

Page 1

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Table des matières
Table des matières
1. Normes de sécurité
Approbations 5
Symboles 5
Haute tension 6
Consignes de sécurité 6
Éviter undémarrage imprévu 7
Arrêt de sécurité du FC 300 7
Installation de l'arrêt de sécurité (FC 302 et FC 301 - protection A1 uniquement) 9
Réseau IT 9
2. Introduction
Description des fonctions 11
Introduction 11
Synchronisation de vitesse 11
Synchronisation de position (synchronisation angulaire) 11
Synchronisation de marqueur 11
Commandes de frein mécanique 11
Conseils et astuces concernant les tâches de synchronisation 12
5
11
Introduction 12
Exemple 12
Calcul avec valeurs numériques insuffisantes 12
Exemple avec valeurs numériques correctes 13
Équipement 14
Bornes de la carte de commande du VLT 14
Caractéristiques techniques 14
Introduction 14
Bornes de la carte de commande 14
Moniteur du codeur 16
Configuration de la carte d'option 16
Caractéristiques techniques générales 17
Exemple de connexions de l'interface codeur 19
Description des bornes 19
Interface RS 485 standard 21
Borne X57 MCO 350 22
Borne X59 MCO 350 22
Description de l'interface du bus de terrain 23
Format des données 23
3. Programmation
Description des paramètres 25
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
25
1
Page 2

Table des matières
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
4. Synchronisation
Synchronisation de vitesse 39
SyncStart 39
Diagrammes de fonction de synchronisation de vitesse 39
SyncStart 39
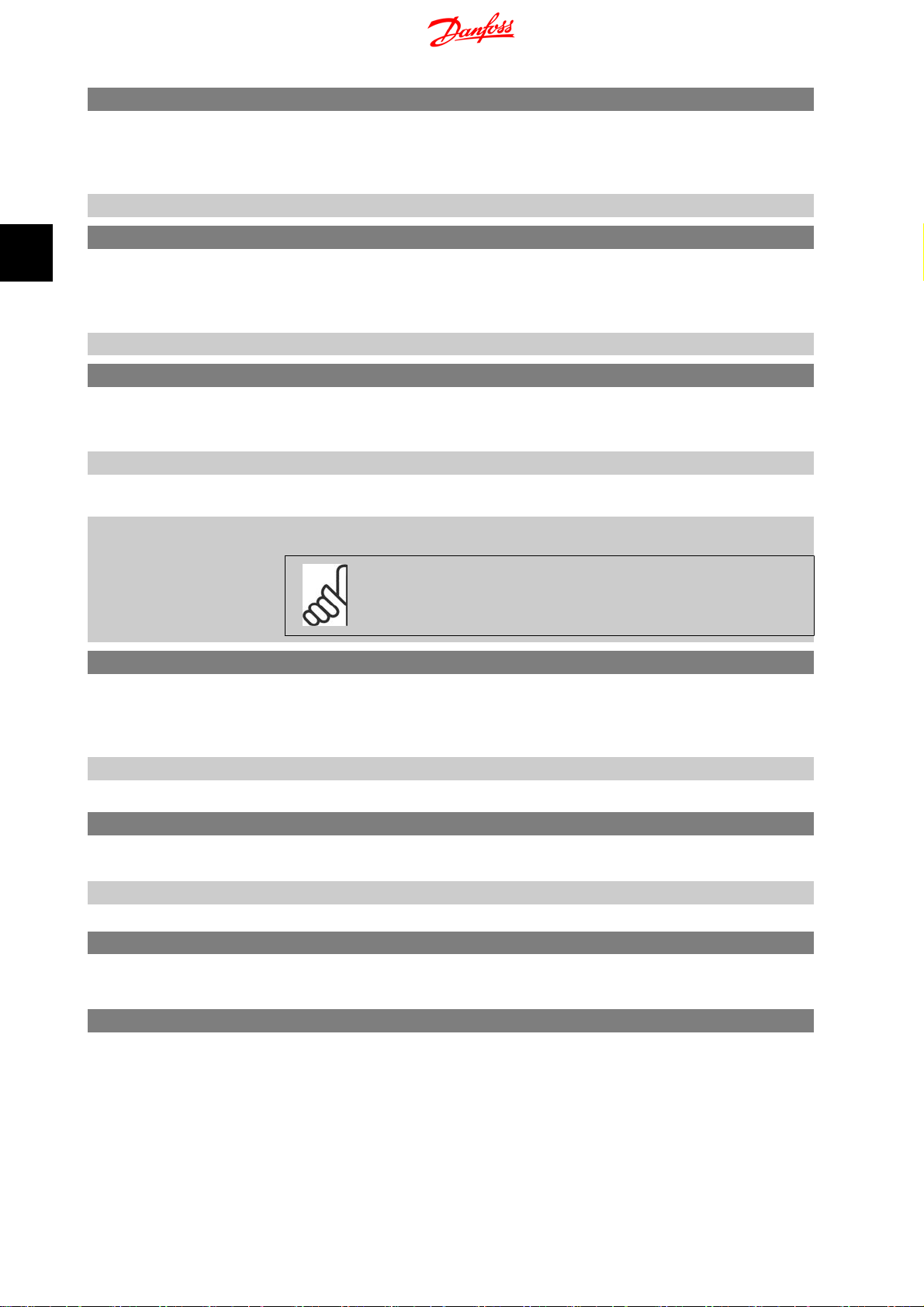
Facteur d'accélération/décélération 40
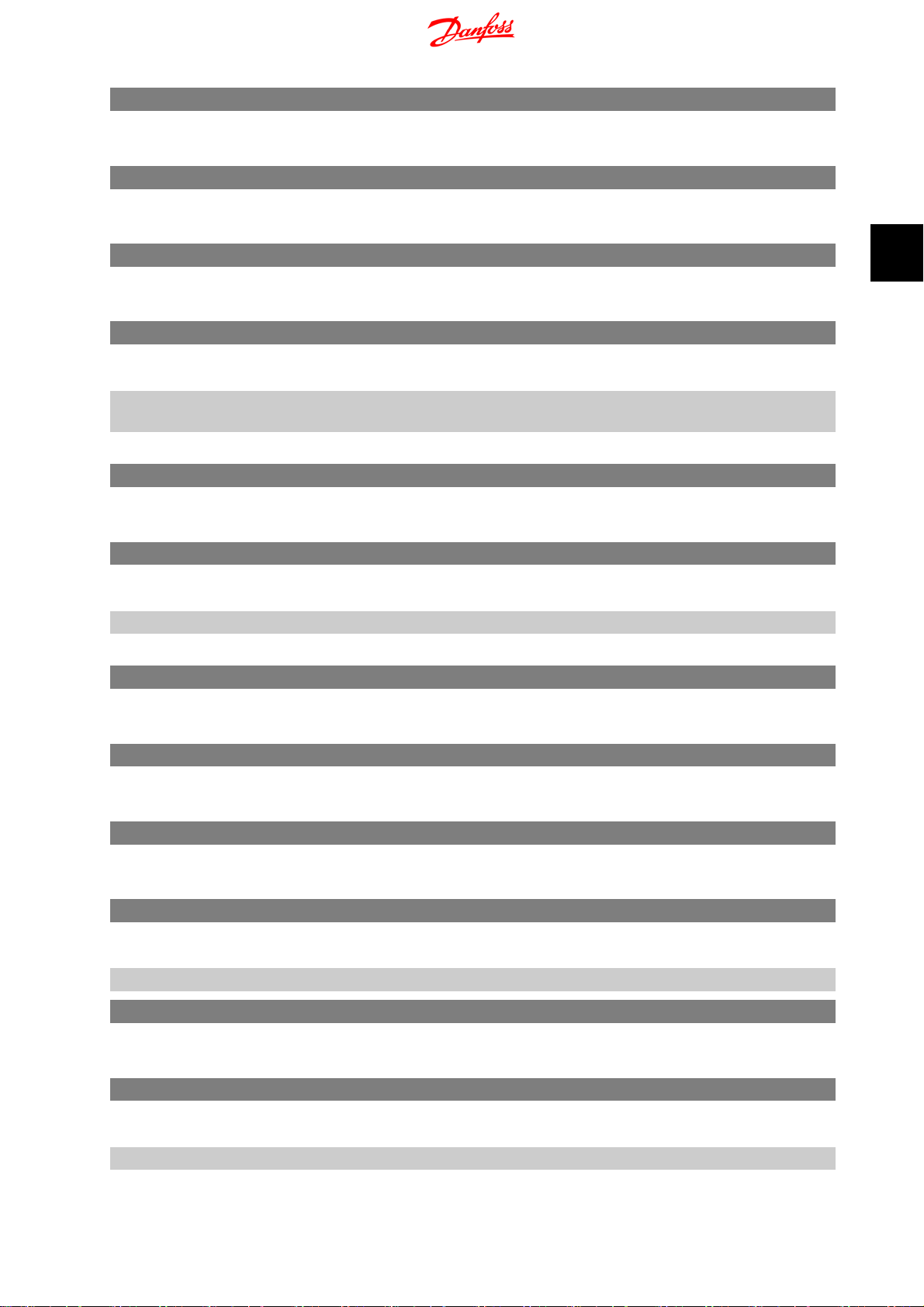
Fonction Maintien 41
Changement du rapport de vitesse 42
Changement de rapport de vitesse avec une valeur analogique 42
Exemple d'application - mélangeur 42
Définition des paramètres 43
Vérification du raccordement du moteur 45
Test des codeurs incrémentaux 45
Optimisation du contrôleur 45
Programmation de la synchronisation 47
Démarrage de la synchronisation 48
Arrêt de la synchronisation 48
39
Réglage précis du rapport de vitesse 48
Passage à un autre rapport de vitesse 48
Procédure en cas d'erreur 48
Synchronisation de position 49
Synchronisation de position (synchronisation angulaire) 49
Diagrammes de fonction de synchronisation de position 50
SyncStart sur maître stationnaire 50
SyncStart sur un maître en fonctionnement 50
Décalage de position avec maître en fonctionnement 51
Exemple d'application - impression de motifs sur moule 51
Description et configuration des bornes 52
Définition des paramètres 52
Vérification du raccordement du moteur 55
Test des codeurs incrémentaux 55
Optimisation du contrôleur 55
Programmation de la synchronisation 57
Fonctionnement et fonctions d'exploitation
58
Synchronisation de marqueur - diagrammes de fonction de synchronisation de
marqueur
Synchronisation de marqueur 59
SyncStart avec un maître en fonctionnement après mise sous tension 60
Correction des marqueurs pendant le fonctionnement 61
Exemple d'application - emballage 61
Bornes et configuration des bornes 62
2
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
59
Page 3

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Définition des paramètres 62
Vérification du raccordement du moteur 64
Test des codeurs incrémentaux 64
Optimisation du contrôleur 64
Programmation de la synchronisation 66
Fonctionnement et fonctions d'exploitation 68
Table des matières
5. Annexe
Messages et référence des erreurs 69
Avertissements et messages d'erreur 69
Erreurs 70
Vue d'ensemble des paramètres 73
Glossaire des termes clés 83
Indice
69
86
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
3
Page 4

1
1. Normes de sécurité
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
4
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 5

Manuel d'utilisation du contrôleur de synchronisation MCO 350
1. Normes de sécurité
1.1.1. Approbations
1.1.2. Symboles
Symboles utilisés dans ce Manuel d'utilisation.
1. Normes de sécurité
1
N.B.!
Indique un fait à porter à l'attention du lecteur.
Signale un avertissement d'ordre général.
Signale un avertissement de haute tension.
∗ Indique la configuration par défaut.
Cet équipement contient des composants électriques et ne peut pas être jeté avec les ordures ménagères.
Il doit être collecté séparément avec les déchets électriques et électroniques conformément à la législation
locale en vigueur.
Les condensateurs du circuit intermédiaire du FC 300 AutomationDrive restent chargés après que l'alimentation a été déconnectée.
Pour éviter tout risque d'électrocution, déconnecter le FC 300 du secteur avant de commencer l'entretien. Si un moteur PM est utilisé,
veiller à ce qu'il soit déconnecté. Avant toute intervention sur le variateur de fréquence, patienter le temps indiqué ci-dessous au
minimum :
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
5
Page 6

1. Normes de sécurité
FC 300 380-500 V 0,25-7,5 kW 4 minutes
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
1
11-22 kW 15 minutes
30-75 kW 15 minutes
90-200 kW 20 minutes
250-400 kW 40 minutes
525-690 V 37-250 kW 20 minutes
315-560 kW 30 minutes
Contrôleur de synchronisation MCO 350 pour
VLT AutomationDrive FC 30x
Manuel d'utilisation
Version logiciel : 1.1x
Ce Manuel d'utilisation concerne l'ensemble des contrôleurs de synchronisation MCO 350 pour variateurs de fréquence VLT AutomationDrive FC 30x
avec une version logicielle 1.1x.
Voir le numéro de la version du logiciel au paramètre 19-92.
1.1.3. Haute tension
Lorsqu'il est relié au secteur, le variateur de fréquence est traversé par des tensions élevées. Tout branchement ou fonctionnement
incorrect du moteur ou du variateur de fréquence risque d'endommager l'appareil et de provoquer des blessures graves ou mortelles.
Il est donc essentiel de se conformer aux instructions de ce manuel et aux réglementations de sécurité locales et nationales.
Installation en haute altitude
À des altitudes de plus de 2000 m, merci de contacter Danfoss Drives en ce qui concerne la norme PELV.
1.1.4. Consignes de sécurité
• Assurez-vous que le FC 300 est mis correctement à la terre.
• N'enlevez pas les fiches secteur ou les fiches moteur lorsque le FC 300 est connecté au secteur.
• Protégez les utilisateurs contre la tension d'alimentation.
• Protégez le moteur contre la surcharge, suivant les règlements nationaux et locaux.
• La protection du moteur contre les surcharges n'est pas comprise dans les paramètres par défaut. Pour ajouter cette fonction, mettez le paramètre 1-90
une protection de classe 20 contre la surcharge moteur, en conformité avec NEC.
• La courant de fuite à la terre dépasse 3.5 mA.
• La touche [OFF] n'est pas un commutateur de sécurité. Elle ne déconnecte pas le FC 300 du secteur.
Protection thermique du moteur
à la valeur
Alarme ETR
ou
Avertissement ETR
. Marché nord-américain: Les fonctions ETR assurent
6
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 7

Manuel d'utilisation du contrôleur de synchronisation MCO 350
1.1.5. Avertissement d'ordre général
1. Normes de sécurité
Avertissement :
Tout contact avec les parties électriques, même après la mise hors tension de l'appareil, peut causer des blessures graves ou mortelles.
Veiller également à déconnecter d'autres entrées de tension, par exemple la répartition de charge (connexion de circuit intermédiaire
CC) et le raccordement du moteur en cas de sauvegarde cinétique.
Utilisation du VLT
Ce laps de temps peut être raccourci si tel est indiqué sur la plaque signalétique de l'unité spécifique.
Courant de fuite
Le courant de fuite à la terre du FC 300 dépasse 3,5 mA. Afin de s'assurer que le câble de terre a une bonne connexion mécanique à
la mise à la terre (borne 95), la section du câble doit être d'au moins 10 mm
nominale est double, terminés séparément.
Appareil à courant résiduel
Ce produit peut causer un CC dans le conducteur de protection. Si un appareil à courant résiduel (différentiel) est utilisé comme
protection supplémentaire, seul un différentiel de type B (temps différé) sera utilisé du côté de l'alimentation de ce produit. Voir
également la Note applicative du différentiel, MN.90.GX.02.
La protection par mise à la terre du FC 300 et l'utilisation de différentiels doivent toujours se conformer aux règlements nationaux et
locaux.
®
AutomationDrive FC 300 : attendre 15 minutes minimum.
2
ou être composée de fils de terre, dont la puissance
1.1.6. Avant de commencer les réparations
1. Déconnecter le variateur de fréquence du secteur.
2. Patienter que le circuit intermédiaire CC se décharge. Voir la durée sur l'étiquette d'avertissement.
3. Déconnecter les bornes 88 et 89 du circuit intermédiaire CC.
4. Enlever le câble du moteur.
1.1.7. Éviter undémarrage imprévu
1
Lorsque le FC 300 est connecté au secteur, le moteur peut être démarré/arrêté en utilisant des commandes numériques, des commandes de bus, des
références ou le panneau de commande local (LCP).
• Déconnecter le FC 300 du secteur si la sécurité des personnes l'exige, afin d'éviter un démarrage imprévu.
• Pour éviter un démarrage imprévu, activer systématiquement la touche [OFF] avant de modifier les paramètres.
• Une panne électronique, une surcharge temporaire, une panne de l'alimentation secteur ou une perte de raccordement du moteur peut causer
le démarrage d'un moteur à l'arrêt. Le FC 300 avec arrêt de sécurité (comme le FC 301 en protection A1 et le FC 302) fournit une protection
contre les démarrages imprévus si la borne 37 de l'arrêt de sécurité se trouve à un niveau de basse tension ou est déconnectée.
1.1.8. Arrêt de sécurité du FC 300
Le FC 302, ainsi que le FC 301 en protection A1, peuvent appliquer la fonction de sécurité
catégorie d'arrêt 0
ou la
FC 301 avec protection A1 : lorsque l'arrêt de sécurité est inclus dans le variateur, la position 18 du code de type doit être définie sur T ou U. Si la position
18 est sur B ou X, la borne 37 Arrêt de sécurité n'est pas incluse !
Exemple :
Code de type du FC 301 A1 avec arrêt de sécurité : FC-301PK75T4Z20H4TGCXXXSXXXXA0BXCXXXXD0
Elle est conçue et approuvée comme acceptable pour les exigences de la catégorie de sécurité 3 de la norme EN 954-1. Cette fonctionnalité est appelée
"arrêt de sécurité". Avant d'intégrer et d'utiliser l'arrêt de sécurité dans une installation, il faut procéder à une analyse approfondie des risques de
l'installation afin de déterminer si la fonctionnalité d'arrêt de sécurité et la catégorie de sécurité sont appropriées et suffisantes. Afin d'installer et d'utiliser
la fonction d'arrêt de sécurité conformément aux exigences de la catégorie de sécurité 3 de la norme EN 954-1, respecter les informations et instructions
correspondantes du Manuel de configuration MG.33.BX.YY du FC 300 ! Les informations et instructions du Manuel d'utilisation ne sont pas suffisantes
pour utiliser la fonctionnalité d'arrêt de sécurité de manière correcte et sûre !
(telle que définie dans la norme EN 60204-1).
Arrêt sûr du couple
(tel que défini par la norme CEI 61800-5-2)
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
7
Page 8

1
1. Normes de sécurité
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
8
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 9

Manuel d'utilisation du contrôleur de synchronisation MCO 350
1.1.9. Installation de l'arrêt de sécurité (FC 302 et FC 301 - protection A1 uniquement)
1. Normes de sécurité
Pour installer un arrêt de catégorie 0 (EN 60204) conformément
à la catégorie de sécurité 3 (EN 954-1), procéder comme suit :
1. Il faut retirer le cavalier entre la borne 37 et l'alimentation 24 V
CC. La coupure ou la rupture du cavalier n'est pas suffisante. Il
faut l'éliminer complètement afin d'éviter les courts-circuits. Voir
le cavalier sur l'illustration.
2. Raccorder la borne 37 aux 24 V CC par un câble protégé contre
les courts-circuits. L'alimentation 24 V CC doit pouvoir être interrompue par un dispositif d'interruption de circuits selon la
norme EN 954-1, catégorie 3. Si ce dispositif et le variateur de
fréquence se trouvent dans le même panneau d'installation, l'on
peut utiliser un câble standard à la place d'un câble protégé.
3. Le FC 302 doit être placé dans une protection IP54, sauf s'il a
lui-même une protection de classe IP54 ou supérieure. De même, le FC 301 A1 doit toujours être placé dans une armoire IP54.
L'illustration ci-dessous présente une catégorie d'arrêt 0 (EN 60204-1) avec une catégorie de sécurité 3 (EN 954-1). L'interruption de circuit est provoquée
par le contact d'ouverture de porte. L'illustration indique aussi comment raccorder une roue libre matérielle qui ne soit pas de sécurité.
Illustration 1.1: Ponter le cavalier entre la borne 37 et les 24
V CC.
1
Illustration 1.2: Illustration des aspects essentiels d'une installation pour obtenir une catégorie d'arrêt 0 (EN 60204-1) avec catégorie
de sécurité 3 (EN 954-1).
1.1.10. Réseau IT
Le par. 14-50
performance RFI passe au niveau A2.
Filtre RFI
peut, sur les FC 102/202/302, être utilisé pour déconnecter les condensateurs internes du filtre RFI à la terre. Dans ce cas, la
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
9
Page 10

2
2. Introduction
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
10
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 11

Manuel d'utilisation du contrôleur de synchronisation MCO 350
2. Introduction
2. Introduction
Le contrôleur de synchronisation est une application optionnelle pour les VLT AutomationDrive FC 301 et 302.
Cette application se compose de deux parties :
• une partie contrôleur de synchronisation,
•un partie test.
2.2. Description des fonctions
2.2.1. Introduction
Le contrôleur de synchronisation peut être utilisé dans toute application où un entraînement doit fonctionner de manière synchronisée avec un entraînement maître. Il agit comme un arbre électronique. Le rapport de vitesse est librement sélectionnable et peut être modifié en cours de fonctionnement.
La vitesse ou la position est automatiquement et précisément contrôlée à partir des signaux de retour codeur de l'entraînement maître et des entraînements esclaves.
Pour le fonctionnement synchrone de deux ou plusieurs entraînements, on peut utiliser :
• la synchronisation de vitesse,
• la synchronisation de position,
• la synchronisation de marqueur.
2
2.2.2. Synchronisation de vitesse
C'est le type le plus simple de synchronisation. Il peut être utilisé pour compenser des différences de vitesse lorsqu'il n'est pas nécessaire de compenser
des erreurs de position.
La synchronisation de vitesse entre maître et esclave s'effectue à accélération maximale. Pour obtenir un contrôle optimal, l'entraînement esclave doit
donc être réglé sur une vitesse d'accélération plus rapide que celle de l'entraînement maître.
2.2.3. Synchronisation de position (synchronisation angulaire)
Ici c'est l'arbre électronique qui assure un rapport de position angulaire constant entre les entraînements maître et esclave. En cas d'écart de position,
l'entraînement esclave accélère automatiquement à un niveau de vitesse qui est suffisant pour atteindre à nouveau sa position par rapport à l'entraînement
maître (semblable à un contrôle I).
2.2.4. Synchronisation de marqueur
La synchronisation de marqueur est un contrôle de position étendu. En plus d'assurer une position angulaire constante entre les entraînements maître
et esclave, la synchronisation de marqueur offre la possibilité d'utiliser soit un capteur supplémentaire ou la piste zéro du codeur incrémental pour
compenser tout écart entre le maître et l'esclave en cours de fonctionnement. Avec la synchronisation de marqueur, l'esclave est synchronisé en position
jusqu'à obtention des marqueurs puis le contrôle compense la différence de position entre le marqueur maître et l e marque ur e sclave. Ce type de contrôle
est utilisé lorsqu'il n'est pas possible d'obtenir cette précision à l'aide d'un codeur monté sur le moteur. Cela pourrait entraîner du jeu dans les engrenages
ou d'autres perturbations non mesurables directement telles que élongation de convoyeur. De même, avec la synchronisation de marqueur, il n'est pas
nécessaire d'amener l'entraînement esclave à la position de démarrage de l'entraînement maître au démarrage initial car cela est effectué automatiquement à la correction des marqueurs.
2.2.5. Commandes de frein mécanique
Le contrôleur de synchronisation a une sortie digitale de 24 V CC (sortie 4) et une sortie relais (relais 1) pour commander un frein électromécanique. Cela
s'avère particulièrement utile dans les applications où un moteur (arbre) doit être maintenu dans la même position pendant une période prolongée,
comme c'est le cas pour les applications de levage. La sortie du frein est activée (basse) en cas d'erreur et lorsque la synchronisation s'arrête, c'est-àdire chaque fois que la commande du moteur est désactivée. Le signal de freinage peut être retardé en cas de mise sous/hors tension via deux paramètres
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
11
Page 12

2. Introduction
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
2
différents (par. 19-21
est haute). Cela signifie que le frein doit être ouvert par exemple au moyen de la fonction de frein mécanique du VLT en process 2.
Retard frein on
et par. 19-22
Frein hors délai
). Noter que la sortie du frein est maintenue basse en mode VLT (lorsque l'entrée 8
2.3. Conseils et astuces concernant les tâches de synchronisation
2.3.1. Introduction
Lors de la configuration des entraînements à synchroniser, garder à l'esprit que les rapports doivent être des chiffres entiers. En cas d'utilisation d'engrenages, il est important de connaître le nombre de dents des différents étages d'engrenages (demander au fabricant de l'engrenage) car les engrenages
sont normalement réglés avec des rapports de vitesse infinis. Lors du calcul de rapports entre le maître et l'esclave, il convient d'utiliser le nombre Pi pour
les deux ou de ne pas utiliser du tout ce nombre.
2.3.2. Exemple
Un entraînement maître avec un moteur quadripolaire et un codeur incrémental de 1024 incréments par tour fonctionne sur un engrenage à 2 étages. i
est spécifié pour correspondre à 30,33. Une transmission par de courroie de 40 à 20 est placée à la sortie de l'engrenage et entraîne un convoyeur à
bande sur le côté entraînement avec un diamètre de 102 mm. Via un engrenage à 3 étages (i est spécifié pour correspondre à 46,54), l'entraînement
esclave est raccordé à un convoyeur à chaîne à 8 dents avec un pas de dent de 200 mm.
Illustration 2.1: Exemple de calcul
2.3.3. Calcul avec valeurs numériques insuffisantes
Le rapport de vitesse maître/esclave (numérateur sur dénominateur) est maintenant calculé comme suit :
1024
Côté maître = incréments * i1 * i2 * prise de puissance =
Côté esclave = incréments * i1 * prise de puissance =
1024
incr x
46.54
Cela donne un rapport de :
12
x
1
8
x
200
48, 460995
29, 7856
mm
= 29, 7856
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
incr x
30.33
20
x
x
40
102
mm x
1
= 48, 460995
π
Page 13
Manuel d'utilisation du contrôleur de synchronisation MCO 350
On obtient une valeur numérique de 48,460995 au numérateur et de 29,7856 au dénominateur.
Note : seules des valeurs entières peuvent être saisies. L'erreur la plus grave est la suivante : l'expression du maître contient la valeur Pi, une suite de
chiffres infinie. Même avec de petites valeurs numériques pour le maître et l'esclave, cela entraîne toujours une dérive des entraînements car l'expression
numérateur sur dénominateur ne peut jamais donner un chiffre entier.
2. Introduction
Une autre erreur provient des rapports de vitesse fournis car une valeur i = 30,33 a été spécifiée pour l'entraînement maître. Le rapport correct se retrouve
facilement en recalculant les nombres de dents. L'engrenage dispose de 2 étages : le premier étage est composé de deux pignons 126 à 127 et le second
de deux pignons 117 à 18.
Le rapport est calculé comme suit :
La valeur spécifiée de 30,33 dévie donc de 0,1 ‰.
Cela peut sembler infime. Cependant si l'erreur est liée à la résolution du codeur, elle paraîtra importante.
L'exemple indique qu'il est important de maintenir les valeurs exactes des étages d'engrenages et de veiller à ce que les données incluent Pi pour les
deux entraînements ou ne l'incluent pour aucun d'eux.
126x117
27
x
18
=30,33
2.3.4. Exemple avec valeurs numériques correctes
Côté maître : 1er étage de l'engrenage 126/27, 2e étage 117/18 ; transmission par courroie 40/20 ; arbre du variateur 100 mm
Côté esclave : 1
Côté maître :
Côté esclave :
er
étage de l'engrenage 97/10, 2e étage 43/11, 3e étage 27/22 ; diamètre effectif du pignon à chaîne 510 mm
1024
Incr x
27
x18x40x
1024
10
x11x22x
126x117x20
102xπ
Incr x97x43x
510xπ
27
2
Pour éliminer Pi des équations, remplacer les deux équations dans la formule globale :
Côté maître
Côté esclave
1024
Incr x
27
x18x40x
Simplifier par Pi et 1024 incr. :
Simplifier davantage :
7x5x54x11x22x117
27
x97x43x
Cela donne un rapport de
C'est une valeur absolue car elle ne contient pas de suite de chiffres infinie ni de valeurs arrondies.
1024
Incr x
=
27
x18x40x
126x117x20x510xπx10x11x22
1024
27
4954950
3040659
126x117x20
102xπ
Incr x97x43x27x
126x117x20x510x10x11x22
27
x18x40x97x43x27x
1024
÷
10
102xπ
x11x22x
Incr x97x43x
510xπ
102
27
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
13
Page 14

2. Introduction
2.4. Équipement
2.4.1. Bornes de la carte de commande du VLT
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
2
Les bornes de la carte de commande sont attribuées aux fonctions du contrôleur de synchronisation ; les réglages des paramètres suivants ne doivent
donc pas être modifiés en mode de synchronisation (process 1) :
Entrées digitales 18, 19, 27, 32 et 33
Inactif
Les paramètres 510 à 515 sont réglés sur
comme entrées pour le contrôleur de synchronisation.
Entrées analogiques 53, 54
Les paramètres 315, 316 et 317 sont réglés sur
entrées pour le contrôleur de synchronisation.
Sorties analogiques/digitales 42
Le paramètre 650 est réglé sur
Sortie analogique MCO 0 … 20 mA [52]
(réglage par défaut), les entrées sont donc ignorées par la carte de commande mais elles sont utilisées
Pas de fonction
, les entrées sont donc ignorées par la carte de commande mais elles sont utilisées comme
2.5. Caractéristiques techniques
2.5.1. Introduction
Les caractéristiques techniques des bornes de la carte de commande sont décrites dans le Manuel de configuration du VLT AutomationDrive
FC 300.
2.5.2. Bornes de la carte de commande
Il existe deux interfaces codeur qui couvrent les fonction s suivantes :
• Entrée codeur du signal de retour
• Entrée codeur maître/sortie maître virtuel
Borne X55
N° de borne Description
Codeur 2 (signal de retour)
1 Alim. +24 V
2 Alim. +8 V
3 Alim. +5 V
4 Terre
5A
6 Pas A
7B
8 Pas B
9Z/horloge
10 Z/pas d'horloge
11 Données
12 Pas de données
Il existe 2 blocs de bornes d'entrées/sorties digitales, 10 entrées et 8 sorties. (Voir schéma ci-dessous)
N° de borne Description
1 Alim. +24 V
2 NC
3 Alim. +5 V
4 Terre
5A
6 Pas A
7B
8 Pas B
9Z/horloge
10 Z/pas d'horloge
11 Données
12 Pas de données
Borne X56
Codeur (maître)
14
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 15
Manuel d'utilisation du contrôleur de synchronisation MCO 350
2. Introduction
Borne X57
N° de borne Description
Entrées digitales
1 Entrée dig.
2 Entrée dig.
3 Entrée dig.
4 Entrée dig.
5 Entrée dig.
6 Entrée dig.
7 Entrée dig.
8 Entrée dig.
9 Entrée dig.
10 Entrée dig.
Il existe 2 blocs de bornes d'entrées/sorties digitales, 10 entrées et 8 sorties. (Voir schéma ci-dessous)
N° de borne Description
1 Sortie digitale
2 Sortie digitale
3 Sortie digitale
4 Sortie digitale
5 Sortie digitale
6 Sortie digitale
7 Sortie digitale
8 Sortie digitale
N° de borne Description
1 Alim. +24 V
2 Terre
Borne X59
Sortie digitale
2
Borne X58
Alim. 24 V
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
15
Page 16

2
2. Introduction
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
2.5.3. Moniteur du codeur
Les deux interfaces codeur sont équipées d'un circuit de surveillance qui détecte une ouverture du circuit ou un court-circuit sur chaque canal du codeur.
Un voyant indique l'état de chaque canal du codeur : le voyant est vert lorsque tout est correct, il est éteint en cas d'erreur. Une erreur de codeur entraîne
une erreur d'option 192 lorsque la surveillance du codeur est activée via les paramètres 3239 (maître) et 3209 (esclave).
2.5.4. Configuration de la carte d'option
Les bornes de commande du MCO 350 sont des connecteurs embrochables avec des bornes à vis ; les blocs de raccordement sont dupliqués pour
permettre l'utilisation du même MCO 350 dans toutes les tailles de châssis. Voir l'illustration pour positionner les blocs de raccordement :
(1) est utilisé avec les châssis de taille A2 et A
(2) est utilisé avec les châssis de taille A5, B1 et B2
X55 = codeur 2
X56 = codeur 1
X57 = entrées digitales
X58 = alimentation 24 V CC
X59 = sorties digitales
16
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 17

Manuel d'utilisation du contrôleur de synchronisation MCO 350
2.5.5. Caractéristiques techniques générales
− Toutes les entrées, sorties et tensions d'alimentation sont protégées contre les courts-circuits.
− Toutes les entrées, sorties et tensions d'alimentation sont isolées galvaniquement des très hautes tensions telles qu'alimentation secteur et tension du
moteur (PELV).
− Les signaux du codeur sont surveillées pendant le fonctionnement et à l'arrêt.
− Tous les paramètres du MCO 350, y compris les paramètres d'application définis par l'utilisateur, sont accessibles via le panneau de commande local
du FC 300.
− Le MCO 350 peut être associé à d'autres options du FC 300, à savoir les interfaces PROFIBUS et DeviceNet.
− Toutes les entrées et sorties digitales sont isolées galvaniquement des circuits électroniques internes et peuvent recevoir une alimentation 24 V externe.
Bornes de raccordement :
Section maximale, fil rigide 1,5 mm2/16 AWG
Section maximale, fil souple 1,5 mm2/16 AWG
Section maximale, fil avec noyau blindé 1,5 mm2/16 AWG
Section minimale 0,082/28 AWG
Entrées digitales :
Nombre d'entrées digitales programmables 10
Bloc de raccordement X57
N° de borne 11),21),3,4,5,6,7,8,9,10
Logique PNP ou NPN
Niveau de tension 0-24 V CC
Niveau de tension 0-24 V CC
Niveau de tension, "0" logique PNP < 5 CC
Niveau de tension, "1" logique PNP > 10 V CC
Niveau de tension, "0" NPN
Niveau de tension, "1" logique NPN
Tension maximale sur l'entrée 28 V CC
1) Sélectionné au paramètre 5-00 Mode E/S digitales.
Les entrées digitales sont isolées de façon galvanique des circuits électroniques internes et peuvent recevoir une alimentation externe de 24 V.
2)
2)
2. Introduction
2
1)
> 19 V CC
< 14 V CC
Sorties digitales :
Nombre de sorties digitales programmables 8 (6)
Bloc de raccordement X59
N° de borne 11), 21),3,4,5,6,7,8
Type d'activation push/pull
Logique PNP ou NPN
Niveau de tension 0-24 V CC
Courant de sortie max. (récepteur ou source) avec alimentation interne (Σ totale) 40 mA
Courant de sortie max. (récepteur ou source) avec alimentation externe (par sortie) 100 mA
Les bornes X59-1 et X59-2 peuvent être programmées comme des entrées, au paramètre 33-60.
Entrées/sorties digitales combinées :
Nombre de sorties digitales pouvant être utilisées comme entrées digitales 2
Bloc de raccordement X59
N° de borne 1,2
Logique PNP ou NPN
Niveau de tension 0-24 V CC
Niveau de tension 0-24 V CC
Niveau de tension, "0" logique PNP < 10 V CC
Niveau de tension, "1" logique PNP > 17 V CC
Plage de tension, "0" logique NPN > 13 V CC
Plage de tension, "1" logique NPN < 6 V CC
Tension maximale sur l'entrée 28 V CC
1) Les bornes X59-1 et X59-2 peuvent être programmées comme entrée au paramètre 33-60.
1
2)
1)
2)
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
17
Page 18

2
Manuel d'utilisation du contrôleur de synchro-
2. Introduction
2) Sélectionné au paramètre 5-00 Mode E/S digitales.
Sortie alimentation 24 V CC
Bloc de raccordement X58
N° de borne 1,2
Charge maximale 65 mA
L'alimentation 24 V interne peut être déconnectée via le paramètre 33-85, une alimentation 24 V externe doit alors être raccordée à X58-1 et X58-2.
Entrées codeur
Nombre d'entrées codeur 2
Bloc de raccordement X55 et X56
N° de borne 5,6,7,8,9,10,11,12
Impédance d'entrée 120 Ω
Tension maximale sur les entrées 5 V CC
Type de câble Câble blindé avec une paire de fils torsadée pour chaque canal du codeur
Type de codeur incrémental RS422/TTL
Fréquence maximale 410 kHz
Déplacement de phase entre A et B 90° ±30°
Longueur de câble max. 300 m
Type de codeur absolu SSI
Codage des données Gray
Longueur des données 12-37 bits
Fréquence horloge 78 kHz - 2 MHz
Type de codeur absolu SSI
Longueur de câble max. 150 m
1) Toujours respecter les spécifications/limitations indiquées par le fournisseur du codeur.
2) On peut utiliser 150 m de câble pour une fréquence d'horloge de 500 kHz, au-delà la longueur doit être davantage réduite.
nisation MCO 350
1)
1)
1)
1)
Sortie codeur
Nombre de sorties codeur 1
Bloc de raccordement X56
N° de borne 5,6,7,8,9,10,11,12
Type de signal RS 422Ω
Fréquence maximale 410 kHz
Nombre maximum d'esclaves 31 (plus avec répéteur)
Longueur de câble max. 400 m
Sortie codeur
Nombre de tensions d'alimentation 3
Bloc de raccordement X55 et X56
N° de borne 1,2,3,4
24 V, charge max. 250 mA
8 V, charge max. 250 mA
5 V, charge max. 400 mA
Type de codeur absolu SSI
Longueur de câble max. 150 m
1) 2)
1) C'est la charge maximale lorsque seule une tension d'alimentation est utilisée ; lorsque 2 ou 3 tensions d'alimentation sont utilisées simultanément,
la charge doit être réduite en conséquence. Il convient de respecter ce qui suit : charge24V + charge8V + charge5V ≤ 6W et charge8V + charge5V ≤
2W.
2) 8 V n'est disponible qu'au bloc de raccordement X55.
1)
1)
1)
18
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 19

Manuel d'utilisation du contrôleur de synchronisation MCO 350
2.6. Exemple de connexions de l'interface codeur
2. Introduction
2
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
19
Page 20

2
Manuel d'utilisation du contrôleur de synchro-
2. Introduction
nisation MCO 350
2.7. Description des bornes
Numéro d'E/S Désignation Description
12 24 V CC Alimentation de 24 V pour commutateurs, etc.
13 24 V CC Alimentation de 24 V pour commutateurs, etc.
18 Resync inactif La fonction Resync (qui est activée via par. 1924) peut être temporaire-
ment désactivée en réglant cette entrée sur 1.
19 Recherche origine Lance la recherche d'origine.
20 Terre Terre pour 24 V.
27 Reset/activer Reset de l'erreur sur le front montant. Pour activer le fonctionnement,
cette entrée doit être réglée sur 1. 0 = roue libre moteur.
32 Course de test sens antihoraire Course de test ; programme 1 :
Course de test dans le sens antihoraire à la vitesse définie au paramètre
19-01.
Vitesse/Pos - Fonctionnement synchrone ; programme 2 :
En mode de synchronisation de vitesse (par. 1901 = 0, 3, 6 ou 7), le
rapport de vitesse et donc la vitesse de l'esclave peuvent être modifiés
par la valeur spécifiée au paramètre 1912.
En fonctionnement de synchronisation de position et de marqueur (par.
1901 = 1, 2, 4 ou 5), l'écart de position de l'esclave peut être modifié par
la valeur spécifiée au paramètre 1912. Le signe de la valeur du paramètre
1912 sélectionne le type d'écart : absolu et relatif.
L'écart absolu signifie que l'écart déterminé au paramètre 1912 est mo-
difié et cet écart est exécuté au moment du redémarrage de la synchro-
nisation.
L'écart relatif signifie que la position réelle de l'esclave est décalée mais
l'écart déterminé au paramètre 1912 reste inchangé. Cela signifie aussi
que la position réelle de l'esclave est maintenue lors du redémarrage de
la synchronisation. L'écart relatif est utile lorsqu'il faut modifier l'écart
toujours dans le même sens car l'utilisation de l'écart absolu donnerait un
écart fixe très élevé. Cet écart fixe élevé serait ensuite exécuté lors du
redémarrage de la synchronisation et la limite maximale ou minimale du
paramètre 1312 serait finalement atteinte.
20
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 21

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Numéro d'E/S Désignation Description
33 Course de test sens horaire Course de test ; programme 1 :
Course de test dans le sens horaire à la vitesse définie au paramètre 1901.
Vitesse/Pos + Fonctionnement synchrone ; programme 2 :
En mode de synchronisation de vitesse (par. 1901 = 0, 3, 6 ou 7), le
rapport de vitesse et donc la vitesse de l'esclave peuvent être modifiés
par la valeur spécifiée au paramètre 19-12.
En fonctionnement de synchronisation de position et de marqueur (par.
19-01 = 1, 2, 4 ou 5), l'écart de position de l'esclave peut être modifié
par la valeur spécifiée au paramètre 1912. Le signe de la valeur du paramètre 1912 sélectionne le type d'écart : absolu et relatif.
L'écart absolu signifie que l'écart déterminé au paramètre 19-12 est modifié et cet écart est exécuté au moment du redémarrage de la synchronisation.
L'écart relatif signifie que la position réelle de l'esclave est décalée mais
l'écart déterminé au paramètre 1912 reste inchangé. Cela signifie aussi
que la position réelle de l'esclave est maintenue lors du redémarrage de
la synchronisation. L'écart relatif est utile lorsqu'il faut modifier l'écart
toujours dans le même sens car l'utilisation de l'écart absolu donnerait un
écart fixe très élevé. Cet écart fixe élevé serait ensuite exécuté lors du
redémarrage de la synchronisation et la limite maximale ou minimale du
paramètre 1312 serait finalement atteinte.
01 COM ; 240 V CA/2 A Sortie relais 1 :
02 Frein électromécanique : NO Le relais 1 est ouvert (frein activé) à l'arrêt et au démarrage du variateur
de fréquence. Après cela, la commande de frein dépend du mode Sync
sélectionné.
03 NF
04 COM ; 50 V CA/1 A ; 75 V CC/1 A Sortie relais 2 :
La fonction peut être configurée via le paramètre 540.
05 NO
06 NF
39 Terre Terre pour les entrées/sorties analogiques.
42 Vitesse esclave/maître La valeur de sortie est mise à l'échelle à la vitesse maximale de l'esclave
(paramètre 32-80).
La sortie peut être réglée sur la vitesse du maître ou de l'esclave au pa-
ramètre 19-25.
50 10 V CC 15 mA Alimentation du potentiomètre de valeur de référence
53 0-10 V In Sert d'entrée de référence pour le maître virtuel lorsque 0 est sélectionné
au paramètre 19-16.
54 0-10 V In Sert de numérateur pour le rapport de vitesse lorsque 6 ou 7 est sélec-
tionné au paramètre 19-01.
2. Introduction
2
2.7.1. Interface RS 485 standard
Numéro d'E/S Désignation Description
61 Terre RS 485 Inutilisée
68 RS 485-P Inutilisée
69 RS 485-N Inutilisée
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
21
Page 22

2
Manuel d'utilisation du contrôleur de synchro-
2. Introduction
2.7.2. Borne X57 MCO 350
Numéro d'E/S Désignation Description
1 I1 - Démarrage de la synchroni-
sation
2 I2 - Activation du rapport de vi-
tesse
3 I3 - Démarrage/arrêt du maître
virtuel
4 I4 - Maintien L'entraînement est maintenu à une vitesse programmable (paramètre 1903) ou à la vitesse
5 I5 - Entrée marqueur maître Si un signal de marqueur externe est utilisé pour l'entraînement maître, il faut le raccorder à
6 I6 - Entrée marqueur esclave Si un signal de marqueur externe est utilisé pour l'entraînement esclave, il faut le relier à cette
7 I7 - Mesure de la distance entre 2
marqueurs du maître
Commutateur origine Fonctionnement synchrone ; programme 2 :
8 I8 - Mesure de la distance entre 2
marqueurs de l'esclave
I8 - Sélection du mode VLT Fonctionnement synchrone ; programme 2 :
9
10
Rapport de vitesse 2
Rapport de vitesse 2
0
1
Démarrage et arrêt de la synchronisation. L'entrée 1 doit être commutée si la synchronisation
a été interrompue par une erreur ou par l'entrée 27 (roue libre moteur). Le comportement à
l'arrêt peut être déterminé via le paramètre 1901.
Active le rapport de vitesse sélectionné aux bornes 9 et 10.
Course de test ; programme 1 : lance la course de test avec maître virtuel. Fonctionnement synchrone ; programme 2 : le maître virtuel accélère jusqu'à la fréquence impulsion-
nelle définie ou s'arrête selon le temps de rampe déterminé.
actuelle (paramètre 1902 = 1). Le contrôle de synchronisation n'est pas activé.
cette entrée.
entrée.
Course de test ; programme 1 :
La mesure de la distance entre les marqueurs du maître est lancée.
Si une position d'origine doit être atteinte, le commutateur origine doit être raccordé ici. Ce
signal doit montrer un front montant.
Course de test ; programme 1 :
La mesure de la distance entre les marqueurs de l'esclave est lancée.
Met le VLT en fonctionnement normal de variateur de fréquence. Les réglages de ce mode de
fonctionnement sont faits dans la configuration de paramètres 2. Se reporter au manuel produit
du VLT AutomationDrive.
Bit de plus faible poids du rapport de vitesse.
Bit de plus fort poids du rapport de vitesse.
nisation MCO 350
2.7.3. Borne X59 MCO 350
Numéro d'E/S Désignation Description
1 O1 - PRÊT Prêt, à savoir que pour le nombre de signaux de marqueurs spécifié au paramètre 3325, l'entraînement
esclave a fonctionné dans les tolérances (précision).
2 O2 - ERREUR Erreur, c'est-à-dire que pour le nombre de signaux de marqueurs spécifié au paramètre 3324, l'entraî-
nement esclave a fonctionné hors des tolérances (précision). OU si le nombre de signaux de marqueurs
a été absent quand le moniteur de marqueur a été activé au paramètre 1923.
3 O3 - PRÉCISION L'entraînement fonctionne dans les tolérances spécifiées au paramètre 3313.
4 O4 - Commande de frein Cette sortie peut servir à commander le frein mécanique. 0 signifie que le frein doit être fermé (frei-
nage), 1 signifie que le frein doit être ouvert (pas de freinage).
5 O5 - Mémorisation La sortie reste haute en cours de mémorisation. Celle-ci est lancée depuis le paramètre 1900, l'entrée
4 ou le bit 4 du bus de terrain.
6 O6 - Entraînement tourne Signal 1 lorsque l'entraînement fonctionne.
7 O7 - Origine atteinte Si la valeur de données 1 a été choisie au paramètre 3300, cette sortie indique 1 lorsque la position
d'origine est atteinte.
8 O8 - Prêt, aucune erreur Le contrôleur de synchronisation est prêt à fonctionner.
22
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 23

Manuel d'utilisation du contrôleur de synchronisation MCO 350
2. Introduction
2.8. Description de l'interface du bus de terrain
N.B.!
Ce chapitre ne concerne que les VLT équipés d'une interface de bus de terrain (option) et d'un contrôleur de synchronisation.
Le contrôleur de synchronisation peut être commandé via les entrées digitales/analogiques ou le bus de terrain. La source de contrôle peut être sélectionnée individuellement pour la course de test et la synchronisation aux paramètres 1919 (test) et 1920 (synchronisation). Il ne peut y avoir qu'une
source de contrôle en même temps, ce qui signifie que les entrées digitales/analogiques sont inactives lorsque le bus de terrain est choisi comme source
et inversement. La seule exception concerne l'entrée 27 qui est toujours arrêtée/activée même lorsque le bus de terrain est sélectionné comme source
de contrôle. En mode de synchronisation, trois signaux sont uniquement disponibles comme entrées digitales même lorsque le bus de terrain est sélectionné comme source de contrôle : ce sont les signaux de marqueurs pour la synchronisation de marqueur et le commutateur origine. Ceci vient du fait
que ces signaux sont trop critiques d'un point de vue temporel pour le contrôle du bus de terrain. Les signaux d'état sont toujours disponibles sur les
sorties digitales/analogiques mais ils ne sont disponibles via le bus de terrain que lorsque celui-ci est sélectionné comme source de contrôle.
2.8.1. Format des données
2
Les signaux de contrôle et d'état sont transmis via le canal de données process (PCD) des différentes interfaces du bus de terrain. La structure du
télégramme et le nombre disponible de mots de données dépendent du bus de terrain utilisé. Se reporter au manuel de l'option réseau de terrain utilisée
pour plus de précisions. L'exemple ci-dessous s'appuie sur la configuration d'un télégramme PROFIBUS, appelé PPO :
Exemple avec PPO PROFIBUS de type 5 :
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
23
Page 24
2
Manuel d'utilisation du contrôleur de synchro-
2. Introduction
Signaux de contrôle du bus de terrain
Bus de terrain
[mot.bit]
1.1 Inutilisée Démarrage de la synchronisation 1
1.2 Inutilisée Activation du rapport de vitesse 2
1.3 Démarrage/arrêt du maître virtuel Démarrage/arrêt du maître virtuel 3
1.4 Inutilisée Mémoriser les réglages du rapport (possible unique-
1.5 Inutilisée Mode VLT 8
1.6 Inutilisée Sélection du LSB du rapport de vitesse 9
1.7 Inutilisée Sélection du MSB du rapport de vitesse 10
1.8 Inutilisée Lancer la recherche d'origine 19
1.9 Reset/activer Reset/activer 27
1.10 Inutilisée Maintien 29
1.11 Inutilisée Vitesse/position - 32
1.12 Inutilisée Vitesse/position + 33
1.13 Mesurer la distance des marqueurs du maître Inutilisée 7
1.14 Mesurer la distance des marqueurs de l'esclave Inutilisée 8
1.15 Course de test sens antihoraire Inutilisée 32
1.16 Course de test sens horaire Sens négatif du maître virtuel 33
2 Référence du maître virtuel* Référence du maître virtuel* 53
Course de test Synchronisation Entrée correspondante
ment à l'arrêt !)
nisation MCO 350
4
*) Uniquement lorsque par. 19-16 = 2.
Signaux d'état du bus de terrain
Bus de terrain
[mot.bit]
1.1 Inutilisée Prêt 1
1.2 Inutilisée Panne 2
1.3 Inutilisée Précision 3
1.5 Mémorisation Mémorisation 5
1.6 En fonction En fonction 6
1.7 Inutilisée Origine atteinte 7
1.8 Prêt, pas d'erreur Prêt, pas d'erreur 8
2 Erreur de traînée Erreur de traînée Par. 19-93 (test)/
3 Inutilisée Erreur de synchronisation Par. 19-93
4 Inutilisée État de la synchronisation Par. 34-60
5 Vitesse de l'esclave Vitesse de l'esclave Par. 19-94
6 Vitesse du maître Vitesse du maître Par. 19-95
Course de test Synchronisation Sortie/paramètre correspon-
dant
Par. 19-96 (synchronisation)
24
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 25

Manuel d'utilisation du contrôleur de synchronisation MCO 350
3. Programmation
3.1. Description des paramètres
19-00 Mémoriser les données
Option: Fonction:
Enregistrer ici les données du rapport de vitesse de manière permanente dans l'EEPROM.
[0] Pas de fonction
[1] Enregistrement des
données du rapport.
19-01 Course de test ; programme 1
Option: Fonction:
Lors de la mémorisation, la valeur reste 1 ; lorsque l'enregistrement est fini, la valeur revient automatiquement
à 0. En même temps, pendant l'enregistrement, la sortie O5 Mémorisation est réglée sur 1. La mémorisation
n'est pas possible en cours de fonctionnement, mais uniquement à l'arrêt.
Vitesse de la course de test : spécifier ici la vitesse à laquelle les courses de test doivent être effectuées. La
vitesse est définie comme un pourcentage de la vitesse maximale déterminée au par. 32-80.
3. Programmation
3
19-01 Fonctionnement synchrone ; programme 2
Option: Fonction:
Type d'exploitation : sélectionner ici le type de fonctionnement du contrôleur de synchronisation.
[0] Synchronisation de vitesse
[1] Synchronisation de position
[2] Synchronisation de marqueur
[3] Synchronisation de vitesse avec moteur en roue libre après arrêt
[4] Synchronisation de position avec moteur en roue libre après arrêt
[5] Synchronisation de marqueur avec moteur en roue libre après arrêt
[6] . Synchronisation de vitesse avec moteur en roue libre après arrêt et réglage du rapport de vitesse via l'entrée
analogique 54
[7] Synchronisation de vitesse avec réglage du rapport de vitesse via l'entrée analogique 54
Avec les sélections 0 à 2 et 7, le moteur est toujours contrôlé en gardant la position réelle lors de l'arrêt de la synchronisation (entrée 1 = 0).
19-02 Course de test ; programme 1
Option: Fonction:
Accélération de la co urse d e te s t : spécifier ici l'accélération pour la course de test comme un pourcentage
de l'accélération maximale. 100 % signifie que l'entraînement accélère avec la rampe minimale spécifiée au par.
32-81. 50 % signifie que l'entraînement poursuit uniquement avec 50 % de l'accélération, c.-à-d. l'accélération
dure deux fois plus longtemps qu'avec la rampe minimale spécifiée au par. 32-81.
Fonctionnement synchrone ; programme 2 : fonction de maintien :
Si le contact à la borne 29 est fermé, l'entraînement esclave est désaccouplé, c.-à-d. il ne fonctionne plus de
manière synchrone avec le maître.
[0] Si on choisit 0, l'entraînement esclave est amené à la vitesse définie au par. 19-03.
[1] Si on sélectionne 1, la vitesse réelle est maintenue. Tant que ces signaux sont présents, la vitesse de maintien
actuelle peut être modifiée via les entrées 32 et 33.
19-03 Course de test ; programme 1
Option: Fonction:
Distance de course de test : spécifier la distance pour la course de test en quad-counts.
Fonctionnement synchrone ; programme 2 :
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
25
Page 26

3
Manuel d'utilisation du contrôleur de synchro-
3. Programmation
Vitesse de maintien : si la fonction de maintien 0 a été sélectionnée, saisir ici la vitesse comme un pourcentage
de la vitesse maximale (par. 32-80).
19-04 Course de test, programme 1 : type de synchronisation (Sync type)
Option: Fonction:
Ce paramètre permet de spécifier le type de synchronisation utilisé lors de l'optimisation du contrôleur du PID
pour la synchronisation à l'aide du maître virtuel.
[0] Synchronisation de vi-
tesse
[1] Synchronisation de po-
sition
19-05 Course de test, programme 1 : active le calcul de l'anticipation et du PID (FFVEL calc.)
Option: Fonction:
[0] Aucune action
[1] Active le calcul de l'antici-
pation de la vitesse (par.
3265).
[2] Active le calcul de l'anticipation de la vitesse (par. 32-65), du temps d'échantillonnage du PID (par. 32-69),
Sélectionner 0 si la synchronisation de vitesse doit être utilisée en mode synchrone.
Sélectionner 1 si la synchronisation de position ou de marqueur doit être utilisée en mode synchrone.
Fonctionnement synchrone ; programme 2 :
Delta de la vitesse de maintien : spécifier le pourcentage par lequel la vitesse de maintien doit être changée
lorsque l'entrée 32 ou 33 est activée en mode maintien.
Ce paramètre est utilisé pour déclencher le calcul automatique de la valeur optimale d'anticipation de la
vitesse (par. 32-65) de même que le temps d'échantillonnage du PID (par. 32-69), le facteur proportionnel
(par. 32-60) et le facteur différentiel (par. 32-61).
Le calcul s'appuie sur les paramètres suivants qui doivent être réglés avant de commencer le calcul :
Par. 32-00/32-02 Type de codeur de l'esclave,
Par. 3201/3203 Résolution du codeur de l'esclave,
Par. 32-80 Vitesse du codeur,
Par. 32-69 Temps d'échantillonnage du PID.
du facteur proportionnel (par. 32-60) et du facteur différentiel (par. 32-61). Les calculs s'appuient sur les
paramètres suivants qui doivent être réglés avant de commencer le calcul :
Par. 32-00/32-02 Type de codeur de l'esclave,
Par. 32-01/32-03 Résolution du codeur de l'esclave,
Par. 32-80 Vitesse maximale.
nisation MCO 350
Cette valeur de paramètre est automatiquement remise à 0 une fois le
calcul fini.
N.B.!
Si l'un des paramètres mentionnés ci-dessus sont modifiés, le calcul doit être renouvelé.
Fonctionnement synchrone ; programme 2 :
N° du rapport de vitesse : sélectionner le numéro du rapport de vitesse que l'on souhaite modifier aux paramètres 19-06 à 19-10.
19-06 Numérateur du rapport de vitesse
Option: Fonction:
Saisir le numérateur du rapport de vitesse sélectionné au par. 19-05. Veiller à ce que le rapport de vitesse
corresponde au rapport de marqueur.
26
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 27

Manuel d'utilisation du contrôleur de synchronisation MCO 350
19-07 Dénominateur du rapport de vitesse
Option: Fonction:
Saisir le dénominateur du rapport de vitesse sélectionné au par. 19-05. Veiller à ce que le rapport de vitesse
corresponde au rapport de marqueur.
19-08 Quantité marqueurs de l'esclave
Option: Fonction:
Saisir le nombre de marqueurs de l'esclave pour le rapport de marqueur. Veiller à ce que le rapport de vitesse
corresponde au rapport de marqueur.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 19-01 = 2 ou
5).
19-09 Quantité marqueurs du maître
Option: Fonction:
Saisir le nombre de marqueurs du maître pour le rapport de marqueur. Veiller à ce que le rapport de marqueur
corresponde au rapport de vitesse.
3. Programmation
3
19-10 Écart fixe
Option: Fonction:
Saisir l'écart de position. Cela rend possible la compensation des différences dans le placement du codeur ou
des marqueurs. L'entrée est en quad-counts.
Écart_esclave
19-11 Durée de pas
Option: Fonction:
Saisir le temps après lequel
• un changement de vitesse se produit avec la fonction Maintien activée et la présence de l'un des signaux
à la borne 32 ou 33 ;
• le prochain changement de la position de l'esclave a lieu à l'état accouplé sans maintien.
L'entrée est en millisecondes.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 1901 = 2 ou 5).
N.B.!
L'écart est lié à la position du maître. L'écart lié à la position de l'esclave peut être calculé
comme suit :
Écart x Paramètre
:
Paramètre
19 − 06
19 − 07
19-12 Longueur de pas
Option: Fonction:
Saisir la valeur de pas (en quad-counts) pour changer l'écart de position. Le par. 19-10 est modifié en conséquence. Le signe de ce paramètre sélectionne le type d'écart lors du changement d'écart via les entrées + et de position :
Une valeur positive sélectionne un écart absolu (voir entrée 32/33).
Une valeur négative sélectionne un écart relatif (entrée 32/33).
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
27
Page 28

3
3. Programmation
19-13 Facteur de vitesse de l'esclave
Option: Fonction:
Saisir ici le facteur par lequel la vitesse de l'esclave doit être mise à l'échelle afin que la vitesse souhaitée s'affiche.
La formule suivante s'applique pour le calcul de ce facteur.
Facteur
Exemple : résolution 1024 PPR, affichage souhaité 100 à 1500 1/min
Facteur
19-14 Facteur de vitesse du maître
Option: Fonction:
Saisir ici le facteur par lequel la vitesse du maître doit être mise à l'échelle afin que la valeur souhaitée s'affiche.
La formule de calcul de ce facteur est :
Facteur
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
N
définie
=
1500
=
N
définie
=
1
min
x
400
xRésolution_codeur de l'esclave
60
xValeur_affichée
Incr
400x1024
x
60x100
x
400
xRésolution_codeur de l'esclave
60
xValeur_affichée
Tr
.
.
= 102400
19-15 Facteur d'affichage de l'erreur de synchronisation
Option: Fonction:
Saisir le facteur par lequel l'erreur doit être mise à l'échelle afin que la valeur souhaitée s'affiche. La formule de
calcul de ce facteur est :
Synchronisation de vitesse : le facteur doit être de 100, l'erreur de synchronisation est ensuite affichée en tr/
min en fonction de l'esclave.
Synchronisation de position :
N
Facteur
Exemple : résolution 1024 PPR, l'unité utilisateur est 100 mm/tour
Facteur
définie
=
N
définie
=
x
400
xRésolution_codeur de l'esclave
U nité utilisateur
x
400x1024
100
= 4096
19-16 Valeur de référence du maître virtuel
Option: Fonction:
Sélectionner le type de valeur de référence pour le maître virtuel.
[0] Signal de valeur de référence 0.. *10 V via borne 53.
[1] La valeur de référence peut être définie au par. 310 sous-indice 1.
[2] La valeur de référence est définie via le bus de terrain (PCD 2). +/- 1000 correspond à la vitesse maximale du
maître virtuel (par. 1918).
19-17 Accélération du maître virtuel
Option: Fonction:
Saisir ici l'accélération du maître virtuel en Hz/s.
Accélération du maître virtuel =
Fréq.impuls. Hz
Exemple : le maître virtuel doit correspondre à un codeur avec 1024 inc/rotation. La vitesse maximale de 25
rotations de codeur par seconde doit être atteinte en 1 seconde.
Accélération du maître virtuel =
28
t s
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 29
Manuel d'utilisation du contrôleur de synchronisation MCO 350
3. Programmation
25
1
x
s
1024
1
s
Incr
Tr
.
.
= 25600
Hz/s
19-18 Vitesse maximale du maître virtuel
Option: Fonction:
Saisir ici la vitesse maximale du maître virtuel en Hz.
Vitesse maximale du maître virtuel =
Incréments
Tr
.
Exemple : la vitesse maximale du maître virtuel doit correspondre à un codeur incrémental avec 1024 inc/rotation
à la vitesse de rotation de 50 tours/s.
Vitesse maximale du maître virtuel =
1024
x
1
x
50
= 51200 1
s
Tr
.
s
s
/
19-19 Course de test de la source de contrôle (Contr. testrun)
Option: Fonction:
Ce paramètre est utilisé pour sélectionner la source de contrôle en mode de course de test (par. 33-80 = 1). Il
ne peut y avoir qu'une source de contrôle en même temps. Entrées digitales ou mot de contrôle du bus de
terrain. La seule exception est l'entrée 27 qui est toujours arrêtée même avec le contrôle du bus de terrain.
Lorsque le contrôle digital est sélectionné, les signaux d'état sont mis à jour sur les sorties digitales. Lorsque le
contrôle du bus de terrain est sélectionné, les signaux d'état sont mis à jour sur les sorties digitales ainsi que le
bus de terrain.
[0] Entrées digitales 0 signifie que tous les ordres de contrôle sont activés via les entrées digitales selon la description des bornes.
[1] Bus de terrain 1 signifie que tous les ordres de contrôle sont activés via le mot de contrôle du bus de terrain selon la description
du contrôle du bus de terrain.
3
N.B.!
La nouvelle source de contrôle sélectionnée à ce paramètre n'est pas active avant la prochaine
mise sous tension (cycle d'alimentation).
19-20 Synchronisation de la source de contrôle (Contr. synchron)
Option: Fonction:
Ce paramètre permet de sélectionner la source de contrôle en mode de synchronisation (par. 33-80 = 2). Il ne
peut y avoir qu'une source de contrôle en même temps. Entrées digitales ou mot de contrôle du bus de terrain.
La seule exception concerne l'entrée 27 qui est toujours arrêtée même avec le contrôle du bus de terrain.
Lorsque le contrôle digital est sélectionné, les signaux d'état sont mis à jour sur les sorties digitales. Lorsque le
contrôle du bus de terrain est sélectionné, les signaux d'état sont mis à jour sur les sorties digitales ainsi que
sur le bus de terrain.
[0] Entrées digitales Signifie que tous les ordres de contrôle sont activés via les entrées digitales selon la description des bornes.
[1] Bus de terrain Signifie que tous les ordres de contrôle sont activés via le mot de contrôle du bus de terrain selon la description
du contrôle du bus de terrain.
N.B.!
La nouvelle source de contrôle sélectionnée à ce paramètre n'est pas active avant la prochaine
mise sous tension (cycle d'alimentation).
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
29
Page 30
3
Manuel d'utilisation du contrôleur de synchro-
3. Programmation
19-21 Retard frein
Range: Fonction:
Ce paramètre permet de spécifier le temps qui s'écoule entre la fermeture du frein mécanique (sortie 4) et la
désactivation du contrôle du moteur (roue libre). Ceci est nécessaire pour éviter un relâchement de la charge
en raison du temps de réaction du frein mécanique.
[0...5000 ms] La valeur doit être réglée en fonction du temps de réaction du frein mécanique.
19-22 Frein hors délai
Range: Fonction:
Ce paramètre est utilisé pour spécifier le temps qui s'écoule entre l'activation du contrôle du moteur et l'ouverture
du frein mécanique (sortie 4). Ceci est nécessaire pour éviter un relâchement de la charge en raison du temps
de réaction du frein mécanique.
[0...5000 ms] La valeur doit être réglée en fonction du temps de réaction du frein mécanique.
19-23 Surveillance marqueur
Option: Fonction:
Ce paramètre spécifie le comportement lorsque les marqueurs sont absents en mode de synchronisation de
marqueur (par. 1901 = 2 ou 5).
[0] Sortie 2 L'erreur est émise en cas d'imprécision pour x marqueurs (x = par. 33-24).
[1] Sortie 2 L'erreur est émise en cas d'imprécision pour x marqueurs (x = par. 33-24) OU lorsque x marqueurs sont man-
quants.
[2] Sortie 2 L'erreur est émise en cas d'imprécision pour x marqueurs (x = par. 33-24) et sortie 2, l'erreur est réglée et le
gestionnaire d'erreur est appelé lorsque x marqueurs sont absents.
nisation MCO 350
19-24 Resync.
Option: Fonction:
Lorsque resync est actif, la synchronisation reste active tant que l'esclave est arrêté (entrée 1 et/ou entrée 27
= 0). L'erreur de synchronisation réelle est corrigée avec la vitesse et l'accélération définies lors du redémarrage
de la synchronisation.
[0] Inactif
[1] Actif
19-25 Sélection valeur sortie ANA 42
Option: Fonction:
[0] Vitesse de l'esclave
[1] Vitesse du maître
19-92 Numéro de version de logiciel
Option: Fonction:
La version logicielle du contrôleur de synchronisation est affichée ici.
19-93 Course de test ; programme 1
Option: Fonction:
Track-error : l'erreur de traînée est affichée en quad-counts.
Fonctionnement synchrone ; programme 2 : Sync-error : l'erreur de synchronisation est affichée avec la
valeur calculée au par. 19-15.
N.B.!
Cette fonction n'est utilisée que si les fenêtres de marqueurs sont utilisées (par. 33-22 et
33-21).
30
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 31
Manuel d'utilisation du contrôleur de synchronisation MCO 350
19-94 Vitesse de l'esclave (lecture seule)
Option: Fonction:
La vitesse de l'esclave est affichée avec la valeur calculée au par. 19-13.
19-95 Vitesse du maître (lecture seule)
Option: Fonction:
La vitesse du maître est affichée avec la valeur calculée au par. 19-14.
3. Programmation
19-96 Erreur de traînée (lecture seule)
Option: Fonction:
Track-error : l'erreur de synchronisation est affichée avec la valeur calculée au par. 19-15.
32-00 Type de signal incrémental (esclave)
Option: Fonction:
[0] Aucun À choisir si un codeur absolu est utilisé.
[1] RS422 (TTL/circuit de
commande de ligne)
[2] SinCos À choisir si un codeur incrémental analogique 1 V pointe à pointe est utilisé.
32-01 Résolution incrémentale (esclave)
Option: Fonction:
Saisir les impulsions par tour.
32-02 Protocole absolu (esclave)
Option: Fonction:
[0] Aucun À choisir si un codeur incrémental est utilisé.
[1] SSI.
[2] SSI avec filtre À choisir si le signal du codeur est instable.
32-03 Résolution absolue (esclave)
Option: Fonction:
Saisir les positions par tour.
3
32-05 Longueur de données codeur absolu (esclave)
Option: Fonction:
Saisir le nombre de bits de données du codeur absolu connecté.
32-06 Fréquence horloge du codeur absolu (esclave)
Option: Fonction:
Saisir la fréquence d'horloge en fonction des spécifications du fabricant du codeur.
32-07 Génération horloge du codeur absolu (esclave)
Option: Fonction:
Inactif Le signal de l'horloge n'est pas généré.
Actif Le signal de l'horloge est généré : cela est très fréquemment utilisé.
32-08 Longueur de câble codeur absolu (esclave)
Option: Fonction:
Saisir la longueur de câble du codeur, noter que 300 mètres est le maximum.
32-09 Surveillance codeur (esclave)
Option: Fonction:
Inactif Pas de surveillance du codeur.
Actif Surveillance du matériel du codeur, un court-circuit ou un circuit ouvert génère l'erreur 192.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
31
Page 32

3
Manuel d'utilisation du contrôleur de synchro-
3. Programmation
32-10 Sens de rotation
Option: Fonction:
[1] Standard, la position est un comptage positif lorsque l'entraînement fonctionne dans le sens horaire.
[3] La position est un comptage négatif lorsque l'entraînement fonctionne vers l'avant.
[2] Comme 1 mais avec signe opposé de la référence à l'entraînement. Cela peut être utilisé comme solution alter-
native à la permutation de deux phases moteur si le sens de rotation du moteur est incorrect.
[4] Comme 3 mais avec signe opposé de la référence à l'entraînement. Cela peut être utilisé comme solution alter-
native à la permutation de deux phases moteur si le sens de rotation du moteur est incorrect.
32-30 Type de signal incrémental (maître)
Option: Fonction:
[0] Aucun À choisir si un codeur absolu est utilisé.
[1] RS422 (TTL/circuit de
commande de ligne)
[2] SinCos À choisir si un codeur incrémental analogique 1 V pointe à pointe est utilisé.
32-31 Résolution incrémentale (maître)
Option: Fonction:
Saisir les impulsions par tour.
nisation MCO 350
32-32 Protocole absolu (maître)
Option: Fonction:
[0] Aucun À choisir si un codeur incrémental est utilisé.
[1] SSI.
[2] SSI avec filtre À choisir si le signal du codeur est instable.
32-33 Résolution absolue (maître)
Option: Fonction:
Saisir les positions par tour.
32-35 Longueur de données codeur absolu (maître)
Option: Fonction:
Saisir le nombre de bits de données du codeur absolu connecté.
32-36 Fréquence horloge du codeur absolu (maître)
Option: Fonction:
Saisir la fréquence d'horloge en fonction des spécifications du fabricant du codeur.
32-37 Génération horloge du codeur absolu (maître)
Option: Fonction:
Inactif Le signal de l'horloge n'est pas généré.
Actif Le signal de l'horloge est généré : cela est très fréquemment utilisé.
32-38 Longueur de câble codeur absolu (maître)
Option: Fonction:
Saisir la longueur de câble du codeur, noter que 300 mètres est le maximum.
32-39 Surveillance codeur (maître)
Option: Fonction:
Inactif Pas de surveillance du codeur.
Actif Surveillance du matériel du codeur, un court-circuit ou circuit ouvert génère O.ERR_192.
32
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 33

Manuel d'utilisation du contrôleur de synchronisation MCO 350
32-40 Terminaison codeur (maître)
Option: Fonction:
Si un seul codeur est connecté, sélectionner ON ; pour toutes les autres configurations, choisir OFF.
32-60 Facteur P du contrôleur de synchronisation
Option: Fonction:
Réglage : voir les exemples.
3. Programmation
32-61 Facteur D du contrôleur de synchronisation
Option: Fonction:
Réglage : voir les exemples.
32-62 Facteur I du contrôleur de synchronisation
Option: Fonction:
Réglage : voir les exemples.
32-63 Limitation du facteur I
Option: Fonction:
Réglage : voir les exemples.
32-64 Largeur de bande du contrôleur du PID
Option: Fonction:
32-65 Anticipation de vitesse
Option: Fonction:
Réglage : voir les exemples.
32-66 Anticipation d'accélération
Option: Fonction:
Réglage : voir les exemples.
3
32-67 Erreur de traînée maximale
Option: Fonction:
Saisir l'erreur de traînée maximale. Il s'agit de l'erreur permise entre la position calculée et le position de retour.
Si cette valeur est dépassée, l'entraînement s'arrête et affiche un message d'erreur : O.ERR_108 Erreur de
position. La valeur définie doit être supérieure à la plage de tolérance de précision autorisée au par. 33-13.
Entrée en quad-counts.
32-68 Comportement d'inversion
Option: Fonction:
[0] Signifie que l'entraînement esclave peut toujours s'inverser, p. ex. après un dépassement de la position cible.
[1] L'entraînement esclave ne peut s'inverser que lorsque le maître est inversé.
[2] L'entraînement esclave ne peut jamais être inversé.
32-69 Temps d'échantillonnage du PID
Option: Fonction:
Ce paramètre sert à régler le temps d'échantillonnage de l'algorithme de contrôle. Cette valeur doit être augmentée si :
• La fréquence impulsionnelle est très basse, p. ex. 1 à 2 quad-counts par temps d'échantillonnage (il
faut au moins 10 à 20 quad-counts par temps d'échantillonnage).
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
33
Page 34

3. Programmation
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
• Le système est très lent et lourd (inertie élevée). Si l'on régule ces systèmes avec 1 ms, cela provoque
une vibration des gros moteurs.
La valeur correcte peut être calculée automatiquement, voir course de test au par. 19-05.
N.B.!
Le réglage de ce paramètre a une influence directe sur la boucle du PID ; si par exemple le
temps d'échantillonnage est doublé, le facteur P (par. 32-60) a aussi un effet doublé.
3
32-80 Vitesse maximale
Option: Fonction:
Saisir ici la vitesse maximale de l'entraînement esclave, mesurée au niveau du codeur de l'esclave en tours par
minute.
32-81 Rampe minimale
Option: Fonction:
Saisir ici la rampe minimale possible dans laquelle l'entraînement esclave peut accélérer de 0 à la vitesse spécifiée
au par. 3280. C'est une entrée en millisecondes.
33-00 Forcer ORIG.
Option: Fonction:
Si ce par. est réglé sur 1, une recherche d'origine doit être effectuée avant que la synchronisation ne démarre.
33-02 Accélération retour origine
Option: Fonction:
Spécifier ici l'accélération pour le retour au point d'origine comme un pourcentage de l'accélération maximale.
100 % signifie que l'entraînement accélère avec la rampe minimale spécifiée au par. 32-81. 50 % signifie que
l'entraînement poursuit uniquement avec la moitié de l'accélération, c'est-à-dire l'accélération dure deux fois
plus longtemps que la rampe minimale spécifiée au par. 32-81.
33-03 Vitesse du mvt origine
Option: Fonction:
En % de la vitesse maximale 3280.
33-04 Fonctionnement synchrone ; programme 2
Option: Fonction:
[0] Le retour au point d'origine ne doit être effectué qu'après mise sous tension.
[1-3] Le retour au point d'origine doit être réalisé avant tout démarrage de synchronisation.
33-13 Fonctionnement synchrone ; programme 2
Option: Fonction:
Précision : ce paramètre spécifie l'écart de position maître-esclave maximal. Cela est utilisé pour contrôler la
sortie de précision (03). Cette sortie de précision ne sera sur 1 que si l'écart de position maître-esclave réel est
compris dans cette limite. En synchronisation de vitesse (par. 19-01 = 0, 3, 6 ou 7), la valeur doit être définie
en tr/min (tours par minute) ; dans tous les autres modes, elle doit être réglée en quad-counts. Avec une valeur
négative dans ce paramètre, l'erreur de synchronisation (par. 19-93) est indiquée par un signe ; dans le cas
contraire, l'erreur de synchronisation ne comporte pas de signe.
33-14 Fonctionnement synchrone ; programme 2
Option: Fonction:
Tolérance vitesse M-E : spécifier ici l'écart de vitesse toléré entre le maître et l'esclave lors de la synchronisation.
S'applique ce qui suit :
Rattrapage de l'esclave :
maître + vitesse maître * tolérance vitesse M-E/100, quelle que soit la plus faible des deux.
l'esclave peut se déplacer à la vitesse maximale autorisée ou à la vitesse : vitesse
34
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 35

Manuel d'utilisation du contrôleur de synchronisation MCO 350
3. Programmation
Ralentissement de l'esclave :
rance vitesse M-E/100. Si la valeur de tolérance de vitesse M-E est réglée sur 50, l'esclave ne se déplace pas
plus lentement qu'à 50 % de la vitesse du maître.
33-17 Distance des marqueurs du maître
Option: Fonction:
Saisir ici la distance entre deux marqueurs de l'entraînement maître en quad-counts. Si cette valeur n'est pas
connue, elle peut être déterminée lors du test. Pour connaître la procédure, se reporter à la description au
chapitre Test des codeurs incrémentaux dans l'exemple d'application de synchronisation de marqueurs, chargement de convoyeur.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 19-01 = 2 ou
5).
33-18 Distance des marqueurs de l'esclave
Option: Fonction:
Saisir ici la distance entre deux marqueurs de l'entraînement esclave en quad-counts. Si cette valeur n'est pas
connue, elle peut être déterminée lors du test. Pour connaître la procédure, se reporter à la description au
chapitre Test des codeurs incrémentaux dans l'exemple d'application concernant l'emballage.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 19-01 = 2 ou
5).
l'esclave se déplace à la vitesse minimale : vitesse maître - vitesse maître * tolé-
3
33-19 Type marqueur maître
Option: Fonction:
[0] front montant de la pis-
te zéro
[1] front descendant de la
piste zéro
[2] front montant à I5
[1] front descendant de la
piste zéro
[3] front descendant à I5
Sélectionner ici le type de signal de marqueur de l'entraînement maître.
33-20 Type marqueur esclave
Option: Fonction:
[0] front montant de la pis-
te zéro
[1] front descendant de la
piste zéro
[2] front montant à I6
[1] front descendant de la
piste zéro
Sélectionner ici le type de signal de marqueur pour l'entraînement esclave.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 19-01 = 2 ou
5).
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
35
Page 36

3. Programmation
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
3
[3] front descendant à I6
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 19-01 = 2 ou
5).
33-21 Fenêtre des marqueurs du maître
Option: Fonction:
Saisir la tolérance autorisée pour l'occurrence des marqueurs. Le réglage d'usine 0 signifie que tous les marqueurs sont utilisés. Pour tous les autres réglages, seuls sont acceptés les marqueurs se trouvant dans la fenêtre.
Exemple : intervalle de marqueur = 30000 et fenêtre de marqueur = 1000. Seuls les marqueurs avec un intervalle de 29000 à 31000 sont acceptés.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 19-01 = 2 ou
5).
33-22 Fenêtre des marqueurs de l'esclave
Option: Fonction:
Saisir la tolérance autorisée pour l'occurrence des marqueurs. Le réglage d'usine 0 signifie que tous les marqueurs sont utilisés. Pour tous les autres réglages, seuls sont acceptés les marqueurs se trouvant dans la fenêtre.
Exemple : intervalle de marqueur = 30000 et fenêtre de marqueur = 1000. Seuls les marqueurs avec un intervalle de 29000 à 31000 sont acceptés.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 1901 = 2 ou 5).
33-23 Fonctionnement synchrone de marqueur
Option: Fonction:
[0] Dernière impulsion de marqueur, c.-à-d. l'esclave se synchronise par rapport à la dernière impulsion de marqueur
détectée. Cela est obtenu en accélérant vers cette position.
[1] Prochaine impulsion de marqueur : l'esclave attend la prochaine impulsion de marqueur et se synchronise par
rapport à elle.
[2] Une fois la vitesse du maître atteinte, la correction de marqueurs par rapport aux marqueurs suivants a lieu
(rattrapage/ralentissement).
[3] Même que 0 mais après que la vitesse du maître a été atteinte.
[4] Même que 1 mais après que la vitesse du maître a été atteinte.
[5] Une fois la vitesse du maître atteinte, la correction de marqueurs par rapport au marqueur le plus proche a lieu.
Si 1000 est ajouté aux choix précédents, l'écart fixe n'est pas exécuté avant que la correction de marqueurs n'ait lieu.
N.B.!
Ce paramètre n'est utilisé qu'en mode de synchronisation de marqueur (par. 19-01 = 2 ou 5).
33-24 Quantité marqueurs pour erreur
Option: Fonction:
Saisir le moment où un signal d'erreur (O2) doit être émis. Définir le nombre d'impulsions de marqueurs : un
réglage de 10 signifie que la précision doit être faible pour 10 impulsions de marqueur avant que le signal d'erreur
ne soit affiché.
36
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 37

Manuel d'utilisation du contrôleur de synchronisation MCO 350
En synchronisation de position (par. 19-01 = 1 ou 4), seul le marqueur de l'esclave est utilisé ; en synchronisation
de marqueur (par. 19-01 = 2 ou 5), le marqueur de l'esclave et du maître doivent être détectés avant comptage.
33-25 Quantité marqueurs pour état prêt
Option: Fonction:
Saisir le moment où un signal d'état prêt (O1) doit être émis. Déterminer le nombre d'impulsions de marqueur :
un réglage de 10 signifie que la précision doit être présente pour 10 impulsions de marqueur avant que le signal
d'état prêt ne soit affiché.
En synchronisation de position (par. 19-01 = 1 ou 4), seul le marqueur de l'esclave est utilisé ; en synchronisation
de marqueur (par. 19-01 = 2 ou 5), le marqueur de l'esclave et du maître doivent être détectés avant comptage.
33-26 Filtre vitesse
Option: Fonction:
En synchronisation de vitesse, il est recommandé de régler un temps de filtre en fonction de la résolution. Cela
permet d'éviter une fluctuation de vitesse à faible vitesse ou en cas d'utilisation d'une faible résolution de codeurs. Voir le tableau suivant :
Résolution du codeur Valeur du temps de filtre
250 39500
500 19500
1000 9500
2000 4500
2500 3500
4096 1900
5000 1400
3. Programmation
3
Pour tous les autres types de synchronisation : le changement du signe de la valeur de filtre active l'utilisation
du filtrage pour les autres types de synchronisation. Cela permet de donner de la souplesse à une position
instable ou une synchronisation de marqueur.
33-80 Sélection des modes d'exploitation
Option: Fonction:
[1]
[2]
Course de test
Synchronisation
34-40 État des entrées (lecture seule)
Option: Fonction:
Ce paramètre montre l'état réel des 10 entrées digitales (I1 à I10) sur X 57 sous forme de code binaire.
Entrée 3, 7 et 8 à l'état haut
Par. 3440 = 11000100
Entrée 1 et 3 à l'état haut
Par. 3440 = 101
Tableau 3.1: Exemple :
34-50 Position de l'esclave (lecture seule)
Option: Fonction:
La position de l'esclave est affichée en quad-counts.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
37
Page 38

3. Programmation
34-52 Position du maître (lecture seule)
Option: Fonction:
La position du maître est affichée en quad-counts.
34-56 Erreur de traînée (lecture seule)
Option: Fonction:
Ce paramètre indique l'erreur PID réelle lors de la synchronisation.
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
3
34-60 État de la synchronisation
Option: Fonction:
Les drapeaux d'état suivants sont définis pour la synchronisation de position et de marqueur. Les drapeaux ne
sont pas mis à jour lors de l'utilisation de la synchronisation de vitesse :
Drapeau : Valeur décimale Bit
SYNCREADY 1 0
SYNCFAULT 2 1
SYNCACCURACY 4 2
Synchronisation de marqueur uniquement :
Marqueur maître HIT 8 3
Marqueur esclave HIT 16 4
Erreur marqueur maître 32 5
Erreur marqueur esclave 64 6
Les drapeaux sont réinitialisés lors du redémarrage de la synchronisation (SyncStart).
SYNCACCURACY
Le système vérifie à chaque milliseconde si l'écart de position réelle entre maître et esclave est plus petit que
le par. 33-13 (précision). Si c'est le cas, le drapeau SYNCACCURACY est réglé sur 1, dans le cas contraire, le
drapeau est réinitialisé (0).
SYNCFAULT/SYNCREADY
Le système vérifie à chaque impulsion de marqueur si le drapeau SYNCACCURACY est présent ou non. S'il est
absent, le compteur d'erreur augmente et le compteur d'état prêt est remis à 0. S'il est présent, le compteur
d'état prêt augmente et le compteur d'erreur est remis à 0.
Si la valeur du compteur d'état prêt est supérieure à la valeur définie au par. 33-25 (quantité marqueurs pour
état prêt), le drapeau SYNCREADY est émis, sinon le drapeau est réinitialisé.
Si la valeur du compteur d'erreur est supérieure à la valeur du par. 33-24 (quantité marqueurs pour erreur), le
drapeau SYNCFAULT est réglé sur (1), sinon le drapeau est réinitialisé (0).
Drapeaux de marqueur HIT :
Les drapeaux de marqueurs HIT sont définis sur (1) après détection de n impulsions de marqueur (n = par.
19-08 et 19-09).
Drapeaux d'erreur de marqueur :
Le système vérifie toutes les n impulsions de marqueurs (n = par. 19-08 ou 19-09) si la distance entre la position
réelle de marqueur et la dernière position de marqueur enregistrée est inférieure à 1,8 fois la valeur du par.
33-18 ou 33-17. Si ce n'est pas le cas, le drapeau associé est émis (1). En cas d'utilisation des fenêtres de
marqueurs (par. 33-22 et 33-21), le système vérifie si un marqueur est détecté dans la fenêtre. Si aucun marqueur n'est détecté, le drapeau d'erreur s'affiche (1).
38
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 39

Manuel d'utilisation du contrôleur de synchronisation MCO 350
4. Synchronisation
4. Synchronisation
4.1. Synchronisation de vitesse
4.1.1. SyncStart
Lors de la fermeture du contact SyncStart (borne I1), l'entraînement esclave accélère avec le temps de rampe minimal jusqu'à la vitesse de l'entraînement
maître, en tenant compte du rapport de vitesse. Lorsque I1 s'ouvre, l'entraînement esclave emprunte la rampe ou s'arrête en roue libre. Le comportement
à l'arrêt est sélectionné au par. 19-01.
4
Illustration 4.1: Figure 10 : SyncStart avec synchronisation de vitesse
4.2. Diagrammes de fonction de synchronisation de vitesse
4.2.1. SyncStart
Lors de la fermeture du contact SyncStart (borne I1), l'entraînement esclave accélère avec le temps de rampe minimal jusqu'à la vitesse de l'entraînement
maître, en tenant compte du rapport de vitesse. Lorsque I1 s'ouvre, l'entraînement esclave emprunte la rampe ou s'arrête en roue libre. Le comportement
à l'arrêt est sélectionné au par. 19-01.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
39
Page 40

4
4. Synchronisation
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
Illustration 4.2: Figure 10 : SyncStart avec synchronisation de vitesse
4.2.2. Facteur d'accélération/décélération
Après que l'esclave a été synchronisé à la vitesse du maître à l'aide de SyncStart (borne I1), le rapport de vitesse peut être modifié en cours de fonctionnement. Grâce aux entrées 33 (facteur d'accélération) et 32 (facteur de décélération), le rapport de vitesse peut être modifié par la valeur réglée au
par. 19-12
chiffres du rapport et sélectionner une petite valeur pour la largeur de pas. Si l'une des deux entrées est active plus longtemps que le temps spécifié au
par. 19-11
donne i = 22:44, ce qui représente presque 3 %. Il vaut mieux régler le rapport sur i = 2200:4300. Ainsi le pas ascendant conduit à i = 2200:4301, ce
qui représente une modification d'environ 0,03 %.
Largeur de pas
Durée de pas
. Ce changement n'affecte que le facteur esclave. Pour un réglage plus précis du rapport de vitesse, il faut augmenter les
, un pas supplémentaire est exécuté. Exemple : rapport de vitesse i = 22:43. Si la largeur de pas est de 1, le premier pas ascendant
40
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 41
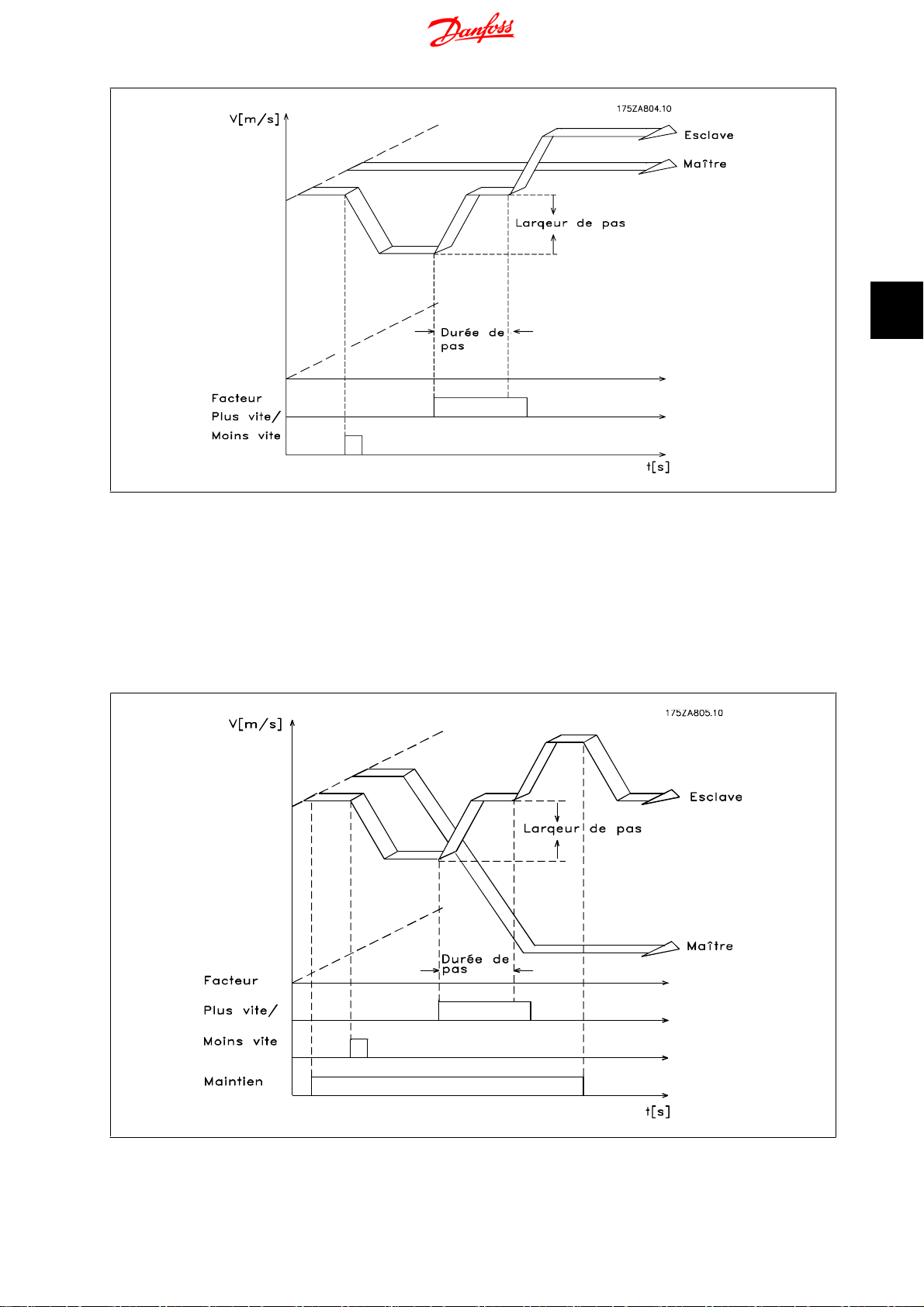
Manuel d'utilisation du contrôleur de synchronisation MCO 350
4. Synchronisation
4
Illustration 4.3: Facteur d'accélération/décélération avec synchronisation de vitesse
4.2.3. Fonction Maintien
La fonction de maintien fait fonctionner l'entraînement esclave en commande de vitesse en boucle fermée à une vitesse ne dépendant pas du maître. Il
est possible de choisir via le par. 19-02
la vitesse actuelle. Pendant la durée du signal de maintien, la vitesse du maître n'est plus prise en compte ; le maître peut même s'arrêter sans que cela
n'affecte l'entraînement esclave. Tant que la fonction de maintien est activée, on peut changer la vitesse à l'aide des entrées 32 et 33. La vitesse est
modifiée en fonction des réglages des par. 19-04
Fonction Maintien
Delta de la vitesse de maintien
si l'esclave doit fonctionner à une vitesse fixe déterminée au par. 19-03 ou s'il doit conserver
et 19-12
Largeur de pas
.
Illustration 4.4: Maintien de vitesse
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
41
Page 42
Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
4.2.4. Changement du rapport de vitesse
En fonctionnement synchrone, il est possible de commuter sur un des quatre rapports de vitesse fixes, définis aux par. 19-05 à 19-07. Ces rapports de
vitesse fixes sont sélectionnés aux bornes 9 et 10 :
nisation MCO 350
4
Entrée 9 Entrée 10 Rapport de vitesse n°
0 0 0
01 1
1 0 2
11 3
Pour activer le nouveau rapport, il faut activer l'entrée I2. Le rapport de
vitesse récemment défini est atteint avec la plus petite rampe possible.
Illustration 4.5: Changement de rapport de vitesse en synchronisation de vitesse
4.2.5. Changement de rapport de vitesse avec une valeur analogique
Il est également possible de définir le rapport de vitesse via l'entrée analogique 54 avec un signal de +/-10 V ; cette fonction est active lorsque le type
de synchronisation 6 ou 7 est sélectionné au paramètre 1901. Le dénominateur du rapport de vitesse provient du réglage au rapport 0. Le numérateur
du rapport est réglé par l'entrée 54, 5 V correspond à 500. Si l'on a choisi p. ex. 500 pour le facteur du maître au rapport 0, cela donne un rapport de
vitesse de 1:1.
4.3. Exemple d'application - mélangeur
Une pompe à vis transporteuse conduit une substance 1 vers une buse pour être ajoutée à une substance 2. Pour obtenir différents produits finaux, il
doit être possible de sélectionner plusieurs rapports de mélange (rapport 1 = 1:1 ; rapport 2 = 1:1.12 ; rapport 3 = 1:1.2 ; rapport 4 = 1:1.21). En cours
de fonctionnement, il doit être possible d'effectuer manuellement de légers ajustements du rapport de mélange sélectionné.
Description et configuration des bornes
42
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 43
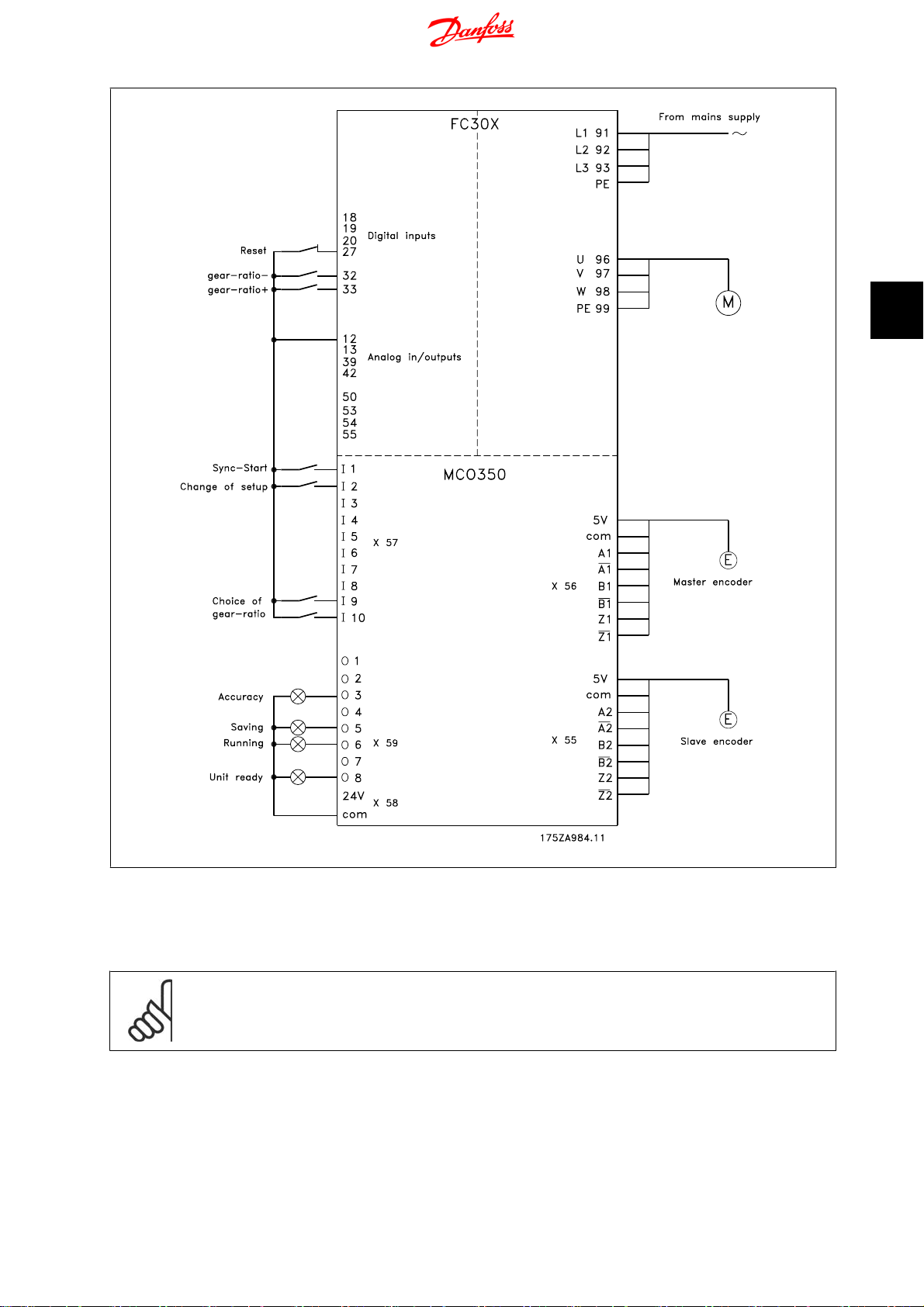
Manuel d'utilisation du contrôleur de synchronisation MCO 350
4. Synchronisation
4
4.3.1. Définition des paramètres
Il est recommandé pour cette tâche d'avoir la description des paramètres à portée de main. Voir le
N.B.!
Il est très important d'optimiser le variateur de fréquence pour le moteur avant d'optimiser le contrôleur de synchronisation :
1. Enregistrer les données du moteur et effectuer une AMA (adaptation automatique au moteur) si cela est possible.
2. Commencer la programmation des fonctions de synchronisation.
Paramètre n° 303
Référence maximale : régler la fréquence sur une valeur supérieure d'environ 10 % à la valeur maximale du par. 32-80.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Guide de programmation du VLT AutomationDrive
.
43
Page 44

Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
Exemple :
62
Vit.
7.5kW, 1460 1/
vitesse de l' application environ
f
xN
Nom
Paramètre n° 416
Limite de couple en mode moteur : régler au maximum. – Choisir une valeur plus petite si des précautions de sécurité spéciales sont nécessaires.
Application
N
Nom
min à50Hz
1.1 =
x
50
,
.18001/
Hz x
1800
1460
1
min
1
min
min
=
Hz valeur de réf.maximale
nisation MCO 350
4
Paramètre n° 417
Limite de couple pour le fonctionnement régénérateur : régler au maximum. – Choisir une valeur plus petite si des précautions de sécurité spéciales sont
nécessaires.
Paramètre n° 33-80
Saisir 1 pour commencer le programme de test.
Paramètre n° 33-26
Ce paramètre configure le filtre de vitesse pour la synchronisation de la vitesse. Comme la synchronisation de vitesse s'appuie sur la vitesse, une légère
fluctuation de la vitesse du maître, en cas de fonctionnement à faible vitesse, peut avoir un effet sur le contrôle de boucle PID. Donc ce filtre compense
cet effet.
Cmdvel = Old_Cmdvel + (Actvel – Old_Cmdvel) * ms/tau_filt
Cmdvel = vitesse définie
Old_Cmdvel = dernière vitesse définie
Actvel = vitesse effective du maître
ms = temps d'échantillonnage (paramètre 32-69)
tau_filt = constante du temps de filtrage
Pour les codeurs standard, on utilise le tableau suivant :
Résolution du
codeur
250 39500
256 38600
500 19500
512 19000
1000 9500
1024 9300
2000 4500
2048 4400
2500 3500
4096 1900
5000 1400
Tau_filt (ms)
Paramètre n° 32-00/32-02
Saisir le type de codeur de l'esclave. Le réglage usine est codeur incrémental.
Paramètre n° 32-01/32-03
Saisir la résolution du codeur de l'esclave.
Paramètre n° 32-30/32-32
Saisir le type de codeur du maître. Le réglage usine est codeur incrémental.
44
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 45

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Paramètre n° 32-31/32-33
Saisir la résolution du codeur du maître.
Paramètre n° 32-10
Choisir Aucune action pour une rotation dans le sens horaire du maître et de l'esclave. Saisir Unités utilisateur inversées si l'esclave doit fonctionner dans
le sens inverse.
Paramètre n° 32-80
Saisir les tr/min maximum mesurés sur le codeur de l'esclave.
Paramètre n° 32-81
Rampe minimale : régler le temps (ms) d'accélération de l'entraînement esclave depuis l'arrêt jusqu'à la vitesse maximale (par. 3280). Cette valeur est
importante car ce réglage affecte particulièrement la précision du contrôle !
Paramètre n° 32-82
Type de rampe : saisir 0 pour une rampe linéaire et 1 pour une rampe S. NOTE : la rampe S nécessite un couple d'accélération supérieur.
Paramètre n° 32-68
Inversion du comportement : saisir 0 si l'inversion est permise, 1 si l'esclave doit toujours suivre le sens du maître ou 2 si l'inversion n'est pas autorisée.
4. Synchronisation
4
4.3.2. Vérification du raccordement du moteur
Une fois les paramètres ci-dessus programmés, vérifier le raccordement du moteur comme suit :
1. Éliminer tous les signaux aux bornes 18-33 et I1-I10.
2. Appuyer sur la touche [Hand On] du LCP.
3. Régler la référence à une valeur faible avec les touches fléchées (25 à 50 tr/min). Noter que le moteur fonctionne maintenant !
4. Appuyer sur la touche [Off] du LCP pour arrêter à nouveau. Si le moteur tourne dans le mauvais sens, inverser les phases du moteur.
4.3.3. Test des codeurs incrémentaux
Une fois le sens de rotation du moteur vérifiée, tester le raccordement des codeurs incrémentaux comme suit : 1. 2. 3.
1. Éliminer tous les signaux aux bornes 18-33 et I1-I10.
2. Sélectionner le paramètre 34-50. La position effective actuelle s'affiche alors.
3. Faire tourner le moteur de l'entraînement esclave manuellement dans le sens avant. L'affichage indique désormais le comptage ascendant de
la position de l'esclave. Si le comptage est descendant, inverser les pistes A et B et A/ et B/ du codeur de l'esclave. Si aucun comptage n'apparaît
sur l'affichage, vérifier le câblage du codeur.
Suivre la même procédure pour tester le codeur du maître mais utiliser le par. 34-52 pour lire la position du maître. Ne pas oublier d'appuyer sur [Auto
On] pour revenir à un contrôle normal.
4.3.4. Optimisation du contrôleur
La synchronisation est obtenue grâce aux deux éléments principaux du contrôleur : l'anticipation de la vitesse et le contrôleur du PID.
N.B.!
Avant de commencer les procédures d'optimisation, il est important de sélectionner le bon type de synchronisation au paramètre 1904.
Dans cet exemple, le réglage est 0 pour la synchronisation de vitesse. Veiller à toujours avoir le degré de précision en tête pour que
l'optimisation ne dure pas trop longtemps. Cependant, il n'est pas nécessaire d'avoir une précision de 100 % dans l'application en
question.
La première étape consiste à optimiser l'anticipation de la vitesse. Pour cela, utiliser la fonction de calcul automatique :
Pour activer le calcul d'anticipation de la vitesse, régler le paramètre 19-05 sur 1. Ne pas oublier d'effectuer les réglages de paramètres nécessaires selon
la description du par. 19-05 avant de démarrer le calcul. La valeur du par. 19-05 revient à 0 une fois le calcul effectué.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
45
Page 46

4
Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
L'anticipation de la vitesse peut égalemen t être optimisée manuellement à l'aide de la procédure suivante :
1. Régler le par. 32-64 Largeur de bande du PID sur 0.
2. Régler le par. 32-67 Erreur de traînée maximale sur une valeur élevée (p. ex. 1 000 000).
3. Régler le par. 32-65 Anticipation de la vitesse sur 100.
4. Lancer le test avec le maître virtuel à une vitesse connue via l'entrée 3 = 1.
5. Augmenter le par. 3265 tout en observant la vitesse du maître et de l'esclave (appuyer sur [Status] pour obtenir les lectures de vitesse).
L'anticipation de la vitesse optimale est atteinte lorsque la vitesse de l'esclave est environ égale à celle du maître.
6. Arrêter le test via l'entrée 3 = 0.
7. Réinitialiser le paramètre 3267 à sa valeur d'origine.
8. Réinitialiser le paramètre 3264 à 1000.
La seconde étape concerne l'optimisation du contrôleur du PID. Un bon point de départ peut être obtenu à l'aide de la fonction de calcul automatique :
En réglant le par. 19-05 sur 2, le calcul de l'anticipation de la vitesse, le calcul du temps d'échantillonnage du PID et des facteurs P/D sont activés. Ne
pas oublier d'effectuer les réglages de paramètres nécessaires selon la description du par. 19-05 avant de commencer le calcul. La valeur du par. 19-05
revient à 0 une fois le calcul effectué.
L'utilisation des fonctions de course de test peut optimiser davantage les facteurs du PID :
Il existe deux types de courses de test disponibles : le positionnement lorsque l'entraînement esclave se déplace sur une distance spécifique et la
synchronisation avec le maître virtuel lorsque l'esclave suit la position et la vitesse du maître virtuel. Généralement, il est préférable d'utiliser la course
de test avec maître virtuel car elle est plus proche des conditions de fonctionnement en mode de synchronisation (programme 2).
nisation MCO 350
Pour la course de test avec positionnement, les paramètres suivants doivent être définis :
Paramètre n° 19-01
Vitesse de la course de test : saisir la vitesse comme un pourcentage de la vitesse maximale du paramètre 3280.
Paramètre n° 19-02
Accélération de la course de test : saisir le temps d'accélération en pourcentage. La valeur 100 % correspond à l'accélération minimale, 50 % est une
demi-fois plus rapide que l'accélération minimale, le temps de rampe sera donc deux fois plus long.
Paramètre n° 19-03
Distance de la course de test : saisir le parcours (en quad-counts) de l'entraînement lors de l'optimisation.
Utiliser ensuite la procédure suivante :
1. Fermer les contacts de la borne 32 (sens horaire/avant) ou de la borne 33 (sens antihoraire/inversé). Pendant le test, la dernière valeur de la
première ligne de l'affichage indique l'erreur de traînée (erreur PID). Une fois le test achevé, l'erreur de traînée maximale (erreur PID) apparaît
sur l'affichage.
2. Augmenter le facteur P (par. 3260). Après chaque modification, il est conseillé d'effectuer une course de test pour trouver le bon réglage. Si
l'entraînement devient instable ou si un message est émis à propos d'une surtension ou d'un surcourant, réduire la valeur du paramètre 3260
à environ 70-80 % de la valeur définie.
3. Maintenant, régler le facteur D (paramètre 3261) sur 5 fois la valeur du paramètre 3260.
4. Si une petite erreur de synchronisation est nécessaire, le facteur I (paramètre 3262) peut être réglé sur une valeur faible, p. ex. 10. Attention :
une valeur élevée entraînera dépassement et instabilité.
Pour la course de test avec maître virtuel, les paramètres suivants doivent être définis :
Paramètre n° 19-16
Référence du maître virtuel : sélectionner la source de référence pour régler la vitesse du maître virtuel. 0 correspond à l'entrée analogique 53, 1 est le
paramètre 310 sous-indice 0 et 2 correspond au bus de terrain PCD 2.
Paramètre n° 19-17
2
Accélération du maître virtuel : régler l'accélération du maître virtuel en impulsions de codeur par seconde
46
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
.
Page 47

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Paramètre n° 19-18
Vitesse maximale du maître virtuel : régler la vitesse maximale du maître virtuel en impulsions de codeur par seconde.
Utiliser ensuite la procédure suivante :
1. Déconnecter le codeur du maître du contrôleur de synchronisation (X56). Lancer la course t est avec maître vir tue l en activant l'entrée 3. Pendant
la course de test, l'erreur de traînée peut être lue à la dernière valeur de la première ligne de l'affichage. À l'arrêt, l'erreur de traînée maximale
lors de la course de test s'affiche. Comme la synchronisation de vitesse est sélectionnée (paramètre 1904 = 0), l'erreur de traînée correspond
à l'écart de vitesse entre le maître et l'esclave.
2. Si un contrôle plus précis et dynamique est nécessaire, le facteur P (paramètre 3260) doit être augmenté. Si l'esclave devient instable, la valeur
doit être réduite d'environ 25 %.
3. Maintenant, régler le facteur D (paramètre 3261) sur 5 fois la valeur du paramètre 3260.
4. Si une petite erreur de synchronisation est nécessaire, le facteur I (paramètre 3262) peut être réglé sur une valeur faible, p. ex. 10. Attention :
une valeur élevée entraînera dépassement et instabilité.
Les valeurs optimisées sont automatiquement mémorisées.
4.3.5. Programmation de la synchronisation
Régler la valeur du paramètre 33-80 sur 2. Cela lance le programme d'application de synchronisation. Pour programmer la synchronisation, utiliser les
paramètres suivants :
4. Synchronisation
4
Paramètre n° 19-01
Type d'exploitation : saisir 0 ou 3 pour la synchronisation de vitesse.
Paramètre n° 19-02
Fonction de maintien : spécifier la réaction de l'entraînement lorsque l'entrée 29 est activée. Hold (maintien) commute l'entraînement de la synchronisation
du maître à une fréquence fixe. Choisir 0 pour utiliser la fréquence définie au par. 1903 et 1 pour utiliser la fréquence actuelle.
Paramètre n° 19-03
Vitesse de maintien : régler ici, en tant que pourcentage de la vitesse maximale, la vitesse à laquelle l'entraînement doit bouger lorsque l'on active Hold
et que la valeur 0 est sélectionnée au paramètre 1902.
Paramètre n° 19-04
Delta de la vitesse de maintien : régler ici la largeur de pas avec laquelle la vitesse de maintien doit être modifiée vers le haut ou vers le bas lorsque l'on
active les bornes 32 + 33.
Paramètre n° 19-05
Numéro du rapport de vitesse : saisir le numéro du rapport de vitesse qui doit s'afficher dans les paramètres 1906 à 1907. Ensuite régler les valeurs
nécessaires aux paramètres 1906 à 1908. Suivre la même procédure pour les rapports de vitesse suivants.
Paramètre n° 19-06
Numérateur du rapport de vitesse : saisir la valeur du numérateur du rapport de vitesse. Cela correspond aux impulsions de codeur de l'entraînement
esclave. Pour effectuer un réglage précis au moyen des entrées 32 et 33, un rapport de 7:16 par exemple doit être programmé sous la forme 7000:16000.
Paramètre n° 19-07
Dénominateur du rapport de vitesse : saisir ici la valeur du dénominateur du rapport de vitesse. Cette valeur correspond aux impulsions du maître.
Paramètre n° 19-11
Durée de pas : en mode maintien, la prochaine modification de fréquence et, en mode de synchronisation, la prochaine modification du numérateur du
rapport de vitesse, sont effectuées à expiration de cette durée, en présence d'un des signaux à la borne 32 ou 33. La durée est saisie en millisecondes.
Paramètre n° 19-12
Largeur de pas : en synchronisation de vitesse, le numérateur du rapport de vitesse est modifié de cette quantité si l'une des bornes 32 ou 33 est fermée.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
47
Page 48

Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
Paramètre n° 19-13
Facteur de vitesse de l'esclave : saisir le facteur par lequel la vitesse de l'esclave doit être multipliée pour pouvoir être affichée. Utiliser la formule suivante :
nisation MCO 350
4
N
Facteur
Exemple :
Résolution
Facteur
Paramètre n° 19-14
Facteur de vitesse du maître : saisir le facteur par lequel la vitesse du maître doit être multipliée pour pouvoir être affichée. Utiliser la formule suivante :
Facteur
Paramètre n° 19-15
Facteur d'affichage d'erreur de synchronisation : ce facteur doit être de 100, l'erreur de synchronisation est alors affichée en tr/min en fonction de l'esclave.
Les réglages sont automatiquement enregistrés.
=
=
=
définie
1024
1500
N
définie
x
400
xRésolution_codeur de l'esclave
60
xValeur_affichée
incréments,affichage souhaité
1
min
400x1024
x
x
100
60
x
400
xRésolution_codeur du maître
60
xValeur_affichée
Incr
Tr
.
.
= 102400
100à1500 1/
min
4.4.1. Démarrage de la synchronisation
La synchronisation avec le maître est effectuée en fermant le contact SyncStart (I1) ; l'entraînement accélère au maximum autorisé jusqu'à la vitesse du
maître (calculée au moyen du rapport de vitesse).
4.4.2. Arrêt de la synchronisation
Lorsque le contact SyncStart (I1) est ouvert, l'esclave s'arrête avec l'accélération autorisée.
4.4.3. Réglage précis du rapport de vitesse
Le réglage précis du rapport de vitesse peut maintenant être effectué via les entrées 32 + 33. Ce réglage n'est que temporaire : les données du réglage
précis sont perdues dès que le VLT est déconnecté du secteur. Si l'on souhaite enregistrer ce réglage, une opération de mémorisation doit être effectuée
en fermant le contact Mémorisation (I4) ou via le paramètre 1900 avant de mettre le VLT hors tension.
4.4.4. Passage à un autre rapport de vitesse
En cours de synchronisation, un nouveau rapport de vitesse peut être sélectionné aux entrées 9 et 10. Le rapport est activé au moyen de l'entrée de
commutation (I2). L'esclave poursuit alors avec l'accélération autorisée jusqu'au nouveau rapport de vitesse.
4.4.5. Procédure en cas d'erreur
Les erreurs de traînée, surcourant, etc. entraînent l'arrêt de l'entraînement et la sortie Prêt (O8) est réinitialisée. La réinitialisation s'effectue via l'entrée
27 ou le bit 1.9 du bus de terrain. Elle est aussi possible à l'aide de la touche [Reset] du panneau de commande local du variateur.
Si l'entraînement s'est arrêté suite à un défaut de mise à la terre ou un court-circuit, effectuer un cycle de mise hors puis sous tension
de l'entraînement avant de réinitialiser !
48
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 49

Manuel d'utilisation du contrôleur de synchronisation MCO 350
4.5. Synchronisation de position
4.5.1. Synchronisation de position (synchronisation angulaire)
Le contrôleur de position ajuste la position ou l'angle de l'entraînement esclave par rapport au maître.
4. Synchronisation
4
Illustration 4.6: Comportement de contrôle avec synchronisation de position
Il ressort du diagramme que la précision du contrôle dépend de l'accélération du maître et de l'écart de vitesse entre maître et esclave. Une application
typique pour ce type de synchronisation pourrait être le remplacement d'un arbre mécanique ou des contrôles de mélange où un taux de mélange est
requis.
L'exemple suivant montre comment est contrôlée l'impression de motifs sur des moules. Cette application nécessite un contrôle de position précis.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
49
Page 50

4
Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
nisation MCO 350
4.6. Diagrammes de fonction de synchronisation de position
4.6.1. SyncStart sur maître stationnaire
L'esclave reste stationnaire lorsqu'il est synchronisé sur un entraînement maître stationnaire. Cependant, si un écart fixe est défini pour le rapport de
vitesse activé, l'esclave parcourt la totalité de l'écart pendant la synchronisation.
Illustration 4.7: synchronisation sur un maître stationnaire
4.6.2. SyncStart sur un maître en fonctionnement
Si la synchronisation a lieu sur un maître en fonctionnement, l'entraînement esclave rattrappe d'abord l'écart de distance puis agit en synchronisation
avec le maître. Tout réglage d'écart est pris en compte.
50
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 51

Manuel d'utilisation du contrôleur de synchronisation MCO 350
4. Synchronisation
4
Illustration 4.8: synchronisation sur un maître en fonctionnement
4.6.3. Décalage de position avec maître en fonctionnement
Si l'une des entrées 32 ou 33 est activée pendant la course de synchronisation, la position réelle par rapport au maître est décalée de la valeur réglée au
paramètre 1910. Si le décalage est positif, l'esclave accélère afin de parcourir la distance nécessaire pour se déplacer à nouveau en synchronisation avec
le maître à la vitesse déterminée par le rapport de vitesse. Si le décalage est négatif, l'esclave décélère afin de parcourir la distance nécessaire pour se
déplacer à nouveau en synchronisation avec le maître à la vitesse déterminée par le rapport de vitesse.
Illustration 4.9: décalage de position
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
51
Page 52

4
Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
4.7.1. Exemple d'application - impression de motifs sur moule
Un motif est imprimé sur des moules de deux types et longueurs différents. L'opérateur du convoyeur à bande modifie la position du motif à l'aide de
deux boutons. Chacun des deux codeurs incrémentaux a une piste zéro pour la synchronisation de marqueur.
4.7.2. Description et configuration des bornes
nisation MCO 350
4.7.3. Définition des paramètres
Il est recommandé pour cette tâche d'avoir la description des paramètres à portée de main. Se reporter au
ve
.
52
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Manuel d'utilisation du VLT AutomationDri-
Page 53

Manuel d'utilisation du contrôleur de synchronisation MCO 350
N.B.!
Il est très important d'optimiser le VLT pour le moteur avant d'optimiser le contrôleur de sync hronisation :
1. Enregistrer les données du moteur et effectuer une AMA (adaptation automatique au moteur) si cela est possible.
2. Commencer la programmation des fonctions de synchronisation.
4. Synchronisation
4
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
53
Page 54

Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
Paramètre n° 303
Référence maximale : régler la fréquence sur une valeur supérieure d'environ 10 % à la valeur maximale du par. 32-80.
Exemple : moteur 7,5 kW, 1460 1/min à 50 Hz, vitesse de l'application env. 1800 1/min
nisation MCO 350
4
50
f
xN
Nom
=62
Paramètre n° 416
Limite de couple en mode moteur : régler au maximum. – Choisir une valeur plus petite si des précautions de sécurité spéciales sont nécessaires.
Paramètre n° 417
Limite de couple pour le fonctionnement régénérateur : régler au maximum. – Choisir une valeur plus petite si des précautions de sécurité spéciales sont
nécessaires.
Paramètre n° 33-80
Saisir 1 pour commencer le programme de test.
Paramètre n° 33-26
En cas de synchronisation de position, ce paramètre est utilisé pour insérer un filtre pour compenser un signal oscillant du maître. Si par exemple le
maître subit de brusques alternances de charge, la boucle du PID du contrôleur de synchronisation aura elle aussi tendance à osciller. Une valeur négative
doit être saisie.
Exemple : si un facteur de filtre de –100000 (100 ms) est utilisé, la correction est compensée en : 1000/(facteur de filtre *10) = 1 seconde.
Paramètre n° 32-00/32-02
Saisir le type de codeur de l'esclave. 0 représente le codeur incrémental.
Application
N
Nom
x
1, 1 =
Hz valeur de réf.maximale
Hz x
1460
1800
1
min
1
min
x
1, 1
Paramètre n° 32-01/32-03
Saisir la résolution du codeur de l'esclave.
Paramètre n° 32-30/32-32
Saisir le type de codeur du maître. 0 représente le codeur incrémental.
Paramètre n° 32-31/32-33
Saisir la résolution du codeur du maître.
Paramètre n° 32-10
Choisir Aucune action pour une rotation dans le sens horaire du maître et de l'esclave. Saisir Unités utilisateur inversées si l'esclave doit fonctionner dans
le sens inverse.
Paramètre n° 32-80
Saisir les tr/min maximum mesurés sur le codeur de l'esclave.
Paramètre n° 32-81
Rampe minimale : régler le temps (ms) d'accélération de l'entraînement esclave depuis l'arrêt jusqu'à la vitesse maximale (par. 3280). La valeur est
importante car ce réglage affecte particulièrement la précision du contrôle !
Paramètre n° 32-82
Type de rampe : saisir 0 pour une rampe linéaire et 1 pour une rampe S. Note : la rampe S nécessite un couple d'accélération supérieur.
Paramètre n° 32-67
Erreur de traînée maximale : saisir la valeur qui, lorsqu'elle est dépassée, génère une indication d'erreur de traînée sur l'affichage. L'entrée est en quadcounts.
54
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 55
Manuel d'utilisation du contrôleur de synchronisation MCO 350
Paramètre n° 32-68
Inversion du comportement : saisir 0 si l'inversion est autorisée, 1 si l'esclave doit toujours suivre le sens du maître ou 2 si l'inversion n'est pas permise.
Les réglages sont automatiquement enregistrés.
4.7.4. Vérification du raccordement du moteur
Une fois les paramètres ci-dessus programmés, vérifier le raccordement du moteur comme suit :
Éliminer tous les signaux aux bornes 18-33 et I1-I10.
Appuyer sur la touche [Hand On] du LCP.
Régler la référence sur une valeur faible à l'aide des touches fléchées (25 à 50 tr/min).
Noter que le moteur fonctionne maintenant !
Appuyer sur la touche [Off] du LCP pour arrêter à nouveau. Si le moteur tourne dans le mauvais sens, inverser les phases du moteur.
4.7.5. Test des codeurs incrémentaux
Après avoir vérifié le sens de rotation du moteur, tester le raccordement du codeur incrémental comme suit :
1. Éliminer tous les signaux aux bornes 18-33 et I1-I10.
2. Sélectionner le paramètre 3450. La position effective actuelle s'affiche alors.
3. Faire tourner le moteur de l'entraînement esclave manuellement dans le sens avant. L'affichage indique désormais le comptage ascendant de
la position de l'esclave.
4. Si le comptage est descendant, inverser les pistes A et B et A/ et B/ du codeur de l'esclave.
5. S'il n'y a pas de comptage sur l'affichage, vérifier le câblage du codeur.
Suivre la même procédure pour tester le codeur du maître mais utiliser le paramètre 34-52 pour lire la position du maître. Ne pas oublier d'appuyer sur
[Auto On] pour revenir à un contrôle normal.
4. Synchronisation
4
4.7.6. Optimisation du contrôleur
La synchronisation est obtenue grâce aux deux éléments principaux du contrôleur : l'anticipation de la vitesse et le contrôleur du PID.
N.B.!
Avant d'entreprendre les procédures d'optimisation, il est important de sélectionner le bon type de synchronisation au paramètre 1904.
Dans cet exemple, il doit s'agir de 1 pour la synchronisation de position. Veiller à toujours avoir le degré de précision en tête pour que
l'optimisation ne dure pas trop longtemps. Cependant, il n'est pas nécessaire d'avoir une précision de 100 % dans l'application en
question.
La première étape consiste à optimiser l'anticipation de la vitesse. Pour cela, utiliser la f onction de ca lc ul au tomatique : pour activer le calcul d'anticipation
de la vitesse, régler le paramètre 1905 sur 1. Ne pas oublier d'effectuer les réglages de paramètres nécessaires selon la description du par. 1905 avant
de démarrer le calcul. La valeur du par. 1905 revient à 0 une fois le calcul effectué.
L'anticipation de la vitesse peut également être optimisée manuellement à l'aide de la procédure suivante :
Régler le paramètre 3264 Largeur de bande du PID sur 0.
Régler le paramètre 3267 Erreur de traînée maximale sur une valeur élevée (p. ex. 1 000 000).
Régler le paramètre 3265 Anticipation de la vitesse sur 100.
Lancer le test avec le maître virtuel à une vitesse connue via l'entrée 3 = 1.
Augmenter le paramètre 3265 tout en observant la vitesse du maître et de l'esclave (appuyer sur [DISPLAY/STATUS] pour obtenir les lectures
de la vitesse). L'anticipation de la vitesse optimale a été identifiée lorsque la vitesse de l'esclave est environ égale à celle du maître.
Arrêter le test via l'entrée 3 = 0.
Réinitialiser le paramètre 3267 à sa valeur d'origine.
Réinitialiser le paramètre 3264 à 1000.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
55
Page 56

Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
La seconde étape concerne l'optimisation du contrôleur du PID. Un bon point de départ peut être obtenu à l'aide de la fonction de calcul automatique :
en réglant le paramètre 1905 sur 2, le calcul d'anticipation de la vitesse, le calcul du temps d'échantillonnage du PID et des facteurs P/D sont activés. Ne
pas oublier de procéder au réglage de paramètres nécessaire selon la description du par. 1905 avant de commencer le calcul. La valeur du par. 1905
revient à 0 une fois le calcul effectué.
L'utilisation des fonctions de course de test optimise davantage les facteurs du PID :
On dispose de deux types de course de test : le positionnement lorsque l'entraînement esclave se déplace sur une distance spécifique et la synchronisation
avec le maître virtuel lorsque l'esclave suit la position et la vitesse du maître virtuel. Généralement, il est préférable d'utiliser la course de test avec maître
virtuel car elle est plus proche des conditions de fonctionnement en mode de synchronisation (programme 2).
Pour la course de test avec positionnement, les paramètres suivants doivent être définis :
nisation MCO 350
4
Paramètre n° 1901
Vitesse de la course de test : saisir la vitesse comme un pourcentage de la vitesse maximale du paramètre 3280.
Paramètre n° 1902
Accélération de la course de test : saisir le temps d'accélération en pourcentage. La valeur 100 % correspond à l'accélération minimale, 50 % est une
demi-fois plus rapide que l'accélération minimale, le temps de rampe sera donc deux fois plus long.
Paramètre n° 1903
Distance de la course de test : saisir le parcours (en quad-counts) de l'entraînement lors de l'optimisation.
Utiliser ensuite la procédure suivante :
1. Fermer les contacts à la borne 32 (sens horaire) ou à la borne 33 (sens antihoraire). Pendant le test, la dernière valeur de la première ligne de
l'affichage indique l'erreur de traînée (erreur PID). Une fois la course de test achevée, l'erreur de traînée maximale (erreur PID) s'affiche.
2. Augmenter le facteur P (par. 3260). Après chaque modification, il est conseillé d'effectuer une course de test pour trouver le bon réglage. Si
l'entraînement devient instable ou si un message est émis à propos d'une surtension ou d'un surcourant, réduire la valeur du paramètre 3260
à environ 70-80 % de la valeur définie.
3. Maintenant, régler le facteur D (paramètre 3261) sur 5 fois la valeur du paramètre 3260.
4. Si une petite erreur de synchronisation est nécessaire, le facteur I (paramètre 3262) peut être réglé sur une valeur faible p. ex. 10. Attention :
une valeur élevée entraînera dépassement et instabilité.
Pour la course de test avec maître virtuel, les paramètres suivants doivent être définis :
Paramètre n° 19-16
Référence du maître virtuel : sélectionner la source de référence pour régler la vitesse du maître virtuel. 0 correspond à l'entrée analogique 53, 1 est le
paramètre 310 sous-indice 0, 2 correspond au bus de terrain PCD 2.
Paramètre n° 19-17
2
Accélération du maître virtuel : régler l'accélération du maître virtuel en impulsions de codeur par seconde
Paramètre n° 19-18
Vitesse maximale du maître virtuel : régler la vitesse maximale du maître virtuel en impulsions de codeur par seconde.
Utiliser ensuite la procédure suivante :
1. Lancer la course test avec maître virtuel en activant l'entrée 3. Pendant la course de test, l'erreur de traînée peut être lue à la dernière valeur
de la première ligne de l'affichage. À l'arrêt, l'erreur de traînée maximale lors de la course de test s'affiche.
2. Si un contrôle plus précis et dynamique est nécessaire, le facteur P (paramètre 3260) doit être augmenté. Si l'esclave devient instable, la valeur
doit être réduite d'environ 25 %.
3. Maintenant, régler le facteur D (paramètre 3261) sur 5 fois la valeur du paramètre 3260.
4. Si une petite erreur de synchronisation est nécessaire, le facteur I (paramètre 3262) peut être réglé sur une valeur faible, p. ex. 10. Attention :
une valeur élevée entraînera dépassement et instabilité.
Les réglages sont automatiquement enregistrés.
.
56
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 57

Manuel d'utilisation du contrôleur de synchronisation MCO 350
4.7.7. Programmation de la synchronisation
Régler la valeur du paramètre 33-80 sur 2. Cela lance le programme de synchronisation du VLT. Pour programmer la synchronisation, utiliser les paramètres suivants :
Paramètre n° 19-01
Type d'exploitation : saisir 1 ou 4 pour la synchronisation de position.
Paramètre n° 33-00
Fonction retour origine, utilisée avec le par. 30-04 : spécifier la fonction au démarrage de l'entraînement : 0 recherche d'origine non forcée, 1 recherche
d'origine doit être effectuée avant le premier démarrage de synchronisation.
Paramètre n° 33-02
Accélération retour origine : régler l'accélération (% de l'accélération minimale) pour le retour au point d'origine.
Paramètre n° 30-03
Vitesse retour origine : régler la vitesse (% de la vitesse maximale) à laquelle se fait le retour au point d'origine. Valeurs positives pour la rotation dans
le sens horaire, valeurs négatives pour la rotation dans le sens antihoraire.
Paramètre n° 30-04
Fonction forcer origine :
0 = le retour au point d'origine ne peut être effectué qu'après une mise sous tension.
1-3 = le retour au point d'origine doit être effectué avant tout démarrage de synchronisation.
4. Synchronisation
4
Paramètre n° 33-13
précision : saisir une valeur (en quad-counts) pour la mesure dans laquelle la position de l'esclave peut s'écarter de la position du maître. Avec une valeur
négative, l'erreur de synchronisation (paramètre 1993) indique l'erreur accompagnée d'un signe.
Paramètre n° 33-24
Nombre de marqueurs pour erreur : imprécision : saisir le nombre de signaux de marqueurs pour générer un signal d'erreur.
Paramètre n° 33-25
Nombre de marqueurs pour état prêt : précision : saisir le nombre de signaux de marqueurs pour générer un signal d'état prêt.
Paramètre n° 19-05
Numéro du rapport de vitesse : saisir le numéro du rapport de vitesse qui doit s'afficher dans les paramètres 1906 à 1907. Définir d'abord le numéro du
rapport de vitesse, puis régler les valeurs nécessaires pour ce rapport de vitesse aux paramètres 1906 et 1907. Sélectionner ensuite le prochain rapport
de vitesse au paramètre 1905 et répéter la même procédure.
Paramètre n° 19-06
Numérateur du rapport de vitesse : saisir la valeur du numérateur du rapport de vitesse. La valeur correspond aux impulsions de codeur de l'entraînement
esclave. Pour effectuer un réglage précis au moyen des entrées 32 et 33, un rapport de 7:16 par exemple doit être programmé sous la forme 7000:16000.
Paramètre n° 19-07
Dénominateur du rapport de vitesse : saisir la valeur du dénominateur du rapport de vitesse. Cette valeur correspond aux impulsions du maître.
Paramètre n° 19-10
Écart fixe : saisir un écart de position fixe pour le rapport de vitesse sélectionné (quad-counts). Utiliser cette valeur pour spécifier le décalage de position
entre maître et esclave. Pendant le fonctionnement, il est possible de changer la valeur via les entrées 32 et 33. Note : l'écart est lié à la position du
maître. L'écart lié à la position de l'esclave peut être calculé comme suit :
Écart_esclave
Écart x Par.
=
Par.
. 739
.738
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
57
Page 58
Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
Paramètre n° 19-11
Durée de pas : saisir le délai en ms entre un changement de fréquence et l'autre (mode maintien) et entre un changement de facteur de numérateur du
rapport de vitesse et l'autre (mode de synchronisation) en cas de signal sur la borne 32 ou 33.
Paramètre n° 19-12
Largeur de pas : saisir une valeur pour spécifier le décalage de position entre maître et esclave.
Paramètre n° 19-13
Facteur de vitesse de l'esclave : saisir le facteur par lequel la vitesse de l'esclave doit être multipliée pour que la valeur souhaitée s'affiche. Pour calculer
cette valeur, utiliser la formule suivante :
nisation MCO 350
4
N
Facteur
Exemple :
Résolution 1024 incréments, affichage souhaité 100 à 1500 1/min
Facteur
Paramètre n° 19-14
Facteur de vitesse du maître : saisir le facteur par lequel la vitesse du maître doit être multipliée pour que la valeur souhaitée s'affiche. Pour calculer cette
valeur, utiliser la formule suivante :
Facteur
Paramètre n° 19-15
Facteur d'affichage d'erreur de synchronisation : saisir le facteur par lequel l'erreur doit être multipliée pour que la valeur souhaitée s'affiche. Pour calculer
cette valeur, utiliser la formule suivante :
Facteur
Les réglages sont automatiquement enregistrés.
définie
=
1500
=
N
définie
=
N
définie
=
min
x
400
xRésolution_codeur du maître
60
x Affichage_maximale
1
x
400x1024
60
x
100
x
400
xRésolution_codeur du maître
60
x Affichage_maximale
x
400
xRésolution_codeur du maître
60
x Affichage_maximale
Incr
Tr
.
.
= 102400
4.7.8. Fonctionnement et fonctions d'exploitation
Une fois que toutes les valeurs sont réglées comme indiqué et que le contrôleur a été optimisé pour l'application, le paramètre 3004 Fonction retour
origine est défini sur la valeur 2. L'entraînement peut maintenant fonctionner normalement.
Recherche origine
Comme le paramètre 33-00 est réglé sur 1 et que le paramètre 33-04 est réglé sur 2, le retour au point d'origine doit être effectué avant chaque démarrage.
Pour commencer le retour au point d'origine, le contact à la borne 19 doit être fermé. L'entraînement esclave se déplace jusqu'au commutateur origine
et s'arrête là. Si la procédure d'inversion est réglée sur 0, l'esclave revient au début du commutateur origine ; sinon, l'écart lié à la désactivation de
l'inversion s'ajoute à l'écart fixe.
Démarrage de la synchronisation
De préférence, le maître est d'abord amené à sa position de départ et l'esclave est activé via I1 (SyncStart). Ensuite le maître est démarré. Cela génère
une synchronisation optimale. Bien sûr, l'esclave peut être aussi démarré par un signal de démarrage provenant du maître par exemple bien que dans
ce cas, il faut noter que le retard du signal de démarrage peut être prolongé par le temps de balayage du PLC par exemple. Porter une attention particulière
à la précision du signal de démarrage. Donc, il vaut mieux démarrer l'entraînement esclave lorsque le maître est en position. La position du maître, plus
la valeur de l'écart fixe, est la position de synchronisation que l'entraînement esclave va atteindre avec l'accélération maximale permise une fois démarré.
Il peut se produire que l'entraînement esclave se déplace plus rapidement que le maître car l'esclave doit rattraper la position du maître.
Arrêt de la synchronisation
À l'ouverture du contact SyncStart (I1), l'esclave est arrêté avec l'accélération permise. Comme la fonction forcer origine est réglée sur 2, un nouveau
démarrage n'est possible qu'après une nouvelle recherche d'origine.
58
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 59
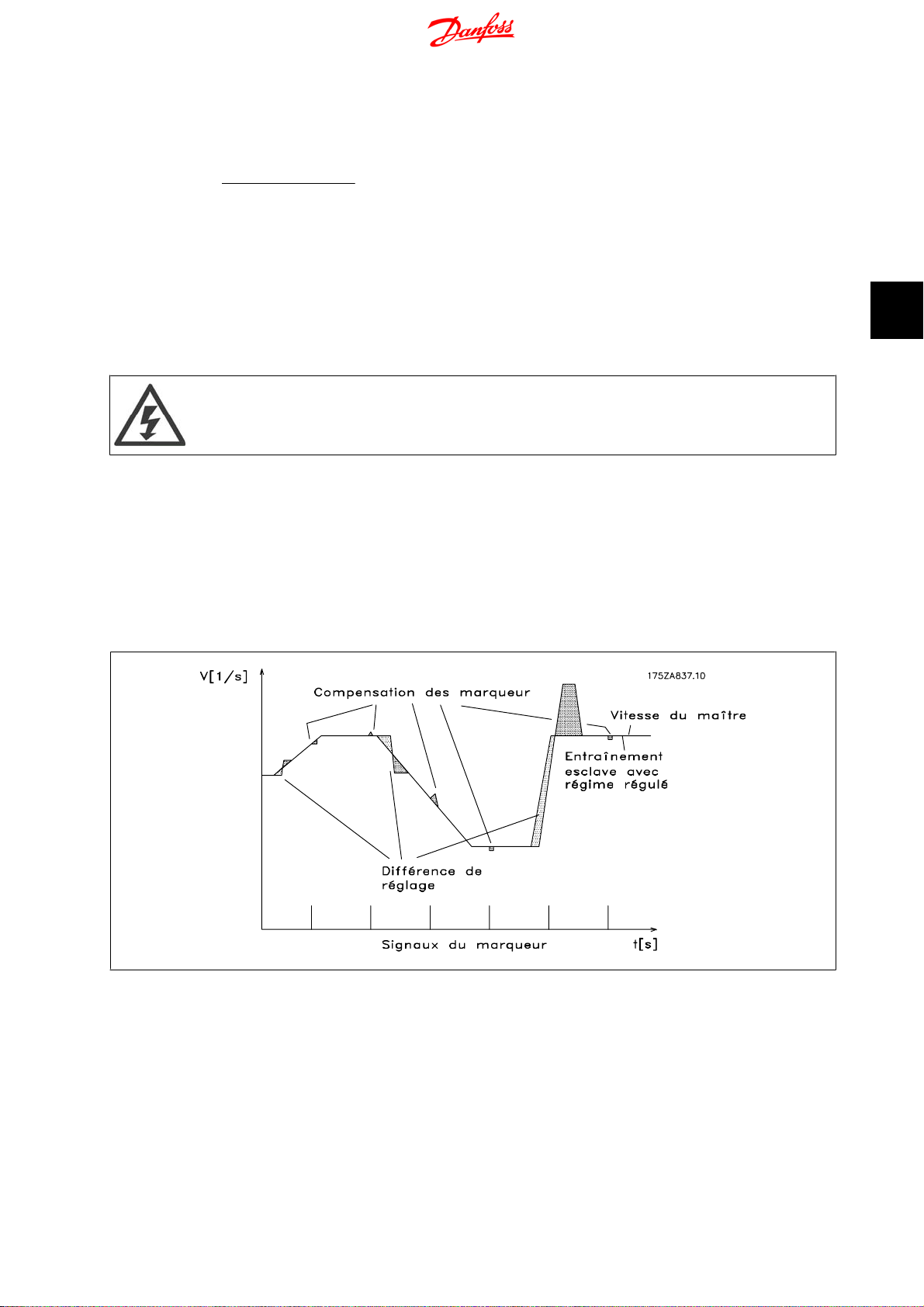
Manuel d'utilisation du contrôleur de synchronisation MCO 350
Réglage précis de la position
Dès que l'entraînement esclave est en synchronisation de position par rapport au maître, un déplacement de cette position peut être effectuée via les
entrées 32 + 33. L'écart est lié à la position du maître. L'écart lié à la position de l'esclave peut être calculé comme suit :
4. Synchronisation
Écart_esclave
Passage à un autre rapport de vitesse
En cours de synchronisation, un nouveau rapport de vitesse peut être sélectionné aux entrées 9 et 10. Le rapport de vitesse est alors activé via l'entrée
(I2). L'esclave continue ensuite avec l'accélération autorisée jusqu'à ce nouveau rapport de vitesse. L'écart est lié au premier rapport de vitesse après
SyncStart. Il faut donc effectuer un arrêt puis un démarrage pour lier l'écart au dernier rapport de vitesse si le rapport de vitesse a été changé.
Procédure en cas d'erreur
Les erreurs de traînée, surcourants, etc. provoquent l'arrêt de l'entraînement. L'entrée Prêt (O8) est à l'état bas. La réinitialisation s'effectue via l'entrée
27 ou le bit 1.9 du bus de terrain. Elle est également possible à l'aide de la touche [Reset] du panneau de commande local du variateur.
Écart x Par.
=
Si l'entraînement est arrêté en raison d'un défaut de mise à la terre ou d'un court-circuit, déconnecter l'entraînement du secteur avant
tout reset !
Par.
.19− 06
.19− 07
4.8. Synchronisation de marqueur - diagrammes de fonction de synchronisation de marqueur
4.8.1. Synchronisation de marqueur
Avec la synchronisation de marqueur, la position de départ n'est pas prédéfinie. Le marqueur modifie la position en cours de fonctionnement selon les
besoins. La synchronisation de marqueur est par exemple utilisée pour compenser un glissement non souhaité.
4
Illustration 4.10: Comportement de contrôle avec synchronisation de marqueur
Il ressort du diagramme que la précision de contrôle dépend de l'accélération du maître et de l'écart de vitesse entre esclave et maître.
L'exemple suivant montre l'utilisation de la synchronisation pour compenser le glissement de friction provoqué par la chute d'une boîte sur le convoyeur
à bande 1. Grâce à la correction des marqueurs sous forme de reconnaissance des objets, le convoyeur esclave est contrôlé de manière à ce que le
produit soit toujours placé au milieu du carton même si le carton lui-même n'est pas positionné au centre de son compartiment du transport.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
59
Page 60

4
4. Synchronisation
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
Illustration 4.11: Convoyeur à bande avec synchronisation de marqueur
4.8.2. SyncStart avec un maître en fonctionnement après mise sous tension
Si l'esclave est synchronisé par rapport à un entraînement maître en fonctionnement, l'esclave synchronise automatiquement sa position par rapport au
maître. Après qu'au moins un marqueur de l'esclave et un marqueur du maître ont été détectés, la compensation de marqueurs est activée.
Illustration 4.12: Démarrage initial avec synchronisation de marqueur
60
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 61
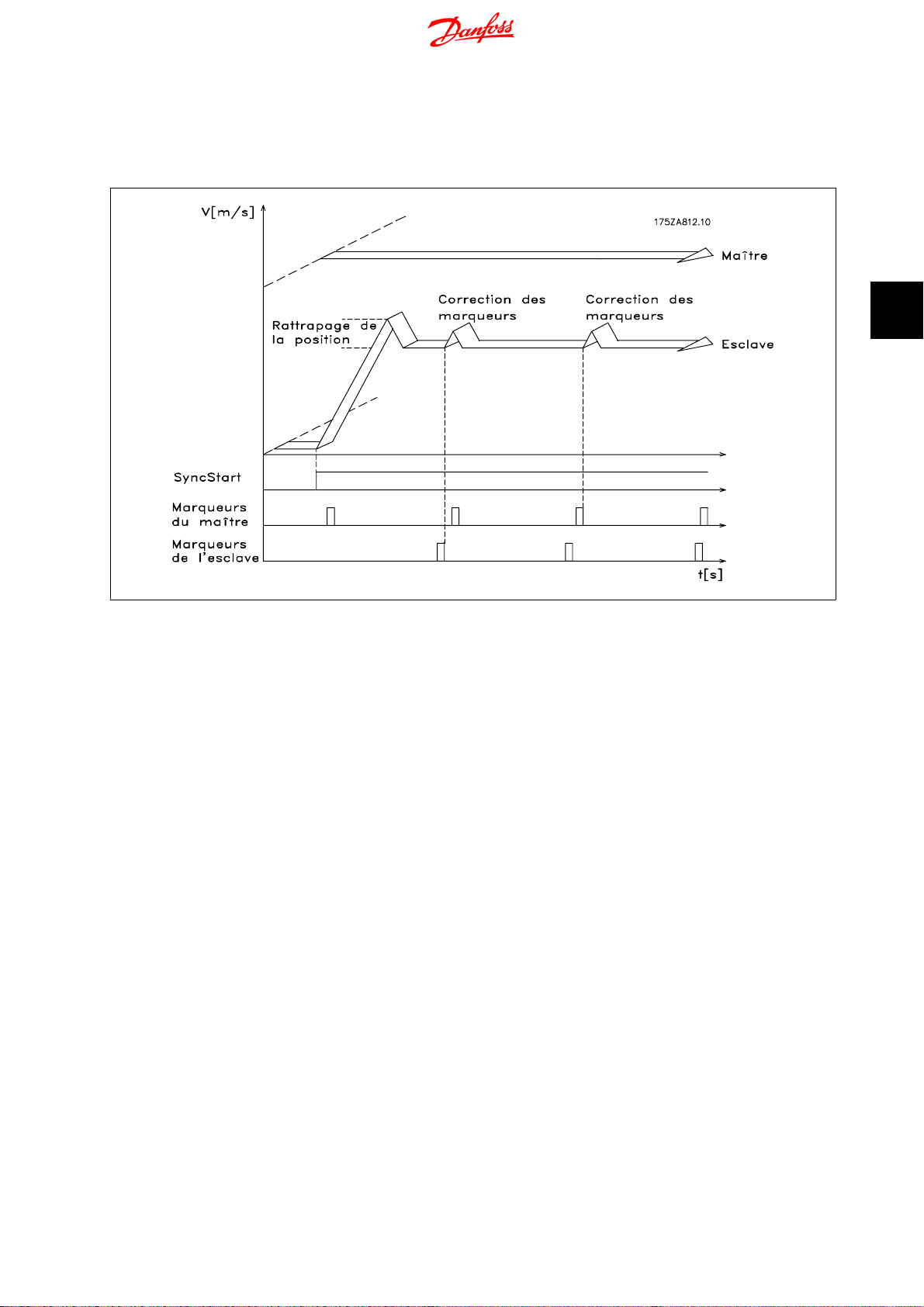
Manuel d'utilisation du contrôleur de synchronisation MCO 350
4.8.3. Correction des marqueurs pendant le fonctionnement
En cours de fonctionnement, la correction des marqueurs est toujours effectuée lorsque les marqueurs sont détectés. Cela assure une synchronisation
optimale, peu importe si les rapports de vitesse ne sont pas précis ou s'il y a un glissement.
4. Synchronisation
4
Illustration 4.13: Correction des marqueurs pendant le fonctionnement
4.9. Exemple d'application - emballage
Prenons l'exemple d'un convoyeur à bande avec des boîtes en carton de faible poids et différentes longueurs. Pour s'assurer que tous les composants à
emballer sont bien placés au centre des boîtes, il faut utiliser la synchronisation avec correction de marqueurs. Le tapis ramasseur est contrôlé par
synchronisation de position et dès que l'un des deux marqueurs est reconnu, le tapis ramasseur avance vers la position du convoyeur à bande ou ralentit.
L'opérateur peut aussi modifier la position à l'aide de deux boutons-poussoirs.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
61
Page 62
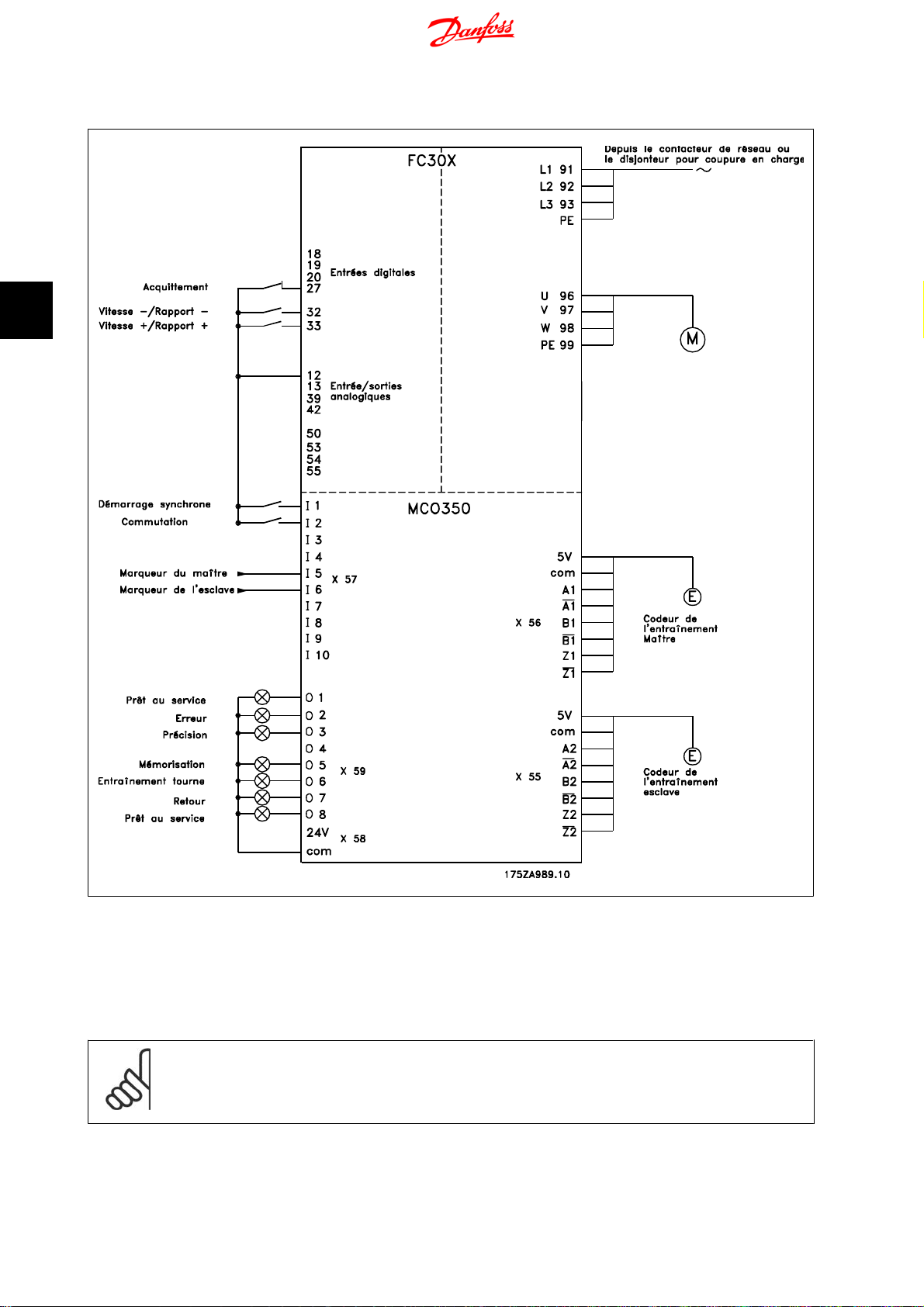
4
4. Synchronisation
4.9.1. Bornes et configuration des bornes
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
Schéma de câblage - régulation d'un convoyeur à bande
4.9.2. Définition des paramètres
Pour cela, il est recommandé d'avoir la description des paramètres à portée de main. Se reporter au
N.B.!
Il est très important que le VLT soit optimisé pour le moteur avant d'optimiser le contrôleur de synchronisation. Saisir d'abord les
données du moteur puis réaliser une AMA (adaptation automatique au moteur) si cela est possible. Ensuite commencer la programmation des fonctions de synchronisation.
62
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Manuel d'utilisation du VLT AutomationDrive FC 300.
Page 63

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Paramètre n° 303
Référence maximale : régler la fréquence sur une valeur supérieure d'environ 10 % à la valeur maximale du paramètre 32-80.
Exemple : moteur 7,5 kW, 1460 1/min à 50 Hz, vitesse de l'application env. 1800 1/min
4. Synchronisation
1
min
1
min
1.1
x
50
Hz x
f
xN
Nom
=62
Paramètre n° 33-80
Saisir 1 pour commencer le programme de test.
Paramètre n° 33-26
En cas de synchronisation de position, ce paramètre est utilisé pour insérer un filtre pour compenser un signal oscillant du maître. Si par exemple le
maître subit de brusques alternances de charge, la boucle du PID du contrôleur de synchronisation aura elle aussi tendance à osciller. Une valeur négative
doit être saisie.
Exemple : si un facteur de filtre de –100000 (100 ms) est utilisé, la correction est compensée en : 1000/(facteur de filtre *10) = 1 seconde.
Paramètre n° 32-00/32-02
Saisir le type de codeur de l'esclave. La valeur 0 représente un codeur incrémental.
Paramètre n° 32-01/32-03
Saisir la résolution du codeur de l'esclave.
Paramètre n° 32-30/32-32
Saisir le type de codeur du maître. La valeur 0 représente un codeur incrémental.
Paramètre n° 32-31/32-33
Saisir la résolution du codeur du maître.
Application
N
Nom
x
1.1 =
Hz valeur de réf.maximale
1800
1460
4
Paramètre n° 32-10
Sens de rotation : saisir 1 pour la rotation dans le sens horaire de l'esclave. Choisir -1 pour que l'esclave tourne dans le sens opposé.
Paramètre n° 32-80
Saisir les tr/min maximum mesurés sur le codeur de l'esclave.
Paramètre n° 32-81
Rampe minimale : définir le temps (ms) d'accélération de l'esclave depuis l'arrêt jusqu'à la vitesse maximale (par. 3280). Choisir la valeur avec précaution
car ce réglage affecte particulièrement la précision du contrôle !
Paramètre n° 32-82
Type de rampe : saisir 0 pour une rampe linéaire et 1 pour une rampe S. NOTE : la rampe S nécessite un couple d'accélération supérieur.
Paramètre n° 32-67
Erreur de traînée maximale : saisir la valeur qui, lorsqu'elle est dépassée, génère une indication d'erreur de traînée sur l'affichage.
Paramètre n° 32-68
Procédure d'inversion : saisir 0 si l'inversion est autorisée, 1 si l'esclave doit toujours suivre le sens du maître ou 2 si l'inversion n'est pas permise.
Paramètre n° 33-20
Type marqueur esclave : alors que les signaux de marqueurs externes sont utilisés, il est possible de régler le type de front qui déclenche le signal de
marqueur externe : 2 pour un front positif, 3 pour un front négatif.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
63
Page 64

Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
Paramètre n° 33-18
Distance marqueur esclave : saisir la distance entre deux signaux de marqueurs de l'esclave. L'entrée de cette distance est en quad-counts. Si la distance
est inconnue, elle peut être également déterminée pendant la course de test.
Paramètre n° 33-19
Type marqueur maître : alors que les signaux de marqueurs externes sont utilisés, il est possible de régler le type de front qui déclenche le signal de
marqueur externe : 2 pour un front positif, 3 pour un front négatif.
Paramètre n° 33-17
Distance marqueur maître : saisir la distance entre deux signaux de marqueurs du maître. L'entrée de cette distance est en quad-counts. Si la distance
est inconnue, elle peut être également déterminée pendant la course de test.
nisation MCO 350
4
Paramètre n° 19-01
Vitesse de la course de test : saisir la vitesse à laquelle sera effectuée la course d'optimisation. Déterminer la vitesse comme un pourcentage de la vitesse
au paramètre 3280.
Paramètre n° 19-02
Accélération de la course de test : saisir l'accélération pour la course de test en pourcentage du temps d'accélération minimum. 100 % représente
l'accélération minimale, 50 % correspond à une demi-fois l'accélération minimale ; le temps de rampe est donc deux fois plus long.
Paramètre n° 19-03
Distance de la course de test : saisir la distance (en quad-counts) pour le parcours de l'entraînement pendant l'optimisation.
4.9.3. Vérification du raccordement du moteur
Une fois les paramètres ci-dessus programmés, vérifier le rac cor deme nt du mote ur comme suit :
1. Éliminer tous les signaux aux bornes 18-33 et I1-I10.
2. Appuyer sur la touche [Hand On] du LCP.
3. Régler la référence à une valeur faible avec les touches fléchées (25 à 50 tr/min).
4. Appuyer sur la touche [Off] du LCP pour arrêter à nouveau. Si le moteur tourne dans le mauvais sens, inverser les phases du moteur.
Test des codeurs incrémentaux Une fois le sens de rotation du moteur vérifié, tester le raccordement des codeurs incrémentaux comme suit : 1. Éliminer
tous les signaux aux bornes 18-33 et I1-I10. 2. Sélectionner le paramètre 3450. La position effective actuelle est alors affichée, 3. Faire tourner le moteur
de l'entraînement esclave manuellement dans le sens avant. L'affichage indique désormais le comptage ascendant de la position de l'esclave. Si le
comptage est descendant, inverser les pistes A et B et A/ et B/ du codeur de l'esclave. Si aucun comptage n'apparaît sur l'affichage, vérifier le câblage
du codeur. Suivre la même procédure pour tester le codeur du maître mais utiliser le paramètre 3452 pour lire la position du maître. Ne pas oublier
d'appuyer sur [Auto On] pour revenir à un contrôle normal.
4.9.4. Test des codeurs incrémentaux
Après avoir vérifié le sens de rotation du moteur, tester le raccordement du codeur incrémental comme suit :
1. Éliminer tous les signaux aux bornes 18-33 et I1-I10.
2. Sélectionner le paramètre 34-50. La position effective actuelle est ensuite affichée.
3. Faire tourner le moteur de l'entraînement esclave manuellement dans le sens avant. L'affichage indique désormais le comptage ascendant de
la position de l'esclave. Si le comptage est descendant, inverser les pistes A et B et A/ et B/ du codeur de l'esclave. Si aucun comptage n'apparaît
sur l'affichage, vérifier le câblage du codeur.
Suivre la même procédure pour tester le codeur du maître mais utiliser le paramètre 34-52 pour lire la position du maître. Ne pas oublier d'appuyer sur
[Auto On] pour revenir à un contrôle normal.
4.9.5. Optimisation du contrôleur
La synchronisation est obtenue grâce aux deux éléments principaux du contrôleur : l'anticipation de la vitesse et le contrôleur du PID.
64
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 65

Manuel d'utilisation du contrôleur de synchronisation MCO 350
N.B.!
Avant d'entreprendre les procédures d'optimisation, il est important de sélectionner le bon type de synchronisation au paramètre 1904.
Dans cet exemple, il doit s'agir de 1 pour la synchronisation de position. Veiller à toujours avoir le degré de précision en tête pour que
l'optimisation ne dure pas trop longtemps. Cependant, il n'est pas nécessaire d'avoir une précision de 100 % dans l'application en
question.
La première étape consiste à optimiser l'anticipation de la vitesse. Pour cela, utiliser la fonction de calcul automatique :
pour activer le calcul d'anticipation de la vitesse, régler le paramètre 1905 sur 1. Ne pas oublier d'effectuer les réglages de paramètres nécessaires selon
la description du par. 1905 avant de démarrer le calcul. La valeur du par. 1905 revient à 0 une fois le calcul effectué.
L'anticipation de la vitesse peut également être optimisée manuellement à l'aide de la procédure suivante :
1. Régler le paramètre 3264 Largeur de bande du PID sur 0.
2. Régler le paramètre 3267 Erreur de traînée maximale sur une valeur élevée (p. ex. 1 000 000).
3. Régler le paramètre 3265 Anticipation de la vitesse sur 100.
4. Lancer le test avec le maître virtuel à une vitesse connue via l'entrée 3 = 1.
5. Augmenter le paramètre 3265 tout en observant la vitesse du maître et de l'esclave (appuyer sur [DISPLAY/STATUS] pour obtenir les lectures
de la vitesse). L'anticipation de la vitesse optimale est atteinte lorsque la vitesse de l'esclave est environ égale à celle du maître.
6. Arrêter le test via l'entrée 3 = 0.
7. Réinitialiser le paramètre 3267 à sa valeur d'origine.
8. Réinitialiser le paramètre 3264 à 1000.
La seconde étape concerne l'optimisation du contrôleur du PID. Un bon point de départ peut être obtenu à l'aide de la fonction de calcul automatique :
en réglant le paramètre 1905 sur 2, le calcul d'anticipation de la vitesse, le calcul du temps d'échantillonnage du PID et des facteurs P/D sont activés. Ne
pas oublier de procéder au réglage de paramètres nécessaire selon la description du par. 1905 avant de commencer le calcul. La valeur du par. 1905
revient à 0 une fois le calcul effectué.
4. Synchronisation
4
L'utilisation des fonctions de course de test peut optimiser davantage les facteurs du PID :
Il existe deux types de courses de test disponibles : le positionnement lorsque l'entraînement esclave se déplace sur une distance spécifique et la
synchronisation avec le maître virtuel lorsque l'esclave suit la position et la vitesse du maître virtuel. Généralement, il est préférable d'utiliser la course
de test avec maître virtuel car elle est plus proche des conditions de fonctionnement en mode de synchronisation (programme 2).
Pour la course de test avec positionnement, les paramètres suivants doivent être définis :
Paramètre n° 19-01
Vitesse de la course de test : saisir la vitesse comme un pourcentage de la vitesse maximale du paramètre 3280.
Paramètre n° 19-02
Accélération de la course de test : saisir le temps d'accélération en pourcentage. La valeur 100 % correspond à l'accélération minimale, 50 % est une
demi-fois plus rapide que l'accélération minimale, le temps de rampe sera donc deux fois plus long.
Paramètre n° 19-03
Distance de la course de test : saisir le parcours (en quad-counts) de l'entraînement lors de l'optimisation.
Utiliser ensuite la procédure suivante :
1. Fermer les contacts à la borne 32 (sens horaire) ou à la borne 33 (sens antihoraire). Pendant le test, la dernière valeur de la première ligne de
l'affichage indique l'erreur de traînée (erreur PID). Une fois la course de test achevée, l'erreur de traînée maximale (erreur PID) s'affiche.
2. Augmenter le facteur P (par. 3260). Après chaque modification, il est conseillé d'effectuer une course de test pour trouver le bon réglage. Si
l'entraînement devient instable ou si un message est émis à propos d'une surtension ou d'un surcourant, réduire la valeur du paramètre 3260
à environ 70-80 % de la valeur définie.
3. Maintenant, régler le facteur D (paramètre 3261) sur 5 fois la valeur du paramètre 3260.
4. Si une petite erreur de synchronisation est nécessaire, le facteur I (paramètre 3262) peut être réglé sur une valeur faible p. ex. 10. Attention :
une valeur élevée entraînera dépassement et instabilité.
Pour la course de test avec maître virtuel, les paramètres suivants doivent être définis :
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
65
Page 66

4
Manuel d'utilisation du contrôleur de synchro-
4. Synchronisation
Paramètre n° 19-16
Référence du maître virtuel : sélectionner la source de référence pour régler la vitesse du maître virtuel. 0 correspond à l'entrée analogique 53, 1 est le
paramètre 310 sous-indice, 2 correspond au bus de terrain PCD 2.
Paramètre n° 19-17
2
Accélération du maître virtuel : régler l'accélération du maître virtuel en impulsions de codeur par seconde
Paramètre n° 19-18
Vitesse maximale du maître virtuel : régler la vitesse maximale du maître virtuel en impulsions de codeur par seconde.
Utiliser ensuite la procédure suivante :
1. Lancer la course test avec maître virtuel en activant l'entrée 3. Pendant la course de test, l'erreur de traînée peut être lue à la dernière valeur
de la première ligne de l'affichage. À l'arrêt, l'erreur de traînée maximale lors de la course de test s'affiche.
2. Si un contrôle plus précis et dynamique est nécessaire, le facteur P (paramètre 3260) doit être augmenté. Si l'esclave devient instable, la valeur
doit être réduite d'environ 25 %.
3. Maintenant, régler le facteur D (paramètre 3261) sur 5 fois la valeur du paramètre 3260.
4. Si une petite erreur de synchronisation est nécessaire, le facteur I (paramètre 3262) peut être réglé sur une valeur faible, p. ex. 10. Attention :
une valeur élevée entraînera dépassement et instabilité.
Si la distance entre les deux signaux de marqueurs au niveau de l'esclave n'est pas connue, elle peut maintenant être mesurée. Pour ce faire, le contact
à l'entrée de recherche de marqueur de l'esclave (I8) doit être fermé. L'entraînement esclave tourne maintenant à la vitesse de test définie. Avec chaque
signal du maître, la distance peut être lue au paramètre 3318. Si la recherche de marqueur est arrêtée par l'ouverture du contact de recherche de marqueur
de l'esclave (I8), une moyenne de toutes les distances de marqueur est prise et sert de la valeur du paramètre 3318. De même, les distances entre les
signaux de marqueurs du variateur maître sont mesurées via l'entrée de recherche de marqueur du maître (I7). Pour ce faire, il est nécessaire de démarrer
le maître. Les distances sont affichées en permanence au paramètre 3317. Après ouverture du contact de recherche de marqueur du maître (I7), la
moyenne calculée de toutes les mesures est à nouveau saisie comme résultat final au paramètre 3317.
.
nisation MCO 350
Les réglages sont automatiquement enregistrés.
4.9.6. Programmation de la synchronisation
Régler la valeur du paramètre 33-80 sur 2. Cela lance le programme d'application de synchronisation.
Utiliser les paramètres suivants pour programmer la synchronisation :
Paramètre n° 19-01
Type d'exploitation : saisir 2 ou 5 pour la synchronisation de marqueur.
Paramètre n° 33-23
Comportement de synchronisation de marqueur : spécifier ici la réaction de l'entraînement esclave lorsqu'il se synchronise par rapport au marqueur du
maître. La valeur 0 représente la dernière impulsion de marqueur du maître ; l'esclave se synchronise par rapport à la dernière impulsion du marqueur
du maître déjà enregistrée : il le rattrape. La valeur 1 correspond à l'impulsion suivante du marqueur du maître ; l'esclave attend le marqueur suivant du
maître et se synchronise par rapport à lui : l'esclave ralentit. La valeur 2 signifie que l'esclave utilise le marqueur du maître le plus proche : il décide s'il
doit rattraper ou ralentir.
Paramètre n° 33-13
précision : saisir une valeur (en quad-counts) pour la mesure dans laquelle la position de l'esclave peut dévier de la position du maître.
Paramètre n° 33-24
Nombre de marqueurs pour erreur : imprécision : saisir le nombre de signaux de marqueurs pour générer un signal d'erreur.
Paramètre n° 33-25
Nombre de marqueurs pour état prêt : précision : saisir le nombre de signaux de marqueurs pour générer un signal d'état prêt.
66
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 67

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Paramètre n° 19-05
Numéro du rapport de vitesse : saisir le nombre de rapport de vitesse qui s'affiche aux paramètres 1906 à 1910. Régler d'abord le numéro du rapport
de vitesse, puis les valeurs nécessaires aux paramètres 1906 à 1910 pour ce rapport de vitesse. Sélectionner ensuite le prochain rapport de vitesse au
paramètre 1905 et répéter la même procédure.
Paramètre n° 19-06
Numérateur du rapport de vitesse : saisir la valeur du numérateur pour le rapport de vitesse. Cela correspond aux impulsions de codeur de l'entraînement
esclave. Pour effectuer un réglage précis au moyen des entrées 32 et 33, un rapport de 7:16 par exemple doit être programmé sous la forme 7000:16000.
Paramètre n° 19-07
Dénominateur du rapport de vitesse : saisir la valeur du dénominateur du rapport de vitesse. Cette valeur correspond aux impulsions du maître.
4. Synchronisation
Paramètre n° 19-08
Marqueurs de l'esclave : saisir le nombre de marqueurs de l'esclave pour le rapport de marqueur. Veiller à ce que les rapports de vitesse et de marqueur
correspondent l'un à l'autre.
Paramètre n° 19-09
Marqueurs du maître : saisir le nombre de marqueurs du maître pour le rapport de marqueur. Veiller à ce que les rapports de vitesse et de marqueur
correspondent l'un à l'autre.
Paramètre n° 19-10
Écart fixe : saisir un écart de position fixe pour le rapport de vitesse sélectionné (quad-counts). Cette valeur spécifie l'écart de position entre le marqueur
de l'esclave et le marqueur du maître. En cours de fonctionnement, l'écart peut être modifié via les entrées 32 et 33. Note : l'écart est lié à la position
du maître.
L'écart lié à la position de l'esclave peut être calculé comme suit :
Écart_esclave
Paramètre n° 19-11
Durée de pas : saisir le délai en ms entre un changement de fréquence et l'autre (mode maintien) et entre un changement de facteur de numérateur du
rapport de vitesse et l'autre (mode de synchronisation) en cas de signal sur la borne 32 ou 33.
Paramètre n° 19-12
Largeur de pas : en mode de synchronisation de marqueur, le paramètre 1908 Écart est modifié par cette valeur lorsque la borne 32 ou 33 est activée.
Écart x Par.
=
Par.
.19− 06
.19− 07
4
Paramètre n° 19-13
Facteur de vitesse de l'esclave : saisir le facteur par lequel la vitesse de l'esclave doit être multipliée pour que la valeur souhaitée s'affiche. Pour calculer
cette valeur, utiliser la formule suivante :
N
Facteur
Exemple : résolution 1024 incréments, affichage souhaité 100 à 1500 1/min
définie
=
1500
Facteur
Paramètre n° 19-14
Facteur de vitesse du maître : saisir le facteur par lequel la vitesse du maître doit être multipliée pour que la valeur souhaitée s'affiche.
Pour calculer cette valeur, utiliser la formule suivante :
Facteur
Paramètre n° 19-15
Facteur d'affichage d'erreur de synchronisation : saisir le facteur par lequel l'erreur doit être multipliée pour que la valeur souhaitée s'affiche.
Pour calculer la valeur, utiliser la formule suivante :
=
N
définie
=
x
400
xRésolution_codeur du maître
60
x Affichage_maximale
1
x
400x1024
min
60x100
x
400
xRésolution_codeur du maître
60
x Affichage_maximale
Inkr
Umdr
= 102400
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
67
Page 68

4. Synchronisation
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
4
N
Facteur
Les réglages sont automatiquement enregistrés.
définie
=
x
400
xRésolution_codeur du maître
60
x Affichage_maximale
4.9.7. Fonctionnement et fonctions d'exploitation
Une fois que toutes les valeurs ont été définies comme indiqué, l'entraînement peut désormais fonctionner normalement.
Démarrage de la synchronisation
La synchronisation de l'esclave est lancée à l'aide de SyncStart (I1), puis le maître démarre. Cela garantit une synchronisation optimale. L'entraînement
esclave se déplace en synchronisation de position par rapport au maître jusqu'à ce que le marqueur de l'esclave et du maître soient détectés. L'esclave
accélère ou ralentit selon le réglage du paramètre 3323 afin d'atteindre la position du marqueur plus l'écart défini. Il arrive que l'esclave se déplace plus
vite que le maître, si l'entraînement esclave doit rattraper la position.
Arrêt de la synchronisation
À l'ouverture du contact I1 (SyncStart), l'esclave s'arrête avec l'accélération permise.
Réglage précis de la position
Dès que l'entraînement esclave est en synchronisation de position par rapport au maître, un réglage de cette position est effectué via les entrées 32 +
33. Note : l'écart est lié à la position du maître. L'écart lié à la position de l'esclave peut être calculé comme suit :
Écart_esclave
Passage à un autre rapport de vitesse
En cours de synchronisation, un nouveau rapport de vitesse peut être sélectionné aux entrées 9 et 10. Le rapport est activé au moyen de l'entrée de
commutation (I2). L'esclave poursuit alors avec l'accélération autorisée jusqu'au nouveau rapport de vitesse. L'écart est lié au premier rapport de vitesse
après SyncStart. Il faut donc effectuer un arrêt puis un démarrage pour lier l'écart au dernier rapport de vitesse si le rapport de vitesse a été changé.
Écart x Par.
=
Par.
.19− 06
.19− 07
Procédure en cas d'erreur
Les erreurs de traînée, de surcourant, etc. peuvent arrêter l'entraînement et la sortie Prêt (O8) est à l'état bas. La réinitialisation s'effectue via l'entrée
27 ou le bit 1.9 du bus de terrain. Elle est également possible à l'aide de la touche [Reset] du panneau de commande local du variateur.
Si l'entraînement est arrêté en raison d'un défaut de mise à la terre ou d'un court-circuit, déconnecter l'entraînement du secteur avant
tout reset !
68
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 69

Manuel d'utilisation du contrôleur de synchronisation MCO 350
5. Annexe
5.1. Messages et référence des erreurs
5.1.1. Avertissements et messages d'erreur
Tous les messages sont affichés en abrégé sur l'écran du LCP du FC 300 et en texte clair sur le logiciel APOSS. Des informations succinctes sur les
messages d'erreur se trouvent dans le tableau. Pour des informations détaillées, se reporter au chapitre suivant. Les tableaux contiennent les messages
classés selon leur numéro. Les lettres suivant un signe % représentent des variables qui peuvent être utilisées en texte clair aux emplacements correspondants.
5. Annexe
Erreur n° Texte de l'erreur Description
103 Num. axe illégal Les axes ne sont pas dans le système.
105 Err.non réinit. Erreur non effacée.
106 Orig. inexécutée Erreur pour aller à la position d'origine.
107 Vit. orig. zéro Recherche d'origine exécutée alors que Vitesse retour origine réglé sur 0.
108 Erreur position Erreur de position.
109 Index introuvab Impulsion d'index (codeur) introuvable.
110 Cmd. inconnue Commande inconnue.
111 Fin course SW Limite fin de course logicielle activée.
112 Param. inconnu Numéro de paramètre illégal.
113 FC non activé FC 300 non prêt mais contrôleur de PID actif.
114 Trop de boucles Trop de boucles imbriquées.
115 Échec enr. par. Échec d'enregistrement des paramètres.
116 Mémoire param. Les paramètres en mémoire sont corrompus.
117 Mémoire progr. Les programmes en mémoire sont corrompus.
118 Reset par CPU Remise à zéro déclenchée par l'unité centrale.
119 Abandon utilis. Abandon de l'utilisateur.
125 Fin course HW Fin de course matérielle activée.
149 Trop d'interr. Trop de fonctions d'interruption.
150 Pas de 24V ext. Alimentation externe absente.
151 Trop de gosub Trop de commande GOSUB imbriquées.
152 Trop de retours Trop de commandes RETURN.
154 Surcharge s.dig. Sortie digitale en surcharge.
155 Échec liaison Échec ordre LINKGPAR.
162 Erreur mémoire Erreur lors de la vérification ; EEPROM : adresse % défaut.
170 Taille tab. (DIM) Erreur dans un ordre DIM.
171 Tab. trop petit Tentative de dépassement des limites du tableau.
179 Dépas. Waitndx Dépassement pendant l'attente de l'indice.
184 Trop d'ontime Trop de temps d'interruption.
187 Mémoire insuff. Il n'y a plus d'espace pour les variables.
190 Mémoire verr. La mémoire du programme est protégée en écriture.
191 Tab.cameillégal Courbe tableau erronée.
192 Erreur codeur Erreur codeur.
199 Défaut int. MCO Erreur codeur.
5
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
69
Page 70

5. Annexe
5.1.2. Erreurs
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
5
Erreur 103.
Num. axe illégal
Une tentative de recherche d'un axe qui n'existe pas dans le contrôleur
s'est produite. Vérifier si la commande d'axe de programme a un numéro
non valide ou une commande d'axe générale (...X(*)).
Erreur 105
Err.non réinit.
Une tentative d'exécution d'un ordre de mouvement s'est produite alors
qu'un message d'erreur temporaire n'a pas été effacé.
Erreur 106
Orig. inexécutée
Échec pour aller à la position d'origine. Selon l'axe du par 33-00 Forcer
ORIG., un mouvement forcé vers le point zéro de la machine est exigé
avant que les autres ordres de mouvement ne soient exécutés. Le mouvement vers le point zéro de la machine n'a pas été exécuté.
Erreur 107
Vit. orig. zéro
Une tentative d'exécution de la commande ORIG. s'est produite mais le
moteur est réglé sur 0 au par. 33-03
Erreur 108
Erreur de position
La distance entre la position définie et la position réelle est plus grande
que l'erreur de position maximale tolérée déterminée au par. 32-67.
Causes :
- Blocage mécanique ou variateur en surcharge
- Par. 32-67
- Vitesse de commande supérieure aux paramètres 4-13
limite supér.
- Accélération commandée trop importante
- Par. 32-60
- FC 300 non activé.
Erreur 109
Index introuvab
Lors d'une recherche de référence ou d'index, l'impulsion d'index du codeur est introuvable dans une rotation du moteur.
Causes :
- Un codeur sans impulsion d'index a été utilisé
- Impulsion d'index non connectée
- Impulsion d'index incorrecte (les trois canaux doivent avoir un
état bas simultané) ou
- Le par. 32-01
bas.
Erreur 110
Cmd. inconnue
Cause : erreur de communication ou de programme. Le programme doit
être recompilé et rechargé.
Erreur 111
Fin course SW
Un ordre de mouvement entraînera ou a entraîné l'activation de la limite
de fin de course logicielle.
Erreur de position maximale tolérée
et 3-03
Facteur proportionnel
Résolution incrémentale
Vitesse du mouvement de retour
Réf. max.
du FC 300
trop faible ou
(CODEUR) est réglé trop
trop petite
Vit. mot.,
L'identification d'atteinte de la limite logicielle dans un mouvement en
mode vitesse a uniquement lieu une fois que la position actuelle est identique à l'interrupteur de fin de course logicielle.
L'unité de commande sera mise hors tension et l'entraînement doit être
remis manuellement dans la zone admissible ou la surveillance de l'interrupteur de fin de course logicielle doit être temporairement désactivée
via la limite de fin de course logicielle positive ou négative aux paramètres
33-43 et 33-44. Ce n'est qu'ensuite qu'il est possible d'effacer l'erreur.
En mode de positionnement, on saura avant que le mouvement ne démarre que la position cible se trouve hors du parcours. Dans ce cas, le
mouvement n'est pas exécuté et le message d'erreur peut être effacé.
Erreur 112
Param. inconnu
Tentative de modification d'un paramètre (ordre SET ou SETVLT) qui
n'existe pas.
Erreur 113
FC non activé
Le FC 300 n'est pas prêt mais le contrôleur du PID est actif. Le mot d'état
du FC (bit 09 et bit 11) est surveillé toutes les 20 ms lorsque le contrôleur
.
du PID est actif. Le FC 300 est en état "non prêt" lorsque :
- Une alarme se produit
- Il est en mode local
- L'arrêt LCP local est activé
Erreur 114
Trop de boucles
Trop de boucles imbriquées existent dans le programme exécuté.
Erreur 115
Échec enr. par.
Échec enregistrement paramètre d'option.
Erreur 116
Mémoire param.
Les paramètres de l'EEPROM ne sont plus corrects en raison de
- EEPROM défectueuse ou
- coupure d'alimentation en cours d'enregistrement.
N.B.!
Il faut réinitialiser le paramètre avec 14-22 Reset puis
écraser ces paramètres à nouveau avec les paramètres
de vos applications.
Dans le cas contraire, les programmes de mouvement qui nécessitent des
paramètres d'application ne fonctionneront plus correctement.
Erreur 117
Mémoire progr.
Données de programme enregistrées dans EEPROM introuvables ou erronées en raison de
- EEPROM défectueuse ou
- coupure d'alimentation en cours d'enregistrement.
70
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 71

Manuel d'utilisation du contrôleur de synchronisation MCO 350
5. Annexe
Il faut procéder à une réinitialisation manuelle (à 3 doigts) pour mettre
tous les paramètres à leur valeur par défaut (réglages d'usine) et pour
effacer tous les programmes utilisateur, tableaux et paramètres d'application.
Après cela, recharger les programmes et les paramètres.
Cela correspond au menu
total
dans le menu APOSS.
Erreur 118
Reset par CPU
Le processeur a été arrêté et un reset a été automatiquement exécuté
(chien de garde).
Causes possibles :
- Brève chute de tension
- Pic de tension ou
- Court-circuit
Erreur 119
Abandon utilis.
Le programme
Ou bien la touche [CANCEL] a été actionnée pendant la mise sous tension
et un reset du maître a été déclenché.
Erreur 125
Fin course HW
Un ordre de mouvement a entraîné l'activation d'un interrupteur de fin
de course d'axe.
Via l'activation d'un interrupteur de fin de course, le contrôleur (selon le
par. 33-40
est automatiquement mis hors tension et la position de l'entraînement
doit être modifiée manuellement avant que le message d'erreur ne puisse
être effacé.
Erreur 149
Trop d'interr.
Plus de fonctions d'interruption que le maximum autorisé ont été utilisées.
Sont permises :
Autostart
Comportement au niveau de l'interrupteur de fin de course
→
Effacer option EEPROM
a été abandonné par l'utilisateur.
ou un men u →
Reset
32 ON INT
32 ON STATBIT
32 ON COMBIT
10 ON PARAM
20 ON APOS, ON MAPOS, ON MCPOS
Erreur 150
Pas de 24V ext.
Alimentation externe absente.
Erreur 151
Trop de gosub
Dans le programme, il existe trop d'appels d'une sous-routine à l'autre.
L'erreur se produit généralement lorsqu'il y a une référence récurrente à
l'un des sous-programmes dans un sous-programme.
Éviter trop d'appels de sous-routine opposés (10 maximum) et appels
entre sous-routines (procédures récurrentes).
Erreur 152
Trop de retours
Il y a soit plus de RETURN que d'ordres GOSUB correspondants dans le
programme soit un saut direct d'une sous-routine à un ordre GOTO.
Un seul RETURN autorisé par sous-programme.
Il est toujours préférable de passer au début d'un sous-programme et
ensuite de passer à l'aide d'IF à l'étiquette définie précédemment.
Erreur 154
Surcharge s.dig.
Sortie digitale en surcharge.
Erreur 155
Échec liaison
Échec ordre LINKGPAR.
Erreur 162
Erreur mémoire
Après enregistrement d'un programme ou de paramètres dans l'EEPROM,
détection d'une erreur en cours de vérif.
Supprimer l'EEPROM par RAZ trois doigts puis réessayer d'enregistrer le
programme ou les paramètres.
Si cela ne fonctionne pas, merci d'appeler le service technique.
Erreur 170
Taille tab. (DIM)
La définition d'un tableau dans un ordre DIM ne correspond pas à un
tableau existant dans le MCO 350.
Cela peut venir des champs provenant des anciens programmes SYNCPOS/APOSS. Le programme actuel a d'autres définitions.
Adapter le programme APOSS à la taille correcte du tableau ou effacer
les anciens tableaux.
N.B.!
Ne pas oublier de suivre les recommandations concernant l'enregistrement des programmes et des paramètres avant d'effacer l'EEPROM.
)
Erreur 171
Tab. trop petit
Tentative de description d'un élément de tableau qui se trouve hors des
limites définies.
Cela peut provenir d'une erreur dans le programme APOSS. La taille des
tableaux ne correspond pas à l'espace requis (p. ex. en raison d'une boucle incorrectement programmée).
Ou le tableau est trop petit pour le nombre d'entraînements test déclenchés par TESTSTART.
Vérifier les variables des boucles.
Erreur 179
Dépas. Waitndx
Ordre WAITNDX exécuté et temporisation répertoriée dépassée.
Temporisation probablement trop courte et impulsion d'index introuvable
(voir également Erreur 109).
Erreur 184
Trop d'ontime
Trop d'interruptions (ordres ON TIME ou ON PERIOD) ont été utilisés
dans le programme.
Un maximum de 12 ordres ON TIME et/ou ON PERIOD est autorisé dans
un programme.
Erreur 187
Mémoire insuff.
Plus d'espace pour les variables.
Lorsque le programme APOSS est lancé, un espace pour les variables
nécessaires est réservé dynamiquement. Cet espace n'est plus disponible.
Le nombre maximal de variables sélectionné est peut-être trop élevé.
Réduire le nombre maximal dans
92).
Réglages Compilateur
→
5
(Standard =
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
71
Page 72

5
5. Annexe
Ou la mémoire disponible est remplie de programmes ou tableaux. Effacer les programmes ou les programmes et tableaux, c'est-à-dire en
effaçant la mémoire entière.
N.B.!
Ne pas oublier de suivre les recommandations concernant l'enregistrement des programmes et des paramètres avant d'effacer l'EEPROM.
Erreur 190
Mémoire verr.
La mémoire du programme est protégée en écriture et ne peut être modifiée.
Cela signifie que la reconnaissance automatique ne peut pas être réglée
ni effacée et les programmes ne peuvent être ni enregistrés ni effacés.
De même,
exécutés.
Erreur 191
Tab.cameillégal
Un tableau incorrect ou ancien est défini dans l'instruction DIM pour SETCURVE.
Un ancien tableau peut exister si le fichier CNF avec tous les paramètres
et les tableaux n'a pas été chargé dans l'
Un tableau incorrect pourrait entraîner ce qui suit :
Erreur 192
Erreur codeur
Erreur du moniteur du codeur : circuit ouvert ou court-circuit selon le
voyant allumé.
→
Enregistrer dans RAM
- Cela n'a pas été créé par l'éditeur de courbe
- Version antérieure d'un éditeur de courbe. Un tel tableau doit
d'abord être converti par l'éditeur CAM actuel (
Enregistrer
- Ou l'ordre des tableaux dans l'instruction DIM ne correspond pas
à l'ordre du fichier cnf. Pour cela, se reporter au numéro du tableau dans la barre de titre de l'
)
et →
Effacer EEPROM
Éditeur CAM
Éditeur CAM
ne seront pas
.
→
.
Charger
Manuel d'utilisation du contrôleur de synchro-
nisation MCO 350
et
N.B.!
Une erreur sera indiquée même si aucun codeur n'est
raccordé.
Erreur 199
Défaut int. MCO
Si une telle erreur se produit, merci de contacter le distributeur et de
signaler le numéro de l'erreur affichée au service technique.
72
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 73

Manuel d'utilisation du contrôleur de synchronisation MCO 350
5.2. Vue d'ensemble des paramètres
5.2.1. Vue d'ensemble des paramètres : 1900
Numéro du paramètre Description
1900 Mémoriser les données
Réglage d'usine : 0
Plage de réglage de 0 à 1
Réglage utilisateur :
1901
1902
Réglage utilisateur (%) :
1903
Réglage utilisateur :
Réglage utilisateur (%) :
Course de test : programme 1 :
Vitesse de la course de test
Réglage d'usine : 10 %
Plage de réglage de 1 à 100 %
Réglage utilisateur (%) :
Fonctionnement synchrone : programme 2 :
Type d'exploitation
Réglage d'usine : 0
Plage de réglage de 0 à 7
Réglage utilisateur :
Course de test : programme 1 :
Accélération de la course de test
Réglage d'usine : 10 %
Plage de réglage de 1 à 200 %
Fonctionnement synchrone : programme 2 :
Fonction Maintien
Réglage d'usine : 0
Plage de réglage de 0 à 1
Réglage utilisateur :
Course de test : programme 1 :
Distance de la course de test
Réglage d'usine : 4096 quad-counts
Plage de réglage de 1 à 2147483647 quad-counts
Fonctionnement synchrone : programme 2 :
Vitesse de maintien
Réglage d'usine : 10 %
Plage de réglage de 0 à 100 %
5. Annexe
5
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
73
Page 74
5
Manuel d'utilisation du contrôleur de synchro-
5. Annexe
Numéro du paramètre Description
1904
Réglage utilisateur :
1905
Réglage utilisateur :
Numéro du rapport de vitesse
Course de test : programme 1 :
Type de synchronisation (Sync type)
Réglage d'usine : 0
Plage de réglage de 0 à 1
Fonctionnement synchrone : programme 2 :
Delta de la vitesse de maintien
Réglage d'usine : 5 %
Plage de réglage de 1 à 100 %
Réglage utilisateur (%) :
Course de test : programme 1 :
Activer calcul d'anticipation et de PID (FFVEL calc.)
Réglage d'usine : 0
Plage de réglage de 0 à 2
Réglage d'usine : 0
Plage de réglage de 0 à 3
nisation MCO 350
1906 Numérateur du rapport de vitesse
Réglage d'usine : 1000
Plage de réglage de - MLONG à MLONG
1907 Dénominateur du rapport de vitesse
Réglage d'usine : 1000
Plage de réglage de - MLONG à MLONG
1908 Quantité marqueurs de l'esclave
Réglage d'usine : 1
Plage de réglage de 1 à 2147483647
1909 Quantité marqueurs du maître
Réglage d'usine : 1
Plage de réglage de 1 à 2147483647
1910 Écart fixe
Réglage d'usine : 1
Plage de réglage de -2147483647 à 2147483647
1905 Numéro du rapport de vitesse 1 2 3 4
1906 Numérateur
1907 Dénominateur
1908 Marqueurs de l'esclave
1909 Marqueurs du maître
1910 Écart fixe
74
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 75
Manuel d'utilisation du contrôleur de synchronisation MCO 350
Numéro du paramètre Description
1911 Durée de pas
Réglage d'usine : 100 ms
Plage de réglage de 10 à 2147483647 ms
1912 Largeur de pas
1913 Facteur de vitesse de l'esclave
1914 Facteur de vitesse du maître
1915 Facteur d'affichage de l'erreur de synchronisation
1916 Valeur de référence du maître virtuel
1917 Accélération du maître virtuel
1918 Vitesse maximale du maître virtuel
Réglage utilisateur (ms) :
Réglage d'usine : 1
Plage de réglage de -2147483647 à 2147483647
Réglage utilisateur :
Réglage d'usine : 400
Plage de réglage de 1 à 2147483647
Réglage utilisateur :
Réglage d'usine : 400
Plage de réglage de 1 à 2147483647
Réglage utilisateur :
Réglage d'usine : 400
Plage de réglage de 1 à 2147483647
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 3
Réglage utilisateur :
Hz
Réglage d'usine : 25600
Plage de réglage de 1 à 2147483647 Hz/
Réglage utilisateur (Hz/s) :
Réglage d'usine : 25600
Plage de réglage de 1 à 2147483647 1/
Réglage utilisateur (Hz/s) :
/
s
1
/
s
5. Annexe
5
s
s
1919 Course de test de la source de contrôle (Contr. testrun)
Réglage d'usine : 0
Plage de réglage de 0 à 1
Réglage utilisateur :
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
75
Page 76

5
Manuel d'utilisation du contrôleur de synchro-
5. Annexe
Numéro du paramètre Description
1920 Synchronisation de la source de contrôle (Contr. synchron)
Réglage d'usine : 0
Plage de réglage de 0 à 1
1921 Retard frein
1922 Frein hors délai
1923 Surveillance marqueur
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 5000 ms
Réglage utilisateur (ms) :
Réglage d'usine : 0
Plage de réglage de 0 à 5000 ms
Réglage utilisateur (ms) :
Réglage d'usine : 0
Plage de réglage de 0 à 2
Réglage utilisateur (ms) :
nisation MCO 350
1924 Resync. (Resync.)
Réglage d'usine : 0
Plage de réglage de 0 à 1
Réglage utilisateur :
76
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 77
Manuel d'utilisation du contrôleur de synchronisation MCO 350
5.2.2. Vue d'ensemble des paramètres : 3200
Numéro du paramètre Description
3200 Type de codeur incrémental de l'esclave
Réglage d'usine : 1
Plage de réglage de 0 à 2
3201 Résolution du codeur incrémental de l'esclave
3202 Protocole absolu du codeur de l'esclave
3203 Résolution absolue du codeur de l'esclave
3205 Longueur de données absolue du codeur de l'esclave
3206 Fréquence horloge du codeur absolu de l'esclave
3207 Génération horloge du codeur absolu de l'esclave
3208 Longueur de câble du codeur absolu de l'esclave
3209 Surveillance matériel du codeur de l'esclave
Réglage utilisateur :
Réglage utilisateur :
Réglage d'usine : 1024
Plage de réglage de 1 à MLONG
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 5
Réglage utilisateur :
Réglage d'usine : 8192
Plage de réglage de 1 à MLONG
Réglage utilisateur :
Réglage d'usine : 25
Plage de réglage de 8 à 37
Réglage utilisateur :
Réglage d'usine : 262000
Plage de réglage de 78125 à 2000000
Réglage utilisateur :
Réglage d'usine : actif
Plage de réglage de Inactif à actif
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 300
Réglage utilisateur :
Réglage d'usine : inactif
Plage de réglage de Inactif à actif
5. Annexe
5
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
77
Page 78
5
Manuel d'utilisation du contrôleur de synchro-
5. Annexe
Numéro du paramètre Description
3210 Sens de rotation
Réglage d'usine : 1
Plage de réglage de -2 à 2
3230 Type de codeur incrémental du maître
3231 Résolution du codeur incrémental du maître
3232 Protocole absolu du codeur du maître
3233 Résolution absolue du codeur du maître
3235 Longueur de données du codeur absolu du maître
3236 Fréquence horloge du codeur absolu du maître
3237 Génération horloge du codeur absolu du maître
3238 Longueur de câble du codeur absolu du maître
Réglage utilisateur :
Réglage utilisateur :
Réglage d'usine : 1
Plage de réglage de 0 à 1
Réglage utilisateur :
Réglage d'usine : 1024
Plage de réglage de 1 - MLONG
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 5
Réglage utilisateur :
Réglage d'usine : 8192
Plage de réglage de 1 à MLONG
Réglage utilisateur :
Réglage d'usine : 25
Plage de réglage de 8 à 37
Réglage utilisateur :
Réglage d'usine : 262000
Plage de réglage de 78125 à 2000000
Réglage utilisateur :
Réglage d'usine : actif
Plage de réglage de Inactif à actif
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 300
nisation MCO 350
78
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 79
Manuel d'utilisation du contrôleur de synchronisation MCO 350
Numéro du paramètre Description
3239 Surveillance matériel du codeur du maître
Réglage d'usine : inactif
Plage de réglage de Inactif à actif
3240 Terminaison du matériel du codeur du maître
3260 Facteur P
3261 Facteur D
3262 Facteur I
3263 Limitation du facteur I
3264 Largeur de bande du contrôleur du PID
3265 Anticipation de vitesse
3266 Anticipation d'accélération
Réglage utilisateur :
Réglage utilisateur :
Réglage d'usine : actif
Plage de réglage de Inactif à actif
Réglage utilisateur :
Réglage d'usine : 10
Plage de réglage de 0 à 65000
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 65000
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 65000
Réglage utilisateur :
Réglage d'usine : 1000
Plage de réglage de 0 à 65000
Réglage utilisateur :
Réglage d'usine : 1000
Plage de réglage de 0 à 65000
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 65000
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 65000
5. Annexe
5
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
79
Page 80

5
Manuel d'utilisation du contrôleur de synchro-
5. Annexe
Numéro du paramètre Description
3267 Erreur de traînée maximale
Réglage d'usine : 10000 quad-counts
Plage de réglage de 1 à 2147483647
3268 Comportement d'inversion
3269 Temps d'échantillonnage du PID
3280 Vitesse maximale
3281 Rampe minimale
3282 Type de rampe
Réglage utilisateur :
Réglage utilisateur (quad-counts) :
Réglage d'usine : 0
Plage de réglage de 0 à 2
Réglage utilisateur :
Réglage d'usine : 1 ms
Plage de réglage de 1 à 1000 ms
Réglage utilisateur (ms) :
Réglage d'usine : 1500
Plage de réglage de 1 à 65535 1/
Réglage utilisateur (1/
Réglage d'usine : 100 ms
Plage de réglage de 50 à 2147483647 ms
Réglage utilisateur (ms) :
Réglage d'usine : 0
Plage de réglage de 0 à 1
1
/
min
min
) :
min
nisation MCO 350
80
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 81

Manuel d'utilisation du contrôleur de synchronisation MCO 350
5.2.3. Vue d'ensemble des paramètres : 3300
Numéro du paramètre Description
3300 Forcer ORIG.
Réglage d'usine : 0
Plage de réglage de 0 à 1
3302 Accélération retour origine
3303 Vitesse retour origine
3304 Fonction forcer origine
3313 Précision
3314 Tolérance vitesse M-E
3317 Distance des marqueurs du maître
3319 Type marqueur maître
Réglage utilisateur :
Réglage d'usine : 10 %
Plage de réglage de 1 à 200 %
Réglage utilisateur (%) :
Réglage d'usine : 10 %
Plage de réglage de 0 à 100
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 4
Réglage utilisateur :
Réglage d'usine : 1000 quad-counts
Plage de réglage de -2147483647 à 2147483647 quad-counts
Réglage utilisateur (quad-counts) :
Réglage d'usine : 0 %
Plage de réglage de 0 à 100 %
Réglage utilisateur (%) :
Réglage d'usine : 4096 quad-counts
Plage de réglage de 0 à 2147483647 quad-counts
Réglage utilisateur (quad-counts) :
Réglage d'usine : 0
Plage de réglage de 0 à 3
Réglage utilisateur :
5. Annexe
5
3320 Type marqueur esclave
Réglage d'usine : 0
Plage de réglage de 0 à 3
Réglage utilisateur :
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
81
Page 82

5
Manuel d'utilisation du contrôleur de synchro-
5. Annexe
Numéro du paramètre Description
3321 Fenêtre des marqueurs du maître
Réglage d'usine : 0
Plage de réglage de 1 à 2147483647
3322 Fenêtre des marqueurs de l'esclave
3323 Mode de synchronisation du maître
3324 Quantité marqueurs pour erreur
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 1 à 2147483647
Réglage utilisateur :
Réglage d'usine : 0
Plage de réglage de 0 à 1005
Réglage utilisateur :
Réglage d'usine : 5 marqueurs
Plage de réglage de 1 à 10000 marqueurs
Réglage utilisateur (marqueurs) :
nisation MCO 350
3325 Quantité marqueurs pour état prêt
Réglage d'usine : 10 marqueurs
Plage de réglage de 1 à 10000 marqueurs
3326 Filtre vitesse
Réglage utilisateur :
Réglage utilisateur (marqueurs) :
Réglage d'usine : 0
Plage de réglage de 0 à 65000
82
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 83

Manuel d'utilisation du contrôleur de synchronisation MCO 350
5.3. Glossaire des termes clés
Maître-esclave
Cela signifie qu'un signal est pris de l'entraînement maître. Le signal est ensuite utilisé pour commander un second entraînement esclave qui suit le maître.
L'entraînement maître n'est pas obligatoirement un variateur, cela peut être tout élément d'un système de transmission de puissance.
Codeur incrémental
Ceci est un système de codeur qui relève la vitesse et le sens de rotation et les transmet à la configuration appropriée. Le nombre de pistes, c'est-à-dire
de signaux, indique les propriétés du système de codeur. Il existe des systèmes à une piste qui fournissent un signal d'impulsion en fonction de la vitesse
et d'un signal de direction fixe. Les systèmes à double piste délivrent deux signaux d'impulsions, décalés de 90 degrés. L'évaluation des deux pistes
permet d'obtenir le signal de direction. Les codeurs à trois pistes fournissent, outre les deux pistes des codeurs à deux pistes, une piste zéro. Cette
dernière émet un signal lors du passage par l'origine.
Signaux de codeur incrémental
5. Annexe
5
Quad-counts
Via la détection de front, un quadruple des incréments est généré par les deux pistes (A/B) du codeur incrémental. Cela améliore la résolution.
Codeur absolu
C'est une forme spéciale de codeur, qui indique la position physique absolue. Celle-ci est communiquée par le transfert de la position en parallèle ou dans
un télégramme série Les codeurs absolus existent également en deux versions : les codeurs monotour indiquent une position absolue grâce à une rotation
de ; les codeurs multitours peuvent signaler la position absolue via une quantité spécifique ou via un nombre de tours défini librement.
Erreur de traînée
Le contrôleur de synchronisation de l'entraînement esclave utilise le signal de l'entraînement maître et le rapport de vitesse pour calculer une valeur de
position de référence pour l'entraînement esclave. L'écart entre la position de signal de retour et la position calculée est appelé erreur de traînée. Elle est
spécifiée en quad-counts. L'erreur de traînée maximale est aussi une valeur seuil qui définit la zone de fonctionnement autorisée du contrôleur de
synchronisation.
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
83
Page 84

5
Manuel d'utilisation du contrôleur de synchro-
5. Annexe
Précision
Cette valeur spécifie l'écart permis entre le maître et l'esclave auquel la synchronisation est toujours présente.
PPR
Impulsion par tour.
Maître virtuel
Si plusieurs axes doivent se déplacer de manière synchrone ou si l'erreur de synchronisation doit rester aussi petite que possible, il est souvent plus
avantageux de ne pas utiliser la position de référence d'un entraînement mais d'avoir un maître qui simule la position de référence. Cela présente l'avantage
de ne pas ajouter les temps de cycle de chaque entraînement. Ces différences sont illustrées ci-dessous pour le contrôle synchrone de trois convoyeurs
à bande. D'abord, nous montrons la procédure de synchronisation classique où le signal de valeur de référence est pris de l'entraînement précédent dans
chaque cas.
nisation MCO 350
Illustration 5.1: Synchronisation sans maître virtuel
Comme cela est visible sur le schéma ci-dessous, au démarrage, ainsi qu'à chaque changement de vitesse de l'entraînement maître, les temps de cycle
sont ajoutés. Ils sont alors compensés à nouveau en fonction des caractéristiques de contrôle du contrôleur en question.
Illustration 5.2: Ajout des temps de cycle
84
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 85

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Dans ce cas, la même application est réalisée en incorporant un maître virtuel. Même si la manière dont la valeur de référence est introduite avec le
premier convoyeur est similaire, la valeur permet de régler les signaux du maître virtuel.
5. Annexe
5
Illustration 5.3: Synchronisation avec maître virtuel
D'après le schéma ci-dessous, l'erreur de temps de cycle n'est pas ajoutée ; au lieu de cela, un temps de cycle s'applique à tous les entraînements.
L'avantage est que le contrôle doit corriger moins d'erreurs.
Illustration 5.4: Pas d'ajout des temps de cycle
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
85
Page 86

Manuel d'utilisation du contrôleur de synchro-
Indice
Indice
A
Accélération De La Course De Test 25
Accélération Du Maître Virtuel 28
Accélération Retour Origine 34
Active Le Calcul De L'anticipation 26
Affichage De L'erreur De Synchronisation 28
Anticipation D'accélération 33
Anticipation De La Vitesse 64
Appareil À Courant Résiduel 7
Approbations 5
Arrêt De La Synchronisation 48
Arrêt De Sécurité 7
Avertissement D'ordre Général 7
B
Bornes 14
Bornes De La Carte De Commande 14
Bornes De La Carte De Commande Du Vlt 14
C
Calcul 12
Caractéristiques Techniques 14
Changement De Rapport De Vitesse Avec Une Valeur Analogique 42
Changement Du Rapport De Vitesse 42
Codeur Absolu 83
Commandes De Frein Mécanique 11
Configuration De La Carte D'option 16
Configuration Des Bornes 62
Conseils Et Astuces Concernant Les Tâches De Synchronisation 12
Consignes De Sécurité 6
Correction Des Marqueurs Pendant Le Fonctionnement 61
Courant De Fuite 7
Courant De Fuite À La Terre 6
Course De Test De La Source De Contrôle 29
nisation MCO 350
D
Décalage De Position Avec Maître En Fonctionnement 51
Définition Des Paramètres 43
Delta De La Vitesse De Maintien 26
Démarrage De La Synchronisation 58
Démarrage Imprévu 7
Dénominateur 26
Dénominateur Du Rapport De Vitesse 27
Description De L'interface Du Bus De Terrain 23
Description Des Fonctions 11
Description Des Paramètres 25
Description Et Configuration 42
Diagrammes De Fonction De Synchronisation De Marqueur 59
Diagrammes De Fonction De Synchronisation De Position 50
Diagrammes De Fonction De Synchronisation De Vitesse 39
Distance De Course De Test 25
Distance Des Marqueurs De L'esclave 35
Distance Des Marqueurs Du Maître 35
Durée De Pas 27
É
Écart Fixe 27
E
Emballage 61
Entrées Digitales : 17
86
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 87

Manuel d'utilisation du contrôleur de synchronisation MCO 350
É
Équipement 14
E
Erreur De Traînée 83
Erreur De Traînée Maximale 33
É
État De La Synchronisation 38
État Des Entrées 37
E
Exemple D'application 52
Exemple De Connexions De L'interface Codeur 19
F
Facteur D 33
Facteur D'accélération/décélération 40
Facteur De Vitesse De L'esclave 28
Facteur De Vitesse Du Maître 28
Facteur I 33
Fenêtre Des Marqueurs De L'esclave 36
Fenêtre Des Marqueurs Du Maître 36
Ffvel Calc 26
Filtre Vitesse 37
Fonction Maintien 41
Fonction Retour Origine 57
Fonctionnement Et Fonctions D'exploitation 58
Format Des Données 23
Frein Hors Délai 12
Indice
G
Glossaire Des Termes Clés 83
I
Impression De Motifs Sur Moule 52
Instruction De Mise Au Rebut 5
Interface Rs 485 Standard 21
Introduction 11
L
La Protection Du Moteur Contre Les Surcharges 6
Largeur De Bande Du Contrôleur Du Pid 79
Largeur De Pas 40
M
Marqueurs De L'esclave 27
Marqueurs Du Maître 67
Mélangeur 42
Mémoriser Les Données 25
Messages 69
Messages D'erreur 69
Mode De Synchronisation De Marqueur 35
Moniteur Du Codeur 16
N
Niveau De Tension 17
Normes De Sécurité 5
Numérateur 26
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
87
Page 88

Manuel d'utilisation du contrôleur de synchro-
Indice
Numérateur Du Rapport De Vitesse 47
Numéro De Version De Logiciel 30
Numéro Du Rapport De Vitesse 47
O
Optimisation Du Contrôleur 64
P
Passage À Un Autre Rapport De Vitesse 48
Position De L'esclave 37
Position Du Maître 37
Précision 34
Procédure En Cas D'erreur 48
Programmation De La Synchronisation 66
Q
Quantité Marqueurs De L'esclave 27
Quantité Marqueurs Du Maître 27
Quantité Marqueurs Pour Erreur 36
Quantité Marqueurs Pour État Prêt 37
nisation MCO 350
R
Rampe Minimale 34
Recherche D'origine 57
Recherche Origine 58
Référence Des Erreurs 69
Réglage Précis De La Position 59
Réglage Précis Du Rapport De Vitesse 48
Réparations 7
Résolution Du Codeur 44
Résolution Du Codeur De L'esclave 26
Retard Frein 29
S
Sens De Rotation 32
Signaux De Contrôle Du Bus De Terrain 24
Signaux D'état Du Bus De Terrain 24
Sorties Digitales 17
Symboles 5
Synchronisation Angulaire 49
Synchronisation De La Source De Contrôle 76
Synchronisation De Marqueur 59
Synchronisation De Position 11
Synchronisation De Vitesse 39
Syncstart Avec Un Maître En Fonctionnement Après Mise Sous Tension 60
Syncstart Sur Maître Stationnaire 50
Syncstart Sur Un Maître En Fonctionnement 50
T
Tensions D'alimentation 17
Test Des Codeurs Incrémentaux 45, 64
Tolérance Vitesse M-e 34
Type De Codeur De L'esclave 26
Type De Synchronisation 26
Type D'exploitation 25
Type Marqueur Esclave 35
Type Marqueur Maître 35
V
Valeur De Référence Du Maître Virtuel 28
Valeurs Numériques Correctes 13
Valeurs Numériques Insuffisantes 12
Vérification Du Raccordement Du Moteur 64
88
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
Page 89

Manuel d'utilisation du contrôleur de synchronisation MCO 350
Version Logiciel 6
Vitesse De La Course De Test 25
Vitesse De Maintien 26
Vitesse Du Codeur 26
Vitesse Maximale 34
Vitesse Maximale Du Maître Virtuel 29
Vitesse Retour Origine 57
Indice
MG.33.Q1.04 - VLT® est une marque déposée Danfoss
89
 Loading...
Loading...