 > 软键 , 此时就会出现 < 自动搜索 > 软键 .
执行 / 模拟
程序段中断点搜索 - 模拟切换到执行模式
按 < 停止程序段 > 和 < 自动搜索 > 软键 .
[ 自动搜索 ] 软键一旦按下 , 就将进行程序段模拟搜索 , 并且将光标定位到搜索到
的程序段上 .
一旦中断点程序段被搜索到 ,CNC 将在屏幕下方显示 STOP=HD:PxxxLxxx 信息 , 指
示发生中断所在的程序及行和存储位置 ; 此时按 [ 循环启动 ] 键 ,CNC 将去搜索中断
点程序段并以模拟方式执行到此段 , 当到此段后 , 相应的提示信息将消失 .
CNC 在屏幕的下方将出现相应的软键功能 : 轴名软键用来选择要定位的轴 ; 如果用
的是搜索 G 功能方法 , 并且程序中有相应的 MST 功能 , 按 [ 显示 MST 代码执行期间
] 软键将会显示要执行的 MST 功能代码, 选择相应的并按 [CYCLE START] 循环启动
键即可执行 .
刀具检查 :
按 < 刀具检查 > 软键 . 进入刀具检查模式 .
• 按[MST 代码执行期间 ]软键 ,将显示模拟搜索到 MST 代码功能 , 等待恢复执行 .
• 按[MDI] 软键进入 MDI 模式 , 执行所需的程序段 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
38
Page 70

4.1.3 手动程序段选择
此种方法可以将程序恢复到用户指定的程序段进行执行 :
A. 如果此程序段为一模式程序段 , 恢复时将模拟搜索到此段停止 .
B. 如果此程序段为一跳转指令段 (GOTO, RPT, CALL, EXEC), 恢复时将模拟搜索
到此段 , 但不会执行跳转 .
C. 如果此段为一调用固定循环或模态子程序的定位段,模拟搜索到此定位段结束点
, 并且退出此固定循环或模态子程序的加工 , 以便重定位 .
D. 在使用带岛屿的不规则型腔加工固定循环,或跟踪, 数字化循环,以及探针循环的
情况下 , 模拟搜索到调用程序段 , 但不会对循环进行任何加工操作 .
要进入手动程序段选择方式 , 请按 < 程序段选择 > 软键 , 然后按 < 搜索执行 G 代码
> 或 < 搜索执行 GMST 代码 > 软键 .
操作手册
4.
程序选择
当最后执行或模拟的程序属于另外一个程序或正在调用来自于另外一个程序中的子
程序 , 此时可用此种方法 .
按 [ 程序选择 ] 软键 , 此时打开一个浏览器窗口 , 你可手动从 CARD A, DNC2,
DNCE、硬盘或内存中选择程序 .
:
执行 / 模拟
程序段中断点搜索 - 模拟切换到执行模式
次数
:
此表示当执行或模拟到 " 停止程序段 " 几次时 , 必须停止程序的执行 .
当选择此功能时 ,CNC 将要求指定被执行或模拟的次数 .
如果被选择的程序段有一被重复执行的号 , 则只有当所有的重复操作都执行完后程
序才会停止 .
第一程序段
用来设置从哪段开始进行程序段搜索 , 按此软键后可通过上下光标键或相应软键来
进行选择 , 按 [ENTER] 进行确认选择 ; 当没有对第一程序段进行设置时 , 搜索将从
当前程序的第一段开始往下进行 .
可以通过上下光标键 / 上下翻页键或者相应的软键功能来选择第一程序段 .
停止程序段
按此软键后 , 将光标定位到某一段后按 [ENTER] 键 . 当 CNC 执行此段后的程序时 ,
将马上从此段开始执行 .
:
:
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
39
Page 71

4.
操作手册
执行 / 模拟
停止程序段可通过上下光标键 , 上下翻页键或相应的软键进行选择 .
一旦此停止程序段被指定 ,CNC 将在屏幕下方显示如下文本 : STOP=HD:PxxxLxxx
, 表示 此停止段所在程序的程 序号及程序段行号和存储 位置 . 此时按循环启动键
[CYCLE START],CNC将开始搜索此段并以模拟方式执行到此段, 然后显示的文本将
消失 .
CNC 在屏幕的下方将出现相应的软键功能 : 轴名软键用来选择要定位的轴 ; 如果手
动选择用的是搜索 G 功能方法 , 并且程序中有相应的 MST 功能 , 按 [ 显示 MST 代码
执行期间 ] 软键将会显示要执行的 MST功能代码 , 选择相应的并按 [CYCLE START]
循环启动键即可执行 .
刀具检查 :
按 < 刀具检查 > 软键 . 将进入到刀具检查模式 .
• 按 <MST代码输入期间> 软键 ,此时会将模拟搜索到的MST代码一行一行显示在当
前窗口 , 并等待执行 .
• 按 <MDI> 软键,此时可手动输入以上找到的MST代码,并按循环启动键在MDI方式
执行 .
程序段中断点搜索 - 模拟切换到执行模式
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
40
Page 72

4.1.4 程序段搜索限制特殊情况
在以下几种特定情况 , 程序段搜索将有所限制 :
• 如果在程序中有一个特定的缩放因子被激活, 程序段手动或自动搜索时 , 当此缩
放激活后会停止 .
• 如果程序中有G77轴同步操作,或PLC SYNCRO标志;程序段手动或自动搜索时,
限制到它后面的程序段 .
此限制同样适用于主轴同步情况 .
• 如果程序执行时通过PLC激活了MIRROR标志;程序段手动或自动搜索时,限制到
它后面的程序段 .
• 如果程序中包含 (G74)回零功能程序段, 程序段手动或自动搜索时,限制到它后面
的程序段 .
4.1.5 取消程序模拟或搜索方式
程序模拟或搜索方式可通过通用机床参数 DISSIMUL (P184) 进行取消 .
操作手册
4.
执行 / 模拟
程序段中断点搜索 - 模拟切换到执行模式
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
41
Page 73

4.
操作手册
显示选择
执行 / 模拟
4.2 显示选择
通过此项, 你可在任何时间 ( 包括程序在运行过程当中 ) 选择一种最好的显示界面.
可以通过相应的 [F1] 到 [F7] 软键进行指定的显示方式有如下几种 :
• 标准显示模式 .
• 位置显示模式 .
• 程序显示模式 .
• 子程序显示模式 .
• 跟随误差显示模式 .
• 用户显示模式 .
• 执行时间显示模式 .
处于这些显示模式时 , 在屏幕的下方都会显示当前机床的加工条件 . 如下所示 :
F and % 编程进给率 (F)和当前进给率倍率 %.当处于进给保持状态时,F值高亮
显示 .
S and % 编程主轴转速 (S)和主轴转速当前倍率 % .
T 当前刀具号
D 当前刀偏号 .
NT 下一刀具号 .
当机床配置为加工中心时 , 才会显示 NT, 它表示下一把将要选择的刀
具 , 等待 M06 指令的执行并激活 , 成为当前刀具 .
ND 下一刀具的刀偏号 .
此也只有机床配置为加工中心时才会显示 , 它表示下一把将要激活的
刀具的刀偏号 .
S RPM 主轴实际转速 . 单位为 rpm.
当工作在 M19 主轴定位时 , 单位为度 .
G 显示所有被激活运行的 G 功能 .
M 显示所有被激活运行的 M 功能 .
PARTC 工件计数器 . 它用来指示被同一零件程序加工过的工件数目 .
当选择一新的零件程序时 , 此位置会被设置为 "0".
CNC 变量 "PARTC" 可从 PLC.DNC 或零件程序中进行修改 .
CYTIME 指示当前程序运行的时间, 用 " 时 : 分 : 秒 : 百分秒 " 给出 .
每次零件程序开始执行时 , 此值为 0.
TIMER 指示当前系统时间 , 用 " 时 : 分 : 秒 " 格式 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
42
Page 74

4.2.1 标准显示模式
CNC 将在每一次开机或者按下 [SHIFT]+[RESET] 键后显示此模式界面 .
此模式可以显示以下区域和窗口 :
操作手册
4.
显示选择
执行 / 模拟
• 最上窗口显示的是一组程序段 . 其中第一段显示的为当前正在执行的程序段 .
• 机床轴当前位置值 .
位置值的显示格式 ( 小数点前后各几位 ), 理论或实际值显示 , 这些取决于机床
参数的设定 . 通用机床参数 "THEODPLY" 用来设定是否理论值显示 , 轴机床参
数 "DFORMAT" 用来设定值的显示格式 .
每根轴有如下区域显示 :
命令值 显示的是轴要到达的位置 , 即程序坐标 .
实际值 显示的是各轴的当前位置 .
剩余移动量 显示到程序坐标还有多少量要走 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
43
Page 75

4.
操作手册
显示选择
执行 / 模拟
4.2.2 位置显示模式
此模式用来显示各机床轴位置 .
此模式可以显示如下区域和窗口 :
CNC 8055
CNC 8055i
• 机床轴当前位置值 .
位置值的显示格式 ( 小数点前后各几位 ), 理论或实际值显示 , 这些取决于机床
参数的设定 . 通用机床参数 "THEODPLY" 用来设定是否理论值显示 , 轴机床参
数 "DFORMAT" 用来设定值的显示格式 .
每根轴有如下区域显示 :
工件零点 显示轴相对于工件零点的位置值 .
参考零点 显示轴相对于机床参考点的位置值 .
·M· MODEL
(SOFT V11.1X)
44
Page 76

4.2.3 程序显示模式
显示当前执行的程序内容 , 其中正在被执行的段将高亮显示 .
操作手册
4.
显示选择
执行 / 模拟
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
45
Page 77

操作手册
4.2.4 子程序显示模式
此显示模式显示以下相关命令信息 :
(RPT N10, N20) 此功能重复执行 N10 到 N20 段间的程序段 .
(CALL 25) 此功能调用执行子程序 25.
G87 ... G87 为固定循环指令 .
(PCALL 30) 此功能调用执行子程序 30, 用的是局部参数嵌套层 .
4.
执行 / 模拟
显示选择
当选择此模式时 , 以下因素必须被考虑 :
• CNC允许定义和使用子程序 , 被调用的子程序可以属于当前的主程序或另外一个
程序 ; 可以在主程序内调用子程序 , 也可从子程序中调用另外一个子程序 , 此子
程序还可再调用下一个子程序 , 依次类推最多可以有 15 层嵌套调用 .
• 每次将相应参数分配给子程序时,CNC产生一新的局部参数嵌套层;最多可到6个
局部参数嵌套层 .
• 当加工固定循环 : G66, G68, G69, G81, G82, G83, G84, G85, G86, G87, G88 和
G89 等有效时 , 使用局部参数的第六嵌套层 .
此模式窗口显示区域如下 :
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
46
• 当前子程序相关信息 .
NS 表示该子程序占据的嵌套层 .
NP 表示正在执行的子程序所用的局部参数层 (1-6).
子程序 表示调用一个新嵌套层子程序的程序段类型 .
例如 : (RPT N10, N20) (CALL 25) (PCALL 30) G87
Page 78

REPT 表示剩余要执行的次数 .
例如 , 如果 (RPT N10, N20) N4 被第一次执行时 , 此参数将
显示值 4; 依次类推第二次被执行时 , 此值将为 3.
M 如果显示了星号 (*), 表示在此嵌套层调用了一个模态子程
序 , 此子程序在每次相应的运动程序段后均被执行 .
PROG 指示当前被调用的子程序所在的程序号 .
• 各机床轴位置值 .
机床各轴坐标值的显示格式 , 以 及是理论还是实际 值显示取决于轴机床 参数
"DFORMAT" 和一般参数 "THEODPLY" 的设置 ..
每根机床轴都有如下数据显示 :
命令值 显示的是轴要到达的位置 , 即程序坐标 .
实际值 显示的是各轴的当前位置 .
剩余移动量 显示到程序坐标还有多少量要走 .
操作手册
4.
显示选择
执行 / 模拟
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
47
Page 79

4.
操作手册
显示选择
执行 / 模拟
4.2.5 跟随误差显示模式
此模式显示轴及主轴的跟随误差 , 即各轴实际和理论位置值间的差值 .
另外 , 当机床配有仿形扫描选项时 , 在屏幕的右侧将出现一窗口 , 用来显示仿形控
测器的相关位置值 .
CNC 8055
CNC 8055i
轴坐标的显示格式取决于轴机床参数 "DFORMAT" 的设置 .
控测器的修正因子不取决于机床的当前工作单位 .
探测器在每轴 (X, Y, Z) 上的偏差及总偏差 "D" 的显示格式取决于轴机床参数
"DFORMAT" 的设置 .
4.2.6 用户显示模式
当通用机床参数 "USERDPLY" 值规定的相应的子程序号后 , 按此软键 [ 用户 ] 将
在用户通道执行相应的子程序 .
退出此用户子程序的执行并返回到上一级菜单 , 请按 [ESC] 键 .
·M· MODEL
(SOFT V11.1X)
48
Page 80

4.2.7 执行时间显示模式
当对零件程序进行模拟时 , 会有此显示模式 , 相应的窗口区分布如下 :
操作手册
4.
显示选择
执行 / 模拟
• 此窗口显示在100%程序进给率情况下,执行完程序所需大概时间. 显示以下信息:
每把刀具 (TOOL) 定位所需时间 (POS.TIME), 当前程序机床轴加工移动所需时
间 (MACH.TIME) .
执行程序总时间 .
M 功能执行所需时间 .
程序执行过程中的换刀次数 .
• 机床各轴位置值 .
机床各轴坐标值显示格式及理论实际值显示取决于机床参数的设置 : 轴参数
"DFORMAT", 一般参数 "THEODPLY".
每一坐标轴后可分别显示以下几种坐标值 :
命令值 显示的是轴要到达的位置 , 即程序坐标 .
实际值 显示的是各轴的当前位置 .
剩余移动量 显示到程序坐标还有多少量要走 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
49
Page 81

4.
操作手册
MDI
执行 / 模拟
4.3 MDI
此 MDI 模式不会出现在模拟方式下 , 只出现在执行或手动方式下 . 另外当一程序正
在运行时 , 不会出现 MDI, 要想执行 MDI 方式 , 必须中断当前程序的执行 .
通过MDI 方式可以执行任何一个程序段 (ISO 代码或高级语言程序段 ), 当按下 [MDI]
软键时 , 在屏幕下方相应的会出现一些软键功能 , 便于你输入程序段代码指令 .
当按下 [MDI] 并在光标编辑区输入完要求执行的程序指令时 , 此时按下 [START] 循
环启动键 , 就可开始执行此指令 , 并且保持 MDI 模式不变 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
50
Page 82

4.4 刀具检查
此方式不会出现在模拟模式下 , 当一零件程序正在执行时 , 要想执行刀具检查 , 必
须先中断程序的执行 .
当进入刀具检查模式中时 , 此时无需进入到手动方式就可控制所有相关的机床运动
; 并且此时操作面板上的相关轴方向控制键 (X+, X-, Y+, Y-, Z+, Z-, 4+, 4-, 等
) 被使能 ; 同时屏幕下方将出现对应于刀具检查模式的一些相关软键 ( 如表 ,MDI 及
重定位等 ), 利用 MDI 可以执行一些相关程序段指令 ,重定位功能用来在刀具检查结
束后将相关轴退回到执行刀具检查前的坐标位置 .
可按如下方式进行刀具交换 :
1. 将刀具移到换刀点位置 .
2. 为了以相似的特征寻找另一把刀具 , 访问 CNC 表 ( 刀具 , 刀具偏置等 ).
3. 在 MDI 方式下选择新的刀具 .
4. 进行刀具交换
5. 将轴退回到执行刀具检查前的位置 ( 重定位 ).
6. 按 [START] 键恢复程序的执行 .
此移动可通过操作面板上的手动键或 MDI 方式进行 , 也可通过手轮进行移动 .
该操作的完成取决于当前机床换刀架的类型 ; 可在 MDI 方式下完成此操作 .
操作手册
4.
刀具检查
执行 / 模拟
注意 : 如果在刀具检查期间,主轴是停止的, CNC 重定位时将按它以前的转向 (M3
或 M4)重新启动 .
在刀具检查模式 ,CNC 可提供以下相应的软键 :
"MDI" 软键
MDI 方式可以允许任何一个程序段 (ISO 代码或高级语言程序段 ), 当按下 [MDI] 软
键时 , 在屏幕下方相应的会出现一些软键功能 , 便于你输入程序段代码指令 .
当按下 [MDI] 并在光标编辑区输入完要求执行的程序指令时 , 此时按下 [START] 循
环启动键 , 就可开始执行此指令 , 并且保持 MDI 模式不变 .
" 表 " 软键
可以进入各种不同的表格数据中 ( 包括零点偏置、刀具偏置、刀具、刀具库、参数 ).
当进入了相应的表格数据中时 , 就可进行修改等操作 .
按 [ESC] 键可返回上一级菜单 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
51
Page 83

操作手册
" 重定位 " 软键
在执行完刀具检查后 , 用户可执行重定位 , 将刀具退回到刀具检查前的位置 .
重定位方式可以通过通用机床参数 REPOSTY (P181) 进行定义 .
4.
执行 / 模拟
刀具检查
基本重定位方式
会将轴定位到刀具检查前的位置 .
当按此软键时,CNC 将显示可被重定位的轴 , 并且询问以什么样的轴顺序进行轴重定
位移动 .
[ 平面 ] 软键用来对主平面中的所有轴进行重定位 , 其它软键则用来重定位非主平
面轴 .
重定时轴的移动顺序取决于轴选择顺序 .
选择相应的轴 , 按 [START] 键开始执行重定位 . 可单轴或多轴同时进行重定位 .
扩展重定位方式
当参数设置为扩展重定位方式 , 此时按下 [ 重定位 ] 软键 , 将会出现一些软键来执行
以下一些相应的功能 :
• 如果在刀具检查期间,执行了相应的主轴功能 (M3, M4, M5, M19)等 , 那么在重定
位时将显示相应的主轴功能键 , 以便将主轴恢复到刀具检查前的状态 .
选择此软键 , 然后按 [ 循环启动 ] 键 ,CNC 将恢复主轴到刀具检查前的状态 .
如果刀具检查前 , 主轴工作在 M19 闭环状态 , 那么在重定位时也将显示相应的
M19 软键功能 .
• 当选择相应的轴软键并按 [ 循环启动 ] 键时 , 轴将定位到刀具检查前的位置 .
可以同时选择多轴进行重定位 , 但不能同时对轴和主轴进行重定位 .
• 单轴或多轴在进行重定位的过程中,随时可中断并再次进入到刀具检查模式进行
操作 , 然后再进行重定位 ; 此操作可进行任意次 .
• 进入刀具检查模式后,可通过手动方向控制键或电子手轮对机床各轴进行连续或
增量方式移动 ; 机床各轴的移动被重定位终点和各轴的软限位限制 .
如果使用电子手轮 , 则移动时不受重定位点限制 .
• 当轴移动到重定位终点时,就不能被手动移动了;要想移动,必须再次进入刀具检
查模式 .
• [结束重置] 软键可用来退出重定位,然后按循环启动键[CYCLE START] 开始程序
的执行 .
如果退出重定位模式时 , 各轴没有被正确的重定位 ; CNC 将会将机床各轴从当前
点移动到重定位点 .
:
:
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
52
Page 84

• 按[刀具检查]软键可进入刀具检查模式,此时可通过手动键或电子手轮以连 续或
增量方式移动机床各轴 , 此种情况下 , 轴的运动仅仅受限于软限位 .
除此之外 , 还可在刀具检查模式按 [MDI] 软键进入到 MDI 方式来执行一些程序段
指令 .
" 修改偏置 " 软键
按此软键后 , 在屏幕上将出现帮助图形 , 相应的数据区可以进行编辑 , 数据区可以
通过 [§] [¨] [©] [ª] 或下方的软键进行选择 .
也可对非当前刀具进行相应的设置,只要在T区输入刀具号后按[ENTER]键就可以了.
• 对当前刀具只能对 I 和 K 区值进行修改
• 要想对D值进行修改,可以在T区选择其它的刀具,也就是说可以对非当前刀具进
行 I-K-D 值修改 .
I - K区值为增量值,且I为直径值;输入确定后此值将增加到刀具偏值表中对应的I和K
区.
可以输入的I或K最大值由机床参数 MAXOFFI 和 MAXOFFK 进行限制 , 当输入的
值大于此设定值时 , 将会相应的消息提示 .
操作手册
4.
刀具检查
执行 / 模拟
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
53
Page 85

操作手册
4.5 图形
在此状态你可选择图形显示类型以及相对应的图形显示参数 .
只有程序在中断或没有被执行的情况下才可进入图形显示模式 ; 如果有程序正在被
进行 , 必须将其中断才可进入图形显示方式 .
一旦选定了图形显示类型及图形参数 , 即使程序在执行状态 , 也可对图形显示类型
及图形参数进行改变 .
4.
执行 / 模拟
图形
当按下 [ 图形 ] 软键时 , 在屏幕下方会相应的显示如下各软键 :
• 图形类型 .
• 显示区 .
• 放大 .
• 视点 .
• 图形参数 .
• 清屏 .
• 取消图形 .
图形显示时的常用操作方法 :
1. 定义显示区 . 显示区的大小取决于工件的大小, 且显示区的坐标参考当前被激活
的工件零点 .
2. 选择进行图形显示的图形类型 .
3. 进行 视点 定义 . 视点功能只有在图形类型为 3D 或 SOLID时才可获得 .
4. 通过 图形参数 对图形显示的路径颜色等进行设置 .
当零件程序正在执行或模拟时 , 可以将其中断来选择其它的图形类型进行显示 , 或
通过缩放功能来改变显示区的大小 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
54
Page 86

4.5.1 图形类型
CNC 有两种图形显示模式 , 平面图形及实体图形 ;两者彼此独立 ,在其中一种模式下
显示时 , 不会影响另外一显示模式下的图形状态 .
可通过相应的 CNC 软键来对图形类型进行选择 .
除非通过 [ 取消图形 ] 软键功能关闭图形显示 , 或将 CNC 关闭 , 或选择了另外一种
图形显示类型 , 否则被选择的图形类型将一直保持有效 .
每次选择图形类型后 , 所有上次使用的相关图形显示条件 ( 缩放 , 图形参数和显示
区等 ) 将保持有效 , 这些条件在将 CNC 关闭并重启后仍然有效 .
操作手册
4.
所选择的图形类型和下列信息将出现在屏幕的右边 :
图形
执行 / 模拟
• 轴当前实际位置 . 刀具位置表示刀尖的位置 .
• 进给率 (F)和当前主轴速度 (S).
• 当前刀具 (T)及其所用偏置 (D) .
• 用于图形显示的视点,它由XYZ三轴定义.视点方向可通过[视点]软键功能进行修
改.
• 两个立方体或两个长方体 , 取决于所选择的视点
立方体的边是彩色的, 表示当前选择的显示区 ,并绘制一条线表示所选择显示区
的尺寸 .
当视点显示立方体的一条边或所选择的图形类型对应于 XY,XZ 或 YZ 平面之一时
,CNC显示2个长方体表示图形区(彩色长方体)所选择的显示区(非彩色长方体).
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
55
Page 87

4.
操作手册
图形
执行 / 模拟
该 CNC 将显示刀具沿 X,Y 或 Z 轴完成的所有加工操作 , 但沿 Z 轴负向对工件的侧面
加工除外 ( 从 -Z 到 +Z 方向 ).
当模拟零件程序时 ,CNC 分析对应的刀具偏置表中的刀具长度 L 数值 .
如果该值是正的 , 图形显示在工件的正侧完成(从+到-方向);如果是负的 , 它将
在工件的负侧完成 ( 从 - 到 + 方向 ).
必须记住 ,CNC 将 L0 作为正值处理 . 同果在执行或模拟期间没有定义刀具 ,CNC 将用
L0 和 R0 作为缺省值 .
平面图形
该类型利用多色线绘制所选择平面 (XY, XZ, YZ) 的刀具路径 .
可以获得以下几种图形 :
3D 三维视图 .
XY, XZ, YZ 平面视图 .
组合视图 此种图形显示方式将当前屏幕划分为四个象限,分别显示平面
视图 XY, XZ, YZ 及三维视图 .
图形显示在出现下列情况时将消失 :
• 按 [ 清屏 ] 软键
• 按 [ 取消图形 ] 软键
• 改变图形类型 (顶视图或实体 ).
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
56
Page 88

实体图形
该图形类型可用两种不同的方式提供相同的信息 : 可以是三维实体 (SOLID) 或零件
的局部视图 (SECTION VIEW).
当在这些模式执行或模拟程序时 , 可以在两者中的任一种中显示图形 .
模拟程序时 , 通常局部视图速度快于实体图形显示 , 因此我们建议在局部视图中完
成程序的模拟, 然后在实体图形中完成程序的执行,两者最终的显示效果是一样的 .
操作手册
模拟或执行程序后产生的图形将在下列情况下消失 :
• 按[清屏]软键.
• 按 [ 取消图形 ] 软键 .
• 改变图形类型 (3D, XY, XZ, YZ, 组合视图等 ).
TOP VIEW
该选项在 XY 平面显示零件的截面视图 , 用不同的灰度表示零件的深度 .
当前显示区的 XZ 和 YZ 的截面视图也通过 XY 平面的局部视图指示线进行显示 .
可以通过相应的光标键移动指示线来对其它截面视图进行选择 .
此功能即使程序在执行或模拟当中都可使用,CNC总是显示与新的指示线对应的新截
面.
一旦执行或模拟操作结束或程序被临时中断,CNC为了更好的表示颜色和深度将重新
绘制截面图 .
这种类型的图形只显示刀具沿 Z 轴的位置 , 不显示刀具没X或Y轴的位置.然而,
当切换到实体图形时将显示所有的加工操作 .
SOLD
该选项将显示零件程序在执行中的三维图形 .
如果在执行或模拟程序时没有选择刀具 ,CNC 将采用 L0 和 R0作为缺省的刀具长度及
半径偏置值 ; 因此 CNC 只显示编程理论路径图形 , 零件毛坏并不被加工 , 因为刀具
半径为零 (R0).
局部视图
( 实体图形 )
4.
图形
执行 / 模拟
依据模拟的速度屏幕被周期性的刷新 , 并且不论刀具移动的方向 , 图形总是从左到
右进行刷新 .
当开始执行或模拟程序时 , 如果此程序的原图形轨迹已存在于当前显示区 , 则执行
时只会在原基础上进行重画 ; 当然可以通过 [ 清屏 ] 软键先将原有图形删除 , 然后
再开始程序的模拟或执行 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
57
Page 89

操作手册
4.5.2 显示区
要进行显示区的定义 , 必须将程序模拟或执行方式中断 , 如果在执行或模拟当中是
不能进行显示区的定义的 .
通过该选项 , 可以重新定义各轴的最大及最小值 , 从而改变显示区的大小 ; 此值参
考工件坐标系 .
为了方便定义显示区大小,CNC在屏幕的右上角提供了几个窗口用来指示当前显示区
各项值 .
4.
执行 / 模拟
通过上下光标键 [©] [ª] 在此窗口选择要修改的项 , 然后键入需要的值 .
一旦此窗口各项值定义好 , 需按 [ENTER] 键确认 .
图形
退出显示区定义而不进行任何改变请按 [ESC] 键 .
在平面图形显示中 (3D, XY, XZ, YZ, 组合视图 ), 提供一软键功能 [ 最佳区域 ], 利
用此软键可以很方便的改变当前显示区的大小 , 从而包含所有平面及已加工的刀具
路径 .
每次改变显示区后,CNC 将重新生成加工路径到加工当前点 , 如果需生成的点数超过
了 CNC 当前内存空间 , 将只会生成加工当前点 , 而以前点将消失 .
在实体图形显示中 , 仅当 CNC 有 PowerPC 集成电路板时 , 才会重新生成加工路径 .
在某些机床应用中 ( 例如冲床 ), 仅仅有 XY 平面 ; 因此我们建议将 Z 轴最小设为 Z
= 0,Z轴最大设为Z = 0.0001,那么在局部视图中将仅仅显示XY平面图形(不会对XZ和
YZ 平面进行显示 ).
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
58
Page 90

4.5.3 放大
为了使用此功能 , 必须没有程序在执行或模拟中 , 如果有 , 需先将其中断 .
通过此选项 , 可对当前显示区进行放大或缩小显示操作 ; 此放大功能不适用于组合
视图及局部视图 TOP VIEW 中.
当选择该选项时,CNC 将在当前图形上显示一个双边窗口 , 并在屏幕的右下角重画一
个窗口 ; 这个新窗口表示所选择的新显示区 .
可以通过屏幕下方的软键 [ 缩放 +],[缩放-]或[+],[-] 键来对新的显示区进行放大
或缩小操作 , 也可通过上下左右光标键 [©] [ª] [§] [¨] 对当前锁定的显示区窗口进
行移动 .
操作手册
4.
按软键 [ 初始值 ], 将采用通过显示区设置的值 ;CNC 显示该数值 , 但不退出该缩放
模式 .
一旦显示区放大操作定义完毕 , 需按 [ENTER] 键确认 .
退出此方式而不进行任何改变请按 [ESC] 键 .
每次改变显示区后,CNC 将重新生成加工路径到加工当前点 , 如果需生成的点数超过
了 CNC 当前内存空间 , 将只会生成加工当前点 , 而以前点将消失 .
在实体图形显示中 , 仅当 CNC 有 PowerPC 集成电路板时 , 才会重新生成加工路径 .
图形
执行 / 模拟
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
59
Page 91

操作手册
4.5.4 视点
要想使用此功能 , 必须没有程序在执行或模拟当中 ; 如果程序在执行或模拟中 , 必
须先将其中断 , 才能使用此功能 .
在任意三维图形显示时 (3D, 组合视图或 SOLID 实体 ), 都可利用视点功能来改变图
形显示角度 . 可通过上下左右光标键来相应的移动 X, Y 和 Z 轴的位置来改变视点角
度.
当选择该选项时,CNC 将在屏幕的右边醒目显示当前的视点 .
4.
执行 / 模拟
图形
通过左右光标键 [§] [¨],可将XY平面绕Z轴旋转360度; 通过上下光标键 [©] [ª]
可将 Z 轴最多倾斜 90°.
一旦选择了新的视点角度请按 [ENTER] 键确认 .
如果以前或再次选择了 SOLID GRAPHICS 实体图形 ,CNC 将用新的视点角度刷新并
显示同一零件 .
而在选择了 3D 或 COMBINED VIEW 组合视图时 ,CNC 将保持当前的图形显示 , 只
有执行下一程序加工时才采用新的视点定义角度 ; 这些程序段将在已有的图形上进
行绘制 . 然而为了重新绘制未加工的零件可以用 [ 清屏 ] 软键对当前屏幕图形进行
先清除 .
退出此方式而不进行任何改变请按 [ESC] 键 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
60
Page 92

4.5.5 图形参数
此参数可在图形显示方式的任何时候进行修改 , 即使零件程序在执行或模拟当中 :
利用该功能可对模拟速度和刀具移动轨迹颜色进行修改 .
参数修改后将被 CNC 立即采用 , 即使程序在执行或模拟中也是这样 .
按 [ 图形参数 ] 软键后 , 对应将出现以下软键功能选项 :
操作手册
模拟速度
利用该选项可修改在模拟方式下执行零件程序时所用的速度百分率 . 此值将一直有
效直到选择了另一个值或 CNC 进行了复位操作 .
CNC 将在屏幕的右上角显示一窗口表示当前选择的模拟速度百分率 .
此值可通过左右光标键 [§] [¨] 进行改变 , 一旦值确定需按 [ENTER] 键确认 , 如果按
下了 [ESC] 键将不会作任何修改 .
也可在缩放重画时改变模拟的速度 ; 这可让我们对某一特定加工操作进行检查 .
路径颜色
利用该选项可以在执行或模拟方式修改用于绘制各种刀具路径的颜色 . 仅可用在平
面视图中 (3D, XY, XZ, YZ 和组合视图 ). 有以下参数 :
• 快速移动颜色 .
• 理论路径颜色 .
• 带刀具补偿的路径颜色 .
• 螺纹加工路径颜色 .
• 固定循环加工路径颜色 .
4.
图形
执行 / 模拟
在屏幕的右侧有提供各种可选择的路径颜色 , 用户可定义 .
如果选择的是黑色或透明色 , 在显示加工图形路径时 , 此两种颜色将显示不出来 .
通过 [©] [ª] 键来选择要修改的项 , 然后通过 [§] [¨]键进行值的改变 .
一旦选定了某种颜色 , 要按 [ENTER] 键进行确认 ; 如果选定了某种颜色而按下了
[ESC] 键 , 将不会进行颜色的改变 ; 进入此模式后按 [ESC] 键可退出此模式而不进
行任何修改 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
61
Page 93

4.
操作手册
SOLID 颜色
利用该选项 , 可改变绘制实体的颜色 , 且此选项只用于实体图形显示模式 ; 可以获
得以下参数 :
• X 侧面外颜色 .
• Y侧面外颜色 .
• Z侧面外颜色 .
• X 侧面内颜色 , 已加工的侧面 .
• Y 侧面内颜色 , 已加工的侧面 .
• Z 侧面内颜色 , 已加工的侧面 .
执行 / 模拟
图形
为了方便用户对当前显示区进行修改,CNC 在屏幕的右侧提供了几个窗口 , 有各种可
选择的路径颜色 , 其中当前使用的颜色被选定 .
在所提供的可选颜色中 , 如果选择黑色的话 , 此时在加工工件的内边或外边时 , 将
不能显示任何加工操作 .
通过 [©] [ª] 键来选择要修改的项 , 然后通过 [§] [¨]键进行值的改变 .
一旦选定了某种颜色 , 要按 [ENTER] 键进行确认 ; 如果选定了某种颜色而按下了
[ESC] 键 , 将不会进行颜色的改变 ; 进入此模式后按 [ESC] 键可退出此模式而不进
行任何修改 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
62
Page 94

4.5.6 清屏
如果当前零件程序正在执行 , 是不能对图形显示进行清屏的 ; 要想清屏 , 必须中断
当前程序的执行 .
此功能用来清除当前屏幕工件加工图形显示 .
当选择实体图形时 , 此时清屏 , 系统将恢复图形显示相关参数到初始状态 , 并且返
回到初始加工状态 .
操作手册
4.
图形
执行 / 模拟
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
63
Page 95

4.
操作手册
图形
执行 / 模拟
4.5.7 取消图形
此功能可以在任何时候执行 , 即使当前程序正在进行加工或模拟 :
按下此软键时 , 将关闭图形显示功能 .
要想激活图形显示功能 , 必须重新按 [ 图形 ] 软键 ; 而当程序正在执行或模拟时 ,[
图形 ] 软键是不会出现的 . 所以必须在程序没有被执行或模拟 , 或者程序在被中断
的情况下 , 此时才会出现 [ 图形 ] 软键 , 从而可以打开图形显示功能 .
另外当取消图形显示时 , 系统将恢复到最后使用过的相关图形显示条件 ( 图形类型 ,
缩放 , 图形参数和显示区 ) 等 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
64
Page 96

4.5.8 测量
要使用测量功能 , 必须选择平面 XY, XZ 或 YZ 并且零件程序不能在执行或模拟当中
; 如果零件程序正在执行或模拟 , 必须中断 .
一旦选择此功能 ,CNC 屏幕将显示如下信息 :
操作手册
4.
图形
执行 / 模拟
被测量的部分将以点线和两个光标显示在 CRT 的中心 , 同时,屏幕的右边将显示:
• 此两光标相对于工件零点的坐标位置 .
• 光标间的距离 "D", 沿 X 及 Z 轴的距离 "δX" 和 "δY".
• 光标步长 "ε" 对应于所选择的显示区 , 以毫米或英寸工作单位给出 .
CNC 将以红色显示被选择的光标及其坐标值 .
可以通地过 [+] 或[-]键选定另外一光标, 一旦被选择,光标及其坐标值将以红色显示.
可通过 [©] [ª] [§] [¨] 光标方向键移动两光标 , 改变其位置 .
另外 : 我们可通过按键序列 [SHIFT]+[©], [SHIFT] +[ª], [SHIFT]+[§], [SHIFT]+[¨]
将光标移动相应轴的极限位置 .
要退出此命令返回到图形主界面 , 可按 [ESC] 键 .
同样 , 如果其间 [START] 键被按下 ,CNC 也将退出此模式而返回到图形主界面 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
65
Page 97

4.
操作手册
单段
执行 / 模拟
4.6 单段
当按下 [ 单段 ] 软键时 ,CNC 保持当前运行模式并处于单段执行方式 ; 你可以在执行
程序的过程当中按 [ 单段 ] 或在运行程序前按 [ 单段 ] 都可以 .
如果选择了单段方式 ,CNC 将仅执行程序中的一段 , 然后保持运行模式 ,想要执行下
一段请按 [START] 键 .
如果选择了单段执行方式 , 在 CNC 的上屏幕将显示单段两字 ; 当然如果没有选择将
没有 .
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
66
Page 98

编辑
5
编辑操作模式用来对存储在内存中的零件程序进行编辑、修改或预览 .
要想对存储在卡 A、硬盘中零件程序进行编辑修改操作 , 必须首先将它们拷贝至 CNC
内存中 .
编辑新零件程序时 , 必须首先指定程序号 ( 最多 6 位数字 ), 然后按 [ENTER]; 要想
对已有程序进行修改, 必须首先在程序目录结构中通过上下光标键 [©] [ª]或上下翻
页键选择要修改的程序号 , 然后按 [ENTER].
一旦指定了相应的程序号,并按 [ENTER]键, 此时将进入到编辑主窗口,对应于 [F1]
到 [F7] 将分别出现以下软键 :
编辑 在选择的程序中添加一新的程序段行 .
修改 在选择的程序中对已存在的行进行修改 .
查找 在一程序中对某一字符串进行查找 .
替换 将程序中某一特定的字符串用另外一代替 .
删除程序段 通过此功能可以对程序中某一段 或多个相连的程序段
进行删除操作 .
移动程序段 通过此功能可以在一当前程序中 将一段或多个相连的
程序段移动到另外一个位置 .
拷贝程序段 通过此功能可以在一当前程序中 将一段或多个相连的
程序段拷贝到另外一个位置 .
拷贝到程序 此功能用来将当前程序中的一段 或多个相连的段拷贝
到另外一个程序当中 .
包括程序 此功能用来将另外一个程序当中的全部段含入到当前
程序中指定的位置 .
编辑器参数 在此可以进行自动编号( 如自动编号的开与关. 自动编
号的步长及初始号的定义 ). 另外还可进行示教轴的定
义.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
67
Page 99

操作手册
5.1 编辑
此 [ 编辑 ] 软键用来在当前选择的程序中添加一新的程序段 .
要想添加一新程序段 , 首先你要通过光标指定该新段将要放置的位置;该新段将添
加到当前光标所在行的下一行。
此时按下 [ 编辑 ] 软键,对应于 [F1] 到 [F6] 将会出现以下几种软键,它们分别对
应于几种不同的编程方式。
5.
编辑
编辑
如下所示:
CNC 语言
此种方式可以通过 ISO 代码或高级语言进行编程 .
See "5.1.1 Editing in CNC language" on page 69.
示教
在此种编辑模式下, 轴可以通过手动或手轮方式移动到所需的位置 ,然后可以通
过示教方式直接采用当前各轴坐标位置作为程序坐标(而无需手动键入相应值).
"5.1.2 示教编程 "
参见
交互
可以通过 CNC 提问 , 操作者作答方式进行编程 , 提供交互式页面 .
参见
"5.1.3 交互式编程 "
轮廓
用来编辑新轮廓 .
当一新轮廓的有关图形数据全部定义完后 ,CNC 可以自动生成对应于此图形轮廓
的相关 ISO 代码程序 .
"5.1.4 轮廓编辑器编程 "
参见
轮廓选择
用来对一已存在的图形轮廓进行修改 .
此时 CNC 要求操作者提供此图形轮廓的第一 (start) 和最后 (end) 程序段代码 ,
确定后 CNC 就会显示此轮廓图形 .
页 70.
页 71.
页 72.
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
用户
当为通用机床参数 "USEDIT" 定义了相应的程序号后 , 此时会在编辑主界面生成
一 [ 用户 ] 软键 , 按下此软键 ,CNC 就可在用户通道执行相对应的子程序 .
68
Page 100

5.1.1 CNC 语言编程
此种方式下编程 , 程序将被一段一段的进行录入 ; 每一程序段可以通过 ISO 代码语
言或高级语言进行编程 , 当然该段也可仅为以分号开始的程序段注释 .
当按下 [CNC 语言 ] 软键 , 此时对应于 [F1] 到 [F7] 的相应软键将改变为以白色背景
黑体字显示 . 当然此时各软键显示的是 : 在用 CNC 语言进行编程时可以获得的相应
功能 .
在此种编辑状态下可以通过按 [HELP]键获得相应的帮助功能 , 要退出帮助功能请按
[ESC] 键 .
当正在编辑的程序段显示在编辑区 , 如果此时按下 [ESC] 键 , 该段将会被取消且不
会出现在程序中 , 等于退出当前段编辑模式 .
当正在编辑的程序段在编辑区输入完毕 , 此时按下 [ENTER] 键 , 该段将会出现在当
前程序光标所在行的下一行 , 且光标会自动定位在刚输入的程序段行上 , 此时编辑
区将为空 , 等待输入下一程序段 .
要退出该种编辑模式 , 请按 [ESC] 或 [MAIN MENU] 键 .
操作手册
5.
编辑
编辑
CNC 8055
CNC 8055i
·M· MODEL
(SOFT V11.1X)
69
 Loading...
Loading...