

Page 1

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
Type 657 Diaphragm Actuator
Sizes 30-70 and 87
Contents
Introduction 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scope of Manual 1. . . . . . . . . . . . . . . . . . . . . . . . .
Description 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Specifications 2. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mounting the Actuator on the Valve 4. . . . . . . . .
Discussion of Bench Set 5. . . . . . . . . . . . . . . . . . .
Spring Verification 5. . . . . . . . . . . . . . . . . . . . . . . .
Installing the Stem Connector Assembly 6. . . . .
Deadband Measurement 6. . . . . . . . . . . . . . . . . .
Loading Connection 8. . . . . . . . . . . . . . . . . . . . . . .
Maintenance 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Actuator Maintenance 8. . . . . . . . . . . . . . . . . . . . .
Top-Mounted Handwheel Assembly 10. . . . . . . .
Side-Mounted Handwheel for Sizes 34
through 60 Actuators 11. . . . . . . . . . . . . . . . . .
Side-Mounted Handwheel for Sizes 70
and 87 Actuators 12. . . . . . . . . . . . . . . . . . . . . .
Casing-Mounted Adjustable Travel Stops 14. . .
Parts Ordering 15. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts Kits 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Kits for Side-Mounted Handwheels 17. . . . . . . . .
Kits for Top-Mounted Handwheels 17. . . . . . . . .
Parts List 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Actuator Assembly (figures 6, 7, or 8) 17. . . . . .
Top-Mounted Handwheel (figures 9 or 10) 18. .
Side-Mounted Handwheel (figure 11 or 13) 18. .
Casing-Mounted Adjustable Up Travel Stops
(figures 14 or 15) 22. . . . . . . . . . . . . . . . . . . . . .
Casing-Mounted Adjustable Down Travel Stops
(figure 16) 23. . . . . . . . . . . . . . . . . . . . . . . . . . . .
W2174-2/IL
Figure 1. Type 657 or 657-4 Actuator Mounted
through 70 and size 87. The Type 657-4 actuator in
sizes 70 and 87 is also covered. Refer to separate
instruction manuals for information about the valve
positioner and other accessories used with these
actuators.
on an easy-e
R
Valve
Introduction
Scope of Manual
This instruction manual provides information on
installation, adjustment, maintenance, and parts
ordering for the Type 657 actuator in sizes 30
www.Fisher.com
Do not install, operate, or maintain a Type 657
actuator without first D being fully trained and
qualified in valve, actuator, and accessory
installation, operation, and maintenance, and D
carefully reading and understanding the contents of
this manual. If you have any questions about these
instructions, contact your Emerson Process
Managementt sales office before proceeding.
D100306X012
Page 2
Instruction Manual
(1)
Acceptable Valve
Maximum Allowable
(2)
Maximum Diaphragm
Material Temperature
Pressure Connections
Form 1900
657 Actuator (30-70 and 87)
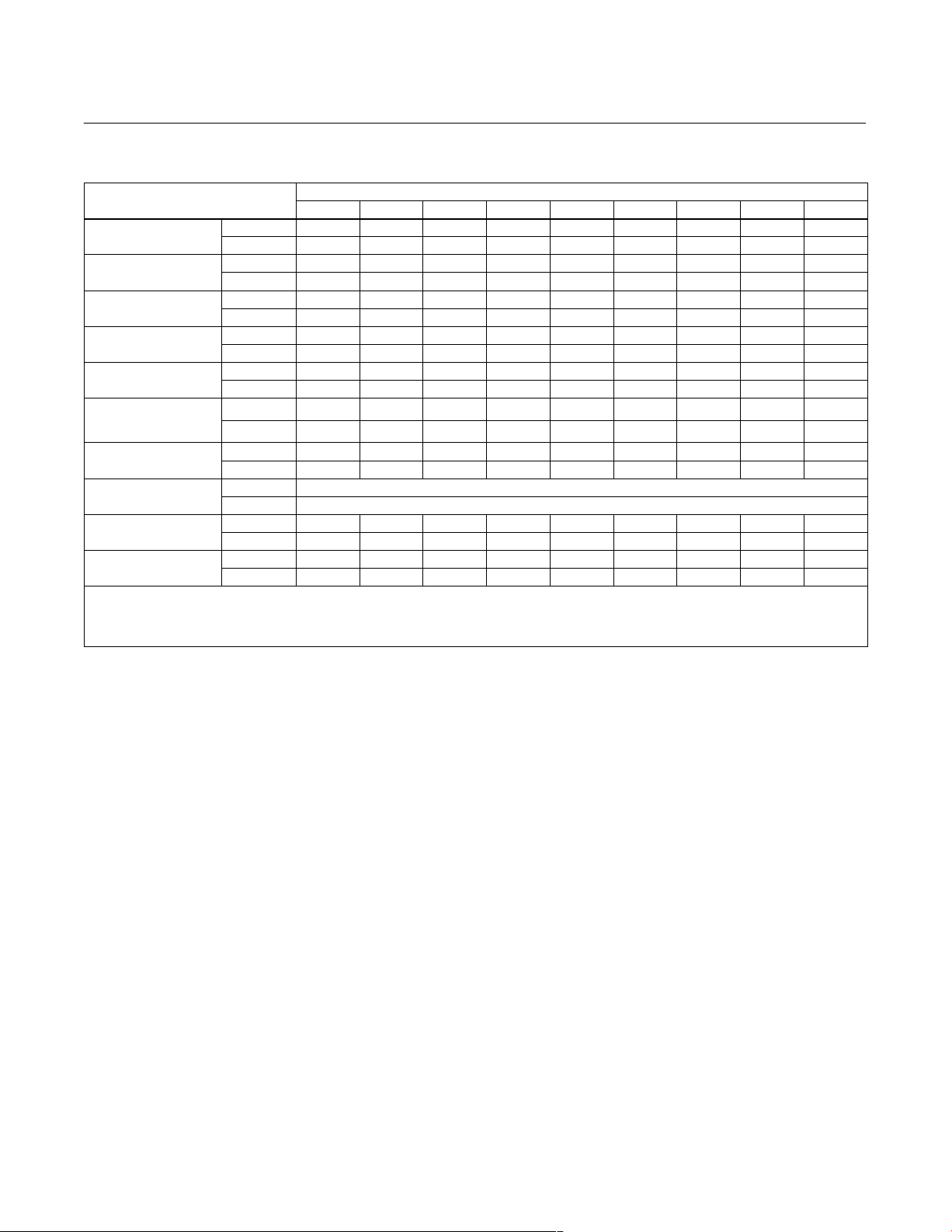
Table 1. Specifications
SPECIFICATION
2
Nominal Effective Area
Yoke Boss Diameters
Acceptable Valve
Stem Diameters
Maximum Allowable
Output Thrust
Maximum Travel
Maximum Casing
Pressure for
Actuator Sizing
Maximum Diaphragm
Casing Pressure
Material Temperature
Capabilities
Pressure Connections
(female)
Approximate Weights
1. These values also apply to the Type 657-4 actuator construction.
2. Actuator travel may be less than the value listed after connecting the actuator to the valve.
3. Maximum travel for Type 657-4 is 102 mm (4 inches).
4. Normal operating diaphragm pressure must not exceed maximum diaphragm casing pressure and must not produce a force on the actuator stem greater than the maximum allowable
output thrust or the maximum allowable valve stem load. Contact your Emerson Process Management sales office with questions concerning maximum allowable valve stem load.
5. This maximum casing pressure is not to be used for normal operating pressure. Its purpose is to allow for typical regulator supply settings and/or relief valve tolerances.
(4)
(4)
(4)(5)
cm
2
Inch
mm 54 54 71 71 71 90 90 90 127
Inches 2-1/8 2-1/8 2-13/16 2-13/16 2-13/16 3-9/16 3-9/16 3-9/16 5
mm 9.5 9.5 12.7 12.7 12.7 19.1 19.1 19.1 25.4
Inches 3/8 3/8 1/2 1/2 1/2 3/4 3/4 3/4 1
N 10230 10230 12010 25131 33582 25131 30246 39142 39142
Lb 2300 2300 2700 5650 7550 5650 6800 8800 8800
mm 19 29 38 51 51 51 51 76
Inches 0.75 1.125 1.5 2 2 2 2 3
Bar 8.6 4.5 4.5 3.4 2.8 3.4 2.8 3.8 3.8
Psig 125 65 65 50 40 50 40 55 55
Bar 9.6 5.2 5.2 4.1 3.4 4.1 3.4 4.5 4.5
Psig 140 75 75 60 50 60 50 65 65
_C Nitrile Elastomers: –40 to 82_C, Silicone Elastomers: –54 to 149_C, Fluorocarbons: –18 to 149_C
_F Nitrile Elastomers: –40 to 180_F, Silicone Elastomers: –65 to 300_F, Fluorocarbons: 0 to 300_F
1/4 In. NPT X X X X X X X - - - - - -
1/2 In. NPT - - - - - - - - - - - - - - - - - - - - - X X
kg 16 22 23 37 49 42 53 107 116
Lb 36 48 51 82 107 92 116 235 255
30 34 40 45 46 50 60 70
297 445 445 677 1006 677 1006 1419 1419
46 69 69 105 156 105 156 220 220
ACTUATOR SIZE
February 2007
(1)
(3)
(3)
87
76
(1)
(3)
(3)
3
Note
Neither Emerson, Emerson Process
Management, nor any of their affiliated
entities assumes responsibility for the
selection, use and maintenance of any
product. Responsibility for the
selection, use, and maintenance of any
product remains with the purchaser
and end-user.
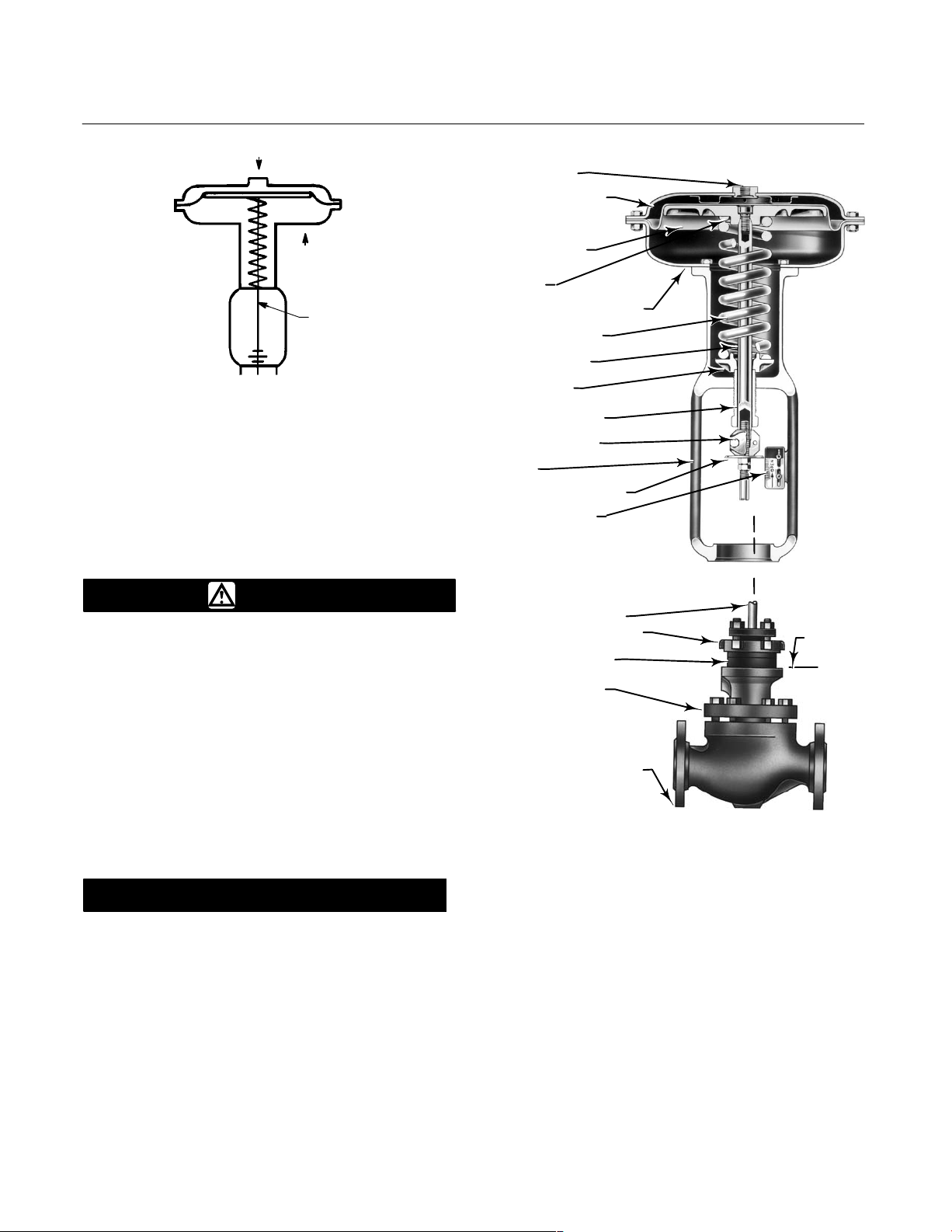
Description
The Type 657 actuator (figure 1) and the Type 657-4
actuator are direct-acting, spring-opposed
diaphragm actuators. They provide automatic
operation of control valve body assemblies. The
Type 657 actuator offers 76 mm (3 inches)
maximum actuator travel. The Type 657-4 actuator
provides 102 mm (4 inches) maximum actuator
travel. Both actuators position the valve plug in
response to varying pneumatic loading pressure on
the actuator diaphragm. Figure 2 shows the
operation of these actuators.
A Type 657 or 657-4 actuator can be equipped with
either a top-mounted or a side-mounted handwheel
assembly. A top-mounted handwheel assembly is
used as an adjustable up travel stop to limit actuator
travel in the up direction (see figure 2). A
side-mounted handwheel assembly is usually used
as an auxiliary manual actuator. Adjustable
casing-mounted up or down travel stops are also
available for this actuator.
Note
If repeated or daily manual operation is
expected, the actuator should be
equipped with a side-mounted
handwheel rather than a
casing-mounted travel stop or
top-mounted handwheel.
The side-mounted handwheel is
designed for more frequent use as a
manual operator.
Specifications
Refer to table 1 for Specifications of the Type 657
and 657-4 actuators. See the actuator nameplate for
specific information about your actuator.
2
Page 3
Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
AIR PUSHES
STEM DOWN
SPRING LIFTS
STEM UP
STEM
AF3833-A
A0792-2/IL
Figure 2. Schematic of Type 657 and 657-4 Actuators
Installation
Key number locations are shown in figures 6, 7,
and 8, unless otherwise indicated. Also, refer to
figure 3 for location of parts.
WARNING
Always wear protective gloves,
clothing, and eyewear when
performing any installation operations
to avoid personal injury.
Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
If installing into an existing
application, also refer to the WARNING
at the beginning of the Maintenance
section in this instruction manual.
NPT FEMALE
CONNECTION
DIAPHRAGM CASING
DIAPHRAGM AND
STEM SHOWN IN
UP POSITION
DIAPHRAGM
PLATE
LOWER DIAPHRAGM CASING
ACTUATOR SPRING
ACTUATOR STEM
SPRING SEAT
SPRING ADJUSTOR
STEM CONNECTOR
YOKE
TRAVEL INDICATOR DISK
INDICATOR SCALE
W0363–1/IL
VALVE STEM
YOKE LOCK NUT
YOKE BOSS
DIAMETER
BONNET
TYPICAL VALVE
(REFER TO
VALVE MANUAL)
W6199–1/IL
Figure 3. Actuator Mounting Components for Size 30
through 70 Actuators
MATCH
LINE
FOR
ACTUATOR
CAUTION
To avoid parts damage, do not use an
operating pressure that exceeds the
Maximum Diaphragm Casing Pressure
(table 1) or produces a force on the
actuator stem greater than the
Maximum Allowable Output Thrust
(table 1) or the maximum allowable
valve stem load. (Contact your
Emerson Process Management sales
office with questions concerning
maximum allowable valve stem load.)
D Valve/Actuator Assembly: If the actuator and
valve are shipped together as a control valve
assembly, it has been adjusted at the factory, and
may be installed in the pipeline. After installing the
valve in the pipeline, refer to the Loading Connection
procedures.
D Actuator Mounting: If the actuator is shipped
separately or the actuator has been removed from
the valve, it is necessary to mount the actuator on
the valve before placing the valve in the pipeline.
Refer to the actuator mounting procedures before
placing the valve in service. You may perform the
Bench Set Spring Adjustment procedures in this
3
Page 4
657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
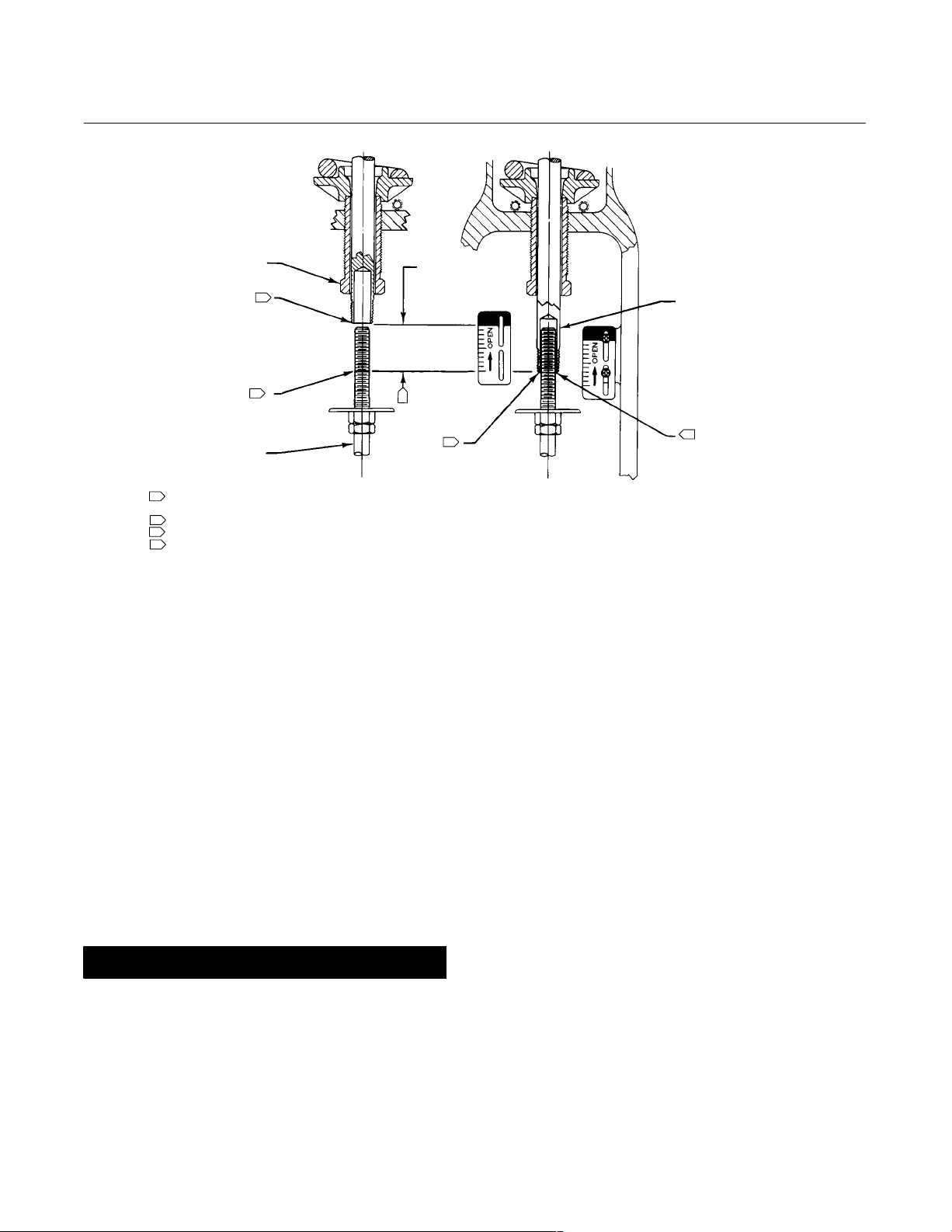
SPRING ADJUSTER
LOWER BENCH SET
LOADING PRESSURE
UPPER BENCH SET
PRESSURE MARK
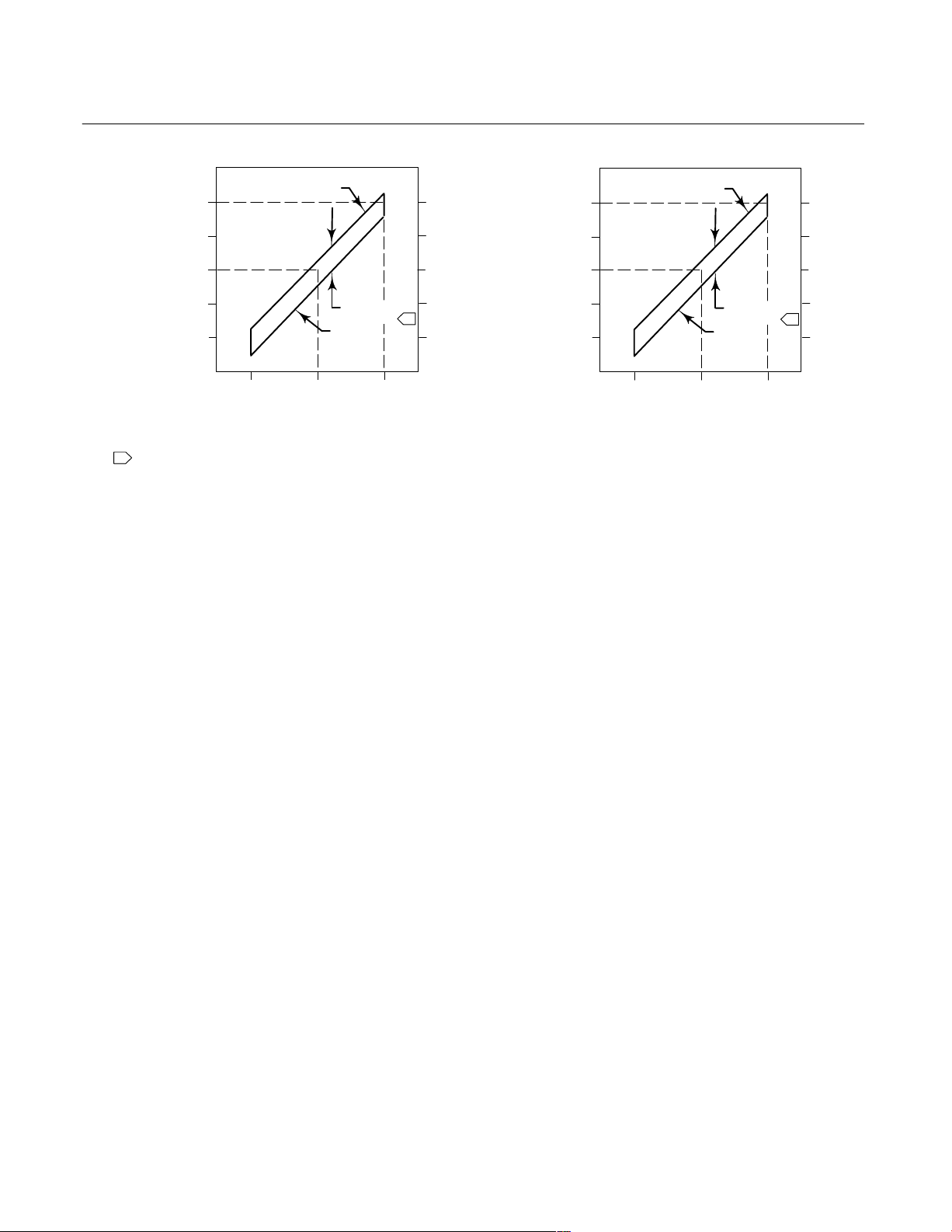
NOTES:
1
THE LOWER PSIG LOADING PRESSURE (MARKED ON NAMEPLATE)
WHERE THE FIRST MOVEMENT OF ACTUATOR STEM IS DETECTED.
2
THE UPPER PSIG LOADING PRESSURE EXTEND ACTUATOR STEM.
3
MARK THIS POINT WITH TAPE OR A MARKER.
MEASURE DISTANCE OF TRAVEL. IT SHOULD EQUAL THE TRAVEL SPAN
4
SHOWN ON THE TRAVEL INDICATOR SCALE.
40A8715–B
B2426 / IL
VALVE
STEM
1
3
RATED VALVE
TRAVEL MEASURE
4
MARK VALVE
STEM HERE
Figure 4. Bench Set Adjustment
section to confirm that the adjustment has not
changed since it was shipped from the factory.
D Positioner: If a positioner is installed, or is to
be installed on the actuator, refer to the positioner
instruction manual for installation. During the
adjustment procedures, it will be necessary to
provide a temporary loading pressure to the actuator
diaphragm.
Mounting the Actuator on the Valve
The Type 657 actuator spring loading pushes the
actuator stem up towards the actuator diaphragm
(see figure 2). This spring action moves the stem
away from the valve while installing the actuator.
CAUTION
If the valve stem is allowed to remain
in the up position (towards the
actuator) during mounting, it can
interfere with the actuator mounting,
possibly damage valve stem threads
or bend the valve stem. Be sure the
valve stem is pushed down (into the
ACTUATOR
STEM
UPPER BENCH SET
3
2
LOADING PRESSURE
valve body), away from the actuator
while mounting.
Provide a temporary method of applying diaphragm
loading pressure to the diaphragm to extend the
actuator stem during bench set spring adjustments.
1. Provide a vise or some other method of
supporting the valve and the weight of the actuator
during assembly. For direct or reverse acting valves,
push the valve stem down away from the actuator
while mounting the actuator.
2. Screw the stem locknuts all the way onto the
valve stem. With the concave side of the travel
indicator disk (key 14) facing the valve, install the
travel indicator disk on the valve stem. (Note: The
travel indicator disk is not used with size 87
actuators.)
3. Lift or hoist the actuator onto the valve bonnet:
a. For size 87 actuators, insert the cap screws
and tighten the hex nuts, securing the actuator to
the bonnet.
b. For all other size actuators, screw the yoke
locknut onto the valve bonnet and tighten the
locknut. (Note: On small size actuators, it may be
necessary to remove the indicator disk and
re-install it while lowering the actuator on to the
4
Page 5
Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
valve because the disk will not go through the
actuator yoke opening).
4. Do not connect the actuator stem to the valve
stem at this time. Whenever the actuator is installed
on the valve, it is recommended to perform the
Bench Set Spring Adjustment procedure to verify
that the actuator is still adjusted correctly.
Discussion of Bench Set
The bench set pressure range is used to adjust the
initial compression of the actuator spring with the
valve-actuator assembly “on the bench.” The correct
initial compression is important for the proper
functioning of the valve-actuator assembly when it is
put into service and the proper actuator diaphragm
operating pressure is applied.
The bench set range is established with the
assumption that there is no packing friction. When
attempting to adjust the spring in the field, it is very
difficult to ensure that there is no friction being
applied by “loose” packing.
Accurate adjustment to the bench set range can be
made during the actuator mounting process by
making the adjustment before the actuator is
connected to the valve (see the Spring Verification
Procedure).
If you are attempting to adjust the bench set range
after the actuator is connected to the valve and the
packing tightened, you must take friction into
account. Make the spring adjustment such that full
actuator travel occurs at the bench set range (a) plus
the friction force divided by the effective diaphragm
area with increasing diaphragm pressure or (b)
minus the friction force divided by the effective
diaphragm area with decreasing diaphragm
pressure.
For an assembled valve-actuator assembly, the
valve friction may be determined by following the
procedure described below:
1. Install a pressure gauge in the actuator loading
pressure line that connects to the actuator
diaphragm casing.
Note
Steps 2 and 4 require that you read
and record the pressure shown on the
pressure gauge.
2. Increase the actuator diaphragm pressure and
read the diaphragm pressure as the actuator
reaches its mid-travel position.
3. Increase the actuator diaphragm pressure until
the actuator is at a travel position greater than its
mid-travel position.
4. Decrease the actuator diaphragm pressure and
read the diaphragm pressure as the actuator
reaches its mid-travel position.
The difference between the two diaphragm pressure
readings is the change in the diaphragm pressure
required to overcome the friction forces in the two
directions of travel.
5. Calculate the actual friction force:
Friction
Force, = 0.5
pounds
Difference
in pressure
readings, psig
Effective
diaphragm area,
inches
2
Refer to table 1 for the effective diaphragm area.
When determining valve friction, you can make
diaphragm pressure readings at a travel position
other than mid-travel if you desire. If you take
readings at zero or at the full travel position, take
extra care to ensure that the readings are taken
when the travel just begins or just stops at the
position selected.
It is difficult to rotate the spring adjustor (key 12,
figure 6, 7, and 8) when the full actuator loading
pressure is applied to the actuator. Release the
actuator loading pressure before adjusting. Then
re-apply loading pressure to check the adjustment.
Spring Verification
Ensure that the actuator stem is at the top of its
travel as shown in figure 4 and not connected to the
valve. (Note: Some spring compression is required
to move the diaphragm to the top of its travel.) The
bench set steps provided are the same for direct or
reverse acting valves.
WARNING
When moving the actuator stem with
diaphragm loading pressure, use
caution to keep hands and tools out of
the actuator stem travel path. Personal
injury and/or property damage is
possible if something is caught
between the actuator stem and other
control valve assembly parts.
Also, provide a certified pressure gauge suitable to
accurately read the diaphragm pressure from 0
through the upper bench set pressure marked on the
5
Page 6

657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
nameplate. Apply loading pressure to the
diaphragm.
CAUTION
Stroke the actuator a few times to
ensure that the pressure gauge is
working correctly, and that the
actuator is functioning properly. To
prevent product damage, it is
important to be sure that the actuator
assembly is not
any loading friction on the actuator
stem movement.
1. If not already accomplished, provide a temporary
means of applying an adjustable loading pressure to
the actuator during bench set adjustments.
2. Set the diaphragm loading pressure at 0 psig.
Then, slowly raise the pressure from 0 psig towards
the lower bench set pressure while checking for the
first movement of the actuator stem. The actuator
stem should show movement at the lower bench set
pressure. If movement occurs before or after the
lower pressure is reached, adjust the spring adjuster
(see figure 4) into or out of the yoke until the
actuator stem’s movement is first detected at the
lower bench set pressure.
3. Be sure the spring adjuster is adjusted to meet
the requirements of step 2 above.
4. Apply the upper bench set loading pressure to
the diaphragm. This pressure extends the actuator
stem down towards the valve. (Note: the actuator
stem may slide over the valve stem as shown in
figure 4.) At the end of the actuator stem, use a
marker or a piece of tape to mark the valve stem
(see figure 4). (Note: If the actuator stem does not
pass over the valve stem, provide a method to mark
this point of stem travel.).
5. Slowly decrease the diaphragm loading pressure
until the lower bench set pressure is applied.
Measure the distance between the marker or tape
on the valve stem to the end of the actuator stem.
The distance should match the travel span shown on
the travel indicator scale (key 18). If the span of
travel is correct, bench set is complete. Proceed to
the Installing the Stem Connector Assembly
subsection.
6. If the travel span is not correct, a wrong or
damaged spring has been installed in the actuator.
To obtain the correct spring sizing information, refer
to Catalog 14, Actuator Sizing and Sample
Calculation sections to determine the correct spring
binding or producing
selection for your application. Or, contact your
Emerson Process Management sales office for
assistance. After replacing the spring, repeat the
steps above.
Installing the Stem Connector
Assembly
When installing the stem connector assembly
(key 26), the actuator and valve stem threads should
engage the threads of the stem connector by the
distance of the diameter of the stem.
Note
Replacement stem connectors are an
assembly of two stem connector
halves, cap screws, and a spacer
between the connector halves.
Remove the spacer and discard, if
present, before clamping the actuator
and valve stems together.
1. If necessary, push the valve stem down so that it
is touching the seat ring on direct acting valves. For
reverse acting valves, push the stem down to the
open position.
If necessary, screw the valve stem locknuts down,
away from the connector location. For all actuators
except size 87, ensure that the travel indicator disk
(key 14) is located on top of the locknuts.
2. Slowly increase the diaphragm pressure to the
upper bench set pressure. This should be the same
pressure used in the bench set steps, and it is
marked on the nameplate.
3. Place the stem connector half with the threaded
holes, approximately half way between the actuator
and valve stems. Refer to figures 6, 7, and 8 to help
locate the connector position.
Be sure that the actuator and valve stem threads are
engaging the threads of the stem connector by the
distance of one diameter of the stem.
CAUTION
Incomplete engagement of either the
valve stem or actuator stem in the
stem connector can result in stripped
threads or improper operation. Be sure
that the length of each stem clamped
in the stem connector is equal to or
greater than one diameter of that stem.
Damage to threads on either stem or in
the stem connector can cause the
parts to be replaced prematurely.
6
Page 7
Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
CLOSING
UPPER
BENCH SET
PRESSURE
LOWER
DIAPHRAGM PRESSURE, PSIG
BENCH SET
PRESSURE
NOTE:
1
DEADBAND IS CAUSED BY FRICTION.
A6763-2 / IL
15
9
3
0
OPEN
DIRECT ACTING VALVE REVERSE ACTING VALVE
VALVE
OPENING
VALVE
MID RANGE
VALVE TRAVEL
Figure 5. Typical Valve Response to Deadband
RANGE OF
DEADBAND
CLOSED
1.0
0.6
1
0.2
4. Install the other half of the stem connector and
insert the cap screws and tighten them. If installing a
positioner, also attach the feedback bracket at the
same time.
5. Screw the valve stem locknuts up until the
indicator disk contacts the bottom of the stem
connector, or for size 87 actuators, the stem
connector. Do not overtighten the locknuts.
6. Slowly decrease and then increase pressure
several times stroking the valve from the lower
bench set pressure to the upper pressure.
Be sure that the valve is in closed position (up or
down, depending on valve action). Loosen the
screws on the travel scale, and align it with the travel
indicator disk or stem connector. Stroke the valve full
travel to ensure that the travel matches the valve
travel on the travel indicator plate. If valve travel is
not correct, repeat the stem connector procedure.
Note
OPENING
UPPER
BENCH SET
PRESSURE
DIAPHRAGM PRESSURE, BAR
LOWER
DIAPHRAGM PRESSURE, PSIG
BENCH SET
PRESSURE
15
9
3
0
CLOSED
VALVE
CLOSING
VALVE
MID RANGE
VALVE TRAVEL
RANGE OF
DEADBAND
OPEN
Deadband Measurement
Deadband is caused by packing friction, unbalanced
forces, and other factors in the control valve
assembly. Deadband is the range a measured signal
can vary without initiating a response from the
actuator (see figure 5). Each actuator spring has a
fixed spring rate (force). You have verified that the
right spring was installed in the actuator by
completing the Bench Set Spring Adjustment steps.
Deadband is one factor that affects the control valve
assembly operation during automatic loop control.
The control loop tolerance for deadband varies
widely depending on the loop response. Some
common symptoms of the deadband being too wide
are no movement, a “jump” movement, or oscillating
movements of the actuator during automatic loop
control. The following steps are provided to
determine the span of deadband. The percent of
deadband is helpful in troubleshooting problems with
the process control loop.
1.0
0.6
1
DIAPHRAGM PRESSURE, BAR
0.2
For push-down-to-close valves, the
valve plug seat is the limit for
downward travel and the actuator
up-stop is the limit for upward (away
from the valve) movement. For
push-down-to-open valves, the
actuator down stop is the limit for
downward movement, and the valve
seat is the limit for upward (away from
the valve) movement.
1. Start at a pressure near the lower bench set
pressure, slowly increase pressure until the valve is
approximately at mid-travel. Note this pressure
reading.
2. Slowly decrease pressure until movement of the
valve stem is detected, and note this pressure.
3. The difference between these two pressures is
deadband, in psi.
7
Page 8
657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
4. Calculate the percent of deadband by:
Deadband, psi
Deadband = —————————————— = nn%
Bench Set Span, psi
Loading Connection
The loading pressure connections are made at the
factory if the valve, actuator, and positioner come as
a unit. Keep the length of tubing or piping as short as
possible to avoid transmission lag in the control
signal. If a volume booster, valve positioner or other
accessory is used, be sure that it is properly
connected to the actuator. Refer to the positioner
instruction manual or other manuals as necessary.
For actuators shipped separately or whenever the
actuator pressure connections are installed, use the
following steps:
1. Connect the loading pressure piping to the NPT
female connection in the top of the diaphragm
casing.
2. For sizes 70 and 87 actuators, if necessary,
remove the 1/4 inch NPT bushing if a 1/2 inch NPT
female connection is needed to increase connection
size. The connection can be made with either piping
or tubing.
3. Cycle the actuator several times to be sure that
the valve stem travel is correct when the correct
pressure ranges are applied to the diaphragm.
WARNING
If valve stem travel appears to be
incorrect, refer to the Bench Set
Spring Adjustment procedures at the
beginning of this section. To avoid
personal injury or product damage, do
not place the valve into service if it is
not reacting correctly to diaphragm
loading pressure changes.
Maintenance
Actuator parts are subject to normal wear and must
be inspected and replaced when necessary. The
frequency of inspection and replacement depends
on the severity of service conditions.
WARNING
Avoid personal injury or property
damage from sudden release of
process pressure or bursting of parts.
Before performing any maintenance
operations:
D Always wear protective gloves,
clothing, and eyewear when
performing any maintenance
operations to avoid personal injury.
D Disconnect any operating lines
providing air pressure, electric power,
or a control signal to the actuator. Be
sure the actuator cannot suddenly
open or close the valve.
D Use bypass valves or completely
shut off the process to isolate the
valve from process pressure. Relieve
process pressure from both sides of
the valve. Drain the process media
from both sides of the valve.
D Vent the power actuator loading
pressure and relieve any actuator
spring precompression.
D Use lock-out procedures to be
sure that the above measures stay in
effect while you work on the
equipment.
D The valve packing box may
contain process fluids that are
pressurized, even when the valve has
been removed from the pipeline.
Process fluids may spray out under
pressure when removing the packing
hardware or packing rings, or when
loosening the packing box pipe plug.
D Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
Actuator Maintenance
This procedure describes how the actuator can be
completely disassembled and assembled. When
inspection or repairs are required, disassemble only
those parts necessary to accomplish the job; then,
start the assembly at the appropriate step.
Key numbers refer to figures 6, 7, or 8 unless
otherwise indicated. Figure 6 shows the sizes 30
through 60 actuators, figure 7 illustrates the sizes 70
actuator, and figure 8 shows the size 87 actuator.
8
Page 9

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
Actuator Disassembly
1. Bypass the control valve. Reduce the loading
pressure to atmospheric, and remove the tubing or
piping from the upper diaphragm casing (key 1).
WARNING
To avoid personal injury from the
precompressed spring force thrusting
the upper diaphragm casing (key 1)
away from the actuator, relieve spring
compression (step 2, below), and
carefully remove casing cap screws
(key 22) (step 4, below).
2. Thread the spring adjuster (key 12) out of the
yoke (key 9) until all spring compression is relieved.
3. If required, remove the actuator from the valve
body by separating the stem connector (key 26) and
removing the yoke locknut or, for the size 87
actuator, the stud bolt nuts. Separate the stem
connector by loosening the stem nuts (keys 15
and 16) and unscrewing the two cap screws.
4. Remove the diaphragm casing cap screws and
nuts (keys 22 and 23), then lift off the upper
diaphragm casing (key 1).
5. Remove the actuator diaphragm (key 2).
6. Remove the diaphragm plate, actuator stem, and
cap screw (keys 4, 10 and 3) as an assembly. This
assembly can be broken down further, if required, by
removing the cap screw (key 3).
7. Remove the actuator spring (key 6) and the
spring seat (key 11).
8. If required, remove the lower diaphragm casing
(key 5) from the yoke (key 9) by loosening the cap
screws (key 8) that hold it in place.
9. If required, remove the spring adjuster (key 12)
by unscrewing it from the yoke (key 9).
installing and evenly tightening the cap screws
(key 8).
3. Set the actuator spring (key 6) squarely onto the
spring seat (key 11).
4. If the diaphragm plate and actuator stem (keys 4
and 10) are separate, fasten them together using the
cap screw and washer (keys 3 and 25). Coat the cap
screw threads with lithium grease (key 241). Tighten
the cap screw (key 3) to 41 NSm (30 lbfSft) torque for
size 30 actuators, 54 NSm (40 lbfSft) torque for
size 34 and 40 actuators, or 149 NSm (110 lbfSft)
torque for size 45 to 87 actuators. Slide the actuator
stem and diaphragm plate (keys 10 and 4) into the
yoke (key 9) so that the actuator spring (key 6) fits
squarely between the diaphragm plate and the
spring seat (key 11). Then slide the diaphragm rod
through the spring adjuster (key 12).
5. Place the diaphragm (key 2) pattern-side up on
the diaphragm plate (key 4). Align the holes in the
diaphragm and the lower diaphragm casing (key 5).
6. Position the upper diaphragm casing (key 1) on
the diaphragm (key 2) and align the holes.
Note
When you replace actuator
diaphragms in the field, take care to
ensure the diaphragm casing bolts are
tightened to the proper load to prevent
leakage, but not crush the material.
Perform the following tightening
sequence with a manual torque
wrench for size 30-70 and 87 actuators.
CAUTION
Over-tightening the diaphragm casing
cap screws and nuts (keys 22 and 23)
can damage the diaphragm. Do not
exceed 27 NSm (20 lbfSft) torque.
Actuator Assembly
1. Coat the threads and the spring seat bearing
surface of the spring adjuster (key 12) with lithium
grease (key 241), and thread the spring adjuster into
the yoke (key 9). Place the spring seat (key 11) in
the yoke on the spring adjuster and turn the spring
adjuster to ensure that threads are properly
engaged.
2. Position the lower diaphragm casing (key 5) on
the yoke (key 9), and fasten the parts together by
Note
Do not use lubricant on these bolts
and nuts. Fasteners must be clean and
dry.
7. Insert the cap screws (key 22), and tighten the
hex nuts (key 23) in the following manner. The first
four hex nuts tightened should be diametrically
opposed and 90 degrees apart. Tighten these four
hex nuts to 13 NSm (10 lbfSft).
9
Page 10

657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
8. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 13 NSm (10 lbfSft).
9. Repeat this procedure by tightening four hex
nuts, diametrically opposed and 90 degrees apart, to
a torque of 27 NSm (20 lbfSft).
10. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 27 NSm (20 lbfSft).
11. After the last hex nut is tightened to 27 NSm (20
lbfSft), all of the hex nuts should be tightened again
to 27 NSm (20 lbfSft) in a circular pattern around the
bolt circle.
12. Once completed, no more tightening is
recommended.
13. Mount the actuator on the valve by following the
procedures in the Installation section.
Top-Mounted Handwheel Assembly
A top-mounted handwheel assembly (figures 9
and 10) is usually used as an adjustable
casing-mounted up travel stop to limit full retraction
of the actuator stem. Turning the handwheel
clockwise moves the the handwheel stem (key 133,
figures 9 and 10) down, compressing the spring.
Instructions are given below for complete
disassembly and assembly of the top-mounted
handwheel assembly. Perform the disassembly only
as far as necessary to accomplish the required
maintenance; then, begin the assembly at the
appropriate step.
Key numbers refer to figure 9 (sizes 30 through 60)
and figure 10 (sizes 70 and 87), unless otherwise
indicated.
WARNING
To avoid personal injury from the
precompressed spring force thrusting
the upper diaphragm casing (key 1)
away from the actuator, thread the
spring adjuster (key 12) out of the
yoke until all spring compression is
relieved, then carefully remove casing
cap screws (key 22).
3. Remove the diaphragm casing cap screws and
nuts (keys 22 and 23, figures 6, 7, or 8), and lift off
the upper diaphragm casing and handwheel
assembly.
4. If necessary, the handwheel assembly can be
separated from the diaphragm casing by removing
the cap screws (key 141). This may be necessary to
replace the O-ring (key 139), or for ease of handling.
5. Loosen the travel stop locknut (key 137), and turn
the handwheel (key 51) counter-clockwise. Remove
the cotter pin and stop nut (keys 247 and 54), then
lift off the handwheel.
6. Unscrew the travel stop locknut (key 137) from
the handwheel stem (key 133), and turn the stem out
of the bottom of the body (key 142). A screwdriver
slot is provided on the top of the stem for this
purpose.
7. Replace the O-ring (key 138) in the body
(key 142).
8. For a handwheel assembly used on sizes 30
through 60 actuators, complete the disassembly by
driving out the groove pin (key 140, figure 9) and
sliding the pusher plate (key 135, figure 9) off the
stem.
For a handwheel assembly used on a sizes 70
or 87 actuator, complete the disassembly by
unscrewing the retaining screw (key 174, figure 10)
and removing the thrust bearing and pusher plate
(keys 175 and 135, figure 10). Because the retaining
screw (key 174) has left-hand threads, turn
clockwise to loosen.
Disassembly for Top-Mounted
Handwheel
1. Turn the handwheel (key 51) counter-clockwise
so that the handwheel assembly is not causing any
spring compression.
2. Bypass the control valve, reduce loading
pressure to atmospheric, and remove the tubing or
piping from the upper handjack body (key 142,
figures 9 or 10).
10
Assembly for Top-Mounted Handwheel
1. For a handwheel assembly used on sizes 30
through 60 actuators, coat the end of the
handwheel stem (key 133, figure 9) with anti-seize
lubricant (key 244). Slide the pusher plate (key 135,
figure 9), onto the stem, and drive in the groove pin
(key 140, figure 9) to lock the pieces together.
For a handwheel assembly used on a sizes 70
or 87 actuator, pack the thrust bearing (key 175,
Page 11

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
figure 10) with anti-seize lubricant (key 244). Place
the thrust bearing in the pusher plate (key 135,
figure 10), slide the two parts onto the handwheel
stem (key 133). Coat the retaining screw threads
with thread locking sealant (key 242). Insert and
tighten the retaining screw (key 174, figure 10).
2. Coat the O-ring (key 138) with lithium grease
(key 241), and insert the O-ring in the body
(key 142).
3. Coat the threads of the handwheel stem
(key 133) with anti-seize lubricant (key 244). Screw
the stem into the body (key 142).
4. Thread the travel stop locknut (key 137) onto the
handwheel stem (key 133).
5. Place the handwheel (key 51), and the stop nut
(key 54) on the handwheel stem (key 133). Tighten
the hex nut to fasten the parts together. Secure the
nut with the cotter pin (key 247).
6. If the body (key 142) was separated from the
upper diaphragm casing (key 1, figures 6, 7, or 8),
lubricate the O-ring (key 139) with lithium grease
(key 241), and place the O-ring in the body. Align the
holes in the diaphragm casing and the body, insert
the cap screws (key 141), and tighten them evenly
following a crisscross pattern to ensure a proper
seal.
7. Position the upper diaphragm casing (key 1) on
the diaphragm (key 2) and align the holes.
Note
When you replace actuator
diaphragms in the field, take care to
ensure the diaphragm casing bolts are
tightened to the proper load to prevent
leakage, but not crush the material.
Perform the following tightening
sequence with a manual torque
wrench for size 30-70 and 87 actuators.
Note
Do not use lubricant on these bolts
and nuts. Fasteners must be clean and
dry.
8. Insert the cap screws (key 22), and tighten the
hex nuts (key 23) in the following manner. The first
four hex nuts tightened should be diametrically
opposed and 90 degrees apart. Tighten these four
hex nuts to 13 NSm (10 lbfSft).
9. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 13 NSm (10 lbfSft).
10. Repeat this procedure by tightening four hex
nuts, diametrically opposed and 90 degrees apart, to
a torque of 27 NSm (20 lbfSft).
11. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 27 NSm (20 lbfSft).
12. After the last hex nut is tightened to 27 NSm (20
lbfSft), all of the hex nuts should be tightened again
to 27 NSm (20 lbfSft) in a circular pattern around the
bolt circle.
13. Once completed, no more tightening is
recommended.
14. Mount the actuator on the valve following the
procedures in the Installation section.
Side-Mounted Handwheel for Sizes 34
through 60 Actuators
A side-mounted handwheel assembly (figures 11
and 12) is normally used as a manual actuator for
sizes 34 through 60 actuators. Turning the
handwheel counter-clockwise past the neutral
position opens the valve. Two levers (key 146,
figure 11) on a handwheel assembly operate the
valve by moving the valve stem.
Instructions are given below for complete
disassembly and assembly. Perform the
disassembly only as far as necessary to accomplish
the required maintenance; then begin the assembly
at the appropriate step.
CAUTION
Over-tightening the diaphragm casing
cap screws and nuts (keys 22 and 23)
can damage the diaphragm. Do not
exceed 27 NSm (20 lbfSft) torque.
Disassembly for Side-Mounted
Handwheel (Size 34-60)
1. If desired, the handwheel assembly can be
removed from the actuator yoke. To do this, remove
the hex nuts (keys 147 and 170) from the U-bolts
(keys 166 and 143) that hold the assembly to the
yoke.
11
Page 12

657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
2. Remove the retaining ring (key 154) and drive out
the lever pivot pin (key 153).
3. Two screws (key 156) hold the right- and
left-hand levers (key 146) together. Remove the
screw from the top of the levers so that the levers
will drop down out of the assembly. Disassemble
further, if necessary, by removing the other screw.
4. Remove the screw (key 161) and pointer
mounting bolt (key 159, not shown) located behind
pointer (key 160).
5. Remove the stop nut (key 54), lockwasher
(key 150), and washer (key 149). Then remove the
handwheel (key 51), being careful not to lose the
small ball (key 55) and spring (key 56).
6. Loosen the locking set screw (key 168, not
shown). Then, using a suitable tool, unscrew the
bearing retainer (key 136).
7. Pull the handwheel screw assembly (key 145) out
of the handwheel body. The operating nut (key 132)
will come out with the screw. Also remove the
bushing (key 151).
8. If required, remove the two ball bearings
(key 152), one from the bearing retainer and the
other from the handwheel body.
Assembly for Side-Mounted Handwheel
(Size 34-60)
1. Pack the ball bearings (key 152) with anti-seize
lubricant (key 244). Insert one bearing and the
bushing (key 151) into the handwheel body
(key 142) as shown in figure 11 or 12. The bushing
is not used in a handwheel assembly for sizes 45
through 60 actuators.
2. Coat the handwheel screw assembly (key 145)
threads with anti-seize lubricant (key 244), and
thread the operating nut (key 132) onto the screw.
Slide the second ball bearing (key 152) onto the
screw, and insert the end of the screw into either the
bushing (key 151), as shown in figure 11, or into the
bearing.
3. Thread the bearing retainer (key 136) into the
body (key 142). Completely tighten the bearing
retainer, and then loosen it one-quarter turn. Tighten
the set screw (key 168, not shown) to hold the
bearing retainer in place.
4. Coat the groove in the handwheel body (key 142)
with lithium grease (key 241). Insert the spring
(key 56) and ball (key 55) into the handwheel
(key 51). Holding the ball and spring in the
handwheel, put the handwheel, the washer
(key 149), the lockwasher (key 150), and the stop
nut (key 54) onto the end of the handwheel screw
(key 145). Tighten the stop nut.
5. Position the pointer mounting bolt (key 159, not
shown) and pointer (key 160) as shown in figure 11
or 12. Insert and tighten the screw (key 161).
6. Assemble the two levers (key 146) with the cap
screws (key 156) for handwheel assemblies for
sizes 45, 50, and 60 actuators, or with the machine
screws (key 156) for handwheel assemblies on
sizes 34 and 40 actuators.
7. If the handwheel assembly was removed from the
yoke (key 9, figures 6, 7, or 8), remount the handjack
assembly to the yoke using the dowel pins for
alignment. Position the U-bolts (keys 166 and 143)
on the yoke, and hand-tighten the hex nuts
(keys 170 and 147) to hold the handwheel assembly
in position. Cap screws (key 163) should be tight
against the yoke legs to provide stability. Tighten
nuts (key 144). Finish tightening the U-bolt nuts
to 163 NSm [120 lbfSft] (key 170) and 41 NSm [30
lbfSft] (key 147). Be sure the handwheel assembly
remains flat against the mounting pad and
perpendicular to the yoke.
8. Position the levers (key 146) as shown in
figure 11 or 12. Insert the lever pivot pin (key 153),
and snap the retaining ring (key 154) onto the lever
pivot pin.
Side-Mounted Handwheel for Sizes 70
and 87 Actuators
A side-mounted handwheel assembly (figure 13) is
normally used as a manual actuator for sizes 70
and 87 actuators. Turning the handwheel
counter-clockwise past the neutral position opens
the valve body. A pair of sleeves (keys 34 and 46,
figure 13) operates the valve by moving the valve
stem.
Instructions are given below for complete
disassembly and assembly. Perform the
disassembly only as far as necessary to accomplish
the required maintenance; and then begin the
assembly at the appropriate step.
Key numbers refer to figures 7 or 8, and 11.
Disassembly for Side-Mounted
Handwheel (Size 70 & 87)
1. Bypass the control valve, reduce loading
pressure to atmospheric, and remove the tubing or
piping from the upper diaphragm casing (key 1).
2. Remove cover band (key 60), and relieve spring
compression by turning the spring adjuster (key 12)
counter-clockwise.
12
Page 13

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
3. Remove the cap screws and casing screws and
nuts (keys 22 and 23), lift off the upper diaphragm
casing (key 1), and remove the diaphragm (key 2).
4. Remove the cap screw (key 3) and the washer
(key 25), then take off the diaphragm plate (key 4).
5. Remove the actuator spring (key 6), the upper
sleeve (key 34), and the spring seat (key 11) from
the yoke cylinder. This exposes the needle bearing
and races (keys 37 and 38).
6. Separate the halves of the stem connector
assembly (key 26) by removing the two cap screws.
Remove the actuator stem (key 10).
7. Remove the travel indicator (key 14).
CAUTION
To avoid possible product damage, do
not move the neutral indicator scale
after completing the following step.
8. Turn the handwheel to raise the lower sleeve
(key 46) until it is free of the worm gear (key 44). Lift
out the lower sleeve and the key (key 47). DO NOT
move the neutral indicator scale (key 59).
9. Loosen two set screws (key 40), then unscrew
the bearing retainer flange (key 39) and the attached
spring adjuster (key 12), using a suitable tool in the
open neck of the flange. Take out the gear and two
needle bearings (key 42), one on each side of the
gear.
10. Remove the spring adjuster (key 12) from the
bearing retainer flange (key 39). If desired, the worm
shaft (key 45) and associated parts can be
disassembled to replace or lubricate them. To do so,
first remove the stop nut (key 54) and the handwheel
(key 51). Do not lose the small ball (key 55) and
spring (key 56).
11. Loosen the two set screws (key 41), and
unscrew the front and back retainers (keys 48
and 49). The ball bearings (key 50) will come out
with the retainers. Remove the worm shaft (key 45).
Assembly for Side-Mounted Handwheel
(Size 70 & 87)
1. The front and back retainers (keys 48 and 49)
each have a slot in their threads for a set screw
(key 41). Pack the ball bearings (key 50) with
anti-seize lubricant (key 244), and insert one ball
bearing into the back retainer (key 49) as shown in
figure 13.
2. Thread the back retainer and ball bearing
(keys 49 and 50) into the yoke (key 9). Align the slot
in the bearing retainer with the set screw hole in the
yoke, insert the set screw (key 41), and tighten it.
3. Coat the worm shaft (key 45) threads with
anti-seize lubricant (key 244), and slide the shaft into
the yoke so that the end of the shaft fits snugly into
the back retainer (key 49).
4. Insert the bearing into the front retainer (key 48),
and thread the retainer and ball bearing into the
yoke (key 9). Align the slot in the retainer with the
hole in the yoke, insert the set screw (key 41), and
tighten it.
5. Put the spring and ball (keys 56 and 55) into the
handwheel (key 51). Slide the handwheel onto the
worm shaft (key 45). Thread the stop nut (key 54)
onto the shaft.
6. Pack the two needle bearings (key 42) and coat
the worm gear (key 44) threads with anti-seize
lubricant (key 244). Insert the key (key 47), the
bearings, and the gear into the yoke (key 9) as
shown in figure 13.
7. Slots are cut into the threads of the bearing
retainer flange (key 39). Thread the flange into the
yoke (key 9) so that the slots and the holes for the
set screws (key 40) align. Insert the screws, and
tighten them.
8. The lower sleeve (key 46) has milled slots in one
end. Coat the sleeve threads with lithium grease
(key 241), then slide the end of the lower sleeve with
the milled slots into the bearing retainer flange
(key 39).
9. Turn the handwheel (key 51), and feed the sleeve
through the gear so that the slot in the lower sleeve
(key 46) engages the key (key 47) in the yoke
(key 9). Continue turning the handwheel until the
lower sleeve protrudes 93.7 mm (3.69 inches) below
the surface of the yoke. The pin in the side of the
lower sleeve should line up with the extension on the
neutral indicator.
10. Slide the square end of the actuator stem
(key 10) through the lower sleeve (key 46) so the
stem contacts the valve stem. Clamp both stems in
the two halves of the stem connector (key 26). The
stem connector should not be closer than 3.2 mm
(1/8 inches) to the lower sleeve when the actuator
stem is in the retracted position. This adjustment will
provide approximately 3.2 mm (1/8 inches) of free
travel of the lower sleeve in either direction for
manual operation. Fasten the stem connector halves
together with the cap screws.
13
Page 14

657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
11. Pack the needle bearing and race (keys 37
and 38) with lithium grease (key 241), and slide the
bearing onto the spring adjuster (key 12).
12. Put the spring seat and actuator spring (keys 11
and 6) into the yoke (key 9). Slide the upper sleeve
(key 34) onto the actuator stem (key 10).
13. Put the diaphragm plate and washer (keys 4
and 25) onto the actuator stem (key 10). Insert and
tighten the cap screw (key 3) to fasten the parts
together.
14. Place the diaphragm (key 2) pattern-side up
onto the diaphragm plate (key 4). Align the holes in
the diaphragm and the lower diaphragm casing
(key 5).
15. Position the upper diaphragm casing (key 1)
onto the diaphragm (key 2) and align the holes.
Note
When you replace actuator
diaphragms in the field, take care to
ensure the diaphragm casing bolts are
tightened to the proper load to prevent
leakage, but not crush the material.
Perform the following tightening
sequence with a manual torque
wrench for size 30-70 and 87 actuators.
CAUTION
Over-tightening the diaphragm casing
cap screws and nuts (keys 22 and 23)
can damage the diaphragm. Do not
exceed 27 NSm (20 lbfSft) torque.
Note
Do not use lubricant on these bolts
and nuts. Fasteners must be clean and
dry.
16. Insert the cap screws (key 22), and tighten the
hex nuts (key 23) in the following manner. The first
four hex nuts tightened should be diametrically
opposed and 90 degrees apart. Tighten these four
hex nuts to 13 NSm (10 lbfSft).
17. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 13 NSm (10 lbfSft).
18. Repeat this procedure by tightening four hex
nuts, diametrically opposed and 90 degrees apart, to
a torque of 27 NSm (20 lbfSft).
19. Tighten the remaining hex nuts in a clockwise,
criss-cross pattern to 27 NSm (20 lbfSft).
20. After the last hex nut is tightened to 27 NSm (20
lbfSft), all of the hex nuts should be tightened again
to 27 NSm (20 lbfSft) in a circular pattern around the
bolt circle.
21. Once completed, no more tightening is
recommended.
22. Mount the actuator onto the valve, following the
procedures in the Installation section.
23. Return the actuator to service after completing
the Loading Connection procedure in the Installation
section and the procedures in the Adjustments
section.
Casing-Mounted Adjustable Travel
Stops
Note
If repeated or daily manual operation is
expected, the actuator should be
equipped with a manual top-mounted
or side-mounted handwheel. Refer to
the Top-Mounted Handwheel and
Side-Mounted Handwheel sections of
this instruction manual.
The casing-mounted adjustable up travel stop
(figures 14 or 15) limits the actuator stroke in the
upward direction. To adjust, first relieve actuator
loading pressure before removing the travel stop cap
(key 187, figure 14 or 15). Loosen the travel stop nut
(key 137). Then turn the travel stop stem (key 133)
clockwise into the diaphragm case to move the
actuator stem downward (or counter-clockwise to
move the stem upward). Finally, tighten the travel
stop nut and replace the travel stop cap.
The adjustable down travel stop (figure 16) limits the
actuator stroke in the downward direction. To adjust,
first relieve actuator loading pressure before
removing the travel stop cap (key 187). Then loosen
the jam nut and adjust the stop nut (keys 189
and 54) either down on the stem to limit travel, or up
on the stem to allow more travel. Lock the jam nut
against the stop nut, then replace the closing cap.
Instructions are given below for disassembly and
assembly. Perform the disassembly only as far as
necessary to accomplish the required maintenance;
then, begin the assembly at the appropriate step.
Key numbers are shown in figures 14, 15, and 16.
14
Page 15

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
Disassembly for Casing-Mounted Travel
Stop
1. Bypass the control valve. Reduce the loading
pressure to atmospheric, and remove the tubing or
piping from the connection in the body (key 142).
WARNING
To avoid personal injury from the
precompressed spring force thrusting
the upper diaphragm casing (key 1)
away from the actuator, relieve spring
compression (steps 2 and 3, below),
and carefully remove casing cap
screws (key 22) (step 4, below).
2. Thread the spring adjuster (key 12) out of the
yoke (key 9) until all spring compression is relieved.
Casing-Mounted Adjustable Up Travel Stops
1. Remove the travel stop cap (key 187) and loosen
the travel stop nut (key 137). Rotate the travel stop
stem (key 133) counter-clockwise until the travel
stop assembly is no longer compressing the spring.
2. Remove the upper diaphragm casing (key 1,
figures 6, 7, or 8) as outlined in the Maintenance
section.
3. Remove the cap screws (keys 141) and separate
the travel stop assembly from the upper casing.
4. Remove and inspect the O-rings (keys 138
and 139); replace if necessary.
5. For sizes 30 through 60, drive out the groove
pin (key 140), and slide the pusher plate (key 135)
off the travel stop stem (key 133).
For sizes 70 and 87, remove the retaining screw
(key 174) to inspect the thrust bearing (key 175).
Casing-Mounted Adjustable Down Travel Stops
1. Remove the travel stop cap (key 187). Unscrew
the jam nut and stop nut (keys 189 and 54) until the
travel stop assembly is no longer compressing the
spring. Remove the jam nut and stop nut.
2. Remove the upper diaphragm casing (key 1,
figures 6, 7, or 8) as outlined in the Maintenance
section.
3. Remove the cap screws (keys 141) and
separate the travel stop assembly from the upper
casing.
4. Remove and inspect the O-ring (keys 139);
replace if necessary.
5. Loosen the stop nut (key 54), then unscrew the
travel stop stem (key 133) out of the actuator stem.
The lower diaphragm plate can now be removed.
Assembly for Casing-Mounted Travel
Stop
1. Reassemble the up or down travel stop in the
reverse order of the disassembly steps, being sure
to apply lubricant as shown by the lubrication boxes
(key 241) in figures 6, 7, 8, 14, 15, or 16, as
appropriate.
2. Readjust the travel stop to obtain the appropriate
restriction by following the adjustment procedures
presented in the introductory portion of the
Casing-Mounted Adjustable Travel Stops section.
Return the unit to operation.
Parts Ordering
Each actuator has a serial number stamped on the
nameplate. Always mention this number when
corresponding with your Emerson Process
Management sales office regarding technical
information or replacement parts. Also, reference the
complete 11-character part number of each needed
part as found in the following Parts List.
WARNING
Use only genuine Fisherr replacement
parts. Components that are not
supplied by Emerson Process
Management should not, under any
circumstances, be used in any Fisher
valve, because they will void your
warranty, might adversely affect the
performance of the valve, and could
give rise to personal injury and
property damage.
Note
Neither Emerson, Emerson Process
Management, nor any of their affiliated
entities assumes responsibility for the
selection, use and maintenance of any
product. Responsibility for the
selection, use, and maintenance of any
product remains with the purchaser
and end-user.
15
Page 16

657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
APPLY LUB
40A8765–C/DOC
APPLY LUB
50A8768–C/DOC
Figure 6. Type 657 Actuator Sizes 30 through 60
16
Figure 7. Type 657 Size 70 Actuator
Page 17

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
APPLY LUB
50A8767–C / IL
Figure 8. Type 657 Size 87 Actuator
Parts Kits
Key Description Part Number
Kits for Side-Mounted Handwheels
Retrofit kit includes parts to add a side-mounted handwheel.
Size 34 push down to close 30A8778X0A2
Size 34 push down to open 30A8778X0B2
Size 40 push down to close 30A8778X0C2
Size 40 push down to open 30A8778X0D2
Size 45 & 46 push down to close 40A8779X0A2
Size 40 & 60 push down to open 40A8779X0B2
Size 50 & 60 push down to close 40A8779X0C2
Size 50 & 60 push down to open 40A8779X0D2
Kits for Top-Mounted Handwheels
Retrofit kit includes parts to add a top-mounted handwheel. Kit 1
includes the handwheel assembly only. Kit 2 includes kit 1 and a new
diaphragm case that is required to mount the handwheel assembly.
KIT 1
Size 30 28A1205X012
Sizes 34 & 40 28A1205X022
Sizes 45, 50, & 60 28A1205X032
Sizes 70 & 87 CV8010X0032
KIT 2
Size 30 28A1205X042
Sizes 34 & 40 28A1205X052
Sizes 45 & 50 28A1205X062
Sizes 46 & 60 28A1205X072
Sizes 70 & 87 CV8010X0042
Parts List
Note
Part numbers are shown for recommended spares
only. For part numbers not shown, contact your
Emerson Process Management sales office.
Actuator Assembly (figures 6, 7, or 8)
Key Description Part Number
1 Upper Diaphragm Casing
2* Diaphragm
Molded nitrile/nylon
Standard construction
Size 30 2E791902202
Sizes 34 & 40 2E670002202
Sizes 45 & 50 2E859502202
Sizes 46 & 60 2E859702202
Sizes 70 & 87 2N126902202
With down travel stop (style 2)
Size 30 2E800002202
Sizes 34 & 40 2E669902202
Sizes 45 & 50 2E859602202
Sizes 46 & 60 2E859802202
Sizes 70 & 87 2N130902202
Molded silicone/polyester
Standard Construction
Size 30 18B2713X082
Sizes 34 & 40 18B2713X092
Sizes 45 & 50 18B2713X102
*Recommended spare parts
17
Page 18

657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
Key Description Part Number
Sizes 46 & 60 18B2713X112
Sizes 70 & 87 18B2713X122
With down travel stop (style 2)
Sizes 70 & 87 2N1309X0012
Fluorocarbon/Aramid
Size 30 1F354202402
Sizes 34 & 40 1F444302402
Sizes 45 & 50 1F354102402
Sizes 46 & 60 1F4444X0022
3 Cap Screw
4 Diaphragm Plate
5 Lower Diaphragm Casing
6 Actuator Spring See following table
7 Travel Stop Cap Screw
8 Cap Screw
9 Yoke
10 Actuator Stem
11 Spring Seat
12 Spring Adjuster
13 Lower Diaphragm Plate
14 Travel Indicator Disk, SST
15 Stem Nut
16 Stem Jam Nut
17 Self-Tapping Screw
18 Travel Indicator Scale
19 Nameplate, SST 12B6508X0A2
20 Drive Screw
22 Cap Screw
23 Hex Nut
24 Twin Speed Nut
25 Washer
26 Stem Connector Assy, Steel Zn Pl
Sizes 30 & 34 18A1243X012
Size 34 with side mtd handwheel 1F659225142
Size 40 18A1668X012
Size 40 with side mtd handwheel 1F659125142
Sizes 45 & 46 18A1671X012
Sizes 45 & 46 w/ side mtd handwheel (SST,Stl) 2F1678000A2
Sizes 50 & 60 18A1672X012
Sizes 50 & 60 w/ side mtd handwheel (SST,Stl) 2F1672000A2
Size 70 18A1685X012
with side mtd handwheel 18A1678X012
with PMV positioner 18A1845X012
657-4 with 4 in. max. travel (SST,Stl) 21A8254X012
Size 87 (SST,Stl) 21A7469X012
Size 87 with side mtd handwheel 18A1825X012
28 Screw
29 Yoke Extension
30 Indicator Adaptor
31 Machine Screw
32 Washer
33 Pipe Bushing
61 Nameplate
73 Cap Screw
238 Warning label
241 Lubricant, Lithium Grease (not furnished with the actuator)
249 Caution nameplate
Top Mounted Handwheel
(figure 9 or 10)
Key Description Part Number
51 Handwheel
54 Stop Nut
133 Handwheel Stem, brass
134 Washer
135 Pusher Plate
137 Casing-Mounted Travel Stop Locknut
138* O-Ring, nitrile
Sizes 30, 34, & 40 1D237506992
Sizes 45, 46, 50, & 60 1B885506992
Sizes 70 & 87 1C415706992
139* O-Ring, nitrile
Sizes 30, 34, & 40 1D267306992
Sizes 45, 46, 50, & 60 1D547106992
Sizes 70 & 87 1D269106992
140 Groove Pin
141 Cap Screw
142 Body
169 Grease Fitting
174 Retaining Screw
175 Thrust Bearing
176 Thrust Race
241 Lubricant, Lithium Grease (not furnished with actuator)
242 Sealant, Thread-Locking (not furnished
with handwheel)
244 Lubricant, Anti-Seize (not furnished with handwheel)
246 Spacer
247 Cotter Pin
Side-Mounted Handwheel
(figure 11, 12, or 13)
34 Upper Sleeve
37 Needle Bearing
38 Needle Bearing Race
39 Bearing Retainer Flange
40 Set Screw
41 Set Screw
42 Needle Bearing
43 Needle Bearing Race
44 Worm Gear
45 Worm Shaft
46 Lower Sleeve
47 Key
48 Front Retainer
49 Back Retainer
50 Ball Bearing
51 Handwheel
52 Handgrip
53 Handgrip Bolt
54 Stop Nut
55 Ball
56 Spring
59 Handwheel Indicator
60 Cover Band Ass’y
61 Grease Fitting
132 Operating Nut
136 Bearing Retainer
142 Handwheel Body
18
*Recommended spare parts
Page 19

Instruction Manual
Form 1900
February 2007
APPLY LUB/SEALANT
NOTES:
THE TOP MOUNTED HANDWHEEL IS NOT DESIGNED
FOR USE UNDER HEAVY LOAD OR FOR FREQUENT USE.
28A1205-D / IL
Figure 9. Top-Mounted Handwheel Assembly for Size 30
through 60 Actuators
657 Actuator (30-70 and 87)
Key Description Part Number
143 U-Bolt
144 Hex Nut, pl steel
145 Handwheel Screw
146 Lever & Pin Ass’y
147 Hex Jam Nut
148 Dowel Pin
149 Washer
150 Lockwasher
151 Bushing
152 Ball Bearing
153 Lever Pivot Pin
154 Retaining Ring
155 Lever Spacer
156 Screw
157 Lockwasher
158 Hex Nut
159 Pointer Mounting Bolt
160 Pointer
161 Screw
162 Indicator Plate
163 Cap Screw
166 U–Bolt
167 Guide Bolt
168 Set Screw
169 Grease Fitting
170 Hex Nut
177 Spring Cap
178 Machine Screw
241 Lubricant, Lithium Grease (not furnished with handwheel)
244 Lubricant, Anti-Seize (not furnished with handwheel)
APPLY LUB/SEALANT
NOTES:
THE TOP MOUNTED HANDWHEEL IS NOT DESIGNED
FOR USE UNDER HEAVY LOAD OR FOR FREQUENT USE.
CV8010-G / IL
Figure 10. Top-Mounted Handwheel Assembly for Sizes
70 through 87 Actuators
19
Page 20

657 Actuator (30-70 and 87)
APPLY LUBRICANT
30A8778-D / IL
Figure 11. Side-Mounted Handwheel Assembly for Size 34 and 40 Actuators
Instruction Manual
Form 1900
February 2007
APPLY LUBRICANT
40A8779-D / IL
20
Figure 12. Side-Mounted Handwheel Assembly for Size 45 and 60 Actuators
Page 21

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
APPLY LUB
50A8769–D / IL
SECTION A–A
Figure 13. Type 657 Size 70 and 87 Actuators with Side-Mounted Handwheel
21
Page 22

657 Actuator (30-70 and 87)
Instruction Manual
Form 1900
February 2007
APPLY LUBRICANT
28A1206-C / IL
Figure 14. Casing-Mounted Adjustable Up Travel Stop for
Sizes 30 through 60 Actuators (Style 1)
Key Description Part Number
Casing-Mounted Adjustable Up Travel
Stops (figures 14 or 15)
133 Travel Stop Stem
135 Pusher Plate
137 Travel Stop Nut
138* O-Ring, nitrile
Sizes 30, 34, & 40 1D237506992
Sizes 45, 46, 50, & 60 1B885506992
Sizes 70 & 87 1C415706992
139* O-Ring, nitrile
Sizes 30, 34, & 40 1D267306992
Sizes 45, 46, 50, & 60 1D547106992
Sizes 70 & 87 1D269106992
APPLY LUB/SEALANT
CV8057–E / IL
Figure 15. Casing-Mounted Adjustable Up Travel Stop for
Sizes 70 and 87 Actuators (Style 1)
Key Description Part Number
140 Groove Pin
141 Cap Screw
142 Body
169 Grease Fitting
174 Retaining Screw
175 Thrust Bearing
176 Thrust Bearing Race
187 Travel Stop Cap
241 Lubricant, Lithium Grease (not furnished with travel stop)
244 Lubricant, Anti-Seize (not furnished with handwheel)
22
*Recommended spare parts
Page 23

Instruction Manual
Form 1900
February 2007
657 Actuator (30-70 and 87)
APPLY LUB
BV8054–D / IL
Figure 16. Casing-Mounted Adjustable Down Travel Stop for Size 30 and 40 Actuators (Style 2)
Key Description Part Number
Casing-Mounted Adjustable Down
Travel Stop (figure 16)
54 Stop Nut
133 Travel Stop Stem
134 Washer
139* O-Ring, nitrile
Sizes 30, 34, & 40 1D267306992
Sizes 45, 46, 50, & 60 1D547106992
Sizes 70 & 87 1D269106992
141 Cap Screw
142 Body
187 Travel Stop Cap
189 Jam Nut
241 Lubricant, Lithium Grease (not furnished with travel stop)
*Recommended spare parts
23
Page 24

657 Actuator (30-70 and 87)
SIZE
(1)
70 & 87
Key 6 Actuator Spring
DIAPHRAGM
ACTUATOR
SIZE
30
34
& 40
45 & 50
46 & 60
70 & 87
1. 29 mm (1.125 inch) and 38 mm (1.5 inch) travels available in size 40 only.
2. Diaphragm pressure range for this spring & travel combination is 0.2-2.0 bar (3-30 psig).
PRESSURE
RANGE
Bar Psig 11 (0.4375) 16 (0.625) 19 (0.75) 29 (1.125) 38 (1.5) 51 (2)
0.2-1.0 3-15
0.4-2.0 6-30
0.2-1.0 3-15
0.4-2.0 6-30
0.2-1.0 3-15
0.4-2.0 6-30
0.2-1.0 3-15
0.4-2.0 6-30
0.2-1.0 3-15
0.4-2.0 6-30
1E795327082
Light Blue (1260)
1E795627082
White (2520)
1E805127082
Aluminum (1840)
1E805027082
Purple (3780)
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
19 (0.75) 29 (1.125) 38 (1.5) 51 (2) 76 (3) 102 (4)
1N127927082
Red (3360)
- - -
- - -
1E795520792
Brown (885)
1E795427082
Light Gray (1770)
1E804927082
Yellow (1327)
1E804827082
Light Blue (2650)
1E826727082
Tan (2080)
1E825627082
Purple (4160)
1E825827082
Yellow (2770)
- - -
- - -
1N719327082
White (2240)
1N128127082
Brown (4475)
TRAVEL, mm (INCHES)
1E792327092
Dark Gray (735)
1E79247082
Light Green
(1470)
1E805827082
White (1100)
1E805227082
Orange (2210)
1E826227082
Light Green
(1670)
1E825527082
Aluminum & Red
(3320)
1E825727082
Brown (2500)
1E826027082
Bronze (5000)
1N128727082
Yellow (1680)
1N127927082
Red (3360)
- - -
- - -
- - -
- - -
1E805327092
Dark Gray (736)
1E805527082
Dark Blue (1470)
1E826127082
Dark Gray (1120)
1E826427082
Light Gray (2240)
1E826227082
Light Green
(1670)
1E825527082
Aluminum & Red
(3320)
1N128427082
Light Green
(1260)
1N128527082
Light Blue (2520)
Instruction Manual
Form 1900
February 2007
- - -
- - -
- - -
- - -
1E805627092
Dark Green (550)
1E805827082
White (1100)
1E826627082
Orange (840)
1E826227082
Light Green
(1670)
1E826527082
Red (1260)
1E825720782
Brown (2500)
1N128627082
Dark Gray (840)
1N128727082
Yellow (1680)
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
1E826927082
Dark Green (630)
1E826527082
Red (1260)
1E827027082
Aluminum & Dark
Blue (935)
1E826327082
Aluminum &Dark
Green (1870)
- - -
- - -
1R676027082
Black (860)
(2)
easy-e and Fisher are marks owned by Fisher Controls International LLC, a member of the Emerson Process Management business division of
Emerson Electric Co. Emerson Process Management, Emerson, and the Emerson logo are trademarks and service marks of Emerson Electric Co.
All other marks are the property of their respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are
not to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability.
We reserve the right to modify or improve the designs or specifications of such products at any time without notice.
Neither Emerson, Emerson Process Management, nor any of their affiliated entities assumes responsibility for the selection, use and
maintenance of any product. Responsibility for the selection, use and maintenance of any product remains with the purchaser and end-user.
Emerson Process Management
Marshalltown, Iowa 50158 USA
Cernay 68700 France
Sao Paulo 05424 Brazil
Singapore 128461
www.Fisher.com
24
EFisher Controls International LLC 1983, 2007; All Rights Reserved Printed in USA
 Loading...
Loading...