

Page 1
Inhaltsverzeichnis Produkthandbuch MCO 305
Inhaltsverzeichnis
1 Einführung
1.1 Verfügbare Literatur fürVLT AutomationDrive FC 300, MCO 305 und MCT 10
Motion Control Tool
1.2 Symbole und Vereinbarungen
1.3 Abkürzungen
2.1 Warnung vor Hochspannung
2.2 Sicherheitshinweise
2.3 Bevor Sie Reparaturarbeiten ausführen
2.4 Unerwarteten Anlauf vermeiden
2.5 Sicherer Stopp des FC 302
2.6 Allgemeine Warnung
3 Installieren
3.1 Erste Schritte
3.1.1 Initialisierung der Werkseinstellung 7
3.2 Systemüberblick
3.2.1 Elektrische Installation 10
3.2.2 MCO 305 Steuerklemmen 10
3
3
3
4
5
5
5
5
6
6
7
7
8
3.2.3 Überblick Klemmen 11
3.2.4 Beispiele für Drehgeber-Anschlüsse 12
3.2.5 Verbindung zum virtuellen Master 13
3.3 Anweisungen zur Inbetriebnahme
3.4 Grundeinstellungen MCO-Parameter
3.4.1 Einstellen der Drehgeber-Parameter 14
3.4.2 Einstellung der Parameter für den CANOpen-Istwert-Drehgeber 14
3.4.3 Einstellung der Parameter für den CANopen-Master-Drehgeber 15
3.4.4 Einstellen der Geschwindigkeitsparameter 15
3.4.5 Einstellung der Referenzpunkt-Parameter 15
3.4.6 Einstellung der Synchronisierungsparameter 16
3.5 Anschließen und Testen des Drehgebers / der Drehgeber
3.5.1 Führen Sie das Drehgeber-Testprogramm aus. 17
3.5.2 Überprüfung des Master-Drehgebers auf Synchronisierungsanwendungen 17
3.5.3 Ende der Drehgeber-Überprüfung 17
3.6 Einstellungen des PID-Reglers
3.6.1 Abtastprogramm: Berechnung der Vorsteuerung 17
14
14
16
17
3.6.2 Einfluss auf die Regelschleife durch Änderung von Parametern 18
3.7 Ausführen eines Testprogramms
4 Optimierung des PID-Reglers
4.1 Regelung von Prozessarbeiten
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 1
18
20
20
Page 2

Inhaltsverzeichnis Produkthandbuch MCO 305
4.2 Bedeutung und Beeinflussung der Reglerparameter
4.3 PID-Faktoren
4.3.1 D-Wert für PID-Regelung 22
4.3.2 I-Faktor: KINT 22
4.3.3 Grenzwert für Integralsumme: KILIM 22
4.3.4 Vorsteuerung für Geschwindigkeit: FFVEL 22
4.3.5 Vorsteuerung der Beschleunigung: FFACC 23
4.3.6 Abtastzeit für PID-Regler: TIMER 23
4.3.7 PID-Bandbreite 23
4.4 Schrittweise Optimierung der Reglereinstellungen
4.4.1 Zehn Schritte zur optimalen Regelung 23
5 Installation der Anwendung
5.1 Herunterladen von Anwendungsprogramm und -konfiguration
5.2 Sichern und Wiederherstellen
5.3 Anschluss und Betrieb mehrerer Frequenzumrichter
6 Allgemeine technische Daten
21
22
23
26
26
26
27
28
6.1 Schutz und Funktionen
6.2 Technische Daten
6.3 Überblick Versorgungsspannung
7 Fehlersuche und -behebung
7.1 Warnungen und Fehlermeldungen
7.2 APOSS-Software-Meldungen
8 Appendix
8.1 Parameterlisten
8.1.1 Anwendungsparameter, Parametergruppe 19-** 39
8.1.2 MCO-Grundeinstellungen, Parametergruppe 32-** 40
8.1.3 Erweiterte MCO-Einstellungen, Parametergruppe 33-** 43
8.1.4 MCO-Datenanzeige, Parametergruppe 34-** 48
Index
28
28
30
31
31
37
38
38
50
2 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 3

Einführung Produkthandbuch MCO 305
1 Einführung
1.1 Verfügbare Literatur fürVLT
AutomationDrive FC 300, MCO 305 und
MCT 10 Motion Control Tool
- Das Projektierungshandbuch MCO 305 enthält alle
technischen Informationen zur Optionskarte sowie
Informationen zur kundenspezifischen Anpassung
und Anwendung.
-
Die Befehlsreferenz MCO 305 ergänzt das Projektie-
rungshandbuch MCO 305 um eine detaillierte
Beschreibung aller verfügbaren Befehle zur
Programmierung des MCO 305.
- Das Produkthandbuch VLT AutomationDrive FC 300
liefert die erforderlichen Informationen für die
Inbetriebnahme und den Betrieb des .
- Das Programmierhandbuch VLT AutomationDrive FC
300 enthält vollständige Beschreibungen der
Parameter des .
- Das Projektierungshandbuch VLT AutomationDrive
FC 300 enthält alle technischen Informationen zum
sowie Informationen zur kundenspezifischen
Anpassung und Anwendung.
- Das Produkthandbuch zum Profibus VLT
AutomationDrive FC 300 enthält Informationen zum
Steuern, Überwachen und Programmieren des
Frequenzumrichters über einen Profibus-Feldbus.
- Das Produkthandbuch zu VLT AutomationDrive FC
300 DeviceNet enthält Informationen zur Steuerung,
Überwachung und Programmierung des Frequenzumrichters über einen DeviceNet-Feldbus.
- Das Produkthandbuch zum VLT AutomationDrive FC
300 MCT- 10 enthält Informationen zur Installation
und Verwendung der Software auf einem PC.
Technische Literatur von Danfoss Drives ist ebenfalls unter
www.danfoss.com/drives verfügbar.
1.2 Symbole und Vereinbarungen
Symbole
Die folgenden Symbole werden in diesem Handbuch
verwendet.
VORSICHT
Kennzeichnet eine potenzielle Gefahrensituation, die, wenn
sie nicht vermieden wird, zu geringfügigeren Verletzungen
führen kann. Das Signalwort wird ebenfalls verwendet, um
vor unsicheren Verfahren zu warnen.
VORSICHT
Kennzeichnet eine Situation, die zu Unfällen nur mit Geräteoder Sachschäden führen kann.
HINWEIS
Kennzeichnet hervorgehobene Informationen, die mit
Aufmerksamkeit behandelt werden müssen, um Fehler oder
den Betrieb von Geräten mit suboptimaler Leistung zu
vermeiden.
Zulassungen
Vereinbarungen
Die Informationen in diesem Handbuch richten sich so weit
wie möglich nach folgendem System und folgenden
typographischen Merkmalen:
Menüs und Funktionen
Menüs und Funktionen sind kursiv gedruckt, Bsp.: Controller
→
Parameter.
Befehle und Parameter
Befehle und Parameterbezeichnungen werden in
Großbuchstaben geschrieben, Bsp.: AXEND und KPROP;
Parameter sind kursiv gedruckt, Bsp.: Proportionalitätsfaktor.
Parameteroptionen
Zu verwendende Werte für die Auswahl der Parameteroptionen werden in Klammern gesetzt, Bsp.: [3].
1 1
WARNUNG
Kennzeichnet eine potenzielle Gefahrensituation, die, wenn
sie nicht vermieden wird, zum Tod oder schweren Verletzungen führen könnte.
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 3
Tasten
Die Bezeichnungen von Tasten und Funktionstasten werden
in Klammern gesetzt, z. B. die Steuerungstaste [Cntl]-Taste
oder einfach [Cntl], die [Esc]- oder die [F1]-Taste.
Page 4

1
Einführung Produkthandbuch MCO 305
1.3 Abkürzungen
Automatische Motoranpassung AMA
Gleichstrom DC
Frequenzumrichter FU
LCP Bedieneinheit LCP
Master-Gerät MG
Millisekunde ms
Minute min.
MCO-Option MCO
Motion Control Tool MCT
Parameter Par.
Schutzkleinspannung (Protective Extra Low Voltage) PELV
Positionsregelkreis PID
Impulse pro Umdrehung (Pulses per Revolution) PPR
Quadcounts qc
Umdrehungen pro Minute UPM
Sekunde Sek.
Öffner (Switch normally closed) nc
Schließer (Switch normally open) no
Benutzereinheit BE
Volt V
4 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 5

Sicherheitshinweise und all... Produkthandbuch MCO 305
2
2.1 Warnung vor Hochspannung
MCO 305
Produkthandbuch
Software-Version: 5.xx
Dieses Produkthandbuch gilt für die Optionskarte MCO 305
mit allen FC 300-Frequenzumrichtern mit Software-Version 5.xx oder neuer.
Die Software-Versionsnummer kann für den in 15-43 Software Version und für den MCO 305 in 15-61 Option SW Version eingesehen werden.
2
2.1.1 Warnung vor Hochspannung
Wenn der Frequenzumrichter an die Netzversorgung
angeschlossen ist, steht der VLT AutomationDrive FC 300
unter einer gefährlichen Spannung. Unsachgemäße
Montage des Motors oder VLT AutomationDrive FC 300 kann
Schäden am Gerät sowie schwere Personenschäden oder
sogar tödliche Verletzungen verursachen. Halten Sie daher
unbedingt die Anweisungen in diesem Handbuch sowie die
lokalen und nationalen Sicherheitsvorschriften ein. Wenden
Sie sich bei Höhen über 2 km bitte an Danfoss Drives, um
Informationen zur PELV (Schutzkleinspannung) zu erhalten.
2.2 Sicherheitshinweise
- Stellen Sie sicher, dass der VLT AutomationDrive FC
300 korrekt geerdet ist.
- Die Stecker für die Motor- und Netzversorgung
dürfen nicht entfernt werden, wenn der VLT
AutomationDrive FC 300 an die Netzspannung
angeschlossen ist.
- Schützen Sie Benutzer gegen Versorgungsspannung.
- Schützen Sie den Motor gegen Überlastung gemäß
nationalen und lokalen Vorschriften.
- Motor-Überlastschutz ist in den Werkseinstellungen nicht enthalten. Um diese Funktion
hinzuzufügen, stellen Sie Par. 1-90 Thermischer
Motorschutz auf den Wert ETR-Abschaltung oder
ETR-Warnung ein. Für den nordamerikanischen
Markt:
- Die ETR-Funktionen beinhalten Motorüberlastungsschutz der Klasse 20 gemäß NEC.
- Der Erdableitstrom übersteigt 3,5 mA.
- Die [OFF]-Taste ist kein Sicherheitsschalter. Sie
trennt den VLT AutomationDrive FC 300 nicht vom
Stromnetz.
2.3 Bevor Sie Reparaturarbeiten ausführen
1. Trennen Sie den VLT AutomationDrive FC 300 vom
Stromnetz.
2. Trennen Sie die DC-Zwischenkreisklemmen 88 und
89.
3. Mindestens 4 Minuten warten.
4. Ziehen Sie die Motorstecker ab.
2.4 Unerwarteten Anlauf vermeiden
Während der VLT AutomationDrive FC 300 an das Stromnetz
angeschlossen ist, kann der Motor über digitale Befehle,
Busbefehle, Sollwerte oder über das LCP gestartet/gestoppt
werden.
- Trennen Sie den VLT AutomationDrive FC 300 vom
Stromnetz, wenn ein ungewollter Start aus
Gründen des Personenschutzes verhindert werden
soll.
- Um einen unerwarteten Anlauf zu vermeiden,
betätigen Sie stets die [OFF]-Taste, bevor Sie
Parameter ändern.
- Sofern Klemme 37 (sicherer Stopp) nicht
abgeschaltet ist, kann ein elektronischer Fehler,
eine vorübergehende Überlast, ein Fehler in der
Netzversorgung oder ein Verlust des Motoranschlusses bewirken, dass ein gestoppter Motor
startet.
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 5
Page 6

2
Sicherheitshinweise und all... Produkthandbuch MCO 305
2.5 Sicherer Stopp des FC 302
Der FC 302 ist für Installationen mit der Sicherheitsfunktion
„Ungesteuertes Stillsetzen durch Spannungsabschaltung" (nach
Normentwurf IEC 61800-5-2) oder Stoppkategorie 0 (nach EN
60204-1) vorbereitet und abgenommen worden. Er ist für die
Anforderungen der Sicherheitskategorie 3 in EN 954/PLd
gemäß ISO 13849-1 ausgelegt und als dafür geeignet
zugelassen. Diese Funktion wird als „Sicherer Stopp“
bezeichnet.
Zur Installation und zum Gebrauch der Funktion „Sicherer
Stopp“ gemäß den Anforderungen von Sicherheitskategorie
3 in EN 954-1/PLd gemäß ISO 13849-1 müssen die
zugehörigen Informationen und Anweisungen des Projektierungshandbuchs VLT AutomationDrive FC 300 MG.33.BX.YY
befolgt werden! Die Informationen und Anweisungen des
Produkthandbuchs reichen zum richtigen und sicheren
Gebrauch der Funktion „Sicherer Stopp“ nicht aus.
2.6 Allgemeine Warnung
WARNUNG
Das Berühren spannungsführender Teile – auch nach der
Trennung vom Netz – ist lebensgefährlich. Achten Sie darauf,
dass alle Spannungseingänge, wie z. B. die Zwischenkreiskopplung (Zusammenschalten von GleichstromZwischenkreisen) sowie der Motoranschluss (z. B. bei
kinetischem Speicher), galvanisch getrennt sind.
Verwendung des VLT AutomationDrive FC 300 (mit und
unter 7,5 kW):
mindestens xx Minuten warten.
xx = Die Wartezeit bei Verwendung des VLT
AutomationDrive FC 300 ist bei verschiedenen Größen
unterschiedlich: Siehe Dauer der Wartezeit xx im Produk-
thandbuch des VLT AutomationDrive FC 300, MG.33.AX.YY.
6 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 7

Installieren Produkthandbuch MCO 305
3
3Installieren
Manuelle Initialisierung
3.1 Erste Schritte
Siehe Produkthandbuch VLT AutomationDrive FC 300 für
Anweisungen zur korrekten Installation des VLT
AutomationDrive FC 300. Diese Anweisungen gelten auch
für die Installation des MCO 305.
3.1.1 Initialisierung der Werkseinstellung
Die Werkseinstellungen des Frequenzumrichters können auf
zwei Arten initialisiert werden:
Empfohlene Initialisierung (über 14-22 Operation Mode)
1. Auswahl 14-22 Operation Mode
2. [OK] drücken.
3. „Initialisierung“ auswählen.
4. [OK] drücken.
5. Trennen Sie die Netzversorgung und warten Sie,
bis das Display abschaltet.
6. Schalten Sie die Netzversorgung wieder ein – der
ist nun zurückgesetzt.
1. Netzversorgung trennen und warten, bis das
2. Gleichzeitig [Status] – [Main Menu] – [OK] drücken:
3. Netzversorgung wieder einschalten und dabei die
4. Nach ca. 5 s die Tasten loslassen.
5. Der ist jetzt auf die Werkseinstellung zurück-
HINWEIS
Bei einer manuellen Initialisierung werden auch die Einstellungen der seriellen Kommunikation und der Fehlerspeicher
zurückgesetzt. Alle MCO 305-Programme und Arrays werden
gelöscht!
Mit diesem Verfahren wird alles initialisiert außer:
15-00 Operating Hours
15-03 Power Up's
15-04 Over Temp's
15-05 Over Volt's
Display abschaltet.
Tasten weiterhin gedrückt halten.
gesetzt.
3
HINWEIS
MCO 305-Programme und Arrays sind nicht betroffen.
14-22 Operation Mode initialisiert alles außer:
14-50 RFI Filter
8-30 Protocol
8-31 Address
8-32 FC Port Baud Rate
8-35 Minimum Response Delay
8-36 Max Response Delay
8-37 Max Inter-Char Delay
15-00 - 15-05 Betriebsdaten
15-20 - 15-22 Protokoll
15-30 - 15-32 Fehlerspeicher
33-90 X62 MCO CAN node ID
33-91 X62 MCO CAN baud rate
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 7
Page 8

Installieren Produkthandbuch MCO 305
3.2 Systemüberblick
3
Dies ist nur dann relevant, wenn der MCO 305 als Option für
die Aufrüstung eines vorhandenen VLT AutomationDrive FC
300 mitgeliefert wird. Bei Bestellung mit dem ist der MCO
305 werkseitig vorinstalliert. Zur Nachmontage muss ein
Nachmontagesatz erworben werden.
Es gibt verschiedene Nachmontagesätze für verschiedene
Rahmen. Der MCO 305 sollte in Steckplatz C0 verwendet
werden, kann aber auch mit einer anderen Option in
Steckplatz C1 kombiniert werden.
Nachmontagesatz je nach Rahmen Bestellnr.
Buchformat
A2 und A3 (40 mm für eine C-Option) 130B7530
A2 und A3 (60 mm für Option C0 + C1) 130B7531
B3 (40 mm für eine C-Option) 130B1413
B3 (60 mm für Option C0 + C1) 130B1414
Kompakt
A5 130B7532
B, C, D, E und F (außer B3) 130B7533
Nicht den kleinen Lüfter für B4, C3, C4, D, E und F montieren
Abbildung 3.1 Buchformat – A2, A3, B3
8 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 9

Installieren Produkthandbuch MCO 305
3
3
Abbildung 3.2 Kompakt – A5, B (außer B3), C, D, E, F
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 9
Page 10
Installieren Produkthandbuch MCO 305
3
3.2.1 Elektrische Installation
Alle Steuerkabel müssen abgeschirmt sein, und die
Abschirmung muss beidseitig mit der Masse verbunden sein.
Um Störungen zu vermeiden, müssen unbedingt die
richtigen Drehgeber-Kabel verwendet werden. Befolgen Sie
immer die Anweisungen des Drehgeber-Lieferanten. Siehe
auch Projektierungshandbuch VLT AutomationDrive FC 300
(MG.33.AX.YY) für weitere Informationen zur EMV-konformen
Kabelinstallation.
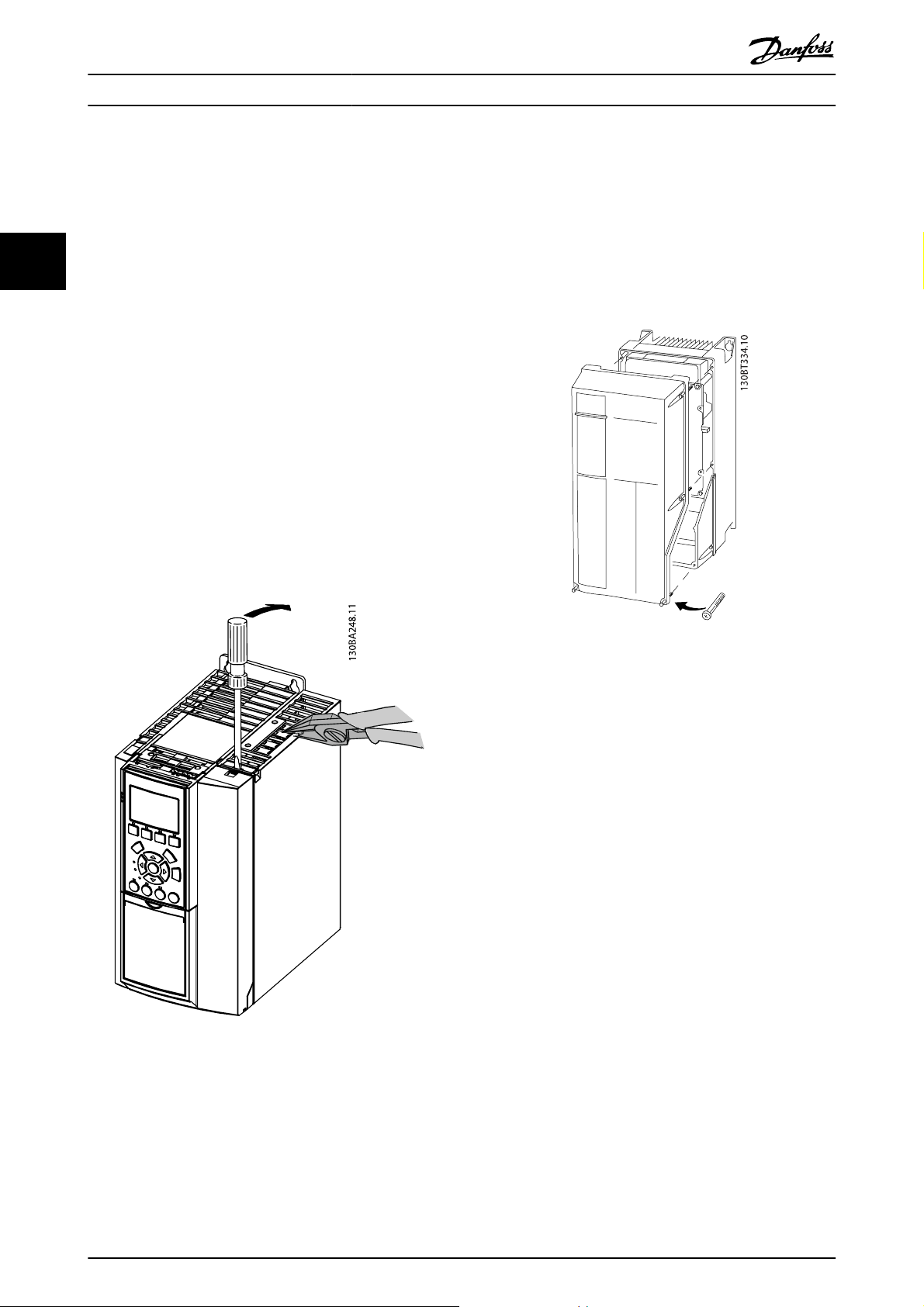
3.2.2 MCO 305 Steuerklemmen
Baugröße A2 und A3:
Drehgeber und I/O-Klemme befinden sich hinter der
Abdeckung der C-Optionsklemme, siehe Abbildung 3.3.
MCO CAN-Busklemmen und Fehlerbehebungsklemmen
(RS485) befinden sich oben auf der C-Option-Abdeckung.
Sollen diese Anschlüsse verwendet werden, schneiden Sie
die Kunststoffteile über den Anschlüssen aus und bringen
Sie die Kabelentlastung an.
Baugröße A5, B1 und B2:
Alle Klemmen des MCO 305 befinden sich neben der VLT
AutomationDrive FC 300-Steuerkarte. Entfernen Sie die
Vorderabdeckung, um Zugriff zu erhalten, siehe Abbildung.
Die MCO 305-Steuerklemmen sind Anschlussstecker mit
Schraubklemmen; die Klemmenblöcke sind doppelt
vorhanden, um die Verwendung des gleichen MCO 305 bei
allen Baugrößen zu ermöglichen. Siehe Abbildung 3.5 zur
Position der Klemmenblöcke:
Abbildung 3.3 Position von Drehgeber und I/O-Klemmen
Abbildung 3.4 Entfernen der Vorderabdeckung
10 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 11

Installieren Produkthandbuch MCO 305
3
MCO-Steuerklemmen sind Anschlussstecker mit Schraubklemmen. Die Klemmen X55, X56, X57, X58 und X59 sind
doppelt vorhanden, damit sie für beide Baugrößen
(Buchformat und kompakt) verwendet werden können.
X55 = Drehgeber 2
X56 = Drehgeber 1
X57 = Digitaleingänge
X58 = 24-V-DC-Versorgung
X59 = Digitalausgänge
X62 = MCO CAN-Bus
X60 = Fehlerbehebungsanschlüsse (RS-485)
3.2.3 Überblick Klemmen
Klemmenbl
ock
X55
Klemmenbl
ock
X56
Klemmennummer Bezeichnung Drehgeber 2
(Istwert)
1 + 24-V-Versorgung
2 + 8-V-Versorgung
3 + 5-V-Versorgung
4GND
5A
6A nicht
7B
8B nicht
9 Z / Takt
10 Z nicht / Takt nicht
11 DATEN
12 DATEN nicht
Klemmennummer Bezeichnung Drehgeber 1
(Master)
1 + 24-V-Versorgung
2N.v.
3 + 5-V-Versorgung
4GND
5A
6A nicht
7B
8B nicht
9 Z / Takt
10 Z nicht / Takt nicht
11 DATEN
12 DATEN nicht
3
Abbildung 3.5 Position der Klemmenblöcke
Klemmenblock 1 wird zusammen mit Geräten im Buchformat
und Klemmenblock 2 mit kompakten Geräten verwendet.
Klemmenbl
ock
X57
Klemmenbl
ock
X58
Klemmennummer Bezeichnung Digitaleingänge
1 Digitaleingang
2 Digitaleingang
3 Digitaleingang
4 Digitaleingang
5 Digitaleingang
6 Digitaleingang
7 Digitaleingang
8 Digitaleingang
9 Digitaleingang
10 Digitaleingang
Klemmennummer Bezeichnung Versorgung
1 + 24-V-Versorgung
2GND
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 11
Page 12

Installieren Produkthandbuch MCO 305
3
Klemmenbl
ock
X59
Klemmenbl
ock
X60
Klemmenbl
ock
X62
Klemmennummer Bezeichnung Digitalausgänge
1 Digitalausgang/-eingang
2 Digitalausgang/-eingang
3 Digitalausgang
4 Digitalausgang
5 Digitalausgang
6 Digitalausgang
7 Digitalausgang
8 Digitalausgang
Klemmennummer MCO Fehlerbehebung (RS485)
1
CS
62 RxD/TxD – P
63 RxD/TxD – N
66 OV
67 +5 V
1
CS ist hoch, wenn Übertragungen aktiv sind
Klemmennummer MCO-CAN-Bus
1N.v.
2CAN_L
3DRAIN
4CAN_H
5N.v.
Reglerauswahl
Abbildung 3.7 5-V-Inkrementalgeber (RS-422) Versorgt durch eine
externe Stromversorgung
Abbildung 3.8 24-V-Absolutwertgeber (SSI) Versorgt durch MCO
305
3.2.4 Beispiele für Drehgeber-Anschlüsse
Abbildung 3.6 5-V-Inkrementalgeber (RS-422) Versorgt durch MCO
305
Abbildung 3.9 24-V-Absolutwertgeber (SSI) Versorgt durch eine
externe Stromversorgung
HINWEIS
Stellen Sie bei Verwendung einer externen Stromversorgung
sicher, dass zwischen GND auf der externen Stromversorgung und den Drehgeber-Anschlüssen (4) dasselbe
Potential herrscht. Dadurch sollen Störungen des Gleichtakts
vermieden werden.
12 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 13

Installieren Produkthandbuch MCO 305
3
3.2.5 Verbindung zum virtuellen Master
Wenn mehr als zwei MCO 305-Master-Drehgeberschnittstellen verschaltet sind, muss der Abschluss an beiden BusSeiten eingeschaltet sein (32-40 Encoder Termination = ON).
Der Abschluss in allen anderen MCOs muss ausgeschaltet
sein (32-40 Encoder Termination = OFF).
3
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 13
Page 14

3
Installieren Produkthandbuch MCO 305
3.3 Anweisungen zur Inbetriebnahme
Diese Richtlinie beschreibt nur die Basiskonfiguration und
Optimierung des MCO 305. Vor der Inbetriebnahme müssen
die folgenden Schritte ausgeführt werden.
1. Basisinbetriebnahme des VLT AutomationDrive FC
300.
HINWEIS
Der VLT AutomationDrive FC 300 muss vor der
Inbetriebnahme des MCO 305 optimiert werden und
absolute Kontrolle über den Motor und die Anwendung
haben. Richtlinien dafür siehe Produkthandbuch VLT
AutomationDrive FC 300 (MG.33.AX.XX).
2. Die PC-Softwaretools installieren ().
3. Die Kommunikation zwischen dem PC und dem
VLT AutomationDrive FC 300 anhand einer USBVerbindung, oder PROFIBUS DPV1 herstellen.
Führen Sie dann folgende Schritte zur Konfiguration und
Optimierung des MCO 305 aus.
1. Die Basisparameter des MCO 305 (Gruppe 32-**
und 33-**) einstellen.
2. Den/die Drehgeber anschließen und testen.
3. PID-Regler optimieren.
HINWEIS
Wenn der VLT AutomationDrive FC 300 nicht bereit ist,
erscheint gleich nach Netz-Ein der Fehler 113. Der VLT
AutomationDrive FC 300 befindet sich im Zustand „Nicht
bereit“, wenn
- ein Alarm vorliegt
- er sich im Hand-Betrieb, [Hand on]-Taste befindet
- der lokale LCP-Stopp aktiviert ist, [OFF]-Taste
- am Eingang 37 „Sicherer Stopp“ kein Signal anliegt
(nur FC 302).
Der Fehler 113 kann nur mit dem Befehl ERRCLR oder mit
ABBRECHEN [Esc] in der PC-Software und nur dann zurückgesetzt werden, wenn sich der VLT AutomationDrive FC 300
im Zustand „Bereit“ befindet, also keiner der oben
genannten Fälle vorliegt. Die Überwachungsfunktion des
VLT AutomationDrive FC 300 kann durch Auswahl von [0] in
33-82 Drive Status Monitoring ausgeschaltet werden.
Lesen Sie die Sicherheitshinweise, bevor Sie den installieren.
3.4 Grundeinstellungen MCO-Parameter
Die folgenden Parameter müssen immer überprüft und ggf.
angepasst werden. Je nach Anforderungen der Anwendung
kann es erforderlich sein, weitere Parameter ebenfalls
anzupassen.
Verwenden sie für die anderen Parameter zuerst die
Werkseinstellungen und optimieren Sie dann den Regler zu
einem späteren Zeitpunkt bei einem Testlauf.
Der unterstützt Sie bei der Einstellung der Parameter in LCP.
Für nähere Informationen zu den Parametern siehe
8 Appendix.
3.4.1 Einstellen der Drehgeber-Parameter
Definieren Sie den Typ des verwendeten Istwertdrehgebers
in Parametergruppe 32-0*.
Standardmäßige Einstellungen:
32-0* Drehgeber 2 – Istwert Standard
32-00 Incremental Signal Type [1] RS422
32-01 Incremental Resolution 1024
32-02 Absolute Protocol [0] Keine
32-03 Absolute Resolution 8192
32-05 Absolute Encoder Data Length 25
32-06 Absolute Encoder Clock Frequency 262000
32-07 Absolute Encoder Clock Generation [1] Ein
32-08 Absolute Encoder Cable Length 0
32-09 Encoder Monitoring [0] Aus
Für CAN-Drehgeber
32-14 Enc.2 node ID 127
32-15 Enc.2 CAN guard [0] Aus
33-91 X62 MCO CAN baud rate [20] 125 Kbps
3.4.2 Einstellung der Parameter für den
- Wählen Sie in 32-00 Incremental Signal Type die
- Stellen Sie in 32-01 Incremental Resolution die
- Stellen Sie in 32-14 Enc.2 node ID die CAN-ID des
- Aktivieren oder deaktivieren Sie die Führung in
- Stellen Sie in 33-91 X62 MCO CAN baud rate die
Die folgenden Parameter sind nur zur Synchronisierung von
Anwendung bei Verwendung eines Master-Drehgebersignals
relevant. Standardmäßige Einstellungen:
CANOpen-Istwert-Drehgeber
Einstellung [3] „CAN-Drehgeber“.
Auflösung des Drehgebers ein.
Drehgebers ein.
32-15 Enc.2 CAN guard-
CAN-Bus-Baudrate ein.
14 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 15

Installieren Produkthandbuch MCO 305
3
32-3* Drehgeber 1 – Master
32-30 Incremental Signal Type [1] RS422
32-31 Incremental Resolution 1024
32-32 Absolute Protocol [0] Keine
32-33 Absolute Resolution 8192
32-35 Absolute Encoder Data Length 25
32-36 Absolute Encoder Clock Frequency 262000
32-37 Absolute Encoder Clock Generation [1] Ein
32-38 Absolute Encoder Cable Length 0
32-39 Encoder Monitoring [0] Aus
32-40 Encoder Termination [1] Ein
Für CAN-Drehgeber
32-44 Enc.1 node ID 127
32-45 Enc.1 CAN guard [0] Aus
33-91 X62 MCO CAN baud rate [20] 125 Kbps
3.4.3 Einstellung der Parameter für den
CANopen-Master-Drehgeber
- Wählen Sie in 32-30 Incremental Signal Type die
Einstellung [3] „CAN-Drehgeber“.
- Stellen Sie in 32-31 Incremental Resolution die
Auflösung des Drehgebers ein.
- Stellen Sie in 32-44 Enc.1 node ID die CAN-ID des
Drehgebers ein.
- Aktivieren oder deaktivieren Sie die Führung in
32-45 Enc.1 CAN guard.
- Stellen Sie in 33-91 X62 MCO CAN baud rate die
CAN-Bus-Baudrate ein.
3.4.4 Einstellen der
Geschwindigkeitsparameter
Definieren Sie die 32-80 Maximum Velocity (Encoder), die
Maximale Geschwindigkeit der Welle, an der der Drehgeber
befestigt in UPM.
HINWEIS
Für Synchronisierungsanwendungen müssen die Einstellungen des folgenden Frequenzumrichters mindestens die
maximale Geschwindigkeit des Masters haben, damit sie
synchronisiert werden können. Für die Positionssynchronisierung muss sie sogar höher sein, damit der folgende
Frequenzumrichter die verlorene Position in Bezug auf den
Master aufholen kann. Alle Geschwindigkeitsbefehle (VEL,
CVEL) sind mit diesem Wert verbunden.
Definieren Sie 32-81 Shortest Ramp. Dies ist die Dauer von 0
auf die maximale Geschwindigkeit und von der maximalen
Geschwindigkeit auf 0. Alle Beschleunigungs- und Verzögerungsbefehle (ACC, DEC) sind mit diesem Wert verbunden.
3.4.5 Einstellung der ReferenzpunktParameter
Eine Referenzpunktfahrt ist in Standard-Synchronisierungsanwendungen und Anwendungen mit Absolutwertgeber
nicht erforderlich. Bei der Verwendung eines Inkrementalgebers muss der Regler nach dem Einschalten zum
Referenzpunkt gefahren werden. Während dieses Vorgangs
legt der Referenzschalter die Nullposition und die
Funktionen des VLT AutomationDrive FC 300 während einer
Referenzpunktfahrt fest: Der Eingang hängt von der
Anwendung ab. Definieren Sie 33-03 Velocity of Home Motion:
Die Referenzpunkt-Drehzahl wird in % in Relation zur
maximalen Drehzahl des eingegeben.
33-0* Ref.punktbeweg. Standard
33-00 Force HOME [0] nicht
erzwungen
33-01 Zero Point Offset from Home Pos. 0
33-02 Ramp for Home Motion 10
33-03 Velocity of Home Motion 10
33-04 Behaviour during HomeMotion [0] Rückwärts +
Index
3
32-8* Geschwindigkeit und Beschleunigung Standard
32-80 Maximum Velocity (Encoder) 1500
32-81 Shortest Ramp 1.000
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 15
Page 16

Installieren Produkthandbuch MCO 305
3
3.4.6 Einstellung der
Synchronisierungsparameter
Folgende Parameter sind nur für Synchronisierungsanwendungen relevant:
33-10 Sync Factor Master
•
33-11 Sync Factor Slave
•
Die Synchronisierungsfaktoren Master und Slave müssen
entsprechend der Getriebeübersetzung zwischen Masterund Slave-Drehgeber eingestellt werden.
Beispiel:
Beide Drehgeber haben 1024 PPR, Master läuft
mit 305 UPM, und Slave muss mit 1220 UPM
laufen.
33-10 Sync Factor Master = 305 und
33-11 Sync Factor Slave = 1220
Alternative:
33-10 Sync Factor Master = 1
33-11 Sync Factor Slave = 4
Die folgenden Parameter sind nur bei einer Synchronisierung
mit Markierungskorrektur (SYNCM) relevant:
33-15 Marker Number for Master
•
33-16 Marker Number for Slave
•
Die Markierungsanzahl für Master und Slave muss
entsprechend dem Verhältnis der Anzahl von Markierungssignalen zwischen Master und Slave eingestellt werden. Ein
Verhältnis 1:1 bedeutet, dass jede Slavemarkierung mit jeder
Mastermarkierung abgestimmt wird. Ein Verhältnis von 2:1
bedeutet, dass jede Slavemarkierung mit jeder 2. Mastermarkierung abgestimmt wird.
33-17 Master Marker Distance
•
33-18 Slave Marker Distance
•
Bei der Verwendung des Drehgeber-Nullimpulses als Markierungssignal entspricht der Abstand zwischen zwei
Markierungen der Auflösung (qc) des Drehgebers.
Bei Verwendung externer Markierungssignale kann der
Markierungsabstand mithilfe der Programmabtastung
„Markierungsanzahl“ gemessen werden.
33-19 Master Marker Type
•
33-20 Slave Marker Type
•
Mastermarkierungssignal: Eingang 5
Slavemarkierungssignal: Eingang 6.
Der Markierungssignaltyp muss für Master und Slave
ausgewählt werden: Die Standardeinstellung [0] Drehgeber
Z positive Flanke für beide.
3.5 Anschließen und Testen des
Drehgebers / der Drehgeber
HINWEIS
Der Regler und der Motor müssen zu jeder Zeit mithilfe eines
NOT-AUS-Schalters abgeschaltet werden können.
Der Motor muss sich absolut frei drehen können, damit ein
plötzlicher Ruck keine Schäden hervorrufen kann.
HINWEIS
Jetzt wird der Drehgeber angeschlossen und getestet, wenn
noch nicht geschehen. Wenn es sich um einen Absolutwertgeber handelt, geben Sie unter 32-00 Incremental Signal
Type [0] und unter 32-02 Absolute Protocol den verwendeten
Drehgebertyp ein. Geben Sie dann unter 32-03 Absolute
Resolution die Auflösung ein.
33-1* Synchronisierung Standard
33-10 Sync Factor Master 1
33-11 Sync Factor Slave 1
33-15 Marker Number for Master 1
33-16 Marker Number for Slave 1
33-17 Master Marker Distance 4096
33-18 Slave Marker Distance 4096
33-19 Master Marker Type [0] Drehgeber
Position 0
33-20 Slave Marker Type [0] Drehgeber
Position 0
16 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
WARNUNG
Schalten Sie vor dem Anschluss des Drehgebers die Netzversorgung aus.
Alle Drehgeberkanäle (A, B, Z und D) werden auf Kurzschluss
sowie offenen Stromkreis überwacht. Der Zustand jedes
aktiven Kanals wird durch eine grüne LED angezeigt. Wenn
die LED eingeschaltet ist, ist der Kanal in Ordnung. Bei
Auswahl eines Inkrementalgebers wird die Aktivierung/
Deaktivierung der Kanäle je nach dem ausgewählten
Drehgebertyp (z. B. A, B und Z) überwacht. Außerdem wird
ein Alarm ausgelöst, wenn die Drehgeber-Überwachung in
32-09 Encoder Monitoring und 32-39 Encoder Monitoring
aktiviert wird.
Überprüfen Sie die Drehgeber-Anschlüsse anhand des
Testprogramms: Wählen sie die Datei „Enc-S.m“ über den
MCT 10.APOSS, damit die Datei automatisch geöffnet wird.
Page 17

Installieren Produkthandbuch MCO 305
3
3.5.1 Führen Sie das DrehgeberTestprogramm aus.
3.6 Einstellungen des PID-Reglers
Klicken Sie zum Start des Testprogramms im Menü
Entwicklung auf → Ausführen. Betreiben Sie den in Vorwärts-
richtung, z. B. im Hand-Betrieb – [Hand on]-Taste –, sodass
die Position positiv gezählt wird. Wenn die Position negativ
gezählt wird, vertauschen Sie die Kanäle A und B am
Drehgeber oder zwei Motorphasen. Wenn der Motor
manuell eingeschaltet wird (der Motor darf nicht
angeschlossen ein!), prüfen Sie, ob der Drehgeber funktioniert: Die Position wird im Kommunikationsfenster
durchgängig registriert. Bei einer vollen Umdrehung sollten
Sie den Wert der Auflösung des Drehgebers viermal erhalten,
d. h. 2000, wenn die Drehgeber-Zählung pro Umdrehung
500 beträgt.
3.5.2 Überprüfung des Master-Drehgebers
auf Synchronisierungsanwendungen
Ändern Sie zur Überprüfung des Master-Drehgebers das
Testprogramm: Ersetzen Sie den Befehl APOS in „Enc-S.m“
durch MAPOS und betreiben Sie den Master in Vorwärtsrichtung. Dann muss auch die Masterposition positiv
angegeben werden. Wenn die Position negativ gezählt wird,
vertauschen Sie die Kanäle A und B am Master-Drehgeber.
3.5.3 Ende der Drehgeber-Überprüfung
Beenden Sie den Drehgeber-Test mit der [Esc]-Taste und
schließen Sie das Programm mit „Datei schließen“. Ein
erfolgreicher Drehgeber-Test ist Voraussetzung für spätere
Betriebsstarts. Wiederholen Sie den Test, wenn weitere
Drehgeber verwendet werden.
Was tun, wenn ...?
... der Drehgeber nicht funktioniert?
Dies könnte an einer falschen Kabelinstallation liegen.
Messen Sie die Signale vom Drehgeber und vergleichen Sie
diese mit den in den technischen Daten angegebenen
Werten. Überprüfen Sie, ob die Verbindung den technischen
Daten entspricht.
... die Zählung abwärts geht?
Sollte die Anzeige bei Einsatz eines Inkrementalgebers
abwärts zählen, sind die Geberspuren A und B durch A/ und
B/ zu ersetzen. Wenn gar nicht gezählt wird, kontrollieren Sie
die Verdrahtung des Drehgebers.
Dies ist eine Schnellanleitung zur Einstellung des PIDReglers. Weitere Details sind im Kapitel „Optimierung des
PID-Reglers“ zu finden.
Die folgenden Grundeinstellungen können in den meisten
Anwendungen mit einem Drehgeber des Typs 1024 PPR
verwendet werden, der direkt an die Motorwelle
angeschlossen ist und einen Sollwert (3-03 Maximum
Reference) von 1500 UPM hat:
32-60 Proportional factor = 200
32-61 Derivative factor = 1000
32-62 Integral factor = 5
32-65 Velocity Feed-Forward = 10200
Die Geschwindigkeitsvorsteuerung (32-65 Velocity FeedForward) kann auch anhand der folgenden Formel berechnet
werden:
Geschwindigkeits- vor- steuerung
Dabei gilt:
- „envel“ ist die Drehgeber-Geschwindigkeit in UPM
bei maximalem Sollwert (3-03 Maximum Reference).
- „eres“ ist die Auflösung des Drehgebers
(Inkrementalgeber: eres = 32-01 Incremental
Resolution * 4.
Absolutwertgeber: eres = 32-03 Absolute
Resolution).
- “tsample” ist die Abtastdauer des PID-Reglers
(tsample = 32-69 Sampling Time for PID Control
außer beim SYNCV, wo tsample = 32-70 Scan Time
for Profile Generator).
Das Abtastprogramm „Vorsteuerungsberechnung“ führt die
oben angegebene Berechnung durch und stellt die
Parameter ein:
=
envel
62914560000
×
eres
×
tsample
3.6.1 Abtastprogramm: Berechnung der
Vorsteuerung
Dieses Programm berechnet die Grundeinstellungen der
Vorsteuerung der Geschwindigkeit und die PID-Einstellungen auf Basis der folgenden Eingänge: Drehgebertyp
(32-00 Incremental Signal Type und 32-02 Absolute Protocol),
Drehgeberauflösung (32-01 Incremental Resolution oder
32-03 Absolute Resolution), Drehgebergeschwindigkeit (Par.
19-00) und Bewegungstyp (Par. 19-00). Diese Parameter
müssen also vor dem Start der Berechnung eingestellt
werden.
3
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 17
Page 18

Installieren Produkthandbuch MCO 305
3
Das Programm führt bei der Einstellung von Eingang 1
folgende Schritte aus:
1. Überprüfung von Drehgebertyp und -auflösung
2. Berechnung der PID-Abtastzeit für eine ausreichende Auflösung
3. Überprüfung des Bewegungstyps und Auswahl der
Abtastdauer
4. Berechnung der Vorsteuerung
Parameter werden beim Einstellen von Eingang 2
aktualisiert.
Die aktualisierten Parameter können durch Einstellung von
Eingang 3 gespeichert werden.
Durch Einstellen von Eingang 4 wird eine neue Berechnung
aktiviert.
3.6.2 Einfluss auf die Regelschleife durch
Änderung von Parametern
Die Verstärkung der Regelschleife ändert sich, wenn ein oder
mehrere Parameter geändert werden: Maximaler Sollwert,
Drehgeber-Auflösung und Verzahnung zwischen Motor und
Drehgeber.
Bei Änderung dieser Parameter gelten folgende Regeln:
Erhöhter maximaler Sollwert = P- und D-Faktoren sowie
Vorsteuerung müssen verringert werden.
Höhere Drehgeber-Auflösung = P- und D-Faktoren sowie
Vorsteuerung müssen verringert werden.
Erhöhtes Verzahnungsverhältnis zwischen Motor und
Drehgeber (Drehgeber dreht sich langsamer) = P- und DFaktoren sowie Vorsteuerung müssen erhöht werden.
Beispiele 32-60 32-61 32-62 32-65
1024 PPR-Drehgeber direkt
an die Motorwelle
angeschlossen und
maximaler Sollwert 1500
UPM
4096 PPR-Drehgeber direkt
an die Motorwelle
angeschlossen und
maximaler Sollwert 1500
UPM
1024 PPR-Drehgeber hinter
einen 10:1-Getriebekasten
angeschlossen und
maximaler Sollwert 1500
UPM
1024 PPR-Drehgeber direkt
an die Motorwelle
angeschlossen und
maximaler Sollwert 3000
UPM
200 1000 5 10200
50 250 5 2550
2000 10000 5 102000
100 500 5 5100
Eine weitere Optimierung ist problemlos mit dem grafischen
Testlauf-Tool möglich, das im APOSS-Editor enthalten ist.
Voraussetzung dafür ist allerdings, dass sich der Motor / die
Anwendung bewegen kann.
3.7 Ausführen eines Testprogramms
Schließen Sie jetzt den Motor an den VLT AutomationDrive
FC 300 an und stellen Sie sicher, dass sich der Motor absolut
frei drehen kann.
HINWEIS
Der Motor muss über einen NOT-AUS-Schalter verfügen.
Wählen Sie die Datei „Move-S.m“ über den VLT
AutomationDrive FC 300.APOSS aus, damit diese
automatisch geöffnet wird.
Klicken Sie auf Entwicklung und starten Sie das
Testprogramm mit → Ausführen oder mit [F5].
Der Test ist erfolgreich, wenn sich der Motor langsam vor
und zurück bewegt und die Position 500 aufgezeichnet wird.
Beenden Sie den Test mit [Esc] und Schließen Sie die Datei.
Was tun, wenn ...?
....der Motor unkontrolliert startet oder stark vibriert?
HINWEIS
Schalten Sie den Motor sofort über den NOT-AUS-Schalter
ab, wenn er stark vibriert oder unkontrolliert startet.
... der Motor unkontrolliert startet, aber der vorherige
Drehgeber-Test erfolgreich war, dann 32-60 Proportional
factor absenken. (Siehe „Optimierung des PID-Reglers“.)
....sich der Motor nicht bewegt?
Wenn sich der Motor gar nicht bewegt, ist der Proportionalitätsfaktor des PID-Filters wahrscheinlich zu klein oder der
VLT AutomationDrive FC 300 wurde nicht aktiviert.
Überprüfen Sie die Aktivierung des VLT AutomationDrive FC
300 (Klemme 37 = 24 V) und überprüfen Sie, dass der VLT
AutomationDrive FC 300 nicht durch LCP gestoppt wurde.
Erhöhen Sie dann den 32-60 Proportional factor. (Siehe
4 Optimierung des PID-Reglers).
... der Motor stark vibriert?
Wenn der Motor vibriert, optimieren Sie den PID-Regler und
stellen Sie die anderen Parameter des Reglers ein: Verringern
Sie den 32-60 Proportional factor oder erhöhen Sie den
32-61 Derivative factor.
.
18 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 19

Installieren Produkthandbuch MCO 305
3
... „Tolerierter Positionsfehler überschritten“ angezeigt wird?
Wenn der aufgrund der Meldung „Tolerierter Positionsfehler
überschritten“ gestoppt wird, kann durch Vergleich der
Kurven der Soll- und Istwerte herausgefunden werden, ob
der sich in die falsche Richtung drehte. Überprüfen Sie die
Anschlüsse des Motors oder Drehgebers. Wenn die
Anschlüsse in Ordnung sind, muss der Par. 32-67 Maximaler
tolerierter Positionsfehler erhöht werden. (Siehe „Optimierung
des PID-Reglers“.)
3
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 19
Page 20

Optimierung des PID-Reglers Produkthandbuch MCO 305
4 Optimierung des PID-Reglers
HINWEIS
4.1 Regelung von Prozessarbeiten
Regelung von Prozessarbeiten
Die Regelungsparameter sind lastabhängig. Deshalb muss
der in der tatsächlichen Verwendungssituation optimiert
werden.
4
Der im Kapitel PC-Software-Schnittstelle erläuterte Testlauf in
der APOSS-Onlinehilfe kann zur Optimierung der Einstellungen des MCO 305-Reglers verwendet werden und
dadurch die Systemleistung verbessern. Dazu müssen Sie
nur einiges über die Regelungsfunktion des MCO 305 wissen:
Der APOSS-Positionsregler besteht aus zwei Teilen:
1. Der Sollwert-Generator interpretiert die
verschiedenen Positionierbefehle in APOSS und
erzeugt eine Serie von Sollwert-Positionen, die
schließlich mit der gewünschten Position endet.
Normalerweise haben alle Positionierungsprozesse
eine trapezförmige Geschwindigkeitskurve. Das
heißt, dass auf eine Phase konstanter Beschleunigung eine Phase konstanter Geschwindigkeit
und schließlich eine Phase konstanter Verzögerung
folgt, die schließlich an der gewünschten Zielposition endet.
2. Der PID-Regler empfängt die Sollwert-Positionen
vom Sollwert-Generator und berechnet
anschließend den Referenzwert der Motordrehzahl,
die zur Verfolgung der aktuellen Sollwert-Position
erforderlich ist. Durch Einstellung der PID-Reglerparameter kann direkt beeinflusst werden, inwieweit
und wie schnell einer Abweichung von einem
theoretisch eingestellten Pfad (wie in den Sollwertserien vorgegeben) entgegengewirkt werden soll.
Durch folgendes Verhalten wird angezeigt, dass die
Regelungsparameter nicht optimal eingestellt sind:
In Ausnahmefällen kann es nötig sein, die verschiedenen
Einstellungen der Regelungsparameter festzulegen, wenn
sich die Last während des Betriebs stark ändert, und sie in
aufeinander folgenden Anwendungsprogrammen
entsprechend dem Bewegungsprozess neu zu programmieren.
- vibriert
- ist laut
- Häufiges Auftreten von Positionsfehlern
- Ungenaue Regelung
20 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 21

Optimierung des PID-Reglers Produkthandbuch MCO 305
4
4.2 Bedeutung und Beeinflussung der Reglerparameter
Die PID-Regeleinheit des MCO 305-Bewegungsreglers überträgt die benötigte Ausgangsfrequenz über einen internen DrehzahlReferenzwert an den VLT AutomationDrive FC 300. Der Sollwert wird in regelmäßigen Abständen mit einem Intervall von einer
Millisekunde neu berechnet (das Intervall ist mithilfe des TIMER-Parameters programmierbar). Der MCO 305 ist standardmäßig
auf weiche, „universal passende“ Reglerparameter eingestellt.
4
AP ist die tatsächliche Position (berechnet aus der Geberrück-
führung) in qc (Quadcounts)
CP ist der aktuelle Positionssollwert in qc
CV ist der Geschwindigkeitssollwert in qc/ms (Positionsab-
weichung), der durch CP-AP berechnet wird
CA ist der Beschleunigungssollwert
Der PID-Filter arbeitet nach folgender Formel:
1 = FFVEL * (Sollwert Geschwindigkeit)
2 = FFACC * (Sollwert Beschleunigung)
3 = KPROP * (Positionsabweichung)
4 = KINT * (Summe aller vorherigen Positionsabweichungen)
(begrenzt durch KILIM)
5 = KDER * (Unterschied der Positionsabweichung)
6 = 3 + 4 + 5 (begrenzt durch BANDBREITE)
HINWEIS
Im SYNCV-Modus arbeitet der PID-Regler mit DrehzahlAbweichung statt Positionsabweichung. Die
Drehzahlabweichung wird durch CV-AV berechnet (AV ist die
tatsächliche Geschwindigkeit).
Der Regler im MCO 305 verwendet zwei Regelungsstrategien
gleichzeitig:
1. Eine Regelung ohne Rückführung zur
Vorsteuerung. Da der Ansynchronmotor an sich
schon eine gute Steuerungsleistung erbringt, ist
die Vorsteuerung in den meisten Anwendungen
ein sehr wichtiger Teil des Reglers. Der Vorteil einer
Vorsteuerung ist eine sehr schnelle und genaue
Reaktion auf Änderungen des Sollwerts.
2. Eine PID-Regelung (mit Rückführung). Der PIDRegler überwacht die Differenz zwischen der
Istposition und der Sollwertposition. Auf dieser
Basis berechnet er ein Regelungssignal zur
Minimierung der Positionsabweichung. So kann
der MCO Änderungen der Last oder der Reibung
ausgleichen. Der PID-Regler muss außerdem alle
Positionsabweichungen kompensieren, die durch
ungenaue Einstellung der Vorsteuerung verursacht
werden.
Kurzum: Die Vorsteuerung kümmert sich um Änderungen
des Sollwerts (besonders wichtig bei Synchronisierungsanwendungen), während der PID-Regler Änderungen der
Lastverhältnisse und Ungenauigkeiten der Vorsteuerung
ausgleicht.
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 21
Page 22

Optimierung des PID-Reglers Produkthandbuch MCO 305
Es kann ein Grenzwert für das vom I-Anteil des Reglers
4.3 PID-Faktoren
erzeugten Signals eingestellt werden (Anti-Windup).
4
Der 32-60 Proportional factor wird mit der Positionsabweichung multipliziert, und das Ergebnis wird zum
Regelungssignal addiert (der interne Sollwert des VLT
AutomationDrive FC 300). Da das berechnete Regelungssignal proportional zur Positionsabweichung (oder -fehler)
ist, wird diese Art der Regelung als Proportionalregelung
bezeichnet. Ein Proportionalregler verhält sich ähnlich wie
eine Feder – je weiter die Feder gespannt wird, desto größer
ist die von ihr erzeugte Gegenkraft.
Einfluss des Proportionalitätsfaktors:
KPROP zu klein große Positionsabweichung aufgrund
nicht kompensierbarer Last und Reibungsmoment
KPROP größer schnellere Reaktion, kleinere dauerhafte
Abweichung,, größere Übersteuerung,
geringere Dämpfung
KPROP zu groß starke Vibrationen, Instabilität
4.3.1 D-Wert für PID-Regelung
Der 32-61 Derivative factor wird mit dem D-Wert der Positionsabweichung (der „Geschwindigkeit“ der
Positionsabweichung) multipliziert, und das Ergebnis wird
dem Regelungssignal hinzugefügt. Das Verhalten der DSteuerung ähnelt dem eines Absorbers – je schneller der
Absorber erweitert wird, desto größer ist die von ihm
erzeugte Gegenkraft. Somit wird durch den D-Wert die
Dämpfung in Ihrem System vergrößert.
Einfluss des D-Werts:
KDER klein keine Auswirkungen
KDER größer bessere Dämpfung, geringere
Übersteuerung bei gleichzeitige Erhöhung
von KPROP: schnellere Reaktion auf die
Regelungsabweichung auf demselben
Vibrationsniveau
KDER zu groß starke Vibrationen, Instabilität
4.3.2 I-Faktor: KINT
Die Summe aller Fehler wird bei jeder Aktualisierung des
Regelungssignals berechnet. Der 32-62 Integral factor wird
dann mit der Summe aller Positionsfehler multipliziert und
dem Gesamtregelungssignal hinzugefügt.
Für den Fall, dass in Ihrer Anwendung stationäre Positionsfehler auftreten, sollten Sie sicherstellen, dass Sie den I-Anteil
des Reglers verwenden. Stationäre Fehler werden
ausgeglichen, wenn die Summe der Fehler mit der Zeit
ansteigt, bis das Regelungssignal schließlich der Last
entspricht.
Einfluss des I-Faktors:
KINT sehr klein stationäre Positionsabweichung wird nur
sehr langsam auf Null geregelt
KINT größer schnellere Regelung der stationären Positi-
onsabweichung auf Null, größere
Übersteuerung
KINT zu groß starke Vibrationen, Instabilität
4.3.3 Grenzwert für Integralsumme: KILIM
Der 32-63 Limit Value for Integral Sum stellt den Grenzwert
des vom I-Anteil des Reglers erstellten Regelungssignals ein.
So wird das so genannte „Windup“-Problem vermieden, das
typischerweise in Anwendungen auftritt, in dem das Gesamtregelungssignal (der interne Drehzahl-Sollwert) an seine
Grenzen gelangt.
Diese Funktion ist auch in Anwendungen sehr hilfreich, in
denen die Versorgung des Motors aus- und eingeschaltet
wird, während die Optionskarte den VLT AutomationDrive
FC 300 regelt. Das Ausschalten der Motorversorgung (indem
Klemme 27 abgeschaltet wird) während einer geringen
Positionierungsabweichung im Regler könnte zur Erzeugung
eines sehr großen Regelungssignals führen, sobald die
Versorgung wieder eingeschaltet wird.
4.3.4 Vorsteuerung für Geschwindigkeit:
FFVEL
Die 32-65 Velocity Feed-Forward ist ein Skalierungsfaktor, der
mit dem D-Wert der Sollwertposition (der Geschwindigkeit
des Sollwerts) multipliziert wird. Das Ergebnis wird zum
Gesamtregelungssignal addiert. Diese Funktion ist besonders
in Anwendungen mit guter Korrelation zwischen dem
Regelungssignal (dem Drehzahl-Sollwert des VLT
AutomationDrive FC 300) und der Motordrehzahl hilfreich.
Dies ist bei den meisten Anwendungen der Fall.
HINWEIS
Die Skalierung der FFVEL-Parameter hängt von den
korrekten Einstellungen des Maximalen Sollwerts
(3-03 Maximum Reference) sowie der 32-80 Maximum Velocity
(Encoder) und der 32-01 Incremental Resolution ab.
22 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 23

Optimierung des PID-Reglers Produkthandbuch MCO 305
4
4.3.5 Vorsteuerung der Beschleunigung:
FFACC
Die 32-66 Acceleration Feed-Forward wird mit der zweiten
Ableitung des Sollwert-Position (der Beschleunigung des
Sollwerts) multipliziert, und das Ergebnis wird dem
Regelungssignal hinzugefügt. Diese Funktion sollte zum
Ausgleich des für die Beschleunigung/Verzögerung der
Systemträgheit verwendeten Drehmoments verwendet
werden.
HINWEIS
Die Skalierung des Faktors für die Vorsteuerung der Beschleu-
nigung hängt von den Einstellungen der Kürzesten Rampe ab.
Erhöhen Sie 32-66 Acceleration Feed-Forward entsprechend
bei der Senkung von 32-81 Shortest Ramp und umgekehrt.
4.3.6 Abtastzeit für PID-Regler: TIMER
Verlangsamen Sie bei besonders langsamen Anwendungen
das gesamte Regelungssystem, indem Sie Vielfache von 1 ms
als Abtastzeit eingeben. Wichtig: Solche Änderungen
beeinflussen alle Regelungsparameter!
Deshalb sollte in 32-69 Sampling Time for PID Control
normalerweise nicht von dem Wert 1 ms abgewichen
werden.
4.3.7 PID-Bandbreite
- „Steife“ Achse: Die schnellstmögliche Reaktion wird
hauptsächlich vom Proportionalitätsfaktor
beeinflusst. Sie können die Ergebnisse auf der Basis
der Geschwindigkeitskurve bewerten.
- Eine Dämpfung der Vibrationen wird hauptsächlich
vom abgeleiteten Wert beeinflusst. Die Ergebnisse
können in der Geschwindigkeitskurve bewertet
werden.
- Temporäre (statische) Abweichungen der Position
werden hauptsächlich durch den Integralfaktor
verringert und können am besten anhand der
Positionierungskurve beurteilt werden.
Für beste Ergebnisse sollten die Funktionen im Einstellungsoszilloskop dafür verwendet werden. Mit diesen kann der
PID-Regler auf Basis der Kurven der Soll- und Istkurven
bewertet und optimiert werden.
Allerdings wird empfohlen, nur einen Wert zur selben Zeit zu
ändern und dann die Verbesserung durch einen Testlauf zu
bestimmen.
Klicken Sie auf Regler → Parameter → Achse und wählen Sie
den aus, dessen Einstellungen Sie gerade anpassen.
4.4.1 Zehn Schritte zur optimalen Regelung
Sie können die Einstellungen Ihres Reglers in den meisten
Anwendungen wie folgt optimieren:
4
Eine Bandbreite von 1000 bedeutet, dass der eingestellte
Wert zu 100 % ausgeführt wird; somit werden die D-, P- und
I-Faktoren ausgeführt, wie vorgegeben. Bei Betrieb eines
Systems hingegen, das durch Vibrationen gefährdet werden
könnte (z. B. ein Kran mit schwerer Last), kann die Bandbreite
des PID-Reglerbetriebs begrenzt werden. Eine 32-64 PID
Bandwidth von 300 ermöglicht eine Begrenzung von 30 %.
So wird die Bildung von Vibrationen verhindert, da die
Regelung nur mit 30 % des berechneten Sollwerts bewegt
wird. Allerdings muss in diesem Fall auch der Vorsteuerungsteil des Reglers verwendet werden, damit eine
entsprechende Regelung erreicht wird.
4.4 Schrittweise Optimierung der
Reglereinstellungen
Vor der Einstellung der Reglerparameter muss festgelegt
werden, welches Reglerverhalten erreicht werden soll.
HINWEIS
Die Frequenzumrichter-Elemente dürfen niemals außerhalb
der technischen Vorgaben betrieben werden. So wird die
maximale Beschleunigung durch das „schwächste“ Frequenzumrichter-Element festgelegt.
1. Stellen Sie sicher, dass die Werte für VLT
AutomationDrive FC 300 3-03 Maximum
Referenceund 32-80 Maximum Velocity (Encoder),
der Drehgebertyp und die Auflösung in
32-00 Incremental Signal Type und 32-01 Incremental
Resolution sowie 32-81 Shortest Ramp korrekt
eingestellt sind. Wenn diese Einstellungen später
geändert werden, kann eine Anpassung der
Optimierung des Reglers erforderlich sein.
Par. # Typische Einstellungen
3-03 Max. Sollwert 1500,000
32-80 Maximale Geschw. (Drehgeber) 1500
32-00 Inkrem. Signaltyp [1] RS422
32-01 Inkrementalauflösung 1024
32-81 Inkrementalauflösung 1.000
2. Stellen Sie 32-67 Max. Tolerated Position Error auf
einen sehr hohen Wert (z. B. 1000000) ein, damit
während der folgenden Tests nicht der Fehler 108
auftritt.
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 23
Page 24

Optimierung des PID-Reglers Produkthandbuch MCO 305
4
HINWEIS
Stellen Sie sicher, dass 32-67 Max. Tolerated Position Error
innerhalb der Systemgrenzen liegt, um eine Beschädigung
des Systems zu vermeiden, da die Positionsfehlerüberwachung bei extrem hohen Werten nicht funktioniert.
3. Optimierung der Vorsteuerung für die Geschwindigkeit Klicken Sie auf „Testlauf durchführen“ und
starten Sie einen Testlauf mit folgenden Parametereinstellungen:
32-6* PID-Regler
32-60 Proportional factor 0
32-61 Derivative factor 0
32-65 Velocity Feed-Forward 100
32-66 Acceleration Feed-Forward 0
Anzeige der Geschwindigkeitsprofile: Wenn das tatsächliche
Geschwindigkeitsprofil
Geschwindigkeitsprofil, erhöhen Sie die Vorsteuerung der
Geschwindigkeit und → Starten Sie den Testlauf erneut. Wenn
das tatsächliche Geschwindigkeitsprofil
empfohlene Geschwindigkeit, verringern Sie die
Vorsteuerung der Geschwindigkeit.
Führen Sie aufeinander folgende Tests aus, bis die beiden in
der Testlaufkurve dargestellten Geschwindigkeitsprofile
denselben Maximalwert haben.
Die Vorsteuerung der Geschwindigkeit ist jetzt optimiert,
speichern Sie den aktuellen Wert.
4. In Systemen mit großem Trägheitsmoment und/
oder schnellen Änderungen der Referenzgeschwindigkeit sollte die Vorsteuerung der Beschleunigung
verwendet und optimiert werden (stellen Sie dabei
sicher, dass die Trägheitslast bei der Optimierung
dieses Parameters angeschlossen ist):
Führen Sie einen Testlauf mit KPROP=0, KDER=0,
KINT=0, FFACC=0 und FFVEL mit dem oben
ermittelten optimierten Wert durch. Verwenden Sie
die höchstmögliche Beschleunigungseinstellung.
Wenn 32-81 Shortest Ramp korrekt eingestellt ist,
sollte ein Beschleunigungswert von 100 und ein
Verzögerungswert von 100 ausreichen. Beginnen
Sie mit einer niedrigen Einstellung der
Vorsteuerung der Beschleunigung (ca. 10).
Anzeige der Geschwindigkeitsprofile: Wenn die
Istgeschwindigkeit während der Beschleunigung
konstant unter dem Referenz-Geschwindigkeitsprofil liegt, stellen Sie die Vorsteuerung der
Beschleunigung höher ein und → Starten Sie den
Testlauf erneut.
Führen Sie aufeinander folgende Testläufe durch,
bis die beiden in der Kurve des Testlaufs
dargestellten Geschwindigkeitsprofile dieselben
Kurven bei Rampe herauf und Rampe herab
aufweisen.
niedriger ist als das empfohlene
höher ist als die
Die Vorsteuerung der Beschleunigung wurde nun
optimiert, speichern Sie den aktuellen Wert.
32-6* PID-Regler
32-60 Proportional factor 0
32-61 Derivative factor 0
32-62 Integral factor 0
32-65 Velocity Feed-Forward Ergebnis von Schritt 3
32-66 Acceleration Feed-Forward 10
5. Im nächsten Schritt soll der maximale stabile Wert
des Proportionalitätsfaktor im PID-Regler ermittelt
werden. Führen Sie einen Testlauf mit KPROP=0,
KDER=0, KINT=0 durch. Stellen Sie FFVEL und FFAC
auf die oben ermittelten optimierten Werte ein.
Lassen Sie das Geschwindigkeitsprofil anzeigen.
Wenn das Geschwindigkeitsprofil nicht oszilliert,
erhöhen Sie den Proportionalitätsfaktor. Führen Sie
aufeinander folgende Testläufe durch, bis das
tatsächliche Geschwindigkeitsprofil leicht oszilliert.
Senken Sie diesen „leicht“ instabilen Proportionalitätsfaktor auf etwa 70 %. Speichern Sie diesen
neuen Wert.
32-6* PID-Regler
32-60 Proportional factor KPROP 0
32-61 Derivative factor KDER 0
32-62 Integral factor KINT 0
32-65 Velocity Feed-Forward FFVEL Ergebnis von
Schritt 3
32-66 Acceleration Feed-Forward FFACC Ergebnis von
Schritt 4
6. Damit die vom proportionalen Teil des Reglers
ausgelösten Oszillationen gedämpft werden, sollte
nun der D-Wert optimiert werden. Starten Sie einen
Testlauf mit KINT=0 und KDER=200. Stellen Sie
FFVEL, FFACC und KPROP auf die oben ermittelten
optimierten Werte ein.
Führen Sie aufeinander folgenden Testläufe mit
ansteigendem D-Wert durch. Zuerst nimmt die
Oszillation schrittweise ab. Beenden Sie die
Erhöhung des D-Werts, wenn die Oszillation
ansteigt.
Speichern Sie den letzten D-Wert.
32-6* PID-Regler
32-60 Proportional factor KPROP Ergebnis von
Schritt 5
32-61 Derivative factor KDER 200
32-62 Integral factor KINT 0
32-65 Velocity Feed-Forward FFVEL Ergebnis von
Schritt 3
32-66 Acceleration Feed-Forward FFACC Ergebnis von
Schritt 4
24 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 25

Optimierung des PID-Reglers Produkthandbuch MCO 305
4
7. In jedem System, das einen statischen Fehler von
Null erfordert, muss der I-Anteil des Reglers
verwendet werden. Die Einstellung dieses
Parameters ist allerdings eine Gratwanderung
zwischen dem schnellen Erreichen des statischen
Fehlers von Null (wünschenswert) und der
Erhöhung von Übersteuerung und Oszillationen im
System (nicht wünschenswert).
Wenn Sie den I-Anteil des PID-Reglers verwenden,
senken Sie den 32-63 Limit Value for Integral Sum so
weit wie möglich ab (natürlich ohne den I-FaktorEffekt zu verlieren), damit Oszillationen und
Übersteuerung so weit wie möglich reduziert
werden.
8. Verringern Sie 32-64 PID Bandwidth so weit wie
möglich. Mit einer korrekt optimierten Steuerung
kann die Bandbreite auf nur 6 bis 12 % reduziert
werden (60 – 120).
9. Stellen Sie den 32-67 Max. Tolerated Position Error
wieder auf den normalen Wert ein, z. B. 20.000.
10.
Sobald der Testlauf beendet ist, → Speichern Sie die
neuen Parameter als Benutzerparameter. So
werden diese Parameter im Regler gespeichert und
zukünftig für alle Programme verwendet.
Was ist zu tun, wenn ...
....eine Tendenz zur Instabilität besteht?
Verringern Sie im Falle einer starken Tendenz zur Instabilität
32-60 Proportional factor und 32-61 Derivative factor wieder
oder setzen Sie 32-62 Integral factor zurück.
....stationäre Genauigkeit erforderlich ist?
Wenn stationäre Genauigkeit erforderlich ist, erhöhen Sie
32-62 Integral factor.
....der tolerierte Positionsfehler überschritten wurde?
Wenn der Testlauf konstant mit der Meldung „Positionsfehler“ – innerhalb der tolerierbaren Grenzen – unterbrochen
wird, stellen Sie 32-67 Max. Tolerated Position Error so groß
wie möglich ein.
Wenn der Positionsfehler während der Beschleunigungsphase auftritt, bedeutet dies, dass die eingestellte
Beschleunigung unter den gegebenen Lastbedingungen
nicht erreicht werden kann. Erhöhen Sie 32-67 Max. Tolerated
Position Error oder legen Sie eine für das Gesamtsystem
passende Maximale Beschleunigung fest.
Wenn erst nach der Beschleunigungsphase Positionsfehler
auftreten und durch Erhöhung von 32-67 Max. Tolerated
Position Error verzögert, aber nicht eliminiert werden können,
ist die gewählte Maximale Geschwindigkeit (UPM) zu hoch.
Legen Sie eine für das gesamte System passende maximale
Geschwindigkeit fest.
....die maximale Geschwindigkeit nicht erreicht wird?
Allgemein gelten die technischen Daten für nur für frei
rotierende Achsenenden. Wenn der belastet wird, wird die
maximale Geschwindigkeit verringert.
Die theoretische maximale Beschleunigung wird also nicht
erreicht, wenn z. B. der PID-Regler-Ausgang zu klein oder der
FC 300/Motor nicht korrekt bemessen ist und deshalb nicht
genug Energie für den Spitzenverbrauch während der
Beschleunigung liefert.
4
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 25
Page 26

Installation der Anwendung Produkthandbuch MCO 305
5 Installation der Anwendung
5
5.1 Herunterladen von
Anwendungsprogramm und konfiguration
Führen Sie die folgenden Schritte zur Erstellung und zum
Herunterladen des MCO 305-Programms und der
entsprechenden Konfiguration mithilfe von MCT 10 und
APOSS aus.
1. Öffnen Sie MCT 10.
2. Öffnen Sie den Ordner „Projekt – Frequenzumrichter – MCO 305 – Programme“.
3. Klicken Sie mit der rechten Maustaste in die rechte
Ansicht und wählen Sie Folgendes aus:
a. „Programmdatei importieren“, wenn ein
vorhandenes Programm „außerhalb“ der
Projektdatei verwendet wird, oder
b. „Neues MCO 305-Programm“ beim Schreiben eines
neuen Programms. Klicken Sie mit der rechten
Maustaste auf die Programmdatei, führen Sie einen
Doppel- oder einen Rechtsklick aus und wählen Sie
„Bearbeiten“ aus. Der Programmeditor wird
geöffnet.
4. Wiederholen Sie Schritt 3, wenn mehr Programme
erforderlich sind.
5. Ein Programm muss als Autostart-Programm
eingestellt werden: Klicken Sie mit der rechten
Maustaste auf die Programmdatei und wählen Sie
„Als Autostart einstellen“ aus.
6. Öffnen Sie den Ordner „Projekt – Frequenzumrichter – MCO 305 – Arrays“.
7. Klicken Sie mit der rechten Maustaste auf die Datei
und wählen Sie „Importieren“ oder „Bearbeiten“
aus.
8. Klicken Sie mit der rechten Maustaste auf den MCO
305-Ordner in der Verzeichnisstruktur in der linken
Ansicht des MCT 10 und wählen Sie „Auf Frequenzumrichter schreiben“ aus.
9. „MCO 305-Programmquelldateien auf Frequenzumrichter schreiben“ muss markiert sein, damit
das Programm vom gelesen werden kann.
5.2 Sichern und Wiederherstellen
Alle Parameter und MCO 305-Daten können in einem MCT
10-Projekt ausgelesen und gespeichert werden und somit
auf dem wiederhergestellt werden.
HINWEIS
MCO 305-Programme können nur ausgelesen werden, wenn
sie zusammen mit dem Quellcode heruntergeladen wurden!
Führen Sie folgende Schritte zur Sicherung von Parametern
und Daten mit dem PC durch:
1. Gehen Sie mit dem Frequenzumrichter über den
Netzwerk-Ordner online.
2. Klicken Sie mit der rechten Maustaste auf den
Frequenzumrichter-Ordner und wählen Sie
„Kopieren“. „Programme einbinden“ muss markiert
sein.
3. Wenn das Kopieren beendet ist, kann der Frequenzumrichter in einen Projektordner eingefügt
werden.
4. Speichern Sie das Projekt.
Jetzt, wo die Parameter und MCO 305-Daten in der
Projektdatei gespeichert wurden, kann die Wiederherstellung anhand folgender Schritte durchgeführt werden:
1. Öffnen Sie die Datei mit der .
2. Gehen Sie mit dem Frequenzumrichter über den
Netzwerk-Ordner online.
3. Öffnen Sie den Projektordner, klicken Sie mit der
rechten Maustaste auf den FrequenzumrichterOrdner und wählen Sie „Auf Frequenzumrichter
schreiben“ aus.
Jetzt werden sowohl Parameter als auch MCO 305-Daten auf
dem Frequenzumrichter wiederhergestellt.
26 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 27

Installation der Anwendung Produkthandbuch MCO 305
5
Sicherung und Wiederherstellung über LCP
Sowohl Parameter als auch MCO 305-Daten können im LCP
gespeichert und so vom LCP aus auf einem anderen wiederhergestellt werden.
Führen Sie folgende Schritte aus, um Parameterdaten im LCP
zu sichern:
1. Wählen Sie „Alle auf LCP” [1] in 0-50 LCP Copy.
2. Wählen Sie „Datei von MCO auf LCP“ [4] in 0-50 LCP
Copy.
Jetzt werden Parameter und MCO 305-Daten im LCP
gespeichert und können anhand folgender Schritte wiederhergestellt werden:
1. Wählen Sie „Alle aus LCP“ [2] in 0-50 LCP Copy.
2. Wählen Sie „Datei von LCP nach MCO“ [5] in
0-50 LCP Copy.
Jetzt werden sowohl die Parameter als auch die MCO 305Daten im wiederhergestellt.
5
5.3 Anschluss und Betrieb mehrerer
Frequenzumrichter
Verwenden Sie die Netzwerkfunktion des MCT 10 oder starten
Sie APOSS direkt durch Klicken auf das Symbol der
Anwendung. In diesem Standalone-Betriebsmodus kann
APOSS Frequenzumrichter wechseln oder an mehrere
Frequenzumrichter angeschlossen werden. Im StandaloneModus läuft die gesamte Verwaltung von Dateien und
Parametern über APOSS. So bietet das Menü Datei auch die
Funktionen für Datei → Neu, → Öffnen und → Speichern unter.
Im Menü Einstellungen kann die Schnittstelle ausgewählt
werden.
Ausführung von Programmen in verschiedenen Frequenzumrichtern
Wenn Sie das Programm in verschiedene Regler laden
möchten, verbinden Sie das Programm mit dem
entsprechenden VLT AutomationDrive FC 300 und klicken
Sie auf → Ausführen.
Wenn Sie in jedem Regler ein anderes Programm laden
möchten, öffnen Sie verschiedene Bearbeitungsfenster für
jeden VLT AutomationDrive FC 300, öffnen Sie dann die
gewünschte Programmdatei und verbinden Sie sie mit dem
VLT AutomationDrive FC 300 über → Regler auswählen.
Starten Sie die Programme dann nach einander über →
Ausführen.
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 27
Page 28

Allgemeine technische Daten Produkthandbuch MCO 305
6 Allgemeine technische Daten
6
6.1 Schutz und Funktionen
- Alle Eingänge, Ausgänge und Versorgungsspannungen sind gegen Kurzschluss geschützt.
- Alle Eingänge, Ausgänge und Versorgungsspannungen sind galvanisch von der Netzversorgung
und Motorspannung (PELV) sowie anderen
Hochspannungen getrennt.
- Drehgebersignale werden im Betrieb und bei
Stillstand überwacht
- Kundenspezifische Anwendungsprogramme
können kopiergeschützt werden.
- Alle MCO 305-Parameter einschließlich benutzerdefinierter Anwendungsparameter sind über den
VLT AutomationDrive FC 300 LCP zugänglich.
- Der MCO 305 kann mit anderen VLT
AutomationDrive FC 300-Optionen wie der
PROFIBUS- und DeviceNet-Schnittstelle kombiniert
werden.
- Alle Digitaleingänge und -ausgänge sind
galvanisch von der internen Elektronik getrennt
und können über eine externe 24-V-Stromversorgung versorgt werden.
6.2 Technische Daten
Typ Anschlussstecker mit Schraub-
klemmen.
Maximaler Querschnitt, starres
Kabel
Maximaler Querschnitt, flexibler
Draht
Maximaler Querschnitt, Kabel mit
Aderendhülse
Minimaler Querschnitt
Tabelle 6.1 Anschlussklemmen
1,5 mm
1,5 mm
1,5 mm
0,08 mm
2
/ AWG 16
2
/ AWG 16
2
/ AWG 16
2
/ AWG 28
Anzahl programmierbarer Digitaleingänge
Klemmenblock X57
Klemmennummer 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
Logik
Spannungsbereich 0-24 V DC
Spannungsniveau, Logik 0. PNP < 5 V DC
Spannungsniveau, Logik 1. PNP > 10 V DC
Spannungsniveau, Logik 0. NPN > 19 V DC
Spannungsniveau, Logik 1. NPN < 14 V DC
Max. Spannung am Eingang 28 V DC
Tabelle 6.2 Digitaleingänge
10
PNP oder NPN ¹
1) Ausgewählt in Parameter 5-00 Grundeinstellungen. Die
Digitaleingänge sind galvanisch von der internen Elektronik
getrennt und können über eine externe 24 V-Stromversorgung
versorgt werden.
Anzahl programmierbarer Digitalausgänge
Klemmenblock X59
Klemmennummer
Treibertyp Gegentakt
Logik
Spannungsbereich 0 – 24 V DC
Max. Ausgangsstrom (Körper oder Quelle)
mit interner Stromversorgung (gesamt)
Max. Ausgangsstrom (Körper oder Quelle)
mit externer Stromversorgung (pro
Ausgang)
Tabelle 6.3 Digitalausgänge
1
8 (6)
1
, 21, 3, 4, 5, 6, 7, 8
1
PNP oder NPN
40 mA
100 mA
2
1) Die Klemmen X59-1 und X59-2 können als Eingang
programmiert werden, 33-60 Terminal X59/1 and X59/2
Mode.
2) Ausgewählt in 5-00 Digital I/O Mode.
Anzahl Digitalausgänge, die als Digitaleingänge
verwendet werden können
Klemmenblock X59
Klemmennummer 1, 2
Logik
Spannungsbereich 0-24 V DC
Spannungsniveau, Logik 0. PNP < 10V DC
Spannungsniveau, Logik 1. PNP > 17V DC
Spannungsniveau, Logik 0. NPN > 13V DC
Spannungsniveau, Logik 1. NPN < 6V DC
Max. Spannung am Eingang 28 V DC
1
2
PNP oder NPN
2
Tabelle 6.4 Kombinierte Digitaleingänge/-ausgänge
28 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 29

Allgemeine technische Daten Produkthandbuch MCO 305
6
1) Die Klemmen X59-1 und X59-2 können als Eingang
programmiert werden, 33-60 Terminal X59/1 and X59/2
Mode.
2) Ausgewählt in 5-00 Digital I/O Mode.
Klemmenblock X58
Klemmennummer 1, 2
Maximale Last 65 mA
Tabelle 6.5 24-V-DC-Versorgungsausgang
Die interne 24 V-Stromversorgung kann über Parameter
33-85 getrennt werden. In diesem Fall muss eine externe 24
V-Stromversorgung an X58-1 und X58-2 angeschlossen
werden.
Allgemeine technische Daten:
Anzahl Drehgebereingänge
Klemmenblock X55 und X56
Klemmennummer 5, 6, 7, 8, 9, 10, 11, 12
Eingangsimpedanz
Max. Spannung an
Eingängen
Kabeltyp Abgeschirmtes Kabel mit Twisted Pair
2
120 Ω
5 V DC
für jeden Drehgeberkanal
1
Anzahl Drehgeberausgänge 1
Klemmenblock X56
Klemmennummer 5, 6, 7, 8, 9, 10, 11, 12
Signaltyp RS422
Max. Frequenz 410 kHz
Maximale Anzahl Slaves 31 (mehr mit Repeater)
Maximale Kabellänge 400 m
Tabelle 6.9 Drehgeberausgang
Anzahl Versorgungsspannungen 3
Klemmenblock X55 und X56
Klemmennummer 1, 2, 3, 4
24 V, max. Last
8 V, max. Last
5 V, max. Last
Tabelle 6.10 Drehgeberspannungsversorgung
250 mA
250 mA
400 mA
1
12
1
1) Dies ist die maximale Last, wenn nur eine Versorgungsspannung verwendet wird; werden 2 oder 3
Versorgungsspannungen gleichzeitig verwendet, muss die
Last entsprechend reduziert werden. Folgendes muss
beachtet werden: Last 24 V + Last 8 V + Last 5 V 6 W und Last
8 V + Last 5 V 2 W.
2) 8 V ist nur bei Klemmenblock X55 verfügbar.
6
Tabelle 6.6 Drehgebereingänge
Inkrementalgebertyp RS422/TTL
Max. Frequenz 410 kHz
Phasenverschiebung zwischen A und B 90°± 30°
Maximale Kabellänge
Tabelle 6.7 Technische Daten des Inkrementalgebers
Absolutgebertyp SSI
Datencodierung Gray-Code
Datenlänge 12 – 32 Bit
Taktfrequenz
Maximale Kabellänge
Tabelle 6.8 Technische Daten des Absolutwertgebers
78 kHz – 2 MHz
2
150 m
300 m
1
2
1) Immer Angaben/Beschränkungen des Drehgeberlieferanten beachten.
2) 150 m Kabel ist bei Taktfrequenz von bis zu 500 kHz
möglich, über 500 kHz muss Kabellänge weiter beschränkt
werden.
Abtastzeit der Positions-PIDSchleife
Positionierungsgenauigkeit
Synchronisierungsgenauigkeit
Tabelle 6.11 Regelungseigenschaften
1 ms
± 1 Inkrement ¹
± 1 Inkrement ¹
1) Dies ist die statische Genauigkeit; die dynamische
Genauigkeit hängt von vielen „externen“ Faktoren wie der
Auflösung des Drehgebers, dem Trägheitsmoment, dem
mechanischen Spielraum und der Elastizität ab.
Programmspeichergröße 100 KB
Maximale Anzahl Anwendungsprogramme 90
Durchschnittliche Zeit der Befehlsausführung 0,3 ms
Maximale Reaktionszeit auf Unterbrechungseingang ms
Tabelle 6.12 Anwendungsprogramm
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 29
Page 30

6
Allgemeine technische Daten Produkthandbuch MCO 305
6.3 Überblick Versorgungsspannung
30 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 31

Fehlersuche und -behebung Produkthandbuch MCO 305
7
7 Fehlersuche und -behebung
7.1 Warnungen und Fehlermeldungen
Alle Meldungen werden im LCP-Display des VLT AutomationDrive FC 300 in Kurzform und in der APOSS-Software in Klartext
angezeigt.
Informieren Sie sich in der Tabelle in Kürze oder im darauf folgenden Abschnitt im Detail über die Fehlermeldungen.
Die Tabelle enthält die Meldungen geordnet nach Nummern. Buchstaben nach einem %-Zeichen stehen für Variablen, die in
Klartext an den entsprechenden Stellen verwendet werden können.
Fehlernr. LCP Display Fehlertext
102 Zu viele CAN-Objekte Es sind keine weiteren CAN-Objekte verfügbar (CANINI).
103 Ungültige Achsennr. Achse ist nicht im System.
105 Fehler nicht zurückgesetzt Fehler nicht quittiert.
106 Referenzpunkt nicht erreicht Fehler bei Referenzpunktbewegung.
107 Referenzpunktgeschwindigkeit 0 Geschwindigkeit der Referenzpunktbewegung 0
108 Positionsfehler Positionsfehler.
109 Index nicht gefunden Indeximpuls (Drehgeber) nicht gefunden.
110 Unbekannter Befehl. Unbekannter Befehl.
111 SW-Endbegrenzung Software-Endbegrenzung aktiviert.
112 Unbek. Param. Ungültige Parameternummer.
113 FU nicht aktiviert VLT-Fehlerzustand
114 Zu viele Schleifen. Zu viele Verschachtelungen.
115 Par.-speichern fehlgeschlagen INLONG-Befehl hat ungültigen String
116 Param.speicher Parameter im Speicher sind defekt.
117 Progr. speicher Programme im Speicher sind defekt.
118 Reset durch CPU Reset durch CPU.
119 Abbruch durch Benutzer Abbruch durch Benutzer.
121 Keine weiteren SDO-Kanäle Anzahl der SDO-Kanäle überschritten.
125 HW-Endbegrenzung Endschalter aktiviert.
149 Zu viele Interrupts. Max. Zahl von Interruptfunktionen überschritten.
150 Keine ext. 24 V Externe 24-V-Versorgung fehlt.
151 Zu viele GOSUB Zu viele verschachtelte GOSUB-Befehle.
152 Zu viele Returns Zu viele RETURN-Befehle.
154 Digitalausgang überlastet Digitalausgang überlastet.
155 Verknüpfungsfehler LINKGPAR fehlgeschlagen.
156 Ungültiges Doppelarg. Eine Gleitkommafunktion wurde mit einem ungültigen Argument aufgerufen.
160 Internet Interruptfehler Interrupt ist aufgetreten, aber die Interrupt-Adresse ist nicht mehr gültig.
162 Speicherfehler Fehler bei Prüfung
170 Zu viele DIM-Arrays Zu viele DIM-Arrays definiert.
171 Array zu klein Array zu klein
175 Außerhalb des Array-Speichers Kein Speicherplatz mehr für den neuen vom DIM definierten Array.
176 Falsche Arraygröße Arraygröße entspricht nicht der Größe des vorhandenen Arrays.
179 Warte-Index-Timeout Timeout beim Warten auf Index.
184 Zu viel ONTIME Zu viele ONTIME- oder ONPERIODS-Interrupts.
187 Nicht genug Speicherplatz Nicht genug Speicherplatz für Variablen
188 Fehler bei CAN-Führung Ein Führungsfehler ist aufgetreten.
189 Sende-/Empfangsfehler CAN Sende- oder Empfangsfehler CAN.
190 Speicher gesperrt Speicher gesperrt
191 Ungültige Kurvennr. Ungültige Kurvennr. in SETCURVE.
192 Drehgeberfehler Drehgeberfehler
7
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 31
Page 32

7
Fehlersuche und -behebung Produkthandbuch MCO 305
Fehlernr. LCP Display Fehlertext
193 Stapelüberlauf Stapelüberlauf: Zu viele lokale Variablen oder verschachtelte Funktionsaufrufe.
194 Außerhalb des dynamischen
Speichers
195 Zu viele Testindizes Zu viele Testindizes im Datenprotokollbefehl.
196 Code zu alt Code ist zu alt für die aktuelle Firmware.
198 Verletzung des Endschalters Falsche Richtung nach Abschaltung des Endschalters und Fehlerrücksetzung.
199 Int. MCO-Fehl. Int. MCO-Fehl.
Außerhalb des dynamischen Speichers.
Fehler 102
Zu viele CAN-Objekte verwendet und keine weiteren verfügbar. Die optionalen Fehlerinformationen (siehe Fehlerhistorie)
werden wie folgt verwendet:
CN_TIMEOUT -2 // Timeout von CAN-Befehlen beim Senden oder Lesen von Telegrammen
NO_HARDWARE -6 // keine CAN-Hardware vorhanden
NO_MEMORY -7 // keine weiteren Einträge verfügbar (Mailboxen oder Listen)
NO_CANMEMORY -10 // keine weiteren Mailboxen für den definierten Befehl verfügbar
NO_MOBJ -11 // die angeforderte Mailbox ist nicht verfügbar
CN_CANERROR -12 // ein CAN-Busfehler wird erkannt (niedriger Busfehler)
CN_MOBJ_DIRERR -13 // falsche Mailboxrichtung (Versuch, eine Schreib-Box zu lesen oder umgekehrt)
NO_USER -33 // Rückgabewert für „sdo state“ (SDOSTATE).
SDO_ABORT -50 // muss höher sein als die CN_error-Meldungen
SDO_ID_NOT_IN_USE -33 // Rückgabewert für „sdo state“ (SDOSTATE)
SDO_SEG_ARRAY_TOO_SMALL -51
SDO_SEG_TOGGLE_ERROR -52
SDO_SEG_TOO_MUCH_DATA -53
SDO_SEG_NOT_ENOUGH_DATA -54
SDO_SEG_ARRAY_WRITE_ERROR -55
GUARD_ERROR_NOT_OPERATIONAL -101
GUARD_ERROR_TOGGLE -102
GUARD_ERROR_MODULE_NOT_RESPONSE -103
GUARD_ERROR_NO_MODULE -104
Fehler 103
Ungültige Achsennummer
Es wurde versucht, eine Achse zu finden, die im Regler nicht
existiert.
Prüfen Sie, ob der programmierte Achsenbefehl eine
ungültige Nummer oder einen allgemeinen Achsenbefehl
(...X(*)) hat.
Bewegung zum Nullpunkt der Maschine wurde nicht
ausgeführt.
Fehler 107
Referenzpunktgeschwindigkeit 0
Es wurde versucht, den Referenzpunktbefehl auszuführen,
aber der Motor ist in 33-03 Velocity of Home Motion auf 0
eingestellt.
Fehler 105
Fehler nicht zurückgesetzt
Es wurde versucht, einen Bewegungsbefehl auszuführen,
obwohl eine tatsächliche Fehlermeldung nicht quittiert
wurde.
Fehler 106
Referenzpunkt nicht erreicht
Fehler bei Referenzpunktbewegung. Gemäß Achse
33-00 Force HOME ist ein Befehl für eine Bewegung zum
Nullpunkt der Maschine erforderlich, bevor weitere
Bewegungsbefehle ausgeführt werden können. Diese
32 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 33

Fehlersuche und -behebung Produkthandbuch MCO 305
7
Fehler 108
Positionsfehler
Referenzpunktfahrt wurde mit HOME_VEL gleich 0
ausgeführt.
Die Entfernung zwischen der Soll- und Istposition war größer
als der maximale tolerierte Positionsfehler aus 32-67 Max.
Tolerated Position Error.
Ursachen:
- Mechanisch blockierter oder überlasteter ,
- 32-67 Max. Tolerated Position Error zu klein,
- Solldrehzahl größer als VLT AutomationDrive FC
300 4-13 Motor Speed High Limit [RPM] und
3-03 Maximum Reference,
- Sollbeschleunigung ist zu groß,
- 32-60 Proportional factor zu klein oder
- VLT AutomationDrive FC 300 nicht aktiviert.
Fehler 109
Index nicht gefunden
Bei der Suche von Referenzwert oder Index konnte der
Indeximpuls des Drehgebers innerhalb einer Motorumdrehung nicht gefunden werden.
Ursachen:
- Ein Drehgeber ohne Indeximpuls wurde
verwendet,
- Indeximpuls nicht angeschlossen,
- Indeximpuls falsch (alle drei Kanäle müssen gleichzeitig „low“ sein), oder
- 32-01 Incremental Resolution (DREHGEBER) ist zu
niedrig eingestellt.
Fehler 110
Unbekannter Befehl
Ursache ist ein Kommunikations- oder Programmfehler.
Programm neu kompilieren und laden.
Fehler 111
Software-Endbegrenzung
Ein Bewegungsbefehl wird die Software-Endbegrenzungen
aktivieren oder hat sie bereits aktiviert.
Erreichen einer Softwarebegrenzung bei einer Bewegung im
Drehzahlmodus wird nur erkannt, nachdem die aktuelle
Position identisch mit dem Software-Endschalter ist.
Start mit MCO 5.00 ist möglich, damit ein Softwarebegrenzungsfehler quittiert werden kann und dann eine Fahrt in die
entgegengesetzte Richtung möglich ist. Wenn erneut
versucht wird, in die falsche Richtung zu fahren, wird ein
neuer Fehler erzeugt.
Der Umgang mit Hardware-Endschaltern entspricht dem mit
Software-Endschaltern. Das bedeutet, dass der Fehler
quittiert werden kann und es dann möglich ist, in die
entgegengesetzte Richtung zu fahren. Bei einem Versuch, in
die falsche Richtung zu fahren, tritt allerdings Fehler 198 auf.
Im Positioniermodus ist vor Bewegungsstart bekannt, dass
die Zielposition außerhalb des Pfads liegt. In diesem Fall wird
die Bewegung nicht ausgeführt und die Fehlermeldung kann
quittiert werden.
Die Bedieneinheit wird abgeschaltet und der muss von
Hand in den zulässigen Bereich bewegt werden, oder die
Überwachung des Software-Endschalters muss kurzzeitig
über 33-43 Negative Software End Limit Active und
33-44 Positive Software End Limit Active deaktiviert werden.
Erst dann kann der Fehler quittiert werden.
Mit End- und Referenzschaltern können alle Eingänge
verwendet werden. Das bedeutet, dass nicht nur 1 bis 8
unterstützt werden, sondern auch höhere Anzahlen sowie
virtuelle Ein- oder Ausgänge.
HINWEIS
Die Verwendung von virtuellen Eingängen als Endschalter
kann gefährlich sein, weil so keine direkte Verbindung
zwischen dem Endschalter und dem Regler mehr besteht.
Dadurch kann eine Zeitverzögerung (oder andere Fehler)
entstehen, aufgrund derer der Regler nicht mehr so schnell
auf den Schalter reagieren kann. Softwarebegrenzungsfehler
beim MCO 5.00:
Ein Softwarebegrenzungsfehler kann nicht quittiert werden:
Die Bedieneinheit wird abgeschaltet und der muss von
Hand in den zulässigen Bereich bewegt werden, oder die
Überwachung des Software-Endschalters muss kurzzeitig
über 33-43 Negative Software End Limit Active und
33-44 Positive Software End Limit Active deaktiviert werden.
Erst dann kann der Fehler quittiert werden.
Fehler 112
Unbekannter Parameter
Es wurde versucht, einen nicht vorhandenen Parameter zu
ändern (SET- oder SETVLT-Befehl).
Fehler 113
FU nicht aktiviert
VLT-Fehlerzustand: VLT AutomationDrive FC 300 ist nicht
bereit, aber der PID-Regler ist aktiv. Das FC-Zustandswort (Bit
09 und Bit 11) werden alle 20 ms überwacht, wenn der PIDRegler aktiv ist. Der VLT AutomationDrive FC 300 ist nicht
bereit, wenn:
- ein Alarm vorliegt,
- er sich im lokalen Betrieb befindet,
- der lokale LCP-Stopp aktiviert ist.
Fehler 114
Zu viele Schleifen
Zu viele Rückführungsbefehle im ausgeführten Programm.
Fehler 115
Fehler bei Parameterspeicherung
Der INLONG-Befehl hat einen ungültigen String erhalten. Er
wurde zum Lesen eines langen Werts aus der seriellen
Leitung verwendet. Wenn der ankommende Fehler keine
gültige Zahl darstellt, wird dieser Fehler ausgegeben.
7
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 33
Page 34

Fehlersuche und -behebung Produkthandbuch MCO 305
7
Fehler 116
Parameter im Speicher sind defekt
Die Parameter im EPROM sind nicht mehr gültig. Ursachen:
- EEPROM defekt oder
- Stromausfall beim Speichern.
HINWEIS
Sie müssen den Parameter über 14-22 Operation Mode initialisieren und diese Parameter dann wieder mit Ihren eigenen
Anwendungsparametern überschreiben.
Im Standalone-Modus können Sie auch Regler → Parameter
→Reset verwenden.
Fehler 117
Programme im Speicher sind defekt
Die im EPROM gespeicherten Programmdaten können nicht
gefunden werden oder sind nicht mehr korrekt. Ursachen:
- EEPROM defekt oder
- Stromausfall beim Speichern.
Sie müssen einen Reset über die 3-Finger-Methode
durchführen, um alle Parameter auf ihre Werkseinstellungen
zu setzen und alle Benutzerprogramme, Arrays und
Anwendungsparameter zu löschen. Laden Sie anschließend
die Programme und Parameter neu. Dies entspricht Reset →
Fertig im APOSS-Menü.
Löschen sie den EPROM im Standalone-Modus über Regler →
Speicher → EPROM löschen und laden Sie die Programme
und Parameter anschließend neu,
Fehler 118
Reset durch CPU
Der Prozessor wurde gestoppt und ein automatischer Reset
wurde ausgeführt (Watchdog).
Mögliche Ursachen:
- Kurzzeitiger Spannungsabfall,
- Spannungsspitze oder
- Kurzschluss.
Fehler 119
Abbruch durch Benutzer
Das Autostart-Programm wurde vom Benutzer abgebrochen.
Oder die Taste [CANCEL] wurde beim Einschalten gedrückt
und ein Master-Reset ausgelöst.
Fehler 121
Keine weiteren SDO-Kanäle
Wenn ein SDOREAD oder SDOWRITE mit einem negativen
Index verwendet wird, wird der Befehl sofort zurückgegeben,
und der laufende SDO wird in einem Kanal gespeichert. Er
wird freigegeben, wenn das Ergebnis „Lesen“ lautet. Es kann
maximal fünf Kanäle geben.
Fehler 125
Endschalter aktiviert
Durch einen Bewegungsbefehl wurde ein AchsenEndschalter aktiviert.
Durch Aktivierung eines Endschalters wird die Steuerung (je
nach 33-40 Behaviour at End Limit Switch) automatisch
abgeschaltet, und der muss von Hand aus dieser Position
bewegt werden, bevor die Fehlermeldung quittiert werden
kann.
Das Verhalten von Hardware- und Software-Endschaltern
wurde mit dem MCO 5.00 verbessert: Es ist möglich, einen
Softwarebegrenzungsfehler zu quittieren und dann in die
entgegengesetzte Richtung zu fahren. Wenn erneut versucht
wird, in die falsche Richtung zu fahren, wird ein neuer Fehler
erzeugt.
Der Umgang mit Hardware-Endschaltern entspricht dem mit
Software-Endschaltern. Das bedeutet, dass der Fehler
quittiert werden kann und dann eine Fahrt in die entgegengesetzte Richtung möglich ist. Bei einem Versuch, in die
falsche Richtung zu fahren, tritt allerdings Fehler 198 auf.
Mit End- und Referenzschaltern können alle Eingänge
verwendet werden. Das bedeutet, dass nicht nur 1 bis 8
unterstützt werden, sondern auch höhere Anzahlen sowie
virtuelle Ein- oder Ausgänge.
HINWEIS
Die Verwendung von virtuellen Eingängen als Endschalter
kann gefährlich sein, weil so keine direkte Verbindung
zwischen dem Endschalter und dem Regler mehr besteht.
Dadurch kann eine Zeitverzögerung (oder andere Fehler)
entstehen, aufgrund derer der Regler nicht mehr so schnell
auf den Schalter reagieren kann.
Fehler 149
Maximale Zahl von Interruptfunktionen überschritten
Maximale Zahl von Interruptfunktionen wurde überschritten.
Zulässig sind:
32 ON INT
32 ON STATBIT
32 ON COMBIT
10 ON PARAM
20 ON posint GOSUB: ON APOS, ON IPOS, ON MAPOS, ON
MCPOS, ON MIPOS
Fehler 150
Keine externe 24-V-Versorgung
Externe 24-V-Versorgung fehlt.
Fehler 151
Zu viele verschachtelte GOSUB-Befehle.
Zu viele Aufrufe von einer Subroutine zu einer anderen im
Programm.
Der Fehler tritt gewöhnlich auf, wenn eine wiederkehrende
Referenz zu einem der Unterprogramme in einem
Unterprogramm vorliegt.
Zu viele gegensätzliche Subroutinenaufrufe vermeiden (max.
10) und Subroutinen vermeiden, die sich selbst aufrufen
(rekursive Subroutinen).
34 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 35

Fehlersuche und -behebung Produkthandbuch MCO 305
7
Fehler 152
Zu viele RETURN-Befehle
Es liegen mehr RETURN als zugehörige GOSUB-Befehle im
Programm oder ein direkter Sprung von einer Subroutine
mit einem GOTO-Befehl vor.
Nur ein RETURN pro Unterprogramm ist zulässig. Es ist
immer besser, zum Beginn eines Unterprogramms zu
springen und dann mit IF ... zu einem zuvor definierten Label
zu springen.
Fehler 154
Digitalausgang überlastet
Digitalausgang überlastet.
Fehler 155
Verknüpfungsfehler
Verknüpfungsfehler bei LINKGPAR-Befehl.
Fehler 156
Ungültiges Doppelargument
Mathematischer Fehler: Ungültige Argumente für eine der
„doppelten“ Funktionen, was bedeutet, dass eine Gleitkommafunktion mit einem ungültigen Argument aufgerufen
wurde. Beispiel: sqrt hat einen negativen Wert erhalten oder
asin oder acos wurden mit einem Argument > 1 aufgerufen.
Doppelte Funktionen sind ab MCO 5.00 verfügbar.
Fehler 160
Interner Interruptfehler
Interrupt ist aufgetreten, aber die Interrupt-Adresse ist nicht
mehr gültig. (Interner Fehler, der niemals auftreten sollte.)
Fehler 162
Speicherfehler
Fehler bei Prüfung: Nach Speichern im EPROM (Programm
oder Parameter) wurde während der Prüfung ein Fehler
gefunden.
EPROM manuell (3-Finger-Methode) löschen und Speichern
des Programms oder der Parameter erneut versuchen.
Im Standalone-Modus kann anstelle der 3-Finger-Methode →
Regler → Speicher → EPROM löschen verwendet werden.
Falls dies keinen Erfolg hat, den Danfoss Service zurate
ziehen.
Fehler 170
Zu viele DIM-Arrays
Die Definition eines Arrays in einem DIM-Befehl stimmt nicht
mit einem bereits vorhandenen Array im MCO 305 überein.
Ursache könnte sein, dass die Felder von älteren SYNCPOS/
APOSS-Programmen stammen. Das aktuelle Programm hat
andere Definitionen.
Stellen Sie entweder das APOSS-Program auf die richtige
Arraygröße ein oder löschen Sie die alten Arrays, z. B. im
Standalone-Modus über Regler → Speicher → EPROM
löschen, oder verwenden Sie den Befehl Regler → Reset →
Arrays.
HINWEIS
Denken Sie daran, den Empfehlungen zum Speichern von
Programmen und Parametern zu folgen, bevor Sie den
EPROM löschen.
Fehler 171
Array zu klein
Es wurde versucht, ein Arrayelement zu beschreiben, das
sich außerhalb der definierten Arraygrenzwerte befindet.
Ursache könnte ein Fehler im APOSS-Programm sein.
Arraygröße stimmt nicht mit dem erforderlichen
Speicherplatz überein (z. B. aufgrund einer falsch programmierten Schleife).
Oder das Array ist für die Anzahl von Testantrieben, die
durch TESTSTART ausgelöst werden, zu klein.
Prüfen Sie Schleifenvariablen.
Fehler 175
Außerhalb des Arrayspeichers
Es ist kein Speicherplatz mehr für den neuen durch einen
DIM-Befehl definierten Array vorhanden.
Fehler 176
Falsche Arraygröße
Die Größe in einem DIM-Befehl entspricht nicht der Größe
des vorhandenen Arrays. Löschen Sie entweder vorhandene
Arrays oder korrigieren Sie den DIM-Befehl.
Fehler 179
Warte-Index-Timeout
Timeout beim Warten auf Index: Der Befehl WAITNDX wurde
ausgeführt und das aufgeführte Timeout überschritten.
Das Timeout ist wahrscheinlich zu kurz oder der Indeximpuls
wurde nicht gefunden (siehe auch Fehler 109).
Fehler 183
Ungültiges Argument
Dieser Befehlsfehler zeigt an, dass ein TESTSTOP-Befehl ein
ungültiges Argument enthielt.
Oder einen Compilerfehler in anderen Befehlen wie
ungültige Parameterwerte, -formate oder -bereiche. (Interner
Fehler, der nicht aufgetreten sein sollte.)
Fehler 184
Zu viel ONTIME
Zu viele Interrupts (ON TIME- oder ON PERIOD-Befehle)
wurden im Programm verwendet.
In einem Programm sind max. 12 ON TIME- und/oder ON
PERIOD-Befehle erlaubt.
Fehler 187
Nicht genug Speicherplatz
Nicht genug Speicherplatz für Variablen: Wenn das APOSSProgramm gestartet wird, wird der Speicherplatz für
notwendige Variablen dynamisch reserviert. Dieser
Speicherplatz steht nicht mehr zur Verfügung.
Es wurde evtl. eine max. Zahl von Variablen gewählt, die zu
hoch ist. Reduzieren Sie die maximale Zahl in Einstellungen
→ Compiler (Standard = 92).
Oder der verfügbare Speicherplatz ist mit Programmen oder
Arrays belegt. Löschen Sie die Programme über Regler →
Programme → Alle löschen
oder löschen Sie die Programme und Arrays, d. h. durch
Löschen des gesamten Speichers über Regler → Speicher→
EPROM löschen.
7
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 35
Page 36

Fehlersuche und -behebung Produkthandbuch MCO 305
7
Denken Sie daran, den Empfehlungen zum Speichern von
Programmen und Parametern zu folgen, bevor Sie den
EEPROM löschen.
Fehler 188
Fehler bei CAN-Führung
Ein Führungsfehler ist aufgetreten. Dies passiert entweder
dann, wenn Führungsmeldungen von Slaves angefordert
werden oder die Führung durch einen Master erfolgt. In
beiden Fällen wird dies durch einen Timeout verursacht. In
den zusätzlichen Fehlerinformationen könnte eingesehen
werden, ob der Fehler durch eine Masterführung verursacht
wurde (-34).
Die zusätzlichen Fehlerinformationen (siehe Fehlerhistorie)
werden so verwendet, wie in Fehler 102 dargestellt.
Fehler 189
Sende- oder Empfangsfehler CAN.
Dieser Fehler ist ein Sende- oder Empfangsfehler durch
SDOREAD oder SDOWRITE, durch CANIN oder CANOUT or
durch einen IN- oder OUT-Befehl mit CAN I/O.
Die optionale Fehlerinformation enthält entweder die für
den Fehler verantwortliche CAN-ID (IN, OUT, SDO, …) oder
die verwendete Objektnummer (Griff) (CANIN, CANOUT).
Fehler 190
Speicher gesperrt
Der Programmspeicher ist schreibgeschützt und kann nicht
geändert werden.
Dies bedeutet, dass automatische Erkennung weder
eingestellt noch gelöscht werden kann, und Programme
können weder gespeichert noch gelöscht werden.
Gleichermaßen wird → RAM speichern und → EPROM löschen
nicht ausgeführt.
Fehler 191
Ungültige Kurvennr.
Falsches oder altes Array ist in der DIM-Anweisung für
SETCURVE definiert.
Ein altes Array kann existieren, falls die zbc-Datei (oder cnf)
mit allen Parametern und Arrays nicht in den CAM-Editor
geladen worden ist.
Ein falsches Array könnte folgende Ursachen haben:
- Es wurde nicht vom Kurveneditor erstellt.
- Vorherige Version eines Kurveneditors. Solch ein
Array muss zuerst vom aktuellen CAM-Editor ( →
laden und speichern) konvertiert werden.
- Oder die Reihenfolge der Arrays in der DIMAnweisung stimmt nicht mit der Reihenfolge in der
zbc- oder cnf-Datei überein. Siehe hierzu die
Nummer des Arrays in der Titelleiste des CAM-
Editors.
Fehler 192
Drehgeberfehler
Fehler bei Drehgeberüberwachung: offener Stromkreis oder
Kurzschluss laut LED-Anzeige.
Ein Fehler wird angezeigt, auch wenn kein Drehgeber
angeschlossen ist.
Fehler 193
Stapelüberlauf
Interner Fehler. Dynamischer Stapelüberlauf durch zu viele
lokale Variablen oder zu viele verschachtelte Funktionsaufrufe.
Vergrößern Sie die Stapelgröße unter Einstellungen →
Compiler.
Fehler 194
Außerhalb des dynamischen Speichers
Es ist nicht genug dynamischer Speicherplatz für das
angeforderte Datenprotokoll (TESTSETP) vorhanden.
Entweder erfordert TESTSTART zu viel dynamischen
Speicherplatz oder wird wiederholt aufgerufen.
Fehler 195
Zu viele Testindizes
Der Datenprotokoll-Befehl (TESTSETP) enthielt zu viele
Indizes. Die Grenze liegt bei 20.
Fehler 196
Code zu alt
Der Compiler, der den Programmcode erzeugt hat, war zu alt
für diese Firmware. Bitte geben Sie eine neuere APOSS ein.
Fehler 198
Verletzung des Endschalters
Nach Erreichen des Endschalters und Quittieren des Fehlers
gab es erneut einen Versuch einer Bewegung in die falsche
Richtung.
Fehler 199
Interner MCO-Fehler
Falls dieser Fehler auftreten sollte, wenden Sie sich bitte an
Ihren Händler und geben Sie die angezeigte Fehlernummer
der technischen Kundendienstabteilung an.
36 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 37

Fehlersuche und -behebung Produkthandbuch MCO 305
7
7.2 APOSS-Software-Meldungen
Die APOSS-Softwaremeldungen sind alphabetisch geordnet.
Buchstaben nach einem %-Zeichen stehen für Variablen, die
in Klartext an den entsprechenden Stellen verwendet
werden können.
Kompilierungsfehler: Programm nicht gespeichert!
Eine Datei wird immer zuerst kompiliert und dann
gespeichert. Wenn Sie das Programm speichern möchten, z.
B. im Menü Regler → Programm speichern, und während der
Kompilierung ein Syntaxfehler gefunden wird, wird diese
Meldung angezeigt.
Starten Sie die → Syntaxüberprüfung im Menü Entwicklung,
korrigieren Sie den Syntaxfehler und speichern Sie das
Programm dann.
Verbindung zu ... besteht bereits ...
Verbindung zu %d besteht bereits [%s] – zum Fenster
wechseln?
Beim Öffnen eines neuen Fensters oder beim Versuch, ein
Fenster an einen Regler anzuschließen, der bereits mit einem
Fenster verbunden ist.
Ja: Der Regler wird vom alten Fenster getrennt und mit
dem neuen Fenster verbunden.
Nein: Der Regler bleibt mit dem alten Fenster verbunden.
Das neue Fenster wird nicht mit einem Regler
verbunden.
- Identische Software-Versionen,
- dieselbe Konfiguration (z. B. dieselbe Anzahl an
Achsen);
- falls bereits Arrays eingefügt wurden, müssen diese
mit den zu speichernden bezüglich Typ und Größe
übereinstimmen.
Fehler im Achsenparameter-Teil der Datei
Beim erneuten Speichern einer Konfiguration (z. B. über
Regler → Parameter → Aus Datei wiederherstellen) erkennt der
Computer, dass die Daten im Bereich der Achsenparameter
falsch formatiert sind. Die Parameteranzahl und die
Reihenfolge müssen korrekt und die Nummerierung muss
durchgängig sein.
Damit die Datei gespeichert werden kann, müssen folgende
Bedingungen erfüllt sein:
- Identische Software-Versionen mit derselben
Anzahl und Reihenfolge der Parameter,
- dieselbe Konfiguration (z. B. dieselbe Anzahl an
Achsen).
Fehler im Teil der globalen Parameter der Datei
Beim erneuten Speichern einer Konfiguration (z. B. über
Regler → Parameter→ Aus Datei wiederherstellen) erkennt der
Computer, dass die Daten im Bereich der globalen Parameter
falsch formatiert sind.
Damit die Datei gespeichert werden kann, müssen folgende
Bedingungen erfüllt sein:
7
Verbindungs-PIN ist nicht gültig.
Verbindungs-PIN %d %d ist nicht gültig in Zeile %d Spalte
%d
Eine ungültige Kombination oder eine PIN, die nicht
eingestellt werden kann, wird mit dem AUS-Befehl
verwendet.
Regler führt ein Programm oder einen Befehl aus!
Wenn der Regler einen Befehl oder ein Programm ausführt,
ist er nicht verfügbar für weitere Befehle. Der neue Befehl
muss abgebrochen und neugestartet werden, sobald der
vorherige Befehl ausgeführt wurde.
Fehler im Arrayteil einer Datei
Beim erneuten Speichern einer Konfiguration (z. B. Regler →
Parameter → Aus Datei wiederherstellen) erkennt der
Computer, dass die Daten im Arraybereich falsch formatiert
sind.
Damit die Datei gespeichert werden kann, müssen folgende
Bedingungen erfüllt sein:
- Identische Software-Versionen mit derselben
Anzahl und Reihenfolge der Parameter,
- dieselbe Konfiguration (z. B. dieselbe Anzahl an
Achsen).
Verlorene Verbindung zu ...
Wenn der VLT AutomationDrive FC 300 ausgeschaltet oder
der Stecker gezogen wird o. Ä., wird das Fenster vom VLT
AutomationDrive FC 300 getrennt, und die verlorene
Verbindung wird registriert.
Timeout: Keine Frequenzumrichter-Antwort
Der VLT AutomationDrive FC 300 antwortet nicht;
Verbindung überprüfen.
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 37
Page 38

Appendix Produkthandbuch MCO 305
8 Appendix
8.1 Parameterlisten
8
Die Parameter werden durch Parameternummern
bezeichnet. Wir empfehlen den alphabetisch sortierten
Überblick als Richtlinie; dann können Sie genauere Informationen sehr schnell anhand der Nummer oder des Links
finden.
Änderungen während des Betriebs
„WAHR“ bedeutet, dass der Parameter während des Betriebs
des Frequenzumrichters geändert werden kann.
„FALSCH“ bedeutet, dass der gestoppt werden muss, um
Änderungen vorzunehmen.
4-Setup (4-Par. Sätze)
„1-Setup“: Der Datenwert ist in allen Parametersätzen gleich.
Konvertierungsindex
Gibt einen Konvertierungswert an, der beim Schreiben oder
Lesen mit einem verwendet wird.
Detaillierte Informationen zum Programmieren enthält das
Programmierhandbuch VLT AutomationDrive FC 300MG.
33.BX.YY.
Konvertierungsindex 0
Umrechnungsfaktor 1
Datentyp
Siehe für alle Datentypen das Projektierungshandbuch VLT
AutomationDrive FC 300 Design Guide, MG.33.BX.YY.
Datentyp Beschreibung Typ
2 Integer (Ganzzahl) 8 Bit Int8
3 Integer (Ganzzahl) 16 Bit Int16
4 Integer (Ganzzahl) 32 Bit Int32
5Ohne Vorzeichen 8 BitUint8
6 Ohne Vorzeichen 16 Bit Uint16
7 Ohne Vorzeichen 32 Bit Uint32
38 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 39

Appendix Produkthandbuch MCO 305
8
8.1.1 Anwendungsparameter, Parametergruppe 19-**
Par. Nr. # Parametername Parameterbeschreibung Werkseinstellung Änderungen
während des
Betriebs
19-0* Anwendungsparameter
19-00 Anwendungsparameter 0 „WAHR“
… WAHR
19-89 Anwendungsparameter 0 WAHR
Anwendungsparameter
19-90 Anwendungsparameter 90 0 Nur Lesen. 1 set-up (1
19-91 Anwendungsparameter 91 0 Nur Lesen. 1 set-up (1
19-92 Anwendungsparameter 92 0 Nur Lesen. 1 set-up (1
19-93 Anwendungsparameter 93 0 Nur Lesen. 1 set-up (1
19-94 Anwendungsparameter 94 0 Nur Lesen. 1 set-up (1
19-95 Anwendungsparameter 95 0 Nur Lesen. 1 set-up (1
19-96 Anwendungsparameter 96 0 Nur Lesen. 1 set-up (1
19-97 Anwendungsparameter 97 0 Nur Lesen. 1 set-up (1
19-98 Anwendungsparameter 98 0 Nur Lesen. 1 set-up (1
19-99 Anwendungsparameter 99 0 Nur Lesen. 1 set-up (1
4-Setup (4-
Par. Sätze)
Parame-
tersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Konvertie-
rungsindex
0Int32
0Int32
0Int32
0Int32
0Int32
0Int32
0Int32
0Int32
0Int32
0Int32
Typ
8
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 39
Page 40

Appendix Produkthandbuch MCO 305
8.1.2 MCO-Grundeinstellungen, Parametergruppe 32-**
8
Par. Nr. # Parametername Parameterbe-
schreibung
Werkseinstellung Änderungen
während
4-Setup (4-
Par. Sätze)
des Betriebs
32-0* Drehgeber 2 – Slave
32-00 ENCODERTYPE Inkrem. Signaltyp [1] RS422 „WAHR“ 1 set-up (1
Parametersatz)
32-01 ENCODER Inkrementalauf-
lösung
32-02 ENCODER ABSTYPE Absolutwertpro-
tokoll
32-03 ENCODER ABSRES Absolutwertauf-
lösung
32-04 ENCODERBAUD Absolutwertgeber
Baudrate X55
32-05 ENCODERDATLEN Absolutwertgeber-
Datenlänge
32-06 ENCODERFREQ Absolutwertgeber-
Taktfrequenz
32-07 ENCODER CLOCK Absolutwertgeber
Takt
32-08 ENCODER DELAY Absolutwertgeber-
Kabellänge
32-09 ENCODER
MONITORING
32-10 POSDRCT Drehrichtung [1] Kein Betrieb WAHR 1 set-up (1
32-11 POSFACT_N Nenner Benutzer-
32-12 POSFACT_Z Zähler Benutzer-
32-13 ENCCONTROL Drehgeber 2
32-14 Drehgeber 2
32-15 Drehgeber 2 CAN-
32-3* Drehgeber 1 – Master
32-30 MENCODER TYPE Inkrem. Signaltyp [1] RS422 WAHR 1 set-up (1
32-31 MENCODER Inkrementalauf-
32-32 MENCODER ABSTYPE Absolutwertpro-
32-33 MENCODER ABSRES Absolutwertauf-
32-34 MENCODERBAUD Absolutwertgeber
32-35 MENCODER DATLEN Absolutwertgeber-
Drehgeberüberwachung
einheit
einheit
Regelung
Knoten-ID
Führung
lösung
tokoll
lösung
Baudrate X56
Datenlänge
1024 PPR WAHR 1 set-up (1
Parametersatz)
[0] Keine WAHR 1 set-up (1
Parametersatz)
8192 PPR WAHR 1 set-up (1
Parametersatz)
[4] 9600 WAHR 1 set-up (1
Parametersatz)
25 Bit WAHR 1 set-up (1
Parametersatz)
262.000 kHz WAHR 1 set-up (1
Parametersatz)
[1] Ein WAHR 1 set-up (1
Parametersatz)
0WAHR1 set-up (1
Parametersatz)
[0] Aus WAHR 1 set-up (1
Parametersatz)
Parametersatz)
1WAHR1 set-up (1
Parametersatz)
1WAHR1 set-up (1
Parametersatz)
0WAHR2 set-ups (2
Parame-
tersätze)
127 WAHR 2 set-ups (2
Parame-
tersätze)
[0] Aus WAHR 2 set-ups (2
Parame-
tersätze)
Parametersatz)
1024 PPR WAHR 1 set-up (1
Parametersatz)
[0] Keine WAHR 1 set-up (1
Parametersatz)
8192 PPR WAHR 1 set-up (1
Parametersatz)
[4] 9600 WAHR 1 set-up (1
Parametersatz)
25 Bit WAHR 1 set-up (1
Parametersatz)
Konvertie-
Typ
rungsinde
x
Uint8
Uint32
Uint8
Uint32
Uint8
Uint32
Uint8
Uint16
Uint8
Uint8
Uint32
Uint32
Uint8
Uint8
Uint8
Uint8
Uint32
Uint8
Uint32
Uint8
40 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 41

Appendix Produkthandbuch MCO 305
8
Par. Nr. # Parametername Parameterbe-
schreibung
Werkseinstellung Änderungen
während
4-Setup (4-
Par. Sätze)
des Betriebs
32-36 MENCODER FREQ Absolutwertgeber-
Taktfrequenz
32-37 MENCODER CLOCK Absolutwertgeber
Takt
32-38 MENCODER DELAY Absolutwertgeber-
Kabellänge
32-39 MENCODER
MONITORING
32-40 MENCODER TERM Drehgebertermi-
32-43 MENCCONTROL Drehgeber 1
32-44 Drehgeber 1
32-45 Drehgeber 1 CAN-
32-5* Istwertanschluss
32-50 Quelle Slave [2] Drehgeber 2 WAHR 1 set-up (1
32-52 Quell-Master [1] Drehgeber 1 WAHR 1 set-up (1
32-6* PID-Regler
32-60 KPROP Proportionalitäts-
32-61 KDER D-Wert für PID-
32-62 KINT I-Faktor 0 WAHR 1 set-up (1
32-63 KILIM Grenzwert für
32-64 BANDWIDTH PID-Bandbreite 1000 WAHR 1 set-up (1
32-65 FFVEL Vorsteuerung für
32-66 FFACC Vorsteuerung der
32-67 POSERR Maximal tolerierter
32-68 REVERS Reversierverhalten
32-69 TIMER Abtastzeit für PID-
32-70 PROFTIME Abtastzeit für
32-71 REGWINMAX Größe des
Drehgeberüberwachung
nierung
Regelung
Knoten-ID
Führung
faktor
Regelung
Integralsumme
Geschwindigkeit
Beschleunigung
Positionsfehler
für Slave
Regler
Profilgeber
Regelfensters
(Aktivierung)
262.000 kHz WAHR 1 set-up (1
Parametersatz)
[1] Ein WAHR 1 set-up (1
Parametersatz)
0WAHR1 set-up (1
Parametersatz)
[0] Aus WAHR 1 set-up (1
Parametersatz)
[1] Ein WAHR 1 set-up (1
Parametersatz)
0WAHR2 set-ups (2
Parame-
tersätze)
127 WAHR 2 set-ups (2
Parame-
tersätze)
[0] Aus WAHR 2 set-ups (2
Parame-
tersätze)
Parametersatz)
Parametersatz)
30 WAHR 1 set-up (1
Parametersatz)
0WAHR1 set-up (1
Parametersatz)
Parametersatz)
1000 WAHR 1 set-up (1
Parametersatz)
Parametersatz)
0WAHR1 set-up (1
Parametersatz)
0% WAHR 1 set-up (1
Parametersatz)
20000 qc WAHR 1 set-up (1
Parametersatz)
[0] Reversierung WAHR 1 set-up (1
Parametersatz)
1 ms WAHR 1 set-up (1
Parametersatz)
[1] 1 ms WAHR 1 set-up (1
Parametersatz)
0 qc WAHR 1 set-up (1
Parametersatz)
Konvertie-
Typ
rungsinde
x
Uint32
Uint8
Uint16
Uint8
Uint8
Uint8
Uint8
Uint8
0Uint32
0Uint32
0Uint32
0Uint16
0Uint16
0Uint32
0Uint32
Uint32
Uint8
Uint16
Uint8
Uint32
8
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 41
Page 42

Appendix Produkthandbuch MCO 305
8
Par. Nr. # Parametername Parameterbe-
schreibung
Werkseinstellung Änderungen
während
4-Setup (4-
Par. Sätze)
des Betriebs
32-72 REGWINMIN Größe des
Regelfensters
(Deaktivierung)
32-73 KILIMTIME Integralbegren-
zungsfilterzeit
32-74 POSERRTIME Positionsfehlerfil-
terzeit
32-8* Geschwindigkeit und Beschleunigung
32-80 VELMAX Maximale
Geschwindigkeit
(Drehgeber)
32-81 RAMPMIN Kürzeste Rampe 1 s WAHR 1 set-up (1
32-82 RAMPTYPE Rampentyp 0 WAHR 1 set-up (1
32-83 VELRES Geschwindigkeits-
auflösung
32-84 DFLTVEL Standardgeschwin-
digkeit
32-85 DFLTACC Standardbeschleu-
nigung
32-86 JERKMIN Beschleunigung
herauf für
begrenzte Erschütterung
32-87 JERKMIN2 Beschleunigung
herunter für
begrenzte Erschütterung
32-88 JERKMIN3 Verzögerung
herauf für
begrenzte Erschütterung
32-89 JERKMIN4 Verzögerung
herunter für
begrenzte Erschütterung
0 qc WAHR 1 set-up (1
Parametersatz)
0 ms WAHR 2 set-ups (2
Parame-
tersätze)
0 ms WAHR 2 set-ups (2
Parame-
tersätze)
1500 UPM WAHR 1 set-up (1
Parametersatz)
Parametersatz)
Parametersatz)
100 WAHR 1 set-up (1
Parametersatz)
50 WAHR 1 set-up (1
Parametersatz)
50 WAHR 1 set-up (1
Parametersatz)
100 ms WAHR 2 set-ups (2
Parame-
tersätze)
0 ms WAHR 2 set-ups (2
Parame-
tersätze)
0 ms WAHR 2 set-ups (2
Parame-
tersätze)
0 ms WAHR 2 set-ups (2
Parame-
tersätze)
Konvertierungsinde
x
Uint32
int16
int16
Uint32
Uint32
Uint8
Uint16
Uint16
Uint16
Uint32
Uint32
Uint32
Uint32
Typ
42 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 43

Appendix Produkthandbuch MCO 305
8
8.1.3 Erweiterte MCO-Einstellungen, Parametergruppe 33-**
Par. Nr. # Parame-
tername
33-0* Referenzpunktbewegung
33-00 HOME_FORCE Referenzfahrt
33-01 HOME_OFFSET Nullpunktversatz
33-02 HOME_RAMP Rampe für
33-03 HOME_VEL Geschwindigkeit der
33-04 HOME_TYPE Verhalten während
33-1* Synchronisierung
33-10 SYNCFACTM Synchronisierungs-
33-11 SYNCFACTS Synchronisierungs-
33-12 SYNCPOSOFFS Position-Offset für
33-13 SYNC ACCURACY Genauigkeitsfenster
33-14 SYNCVELREL Relative Slavege-
33-15 SYNCMARKM Markierungszahl für
33-16 SYNCMARKS Markierungsanzahl
33-17 SYNCMPULSM Mastermarkierungs-
33-18 SYNCMPULSS Slavemarkierungs-
33-19 SYNCMTYPM Mastermarkie-
33-20 SYNCMTYPS Slavemarkierungstyp [0] Drehgeber
Parameterbeschreibung
erzwingen
vom Referenzpunkt
Referenzfahrt
Referenzpunktbewegung
der Referenzpunktbewegung
faktor Master (M:S)
faktor Slave (M:S)
Synchronisierung
für Positionierungssynchronisierung
schwindigkeitsgrenz
e
Master
für Slave
distanz
distanz
rungstyp
Werkseinstellung Änderungen
[0] nicht erzwungen „WAHR“ 1 set-up (1
0 qc WAHR 1 set-up (1
10 WAHR 1 set-up (1
10 WAHR 1 set-up (1
[0] Rückwärts +
Index
1WAHR1 set-up (1
1WAHR1 set-up (1
0 qc WAHR 1 set-up (1
1000 qc WAHR 1 set-up (1
0% WAHR 1 set-up (1
1WAHR1 set-up (1
1WAHR1 set-up (1
4096 WAHR 1 set-up (1
4096 WAHR 1 set-up (1
[0] Drehgeber
Position 0
Position 0
4-Setup (4-
während des
Par. Sätze)
Betriebs
WAHR 1 set-up (1
WAHR 1 set-up (1
WAHR 1 set-up (1
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Konvertierungsinde
x
Uint8
Int32
Uint16
Int16
Uint8
Int32
Int32
Int32
Int32
Uint8
Uint16
Uint16
Uint32
Uint32
Uint8
Uint8
Typ
8
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 43
Page 44

Appendix Produkthandbuch MCO 305
8
Par. Nr. # Parame-
tername
Parameterbeschreibung
Werkseinstellung Änderungen
während des
4-Setup (4-
Par. Sätze)
Betriebs
33-21 SYNCMWINM Toleranzfenster
Mastermarkierung
33-22 SYNCMWINS Toleranzfenster
Slavemarkierung
33-23 SYNCMSTART Startverhalten für
Synchronisierung
33-24 SYNCFAULT Markierungsanzahl
für Fehler
33-25 SYNCREADY Markierungsanzahl
für READY
33-26 SYNCVFTIME Geschwindigkeits-
filter
33-27 SYNCOFFTIME Offset-Filterzeit 0 ms WAHR 1 set-up (1
33-28 SYNCMFPAR Markierungsfilterkon-
figuration
33-29 SYNCMFTIME Filterzeit für Markie-
rungskorrektur
33-30 SYNCM
MAXCORR
33-31 SYNCTYPE Synchronisie-
33-32 SYNCFFVEL Vorsteuerungsdreh-
33-33 SYNCVFLIMIT Geschwindigkeitsfil-
33-34 SYNCSFTIME Slavemarkierungs-
33-4* Grenzwertverarbeitung
33-40 ENDSWMOD Verhalten am
33-41 NEGLIMIT Negative Software-
33-42 POSLIMIT Positive Software-
33-43 SWNEGLIMACT Negative Software-
Max. Markierungskorrektur
rungstyp
zahlanpassung
terfenster
Filterzeit
Endschalter
Endbegrenzung
Endbegrenzung
Endbegrenzung aktiv
[0] Markierungsfilter
0WAHR1 set-up (1
Parame-
tersatz)
0WAHR1 set-up (1
Parame-
tersatz)
[0] Startfunktion 1 WAHR 1 set-up (1
Parame-
tersatz)
10 WAHR 1 set-up (1
Parame-
tersatz)
1WAHR1 set-up (1
Parame-
tersatz)
0 ms WAHR 1 set-up (1
Parame-
tersatz)
Parame-
tersatz)
WAHR 1 set-up (1
1
0 ms WAHR 1 set-up (1
[0] Aus WAHR 1 set-up (1
[0] Standard WAHR 1 set-up (1
0WAHR
0 qc WAHR
0WAHR
[0] Fehlerroutine
aufrufen
-500000 qc WAHR 1 set-up (1
500000 qc WAHR 1 set-up (1
[0] Inaktiv WAHR 1 set-up (1
WAHR 1 set-up (1
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Parame-
tersatz)
Konvertie-
Typ
rungsinde
x
Uint32
Uint32
Uint16
Uint16
Uint16
0Int32
Uint32
Uint8
Int32
Uint32
Uint8
Uint8
Int32
Int32
Uint8
44 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 45

Appendix Produkthandbuch MCO 305
8
Par. Nr. # Parame-
tername
Parameterbeschreibung
Werkseinstellung Änderungen
während des
4-Setup (4-
Par. Sätze)
Betriebs
33-44 SWPOSLIMACT Positive Software-
Endbegrenzung aktiv
33-45 TESTTIM Zeit in Zielfenster 0 ms WAHR 1 set-up (1
33-46 TESTVAL Zielfenster-
Grenzwert
33-47 TESTWIN Größe des
Zielfensters
33-5* I/O-Konfiguration
33-50 I_FUNCTION_1 Klemme X57/1
Digitaleingang
33-51 I_FUNCTION_2 Klemme X57/2
Digitaleingang
33-52 I_FUNCTION_3 Klemme X57/3
Digitaleingang
33-53 I_FUNCTION_4 Klemme X57/4
Digitaleingang
33-54 I_FUNCTION_5 Klemme X57/5
Digitaleingang
33-55 I_FUNCTION_6 Klemme X57/6
Digitaleingang
33-56 I_FUNCTION_7 Klemme X57/7
Digitaleingang
33-57 I_FUNCTION_8 Klemme X57/8
Digitaleingang
33-58 I_FUNCTION_9 Klemme X57/9
Digitaleingang
33-59 I_FUNCTION_10 Klemme X57/10
Digitaleingang
33-60 IOMODE Klemme X59/1 und
X59/2 Funktion
33-61 I_FUNCTION_11 Klemme X57/11
Digitaleingang
33-62 I_FUNCTION_12 Klemme X57/12
Digitaleingang
[0] Inaktiv WAHR 1 set-up (1
Parame-
tersatz)
Parame-
tersatz)
1 qc WAHR 1 set-up (1
Parame-
tersatz)
0 qc WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] Ausgang „FALSCH“ 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
Konvertierungsinde
x
Uint8
Uint8
Uint16
Uint16
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Typ
8
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 45
Page 46

Appendix Produkthandbuch MCO 305
8
Par. Nr. # Parame-
tername
Parameterbeschreibung
Werkseinstellung Änderungen
während des
4-Setup (4-
Par. Sätze)
Betriebs
33-63 O_FUNCTION_1 Klemme X59/1
Digitalausgang
33-64 O_FUNCTION_2 Klemme X59/2
Digitalausgang
33-65 O_FUNCTION_3 Klemme X59/3
Digitalausgang
33-66 O_FUNCTION_4 Klemme X59/4
Digitalausgang
33-67 O_FUNCTION_5 Klemme X59/5
Digitalausgang
33-68 O_FUNCTION_6 Klemme X59/6
Digitalausgang
33-69 O_FUNCTION_7 Klemme X59/7
Digitalausgang
33-70 O_FUNCTION_8 Klemme X59/8
Digitalausgang
33-8* Globale Parameter
33-80 PRGPAR Aktive Programm-
nummer
33-81 Netz-Ein-Zustand Netz-Ein-Zustand [1] Motor ein WAHR 1 set-up (1
33-82 ZUSTANDSÜBER-
WACHUNG
33-83 ERRCOND Verhalten nach
33-84 ESCCOND Verhalten nach
33-85 EXTERNAL24V Ext. 24 VDC für MCO [0] Nein WAHR 1 set-up (1
33-9* MCO Port-Einstellungen
33-90 X62 MCO CAN-
33-91 X62 MCO CAN-
33-94 X62 MCO RS485
Zustandsüberwachung
Frequenzumrichter
Fehler
Abbruch
Knoten-ID
Baudrate
serieller Abschluss
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
[0] ohne Funktion WAHR 1 set-up (1
Parame-
tersatz)
-1 WAHR 1 set-up (1
Parame-
tersatz)
Parame-
tersatz)
[1] Ein WAHR 1 set-up (1
Parame-
tersatz)
[0] Motorfreilauf WAHR 1 set-up (1
Parame-
tersatz)
[0] Regelung Stopp WAHR 1 set-up (1
Parame-
tersatz)
Parame-
tersatz)
127 N/A WAHR 2 set-ups (2
Parametersätze)
[20] 125 Kbps WAHR 2 set-ups (2
Parametersätze)
[0] Aus WAHR 2 set-ups (2
Parametersätze)
Konvertie-
Typ
rungsinde
x
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
0Uint8
Uint8
0Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
Uint8
46 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 47

Appendix Produkthandbuch MCO 305
8
Par. Nr. # Parame-
tername
33-95 X62 MCO RS485
Parameterbeschreibung
serielle Baudrate
Werkseinstellung Änderungen
während des
Betriebs
[2] 9600 Baud WAHR 2 set-ups (2
4-Setup (4-
Par. Sätze)
Parametersätze)
Konvertierungsinde
x
Uint8
Typ
8
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 47
Page 48

Appendix Produkthandbuch MCO 305
8.1.4 MCO-Datenanzeige, Parametergruppe 34-**
8
Par. Nr. # Parame-
tername
Parameterbeschreibung
Werksein-
stellung
Änderungen
während des
4-Setup (4-Par.
Sätze)
Betriebs
34-0* PCD-Par. schreiben
34-01 PCD 1 Schreiben an
MCO
34-02 PCD 2 Schreiben an
MCO
34-03 PCD 3 Schreiben an
MCO
34-04 PCD 4 Schreiben an
MCO
34-05 PCD 5 Schreiben an
MCO
34-06 PCD 6 Schreiben an
MCO
34-07 PCD 7 Schreiben an
MCO
34-08 PCD 8 Schreiben an
MCO
34-09 PCD 9 Schreiben an
MCO
34-10 PCD 10 Schreiben an
MCO
34-2* PCD-Par. lesen
34-21 PCD 1 Lesen von MCO 1 set-up (1
34-22 PCD 2 Lesen von MCO 1 set-up (1
34-23 PCD 3 Lesen von MCO 1 set-up (1
34-24 PCD 4 Lesen von MCO 1 set-up (1
34-26 PCD 6 Lesen von MCO 1 set-up (1
34-27 PCD 7 Lesen von MCO 1 set-up (1
34-28 PCD 8 Lesen von MCO 1 set-up (1
34-29 PCD 9 Lesen von MCO 1 set-up (1
34-30 PCD 10 Lesen von MCO 1 set-up (1
34-4* Eingänge und Ausgänge
34-40 Digitaleingänge 1 set-up (1
34-41 Digitalausgänge 1 set-up (1
34-5* Prozessdateneinheit
34-50 Istposition BE 1 set-up (1
34-51 Sollposition BE 1 set-up (1
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
1 set-up (1
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Umwand-
lungsindex
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Uint16
Int32
Int32
Typ
48 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 49

Appendix Produkthandbuch MCO 305
8
Par. Nr. # Parame-
tername
Parameterbe-
schreibung
Werksein-
stellung
Änderungen
während des
4-Setup (4-Par.
Sätze)
Betriebs
34-52 Master-Istposition qc 1 set-up (1
Parametersatz)
34-53 Slave-Indexposition BE 1 set-up (1
Parametersatz)
34-54 Master-Indexposition qc 1 set-up (1
Parametersatz)
34-55 Kurvenposition 1 set-up (1
Parametersatz)
34-56 Spurfehler BE 1 set-up (1
Parametersatz)
34-57 Synchronisierungsfehler BE 1 set-up (1
Parametersatz)
34-58 Istgeschwindigkeit BE/s 1 set-up (1
Parametersatz)
34-59 Master-Istgeschwin-
digkeit
34-60 Synchronisationsstatus 1 set-up (1
34-61 Achsenstatus 1 set-up (1
34-62 Programmstatus 1 set-up (1
34-7* Diagnose-Anzeigen
34-70 MCO Alarmwort 1 „FALSCH“ 1 set-up (1
34-71 MCO Alarmwort 2 FALSCH 1 set-up (1
qc/s 1 set-up (1
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Parametersatz)
Umwand-
lungsindex
Int32
Int32
Int32
Int32
Int32
Int32
Int32
Int32
Int32
Int32
Int32
Uint32
Uint32
Typ
8
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 49
Page 50

Index Produkthandbuch MCO 305
Index
F
A
Abkürzungen............................................................................................ 4
Abtastprogramm: Berechnung Der Vorsteuerung................... 17
Abtastzeit Für PID-Regler:................................................................. 23
Allgemeine
Technische Daten............................................................................ 28
Warnung................................................................................................ 6
Anschluss
Und Betrieb Mehrerer Frequenzumrichter............................. 27
Und Test Des Drehgebers / Der Drehgeber........................... 16
Anschlussklemmen.............................................................................. 28
Anweisungen Zur Inbetriebnahme............................................... 14
Anwendungsparameter, Parametergruppe 19-**.................... 39
Anwendungsprogramm.................................................................... 29
FFACC....................................................................................................... 23
FFVEL......................................................................................................... 22
Führen Sie Das Drehgeber-Testprogramm Aus........................ 17
G
Grenzwert Für Integralsumme:....................................................... 22
Grundeinstellungen MCO-Parameter........................................... 14
H
Herunterladen Von Anwendungsprogramm Und -konfigurati-
I
I-Faktor:.................................................................................................... 22
Installation Der Anwendung............................................................ 26
B
Bedeutung Und Beeinflussung Der Reglerparameter............ 21
Beispiele Für Drehgeber-Anschlüsse............................................ 12
Bevor Sie Reparaturarbeiten Ausführen......................................... 5
D
Der
Motor Unkontrolliert Startet........................................................ 18
Tolerierte Positionsfehler Überschritten Wurde?................. 25
Die Maximale Geschwindigkeit Nicht Erreicht Wird?.............. 25
Digitalausgänge.................................................................................... 28
Digitaleingänge.................................................................................... 28
Drehgeberausgang.............................................................................. 29
Drehgebereingänge............................................................................ 29
Drehgeberspannungsversorgung................................................. 29
D-Wert Für PID-Regelung.................................................................. 22
K
KILIM.......................................................................................................... 22
KINT........................................................................................................... 22
Kombinierte Digitaleingänge/-ausgänge.................................... 28
KPROP....................................................................................................... 22
M
Manuelle Initialisierung........................................................................ 7
MCO 305 Steuerklemmen................................................................. 10
MCO-Datenanzeige, Parametergruppe 34-**............................ 48
MCO-Grundeinstellungen, Parametergruppe 32-**................ 40
Mechanische Installation Der Option Im VLT AutomationDrive
O
Optimierung Des PID-Reglers.......................................................... 20
E
Eine Tendenz Zur Instabilität Besteht?......................................... 25
Einfluss Auf Die Regelschleife Durch Änderung Von Parame-
tern...... 18
Einstellen
Der Drehgeber-Parameter............................................................ 14
Der Geschwindigkeitsparameter............................................... 15
Einstellung
Der Referenzpunkt-Parameter.................................................... 15
Der Synchronisierungsparameter.............................................. 16
Einstellungen Des PID-Reglers........................................................ 17
Elektrische Installation........................................................................ 10
Ende Der Drehgeber-Überprüfung................................................ 17
Erste Schritte............................................................................................. 7
Erweiterte MCO-Einstellungen, Parametergruppe 33-**....... 43
P
PID-Bandbreite...................................................................................... 23
PID-Filter.................................................................................................. 21
Proportionalitätsfaktor....................................................................... 22
R
Regelung Von Prozessarbeiten....................................................... 20
Regelungseigenschaften................................................................... 29
S
Schrittweise Optimierung Der Reglereinstellungen............... 23
Schutz Und Funktionen...................................................................... 28
Sich Der Motor Nicht Bewegt?......................................................... 18
on...... 26
FC 300...... 8
50 MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss.
Page 51

Index Produkthandbuch MCO 305
Sicherer Stopp Bei FC 302.................................................................... 6
Sicherheitshinweise............................................................................... 5
Sicherung Und Wiederherstellung Über LCP............................. 27
Software-Version..................................................................................... 5
Stationäre Genauigkeit Erforderlich Ist?...................................... 25
Symbole...................................................................................................... 3
T
Technische
Daten.................................................................................................... 28
Daten Des Absolutwertgebers.................................................... 29
Daten Des Inkrementalgebers.................................................... 29
Testprogramms..................................................................................... 18
TIMER........................................................................................................ 23
Tolerierter Positionsfehler Überschritten.................................... 19
Ü
Überblick
Klemmen............................................................................................. 11
Versorgungsspannung.................................................................. 30
Überprüfung Des Master-Drehgebers Auf Synchronisierungs-
anwendungen...... 17
U
Unerwartetem Anlauf............................................................................ 5
V
Vereinbarungen....................................................................................... 3
Verfügbare Literatur FürVLT AutomationDrive FC 300, MCO
305 Und MCT 10 Motion Control Tool...... 3
Vorsteuerung
Der Beschleunigung:...................................................................... 23
Für Geschwindigkeit:...................................................................... 22
W
Warnung Vor Hochspannung............................................................. 5
Wiederherstellen.................................................................................. 26
Z
Zulassungen............................................................................................. 3
MG.33.K3.03 - VLT® ist eine eingetragene Marke von Danfoss. 51
 Loading...
Loading...