

Produkthandbuch Synchronregler MCO 350 Inhaltsverzeichnis
Inhaltsverzeichnis
1. Sicherheitsvorschriften
Zulassungen 5
Symbole 5
Hochspannung 6
Sicherheitshinweise 6
Vermeiden des unerwarteten Anlaufs 7
Sicherer Stopp des FC 300 7
Sicheren Stopp installieren (nur FC 302 und FC 301 mit A1-Gehäuse) 9
IT-Netz 9
2. Einleitung
Funktionsbeschreibung 11
Einleitung 11
Drehzahlsynchronisierung 11
Positionssynchronisierung (Winkelsynchronisierung) 11
Markersynchronisierung 11
Mechanische Bremssteuerung 12
Tipps und Tricks für Synchronisierungsaufgaben 12
5
11
Einleitung 12
Beispiel 12
Berechnung mit ungenügenden Zahlenwerten 12
Beispiel mit korrigierten Zahlenwerten 13
Hardware 14
VLT Steuerkartenklemmen 14
Technische Daten 14
Einleitung 14
Optionskartenklemmen 14
Drehgeberüberwachung 16
Layout der Optionskarte 16
Allgemeine technische Daten 17
Anschlussbeispiel für Drehgeberschnittstelle 19
Klemmenbeschreibung 19
Standardschnittstelle RS 485 21
MCO 350 Klemme X57 22
MCO 350 Klemme X59 22
Beschreibung der Feldbus-Schnittstelle 23
Datenlayout 23
3. Programmieren
Parameterbeschreibung 25
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
25
1
Inhaltsverzeichnis Produkthandbuch Synchronregler MCO 350
4. Synchronisierung
Drehzahlsynchronisierung 39
SyncStart 39
Funktionsdiagramme bei Drehzahlsynchronisierung 39
SyncStart 39
Faktor auf/ab 40
Halten-Funktion 41
Getriebeumschaltung 42
Ändern des Getriebefaktors mit einem analogen Wert 42
Anwendungsbeispiele - Dosiereinrichtung 42
Parametereinstellung 43
Testen des Motoranschlusses 45
Testen des Inkrementalgebers 45
Optimieren des Reglers 46
Synchronisierung programmieren 47
Start der Synchronisierung 48
Stopp der Synchronisierung 48
39
Feineinstellung des Getriebefaktors 48
Umschalten auf einen anderen Getriebefaktor 49
Verhalten im Fehlerfall 49
Positionssynchronisierung 49
Positionssynchronisierung (Winkelsynchronisierung) 49
Funktionsdiagramme bei Positionssynchronisierung 50
SyncStart auf stehenden Master 50
SyncStart auf laufenden Master 50
Positionsverschiebung bei laufendem Master 51
Anwendungsbeispiel - Muster in Rohformen prägen (Stempelregelung) 51
Klemmenbeschreibung und Klemmenbelegung 52
Parametereinstellung 52
Testen des Motoranschlusses 54
Testen des Inkrementalgebers 54
Optimieren des Reglers 54
Synchronisierung programmieren 56
Betrieb und Betriebsfunktionen
57
Markersynchronisierung - Funktionsdiagramme bei Markersynchronisierung 58
Markersynchronisierung 58
SyncStart auf einem laufenden Master nach Netz-Ein 59
Markerkorrektur während des Betriebs 60
Anwendungsbeispiel - Verpackung 61
Klemmen und Klemmenbelegung 61
2
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 Inhaltsverzeichnis
Parametereinstellung 61
Testen des Motoranschlusses 63
Testen des Inkrementalgebers 63
Optimieren des Reglers 64
Synchronisierung programmieren 65
Betrieb und Betriebsfunktionen 67
5. Anhang
Meldungen und Fehlerreferenz 69
Warnungen und Fehlermeldungen 69
Fehler 70
Parameterübersicht 73
Begriffsglossar 83
Index
69
87
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
3

1
1. Sicherheitsvorschriften Produkthandbuch Synchronregler MCO 350
4
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 1. Sicherheitsvorschriften
1. Sicherheitsvorschriften
1.1.1. Zulassungen
1.1.2. Symbole
In diesem Produkthandbuch verwendete Symbole.
ACHTUNG!
Kennzeichnet einen wichtigen Hinweis.
1
Kennzeichnet eine allgemeine Warnung.
Kennzeichnet eine Warnung vor Hochspannung.
∗ Markiert in der Auswahl die Werkseinstellung.
Geräte mit elektronischen Bauteilen dürfen nicht im normalen Hausmüll entsorgt werden.
Sie müssen separat mit Elektro- und Elektronikaltgeräten gemäß örtlicher und geltender Gesetzgebung gesammelt werden.
Die Zwischenkreiskondensatoren des FC 300 AutomationDrive bleiben auch nach Abschalten des Frequenzumrichters geladen. Zum
Schutz vor elektrischem Schlag ist der FC 300 vor allen Wartungsarbeiten vom Netz zu trennen. Bei Verwendung eines PM-Motors
sicherstellen, dass dieser getrennt ist. Vor der Durchführung von Wartungsarbeiten müssen unbedingt die folgenden Wartezeiten
eingehalten werden:
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
5
1. Sicherheitsvorschriften Produkthandbuch Synchronregler MCO 350
FC 300 380 - 500 V 0,25 - 7,5 kW 4 Minuten
1
11 - 22 kW 15 Minuten
30 - 75 kW 15 Minuten
90 - 200 kW 20 Minuten
250 - 400 kW 40 Minuten
525 - 690 V 37 - 250 kW 20 Minuten
315 - 560 kW 30 Minuten
Synchronregler MCO 350 für
VLT AutomationDrive FC 30x
Produkthandbuch
Software-Version: 1.1x
Dieses Produkthandbuch gilt für sämtliche Synchronregler MCO 350 für VLT AutomationDrive FC 30x-Frequenzumrichter mit Software-Version 1.1x.
Software-Versionsnummer siehe Parameter 19-92.
1.1.3. Hochspannung
Der Frequenzumrichter steht bei Netzanschluss unter lebensgefährlicher Spannung. Unsachgemäße Installation des Motors oder des
Frequenzumrichters können Schäden am Gerät sowie schwere Personenschäden oder sogar tödliche Verletzungen verursachen. Halten
Sie daher unbedingt die Anweisungen in diesem Handbuch sowie die lokalen und nationalen Sicherheitsvorschriften ein.
Installation in großen Höhenlagen
Bei Höhen über 2 km über NN ziehen Sie bitte Danfoss Drives zu PELV (Schutzkleinspannung) zurate.
1.1.4. Sicherheitshinweise
• Stellen Sie sicher, dass der FC 300 korrekt geerdet ist.
• Ziehen Sie keine Netz- oder Motorstecker heraus, während der FC 300 an die Netzversorgung angeschlossen ist.
• Schützen Sie Benutzer gegen Versorgungsspannung.
• Schützen Sie den Motor gegen Überlastung gemäß nationalen und lokalen Vorschriften.
• Motor-Überlastschutz ist in den Werkseinstellungen nicht enthalten. Um diese Funktion hinzuzufügen, setzen Sie Par. 1-90
auf den Wert
schutz
schutz der Klasse 20 gemäß NEC.
• Der Erdableitstrom übersteigt 3,5 mA.
• Die [OFF]-Taste ist kein Sicherheitsschalter. Sie trennt den FC 300 nicht vom Stromnetz.
ETR-Abschaltung
oder
ETR-Warnung
. Für den nordamerikanischen Markt: Die ETR-Funktionen beinhalten Motor-Überlast-
Thermischer Motor-
6
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 1. Sicherheitsvorschriften
1.1.5. Allgemeine Warnung
Warnung:
Das Berühren spannungsführender Teile – auch nach der Trennung vom Netz – ist lebensgefährlich.
Achten Sie darauf, dass alle Spannungseingänge, wie z. B. die Zwischenkreiskopplung (Zusammenschalten von Gleichstrom-Zwischenkreisen) sowie der Motoranschluss (z. B. bei kinetischem Speicher), abgeklemmt wurden.
Vor Verwendung des VLT
Eine kürzere Wartezeit ist nur möglich, wenn dies auf dem Typenschild des jeweiligen Geräts entsprechend vermerkt ist.
Erhöhter Erdableitstrom
Da der Erdableitstrom des FC 300 3,5 mA übersteigt, muss eine verstärkte Erdung angeschlossen werden. Um einen guten mechanischen Anschluss des Erdungskabels an Erde (Klemme 95) sicherzustellen, muss z. B. der Kabelquerschnitt mindestens 10 mm
oder es müssen 2 getrennt verlegte Erdungskabel verwendet werden.
Fehlerstromschutzschalter
Dieses Gerät kann Gleichfehlerströme im Schutzleiter verursachen. Als Fehlerstromschutzschalter (RCD) darf netzseitig nur ein RCD
vom Typ B (zeitverzögert) auf der Versorgungsseite dieses Produkts verwendet werden. Siehe auch den RCD-Anwendungshinweis MN.
90.GX.02.
Die Schutzerdung des FC 300 und die Verwendung von FI-Schutzschaltern müssen stets in Übereinstimmung mit den nationalen und
lokalen Vorschriften erfolgen.
®
AutomationDrive FC 300: mindestens 15 Minuten warten.
1.1.6. Bevor Sie Reparaturarbeiten ausführen
1. Trennen Sie den Frequenzumrichter vom Netz.
2. Warten Sie, bis keine Spannung mehr an der Klemme anliegt. Die Wartezeiten sind auf dem Warnschild vermerkt.
3. Trennen Sie die DC-Zwischenkreisklemmen 88 und 89.
4. Entfernen Sie das Motorkabel.
1.1.7. Vermeiden des unerwarteten Anlaufs
2
betragen,
1
Solange der FC 300 an die Netzversorgung angeschlossen ist, kann der Motor über digitale Befehle, Busbefehle, Sollwerte oder über die LCP-Bedieneinheit
gestartet bzw. gestoppt werden.
• Trennen Sie den FC 300 vom Stromnetz, wenn ein ungewollter Start aus Gründen des Personenschutzes verhindert werden soll.
• Um einen ungewollten Start zu vermeiden, betätigen Sie stets die [OFF]-Taste, bevor Sie Parameter ändern.
• Ein elektronischer Fehler, eine vorübergehende Überlast, ein Fehler in der Netzversorgung oder ein Verlust des Motoranschlusses kann bewirken,
dass ein gestoppter Motor anläuft. Die Funktion des Sicheren Stopps beim FC 300 (d. h. FC 301 mit A1-Gehäuse und FC 302) schützt vor einem
unerwarteten Anlauf, wenn an Klemme 37 nur eine geringe Spannung anliegt oder die Klemme von der Stromversorgung getrennt ist.
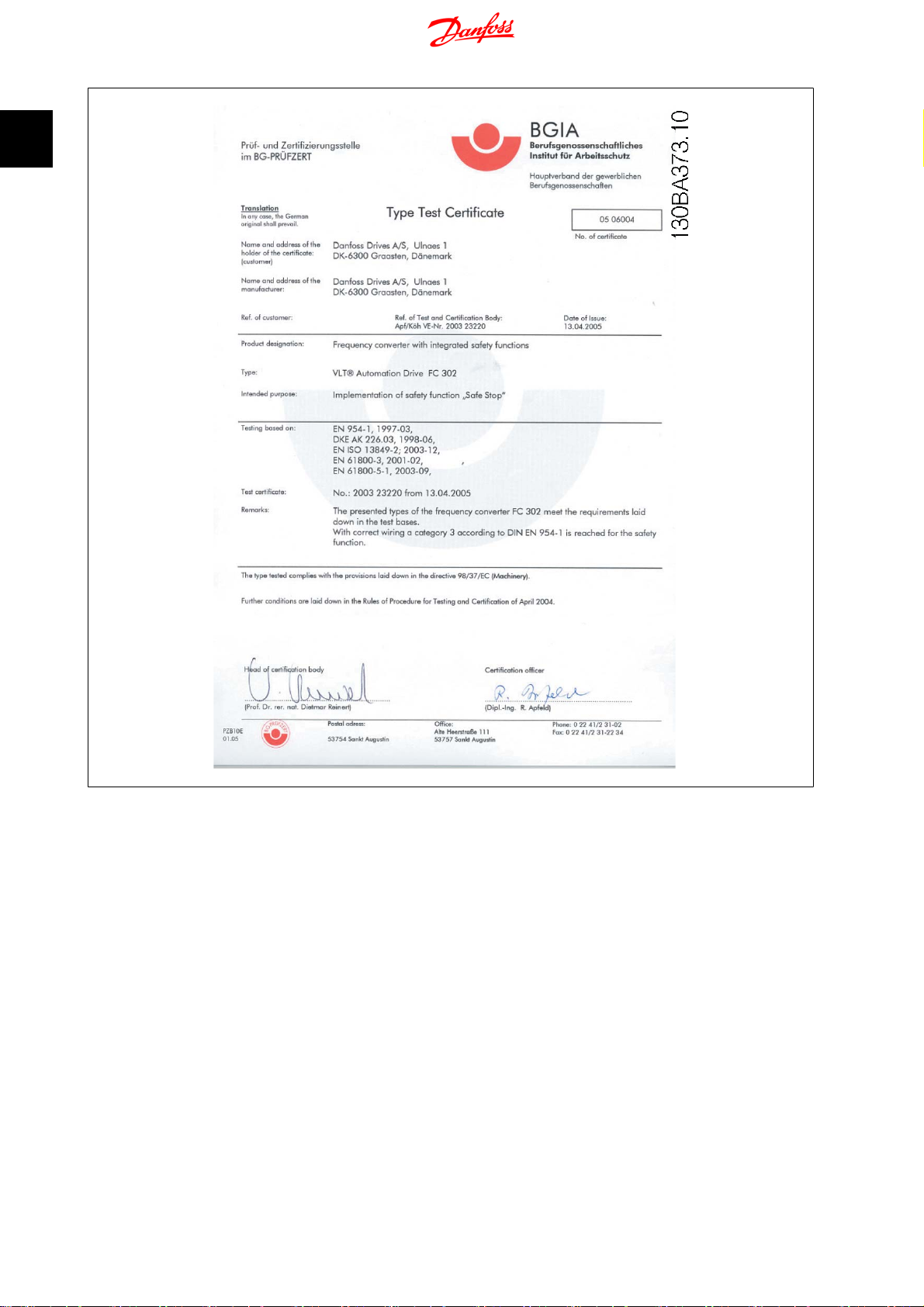
1.1.8. Sicherer Stopp des FC 300
Der FC 302 und der FC 301 mit A1-Gehäuse sind für Installationen mit der Sicherheitsfunktion
Stoppkategorie 0
oder
FC 301 mit A1-Gehäuse: Wenn der Frequenzumrichter mit der Funktion „Sicherer Stopp“ ausgestattet ist, muss Position 18 des Typencodes T oder U
lauten. Lautet Position 18 B oder X, ist sicherer Stopp über Klemme 37 nicht vorgesehen!
Beispiel:
Typencode für FC 301 A1 mit Sicherem Stopp: FC-301PK75T4Z20H4TGCXXXSXXXXA0BXCXXXXD0
Er ist für die Anforderungen der Sicherheitskategorie 3 in EN 954-1 ausgelegt und als dafür geeignet zugelassen. Diese Funktion wird als „Sicherer Stopp“
bezeichnet. Vor der Integration und Benutzung der Funktion „Sicherer Stopp“ des Frequenzumrichters in einer Anlage muss eine gründliche Risikoanalyse
der Anlage erfolgen, um zu ermitteln, ob die Funktion „Sicherer Stopp“ und die Sicherheitskategorie des Frequenzumrichters angemessen und ausreichend
sind. Zur Installation und zum Gebrauch der Funktion „Sicherer Stopp“ gemäß den Anforderungen von Sicherheitskategorie 3 in EN 954-1 müssen die
zugehörigen Informationen und Anweisungen des FC 300-Projektierungshandbuchs MG.33.BX.YY befolgt werden! Die Informationen und Anweisungen
des Produkthandbuchs reichen zum richtigen und sicheren Gebrauch der Funktion „Sicherer Stopp“ nicht aus!
(nach EN 60204-1) geeignet.
Sichere Abschaltung Motormoment
(nach IEC 61800-5-2)
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
7
1
1. Sicherheitsvorschriften Produkthandbuch Synchronregler MCO 350
8
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 1. Sicherheitsvorschriften
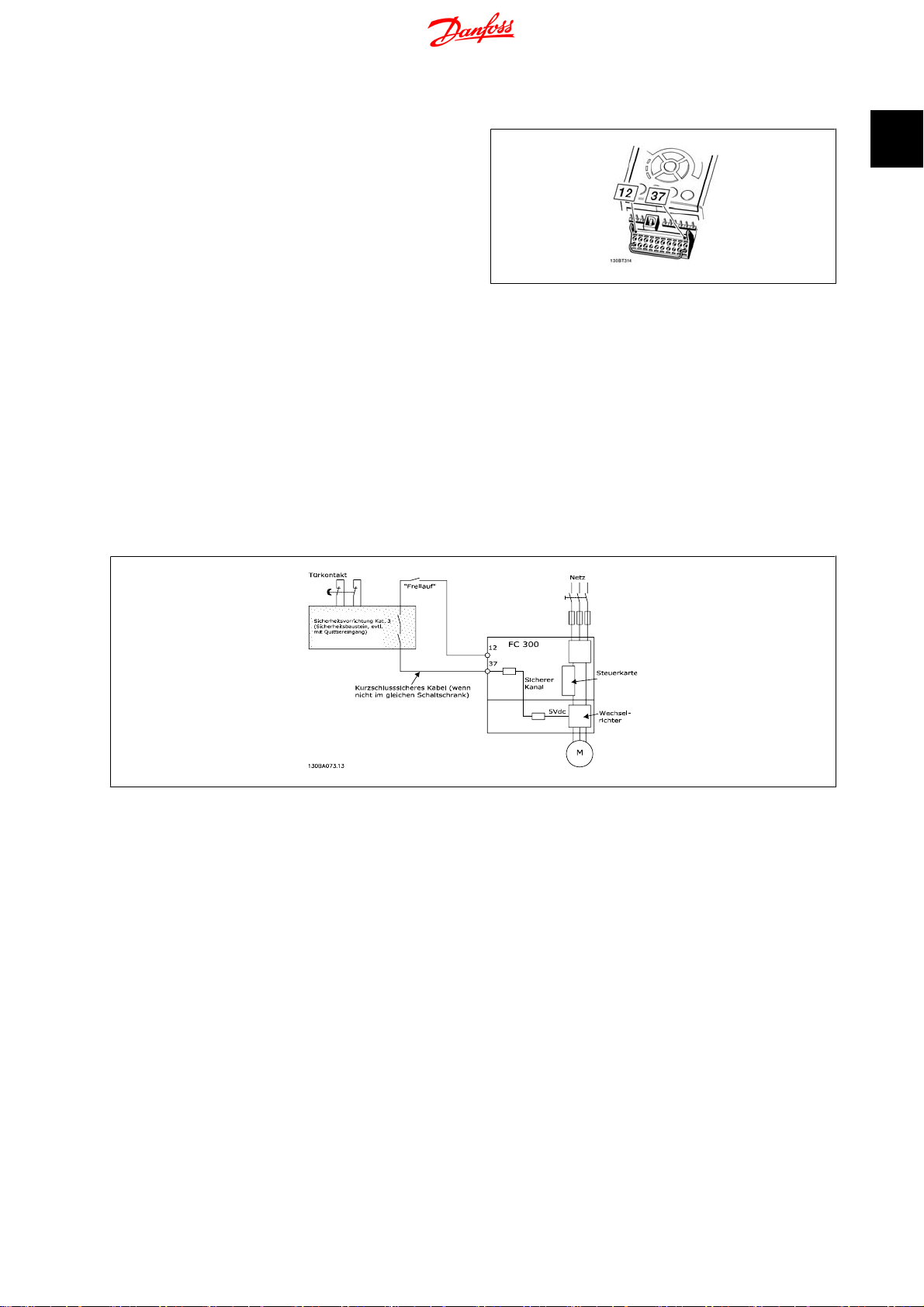
1.1.9. Sicheren Stopp installieren (nur FC 302 und FC 301 mit A1-Gehäuse)
Die Installation der Stoppkategorie 0 (EN 60204) gemäß Sicherheitskategorie 3 (EN 954-1) ist folgendermaßen auszuführen:
1. Entfernen Sie die werksseitig angebrachte Brücke (Jumper) zwischen Klemme 37 und Klemme 12 (24 V DC). Es reicht nicht aus,
die Brücke nur durchzuschneiden oder zu unterbrechen. Sie
muss vollständig entfernt werden, um Kurzschlüsse zu vermeiden. Siehe Brücke in Abbildung.
2. Schließen Sie Klemme 37 mit einem gegen Kurzschluss geschützten Kabel (verstärkte Isolation) über eine Sicherheitsvorrichtung gemäß EN 954-1 Kategorie 3 an die 24 V DCVersorgung an. Sind die Sicherheitsvorrichtung und der
Frequenzumrichter im selben Schaltschrank untergebracht, darf
auch ein normales Kabel verwendet werden.
3. Sofern der FC 302 nicht Schutzart IP54 oder höher hat, muss er
in ein IP54-Gehäuse eingesetzt werden. Daher muss ein FC 301
A1 immer in ein IP54-Gehäuse gesetzt werden.
Die folgende Abbildung zeigt als Beispiel eine Anwendung mit Stoppkategorie 0 (EN 60204-1) gemäß Sicherheitskategorie 3 (EN 954-1). Klemme 37 wird
über einen Sicherheitsbaustein (der auch Kategorie 3 nach EN 954-1 erfüllen muss) geschaltet. Der zusätzliche abgebildete „Freilaufkontakt“ ist nicht
sicherheitsbezogen und erfüllt nicht Kategorie 3 nach EN 954-1.
Abbildung 1.1: Kabelbrücke (Jumper) zwischen Klemme 37
und Klemme 12 (24 V DC)
1
Abbildung 1.2: Abbildung der wesentlichen Aspekte einer Installation zum Erzielen der Stoppkategorie 0 (EN 60204-1) mit Sicherheitskategorie 3 (EN 954-1).
1.1.10. IT-Netz
Par. 14-50
geschieht, wird die EMV-Leistung auf das Niveau A2 reduziert.
EMV-Filter
kann bei FC102/202/302 verwendet werden, um die internen Hochfrequenzkapazitäten vom Zwischenkreis zu trennen. Wenn dies
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
9

2
2. Einleitung Produkthandbuch Synchronregler MCO 350
10
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 2. Einleitung
2. Einleitung
Der Synchronregler ist eine Anwendungsoption für VLT Automation Drive FC 301 und 302.
Die Anwendungsoption besteht aus zwei Teilen:
•Synchronregler
•Testfahrt
2.2. Funktionsbeschreibung
2.2.1. Einleitung
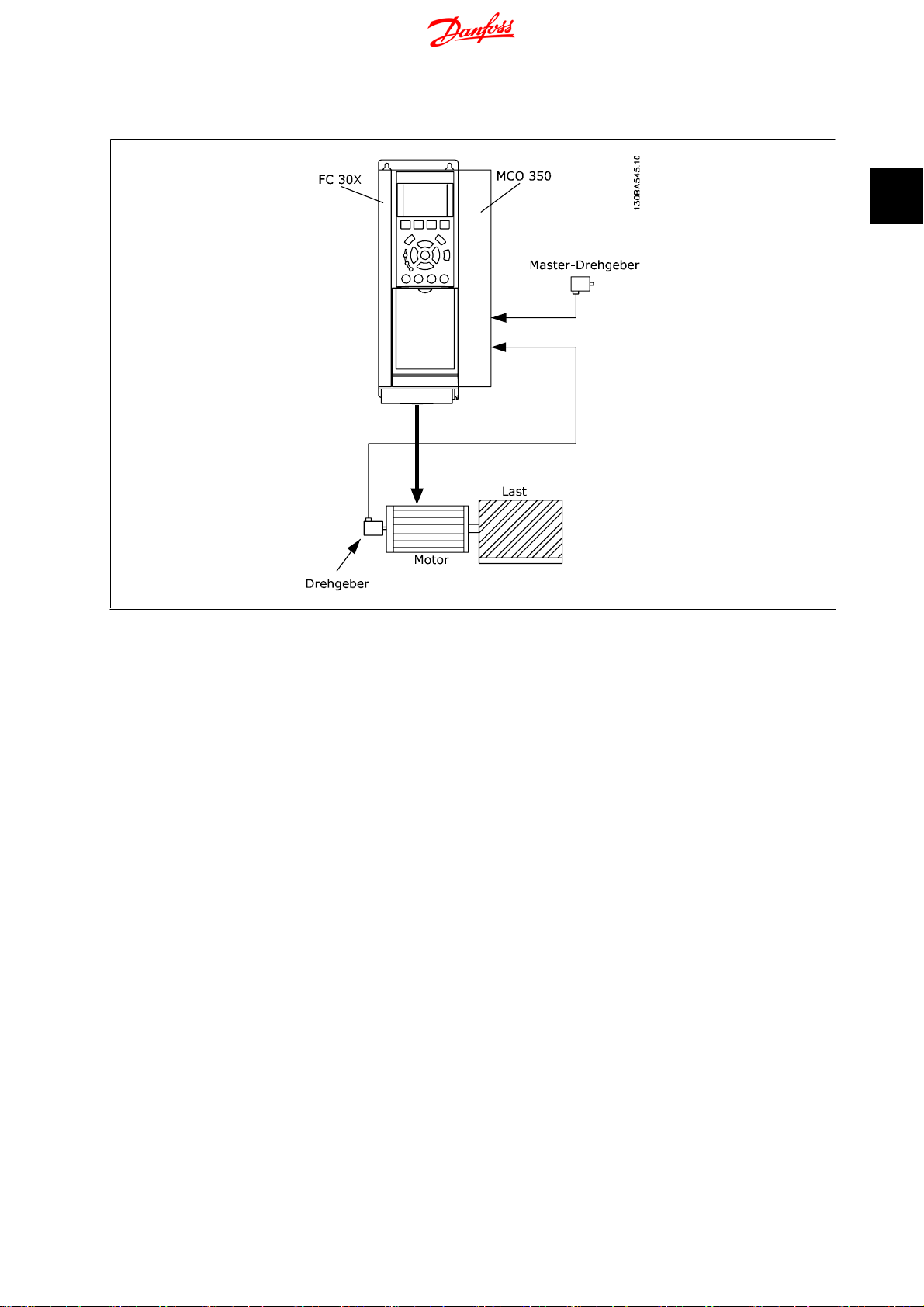
Der Synchronregler kommt überall dort zum Einsatz, wo ein Frequenzumrichter synchron zu einem vorgeschalteten Antrieb (Master) betrieben werden
soll. Der Synchronregler realisiert dabei eine elektronische Welle, bei der der Getriebefaktor frei wählbar und während des Betriebs auch umschaltbar ist.
Dazu wird die Drehzahl oder Position des Leitantriebs mittels eines Inkrementalgebers erfasst und der Folgeantrieb, welcher ebenfalls über ein Gebersystem verfügt, entsprechend der gewählten Regelungsart nachgeführt.
Für synchronen Betrieb zweier oder mehrerer Antriebe kann zwischen drei Arten gewählt werden:
• Drehzahlsynchronisierung
• Positionssynchronisierung oder
• Markersynchronisierung
2
2.2.2. Drehzahlsynchronisierung
Dies ist die einfachste Art der Synchronisierung. Sie kommt überall dort zum Einsatz, wo evtl. auftretende Drehzahlunterschiede ausgeglichen werden
müssen, es jedoch nicht erforderlich ist, Positionsfehler auszugleichen.
Bei einer auftretenden Regelabweichung wird der Folgeantrieb mit der maximalen Beschleunigung bis auf die Drehzahl des Leitantriebs gebracht. Daher
ist die auftretende Regeldifferenz direkt abhängig von der Beschleunigung des Leitantriebs. Um eine bestmögliche Regelung zu erhalten, sollte der
Folgeantrieb daher so ausgelegt sein, dass seine maximale Beschleunigung größer als die größte Beschleunigung des Leitantriebs ist.
2.2.3. Positionssynchronisierung (Winkelsynchronisierung)
Dies ist die elektronische Welle. Der Folgeantrieb wird so geregelt, dass die Winkelposition zum Leitantrieb immer konstant gehalten wird. Das heißt, bei
evtl. auftretenden Regelabweichungen wird der Folgeantrieb mit maximaler Beschleunigung auf eine Drehzahl beschleunigt, um die Position zum Leitantrieb wieder zu erreichen. Ist diese Position erreicht, wird mit der Drehzahl des Leitantriebs weitergefahren. Das Verhalten der Regelung ist mit einem
I-Regelverhalten zu vergleichen, da die Summe der Regelabweichungen Null ergibt.
2.2.4. Markersynchronisierung
Die Markersynchronisierung ist ein Sonderfall der Positionsregelung. Bei der Markersynchronisierung wird wie bei der Positionsregelung die Winkelsynchronität zu einem Leitantrieb ausgeregelt. Zusätzlich bietet die Markersynchronisierung die Möglichkeit, einen weiteren Geber (bzw. Nullspur des
Inkrementalgebers) zu nutzen, um einen Schlupf auszugleichen. Dazu wird bis zum Erreichen des jeweiligen Markers winkelsynchron geregelt und bei
Erreichen des Markers die Differenz zwischen dem Master-Marker und dem Slave-Marker ausgeglichen. Diese Art der Regelung wird überall dort eingesetzt,
wo eine genaue Regelung nötig ist, diese aber aufgrund von Getriebespielen nicht über die am Motor angebrachten Geber realisiert werden kann. Diese
Regelung wird auch zum Ausgleich von nicht direkt messbaren Störgrößen wie eine Dehnung des Transportbandes usw. genutzt. Darüber hinaus entfällt
bei der Markersynchronisierung das in „die Startposition bringen“‘ des Leitantriebes zum Slave-Antrieb beim ersten Start, da dies automatisch durch die
Markerkorrektur erfolgt.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
11
2
2. Einleitung Produkthandbuch Synchronregler MCO 350
2.2.5. Mechanische Bremssteuerung
Der Synchronregler hat einen 24 V DC Digitalausgang (Ausgang 4) und einen Relaisausgang (Relais 1), um eine elektromechanische Bremse zu steuern.
Dies ist besonders bei Anwendungen nützlich, bei denen ein Motor (eine Welle) über längere Zeit in der gleichen Position gehalten werden muss, wie
dies beim Heben (z. B. bei einem Kran) der Fall ist. Der Ausgang für die Bremse wird bei einem Fehler und gestoppter Synchronisierung aktiviert (low),
das heißt, immer wenn die Motorsteuerung ausgeschaltet ist. Das Bremssignal kann verzögert werden, wenn das Aus- und Einschalten in zwei getrennten
Parametern definiert wird (Par. 19-21
im VLT-Mode „low“ bleibt (Eingang 8 = high). Das heißt, die Bremse muss offen sein, zum Beispiel mittels der Funktion „VLT mechanische Bremse“ im
Satz 2.
Bremsverzögerung auf
und Par. 19-22
Bremsverzögerung zu
). Bitte beachten Sie, dass der Ausgang für die Bremse
2.3. Tipps und Tricks für Synchronisierungsaufgaben
2.3.1. Einleitung
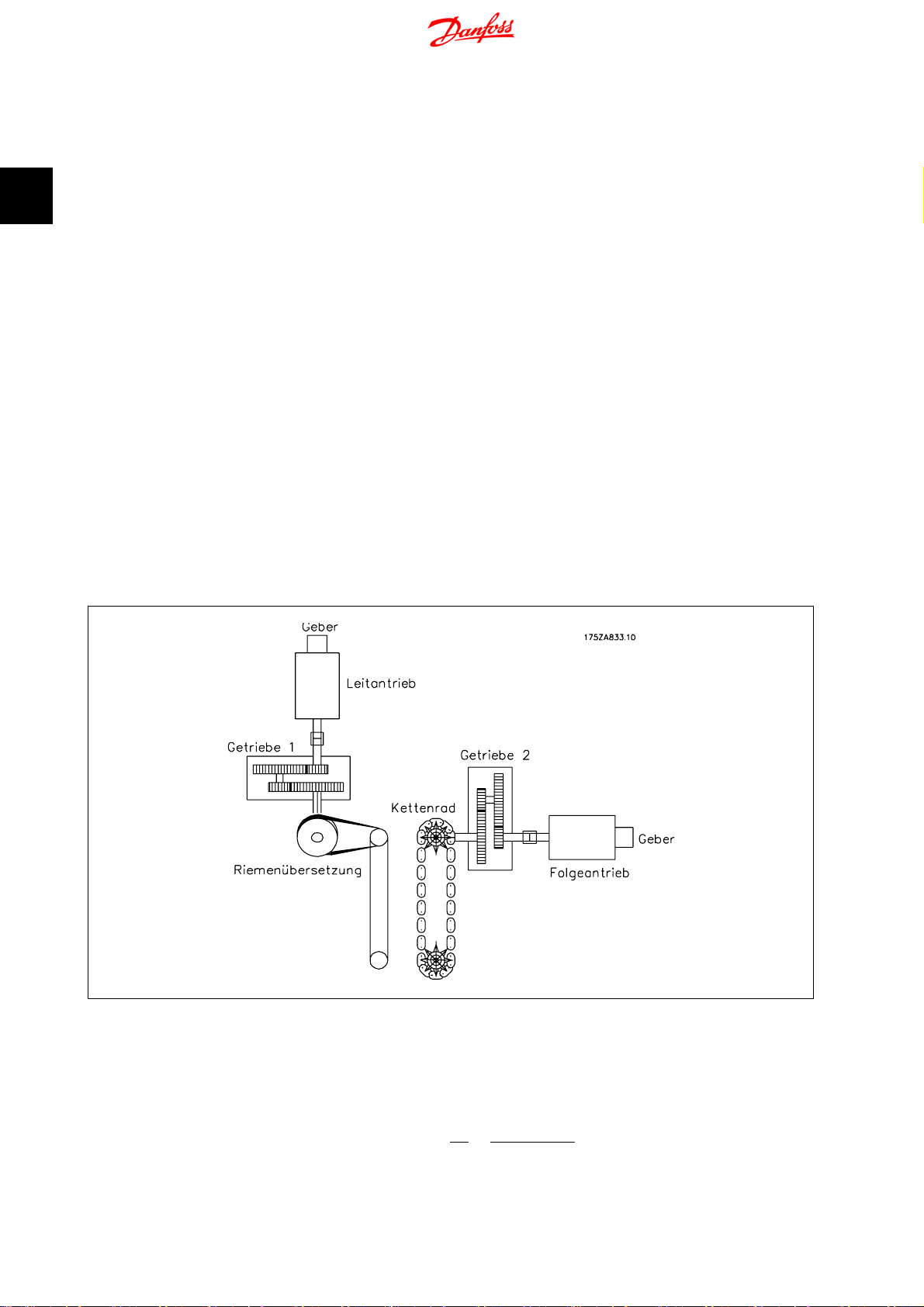
Bei der mechanischen Auslegung der zu synchronisierenden Antriebe sollte man darauf achten, möglichst ganzzahlige Verhältnisse zu erreichen. Außerdem
ist es wichtig, die Zahl der Zähne der einzelnen Getriebestufen zu kennen (fragen Sie den Getriebehersteller), da normalerweise Getriebe so ausgelegt
sind, dass sie ein unendliches Übersetzungsverhältnis haben. Wenn Sie das Verhältnis zwischen Master und Slave berechnen, dürfen Sie die Zahl Pi nur
für beide oder für keinen von beiden benutzen. (Andernfalls würde die Synchronisierung mit der Zeit auseinanderlaufen.)
2.3.2. Beispiel
Gegeben sei ein Leitantrieb mit 4-poligem Motor und Inkrementalgeber von 1024 Inkrementen/Umdrehung. Dieser arbeitet auf einem 2-stufigen Getriebe
mit einem festgelegten i von 30,33. Am Getriebeausgang ist eine Riemenübersetzung von 40 zu 20 angebracht, welche auf der Abtriebsseite über einen
Durchmesser von 102 mm ein Transportband antreibt. Der Folgeantrieb ist über ein 3-stufiges Getriebe mit festgelegtem i von 46,54 an einen Kettenantrieb mit 8 Zähnen und einer Zahnteilung von 200 mm angeschlossen.
Abbildung 2.1: Berechnungsbeispiel
2.3.3. Berechnung mit ungenügenden Zahlenwerten
Das Master/Slave-Übersetzungsverhältnis (Zähler zu Nenner) wird folgendermaßen berechnet:
Masterseite = Inkremente * i1 * i2 * Abtrieb =
12
1024
inkr x
30.33
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
20
x
x
40
102
1
mm x
= 48, 460995
π
Produkthandbuch Synchronregler MCO 350 2. Einleitung
Slaveseite = Inkremente * i1 * Abtrieb =
1024
inkr x
46.54
x
1
8
x
200
mm
= 29, 7856
Damit ergibt sich eine Übersetzung von:
Das ergibt für den Zähler einen Zahlenwert von 48,460995 und für den Nenner 29,7856.
Hinweis: Es können nur ganzzahlige Werte eingegeben werden. Der häufigste schwere Fehler ist Folgender: Im Masterausdruck ist der Wert Pi enthalten,
eine unendliche Zahlenreihe. Es würde selbst bei kleinen Zahlenwerten für Master und Slave immer zu einem Auseinanderdriften der Antriebe kommen,
da der Bruch Zähler/Nenner niemals ganzzahlig werden kann.
Ein weiterer Fehler entsteht durch die gegebenen Übersetzungsverhältnisse, da das Mastergetriebe mit einem i = 30,33 angegeben ist. Die korrekte
Übersetzung ist durch Nachrechnen der einzelnen Zahnzahlen zueinander leicht möglich. Das Getriebe ist 2-stufig, die erste Stufe wird aus zwei Ritzeln
126 zu 27 gebildet, die zweite Stufe aus zwei Ritzeln 117 zu 18.
Die Übersetzung berechnet sich
Der angegebene Wert von 30,33 weicht demnach um 0,1 ‰ ab.
Dies erscheint wenig. Wenn man jedoch diesen Fehler auf die Drehgeberauflösung bezieht, erkennt man, dass auch dieser Fehler gravierend ist.
An dem Beispiel erkennt man, wie wichtig es ist, die genauen Werte der Getriebestufen zu benutzen, sowie darauf zu achten, dass die Angaben zu den
Antrieben entweder beide Pi enthalten oder keiner.
48, 460995
29, 7856
126x117
27
x
18
=30,33
2.3.4. Beispiel mit korrigierten Zahlenwerten
2
Masterseite: Getriebe 1. Stufe 126/27, 2. Stufe 117/18; Riemenübersetzung 40/20; Antriebswelle 100 mm
Slaveseite: Getriebe 1. Stufe 97/10, 2. Stufe 43/11, 3. Stufe 27/22; Wirkdurchmesser des Kettenrades 510 mm
1024
inkr x
Masterseite:
Slaveseite:
um Pi aus den Gleichungen zu entfernen, setzt man beide Gleichungen in die Gesamtformel ein.
Masterseite
Slaveseite
1024
27
x18x40x
gekürzt um Pi sowie 1024 Inkr.:
weiter kürzen:
7x5x54x11x22x117
daraus ergibt sich eine Übersetzung von
27
1024
10
inkr x
27
x97x43x
x18x40x
inkr x97x43x
x11x22x
=
126x117x20x510xπx10x11x22
126x117x20
102xπ
510xπ
1024
inkr x
27
x18x40x
1024
126x117x20
inkr x97x43x27x
126x117x20x510x10x11x22
27
x18x40x97x43x27x
27
27
102xπ
4954950
3040659
1024
÷
10
102xπ
inkr x97x43x
x11x22x
102
510xπ
27
Dies ist ein absoluter Wert, da keinerlei unendliche Zahlenreihen sowie keine gerundeten Werte enthalten sind.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
13
2. Einleitung Produkthandbuch Synchronregler MCO 350
2.4. Hardware
2.4.1. VLT Steuerkartenklemmen
2
Die Steuerkartenklemmen werden für Funktionen des Synchronreglers benutzt; daher dürfen die folgenden Parametereinstellungen im Synchronisierungsmodus (Satz 1) nicht geändert werden.
Digitaleingänge 18, 19. 27, 32 und 33
Wenn die Parameter 5-10-5-15 auf
als Eingänge für den Synchronregler benutzt werden.
Analogeingänge 53, 54
Wenn Sie die Parameter 3-15, 3-16 und 3-17 auf
als Eingänge für den Synchronregler genutzt werden.
Digital-/Analogausgänge 42
Parameter 650 ist eingestellt auf:
Ohne Funktion
MCO 0 … 20 mA [52] Analogausgang
(Werkseinstellung) eingestellt sind, werden die Eingänge von der Steuerkarte ignoriert und können
Ohne Funktion
einstellen, werden die Eingänge von der Steuerkarte ignoriert und sie können weiterhin
2.5. Technische Daten
2.5.1. Einleitung
Die technischen Daten bzgl. der Steuerkartenklemmen finden Sie im VLT Automation Drive FC 300 Projektierungshandbuch.
2.5.2. Optionskartenklemmen
Es gibt zwei Drehgeberschnittstellen, die folgende Funktionen abdecken:
• Istwert-Drehgebereingang
• Master-Drehgebereingang / virtueller Masterausgang
Klemme X55
Klemmennummer Bezeichnung
Drehgeber 2 (Istwert)
1 + 24 V-Versorgung
2 + 8 V-Versorgung
3 + 5 V-Versorgung
4 GND
5A
6 A nicht
7B
8 B nicht
9Z / Clock
10 Z / Clock nicht
11 Daten
12 Daten nicht
Es gibt 2 Klemmenblöcke mit Digitaleingängen/-ausgängen, 10 Eingänge und 8 Ausgänge. (Siehe Abb. unten)
Klemmennummer Bezeichnung
1 + 24 V-Versorgung
2 NC
3 + 5 V-Versorgung
4 GND
5A
6 A nicht
7B
8 B nicht
9Z / Clock
10 Z / Clock nicht
11 Daten
12 Daten nicht
Klemme X56
Drehgeber (Master)
14
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 2. Einleitung
Klemme X57
Klemmennummer Bezeichnung
Digitaleingänge
1 Digitaleingänge
2 Digitaleingänge
3 Digitaleingänge
4 Digitaleingänge
5 Digitaleingänge
6 Digitaleingänge
7 Digitaleingänge
8 Digitaleingänge
9 Digitaleingänge
10 Digitaleingänge
Es gibt 2 Klemmenblöcke mit Digitaleingängen/-ausgängen, 10 Eingänge und 8 Ausgänge. (Siehe Abb. unten)
Klemmennummer Bezeichnung
1 Digitalausgang
2 Digitalausgang
3 Digitalausgang
4 Digitalausgang
5 Digitalausgang
6 Digitalausgang
7 Digitalausgang
8 Digitalausgang
Klemmennummer Bezeichnung
1 + 24 V-Versorgung
2 GND
Klemme X59
Digitalausgang
2
Klemme X58
24 V-Versorgung
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
15
2
2. Einleitung Produkthandbuch Synchronregler MCO 350
2.5.3. Drehgeberüberwachung
Beide Drehgeberschnittstellen sind mit einem Überwachungsstromkreis versehen, der einen offenen Stromkreis wie auch einen Kurzschluss jedes Drehgeberkanals erkennen kann. Für jeden Drehgeberkanal zeigt eine LED den Status: Grün für OK und keine Anzeige für Fehler. Nur wenn die Drehgeberüberwachung im Parameter 32-39 (Master) und 32-09 (Slave) aktiviert ist, wird ein Drehgeberfehler ausgegeben, der dann als „Optionsfehler“ 192 die
sog. ON ERROR-Fehlerbehandlung auslöst.
2.5.4. Layout der Optionskarte
MCO 350 Steuerklemmen sind Anschlussstecker mit Schraubklemmen. Die Klemmenblöcke sind doppelt, um die Verwendung des gleichen MCO 350 bei
allen Gehäusegrößen zu ermöglichen. Die Abbildung zeigt die Position der Klemmenblöcke:
(1) wird mit Gehäusegrößen A2 und A verwendet
(2) wird mit Gehäusegrößen A5, B1 und B2 verwendet
X55 = Drehgeber 2
X56 = Drehgeber 1
X57 = Digitaleingänge
X58 = 24 V DC-Versorgung
X59 = Digitalausgänge
16
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 2. Einleitung
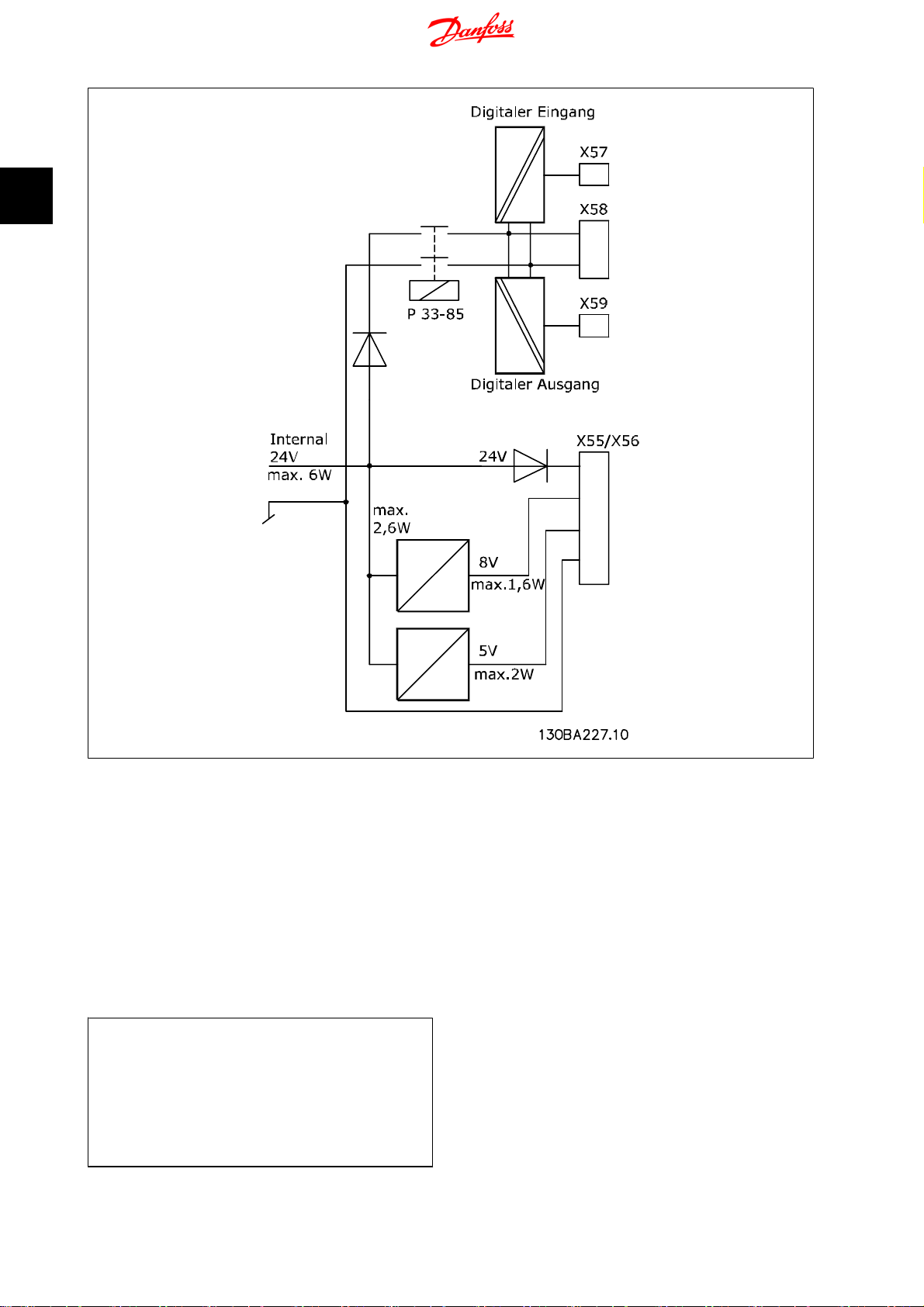
2.5.5. Allgemeine technische Daten
− Alle Eingänge, Ausgänge und Versorgungsspannungen sind gegen Kurzschluss geschützt.
− Alle Eingänge, Ausgänge und Versorgungsspannungen sind galvanisch von der Netzversorgung und Motorspannung (PELV) sowie anderen Hochspan-
nungsklemmen getrennt.
− Drehgebersignale werden im Betrieb und bei Stillstand überwacht.
− Alle MCO 350-Parameter einschließlich benutzerdefinierter Anwendungsparameter sind über die LCP Bedieneinheit des FC 300 zugänglich.
− MCO 350 kann mit anderen FC 300 Optionen, wie der PROFIBUS- und DeviceNet-Schnittstelle kombiniert werden.
− Alle Digitaleingänge und -ausgänge sind galvanisch von der internen Elektronik getrennt und können über eine externe 24 V-Stromversorgung versorgt
werden.
Anschlussklemmen:
Maximaler Querschnitt, starres Kabel 1,5 mm2/AWG 16
Maximaler Querschnitt, flexibler Draht 1,5 mm2/AWG 16
Maximaler Querschnitt, Kabel mit Aderendhülse 1,5 mm2/AWG 16
Minimaler Querschnitt 0,082/AWG 28
Digitaleingänge:
Anzahl programmierbarer Digitaleingänge 10
Klemmenblock X57
Klemmennummer 11),21),3,4,5,6,7,8,9,10
Logik PNP oder NPN
Spannungsbereich 0 - 24 V DC
Spannungsbereich 0 - 24 V DC
Spannungsniveau, logisch „0“ PNP < 5 V DC
Spannungsniveau, logisch „1“ PNP > 10 V DC
Spannungsniveau, logisch „0“ NPN
Spannungsniveau, logisch „1“ NPN
Max. Spannung am Eingang 28 V DC
2)
2)
1) ) In Parameter 5-00 Grundeinstellungen ausgewählt.
Die Digitaleingänge sind galvanisch von der internen Elektronik getrennt und können über eine externe 24 V-Stromversorgung versorgt werden.
1)
> 19 V DC
< 14 V DC
2
Digitalausgänge:
Anzahl programmierbarer Digitalausgänge 8 (6)
Klemmenblock X59
Klemmennummer 11), 21),3,4,5,6,7,8
Treibertyp Gegentakt
Logik PNP oder NPN
Spannungsbereich 0 - 24 V DC
Max. Ausgangsstrom (Körper oder Quelle) mit interner Stromversorgung (Gesamt-Σ) 40 mA
Max. Ausgangsstrom (Körper oder Quelle) mit externer Stromversorgung (pro Ausgang) 100 mA
Klemmen X59-1 und X59-2 können in Parameter 33-60 als Eingang programmiert werden.
Kombinierte Digitaleingänge/-ausgänge:
Anzahl Digitalausgänge, die als Digitaleingänge verwendet werden können 2
Klemmenblock X59
Klemmennummer 1,2
Logik PNP oder NPN
Spannungsbereich 0 - 24 V DC
Spannungsbereich 0 - 24 V DC
Spannungsniveau, logisch „0“ PNP < 10 V DC
Spannungsniveau, logisch „1“ PNP > 17 V DC
Spannungsniveau, logisch „0“ NPN > 13 V DC
Spannungsniveau, logisch „1“ NPN < 6 V DC
Max. Spannung am Eingang 28 V DC
1) Klemmen X59-1 und X59-2 können in Parameter 33-60 als Eingang programmiert werden.
1
2)
1)
2)
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
17
2
2. Einleitung Produkthandbuch Synchronregler MCO 350
2) Ausgewählt in Parameter 5-00 Grundeinstellungen.
24 V DC-Versorgungsausgang
Klemmenblock X58
Klemmennummer 1,2
Maximale Last 65 mA
Die interne 24 V-Stromversorgung kann über Parameter 33-85 getrennt werden. In diesem Fall muss eine externe 24 V-Stromversorgung an X58-1 und
X58-2 angeschlossen werden.
Drehgebereingänge
Anzahl Drehgebereingänge 2
Klemmenblock X55 und X56
Klemmennummer 5,6,7,8,9,10,11,12
Eingangsimpedanz 120 Ω
Max. Spannung an Eingängen 5 V DC
Kabeltyp Abgeschirmtes Kabel mit Twisted Pair für jeden Drehgeberkanal
Inkrementalgebertyp RS422/TTL
Max. Frequenz 410 kHz
Phasenverschiebung zwischen A und B 90 °±30 °
Maximale Kabellänge 300 m
Absolutgebertyp SSI
Datencodierung Gray-Code
Datenlänge 12 - 37 Bit
Taktfrequenz 78 kHz - 2 MHz
Absolutgebertyp SSI
Maximale Kabellänge 150 m
1) Immer Angaben/Beschränkungen des Drehgeberlieferanten beachten.
2) 150 m Kabel ist bis zu 500 kHz Taktfrequenz möglich, über 500 kHz muss Kabellänge weiter beschränkt werden.
1)
1)
1)
1)
Drehgeberausgang
Anzahl Drehgeberausgänge 1
Klemmenblock X56
Klemmennummer 5,6,7,8,9,10,11,12
Signaltyp RS 422Ω
Max. Frequenz 410 kHz
Maximale Anzahl Slaves 31 (mehr mit Repeater)
Maximale Kabellänge 400 m
Drehgeberausgang
Anzahl Versorgungsspannungen 3
Klemmenblock X55 und X56
Klemmennummer 1,2,3,4
24 V, max. Last 250 mA
8 V, max. Last 250 mA
5 V, max. Last 400 mA
Absolutgebertyp SSI
Maximale Kabellänge 150 m
1) 2)
1) Dies ist die maximale Last, wenn nur eine Versorgungsspannung verwendet wird; werden 2 oder 3 Versorgungsspannungen gleichzeitig verwendet,
muss die Last entsprechend reduziert werden. Folgendes muss beachtet werden: Last 24 V + Last 8 V + Last 5 V ≤ 6 W und Last 8 V + Last 5 V ≤ 2
W.
2) 8 V ist nur bei Klemmenblock X55 verfügbar.
1)
1)
1)
18
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 2. Einleitung
2.6. Anschlussbeispiel für Drehgeberschnittstelle
2
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
19

2
2. Einleitung Produkthandbuch Synchronregler MCO 350
2.7. Klemmenbeschreibung
E/A-Nummer Bezeichnung Beschreibung
12 24 V DC 24 V-Stromversorgung für Schalter usw.
13 24 V DC 24 V-Stromversorgung für Schalter usw.
18 Resynchronisierung (Resync) deak-
tivieren
19 Referenzpunktanfahrt Startet die Referenzpunktanfahrt.
20 GND Masse für 24 V.
27 Reset/Enable Fehler-Reset auf der Signalvorderkante. Um diesen Betrieb zu aktivieren,
32 Testfahrt rückwärts Testfahrt; Programm 1:
Drehzahl/Pos - Synchronbetrieb; Programm 2:
Die Resynchronisierungsfunktion (aktiviert in Par. 19-24) kann kurzzeitig
deaktiviert werden, indem dieser Eingang auf 1 gesetzt wird.
muss der Eingang auf „1“ geschaltet sein. „0“ ist Freilauf.
Testfahrt in die entgegengesetzte Richtung mit der im Parameter 19-01
definierten Geschwindigkeit.
Im Modus Drehzahlsynchronisierung (P. 19-01 = 0, 3, 6 oder 7) kann man
den Getriebefaktor und damit die Slave-Geschwindigkeit mit dem im Parameter 19-12 festgelegten Wert ändern.
In den Betriebsmodi Positions- und Markersynchronisierung (P. 19-01 =
1, 2, 4 oder 5) kann der Positionsoffset des Slaves um den im Parameter
19-12 angegebenen Wert verändert werden. Das Vorzeichen des Wertes
in Parameter 19-12 bestimmt, ob der Offset-Typ absolut oder relativ ist.
Absoluter Offset bedeutet, dass der festgelegte Offset des Parameters
19-12 geändert wurde und dieser Offset ausgeführt wird, wenn die Synchronisierung neu gestartet wird.
Relativer Offset bedeutet, dass die aktuelle Slave-Position verschoben ist,
aber der festgelegte Offset des Parameters 19-12 nicht geändert wurde.
Dies wiederum bedeutet, dass die aktuelle Slave-Position korrigiert wird,
wenn die Synchronisierung neu gestartet wird. Den relativen Offset setzt
man dann ein, wenn der Offset immer in die gleiche Richtung geändert
wird, denn das würde mit einem absoluten Offset einen sehr hohen festen
Offset geben. Dieser hohe feste Offset würde dann beim Neustart der
Synchronisierung ausgeführt und damit eventuell die min. oder max.
Grenze des Parameters 19-12 erreicht werden.
20
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 2. Einleitung
E/A-Nummer Bezeichnung Beschreibung
33 Testfahrt vorwärts Testfahrt; Pr og ramm 1:
Testfahrt vorwärts mit der im Parameter 19-01 definierten Geschwindigkeit
Drehzahl/Pos + Synchronbetrieb; Programm 2:
Im Modus Drehzahlsynchronisierung (P. 19-01 = 0, 3, 6 oder 7) kann der
Getriebefaktor und damit die Slave-Geschwindigkeit mit dem im Parameter 19-12 festgelegten Wert geändert werden.
In den Betriebsmodi Positions- und Markersynchronisierung (Par. 19-01
= 1, 2, 4 oder 5) kann der Positionsoffset des Slaves um den im Parameter
19-12 angegebenen Wert verändert werden. Das Vorzeichen des Wertes
in Parameter 19-12 bestimmt, ob der Offset-Typ absolut oder relativ ist.
Absoluter Offset bedeutet, dass der festgelegte Offset des Parameters
19-12 geändert wurde und dieser Offset ausgeführt wird, wenn die Synchronisierung neu gestartet wird.
Relativer Offset bedeutet, dass die aktuelle Slave-Position verschoben ist,
aber der festgelegte Offset des Parameters 19-12 nicht geändert wurde.
Dies wiederum bedeutet, dass die aktuelle Slave-Position korrigiert wird,
wenn die Synchronisierung neu gestartet wird. Den relativen Offset setzt
man dann ein, wenn der Offset immer in die gleiche Richtung geändert
wird, denn das würde mit einem absoluten Offset einen sehr hohen festen
Offset geben. Dieser hohe feste Offset würde dann beim Neustart der
Synchronisierung ausgeführt und damit eventuell die min. oder max.
Grenze des Parameters 19-12 erreicht werden.
01 COM; 240 V AC/2A Relaisausgang 1:
02 Elektromechanische Bremse: NO Relais 1 ist bei Netz-Aus und bei Inbetriebnahme des Frequenzumrichters
geöffnet (Bremse aktiviert). Danach hängt die Bremssteuerung vom ge-
wählten Synchronisierungsmodus ab.
03 NC
04 COM; 50 V AC/1 A; 75 V DC/1 A Relaisausgang 2:
Funktion kann mittels des Parameters 5-40 konfiguriert werden.
05 NO
06 NC
39 GND Masse für Analogeingänge/-ausgänge.
42 Slave/Master-Geschwindigkeit Der Ausgangswert wird auf die maximale Slave-Geschwindigkeit (Para-
meter 32-80) skaliert.
Der Ausgang kann zwischen Slave- oder Master-Geschwindigkeit mittels
Parameter 19-25 ausgewählt werden.
50 10 V DC 15 mA Stromversorgung für Sollwert-Potentiometer.
53 0 - 10 V In Dient dem virtuellen Master als Sollwerteingang, wenn im Parameter
19-16 „0“ gewählt wurde.
54 0 - 10 V In Dient als Zähler für den Getriebefaktor, wenn „6“ oder „7“ im Parameter
19-01 gewählt ist.
2
2.7.1. Standardschnittstelle RS 485
E/A-Nummer Bezeichnung Beschreibung
61 Masse RS 485 Unbenutzt
68 RS 485-P Unbenutzt
69 RS 485-N Unbenutzt
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
21
2
2. Einleitung Produkthandbuch Synchronregler MCO 350
2.7.2. MCO 350 Klemme X57
E/A-Nummer Bezeichnung Beschreibung
1 I1 - Sync-Start Start und Stopp der Synchronisierung. Der Eingang 1 muss umgeschaltet werden, wenn die
Synchronisierung durch einen Fehler oder durch den Eingang 27 (Freilauf) unterbrochen
wird. Das Verhalten beim Stopp kann im Parameter 19-01 bestimmt werden.
2 I2 - Übernahme Getriebefaktor Aktiviert den an den Klemmen 9 und 10 ausgewählten Getriebefaktor.
3 I3 - Start/Stopp Virtueller Master Testfahrt; Programm 1: Startet die Testfahrt mit dem virtuellen Master. Synchronbe-
trieb; Programm 2: Der virtuelle Master wird mit der eingestellten Rampenzeit auf die
eingestellte Pulsfrequenz hochgefahren bzw. gestoppt.
4 I4 - Speichern der Einstellung Der Frequenzumrichter wird auf einer programmierbaren Drehzahl (Parameter 19-03) oder
der aktuellen Drehzahl (Parameter 19-02 = 1) gehalten. Synchronsteuerung ist nicht aktiviert.
5 I5 - Mastermarkereingang Wenn ein externes Markersignal für den Master-Antrieb benutzt wird, muss es mit diesem
Eingang verbunden sein.
6 I6 - Slavemarkereingang Wenn ein externes Markersignal für den Master-Antrieb benutzt wird, muss es mit diesem
Eingang verbunden sein.
7 I7 - Ausmessen des Master-Marke-
rabstands
Referenzpunktschalter Synchronbetrieb; Programm 2:
8 I8 - Ausmessen des Slave-Markerabs-
tands
I8 - VLT-Modus Auswahl Synchronbetrieb; Programm 2:
9
10
Getriebefaktor 2
Getriebefaktor 2
0
1
Testfahrt; Programm 1:
Das Messen des Master-Markerabstands wird gestartet.
Soll ein Referenzpunkt angefahren werden, muss hier der Referenzpunktschalter angeschlossen werden. Das Signal muss eine steigende Flanke aufweisen.
Testfahrt; Programm 1:
Das Messen des Slave-Markerabstands wird gestartet.
Schaltet den VLT in den normalen Frequenzumrichterbetrieb. Die Einstellungen für diesen
Betriebsmodus sind im Parametersatz 2 vorzunehmen. Siehe VLT Automation Drive Produkthandbuch.
Das Bit mit der niedrigsten Wertigkeit (LSB) des Getriebefaktors
Das Bit mit der höchsten Wertigkeit (MSB) des Getriebefaktors.
2.7.3. MCO 350 Klemme X59
E/A-Nummer Bezeichnung Beschreibung
1 O1 - READY Fertig, z. B., wenn die Anzahl der Markersignale, die im Parameter 33-25 angegeben wurden, vom
Slave-Antrieb innerhalb der Toleranz (Genauigkeit) erreicht ist.
2 O2 - FAULT Fehler, z. B. wenn die Anzahl der Markersignale, die im Parameter 33-24 angegeben werden, vom
Slave-Antrieb außerhalb der Toleranz (Genauigkeit) erreicht wurde. ODER wenn die Anzahl von Mar-
kersignalen fehlt, wenn Markerüberwachung in Parameter 19-23 aktiviert ist.
3 O3 - ACCURACY Der Antrieb läuft innerhalb der im Parameter 33-13 definierten Toleranz.
4 O4 - Bremsansteuerung Der Ausgang kann genutzt werden, um eine mechanische Bremse zu steuern. „0“ bedeutet, dass die
Bremse geschlossen werden muss (bremsen), „1“ bedeutet, dass die Bremse geöffnet werden muss
(nicht bremsen)
5 O5 - Speichern Der Ausgang bleibt während des Speicherns „high“. Das Speichern wird durch den Parameter 19-00,
den Eingang 4 oder das Feldbus Bit 4 angestoßen.
6 O6 - Antrieb dreht Signal „1“, wenn der Antrieb dreht.
7 O7 - Referenzpunkt erreicht Wurde im Parameter 33-00 der Datenwert „1“ gewählt, zeigt dieser Ausgang „1“, wenn der Referenz-
punkt erreicht ist.
8 O8 - Bereit, kein Fehler Der Synchronregler ist betriebsbereit.
22
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 2. Einleitung
2.8. Beschreibung der Feldbus-Schnittstelle
ACHTUNG!
Dieser Abschnitt ist nur relevant, wenn der VLT sowohl mit einer Feldbus-Schnittstelle (Option) als auch mit dem Synchronregler
ausgestattet ist.
Der Synchronregler kann durch die Digital-/Analogeingänge oder über einen Feldbus gesteuert werden. Die Auswahl der Steuerquelle kann getrennt für
die Testfahrt und für die Synchronisierung in den Parametern 19-19 (Testfahrt) und 19-20 (Synchronisierung) getroffen werden. Es ist jedoch nur eines
von beiden zur gleichen Zeit möglich, das heißt, dass die Digital-/Analogeingänge nicht aktiv sind, wenn der Feldbus als Steuerquelle ausgewählt ist und
umgekehrt. Die einzige Ausnahme ist der Eingang 27, der immer STOP/ENABLE ist, auch wenn der Feldbus als Steuerquelle ausgewählt ist. Im Synchronisierungsmodus sind drei Signale nur als Digitaleingänge verfügbar, auch wenn der Feldbus als Steuerquelle ausgewählt ist: Das ist das Markersignal
für die Markersynchronisierung und der Referenzpunktschalter. Dies ist so, weil diese Signale für eine Feldbus-Steuerung zu zeitkritisch sind. Zustandssignale sind auf den Digital-/Analogausgängen immer verfügbar, aber nur über Feldbus, wenn dieser als Steuerquelle gewählt ist.
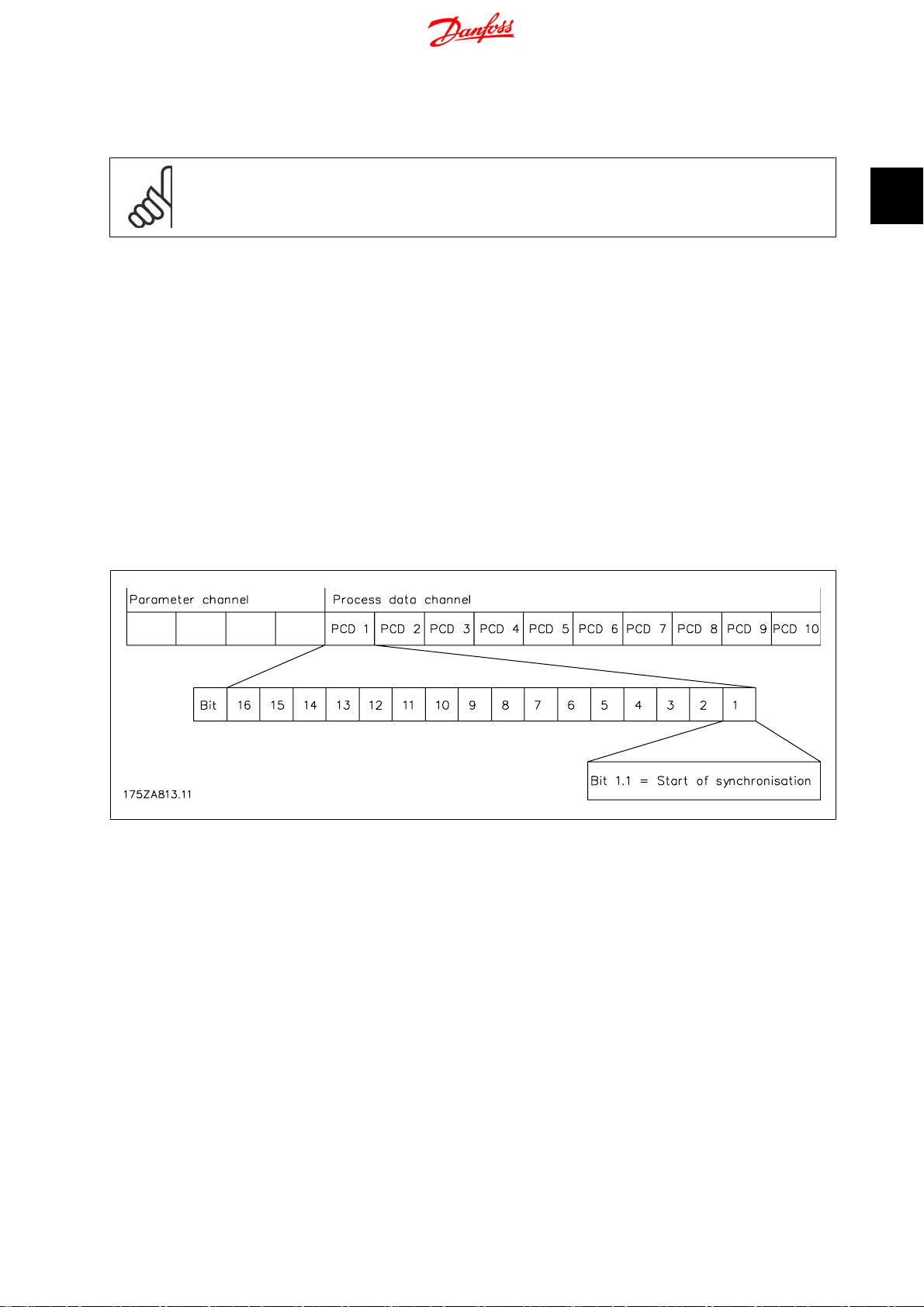
2.8.1. Datenlayout
Steuerungs- und Statussignale werden über den sog. „Process Data Channel“ (PCD), den Prozessblock der verschiedenen Feldbus-Schnittstellen übertragen. Der Telegrammaufbau und die verfügbare Zahl von Datenworten hängt vom verwendeten Feldbus ab. Weitere Einzelheiten entnehmen Sie bitte
dem Handbuch der verwendeten Feldbus-Option. Das folgende Beispiel basiert auf dem Layout eines PROFIBUS-Telegramms, ein sog. PPO:
2
Beispiel mit PROFIBUS PPO-Typ 5:
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
23
2
2. Einleitung Produkthandbuch Synchronregler MCO 350
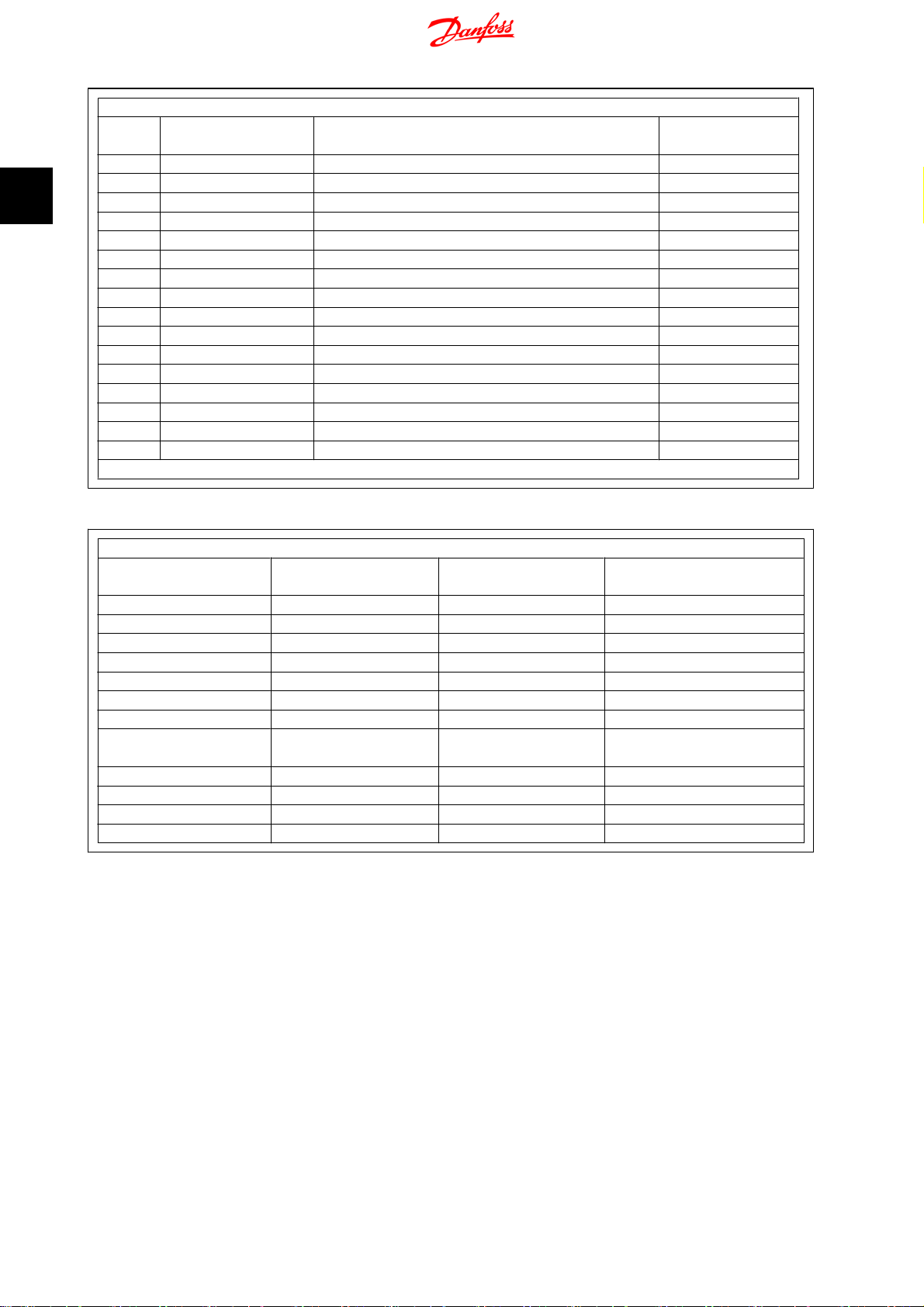
Feldbus-Steuersignale
Feldbus
[word.bit]
1.1 Unbenutzt Synchronisierung starten 1
1.2 Unbenutzt Getriebefaktor übernehmen 2
1.3 Start/Stopp virtueller Master Start/Stopp virtueller Master 3
1.4 Unbenutzt Getriebeeinstellungen speichern (nur im gestoppten Zustand möglich!) 4
1.5 Unbenutzt VLT-Modus 8
1.6 Unbenutzt Getriebefaktor auswählen LSB 9
1.7 Unbenutzt Getriebefaktor auswählen MSB 10
1.8 Unbenutzt Referenzpunktfahrt starten 19
1.9 Reset/Enable Reset/Enable 27
1.10 Unbenutzt Halten 29
1.11 Unbenutzt Drehzahl/Position - 32
1.12 Unbenutzt Drehzahl/Position + 33
1.13 Master-Markerabstand messen Unbenutzt 7
1.14 Slave-Markerabstand messen Unbenutzt 8
1.15 Testfahrt rückwärts Unbenutzt 32
1.16 Testfahrt vorwärts Negative Richtung virtueller Master 33
2 Sollwert Virtueller Master* Sollwert Virtueller Master* 53
Testfahrt Synchronisierung Entsprechender Eingang
*) Nur wenn Par. 19-16 = 2.
Feldbus-Zustandssignale
Feldbus
[word.bit]
1.1 Unbenutzt Bereit 1
1.2 Unbenutzt Fehler 2
1.3 Unbenutzt Genauigkeit 3
1.5 Speichern Speichern 5
1.6 Motor ein Motor ein 6
1.7 Unbenutzt Referenzpunkt erreicht 7
1.8 Bereit, kein Fehler Bereit, kein Fehler 8
2 Schleppabstand Schleppabstand Par. 19-93 (Testfahrt)/
3 Unbenutzt Synchronisierungsfehler Par. 19-93
4 Unbenutzt Synchronisationsstatus Par. 34-60
5 Slave-Geschwindigkeit Slave-Geschwindigkeit Par. 19-94
6 Master-Geschwindigkeit Master-Geschwindigkeit Par. 19-95
Testfahrt Synchronisierung Entsprechender Ausgang/Parame-
ter
Par. 19-96 (Synchronisierung)
24
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 3. Programmieren
3. Programmieren
3.1. Parameterbeschreibung
19-00 Daten speichern
Option: Funktion:
Hier können Sie die eingestellten Getriebefaktordaten dauerhaft im EEPROM speichern.
[0] Keine Funktion
[1] Übersetzungsdaten
werden gespeichert.
19-01 Testfahrt; Programm 1
Option: Funktion:
Während der Speicherung bleibt der Wert „1“; wenn die Speicherung beendet ist, kehrt der Wert automatisch
zu „0“ zurück. Gleichzeitig wird für die Dauer der Speicherung Ausgang O5 „Speichern“ auf „1“ gesetzt. Speichern
ist nicht während des Betriebs, sondern nur im gestoppten Zustand möglich.
Testfahrt Geschwindigkeit: Geben Sie die Geschwindigkeit vor, mit der die Testfahrten ausgeführt werden
sollen. Die Drehzahl wird als Prozentsatz der im Par. 32-80 definierten maximalen Geschwindigkeit angegeben.
3
19-01 Synchronbetrieb; Programm 2
Option: Funktion:
Betriebsart: Wählen Sie hier die Betriebsart des Synchronreglers.
[0] Drehzahlsynchronisierung
[1] Positionssynchronisierung
[2] Markersynchronisierung
[3] Drehzahlsynchronisierung mit Motorfreilauf nach Stopp
[4] Positionssynchronisierung mit Motorfreilauf nach Stopp
[5] Markersynchronisierung mit Motorfreilauf nach Stopp
[6] . Drehzahlsynchronisierung mit Motorfreilauf nach Stopp und Einstellung des Getriebefaktors über Analogeingang
54
[7] Drehzahlsynchronisierung mit Einstellung des Getriebefaktors über Analogeingang 54
Mit den Varianten „0“ bis „2“ und „7“ wird der Motor immer so gesteuert, dass er die aktuelle Position behält, wenn die Synchronisierung stoppt (Eingang
1 = „0“).
19-02 Testfahrt; Programm 1
Option: Funktion:
Testfahrt Beschleunigung: Geben Sie die Beschleunigung bezogen auf die maximale Beschleunigung in Pro-
zent für die Testfahrt ein. 100 % bedeuten, der Antrieb beschleunigt mit der im Parameter 32-81 angegebenen
minimalen Rampe. 50 % bedeuten, dass der Antrieb nur mit der halben Beschleunigung verfährt, d. h. die
Beschleunigung dauert doppelt so lange wie die im Parameter 32-81 angegebene minimale Rampe.
Synchronbetrieb; Programm 2: Halten-Funktion:
Wird der Kontakt an Klemme 29 geschlossen, wird der Slave-Antrieb ausgekuppelt, d. h. er läuft nicht weiter
synchron zum Master.
[0] Bei „0“ wird der Slave-Antrieb auf die im Parameter 19-03 eingestellte Geschwindigkeit gebracht.
[1] Bei „1“ wird die gerade gefahrene Geschwindigkeit gehalten. Solange dieses Signal anliegt, kann mittels der
Eingänge 32 und 33 die momentane Halten-Drehzahl verändert werden.
19-03 Testfahrt; Programm 1
Option: Funktion:
Testfahrt Weg: Bestimmen Sie die Strecke für die Testfahrt in Quadcounts.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
25
3
3. Programmieren Produkthandbuch Synchronregler MCO 350
Synchronbetrieb; Programm 2:
Halten-Drehzahl: Wurde die Halten-Funktion „0“ gewählt, geben Sie hier die Drehzahl als Prozentsatz der
maximalen Geschwindigkeit (Parameter 32-80) an.
19-04 Testfahrt, Programm 1: Synchronisierungstyp (Sync-Typ)
Option: Funktion:
Mit diesem Parameter wird der Typ der Synchronisierung festgelegt, der benutzt wird, wenn der PID-Regler
mittels des virtuellen Masters für die Synchronisierung optimiert wird.
[0] Drehzahlsynchronisie-
rung
[1] Positionssynchronisie-
rung
19-05 Testfahrt, Programm 1: Vorsteuerung und PID berechnen (FFVEL calc.)
Option: Funktion:
[0] Normal Betrieb
[1] Aktiviert die Berech-
nung der Geschwindigkeitsvorsteuerung (Par.
32-65).
[2] Aktiviert die Berechnung der Geschwindigkeitsvorsteuerung (Par. 32-65), der PID-Abtastzeit (Par. 32-69), des
Wählen Sie „0“, wenn Sie eine Drehzahlsynchronisierung im Synchronmodus nutzen wollen.
Wählen Sie „1“, wenn Sie eine Positions- oder Markersynchronisierung im Synchronmodus nutzen wollen.
Synchronbetrieb; Programm 2:
Delta-Halten-Drehzahl: Hier wählen Sie aus, um wie viel Prozent sich die Halten-Drehzahl verändern soll,
wenn während des Halten-Modus einer der Eingänge 32 oder 33 betätigt wird.
Mit diesem Parameter wird die automatische Berechnung sowohl des optimalen Wertes für die Geschwindigkeitsvorsteuerung (Par. 32-65) sowie die PID-Abtastzeit (Par. 32-69), den Proportionalfaktor (Par. 32-60) und
den Differentialfaktor (Par. 32-61) angestoßen.
Die Berechnung basiert auf den folgenden Parametern, die gesetzt sein müssen, bevor die Berechnung beginnt:
Par. 32-00/32-02 „Slave-Drehgebertyp“,
Par. 32-01/32-03 „Slave-Drehgeberauflösung“,
Par. 32-80 „Drehgeber-Geschwindigkeit“
Par. 32-69 „PID-Abtastzeit“.
Proportionalfaktors (Par. 32-60) und des Differentialfaktors (Par. 32-61). Die Berechnung basiert auf den folgenden Parametern, die gesetzt sein müssen, bevor die Berechnung beginnt.
Par. 32-00/32-02 „Slave-Drehgebertyp“,
Par. 32-01/32-03 „Slave-Drehgeberauflösung“,
Par. 32-80 „Max. Geschw.“,
Der Parameterwert wird automatisch wieder auf „0“ gestellt, wenn die
Berechnung abgeschlossen ist.
ACHTUNG!
Wird einer der oben genannten Parameter geändert, muss die Berechnung wiederholt werden.
Synchronbetrieb; Programm 2:
Nr. Getriebefaktor: Wählen Sie die Nummer des Getriebefaktors, den Sie in den Parametern 19-06 bis 19-10 bearbeiten wollen.
19-06 Zähler Getriebefaktor
Option: Funktion:
Geben Sie den Zähler für das im Par. 19-05 gewählte Übersetzungsverhältnis an. Stellen Sie sicher, dass das
Markerverhältnis zum Getriebefaktor passt.
26
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Produkthandbuch Synchronregler MCO 350 3. Programmieren
19-07 Nenner Getriebefaktor
Option: Funktion:
Hier geben Sie den Nenner für das im Par. 19-05 gewählte Übersetzungsverhältnis an. Stellen Sie sicher, dass
das Markerverhältnis zum Getriebefaktor passt.
19-08 Slave Markeranzahl
Option: Funktion:
Geben Sie die Anzahl der Slave-Marker für das Markerverhältnis an. Stellen Sie sicher, dass das Markerverhältnis
zum Getriebefaktor passt.
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
19-09 Master-Markeranzahl
Option: Funktion:
Geben Sie die Anzahl der Master-Marker für das Markerverhältnis an. Stellen Sie sicher, dass das Markerverhältnis zum Getriebefaktor passt.
3
19-10 Fester Offset
Option: Funktion:
Geben Sie den Positionsversatz an. Damit können Unterschiede in der Anbringung der Geber bzw. Marker ausgeglichen werden. Wird diese Grenze überschritten, wird „Schleppabstand“ gemeldet.
O ffset_Slave
19-11 Schrittzeit
Option: Funktion:
Geben Sie die Zeit ein,
• nach welcher bei aktivierter Halten-Funktion und Anstehen eines der Signale an Klemme 32 oder 33
eine Drehzahlveränderung stattfindet,
• im eingekuppelten Zustand ohne Halten die nächste Änderung der Slave-Position erfolgt.
Die Eingabe erfolgt in Millisekunden.
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
ACHTUNG!
Positionsversätze sind immer auf die Master-Position bezogen. Der Versatz zum Slave kann
wie folgt berechnet werden:
O ffset x Parameter
:
Parameter
19 − 06
19 − 07
19-12 Schrittlänge
Option: Funktion:
Geben Sie den Schrittwert zum Ändern des Positionsversatzes in Quadcounts ein. Par. 19-10 wird entsprechend
geändert. Das Vorzeichen dieses Parameters wählt den Offsettyp, wenn der Offset über die Eingänge Position
+ und - geändert wird:
Ein positiver Wert wählt den absoluten Offset (siehe Eingang 32/33).
Ein negativer Wert wählt den relativen Offset (siehe Eingang 32/33).
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
27

3
3. Programmieren Produkthandbuch Synchronregler MCO 350
19-13 Faktor Slave-Geschwindigkeit
Option: Funktion:
Tragen Sie den Faktor ein, mit dem die Slave-Geschwindigkeit skaliert werden soll, um sie dann anzuzeigen.
Dabei gilt folgende Formel zur Berechnung des Faktors:
N
x
400
Faktor
Beispiel: Auflösung 1024 Pulse/U, gewünschte Anzeige 100 bei 1500 1/min
Faktor
=
=
19-14 Faktor Master-Geschwindigkeit
Option: Funktion:
Tragen Sie den Faktor ein, mit dem die Master-Geschwindigkeit skaliert werden soll, um sie dann anzuzeigen.
Die Formel zur Berechnung des Faktors ist:
Faktor
=
Set
1500
N
Set
min.
xSlave−Drehgeber−_auflösung
60
xAnzeige−_wert
1
400x1024
x
60x100
x
400
xSlave−Drehgeber−_auflösung
60
xAnzeige−_wert
inkr
Umdr.
.
.
= 102400
19-15 Faktor Synchronisierungsfehleranzeige
Option: Funktion:
Tragen Sie den Faktor ein, mit dem der aktuelle Fehler skaliert werden soll, um ihn dann anzuzeigen. Die Formel
zur Berechnung des Faktors ist:
Drehzahlsynchronisierung: Der Faktor sollte 100 sein, der Synchronisierungsfehler wird dann in UPM bezogen
auf den Slave angezeigt.
Positionssynchronisierung:
N
x
400
Faktor
Beispiel: Auflösung 1024 Pulse/U, Benutzereinheit ist 100 mm/Umdrehung
Faktor
Set
=
N
Set
=
xSlave−Drehgeber−_auflösung
Benutzer− einheit
x
400x1024
100
= 4096
19-16 Sollwert Virtueller Master
Option: Funktion:
Wählen Sie die Art des Sollwerts für den Virtuellen Master.
[0] Sollwert Signal 0 ... *10 V über Klemme 53,
[1] Sollwert über Par. 3-10 Subindex 1 einstellbar.
[2] Sollwert wird über Feldbus (PCD 2) eingestellt. +/- 1000 entspricht der maximalen Geschwindigkeit des Virtu-
ellen Masters (Par. 19-18).
19-17 Beschleunigung Virtueller Master
Option: Funktion:
Geben Sie die Beschleunigung für den virtuellen Master in Hz/s ein.
Beschleunigung Virtueller Master =
Pulsfrequenz Hz
t s
Beispiel: Der Virtuelle Master soll einem Geber mit 1024 Ink/Umdr. entsprechen. Die maximale Geschwindigkeit
von 25 Drehgeberumdrehungen pro Sekunde soll in 1 Sekunde erreicht werden.
Beschleunigung Virtueller Master =
28
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 3. Programmieren
25
1
1024
x
s
1
s
inkr
Umdr.
.
.
= 25600
Hz/s
19-18 Maximale Geschwindigkeit Virtueller Master
Option: Funktion:
Geben Sie hier die maximale Geschwindigkeit des Virtuellen Masters in Hz an.
Maximale Geschwindigkeit Virtueller Master =
Inkremente
Umdr.
Beispiel: Das maximale virtuelle Master-Signal soll einem Inkrementalgeber mit 1024 Ink./Umdr. bei einer Drehzahl von 50 Umdr./s entsprechen.
Maximale Geschwindigkeit Virtueller Master =
1024
x
1
x
.
50
= 51200 1
s
Umdr.
s
.
s
/
19-19 Steuerquelle Testfahrt (Steur. Testfahrt)
Option: Funktion:
Dieser Parameter wird benutzt, um die Steuerungsart Testfahrt (Parameter 33-80 = „1“) auszuwählen. Es kann
nur eine aktive Steuerquelle gleichzeitig geben: Entweder Digitaleingänge oder Feldbus-Steuerwort. Die einzige
Ausnahme ist der Eingang 27, der auch bei einer Feldbus-Steuerung für Stopp funktioniert.
Wenn digitale Steuerung gewählt ist, werden die Statussignale an den Digitalausgängen aktualisiert; wenn
Feldbus-Steuerung gewählt ist, werden die Statussignale sowohl an den Digitalausgängen als auch am Feldbus
aktualisiert.
[0] Digitaleingänge „0“ bedeutet, dass alle Steuerbefehle über die Digitaleingänge gemäß der Klemmenbeschreibung aktiviert wer-
den.
[1] Feldbus „1“ bedeutet, dass alle Steuerbefehle über das Feldbus-Steuerwort gemäß der Feldbus-Steuerung aktiviert wer-
den.
3
ACHTUNG!
Wird in diesem Parameter eine neue Steuerungsart gewählt, ist diese erst nach dem nächsten
Netz-Ein (Aus- und Wiedereinschalten) aktiv.
19-20 Steuerquelle Synchronisierung (Steur. Synchron)
Option: Funktion:
Dieser Parameter wird benutzt, um die Steuerungsart Synchronisierung (Parameter 33-80 =„2“) auszuwählen.
Es kann nur eine aktive Steuerquelle gleichzeitig geben: Entweder Digitaleingänge oder Feldbus-Steuerwort. Die
einzige Ausnahme ist der Eingang 27, der auch bei einer Feldbus-Steuerung für Stopp funktioniert.
Wenn digitale Steuerung gewählt ist, werden die Statussignale an den Digitalausgängen aktualisiert; wenn
Feldbus-Steuerung gewählt ist, werden die Statussignale sowohl an den Digitalausgängen als auch am Feldbus
aktualisiert.
[0] Digitaleingänge Alle Steuerbefehle werden über die Digitaleingänge gemäß der Klemmenbeschreibung aktiviert.
[1] Feldbus Alle Steuerbefehle werden über das Feldbus-Steuerwort gemäß der Feldbus-Steuerung aktiviert.
ACHTUNG!
Wird in diesem Parameter eine neue Steuerungsart gewählt, ist diese erst nach dem nächsten
Netz-Ein (Aus- und Wiedereinschalten) aktiv.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
29

3
3. Programmieren Produkthandbuch Synchronregler MCO 350
19-21 Bremsverzögerung zu (Bremsverzög. Zu)
Range: Funktion:
Dieser Parameter wird benutzt, um die Verzögerungszeit zwischen dem Aktivieren der Motorsteuerung und dem
Öffnen der mechanischen Bremse (Ausgang 4) zu bestimmen. Dies ist notwendig, um zu verhindern, dass –
wegen der Reaktionszeit der mechanischen Bremse – die Last verloren wird.
[0 ... 5000 ms] Der Wert muss entsprechend der Reaktionszeit der mechanischen Bremse eingestellt werden.
19-22 Bremsverzögerung auf (Bremsverzög. Auf)
Range: Funktion:
Dieser Parameter wird benutzt, um die Verzögerungszeit zwischen dem Schließen der mechanischen Bremse
(Ausgang 4) und dem Ausschalten der Motorsteuerung (Freilauf) zu bestimmen. Dies ist notwendig, um zu
verhindern, dass – wegen der Reaktionszeit der mechanischen Bremse – die Last verloren wird.
[0 ... 5000 ms] Der Wert muss entsprechend der Reaktionszeit der mechanischen Bremse eingestellt werden.
19-23 Marker-Überwachung
Option: Funktion:
Dieser Parameter bestimmt das Verhalten, wenn im Modus Markersynchronisierung Marker fehlen bzw. ausgelassen wurden (Par. 19-01 = 2 oder 5).
[0] Ausgang 2 Ein Fehler wird ausgegeben, wenn für eine Anzahl von x Markern „nicht ACCURACY“ gilt (x = Par. 33-24).
[1] Ausgang 2 Ein Fehler wird ausgegeben, wenn für eine Anzahl von x Markern „nicht ACCURACY“ gilt ODER wenn x Marker
fehlen (x = Par. 33-24).
[2] Ausgang 2 Ein Fehler wird ausgegeben, wenn für eine Anzahl von x Markern „nicht ACCURACY“ gilt UND Ausgang 2, ein
Fehler wird ausgegeben und die Fehlerbehandlung wird aufgerufen, wenn x Marker fehlen (x = Par. 33-24).
19-24 Resynchronisierung
Option: Funktion:
Bei aktiver Resynchronisierung, bleibt die Synchronisierung aktiv, während der Slave angehalten ist (Eingang 1
und/oder Eingang 27 = 0). Der aktuelle Synchronisierungsfehler wird beim Neustart mit der gesetzten Geschwindigkeit und Beschleunigung korrigiert.
[0] Nicht aktiv
[1] Aktiv
19-25 Klemme 42 Analogausgang
Option: Funktion:
[0] Slave-Geschwindigkeit
[1] Master-Geschwindig-
keit
19-92 Software-Versionsnummer
Option: Funktion:
Hier wird die Software-Version des Synchronreglers angezeigt.
ACHTUNG!
Diese Funktion kann nur mit Marker-Fenstern (Toleranzfenster für das Auftreten der Marker,
Par. 33-22 und 33-21) genutzt werden.
19-93 Testfahrt; Programm 1
Option: Funktion:
Schleppabstand“: Der Schleppabstand wird in Quadcounts angezeigt.
Synchronbetrieb; Programm 2: „Sync-Fehler“: Zeigt den Synchronisierungsfehler mit dem in Par. 19-15
verrechneten Wert an.
30
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 3. Programmieren
19-94 Slave-Geschwindigkeit (nur Anzeigeparameter)
Option: Funktion:
Zeigt die Slave-Geschwindigkeit mit dem in Par. 19-13 verrechneten Wert.
19-95 Master-Geschwindigkeit (nur Anzeigeparameter)
Option: Funktion:
Zeigt die Master-Geschwindigkeit mit dem in Par. 19-14 verrechneten Wert.
19-96 Schleppabstand (nur Anzeigeparameter)
Option: Funktion:
„Schleppabstand“: Zeigt den Synchronisierungsfehler mit dem in Par. 19-15 verrechneten Wert an.
32-00 Inkrem. Signaltyp (Slave)
Option: Funktion:
[0] Keine Auswahl bei Verwendung eines Absolutwertgebers.
[1] TTL (5V, RS422)
[2] SinCos Auswahl bei SinCos-Inkrementalgeber mit 1 Vp-p-Signal.
32-01 Inkrementalauflösung (Slave)
Option: Funktion:
Eingabe in Inkrementen pro Umdrehung
32-02 Absolutwertprotokoll (Slave)
Option: Funktion:
[0] Keine Auswahl bei Verwendung eines Inkrementalgebers.
[1] SSI
[2] SSI mit Filter Absolutwertgeber mit SSI-Schnittstelle und Kommunikation/Signal ist instabil.
32-03 Absolutwertauflösung (Slave)
Option: Funktion:
Eingabe der Positionen pro Umdrehung.
3
32-05 Absolutwertgeber-Datenlänge (Slave)
Option: Funktion:
Definiert die Zahl von Datenbits für den angeschlossenen Absolutwertgeber.
32-06 Absolutwertgeber-Taktfrequenz (Slave)
Option: Funktion:
Eingabe der Taktfrequenz laut Angaben des Drehgeberherstellers.
32-07 Absolutwertgeber Takt (Slave)
Option: Funktion:
Aus Es wird kein Taktsignal erzeugt.
Ein Es wird ein Taktsignal erzeugt. Dies ist die am häufigsten verwendete Einstellung.
32-08 Absolutwertgeber-Kabellänge (Slave)
Option: Funktion:
Gesamtkabellänge des Drehgebers in Metern. Maximale Länge ist 300 Meter.
32-09 Drehgeberüberwachung (Slave)
Option: Funktion:
Aus Keine Überwachung der Drehgeber-Hardware.
Ein Überwachung der Drehgeber-Hardware, Stromkreisunterbrechung oder Kurzschluss erzeugt Fehlercode 192.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
31

3
3. Programmieren Produkthandbuch Synchronregler MCO 350
32-10 Drehrichtung
Option: Funktion:
[1] Normaler Betrieb. Eine positive Positionszählung bedeutet, dass der Antrieb vorwärts läuft.
[3] Eine negative Positionszählung bedeutet, dass der Antrieb vorwärts läuft.
[2] Wie „1“, jedoch mit reversiertem Sollwert. Dies kann als Alternative zum Vertauschen von zwei Motorphasen
verwendet werden, wenn die Motordrehrichtung falsch ist.
[4] Wie „3“, jedoch mit reversiertem Sollwert. Dies kann als Alternative zum Vertauschen von zwei Motorphasen
verwendet werden, wenn die Motordrehrichtung falsch ist.
32-30 Inkrem. Signaltyp (Master)
Option: Funktion:
[0] Keine Auswahl bei Verwendung eines Absolutwertgebers.
[1] TTL (5V, RS422)
[2] SinCos Auswahl bei SinCos-Inkrementalgeber mit 1 Vp-p-Signal.
32-31 Inkrementalauflösung (Master)
Option: Funktion:
Eingabe in Inkrementen pro Umdrehung.
32-32 Absolutwertprotokoll (Master)
Option: Funktion:
[0] Keine Auswahl bei Verwendung eines Inkrementalgebers.
[1] SSI
[2] SSI mit Filter Absolutwertgeber mit SSI-Schnittstelle und Kommunikation/Signal ist instabil.
32-33 Absolutwertauflösung (Master)
Option: Funktion:
Eingabe der Positionen pro Umdrehung.
32-35 Absolutwertgeber-Datenlänge (Master)
Option: Funktion:
Definiert die Zahl von Datenbits für den angeschlossenen Absolutwertgeber.
32-36 Absolutwertgeber-Taktfrequenz (Master)
Option: Funktion:
Eingabe der Taktfrequenz laut Angaben des Drehgeberherstellers.
32-37 Absolutwertgeber Takt (Master)
Option: Funktion:
Aus Es wird kein Taktsignal erzeugt.
Ein Es wird ein Taktsignal erzeugt. Dies ist die am häufigsten verwendete Einstellung.
32-38 Absolutwertgeber-Kabellänge (Master)
Option: Funktion:
Gesamtkabellänge des Drehgebers in Metern. Maximale Länge ist 300 Meter.
32-39 Drehgeberüberwachung (Master)
Option: Funktion:
Aus Keine Überwachung der Drehgeber-Hardware.
Ein Überwachung der Drehgeber-Hardware. Stromkreisunterbrechung oder Kurzschluss erzeugt den Fehler
O.ERR_192.
32
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 3. Programmieren
32-40 Drehgeberterminierung (Master)
Option: Funktion:
Bei Anschluss nur eines Drehgebers ist die Option „EIN“ zu wählen, bei allen anderen Konfigurationen gilt „AUS“.
32-60 P-Faktor des Synchronreglers
Option: Funktion:
Einstellung: siehe Beispiele.
32-61 D-Faktor des Synchronreglers
Option: Funktion:
Einstellung: siehe Beispiele.
32-62 I-Faktor des Synchronreglers
Option: Funktion:
Einstellung: siehe Beispiele.
32-63 Grenzwert für Integralsumme
Option: Funktion:
Einstellung: siehe Beispiele.
32-64 PID-Bandbreite
Option: Funktion:
32-65 Vorsteuerung für Geschwindigkeit
Option: Funktion:
Einstellung: siehe Beispiele.
32-66 Vorsteuerung der Beschleunigung
Option: Funktion:
Einstellung: siehe Beispiele.
3
32-67 Maximaler Schleppabstand
Option: Funktion:
Definiert den maximalen Schleppabstand. Dies ist die zulässige Toleranz zwischen Istwertposition und berechneter Sollposition. Bei Überschreitung des Werts stoppt der Antrieb und zeigt die Fehlermeldung: O.ERR_108
„Positionsfehler“. Der Wert sollte höher eingestellt werden als der zulässige Toleranzbereich für die Genauigkeit
in Par. 33-13. Die Angabe erfolgt in Quadcounts.
32-68 Reversierverhalten
Option: Funktion:
[0] Reversierung des Slave-Antriebs ist immer zulässig, z. B. nach Überschwingen der Zielposition.
[1] Reversierung des Slave-Antriebs ist nur zulässig, wenn der Master reversiert wird.
[2] Reversierung des Slave-Antriebs ist niemals zulässig.
32-69 Abtastzeit für PID-Regler
Option: Funktion:
Dieser Parameter definiert die Abtastzeit des Regelalgorithmus. Der Wert sollte erhöht werden, wenn:
• Die Pulsfrequenz sehr niedrig ist, z. B. 1 bis 2 Quadcounts pro Abtastzeit (Sie benötigen mindestens
10 bis 20 Quadcounts pro Abtastzeit).
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
33

3. Programmieren Produkthandbuch Synchronregler MCO 350
• Das System ist sehr langsam und träge (hohes Trägheitsmoment). Regelung von Systemen mit 1 ms
kann Vibrationen an großen Motoren hervorrufen.
Der richtige Wert lässt sich automatisch berechnen. Siehe dazu Testfahrt, Par. 19-05.
ACHTUNG!
Die Parametereinstellung wirkt sich direkt auf den PID-Regelkreis aus. Wird z. B. die Abtastzeit
verdoppelt, hat der P-Faktor (Par. 32-60) ebenfalls die doppelte Wirkung.
3
32-80 Max. Geschw.
Option: Funktion:
Definiert die max. Geschw. des Slave-Antriebs, gemessen am Slave-Drehgeber in Umdrehungen pro Minute.
32-81 Kürzeste Rampe
Option: Funktion:
Bestimmt die kürzeste mögliche Rampe (max. Beschleunigung), mit der der Slave-Antrieb zwischen 0 und max.
Geschw. in Par. 32-80 beschleunigen kann. Die Eingabe erfolgt in Millisekunden.
33-00 Referenzfahrt erzwingen
Option: Funktion:
Option 1 ist zu wählen, wenn die Referenzfahrt ausgeführt werden muss, bevor die Synchronisierung gestartet
werden kann.
33-02 Rampe für Referenzfahrt
Option: Funktion:
Während einer Referenzfahrt zu verwendende Beschleunigung in Prozent der maximalen Beschleunigung. 100
% entsprechen der minimalen Beschleunigung, 50 % entsprechen dem halben Wert, d. h. der Antrieb beschleunigt innerhalb der doppelten Zeit der minimalen Rampe. Dies bezieht sich auf die Minimumrampe, die in
Par. 32-81 Kürzeste Rampe definiert ist.
33-03 Geschw. der Ref.pkt-Bewegung
Option: Funktion:
In % der Max. Geschw. (Drehgeber) 32-80
33-04 Synchronbetrieb; Programm 2
Option: Funktion:
[0] Die Referenzpunktbewegung muss nach Netz-Ein ausgeführt werden.
[1-3] Die Referenzpunktbewegung muss vor jedem Synchronisierungsstart ausgeführt werden.
33-13 Synchronbetrieb; Programm 2
Option: Funktion:
Genauigkeit: Dieser Parameter gibt die maximale Positionsabweichung von Master und Slave an. Diese dient
zur Regelung des Genauigkeitsausgangs (O 3). Der Genauigkeitsausgang ist nur „1“, wenn die tatsächliche
Positionsabweichung zwischen Master und Slave innerhalb dieses Werts liegt. Bei Geschwindigkeitssynchronisierung (Par. 19-01 = 0, 3, 6 oder 7) muss der Wert in UPM (Umdrehungen pro Minute) eingestellt werden, in
allen anderen Betriebsarten in Quadcounts. Bei einem negativen Wert für diesen Parameter wird der Synchronisierungsfehler (Par. 19-93) mit einem Vorzeichen angezeigt, andernfalls hat der Synchronisierungsfehler kein
Vorzeichen.
33-14 Synchronbetrieb; Programm 2
Option: Funktion:
M-S Toleranzgeschwindigkeit:: Geben Sie die tolerierte Geschwindigkeitsabweichung zwischen Master und Slave
während der Synchronisierung an. Dabei gilt Folgendes:
34
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 3. Programmieren
Slave muss aufholen:
+ Masterdrehzahl * M-S Toleranzdrehzahl / 100 fahren, je nachdem, welche der beiden geringer ist.
Slave muss abbremsen:
S Toleranzdrehzahl / 100. Ist der Wert M-S Toleranzdrehzahl auf den Wert 50 eingestellt, fährt der Slave nicht
langsamer als die halbe Master-Geschwindigkeit.
33-17 Mastermarkerabstand
Option: Funktion:
Definiert den Abstand zwischen zwei Mastermarkern in Quadcounts. Ist dieser Wert unbekannt, kann er während
der Testfahrt ermittelt werden. Zum Ablauf siehe die Beschreibung im Abschnitt „Testen des Inkrementalgebers“
unter Anwendungsbeispiel Transportband mit Markersynchronisierung.
33-18 Slavemarkerabstand
Option: Funktion:
Definiert den Abstand zwischen zwei Slavemarkern in Quadcounts. Ist dieser Wert unbekannt, kann er während
der Testfahrt ermittelt werden. Zum Ablauf siehe die Beschreibung im Abschnitt „Testen des Inkrementalgebers“
unter Anwendungsbeispiel Verpackung.
Der Slave kann mit der maximal zulässigen Drehzahl oder mit der Drehzahl Masterdrehzahl
Der Slave fährt mit minimaler Geschwindigkeit: Masterdrehzahl - Masterdrehzahl * M-
3
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
33-19 Mastermarkertyp
Option: Funktion:
[0] Steigende Kante der
Nullspur.
[1] Abfallende Kante der
Nullspur.
[2] Steigende Kante bei I5
[1] Abfallende Kante der
Nullspur.
[3] Abfallende Kante bei I5
Definiert den Signaltyp für den Master-Antrieb.
33-20 Slavemarkertyp
Option: Funktion:
[0] Steigende Kante der
Nullspur.
[1] Abfallende Kante der
Nullspur.
[2] Steigende Kante bei I6
[1] Abfallende Kante der
Nullspur.
Definiert den Markertyp für den Slave-Antrieb.
ACHTUNG!
Der Markerabstand gilt nur für Markersynchronisierung (Par. 19-01 = 2 oder 5).
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
35

3. Programmieren Produkthandbuch Synchronregler MCO 350
3
[3] Abfallende Kante bei I6
33-21 Toleranzfenster Mastermarker
Option: Funktion:
Definiert die zulässige Toleranz für das Auftreten der Mastermarker. Bei Werkseinstellung [0] wird das Fenster
nicht überwacht. Bei jeder anderen Einstellung werden nur die Marker innerhalb des Fensters akzeptiert. Beispiel: Markerintervall = 30000 und Markerfenster = 1000. Nur Marker mit einem Intervall von 29000 bis 31000
werden akzeptiert.
33-22 Toleranzfenster Slavemarker
Option: Funktion:
Definiert die zulässige Toleranz für das Auftreten der Marker. Bei Werkseinstellung [0] wird das Fenster nicht
überwacht. Bei jeder anderen Einstellung werden nur die Marker innerhalb des Fensters akzeptiert. Beispiel:
Markerintervall = 30000 und Markerfenster = 1000. Nur Marker mit einem Intervall von 29000 bis 31000 werden
akzeptiert.
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
33-23 Markersynchronbetrieb
Option: Funktion:
[0] Letztes Markersignal, das heißt, der Slave-Marker synchronisiert auf das letzte erkannte Markersignal. Dies wird
durch Beschleunigung auf diese Position erreicht.
[1] Nächstes Markersignal: Der Slave wartet auf das nächste Markersignal und synchronisiert auf dieses.
[2] Nach Erreichen der Master-Geschwindigkeit werden die nächsten folgenden Marker abgeglichen (entweder
durch Aufholen oder durch Abbremsen).
[3] Wie „0“, jedoch erst, nachdem die Master-Geschwindigkeit erreicht ist.
[4] Wie „1“, jedoch erst, nachdem die Master-Geschwindigkeit erreicht ist.
[5] Nach Erreichen der Master-Geschwindigkeit wird der nächste Slave-Marker mit dem Master-Marker abgeglichen,
der am dichtesten folgt.
Wird 1000 zu den vorherigen Optionen addiert, wird der feste Offset erst bei der nächsten Markerkorrektur angewendet.
ACHTUNG!
Dieser Parameter wird nur im Markersynchronisierungsmodus (Par. 19-01 = 2 oder 5) verwendet.
33-24 Markeranzahl für Fehler
Option: Funktion:
Definiert, wann ein FAULT-Bit (O2) gesetzt werden muss. Die Angabe erfolgt in Markerpulsen, d. h. eine Einstellung von 10 bedeutet, dass ACCURACY 10 Markerpulse „low“ sein muss, bevor die FAULT-Meldung erzeugt
wird.
36
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 3. Programmieren
Bei Positionssynchronisierung (Parameter 19-01 = 1 oder 4) wird nur der Slave-Marker benutzt; bei Markersynchronisierung (Par. 19-01 = 2 oder 5) müssen sowohl Slave- als auch Master-Marker erkannt werden, bevor
gezählt wird.
33-25 Markeranzahl für READY
Option: Funktion:
Definiert, wann ein READY-Bit (O1) gesetzt werden muss. Die Angabe erfolgt in Markerpulsen, d. h. eine Einstellung von 10 bedeutet, dass für 10 Markerpulse ACCURACY vorliegen muss, bevor eine READY-Meldung
erscheint.
Bei Positionssynchronisierung (Parameter 19-01 = 1 oder 4) wird nur der Slave-Marker benutzt; bei Markersynchronisierung (Par. 19-01 = 2 oder 5) müssen sowohl Slave- als auch Master-Marker erkannt werden, bevor
gezählt wird.
33-26 Geschw.-Filter
Option: Funktion:
Bei der Drehzahlsynchronisierung wird empfohlen, eine Filterzeit basierend auf der Auflösung festzulegen. Dies
soll Drehzahlschwankungen bei niedriger Drehzahl oder Drehgebern mit niedriger Auflösung vermeiden. Siehe
bitte folgende Tabelle:
3
Drehgeberauflösung Filterzeitwert
250 39500
500 19500
1000 9500
2000 4500
2500 3500
4096 1900
5000 1400
Bei allen anderen Synchronisierungstypen: Durch Ändern des Vorzeichens des Filterwerts kann Filterung genutzt
werden. Dies bedeutet, dass instabile Position oder Markersynchronisierung geglättet werden können.
33-80 Auswahl der Betriebsart
Option: Funktion:
[1]
[2]
Testfahrt
Synchronisierung
34-40 Status Eingänge (nur Anzeigeparameter)
Option: Funktion:
Dieser Parameter zeigt den aktuellen Zustand der 10 Digitaleingänge (I1 - I10) auf X57 als binären Code.
Eingang 3, 7 und 8 hoch
Par. 34-40 = 11000100
Eingang 1 und 3 hoch
Par. 34-40 = 101
Tabelle 3.1: Beispiel:
34-50 Slave-Position (nur Anzeigeparameter)
Option: Funktion:
Zeigt die Position des Slaves in Quadcounts an.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
37

3. Programmieren Produkthandbuch Synchronregler MCO 350
34-52 Master-Position (nur Anzeigeparameter)
Option: Funktion:
Zeigt die Master-Position in Quadcounts an.
34-56 Schleppabstand (nur Anzeigeparameter)
Option: Funktion:
Zeigt den aktuellen PID-Fehler während der Synchronisierung an.
3
34-60 Synchronisationsstatus
Option: Funktion:
Die folgenden Zustands-Flags sind für die Positions- und Markersynchronisierung definiert. Die Flags werden
während der Drehzahlsynchronisierung nicht aktualisiert.
Flag: Dezimalwert Bit
SYNCREADY 1 0
SYNCFAULT 2 1
SYNCACCURACY 4 2
Nur Markersynchronisierung:
Master-Marker HIT 8 3
Slave-Marker HIT 16 4
Master-Marker Fehler 32 5
Slave-Marker Fehler 64 6
Die Flags werden beim Neustart der Synchronisierung (SyncStart) zurückgesetzt.
SYNCACCURACY
Jede Millisekunde wird geprüft, ob die aktuelle Positionsabweichung zwischen Master und Slave kleiner ist, als
Par. 33-13 (ACCURACY). Trifft dies zu, wird das Flag SYNCACCURACY auf (1) gesetzt, andernfalls wird das Flag
zurückgesetzt (0).
SYNCFAULT / SYNCREADY
Für jedes Markersignal wird geprüft, ob das Flag SYNCACCURACY gesetzt ist oder nicht. Wenn das Flag nicht
gesetzt ist, wird der Fault-Zähler erhöht und der Ready-Zähler auf 0 gesetzt. Wenn es gesetzt ist, wird der ReadyZähler erhöht und der Fault-Zähler auf 0 gesetzt.
Wenn der Ready-Zähler höher ist, als der in Par. 33-25 (Markeranzahl Ready) gesetzte Wert, dann wird das Flag
SYNCREADY gesetzt, falls nicht, wird das Flag zurückgesetzt.
Wenn der Fault-Zähler höher ist, als der in Parameter 33-24 (Markeranzahl Fault) vorgegebene Wert, dann wird
das Flag SYNCFAULT gesetzt (1), wenn nicht, wird das Flag zurückgesetzt (0).
Marker HIT Flags:
Die Marker HIT Flags werden nach dem Erkennen des n-ten Markersignals (n = Par. 19-08 und 19-09) gesetzt
(1).
Marker Fehler-Flags:
Es wird nach jedem n-ten Markersignal (n = Par. 19-08 oder 19-09) geprüft, ob die Abweichung zwischen der
aktuellen und der letzten erkannten Markerposition kleiner ist als das 1,8-fache des Werts in Par. 33-18 oder
33-17. Wenn nicht, wird das dazugehörende Flag gesetzt (1). Wenn Markerfenster benutzt werden (Par. 33-22
und 33-21), wird geprüft, ob ein Marker innerhalb des Fensters auftritt. Wenn kein Marker auftritt, wird das
Fehler-Flag gesetzt (1).
38
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
4. Synchronisierung
4.1. Drehzahlsynchronisierung
4.1.1. SyncStart
Nach Schließen des Kontaktes SyncStart (Klemme I1) beschleunigt der Slave-Antrieb mit der minimalen Rampenzeit auf die durch das Übersetzungsverhältnis umgerechnete Drehzahl des Master-Antriebs. Das Öffnen des Kontaktes an I1 führt dazu, dass der Slave-Antrieb mit der minimalen Rampe oder
im Freilauf angehalten wird. Das Stopp-Verhalten wird in Parameter 19-01 ausgewählt.
4
Abbildung 4.1: Abbildung 10: SyncStart mit Drehzahlsynchronisierung
4.2. Funktionsdiagramme bei Drehzahlsynchronisierung
4.2.1. SyncStart
Nach Schließen des Kontaktes SyncStart (Klemme I1) beschleunigt der Slave-Antrieb mit der minimalen Rampenzeit auf die durch das Übersetzungsverhältnis umgerechnete Drehzahl des Master-Antriebs. Das Öffnen des Kontaktes an I1 führt dazu, dass der Slave-Antrieb mit der minimalen Rampe oder
im Freilauf angehalten wird. Das Stopp-Verhalten wird in Parameter 19-01 ausgewählt.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
39

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Abbildung 4.2: Abbildung 10: SyncStart mit Drehzahlsynchronisierung
4.2.2. Faktor auf/ab
Nachdem der Slave mittels SyncStart (Klemme I1) auf die Drehzahl des Masters synchronisiert wurde, kann nun während der Synchronfahrt die Übersetzung verändert werden. Mittels der Eingänge 33 Drehzahl+ / Faktor auf bzw. 32 Drehzahl- / Faktor ab kann der Getriebefaktor um den im Parameter
19-12
Schrittweite
Getriebefaktors sollten die Dezimalstellen des Getriebefaktors erhöht und eine kleine Schrittweite gewählt werden. Wenn einer der beiden Eingänge länger
ansteht, als die Zeit, welche im Parameter 19-11
43 Wenn die Schrittweite 1 beträgt, würde der erste „Faktor auf“-Schritt zu i = 22:44 führen, was fast 3 % entspricht. Besser ist es, das Verhältnis als i
= 2200 : 4300 einzustellen. Jetzt führt der „Faktor auf“-Schritt zu i = 2200 : 4301, was einer Änderung von etwa 0,03 % entspricht.
eingestellten Wert verändert werden. Diese Veränderung wirkt sich nur auf den Slavefaktor aus. Für eine feinere Einstellung des
Schrittzeit
definiert wurde, wird ein weiterer Schritt ausgeführt. Beispiel: Übersetzungsverhältnis i = 22 :
40
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
4
Abbildung 4.3: Faktor auf/ab bei Drehzahlsynchronisierung
4.2.3. Halten-Funktion
Die Halten-Funktion betreibt den Slave-Antrieb über Drehzahlregelung mit Rückführung mit einer vom Master unabhängigen Drehzahl. Mittels des Parameters 19-02
Drehzahl beibehält. Für die Dauer des Halten-Signals wird die Drehzahl des Masters nicht mehr beachtet; dieser kann sogar anhalten, ohne dass dies
irgendwelche Auswirkungen auf den Slave-Antrieb hat. Solange die Halten-Funktion aktiviert ist, kann man die Drehzahl mit den Eingängen 32 und 33
verändern. Die Drehzahl verändert sich gemäß den Einstellungen in Parameter 19-04
Halten-Funktion
kann gewählt werden, ob der Slave auf eine in Parameter 19-03 eingestellte Drehzahl verfährt oder ob er die momentane
Delta-Halten-Drehzahl
und Parameter 19-12
Schrittweite
.
Abbildung 4.4: Halten-Drehzahl
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
41

4. Synchronisierung Produkthandbuch Synchronregler MCO 350
4.2.4. Getriebeumschaltung
Während des Synchronbetriebs kann man zwischen 4 festen, in den Parametern 19-05 bis 19-07 eingestellten Getriebefaktoren umschalten. Diese festen
Getriebefaktoren werden an den Klemmen 9 und 10 ausgewählt:
4
Eingang 9 Eingang 10 Nr. Getriebefaktor
0 0 0
01 1
1 0 2
11 3
Der neue Faktor wird erst mit Einschalten des Eingangs I2 übernommen.
Der neu eingestellte Getriebefaktor wird mit der kleinsten möglichen
Rampe angefahren.
Abbildung 4.5: Ändern des Getriebefaktors bei Drehzahlsynchronisierung
4.2.5. Ändern des Getriebefaktors mit einem analogen Wert
Alternativ kann der Getriebefaktor über den Analogeingang 54 mit einem +/-10 V-Signal geändert werden. Diese Funktion ist aktiv, wenn die Synchronisierungsart 6 oder 7 in Parameter 19-01 ausgewählt ist. Der Nenner des Getriebefaktors wird aus der Einstellung in Getriebe 0 übernommen. Der Zähler
des Getriebefaktors wird über den Eingang 54 gesetzt; 5 V entspricht 500. Wurde z. B. 500 als Masterfaktor in Gang 0 eingestellt, ergibt dies dann einen
Getriebefaktor von 1:1.
4.3. Anwendungsbeispiele - Dosiereinrichtung
Eine Förderschneckenpumpe pumpt eine Substanz 1 zu einer Düse unter Beimischung einer Substanz 2. Um verschiedene Endprodukte zu erzeugen,
muss es möglich sein, verschiedene Mischverhältnisse (Verhältnis 1 = 1:1; Verhältnis 2 = 1:1,12; Verhältnis 3 = 1:1,2; Verhältnis 4 = 1:1,21) auszuwählen.
Außerdem muss es möglich sein, während der Produktion manuell das angewählte Mischungsverhältnis geringfügig zu verändern.
Klemmenbeschreibung und Klemmenbelegung
42
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
4
4.3.1. Parametereinstellung
Bitte nehmen Sie für diese Arbeiten die Beschreibung der Parameter zur Hand. Siehe
ACHTUNG!
Es ist sehr wichtig, dass der Frequenzumrichter für den Motor optimiert wurde, bevor der Synchronregler optimiert wird.
1. Zuerst tragen Sie die Motordaten ein und dann führen Sie, wenn möglich, eine AMA (Automatische Motoranpassung) durch.
2. Dann können Sie beginnen, die Synchronisierungsfunktionen zu programmieren.
Parameternr. 3-03
Maximaler Sollwert: Stellen Sie die Frequenz auf einen Wert ein, der etwa 10 % höher ist, als der maximale Wert in Par. 32-80.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
VLT AutomationDrive Programmierhandbuch.
43

4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Beispiel:
62
Motor
Drehzahl der Anwendung ca.
f
Nenn
Parameternr. 4-16
Momentgrenze für motorischen Betrieb: Stellen Sie den maximalen Wert ein. Wählen Sie einen niedrigeren Wert, wenn spezielle Sicherheitsvorkehrungen
notwendig sind.
7.5kW, 1460 1/
xN
Anwendung
N
Nenn
x
min. bei50Hz
50
1.1 =
Hz x
,
.18001/
1800
min.
1
1460
min.
min.
1
=
Hz Max. Sollw..Wert
4
Parameternr. 4-17
Momentgrenze für motorischen Betrieb: Stellen Sie den maximalen Wert ein. Wählen Sie einen niedrigeren Wert, wenn spezielle Sicherheitsvorkehrungen
notwendig sind.
Parameternr. 33-80
Tragen Sie eine „1“ ein, damit das Testprogramm gestartet wird.
Parameternr. 33-26
Dieser Parameter konfiguriert den Geschwindigkeitsfilter für die Drehzahlsynchronisierung. Da die Drehzahlsynchronisierung auf einer kleinen Schwankung der Master-Geschwindigkeit basiert, kann sich Betrieb mit niedriger Drehzahl auf die PID-Regelung auswirken. Um dies zu glätten, wird die folgende
Filterfunktion verwendet:
Cmdvel = Old_Cmdvel + (Actvel – Old_Cmdvel) * ms/tau_filt
Cmdvel = Sollgeschwindigkeit
Old_Cmdvel = letzte Sollgeschwindigkeit
Actvel = Masteristgeschwindigkeit
ms = Abtastzeit (Parameter 32-69)
tau_filt = Filterzeitkonstante
Für Standard-Drehgeber kann folgende Tabelle genutzt werden:
Drehgeberauflösung
250 39500
256 38600
500 19500
512 19000
1000 9500
1024 9300
2000 4500
2048 4400
2500 3500
4096 1900
5000 1400
Tau_filt (ms)
Parameternr. 32-00/32-02
Geben Sie den Typ des Slave-Drehgebers ein, Werkseinstellung entspricht dem Inkrementalgeber.
Parameternr. 32-01/32-03
Tragen Sie die Auflösung des Slave-Drehgebers ein.
44
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Parameternr 32-30/32-32
Geben Sie den Typ des Master-Drehgebers ein, Werkseinstellung entspricht dem Inkrementalgeber.
Parameternr. 32-31/32-33
Tragen Sie die Auflösung des Master-Drehgebers ein.
Parameternr. 32-10
Geben Sie „Normal Betrieb“ ein, wenn Rechtsdrehung für Master und Slave gilt. Geben Sie „Benutzereinheiten reversiert“ ein, wenn der Slave in die
entgegengesetzte Richtung laufen soll.
Parameternr. 32-80
Tragen Sie die maximale Drehzahl in UPM gemessen am Slave-Drehgeber ein.
Parameternr. 32-81
Kürzeste Rampe: Geben Sie die Zeit in ms ein, welche der Slave-Antrieb benötigt, um aus dem Stillstand auf die maximale Drehzahl (Parameter 32-80)
zu beschleunigen. Dieser Wert ist wichtig, da sich diese Einstellung stark auf die Genauigkeit der Regelung auswirkt.
Parameternr. 32-82
Rampentyp: Wählen Sie „0“ für eine Rampe mit linearem Verlauf bzw. „1“ für eine S-Rampe. HINWEIS: S-Rampe erfordert ein höheres Beschleunigungsmoment.
4
Parameternr. 32-68
Reversierverhalten: Geben Sie eine „0“ ein, wenn Reversierung erlaubt ist, eine „1“, wenn der Slave-Antrieb der Richtung des Masters folgen muss oder
eine „2“, wenn Reversierung nicht erlaubt ist.
4.3.2. Testen des Motoranschlusses
Nachdem die erforderlichen Parameter programmiert sind, prüfen Sie den korrekten Anschluss des Motors wie folgt:
1. Entfernen Sie alle Signale an den Klemmen 18-33 sowie I1-I10.
2. Betätigen Sie die [Hand On]-Taste am LCP.
3. Stellen Sie mit den Pfeiltasten den Sollwert auf einen niedrigen Wert (25 bis 50 UPM). Achtung! Der Motor kann jetzt anlaufen.
4. Drücken Sie die [Off]-Taste am LCP, um den Motor erneut zu stoppen. Falls sich der Motor in die falsche Richtung dreht, die Motorphasen
vertauschen.
4.3.3. Testen des Inkrementalgebers
Wenn die Drehrichtung des Motors getestet ist, prüfen Sie die Anschlüsse der Inkrementalgeber wie folgt: 1. 2. 3.
1. Entfernen Sie alle Signale an den Klemmen 18-33 sowie I1-I10.
2. Wählen Sie Parameter 34-50. Die aktuelle Istposition wird nun angezeigt.
3. Drehen Sie von Hand den Slave-Antrieb in die Drehrichtung nach rechts. Dabei sollte die Anzeige der Slave-Position aufwärts zählen. Wenn
abwärts gezählt wird, tauschen Sie die Spuren des Slave-Drehgebers - A mit Bund A/ mit B/. Wenn gar nicht gezählt wird, kontrollieren Sie die
Verdrahtung des Drehgebers.
Folgen Sie der gleichen Anleitung zum Testen des Master-Drehgebers. Verwenden Sie jedoch Par. 34-52 zur Anzeige der Master-Position. Vergessen Sie
nicht, [Auto On] zu drücken, um zur normalen Regelung zurückzukehren.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
45

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
4.3.4. Optimieren des Reglers
Eine Synchronisierung erreicht man durch zwei Hauptelemente des Reglers: Geschwindigkeitsvorsteuerung und den PID-Regler.
ACHTUNG!
Es ist wichtig, die richtige Art der Synchronisierung in Parameter 19-04 auszuwählen, bevor die Optimierung begonnen wird; in diesem
Beispiel muss es „0“ für eine Geschwindigkeitssynchronisierung sein. Bitte behalten Sie immer den notwendigen Genauigkeitsgrad im
Kopf, damit Sie nicht endlos optimieren, obwohl vielleicht eine hundertprozentige Genauigkeit in Ihrer Anwendung nicht notwendig ist.
Erster Schritt ist, die Geschwindigkeitsvorsteuerung zu optimieren. Dies kann mittels der automatischen Berechnungsfunktion erfolgen:
Die Berechnung der Geschwindigkeitsvorsteuerung wird mit „1“ im Parameter 19-05 aktiviert. Denken Sie daran, die erforderlichen Parameter gemäß der
Beschreibung des Parameters 19-05 einzustellen, bevor Sie die Berechnung starten. Die Berechnung ist fertig, wenn der Wert im Par. 19-05 auf „0“
zurückgesetzt wird.
Geschwindigkeitsvorsteuerung kann auch manuell mit folgender Vorgehensweise optimiert werden:
1. Setzen Sie den Parameter 32-64 PID-Bandbreite auf „0“.
2. Setzen Sie den Parameter 32-67 maximaler Schleppabstand auf einen hohen Wert (z. B. 1.000.000).
3. Setzen Sie den Parameter 32-65 Vorsteuerung für Geschwindigkeit auf 100.
4. Starten Sie eine Testfahrt mit dem virtuellen Master mit einer bekannten Geschwindigkeit über den Eingang 3 = 1.
5. Erhöhen Sie den Parameter 32-65 und beobachten Sie gleichzeitig die Master- und Slave-Geschwindigkeit (drücken Sie [Status], um die Geschwindigkeit auszulesen). Sie haben die optimale Geschwindigkeitsvorsteuerung gefunden, wenn die Slave-Geschwindigkeit annähernd gleich
der Master-Geschwindigkeit ist.
6. Stoppen Sie die Testfahrt über den Eingang 3 = 0.
7. Setzen Sie Parameter 32-67 auf den ursprünglichen Wert zurück.
8. Setzen Sie Parameter 32-64 auf 1000 zurück.
Zweiter Schritt ist, den PID-Regler zu optimieren. Ein guter Startpunkt kann mittels der automatischen Berechnungsfunktion gefunden werden:
Das Setzen von Par. 19-05 auf „2“ aktiviert sowohl die Berechnung der Geschwindigkeitsvorsteuerung als auch die Berechnung der PID-Abtastzeit und
der P/D-Faktoren. Denken Sie daran, die erforderlichen Parameter gemäß der Beschreibung in Par. 19-05 einzustellen, bevor Sie die Berechnung starten.
Die Berechnung ist fertig, wenn der Wert im Par. 19-05 auf „0“ zurückgesetzt wird.
Mit den Testfahrt-Funktionen können die PID-Faktoren weiter optimiert werden:
Es stehen zwei Arten von Testfahrt zur Verfügung: Positionierung, bei der der Slave-Antrieb eine festgesetzte Strecke fährt und Synchronisierung mit
einem virtuellen Master, bei der der Slave dem virtuellen Master in Position oder Drehzahl folgt. Grundsätzlich ist es besser, die Testfahrt mit einem
virtuellen Master zu machen, weil dies den Betriebsbedingungen im Synchronisierungsmodus (Programm 2) eher entspricht.
Für die Testfahrt mit Positionierung müssen folgende Parameter eingestellt werden:
Parameternr. 19-01
Testfahrt Geschwindigkeit: Geben Sie die Drehzahl als Prozentsatz der maximalen Geschwindigkeit aus Parameter 32-80 ein.
Parameternr. 19-02
Testfahrt Beschleunigung: Geben Sie die Beschleunigungszeit in Prozent ein. 100 % entsprechen der minimalen Beschleunigung, 50 % entsprechen dem
halben Wert, d. h. die Rampenzeit wird doppelt so lang.
Parameternr. 19-03
Testfahrt Weg: Geben Sie den Weg (Quadcounts) ein, welchen der Antrieb bei der Optimierung zurücklegen soll.
46
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Gehen Sie dann wie folgt vor:
1. Schließen Sie die Kontakte an Klemme 32 (im Uhrzeigersinn/Vorwärtsrichtung) oder Klemme 33 (entgegen dem Uhrzeigersinn/revers). Während
der Testfahrt zeigt der letzte Wert in der ersten Displayzeile den Schleppabstand (PID-Fehler). Wenn die Testfahrt beendet ist, wird der maximal
aufgetretene Schleppabstand (PID-Fehler) angezeigt.
2. Erhöhen Sie den P-Faktor (Par. 32-60). Nach jeder Änderung sollten Sie eine Testfahrt durchführen, um die richtige Einstellung zu finden. Wenn
der Antrieb unruhig wird oder wenn Überspannung oder Überstrom gemeldet wird, reduzieren Sie den Wert im Parameter 32-60 auf etwa 70-80
% des eingestellten Werts.
3. Stellen Sie nun den D-Faktor (Parameter 32-61) auf den 5-fachen Wert von Parameter 32-60 ein.
4. Wenn ein geringerer Synchronisierungsfehler notwendig ist, kann der I-Faktor (Parameter 32-62) auf einen niedrigen Wert, z. B. 10 eingestellt
werden. Seien Sie aber vorsichtig: Ein zu hoher Wert wird zu Überschwingen und zu Instabilität führen.
Für eine Testfahrt mit virtuellem Master müssen folgende Parameter eingestellt sein:
Parameternr. 19-16
Sollwert Virtueller Master: Wählen Sie den Sollwerteingang für die Geschwindigkeit des virtuellen Masters. „0“ ist Analogeingang 53, „1“ ist Parameter
310 Subindex 0 und „2“ ist Feldbus PCD 2.
Parameternr. 19-17
2
Beschleunigung Virtueller Master: Geben Sie die Beschleunigung des virtuellen Masters in Drehgeberpulsen/Sekunde
Parameternr. 19-18
Maximale Geschwindigkeit Virtueller Master: Geben Sie die maximale Geschwindigkeit des virtuellen Masters in Drehgeberpulsen/Sekunde ein.
ein.
4
Gehen Sie dann wie folgt vor:
1. Trennen Sie den Master-Drehgeber vom Synchronregler (X56). Starten Sie die Testfahrt mit dem virtuellen Master durch Aktivieren des Eingangs
3. Während der Testfahrt sehen Sie den Schleppabstand als letzten Wert in der ersten Displayzeile. Beim Anhalten wird der maximal während
der Testfahrt aufgetretene Schleppabstand ausgelesen. Weil Geschwindigkeitssynchronisierung ausgewählt ist (Parameter 19-04 = 0), ist der
Schleppabstand die Geschwindigkeitsabweichung zwischen Master und Slave.
2. Wenn eine genauere und dynamischere Regelung gefordert ist, muss der P-Faktor (Parameter 32-60) erhöht werden. Wenn der Slave instabil
wird, muss der Wert auf etwa 25 % reduziert werden.
3. Stellen Sie nun den D-Faktor (Parameter 32-61) auf den 5-fachen Wert von Parameter 32-60 ein.
4. Wenn ein geringerer Synchronisierungsfehler notwendig ist, kann der I-Faktor (Parameter 32-62) auf einen niedrigen Wert, z. B. 10 eingestellt
werden. Seien Sie aber vorsichtig: Ein zu hoher Wert wird zu Überschwingen und zu Instabilität führen.
Die optimierten Werte werden automatisch gespeichert.
4.3.5. Synchronisierung programmieren
Ändern Sie den Wert des Parameters 33-80 auf „2“. Dies startet das Anwendungsprogramm zur Synchronisierung. Benutzen Sie folgende Parameter für
die Programmierung der Synchronisierung:
Parameternr. 19-01
Betriebsart: Geben Sie „0“ oder „3“ für Drehzahlsynchronisierung ein.
Parameternr. 19-02
Halten-Funktion: Legen Sie fest, wie der Antrieb reagieren soll, wenn der Eingang 29 angesteuert wird. Halten schaltet den Antrieb von der MasterSynchronisierung auf eine feste Frequenz. Mit „0“ wird die Frequenz benutzt, die in Par. 19-03 eingestellt ist, mit „1“ wird die aktuelle Frequenz benutzt.
Parameternr. 19-03
Halten-Drehzahl: Legen Sie fest, mit welcher Drehzahl in Prozent der maximalen Drehzahl der Antrieb fahren soll, wenn Sie Halten aktivieren und im
Parameter 19-02 der Wert „0“ ausgewählt ist.
Parameternr. 19-04
Delta-Halten-Drehzahl: Bestimmen Sie die Schrittweite, mit welcher die Halten-Drehzahl bei Aktivieren der Klemmen 32 + 33 erhöht bzw. verringert
werden soll.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
47

4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Parameternr. 19-05
Nr. Getriebefaktor: Tragen Sie die Nummer des Getriebefaktors ein, der in den Parametern 19-06 bis 19-07 angezeigt werden soll. Dann können Sie in
den Parametern 19-06 und 19-08 die erforderlichen Werte einstellen. Verfahren Sie ebenso mit dem (den) nächsten Getriebefaktor(en).
Parameternr. 19-06
Zähler Getriebefaktor: Tragen Sie den Wert für den Zähler des Getriebefaktors ein. Dieser entspricht den Drehgeberimpulsen des Slave-Antriebs. Für eine
Feineinstellung mittels der Eingänge 32 und 33 sollte man zum Beispiel das Verhältnis 7 zu 16 als 7000 zu 16000 programmieren.
Parameternr. 19-07
Nenner Getriebefaktor: Geben Sie hier den Wert für den Nenner des Getriebefaktors ein. Dieser Wert entspricht den Masterimpulsen.
4
Parameternr. 19-11
Schrittzeit: Nach dieser Schrittzeit wird bei Anliegen eines der Signale an Klemme 32 oder 33 im Halten-Modus die nächste Frequenzänderung und im
Synchronisierungsmodus die nächste Änderung des Zähler-Faktors des Getriebefaktors durchgeführt. Die Schrittzeit wird in Millisekunden eingegeben.
Parameternr. 19-12
Schrittweite: Im Modus Drehzahlsynchronisierung wird der Zähler des Getriebefaktors um diesen Betrag geändert, wenn eine der Klemmen 32 oder 33
angesteuert ist.
Parameternr. 19-13
Faktor Slave-Geschwindigkeit: Tragen Sie den Faktor ein, mit dem die Slave-Geschwindigkeit multipliziert werden soll, um sie dann anzuzeigen. Dabei
gilt folgende Formel:
N
x
400
Faktor
Beispiel:
Auflösung
Faktor
Parameternr. 19-14
Faktor Master-Geschwindigkeit: Tragen Sie den Faktor ein, mit dem die Master-Geschwindigkeit multipliziert werden soll, um sie dann anzuzeigen. Dabei
gilt folgende Formel:
Set
=
1024
1500
=
xSlave−Drehgeber−_auflösung
60
xAnzeige−_wert
Inkremente,gewünschte Anzeige
1
min.
400x1024
x
x
100
60
inkr
Umdr.
.
.
= 102400
100
bei
1500 1/
min.
N
x
400
Faktor
Parameternr. 19-15
Faktor Synchronisierungsfehleranzeige: Dieser Faktor muss 100 sein; der Synchronisierungsfehler wird in U/min bezogen auf den Slave angezeigt.
Die Einstellungen werden automatisch gespeichert.
Set
=
xMaster−Drehgeber−_auflösung
60
xAnzeige−_wert
4.4.1. Start der Synchronisierung
Das Aufsynchronisieren auf den Master geschieht durch Schließen des Kontaktes SyncStart (I1), der Antrieb beschleunigt mit der maximal zulässigen
Beschleunigung auf die (mit dem Getriebefaktor verrechnete) Geschwindigkeit des Masters.
4.4.2. Stopp der Synchronisierung
Beim Öffnen des Kontaktes SyncStart (I1) wird der Slave mit der zulässigen Beschleunigung gestoppt.
4.4.3. Feineinstellung des Getriebefaktors
Nun kann eine Feineinstellung des Getriebefaktors mittels der Eingänge 32 + 33 erfolgen. Diese Einstellungen sind nur temporär, d. h. die Daten der
Feineinstellung gehen verloren, sobald der VLT vom Netz getrennt wird. Soll die gefundene Einstellung beibehalten werden, muss vor dem Abschalten
des VLT eine Speicherung durch Schließen des Kontaktes Speichern (I4) bzw. mittels des Parameters 19-00 erfolgen.
48
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
4.4.4. Umschalten auf einen anderen Getriebefaktor
Während der Synchronisierung kann an den Eingängen 9 und 10 ein neuer Getriebefaktor angewählt werden. Das Übersetzungsverhältnis wird dann
mittels des schaltenden Eingangs (I2) aktiviert. Der Slave wird daraufhin mit der zulässigen Beschleunigung dieses neue Übersetzungsverhältnis anfahren.
4.4.5. Verhalten im Fehlerfall
Tritt ein Fehler, z. B. Schleppabstand, Überstrom o. Ä. auf, wird der Antrieb gestoppt und der Ready-Ausgang (O8) quittiert. Der aufgetretene Fehler
kann mittels des Eingangs 27 oder Feldbus Bit 1.9 quittiert werden. Ein Reset ist auch mit der [Reset]-Taste auf der LCP Bedieneinheit des Frequenzumrichters möglich.
Wenn der Antrieb wegen Erd- oder Kurzschluss angehalten hat, muss vor dem Reset das Netz abgeschaltet werden!
4.5. Positionssynchronisierung
4.5.1. Positionssynchronisierung (Winkelsynchronisierung)
4
Der Positionsregler passt die Position bzw. den Winkel des Slave-Antriebs an den Master an.
Abbildung 4.6: Regelverhalten bei Positionssynchronisierung
Aus dem Diagramm ist ersichtlich, dass die Genauigkeit der Regelung von der Master-Beschleunigung und von der Drehzahldifferenz zwischen Slave und
Master abhängt. Typisches Einsatzgebiet einer derartigen Regelung ist zum Beispiel der Ersatz einer Königswelle oder auch Steuerungen für Mischeinrichtungen, bei denen eine Mischung nach verschiedenen Verhältnissen erforderlich ist.
Im folgenden Beispiel ist eine Regelung zu sehen, bei der mittig in vorbeifahrenden Formen Muster eingeprägt werden. Hierbei ist auch ersichtlich, dass
dies nicht mit einer Drehzahlsynchronisierung zu bewerkstelligen wäre, da auftretende Abweichungen zwangsläufig zu einem Auseinanderdriften der
Antriebe führen würden.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
49

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
4.6. Funktionsdiagramme bei Positionssynchronisierung
4.6.1. SyncStart auf stehenden Master
Wird der Slave auf einen stehenden Master-Antrieb synchronisiert, bleibt auch der Slave in Ruhestellung. Wenn jedoch ein fester Offset für das aktivierte
Übersetzungsverhältnis definiert ist, verfährt der Slave bei der Synchronisierung um diesen Offset.
Abbildung 4.7: Synchronisierung auf einen stehenden Master
4.6.2. SyncStart auf laufenden Master
Wird auf einen laufenden Master synchronisiert, holt der Slave-Antrieb erst die Differenzstrecke auf, um dann synchron zum Master weiterzufahren. Ist
zusätzlich noch ein Offset eingestellt, wird dieser ebenfalls abgefahren.
50
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
4
Abbildung 4.8: Synchronisierung auf einen laufenden Master
4.6.3. Positionsverschiebung bei laufendem Master
Wird während der Synchronfahrt einer der Eingänge 32 oder 33 aktiviert, wird die momentane Position zum Master um den im Parameter 19-10 eingestellten Wert verschoben. Ist die Verschiebung positiv, beschleunigt der Slave, um die erforderliche Strecke zu verfahren, um dann wieder mit der im
Getriebefaktor festgelegten Drehzahl synchron zum Master zu fahren. Ist die Verschiebung negativ, bremst der Slave ab, um die erforderliche Strecke zu
erreichen, um dann wieder mit der im Getriebefaktor festgelegten Drehzahl synchron zum Master zu fahren.
Abbildung 4.9: Positionsverschiebung
4.7.1. Anwendungsbeispiel - Muster in Rohformen prägen (Stempelregelung)
Auf einem Transportband werden Rohformen transportiert. In diese Rohformen wird mittels eines Stempels ein Muster eingeprägt. Es werden zwei
verschiedene Arten von Formen benutzt, die sich in der Länge unterscheiden. Der Bediener soll die Möglichkeit bekommen, mittels zweier Tasten die
Lage der Prägung geringfügig zu verändern. Die beiden Inkrementalgeber verfügen jeweils über eine Nullspur für die Markersynchronisierung.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
51

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
4.7.2. Klemmenbeschreibung und Klemmenbelegung
4.7.3. Parametereinstellung
Bitte nehmen Sie für diese Arbeiten die Beschreibung der Parameter zur Hand. Siehe dazu das
ACHTUNG!
Es ist sehr wichtig, dass der VLT für den Motor optimiert wird, bevor der Synchr onregler optimiert wird.
1. Zuerst tragen Sie die Motordaten ein und dann führen Sie, wenn möglich, eine AMA (Automatische Motoranpassung) durch.
2. Dann können Sie beginnen, die Synchronisierungsfunktionen zu programmieren.
Parameternr. 3-03
Maximaler Sollwert: Stellen Sie die Frequenz auf einen Wert ein, der etwa 10 % höher ist, als der maximale Wert in Parameter 32-80.
52
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
VLT Automation Drive Produkthandbuch

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Beispiel: Motor 7,5 kW, 1460 1/min bei 50 Hz, Drehzahl der Anwendung ca. 1800 1/min
50
f
xN
Nenn
=62
Parameternr. 4-16
Momentgrenze für motorischen Betrieb: Stellen Sie den maximalen Wert ein. Wählen Sie einen niedrigeren Wert, wenn spezielle Sicherheitsvorkehrungen
notwendig sind.
Parameternr. 4-17
Momentgrenze für motorischen Betrieb: Stellen Sie den maximalen Wert ein. Wählen Sie einen niedrigeren Wert, wenn spezielle Sicherheitsvorkehrungen
notwendig sind.
Parameternr. 33-80
Tragen Sie eine „1“ ein, damit das Testprogramm gestartet wird.
Parameternr. 33-26
Bei Positionssynchronisierungen wird dieser Parameter benutzt, um einen Filter zur Kompensation eines schwingenden Mastersignals einzusetzen. Wenn
zum Beispiel der Master abrupte Lastwechsel erfährt, wird die PID-Regelschleife des Synchronreglers ebenfalls eine Tendenz zum Schwingen haben. Es
muss ein negativer Wert eingegeben werden.
Beispiel: Verwendet man zum Beispiel einen Filterfaktor von –100000 (100 ms), wird eine Markerkorrektur innerhalb von 1 Sekunde [=1000/(Filterfaktor
* 10)] ausgeglichen.
Parameternr. 32-00/32-02
Tragen Sie den Typ des Slave-Drehgebers ein, „0“ entspricht dem Inkrementalgeber.
Anwendung
N
Nenn
x
1, 1 =
Hz Max. Sollw..Wert
Hz x
1460
1800
1
min.
1
min.
x
1, 1
4
Parameternr. 32-01/32-03
Tragen Sie die Auflösung des Slave-Drehgebers ein.
Parameternr 32-30/32-32
Tragen Sie den Typ des Master-Drehgebers ein, „0“ entspricht dem Inkrementalgeber.
Parameternr. 32-31/32-33
Tragen Sie die Auflösung des Master-Drehgebers ein.
Parameternr. 32-10
Geben Sie „Normal Betrieb“ ein, wenn Rechtsdrehung für Master und Slave gilt. Geben Sie „Benutzereinheiten reversiert“ ein, wenn der Slave in die
entgegengesetzte Richtung laufen soll.
Parameternr. 32-80
Tragen Sie die maximale Drehzahl in UPM gemessen am Slave-Drehgeber ein.
Parameternr. 32-81
Kürzeste Rampe: Geben Sie die Zeit in ms ein, welche der Slave-Antrieb benötigt, um aus dem Stillstand auf die maximale Geschwindigkeit (Parameter
32-80) zu beschleunigen. Dieser Wert ist wichtig, da sich diese Einstellung stark auf die Genauigkeit der Regelung auswirkt!
Parameternr. 32-82
Rampentyp: Wählen Sie „0“ für eine Rampe mit linearem Verlauf bzw. „1“ für eine S-Rampe. Hinweis: S-Rampe erfordert ein höheres Beschleunigungsmoment.
Parameternr. 32-67
Maximaler Schleppabstand: Tragen Sie den maximal zulässigen Fehler in Quadcounts ein. Wird diese Grenze überschritten, wird „Schleppabstand“ gemeldet.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
53

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Parameternr. 32-68
Reversierverhalten: Geben Sie eine „0“ ein, wenn Reversierung erlaubt ist, eine „1“, wenn der Slave-Antrieb der Richtung des Masters folgen muss oder
eine „2“, wenn Reversierung nicht erlaubt ist.
Die Einstellungen werden automatisch gespeichert.
4.7.4. Testen des Motoranschlusses
Nachdem die erforderlichen Parameter programmiert sind, prüfen Sie den korrekten Anschluss des Motors wie folgt:
Entfernen Sie alle Signale an den Klemmen 18-33 sowie I1-I10.
Betätigen Sie die [Hand On]-Taste am LCP.
Stellen Sie den Sollwert mit den Pfeiltasten auf einen niedrigen Wert ein (25 bis 50 UPM).
Achtung! Der Motor kann jetzt anlaufen.
Drücken Sie die [Off]-Taste am LCP, um den Motor erneut zu stoppen. Falls sich der Motor in die falsche Richtung dreht, die Motorphasen
vertauschen.
4.7.5. Testen des Inkrementalgebers
Wenn die Drehrichtung des Motors getestet ist, prüfen Sie die Anschlüsse der Inkrementalgeber wie folgt:
1. Entfernen Sie alle Signale an den Klemmen 18-33 sowie I1-I10.
2. Wählen Sie Parameter 34-50. Die aktuelle Istposition wird nun angezeigt.
3. Drehen Sie von Hand den Slave-Antrieb in die Drehrichtung nach rechts. Dabei sollte die Anzeige der Slave-Position aufwärts zählen.
4. Wenn abwärts gezählt wird, tauschen Sie die Spuren des Slave-Drehgebers - A mit Bund A/ mit B/.
5. Wenn gar nicht gezählt wird, kontrollieren Sie die Verdrahtung des Drehgebers.
Folgen Sie der gleichen Anleitung zum Testen des Master-Drehgebers, verwenden Sie aber Parameter 34-52, um die Masterposition auszulesen. Vergessen
Sie nicht, [Auto On] zu drücken, um zur normalen Regelung zurückzukehren.
4.7.6. Optimieren des Reglers
Eine Synchronisierung erreicht man durch zwei Hauptelemente des Reglers: Geschwindigkeitsvorsteuerung und den PID-Regler.
ACHTUNG!
Es ist wichtig, die richtige Art der Synchronisierung in Parameter 19-04 auszuwählen, bevor die Optimierung begonnen wird; in diesem
Beispiel muss es „1“ für eine Positionssynchronisierung sein. Bitte behalten Sie immer den notwendigen Genauigkeitsgrad im Kopf,
damit Sie nicht endlos optimieren, obwohl vielleicht eine hundertprozentige Genauigkeit in Ihrer Anwendung nicht notwendig ist.
Erster Schritt ist, die Geschwindigkeitsvorsteuerung zu optimieren. Dies kann mittels der automatischen Berechnungsfunktion erfolgen: Die Berechnung
der Geschwindigkeitsvorsteuerung wird mit „1“ im Parameter 19-05 aktiviert. Denken Sie daran, die erforderlichen Parameter gemäß der Beschreibung
des Parameters 19-05 einzustellen, bevor Sie die Berechnung starten. Die Berechnung ist fertig, wenn der Wert im Par. 19-05 auf „0“ zurückgesetzt wird.
Geschwindigkeitsvorsteuerung kann auch manuell mit folgender Vorgehensweise optimiert werden:
Setzen Sie den Parameter 32-64 PID-Bandbreite auf „0“.
Setzen Sie den Parameter 32-67 maximaler Schleppabstand auf einen hohen Wert (z. B. 1.000.000).
Setzen Sie den Parameter 32-65 Vorsteuerung für Geschwindigkeit auf 100.
Starten Sie eine Testfahrt mit dem virtuellen Master mit einer bekannten Geschwindigkeit über den Eingang 3 = 1.
Erhöhen Sie den Parameter 32-65, während Sie die Master- und Slave-Geschwindigkeit beobachten (drücken Sie [DISPLAY/STATUS], um die
Geschwindigkeit auszulesen). Sie haben die optimale Geschwindigkeitsvorsteuerung gefunden, wenn die Slave-Geschwindigkeit annähernd
gleich der Master-Geschwindigkeit ist.
Stoppen Sie die Testfahrt über den Eingang 3 = 0.
Setzen Sie Parameter 32-67 auf den ursprünglichen Wert zurück.
Setzen Sie Parameter 32-64 auf 1000 zurück.
54
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Zweiter Schritt ist, den PID-Regler zu optimieren. Ein guter Startpunkt kann mittels der automatischen Berechnungsfunktion gefunden werden: Das
Setzen des Parameters 19-05 auf „2“ aktiviert sowohl die Berechnung der Geschwindigkeitsvorsteuerung als auch die Berechnung der PID-Abtastzeit und
der P/D-Faktoren. Denken Sie daran, die erforderlichen Parameter gemäß der Beschreibung in Parameter 19-05 einzustellen, bevor Sie die Berechnung
starten. Die Berechnung ist fertig, wenn der Wert im Par. 19-05 auf „0“ zurückgesetzt wird.
Mit den Testfahrt-Funktionen können die PID-Faktoren weiter optimiert werden:
Es stehen zwei Arten der Testfahrt zur Verfügung: Positionierung, bei der der Slave-Antrieb eine festgesetzte Strecke fährt und Synchronisierung mit
einem virtuellen Master, bei der der Slave dem virtuellen Master in Position oder Drehzahl folgt. Grundsätzlich ist es besser, die Testfahrt mit einem
virtuellen Master zu machen, weil dies den Betriebsbedingungen im Synchronisierungsmodus (Programm 2) eher entspricht.
Für die Testfahrt mit Positionierung müssen folgende Parameter eingestellt werden:
Parameternr. 19-01
Testfahrt Geschwindigkeit: Geben Sie die Drehzahl als Prozentsatz der maximalen Geschwindigkeit aus Parameter 32-80 ein.
Parameternr. 19-02
Testfahrt Beschleunigung: Geben Sie die Beschleunigungszeit in Prozent ein. 100 % entsprechen der minimalen Beschleunigung, 50 % entsprechen dem
halben Wert, d. h. die Rampenzeit wird doppelt so lang.
Parameternr. 19-03
Testfahrt Weg: Geben Sie den Weg (Quadcounts) ein, welchen der Antrieb bei der Optimierung zurücklegen soll.
Gehen Sie dann wie folgt vor:
1. Schließen Sie die Kontakte an Klemme 32 (Rechtsdrehung) oder 33 (Linksdrehung). Während der Testfahrt zeigt der letzte Wert in der ersten
Displayzeile den Schleppabstand (PID-Fehler). Wenn die Testfahrt beendet ist, wird der maximal aufgetretene Schleppabstand (PID-Fehler)
angezeigt.
2. Erhöhen Sie den P-Faktor (Par. 32-60). Nach jeder Änderung sollten Sie eine Testfahrt durchführen, um die richtige Einstellung zu finden. Wenn
der Antrieb unruhig wird oder wenn Überspannung oder Überstrom gemeldet wird, reduzieren Sie den Wert im Parameter 32-60 auf etwa 70-80
% des eingestellten Werts.
3. Stellen Sie nun den D-Faktor (Parameter 32-61) auf den 5-fachen Wert von Parameter 32-60 ein.
4. Wenn ein geringerer Synchronisierungsfehler notwendig ist, kann der I-Anteil (Parameter 3262) auf einen niedrigen Wert, z. B. 10 eingestellt
werden. Seien Sie aber vorsichtig: Ein zu hoher Wert wird zu Überschwingen und zu Instabilität führen.
Für eine Testfahrt mit virtuellem Master müssen folgende Parameter eingestellt sein:
4
Parameternr. 19-16
Sollwert Virtueller Master: Wählen Sie den Sollwerteingang für die Geschwindigkeit des virtuellen Masters. 0“ ist Analogeingang 53, „1“ ist Parameter 310
Subindex 0 und „2“ ist Feldbus PCD 2.
Parameternr. 19-17
2
Beschleunigung Virtueller Master: Geben Sie die Beschleunigung des virtuellen Masters in Drehgeberpulsen/Sekunde
Parameternr. 19-18
Maximale Geschwindigkeit Virtueller Master: Geben Sie die maximale Geschwindigkeit des virtuellen Masters in Drehgeberpulsen/Sekunde ein.
Gehen Sie dann wie folgt vor:
1. Starten Sie die Testfahrt mit dem virtuellen Master durch Aktivieren des Eingangs 3. Während der Testfahrt sehen Sie den Schleppabstand als
letzten Wert in der ersten Displayzeile. Beim Anhalten wird der maximal während der Testfahrt aufgetretene Schleppabstand ausgelesen.
2. Wenn eine genauere und dynamischere Regelung gefordert ist, muss der P-Faktor (Parameter 32-60) erhöht werden. Wenn der Slave instabil
wird, muss der Wert auf etwa 25 % reduziert werden.
3. Stellen Sie nun den D-Faktor (Parameter 32-61) auf den 5-fachen Wert von Parameter 32-60 ein.
4. Wenn ein geringerer Synchronisierungsfehler notwendig ist, kann der I-Faktor (Parameter 32-62) auf einen niedrigen Wert, z. B. 10 eingestellt
werden. Seien Sie aber vorsichtig: Ein zu hoher Wert wird zu Überschwingen und zu Instabilität führen.
ein.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
55

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Die Einstellungen werden automatisch gespeichert.
4.7.7. Synchronisierung programmieren
Ändern Sie den Wert des Parameters 33-80 auf „2“. Dies startet das Synchronisierungsprogramm des VLT. Für die Programmierung der Synchronisierung
verwenden Sie die folgenden Parameter:
Parameternr. 19-01
Betriebsart: Geben Sie „1“ oder „4“ für Positionssynchronisierung ein.
Parameternr. 33-00
Referenzpunktfahrt-Funktion, verwendet zusammen mit Par. 30-04: Legen Sie die Startfunktion des Antriebs fest: „0“ keine definierte Position „1“
Referenzpunktfahrt muss vor dem ersten Start der Synchronisierung ausgeführt werden.
Parameternr. 33-02
Rampe für Referenzfahrt: Während einer Referenzfahrt zu verwendende Beschleunigung (in % der minimalen Beschleunigung).
Parameternr. 30-03
Geschwindigkeit der Referenzpunkt-Bewegung: Setzen Sie (in % der Maximalgeschwindigkeit) den Wert für die Drehzahl fest, mit der Fahrt zum Referenzpunkt ausgeführt werden soll. Positive Werte bedeuten, der Antrieb dreht im Uhrzeigersinn, negative Werte, der Antrieb dreht gegen den
Uhrzeigersinn.
Parameternr. 30-04
Referenzfahrt erzwingen-Funktion:
0 = Die Referenzpunktbewegung muss nur nach dem Netz-Ein ausgeführt werden
1-3 = Die Referenzpunktbewegung muss vor jedem Synchronisierungsstart ausgeführt werden
Parameternr. 33-13
Genauigkeit: Geben Sie in Quadcounts den Wert für ein Toleranzfenster ein, innerhalb dessen die Slave-Position von der Master-Position abweichen darf.
Mit einem negativen Wert wird der Synchronisierungsfehler (Parameter 19-93) mit einem Vorzeichen dargestellt.
Parameternr. 33-24
Markeranzahl für Fehler: Ungenauigkeit: Geben Sie an, nach wie vielen Markersignalen eine Fehlermeldung erfolgen soll.
Parameternr. 33-25
Markeranzahl für READY: Genauigkeit: Geben Sie an, nach wie vielen Markersignalen das Ready-Bit gesetzt werden soll.
Parameternr. 19-05
Nr. Getriebefaktor: Tragen Sie die Nummer des Getriebefaktors ein, der in den Parametern 19-06 bis 19-07 angezeigt werden soll. Wählen Sie dazu zuerst
die Nummer des Getriebefaktors, dann können Sie in den Parametern 19-06 bis 19-07 die erforderlichen Werte für dieses Übersetzungsverhältnis einstellen. Anschließend wird der nächste Getriebefaktor in Parameter 19-05 angewählt und dort ebenso verfahren.
Parameternr. 19-06
Zähler Getriebefaktor: Tragen Sie den Wert des Zählers des Getriebefaktors ein. Der Wert entspricht den Drehgeberimpulsen des Slave-Antriebs. Für eine
Feineinstellung mittels der Eingänge 32 und 33 sollte man zum Beispiel das Verhältnis 7 zu 16 als 7000 zu 16000 programmieren.
Parameternr. 19-07
Nenner Getriebefaktor: Tragen Sie den Wert des Nenners des Getriebefaktors ein. Dieser Wert entspricht den Masterimpulsen.
Parameternr. 19-10
Fester Offset: Hier können Sie für den ausgewählten Getriebefaktor einen festen Positionsoffset eingeben (Quadcounts). Dieser Offset wird benutzt, um
einen Positionsfehler zwischen Slave und Master auszugleichen. Dieser Offset kann während des Betriebs mittels der Eingänge 32 und 33 verändert
werden. Hinweis: Der Offset bezieht sich auf die Master-Position. Der Versatz zum Slave kann wie folgt berechnet werden:
O ffset_Slave
56
O ffset x Par.
=
Par.
.738
.739
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Parameternr. 19-11
Schrittzeit: Geben Sie die Verzögerung in ms ein, wann nach Anliegen eines der Signale an Klemme 32 oder 33 im Halten-Modus die nächste Frequenzänderung und im Synchronisierungsmodus die nächste Änderung des Zählers des Getriebefaktors durchgeführt werden soll.
Parameternr. 19-12
Schrittweite: Geben Sie einen Wert für die Positionsverschiebung zwischen Master und Slave ein.
Parameternr. 19-13
Faktor Slave-Geschwindigkeit: Tragen Sie den Faktor ein, mit dem die Slave-Geschwindigkeit multipliziert werden soll, um sie dann anzuzeigen. Dabei
gilt folgende Formel zur Berechnung des Faktors:
N
x
400
Faktor
Beispiel:
Auflösung 1024 Inkremente, gewünschte Anzeige 100 bei 1500 1/min
Set
=
xSlave−Drehgeber−_auflösung
60
xDisplay_Wert
4
1
Faktor
Parameternr. 19-14
Faktor Master-Geschwindigkeit: Tragen Sie den Faktor ein, mit dem die Master-Geschwindigkeit multipliziert werden soll, um sie dann anzuzeigen. Dabei
gilt folgende Formel zur Berechnung des Faktors:
Faktor
Parameternr. 19-15
Faktor Synchronisierungsfehleranzeige: Tragen Sie den Faktor ein, mit dem der aktuelle Fehler multipliziert werden soll, um ihn dann anzuzeigen. Dabei
gilt folgende Formel zur Berechnung des Faktors:
Faktor
Die Einstellungen werden automatisch gespeichert.
=
N
Set
=
N
Set
=
1500
x
min.
x
x
400x1024
60
x
100
400
xSlave−Drehgeber−_auflösung
60
xDisplay_Wert
400
xSlave−Drehgeber−_auflösung
60
xDisplay_Wert
inkr
Umdr.
.
.
= 102400
4.7.8. Betrieb und Betriebsfunktionen
Nachdem alle Werte wie beschrieben eingestellt wurden und der Regler den Erfordernissen entsprechend angepasst wurde, wird jetzt der Parameter
30-04 Referenzpunktfahrt-Funktion auf den Wert „2“ eingestellt. Nun kann der Antrieb im Normalbetrieb gefahren werden.
Referenzpunktanfahrt
Da in Parameter 33-00 „1“ gewählt wurde und in Parameter 33-04 „2“, muss als Erstes vor jedem Start eine Referenzpunktbewegung durchgeführt
werden. Dazu wird der Kontakt an Klemme 19 geschlossen. Der Slave-Antrieb verfährt jetzt bis zum Referenzpunktschalter und stoppt dort. Ist das
Reversierverhalten auf „0“ eingestellt, fährt der Slave wieder an den Anfang des Referenzschalters zurück, andernfalls wird der Versatz, welcher durch
das Überfahren des Referenzschalters entsteht, auf den Offset addiert.
Start der Synchronisierung
Sinnvollerweise wird der Master zuerst ebenfalls in seine Startposition gebracht und der Slave mittels I1(SyncStart) zugeschaltet, anschließend startet
man den Master. Dadurch wird eine bestmögliche Synchronisierung erreicht. Der Slave kann natürlich auch durch z. B. ein Initiatorsignal des Masters
gestartet werden. Allerdings sollte man dabei beachten, dass die Verzögerung des Initiatorsignals durch die Laufzeit z. B. einer SPS verlängert werden
kann. Ebenso ist auf die Genauigkeit des Initiatorsignals zu achten. Daher ist es besser, den Slave-Antrieb zu starten, wenn der Master auf seiner Position
ist. Die Position des Masters plus dem Wert des festen Offsets ist die Synchronisierungsposition, auf die der Slave-Antrieb beim Starten mit der maximal
zulässigen Beschleunigung fährt. Dabei kann es vorkommen, dass der Slave-Antrieb schneller als der Master verfährt, weil der Slave-Antrieb die Position
aufholen muss.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
57

4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Stopp der Synchronisieru ng
Beim Öffnen des Kontaktes SyncStart (I1) wird der Slave mit der zulässigen Beschleunigung gestoppt. Ein Neustart ist aufgrund der Einstellung von
Referenzfahrt erzwingen auf „2“ erst nach einer erneuten Referenzpunktbewegung möglich.
Feineinstellung der Position
Sobald der Slave-Antrieb in Positionssynchronisierung zum Master ist, kann mittels der Eingänge 32 + 33 eine Verschiebung dieser Position erfolgen.
Positionsversätze sind immer auf die Master-Position bezogen. Der Versatz zum Slave kann wie folgt berechnet werden:
4
O ffset_Slave
Umschalten auf einen anderen Getriebefaktor
Während der Synchronisierung kann an den Eingängen 9 und 10 ein neuer Getriebefaktor angewählt werden. Der neue Getriebefaktor wird durch Umschalten auf den Eingang (I2) aktiviert. Der Slave wird daraufhin mit der zulässigen Beschleunigung die Veränderungen vornehmen. Der Offset bezieht
sich auf den ersten Getriebefaktor nach SyncStart. Deshalb muss ein Stopp und dann ein Start durchgeführt werden, wenn sich der Offset nach einer
Änderung auf den letzten Getriebefaktor beziehen soll.
Verhalten im Fehlerfall
Tritt ein Fehler, z. B. Schleppabstand, Überstrom o. Ä. auf, wird der Antrieb gestoppt und der Ready-Ausgang (O8) auf „low“ gesetzt. Der aufgetretene
Fehler kann mittels des Eingangs 27 oder Feldbus Bit 1.9 quittiert werden. Ein Reset ist auch über die [Reset]-Taste der LCP Bedieneinheit des Frequenzumrichters möglich.
O ffset x Par.
=
Wenn der Antrieb wegen Erd- oder Kurzschluss angehalten hat, muss vor dem Reset das Netz abgeschaltet werden!
Par.
.19− 06
.19− 07
4.8. Markersynchronisierung - Funktionsdiagramme bei Markersynchronisierung
4.8.1. Markersynchronisierung
Bei der Markersynchronisierung muss keine vordefinierte Startposition angefahren werden. Die Position wird während des Betriebs ständig aufgrund der
Marker korrigiert. Die Markersynchronisierung wird zum Beispiel genutzt, um unerwünschten Schlupf auszugleichen.
Abbildung 4.10: Regelverhalten bei Markersynchronisierung
58
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Aus dem Diagramm ist ersichtlich, dass die Genauigkeit der Regelung von der Master-Beschleunigung und von der Geschwindigkeitsdifferenz zwischen
Slave und Master abhängt.
Das folgende Beispiel zeigt den Einsatz der Markersynchronisierung zur Kompensation von Reibungsschlupf, der entstehen kann, wenn ein Karton auf
Transportband 1 gestellt wird. Durch die Markerkorrektur in Form von Objekterkennung wird das Slave-Band so geregelt, dass die Ware immer mittig in
die Kartons abgelegt werden kann, selbst wenn der Karton nicht mittig in seinem Transportfach liegt.
4
Abbildung 4.11: Förderband mit Markersynchronisierung
4.8.2. SyncStart auf einem laufenden Master nach Netz-Ein
Wird der Slave auf einen laufenden Master-Antrieb synchronisiert, synchronisiert der Slave zuerst seine Position auf den Master. Wenn mindestens ein
Slave- sowie ein Master-Marker erkannt wurde, wird der Markerausgleich aktiv.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
59

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Abbildung 4.12: Start bei Markersynchronisierung
4.8.3. Markerkorrektur während des Betriebs
Während des Betriebs wird die Markerkorrektur immer ausgeführt, sobald die Marker erkannt werden. Dies sichert eine bestmögliche Synchronisierung,
selbst bei nicht korrekten Getriebefaktoren oder bei Schlupf.
Abbildung 4.13: Markerkorrektur während des Betriebs
60
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
4.9. Anwendungsbeispiel - Verpackung
Auf einem Transportband werden Kartons mit geringem Gewicht und verschiedenen Längen transportiert. Um sicherzustellen, dass die zu verpackenden
Teile mittig im Karton abgelegt werden, wird eine Synchronisierung mit Markerkorrektur benutzt. Dazu wird das Greiferband positionssynchron zum
Transport geregelt und sobald einer der beiden Marker erkannt wird, das Greiferband entweder auf die Transportbandposition vorgezogen bzw. entsprechend verlangsamt. Zusätzlich soll der Bediener die Möglichkeit bekommen, mittels zweier Tasten die Lage der Ware geringfügig zu verändern.
4.9.1. Klemmen und Klemmenbelegung
4
Schaltplan - Regelung eines Förderbands
4.9.2. Parametereinstellung
Bitte nehmen Sie hierfür die Beschreibung der Parameter zur Hand. Siehe
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
VLT Automation Drive FC 300 Produkthandbuch.
61

4. Synchronisierung Produkthandbuch Synchronregler MCO 350
ACHTUNG!
Es ist sehr wichtig, dass der VLT für den Motor optimiert wurde, bevor der Synchronregler optimiert wird. Zuerst tragen Sie die Motordaten ein und dann führen Sie, wenn möglich, eine AMA (Automatische Motoranpassung) durch. Dann können Sie beginnen, die
Synchronisierungsfunktionen zu programmieren.
Parameternr. 3-03
Maximaler Sollwert: Stellen Sie die Frequenz auf einen Wert ein, der etwa 10 % höher ist, als der maximale Wert in Parameter 32-80.
Beispiel: Motor 7,5 kW, 1460 1/min bei 50 Hz, Drehzahl der Anwendung ca. 1800 1/min
4
1
min.
1
min.
1.1
x
50
Hz x
f
xN
Nenn
=62
Parameternr. 33-80
Tragen Sie eine „1“ ein, damit das Testprogramm gestartet wird.
Parameternr. 33-26
Bei Positionssynchronisierungen wird dieser Parameter benutzt, um einen Filter zur Kompensation eines schwingenden Mastersignals einzusetzen. Wenn
zum Beispiel der Master abrupte Lastwechsel erfährt, wird die PID-Regelschleife des Synchronreglers ebenfalls eine Tendenz zum Schwingen haben. Es
muss ein negativer Wert eingegeben werden.
Beispiel: Verwendet man zum Beispiel einen Filterfaktor von –100000 (100 ms), wird eine Markerkorrektur innerhalb von 1 Sekunde [=1000/(Filterfaktor
* 10)] ausgeglichen.
Parameternr. 32-00/32-02
Tragen Sie den Typ des Slave-Drehgebers ein, „0“ entspricht dem Inkrementalgeber.
Parameternr. 32-01/32-03
Tragen Sie die Auflösung des Slave-Drehgebers ein.
Parameternr 32-30/32-32
Tragen Sie den Typ des Master-Drehgebers ein, „0“ entspricht dem Inkrementalgeber.
Anwendung
N
Nenn
x
1.1 =
Hz Max. Sollw..Wert
1800
1460
Parameternr. 32-31/32-33
Tragen Sie die Auflösung des Master-Drehgebers ein.
Parameternr. 32-10
Drehrichtung: „1“ für Drehrichtung des Slaves im Uhrzeigersinn; „-1“, wenn der Slave in die entgegengesetzte Richtung läuft.
Parameternr. 32-80
Tragen Sie die maximale Drehzahl in UPM gemessen am Slave-Drehgeber ein.
Parameternr. 32-81
Kürzeste Rampe: Geben Sie die Zeit in ms ein, welche der Slave-Antrieb benötigt, um aus dem Stillstand auf die maximale Geschwindigkeit (Par. 32-80)
zu beschleunigen. Wählen Sie den Wert sorgfältig, da sich diese Einstellung stark auf die Genauigkeit der Regelung auswirkt!
Parameternr. 32-82
Rampentyp: Wählen Sie „0“ für eine Rampe mit linearem Verlauf bzw. „1“ für eine S-Rampe. HINWEIS: S-Rampe erfordert ein höheres Beschleunigungsmoment.
Parameternr. 32-67
Maximaler Schleppabstand: Tragen Sie den maximal zulässigen Fehler in Quadcounts ein.
62
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Parameternr. 32-68
Reversierverfahren: Geben Sie eine „0“ ein, wenn Reversierung erlaubt ist, eine „1“, wenn der Slave-Antrieb der Richtung des Masters folgen muss oder
eine „2“, wenn Reversierung nicht erlaubt ist.
Parameternr. 33-20
Slavemarkertyp: Da mit externen Markersignalen gearbeitet wird, können Sie hier die Art der Flanke des externen Markersignals einstellen: „2“ für eine
positive Flanke, „3“ für eine negative Flanke.
Parameternr. 33-18
Slavemarkerabstand: Tragen Sie den Abstand zwischen zwei Markersignalen des Slaves in Quadcounts ein. Wenn der Abstand nicht bekannt ist, kann er
während der Testfahrt auch ermittelt werden.
Parameternr. 33-19
Mastermarkertyp: Da mit externen Markersignalen gearbeitet wird, können Sie hier die Art der Flanke des externen Markersignals einstellen: „2“ für eine
positive Flanke, „3“ für eine negative Flanke.
Parameternr. 33-17
Mastermarkerabstand: Tragen Sie den Abstand zwischen zwei Markersignalen des Masters in Quadcounts ein. Wenn der Abstand nicht bekannt ist, kann
er während der Testfahrt auch ermittelt werden.
Parameternr. 19-01
Testfahrt Geschwindigkeit: Geben Sie die Geschwindigkeit ein, mit der Sie die Optimierungsfahrt durchführen wollen. Die Drehzahl geben Sie in Prozent
der Geschwindigkeit im Parameter 32-80 ein.
Parameternr. 19-02
Testfahrt Beschleunigung: Geben Sie die Beschleunigung für die Testfahrt in Prozent bezogen auf die minimale Beschleunigungszeit an. 100 % entsprechen der minimalen Beschleunigung, 50 % entsprechend dem halben Wert, d. h. der Antrieb beschleunigt innerhalb der doppelten Zeit der minimalen
Rampe.
Parameternr. 19-03
Testfahrt Weg: Tragen Sie die Wegstrecke (Quadcounts) ein, welche der Antrieb bei der Optimierung zurücklegen soll.
4.9.3. Testen des Motoranschlusses
Nachdem nun die erforderlichen Parameter programmiert sind, prüfen Sie den korrekten Anschluss des Motors wie folgt:
1. Entfernen Sie alle Signale an den Klemmen 18-33 sowie I1-I10.
2. Betätigen Sie die [Hand On]-Taste am LCP.
3. Stellen Sie mit den Pfeiltasten den Sollwert auf einen niedrigen Wert (25 bis 50 UPM).
4. Drücken Sie die [Off]-Taste am LCP, um den Motor erneut zu stoppen. Falls sich der Motor in die falsche Richtung dreht, die Motorphasen
vertauschen.
Testen der Inkrementalgeber Wenn die Drehrichtung des Motors getestet ist, prüfen Sie die Anschlüsse der Inkrementalgeber wie folgt: 1. Entfernen Sie
alle Signale an den Klemmen 18-33 sowie I1-I10. 2. Wählen Sie Parameter 34-50. Die aktuelle Istposition wird dann angezeigt. 3. Drehen Sie von Hand
den Slave-Antrieb in die Drehrichtung nach rechts. Dabei sollte die Anzeige der Slave-Position aufwärts zählen. Wenn abwärts gezählt wird, tauschen Sie
die Spuren des Slave-Drehgebers - A mit Bund A/ mit B/. Wenn gar nicht gezählt wird, kontrollieren Sie die Verdrahtung des Drehgebers. Folgen Sie der
gleichen Anleitung zum Testen des Master-Drehgebers, verwenden Sie aber Parameter 34-52, um die Master-Position auszulesen. Vergessen Sie nicht,
[Auto On] zu drücken, um zur normalen Regelung zurückzukehren.
4
4.9.4. Testen des Inkrementalgebers
Wenn die Drehrichtung des Motors getestet ist, prüfen Sie die Anschlüsse der Inkrementalgeber wie folgt:
1. Entfernen Sie alle Signale an den Klemmen 18-33 sowie I1-I10.
2. Wählen Sie Parameter 34-50. Die aktuelle Istposition wird nun angezeigt.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
63

4. Synchronisierung Produkthandbuch Synchronregler MCO 350
3. Drehen Sie von Hand den Slave-Antrieb in die Drehrichtung nach rechts. Dabei sollte die Anzeige der Slave-Position aufwärts zählen. Wenn
abwärts gezählt wird, tauschen Sie die Spuren des Slave-Drehgebers - A mit Bund A/ mit B/. Wenn gar nicht gezählt wird, kontrollieren Sie die
Verdrahtung des Drehgebers.
Folgen Sie der gleichen Anleitung zum Testen des Master-Drehgebers, verwenden Sie aber Parameter 34-52, um die Masterposition auszulesen. Vergessen
Sie nicht, [Auto On] zu drücken, um zur normalen Regelung zurückzukehren.
4.9.5. Optimieren des Reglers
Eine Synchronisierung erreicht man durch zwei Hauptelemente des Reglers: Geschwindigkeitsvorsteuerung und der PID-Regler.
4
ACHTUNG!
Es ist wichtig, die richtige Art der Synchronisierung in Parameter 19-04 auszuwählen, bevor die Optimierung begonnen wird; in diesem
Beispiel muss es „1“ für eine Positionssynchronisierung sein. Bitte behalten Sie immer den notwendigen Genauigkeitsgrad im Kopf,
damit Sie nicht endlos optimieren, obwohl vielleicht eine hundertprozentige Genauigkeit in Ihrer Anwendung nicht notwendig ist.
Erster Schritt ist, die Geschwindigkeitsvorsteuerung zu optimieren. Dies kann mittels der automatischen Berechnungsfunktion erfolgen:
Die Berechnung der Geschwindigkeitsvorsteuerung wird mit „1“ im Parameter 19-05 aktiviert. Denken Sie daran, die erforderlichen Parameter gemäß der
Beschreibung des Parameters 19-05 einzustellen, bevor Sie die Berechnung starten. Die Berechnung ist fertig, wenn der Wert im Par. 19-05 auf „0“
zurückgesetzt wird.
Geschwindigkeitsvorsteuerung kann auch manuell mit folgender Vorgehensweise optimiert werden:
1. Setzen Sie den Parameter 32-64 PID-Bandbreite auf „0“.
2. Setzen Sie den Parameter 32-67 maximaler Schleppabstand auf einen hohen Wert (z. B. 1.000.000).
3. Setzen Sie den Parameter 32-65 Vorsteuerung für Geschwindigkeit auf 100.
4. Starten Sie eine Testfahrt mit dem virtuellen Master mit einer bekannten Geschwindigkeit über den Eingang 3 = 1.
5. Erhöhen Sie den Parameter 32-65, während Sie die Master- und Slave-Geschwindigkeit beobachten (drücken Sie [DISPLAY/STATUS], um die
Geschwindigkeit auszulesen). Sie haben die optimale Geschwindigkeitsvorsteuerung gefunden, wenn die Slave-Geschwindigkeit annähernd
gleich der Master-Geschwindigkeit ist.
6. Stoppen Sie die Testfahrt über den Eingang 3 = 0.
7. Setzen Sie Parameter 32-67 auf den ursprünglichen Wert zurück.
8. Setzen Sie Parameter 32-64 auf 1000 zurück.
Zweiter Schritt ist, den PID-Regler zu optimieren. Ein guter Startpunkt kann mittels der automatischen Berechnungsfunktion gefunden werden:
Das Setzen des Parameters 19-05 auf „2“ aktiviert sowohl die Berechnung der Geschwindigkeitsvorsteuerung als auch die Berechnung der PID-Abtastzeit
und der P/D-Faktoren. Denken Sie daran, die erforderlichen Parameter gemäß der Beschreibung in Parameter 19-05 einzustellen, bevor Sie die Berechnung
starten. Die Berechnung ist fertig, wenn der Wert im Par. 19-05 auf „0“ zurückgesetzt wird.
Mit den Testfahrt-Funktionen können die PID-Faktoren weiter optimiert werden:
Es stehen zwei Arten von Testfahrt zur Verfügung: Positionierung, bei der der Slave-Antrieb eine festgesetzte Strecke fährt und Synchronisierung mit
einem virtuellen Master, bei der der Slave dem virtuellen Master in Position oder Drehzahl folgt. Grundsätzlich ist es besser, die Testfahrt mit einem
virtuellen Master zu machen, weil dies den Betriebsbedingungen im Synchronisierungsmodus (Programm 2) eher entspricht.
Für die Testfahrt mit Positionierung müssen folgende Parameter eingestellt werden:
Parameternr. 19-01
Testfahrt Geschwindigkeit: Geben Sie die Drehzahl als Prozentsatz der maximalen Geschwindigkeit aus Parameter 32-80 ein.
Parameternr. 19-02
Testfahrt Beschleunigung: Geben Sie die Beschleunigungszeit in Prozent ein. 100 % entsprechen der minimalen Beschleunigung, 50 % entsprechen dem
halben Wert, d. h. die Rampenzeit wird doppelt so lang.
Parameternr. 19-03
Testfahrt Weg: Geben Sie den Weg (Quadcounts) ein, welchen der Antrieb bei der Optimierung zurücklegen soll.
64
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Gehen Sie dann wie folgt vor:
1. Schließen Sie die Kontakte an Klemme 32 (Rechtsdrehung) oder 33 (Linksdrehung). Während der Testfahrt zeigt der letzte Wert in der ersten
Displayzeile den Schleppabstand (PID-Fehler). Wenn die Testfahrt beendet ist, wird der maximal aufgetretene Schleppabstand (PID-Fehler)
angezeigt.
2. Erhöhen Sie den P-Faktor (Par. 32-60). Nach jeder Änderung sollten Sie eine Testfahrt durchführen, um die richtige Einstellung zu finden. Wenn
der Antrieb unruhig wird oder wenn Überspannung oder Überstrom gemeldet wird, reduzieren Sie den Wert im Parameter 32-60 auf etwa 70-80
% des eingestellten Werts.
3. Stellen Sie nun den D-Faktor (Parameter 32-61) auf den 5-fachen Wert von Parameter 32-60 ein.
4. Wenn ein geringerer Synchronisierungsfehler notwendig ist, kann der I-Anteil (Parameter 3262) auf einen niedrigen Wert, z. B. 10 eingestellt
werden. Seien Sie aber vorsichtig: Ein zu hoher Wert wird zu Überschwingen und zu Instabilität führen.
Für die Testfahrt mit virtuellem Master müssen die folgenden Parameter eingestellt werden:
Parameternr. 19-16
Sollwert Virtueller Master: Wählen Sie den Sollwerteingang für die Geschwindigkeit des virtuellen Masters. „0“ ist Analogeingang 53, „1“ ist Parameter
310 Subindex 0 und „2“ ist Feldbus PCD 2.
Parameternr. 19-17
2
Beschleunigung Virtueller Master: Geben Sie die Beschleunigung des virtuellen Masters in Drehgeberpulsen/Sekunde
Parameternr. 19-18
Maximale Geschwindigkeit Virtueller Master: Geben Sie die maximale Geschwindigkeit des virtuellen Masters in Drehgeberpulsen/Sekunde ein.
ein.
4
Gehen Sie dann wie folgt vor:
1. Starten Sie die Testfahrt mit dem virtuellen Master durch Aktivieren des Eingangs 3. Während der Testfahrt sehen Sie den Schleppabstand als
letzten Wert in der ersten Displayzeile. Beim Anhalten wird der maximal während der Testfahrt aufgetretene Schleppabstand ausgelesen.
2. Wenn eine genauere und dynamischere Regelung gefordert ist, muss der P-Faktor (Parameter 32-60) erhöht werden. Wenn der Slave instabil
wird, muss der Wert auf etwa 25 % reduziert werden.
3. Stellen Sie nun den D-Faktor (Parameter 32-61) auf den 5-fachen Wert von Parameter 32-60 ein.
4. Wenn ein geringerer Synchronisierungsfehler notwendig ist, kann der I-Faktor (Parameter 32-62) auf einen niedrigen Wert, z. B. 10 eingestellt
werden. Seien Sie aber vorsichtig: Ein zu hoher Wert wird zu Überschwingen und zu Instabilität führen.
Falls der Abstand zwischen zwei Markersignalen am Slave nicht bekannt ist, kann dieser Abstand nun ausgemessen werden. Dazu wird der Kontakt am
Eingang Markersuche Slave (I8) geschlossen. Der Slave-Antrieb dreht mit der eingestellten Testfahrt-Geschwindigkeit. Im Parameter 33-18 kann bei
jedem Markersignal der Abstand abgelesen werden. Wird die Markersuche durch Öffnen des Kontaktes Markersuche Slave (I8) gestoppt, wird ein Mittelwert über alle Markerabstände gebildet und dieser als Wert im Parameter 33-18 eingetragen. Die Abstände zwischen den Markersignalen des MasterAntriebs werden analog dazu mittels des Eingangs Markersuche Master (I7) gemessen. Hierzu ist es allerdings erforderlich, den Master zu starten. Die
Abstände werden im Parameter 33-17 laufend angezeigt. Nach Öffnen des Kontaktes Markersuche Master (I7) wird wiederum der berechnete Mittelwert
über alle Messungen als Endergebnis im Parameter 33-17 eingetragen.
Die Einstellungen werden automatisch gespeichert.
4.9.6. Synchronisierung programmieren
Ändern Sie den Wert des Parameters 33-80 auf „2“. Dies startet das Anwendungsprogramm zur Synchronisierung.
Nun stellen Sie die erforderlichen Parameter für die Synchronisierung ein:
Parameternr. 19-01
Betriebsart: Geben Sie „2“ oder „5“ für Markersynchronisierung ein.
Parameternr. 33-23
Markersynchronisierverhalten: Legen Sie fest, wie der Slave-Antrieb beim Aufsynchronisieren auf den Master-Marker reagieren soll. „0“ bedeutet voreilender Markerimpuls des Masters – der Slave synchronisiert auf den bereits registrierten Master-Markerimpuls auf, er holt auf. „1“ bedeutet nachfolgender
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
65

4
4. Synchronisierung Produkthandbuch Synchronregler MCO 350
Master-Markerimpuls – der Slave wartet auf den nächsten Master-Marker und synchronisiert auf diesen auf, der Slave verlangsamt. „2“ bedeutet, dass
der Slave den dichtesten Master-Marker benutzt – er entscheidet selbst, ob er aufholen oder verlangsamen soll.
Parameternr. 33-13
Genauigkeit: Geben Sie in Quadcounts den Wert für ein Toleranz-Fenster ein, innerhalb dessen die Slave-Position von der Master-Position abweichen
darf.
Parameternr. 33-24
Markeranzahl für Fehler: Ungenauigkeit: Geben Sie an, nach wie vielen Markersignalen eine Fehlermeldung erfolgen soll.
Parameternr. 33-25
Markeranzahl für READY: Genauigkeit: Geben Sie an, nach wie vielen Markersignalen das Ready-Bit gesetzt werden soll.
Parameternr. 19-05
Nr. Getriebefaktor: Tragen Sie die Nummer des Getriebefaktors ein, der in den Parametern 19-06 bis 19-10 angezeigt werden soll. Wählen Sie dazu zuerst
die Nummer des Getriebefaktors, dann können Sie in den Parametern 19-06 bis 19-10 die erforderlichen Werte für dieses Übersetzungsverhältnis einstellen. Anschließend wird der nächste Getriebefaktor in Parameter 19-05 angewählt und dort ebenso verfahren.
Parameternr. 19-06
Zähler Getriebefaktor: Tragen Sie den Wert für den Zähler des Getriebefaktors ein. Dieser entspricht den Drehgeberimpulsen des Slave-Antriebs. Für eine
Feineinstellung mittels der Eingänge 32 und 33 sollte man zum Beispiel das Verhältnis 7 zu 16 als 7000 zu 16000 programmieren.
Parameternr. 19-07
Nenner Getriebefaktor: Tragen Sie den Wert des Nenners des Getriebefaktors ein. Dieser Wert entspricht den Masterimpulsen.
Parameternr. 19-08
Slave-Marker: Tragen Sie die Anzahl der Slave-Marker für das Markerverhältnis ein. Stellen Sie sicher, dass Getriebeverhältnis und Markerverhältnis
zueinander passen.
Parameternr. 19-09
Master-Marker: Tragen Sie die Anzahl der Master-Marker für das Markerverhältnis ein. Stellen Sie sicher, dass Getriebeverhältnis und Markerverhältnis
zueinander passen.
Parameternr. 19-10
Fester Offset: Hier können Sie für den ausgewählten Getriebefaktor einen festen Positionsoffset eingeben (Quadcounts). Dieser Wert legt die Positionsabweichung zwischen Slave-Marker und Master-Marker fest. Dieser Offset kann während des Betriebs mittels der Eingänge 32 und 33 verändert werden.
Hinweis: Der Offset bezieht sich auf die Master-Position.
Der Versatz zum Slave kann wie folgt berechnet werden:
O ffset_Slave
Parameternr. 19-11
Schrittzeit: Geben Sie die Verzögerung in ms ein, wann nach Anliegen eines der Signale an Klemme 32 oder 33 im Halten-Modus die nächste Frequenzänderung und im Synchronisierungsmodus die nächste Änderung des Zählers des Getriebefaktors durchgeführt werden soll.
Parameternr. 19-12
Schrittweite: Im Modus Markersynchronisierung wird der Offset Parameter 19-08 um diesen Betrag geändert, wenn eine der Klemmen 32 oder 33 aktiviert
ist.
O ffset x Par.
=
Par.
.19− 06
.19− 07
Parameternr. 19-13
Faktor Slave-Geschwindigkeit: Tragen Sie den Faktor ein, mit dem die Slave-Geschwindigkeit multipliziert werden soll, um sie dann anzuzeigen. Dabei
gilt folgende Formel zur Berechnung des Faktors:
N
x
400
Faktor
66
Set
=
xSlave−Drehgeber−_auflösung
60
xDisplay_Wert
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 4. Synchronisierung
Beispiel: Auflösung 1024 Inkremente, gewünschte Anzeige 100 bei 1500 1/min
1
Faktor
Parameternr. 19-14
Faktor Master-Geschwindigkeit: Tragen Sie den Faktor ein, mit dem die Master-Geschwindigkeit multipliziert werden soll, um sie dann anzuzeigen.
Dabei gilt folgende Formel zur Berechnung des Faktors:
Faktor
Parameternr. 19-15
Faktor Synchronisierungsfehleranzeige: Tragen Sie den Faktor ein, mit dem der aktuelle Fehler multipliziert werden soll, um ihn dann anzuzeigen.
Die Formel zur Berechnung des Faktors lautet:
Faktor
Die Einstellungen werden automatisch gespeichert.
=
N
Set
=
N
Set
=
1500
x
min.
400x1024
60x100
x
400
xSlave−Drehgeber−_auflösung
60
xDisplay_Wert
x
400
xSlave−Drehgeber−_auflösung
60
xDisplay_Wert
Inkr
Umdr
= 102400
4.9.7. Betrieb und Betriebsfunktionen
Nachdem alle Werte wie beschrieben eingestellt wurden, kann nun der Antrieb im Normalbetrieb gefahren werden.
Start der Synchronisierung
Die Synchronisierung des Slaves wird mittels SyncStart (I1) gestartet, anschließend startet man den Master. Dies sichert eine bestmögliche Synchronisierung. Der Slave-Antrieb verfährt positionssynchron zum Master, bis sowohl der Slave- als auch der Master-Marker erkannt wird. Der Slave beschleunigt
oder verlangsamt je nach Einstellung des Parameters 33-23, um die Markerposition plus dem eingestellten Offset zu erreichen. Dabei kann es vorkommen,
dass der Slave-Antrieb schneller als der Master fährt, wenn der Slave-Antrieb die Position aufholen muss.
4
Stopp der Synchronisierung
Beim Öffnen des Kontaktes I1 (SyncStart) wird der Slave mit der zulässigen Beschleunigung gestoppt.
Feineinstellung der Position
Sobald der Slave-Antrieb positionssynchron zum Master ist, kann diese Position mittels der Eingänge 32 + 33 verschoben werden. Hinweis: Der Offset
bezieht sich auf die Master-Position. Der Versatz zum Slave kann wie folgt berechnet werden:
O ffset_Slave
Umschalten auf einen anderen Getriebefaktor
Während der Synchronisierung kann an den Eingängen 9 und 10 ein neuer Getriebefaktor angewählt werden. Das Übersetzungsverhältnis wird dann
mittels des schaltenden Eingangs (I2) aktiviert. Der Slave wird daraufhin mit der zulässigen Beschleunigung dieses neue Übersetzungsverhältnis anfahren.
Der Offset bezieht sich auf den ersten Getriebefaktor nach SyncStart. Deshalb muss ein Stopp und dann ein Start durchgeführt werden, wenn sich der
Offset nach einer Änderung auf den letzten Getriebefaktor beziehen soll.
Verhalten im Fehlerfall
Tritt ein Fehler, z. B. Schleppabstand, Überstrom o. Ä. auf, wird der Antrieb gestoppt und der Ready-Ausgang (O8) auf „low“ gesetzt. Der aufgetretene
Fehler kann mittels des Eingangs 27 oder Feldbus Bit 1.9 quittiert werden. Ein Reset ist auch über die [Reset]-Taste der LCP Bedieneinheit des Frequenzumrichters möglich.
O ffset x Par.
=
Wenn der Antrieb wegen Erd- oder Kurzschluss angehalten hat, muss vor dem Reset das Netz abgeschaltet werden!
Par.
.19− 06
.19− 07
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
67

5
5. Anhang Produkthandbuch Synchronregler MCO 350
68
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
5. Anhang
5.1. Meldungen und Fehlerreferenz
5.1.1. Warnungen und Fehlermeldungen
Alle Meldungen werden im LCD-Display des FC 300 in Kurzform und in der APOSS-Software in Klartext angezeigt. Informieren Sie sich in der Tabelle in
Kürze oder im darauf folgenden Abschnitt im Detail über die Fehlermeldungen. Die Tabelle enthält die Meldungen geordnet nach Nummern. Buchstaben
nach einem %-Zeichen stehen für Variablen, die in Klartext an den entsprechenden Stellen verwendet werden können.
Fehlernr. Fehlertext Beschreibung
103 Ung. Achsennr. Achsen nicht im System.
105 Fehler n. quit. Fehler nicht quittiert.
106 Ref.pkt n.err. Der Referenzpunkt wurde nicht erreicht.
107 Rf.pkt.geschw. 0 Referenzpunktfahrt wurde bei Ref.pkt-Geschw. gleich 0 ausgeführt.
108 Positionsfehler Positionsfehler.
109 Index n.gefunden Indeximpuls (Drehgeber) nicht gefunden.
110 Undef. Befehl Unbekannter Befehl.
111 SW-Endbegren. Software-Endbegrenzung aktiviert.
112 Undef. Param. Unzulässige Parameternummer.
113 FC n. aktiviert FC 300 ist nicht bereit, aber der PID-Regler ist aktiv.
114 Zu viele Schlei. Zu viele Verschachtelungen.
115 Par.-Speich.-F. Fehler bei Parameterspeicherung.
116 Param.speicher Parameter im Speicher sind defekt.
5
117 Progr. speicher Programme im Speicher sind defekt.
118 Reset du. CPU Quittierung durch CPU.
119 Benutzerabbr. Abbruch durch Benutzer.
125 HW-Endbegren. Ein Hardware-Endschalter wurde aktiviert.
149 Zu viele inter. Max. Zahl von Interruptfunktionen überschritten.
150 K. ext. 24 V Ext. 24 V-Versorgung fehlt.
151 Zu viele GOSUB Zu viele verschachtelte GOSUB-Befehle.
152 Rückk.überschr. Zu viele RETURN-Befehle.
154 D.-Ausg. Überl. Digitalausgang überlastet.
155 Verknüpf. Fehl. Verknüpfungsfehler bei LINKGPAR-Befehl.
162 Speicherfehler Fehler bei Prüfung; EEPROM: Adresse % defekt.
170 Arraygr. (DIM) Fehler bei DIM-Befehl.
171 Array zu klein Es wurde versucht, Arraygrenzwerte zu überschreiten.
179 Warte Indx-TO Timeout beim Warten auf Index.
184 Zu viele ON TIME Zu viele Zeitinterrupts.
187 N. genug Spei. Nicht genügend Speicherplatz für Variablen.
190 Spei. gesperrt Der Programmspeicher ist schreibgeschützt.
191 Ung. Kurvennr. Falsche Kurvennummer.
192 Drehgeb.fehler Drehgeber-Abweichung
199 Int. MCO-Fehl. Drehgeber-Abweichung
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
69

5. Anhang Produkthandbuch Synchronregler MCO 350
5.1.2. Fehler
5
Fehler 103
Ung. Achsennr.
Es wurde versucht, eine Achse zu finden, die nicht in der Steuerung existiert. Prüfen Sie, ob der programmierte Achsenbefehl eine ungültige
Nummer oder einen allgemeinen Achsenbefehl (...X(*)) hat.
Fehler 105
Fehler n. quit.
Ein neuer Bewegungsbefehl wurde ausgeführt, während ein Fehler vorlag. Fehlermeldung erst quittieren und dann Bewegungsbefehl ausführen.
Fehler 106
Ref.pkt n.err.
Fehler bei Referenzpunktbewegung. Achsenpar. 33-00
ist aktiviert und ein Bewegungsbefehl wurde vor der Referenz-
zwingen
fahrt ausgegeben. Zuerst Referenzfahrt ausführen, dann Bewegungsbefehl geben. Diese Bewegung zum Maschinennullpunkt wurde nicht
ausgeführt.
Fehler 107
Rf.pkt.geschw. 0
Referenzfahrt wurde mit
gleich 0 programmiert.
Fehler 108
Positionsfehler
Die Entfernung zwischen der Soll- und Istposition ist größer als der max.
tolerierte Positionsfehler aus Par. 32-67.
Ursachen:
- Mechanisch blockierter oder überlasteter Antrieb.
- Par. 32-67
- Solldrehzahl ist größer als FC 300 Parameter 4-13
quenz
und 3-03
- Sollbeschleunigung ist zu groß
- Par. 32-60
- FC 300 nicht aktiviert.
Fehler 109
Index n.gefunden
Drehgebernullimpuls nicht innerhalb einer Drehgeberumdrehung gefunden. Nullimpuls des Drehgebers prüfen.
Ursachen:
- Ein Drehgeber ohne Indeximpuls wurde verwendet
- Indeximpuls nicht angeschlossen
- Indeximpuls falsch (alle drei Kanäle müssen gleichzeitig „low“
sein), oder
- Par. 32-01
eingestellt
Fehler 110
Undef. Befehl
Ursache: Kommunikations- oder Programmfehler. Programm neu kompilieren und laden.
Fehler 111
Referenzpunkt-Geschwindigkeit
Max. tolerierter Positionsfehler
Max. Sollwert
P-Faktor
ist zu klein, oder
Inkrementalauflösung
(DREHGEBER) ist zu niedrig
Referenzfahrt er-
(Par 33-03)
zu klein
Max. Fre-
SW-Endbegren.
Ein Bewegungsbefehl wird die Software-Endbegrenzungen aktivieren
oder hat sie bereits aktiviert.
Erreichen einer Softwaregrenze bei einer Bewegung im Drehzahlmodus
wird nur erkannt, nachdem die aktuelle Position identisch mit dem Software-Endschalter ist.
Die Bedieneinheit wird abgeschaltet und der Frequenzumrichter muss
von Hand in den zulässigen Bereich bewegt werden, oder die Überwachung des Software-Endschalters muss kurzzeitig über die neg. und pos.
Software-Endbegren. in Parametern 33-43 und 33-44 deaktiviert werden.
Nur dann kann der Fehler quittiert werden.
Im Positioniermodus ist vor Bewegungsstart bekannt, dass die Zielposition außerhalb des Pfads liegt. In diesem Fall wird die Bewegung nicht
ausgeführt und die Fehlermeldung kann quittiert werden.
Fehler 112
Undef. Param.
Es wurde versucht, einen nicht vorhandenen Parameter zu ändern (SEToder SETVLT-Befehl).
Fehler 113
FC n. aktiviert
FC 300 ist nicht bereit, aber der PID-Regler ist aktiv. Das FC-Zustandswort
(Bit 09 und Bit 11) werden alle 20 ms überwacht, wenn der PID-Regler
aktiv ist. Der FC 300 ist nicht bereit, wenn:
- er hat einen Alarm,
- er ist im Hand-Betrieb,
- LCP Stopp im Ortbetrieb ist aktiviert.
Fehler 114
Zu viele Schlei.
Zu viele Verschachtelungen in ausgeführtem Programm.
Fehler 115
Par.-Speich.-F.
Fehler beim Speichern des Optionsparameters.
Fehler 116
Param.speicher
Die Parameter im EEPROM sind nicht mehr gültig. Ursachen:
- EEPROM defekt oder
- Stromausfall beim Speichern
ACHTUNG!
Sie müssen den Parameter über 14-22 initialisieren
und diese Parameter dann wieder mit Ihren eigenen
Anwendungsparametern überschreiben.
Andernfalls funktionieren Bewegungsprogramme, die Anwendungsparameter benötigen, nicht mehr korrekt.
Fehler 117
Progr. speicher
Die EEPROM gespeicherten Programmdaten können nicht mehr gefunden
werden oder sind falsch. Gründe:
- EEPROM defekt oder
- Stromausfall beim Speichern
70
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
Sie müssen einen Reset über die 3-Finger-Methode durchführen, um alle
Parameter auf ihre Werkseinstellungen zu setzen und alle Benutzerprogramme, Arrays und Anwendungsparameter zu löschen.
Laden Sie anschließend die Programme und Parameter neu.
Dies entspricht
APOSS-Menü.
Fehler 118
Reset du. CPU
Der Prozessor wurde gestoppt und eine automatische Quittierung wurde
ausgeführt (Watchdog).
Mögliche Ursachen:
- Kurzzeitiger Spannungsabfall
- Spannungsspitze oder
- Kurzschluss
Fehler 119
Benutzerabbr.
Autostart
Das
Oder die Taste [CANCEL] wurde beim Einschalten gedrückt und ein Master-Reset ausgelöst.
Fehler 125
HW-Endbegren.
Eine Hardware-Endbegrenzung wurde durch einen Bewegungsbefehl aktiviert.
Durch Aktivierung eines Endschalters wird die Steuerung (je nach Par.
33-40
trieb muss von Hand aus dieser Position bewegt werden, bevor die
Fehlermeldung quittiert werden kann.
Fehler 149
Zu viele inter.
Maximale Zahl von Interruptfunktionen wurde überschritten. Zulässig
sind:
→
Erase Option EEPROM
-Programm wurde vom Benutzer abgebrochen.
Verhalten an Endbegren.
) automatisch abgeschaltet und der An-
oder →
Reset complete
im
32 ON INT
32 ON STATBIT
32 ON COMBIT
10 ON PARAM
20 ON APOS, ON MAPOS, ON MCPOS
Fehler 150
K. ext. 24 V
Ext. 24 V-Versorgung fehlt.
Fehler 151
Zu viele GOSUB
Zu viele Aufrufe von einer Subroutine zu einer anderen im Programm.
Der Fehler tritt gewöhnlich auf, wenn eine wiederkehrende Referenz zu
einem der Unterprogramme in einem Unterprogramm vorliegt.
Zu viele gegensätzliche Subroutinenaufrufe vermeiden (max. 10) und
Subroutinen vermeiden, die sich selbst aufrufen (rekursive Subroutinen).
Fehler 152
Rückk.überschr.
Es liegen mehr RETURN als zugehörige GOSUB-Befehle im Programm
oder ein direkter Sprung von einer Subroutine mit einem GOTO-Befehl
vor.
Nur ein RETURN pro Unterprogramm ist zulässig.
Es ist immer besser, zum Beginn eines Unterprogramms zu springen und
dann mit IF ... zu einem zuvor definierten Label zu springen.
Fehler 154
D.-Ausg. Überl.
Digitalausgang überlastet.
Fehler 155
Verknüpf. Fehl.
Verknüpfungsfehler bei LINKGPAR-Befehl.
Fehler 162
Speicherfehler
Nach Speichern im EEPROM (Programm oder Parameter) wurde während
der Prüfung ein Fehler gefunden.
EEPROM manuell (3-Finger-Methode) löschen und Speichern erneut versuchen.
Falls dies keinen Erfolg hat, den Danfoss Service zurate ziehen.
Fehler 170
Arraygr. (DIM)
Die Definition eines Arrays in einem DIM-Befehl stimmt nicht mit einem
bereits vorhandenen Array im MCO 350 überein.
Ursache könnte sein, dass die Felder von älteren SYNCPOS/APOSS-Programmen stammen. Das aktuelle Programm hat andere Definitionen.
Entweder das APOSS-Programm anpassen, um die Arraygröße zu korrigieren oder die alten Arrays löschen.
ACHTUNG!
Denken Sie daran, den Empfehlungen zum Speichern
von Programmen und Parametern zu folgen, bevor Sie
den EEPROM löschen.
Fehler 171
Array zu klein
Es wurde versucht, ein Arrayelement zu beschreiben, das sich außerhalb
der definierten Arraygrenzwerte befindet.
Ursache könnte ein Fehler im APOSS-Programm sein. Arraygröße stimmt
nicht mit dem erforderlichen Speicherplatz überein (z. B. aufgrund einer
falsch programmierten Schleife).
Oder das Array ist für die Anzahl von Testantrieben, die durch TESTSTART ausgelöst werden, zu klein.
Prüfen Sie Schleifenvariablen.
Fehler 179
Warte Indx-TO
Der Befehl WAITNDX wurde ausgeführt und das aufgeführte Timeout
überschritten.
Das Timeout ist wahrscheinlich zu kurz oder der Indeximpulse wurde
nicht gefunden (siehe auch Fehler 109).
Fehler 184
Zu viele ON TIME
Zu viele Interrupts (ON TIME- oder ON PERIOD-Befehle) wurden im Programm verwendet.
In einem Programm sind max. 12 ON TIME- und/oder ON PERIOD-Befehle erlaubt.
Fehler 187
N. genug Spei.
Nicht genügend Speicherplatz für Variablen.
Wenn das APOSS-Programm gestartet wird, wird der Speicherplatz für
notwendige Variablen dynamisch reserviert. Dieser Speicherplatz steht
nicht mehr zur Verfügung.
5
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
71

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Es wurde evtl. eine max. Zahl von Variablen gewählt, die zu hoch ist.
Reduzieren Sie die maximale Zahl in
= 92).
Oder der verfügbare Speicherplatz ist mit Programmen oder Arrays belegt. Löschen Sie die Programme oder löschen Sie die Programme und
Arrays, d. h. durch Löschen des gesamten Speichers.
ACHTUNG!
Denken Sie daran, den Empfehlungen zum Speichern
von Programmen und Parametern zu folgen, bevor Sie
den EEPROM löschen.
Fehler 190
Spei. gesperrt
Der Programmspeicher ist schreibgeschützt und kann nicht geändert
werden.
Dies bedeutet, dass automatische Erkennung weder eingestellt noch gelöscht werden kann, und Programme können weder gespeichert noch
gelöscht werden. Gleichermaßen wird
löschen
nicht ausgeführt.
Fehler 191
Ung. Kurvennr.
Falsches oder altes Array ist in der DIM-Anweisung für SETCURVE definiert.
Ein altes Array kann existieren, falls die CNF-Datei mit allen Parametern
und Arrays nicht in den
Ein falsches Array könnte folgende Ursachen haben:
- Es wurde nicht vom Kurveneditor erstellt.
- Vorherige Version eines Kurveneditors. Solch ein Array muss
zuerst vom aktuellen CAM-Editor konvertiert werden (
und
speichern
- Oder die Reihenfolge der Arrays in der DIM-Anweisung stimmt
nicht mit der Reihenfolge in der CNF-Datei überein. Siehe hierzu
die Nummer des Arrays in der Titelleiste des
Fehler 192
Drehgeb.fehler
Fehler bei Drehgeberüberwachung: Leitungsbruch oder Kurzschluss laut
LED-Anzeige.
CAM-Editor
).
Einstellungen Compiler
→
geladen worden ist.
→
RAM
speichern und →
CAM-Editors
(Standard
EEPROM
→
laden
.
ACHTUNG!
Ein Fehler wird angezeigt, auch wenn kein Drehgeber
angeschlossen ist.
Fehler 199
Int. MCO-Fehl.
Falls dieser Fehler auftreten sollte, wenden Sie sich bitte an Ihren Händler
und geben Sie die angezeigte Fehlernummer der technischen Kundendienstabteilung an.
72
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
5.2. Parameterübersicht
5.2.1. Parameterübersicht: 1900
Parameternummer Beschreibung
1900 Daten speichern
Werkseinstellung: 0
Einstellbereich von 0 - 1
Benutzereinstellung:
1901
1902
Benutzereinstellung (%):
1903
Benutzereinstellung:
Benutzereinstellung (%):
Testfahrt: Programm 1:
Testfahrt Geschwindigkeit
Werkseinstellung: 10 %
Einstellbereich von 1 - 100 %
Benutzereinstellung (%):
Synchronbetrieb: Programm 2:
Betriebsart
Werkseinstellung: 0
Einstellbereich von 0 - 7
Benutzereinstellung:
Testfahrt: Programm 1:
Testfahrt Beschleunigung
Werkseinstellung: 10 %
Einstellbereich von 1 - 200 %
Synchronbetrieb: Programm 2:
Halten-Funktion
Werkseinstellung: 0
Einstellbereich von 0 - 1
Benutzereinstellung:
Testfahrt: Programm 1:
Testfahrt Weg
Werkseinstellung: 4096 Quadcounts
Einstellbereich von 1 - 2147483647 Quadcounts
Synchronbetrieb: Programm 2:
Halten-Drehzahl
Werkseinstellung: 10 %
Einstellbereich von 0 - 100 %
5
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
73

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Parameternummer Beschreibung
1904
Benutzereinstellung:
1905
Benutzereinstellung:
Nr. Getriebefaktor
Testfahrt: Programm 1:
Synchronisierungstyp (Sync-Typ)
Werkseinstellung: 0
Einstellbereich von 0 - 1
Synchronbetrieb: Programm 2:
Delta-Halten-Drehzahl
Werkseinstellung: 5 %
Einstellbereich von 1 - 100 %
Benutzereinstellung (%):
Testfahrt: Programm 1:
Vorsteuerung und PID berechnen (FFVEL calc.)
Werkseinstellung: 0
Einstellbereich von 0 - 2
Werkseinstellung: 0
Einstellbereich von 0 - 3
1906 Zähler Getriebefaktor
Werkseinstellung: 1000
Einstellbereich von - MLONG - MLONG
1907 Nenner Getriebefaktor
Werkseinstellung: 1000
Einstellbereich von - MLONG - MLONG
1908 Slave Markeranzahl
Werkseinstellung: 1
Einstellbereich von 1 - 2147483647
1909 Master-Markeranzahl
Werkseinstellung: 1
Einstellbereich von 1 - 2147483647
1910 Fester Offset
Werkseinstellung: 1
Einstellbereich von -2147483647 - 2147483647
1905 Nr. Getriebefaktor 1 2 3 4
1906 Zähler
1907 Nenner
1908 Slave-Marker
1909 Master-Marker
1910 Fester Offset
74
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
Parameternummer Beschreibung
1911 Schrittzeit
Werkseinstellung: 100 ms
Einstellbereich von 10 - 2147483647 ms
1912 Schrittbreite
1913 Faktor Slave-Geschwindigkeit
1914 Faktor Master-Geschwindigkeit
1915 Faktor Synchronisierungsfehleranzeige
1916 Sollwert Virtueller Master
1917 Beschleunigung Virtueller Master
1918 Maximale Geschwindigkeit Virtueller Master
Benutzereinstellung (ms):
Werkseinstellung: 1
Einstellbereich von -2147483647 - 2147483647
Benutzereinstellung:
Werkseinstellung: 400
Einstellbereich von 1 - 2147483647
Benutzereinstellung:
Werkseinstellung: 400
Einstellbereich von 1 - 2147483647
Benutzereinstellung:
Werkseinstellung: 400
Einstellbereich von 1 - 2147483647
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 3
Benutzereinstellung:
Hz
Werkseinstellung: 25600
Einstellbereich von 1 - 2147483647Hz/
Benutzereinstellung (Hz/s):
Werkseinstellung: 25600
Einstellbereich von 1 - 21474836471/
Benutzereinstellung (Hz/s):
/
s
s
1
/
s
s
5
1919 Steuerquelle Testfahrt ( Steur. Testfahrt)
Werkseinstellung: 0
Einstellbereich von 0 - 1
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
Benutzereinstellung:
75

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Parameternummer Beschreibung
1920 Steuerquelle Synchronisierung (Steur. Synchron)
Werkseinstellung: 0
Einstellbereich von 0 - 1
1921 Bremsverzögerung auf (Bremsverzög. Auf )
1922 Bremsverzögerung zu (Bre msv e r zög. Z u)
1923 Marker-Überwachung
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 5000 ms
Benutzereinstellung (ms):
Werkseinstellung: 0
Einstellbereich von 0 - 5000 ms
Benutzereinstellung (ms):
Werkseinstellung: 0
Einstellbereich von 0 - 2
Benutzereinstellung (ms):
1924 Resynchronisierung (Resync.)
Werkseinstellung: 0
Einstellbereich von 0 - 1
Benutzereinstellung:
76
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
5.2.2. Parameterübersicht: 3200
Parameternummer Beschreibung
3200 Inkrem. Signaltyp Slave
Werkseinstellung: 1
Einstellbereich von 0 - 2
3201 Inkrementalauflösung Slave
3202 Absolutwertprotokoll Slave
3203 Absolutwertauflösung Slave
3205 Absolutwertgeber-Datenlänge Slave
3206 Absolutwertgeber-Taktfrequenz Slave
3207 Absolutwertgeber Takt
3208 Absolutwertgeber-Kabellänge Slave
3209 Drehgeberüberwachung Slave
Benutzereinstellung:
Benutzereinstellung:
Werkseinstellung: 1024
Einstellbereich von 1 - MLONG
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 5
Benutzereinstellung:
Werkseinstellung: 8192
Einstellbereich von 1 - MLONG
Benutzereinstellung:
Werkseinstellung: 25
Einstellbereich von 8 - 37
Benutzereinstellung:
Werkseinstellung: 262000
Einstellbereich von 78125 - 2000000
Benutzereinstellung:
Werkseinstellung: Ein
Einstellbereich von Aus - Ein
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 300
Benutzereinstellung:
Werkseinstellung: Aus
Einstellbereich von Aus - Ein
5
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
77

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Parameternummer Beschreibung
3210 Drehrichtung
Werkseinstellung: 1
Einstellbereich von -2 - +2
3230 Inkrem. Signaltyp Master
3231 Inkrementalauflösung Master
3232 Absolutwertprotokoll Master
3233 Absolutwertauflösung Master
3235 Absolutwertgeber-Datenlänge Master
3236 Absolutwertgeber-Taktfrequ enz M aster
3237 Absolutwertgeber Takt Master
3238 Absolutwertgeber-Kabellänge Master
Benutzereinstellung:
Benutzereinstellung:
Werkseinstellung: 1
Einstellbereich von 0 - 1
Benutzereinstellung:
Werkseinstellung: 1024
Einstellbereich von 1 - MLONG
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 5
Benutzereinstellung:
Werkseinstellung: 8192
Einstellbereich von 1 - MLONG
Benutzereinstellung:
Werkseinstellung: 25
Einstellbereich von 8 - 37
Benutzereinstellung:
Werkseinstellung: 262000
Einstellbereich von 78125 - 2000000
Benutzereinstellung:
Werkseinstellung: Ein
Einstellbereich von Aus - Ein
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 300
78
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
Parameternummer Beschreibung
3239 Drehgeberüberwachung Master
Werkseinstellung: Aus
Einstellbereich von Aus - Ein
3240 Drehgeberterminierung Master
3260 P-Faktor
3261 D-Faktor
3262 I-Faktor
3263 Grenzwert für Integralsumme
3264 PID-Bandbreite
3265 Vorsteuerung für Geschwindigkeit
3266 Vorsteuerung der Beschleunigung
Benutzereinstellung:
Benutzereinstellung:
Werkseinstellung: Ein
Einstellbereich von Aus - Ein
Benutzereinstellung:
Werkseinstellung: 10
Einstellbereich von 0 - 65000
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 65000
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 65000
Benutzereinstellung:
Werkseinstellung: 1000
Einstellbereich von 0 - 65000
Benutzereinstellung:
Werkseinstellung: 1000
Einstellbereich von 0 - 65000
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 65000
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 65000
5
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
79

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Parameternummer Beschreibung
3267 Maximaler Schleppabstand
Werkseinstellung: 10000 Quadcounts
Einstellbereich von 1 - 2147483647
3268 Reversierverhalten
3269 Abtastzeit für PID-Regler
3280 Max. Geschw.
3281 Kürzeste Rampe
3282 Rampentyp
Benutzereinstellung:
Benutzereinstellung (Quadcounts):
Werkseinstellung: 0
Einstellbereich von 0 - 2
Benutzereinstellung:
Werkseinstellung: 1 ms
Einstellbereich von 1 - 1000 ms
Benutzereinstellung (ms):
Werkseinstellung: 1500
Einstellbereich von 1 - 65535 1/
Benutzereinstellung (1/
Werkseinstellung: 100 ms
Einstellbereich von 50 - 2147483647 ms
Benutzereinstellung (ms):
Werkseinstellung: 0
Einstellbereich von 0 - 1
1
/
min
min
):
min
80
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
5.2.3. Parameterübersicht: 3300
Parameternummer Beschreibung
3300 Referenzfahrt erzwingen
Werkseinstellung: 0
Einstellbereich von 0 - 1
3302 Rampe für Referenz fa h rt
3303 Geschw. der Ref.pkt-Bewegung
3304 Referenzfahrt erzwingen-Funktion:
3313 Genauigkeit
3314 M-S Toleranzdrehzahl
3317 Mastermarkerabstand
3319 Mastermarkertyp
Benutzereinstellung:
Werkseinstellung: 10 %
Einstellbereich von 1 - 200 %
Benutzereinstellung (%):
Werkseinstellung: 10 %
Einstellbereich von 0 - 100
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 4
Benutzereinstellung:
Werkseinstellung: 1000 Quadcounts
Einstellbereich von -2147483647 - 2147483647 Quadcounts
Benutzereinstellung (Quadcounts):
Werkseinstellung: 0 %
Einstellbereich von 0 - 100 %
Benutzereinstellung (%):
Werkseinstellung: 4096 Quadcounts
Einstellbereich von 0 - 2147483647 Quadcounts
Benutzereinstellung (Quadcounts):
Werkseinstellung: 0
Einstellbereich von 0 - 3
Benutzereinstellung:
5
3320 Slavemarkertyp
Werkseinstellung: 0
Einstellbereich von 0 - 3
Benutzereinstellung:
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
81

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Parameternummer Beschreibung
3321 Toleranzfenster Mastermarker
Werkseinstellung: 0
Einstellbereich von 1 - 2147483647
3322 Toleranzfenster Slavemarker
3323 Mastersynchronisierung
3324 Markeranzahl für Fehler
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 1 - 2147483647
Benutzereinstellung:
Werkseinstellung: 0
Einstellbereich von 0 - 1005
Benutzereinstellung:
Werkseinstellung: 5 Marker
Einstellbereich von 1 - 10000 Markern
Benutzereinstellung (Marker):
3325 Markeranzahl für READY
Werkseinstellung: 10 Marker
Einstellbereich von 1 - 10000 Markern
3326 Geschw.-Filter
Benutzereinstellung:
Benutzereinstellung (Marker):
Werkseinstellung: 0
Einstellbereich von 0 - 65000
82
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
5.3. Begriffsglossar
Master-Slave
Der Ausdruck besagt, dass von einem Leitantrieb (Master) ein Signal abgenommen wird, welches dann zur Regelung des Folgeantriebs (Slave) herangezogen wird. Der Master muss nicht zwingend ein Antrieb sein, sondern es kann eine beliebige Stelle in einem Kraftübertragungssystem sein.
Inkrementalgeber
Dies ist ein Gebersystem, welches die Drehzahl und die Drehrichtung aufnimmt und entsprechend der Auslegung weitergibt. Die Anzahl der Spuren, also
der Signale, gibt Aufschluss über die Eigenschaften des Gebersystems. Es gibt einspurige Systeme, die ein Taktsignal, abhängig von der Drehzahl, sowie
ein festes Richtungssignal liefern. Zweispurige Systeme liefern zwei Taktsignale, welche um 90 Grad versetzt sind. Über die Auswertung der beiden Spuren
erhält man zusätzlich das Richtungssignal. Dreispurige Geber liefern zusätzlich zu den beiden Spuren der Zweispur-Geber noch eine sogenannte Nullspur.
Diese dient dazu, ein Signal beim Durchlaufen des Nulldurchgangs abzugeben. Ebenfalls ist der Ausdruck Encoder für den Inkrementalgeber geläufig.
Inkrementalgebersignale
5
Quadcounts
Aus den beiden Spuren (A/B) der Inkrementalgeber wird durch Flankenauswertung eine Vervierfachung der Inkremente erzeugt; dies dient zur Verbesserung der Auflösung.
Absolutwertgeber
Dies ist eine Sonderform der Inkrementalgeber. Er gibt nicht nur Drehzahl und Drehrichtung an, sondern informiert auch über die absolute physikalische
Position. Die wird durch parallele Übertragung der Position in paralleler Form bzw. in Form eines Telegramms in serieller Form übermittelt. Die Absolutwertgeber unterscheiden sich noch in zwei Ausführungen: Single-Turn sind Geber, die auf eine Wellenumdrehung eine absolute Position abgeben können.
Multi-Turn-Geber können die absolute Position über eine bestimmte Anzahl, bzw. über eine frei definierbare Anzahl an Umdrehungen die absolute Position
melden.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
83

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Schleppabstand
Der Synchronregler des Folgeantriebs berechnet aus dem Signal des Leitantriebs und des Getriebefaktors einen Positions-Sollwert für den Folgeantrieb.
Die Abweichung der tatsächlichen Position zur berechneten Position bezeichnet man als Schleppabstand. Dieser wird in Quadcounts angegeben. Der
maximale Schleppabstand ist außerdem ein Grenzwert, welcher dem Synchronregler den zulässigen Betriebsbereich definiert.
Genauigkeit
Dieser Wert gibt die zulässige Abweichung zwischen dem Master und Slave an, bei der noch eine Synchronisierung gegeben ist.
Pulse/U
Pulse pro Umdrehung
Virtueller Master
Wenn mehrere Achsen synchron fahren sollen, bzw. wenn der Synchronisierungsfehler so gering wie möglich gehalten werden, ist es oft günstiger, die
Sollposition nicht von einem Antrieb abzunehmen, sondern einen Master zu haben, welcher die Sollposition simuliert. Das hat den Vorteil, dass sich die
Zykluszeiten der einzelnen Antriebe nicht addieren. Im Folgenden werden diese Unterschiede anhand einer Synchronregelung von drei Transportbändern
dargestellt. Zuerst der klassische Synchronlauf, wobei das Sollwertsignal vom jeweils davor liegendem Antrieb abgenommen wird.
Abbildung 5.1: Synchronisierung ohne Virtuellen Master
Wie man untenstehendem Diagramm entnehmen kann, addieren sich beim Start sowie bei jeder Änderung der Drehzahl des Leitantriebs die Zykluszeiten.
Diese werden aufgrund der Regelcharakteristik vom jeweiligen Regler wieder ausgeglichen.
84
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 5. Anhang
Abbildung 5.2: Addition der Zykluszeiten
In diesem Fall wird die gleiche Anwendung mittels des eingebauten Virtuellen Masters realisiert. Der Sollwert wird zwar am ersten Band analog vorgegeben, jedoch dient er zur Einstellung der Virtuellen Mastersignale.
5
Abbildung 5.3: Synchronisierung mit Virtuellem Master
Aus untenstehendem Diagramm ist ersichtlich, dass sich der Zykluszeitfehler nicht addiert, sondern für alle Antriebe eine Zykluszeit gilt. Dies hat den
Vorteil, dass die Regelung weniger Fehler ausregeln muss.
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
85

5
5. Anhang Produkthandbuch Synchronregler MCO 350
Abbildung 5.4: Keine Addition der Zykluszeiten
86
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 Index
Index
A
Absolutwertgeber 83
Allgemeine Warnung 7
Ä
Ändern Des Getriebefaktors Mit Einem Analogen Wert 42
A
Anschlussbeispiel Für Drehgeberschnittstelle 19
Anwendungsbeispiel 51
B
Begriffsglossar 83
Berechnung 12
Beschleunigung Virtueller Master 28
Beschreibung Der Feldbus-schnittstelle 23
Betrieb Und Betriebsfunktionen 57
Betriebsart 25
Bremsverzögerung Zu 12, 29
D
Daten Speichern 25
Datenlayout 23
Delta-halten-drehzahl 26
D-faktor 33
Digitalausgänge 17
Digitaleingänge: 17
Dosiereinrichtung 42
Drehgeberauflösung 44
Drehgeber-geschwindigkeit 26
Drehgeberüberwachung 16
Drehrichtung 31
Drehzahlsynchronisierung 39
E
Einleitung 11
Entsorgungshinweise 5
Erdableitstrom 6
Erhöhter Erdableitstrom 7
F
Faktor Auf/ab 40
Faktor Master-geschwindigkeit 28
Faktor Slave-geschwindigkeit 28
Fehlermeldungen 69
Fehlerreferenz 69
Fehlerstromschutzschalter 7
Feineinstellung Der Position 58
Feineinstellung Des Getriebefaktors 48
Feldbus-steuersignale 24
Feldbus-zustandssignale 24
Fester Offset 27
Ffvel Calc 26
Funktionsbeschreibung 11
Funktionsdiagramme Bei Drehzahlsynchronisierung 39
Funktionsdiagramme Bei Markersynchronisierung 58
Funktionsdiagramme Bei Positionssynchronisierung 50
G
Genauigkeit 34
Geschw.-filter 37
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
87

Index Produkthandbuch Synchronregler MCO 350
Geschwindigkeit Der Referenzpunkt-bewegung 56
Geschwindigkeitsvorsteuerung 64
Getriebeumschaltung 42
H
Halten-drehzahl 26
Halten-funktion 41
Hardware 14
I
I-faktor 33
K
Klemmenbelegung 61
Klemmenbeschreibung 42
Korrigierten Zahlenwerten 13
Kürzeste Rampe 34
L
Layout Der Optionskarte 16
M
Markeranzahl Für Fehler 36
Markeranzahl Für Ready 37
Markerkorrektur Während Des Betriebs 60
Markersynchronisierung 35, 58
Master-marker 66
Mastermarkerabstand 35
Master-markeranzahl 27
Mastermarkertyp 35
Master-position 37
Max. Geschw. 34
Maximale Geschwindigkeit Virtueller Master 29
Maximaler Schleppabstand 33
Mechanische Bremssteuerung 12
Meldungen 69
Motor-überlastschutz 6
M-s Toleranzgeschwindigkeit: 34
Muster In Rohformen Prägen (stempelregelung) 51
N
Nenner 26
Nenner Getriebefaktor 27
Nr. Getriebefaktor 48
O
Optimieren Des Reglers 64
Optionskartenklemmen 14
P
Parameterbeschreibung 25
Parametereinstellung 43
Pid-bandbreite 79
Positionssynchronisierung 11
Positionsverschiebung Bei Laufendem Master 51
R
Rampe Für Referenzfahrt 34
Referenzpunktanfahrt 57
Referenzpunktfahrt 56
Referenzpunktfahrt-funktion 56
88
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss

Produkthandbuch Synchronregler MCO 350 Index
Reparaturarbeiten 7
S
Schleppabstand 84
Schrittweite 40
Schrittzeit 27
Sicherer Stopp 7
Sicherheitshinweise 6
Sicherheitsvorschriften 5
Slave Markeranzahl 27
Slave-drehgeberauflösung 26
Slave-drehgebertyp 26
Slave-marker 27
Slavemarkerabstand 35
Slavemarkertyp 35
Slave-position 37
Software-version 6
Software-versionsnummer 30
Sollwert Virtueller Master 28
Spannungsbereich 17
Standardschnittstelle Rs 485 21
Start Der Synchronisierung 57
Status Eingänge 37
Steuerkartenklemmen 14
Steuerquelle Synchronisierung 76
Steuerquelle Testfahrt 29
Stopp Der Synchronisierung 48
Symbole 5
Synchronisierung Programmieren 65
Synchronisierungsfehleranzeige 28
Synchronisierungsstatus 38
Synchronisierungstyp 26
Syncstart Auf Einem Laufenden Master Nach Netz-ein 59
Syncstart Auf Laufenden Master 50
Syncstart Auf Stehenden Master 50
T
Technische Daten 14
Testen Des Inkrementalgebers 45, 63
Testen Des Motoranschlusses 63
Testfahrt Beschleunigung 25
Testfahrt Geschwindigkeit 25
Testfahrt Weg 25
Tipps Und Tricks Für Synchronisierungsaufgaben 12
Toleranzfenster Mastermarker 36
Toleranzfenster Slavemarker 36
U
Umschalten Auf Einen Anderen Getriebefaktor 49
Unerwarteten Anlaufs 7
Ungenügenden Zahlenwerten 12
V
Verhalten Im Fehlerfall 49
Verpackung 61
Versorgungsspannungen 17
Vlt Steuerkartenklemmen 14
Vorsteuerung 26
Vorsteuerung Der Beschleunigung 33
W
Winkelsynchronisierung 49
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
89

Index Produkthandbuch Synchronregler MCO 350
Z
Zähler 26
Zähler Getriebefaktor 48
Zulassungen 5
90
MG.33.Q1.03 - VLT® ist ein eingetragenes Warenzeichen von Danfoss
 Loading...
Loading...