

Page 1
Bedienungsanleitung
Schutzgas-Schweißgerät
X
Navodila za uporabo
Varilni aparat na zaščitni plin
Használati utasítás
Védőgáz-hegesztőkészülék
Bf
Upute za uporabu
Uređaj za zavarivanje sa zaštitnim plinom
4
Uputstva za upotrebu
Uređaj za varenje sa zaštitnim gasom
j
Návod k obsluze
Svářečka pro svařování v ochranné atmosféře
W
Návod na obsluhu
Zváračka v ochrannej atmosfére
Vor Inbetriebnahme Bedienungsanleitung und Sicherheitshinweise
lesen und beachten
X Pred uporabo preberite in upoštevajte navodila za uporabo in
varnostne napotke.
Üzembehelyezés előtt elolvasni és figyelembe venni a használati
utasítást és a biztonsági utasításokat.
Bf Prije puštanja u rad pročitajte i pridržavajte se ovih uputa za uporabu
i sigurnosnih napomena.
4 Prije puštanja u pogon pročitajte i uvažite uputstva za upotrebu i
napomene bezbednosti.
j Před uvedením do provozu si přečíst návod k obsluze a bezpečnostní
předpisy a oboje dodržovat.
W Pred uvedením do prevádzky si prečítajte a dodržiavajte návod na
obsluhu a bezpečnostné pokyny.
Art.-Nr.: 15.749.80 I.-Nr.: 01017
BT-GW
170
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 1
Page 2
2
1
2
1
6
12
13
2
3
14
16
3
18
19
28
6
8
17
5
15
10
8
9
7
11
5
4
27
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 2
Page 3
3
7
4
8
5
9
24
a
b
c
d
S
23
22
25
12
13
20
19
21
q
p
o
n
m
8
6
l
k
r
6
12
26
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 3
Page 4
4
14
13
q
q
n
n
q
S
k, l, m
10 11
a
b
c
12
m
k
l
15
1.
4.
2.
3.
S
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 4
Page 5
5
16 17
p
p
p
18
o
o
o
r
p
19
A
28
5
20 21
15
15
28
28
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 5
Page 6

6
22 23
A
B
C
24
B
C
19
d
18
16
26
A
B
K
J
L
M
E
I H
F
G
D
C
25
d
18
23
19
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 6
Page 7
7
29
I
K
J
30
E
E
F
27
O
A
N
28
K
31
G
32
M
H
I
G
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 7
Page 8
8
33
K
J
I
L
34
L
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 8
Page 9
9
D
Inhaltsverzeichnis: Seite
1. Sicherheitshinweise 10
2. Gerätebeschreibung und Lieferumfang 10
3. Bestimmungsgemäße Verwendung 10
4. Technische Daten 11
5. Vor Inbetriebnahme 11-13
6. Bedienung 13-14
7. Reinigung, Wartung und Ersatzteilbestellung 14
8. Entsorgung und Wiederverwertung 14
9. Störungssuche 15
10. Erklärung der Symbole 16
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 9
Page 10
Achtung!
Beim Benutzen von Geräten müssen einige
Sicherheitsvorkehrungen eingehalten werden, um
Verletzungen und Schäden zu verhindern. Lesen Sie
diese Bedienungsanleitung und die Sicherheitshinweise deshalb sorgfältig durch. Bewahren Sie
diese gut auf, damit Ihnen die Informationen jederzeit
zur Verfügung stehen. Falls Sie das Gerät an andere
Personen übergeben sollten, händigen Sie diese
Bedienungsanleitung/ Sicherheitshinweise bitte mit
aus. Wir übernehmen keine Haftung für Unfälle oder
Schäden, die durch Nichtbeachten dieser Anleitung
und der Sicherheitshinweise entstehen.
1. Sicherheitshinweise
Die entsprechenden Sicherheitshinweise finden Sie
im beiliegenden Heftchen!
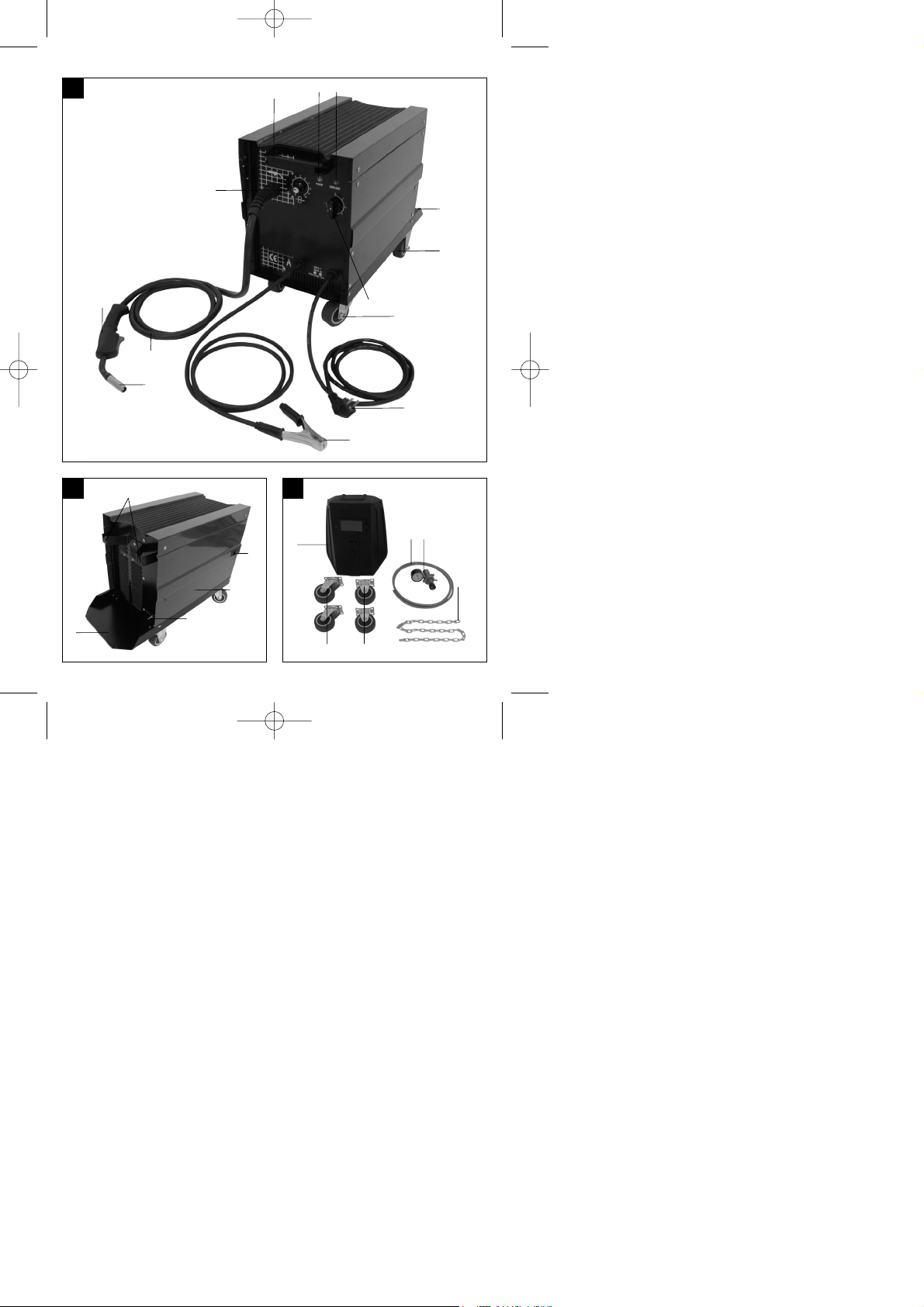
2. Gerätebeschreibung und
Lieferumfang (Bild 1-8)
1. Handgriff
2. Betriebsanzeige
3 Kontrollleuchte Thermowächter
4. Gehäuseabdeckung
5. Gasflaschen-Abstellfläche
6. Laufrollen
7. Ein-/Aus-/Schweißstrom-Schalter
8. Lenkrollen
9. Netzstecker
10. Masseklemme
11. Schlauchpaket
12. Gasdüse
13. Brenner
14. Schweißdraht-Geschwindigkeitsregler
15. Kettenhaken
16. Gaszuführungsanschluss
17. Schweißschirm
18. Schutzgasschlauch
19. Druckminderer
20. Manometer
21. Verschraubung
22. Sicherheitsventil
23. Anschluss Schutzgasschlauch
24. Drehknopf
25. Brennerschalter
26. 2 x Kontaktrohr
27. Griff für Gehäuseabdeckung
28. Sicherungskette
2.1 Montagematerial
a. 16 x Schraube für Lauf- /Lenkrollen
b. 16 x Sprengring für Lauf- /Lenkrollen
c. 16 x Unterlegscheibe für Lauf- /Lenkrollen
d. 2 x Schlauchklemme
k. 1 x Rahmen Schutzglas
l. 1 x Schweißglas
m. 1 x Transparentes Schutzglas
n. 2 x Haltebuchsen Schutzglas
o. 3 x Mutter für Haltegriff
p. 3 x Schrauben für Haltegriff
q. 2 x Haltestift Schutzglas
r. 1 x Handgriff
s. 1 x Schweißschirm-Rahmen
3. Bestimmungsgemäße Verwendung
Das Schutzgasschweißgerät ist ausschließlich zum
Schweißen von Aluminium im MIG-(Metall-InertGas)-Verfahren und Stählen im MAG-(Metall-AktivGas)-Verfahren unter Verwendung der
Entsprechenden Schweißdrähte und Gase geeignet.
Die Maschine darf nur nach ihrer Bestimmung
verwendet werden. Jede weitere darüber
hinausgehende Verwendung ist nicht
bestimmungsgemäß. Für daraus hervorgerufene
Schäden oder Verletzungen aller Art haftet der
Benutzer/Bediener und nicht der Hersteller.
Bitte beachten Sie, dass unsere Geräte
bestimmungsgemäß nicht für den gewerblichen,
handwerklichen oder industriellen Einsatz konstruiert
wurden. Wir übernehmen keine Gewährleistung,
wenn das Gerät in Gewerbe-, Handwerks- oder
Industriebetrieben sowie bei gleichzusetzenden
Tätigkeiten eingesetzt wird.
D
10
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 10
Page 11
4. Technische Daten
Netzanschluss: 230 V ~ 50 Hz
Schweißstrom: 25-135 A (max. 170 A)
Einschaltdauer X%: 10 20 30 60 100
Schweißstrom I2(A): 135 100 77 54 42 25
Nennleerlaufspannung U0: 40 V
Schweißdrahttrommel max.: 5 kg
Schweißdrahtdurchmesser: 0,6/0,8 mm
Absicherung: 16 A
Gewicht: 32,3 kg
5. Vor Inbetriebnahme
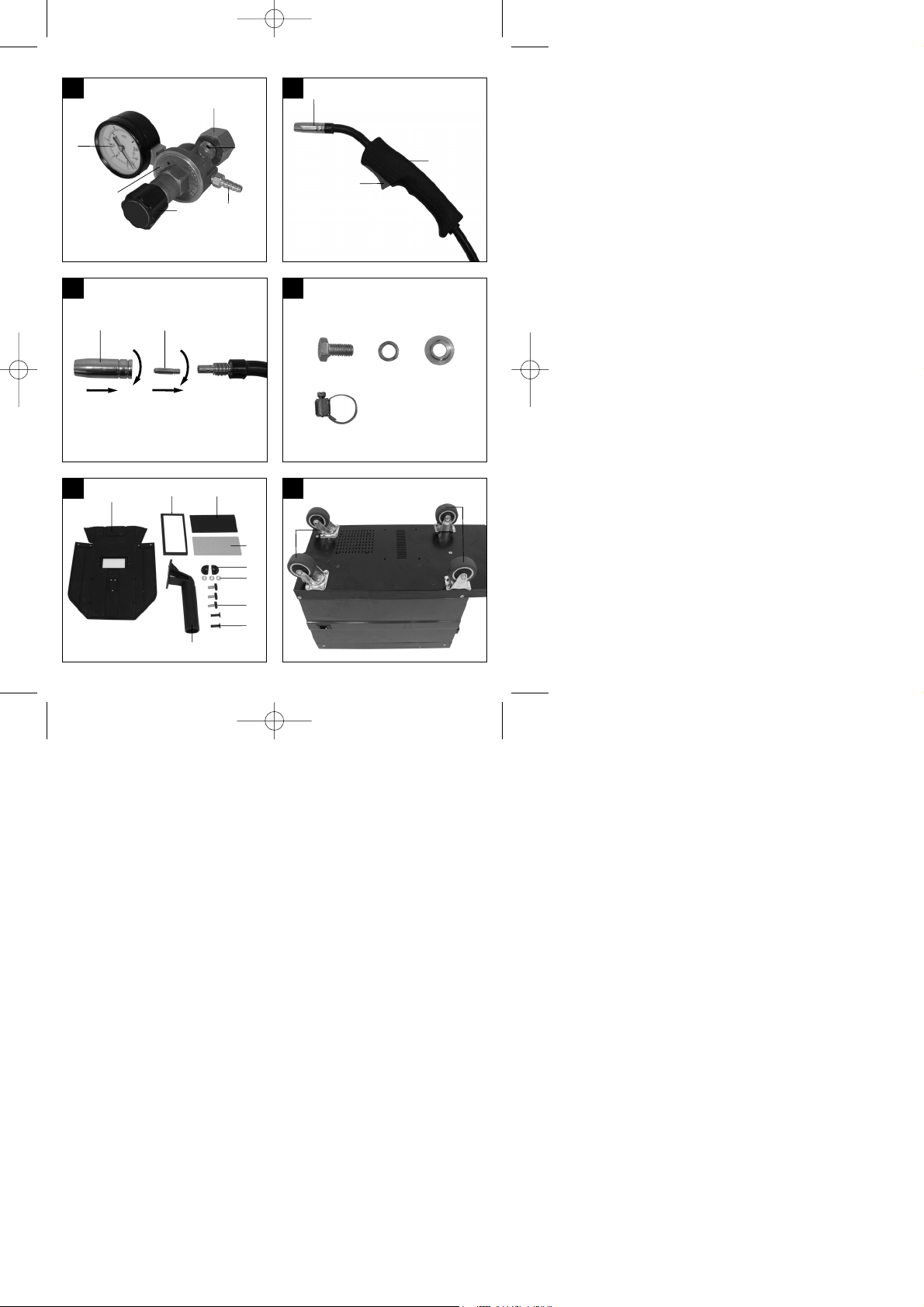
5.1 Montage (Abb. 5-21)
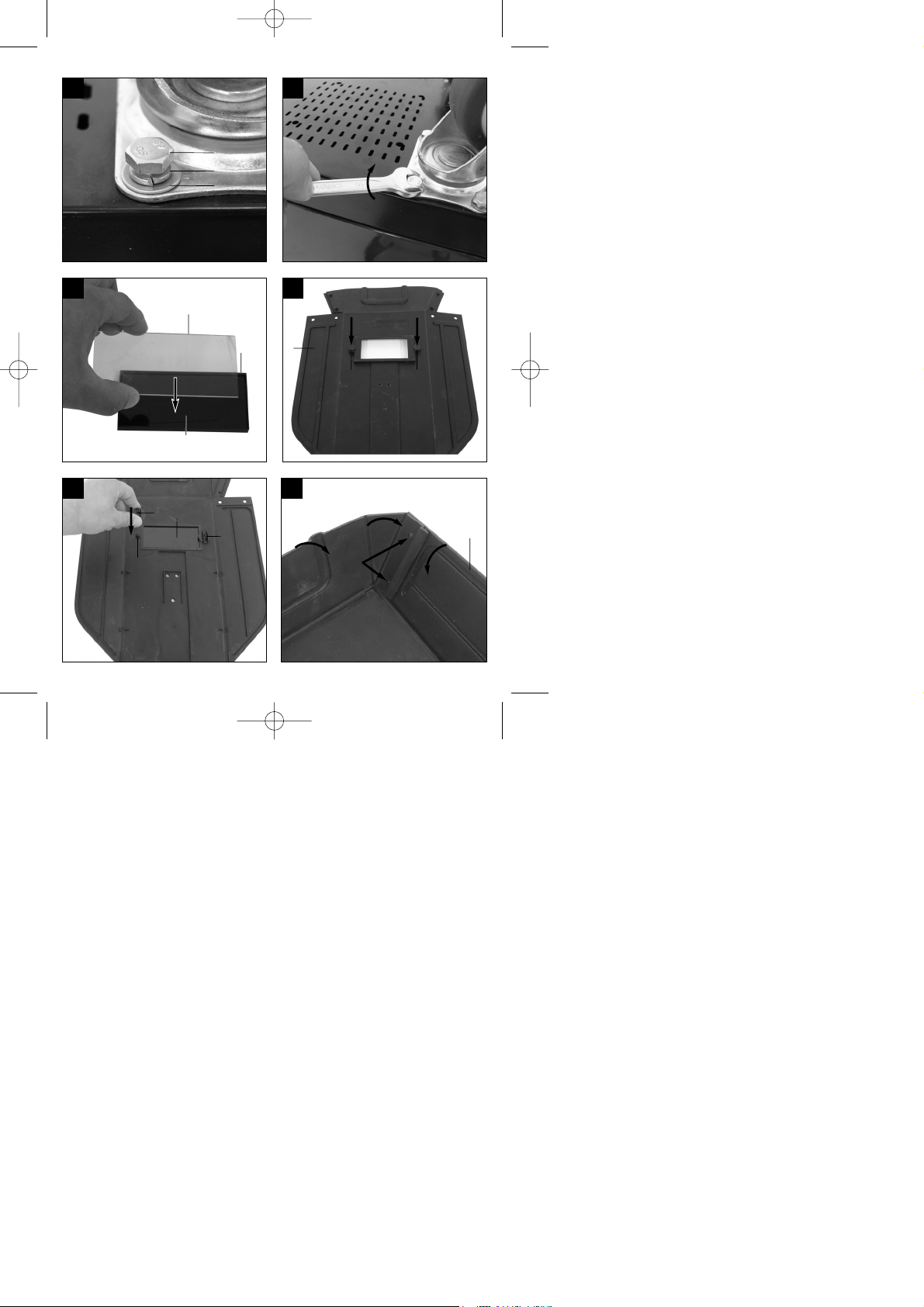
5.1.1 Montage der Lauf- und Lenkrollen (6/8)
Laufrollen (6) und Lenkrollen (8) wie in den
Abbildungen 7, 9, 10, 11 dargestellt, montieren.
5.1.2 Montage des Schweißschirmes (17)
Schweißglas (l) und darüber transparentes
Schutzglas (m) in Rahmen für Schutzglas (k)
legen (Abb. 12).
Haltestifte Schutzglas (q) außen in Bohrungen im
Schweißschirm Rahmen (s) drücken. (Abb. 13)
Rahmen für Schutzglas (k) mit Schweißglas (l)
und transparentem Schutzglas (m) von innen in
die Aussparung im Schweißschirm-Rahmen (s)
legen, Haltebuchsen Schutzglas (n) auf
Haltestifte Schutzglas (q) drücken, bis diese
einrasten, um den Rahmen für Schutzglas (k) zu
sichern. Das transparente Schutzglas (m) muss
auf der Außenseite liegen. (Abb. 14)
Oberkante von Schweißschirm-Rahmen (s) nach
innen biegen (Abb. 15/1.) und Ecken der
Oberkante einknicken (Abb. 15/2.). Nun
Außenseiten des Schweißschirm-Rahmens (s)
nach innen biegen (Abb. 15/3.) und diese durch
festes Zusammendrücken der Oberkantenecken
und Außenseiten verbinden. Pro Seite müssen
beim Einrasten der Haltestifte 2 deutliche
Klickgeräusche wahrnehmbar sein (Abb. 15/4.)
Sind beide oberen Ecken des Schweißschirms,
wie in Abbildung 16 dargestellt, verbunden,
Schrauben für Haltegriff (p) von außen durch die
3 Löcher im Schweißschirm stecken. (Abb. 17)
Schweißschirm umdrehen und Handgriff (r) über
die Gewinde der 3 Schrauben für Haltegriff (p)
führen. Handgriff (r) mit den 3 Muttern für
Haltegriff (o) am Schweißschirm festschrauben.
(Abb. 18).
5.2 Gasanschluss (Abb. 4-6, 19-25)
5.2.1 Gasarten
Beim Schweißen mit durchgehendem Draht ist
Gasschutz notwendig, die Zusammensetzung des
Schutzgases ist vom gewählten Schweißverfahren
abhängig:
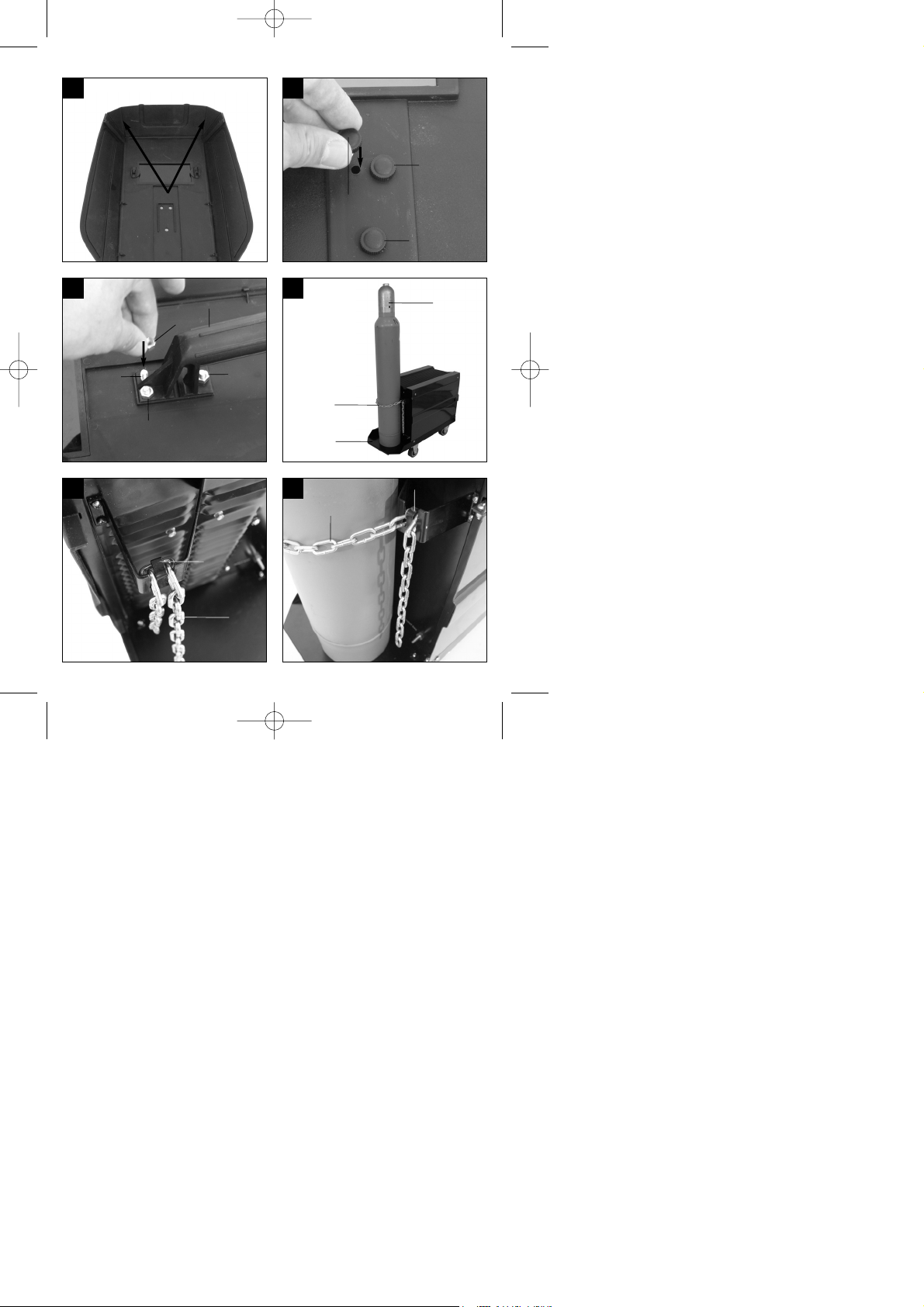
5.2.2 Gasflasche auf dem Gerät montieren
(Abb. 19-25)
Gasflasche ist nicht im Lieferumfang enthalten!
Montieren sie die Gasflasche wie in den Abbildungen
19 - 21 dargestellt. Achten Sie auf festen Sitz der
Sicherungskette (28) und darauf dass das
Schweißgerät kippsicher steht.
Achtung! Auf der Gasflaschen-Abstellfläche (Abb.
19/5) dürfen nur Gasflaschen bis maximal 20 Liter
montiert werden. Bei Verwendung größerer
Gasflaschen besteht Kippgefahr, diese dürfen daher
nur neben dem Gerät aufgestellt werden. Ist dies der
Fall muss die Gasflasche ausreichend gegen
Umkippen geschützt werden!
5.2.3 Anschluss der Gasflasche
Nach dem Abnehmen der Schutzkappe (Abb. 22/A)
Flaschenventil (Abb. 22/B) in vom Körper
abgewandter Richtung kurz öffnen.
Anschlussgewinde (Abb. 22/C) gegebenenfalls mit
einem trockenen Lappen, ohne Zuhilfenahme
irgendwelcher Reinigungsmittel, von
Verschmutzungen reinigen. Kontrollieren ob
Dichtung am Druckminderer (19) vorhanden und in
einwandfreiem Zustand ist. Druckminderer (19) im
Uhrzeigersinn auf das Anschlussgewinde (Abb.
23/C) der Gasflasche schrauben (Abb. 23). Die
beiden Schlauchschellen (d) über den
Schutzgasschlauch (18) führen. Schutzgasschlauch
(18) auf Anschluss Schutzgasschlauch (23) am
Druckminderer (19) und Gaszuführungsanschluss
(16) am Schweißgerät stecken und an beiden
Anschlussstellen mit den Schlauchschellen (d)
sichern. (Abb. 24 - 25)
Achtung! Achten Sie auf Dichtheit sämtlicher
Gasanschlüsse und Verbindungen! Kontrollieren Sie
die Anschlüsse und Verbindungsstellen mit
D
11
Schutzgas CO2 Argon/CO2 Argon Argon/O
Zu schweißendes Metall
Unlegierter Stahl X X
Aluminium X
Edelstahl X X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 11
Page 12
Leckspray oder Seifenwasser.
5.2.4 Erklärung des Druckminderers (Abb. 4/19)
Am Drehknopf (24) kann die Gasdurchflussmenge
eingestellt werden. Die eingestellte
Gasdurchflussmenge kann am Manometer (20) in
Litern pro Minute (l/min) abgelesen werden. Das Gas
tritt am Anschluss Schutzgasschlauch (23) aus und
wird über den Schutzgasschlauch (Abb. 3/18) zum
Schweißgerät weiterbefördert. (siehe 5.2.3)
Achtung! Verfahren Sie zum Einstellen der
Gasdurchflussmenge immer wie unter Punkt 6.1.3
beschrieben.
Der Druckminderer wird mit Hilfe der Verschraubung
(21) an der Gasflasche montiert (siehe 5.2.3).
Achtung! Eingriffe und Reparaturen am
Druckminderer dürfen nur von Fachpersonal
ausgeführt werden. Senden Sie defekte
Druckminderer gegebenenfalls an die
Serviceadresse.
5.3 Netzanschluss
Überzeugen Sie sich vor dem Anschließen, dass
die Daten auf dem Typenschild mit den
Netzdaten übereinstimmen.
Das Gerät darf nur an ordnungsgemäß
geerdeten und abgesicherten
Schutzkontaktsteckdosen betrieben werden.
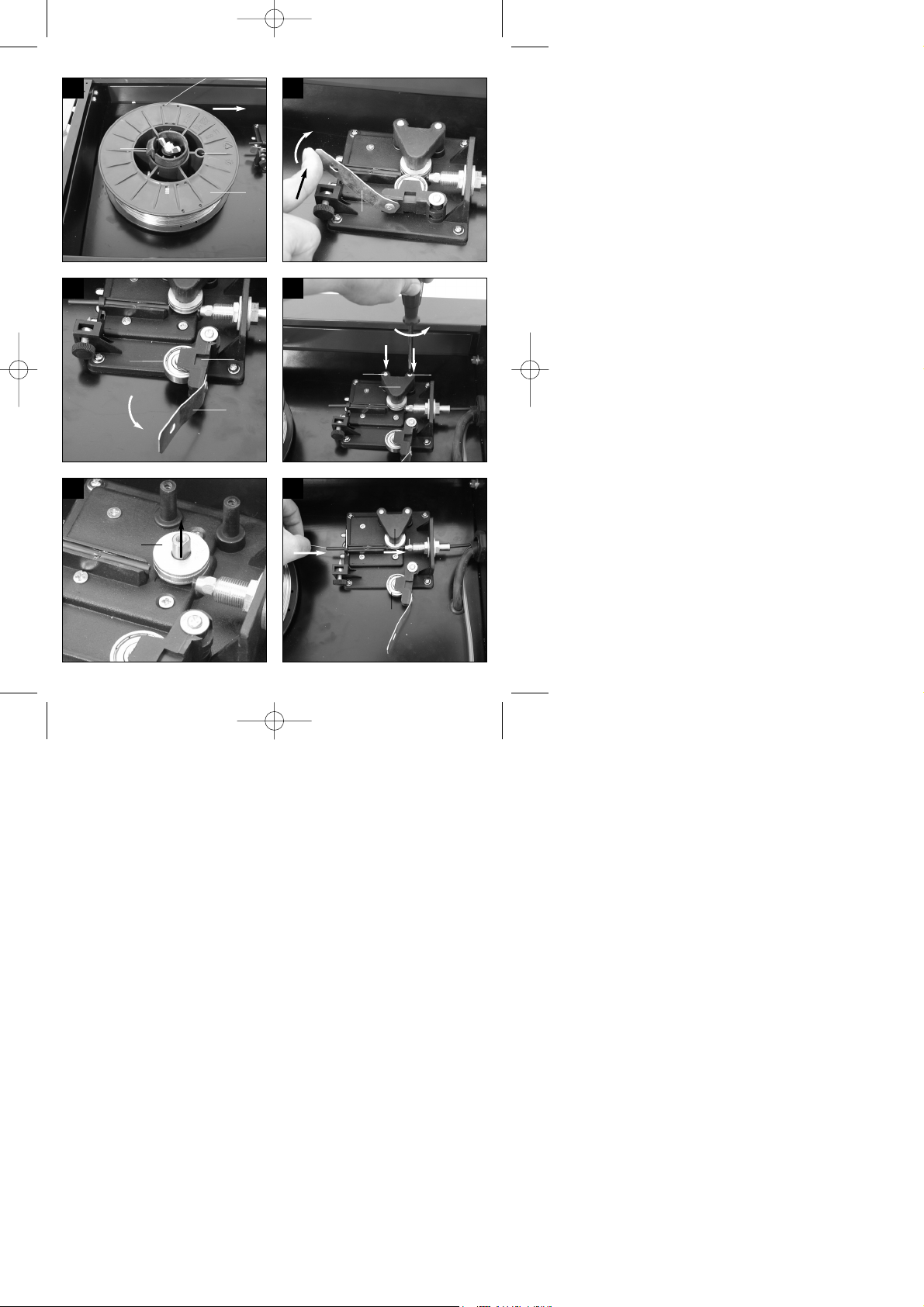
5.4 Montage der Drahtspule (Abb. 1, 5, 6, 26-34)
Drahtspule ist nicht im Lieferumfang enthalten!
5.4.1 Drahtarten
Je nach Anwendungsfall werden verschiedene
Schweißdrähte benötigt. Das Schweißgerät kann mit
Schweißdrähten mit einem Durchmesser von 0,6 und
0,8mm verwendet werden. Die entsprechende
Vorschubrolle und Kontaktrohre liegen dem Gerät
bei. Vorschubrolle, Kontaktrohr und Drahtquerschnitt
müssen immer zusammen passen.
5.4.2 Drahtspulenkapazität
In dem Gerät können Drahtspulen bis maximal 5kg
montiert werden.
5.4.3 Einsetzen der Drahtspule
Gehäuseabdeckung (Abb. 2/4) öffnen, dazu Griff
für Gehäuseabdeckung (Abb. 2/27) nach hinten
schieben und Gehäuseabdeckung (Abb. 2/4)
aufklappen.
Kontrollieren dass sich die Wicklungen auf der
Spule nicht überlagern, um ein gleichmäßiges
Abwickeln des Drahtes zu gewährleisten.
Beschreibung der Drahtführungseinheit
(Abb. 26-37)
A Spulenarretierung
B Spulenhalter
C Mitnehmerstift
D Justierschraube für Rollenbremse
E Schrauben für Vorschubrollenhalter
F Vorschubrollenhalter
G Vorschubrolle
H Schlauchpaketaufnahme
I Druckrolle
J Druckrollenhalter
K Druckrollenfeder
L Justierschraube für Gegendruck
M Führungsrohr
N Drahtspule
O Mitnahmeöffnung der Drahtspule
Einsetzen der Drahtspule (Abb. 26,27)
Drahtspule (N) auf Spulenhalter (B) legen. Darauf
achten dass das Ende des Schweißdrahtes auf der
Seite der Drahtführung abgewickelt wird, siehe Pfeil.
Beachten, dass die Spulenarretierung (A)
eingedrückt wird und der Mitnehmerstift (C) in der
Mitnahmeöffnung der Drahtspule (O) sitzt. Die
Spulenarretierung (A) muss wieder über der
Drahtspule (N) einrasten. (Abb. 27)
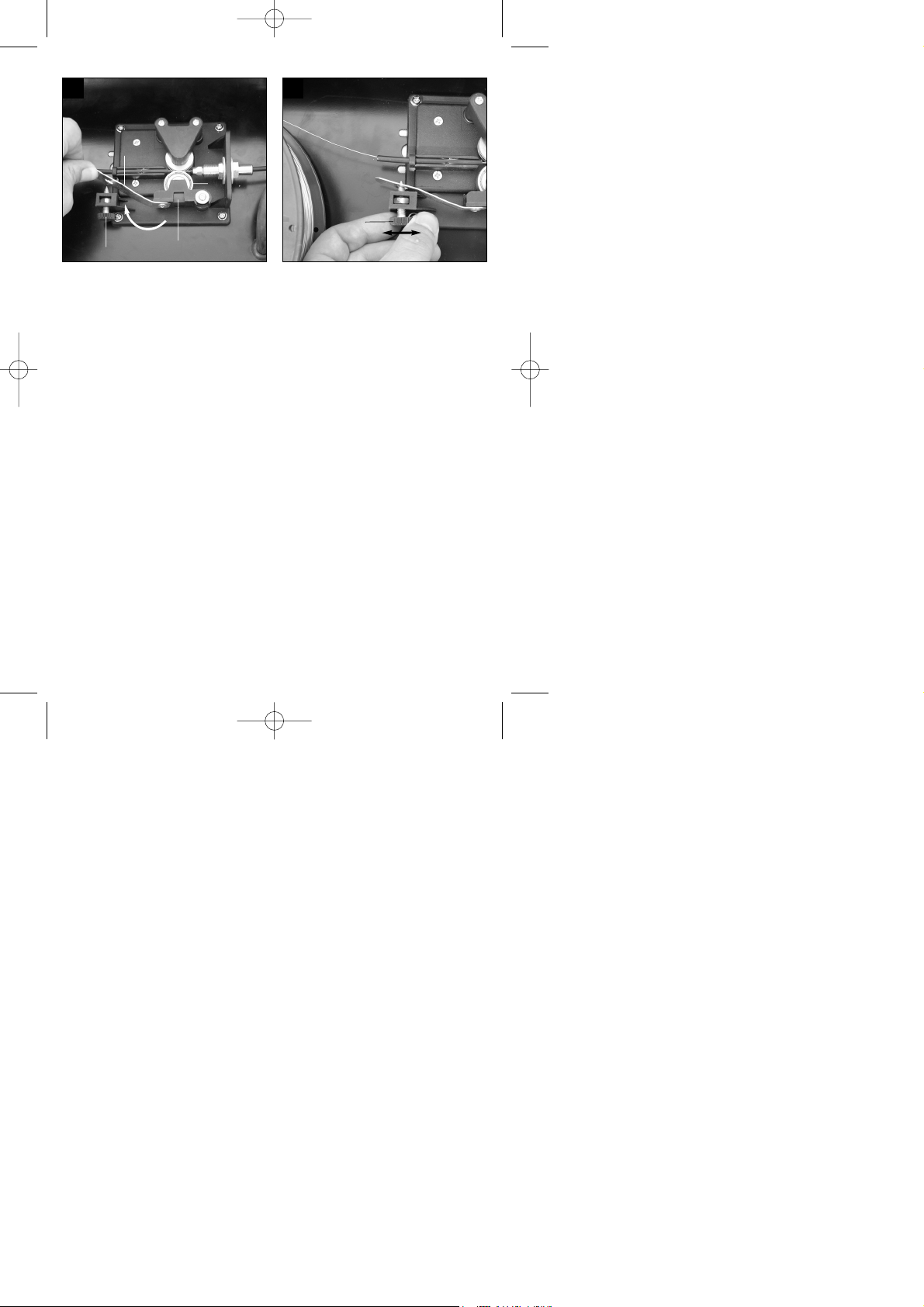
Einführen des Schweißdrahtes und justieren der
Drahtführung (Abb. 28-34)
Druckrollenfeder (K) nach oben drücken und
nach vorne schwenken (Abb. 28).
Druckrollenhalter (J) mit Druckrolle (I) und
Druckrollenfeder (K) nach unten klappen (Abb.
29)
Schrauben für Vorschubrollenhalter (E) lösen
und Vorschubrollenhalter (F) nach oben
abziehen (Abb. 30).
Vorschubrolle (G) überprüfen. Auf der oberen
Seite der Vorschubrolle (G) muss die
entsprechende Drahtstärke angegeben sein. Die
Vorschubrolle (G) ist mit 2 Führungsnuten
ausgestattet. Vorschubrolle (G) gegebenenfalls
umdrehen oder austauschen. (Abb. 31)
Vorschubrollenhalter (F) wieder aufsetzen und
festschrauben.
Gasdüse (Abb. 5/12) unter Rechtsdrehung vom
Brenner (Abb. 5/13) abziehen, Kontaktrohr (Abb.
6/26) abschrauben (Abb. 5 - 6). Schlauchpaket
(Abb. 1/11) möglichst gerade vom Schweißgerät
wegführend auf den Boden legen.
Die ersten 10 cm des Schweißdrahtes so
abschneiden, dass ein gerader Schnitt ohne
Vorsprünge, Verzug und Verschmutzungen
entsteht. Ende des Schweißdrahtes entgraten.
Schweißdraht durch das Führungsrohr (M),
D
12
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 12
Page 13
zwischen Druck- und Vorschubrolle (G/I)
hindurch in die Schlauchpaketaufnahme (H)
schieben. (Abb. 32) Schweißdraht vorsichtig von
Hand so weit in das Schlauchpaket schieben bis
er am Brenner (Abb. 5/13) um ca. 1 cm
herausragt.
Justierschraube für Gegendruck (L) um einige
Umdrehungen lösen. (Abb. 34)
Druckrollenhalter (J) mit Druckrolle (I) und
Druckrollenfeder (K) wieder nach oben klappen
und Druckrollenfeder (K) wieder an
Justierschraube für Gegendruck (L) einhängen
(Abb. 33)
Justierschraube für Gegendruck (L) nun so
einstellen, dass der Schweißdraht fest zwischen
Druckrolle (I) und Vorschubrolle (G) sitzt ohne
gequetscht zu werden. (Abb. 34)
Passendes Kontaktrohr (Abb. 6/26) für den
verwendeten Schweißdrahtdurchmesser auf den
Brenner (Abb. 5/13) schrauben und Gasdüse
(Abb. 5/12) unter Rechtsdrehung aufstecken.
Justierschraube für Rollenbremse (D) so
einstellen, dass sich der Draht noch immer
führen lässt und die Rolle nach Abbremsen der
Drahtführung automatisch stoppt.
6. Bedienung
6.1 Einstellung
Da die Einstellung des Schweißgeräts je nach
Anwendungsfall unterschiedlich erfolgt, empfehlen
wir, die Einstellungen anhand einer
Probeschweißung vorzunehmen.
6.1.1 Einstellen des Schweißstromes
Der Schweißstrom kann in 6 Stufen am Ein-/Aus/Schweißstrom-Schalter (Abb. 1/7) eingestellt
werden. Der erforderliche Schweißstrom ist abhängig
von der Materialstärke, der gewünschten
Einbrenntiefe und dem verwendeten
Schweißdrahtdurchmesser.
6.1.2 Einstellen der DrahtvorschubGeschwindigkeit
Die Drahtvorschub-Geschwindigkeit wird automatisch
an die verwendete Stromeinstellung angepasst. Eine
Feineinstellung der Drahtvorschub-Geschwindigkeit
kann stufenlos am SchweißdrahtGeschwindigkeitsregler (Abb. 1/14) vorgenommen
werden. Es ist empfehlenswert bei der Einstellung in
Stufe 5 zu beginnen, welche einen Mittelwert
darstellt, und gegebenenfalls nachzuregeln. Die
erforderliche Drahtmenge ist abhängig von der
Materialdicke, der Einbrenntiefe, dem verwendeten
Schweißdrahtdurchmesser, und auch von der Größe
zu überbrückender Abstände der zu
verschweißenden Werkstücke.
6.1.3 Einstellen der Gasdurchflussmenge
Die Gasdurchflussmenge kann stufenlos am
Druckminderer (Abb.4/19) eingestellt werden. Sie
wird am Manometer (Abb. 4/20) in Liter pro Minute
(l/min) angegeben. Empfohlene Gasdurchflussmenge
in zugluftfreien Räumen: 5 – 15 l/min.
Zum Einstellen der Gasdurchflussmenge zuerst
Druckrollenfeder (Abb. 26/K) der DrahtvorschubEinheit lösen, um unnötigen Drahtverschleiß zu
vermeiden (siehe 5.4.3). Netzanschluss herstellen
(siehe Punkt 5.3), Ein-/Aus-/Schweißstrom-Schalter
(Abb.1/7) auf Stufe 1 stellen und Brennerschalter
(Abb. 5/25) betätigen, um Gasdurchfluss
freizugeben. Nun am Druckminderer (Abb. 4/19)
gewünschte Gasdurchflussmenge einstellen.
Linksdrehung des Drehknopfes (Abb. 4/24):
geringere Durchflussmenge
Rechtsdrehung des Drehknopfes (Abb. 4/24): höhere
Gasdurchflussmenge
Druckrollenfeder (Abb. 26/K) der DrahtvorschubEinheit wieder festklemmen.
6.2 Elektrischer Anschluss
6.2.1 Netzanschluss
Siehe Punkt 5.3
6.2.2 Anschluss der Masseklemme (Abb. 1/10)
Masseklemme (10) des Gerätes möglichst in
unmittelbarer Nähe der Schweißstelle anklemmen.
Auf metallisch blanken Übergang an der
Kontaktstelle achten.
6.3 Schweißen
Sind alle elektrischen Anschlüsse für
Stromversorgung und Schweißstromkreis sowie der
Schutzgasanschluss vorgenommen, kann
folgendermaßen verfahren werden:
Die zu schweißenden Werkstücke müssen im
Bereich der Schweißung frei von Farbe, metallischen
Überzügen, Schmutz, Rost, Fett und Feuchtigkeit
sein.
Stellen Sie Schweißstrom, Drahtvorschub und
Gasdurchflussmenge (siehe 6.1.1 – 6.1.3)
entsprechend ein.
Halten Sie den Schweißschirm (Abb. 3/17) vor das
Gesicht, und führen Sie die Gasdüse an die Stelle
D
13
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 13
Page 14
des Werkstücks, an der geschweißt werden soll.
Betätigen Sie nun den Brennerschalter (Abb. 5/25).
Brennt der Lichtbogen, fördert das Gerät Draht in
das Schweißbad. Ist die Schweißlinse groß genug,
wird der Brenner langsam an der gewünschten
Kante entlang geführt. Gegebenenfalls leicht
pendeln, um das Schweißbad etwas zu vergrößern.
Die ideale Einstellung von Schweißstrom,
Drahtvorschub-Geschwindigkeit und
Gasdurchflussmenge anhand einer
Probeschweißung ermitteln. Im Idealfall ist ein
gleichmäßiges Schweißgeräusch zu hören. Die
Einbrenntiefe sollte möglichst tief sein, das
Schweißbad jedoch nicht durch das Werkstück
hindurch fallen.
6.4 Schutzeinrichtungen
6.4.1 Thermowächter
Das Schweißgerät ist mit einem Überhitzungsschutz
ausgestattet, welcher den Schweißtrafo vor
Überhitzung schützt. Sollte der Überhitzungsschutz
ansprechen, so leuchtet die Kontrolllampe (3) an
Ihrem Gerät. Lassen Sie das Schweißgerät einige
Zeit abkühlen.
7. Reinigung, Wartung und
Ersatzteilbestellung
Ziehen Sie vor allen Reinigungsarbeiten den
Netzstecker.
7.1 Reinigung
Halten Sie Schutzvorrichtungen, Luftschlitze und
Motorengehäuse so staub- und schmutzfrei wie
möglich. Reiben Sie das Gerät mit einem
sauberen Tuch ab oder blasen Sie es mit
Druckluft bei niedrigem Druck aus.
Wir empfehlen, dass Sie das Gerät direkt nach
jeder Benutzung reinigen.
Reinigen Sie das Gerät regelmäßig mit einem
feuchten Tuch und etwas Schmierseife.
Verwenden Sie keine Reinigungs- oder
Lösungsmittel; diese könnten die Kunststoffteile
des Gerätes angreifen. Achten Sie darauf, dass
kein Wasser in das Geräteinnere gelangen kann.
7.2 Wartung
Im Geräteinneren befinden sich keine weiteren zu
wartenden Teile.
7.3 Ersatzteilbestellung:
Bei der Ersatzteilbestellung sollten folgende
Angaben gemacht werden;
Typ des Gerätes
Artikelnummer des Gerätes
Ident-Nummer des Gerätes
Ersatzteilnummer des erforderlichen Ersatzteils
Aktuelle Preise und Infos finden Sie unter
www.isc-gmbh.info
8. Entsorgung und Wiederverwertung
Das Gerät befindet sich in einer Verpackung um
Transportschäden zu verhindern. Diese Verpackung
ist Rohstoff und ist somit wieder verwendbar oder
kann dem Rohstoffkreislauf zurückgeführt werden.
Das Gerät und dessen Zubehör bestehen aus
verschiedenen Materialien, wie z.B. Metall und
Kunststoffe. Führen Sie defekte Bauteile der
Sondermüllentsorgung zu. Fragen Sie im
Fachgeschäft oder in der Gemeindeverwaltung nach!
14
D
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 14
Page 15
15
D
Fehler Ursache Abhilfe
Vorschubrolle dreht nicht Netzspannung fehlt
Regler Drahtvorschub auf 0
Anschluss überprüfen
Einstellung überprüfen
Vorschubrolle dreht, jedoch keine
Drahtzuführung
Schlechter Rollendruck
(siehe 5.4.3)
Rollenbremse zu fest eingestellt
(siehe 5.4.3)
Verschmutzte / beschädigte
Vorschubrolle (siehe 5.4.3)
Beschädigtes Schlauchpaket
Kontaktrohr falsche Größe /
verschmutzt / verschlissen
(siehe 5.4.3)
Schweißdraht an
Gasdüse/Kontaktrohr festgeschweißt
Einstellung überprüfen
Einstellung überprüfen
Reinigen bzw. austauschen
Mantel der Drahtführung
überprüfen
Reinigen / austauschen
lösen
Gerät funktioniert nach längerem
Betrieb nicht mehr, Kontrollleuchte
Thermowächter (3) leuchtet
Gerät hat sich durch zu lange
Anwendung bzw. Nichteinhaltung
der Rücksetzzeit überhitzt
Gerät mindestens 20-30 Minuten
abkühlen lassen
Sehr schlechte Schweißnaht Falsche Strom-/Vorschub-
einstellung
(siehe 6.1.1/6.1.2)
Kein / zu wenig Gas (siehe 6.1.3)
Einstellung überprüfen
Einstellung überprüfen bzw.
Fülldruck der Gasflasche
kontrollieren
9. Störungssuche
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 15
Page 16
16
D
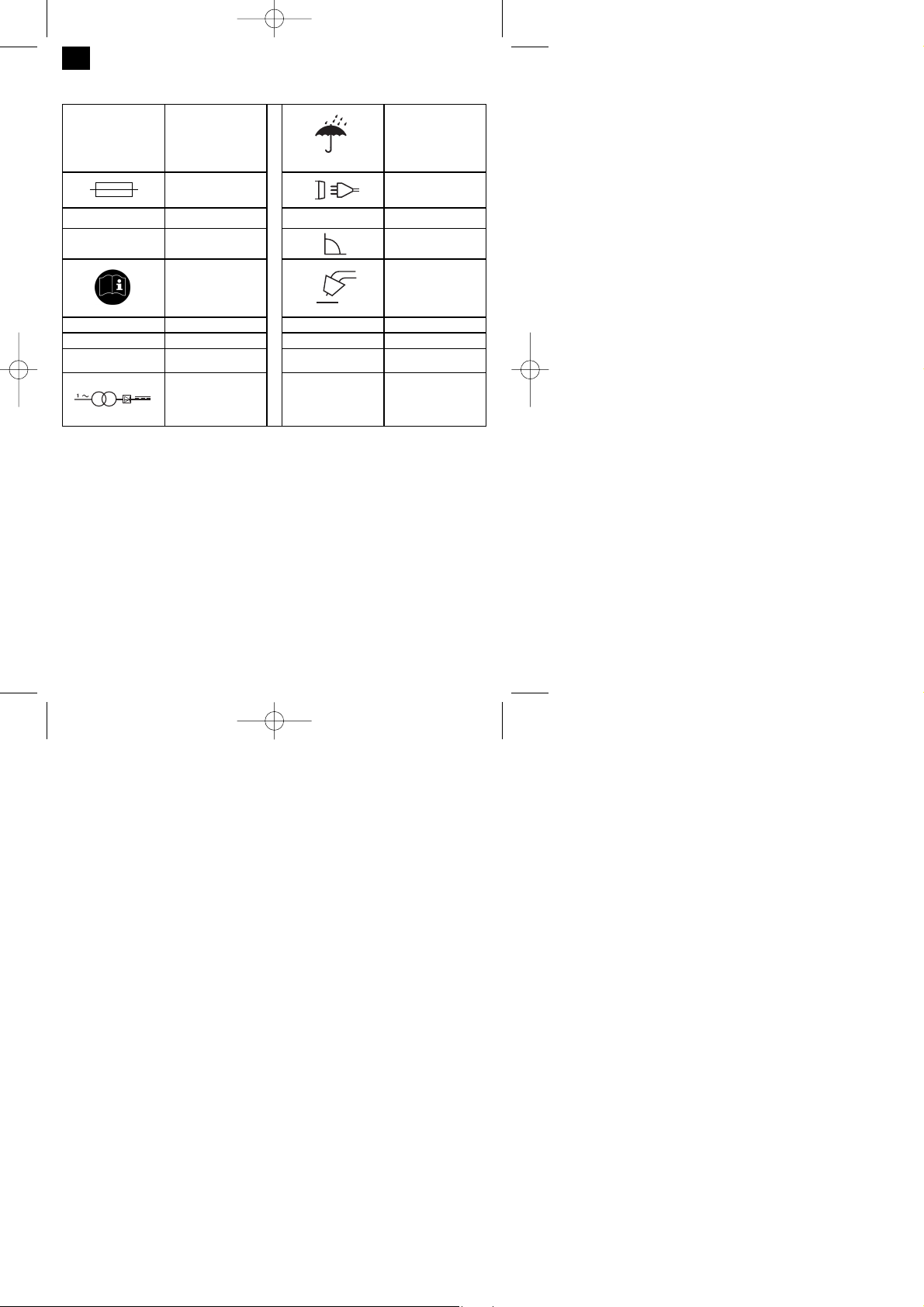
10. Erklärung der Symbole
EN 60974-1 Europäische Norm für
Lichtbogenschweißeinrichtungen und
Schweißstromquellen
mit beschränkter Einschaltdauer
Lagern oder verwenden
Sie das Gerät nicht in
feuchter oder nasser
Umgebung oder im
Regen
Sicherung mit Nennwert
in Ampere im
Netzanschluss
1 Phasen Netzanschluss
U
1
Netzspannung 50 Hz Netzfrequenz
I1max höchster Netzstrom
Bemessungswert
Symbol für fallende
Kennlinie
Vor Gebrauch des
Schweißgerätes die
Bedienungsanleitung
sorgfältig lesen und
beachten
Metall-Inert- und
Aktivgas-Schweißen
einschließlich der
Verwendung von
Fülldraht
U
0
Nennleerlaufspannung IP 21 Schutzart
I
2
Schweißstrom H Isolationsklasse
Ø mm Schweißdrahtdurch-
messer
X Einschaltdauer
Einphasiger
Transformator mit
Gleichrichter
Gerät ist funkentstört nach EG-Richtlinie 89/336/EWG
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 16
Page 17
17
SLO
Vsebina Stran
1. Varnostni napotki 18
2. Opis aparata in obseg dobave 18
3. Predpisana pravilna uporaba 18
4. Tehnični podatki 19
5. Pred uporabo 19-21
6. Uporaba 21-22
7. Čiščenje, vzdrževanje in naročanje nadomestnih delov 22
8. Odstranjevanje in recikliranje 22
9. Iskanje vzrokov zaradi motenj 23
10. Obrazložitev simbolov 24
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 17
Page 18
Pozor!
Pri uporabi naprav je potrebno upoštevati
preventivne varnostne ukrepe, da bi tako preprečili
poškodbe in škodo na napravi. Zato ta navodila
skrbno preberite. Ta varnostna navodila shranite
dobro, da Vam bodo informacije vsak čas na
razpolago. V primeru, da bi to napravo predali
drugim osebam, Vas prosimo, da ta navodila za
uporabo izročite skupaj z napravo.
Mi ne prevzemamo nobene odgovornosti za nesreče
ali škodo, ki bi nastala zaradi neupoštevanja teh
navodil in varnostnih navodil.
1. Varnostni napotki
Odgovarjajoče varnostne napotke lahko preberete v
priloženi knjižici.
2. Opis aparata in obseg dobave
(Slike 1-8)
1. Ročaj
2. Prikaz obratovanja
3. Kontrolna lučka - temperaturni kontrolnik
4. Pokrov ohišja
5. Površina za odlaganje plinske jeklenke
6. Tekalna kolesa
7. Stikalo za vklop/izklop varilnega toka
8. Vodilna kolesa
9. Omrežni električni vtikač
10. Sponka za priključek na maso
11. Cevni paket
12. Plinska šoba
13. Gorilec
14. Regulator hitrosti dodajanja varilne žice
15. Verižna kljuka
16. Priključek za dovod plina
17. Varilna maska
18. Cev za zaščitni plin
19. Tlačni reducirni ventil
20. Manometer
21. Privojni del
22. Varnostni ventil
23. Priključek za cev za zaščitni plin
24. Vrtljivi gumb
25. Stikalo gorilca
26. 2 x kontaktna cev
27. Ročaj za pokrov ohišja
28. Varovalna veriga
2.1 Montažni material
a. 16 x vijak za tekalna kolesa
b. 16 x vzmetna podložka za tekalna kolesa
c. 16 x podložka za tekalna kolesa
d. 2 x cevna objemka
k. 1 x okvir - zaščitni plin
l. 1 x varilno steklo
m. 1 x prozorno zaščitno steklo
n. 2 x pritrdilne puše za zaščitno steklo
o. 3 x matica za ročaj
p. 3 x vijak za ročaj
q. 2 x zatič za zaščitno steklo
r. 1 x ročaj
s. 1 x okvir varilne maske
3. Predpisana primerna uporaba
Varilni aparat na zaščitni plin je namenjen samo
varjenju aluminija s postopkom MIG(Metall-Inert-Gas)
in jekla s postopkom MAG (Metall-Aktiv-Gas) z
uporabo odgovarjajoče varilne žice in plina.
Stroj je dovoljeno uporabljati samo za namene, za
katere je bil konstruirani. Vsaka druga uporaba ni
dovoljena. Za kakršnokoli škodo ali poškodbe, ki bi
nastale zaradi nedovoljene uporabe, nosi
odgovornost uporabnik / upravljalec, ne pa
proizvajalec.
Prosimo, da upoštevate, da naše naprave niso bile
konstruirane za namene profesionalne, obrtniške ali
industrijske uporabe. Ne prevzemamo nobenega
jamstva, če se naprava uporablja za profesionalne,
obrtniške ali industrijske namene ali za izvajanje
podobnih dejavnosti.
18
SLO
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 18
Page 19
4. Tehnični podatki
Omrežni električni priključek: 230 V ~ 50 Hz
Varilni tok: 25 - 135 A (max. 170 A)
Trajanje vklopa X%: 10 20 30 60 100
Varilni tok I2 (A): 135 100 77 54 42 25
Nazivna napetost prostega teka U0: 40 V
Boben z varilno žico max.: 5 kg
Premer varilne žice: 0,6/0,8 mm
Varovanje: 16 A
Teža: 32,3 kg
5. Pred uporabo
5.1 Montaža (Slike 5 - 21)
5.1.1 Montaža tekalnih in vodilnih koles (6/8)
Tekalna kolesa (6) in vodilna kolesa (8) montirajte kot
je prikazano na slikah 7, 9, 10, 11.
5.1.2 Montaža varilne maske (17)
Položite varilno steklo (l) in nad le-to prozorno
zaščitno steklo (m) v okvir za zaščitno steklo (k)
(Slika 12).
Držalne zatiče za zaščitno steklo (q) potisnite
zunaj v luknje na okviru varilne maske (s) (Slika
13).
Položite okvir za zaščitno steklo (k) z varilnim
steklom (l) in prozornim zaščitnim steklom (m) od
znotraj v utor na okviru varilne maske (s),
pritrdilne puše zaščitnega stekla (n) pritisnite na
zatiče zaščitnega stekla (q) tako, da vskočijo v
svoj položaj in, da zavarujejo okvir zaščitnega
stekla (k). Prozorno zaščitno steklo (m) se mora
nahajati na zunanji strani (Slika 14).
Gornji rob okvira varilnega stekla (s) upognite
navznoter (Slika 15/1) in zapognite kote gornjega
roba (Slika 15/2). Sedaj upognite navznoter
zunanje strani okvira varilnega stekla (s) (Slika
15/3) in le-te spojite tako, da čvrsto stisnete
skupaj kote gornjega roba in zunanjih strani. Na
vsaki strani mora biti spajanj pritrdilnih zatičev 2
razločno slišno (Slika 15/4).
Ko so povezani zgornji koti varilne maske kot je
prikazano na sliki 16, vstavite vijake ročaja (p) od
zunaj skozi 3 luknje na varilni maski (Slika 17).
Obrnite varilno masko in namestite ročaj (r) preko
navojev 3 vijakov za ročaj (p). Privijte ročaj (r) s 3
maticami za ročaj (o) na varilni maski (Slika 18).
5.2 Plinski priključek (Slike 4-6, 19 - 25)
5.2.1 Vrte plina
Pri varjenju z neprekinjeno žico je potreben zaščitni
plin, sestava zaščitnega plina je odvisna od izbranega
varilnega postopka:
5.2.2 Montaža plinske jeklenke na aparat
(Slika 19 - 25)
Plinska jeklenka ni zajeta v obsegu dobave!
Plinsko jeklenko montirajte kot je prikazano na slikah
19 - 21. Pazite na čvrsto nameščenost varovalne
verige (28) in na to, da bo varilni aparat postavljen
stabilno in varno.
Pozor! Na površino za odlaganje plinskih jeklenk
(Slika 19/5) je dovoljeno montirati samo plinske
jeklenke do največ 20 litrov vsebine. Pri uporabi
večjih plinskih jeklenk obstaja nevarnost prevračanja
in zato je le-takšne dovoljeno postavljati samo poleg
aparata. Če je temu tako, morate zadostno zavarovati
plinsko jeklenko proti prevračanju!
5.2.3 Priklop plinske jeklenke
Po odstranitvi zaščitne kape (Slika 22/A) kratko
odprite ventil jeklenke (Slika 22/B) v smeri proč od
telesa.
Iz priključnih navojev (Slika 22/C) po potrebi očistite
umazanijo s suho krpo in brez uporabe kakršnihkoli
čistilnih sredstev. Preverite, če je na tlačnem
reducirnem ventilu (19) tesnilo in, če je le-to v
brezhibnem stanju. Tlačni reducirni ventil (19) privijte
v smeri urinega kazalca na priključni navoj (Slika
23/C) plinske jeklenke (Slika 23). Obe cevni objemki
(d) namestite na cev za zaščitni plin (18). Cev za
zaščitni plin (18) dajte na priključek za cev za zaščitni
plin (23) na tlačni reducirni ventil (19) in priključek za
dovod plina (16) na varilni aparat in zavarujte na obeh
priključnih mestih s cevno objemko (d) (Slika 24 - 25).
Pozor! Pazite na dobro tesnenje vseh plinskih
priključkov in spojnih povezav! Priključke in spojna
mesta preverite s sprejem za kontrolo tesnenja ali z
milnico.
19
SLO
Zaščitni plin
CO2 Argon/CO2 Argon Argon/O
Varjeni material
Nelegirano jeklo
X X
Aluminij
X
Legirano jeklo
X X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 19
Page 20
5.2.4 Obrazložitev tlačnega reducirnega ventila
(Slika 4/19)
Z vrtljivim gumbom (24) lahko nastavljate količino
pretoka plina. Nastavljeno količino pretoka plina lahko
odčitate na manometru (20) v litrih na minuto (l/min).
Plin izstopa na priključku cevi za zaščitni plin (23) in
se dovaja naprej po cevi za zaščitni plin (Slika 3/18)
do varilnega aparata (glej 5.2.3).
Pozor! Pri nastavljanju količine pretoka plina zmeraj
postopajte v skladu z navodili v točki 6.1.3.
Tlačni reducirni ventil montirate na plinsko jeklenko s
pomočjo privojnega dela (21) (glej 5.2.3).
Pozor! Posege in popravila na tlačnem reducirsnem
ventilu sme izvajati samo strokovno usposobljeno
osebje. Pokvarjene tlačne reducirne ventile pošljite
po potrebi na naslov servisne službe.
5.3 Priključek na električno omrežje
Pred priklopom se prepričajte, če se podatki na
tipski podatkovni tablici skladajo s podatki o
električnem omrežju.
Aparat smete uporabljati samo s pravilno
ozemljenimi in zavarovanimi vtičnicami z
zaščitnim kontaktom.
5.4 Montaža navitja žice (Slike 1, 5, 6, 26 – 34)
Navitje žice ni zajeto v obsegu dobave!
5.4.1 Vrste žice
Glede na primer uporabe so potrebne različne varilne
žice. Varilni aparat lahko uporabljate z varilnimi
žicami premera 0,6 in 0,8 mm. Odgovarjajoči
dodajalni valj in kontaktne cevi so priložene aparatu.
Dodajalni valj, kontaktna cev in presek žice morajo
biti zmeraj ustrezni.
5.4.2 Kapaciteta navitja žice
Na aparat je dovoljeno montirati navitje z žico do
največ 5kg teže.
5.4.3 Vstavljanje navitja žice
Odprite pokrov ohišja (Slika 2/4) tako, da
potisnete ročaj pokrova ohišja (Slika 2/27) nazaj
in odprete pokrov ohišja navzgor (Slika 2/4).
Preverite, če se navitja na kolutu ne prekrivajo, da
bo lahko zagotovljeno enakomerno odvijanje
žice.
Opis enote za dovajanje žice (Slike 26 - 27)
A Aretiranje navitja
B Držalo navitja
C Sojemalni zatič
D Vijak za nastavitev valjčne zavore
E Vijaki za držalo dodajalnih valjčkov
F Držalo dodajalnih valčkov
G Dodajalni valjček
H Sprejemni del za sklop cevi
I Pritisni valjček
J Držalo pritisnega valjčka
K Vzmet pritisnega valjčka
L Vijak za nastavitev protipritiska
M Vodilna cev
N Tuljava z žico
O Odprtina tuljave z žico
Vstavljanje navitja za žico (Slika 26,27)
Navitje z žico (N) namestite na držalo koluta (B).
Pazite na to, da bo konec varilne žice odvit na strani
vodila žice, glej puščico.
Pazite, da bo aretiranje koluta (A) pritisnjeno in se bo
zatič sojemalnika (C) nahajal v dovajalni odprtini
navitja žice (O). Aretiranje koluta (A) mora ponovno
vskočiti v svoj položaj nad kolutom za navitje žice (N)
(Slika 27).
Vstavljanje varilne žice in nastavitev dovajanja
žice (Slike 28 - 34)
Vzmet pritisnega valjčka (K) pritisnite navzgor in
obrnite naprej (Slika 28).
Držalo pritisnega valjčka (J) obrnite s pritisnim
valjčkom (I) in vzmetjo pritisnega valjčka (K)
n7avzdol (Slika 29).
Odvijte vijake držala dodajalnega valjčka (E) in
snemite v smeri navzgor držalo dodajalnega
valjčka (F) (Slika 30).
Preverite dovajalni valjček (G). Na zgornji strani
dovajalnega valjčka (G) mora biti navedena
odgovarjajoča debelina žice. Dovajalni valjček
(G) je opremljeni z 2 vodilnima utoroma. Obrnite
po potrebi dovajalni valjček (G) ali ga zamenjajte
(Slika 31).
Ponovno namestite in zategnite držalo
dodajalnega valjčka (F).
Z obračanjem v desno odvijte plinsko šobo (Slika
5/12) z gorilca (Slika 5/13), odvijte kontaktorsko
cev (Slika 6/26) (Slika 5 - 6). Cevni paket (Slika
1/11) položite po možnosti ravno vstran od
varilnega aparata.
Odrežite prvih 10 cm varilne žice tako, da bo
nastal raven kos žice brez izkrivljenja in
umazanije. Postrgajte konec varilne žice.
Potisnite varilno žico skozi vodilno cev (M) med
pritisnim in dovajalnim valjčkom (G/I) v sprejemni
del cevnega paketa (H) (Slika 32). Varilno žico
20
SLO
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 20
Page 21
potisnite previdno z roko tako daleč v cevni
paket, da bo štrlela ven iz gorilca (Slika 5/13) ca.
1 cm.
Odpustite vijak za nastavitev protipritiska (L) za
nekaj obratov. (Slika 34)
Ponovno obrnite navzgor držalo pritisnega
valjčka (J) s pritisnim valjčkom (I) in vzmetjo
pritisnega valjčka (K) in ponovno pritrdite vzmet
pritisnega valjčka (K) na vijak za nastavitev
protipritiska (L) (Slika 33).
Vijak za nastavitev protipritiska (L) sedaj
nastavite tako, da se bo varilna žica nahajala
čvrsto in brez stiskanja med pritisnim valjčkom (I)
in dovajalnim valjčkom (G). (Slika 34)
Na gorilec (Slika 5/13) privijte odgovarjajočo
kontaktno cev (Slika 6/26) za uporabljani premer
varilne žice in montirajte plinsko šobo s
privijanjem v desno (Slika 5/12).
Vijak za nastavitev valjčne zavore (D) nastavite
tako, da bo še zmeraj možno voditi žico in jo
valjček avtomatsko ustavi po zaviranju vodila
žice.
6. Uporaba
6.1 Nastavitev
Ker se nastavitev varilnega aparata izvaja različno
glede na primer uporabe, priporočamo, da izvršite
nastavitve s poskusnim varjenjem.
6.1.1 Nastavitev varilnega toka
Varilni tok lahko nastavljate na 6 stopenj na stikalu za
vklop / izklop varilnega toka (Slika 1/7). Potrebni
varilni tok je odvisen od debeline materiala, želene
globine varjenja in uporabljanega premera varilne
žice.
6.1.2 Nastavitev hitrosti dovajanja žice
Hitrost dodajanja žice se avtomatsko prilagaja glede
na uporabljano nastavitev varilnega toka. Fino
nastavitev hitrosti dovajanja žice lahko izvršite
brezstopenjsko na regulatorju hitrosti varilne žice
(Slika 1/14). Priporočljivo je začeti z nastavitvijo na 5.
stopnji, ki predstavlja srednjo vrednost in potem po
potrebi dodatno izvajati regulacijo. Potrebna količina
žice je odvisna od debeline materiala, globine
varjenja, uporabljanega premera varilne žice in tudi
od velikosti premostitvenega razmaka med
obdelovanci, ki jih varite.
6.1.3 Nastavitev količine pretoka plina
Količino pretoka plina lahko nastavljate
brezstopenjsko na tlačnem reducirnem ventilu (Slika
4/19). Količina je navedena na manometru (Slika
4/20) v litrih na minuto (l/min). Priporočana količina
pretoka plina v prostorih, kjer ni prepiha, je 5 – 15
l/min.
Za nastavitev količine pretoka plina najprej odpustite
vpenjalno ročico (Slika 26/K) na enoti za dodajanje
žice, da preprečite nepotrebno obrabo žice (glej
5.4.3). Priklop na električno napajanje (glej točko 5.3),
stikalo za vklop/izklop varilnega toka (Slika 1/7)
postavite na 1. stopnjo in vključite stikalo gorilca
(Slika 5/25), da odprete pretok plina. Sedaj nastavite
na reducirnem ventilu (Slika 4/19) želeno količino
pretoka plina.
Obračanje vrtljivega gumba v levo (Slika 4/24):
manjša količina pretoka
Obračanje vrtljivega gumba v desno(Slika 4/24):
večja količina pretoka plina
Ponovno pritrdite vzmet pritisnega valjčka (Slika
26/K) enote za dovajanje žice.
6.2 Električni priključek
6.2.1 Priključek na električno omrežje
Glej točko 5.3
6.2.2 Priključek na maso (Slika 1/10)
Priključek na maso (10) aparata izvršite po možnosti
neposredno čim bližje mestu varjenja.
Pazite na kovinsko čisti prehod na kontaktnem mestu.
6.3 Varjenje
Ko ste izvršili vse električne priključke za električno
napajanje in tokokrog varilnega toka ter priključek
zaščitnega plina, lahko postopate na sledeči način:
Obdelovanci, ki jih boste varili, morajo biti v območju
varjenja brez barve, kovinskih oblog, umazanije, rje,
maščob in vlage.
Nastavite odgovarjajoče varilni tok, dovajanje varilne
žice in količino pretoka plina (glej 6.1.1 – 6.1.3).
Držite varilno masko (Slika 3/17) pred obrazom in
postavite plinsko šobo na mesto varjenja na
obdelovanec.
Sedaj pritisnite stikalo gorilca (Slika 5/25).
21
SLO
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 21
Page 22
Ko obločnica gori, dovaja aparat žico na mesto
varjenja. Če je varilna leča dovolj velika, vodite
gorilec počasi vzdolž po robu. Po potrebi rahlo nihajte
z gorilcem, da nekoliko povečate varilno mesto.
S poskusnim varjenjem ugotovite idealno nastavitev
varilnega toka, hitrost dovajanja žice in količino
pretoka plina. V idealnem primeru slišite med
varjenjem enakomerni šum. Globina varjenja naj je
čim večja, vendar pa ne sme varilna kopel prodreti
skozi obdelovanec.
6.4 Zaščitna oprema
6.4.1 Temperaturni kontrolnik
Varilni aparat je opremljen z zaščito pred
pregrevanjem, katera ščiti transformator varilnega
aparata pred pregrevanjem. V kolikor bi se sprožila
zaščita pred pregrevanjem, se prižge kontrolna lučka
(3) na varilnem aparatu. Pustite, da se varilni aparat
nekaj časa ohlaja.
7. Čiščenje, vzdrževanje in naročanje
rezervnih delov
Pred vsemi čistilnimi deli izklopite električni vtikač iz
električne priključne vtičnice.
7.1 Čiščenje
Zaščitne naprave, zračne reže in ohišje motorja
vzdržujte v karseda čistem stanju. Napravo
zdrgnite s čisto krpo ali pa jo izpihajte s
komprimiranim zrakom (pod nizkim pritiskom).
Priporočamo, da napravo očistite takoj po vsaki
uporabi.
V rednih intervalih napravo očistite tudi z mokro
krpo in mazavim milom. Ne uporabljajte nobenih
čistilnih sredstev ali razredčil; ta sredstva lahko
začnejo nažirati dele iz umetne mase. Pazite na
to, da voda ne more prodreti v notranjost
naprave.
7.2 Vzdrževanje
V notranjosti naprave se ne nahajajo nobeni deli,
kateri bi terjali vzdrževanje.
7.3 Naročanje rezervnih delov:
Pri naročilu rezervnih delov navedite naslednje
podatke:
Tip stroja
Številka artikla/stroja
Identifikacijska številka stroja
Številka rezervnega dela, ki ga naročate
Aktualne cene in informacije najdete na spletni strani
www.isc-gmbh.info
8. Odstranjevanje in reciklaža
Naprava je ovita v ovojnino, da bi preprečili
poškodovanje zaradi transporta. Ta ovojnina je
surovina in jo kot tako lahko ponovno uporabimo ali
pa jo predamo v reciklažo.
Naprava in njegov pribor so sestavljeni iz različnih
materialov, kot n.pr. kovina in umetna masa.
Defektne konstrukcijske dele predajte na deponijo
za posebne odpadke. Povprašajte v strokovni
trgovini ali pri občinski upravi!
22
SLO
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 22
Page 23
23
SLO
Fault Cause Remedy
Dodajalni valj se ne obrača Ni omrežne napetosti
Regulator dodajanja žice na 0
Preverite priključek
Preverite nastavitev
Dodajalni valj se obrača, vendar ni
dovoda žice
Slab pritisk valjčka (glej 5.4.3)
Valjčna zavora je nastavljena
prečvrsto (glej 5.4.3)
Umazani / poškodovani dodajalni
valjček (glej 5.4.3)
Poškodovani cevni paket
Kontaktna cev - napačna velikost /
umazana / obrabljena (glej 5.4.3)
Varilna žica se privari na plinsko
šobo / kontaktno cev
Preverite nastavitev
Preverite nastavitev
Očistite oz. zamenjajte
Preverite plašč vodila žice
Očistite / zamenjajte
Sprostite
Aparat po daljšem času več ne
deluje, kontrolna lučka
temperaturnega kontrolnika (3) gori
Aparat se je zaradi predolge
uporabe oz. neupoštevanja časa
resetiranja pregrel
Pustite, da se aparat ohlaja najmanj
20-30 minut
Zelo slab varilni šiv Nepravilna nastavitev toka /
dovajanja žice (glej 6.1.1/6.1.2)
Ni plina / premalo plina (glej 6.1.3)
Preverite nastavitev
Preverite nastavitev oz. tlak
polnjenja v plinski jeklenki
9. Iskanje vzrokov zaradi motenj
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 23
Page 24

24
SLO
10. Obrazložitev simbolov
EN 60974-1 Evropska norma za
opremo za obločno
varjenje in viri varilnega
toka z omejenim
trajanjem vklopa
Aparata ne skladiščite ali
uporabljajte v vlažnem ali
mokrem okolju ali v dežju
Varovalka z nazivno
vrednostjo v amperih na
omrežnem električnem
priključku
1-fazni omrežni električni
priključek
U
1
Omrežna električna
napetost
50 Hz Omrežna električna
frekvenca
I1max Najvišji omrežni električni
tok Merilna vrednost
Simbol za padajočo
karakteristiko
Pred uporabo varilnega
aparata skrbno preberite
in upoštevajte navodila
za uporabo
Varjenje MIG in MAG
vključno z uporabo
polnilne žice
U
0
Nazivna napetost
prostega teka
IP 21 Vrsta zaščite
I
2
Varilni tok H Izolacijski razred
Ø mm Premer varilne žice X Trajanje vklopa
Enofazni transformator z
usmernikom
Aparat ne povzroča radijskih motenj v skladu s smernico ES 89/336/EWG
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 24
Page 25

Tartalomjegyzék: Oldal
1 Biztonsági utasítások 26
2. A készülék leírása és a szállítás terjedelme 26
3. Rendeltetésszerűi használat 26
4. Technikai adatok 27
5. Beüzemeltetés előtt 27-29
6. Kezelés 29-30
7. Tisztítás, karbantartás és pótalkatrészmegrendelés 30
8. Megsemmisítés és újrahasznosítás 30
9. Zavarkeresés 31
10. A szimbólumok magyarázata 32
25
H
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 25
Page 26

Figyelem!
A készülékek használatánál be kell tartani egy pár
biztonsági intézkedéseket, azért hogy sérüléseket
és károkat megakadályozzon. Olvassa ezért ezt a
használati utasítást alaposan át. Őrizze jól meg,
azért hogy mindenkor rendelkezésére álljonak az
információk. Ha átadná más személyeknek a
készüléket, akkor kézbesítseki vele ezt a használati
utasítást is.
Nem vállalunk felelőséget olyan balesetekért és
károkért, amelyek ennek az utasításnak és a
biztonsági utasításoknak a figyelmen hagyása által
keletkeznek.
1. Biztonsági utasítások
A megfelelő biztonsági utasítások a mellékelt
füzetetcskében találhatóak.
2. A készülék leírása és a szállítás
terjedelme (képek 1-től - 8-ig)
1. Fogantyú
2. Üzemjelző
3. Kontrollámpa hőőrző
4. Gépházburkolat
5. Gázpalack-leállítófellület
6. Futógörgők
7. Be-/ki-/hegesztőáram-kapcsoló
8. Terelő görgők
9. Hálózati csatlakozó
10. Földelő csipesz
11. Tömlőcsomag
12. Gázfúvóka
13. Égőfej
14. Hegesztőelektróda-sebességszabályozó
15. Lánckampók
16. Gázbevezetőcsatlakozás
17. Hegesztőernyő
18. Védőgáztömlő
19. Nyomáscsökkentő
20. Manométer
21. Csavarkötés
22. Biztonsági szelep
23. Csatalkozás védőgáztömlő
24. Forgógomb
25. Égőfejkapcsoló
26. 2 x kontaktcső
27. Fogantyú a gépházburkolathoz
28. Biztosítólánc
2.1 Összeszerelési anyag
a. 16 x csavar a futógörgőkhöz
b. 16 x zárógyűrű a futógörgőkhöz
c. 16 x alátétkorong a futógörgőkhöz
d. 2 x tömlőcsipesz
k. 1 x keret védőüveg
I. 1 x hegesztési üveg
m. 1 x transzparens védőüveg
n. 2 x Tartóhüvelyek védőüveg
o. 3 x anya a fogantyúhoz
p. 3 x csavarok a fogantyúhoz
q. 2 x tartópecek védőüveg
r. 1 x fogantyú
s. 1 x hegesztési ernyő-keret
3. Rendeltetésszerűi használat
A védőgázhegesztőkésülék a megfelelő
hegesztőrdótok és gázok használata melett
kizárólagosan aluminiumnak az MIG-(Fém-iners-gáz)
–eljárásban és acéloknak az MAG-(fém-Aktiv-gáz)eljárásban történő hegesztésre alkalmas.
Az excenter csiszológép nem alkalmas nedves
csiszolásra.
A gépet csak rendeltetése szerint szabad használni.
Ezt túlhaladó bármilyen használat, nem számít
rendeltetésszerűnek. Ebből adódó bármilyen kárért
vagy bármilyen fajta sérülésért a használó ill. a kezelő
felelős és nem a gyártó.
Kérjük vegye figyelembe, hogy a készülékeink a
meghatározásuk szerint nem kisipari, kézműipari
vagy ipari üzemek területén történő bevetésre lettek
tervezve. Ezért a nem vállalunk szavatosságot, ha a
készülék kisipari, kézműipari vagy ipari üzemek
területén valamint egyenértékű tevékenységek
területén van használva.
26
H
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 26
Page 27

4. Technikai adatok
Hálózati csatlakozás: 230 V ~ 50 Hz
Hegesztőáram: 25-135 A (max. 170 A)
Bekapcsolási időtartam X%:
10 20 30 60 100
Hegesztőáram I2(A): 135 100 77 54 42 25
Névleges üresjárati feszültség U0: 40 V
Hegesztődrótdob max.: 5 kg
Hegesztődrótátmérő: 0,6/0,8 mm
Óvintézkedés: 16 A
Tömeg: 32,3 kg
5. Beüzemeltetés előtt
5.1 Összeszerelés (5-21-es ábra)
5.1.1 A futó- és terelő görgők felszerelése (6/8)
A 7-es, 9-es, 10-es, 11-es ábrákon mutatottak szerint
felszerelni a futógörgőket (6) és a terelő görgőket (8).
5.1.2 A hegesztőernyő felszerelése (17)
A hegesztési üveget (l) és afelett a transzparens
védőüveget (m) a védőüveg (k) keretébe fektetni
(12-ös ábra).
A védőüveg (q) tartószegeit kívülről a
hegesztőernyő keretének (s) a furataiba dugni.
(13-os ábra)
A védőüveg (k) keretét a hegesztő üveggel (l) és
a transzparens védőüveggel (m) belülről a
hegesztőernyő-keretének (s) az üregébe fektetni,
a védőüveg (n) tartóhüvelyeit a védőüveg (q)
tartószegeire dugni, amig be nem reteszel, azért
hogy biztosítsa a védőüveg (k) keretét. A
transzparens védőüvegnek (m) a külső oldalon
kell feküdnie. (14-es ábra)
A hegesztőernyő-keretének (s) a felső szélét
befelé hajlítani (ábra 15/1.) és begörbíteni a
felüső szél sarkait (ábra 15/2.). Most a
hegesztőernyő-keretének (s) a külső oldalait
befelé hajlítani (ábra 15/3.) és ezeket a felülső
szélek sarkainak és a külsö oldalak erős
összenyomása által összekötni. A tartószegek
beretszelésénél, oldalanként 2 tisztán hallható
kattanási zajnak kell észlelhetőnek lennie (ábra
15/4).
Ha a hegesztőernyőnek mind a két sarka, a 16-es
ábrán mutatottak szerint, össze van kapcsolva,
akkor a tartófogantyúnak (p) levő csavarokat
kívülről a hegesztőernyőben levő 3 lyukon
keresztül dugni. (17-as ábra)
Megfordítani a hegesztőernyőt és a fogantyút (r),
a tartófogantyú (p) 3 csavarjának a menetére
vezetni. A fogantyút (r) a tartófogantyúhoz (o)
való 3 anyával feszesen a hegesztőernyőn
odacsavrozni. (18-es ábra)
5.2 Gázcsatlakoztatás
(ábrák 4-től – 6-ig, 19-től – 25-ig)
5.2.1 Gázfajták
Folyamatos dróttal való hegeszténél gázvédőre van
szükség, a védőgáz összetétele a vállasztott
hegesztési eljárástól függ:
5.2.2 Felszerelni a gázpalackot a készülékre
(ábrák 19-től – 25-ig)
A gázpalack nincs a szállítás terjedelmében!
Szerelje fel a gázpalackot a 19-től - 21-ig levő
ábrákon mutatottak szerint. Ügyeljen a biztosítólánc
(28) feszes ülésére és arra, hogy a hegesztőkészülék
billenésbiztosan álljon.
Figyelem! A gázpalack leállítóhelyre (ábra 19/5) csak
maximálisan 20 literig terjedő gázpalackokat szabad
felszerelni. Nagyobb gázpalackok használatánál
felbillenés veszélye áll fenn, ezért ezeket csak a
készülék melett szabad felállítani. Ha ez lenne az
eset, akkor a gázpalackot elegendően biztosítani kell
felbillenés ellen!
5.2.3 A gázpalack csatlakoztatása
(ábrák 7-es, 24-től – 27-ig)
A védősisak levétele után (ábra 22/A) röviden a testől
elfordított irányba kinyitni a palackszelepet (ábra
22/B).
Adott esetben a csatlakozószelepet (ábra 22/C),
minden féle tisztítószer segítsége nélkül, egy száraz
ronggyal megtisztítani szennyeződésektől.
Kontrollálni, hogy a nyomáscsökkentőn (19) rajta van
e a tömítés és hogy kifogástalan állapotban van. Az
óramutató forgási irányába rácsavarozni a
nyomáscsökkentőt (19) a gázpalack csatlakoztatási
menetére (ábra 23/C) (23-ös ábra). A
védőgáztömlőre (18) vezetni a két tömlőszorítót (d).
Rádugni a védőgáztömlőt (18) a nyomáscsökkentőn
(19) és a gázbevezetőcsatlakozáson (16) levő
védőgáztömlőnek (23) a csatlakozására és mind a
27
H
Védőgáz
CO2 Argon/CO2 Argon Argon/O
Hegesztendő fém
Ötvözetlen acél
X X
Aluminium
X
Nemesacél
X X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 27
Page 28

két csatlakozóhelyet a tömlőszorítóval (d) biztosítani.
(ábrák 24-tól – 25-ig)
Figyelem! Ügyeljen minden gázcsatlakoztatásnak és
összeköttetésnek a tömörségét! Ellenőrizze le a
csatlakozattásokat és összekötési helyeket egy
léksprayal vagy szappanos vízzel.
5.2.4 A nyomáscsökkentő magyarázata
(ábra 4/19)
A forgógombon (24) lehet a gázátfolyási mennyiséget
beállítani. A beállított gázátfolyási mennyiséget a
manométeren (20) lehet percenkénti literben (l/min)
leolvasni. A gáz a védőgáztölmlő (23) végén lép ki és
a védőgáztömlőn (ábra 3/18) keresztül lesz a
hegesztőkészülékhez továbbszállítva. (lásd az 5.2.3at)
Figyelem! A gázátfolyási mennyiség beállításához
járjon mindig a 6.1.3-as pont alatt leírottak szerint el.
A nyomáscsökkentő a csavarkötés (21) segítségével
lesz a gázpalackon felszerelve (lásd az 5.2.3-at).
Figyelem! A nyomáscsökkentőn történő benyúlásokat
és javításokat csak szakszemélyzet végezheti el.
Defektes nyomáscsökkentőket adott esetben a
szervízcímre beküldeni.
5.3 Hálózati csatlakozás
Győződjön meg a rákapcsolás előtt arról, hogy a
típustáblán megadott adatok megegyeznek a
hálózati adatokkal.
A készüléket csak egy szabályszerűen földelt és
lebiztosított védőérintkezős dugaszoló aljzatokon
keresztül szabad üzemeltetni.
5.4 A dróttekercs felszerelése
(ábrák 1-es, 5-ös, 6-os, 26-tól – 34-ig)
A dróttekercs nincs a szállítás terjedelmében!
5.4.1 Drótfajták
A használati esettől függően különböző hegesztési
drótokra van szükség. A hegesztőkészüléket 0,6 és
0,8 mm-es átmérőjű hegesztődróttal lehet használni.
A megfelelő előretolóhengerek és kontaktus csövek a
készülékhez mellékelve vannak. Előretolóhengernek,
kontaktus csőnek és a drótátmérőnek mindig össze
kell passzolniuk.
5.4.2 Dróttekercskapacitás
A készülékbe maximálisam 5 kg-ig terjedő
dróttekercseket lehet beszerelni.
5.4.3 A dróttekercs betétele
Kinyitni a gépházburkolatot (ábra 2/4), ehhez a
gépházburkolathoz levő fogantyút (ábra 2/27)
hátra tolni és felhajtani a gépházburkolatot (ábra
2/4).
Kontrollálni, hogy a tekercsen levő felcsavarások
nem fedik egymást, azért hogy garantálja a drót
egyenletes letekeredését.
A drótvezetőegység leírása (ábrák 26-tól – 27-ig)
A Tekercsarretálás
B Tekercstartó
C Menesztőpecek
D Jusztírozócsavar a görgőfékhez
E Csavarok az előretolóhengertartóhoz
F Előretolóhengertartó
G Előretolóhenger
H Tömlőcsomagbefogadó
I Nyomóhenger
J Nyomóhengertartó
K Nyomóhengerrugó
L Jusztírozócsavar az ellennyomáshoz
M Vezetőcső
N Dróttekercs
O A dróttekercs menesztőnyílása
A dróttekercs betétele (ábrák 26-as, 27-es)
Ráfektetni a dróttekercset (N) a tekercstartóra (B).
Ügyelni arra, hogy a hegesztődrót vége a drótvezető
oldalán legyen letekerve, lásd a nyilat.
Figyelembe venni, hogy a tekercsarretálás (A) be
legyen nyomva és a menesztőpecek (C) a
dróttekercs (O) menesztőnyílásában feküdjön. A
tekercsarretálásnak (A) ismét be kell reteszelni a
dróttekercs (N) felett. (27-es ábra)
A hegesztődrót bevezetése és a drótvezető
jusztírozása (ábrák 28-tól – 34-ig)
Felfelé nyomni a nyomóhengerrugót (K) és előre
dönteni (28-as ábra).
A nyomóhengerrugótartót (J) a nyomóhengerrel
(l) és a nyomóhengerrugót (K) lehajlítani (29-es
ábra).
Megereszteni az előretolóhengertartó (E)
csavarjait és felfelé lehúzni a előretolóhengertartó
(F) (30-as ábra).
Leellenőrizni az előretolóhengert (G). Az
előretolóhenger (G) felülső oldalán a megfelelő
dróterősségnek kell megadva lennie. Az
előretolóhenger (G) 2 vezetőhoronnyal val
ellátva. Adott esetben megfordítani vagy
kicserélni az előretolóhengert. (31-as ábra)
Ismét feltenni az előretolóhengertartót (F) és
feszesre odacsavarozni.
Jobbra cavarás által lehuzni a gázfúvókát (ábra
5/12) az égőfejről (ábra 5/13), lecsavarni a
28
H
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 28
Page 29

kontaktuscsövet (ábra 6/26) (ábrák 5-től – 6-ig). A
tömlőcsomagot (ábra 1/11) lehetőleg egyenesen
a hegesztőkészüléktől elvezetően a földre
fektetni.
A hegesztődrót első 10 cm-ét úgy levágni, hogy
egy egyenes vágás keletkezzen, kiállások,
torzulások és szennyeződések nélkül.
Sorjátlanítani a hegesztődrót végét.
A hegesztődrótot a vezetőcsőn (M) keresztül, a
nyomó- és előretolóhenger (G/I) henger között a
tömlőcsomagbefogadóba (H) áttolni. (32-es ábra)
A hegesztődrótot óvatosan kézzel addig betolni a
tömlőcsomagba amig az égőfej (ábra 5/13) cca. 1
cm-re ki nem nyúl.
Egy pár fordulatra meglazítani az ellennyomás
jusztírozócsavarját (L). (34-os ábra)
Ismét felhajtani a nyomóhengertartót (J) a
nyomóhengerrel (I) és a nyomóhengerrugóval (K)
majd a nyomóhengerrugót (K) ismét beakasztani
az ellennyomásra szolgáló jusztírozócsavarba (L)
(33-as ábra).
Most úgy beállítani az ellennyomás (L) jusztírozó
csavarját, hogy a hegesztődrót feszesen üljön a
nyomóhenger (I) és az előretolóhenger (G)
között, anélkül hogy össze lenne zúzva. (34-os
ábra)
Rácsavarni az égetőfejre (ábra 5/13) a használt
hegesztődrótátmérőnek megfelelő kontaktcsövet
(ábra 6/26) és feldugni jobbra csavarás alatt a
gázfúvókát (ábra 5/12).
A görgőfékek (D) jusztírozó csavarját úgy
beállítani, hogy a drótot még mindig vezetni
lehesen és a görgő a drótvezető lefékezése után
automatikusan leálljon.
6. Kezelés
6.1 Beállítás
Mivel a hegesztőkészülék beállítása a használati
esettől függően különbözően történik, azt ajánljuk,
hogy a beállítást egy próbahegesztés alapján
végezze el.
6.1.1 A hegesztőáram beállítása
A hegesztőáramot 6 fokozatban lehet a be-/ki/hegesztőáram-kapcsolón (ábra 1/7) beállítani. A
szükséges hegesztőáram az anyagvastagságtól, a
kívánt behatolási mélységből és a használt
hegesztőelektródaátmérőtöl függ.
6.1.2 A drótelőretolási-sebesség beállítása
A drótelőretolási-sebesség automatikusan hozzá lesz
igazítva a használt árambeállításhoz. A
drótelőretolási-sebesség finombeállítását a
drótelőretolási-sebességszabályozón (ábra 1/4) lehet
fokozatmentesen elvégezni. A kezdetnél ajánlatos az
5-ös fokozattal kezdeni, amely egy középértéket
jelent, és adott esetben utánszabályozni. A
szükséges drótmennyiség az anyagvastagságtól, a
beégetési mélységtől, a használt
hegesztődrótátmérőtől és az összehegsztendő
munkadarabok áthidalandó távoságától is függ.
6.1.3 Gázátfolyási mennyiség beállítása
A gázátfolyási mennyiséget a nyomáscsökkentőn
(ábra 4/19) lehet fokozatmentesen beállítani. Ez a
manométeren (ábra 4/20) lesz percenkénti literben
megadva (l/min). Légáramlás nélküli termekben az
ajánlott gázátfolyási mennyiség: 5 – 15 l/min
A gázátfolyási mennyiség beállításához, a nem
szükséges drótkopás elkerüléséhez elősször a
drótelőretoló egység feszítőkarját megereszteni (ábra
26/K) (lásd az 5.4.3-at). Létrehozni a hálózati
csatlakozást (lásd az 5.3-as pontot), a be-/ki/hegesztőáram-kapcsolót (ábra 1/7) az 1 es fokra
állítani és üzemeltetni az égőfejkapcsolót (ábra 5/25),
azért hogy szabadra bocsátsa a gázátfolyást. Most
beállítani a nyomáscsökkentőn (ábra 4/19) a kívánt
gázátfolyásmennyiséget.
A forgógomb balracsavarása (ábra 4/24):
Kisebb átfolyási mennyiség
A forgógomb jobbracsavarása (ábra 4/24):
Nagyobb gázátfolyási mennyiség
Ismét feszesen beszorítani a drótelőretoló-egység
nyomóhengerrugóját (ábra 26/K).
6.2 Elektromos csatlakozás
6.2.1 Hálózati csatlakozás
lásd az 5.3-as pontot
6.2.2 A földelő csipesz csatlakoztatása
(ábra 1/10)
A készülék földelő csipeszét (10) lehetőleg a
hegesztőhely közvetlen közelébe rácsíptetni.
Ügyelni a kontakhelyek fémileg csupasz átmenetére.
29
H
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 29
Page 30

6.3 Hegeszteni
Ha az áramellátás és a hegesztőáramkör valamint a
védőgázcsatlakozás minden elektromos
csatlakozása el van végezve, akkor a következő
képpen lehet eljárni:
A hegesztendő munkadaraboknak a hegesztés
területén festék, fémes bevonatok, piszok, rozsda,
zsír és nedvesség mentesnek kell lennie.
Állítsa megfelelően be a hegesztőáramot, a
drótelőretolást és a gázátfolyási mennyiséget (lásd a
6.1.1 – 6.1.3-at).
Tartsa a hegesztési ernyőt (ábra 3/17) az arca elé, és
vezesse a gázfúvókát a munkadarbnak arra a helyére
ahol hegeszteni kell.
Üzemeltese most az égőfejkapcsolót (ábra 5/25).
Ég az elektromos ív, a készülék drótot szállít a
zsírtalanító fürdőbe. Ha elég nagy a hegesztőlencse,
akkor az égetőfej lassan a kívánt szél mentén lesz
vezetve. Adott esetben enyhén lengetni, azért hogy
egy kicsit megnagyobbítsa a zsírtalanító fürdőt.
Egy próba hegesztés által kipuhatolni az ideális
hegesztőáram, drótelőretolási-sebesség és a
gázátfolyási mennyiség beállítását. Ideális esetben
egy egyenletes hegesztési zaj hallható. A beégetési
mélységnek lehetőleg mélynek kell lennie, de a
zsírtalanító fürdő ne essen át a munkadarabon
keresztül.
6.4 Védőberendezések
6.4.1 Hőfelügyelő
A hegesztőkészülék egy túlhevítés elleni védelemmel
van felszerelve, amely óvja a hegesztőtrafót
túlhevítés elöl. Ha kioldana a túlhevítés elleni védő,
akkor világit a készülékén a kontrollámpa (3). Hagyja
a hegesztőkészüléket egy ideig lehülni.
7. Tisztítás, karbantartás és
pótalkatrészmegrendelés
Tisztítási munkák előtt húzza ki a hálózati
csatlakozót.
7.1 Tisztítás
Tartsa a védőberendezéseket, szellőztető
nyíllásokat és a gépházat annyira por és
piszokmentesen, amennyire csak lehet.
Dörzsölje le a készüléket egy tiszta posztóval le
vagy pedig fúja ki sűrített levegővel, alacsony
nyomás alatt.
Mi azt ajánljuk, hogy a készüléket direkt minden
használat után kitisztítani.
Tisztítsa meg a készüléket rendszeresen egy
nedves posztóval és egy kevés kenőszappannal.
Ne használjon tisztító és oldó szereket; ezek
megtámadhatják a készülék műanyagrészeit.
Ügyeljen arra, hogy ne jusson víz a készülék
belsejébe.
7.2 Karbantartás
A készülék belsejében nem található további
karbantartandó rész.
7.3 A pótalkatrész megrendelése:
A pótalkatrészek megrendelésénél a következő
adatokat kell megadni
A készülék típusát
A kászülékk cikkszámát
A készülék ident-számát
A szükséges pótalkatrész pótalkatrész-számá
Aktuális árak és inforációk a www.isc-gmbh.info
alatt találhatóak.
8. Megsemmisítés és újrahsznosítás
A szállítási károk megakadályozásához a készülék
egy csomagolásban található. Ez a csomagolás
nyersanyag és ezáltal ismét felhasználható vagy
pedig visszavezethető a nyersanyagi körforgáshoz.
A szállítási és annak a tartozékai különböző
anyagokból állnak, mint például fém és műanyagok.
A defekt alkatrészeket vigye a különhulladéki
megsemmisítéshez. Érdeklődjön utánna a
szaküzletben vagy a községi közigazgatásnál!
30
H
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 30
Page 31

31
H
Hiba Ok Elhárítás
Nem forog az előretolóhenger Hiányzik a hálózati feszültség
A drótelőretoló szabályozója 0-án
áll
Leellenőrizni a csatlakozást
Leellenőrizni a beállítást
Forog az előretolótekercs, de nem
nem adagolja a drótot
Rossz a tekercsnyomás (lásd az
5.4.3-at)
Túl feszesen van beállítva a
görgőfék (lásd az 5.4.3-at).
Szennyezett / megrongálódott
előretolóhenger (lásd az 5.4.3-at)
Károsult tömlőcsomag
Rossz a kontaktcső nagysága /
szennyezett / elkopott (lásd az
5.4.3-at)
Oda van hegesztve a hegesztődrót
a gázfúvókához/kontaktcsőhöz
Leellenőrizni a beállítást
Leellenőrizni a beállítást
Megtisztítani ill. kicserélni
Leellenőrizni a drótvezetés
köpenyét
Megtisztítani / kicserélni
kioldani
Hosszabb üzem után nem működik
a készülék, vilagít a hőőrző (3)
kontrollámpa
A túl hosszú használat által íll. a
visszahelyezési idő nem betartása
által túlhevült a készülék.
Hagyni a készüléket legalább 2030 percre lehülni
Nagyon rossz a hegesztési varrat Rossz az áram / előretolási
beállítás (lásd a 6.1.1/6.1.2-őt)
Nincs / túl kevés gáz (lásd a 6.1.3at)
Leellenőrizni a beállítást
Leellenőrizni a beállításokat ill.
kontrollálni a gázpalack
töltésnyomását
9. Zavarkeresés
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:29 Uhr Seite 31
Page 32

32
H
10. A szimbólumok magyarázata
EN 60974-1
Europai norma az
ívhegesztőberendezések
hez és
hegesztőáramforrásokho
z, korlátolt bekapcsolási
időtartalommal.
Ne tárolja vagy használja
a készüléket nedves
vagy vizes környezetben
vagy esőben.
Biztosíték, névleges
értékkel Amperben, a
hálózati csatlakozásban.
1 fázisos – hálózati
csatlakozás
U
1
Hálózati feszültség
50 Hz
Hálózati frekvencia
I1max
Legmagasabb hálózati
áram méretezési érték
Szimbólum az eső
jelleggörbéhez
A hegesztőkészülék
használata előtt
gondosan elolvasni és
figyelembe venni a
használati utasítást.
Fém-iners- és aktívgázhegesztés beleértve a
töltődrót használatát is.
U
0
Névleges üresjárati
feszültség
IP 21
Védelmi rendszer
I
2
Hegesztőáram
H
Izolációosztály
Ø mm
Hegesztődrótátmérő
X
Bekapcsolási időtartam
Egyfázisú transzformátor
áramirányítóval
A készülék a 89/336/EWG EG-irányvonal szerint rádió-zavarmentes.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 32
Page 33

Sadržaj: Stranica
1. Sigurnosne napomene 34
2. Opis uređaja i sadržaj isporuke 34
3. Namjenska uporaba 34
4. Tehnički podaci 35
5. Prije puštanja u pogon 35-37
6. Rukovanje 37-38
7. Čišćenje, održavanje i naručivanje rezervnih dijelova 38
8. Zbrinjavanje i recikliranje 38
9. Traženje smetnji 39
10. Tumačenje simbola 40
33
HR/
BIH
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 33
Page 34

Pažnja!
Da bi se spriječila ozljedjivanja i nastanak šteta
prilikom korištenja uredjaja, treba se pridržavati
sigurnosnih mjera opreza. Zbog toga pažljivo
pročitajte ove upute za uporabu. Dobro ih sačuvajte
tako da Vam informacije u svako doba budu na
raspolaganju. U slučaju da uredjaj trebate predati
drugoj osobi, uručite joj s njime i ove upute za
uporabu.
Ne preuzimamo jamstvo za nesreće ili štete nastale
zbog nepridržavanja ovih uputa i njihovih
sigurnosnih napomena.
1. Sigurnosne napomene
Odgovarajuće sigurnosne napomene pronaći ćete u
priloženoj knjižici.
2. Opis uređaja i opseg isporuke
(slike 1-8)
1. Ručka
2. Pokazivač pogona
3. Kontrolno svjetlo termoosigurača
4. Poklopac kućišta
5. Mjesto za odlaganje plinskih boca
6. Kotači
7. Sklopka za uključivanje/isključivanje/struja
zavarivanja
8. Kotači
9. Mrežni utikač
10. Stezaljka za masu
11. Paket crijeva
12. Sapnica za plin
13. Plamenik
14. Regulator brzine pomicanja žice za zavarivanje
15. Kuka lanca
16. Priključak za dovod plina
17. Maska za zavarivanje
18. Crijevo zaštitnog plina
19. Redukcijski ventil
20. Manometar
21. Vijčani spoj
22. Sigurnosni ventil
23. Priključak crijeva za zaštitni plin
24. Okretni gumb
25. Tipka plamenika
26. 2 x kontaktna cijev
27. Ručka za poklopac kućišta
28. Sigurnosni lanac
2.1 Materijal za montažu
a. 16 x vijak za kotače
b. 16 x elastični prsten za kotače
c. 16 x podloška za kotače
d. 2 x obujmica crijeva
k. 1 x okvir za zaštitno staklo
l. 1 x zatamnjeno staklo
m. 1 x prozirno zaštitno staklo
n. 2 x čahura za pridržavanje zaštitnog stakla
o. 3 x matica za ručku
p. 3 x vijak za ručku
q. 2 x klin za pridržavanje zaštitnog stakla
r. 1 x ručka
s. 1 x okvir maske za zavarivanje
3. Namjenska uporaba
Uređaj za zavarivanje zaštitnim plinom namijenjen je
isključivo za zavarivanje aluminija MIG-(metal-inertni
plin)-postupkom i čelika MAG-(metal-aktivni plin) uz
primjenu odgovarajućih žica za zavarivanje i plinova.
Stroj se smije koristiti samo u skladu s namjenom.
Svaka drukčija uporaba izvan ovih okvira nije
namjenska. Za štete ili ozljeđivanja bilo koje vrste
koje bi iz toga proizašle ne odgovara proizvođač
nego korisnik.
Molimo da obratite pažnju na to da naši uređaji nisu
konstruirani za korištenje u komercijalne svrhe kao ni
u obrtu i industriji. Ne preuzimamo jamstvo ako se
uređaj koristi u obrtničkim ili industrijskim pogonima
i sličnim djelatnostima.
34
HR/
BIH
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 34
Page 35

4. Tehnički podaci
Mrežni priključak: 230 V ~ 50 Hz
Struja zavarivanja: 25 - 135 A (max. 170 A)
Trajanje uključenosti X%: 10 20 30 60 100
Struja zavarivanja I2(A): 135 100 77 54 42 25
Napon praznog hoda U0: 40 V
Kolut sa žicom za zavarivanje maks. : 5 kg
Promjer žice za zavarivanje: 0,6/0,8 mm
Osigurač: 16 A
Težina: 32,3 kg
5. Prije puštanja u pogon
5.1 Montaža (sl. 5 - 21)
5.1.1 Montaža kotača (6/8)
Fiksne (6) i okretne kotače (8) montirajte na način
prikazan na slikama 7, 9, 10 i 11.
5.1.2 Montaža maske za zavarivanje (17)
Položite zatamnjeno staklo (l) i preko toga
prozirno zaštitno staklo (m) u za to predviđeni
okvir (k) (sl. 12).
Utisnite klinove za pridržavanje zaštitnog stakla
(q) izvana u rupe u masci za zavarivanje (s) (sl.
13).
Položite okvir zaštitnog stakla (k) zajedno sa
zatamnjenim staklom (l) i prozirnim zaštitnim
staklom (m) iznutra u šupljinu u okviru maske za
zavarivanje (s), utisnite čahure za pridržavanje
zaštitnog stakla (n) na klinove (q) tako da usjednu
kako biste osigurali okvir zaštitnog stakla (k).
Prozirno zaštitno staklo (m) mora naleći na
vanjsku stranu (sl. 14).
Gornji rub okvira maske za zavarivanje (s)
savinite prema unutra (sl. 15/1.) i prelomite
kutove gornjeg ruba (sl. 15/2). Sad savinite
vanjske strane okvira maske za zavarivanje (s)
prema unutra (sl. 15/3) i spojite ih zajedno čvrstim
pritiskom gornjih kutova i vanjskih strana. Na
svakoj strani kod dosjedanja pridržnih klinova 2
mora se čuti jasan klik (sl. 15/4).
Ako su oba gornja kuta maske za zavarivanje
spojena kao što je prikazano na slici 16, utaknite
vijke za ručku (p) izvana kroz 3 rupe u masci za
zavarivanje (sl. 17).
Okrenite masku za zavarivanje i provedite ručku
(r) preko navoja 3 vijaka (p). Pričvrstite ručku (r) s
3 matice (o) na masku za zavarivanje (sl. 18).
5.2 Priključak plina (sl. 4-6, 19 - 25)
5.2.1 Vrste plinova
Kod zavarivanja s pomičnom žicom potreban je
zaštitni plin čiji sastav ovisi o odbranom postupku
zavarivanja:
5.2.2 Montaža plinskih boca na uređaj
(sl. 19 - 25)
Plinske boce nisu sadržane u isporuci!
Montirajte bocu s plinom kao što je prikazano na
slikama 19 - 21. Pripazite na učvršćenost
sigurnosnog lanca (28) i stabilnost uređaja za
zavarivanje.
Pozor! Na odlagalište plinskih boca (sl. 19/5) smiju se
montirati boce do najviše 20 litara. Ako koristite veće
plinske boce postoji opasnost od prevrtanja, zbog
toga ih trebate postaviti samo pored uređaja. U tom
slučaju plinska boca se mora na prikladan način
osigurati od prevrtanja!
5.2.3 Priključivanje plinske boce
Nakon skidanja zaštitne kape (sl. 22/A) malo otvorite
ventil boce (sl. 22/B) u suprotnom smjeru od tijela.
Suhom krpom očistite priključni navoj (sl. 22/C) od
prljavštine bez korištenja bilo kakvih sredstava za
čišćenje. Provjerite postoji li brtva na redukcijskom
ventilu (19) i je li u besprijekornom stanju. Navrnite
redukcijski ventil (19) u smjeru kazaljke na satu na
priključni navoj (sl. 23/C) plinske boce (sl. 23). Stavite
obje obujmice (d) na crijevo za zaštitni plin (18).
Nataknite crijevo zaštitnog plina (18) na njegov
priključak (23) na redukcijskom ventilu (19) i
priključak za dovod plina (16) na uređaju za
zavarivanje i osigurajte ga na oba priključna mjesta
obujmicama (d) (sl. 24 - 25).
Pozor! Pripazite na nepropusnost svih plinskih
priključaka i spojeva! Provjerite priključke i spojna
mjesta sprejem za otkrivanje propusnih mjesta ili
sapunicom.
35
HR/
BIH
Zaštitni plin
CO2 Argon/CO2 Argon Argon/O
Metal koji
zavarujemo
Nelegirani čelik
X X
Aluminij
X
Oplemenjeni
čelik
X X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 35
Page 36

5.2.4 Uloga redukcijskog ventila (sl. 4/19)
Na okretnom gumbu (24) može se podesiti količina
protoka plina. Podešena količina protoka plina može
se očitati na manometru (20) u litrama po minuti
(l/min). Plin izlazi na priključku crijeva zaštitnog plina
(23) i odvodi se dalje putem crijeva zaštitnog plina (sl.
3/18) prema uređaju za zavarivanje (vidi 5.2.3).
Pozor! Kod podešavanja količine protoka plina uvijek
postupajte na način opisan pod točkom 6.1.3.
Redukcijski ventil montira se na plinsku bocu pomoću
vijčanog spoja (21) (vidi 5.2.3).
Pozor! Zahvate i popravke na redukcijskom ventilu
smiju obavljati samo stručne osobe. Neispravne
redukcijske ventile šaljite u servis.
5.3 Mrežni priključak
Prije priključivanja provjerite odgovaraju li podaci
na tipskoj pločici podacima o mreži.
Uređaj se smije priključiti samo na pravilno
uzemljenu i osiguranu utičnicu sa zaštitnim
kontaktima.
5.4 Montaža koluta sa žicom (sl. 1, 5, 6, 26 – 34)
Kolut sa žicom nije sadržan u isporuci!
5.4.1 Vrste žice
Ovisno o slučaju primjene koriste se razne žice za
zavarivanje. Uređaj za zavarivanje može se koristiti
sa žicama za zavarivanje promjera 0,6 i 0,8 mm.
Odgovarajući valjak za pomicanje i kontaktna cijev
priloženi su uređaju. Valjak za pomicanje žice,
kontaktna cijev i presjek žice moraju međusobno
uvijek biti usklađeni.
5.4.2 Kapacitet koluta sa žicom
Na uređaj se mogu montirati koluti sa žicom do
najviše 5 kg težine.
5.4.3 Stavljanje koluta sa žicom
Otvorite poklopac kućišta (sl. 2/4), u tu svrhu
pomaknite ručku za poklopac kućišta (sl. 2/27)
unatrag i otvorite poklopac (sl. 2/4).
Provjerite ne preklapaju li se namotaji na kolutu,
kako bi bilo zajamčeno ravnomjerno odmatanje
žice.
Opis jedinice za vođenje žice (sl. 26-27)
A Aretacija kalema
B Držač kalema
C Klin zahvatnika
D Vijak za podešavanje kočnice kotača
E Vijci na držaču valjka za pomicanje žice
F Držač valjka za pomicanje žice
G Valjak za pomicanje žice
H Odlagalište paketa crijeva
I Pritisni valjak
J Držač pritisnog valjka
K Opruga pritisnog valjka
L Vijak za podešavanje protupritiska
M Cijevčica za vođenje
N Kalem sa žicom
O Otvor za uvođenje žice s kalema
Stavljanje koluta sa žicom (sl. 26,27)
Stavite kolut sa žicom (N) na držač (B). Pripazite da
se kraj žice za zavarivanje odmata na strani vodilice
žice, vidi strelicu. Provjerite je li pritisnuta aretacija
koluta (A) i je li klin zahvatnika (C) ušao u otvor koluta
žice (O). Aretacija koluta (A) mora se opet zatvoriti
preko koluta žice (N) (sl. 27).
Uvođenje žice za zavarivanje i podešavanje
vodilice žice (sl. 28 - 34)
Oprugu pritisnog valjka (K) pritisnite prema gore i
zakrenite prema naprijed (sl. 28).
Držač pritisnog valjka (J) s pritisnim valjkom (I) i
oprugom (K) preklopite prema dolje (sl. 29).
Otpustite vijke na držaču valjka za pomicanje žice
(E) i skinite držač valjka (F) odozgo (sl. 30).
Provjerite valjak za pomicanje (G). Na gornjoj
strani valjka za pomicanje (G) mora biti navedena
odgovarajuća debljina žice. Valjak za pomicanje
(G) ima 2 utora za vođenje. Eventualno okrenite
ili zamijenite valjak za pomicanje (G) (sl. 31).
Ponovno stavite držač valjka za pomicanje žice
(F) i pričvrstite ga.
Skinite plinsku sapnicu (sl. 5/12) okretanjem
udesno s plamenika (sl. 5/13), odvrnite kontaktnu
cijev (sl. 6/26) (sl. 5 - 6). Paket crijeva (sl. 1/11)
položite na tlo vodeći ga ravno od uređaja za
zavarivanje.
Odrežite prvih 10 cm žice za zavarivanje tako da
nastane ravni rez bez preskoka, izvitoperenosti i
prljavštine. Uklonite srhove s kraja žice za
zavarivanje.
Žicu za zavarivanje ugurajte kroz cijev za vođenje
(M), između pritisnog valjka i valjka za pomicanje
žice (G/I) sve do mjesta odlaganja paketa crijeva
(H) (sl.32). Oprezno gurnite žicu za zavarivanje
rukom u paket crijeva toliko, da na plameniku (sl.
5/13) strši oko 1 cm.
36
HR/
BIH
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 36
Page 37

Otpustite vijak za podešavanje protupritiska (L)
za nekoliko okretaja (sl. 34).
Držač valjka za pomicanje žice (J) s pritisnim
valjkom (I) i oprugom pritisnog valjka (K) ponovno
preklopite prema gore i nataknite oprugu pritisnog
valjka (K) na vijak za podešavanje protupritiska
(L) (sl. 33).
Podesite vijak za podešavanje protupritiska (L)
tako da žica za zavarivanje čvrsto leži između
pritisnog valjka (I) i valjka za pomicanje (G), a da
ne bude prikliještena (sl. 34).Odgovarajuću
kontaktnu cijev (sl. 6/26) za primijenjeni promjer
žice za zavarivanje spojite na plamenik (sl. 5/13) i
stavite plinsku sapnicu okretanjem udesno (sl.
5/12).
Vijak za podešavanje kočnice valjka (D) podesite
tako, da se žica može još uvijek dalje voditi i da
valjak nakon kočenja automatski zaustavlja
vođenje žice.
6. Rukovanje
6.1 Podešavanje
Obzirom da se uređaj za zavarivanje, ovisno o slučaju
primjene, podešava različito, preporučujemo da se
najprije provede probno zavarivanje.
6.1.1 Podešavanje struje zavarivanja
Struja zavarivanja može se podesiti na 6 stupnjeva
vrijednosti na sklopci za
uključivanje/isključivanje/struja zavarivanja (sl. 1/7).
Potrebna struja zavarivanja ovisi o debljini materijala,
željenoj dubini zavarivanja i o primijenjenom promjeru
žice za zavarivanje.
6.1.2 Podešavanje brzine pomicanja žice
Brzina pomicanja žice prilagođava se automatski
prema vrijednosti podešene struje. Fino podešavanje
brzine pomicanja može se kontinuirano provoditi na
regulatoru brzine pomicanja žice za zavarivanje (sl.
1/14). Preporučujemo da podešavanje započnete na
stupnju 5 koji predstavlja srednju vrijednost, i
eventualno, naknadno regulirate vrijednost. Potrebna
količina žice ovisi o debljini materijala, dubini
zavarivanja, primijenjenom promjeru žice za
zavarivanje i također o veličini razmaka koje treba
premostiti kod radnih komada koje zavarujemo.
6.1.3 Podešavanje količine protoka plina
Količina protoka plina može se kontinuirano
podešavati na redukcijskom ventilu (sl.4/19). Ona se
očitava na manometru (sl. 4/20) u litrama po minuti
(l/min). Preporučljiva količina protoka plina u
neprovjetravanim prostorijama: 5 - 15 l/min.
Za podešavanje količine protoka plina najprije
otpustite polugu za pritezanje (sl. 26/K) jedinice za
pomicanje žice, da bi se izbjeglo nepotrebno trošenje
žice (vidi 5.4.3). Uspostavljanje mrežnog priključka
(vidi točku 5.3), sklopku za uključivanje/isključivanje
struje zavarivanja (sl.1/7) stavite na stupanj 1 i
pritisnite sklopku za plamenik (sl. 5/25) kako biste
oslobodili protok plina. Sad podesite na redukcijskom
ventilu (sl. 4/19) željenu protočnu količinu plina.
Okretanje gumba (sl. 4/24) ulijevo:
manja količina protoka plina
Okretanje gumba (sl. 4/24) udesno:
veća količina protoka plina
Ponovno pričvrstite oprugu pritisnog valjka (sl. 26/K)
na jedinici za pomicanje žice.
6.2 Električni priključak
6.2.1 Priključak na mrežu
Vidi točku 5.3
6.2.2 Priključivanje stezaljke s masom (sl. 1/10)
Stezaljku s masom (10) uređaja priključite po
mogućnosti u neposrednoj blizini mjesta za
zavarivanje.
Pazite na metalno sjajni prijelaz na kontaktnom
mjestu.
6.3 Zavarivanje
Kad su spojeni svi električni priključci za napajanje
strujom i zatvoren strujni krug zavarivanja kao i
priključak za zaštitni plin, može se postupiti na
slijedeći način:
Radni komadi za zavarivanje moraju u području rada
biti bez boje, metalnih premaza, prljavštine, hrđe,
masnoće i vlage.
Podesite odgovarajuću struju zavarivanja, pomak
žice i količinu protoka plina (vidi 6.1.1-6.1.3).
Držite zaštitnu masku (sl. 3/17) ispred lica i približite
plinsku sapnicu do mjesta na radnom komadu koji
treba zavariti. Sad pritisnite tipku plamenika (sl. 5/25).
Ako gori električni luk, uređaj uvodi žicu u kupku
zavarivanja. Ako je leća zavarivanja dovoljno velika,
vodite plamenik polako duž željenog ruba.
Eventualno lagano njišite plamenikom kako bi se
malo povećala kupka zavarivanja.
Da biste odredili idealnu vrijednost struje za
zavarivanje, brzinu pomaka žice i količinu protoka
37
HR/
BIH
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 37
Page 38

plina, obavite najprije probno zavarivanje. U idealnom
slučaju čuje se ravnomjerni šum zavarivanja. Dubina
zavarivanja trebala bi biti što veća, kupka za
zavarivanje ne smije ipak probiti radni komad.
6.4 Zaštitne naprave
6.4.1 Termoosigurač
Uređaj za zavarivanje opremljen je zaštitom od
pregrijavanja koja štiti transformator za zavarivanje od
pregrijavanja. Ako bi reagirala zaštita od
pregrijavanja, zasvijetlit će kontrolno svjetlo (3) na
Vašem uređaju. U tom slučaju ostavite uređaj za
zavarivanje da se neko vrijeme hladi.
7. Čišćenje, održavanje i narudžba
rezervnih dijelova
Prije svih radova čišćenja izvucite mrežni utikač.
7.1 Čišćenje
Zaštitne naprave, otvore za zrak i kućište motora
držite što čišćima od prašine i prljavštine. Istrl
jajte uredjaj čistom krpom ili ga ispušite
komprimiranim zrakom pod niskim tlakom.
Preporučujemo da uredjaj očistite nakon svake
uporabe.
Redovito čistite uredjaj vlažnom krpom i s malo
sapunice. Ne koristite sredstva za čišćenje ni
otapala; ona mogu oštetiti plastične dijelove
uredjaja. Pripazite na to da u unutrašnjost
uredjaja ne dospije voda.
7.2 Održavanje
U unutrašnjosti uredjaja nalaze se dijelovi koje
treba održavati.
7.3 Narudžba rezervnih dijelova:
Prilikom naručivanja rezervnih dijelova su potrebni
slijedeći podaci:
Tip uredjaja
Broj artikla uredjaja
Ident. broj uredjaja
Broj potrebnog rezervnog dijela
Aktualne cijene i informacije potražite na web-adresi
www.isc-gmbh.info
8. Zbrinjavanje i recikliranje
Uredjaj se nalazi u pakovanju koje ga štiti od
oštećenja prilikom transporta. Ovo pakovanje je
sirovina i zato se može ponovno upotrijebiti ili poslati
na reciklažu.
Uredjaj i njegov pribor izradjeni su od različitih
materijala kao npr. metala i plastike. Neispravne
sastavne dijelove otpremite na mjesta za
zbrinjavanje posebnog otpada. Informacije potražite
u specijaliziranoj trgovini ili nadležnoj općinskoj
upravi.
38
HR/
BIH
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 38
Page 39

39
HR/
BIH
Greška Uzrok Pomoć
Valjak za pomicanje žice se ne
okreće
Nema mrežnog napona
Regulator pomicanja žice je na 0
Provjerite priključak
Provjerite podešenost
Valjak za pomicanje žice se
okreće, ali se žica ne dovodi
Loše podešen pritisak valjka (vidi
5.4.3)
Prejako podešena kočnica valjka
(vidi 5.4.3)
Zaprljan / oštećen valjak za
pomicanje žice (vidi 5.4.3)
Oštećen paket crijeva
Pogrešna veličina / zaprljana /
istrošena kontaktna cijev (vidi
5.4.3)
Žica za zavarivanje je zavarena na
plinskoj sapnici / kontaktnoj cijevi
Provjerite podešenost
Provjerite podešenost
Očistiti odn. zamijeniti
Provjerite plašt vodilice žice
Očistiti / zamijeniti
Odvojite je
Nakon dužeg pogona uređaj više
ne funkcionira, svijetli kontrolno
svjetlo termoosigurača (3)
Uređaj se zbog predugog vremena
korištenja odnosno nepridržavanja
vremena stanke pregrijao
Ostavite uređaj da se hladi barem
20-30 minuta
Jako loš var Pogrešno podešena struja/pomak
žice (vidi 6.1.1/6.1.2)
Nema plina / premalo plina (vidi
6.1.3)
Provjerite podešenost
Provjerite podešenost odn. količinu
plina u boci
9. Traženje smetnji
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 39
Page 40

40
HR/
BIH
10. Tumačenje simbola
EN 60974-1
Europska norma za
uređaje za zavarivanje
svjetlosnim lukom i
izvore struje zavarivanja
s ograničenim trajanjem
uključenosti pogona
Ne odlažite niti ne
koristite uređaj u vlažnoj
ili mokroj okolini ili na kiši
Osigurač s nazivnom
vrijednošću u amperima
na mrežnom priključku
1-fazni mrežni priključak
U
1
Mrežni napon
50 Hz
Mrežna frekvencija
I1max
Dimenzionirana
vrijednost najveće
mrežne struje
Simbol za silaznu
karakterističnu liniju
Prije uporabe uređaja za
zavarivanje pažljivo
pročitajte i pridržavajte
se uputa za uporabu
Zavarivanje metala
inertnim i aktivnim plinom
uz primjenu žice za
zavarivanje
U
0
Napon praznog hoda
IP 21
Vrsta zaštite
I
2
Struja zavarivanja
H
Klasa izolacije
Ø mm
Promjer žice za
zavarivanje
X
Trajanje uključenog
pogona
Jednofazni transformator
s ispravljačem
Uređaj je zaštićen od smetnji iskrenja prema odredbi EU 89/336/EWG
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 40
Page 41

Sadržaj: Strana
1. Bezbednosne napomene 42
2. Opis uređaja i sadržaj pakovanja 42
3. Namenska upotreba 42
4. Tehnički podaci 43
5. Pre puštanja u pogon 43-45
6. Rukovanje 45-46
7. Čišćenje, održavanje i porudžbina rezervnih delova 46
8. Zbrinjavanje i recikliranje 46
9. Uzrok smetnji 47
10. Objašnjenje simbola 48
41
RS
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 41
Page 42

Pažnja!
Kod korišćenja uređaja morate se pridržavati propisa
o bezbednosti kako biste sprečili povrede i štete.
Stoga pažljivo pročitajte ova uputstva za
upotrebu/bezbednosne napomene. Dobro ih
sačuvajte tako da Vam informacije u svako doba
budu na raspolaganju. Ako biste ovaj uređaj trebali
da predate drugim licima, prosledite im i ova
uputstva za upotrebu / bezbednosne napomene. Ne
preuzimamo garanciju za štete koje bi nastale zbog
nepridržavanja ovih uputstava za upotrebu i
bezbednosnih napomena.
1. Sigurnosna uputstva:
Odgovarajuća sigurnosna uputstva pronaći ćete u
priloženoj knjižici.
2. Opis uređaja i sadržaj pakovanja
(slika 1-8)
1. Drška
2. Pokazivač pogona
3. Kontrolna sijalica termo osigurača
4. Poklopac kućišta
5. Mesto za odlaganje gasnih boca
6. Točkovi
7. Prekidač za uključivanje/isključivanje/struje
varenja
8. Točkovi
9. Mrežni utikač
10. Stezaljka za masu
11. Paket creva
12. Sapnica za gas
13. Gorionik
14. Regulator brzine pomeranja žice za varenje
15. Kuka lanca
16. Priključak za dovod gasa
17. Maska za varenje
18. Crevo zaštitnog gasa
19. Redukcioni ventil
20. Manometar
21. Spoj sa zavrtnjima
22. Sigurnosni ventil
23. Priključak creva za zaštitni gas
24. Okretno dugme
25. Taster gorionika
26. 2 x kontaktna cev
27. Drška za poklopac kućišta
28. Sigurnosni lanac
2.1 Materijal za montažu
a. 16 x zavrtanj za točkove
b. 16 x elastičan prsten za točkove
c. 16 x podloška za točkove
d. 2 x obujmica creva
k. 1 x okvir za zaštitno staklo
l. 1 x zatamnjeno staklo
m. 1 x providno zaštitno staklo
n. 2 x čaura za pridržavanje zaštitnog stakla
o. 3 x navrtka za dršku
p. 3 x zavrtanj za dršku
q. 2 x klin za pridržavanje zaštitnog stakla
r. 1 x drška
s. 1 x okvir maske za varenje
3. Namenska upotreba
Uređaj za varenje zaštitnim gasom namenjen je
isključivo za varenje aluminijuma MIG-(metal-inertni
gas)-postupkom i čelika MAG-(metal-aktivni gas) uz
primenu odgovarajućih žica za varenje i gasova.
Mašina sme da se koristi samo prema svojoj nameni.
Svako drugačije korišćenje nije u skladu s namenom.
Za štete ili povrede bilo koje vrste koje iz toga
proizlaze odgovoran je korisnik, a ne proizvođač.
Molimo da obratite pažnju na to da naši uređaji nisu
konstruisani za korišćenje u komercijalne svrhe kao
ni u zanatu i industriji. Ne preuzimamo garanciju ako
se uređaj koristi u zanatskim ili industrijskim
pogonima i sličnim delatnostima.
42
RS
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 42
Page 43

4. Tehnički podaci
Mrežni priključak: 230 V ~ 50 Hz
Struja varenja: 25 - 135 A (max. 170 A)
Trajanje uključenosti X%: 10 20 30 60 100
Struja varenja I2(A): 135 100 77 54 42 25
Napon praznog hoda U0: 40 V
Kalem sa žicom za varenje maks. : 5 kg
Prečnik žice za varenje: 0,6/0,8 mm
Osigurač: 16 A
Težina: 32,3 kg
5. Pre puštanja u pogon
5.1 Montaža (sl. 5 - 21)
5.1.1 Montaža točkova (6/8)
Fiksne (6) i skretne točkove (8) montirajte na način
prikazan na slikama 7, 9, 10 i 11.
5.1.2 Montaža maske za varenje (17)
Položite zatamnjeno staklo (l) i preko toga
providno zaštitno staklo (m) u za to predviđeni
okvir (k) (sl. 12).
Utisnite klinove za pridržavanje zaštitnog stakla
(q) izvana u rupe u masci za varenje (s) (sl. 13).
Položite okvir zaštitnog stakla (k) zajedno sa
zatamnjenim staklom (l) i providnim zaštitnim
staklom (m) iznutra u šupljinu u okviru maske za
varenje (s), utisnite čaure za pridržavanje
zaštitnog stakla (n) na klinove (q) tako da se
uglave kako biste osigurali okvir zaštitnog stakla
(k). Providno zaštitno staklo (m) treba da nalegne
na spoljnu stranu (sl. 14).
Gornju ivicu okvira maske za varenje (s) savinite
prema unutra (sl. 15/1) i prelomite uglove gornje
ivice (sl. 15/2). Sad savinite prema unutra spoljne
strane okvira zaštitne maske (s) (sl. 15/3) i spojite
ih tako da snažno stisnete uglove gornje ivice i
spoljnih strana. Na svakoj strani kod uglavljivanja
klinova 2 treba da se čuje jasan klik (sl. 15/4).
Ako su oba gornja ugla maske za varenje spojena
kao što je prikazano na slici 16, utaknite spolja
zavrtnje za dršku (p) kroz 3 rupe u masci za
varenje (sl. 17).
Okrenite masku za varenje i provedite dršku (r)
preko navoja 3 zavrtanja (p). Pričvrstite dršku (r) s
3 navrtke (o) na masku za varenje (sl. 18).
5.2 Priključak gasa (sl. 4-6, 19 - 25)
5.2.1 Vrste gasova
Kod varenja s pomeranom žicom potreban je zaštitni
gas čiji sastav zavisi od odbranog postupka varenja:
5.2.2 Montaža gasnih boca na uređaj (sl. 19 – 25)
Gasne boce nisu sadržane u isporuci!
Montirajte flašu sa gasom kao što je prikazano na
slikama 19 - 21. Pripazite na učvršćenost
sigurnosnog lanca (28) i stabilnost uređaja za
zavarivanje.
Pažnja! Na odlagalište gasnih boca (sl. 19/5) smeju
da se montiraju samo boce sa maksimum 20 litara.
Ako koristite veće gasne boce postoji opasnost od
prevrtanja, zbog toga treba da ih postavite samo
pokraj uređaja. U tom slučaju gasna boca treba da se
na odgovarajući način obezbedi od prevrtanja!
5.2.3 Priključivanje stezaljke s masom
Nakon skidanja zaštitne kape (sl. 22/A) malo otvorite
ventil boce (sl. 22/B) u suprotnom pravcu od tela.
Suhom krpom očistite priključni navoj (sl. 22/C) od
prljavštine bez korišćenja bilo kakvih sredstava za
čišćenje. Proverite da li postoji li zaptivka na
redukcionom ventilu (19) i da li je u besprekornom
stanju. Navrnite redukcioni ventil (19) u smeru
kazaljke na časovniku na priključni navoj (sl. 23/C)
gasne boce (sl. 23). Stavite obe obujmice (d) na
crevo za zaštitni gas (18). Nataknite crevo zaštitnog
gasa (18) na njegov priključak (23) na redukcionom
ventilu (19) i priključak za dovod gadsa (16) na
uređaju za varenje i osigurajte ga na oba priključna
mesta obujmicama (d) (sl. 24 - 25).
Pažnja! Pripazite na nepropustljivost svih gasnih
priključaka i spojeva! Proverite priključke i spojna
mesta sprejem za otkrivanje propusnih mesta ili
sapunicom.
5.2.4 Uloga redukcionog ventila (sl. 4/19)
Na okretnom dugmetu (24) može da se podesi
količina protoka gasa. Podešena količina protoka
gasa može da se očita na manometru (20) u litrama
po minutu (l/min). Gas izlazi na priključku creva
zaštitnog gasa (23) i odvodi se dalje putem creva
43
RS
Zaštitni gas
CO2 Argon/CO2 Argon Argon/O
Metal koji varimo
Nelegirani čelik
X X
Aluminijum
X
Plemeniti čelik
X X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 43
Page 44

zaštitnog gasa (sl. 3/18) prema uređaju za varenje
(vidi 5.2.3).
Pažnja! Kod podešavanja količine protoka gasa uvek
postupajte na način opisan pod tačkom 6.1.3.
Redukcioni ventil montira se na gasnu bocu pomoću
spoja sa zavrtnjima (21) (vidi 5.2.3).
Pažnja! Zahvate i popravke na redukcionom ventilu
smeju da obavljaju samo stručna lica. Neispravne
redukcione ventile šaljite u servis.
5.3 Mrežni priključak
Pre priključivanja proverite da li podaci na
natpisnoj pločici odgovaraju podacima o mreži.
Uređaj sme da se priključi samo na pravilno
uzemljenu i osiguranu utičnicu sa zaštitnim
kontaktima.
5.4 Montaža kalema sa žicom (sl. 1, 5, 6, 26 – 34)
Kalem sa žicom nije sadržan u isporuci!
5.4.1 Vrst žice
Zavisno od slučaja pimene koriste se razne žice za
varenje. Uređaj za varenje može da se koristi sa
žicama za varenje prečnika 0,6 i 0,8 mm.
Odgovarajući valjak za pomeranje i kontaktna cev
priloženi su uređaju. Valjak za pomeranje žice,
kontaktna cev i presek žice moraju međusobno uvek
da budu usklađeni.
5.4.2 Kapacitet kalema sa žicom
Na uređaj mogu da se montiraju kalemi sa žicom do
najviše 5 kg težine.
5.4.3 Stavljanje kalema sa žicom
Otvorite poklopac kućišta (sl. 2/4), za to pomerite
dršku za poklopac kućišta (sl. 2/27) unazad i
otvorite poklopac (sl. 2/4).
Proverite da li se ne preklapaju namoti na
kalemu, kako bi bilo osigurano ravnomerno
odmatanje žice.
Opis jedinice za vođenje žice (sl. 26 - 27)
A Aretacija kalema
B Držač kalema
C Klin zahvatnika
D Zavrtanj za podešavanje kočnice točkova
E Zavrtnji na držaču valjka za pomeranje žice
F Držač valjka za pomeranje žice
G Valjak za pomeranje žice
H Odlagalište paketa creva
I Pritisni valjak
J Držač pritisnog valjka
K Opruga pritisnog valjka
L Zavrtanj za podešavanje protupritiska
M Cevčica za vođenje
N Kalem sa žicom
O Otvor za uvođenje žice s kalema
Stavljanje kalema sa žicom (sl. 26,27)
Stavite kalem sa žicom (N) na držač (B). Pripazite da
se kraj žice za varenje odmata na strani vođice žice,
vidi strelicu. Proverite da li je pritisnuta aretacija
kalema (A) i klin zahvatnika (C) ušao u otvor kalema
žice (O). Aretacija kalema (A) mora opet da se zatvori
preko kalema žice (N) (sl. 27).
Uvođenje žice za varenje i podešavanje vođice
žice (sl. 28 - 34)
Oprugu pritisnog valjka (K) pritisnite prema gore i
zakrenite prema napred (sl. 28).
Držač pritisnog valjka (J) s pritisnim valjkom (I) i
oprugom (K) preklopite prema dole (sl. 29).
Olabavite zavrtnje na držaču valjka za pomeranje
žice (E) i skinite držač valjka (F) odozgo (sl. 30).
Proverite valjak za pomeranje (G). Na gornjoj
strani valjka za pomeranje (G) treba da bude
navedena odgovarajuća debljina žice. Valjak za
pomeranje (G) ima 2 utora za vođenje.
Eventuelno okrenite ili zamenite valjak za
pomeranje (G) (sl. 31).
Ponovo stavite držač valjka za pomeranje žice (F)
i pričvrstite ga.
Skinite gasnu sapnicu (sl. 5/12) okretanjem
udesno s gorionika (sl. 5/13), odvrnite kontaktnu
cev (sl. 6/26) (sl. 5 – 6). Paket creva (sl. 1/11)
položite na tlo vodeći ga ravno od uređaja za
varenje.
Odrežite prvih 10 cm žice za varenje tako da
nastane ravni rez bez preskoka, izvitoperenosti i
prljavštine. Uklonite ivice s kraja žice za varenje.
Žicu za varenje ugurajte kroz cev za vođenje (M),
između pritisnog valjka i valjka za pomeranje žice
(G/I) sve do mesta odlaganja paketa creva (H)
(sl. 32). Oprezno gurnite žicu za varenje rukom u
paket creva toliko, da na gorioniku (sl. 5/13) strši
oko 1 cm.
44
RS
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 44
Page 45

Otpustite zavrtanj za podešavanje protupritiska
(L) za nekoliko obrtaja (sl. 34).
Držač valjka za pomeranje žice (J) s pritisnim
valjkom (I) i oprugom pritisnog valjka (K) ponovo
preklopite prema gore i nataknite oprugu pritisnog
valjka (K) na zavrtanj za podešavanje
protupritiska (L) (sl. 33).
Podesite zavrtanj za podešavanje protupritiska
(L) tako da žica za varenje čvrsto leži između
pritisnog valjka (I) i valjka za pomeranje (G), a da
ne bude prikleštena (sl. 34).
Odgovarajuću kontaktnu cev (sl. 6/26) za
korišćen prečnik žice za varenje spojite na
gorionik (sl. 5/13) i stavite gasnu sapnicu
okretanjem udesno (sl. 5/12).
Zavrtanj za podešavanje kočnice valjka (D)
podesite tako, da žica može još uvek da se vodi i
da valjak nakon kočenja automatski zaustavlja
vođenje žice.
6. Rukovanje
6.1 Podešavanje
S obzirom da se uređaj za varenje, zavisno od slučaja
korišćenja, podešava različito, preporučamo da se
najpre provede probno varenje.
6.1.1 Podešavanje struje varenja
Struja varenja može da se podesi na 6 stupeni
vrednosti na prekidaču za
uključivanje/isključivanje/struja varenja (sl. 1/7).
Potrebna struja varenja zavisi od debljine materijala,
željene dubine varenja i o korišćenom prečniku žice
za varenje.
6.1.2 Podešavanje brzine pomeranja žice
Brzina pomeranja žice prilagođava se automatski
prema vrednosti podešene struje. Fino podešavanje
brzine pomeanja može da se kontinuisano provodi na
regulatoru brzine pomeranja žice za varenje (sl. 1/14).
Preporučamo da podešavanje započnete na stepenu
5 koji predstavlja srednju vrednost, i eventuelno,
naknadno regulišete vrednost. Potrebna količina žice
zavisi od debljine materijala, dubine varenja,
primenjenom prečniku žice za varenje i takođe o
veličini razmaka koje treba da se premostiti kod
obradaka koje varimo.
6.1.3 Podešavanje količine protoka gasa
Količina protoka gasa može kontinuisano da se
podešava na redukcionom ventilu (sl.4/19). Ona se
očitava na manometru (sl. 4/20) u litrama po minutu
(l/min). Preporučena količina protoka gasa u
neprovetravanim prostorijama: 5 – 15 l/min.
Za podešavanje količine protoka gasa najpre
otpustite polugu za pritezanje (sl. 26/K) jedinice za
pomeranje žice, da bi se izbeglo nepotrebno trošenje
žice (vidi 5.4.3). Uspostavljanje mrežnog priključka
(vidi tačku 5.3), sklopku za uključivanje/isključivanje
struje zavarivanja (sl. 1/7) stavite na stepen 1 i
pritisnite sklopku za gorionik (sl. 5/25) kako biste
oslobodili protok gasa. Sada podesite na
redukcionom ventilu (sl. 4/19) željenu protočnu
količinu gasa.
Okretanje dugmeta (sl. 4/24) ulevo:
manja količina protoka gasa
Okretanje dugmeta (sl. 4/24) udesno:
veća količina protoka gasa
Ponovo pričvrstite oprugu pritisnog valjka (sl. 26/K)
na jedinici za pomeranje žice.
6.2 Električni priključak
6.2.1 Priključak na mrežu
Vidi tačku 5.3.
6.2.2 Priključivanje stezaljke s masom (sl. 1/10)
Stezaljku s masom (10) uređaja priključite po
mogućnosti u neposrednoj blizini mesta za varenje.
Pazite na metalno sjajan prelaz na kontaktnom
mestu.
6.3 Varenje
Kad su spojeni svi električni priključci za napajanje
strujom i zatvoren strujni krug varenja kao i priključak
za zaštitni gas, može da se postupi na sledeći način:
Obradci za varenje moraju da u području rada budu
bez boje, metalnih premaza, prljavštine, rđe,
masnoće i vlage.
Podesite odgovarajuću struju varenja, pomeranje žice
i količinu protoka gasa (vidi 6.1.1-6.1.3).
Držite zaštitnu masku (sl. 3/17) ispred lica i približite
gasnu sapnicu do mesta na obratku koji treba da se
vari.
Sad pritisnite taster gorionika (sl. 5/25).
Ako gori električni luk, uređaj uvodi žicu u kupku
varenja. Ako je sočivo varenja dovoljno veliko, vodite
gorionik polako duž željenog ruba. Eventuelno lagano
njišite gorionikom kako bi se malo povećala kupka
varenja.
45
RS
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 45
Page 46

Da biste odredili idealnu vrednost struje varenja,
brzinu pomeranja žice i količinu protoka gasa,
prethodno obavite probno varenje. U idealnom
slučaju čuje se ujednačen šum varenja. Dubina
varenja trebala bi da bude što veća, kupka za varenje
ne sme ipak probiti obradak.
6.4 Zaštitne naprave
6.4.1 Termo osigurač
Uređaj za varenje opremljen je zaštitom od
pregrejavanja koja štiti transformator za varenje od
pregrejavanja. Ako bi reagovala zaštita od
pregrejavanja, zasvetliće kontrolna sijalica (3) na
Vašem uređaju. U tom slučaju ostavite uređaj za
varenje da se neko vreme hladi.
7. Čišćenje, održavanje i narudžba
rezervnih dijelova
Prije svih radova čišćenja izvucite mrežni utikač.
7.1 Čišćenje
Zaštitne naprave, otvore za zrak i kućište motora
držite što čišćima od prašine i prljavštine.
Istrljajte uredjaj čistom krpom ili ga ispušite
komprimiranim zrakom pod niskim tlakom.
Preporučujemo da uredjaj očistite nakon svake
uporabe.
Redovito čistite uredjaj vlažnom krpom i s malo
masnog sapuna. Ne koristite sredstva za
čišćenje ni otapala; ona mogu oštetiti plastične
dijelove uredjaja. Pripazite na to da u
unutrašnjost uredjaja ne dospije voda.
7.2 Održavanje
U unutrašnjosti uredjaja nema dijelova koje treba
održavati.
7.3 Naručivanje rezervnih dijelova
Prilikom naručivanja rezervnih dijelova treba navesti
sljedeće podatke:
tip uredjaja
broj artikla uredjaja
identifikacijski broj uredjaja
kataloški broj potrebnog rezervnog dijela
Aktuelne cene i informacije potražite na sajtu
www.isc-gmbh.info
8. Zbrinjavanje i reciklovanje
Uredjaj se nalazi u pakovanju koje ga štiti od
oštećenja tokom transporta. Ovo pakovanje je
sirovina i zato može ponovno da se upotrebi ili
pošalje na reciklovanje. Uredjaj i njegov pribor
izradjeni su od različitih materijala kao npr. metala i
plastike. Neispravne sastavne delove otpremite na
mesta za zbrinjavanje posebnog otpada. Informacije
potražite u specijalizovanoj trgovini ili nadležnoj
opštinskoj upravi.
46
RS
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 46
Page 47

47
RS
Greška Uzrok Pomoć
Valjak za pomicanje žice se ne
okreće
Nema mrežnog napona
Regulator pomicanja žice je na 0
Provjerite priključak
Provjerite podešenost
Valjak za pomicanje žice se
okreće, ali se žica ne dovodi
Loše podešen pritisak valjka (vidi
5.4.3)
Prejako podešena kočnica valjka
(vidi 5.4.3)
Zaprljan / oštećen valjak za
pomicanje žice (vidi 5.4.3)
Oštećen paket crijeva
Pogrešna veličina / zaprljana /
istrošena kontaktna cijev (vidi
5.4.3)
Žica za zavarivanje je zavarena na
plinskoj sapnici / kontaktnoj cijevi
Provjerite podešenost
Provjerite podešenost
Očistiti odn. zamijeniti
Provjerite plašt vodilice žice
Očistiti / zamijeniti
Odvojite je
Nakon dužeg pogona uređaj više
ne funkcionira, svijetli kontrolno
svjetlo termoosigurača (3)
Uređaj se zbog predugog vremena
korištenja odnosno nepridržavanja
vremena stanke pregrijao
Ostavite uređaj da se hladi barem
20-30 minuta
Jako loš var Pogrešno podešena struja/pomak
žice (vidi 6.1.1/6.1.2)
Nema plina / premalo plina (vidi
6.1.3)
Provjerite podešenost
Provjerite podešenost odn. količinu
plina u boci
9. Traženje smetnji
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 47
Page 48

48
RS
10. Objašnjenje simbola
EN 60974-1
Evropska norma za
uređaje za varenje
svetlosnim lukom i izvore
struje varenja s
ograničenim trajanjem
uključenosti pogona
Ne odlažite niti ne
koristite uređaj u vlažnoj
ili mokroj okolini ili na kiši
Osigurač s nazivnom
vrijednošću u amperima
na mrežnom priključku
1-fazni mrežni priključak
U
1
Mrežni napon
50 Hz
Mrežna frekvencija
I1max
Dimenzionirana
vrijednost najveće
mrežne struje
Simbol za silaznu
karakterističnu liniju
Prije uporabe uređaja za
zavarivanje pažljivo
pročitajte i pridržavajte
se uputa za uporabu
Zavarivanje metala
inertnim i aktivnim plinom
uz primjenu žice za
zavarivanje
U
0
Napon praznog hoda
IP 21
Vrsta zaštite
I
2
Struja zavarivanja
H
Klasa izolacije
Ø mm
Promjer žice za
zavarivanje
X
Trajanje uključenog
pogona
Jednofazni transformator
s ispravljačem
Uređaj je zaštićen od smetnji iskrenja prema odredbi EU 89/336/EWG
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 48
Page 49

Obsah: Strana
1. Bezpečnostní pokyny 50
2. Popis přístroje a rozsah dodávky 50
3. Použití podle účelu určení 50
4. Technická data 51
5. Před uvedením do provozu 51-53
6. Obsluha 53-54
7. Čištění, údržba a objednání náhradních dílů 54
8. Likvidace a recyklace 54
9. Vyhledávání poruch 55
10. Vysvětlení symbolů 56
49
CZ
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 49
Page 50

Pozor!
Při používání přístrojů musí být dodržována určitá
bezpečnostní opatření, aby se zabránilo zraněním a
škodám. Přečtěte si proto pečlivě tento návod k
obsluze. Dobře si ho uložte, abyste měli tyto
informace kdykoliv po ruce. Pokud předáte přístroj
jiným osobám, předejte s ním i tento návod k
obsluze.
Nepřebíráme žádné ručení za škody a úrazy vzniklé
v důsledku nedodržování tohoto návodu k obsluze a
bezpečnostních pokynů.
1. Bezpečnostní pokyny
Příslušné bezpečnostní pokyny naleznete v přiložené
brožurce.
2. Popis přístroje a rozsah dodávky
(obr. 1-8)
1. Rukojeť
2. Indikace provozu
3. Kontrolka tepelné pojistky
4. Kryt skříně
5. Odstavná plocha pro plynové láhve
6. Kolečka
7. Za-/vypínač svařovacího proudu
8. Vychylovací kolečka
9. Síťová zástrčka
10. Ukostřovací svorka
11. Balík hadice
12. Plynová tryska
13. Hořák
14. Regulátor rychlosti svařovacího drátu
15. Řetězový hák
16. Přípojka přivádění plynu
17. Svářečský štít
18. Hadice ochranného plynu
19. Redukční ventil
20. Manometr
21. Šroubení
22. Pojistný ventil
23. Přípojka hadice ochranného plynu
24. Otočný regulátor
25. Vypínač hořáku
26. 2 x kontaktní trubička
27. Rukojeť krytu skříně
28. Zajišťovací řetěz
2.1 Montážní materiál
a. 16 x šroub pro kolečka
b. 16 x rozpěrný pojistný kroužek pro kolečka
c. 16 x podložka pro kolečka
d. 2 x hadicová spona
k. 1 x rám ochranného skla
l. 1 x svařovací sklo
m. 1 x průhledné ochranné sklo
n. 2 x přídržné pouzdro ochranného skla
o. 3 x matice pro rukojeť
p. 3 x šroub pro rukojeť
q. 2 x přídržný kolík ochranného skla
r. 1 x rukojeť
s. 1 x rám svářečského štítu
3. Použití podle účelu určení
Svářečka pro svařování v ochranné atmosféře je
vhodná výhradně pro svařování hliníku technologií
MIG (Metall-Inert-Gas/kov-ochranný plyn) a ocelí
technologií MAG (Metall-Aktiv-Gas/kov-aktivní plyn)
za použití příslušných svařovacích drátů a plynů.
Stroj smí být používán pouze podle svého účelu
určení. Každé další toto překračující použití
neodpovídá použití podle účelu určení. Za z toho
vyplývající škody nebo zranění všeho druhu ručí
uživatel/obsluhující osoba a ne výrobce.
Dbejte prosím na to, že naše přístroje nebyly podle
svého účelu určení konstruovány pro živnostenské,
řemeslnické nebo průmyslové použití. Nepřebíráme
žádné ručení, pokud je přístroj používán v
živnostenských, řemeslných nebo průmyslových
podnicích a při srovnatelných činnostech.
50
CZ
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 50
Page 51

4. Technická data
Síťová přípojka: 230 V ~ 50 Hz
Svařovací proud: 25 - 135 A (max. 170 A)
Doba zapnutí X%: 10 20 30 60 100
Svařovací proud I2(A): 135 100 77 54 42 25
Jmenovité napětí chodu naprázdno U0: 40 V
Cívka svařovacího drátu max.: 5 kg
Průměr svařovacího drátu: 0,6/0,8 mm
Jištění: 16 A
Hmotnost: 32,3 kg
5. Před uvedením do provozu
5.1 Montáž (obr. 5 - 21)
5.1.1 Montáž koleček a vychylovacích koleček
(6/8)
Kolečka (6) a vychylovací kolečka (8) namontovat
tak, jak je znázorněno na obrázcích 7, 9, 10, 11.
5.1.2 Montáž svářečského štítu (17)
Do rámu ochranného skla (k) položit svařovací
sklo (l) a na něj průhledné ochranné sklo (m) (obr.
12).
Přídržné kolíky ochranného skla (q) nastrčit z
vnější strany do otvorů v rámu svářečského štítu
(s) (obr. 13).
Rám ochranného skla (k) se svařovacím sklem (l)
a průhledným ochranným sklem (m) vložit zevnitř
do vybrání v rámu svářečského štítu (s), přídržná
pouzdra ochranného skla (n) nastrčit na přídržné
kolíky ochranného skla (q), až zaskočí, aby byl
rám ochranného skla (k) zajištěn. Průhledné
ochranné sklo (m) musí ležet na vnější straně
(obr. 14).
Horní hranu rámu svářečského štítu (s) ohnout
dovnitř (obr. 15/1) a rohy horní hrany zahnout
(obr. 15/2). Nyní ohnout dovnitř vnější strany
rámu svářečského štítu (s) (obr. 15/3) a tyto
pevným smáčknutím rohů horní hrany a vnějších
stran spojit. Na každé straně musí být při
zaskočení přídržných kolíků slyšitelná 2 zřetelná
zacvaknutí (obr. 15/4).
Jsou-li oba horní rohy svářečského štítu spojeny
tak, jak je znázorněno na obrázku 16, zastrčit z
vnější strany skrze 3 otvory ve svářečském štítu
šrouby pro rukojeť (p) (obr. 17).
Svářečský štít otočit a rukojeť (r) položit na otvory
se závity 3 šroubů rukojeti (p). Rukojeť (r)
přišroubovat na svářečském štítu 3 maticemi
rukojeti (o) (obr. 18).
5.2 Připojení plynu (obr. 4-6, 19 - 25)
5.2.1 Druhy plynu
Při svařování s nepřetržitým svařovacím drátem je
ochranná atmosféra nutná, složení ochranného plynu
je závislé na zvolené svařovací technologii:
5.2.2 Namontování plynové láhve na přístroj
(obr. 19 - 25)
Plynová láhev není v rozsahu dodávky obsažena!
Plynovou láhev namontujte tak, jak je znázorněno na
obrázcích 19 – 21. Dbejte na to, aby zajišťovací řetěz
(28) pevně držel a aby svářečka stála bezpečně proti
převrácení.
Pozor! Na odstavnou plochu pro plynové láhve (obr.
19/5) smí být namontovány pouze plynové láhve do
max. 20 litrů. Při použití větších plynových láhví
existuje nebezpečí převrácení, tyto smí být proto
postaveny pouze vedle přístroje. V tomto případě
musí být plynová láhev dostatečně zabezpečena proti
převrácení!
5.2.3 Připojení plynové láhve
Po odejmutí čepičky (obr. 22/A) krátce směrem od
těla otevřít ventil láhve (obr. 22/B).
Pokud je to potřeba, odstranit bez použití jakýchkoliv
čisticích prostředků z připojovacího závitu (obr. 22/C)
suchým hadrem nečistoty. Zkontrolovat, zda je na
redukčním ventilu (19) těsnění a zda je v bezvadném
stavu. Redukční ventil (19) našroubovat ve směru
hodinových ručiček na připojovací závit (obr. 23/C)
plynové láhve (obr. 23). Obě hadicové spony (d)
nasadit na hadici ochranného plynu (18). Hadici
ochranného plynu (18) nastrčit na přípojku hadice
ochranného plynu (23) na redukčním ventilu (19) a na
přípojku přivádění plynu (16) na svářečce a na obou
místech připojení zabezpečit pomocí hadicových
spon (d) (obr. 24 - 25).
Pozor! Dbejte na těsnost veškerých spojů a přípojek
plynu! Přípojky a spoje zkontrolujte pomocí spreje na
netěsnosti nebo mýdlové vody.
5.2.4 Popis redukčního ventilu (obr. 4/19)
Otočným regulátorem (24) může být nastaven průtok
plynu. Nastavený průtok plynu může být na
manometru (20) odečítán v litrech za minutu (l/min).
51
CZ
Ochranný plyn
CO2 Argon/CO2 Argon Argon/O
Svařovaný kov
Nelegovaná ocel
X X
Hliník
X
Ušlechtilá ocel
X X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 51
Page 52

Plyn vystupuje z přípojky hadice ochranného plynu
(23) a je dále hadicí ochranného plynu (obr. 3/18)
dopravován ke svářečce (viz 5.2.3).
Pozor! Při nastavování průtoku plynu vždy postupujte
tak, jak je popsáno v bodě 6.1.3.
Redukční ventil se na plynovou láhev našroubuje
pomocí šroubení (21) (viz 5.2.3).
Pozor! Manipulace na redukčním ventilu a jeho
opravy smí provádět pouze odborný personál.
Eventuálně zašlete defektní redukční ventily na
servisní adresu.
5.3 Připojení na síť
Před připojením se přesvědčte, zda údaje na
typovém štítku souhlasí s údaji sítě.
Přístroj smí být zapojen pouze do řádně
uzemněných a jištěných zásuvek s ochranným
kolíkem.
5.4 Montáž cívky s drátem (obr. 1, 5, 6, 26 – 34)
Cívka s drátem není v rozsahu dodávky obsažena!
5.4.1 Druhy drátu
Podle případu použití jsou potřebné různé svařovací
dráty. Svářečka může být používána se svařovacími
dráty o průměru 0,6 a 0,8 mm. Příslušná podávací
kladka a kontaktní trubičky jsou u přístroje přiloženy.
Podávací kladka, kontaktní trubička a průřez drátu se
musí vždy k sobě hodit.
5.4.2 Kapacita cívky s drátem
Do přístroje mohou být namontovány cívky s drátem
až do maximálně 5 kg.
5.4.3 Vložení cívky s drátem
Kryt skříně (obr. 2/4) otevřít, k tomu posunout
rukojeť krytu skříně (obr. 2/27) dozadu a kryt
skříně (obr. 2/4) odklopit.
Aby bylo zabezpečeno rovnoměrné odvíjení
drátu, zkontrolujte, zda se vinutí na cívce
nepřekrývá.
Popis vodicí jednotky drátu (obr. 26 - 27)
A Aretace cívky
B Držák cívky
C Unášecí kolík
D Seřizovací šroub brzdy kladky
E Šrouby držáku podávací kladky
F Držák podávací kladky
G Podávací kladka
H Upínání balíku hadice
I Přítlačná kladka
J Držák přítlačné kladky
K Pružina přítlačné kladky
L Seřizovací šroub protitlaku
M Vodicí trubička
N Cívka s drátem
O Otvor pro unášení cívky s drátem
Vložení cívky s drátem (obr. 26, 27)
Cívku s drátem (N) položit na držák cívky (B). Dbát na
to, aby se konec svařovacího drátu odvíjel na straně
vedení drátu, viz šipka.
Dbát na to, aby byla aretace cívky (A) zatlačena a aby
unášecí kolík (C) seděl v otvoru pro unášení cívky s
drátem (O). Aretace cívky (A) musí opět nad cívkou s
drátem (N) zaskočit. (obr. 27)
Zavedení svařovacího drátu a seřízení vedení
drátu (obr. 28 - 34)
Pružinu přítlačné kladky (K) tlačit směrem nahoru
a vykývnout směrem dopředu (obr. 28).
Držák přítlačné kladky (J) s přítlačnou kladkou (I)
a pružinou přítlačné kladky (K) odklopit směrem
dolů (obr. 29).
Šrouby držáku podávací kladky (E) povolit a
držák podávací kladky (F) stáhnout směrem
nahoru (obr. 30).
Překontrolovat podávací kladku (G). Na horní
straně podávací kladky (G) musí být uvedena
příslušná síla drátu. Podávací kladku (G) v
případě potřeby otočit nebo vyměnit (obr. 31).
Držák podávací kladky (F) opět nasadit a
přišroubovat.
Plynovou trysku (obr. 5/12) otáčením doprava
stáhnout z hořáku (obr. 5/13), kontaktní trubičku
(obr. 6/26) odšroubovat (obr. 5 - 6). Balík hadice
(obr. 1/11) položit na zem pokud možno přímým
směrem od svářečky.
Prvních 10 cm svařovacího drátu odstřihnout tak,
aby vznikl rovný řez bez výčnělků, deformací a
nečistot. Konec svařovacího drátu zbavit otřepů.
Svařovací drát protáhnout vodicí trubičkou (M),
mezi přítlačnou a podávací kladkou (G/I) a
nasunout do upínání balíku hadice (H) (obr. 32).
Svařovací drát opatrně rukou nasunout do balíku
hadice tak dalece, aby na hořáku přečníval o cca
1 cm (obr. 5/13).
52
CZ
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 52
Page 53

Seřizovací šroub protitlaku (L) o několik otočení
povolit (obr. 34).
Držák přítlačné kladky (J) s přítlačnou kladkou (I)
a pružinou přítlačné kladky (K) opět odklopit
nahoru a pružinu přítlačné klapky (K) opět zavěsit
na seřizovacím šroubu protitlaku (L) (obr. 33).
Seřizovací šroub protitlaku (L) nyní nastavit tak,
aby svařovací drát pevně seděl mezi přítlačnou
kladkou (I) a podávací kladkou (G) bez toho, aby
byl mačkán (obr. 34).
Na hořák (obr. 5/13) našroubovat kontaktní
trubičku (obr. 6/26) vhodnou pro použitý průměr
svařovacího drátu a otáčením doprava nastrčit
plynovou trysku (obr. 5/12).
Seřizovací šroub brzdy kladky (D) nastavit tak,
aby se drát nechal ještě stále vést a kladka se po
zbrzdění vedení drátu automaticky zastavila.
6. Obsluha
6.1 Nastavení
Protože se nastavení svářečky provádí rozdílně podle
případu použití, doporučujeme provést nastavení po
provedení zkušebního svaru.
6.1.1 Nastavení svařovacího proudu
Svařovací proud může být nastaven v 6 stupních na
za-/vypínači svařovacího proudu (obr. 1/7). Potřebný
svařovací proud je závislý na tloušťce materiálu,
požadované hloubce závaru a průměru svařovacího
drátu.
6.1.2 Nastavení rychlosti posuvu svařovacího
drátu
Rychlost posuvu svařovacího drátu je automaticky
přizpůsobována použitému nastavení proudu. Jemné
nastavení rychlosti posuvu svařovacího drátu může
být plynule provedeno na regulátoru rychlosti
svařovacího drátu (obr. 1/14). Při nastavování
doporučujeme začít se stupněm 5, který představuje
střední hodnotu, a v případě potřeby provést
dodatečné nastavení. Potřebné množství drátu je
závislé na tloušťce materiálu, hloubce závaru,
průměru svařovacího drátu a také na velikosti
přemosťovaných vzdáleností svařovaných obrobků.
6.1.3 Nastavení průtoku plynu
Průtok plynu může být plynule nastaven na
redukčním ventilu (obr. 4/19). Je udáván na
manometru (obr. 4/20) v litrech za minutu (l/min).
Doporučený průtok plynu v místnostech bez průvanu:
5 – 15 l/min.
Na nastavení průtoku plynu nejdříve povolit upínací
páčku (obr. 26/K) jednotky posuvu drátu, aby se
zabránilo zbytečnému opotřebení drátu (viz 5.4.3).
Přístroj připojit na síť (viz bod 5.3), za-/vypínač
svařovacího proudu (obr.1/7) nastavit na stupeň 1 a
zapnout vypínač hořáku (obr. 5/25), aby byl uvolněn
průtok plynu. Nyní nastavit na redukčním ventilu (obr.
4/19) požadované množství průtoku plynu.
Otáčení regulátoru doleva (obr. 4/24):
menší průtok
Otáčení regulátoru doprava (obr. 4/24):
větší průtok
Pružinu přítlačné kladky (obr. 26/K) jednotky posuvu
drátu opět zajistit.
6.2 Elektrická přípojka
6.2.1 Připojení na síť
Viz bod 5.3
6.2.2 Připojení ukostřovací svorky (obr. 1/10)
Ukostřovací svorku (10) přístroje připojit pokud
možno v bezprostřední blízkosti svařovaného místa.
Na kontaktním místě dbát na kovový neizolovaný
přechod.
6.3 Svařování
Jsou-li provedena všechna elektrická připojení
zásobování proudem a okruhu svařovacího proudu,
jakož také připojení ochranného plynu, může být
postupováno následovně:
Svařované obrobky nesmí v oblasti svařování
obsahovat barvu, kovové povlaky, nečistotu, rez, tuk
a vlhkost.
Příslušně nastavte svařovací proud, posuv drátu a
průtok plynu (viz 6.1.1 – 6.1.3).
Držte si svářečský štít (obr. 3/17) před obličejem a
přiložte plynovou trysku na to místo na obrobku, které
má být svařováno.
Nyní zapněte vypínač hořáku (obr. 5/25).
Hoří-li světelný oblouk, dopravuje přístroj drát do
svarové lázně. Je-li svarová čočka dostatečně veliká,
vede se hořák opatrně podél požadované hrany. V
případě potřeby lehce kmitat, aby se svarová lázeň
trochu zvětšila.
Ideální nastavení svařovacího proudu, rychlosti
posuvu drátu a průtoku plynu zjistit provedením
zkušebního svaru. V ideálním případě je slyšitelný
rovnoměrný svařovací zvuk. Hloubka závaru by měla
být pokud možno velká, svarová lázeň by ovšem
neměla obrobkem propadnout.
53
CZ
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 53
Page 54

6.4 Ochranná zařízení
6.4.1 Tepelná pojistka
Svářečka je vybavena ochranou proti přehřátí, která
chrání svařovací transformátor před přehřátím. Pokud
ochrana proti přehřátí zareaguje, svítí kontrolka (3) na
Vašem přístroji. Nechte svářečku nějaký čas ochladit.
7. Čištění, údržba a objednání
náhradních dílů
Před všemi čisticími pracemi vytáhněte síťovou
zástrčku.
7.1 Čištění
Udržujte bezpečnostní zařízení, větrací otvory a
kryt motoru tak prosté prachu a nečistot, jak jen
to je možné. Otřete přístroj čistým hadrem nebo
ho profoukněte stlačeným vzduchem při nízkém
tlaku.
Doporučujeme přímo po každém použití přístroj
vyčistit.
Pravidelně přístroj čistěte vlhkým hadrem a
trochou mazlavého mýdla. Nepoužívejte žádné
čisticí prostředky nebo rozpouštědla, mohlo by
dojít k poškození plastových částí přístroje.
Dbejte na to, aby se dovnitř přístroje nedostala
voda.
7.2 Údržba
Uvnitř přístroje se nevyskytují žádné další, údržbu
vyžadující, díly.
7.3 Objednání náhradních dílů:
Při objednávce náhradních dílů je třeba uvést
následující údaje:
Typ přístroje
Číslo výrobku přístroje
Identifikační číslo přístroje
Číslo náhradního dílu požadovaného náhradního
dílu
Aktuální ceny a informace naleznete na
www.isc-gmbh.info
8. Likvidace a recyklace
Přístroj je uložen v balení, aby bylo zabráněno
poškození při přepravě. Toto balení je surovina a tím
znovu použitelné nebo může být dáno zpět do
cirkulace surovin.
Přístroj a jeho příslušenství jsou vyrobeny z
rozdílných materiálů, jako např. kov a plasty.
Defektní součástky odevzdejte k likvidaci zvláštních
odpadů. Zeptejte se v odborné prodejně nebo na
místním zastupitelství!
54
CZ
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 54
Page 55

55
CZ
Chyba Příčina Odstranění
Podávací kladka se neotáčí Chybí síťové napětí
Regulátor posuvu drátu na 0
Překontrolovat přípojku
Překontrolovat nastavení
Podávací kladka se otáčí, ovšem
žádný přívod drátu
Špatný tlak kladky (viz 5.4.3)
Brzda kladky moc pevně nastavena
(viz 5.4.3)
Znečištěná / poškozená podávací
kladka (viz 5.4.3)
Poškozený balík hadice
Kontaktní trubička chybná velikost /
znečištěná / opotřebovaná (viz
5.4.3)
Svařovací drát je přivařen k plynové
trysce/kontaktní trubičce
Překontrolovat nastavení
Překontrolovat nastavení
Vyčistit, resp. vyměnit
Plášť vedení drátu zkontrolovat
Vyčistit / vyměnit
Uvolnit
Přístroj po delším provozu
nefunguje, kontrolka tepelné
pojistky (3) svítí
Přístroj se moc dlouhým
používáním, resp. nedodržením
ochlazovací doby přehřál
Přístroj nechat minimálně 20 - 30
minut ochladit
Velice špatný svar Chybné nastavení proudu / posuvu
(viz 6.1.1/6.1.2)
Žádný / moc málo plynu (viz 6.1.3)
Překontrolovat nastavení
Překontrolovat nastavení, resp.
plnicí tlak plynové láhve
9. Vyhledávání poruch
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 55
Page 56

56
CZ
10. Objašnjenje simbola
EN 60974-1
Evropská norma:
Zařízení pro obloukové
svařování: Zdroje
svařovacího proudu pro
ruční obloukové
svařování s omezeným
provozem
Neskladujte nebo
nepoužívejte přístroj ve
vlhkém nebo mokrém
prostředí nebo v dešti
Jištění s jmenovitou
hodnotou v ampérech v
síťové přípojce
1fázová síťová přípojka
U
1
Síťové napětí
50 Hz
Kmitočet sítě
I1max
Největší dimenzování
proudu ze sítě
Symbol pro klesající
charakteristickou křivku
Před použitím svářečky
si pečlivě přečíst návod k
obsluze a dodržovat ho
Svařování tavicí
elektrodou v atmosféře
inertních plynů a
svařování tavicí
elektrodou v aktivním
plynu včetně použití
plněného drátu
U
0
Jmenovité napětí chodu
naprázdno
IP 21
Druh ochrany
I
2
Svařovací proud
H
Třída izolace
Ø mm
Průměr svařovacího
drátu
X
Doba zapnutí
Jednofázový
transformátor s
usměrňovačem
Přístroj je odrušen podle EU směrnice 89/336/EHS
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 56
Page 57

Obsah: Strana
1. Bezpečnostné pokyny 58
2. Popis prístroja a objem dodávky 58
3. Správne použitie prístroja 58
4. Technické údaje 59
5. Pred uvedením do prevádzky 59-61
6. Obsluha 61-62
7. Čistenie, údržba a objednávanie náhradných dielov 62
8. Likvidácia a recyklácia 62
9. Hľadanie porúch 63
10. Vysvetlenie symbolov 64
57
SK
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 57
Page 58

Pozor!
Pri uporabi naprav je potrebno upoštevati
preventivne varnostne ukrepe, da bi tako preprečili
poškodbe in škodo na napravi. Zato ta navodila
skrbno preberite. Ta varnostna navodila shranite
dobro, da Vam bodo informacije vsak čas na
razpolago. V primeru, da bi to napravo predali
drugim osebam, Vas prosimo, da ta navodila za
uporabo izročite skupaj z napravo.
Mi ne prevzemamo nobene odgovornosti za nesreče
ali škodo, ki bi nastala zaradi neupoštevanja teh
navodil in varnostnih navodil.
1. Varnostni napotki
Odgovarjajoče varnostne napotke lahko preberete v
priloženi knjižici.
2. Popis prístroja a objem dodávky
(obr. 1-8)
1. Rukoväť
2. Prevádzkový ukazovateľ
3. Kontrolka tepelnej poistky
4. Kryt telesa
5. Odkladacia plocha plynových fliaš
6. Kolieska
7. Vypínač zváracieho prúdu zap/vyp
8. Otočné kolieska
9. Sieťová zástrčka
10. Uzemňovacia svorka
11. Hadicový paket
12. Plynová dýza
13. Horák
14. Regulátor rýchlosti zváracieho drôtu
15. Reťazový hák
16. Prípojka prívodu plynu
17. Zvárací štít
18. Hadica ochrannej atmosféry
19. Redukčný ventil
20. Manometer
21. Skrutkový spoj
22. Bezpečnostný ventil
23. Prípojka hadice ochrannej atmosféry
24. Otočný regulátor
25. Spínač horáka
26. 2 x kontaktná rúrka
27. Rukoväť krytu telesa
28. Bezpečnostná reťaz
2.1 Montážny materiál
a. 16 x skrutka pre pojazdné kolieska
b. 16 x rozperný poistný krúžok pre pojazdné
kolieska
c. 16 x podložka pre pojazdné kolieska
d. 2 x hadicová svorka
k. 1 x rám ochranného skla
l. 1 x zváracie sklo
m. 1 x priehľadné ochranné sklo
n. 2 x prídržné puzdrá ochranného skla
o. 3 x matica pre rukoväť
p. 3 x skrutka pre rukoväť
q. 2 x prídržný kolík ochranného skla
r. 1 x rukoväť
s. 1 x rám zváracieho štítu
3. Správne použitie prístroja
Zváračka s ochrannou atmosférou je určená výlučne
na zváranie hliníka v procese MIG (zváranie kovovou
elektródou v inertnom ochrannom plyne) a ocele v
procese MAG (zváranie kovovou elektródou v
ochrannej atmosfére aktívneho plynu) s použitím
príslušných zváracích drôtov a plynov.
Prístroj smie byť použitý len na ten účel, na ktorý bol
určený. Každé iné odlišné použitie prístroja sa
považuje za nespĺňajúce účel použitia. Za škody
alebo zranenia akéhokoľvek druhu spôsobené
nesprávnym používaním ručí používateľ /
obsluhujúca osoba, nie však výrobca
.
Prosím zohľadnite skutočnosť, že správny spôsob
prevádzky našich prístrojov nie je na profesionálne,
remeselnícke ani priemyselné použitie.
Nepreberáme žiadne záručné ručenie, ak sa prístroj
bude používať v profesionálnych, remeselníckych
alebo priemyselných prevádzkach ako aj na činnosti
rovnocenné s takýmto použitím.
58
SK
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 58
Page 59

4. Technické údaje
Sieťové pripojenie: 230 V ~ 50 Hz
Zvárací prúd: 25-135 A (max. 170 A)
Doba zapnutia X%: 10 20 30 60 100
Zvárací prúd I2(A): 135 100 77 54 42 25
Menovité napätie na prázdno U0: 40 V
Cievka zváracieho drôtu max: 5 kg
Priemer zváracieho drôtu: 0,6/0,8 mm
Istenie: 16 A
Hmotnosť: 32,3 kg
5. Pred uvedením do prevádzky
5.1 Montáž (obr. 5 -21)
5.1.1 Montáž pojazdných koliesok a otočných
koliesok (6/8)
Pojazdné kolieska (6) a otočné kolieska (8)
namontujte ako je to znázornené na obrázkoch 7, 9,
10, 11.
5.1.2 Montáž zváracieho štítu (17)
Založte zváracie sklo (I) a cez neho vložte
priehľadné ochranné sklo (m) do rámu určeného
pre ochranné sklo (k) (obr. 12).
Zatlačte prídržné kolíky ochranného skla (q)
zvonku do otvorov v ráme zváracieho štítu (s)
(obr. 13).
Založte rám pre ochranné sklo (k) so zváracím
sklom (I) a priehľadným ochranným sklom (m) z
vnútra do výrezu v ráme zváracieho štítu (s),
zatlačte prídržné puzdrá ochranného skla (n) na
prídržné kolíky ochranného skla (q), kým
nezaskočia, aby sa zaistil rám pre ochranné sklo
(k). Priehľadné ochranné sklo (m) sa musí
nachádzať na vonkajšej strane (obr. 14).
Hornú hranu rámu zváracieho štítu (s) ohnite
dovnútra (obr. 15/1) a rohy hornej hrany zalomte
(obr. 15/2). Teraz ohnite dovnútra vonkajšie
strany rámu zváracieho štítu (s) (obr. 15/3) a
spojte ich pevným zatlačením rohov hornej hrany
a vonkajších strán. Na každej strane musíte pri
zatláčaní prídržných kolíkov počuť 2 zreteľné
kliknutie (obr. 15/4).
Keď sú obidva horné rohy zváracieho štítu
spojené podľa znázornenia na obrázku 16, vložte
zvonku cez 3 otvory do zváracieho štítu skrutky
pre rukoväť (p) (obr. 17).
Zvárací štít otočte a založte rukoväť (r) na závity 3
skrutiek pre rukoväť (p). Rukoväť (r) pevne
dotiahnite na zvárací štít pomocou 3 matíc pre
rukoväť (o) (obr. 18).
5.2 Pripojenie plynu (obr. 4-6, 19 - 25)
5.2.1 Druhy plynov
Pri zváraní s prechádzajúcim drôtom je potrebná
ochranná atmosféra, zloženie ochrannej atmosféry
závisí od zvoleného zváracieho procesu:
5.2.2 Montáž plynovej fľaše na prístroj
(obr. 19-25)
Plynová fľaša nie je súčasťou dodávky!
Plynovú fľašu namontujte tak, ako to je znázornené
na obrázkoch 19 - 21. Skontrolujte pevnosť
bezpečnostnej reťaze (28) a či zváračka stojí pevne,
aby sa neprevrátila.
Pozor! Na odkladaciu plochu plynových fliaš (obr.
19/5) sa môžu namontovať plynové fľaše s objemom
maximálne 20 litrov. Pri použití väčších plynových
fliaš vzniká nebezpečenstvo prevrátenia, tieto sa
môžu preto postaviť iba vedľa prístroja. V tomto
prípade sa musí plynová fľaša dostatočne chrániť
proti prevráteniu!
5.2.3 Napojenie plynovej fľaše
Po odobratí ochranného krytu (obr. 22/A) fľašový
ventil (obr. 22/B) krátko otvorte v odvrátenom smere
od tela.
Prípojný závit (obr. 22/C) prípadne vyčistite od
nečistôt suchou utierkou bez pomoci akéhokoľvek
čistiaceho prostriedku. Skontrolujte, či sa na
redukčnom ventile (19) nachádza tesnenie a je v
bezchybnom stave. Redukčný ventil (19) naskrutkujte
proti smeru hodinových ručičiek na prípojný závit
(obr. 23/C) plynovej fľaše (obr. 23). Nasuňte obidve
hadicové objímky (d) cez hadicu ochrannej atmosféry
(18). Hadicu ochrannej atmosféry (18) nasuňte na
prípojku hadice ochrannej atmosféry (23) na
redukčnom ventile (19) a prípojku prívodu plynu (16)
nasuňte na zváračku a zaistite obidva prípojné miesta
pomocou hadicových objímok (d) (obr. 24 - 25).
Pozor! Dbajte na tesnosť všetkých plynových
pripojení a spojení! Skontrolujte prípojky a spojovacie
miesta pomocou spreju na netesnosti alebo mydlovej
vody.
59
SK
Ochranná
atmosféra
CO2 Argon/CO2 Argon Argon/O
Zváraný kov
Nelegovaná oceľ
X X
Hliník
X
Nerezová oceľ
X X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 59
Page 60

5.2.4 Objasnenie redukčného ventilu (obr. 4/19)
Na otočnom regulátore (24) sa dá nastaviť prietokové
množstvo plynu. Nastavené prietokové množstvo
plynu sa dá odčítať na manometri (20) v litroch za
minútu (l/min). Plyn vystupuje z prípojky hadice
ochrannej atmosféry (23) a ďalej sa prepravuje cez
hadicu ochrannej atmosféry (obr. 3/18) do zváračky
(pozri bod 5.2.3).
Pozor! Na nastavenie prietokového množstva plynu
postupujte vždy podľa popisu v bode 6.1.3.
Redukčný ventil sa namontuje na plynovú fľašu
pomocou skrutkového spoja (21) (pozri bod 5.2.3).
Pozor! Zásahy a opravy na redukčnom ventile smie
vykonávať iba odborný personál. Prípadne zašlite
chybné redukčné ventily na servisnú adresu.
5.3 Sieťové pripojenie
Presvedčte sa pred zapojením prístroja do siete
o tom, či údaje na typovom štítku prístroja
súhlasia s údajmi elektrickej siete.
Prístroj je možné pripojiť iba na správne
uzemnené a zabezpečené zásuvky s ochranným
kontaktom.
5.4 Montáž cievky na drôt (obr. 1, 5, 6, 26 - 34)
Cievka na drôt nie je súčasťou dodávky!
5.4.1 Druhy drôtov
V závislosti od prípadu použitia sú potrebné rôzne
zváracie drôty. Zváračka sa môže používať so
zváracími drôtmi s priemerom 0,6 mm a 0,8 mm.
Príslušná podávacia kladka a kontaktná rúrka sú
priložené pri prístroji. Podávacia kladka, kontaktná
rúrka a prierez drôtu musia vždy spolu pasovať.
5.4.2 Kapacita cievky na drôt
Do prístroja sa môžu namontovať cievky na drôt do
maximálne 5 kg.
5.4.3 Nasadenie cievky na drôt
Otvorte kryt telesa (obr. 2/4), k tomu potiahnite
rukoväť krytu telesa (obr. 2/27) dozadu a kryt
telesa (obr. 2/4) vyklopte.
Skontrolujte, aby sa vinutia na cievke
neprekrývali, aby sa zabezpečilo rovnomerné
odvíjanie drôtu.
Popis jednotky vedenia drôtu (obr. 26 - 27)
A Aretácia cievky
B Držiak cievky
C Unášací kolík
D Nastavovacia skrutka pre brzdu kladky
E Skrutky pre držiak podávacej kladky
F Držiak podávacej kladky
G Podávacia kladka
H Upnutie hadicového paketu
I Prítlačná kladka
J Držiak prítlačnej kladky
K Pružina prítlačnej kladky
L Nastavovacia skrutka pre protitlak
M Vodiaca rúrka
N Cievka na drôt
O Unášací otvor cievky na drôt
Nasadenie cievky na drôt (obr. 26, 27)
Založte cievku na drôt (N) na držiak cievky (B).
Dbajte na to, aby sa koniec zváracieho drôtu odvíjal
na strane drôtového vedenia, pozri šípku.
Skontrolujte, aby bola aretácia cievky (A) zatlačená a
unášací kolík (C) sa nachádzal v unášacom otvore
cievky drôtu (O). Aretácia cievky (A) musí opäť
zaskočiť na cievku drôtu (N) (obr. 27).
Zavedenie zváracieho drôtu a nastavenie
drôtového vedenia (obr. 28-34)
Pružinu prítlačnej kladky (K) zatlačte nahor a
vychýľte dopredu (obr. 28).
Držiak prítlačnej kladky (J) s prítlačnou kladkou (I)
a pružinou prítlačnej kladky (K) zaklapnite
smerom nadol (obr. 29).
Povoľte skrutky pre držiak podávacej kladky (E) a
držiak podávacej kladky (F) odtiahnite smerom
nahor (obr. 30).
Skontrolujte podávaciu kladku (G). Na vrchnej
strane podávacej kladky (G) musí byť uvedená
príslušná hrúbka drôtu. Podávacia kladka (G) je
vybavená 2 vodiacimi drážkami. Podľa potreby
podávaciu kladku (G) otočte alebo vymeňte (obr.
31).
Držiak podávacej kladky (F) znovu nasaďte a
pevne dotiahnite.
Plynovú dýzu (obr. 5/12) vytiahnite z horáka (obr.
5/13) otáčaním doprava, odskrutkujte kontaktnú
rúrku (obr. 6/26) (obr. 5 - 6). Hadicový paket (obr.
1/11) položte na podlahu čo najrovnejšie smerom
od zváračky.
Prvých 10 cm zváracieho drôtu odrežte tak, aby
vznikol priamy rez bez výstupkov, zádrhov a
nečistôt. Koniec zváracieho drôtu odhrotujte.
Zvárací drôt presuňte cez vodiacu rúrku (M),
medzi prítlačnú a podávaciu kladku (G/I) do
upnutia hadicového paketu (H) (obr. 32). Zvárací
drôt opatrne posúvajte rukou do hadicového
60
SK
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 60
Page 61

paketu, kým nevyčnieva na horáku (obr. 5/13) o
cca 1 cm.
Povoľte nastavovaciu skrutku pre protitlak (L) o
niekoľko otáčok (obr. 34).
Držiak prítlačnej kladky (J) s prítlačnou kladkou (I)
a pružinou prítlačnej kladky (K) opäť zaklapnite
smerom nahor a pružinu prítlačnej kladky (K)
opäť zaveste na nastavovaciu skrutku pre
protitlak (L) (obr. 33).
Nastavovaciu skrutku pre protitlak (L) nastavte
teraz tak, aby zvárací drôt sedel pevne medzi
prítlačnou kladkou (I) a podávacou kladkou (G)
bez toho, aby bol stlačený (obr. 34).
Naskrutkujte správnu kontaktnú rúrku (obr. 6/26)
pre použitý priemer zváracieho drôtu na horák
(obr. 5/13) a plynovú dýzu nasaďte otáčaním
doprava (obr. 5/12).
Nastavovaciu skrutku pre brzdu kladky (D)
nastavte tak, aby sa dal drôt stále viesť a kladka
sa po odbrzdení drôtového vedenia automaticky
zastavila.
6. Obsluha
6.1 Nastavenie
Keďže sa zváračka nastavuje odlišne v závislosti od
prípadu použitia, odporúčame, aby ste nastavenia
vykonávali na základe skúšobného zvárania.
6.1.1 Nastavenie zváracieho prúdu
Zvárací prúd sa dá nastaviť v 6 stupňoch na vypínači
zváracieho prúdu zap/vyp (obr. 1/7). Požadovaný
zvárací prúd závisí od hrúbky materiálu, požadovanej
vypálenej hĺbky a použitého priemeru zváracieho
drôtu.
6.1.2 Nastavenie rýchlosti podávania drôtu
Rýchlosť podávania drôtu sa prispôsobí automaticky
na použité nastavenie prúdu. Je možné plynule
vykonať jemné nastavenie rýchlosti podávania drôtu
na regulátore rýchlosti zváracieho drôtu (obr. 1/14).
Odporúča sa pri nastavení začať na stupni 5, ktorý
predstavuje strednú hodnotu a podľa potreby
doregulovať. Požadované množstvo drôtu závisí od
hrúbky materiálu, vypálenej hĺbky, použitého
priemeru zváracieho drôtu a tiež od veľkosti
premosťovaných odstupov zváraných obrobkov.
6.1.3 Nastavenie prietokového množstva plynu
Prietokové množstvo plynu sa dá nastavovať plynule
na redukčnom tlakovom ventile (obr. 4/19). Udáva sa
na manometri (obr. 4/20) v litroch za minútu (l/min).
Odporúčané prietokové množstvo plynu vo vetraných
priestoroch: 5 – 15 l/min.
Na nastavenie prietokového množstva plynu najskôr
povoľte napínaciu páčku (obr. 26/K) jednotky
podávania drôtu, aby ste zabránili nadbytočnému
opotrebovaniu drôtu (pozri 5.4.3). Vytvorte sieťové
pripojenie (pozri bod 5.3), dajte vypínač zváracieho
prúdu zap/vyp (obr. 1/7) na stupeň 1 a stlačte spínač
horáka (obr. 5/25), aby ste pustili prietok plynu. Teraz
nastavte na redukčnom ventile (obr. 4/19)
požadované prietokové množstvo plynu.
Otáčanie regulátora doľava (obr. 4/24):
menšie prietokové množstvo plynu
Otáčanie regulátora doprava (obr. 4/24):
väčšie prietokové množstvo plynu
Pružinu prítlačnej kladky (obr. 26/K) jednotky
podávania drôtu opäť pevne upevnite.
6.2 Elektrické pripojenie
6.2.1 Sieťové pripojenie
Pozri bod 5.3
6.2.2 Napojenie uzemňovacej svorky (obr. 1/10)
Uzemňovaciu svorku (10) prístroja zapojte čo
najbližšie k zváraciemu miestu.
Dbajte na kovovo lesklý prechod na kontaktnom
mieste.
6.3 Zváranie
Ak sa vykonali všetky elektrické pripojenia pre
elektrické napájanie a zvárací elektrický obvod ako aj
pripojenie ochrannej atmosféry, môžete postupovať
nasledovne:
Zvárané obrobky musia byť v oblasti zvárania
zbavené farby, kovových povlakov, nečistoty, hrdze,
mastnoty a vlhkosti.
Nastavte zvárací prúd, podávanie drôtu a prietokové
množstvo plynu (pozri 6.1.1 - 6.1.3) podľa potreby.
Držte zvárací štít (obr. 3/17) pred tvárou a zaveďte
plynovú dýzu na miesto obrobku, kde sa má zvárať.
Teraz stlačte spínač horáka (obr. 5/25).
Ak elektrický oblúk horí, prístroj posúva drôt do
zváracieho kúpeľa. Ak je zvarový bod dostatočne
veľký, horák sa vedie pomaly pozdĺž požadovanej
hrany. V prípade potreby zľahka pokývať, aby sa
zvárací kúpeľ trochu zväčšil.
Ideálne nastavenie zváracieho prúdu, rýchlosti
podávania drôtu a prietokového množstva plynu
zistite na základe skúšobného zvárania. V ideálnom
61
SK
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 61
Page 62

prípade by ste mali počuť rovnomerný zvárací zvuk.
Vypálená hĺbka by mala byť čo najhlbšia, avšak
zvárací kúpeľ nesmie prepadnúť cez zváraný
obrobok.
6.4 Ochranné zariadenia
6.4.1 Tepelná poistka
Zváračka je vybavená ochranou proti prehriatiu, ktorá
chráni zvárací transformátor pred predhriatím. Ak by
malo dôjsť k spusteniu ochrany pred prehriatím, na
Vašom prístroji sa rozsvieti kontrolka (3). Nechajte
zváračku na nejaký čas vychladnúť.
7. Čiščenje, vzdrževanje in naročanje
rezervnih delov
Pred vsemi čistilnimi deli izklopite električni vtikač iz
električne priključne vtičnice.
7.1 Čiščenje
Zaščitne naprave, zračne reže in ohišje motorja
vzdržujte v karseda čistem stanju. Napravo
zdrgnite s čisto krpo ali pa jo izpihajte s
komprimiranim zrakom (pod nizkim pritiskom).
Priporočamo, da napravo očistite takoj po vsaki
uporabi.
V rednih intervalih napravo očistite tudi z mokro
krpo in mazavim milom. Ne uporabljajte nobenih
čistilnih sredstev ali razredčil; ta sredstva lahko
začnejo nažirati dele iz umetne mase. Pazite na
to, da voda ne more prodreti v notranjost
naprave.
7.2 Vzdrževanje
V notranjosti naprave se ne nahajajo nobeni deli,
kateri bi terjali vzdrževanje.
7.3 Naročanje rezervnih delov:
Pri naročilu rezervnih delov navedite naslednje
podatke:
Tip stroja
Številka artikla/stroja
Identifikacijska številka stroja
Številka rezervnega dela, ki ga naročate
Aktualne cene in informacije najdete na spletni strani
www.isc-gmbh.info
8. Odstranjevanje in reciklaža
Naprava je ovita v ovojnino, da bi preprečili
poškodovanje zaradi transporta. Ta ovojnina je
surovina in jo kot tako lahko ponovno uporabimo ali
pa jo predamo v reciklažo.
Naprava in njegov pribor so sestavljeni iz različnih
materialov, kot n.pr. kovina in umetna masa.
Defektne konstrukcijske dele predajte na deponijo
za posebne odpadke. Povprašajte v strokovni
trgovini ali pri občinski upravi!
62
SK
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 62
Page 63

63
SK
Porucha Príčina Pomoc pri odstraňovaní
Podávacia kladka sa neotáča Chýba elektrické napätie
Regulátor podávania drôtu na 0
Skontrolovať pripojenie
Skontrolovať nastavenie
Podávacia kladka sa otáča, avšak
nedochádza k podávaniu drôtu
Nesprávny tlak kladky (pozri 5.4.3)
Brzda kladky nastavená príliš
pevne (pozri 5.4.3)
Znečistená / poškodená podávacia
kladka (pozri 5.4.3).
Poškodený hadicový paket
Kontaktná rúrka nesprávnej
veľkosti / znečistená / opotrebená
(pozri 5.4.3).
Zvárací drôt na plynovej dýze /
kontaktnej rúrke pevne navarený
Skontrolovať nastavenie
Skontrolovať nastavenie
Vyčistiť resp. vymeniť
Skontrolovať plášť drôtového
vedenia
Vyčistiť / vymeniť
Uvoľniť
Prístroj nefunguje po dlhšej
prevádzke, svieti kontrolka tepelnej
poistky (3)
Prístroj sa prehrial v dôsledku príliš
dlhého používania resp.
nedodržania času vychladnutia
Prístroj nechať vychladnúť
minimálne na 20-30 minút!
Veľmi zlý zvar Nesprávne nastavenie prúdu /
podávania (pozri 6.1.1/6.1.2)
Žiadny / príliš málo plynu (pozri
6.1.3)
Skontrolovať nastavenie
Skontrolovať nastavenie resp.
plniaci tlak plynovej fľaše
9. Hľadanie porúch
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 63
Page 64

64
SK
10. Vysvetlenie symbolov
EN 60974-1
Európska norma pre
zariadenia na oblúkové
zváranie a zdroje na
elektrické zváranie s
obmedzeným trvaním
prevádzky
Neskladujte ani
nepoužívajte tento
prístroj vo vlhkom alebo
mokrom prostredí ani v
daždi.
Poistka s menovitou
hodnotou v ampéroch v
sieťovom pripojení
1 fázové sieťové
pripojenie
U
1
Sieťové napätie
50 Hz
Sieťová frekvencia
I1max
Najvyššia menovitá
hodnota sieťového prúdu
Symbol pre klesajúcu
charakteristiku
Pred použitím zváračky
si dôkladne prečítajte
a dodržiavajte návod na
obsluhu
Zváranie kovovou
elektródou v inertnom
a aktívnom ochrannom
plyne vrátane použitia
plnenej drôtovej
elektródy
U
0
Menovité napätie na
prázdno
IP 21
Druh ochrany
I
2
Zvárací prúd
H
Trieda izolácie
Ø mm
Priemer zváracieho drôtu
X
Doba zapnutia
Jednofázový
transformátor s
usmerňovačom
Tento prístroj je odrušený podľa smernice ES 89/336/EHS
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 64
Page 65

65
k
erklärt folgende Konformität gemäß EU-Richtlinie
und Normen für Artikel
t
declares conformity with the EU Directive
and standards marked below for the article
p
déclare la conformité suivante selon la
directive CE et les normes concernant lʼarticle
verklaart de volgende conformiteit in overeenstemming met de EU-richtlijn en normen voor
het artikel
m
declara la siguiente conformidad a tenor de la
directiva y normas de la UE para el artículo
O
declara a seguinte conformidade de acordo
com a directiva CE e normas para o artigo
U
förklarar följande överensstämmelse enl. EUdirektiv och standarder för artikeln
q
ilmoittaa seuraavaa Euroopan unionin direktiivien ja normien mukaista yhdenmukaisuutta
tuotteelle
erklærer herved følgende samsvar med EUdirektiv og standarder for artikkel
T
заявляет о соответствии товара
следующим директивам и нормам EC
B
izjavljuje sljedeću uskladjenost s odredbama i
normama EU za artikl.
Q
declarå urmåtoarea conformitate cu linia directoare CE μi normele valabile pentru articolul.
Z
ürün ile ilgili olarak AB Yönetmelikleri ve
Normlar∂ gere©ince aμa©∂daki uygunluk aç∂kla
mas∂n∂ sunar.
z
‰ЛПТУВИ ЩЛУ ·ОfiПФ˘ıЛ Ы˘МКˆУ›· Ы‡МКˆУ· МВ
ЩЛУ √‰ЛБ›· ∂∂ О·И Щ· ЪfiЩ˘Ф БИ· ЩФ ЪФ˚fiУ
C dichiara la seguente conformità secondo la
direttiva UE e le norme per lʼarticolo
l
attesterer følgende overensstemmelse i
henhold til EU-direktiv og standarder for produkt
j
prohlašuje následující shodu podle směrnice
EU a norem pro výrobek.
A
a következő konformitást jelenti ki a termékekre vonatkozó EU-irányvonalak és normák szerint
X
pojasnjuje sledečo skladnost po smernici EU
in normah za artikel.
deklaruje zgodność wymienionego poniżej
artykułu z następującymi normami na
podstawie dyrektywy WE.
W
vydáva nasledujúce prehlásenie o zhode podľa
smernice EÚ a noriem pre výrobok.
e
деклаpиpа следното съответствие съгласно
диpективите и ноpмите на ЕС за пpодукта.
1
заявляє про відповідність згідно з Директивою
ЄС та стандартами, чинними для даного товару
.
deklareerib vastavuse järgnevatele EL direktiivi
dele ja normidele
G
deklaruoja atitikti pagal ES direktyvas ir normas
straipsniui
4
izjavljuje sledeçi konformitet u skladu s odred
bom EZ i normama za artikl
H
Atbilstības sertifikāts apliecina zemāk minēto preču
atbilstību ES direktīvām un standartiem
E
Samræmisyfirl‡sing sta›festir eftirfarandi samræmi
samkvæmt reglum Evfrópubandalagsins og stö›lum
fyrir vörur
Konformitätserklärung
ISC-GmbH · Eschenstraße 6 · D-94405 Landau/Isar
Schutzgasschweißgerät BT-GW 170
Art.-Nr.: 15.749.80 I.-Nr.: 01017 Archivierung: 1574980-28-4155050-07
Subject to change without notice
EN 60974-1; EN 60974-10
Landau/Isar, den 22.10.2007
Yu Feng Qing
Product-Management
Weichselgartner
General-Manager
98/37/EC
2006/95/EC
97/23/EC
2004/108/EC
90/396/EEC
89/686/EEC
87/404/EEC
R&TTED 1999/5/EC
2000/14/EG_2005/88/EC:
95/54/EC:
97/68/EC:
X
X
X
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 65
Page 66

66
k Nur für EU-Länder
Werfen Sie Elektrowerkzeuge nicht in den Hausmüll!
Gemäß europäischer Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und Umsetzung in
nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt gesammelt werden und einer
umweltgerechten Wiederverwertung zugeführt werden.
Recycling-Alternative zur Rücksendeaufforderung:
Der Eigentümer des Elektrogerätes ist alternativ anstelle Rücksendung zur Mitwirkung bei der sachgerechten Verwertung im Falle der Eigentumsaufgabe verpflichtet. Das Altgerät kann hierfür auch einer
Rücknahmestelle überlassen werden, die eine Beseitigung im Sinne der nationalen Kreislaufwirtschaftsund Abfallgesetze durchführt. Nicht betroffen sind den Altgeräten beigefügte Zubehörteile und Hilfsmittel
ohne Elektrobestandteile.
X Samo za dežele članice EU:
Ne mečite električnega orodja med hišne odpadke.
V skladu z evropsko smernico 2002/96/EG o starih električnih in elektronskih aparatih in uporabo
državnih zakonov je potrebno električna orodja zbirati ločeno in odstranjevati v namen reciklaže v skla
du s predpisi o varovanju okolja.
Reciklažna alternativa za poziv za vračanje:
Lastnik električnega aparata je namesto vračanja aparata dolžan sodelovati pri pravilnem recikliranju v
primeru odpovedi lastništvu aparata. Stari aparat se lahko v ta namen preda tudi na prevzemnem
mestu, katero izvaja odstranjevanje v smislu državnega zakona o ravnanju z odpaki. To se ne nanaša na
starim aparatom priloženih delov pribora in pripomočkov brez električnih sestavnih delov.
A Csak EU-országok
Ne dobja az elektromos szerszámokat a házi hulladék közé.
A villamos készülékekkel és elektromos-öregkészülékekkel kapcsolatos 2002/96/EG-i europai
irányvonalaknak valamint ezeknek a nemzeti jogban történő realizálásának megfelően az elhasznált
villamos szerszámokat külön kell gyüjteni és egy környezetbaráti újraértékesítéshez juttatni.
Újrahasznosítás-alternatíva a viszzaküldési felhíváshoz:
Az elektromos készülék tulajdonosa kötelezve van, a tulajdon feladása esetében, a visszaküldés helyett
alternatív egy szakszerű értékesítésre. Ehhez az öreg készüléket egy visszavevő helynek lehet
átengedni, amely a nemzetközi iparkörfolyamat és hulladéktörvény értelmében elvégzi a
megsemmisítést. Ez nem érrinti az öreg készülékekhez mellékelt villamosalkatrészek nélküli
tartozékrészeket és segítőeszközöket.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 66
Page 67

67
4 Samo za zemlje EU
Ne bacajte elektro-alate u kućno smeće!
Shodno evropskoj smernici 2002/96/EG o starim električnim i elektronskim uredjajima i primeni
državnog prava, istrošeni elektro-alati mora da se odvojeno sakupe i eliminišu na ekološki primeren
način u stanici za recikliranje.
Alternativa recikliranju prema zahtevima za povrat uredjaja:
Vlasnik elektro-uredjaja alternativno je obavezan da umesto povrata robe u slučaju predaje vlasništva
učestvuje u stručnom eliminisanju elektro-uredjaja. Stari uredjaj može da se u tu svrhu prepusti i stanici
za preuzimanje rabljenih uredjaja koja će provesti odstranjivanje u smislu državnog zakona o reciklaži i
otpadu. Zakonom nisu obuhvaćeni delovi pribora ugradjeni u stare uredjaje i pomoćni materijali bez
električnih elemenata.
j Pouze pro členské země EU
Nedávejte elektrické nářadí do domácího odpadu.
Podle Evropské směrnice 2002/96/EG o starých elektrických a elektronických přístrojích (WEEE) a podle
národního práva musí být použité elektrické nářadí odděleně skladováno a odevzdáno k ekologické
recyklaci.
Alternativa recyklace k zaslání zpět:
Vlastník elektrického přístroje je alternativně namísto zaslání zpět povinen ke spolupráci při odborné
recyklaci v případě, že se rozhodne přístroj zlikvidovat. Starý přístroj může být v tomto případě také
odevzdán do sběrny, která provede likvidaci ve smyslu národního zákona o hospodářském koloběhu a
zákona o odpadech. Toto neplatí pro ke starým přístrojům přiložené části příslušenství a pomocné
prostředky bez elektrických součástí.
W Len pre krajiny EÚ
Neodstraňujte elektrické prístroje ako domový odpad.
Podľa Európskej smernice 2002/96/ES o odpade z elektrických a elektronických zariadení (OEEZ) a v
súlade s národnými právnymi predpismi sa musia použité elektronické prístroje odovzdať do triedeného
zberu a musí sa zabezpečiť špecifické spracovanie a recyklácia.
Recyklačná alternatíva k výzve na spätný odber výrobku:
Vlastník elektrického prístroja je alternatívne namiesto spätnej zásielky povinný spolupracovať pri riadnej
recyklácii prístroja voj môže byť za týmto účelom taktiež prenechaný zbernému miestu, ktoré vykoná
odstránenie v zmysle národného zákona o recyklácii a ckých komponentov.
B
Samo za zemlje Europske zajednice
f
Elektroalate ne bacajte u kućno smeće.
U skladu s europskom odredbom 2002/96/EG o starim električnim i elektroničkim uredjajima i njezinom
primjenom u okviru državnog prava, istrošeni elektroalati moraju se odvojeno sakupiti i zbrinuti na
ekološki način u svrhu recikliranja.
Alternativa s recikliranjem u odnosu na zahtjev za povrat uredjaja:
Vlasnik elektrouredjaja alternativno je obvezan da umjesto povrata robe u slučaju odricanja vlasništva
sudjeluje u stručnom zbrinjavanju elektrouredjaja. Stari uredjaj može se u tu svrhu prepustiti i stanici za
preuzimanje rabljenih uredjaja koja će provesti uklanjanje u smislu državnog zakona o recikliranju i
otpadu. Zakonom nisu obuhvaćeni dijelovi pribora ugradjeni u stare uredjaje i pomoćni materijali bez
električnih elemenata.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 67
Page 68

68
Der Nachdruck oder sonstige Vervielfältigung von Dokumentation und
Begleitpapieren der Produkte, auch auszugsweise ist nur mit ausdrücklicher Zustimmung der ISC GmbH zulässig.
X
Ponatis ali druge vrste razmnoževanje dokumentacije in spremljajočih
dokumentov proizvodov proizvajalca, tudi v izvlečkih, je dovoljeno
samo z izrecnim soglasjem firme ISC GmbH.
Az termékek dokumentációjának és kisérô okmányainak az
utánnyomása és sokszorosítása, kivonatosan is csak az ISC GmbH
kifejezett beleegyezésével engedélyezett.
Bf
Naknadno tiskanje ili slična umnožavanja dokumentacije i pratećih
papira ovih proizvoda, čak i djelomično kopiranje, moguće je samo uz
izričito dopuštenje tvrtke ISC GmbH.
4
Potpuno ili delimično štampanje ili umnožavanje dokumentacije i
službenih papira koji su priloženi proizvodu dozvoljeno je samo uz
izričitu saglasnost firme ISC GmbH.
j
Dotisk nebo jiné rozmnožování dokumentace a průvodních
dokumentů výrobků, také pouze výňatků, je přípustné výhradně se
souhlasem firmy ISC GmbH.
W
Kopírovanie alebo iné rozmnožovanie dokumentácie a sprievodných
podkladov produktov, a to aj čiastočné, je prípustné len s výslovným
povolením spoločnosti ISC GmbH.
Technische Änderungen vorbehalten
X Tehnične spremembe pridržane.
Technikai változások jogát fenntartva
Bf Zadržavamo pravo na tehnične izmjene.
4 Zadržavamo pravo na tehničke promen
j Technické změny vyhrazeny
W Technické změny vyhradené
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 68
Page 69

69
X
GARANCIJSKI LIST
Spoštovana stranka!
Naši proizvodi podležejo strogi kontroli kakovosti. Če ta naprava kljub temu ne bi delovala brezhibno, to zelo
obžalujemo in Vas prosimo, da se obrnete na našo servisno službo na naslov, ki je naveden spodaj na tem
garancijskem listu. Z veseljem smo Vam na voljo tudi telefonsko na navedeno servisno klicno številko. Za
uveljavljanje garancijskih zahtevkov velja sledeče:
1. Le-ti garancijski pogoji urejajo dodatne garancijske storitve. Vaši zakonski garancijski zahtevki ostanejo s to
garancijo nespremenjeni. Naše garancijske storitve so za Vas brezplačne.
2. Garancijske storitve obsegajo izključno samo pomanjkljivosti zaradi napak v materialih in izdelavi in so
omejene na odpravo takšnih pomanjkljivosti oziroma na zamenjavo naprave. Prosimo, da upoštevate, da
naše naprave niso konstruirane za uporabo v obrtništvu ali industriji. Garancijska pogodba zato ne pride v
poštev, če se naprava uporablja v obrtništvu ali v industrijskih obratih ali v podobnih dejavnostih. Poleg tega
ne obsega naša garancija nadomestil za transportne poškodbe, škodo zaradi neupoštevanja navodil za
montažo ali zaradi nestrokovne inštalacije, neupoštevanja navodil za uporabo (kot n. pr. priklop na napačno
omrežno napetost ali vrsto toka), pretirana ali nepravilna uporaba (wkot n.pr. preobremenitev naprave ali
uporaba nedovoljenih orodij ali pribora), neupoštevanje predpisov za vzdrževanje in varnostnih predpisov,
vstop tujih predmetov v napravo (kot n.pr. pesek, kamenje ali prah), uporaba sile ali tuji vplivi (kot n.pr.
poškodbe zaradi padca naprave) ter običajna obraba naprave zaradi uporabe.
Veljavnost garancijskih zahtevkov ugasne, če so bili na npravi že izvajani posegi.
3. Garancijska doba znaša 2 leti in začne teči z dnevom nakupa naprave. Garancijske zahtevke morate
uveljavljati pred potekom garancijske dobe v sveh tednih potem ko ste ugotovili napako. Uveljavljanje
garancijskih zahtevkov po poteku garancijske dobe je izključeno. Popravilo ali zamenjava naprave ne
privede do podaljšanja garancijske dobe, niti se ne postavi nova garancijska doba zaradi takšnih storitev ali
zaradi eventuelno vgrajenih nadomestnih delov. To velja tudi za servisne storitve na licu mesta.
4. Za uveljavljanje Vašega garancijskega zahtevka nam pošljite pokvarjeno napravo brez poštnine na spodaj
navedeni naslov. Priložite original računa ob nakupu ali drugo potrdilo kot dokazilo o nakupu z datumom
nakupa. Zato prosimo, da dobro shranite račun kot dokazilo o nakupu! Prosimo, da nam po možnosti
natančno opišete vzroke reklamacije. Če napaka izpolnjuje naše garancijske pogoje, boste nemudoma
dobili nazaj popravljeno ali novo napravo.
Seveda bomo proti plačilu stroškov odpravili tudi napake na napravi, katere ne spadajo v obseg garancije ali jih
garancija več ne zajema. V takšnem primeru prosimo, da pošljete napravo na naslov naše servisne službe.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 69
Page 70

70
GARANCIAOKMÁNY
Tisztelt Vevő,
termékeink szigorú minőségi kontroll alá vannak vetve. Ha ez a készülék mégis egyszer nem működne
kifogástalanul, akkor azt nagyon sajnáljuk és kérjük Önt forduljon a szervízszolgáltatásunkhoz amely ebben a
garanciakártyában megadott cím alatt található. Szívesen állunk a rendelkezésére telefonon is, az alul megadott
szervízszám alatt. A garanciaigények érvényesítésére a következőek érvényesek:
1. Ezek a garanciafeltételek szabályozzák a kiegészítő garanciateljesítményeket. A jogi szavatossági igények,
ez a garnacia által nincsennek érintve. A garanciateljesítményünk az Ön számára ingyenes.
2. A garancaitelyesítmény csak kizárólagosan olyan hibákra terjed ki, amelyek anyag- vagy gyártási hibákra
visszavezethetőek és ezeknek a hibáknak a kiküszöbölésére ill. a készülék kicserélésére van korlátozva.
Kérjük vegye figyelembe, hogy a készülékeink a meghatározásuk szerint nem kisipari, kézműipari vagy ipari
üzemek területén történő bevetésre lettek tervezve. Ezért a garanciaszerződés nem jön létre, ha a készülék
kisipari, kézműipari vagy ipari üzemek területén valamint egyenértékű tevékenységek területén van
használva. Továbbá a következő kárpótlási teljesítmények mint a szállítási károkért, károkért amelyek az
összeszerelési utasítás figyelmen kívül hagyása vagy amelyek a nem szakszerű felszerelés, a használati
utasítás figyelmen kívül hagyása (mint például egy rossz hálózati feszültségre vagy áramfajtára való
rákapcsolás), visszaélésszerű vagy nem szakszerű használatok (mint például a készülék túlterhelése vagy
nem engedélyezett betétszerszámok vagy tartozékok), a karbantartási és biztonsági határozatok figyelmen
kívül hatása, idegen testek behatolása a készülékbe (mint például homok, kövek vagy por)
erőszakbehatolás vagy idegen behatások (mint például leejtés általi károk) úgymint a használat általi,
szokásos kopások által keletkező károk ki vannak zárva.
A készüléken történő előzetes belenyúlás esetén elveszítődik a garanciajogosultság.
3. A garanciaidő érvényessége 2 év és a készülék vásárlási időpontjával kezdődik. A garanciaigények a
garanciaidő lejárása előtt, két héten belűl érvényesíteni kell, miután felismerte a hibát. A garanciajog
érvényesítése a garancia idő lejárása után ki van zárva. A készülék kicserélése vagy megjavítása nem
vezet a garancia időtartamának a meghosszabításához se nem vezet ez a teljesítmény a készülék vagy az
esetleg beépített pótalkatrészek egy új garanciaidőtartamhoz. Ez egy helyszíni szervíz esetében is
érvényes.
4. A garanciajog érvényesítéséhez kérjük küldje a defekt készüléket bérmentesen a lent megadott címre.
Mellélkelje a vásárlási nyugtát erdetiben vagy egyébb módon levő bizonylatot a vásárlás keltéről. Kérjük
őrizze ezért jól meg a pénztári cédulát mind bizonyítékot! Kérjük írja le lehetőleg pontosan a reklamáció
okát. Ha a defekt a garnciateljesítményünk keretén belül van, akkor kap azonnal egy megjavított vagy egy új
készüléket vissza.
Magától érthetődő, hogy a költségek megtérítése ellenében szívesen megjavítsuk azokat a készüléken levő
defekteket amelyek a garancia terjedelme nem vagy már nem érinti. Ehhez küldje kérjük a készüléket a
szervícímünkre.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 70
Page 71

71
Bf
JAMSTVENI LIST
Poštovani kupče,
naši proizvodi podliježu strogoj kontroli kvalitete. Žao nam je ako bi ipak došlo do toga da uređaj ne funkcionira
besprijekorno i zamolili bismo Vas da se u tom slučaju obratite na adresu naše servisne službe navedenu ispod
ovog jamstva. Također smo Vam na raspolaganju na dolje navedenom telefonskom broju servisne službe. Za
traženje jamstvenog zahtjeva vrijedi sljedeće:
1. Ovi jamstveni uvjeti reguliraju dodatne jamstvene usluge. Ovo jamstvo ne zadire u Vaše zakonsko pravo
zahtjeva za ostvarenje jamstvenih usluga. Realizacija jamstvenih usluga je besplatna.
2. Jamstvena usluga obuhvaća isključivo nedostatke nastale zbog greške na materijalu ili tijekom proizvodnje i
ograničen je na uklanjanje tih nedostataka odnosno zamjenu uređaja. Molimo da obratite pažnju na to da
naši uređaji nisu konstruirani za korištenje u komercijalne svrhe niti u obrtu i industriji. Prema tome, ugovor o
jamstvu ne može se ostvariti ako se uređaj koristi u obrtničkim ili industrijskim pogonima kao i u sličnim
djelatnostima. Nadalje su iz jamstva isključene usluge zamjene proizvoda u slučaju transportnih oštećenja,
šteta zbog nepridržavanja uputa za montažu ili zbog nestručne instalacije, nepridržavanja uputa za uporabu
(kao npr. zbog priključka na pogrešni mrežni napon ili vrstu struje), zbog zloporaba ili nestručnih primjena
(kao npr. preopterećenje uređaja ili korištenje nedopuštenih alata ili pribora), u slučaju nepridržavanja uputa
za održavanje i sigurnosnih odredbi, zbog prodiranja stranih tijela u uređaj (npr. pijeska, kamenja ili
prašine), nasilne primjene ili vanjskih utjecaja (kao npr. oštećenja zbog pada) kao i zbog uobičajenog
trošenja tijekom korištenja.
Zahtjev za jamstvo prestaje biti valjan ako su na uređaju već izvršeni neki zahvati.
3. Jamstveni rok iznosi 2 godine a započinje s datumom kupnje uređaja. Jamstveni zahtjevi ostvaruju se prije
isteka jamstvenog roka unutar dvije godine nakon što ste uočili kvar. Ostvarenje jamstvenog zahtjeva nakon
isteka jamstvenog roka je isključeno. Popravkom ili zamjenom uređaja ne produljuje se jamstveni rok niti se
tom uslugom ostvarujenovi jamstveni rok za uređaj ili ostale ugrađene rezervne dijelove. To također vrijedi i
kod korištenja servisa na licu mjesta.
4. Da biste ostvarili svoj jamstveni zahtjev, molimo Vas da nam pošaljete neispravan uređaj bez plaćanja
poštarine na dolje navedenu adresu. Priložite originalni računa za kupnju uređaja ili neki drugi dokaz o
kupnji s datumom. Molimo Vas da zbog tog razloga dobro sačuvate račun kao dokaz! Što točnije opišite
razlog reklamacije. Ako naša jamstvena usluga obuhvaća kvar nastao na Vašem uređaju, odmah ćemo
Vam vratiti popravljeni ili novi uređaj.
Razumljivo je da ćemo za naknadu troškova ukloniti i kvarove koje jamstvena usluga ne obuhvaća. U tom
slučaju pošaljite uređaj na adresu našeg servisa.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 71
Page 72

72
4
GARANCIJSKI LIST
Poštovani kupče,
naši proizvodi podvrgavaju se strogoj kontroli kvalitete. Žao nam je ako bi se ipak desilo da uređaj ne
funkcioniše besprekorno i zamolili bismo Vas da se u tom slučaju obratite na adresu naše servisne službe
navedenu ispod ove garancije. Takođe smo Vam na raspolaganju na dole navedenom telefonskom broju
servisne službe. Kod zahteva za realizovanje garancije vredi sledeće:
1. Ovi garantni uslovi regulišu dodatne garancije. Ova garancija ne dotiče Vaše zakonsko pravo zahteva za
ostvarenje garancije. Realizacija garancije je besplatna.
2. Garancija obuhvata isključivo nedostatke koji nastanu zbog pogreške na materijalu ili tokom proizvodnje i
ograničen je na odstranjivanje tih nedostataka odnosno zamenu uređaja. Molimo da obratite pažnju na to
da naši uređaji nisu konstruisani za korišćenje u komercijalne svrhe, niti u obrtu i industriji. Prema tome
ugovor o garanciji ne može da se ostvari, ako se uređaj koristi u obrtničkim ili fabričkim pogonima, kao i u
sličnim delatnostima. Nadalje su iz garancije isključene usluge zamene proizvoda u slučaju transportnih
oštećenja, šteta zbog nepridržavanja uputstava za montažu ili zbog nestručne instalacije, nepridržavanja
uputstava za upotrebu (kao npr. zbog priključka na pogrešan mrežni napon ili vrstu struje), zbog
zloupotreba ili nestručnih primena (kao npr. preopterećenje uređaja ili korišćenje nedozvoljenih alata ili
pribora), u slučaju nepridržavanja uputstava za održavanje i bezbednosnih odredaba, zbog prodiranja
stranih tela u uređaj (npr. peska, kamenja ili prašine), nasilne primene ili spoljnih uticaja (kao npr. oštećenja
zbog pada) kao i zbog uobičajenog habanja tokom korišćenja.
Zahtev za garanciju prestaje važiti ako su na uređaju već izvršeni neki zahvati.
3. Garantni rok iznosi 2 godine a počinje sa datumom kupnje uređaja. Garantni zahtjevi ostvaruju se pre isteka
garantnog roka unutar dve godine nakon što ste uočili kvar. Realizacija garantnog zahteva nakon isteka
garantnog roka je isključeno. Popravkom ili zamenom uređaja ne produžava se garantni rok niti se tom
uslugom realizuje novi jamstveni rok za uređaj ili ostale ugrađene rezervne delove. To također važi i kod
korišćenja servisa na licu mesta.
4. Da biste ostvarili svoj garantni zahtev, molimo Vas da nam pošaljete neispravan uređaj bez plaćanja
poštarine na dole navedenu adresu. Priložite original računa za kupnju uređaja ili neki drugi dokaz o kupnji s
datumom. Molimo Vas da iz tog razloga dobro sačuvate račun kao dokaz! Što tačnije opišite razlog
reklamacije. Ako naša garancija obuhvata kvar koji je nastao na Vašem uređaju, odmah ćemo Vam vratiti
popravljen ili novi uređaj.
Podrazumeva se da ćemo za nadoknadu troškova ukloniti i one kvarove koje garancija ne obuhvata. U tom
slučaju pošaljite uređaj na adresu našeg servisa.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 72
Page 73

73
j
ZÁRUČNÍ LIST
Vážená zákaznice, vážený zákazníku,
naše výrobky podléhají přísné kontrole kvality. Pokud i přesto tento přístroj bezvadně nefunguje, velice toho
litujeme a prosíme Vás, abyste se obrátili na náš zákaznický servis, jehož adresa je uvedena na tomto záručním
listu. Rádi Vám budeme k dispozici také telefonicky na níže uvedeném servisním čísle. Pro uplatňování nároků
na záruku platí následující:
1. Tyto záruční podmínky upravují dodatečný záruční servis. Vašich zákonných nároků na záruku se tato
záruka netýká. Náš záruční servis je pro Vás bezplatný.
2. Záruční servis se vztahuje výhradně na nedostatky, které lze odvodit z vad materiálu nebo výrobních vad a
je také omezen pouze na odstranění těchto nedostatků, resp. výměnu přístroje. Dbejte prosím na to, že
naše přístroje nebyly podle svého účelu určení konstruovány pro živnostenské, řemeslnické nebo
průmyslové použití. Záruční smlouva tak není realizována, pokud byl přístroj používán v živnostenských,
řemeslných nebo průmyslových podnicích a při srovnatelných činnostech. Z naší záruky je dále vyloučeno
poskytnutí náhrady za dopravní škody, škody způsobené nedodržováním montážního návodu nebo z
důvodů neodborné instalace, nedodržování návodu k použití (jako např. připojení na chybné síťové napětí
nebo druh proudu), nedovoleného nebo neodborného používání (jako např. přetížení přístroje nebo použití
neschválených vložných nástrojů nebo příslušenství), nedodržování pokynů pro údržbu a bezpečnostních
pokynů, vniknutí cizích těles do přístroje (jako např. písek, kameny nebo prach), použití násilí nebo
poškození v důsledku cizích vlivů (jako např. škody způsobené pádem), jakož také běžného opotřebení
způsobeného používáním.
Nárok na záruku zaniká, pokud bylo do přístroje již zasahováno.
3. Záruční doba činí 2 roky a začíná datem koupě přístroje. Nároky na záruku před vypršením záruční doby je
třeba uplatňovat během dvou týdnů od zjištění defektu. Uplatňování nároků na záruku po vypršení záruční
doby je vyloučeno. Oprava nebo výměna přístroje nevede k prodloužení záruční doby, ani k zahájení nové
záruční doby za provedený výkon pro přístroj nebo pro případné zamontované náhradní díly. Toto platí také
v případě servisu v místě Vašeho bydliště.
4. Při uplatňování Vašeho nároku na záruku zašlete prosím přístroj bez poštovného na níže uvedenou adresu.
Přiložte originál prodejního dokladu nebo jiného datovaného potvrzení o koupi. Pokladní lístek si proto
dobře uložte jako důkaz! Popište nám prosím pokud možno přesně důvod reklamace. Je-li defekt přístroje v
našem záručním servisu obsažen, obdržíte obratem opravený nebo nový přístroj.
Samozřejmě rádi za úhradu nákladů odstraníme defekty na přístroji, které nespadají nebo již nespadají do
rozsahu záruky. K tomu nám přístroj prosím zašlete na naši servisní adresu.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 73
Page 74

74
W
ZÁRUČNÝ LIST
Vážená zákazníčka, vážený zákazník,
naše výrobky podliehajú prísnej kontrole kvality. V prípade, že nebude prístroj napriek tomu bezchybne
fungovať, je nám to veľmi ľúto a prosíme Vás, aby ste sa obrátili na našu servisnú službu na adrese uvedenej
na tomto záručnom liste. Radi Vám budeme k dispozícii taktiež telefonicky na uvedenom servisnom telefónnom
čísle. Pri uplatňovaní nárokov na záručné plnenie platia nasledujúce podmienky:
1. Tieto záručné podmienky upravujú dodatočné záručné plnenie. Vaše zákonné nároky na záruku nie sú
touto zárukou dotknuté. Naše záručné plnenie je pre Vás zadarmo.
2. Záručné plnenie sa vzťahuje výlučne len na nedostatky, ktoré sú spôsobené chybami materiálu alebo
výrobnými chybami, a je obmedzené na odstránenie týchto nedostatkov resp. výmenu prístroja. Prosím,
dbajte na to, že naše prístroje neboli svojim určením konštruované na profesionálne, remeselnícke ani
priemyselné použitie. Táto záručná zmluva sa preto neuzatvára, ak sa prístroj bude používať
v profesionálnych, remeselníckych alebo priemyselných prevádzkach ako aj na činnosti rovnocenné s
takýmto použitím. Z našej záruky sú okrem toho vylúčené náhradné plnenie za škody pri transporte, škody
spôsobené nedodržaním návodu na montáž alebo na základe neodbornej inštalácie, nedodržaním návodu
na použitie (ako napr. pripojením na nesprávne sieťové napätie alebo druh prúdu), zneužívaním alebo
nesprávnym používaním (ako napr. preťaženie prístroja alebo použitie neprípustných pracovných nástrojov
alebo príslušenstva), nedodržaním pokynov pre údržbu a bezpečnostných pokynov, vniknutím cudzích
telies do prístroja (ako napr. piesok, kamene alebo prach), použitím násilia alebo cudzieho pôsobenia
(napr. škody spôsobené pádom), a taktiež je vylúčené bežné opotrebenie primerané použitiu.
Nárok na záruku zaniká, ak už boli na prístroji svojvoľne uskutočnené zásahy.
3. Doba záruky je 2 roky a začína sa dátumom nákupu prístroja. Nároky na záruku sa musia uplatniť pred
koncom uplynutia záručnej doby do dvoch týždňov od zistenia nedostatku. Uplatnenie nárokov na záruku
po uplynutí záručnej doby je vylúčené. Oprava alebo výmena prístroja nevedie k predľženiu záručnej doby
ani nedochádza na základe tohto plnenia ku vzniku novej záručnej doby pre prístroj ani pre akékoľvek
inštalované náhradné diely. To platí taktiež pri nasadení miestneho servisu.
4. Pre uplatnenie nároku na záruku nám prosím zašlite defektný prístroj oslobodený od poštovného na dole
uvedenú adresu. Priložte predajný doklad v origináli alebo iný doklad o zakúpení s dátumom. Prosím,
starostlivo si preto uschovajte pokladničný blok ako doklad o zakúpení! Prosím, popíšte nám čo
najpresnejšie dôvod reklamácie. Ak spadá defekt prístroja pod naše záručné plnenie, dostanete obratom
naspäť opravený alebo nový prístroj.
Samozrejme Vám radi opravíme závady na prístroji na vaše náklady, ak tieto závady nespadajú alebo už
nespadajú do rozsahu záruky. Prosím, pošlite nám v takom prípade prístroj na našu servisnú adresu.
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 74
Page 75

75
k
GARANTIEURKUNDE
Sehr geehrte Kundin, sehr geehrter Kunde,
unsere Produkte unterliegen einer strengen Qualitätskontrolle. Sollte dieses Gerät dennoch einmal nicht einwandfrei funktionieren, bedauern wir dies sehr und bitten Sie, sich an unseren Servicedienst unter der auf dieser Garantiekarte angegebenen Adresse zu wenden. Gern stehen wir Ihnen auch telefonisch über die unten
angegebene Servicerufnummer zur Verfügung. Für die Geltendmachung von Garantieansprüchen gilt Folgendes:
1. Diese Garantiebedingungen regeln zusätzliche Garantieleistungen. Ihre gesetzlichen
Gewährleistungsansprüche werden von dieser Garantie nicht berührt. Unsere Garantieleistung ist für Sie
kostenlos.
2. Die Garantieleistung erstreckt sich ausschließlich auf Mängel, die auf Material- oder Herstellungsfehler
zurückzuführen sind und ist auf die Behebung dieser Mängel bzw. den Austausch des Gerätes beschränkt.
Bitte beachten Sie, dass unsere Geräte bestimmungsgemäß nicht für den gewerblichen, handwerklichen
oder industriellen Einsatz konstruiert wurden. Ein Garantievertrag kommt daher nicht zustande, wenn das
Gerät in Gewerbe-, Handwerks- oder Industriebetrieben sowie bei gleichzusetzenden Tätigkeiten
eingesetzt wird.
Von unserer Garantie sind ferner Ersatzleistungen für Transportschäden, Schäden durch Nichtbeachtung
der Montageanleitung oder aufgrund nicht fachgerechter Installation, Nichtbeachtung der
Gebrauchsanleitung (wie durch z.B. Anschluss an eine falsche Netzspannung oder Stromart),
missbräuchliche oder unsachgemäße Anwendungen (wie z.B. Überlastung des Gerätes oder Verwendung
von nicht zugelassenen Einsatzwerkzeugen oder Zubehör), Nichtbeachtung der Wartungs- und
Sicherheitsbestimmungen, Eindringen von Fremdkörpern in das Gerät (wie z.B. Sand, Steine oder Staub),
Gewaltanwendung oder Fremdeinwirkungen (wie z. B. Schäden durch Herunterfallen) sowie durch
verwendungsgemäßen, üblichen Verschleiß ausgeschlossen.
Der Garantieanspruch erlischt, wenn an dem Gerät bereits Eingriffe vorgenommen wurden.
3. Die Garantiezeit beträgt 2 Jahre und beginnt mit dem Kaufdatum des Gerätes. Garantieansprüche sind vor
Ablauf der Garantiezeit innerhalb von zwei Wochen, nachdem Sie den Defekt erkannt haben, geltend zu
machen. Die Geltendmachung von Garantieansprüchen nach Ablauf der Garantiezeit ist ausgeschlossen.
Die Reparatur oder der Austausch des Gerätes führt weder zu einer Verlängerung der Garantiezeit noch
wird eine neue Garantiezeit durch diese Leistung für das Gerät oder für etwaige eingebaute Ersatzteile in
Gang gesetzt. Dies gilt auch bei Einsatz eines Vor-Ort-Services.
4. Für die Geltendmachung Ihres Garantieanspruches übersenden Sie bitte das defekte Gerät portofrei an die
unten angegebene Adresse. Fügen Sie den Verkaufsbeleg im Original oder einen sonstigen datierten
Kaufnachweis bei. Bitte bewahren Sie deshalb den Kassenbon als Nachweis gut auf! Beschreiben Sie uns
bitte den Reklamationsgrund möglichst genau. Ist der Defekt des Gerätes von unserer Garantieleistung
erfasst, erhalten Sie umgehend ein repariertes oder neues Gerät zurück.
Selbstverständlich beheben wir gegen Erstattung der Kosten auch gerne Defekte am Gerät, die vom Garantieumfang nicht oder nicht mehr erfasst sind. Dazu senden Sie das Gerät bitte an unsere Serviceadresse.
iSC GmbH • Eschenstraße 6 • 94405 Landau/Isar (Deutschland)
Telefon: +49 [0] 180 5 120 509 • Telefax +49 [0] 180 5 835 830 (Anrufkosten: 0,14 Euro/Minute, Festnetz der T-Com)
E-Mail: info@isc-gmbh.info
• Internet: www.isc-gmbh.info
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 75
Page 76

EH 10/2007
Anleitung_BT_GW_170_SPK4:_ 23.10.2007 12:30 Uhr Seite 76
Service Hotline kontaktieren oder bei iSC-Webadresse anmelden - es wird Ihnen eine Retourennummer zugeteilt l Ihre Anschrift eintragen l Fehlerbeschreibung
und Art.-Nr. und I.-Nr. angeben l Garantiefall JA/NEIN ankreuzen sowie Kaufbeleg-Nr. und Datum angeben und eine Kopie des Kaufbeleges beilegen
Garantie:
Sehr geehrte Kundin, sehr geehrter Kunde,
bitte beschreiben Sie uns die von Ihnen festgestellte Fehlfunktion Ihres Gerätes als Grund Ihrer Beanstandung möglichst genau. Dadurch können wir
für Sie Ihre Reklamation schneller bearbeiten und Ihnen schneller helfen. Eine zu ungenaue Beschreibung mit Begriffen wie „Gerät funktioniert nicht“
oder „Gerät defekt“ verzögert hingegen die Bearbeitung erheblich.
JA
NEIN
Kaufbeleg-Nr. / Datum:
Welcher Fehler ist aufgetreten (genaue Angabe): Art.-Nr.: I.-Nr.:
PLZ Ort
Straße / Nr.:
Name:
Service Hotline: 01805 120 509 · www.isc-gmbh.info
(0,14 € / min. Festnetz T-Com) - Mo-Fr. 8:00-20:00 Uhr
Mobil:
Telefon:
Retouren-Nr. iSC:
 Loading...
Loading...