

Page 1

MCO 305 Projektierungshandbuch
Inhaltsverzeichnis
Projektierungshandbuch lesen .................................................3
Projektierungshandbuch lesen........................................................................3
Verfügbare Literatur für FC 300, MCO 305 und MCT 10 Motion Control Tool...........4
Symbole und Konventionen ...........................................................................5
Abkürzungen...............................................................................................5
Definitionen ................................................................................................5
Definitionen ................................................................................................6
Einführung in VLT Motion Control Option MCO 305.................11
Was ist eine VLT Motion Control Option MCO 305?...........................................11
Systemüberblick ........................................................................................12
Konfigurationsbeispiele ............................................................................... 13
Schnittstellen zwischen MCO 305, FC 300 und anderen Options-Modulen............14
PID-Regelung ............................................................................................ 14
Drehgeber ................................................................................................15
Programmausführung ................................................................................. 15
Funktionen und Beispiele .......................................................17
Positionierung............................................................................................17
Synchronisation .........................................................................................24
Kurvenscheibensteuerung (CAM-Modus)........................................................35
Nockenschaltwerk ......................................................................................47
Mechanische Bremssteuerung ...................................................................... 48
Ruckbegrenzung ........................................................................................ 50
PC Software Benutzeroberfläche ............................................57
APOSS Benutzeroberfläche .......................................................................... 57
Das Editierfenster ......................................................................................60
Menü Datei ...............................................................................................63
Menü Bearbeiten........................................................................................ 64
Menü Entwicklung ...................................................................................... 66
Menü Steuerung ........................................................................................ 72
Menü Tools................................................................................................81
Menü Einstellungen ....................................................................................82
Menü Fenster ............................................................................................ 86
Menü Hilfe ................................................................................................86
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 1
Page 2

MCO 305 Produkthandbuch
Menü Download ......................................................................................... 87
Programme debuggen.................................................................................89
APOSS Tools ........................................................................... 93
CAM-Editor ...............................................................................................93
Array-Editor ............................................................................................ 109
APOSS Oszilloskop ................................................................................... 120
Programmieren mit APOSS...................................................163
MCO mit der APOSS Makrosprache programmieren ....................................... 163
Grundlagen ............................................................................................. 163
Debugging .............................................................................................. 167
Preprozessor ........................................................................................... 178
APOSS Befehlsgruppen ............................................................................. 181
Verschaffen Sie sich einen Überblick über alle Programmbeispiele ................... 195
Parameter-Referenz .............................................................199
FC 300, MCO 305 und Anwendungsparameter .............................................. 199
Übersicht FC 300 Parameter ...................................................................... 201
Einstellungen für die Anwendung................................................................ 203
MCO Parameter ....................................................................................... 204
MCO Grundeinstellungen ........................................................................... 204
MCO weitere Einstellungen ........................................................................ 220
MCO Datenanzeigen ................................................................................. 243
Parameterlisten ....................................................................................... 246
Fehlersuche und -behebung ................................................. 255
Warnungen und Fehlermeldungen............................................................... 255
Meldungen von der APOSS-Software ........................................................... 264
Index.................................................................................... 265
Copyright ¤ Danfoss A/S, 2010
Warenzeichen VLT ist ein eingetragenes Warenzeichen von Danfoss.
Hiperface® ist eingetragenes Warenzeichen der Sick Stegmann GmbH, Max Stegmann GmbH Antriebstechnik-
Elektronik.
Microsoft, Windows 2000 und Windows XP sind entweder eingetragene Warenzeichen oder Warenzeichen der
Microsoft Corporation in den USA und/oder anderen Ländern.
2 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 3

MCO 305 Projektierungshandbuch
Projektierungshandbuch lesen
Projektierungshandbuch lesen
Dieses Projektierungshandbuch führt Sie Schritt für Schritt durch die Anwendung der Motion Control Option
MCO 305. Bitte lesen Sie auch das Produkthandbuch, um sicher und professionell mit dem System zu
arbeiten und beachten Sie vor allem auch die Sicherheitshinweise und allgemeinen Warnungen.
Das Kapitel Projektierungshandbuch lesen führt
in das Projektierungshandbuch ein und informiert
über die Symbole, Abkürzungen und Definitionen,
die in diesem Handbuch benutzt werden.
Seitenteiler für „Projektierungshandbuch lesen”.
Das Kapitel Einführung zu MCO 305 informiert
über Funktionsweise und Eigenschaften der
MCO 305, gibt einen Systemüberblick anhand von
Konfigurationsbeispielen und erklärt einige grundlegende Themen wie Drehgeber und Programmausführung.
Seitenteiler für das Kapitel „Einführung”.
Das Kapitel Funktionen und Beispiele führt Sie
durch Anwendungsbeispiele von der einfachen
Positionierung über verschiedene Synchronisationen bis hin zu Kurvenscheibensteuerungen. Mit
diesen Beispielen können Sie im Detail nachvollziehen wie die Parameter gesetzt, die Steuerungen
programmiert und die Kurven editiert werden.
Seitenteiler für „Funktionen und Beispiele”.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 3
Page 4
MCO 305 Projektierungshandbuch
__ Projektierungshandbuch lesen __
Das Kapitel PC Software Benutzeroberfläche
informiert über die APOSS-spezifischen Menüs und
Funktionen. Für mehr Details klicken Sie bitte auf
o Hilfe in der APOSS Menüleiste. Das Kapitel
APOSS Tools bietet detaillierte Informationen
über den CAM-Editor, Array-Editor sowie das
APOSS Oszilloskop.
Das Kapitel Programmieren zeigt wie man Steue-
Seitenteiler für „PC Software Benutzeroberfläche”.
rungen für den Frequenzumrichter mit MCO 305
programmiert. Dieses Kapitel erläutert alle Befehle
nach Gruppen geordnet und alle Parameter in der
Parameter-Referenz.
Seitenteiler für „Programmieren”.
Das Kapitel Fehlersuche und -behebung hilft,
die Ursachen von Problemen, die beim Arbeiten mit
dem Frequenzumrichter mit MCO 305 auftreten
können, zu finden und zu beheben. Der nächste
Abschnitt erklärt die wichtigsten Meldungen der PCBenutzeroberfläche.
Seitenteiler für „Fehlersuche und -behebung”.
Das Handbuch schließt mit einem Stichwortverzeichnis.
In der Online-Hilfe finden Sie im Kapitel Programmbeispiele etwa 50 kurze Beispiele, die Sie benutzen
können, um sich mit dem Programm vertraut zu machen oder direkt in Ihr Programm kopieren können.
Verfügbare Literatur für FC 300, MCO 305 und MCT 10 Motion Control Tool
Das MCO 305 Produkthandbuch liefert die erforderlichen Informationen zum Einbau und für die
Inbetriebnahme des MCO 305 sowie für die Optimierung der Steuerung.
Das MCO 305 Projektierungshandbuch enthält alle technischen Informationen über die Optionskarte
sowie Informationen für die Realisierung kundenspezifischer Designs und Anwendungen.
Die MCO 305 Befehlsreferenz ergänzt das MCO 305 Projektierungshandbuch mit der detaillierten
Beschreibung aller Befehle.
Das VLT® AutomationDrive FC 300 Produkthandbuch liefert die erforderlichen Informationen für die
Inbetriebnahme und den Betrieb des Frequenzumrichters.
Das VLT® AutomationDrive FC 300 Projektierungshandbuch enthält alle technischen Informationen zum
Frequenzumrichter sowie Informationen zur kundenspezifischen Anpassung und Anwendung.
Das VLT® AutomationDrive FC 300 MCT 10 Produkthandbuch bietet Informationen für die Installation
und den Gebrauch der Software auf einem PC.
Die technische Literatur von Danfoss Drives ist auch online unter www.danfoss.com/drives verfügbar.
4 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 5
MCO 305 Projektierungshandbuch
__ Projektierungshandbuch lesen __
Symbole und Konventionen
In diesem Handbuch verwendete Symbole:
ACHTUNG!:
Kennzeichnet einen wichtigen Hinweis.
Kennzeichnet eine allgemeine Warnung.
Kennzeichnet eine Warnung vor gefährlicher elektrischer Spannung.
Markiert in der Auswahl die Werkseinstellung.
*
Konventionen
Die Informationen in diesem Handbuch sind weitestgehend systematisiert und typografisch folgendermaßen
beschrieben:
Menüs und Funktionen, Befehle und Parameter
Menüs und Funktionen sind kursiv geschrieben, zum Beispiel Steuerung o Parameter.
Befehle und Parameternamen sind in Großbuchstaben geschrieben, zum Beispiel: AXEND und KPROP;
Parameter sind kursiv geschrieben, zum Beispiel: Proportionalfaktor.
Parameter-Einstellungen
Werte, die für Parameter-Einstellungen ausgewählt werden können, stehen in eckigen Klammern, z. B. [3].
Tasten
Die Namen der Tasten und Funktionstaten stehen ebenfalls in eckigen Klammern, zum Beispiel die
Steuerungstaste [Strg]-Taste oder nur [Strg], die [Esc]-Taste oder die [F1]-Taste.
Abkürzungen
Ampere, Milliampere A, mA
Automatische Motor Anpassung AMA
Benutzereinheiten BE
Gleichstrom DC
Digitaler Signal-Prozessor DSP
Frequenzumrichter FU
Hauptistwert HIW
Hauptsollwert HSW
LCP Bedieneinheit LCP
Bit mit dem niedrigsten Stellenwert LSB
Motion Control Option MCO
Motion Control Tool MCT
Minute Min
Maschinennullpunkt MN
Höchstwertiges Bit MSB
Master Unit MU
Schalter normalerweise geschlossen NC
Schalter normalerweise offen NO
Nach plus schaltender digitaler
Ausgang
Parameter Par.
PID Regelung PID
Nach minus schaltender digitaler
Ausgang
Pulse pro Umdrehung [PPR] Pulse/U
Quadcounts qc
Sekunde, Millisekunde s, ms
Abtastzeit (Sample time) st
Steuerwort STW
Umdrehungen pro Minute U/Min
Volt V
Zustandswort ZSW
NPN
PNP
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 5
Page 6
MCO 305 Projektierungshandbuch
__ Projektierungshandbuch lesen __
Definitionen
MLONG
Eine untere oder obere Grenze für viele Parameter ist:
-MLONG = -1.073.741.824
MLONG = 1.073.741.823
Online / Offline Parameter
Änderungen der Online-Parameter werden sofort nach Änderung des Datenwertes aktiviert. Änderungen der
Offline-Parameter werden erst dann aktiviert, wenn am LCP [OK] gedrückt wurde.
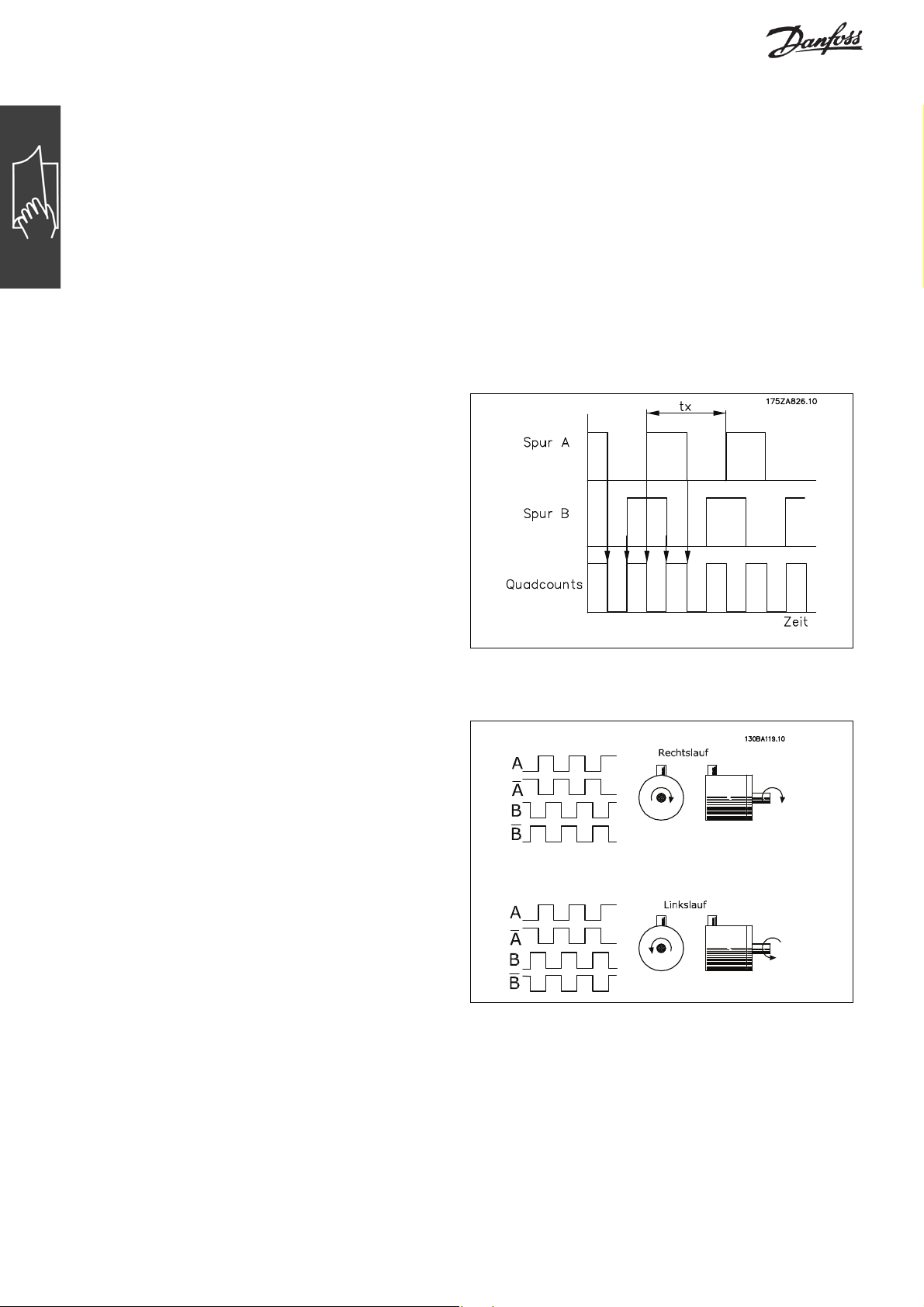
Quadcounts
Inkrementalgeber: 4 Quadcounts entsprechen
einer Drehgeber-Umdrehung.
Absolutgeber: 1:1 (1 qc entspricht einer Drehgeber-Umdrehung).
Aus den beiden Spuren (A/B) der Inkrementalgeber
wird durch Flankenauswertung eine Vervierfachung
der Inkremente erzeugt. Dies verbessert die Auflösung.
Drehgeber-Drehrichtung
Die Drehrichtung eines Drehgebers wird dadurch
bestimmt, wie die Pulse in den Antrieb einfließen:
Rechtsdrehend heißt, dass Kanal A 90° (elektrische
Grad) vor Kanal B liegt.
Linksdrehend heißt, dass Kanal B 90° (elektrische
Grad) vor Kanal A liegt.
Die Drehrichtung erkennt man, wenn man auf das
Wellenende schaut.
Ableitung der Quadcounts.
6 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 7

MCO 305 Projektierungshandbuch
__ Projektierungshandbuch lesen __
Virtueller Master
Ein virtueller Master ist eine Drehgeber-Simulation,
die ein gewöhnliches Master-Signal für eine Synchronisation für bis zu 32 Achsen unterstützt.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 7
Page 8
MCO 305 Projektierungshandbuch
__ Projektierungshandbuch lesen __
Benutzereinheiten
Die Einheiten für den Antrieb oder den Slave und den Master können in beliebiger Weise definiert werden,
so dass der Anwender mit sinnvollen Werten arbeiten kann.
Die Faktoren SYNCFACTM / SYNCFACTS, POSFACT_Z / POSFACT_N sind ab Version MCO 5.00 nicht mehr auf
kleine Werte begrenzt.
Intern werden sie wie folgt behandelt: Wann immer ein Wert mit einem Getriebefaktor multipliziert werden
muss (d.h. Master Inkremente per ms), wird zuerst geprüft, ob eine Multiplikation einen Überlauf erzeugt.
Falls dies der Fall wäre, wird ein Faktor (64 Bit) benutzt, bestehend aus
SYNCFACTS/SYNCFACTM zum Multiplizieren von delta_master.
Falls kein Überlauf entsteht, wird zuerst mit SYNCFACTS multipliziert und dann durch SYNCFACTM geteilt.
Der Fehler wird wie folgt behandelt:
Normaler Fall
Die Multiplikation mit SYNCFACTS erzeugt keinen Fehler, aber die Division durch SYNCFACTM besagt, dass
das Ergebnis um 1/2³²
falsch sein kann. Das bedeutet, dass (im schlimmsten Fall) solch ein Fehler jede ms
auftritt, d.h. dass nach 1193 Stunden (49,71 Tage) ein Fehler von 1 qc (Slave) gemacht wird.
Hohe Faktor-Werte
In diesem Fall könnte der benutzte Faktor selbst (SYNCFACTS/SYNCFACTM) um 1/2³²
falsch sein. Das heißt,
dass im schlimmsten Fall jede ms ein Fehler von delta_master * 1/2³² auftritt. Angenommen, es wird ein
Drehgeber mit 1000 Strichen (4000 qc) pro Umdrehung eingesetzt. Weiter angenommen, dass mit
2000 U/min gefahren wird, d.h. mit einer Geschwindigkeit von 133 qc/ms. Das bedeutet, dass ein Fehler
von 133 * 1/2³²
per ms gemacht wird. Daraus folgt, dass im schlimmsten Fall (maximaler Fehler jede ms
immer in der gleichen Richtung) ein Fehler von 1 qc nach 9 Stunden entstehen könnte.
Das sollte in den meisten Anwendungen nicht relevant sein.
Benutzereinheiten [BE]
Wegangaben in Fahrbefehlen erfolgen immer in Benutzereinheiten und werden intern in Quadcounts umgerechnet. Diese wirken sich auf alle Befehle für das Positionieren aus: z.B. APOS, POS.
Auch für die Kurvenscheibensteuerung kann der Anwender sinnvolle Einheiten wählen, um die Kurve für den
Master und den Slave zu beschreiben. Zum Beispiel 1/100 mm oder bei Anwendungen, bei denen eine Umdrehung betrachtet wird 1/10 Grad.
Bei der Kurvenscheibensteuerung wird der maximale Fahrabstand des Slaves bzw. die Zykluslänge des
Slaves in Benutzereinheiten BE [qc] angegeben.
Sie normieren die Einheit mit einem Faktor. Dieser ist ein Bruch, der sich aus Zähler und Nenner zusammensetzt:
[BE] nheitBenutzerei 1
Zählerktor Benutzerfa 12-32 Par.
Nennerktor Benutzerfa 11-32 Par.
Par. 32-12 Benutzerfaktor Zähler POSFACT_Z
Par. 32-11 Benutzerfaktor Nenner POSFACT_N
Die Normierung bestimmt, wie viele Quadcounts eine Benutzereinheit ergeben: Wenn der Faktor zum
Beispiel 50375/1000 beträgt, entspricht eine BE genau 50,375 qc.
ACHTUNG!:
Wenn die Benutzereinheiten in qc umgerechnet werden, wird der Integer-Wert benutzt. Wenn qc in
Benutzereinheiten umgerechnet werden, wird gerundet.
8 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 9

MCO 305 Projektierungshandbuch
__ Projektierungshandbuch lesen __
Master Units [MU]
Die Kurvenlänge bzw. Master-Zykluslänge und andere Angaben (zum Beispiel der Markerabstand) für die
Kurvenscheibensteuerung werden in Master-Units MU angeben.
Par. 33-10 Synchronisationsfaktor Master SYNCFACTM
Par. 33-11 Synchronisationsfaktor Slave SYNCFACTS
Offener Regelkreis vs. geschlossenen Regelkreis (Open-Loop / Closed-Loop)
Unter „Open-Loop” (offener Regelkreis) versteht man eine Steuerung ohne Rückführung. „Closed-Loop”Steuerungen (geschlossener Regelkreis) vergleichen die zurückgelieferte Geschwindigkeit oder Position mit
der Sollgeschwindigkeit bzw. mit der Sollposition und erzeugen einen modifizierten Befehl um den Fehler zu
verringern. Der Fehler ist die Differenz zwischen der erforderlichen Drehzahl und der Ist-Drehzahl.
Open-Loop kann in Systemen benutzt werden, wo weder die Motorgeschwindigkeit kritisch ist, noch eine
exakte Positionierung erforderlich ist. Gebläse- oder Pumpensteuerungen und andere einfache Anwendungen sind Beispiele dafür.
[MU] UnitMaster 1
Masteror ationsfaktSynchronis 1033 Par.
Slaveor ationsfaktSynchronis 1133 Par.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 9
Page 10

Page 11

MCO 305 Projektierungshandbuch
Einführung in VLT Motion Control Option MCO 305
Was ist eine VLT Motion Control Option MCO 305?
MCO 305 ist eine integrierte programmierbare Steuerung für die beiden VLT Automation Drives FC 301 und
FC 302; sie ergänzt die schon sehr umfassenden Standardfunktionen dieser Antriebe mit weiterer
Funktionalität und hoher Flexibilität.
FC 301 und FC 302 mit MCO 305 sind intelligente Antriebe, die hohe Genauigkeit und Dynamik für Steuerungsaufgaben sowie für die Synchronisation (elektronische Welle), die Positionierung und die elektronische
Kurvenscheibensteuerung (CAM) bieten. Zusätzlich zur Programmierbarkeit bietet MCO 305 eine Vielfalt von
Anwendungsfunktionen wie Monitoring und eine ausgefeilte Fehlerbehandlung.
Die Entwicklungs- und Anwendungsprogramme für die MCO 305 sowie die Konfiguration und Inbetriebnahme werden mittels einer einfach zu benutzenden PC-Software erstellt, die im VLT Motion Control Tool
MCT 10 integriert ist. Die PC Software enthält einen Editor zum Programmieren mit Programmbeispielen und
einen Editor zum Erstellen der Kurvenprofile sowie „Testfahrt”- und „Scope”-Funktionen zum Optimieren der
Steuerung. MCO 305 basiert auf eine ereigniskontrollierte Programmierung, die eine strukturierte MakroProgrammiersprache benutzt, die eigens für die Anwendung entwickelt und optimiert wurde.
FC 301 und FC 302 können als „all-in-one”-Antrieb mit einem vorinstallierten MCO 305 Modul geliefert
werden oder eine MCO 305 wird als Option für die Installation im Feld geliefert.
Basisfunktionen und Spezifikationen:
– HOME Funktion.
– Absolute und relative Positionierung.
– Software- und Hardware-Begrenzung.
– Geschwindigkeits-, Positions- und Marker-
Synchronisation.
– Kurvenscheibensteuerung (CAM).
– Virtuelle Masterfunktion zum Synchronisieren
von mehreren Slaves.
– Online einstellbare Getriebeübersetzungen.
– Online einstellbarer Offset.
– Definition der Anwendungsparameter über das
FC 300 Kontrollpanel.
– Lese/Schreib-Zugang zu allen FC 300
Parametern.
– Daten senden und empfangen über das Feldbus-
Interface (erfordert die Feldbus-Option).
– Interrupt-Steuerung durch verschiedene Ereig-
nisse: Digitaler Eingang, Position, Feldbus Daten,
Parameter- oder Status-Änderung und Zeit.
– Operatoren, Vergleichsoperationen, Bit-
operationen und logische Verknüpfungen.
– Bedingte und unbedingte Sprungbefehle.
– Grafische PID-Optimierung.
– Debugging-Funktionen.
– Unterstützte Drehgebertypen: 5 V Inkremental
RS422 und SSI absolut Single- und Multiturn,
Gray Code, einstellbare Taktfrequenz und
Datenlänge.
– 3 Versorgungsspannungen: 5 V, 8 V und 24 V.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 11
Page 12

MCO 305 Projektierungshandbuch
__ Einführung in VLT Motion Control Option MCO 305 __
Systemüberblick
Das MCO 305 System enthält mindestens folgende Elemente:
– FC 300.
– MCO 305 Modul.
– Motor/Getriebemotor.
– Drehgeber mit Rückführung. Der Drehgeber muss auf der Motorwelle montiert sein, wenn der FC 300 mit
Fluxvektor mit Rückführung benutzt wird. Der Drehgeber mit Rückführung zum Positionieren und Synchronisieren kann überall in der Anwendung montiert werden. Sehen Sie auch „Konfigurationsbeispiele".
– Master-Drehgeber (nur zum Synchronisieren).
– PC mit MCT 10 zum Programmieren.
Folgendes kann auch erforderlich sein:
Bremswiderstand für elektrische Bremsung
Mechanische Bremse.
12 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 13

MCO 305 Projektierungshandbuch
__ Einführung in VLT Motion Control Option MCO 305 __
Konfigurationsbeispiele
Ein Drehgeber wird sowohl als Motor-Rückmeldung
für Fluxvektor-Regelung als auch für die PositionsRückmeldung verwendet.
Ein Drehgeber wird als Motor-Rückmeldung für die
Fluxvektor-Regelung mit Rückführung verwendet
(über die Drehgeber-Option MCB 102 angeschlossen), ein Linear-Drehgeber wird zur SlavePositions-Rückmeldung benutzt und ein dritter
Drehgeber als Master.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 13
Page 14

MCO 305 Projektierungshandbuch
__ Einführung in VLT Motion Control Option MCO 305 __
Schnittstellen zwischen MCO 305, FC 300 und anderen Options-Modulen
Die Schnittstelle zwischen einer MCO 305 und der FC 300 Steuerkarte ermöglicht sowohl das Lesen und
Schreiben von allen Parametern als auch das Lesen des Status von allen Eingängen sowie die Steuerung
von allen Ausgängen. Zusätzlich können verschiedene Prozessdaten wie das Statuswort und der aktuelle
Motorstrom mit dem MCO 305 Anwendungsprogramm ausgelesen werden.
MCO 305 steuert den FC 300 über Soll-Drehzahl/Drehmoment; sehen Sie dazu auch den Abschnitt „PIDRegelung”.
Feldbus-Schnittstelle (z.B. PROFIBUS und
DeviceNet): MCO 305 hat einen Lese/SchreibZugang zu den erhaltenen bzw. gesendeten Daten
über verschiedene Feldbus-Schnittstellen (dies
erfordert eine Feldbus-Modul als Option).
Relais Option MCB 105: Die Relais-Ausgänge von
MCB 105 können durch das MCO 305 Anwendungsprogramm gesteuert werden.
Mehrzweck-I/O-Option MCB 103: Mit dem MCO 305
Anwendungsprogramm kann der Status der Eingänge gelesen und können die Ausgänge gesteuert
werden.
MCO 305 Anwendungsprogramme und Konfigurationsdaten werden über die FC 300 Schnittstelle (RS485
oder USB) oder via PROFIBUS DPV1 hoch- oder heruntergeladen (erfordert die Option PROFIBUS-Modul).
Dasselbe gilt für Online-PC-Software-Funktionen wie Testfahrt und Fehlersuche (Debugging).
PID-Regelung
MCO 305 hat eine PID-Regelung (Proportional, Integral, Differential) für die Positionierung, die auf der Istposition (Drehgeber-Rückführung) und der Sollposition (berechnete Position) basiert. Die MCO 305 PIDRegelung steuert in allen Betriebsmodi die Position außer bei der Geschwindigkeits-Synchronisation, bei der
statt dessen die Geschwindigkeit geregelt wird. Der FC 300 wirkt im MCO 305 Regelkreis wie ein „Verstärker” und muss deshalb für den angeschlossenen Motor und die Last optimiert werden, bevor die MCO 305
PID-Regelung eingerichtet werden kann. Der FC 300 kann in einem offenen oder geschlossenen Regelkreis
innerhalb der MCO 305 Regelung betrieben werden, siehe folgendes Beispiel:
Einen Leitfaden für die Optimierung der MCO 305 PID-Regelung finden Sie im MCO 305 Produkthandbuch.
Einen Leitfaden für die Optimierung des FC 300 finden Sie im FC 300 Produkthandbuch.
14 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 15

MCO 305 Projektierungshandbuch
__ Einführung in VLT Motion Control Option MCO 305 __
Drehgeber
MCO 305 unterstützt verschiedene Drehgebertypen:
– Inkrementalgeber mit RS422 Signaltyp.
– Inkrementalgeber mit sinus–cosinus Signaltyp.
– Absolutgeber mit SSI Schnittstelle.
Master- und Feedback/Slave-Drehgebertypen können unabhängig voneinander ausgewählt werden; als
Geber können Dreh- oder Lineargeber benutzt werden. Die Auswahl des Gebertyps hängt von den Anforderungen der Anwendung und von dem allgemein bevorzugten Typ ab. Es gibt drei wichtige Auswahlkriterien:
– Maximale Positioniergenauigkeit ist ±1 Geberinkrement.
– Um eine stabile und dynamische Steuerung sicherzustellen, werden mindestens 20 Geberinkremente pro
PID-Regelungszyklus (Standard ist 1 Millisekunde) für die Mindestgeschwindigkeit der Anwendung benötigt.
– Die maximale Frequenz der MCO 305 Drehgebereingänge darf bei maximaler Geschwindigkeit nicht über-
schritten werden.
Der Drehgeber mit Rückführung (Feedback-Drehgeber) kann direkt auf die Motorwelle oder hinter die
Getriebe und/oder anderen Übersetzungen montiert werden. Es gibt jedoch einige wichtige Problemkreise,
die beim Montieren der Drehgeber beachtet werden müssen:
– Es sollte eine feste Verbindung zwischen Motor und Drehgeber sein. Schlupf, Nachlauf (Totgang) und
Elastizität würden die Genauigkeit und Stabilität der Steuerung verringern.
– Wenn der Drehgeber mit langsamer Geschwindigkeit läuft, muss er eine hohe Auflösung haben um das
oben Geforderte einzuhalten. (Mindestens 20 Drehgeber-Inkremente pro Abtastzyklus.)
Programmausführung
MCO 305 kann bis zu 90 Programme speichern. Aber nur eines dieser Programme kann zur gleichen Zeit
ausgeführt werden. Es gibt drei Arten das Programm das ausgeführt werden soll zu bestimmen:
Mit Parameter 33-80 Aktivierte Programmnummer.
Über die digitalen Eingänge (Parameter 33-50 bis 33-59, 33-61 und 33-62).
Mit der PC Software.
Ein Programm muss als Autostart-Programm definiert sein. Das Autostart-Programm wird automatisch nach
dem Einschalten ausgeführt. Ohne Autostart-Programm kann man ein Programm nur mit der PC-Software
ausführen.
Das Autostart-Programm wird immer zuerst ausgeführt. Wenn das Autostart-Programm beendet ist (kein
LOOP oder EXIT Befehl) kann Folgendes auftreten:
1. Wenn Parameter 33-80 (Aktivierte Programmnummer) = -1 und kein Eingang (Parameter 33-50 bis 33-
59, 33-61 und 33-62) als Programmausführung starten ([13] oder [14]) definiert ist: Es wird wieder
das Autostart-Programm gestartet.
2. Wenn Parameter 33-80 (Aktivierte Programmnummer) -1 und kein Eingang (Parameter 33-50 bis 33-
59, 33-61 und 33-62) als Programmausführung starten ([13] oder [14]) definiert ist: Es wird das aus-
gewählte Programm (Par. 33-80) ausgeführt.
3. Wenn ein Eingang (Parameter 33-50 bis 33-59, 33-61 und 33-62) als Programmausführung starten
([13] oder [14]) definiert ist und einer oder mehrere Eingänge als Programmwahl ([15]) bestimmt sind:
Das ausgewählte Programm (Programmwahl-Eingänge) wird ausgeführt, sobald der Eingang für
Programmausführung starten aktiviert wird.
Das aktive Programm kann über einen digitalen Eingang abgebrochen werden, wenn ein Eingang als Pro-
grammausführung abbrechen (Option [9] oder [10] in 33-50 bis 33-59, 33-61 und 33-62) festgelegt ist. Das
abgebrochene Programm kann wieder über einen digitalen Eingang gestartet werden, wenn ein solcher als
Programmausführung fortsetzen (Option [11] oder [12] in 33-50 bis 33-59, 33-61 und 33-62) definiert ist.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 15
Page 16

MCO 305 Projektierungshandbuch
__ Einführung in VLT Motion Control Option MCO 305 __
Das Starten des Autostart-Programms nach dem Einschalten kann durch Drücken der [Cancel]-Taste auf
dem FC 300 LCP während des Hochfahrens vermieden werden. Die Taste muss solange gedrückt werden,
bis die Meldung „Benutzerabbruch” (Fehler 119) im Display erscheint.
Ein temporäres Programm kann aus dem Editor (MCT10/APOSS) heraus ausgeführt werden. Temporäre Programme werden nur im RAM gespeichert und sind daher nach dem Ausschalten verloren. Das temporäre
Programm kann auch in einem speziellen Debug-Modus ausgeführt werden, in dem es möglich ist, die Programmausführung zu beeinflussen sowie die Daten und Variablen auszulesen. (Details dazu finden Sie in
der APOSS-Online-Hilfe.)
Das Verbinden eines PC mit MCT 10 mit einem Antrieb kann das aktive Programm abbrechen, z.B. wenn
ein neues Programm heruntergeladen wird oder wenn mit dem Programm-Editor gearbeitet wird. ([Esc]
bricht die Programmausführung ab.)
ACHTUNG!:
Wenn ein Fehler das aktive Programm beendet und keine Fehlerbehandlung (ON ERROR GOSUB
xxxx) definiert ist, wird das Programm nicht mehr starten.
16 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 17

MCO 305 Projektierungshandbuch
Funktionen und Beispiele
Positionierung
Grundsätzlich bedeutet „Positionierung” in Verbindung mit einem Antrieb, die Achse auf eine bestimmte
Position fahren. Um eine exakte Positionierung zu erhalten, ist es notwendig in einem geschlossenen
Regelkreis die Istposition auf Basis der Positionsrückführung eines Drehgebers zu steuern.
Eine Positionierung mit einer Steuerung in einem geschlossenen Regelkreis erfordert Folgendes: Eine festgesetzte Geschwindigkeit, Beschleunigung und Zielposition, dass ein Geschwindigkeitsprofil auf Basis der
Istposition auf der Achse sowie der zuvor erwähnten Parameter berechnet ist, und dass die Achse entsprechend dem Geschwindigkeitsprofil bewegt wird bis die Zielposition erreicht ist.
Typische Anwendungen, bei denen eine exakte Positionierung notwendig ist, sind:
Palettierer, zum Beispiel Flaschenkästen auf eine Palette stapeln.
Sortiertische, zum Beispiel um Material in Wannen oder Fächern auf einem rotierenden Tisch zu füllen.
Transportbänder, zum Beispiel um Material auf Länge zu schneiden.
Aufzüge, zum Beispiel ein Fahrstuhl der in verschiedenen Ebenen hält.
MCO 305 bietet drei Hauptpositionierungsarten:
Absolut
Relativ
Touch Probe
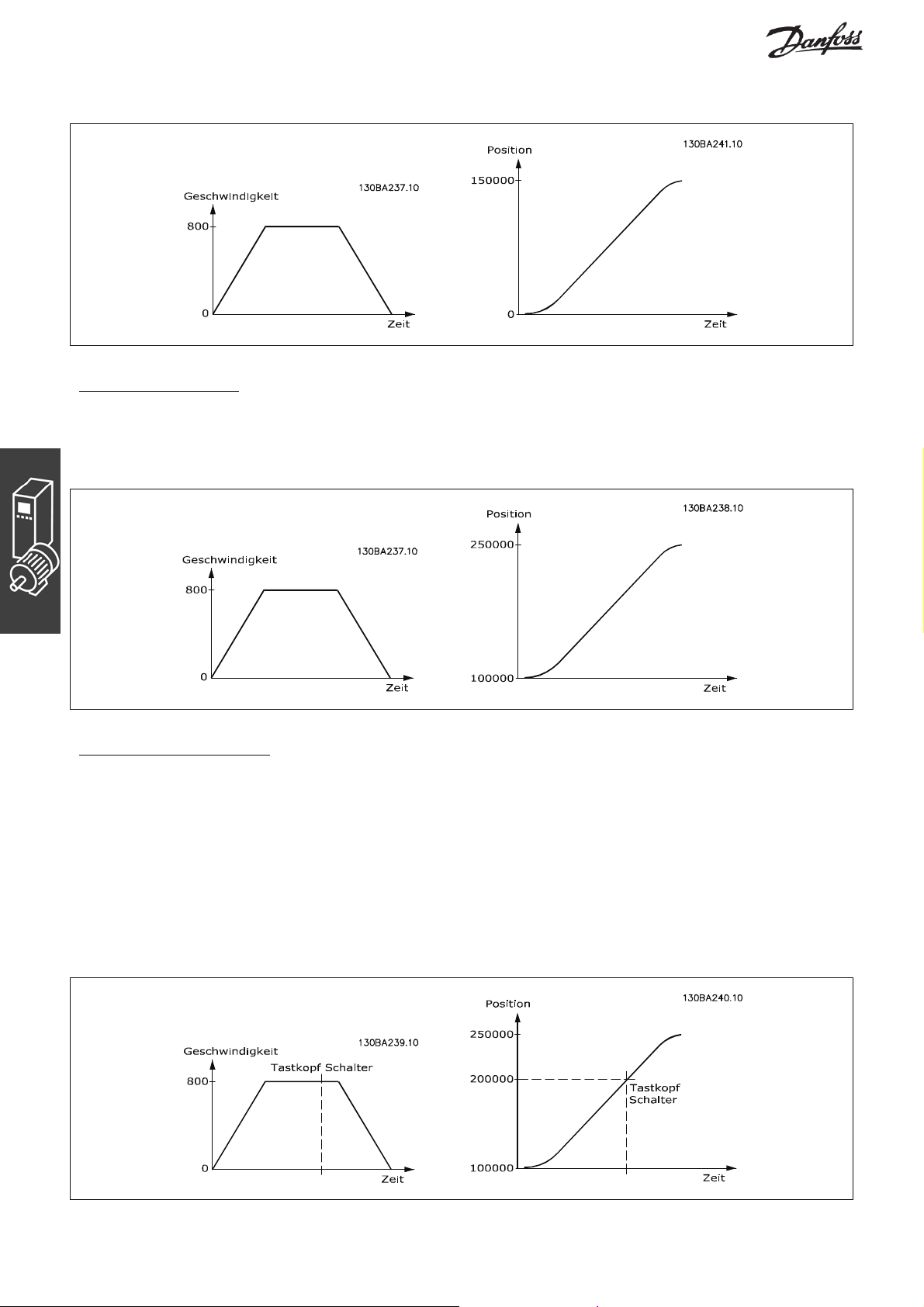
Absolute Positionierung
Eine absolute Positionierung bezieht sich immer auf den absoluten Nullpunkt eines Systems, das bedeutet,
dass dieser definiert sein muss, bevor eine absolute Positionierung ausgeführt werden kann. Wenn Inkrementalgeber eingesetzt werden, wird der Nullpunkt mit der HOME Funktion festgesetzt, die den Antrieb zum
Referenzschalter fährt, stoppt und die Istposition als Nullpunkt definiert. Wenn Absolutgeber eingesetzt
werden, ist der Nullpunkt durch den Drehgeber vorgegeben.
Wenn die Startposition 0 ist und bei einer absoluten Positionierung auf 150.000 die Zielposition 150.000 ist,
wird der Antrieb also eine Distanz von 150.000 zurücklegen. Falls andererseits die Startposition 100.000 ist,
bleibt bei einer absoluten Positionierung auf 150.000 die Zielposition weiterhin 150.000, aber der Antrieb
wird nur über eine Distanz von 50.000 bewegt, weil er auf die Position 150.000 bezogen zum Nullpunkt
fährt.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 17
Page 18
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
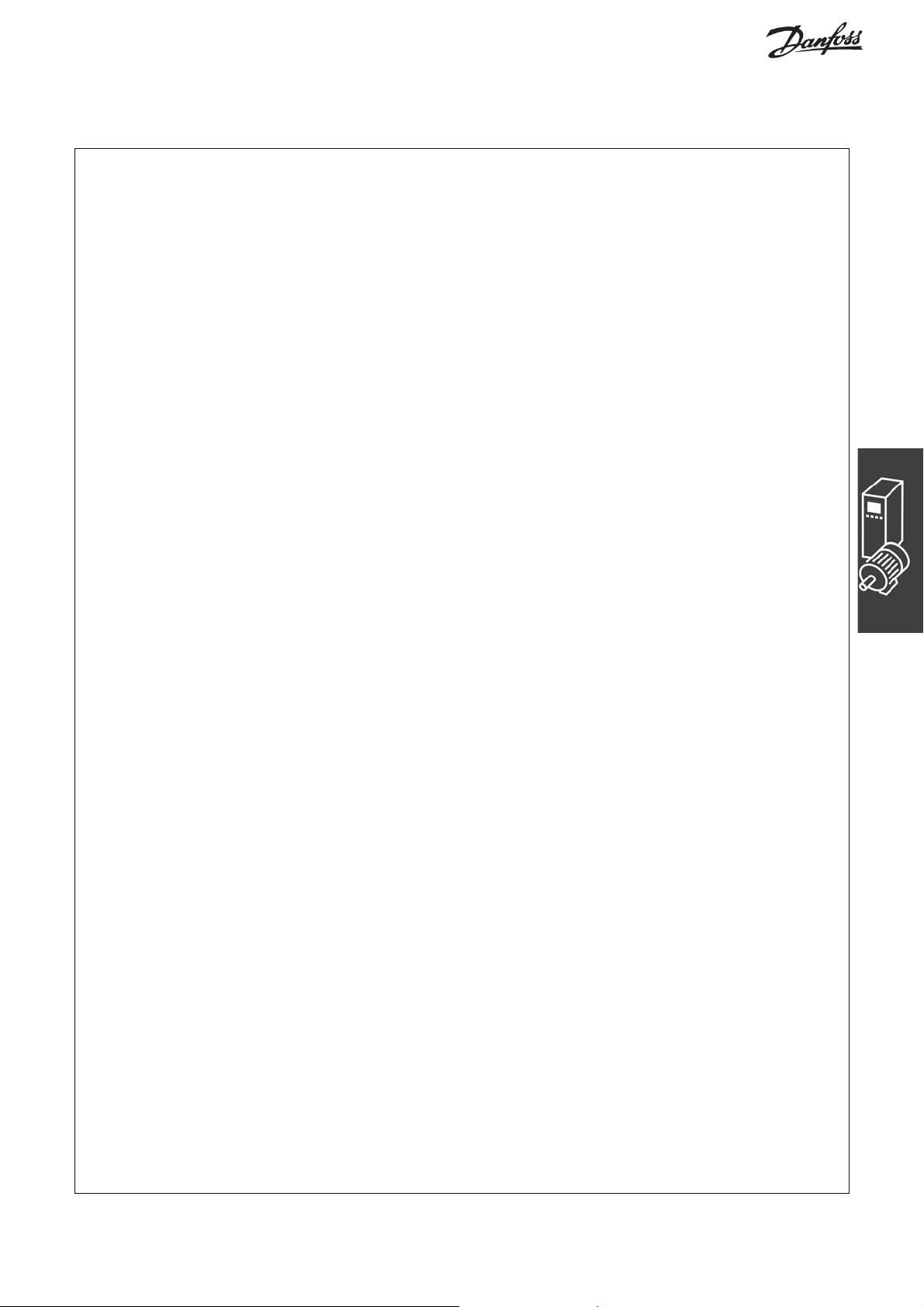
Relative Positionierung
Eine relative Positionierung ist immer auf die Istposition bezogen; deshalb ist es möglich eine Positionierung
durchzuführen, ohne den absoluten Nullpunkt zu definieren.
Wenn die Startposition 100.000 ist, mit einer relativen Positionierung auf 150.000, dann ist die Zielposition
250.000 (100.000 + 150.000); die Fahrdistanz beträgt also 150.000.
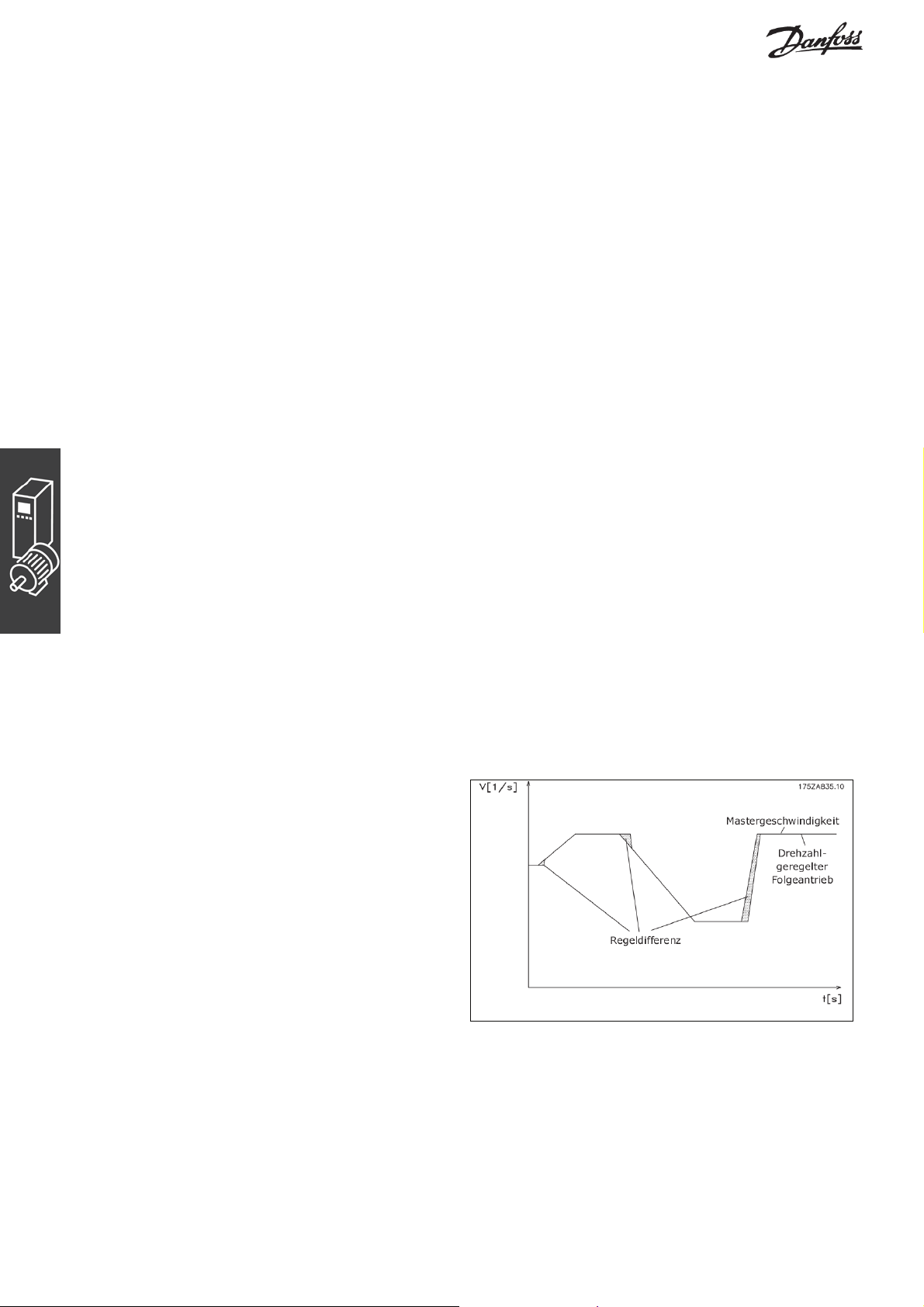
Touch-Probe Positionierung
Bei einer Touch-Probe Positionierung wird die Positionierung auf die Istposition bezogen wenn der Touch-
Probe-Eingang aktiviert wird, das heißt die Zielposition ist die Position der Touch Probe plus der Positionierdistanz. Eine Touch-Probe Positionierung ist daher eine relative Positionierung bezogen auf einen Marker
statt auf eine aktuelle Startposition.
Touch-Probe ist ein Sensor; es kann ein mechanischer Schalter sein, ein Näherungssensor, ein optischer
Sensor oder Ähnliches. Sobald der Sensor aktiviert ist, zum Beispiel durch eine Kiste auf einem Transportband, wird die Referenz für die Positionierung gesetzt.
Bei einer Touch-Probe Positionierung auf Position 50.000 läuft der Antrieb, bis der Touch-Probe-Sensor zum
Beispiel auf Position 200.000 aktiviert wird, und fährt dann weiter bis zu seiner Zielposition von 250.000
(200.000 + 50.000). Eine Touch-Probe-Positionierung wird auch „markerabhängige” Positionierung genannt.
18 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 19

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Anwendungsbeispiel: Palettierer für Flaschenkästen
Das folgende Beispiel zeigt einen Palettierer, der
Flaschenkästen aufstapelt. Die Kästen werden mit
einem Greifer packweise entladen und Lage für
Lage auf die Palette gesetzt. Alle drei Positionierungsarten werden in diesem Beispiel benutzt und
in drei Schritten erläutert.
ANMERKUNG: Das Folgende ist nur ein Beispiel und
die gezeigten Einstellungen und Programme können nicht die vollständige Funktionalität abdecken,
die eine reale Anwendung fordern würde.
Es wird vorausgesetzt, dass die Motor- und Drehgeber-Anschlüsse geprüft sind und dass alle grundlegenden Parameter wie Motor- und Drehgeberdaten sowie die PID-Regelung eingestellt sind.
Anleitungen für die Einstellung der Parameter
finden Sie in den Produkthandbüchern FC 300 und
MCO 305 sowie in der Online-Hilfe.
Absolute Positionierung
Das absolute Positionieren wird mit folgender Funktion des Palettierers erklärt: Die horizontale Achse hat
zwei feste Zielpositionen; eine ist über dem Greifer (Aufnehmer) und die andere über der Palette. Die
horizontale Achse wird durch eine absolute Positionierung zwischen der Greiferposition und der Übergabeposition gesteuert.
Parameter-Einstellungen und Befehle für das Beispiel Palettierer (Absolute Positionierung)
Für eine absolute Positionierung sind folgende MCO 305 Parameter relevant:
32-0* Drehgeber 2 – Slave Seite
204
32-6* PID-Regelung Seite 214
32-8* Geschwindigkeit & Beschleunigung Seite 217
33-0* Homefahrt Seite
220
33-4* Grenzwertbehandlung Seite 233
Befehl Beschreibung Syntax Parameter
Absolute Positionierung (ABS)
ACC Beschleunigung setzen. ACC a a = Beschleunigung
DEC Verzögerung (negative Beschleunigung) setzen. DEC a a = Verzögerung
HOME Maschinennullpunkt (Referenzschalter) anfahren und
als Realnullpunkt setzen.
POSA Achse absolut positionieren. POSA p p = Position in BE
VEL Geschwindigkeit für relative und absolute
Bewegungen sowie die maximal zulässige
Geschwindigkeit zum Synchronisieren setzen.
HOME –
VEL v v = normierter Geschwindig-
keitswert
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 19
Page 20

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Programmbeispiel: Absolute Positionierung für das Anwendungsbeispiel Palettierer
/********************** Programmbeispiel absolute Positionierung **********************/
// Inputs: 1 Zur Greiferposition fahren
// 2 Zur Übergabeposition fahren
// 3 HOME Referenzschalter
// 8 Fehler löschen
// Outputs: 1 In Greiferposition
// 2 In Übergabeposition
// 8 Fehler
/****************************** Interrupts **************************************/
ON ERROR GOSUB errhandle
// Bei Fehler in die Fehlerroutine springen; diese muss immer enthalten sein.
/**************************** Grundeinstellungen *******************************/
VEL 80 // Positionier-Geschwindigkeit bezogen auf Par. 32-80 Maximalgeschwindigkeit setzen
ACC 100 // Positionier-Beschleunigung bezogen auf Par. 32-81 kürzeste Rampe setzen
DEC 100 // Positionier-Verzögerung bezogen auf Par. 32-81 kürzeste Rampe setzen
/*********************** Anwendungsparameter definieren *****************************/
LINKGPAR 1900 "Greiferposition" 0 1073741823 0
LINKGPAR 1901 "Übergabeposition" 0 1073741823 0
/****************** HOME (0) Position nach dem Hochfahren definieren *****************/
SET I_FUNCTION_3 1 // Eingang 3 als HOME Referenzschalter-Eingang setzen
HOME // Referenzschalter anfahren und Position auf 0 setzen
/************************* Hauptprogrammschleife *************************/
MAIN:
IF (IN 1 == 1) AND (IN 2 == 0) THEN // wenn nur Eingang 1 high, zur Greiferposition fahren
OUT 2 0 // Ausgang "in Übergabeposition" zurücksetzen
POSA (GET 1900) // Positionieren
OUT 1 1 // Ausgang "in Greiferposition" setzen
ELSEIF (IN 1 == 0) AND (IN 2 == 1) THEN // wenn nur Eingang 2 high, zur Übergabeposition fahren
OUT 1 0 // Ausgang "in Greiferposition" setzen
POSA (GET 1901) // Positionieren
OUT 2 1 // Ausgang "in Übergabeposition" setzen
ELSE
MOTOR STOP // Anhalten, falls beide Eingänge low oder high sind.
ENDIF
GOTO MAIN
/*********************** Unterprogramm starten *************************************/
SUBMAINPROG
/************************* Fehlerbehandlung ****************************************/
SUBPROG errhandle
err = 1 // Fehler-Flag setzen, um solange in der Fehlerroutine zu bleiben, bis der Fehler gelöscht ist.
OUT 8 1 // Ausgang für Fehler setzen
WHILE err DO // In der Fehlerroutine bleiben, bis die Reset-Meldung empfangen ist.
IF IN 8 THEN // Fehlermeldung zurücksetzen wenn Eingang 8 high.
ERRCLR // Fehler löschen.
err=0 // Fehler-Flag zurücksetzen.
ENDIF
ENDWHILE
OUT 8 0 // Ausgang Fehler zurücksetzen
RETURN
/*****************************************************************************/
ENDPROG
/*************************** Programmende ************************************/
20 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 21

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Relative Positionierung
Die relative Positionierung wird mit folgender Funktion des Palettierers erklärt: Wenn die Übergabeposition
verlassen wird, muss sich die vertikale Achse nur um eine Kastenhöhe nach oben bewegen, damit sie frei ist
vom Stapel, bevor die horizontale Achse zur Greiferposition zurückfahren kann. Dies wird durch relatives
Positionieren der „Kastenhöhe” und der „Aufwärtsrichtung” erreicht.
Parametereinstellungen und Befehle für das Beispiel Palettierer (Relative Positionierung)
Für eine relative Positionierung sind folgende MCO 305 Parameter relevant:
32-0* Drehgeber 2 – Slave Seite
32-6* PID-Regelung Seite
32-8* Geschwindigkeit & Beschleunigung Seite 217
Befehl Beschreibung Syntax Parameter
Relative Positionierung (REL)
ACC Beschleunigung setzen ACC a a = Beschleunigung
DEC Negative Beschleunigung setzen. DEC a a = Verzögerung
POSR Relativ zur Istposition positionieren POSR d d = Distanz zur Istposition in BE
VEL Geschwindigkeit setzen VEL v v = normierter Geschwindigkeitswert
204
214
Programmbeispiel: Relative Positionierung für das Anwendungsbeispiel Palettierer
/************ Programmbeispiel zur relativen Positionierung für einen Palettierer ***********/
// Eingänge: 1 Positionieren
// 8 Fehler zurücksetzen
// Ausgänge: 1 in Position
// 8 Fehler
/**************************** Interrupts ****************************************/
ON ERROR GOSUB errhandle // Bei Fehler in die Fehlerroutine springen; diese muss immer enthalten sein.
/************************* Flags definieren ************************************/
flag = 0
/********************* Grundeinstellungen ************************************/
VEL 80 // Positioniergeschwindigkeit bezogen auf Par. 32-80 Maximalgeschwindigkeit setzen.
ACC 100 // Positionierbeschleunigung bezogen auf Par. 32-81 kürzeste Rampe setzen.
DEC 100 // Positionierverzögerung bezogen auf Par. 32-81 kürzeste Rampe setzen.
/******************* Anwendungsparameter definieren *******************************/
LINKGPAR 1900 "Box high" 0 1073741823 0
/************************** Hauptprogrammschleife ******************************/
MAIN:
IF (IN 1 == 1) AND (flag == 0) THEN // 1 x Positionieren (durch Flag abgesichert) wenn Eingang 1 high.
OUT 1 0 // Ausgang "in Position" zurücksetzen.
POSR (GET 1900) // Positionieren
OUT 1 1 // Ausgang "in Position" setzen.
flag = 1 // "Flag" setzen, um sicherzustellen, dass die Distanz nur einmal gefahren wird.
ELSE
MOTOR STOP // Stopp wenn Eingang low ist.
flag = 0 // "Flag" zurücksetzen, um neue Positionierung freizugeben.
ENDIF
GOTO MAIN
/********************** Unterprogramm starten **********************************/
SUBMAINPROG
/************************** Fehlerroutine **************************************/
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 21
Page 22

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
SUBPROG errhandle
err = 1 // Fehler-Flag setzen, um solange in der Fehlerroutine zu bleiben, bis der Fehler zurückgesetzt ist.
OUT 8 1 // Ausgang für Fehler setzen.
WHILE err DO // In der Fehlerroutine bleiben, bis die Reset-Meldung empfangen ist.
IF IN 8 THEN // Fehlermeldung zurücksetzen wenn Eingang 8 high.
ERRCLR // Fehler löschen.
err=0 // Fehler-Flag zurücksetzen.
ENDIF
ENDWHILE
OUT 8 0 // Ausgang Fehler zurücksetzen.
flag = 0 // "Flag" zurücksetzen, um neue Positionierung freizugeben.
RETURN
/*****************************************************************************/
ENDPROG
/********************* Programmende *****************************************/
Touch-Probe Positionierung
Die Touch-Probe Positionierung wird mit folgender Funktion des Palettierers erklärt:
Wenn die horizontale Achse in der Übergabeposition ist, gibt es für die vertikale Achse zahlreiche Zielposi-
tionen abhängig von der Höhe des schon vorhandenen Kastenstapels, der wiederum von der Kastenhöhe
und der Anzahl der Lagen abhängt. Dies wird mit einer Touch-Probe Positionierung gesteuert, wobei der
Touch-Probe-Sensor das obere Ende des Stapels erkennt, um die Übergabeposition zu diesem zu berechnen.
Parametereinstellungen und Befehle für das Beispiel Touch-Probe Positionierung
Für eine Touch-Probe Positionierung sind folgende
MCO 305 Parameter relevant:
32-0* Drehgeber 2 – Slave Seite
204
32-6* PID-Regelung Seite 214
32-8* Geschwindigkeit & Beschleunigung Seite
217
33-4* Grenzwertbehandlung Seite 233
Befehl Beschreibung Syntax Parameter
Touch Probe
ON INT Interrupt-Eingang definieren ON INT n
GOSUB name
ACC Beschleunigung setzen ACC a a = Beschleunigung
DEC Negative Beschleunigung setzen DEC a a = Verzögerung
POSR Relativ zur Istposition positionieren POSR d d = Distanz zur Istposition in BE
CVEL Geschwindigkeit für drehzahl-
geregelte Motorbewegungen setzen
CSTART Drehzahlmodus starten – –
CVEL v v = Geschwindigkeitswert (negativer Wert für
n = Nummer des Eingangs, der überwacht
werden soll
1 - 8 = Reaktion auf steigende Flanke
–1 - 8 = Reaktion auf fallende Flanke
name = Name des Unterprogramms
Reversieren)
22 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 23
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Programmbeispiel: Touch-Probe Positionierung für die Anwendung Palettierer
/************** Programmbeispiel Touch-Probe Positionierung für Palettierer ************/
// Inputs: 1 Positionieren
// 2 Touch-Probe
// 8 Fehler löschen
// Outputs: 1 in Position
// 8 Fehler
/********************************* Interrupts ************************************/
ON ERROR GOSUB errhandle // Bei Fehler in die Fehlerroutine springen; diese muss immer enthalten sein.
ON INT 2 GOSUB tp_handler // Touch-Probe-Routine aufrufen wenn positive Flanke an Eingang 2.
/******************************* Flags definieren *********************************/
flag = 0
tp_active = 0
/***************************** Grundeinstellungen ******************************/
VEL 80 // Positioniergeschwindigkeit bezogen auf Par. 32-80 Maximalgeschwindigkeit setzen.
ACC 100 // Positionierbeschleunigung bezogen auf Par. 32-81 kürzeste Rampe setzen.
DEC 100 // Positionierverzögerung bezogen auf Par. 32-81 kürzeste Rampe setzen.
/************************* Anwendungsparameter definieren **************************/
LINKGPAR 1900 "Touch probe distance" 0 1073741823 0
/************************** Hauptprogrammschleife ********************************/
MAIN:
IF (IN 1 == 1) AND (flag == 0) THEN // 1 x Bewegung starten (durch Flag abgesichert) wenn Eingang 1 high.
OUT 1 0 // Ausgang "in Position" zurücksetzen.
CVEL 80 // Konstante Geschwindigkeit setzen.
CSTART // Mit konstanter Geschwindigkeit starten.
tp_active = 0 // "tp_active" zurücksetzen, um ein neue Touch-Probe Positionierung freizugeben.
flag = 1 // "Flag" setzen, um sicherzustellen, dass die Distanz nur einmal gefahren wird.
ELSE
MOTOR STOP // Stopp wenn Eingang low ist.
flag = 0 // "Flag" zurücksetzen, um neuen Start freizugeben.
ENDIF
GOTO MAIN
/****************************** Unterprogramme starten ***************************/
SUBMAINPROG
/****************************** Touch-Probe Routine ******************************/
SUBPROG tp_handler
IF (tp_active == 0) THEN
POSR (GET 1900) // Zur Touch-Probe Zielposition fahren.
WAITAX // Programmausführung anhalten bis die Position erreicht ist.
// (Dies ist notwendig, weil NOWAIT ON automatisch in einem Unterprogramm,
// das durch einen Interrupt aufgerufen wird, gesetzt wird).
OUT 1 1 // Ausgang "in Position" setzen.
tp_active = 1 // "tp_active" setzen, um sicherzustellen,
// dass die Touch-Probe Positionierung nur einmal ausgeführt wird.
ENDIF
RETURN
/******************************** Fehlerroutine *********************************/
SUBPROG errhandle
err = 1 // Fehler-Flag setzen, um in der Fehlerroutine zu bleiben, bis der Fehler zurückgesetzt ist.
OUT 8 1 // Ausgang Fehler setzen.
WHILE err DO // In der Fehlerroutine bleiben, bis die Reset-Meldung empfangen ist.
IF IN 8 THEN // Fehlermeldung zurücksetzen wenn Eingang 8 high.
ERRCLR // Fehler löschen.
err=0 // Fehler-Flag zurücksetzen.
ENDIF
ENDWHILE
OUT 8 0 // Ausgang Fehler zurücksetzen.
flag = 0 // "Flag" zurücksetzen, um eine neue Positionierung freizugeben.
RETURN
/*****************************************************************************/
ENDPROG
/****************************** Programmende *******************************/
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 23
Page 24
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Synchronisation
Eine Synchronisation wird in Anwendungen benutzt, in denen zwei oder mehrere Achsen einander in
Geschwindigkeit oder Position folgen müssen. Es kann ein einfaches Master-Slave-System sein, in dem ein
Slave der Geschwindigkeit oder Position eines Masters folgt. Es kann auch ein Multi-Achsensystem sein, wo
mehrere Slaves der Geschwindigkeit oder Position eines gemeinsamen Master-Signals folgen. Eine elektronische Synchronisation ist äußerst flexibel im Vergleich zu einer mechanischen Welle, Kette oder einem Treibriemen, weil die Getriebeübersetzung und der Positionsoffset während des Betriebs eingestellt werden kann.
Geschwindigkeit und Position des Slave-Antriebs werden basierend auf ein Master-Drehgebersignal, ein
Feedback-Drehgebersignal sowie dem gesetzten Getriebeverhältnis gesteuert.
Während der Synchronisation ist der Slave immer durch die maximale Geschwindigkeit und Beschleunigung/Verzögerung (Parameter Gruppe 33-8*) begrenzt. Zusätzlich kann die erlaubte Abweichung zwischen
Master- und Slave-Geschwindigkeit durch den Parameter 33-14 beschränkt sein, z.B. bedeutet Par. 33-14 =
5 %, dass der Slave nur 5 % schneller oder langsamer sein kann, als die aktuelle Master-Geschwindigkeit,
wenn Positionskorrekturen gemacht werden.
MCO 305 bietet die drei Hauptarten der Synchronisation:
Für den synchronen Betrieb von zwei oder mehreren Antrieben können Sie Folgende benutzen:
Geschwindigkeitssynchronisation
Positionssynchronisation
Markersynchronisation
Geschwindigkeitssynchronisation (SYNCV)
Die Geschwindigkeitssynchronisation (SYNCV) ist eine Geschwindigkeitssteuerung im geschlossenen Regelkreis, bei der die Mastergeschwindigkeit multipliziert mit dem Getriebefaktor der Positions-Sollwert ist und
die aktuelle Geschwindigkeit durch den Slave-Drehgeber gemessen wird; Positionsabweichungen werden
nicht korrigiert. Beachten Sie jedoch, dass das Benutzen des Integral-Anteils der PID-Regelung zum teilweisen Ausgleich der Positionskorrektur führt, weil die Integralsumme der Geschwindigkeit der Position
entspricht.
Der Slave muss mindestens so schnell und dynamisch sein wie der Master, um eine exakte Synchronisation
zu erhalten, das heißt der Slave muss in der Lage sein, die maximale Geschwindigkeit, Beschleunigung und
Verzögerung des Masters zu erreichen.
Schon während der Projektierungsphase ist es
deshalb wichtig zu überlegen, ob die am wenigsten
dynamische Achse zum Master erklärt wird, weil
diese Achse sowieso die Rahmenbedingung der
Systemleistung bestimmen wird.
Typische Anwendungen sind:
Synchronisieren von zwei oder mehr
Transportbändern
Strecken von Materialien
Mischen
Regelungsverhalten bei Geschwindigkeitssynchronisation.
24 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 25

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Anwendungsbeispiel: Koffertransportband
Zwei oder mehrere Transportbänder müssen mit
der gleichen Geschwindigkeit laufen, um eine
gleichmäßige Übergabe der Koffer von einem
Transportband auf das nächste zu erhalten.
Zusätzlich zum Start und Stopp der Geschwindigkeitssynchronisation ist im Programmbeispiel ein
manueller Modus enthalten, der es erlaubt die
Geschwindigkeit über die digitalen Eingänge zu erhöhen oder zu verringern.
ANMERKUNG: Das Folgende ist nur ein Beispiel und die gezeigten Einstellungen und Programme können
nicht die vollständige Funktionalität abdecken, die eine reale Anwendung fordern würde.
Es wird vorausgesetzt, dass die Motor- und Drehgeber-Anschlüsse geprüft sind und dass alle grundlegenden
Parameter wie Motor- und Drehgeberdaten sowie die PID-Regelung eingestellt sind. Anleitungen für die Einstellung der Parameter finden Sie in den Produkthandbüchern FC 300 und MCO 305 sowie in der Online-Hilfe.
Parametereinstellungen und Befehle für das Anwendungsbeispiel Koffertransportband
Folgende MCO 305 Parameter sind relevant für eine
Geschwindigkeitssynchronisation:
32-0* Drehgeber 2 – Slave Seite 204
32-3* Drehgeber 1 – Master Seite
32-6* PID-Regelung Seite 214
32-8* Geschwindigkeit & Beschleunigung Seite 217
33-1* Synchronisation Seite
209
221
Befehl Beschreibung Syntax Parameter
SYNCV Geschwindigkeitssynchronisation SYNCV –
ON ERROR GOSUB Fehlerunterprogramm definieren
ON ERROR GOSUB
name
name = Name des Unter-
programms
Programmbeispiel: Geschwindigkeitssynchronisation
/***************** Beispielprogramm Geschwindigkeitssynchronisation ********************/
// Eingänge: 1 Start/Stopp Synchronisation
// 2 Start manuellen Modus
// 3 Geschwindigkeit manuell erhöhen
// 4 Geschwindigkeit manuell verringern
// 8 Fehler löschen
// Ausgänge: 1 Im Synchronisations-Modus
// 2 Im manuellen Modus
// 8 Fehler
/********************************* Interrupts **************************************/
ON ERROR GOSUB errhandle // Bei Fehler in die Fehlerroutine springen; diese muss immer enthalten sein.
/************************** Grundeinstellungen ***********************************/
VEL 100 // Maximale Slave-Geschwindigkeit bezogen auf Par. 32-80 Maximalgeschwindigkeit setzen.
ACC 100 // Maximale Slave-Beschleunigung bezogen auf Par. 32-81 kürzeste Rampe setzen.
DEC 100 // Maximale Slave-Verzögerung bezogen auf Par. 32-81 kürzeste Rampe setzen.
/*********************** Anwendungsparameter definieren *****************************/
LINKGPAR 1900 "Manuelle Geschwindigkeit" 0 100 0
LINKGPAR 1901 "Geschwindigkeitsstufe" 0 10 0
/************************** Flags und Variablen definieren *****************************/
sync_flag = 0
done = 0
err = 0
man_vel = 0
/************************* Hauptprogrammschleife *************************/
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 25
Page 26

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
MAIN:
IF (IN 1 == 1) AND (sync_flag == 0) THEN // Synchronisierung einmal starten, wenn Eingang 1 high.
SYNCV // Modus Geschwindigkeitssynchronisation starten
sync_flag = 1 // "sync_flag" setzen, um sicherzustellen, dass die Synchronisation nur einmal startet.
OUT 1 1 // Ausgang "Im Synchronisations-Modus" setzen.
ELSE
MOTOR STOP // Anhalten falls Eingang 1 low.
sync_flag = 0 // Nach Stopp "sync_flag" zurücksetzen.
OUT 1 0 // Ausgang "Im Synchronisations-Modus" zurücksetzen.
ENDIF
IF (IN 2 == 1) AND (sync_flag == 0) THEN
// Manuellen Modus starten, wenn Eingang 2 high und die Synchronisation nicht läuft.
OUT 2 1 // Ausgang "Im manuelles Modus" setzen.
man_vel = GET 1900 // Geschwindigkeit manuell auf Parameter 1900 setzen.
CVEL man_vel
CSTART // Konstanten Drehzahlmodus starten.
WHILE (IN 2 == 1) DO // Im manuellen Modus bleiben, solange Eingang 2 high.
CVEL man_vel // Geschwindigkeit manuell aktualisieren.
IF (IN 3 == 1) AND (done == 0) THEN
// Geschwindigkeit manuell stufenweise erhöhen, wenn Eingang 3 gesetzt ist.
man_vel = man_vel + GET 1901
done = 1
ELSEIF (IN 4 == 1) AND (done == 0) THEN
// Geschwindigkeit manuell um eine Stufe verringern, wenn Eingang 3 gesetzt ist.
man_vel = man_vel - GET 1901
done = 1
ELSE
done = 0
ENDIF
ENDWHILE
CSTOP // Anhalten, wenn der manuelle Modus verlassen wird.
OUT 2 0 // Ausgang "Im manuellen Modus" zurücksetzen, wenn der manuelle Modus verlassen wird.
ENDIF
GOTO MAIN
/****************************** Unterprogramm starten ********************************/
SUBMAINPROG
/******************************** Fehlerbehandlung ***********************************/
SUBPROG errhandle
err = 1 // Fehler-Flag setzen, um solange in der Fehlerroutine zu bleiben, bis der Fehler gelöscht ist.
OUT 8 1 // Ausgang Fehler setzen.
OUT 1 0 // Ausgang "Im Synchronisations-Modus" bei einem Fehler zurücksetzen.
OUT 2 0 // Ausgang "Im manuellen Modus" bei einem Fehler zurücksetzen.
WHILE err DO // In der Fehlerroutine bleiben, bis die Reset-Meldung empfangen ist.
IF (IN 8) AND NOT (IN 1) AND NOT (IN 2) THEN
// Fehler zurücksetzen, wenn der Eingang 8 high und die Eingänge 1+2 low.
ERRCLR // Fehler löschen
err=0 // Fehler-Flag zurücksetzen.
ENDIF
ENDWHILE
OUT 8 0 // Ausgang Fehler zurücksetzen
sync_flag = 0 // sync_flag nach einem Fehler zurücksetzen
done = 0 // "done" Flag nach einem Fehler zurücksetzen
RETURN
/******************************************************************************/
ENDPROG
/******************************* Programmende **********************************/
26 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 27

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Position/Winkel-Synchronisation (SYNCP)
Eine Positionssynchronisation (SYNCP) ist eine Positionsregelung mit Rückführung eines bewegten Ziels,
wobei der Sollwert (Sollposition) die Master-Position multipliziert mit der Getriebeübersetzung ist und ein
jeder Positionsoffset berücksichtigt wird. Die Slave-Position wird basierend auf diesen Sollwert und der
aktuellen Istposition des Slave-Drehgebers gesteuert. Jede Positionsabweichung wird kontinuierlich
entsprechend der maximalen Geschwindigkeit, Beschleunigung und Verzögerung des Slaves korrigiert. Die
Getriebeübersetzung ist als Bruch gesetzt (Zähler und Nenner) um Rundungsfehler zu vermeiden, z.B. wenn
Primzahlen benutzt werden. Die Getriebeübersetzung muss 100 % genau sein; sogar der kleinste
Rundungsfehler würde dazu führen, dass die Position nach gewisser Zeit wegdriftet.
Beim Starten der Positionssynchronisation rastet die aktuelle Slave-Position auf die aktuelle Master-Position
ein. Daher ist es notwendig, den Slave unter Beachtung der physikalischen Position des Masters in die
richtige physikalische Position zu bringen. Dies kann manuell oder durch eine automatische Homefahrt ausgeführt werden (erfordert einen externen Referenzschalter oder Absolutgeber).
Der Slave muss schneller und dynamischer als der Master sein, um sowohl bei maximaler Master-Geschwindigkeit als auch während der Beschleunigung/Verzögerung eine exakte Synchronisation zu erreichen. Das
heißt, der Slave muss die maximale Geschwindigkeit, Beschleunigung und Verzögerung des Masters erreichen können, damit er in der Lage ist diesen einzuholen, falls er hinter dem Master läuft. Schon während
der Projektierungsphase ist es daher wichtig, zu überlegen, ob die am wenigsten dynamische Achse zum
Master erklärt wird, weil diese Achse sowieso die Rahmenbedingung der Systemleistung bestimmen wird.
Typische Anwendungen sind:
Flaschenwaschanlagen.
Folienverpackung.
Verpackungsmaschinen.
Transportbänder.
Mehrfach-Achsen-Hebeanlagen.
Abfüllanlagen.
Druckmaschinen.
Fliegende Messer.
Regelungsverhalten bei Positionssynchronisation
Anwendungsbeispiel: Verpacken mit festen Produktabständen
Diese Anwendung besteht aus zwei Transportbändern: Eines befördert leere Kartons, ein anderes
Teddybären. Aufgabe der Anlage ist es, die Teddybären in die Kartons zu packen. Beides, Kartons und
Teddybären kommen mit festen Abständen und es
ist sichergestellt, dass es zwischen den Drehgebern
und den Kartons und Teddys keinen Schlupf gibt.
Daher ist eine Positionssynchronisation auf Basis der
Drehgeber ausreichend.
Beim Starten muss sichergestellt werden, dass der
Master (Karton-Förderband) immer auf der gleichen
Position ist, während das Teddy-Förderband eine
Homefahrt benötigt, bevor die Synchronisation
gestartet wird.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 27
Page 28

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Es gibt drei Möglichkeiten, um sicherzustellen, dass die Teddys beim Start passend zu den Kartons
ausgerichtet sind:
Physikalische Position des Home-Referenzschalters justieren.
Home-Offset in Parameter 33-01 angleichen.
Positionsoffset für Synchronisation in Parameter 33-12 angleichen.
ANMERKUNG: Das Folgende ist nur ein Beispiel und die gezeigten Einstellungen und Programme können
nicht die komplette Funktionalität abdecken, die eine reale Anwendung fordern würde.
Es wird vorausgesetzt, dass die Motor- und Drehgeber-Anschlüsse geprüft sind und dass alle grundlegenden
Parameter wie Motor- und Drehgeberdaten sowie die PID-Regelung eingestellt sind. Anleitungen für die
Einstellung der Parameter finden Sie in den Produkthandbüchern FC 300 und MCO 305 sowie in der OnlineHilfe.
Parametereinstellungen und Befehle für das Anwendungsbeispiel Positionssynchronisation
Folgende MCO 305 Parameter sind relevant für eine
Positionssynchronisation:
32-0* Drehgeber 2 – Slave Seite 204
32-3* Drehgeber 1 – Master Seite
209
32-6* PID-Regelung Seite 214
32-8* Geschwindigkeit & Beschleunigung Seite 217
33-1* Synchronisation Seite
221
Befehl Beschreibung Syntax Parameter
DEFSYNCORIGIN Definiert das Verhältnis Master:Slave
für den nächsten SYNCP oder SYNCM
Befehl.
MOVESYNCORIGIN Synchronisationsursprung relativ
verschieben.
PULSACC Beschleunigung für den virtuellen
Master setzen.
PULSVEL Geschwindigkeit für den virtuellen
Master setzen.
SYNCP Winkel/Positionssynchronisation SYNCP –
SYNCSTAT Flag für Synchronisationsstatus
abfragen.
SYNCERR Aktuellen Synchronisationsfehler des
Slaves abfragen.
DEFSYNCORIGIN
master slave
MOVESYNCORIGIN
mwert
PULSACC a a = Beschleunigung in Hz/s
PULSVEL v v = Geschwindigkeit in Pulsen pro
erg = SYNCSTAT –
erg = SYNCERR –
master = Sollposition in qc
slave = Sollposition
mwert = Relativer Offset
Sekunde [Hz]
Programmbeispiel: Positionssynchronisation
/************************* Beispielprogramm Positionssynchronisation ********************/
// Eingänge: 1 Start/Stopp Synchronisation
// 2 Start Homefahrt
// 3 Home Referenzschalter
// 4 Offset erhöhen
// 5 Offset verringern
// 8 Fehler löschen
// Ausgänge: 1 Innerhalb der Synchronisationsgenauigkeit das Genauigkeitsfenster in Par. 33-13 setzen
// 2 Homefahrt ausgeführt
// 8 Fehler
/****************************** Interrupts **************************************/
ON ERROR GOSUB errhandle // Bei Fehler in die Fehlerroutine springen; diese muss immer enthalten sein.
/************************** Grundeinstellungen *******************************/
28 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 29

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
VEL 100 // Maximale Slave-Geschwindigkeit bezogen auf Par. 32-80 Maximalgeschwindigkeit setzen.
ACC 100 // Maximale Slave-Beschleunigung bezogen auf Par. 32-81 kürzeste Rampe setzen.
DEC 100 // Maximale Slave-Verzögerung bezogen auf Par. 32-81 kürzeste Rampe setzen.
/*********************** Anwendungsparameter definieren *************************/
LINKGPAR 1900 "Offset Schrittweite" 0 10000 0
LINKGPAR 1901 "Offset Typ" 0 1 0
/********************** Parameter und Flags setzen ***************************/
SET I_FUNCTION_3 1 // Eingang 3 als Home Referenzschalter-Eingang definieren
next_step = 0
home_done = 0
new_offset = 0
/************************* Hauptprogrammschleife *************************/
MAIN:
IF (IN 2 == 1) THEN // Wenn Eingang 2 high, Homefahrt starten
HOME // Auf Home-Position fahren und diese auf 0 setzen
home_done = 1 // Flag home_done setzen
OUT 2 1 // Ausgang "Home ausgeführt" setzen
ENDIF
IF (IN 1 == 1) AND (home_done == 1) THEN
// Synchronisation starten, wenn Eingang 1 = 1 und Homefahrt ausgeführt
SYNCP // Modus Positionssynchronisation starten
old_offset = GET SYNCPOSOFFS
WHILE (IN 1 == 1) DO // Im Synchronisationsmodus bleiben, solange Eingang 1 = 1
IF (IN 4 == 1) THEN
GOSUB increase_offset
ELSEIF (IN 5 == 1) THEN
GOSUB decrease_offset
ENDIF
IF (SYNCSTAT & 4) THEN
OUT 1 1
ELSE
OUT 1 0
ENDIF
ENDWHILE
MOTOR STOP // Anhalten wenn Eingang 1 low.
home_done = 0 // Flag home_done nach dem Anhalten zurücksetzen
OUT 1 0
OUT 2 0 // Ausgang "Homefahrt ausgeführt" nach dem Anhalten zurücksetzen
IF (new_offset != old_offset) AND (GET 132 == 0) THEN // Absoluten Offset speichern, falls geändert.
SAVE AXPARS // ANMERKUNG: Mehr als 10000 x Speichern kann das PROM zerstören.
ENDIF
ENDIF
GOTO MAIN
/*************************** Unterprogramm starten *******************************/
SUBMAINPROG
/***************************** Offset erhöhen **********************************/
SUBPROG increase_offset
IF (Next_step) THEN // Prüfen, ob der nächste Offset-Schritt freigegeben ist.
IF (GET 1901 == 0) THEN // Absoluter Offset
new_offset = old_offset + GET 1900 // Vorhandenen Offset lesen und Offset-Schrittweite addieren
SET SYNCPOSOFFS new_offset // Neuen Positionsoffset setzen
ELSE // Relativer Offset
MOVESYNCORIGIN GET 1900 // Relativen Offset mit Offset-Schrittweite ausführen
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 29
Page 30

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
ENDIF
ENDIF
Next_step=0 // Nächsten Offset-Schritt abschalten
ON TIME 500 GOSUB Enb_Step // Nächsten Offset-Schritt nach 500 ms anschalten
RETURN
/************************** Offset reduzieren ***********************************/
SUBPROG decrease_offset
IF (Next_step) THEN // Prüfen, ob nächster Offset-Schritt freigegeben
IF (GET 1901 == 0) THEN // Absoluter Offset
new_offset = GET SYNCPOSOFFS - GET 1900
// Vorhandenen Offset lesen und Wert des Offset-Schritts abziehen
SET SYNCPOSOFFS new_offset // Neuen Positionsoffset setzen
ELSE // Relativer Offset
MOVESYNCORIGIN (- GET 1900) // Relativen Offset mit –Offset-Schrittweite ausführen
ENDIF
ENDIF
Next_step=0 // Nächsten Offset-Schritt abschalten
ON TIME 500 GOSUB Enb_Step // Nächsten Offset-Schritt nach 500 ms anschalten
RETURN
/************************* Neuen Offset-Schritt freigeben ******************************/
SUBPROG Enb_step
Next_step = 1 // Nächsten Offset-Schritt freigeben
RETURN
/***************************** Fehlerroutine *******************************/
SUBPROG errhandle
err = 1 // Fehler-Flag setzen, um solange in der Fehlerroutine zu bleiben, bis der Fehler gelöscht ist.
OUT 8 1 // Ausgang Fehler setzen.
OUT 2 0 // Bei Fehler Ausgang "Homefahrt ausgeführt" zurücksetzen
WHILE err DO // In der Fehlerroutine bleiben, bis die Reset-Meldung empfangen ist.
IF (IN 8) AND NOT (IN 1) THEN // Fehler zurücksetzen wenn Eingang 8 high und Eingang 1 low
ERRCLR // Fehler löschen
err=0 // Fehler-Flag zurücksetzen
ENDIF
ENDWHILE
OUT 8 0 // Ausgang Fehler zurücksetzen
home_done = 0 // Nach einem Fehler home_done Flag zurücksetzen
RETURN
/****************************************************************************/
ENDPROG
/***************************** Programmende *********************************/
30 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 31

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Markersynchronisation (SYNCM)
Eine Markersynchronisation (SYNCM) ist eine erweiterte Positionssynchronisation bei der zusätzliche
Positionskorrekturen gemacht werden, um einen Slave-Marker an einen Master-Marker anzugleichen.
Master- und Slave-Markersignale können der Drehgeber-Nullimpuls sein oder an den digitalen Ausgängen
angeschlossene externe Sensoren. Wie bei der Positionssynchronisation ist es möglich Getriebeübersetzung
und Offset anzugleichen. Zusätzlich kann ein Markerverhältnis gesetzt werden, z.B. 1 Master-Marker zu
3 Slave-Marker, das bedeutet dass jeder Master-Marker mit jedem dritten Slave-Marker abgeglichen wird.
Die Markersignale können durch Definition eines Positionsfensters überwacht werden; nur ein Marker (der
erste) wird innerhalb des Toleranzfensters akzeptiert und jedes Markersignal außerhalb des Toleranzfensters
wird ignoriert. Ohne Toleranzfenster wird jedes Markersignal inklusive Rauschen und Schwankung (Jitter)
akzeptiert und benutzt, um die Slave-Position zu korrigieren. Der erste Master-Marker und der erste SlaveMarker nach dem Starten werden nicht überwacht, weil das System nicht weiß, wo der erste Marker sein
wird. Sobald aber der erste Marker erkannt ist, ist auch die erwartete Position der folgenden Marker
bekannt, weil der Markerabstand individuell für Master und Slave in den Parametern festgelegt sein muss.
Eine Markersynchronisation verhält sich nach dem Starten anfangs wie eine Positionssynchronisation, aber
sobald der erste Satz der Marker erkannt wurde, startet die Markerkorrektur. Welche Marker für die erste
Markerkorrektur benutzt werden, wird in Parameter 33-23 festgelegt. Durch die Definition des Startverhaltens wird außerdem bestimmt, ob der Slave immer auf den Master warten muss, ob er auf den Master aufholt oder nur die kleinste Korrektur ausführt. Sehen Sie dazu auch die detaillierte Beschreibung der verfügbaren Möglichkeiten in Parameter 33-23. Homefahrten sind vor dem Starten nicht notwendig, weil die
Markerkorrektur den Slave automatisch dem Master angleicht.
Der Slave muss schneller und dynamischer als der Master sein, um sowohl bei maximaler Master-Geschwindigkeit als auch während der Beschleunigung/Verzögerung eine die Markerkorrektur auszuführen und eine
exakte Synchronisation zu erreichen. Das heißt, der Slave muss die maximale Geschwindigkeit, Beschleunigung und Verzögerung des Masters erreichen können, damit er in der Lage ist diesen einzuholen, falls er
hinter dem Master läuft. Schon während der Projektierungsphase ist es daher wichtig, zu überlegen, ob die
am wenigsten dynamische Achse zum Master erklärt wird, weil diese Achse sowieso die Rahmenbedingung
der Systemleistung bestimmen wird.
Typische Anwendungen sind:
Grundsätzlich die gleichen Anwenden wie bei der
Positionssynchronisation, aber solche bei denen
eine oder mehrere der folgenden Bedingungen
erfüllt sein müssen:
– Automatische Anpassung nach dem Start
notwendig.
– Getriebeübersetzung kann nicht exakt auf
100 % gesetzt werden.
– Es gibt einen Schlupf irgendwo zwischen dem
Drehgeber und dem Teil, das synchronisiert
werden muss.
– Variierende Abstände zwischen den Produkten.
Regelungsverhalten bei Markersynchronisation
Anwendungsbeispiel: Verpacken mit variierenden Abständen und Schlupf
Diese Anwendung besteht aus zwei Transportbändern, eines befördert leere Kartons und das andere die
Teddybären. Aufgabe der Anlage ist es, die Teddybären in die Kartons zu packen. Beide, Kartons und Teddys
werden durch Reibung befördert und können sich daher auf dem Transportband bewegen. Das bedeutet,
dass es kein festes Verhältnis zwischen den Drehgebern und der Position von Karton und Teddy gibt und der
Abstand variieren kann. Daher ist es notwendig für Kartons (Master) und Teddys (Slave) eine externe
Markererkennung zu benutzen, um die Teddybär-Position zur Karton-Position zu synchronisieren.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 31
Page 32

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Der Abgleich kann durch Justieren der physikalischen Position der Markererkennung oder durch Justieren
des Positionsoffsets in Parameter 33-12 erreicht werden.
Zusätzlich zum Starten und Stoppen der Markersynchronisation führt das Programmbeispiel eine
Messung des Markerabstands Master und Slave
aus. Damit wird der durchschnittliche Abstand
zwischen den erkannten Markern berechnet und die
Parameter (33-17 und 33-18) Markerabstand automatisch gesetzt.
ANMERKUNG: Das Folgende ist nur ein Beispiel und
die gezeigten Einstellungen und Programme können nicht die komplette Funktionalität abdecken,
die eine reale Anwendung fordern würde.
Es wird vorausgesetzt, dass die Motor- und Drehgeber-Anschlüsse geprüft sind und dass alle grundlegenden Parameter wie Motor- und Drehgeberdaten sowie die PID-Regelung eingestellt sind.
Anleitungen für die Einstellung der Parameter
finden Sie in den Produkthandbüchern FC 300 und
MCO 305 sowie in der Online-Hilfe.
Parametereinstellungen und Befehle für das Anwendungsbeispiel Markersynchronisation
Die folgenden MCO 305 Parameter sind relevant für
eine Markersynchronisation:
32-0* Drehgeber 2 – Slave Seite
32-3* Drehgeber 1 – Master Seite
32-6* PID-Regelung Seite 214
32-8* Geschwindigkeit & Beschleunigung Seite 217
33-1* Synchronisation Seite
Befehl Beschreibung Syntax Parameter
DEFSYNCORIGIN Definiert das Verhältnis
Master:Slave für den nächsten
SYNCP oder SYNCM Befehl.
MOVESYNCORIGIN Synchronisationsursprung relativ
verschieben.
PULSACC Beschleunigung für Master-
Simulation setzen.
PULSVEL Geschwindigkeit für den virtuellen
Master setzen.
SYNCM Winkel-/Positionssynchronisation
mit Markerkorrektur.
SYNCSTAT Flag für Synchronisationsstatus
abfragen.
DEFSYNCORIGIN
master slave
MOVESYNCORIGIN
mwert
PULSACC a a = Beschleunigung in Hz/s
PULSVEL v v = Geschwindigkeit in Pulsen
SYNCM –
erg = SYNCSTAT
master = Sollposition in qc
slave = Sollposition
mwert = Relativer Offset
pro Sekunde (Hz)
204
209
221
SYNCERR Aktuellen Synchronisationsfehler
des Slaves abfragen.
IPOS Letzte Index- bzw. Markerposition
MIPOS Letzte Index- bzw. Markerposition
des Slaves abfragen.
des Masters abfragen.
32 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
erg = SYNCERR –
erg = IPOS –
erg = MIPOS –
Page 33

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Programmbeispiel: Markersynchronisation
/******************* Programmbeispiel Markersynchronisation ************************/
// Eingänge: 1 Start/Stopp Synchronisation
// 2 Markerabstand Slave messen
// 3 Markerabstand Master messen
// 5 Master-Marker
// 6 Slave-Marker
// 8 Fehler löschen
// Ausgänge: 1 Innerhalb der Synchronisationsgenauigkeit Genauigkeitsfenster in Par. 33-13 setzen.
// 2 Marker-Messung aktiviert
// 8 Fehler
***************************** Interrupts ****************************************/
ON ERROR GOSUB errhandle // Bei Fehler in die Fehlerroutine springen; diese muss immer enthalten sein.
/****************************** Grundeinstellungen ******************************/
VEL 100 // Maximale Slave-Geschwindigkeit bezogen auf Par. 32-80 Maximalgeschwindigkeit setzen.
ACC 100 // Maximale Slave-Beschleunigung bezogen auf Par. 32-81 kürzeste Rampe setzen.
DEC 100 // Maximale Slave-Verzögerung bezogen auf Parameter 32-81 kürzeste Rampe setzen.
/*********************** Anwendungsparameter definieren ***************************/
LINKGPAR 1900 "Geschwindigkeitsmessung" 0 100 0
/************************ Parameter und Flags setzen ******************************/
SET SYNCMTYPM 2 // Markertyp Master auf externen Marker setzen
SET SYNCMTYPS 2 // Markertyp Slave auf externen Marker setzen
sync_flag = 0
/************************* Hauptprogrammschleife *************************/
MAIN:
IF (IN 1 == 1) AND (sync_flag == 0) THEN // Wenn Eingang 1 high, Synchronisation 1 x starten
SYNCM // Marker-Synchronisations-Modus starten
sync_flag = 1 // "done"-Flag
ELSE
MOTOR STOP // Anhalten, wenn Eingang 1 low.
sync_flag = 0 // Nach dem Anhalten sync_flag zurücksetzen.
ENDIF
IF (IN 2 == 1) AND (sync_flag == 0) THEN // Markerabstand Slave messen
GOSUB slave_measure // ANMERKUNG: Slave-Motor dreht sich!
ELSEIF (IN 3 == 1) AND (sync_flag == 0) THEN // Markerabstand Master messen
GOSUB master_measure // Master muss laufen
ENDIF
GOTO MAIN
/************************* Unterprogramme starten *******************************/
SUBMAINPROG
/********************** Markerabstand Slave messen ******************************/
SUBPROG slave_measure
OUT 2 1 // Ausgang "Marker-Messung aktiviert" setzen
CVEL GET 1900 // Messgeschwindigkeit setzen
CSTART // Drehzahlmodus starten
old_ipos = IPOS // "alte" Markerposition lesen
marker_number = 0 // Variable zurücksetzen
total_dist = 0 // Variable zurücksetzen
skip_first = 0 // Variable zurücksetzen
WHILE (IN 2 == 1) DO // Im Modus "messen" bleiben, solange Ausgang 2 high.
new_ipos = IPOS // "Neue" Markerposition lesen
IF (new_ipos != old_ipos) THEN // Prüfen, ob ein neuer Marker erkannt wurde.
marker_distance = new_ipos - old_ipos // Markerabstand berechnen
IF (marker_distance < 0) THEN // Vorzeichen ändern, falls negativ
marker_distance = (marker_distance * -1)
ENDIF
IF (skip_first == 0) THEN // Den ersten Wert nicht verwenden, er könnte falsch sein.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 33
Page 34
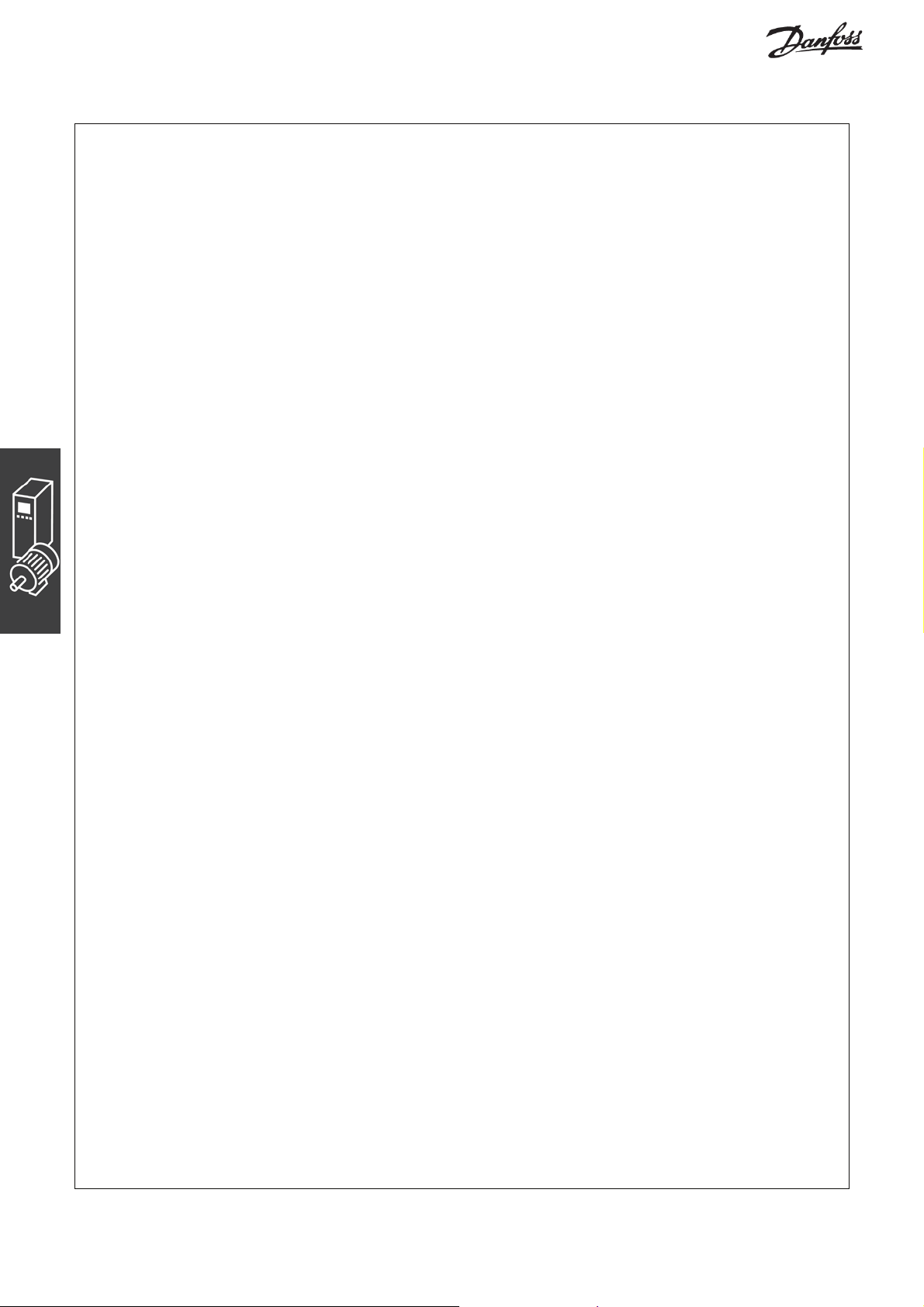
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
skip_first = 1
ELSE
marker_number = marker_number + 1 // Zähler um 1 erhöhen
total_dist = total_dist + marker_distance // Markerabstände zusammenfassen
ENDIF
old_ipos = new_ipos // "alte" Markerposition als "neue" Markerposition setzen
ENDIF
ENDWHILE
CSTOP // Anhalten, wenn die Slave-Marker-Messung verlassen wird.
SET SYNCMPULSS (total_dist rnd marker_number)
// Durchschnittlichen Markerabstand berechnen und Parameter setzen.
OUT 2 0 // Ausgang " Marker-Messung aktiviert " zurücksetzen
RETURN
/*********************** Markerabstand Master messen ***************************/
SUBPROG master_measure
OUT 2 1 // Ausgang "Marker-Messung aktiviert" setzen
old_mipos = MIPOS // "alte" Markerposition lesen
marker_number = 0 // Variable zurücksetzen
total_dist = 0 // Variable zurücksetzen
skip_first = 0 // Variable zurücksetzen
WHILE (IN 2 == 1) DO // Im Messmodus bleiben solange Eingang 2 high
new_mipos = MIPOS // "neue" Markerposition lesen
IF (new_mipos != old_mipos) THEN // Prüfen, ob ein neuer Marker erkannt wurde
marker_distance = new_mipos - old_mipos // Markerabstand berechnen
IF (marker_distance < 0) THEN // Falls negativ Vorzeichen ändern
marker_distance = (marker_distance * -1)
ENDIF
IF (skip_first == 0) THEN // Den ersten Wert nicht benutzen, er könnte falsch sein.
skip_first = 1
ELSE
marker_number = marker_number + 1 // Zähler erhöhen
total_dist = total_dist + marker_distance // Markerabstände zusammenfassen
ENDIF
old_mipos = new_mipos // "alte" Markerposition auf "neue" Markerposition setzen
ENDIF
ENDWHILE
SET SYNCMPULSM (total_dist rnd marker_number)
// durchschnittlichen Markerabstand berechnen und Parameter setzen
OUT 2 0 // Ausgang "Marker-Messung aktiviert" zurücksetzen
RETURN
/****************************** Fehlerroutine ************************************/
SUBPROG errhandle
err = 1 // Fehler-Flag setzen, um solange in der Fehlerroutine zu bleiben, bis der Fehler gelöscht ist.
OUT 8 1 // Ausgang Fehler setzen.
OUT 2 0 // Bei Fehler Ausgang "Marker-Messung aktiviert" zurücksetzen
WHILE err DO // In der Fehlerroutine bleiben, bis die Reset-Meldung empfangen ist.
IF (IN 8) AND NOT (IN 2) THEN // Wenn Eingang 8 high und Eingang 2+3 low Fehler zurücksetzen
ERRCLR // Fehler löschen
err=0 // Fehler-Flag zurücksetzen
ENDIF
ENDWHILE
OUT 8 0 // Ausgang Fehler zurücksetzen
sync_flag = 0 // sync_flag nach Fehler zurücksetzen
RETURN
/****************************************************************************/
ENDPROG
/********************************* Programmende ******************************/
34 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 35

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Kurvenscheibensteuerung (CAM-Modus)
Um Kurvenscheibensteuerungen zu realisieren, benötigen Sie je nach Anwendung mindestens eine Kurve,
die die Slave-Position in Abhängigkeit von der Master-Position sowie das Ein- und Auskuppelverhalten beschreibt. Natürlich sind für eine Kurvenscheibensteuerung weit mehr Parameter erforderlich, die zusammen
mit den Fixpunkten der Kurve ein Kurvenprofil ergeben.
Die Synchronisation im CAM-Mode (Befehl SYNCC können Sie auch mit Markerkorrektur durchführen
(SYNCCMM und SYNCCMS). Dies wäre zum Beispiel erforderlich, wenn die Produkte unregelmäßig auf einem
Band transportiert werden oder wenn addierende Fehler ausgeglichen werden müssen.
Für die Erstellung des Kurvenprofils nutzen Sie den
o CAM-Editor. Dann setzen Sie die Fixpunkte der
Kurve und definieren die für Ihre Anwendung erforderlichen Parameter.
Alle Werte können Sie in physikalischen oder
benutzerdefinierten Einheiten unter einer WindowsOberfläche eingeben. Das Kurvenprofil können Sie
ständig grafisch kontrollieren und so Geschwindigkeit und Beschleunigung der Slave-Achse prüfen.
Prinzipskizze
Links die mechanische Kurvenscheibe und die
mechanische Nockenwelle, rechts die Kurven für
die elektronische Kurvenscheibensteuerung und
das elektronische Nockenschaltwerk:
Interpolation
Der CAM-Editor berechnet aus den Fixpunkten die Kurve mit Hilfe einer Spline-Interpolation. Diese ist für
ein minimales Drehmoment optimiert. Um Drehzahlsprünge bei mehrmaligem Kurvendurchlauf zu verhindern, wird die Geschwindigkeit am Anfang und Ende gleichgesetzt. Für diese Berechnung können Sie in der
Registerkarte o Kurvendaten zwischen mehreren Kurventypen wählen. In jedem Fall berücksichtigt die
Interpolation die Steigung der Kurve am Anfang und Ende: Entweder wird die Steigung am Anfang und
Ende gemittelt, oder die Steigung am Anfang der Kurve wird auch für das Ende der Kurve benutzt, oder die
Steigung am Anfang und Ende der Kurve wird auf [0] gesetzt.
Tangentenpunkte für gerade Abschnitte
Für Bereiche, in denen die Geschwindigkeit konstant und die Beschleunigung „0” sein muss, benutzen Sie
Tangentenpunkte. Zwischen diesen Punkten wird statt eines Splines eine Gerade gelegt.
Genauigkeit
Die Fixpunkte werden direkt als Interpolationspunkte übernommen, sofern dies der Intervallabstand zulässt.
Der CAM-Editor führt zwischen den Interpolationspunkten eine lineare Interpolation durch. Wird durch den
gewählten Intervallabstand ein Fixpunkt nicht getroffen, fehlt der entsprechende Slave-Sollwert in der Interpolationstabelle. Wenn Sie o ; Ausrichten an Gitter aktivieren, können Sie solche Abweichungen ver-
meiden.
Interne Realisation als Array
Intern werden die Kurvenprofile als Arrays realisiert, die Sie mit einer DIM-Anweisung und dem Befehl
SETCURVE aufrufen.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 35
Page 36

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Anwendungsbeispiel: Kartons mit Haltbarkeitsdatum stempeln
Das folgende Beispiel zeigt, wie Sie Schritt für Schritt die Kurve für diese Anwendung der Kurvenscheibensteuerung editieren und anschließend in Ihr Steuerungsprogramm einbinden.
Eine Walze soll auf Kartons eine 10 cm lange Aufschrift stempeln. Der Stempel entspricht einem
Walzenabschnitt von 120 Grad. Pro Minute werden
60 Kartons auf dem Band transportiert. Die Kartons
werden exakt in immer gleichem Abstand (z.B.
durch ein mechanisches Raster) auf dem Band
transportiert. Während des Bedruckens müssen
Stempelwalze und Karton synchron laufen:
Schritt für Schritt die Kurve editieren
1. FC 300 mit den erforderlichen Parametern einstellen.
2. Wählen Sie diese zbc- (oder cnf)-Datei aus; APOSS und damit die ausgewählte Datei werden daraufhin
automatisch im CAM-Editor geöffnet.
APOSS stand-alone
3. Ermitteln Sie den Getriebefaktor des Masters in MU-Einheiten.
Die Eingabe soll in 1/10 mm Auflösung möglich sein.
Der Antrieb ist mit dem Transportband mit einer Getriebeübersetzung von 25:11 verbunden; das heißt
der Motor macht 25, das Zahnriemenrad 11 Umdrehungen.
Getriebefaktor = 25/11
Inkrementalgeber direkt am Master-Antrieb;
Dreheberauflösung = 4096
Das Zahnriemenrad hat 20 Zähne/Umdrehung;
2 Zähne entsprechen 10 mm, daher entspricht
1 Umdrehung = 100 mm Transportbandvorschub bzw. 1000/10 mm.
Skalierfaktor ist demnach 1000.
Tragen Sie diese Werte in der Registerkarte o Synchronisation ein
(die gewählten Einheiten sollten immer ganzzahlig sein):
Par. 33-10
Par. 33-11
: Starten Sie den o CAM-Editor und öffnen diese zbc- (oder cnf)-Datei.
torSkalierfak
4 4096 25/11
qc
MU 1 qc
2048
55
1000
Syncfaktor Master = 2048
Syncfaktor Slave = 55
4 uflösungDrehgebera ktor Getriebefa
4 4096 25
u
11 1000
u
Master Syncfaktor 10-33 Par.
Slave Syncfaktor 11-33 Par.
MU 1 qc
MU1 qc
36 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 37

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
4. Getriebefaktor des Slaves in Benutzereinheiten BE eingeben:
Getriebefaktor = 5/1
Drehgeberauflösung (Inkrementalgeber) = 500
Eine Umdrehung der Walze ist 360 Grad. Es
soll mit einer Auflösung von 1/10 Grad gearbeitet werden; daher wird eine Walzenumdrehung in 3600 Arbeitseinheiten eingeteilt:
Skalierfaktor = 3600
25
9
3600
4 500 5/1
qc
BE 1 qc
3600
torSkalierfak
4 500 5
Tragen Sie diese ganzzahligen Werte ein in die Registerkarte o Gebersystem:
Par. 32-12
Par. 32-11
Benutzerfaktor Zähler = 25
Benutzerfaktor Nenner = 9
5. Damit die Fixpunkte auf den Interpolationspunkten liegen, bestimmen Sie in der Registerkarte o
Kurvendaten einen ganzzahligen Teiler für die Intervalle. Benutzen Sie dazu den Button o Einstellen.
Eine komplette Zykluslänge des Masters ist 400 mm; dies entspricht 4000 MU.
Die o
6. Definieren Sie o
Anzahl Intervalle = 40 ergibt eine vernünftige Intervallzeit von 25 ms.
Fixpunkte für das Transport-
band (Master) und die Walze (Slave). Die
Funktion o
Ausrichten an Gitter sollte aktiviert
sein.
4 uflösungDrehgebera ktor Getriebefa
BE 1 qc
BE 1 qc
Zählerktor Benutzerfa 12-32 Par.
Nennerktor Benutzerfa 11-32 par.
7. Zwischen der Position 1500 und 2500 müssen
Master und Slave synchron mit gleicher
Geschwindigkeit fahren. Dies erfordert eine
Gerade, die mit zwei Tangentenpunkten
bestimmt wird.
Mit einem Doppelklick in der Spalte o
Typ
ändern Sie den Fixpunkt der Position 2500.
Oder Sie bewegen den Cursor auf den Fixpunkt
2500, klicken auf die rechte Maustaste und
wählen im darauf folgenden Kontext-Menü
Tangente aus. Da immer zwei Tangenten-
o
punkte benötigt werden, wird der vorhergehende (auf 1500) gleich mit geändert.
8. Aktivieren Sie die grafische Darstellung der
; Geschwindigkeit um die entsprechende
o
Geschwindigkeitskurve zu sehen:
9. Tragen Sie in der Registerkarte o Kurveninfo die o Zyklen/min Master = 60 ein. Das ist die Anzahl der
Kartons, die (maximal) pro Minute bearbeiten werden.
10. Prüfen Sie, ob die Beschleunigung des Slaves innerhalb des Limits liegt. Aktivieren Sie dazu die
Darstellung der o
; Beschleunigung und des o ; Beschl.Limits.
11. Um die Kurve in Ihre Steuerung zu laden, müssen Sie zuerst die Datei als zbc-Datei speichern; klicken
Sie dazu auf o
Sichern als.
In der Titelleiste sehen Sie den Namen der Kurve und die Anzahl der Array-Elemente. Letzteres benötigen Sie für die DIM-Anweisung bei der Programmierung.
12. Laden Sie die zbc-Datei mit den veränderten Parametern und den – automatisch erzeugten – Kurvenarrays mit
Parameter o Wiederherstellen aus Datei in die Steuerung.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 37
Page 38

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Programmbeispiel: Kartons mit Haltbarkeitsdatum stempeln
Da die Kurve intern als Array gespeichert wird, muss im Programm als erstes die DIM-Anweisung stehen:
DIM stempel[92] // Anzahl der Elemente aus Titelleiste des CAM-Editors
HOME // Slave Achse führt eine Homefahrt durch (Schalter für Nullstellung oben)
// Danach befindet sich der Slave in der Nullposition (0 Grad)
// (entfällt, falls ein Absolutgeber eingesetzt wird)
SETCURVE stempel // Kurve "stempel" setzen
// angenommen ein Karton steht mit Vorderkante am Bearbeitungspunkt
// und der Master steht still
DEFMCPOS 1000 // 1000 entspricht dieser Position (Vorderkante Karton)
POSA CURVEPOS // Slave auf die, der Master-Position entsprechenden Kurvenposition fahren
SYNCC 0 // In den CAM-Mode wechseln und bleiben
SYNCCSTART 0 // Walze sofort mit eingestellter max. Geschwindigkeit einkuppeln
// dies verursacht keine Bewegung, da Master steht und auf korrekter Position ist
// jetzt kann der Master gestartet werden
anf: // leere Hauptschleife, damit Programm nicht beendet wird
// hier könnten weitere Verarbeitungen gemacht werden
GOTO anf
38 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 39

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Anwendungsbeispiel: Kartons bedrucken mit Markerkorrektur
In diesem Beispiel werden die Kartons nicht in
exakt gleichen Abständen transportiert, daher
benötigen Sie Marker, mit denen ein Karton erkannt
und die Synchronisation korrigiert werden kann.
Im Folgenden wird beschrieben, wie Sie die Kurve
des vorgehenden Beispiels für diese Anwendung
anpassen.
Wieder soll eine Walze auf Kartons eine 10 cm
lange Aufschrift stempeln. Auf dem Band werden
pro Minute maximal 60 Kartons transportiert.
Während des Bedruckens müssen Stempelwalze
und Karton synchron laufen.
Kurve für die Synchronisation mit Marker editieren
1. Schritte 1 bis 9 wie im vorhergehenden Beispiel.
10. Definieren Sie in der Liste der o
Punkte
die Punktepaare für das Ein- und Aus-
Start-Stop-
kuppeln: Am Anfang des Kartons soll eingekuppelt werden und bis zum Ende des Kartons
ausgekuppelt sein.
11. Bestimmen Sie in der Registerkarte o Kurvendaten die Position, in der die Walze stoppen soll, wenn im
Programm keine andere Slave-Stop-Position definiert wird:
Die Walze soll immer auf Position 0 Grad zurückfahren: o
Slave-Stop-Position = 0
12. Die Lichtschranke (externer Marker) ist 237,5 mm vom Bearbeitungspunkt (= Stempel berührt den Kar-
ton) entfernt und erkennt den Anfang des Kartons (entspricht Master-Position 1000). Der Markerabstand
beträgt demnach 2375. Tragen Sie diesen Wert in die Registerkarte o
Synchronisation ein und definieren
Sie die erlaubte Toleranz für das Auftreten der Marker und den externen Markertyp = 2 für den Master.
Par. 33-17
Par. 33-21
Par. 33-19
Tragen Sie die Master-Position in der
Markerabstand Master = 2375
Master-Marker Toleranzfenster = 200
Markertyp Master = 2
Registerkarte o Kurvendaten ein:
Master-Marker-Position = 100
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 39
Page 40

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
13. Für die Festlegung, wann die Korrektur der
Synchronisation frühestens beginnen kann und
wann sie beendet sein muss, betrachten Sie das
Kurvenprofil: Die grüne senkrechte Linie zeigt,
an welcher Master-Position der Marker erkannt
wird, der hellgrüne Bereich zeigt das Toleranzfenster für das Auftreten des Master-Markers.
Die Korrektur darf frühestens beginnen, wenn
ein Karton fertig bedruckt ist, denn jede
Änderung der Geschwindigkeit während des
Bedruckens würde den Karton beschädigen.
Und die Korrektur muss vollständig beendet
sein, wenn der nächste Karton den Bearbeitungspunkt erreicht.
In diesem Beispiel sind die Master-Positionen Ende und Anfang eines Kartons gut geeignet:
Korrektur Start = 3000
Korrektur Ende = 1000Tragen Sie die Werte in die Registerkarte o
wird im Kurvenprofil blau schraffiert gezeigt.
14. Prüfen Sie, ob Geschwindigkeit und Beschleunigung des Slaves innerhalb des Limits bleiben. Aktivieren
Sie dazu die Darstellung der o
lung der o
; Beschleunigung und des o ; Beschl.Limits.
; Geschwindigkeit und des o ; Geschw.Limits und danach die Darstel-
15. Klicken Sie auf o Speichern als um die Datei zu speichern, zum Beispiel „marker”.
16. Laden Sie die zbc-Datei mit den veränderten Parametern und den – automatisch erzeugten –
Kurvenarrays mit Parameter o
Wiederherstellen aus Datei in die Steuerung.
Kurvendaten ein; der Bereich
Programmbeispiel: Kartons bedrucken mit Markerkorrektur
Da die Kurve intern als Array gespeichert wird, muss in Ihrem Programm als erstes die DIM-Anweisung
stehen:
DIM marker[112] // Anzahl der Elemente aus Titelleiste des CAM-Editors
HOME // Slave Achse führt eine Homefahrt durch (Schalter für Nullstellung oben)
// Danach befindet sich der Slave in der Nullposition (0 Grad)
// (entfällt, falls ein Absolutgeber eingesetzt wird)
SETCURVE marker // Stempelkurve mit Marker setzen
dist = GET SYNCMPULSM // Abstand zum Sensor
DEFMCPOS (1000-dist) // Das ist die Stelle, die dem Sensorsignal entspricht
SET SYNCMSTART 2000 // Zählen des Masterpulses beginnt erst
// wenn nächste Flanke von Sensor kommt
SYNCCMM 0 // Im CAM-Mode synchronisieren bis Motor Stopp
SYNCCSTART 1 // Walze mit Start-Punktepaar 1 einkuppeln
// Synchronbetrieb
WAITI 4 ON // Warten auf Eingangssignal, wenn Transportband abgeschaltet wird
SYNCCSTOP 2 0 // Walze mit Stopp-Punktepaar 1 auskuppeln und bei Position 0 Grad an
40 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 41

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Wenn der Abstand des Sensors größer als eine Masterzykluslänge ist
Bei vielen Anwendungen kann der Marker nicht
innerhalb einer Masterzykluslänge angebracht
werden, z.B. bei folgender Maschine zur Produktion
von Plastiktüten:
Da hier zwischen den Slaves keine Marker eingebaut werden können, gibt es in dieser Anwendung
nur einen Markerleser, die Schweißstation liegt aber
viel weiter als eine Masterzykluslänge entfernt. Da
der Abstand des Sensors größer als eine Masterzykluslänge ist, wird ein Puffer für die Markerabweichung angelegt. Bei Erscheinen des Markers
wird der Wert in den Puffer geschrieben und mit
Erscheinen des nächsten Markers ausgelesen.
Um zu beurteilen, in welchem Bereich korrigiert
werden darf, subtrahieren Sie so oft die Masterzykluslänge, bis der Wert < 1 Masterzykluslänge
ist. Dies ist der maximal erlaubte Abstand zum
Korrigieren. In diesem Beispiel ist dieser also 6375
– 4000 = 2375 und damit der gleiche Korrekturbereich wie im vorangegangen Beispiel.
Problemfälle bei der Festlegung des Markerabstandes
Wenn der Marker so nah am Bearbeitungspunkt
angebracht ist, dass nach Erkennen des Markers
keine Zeit bleibt, die Synchronisation zu korrigieren, können Sie das Problem nur durch eine
mechanische Veränderung des Markers beheben.
Der gleiche Effekt könnte aber auch auftreten,
wenn der Markerabstand größer als die Masterzykluslänge ist und nach Subtraktion dieses Wertes
ebenfalls ein zu geringer Abstand bleibt, zum
Beispiel:
Bei Erscheinen des Markers wird der Wert in den Puffer geschrieben. Erst wenn der nächste Marker erkannt
wird, wird der Puffer ausgelesen. Das bedeutet, dass der Marker erst bei der Master-Position 900 „erkannt”
wird und in unserem Beispiel nur noch wenig Zeit bleibt, den Fehler zu korrigieren. Es ist der gleiche Effekt,
als wäre der Sensor um den Wert (Abstand – Mastertaktlänge) bzw. (4100 – 4000), also nur 10 mm vor
dem Bearbeitungspunkt montiert.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 41
Page 42
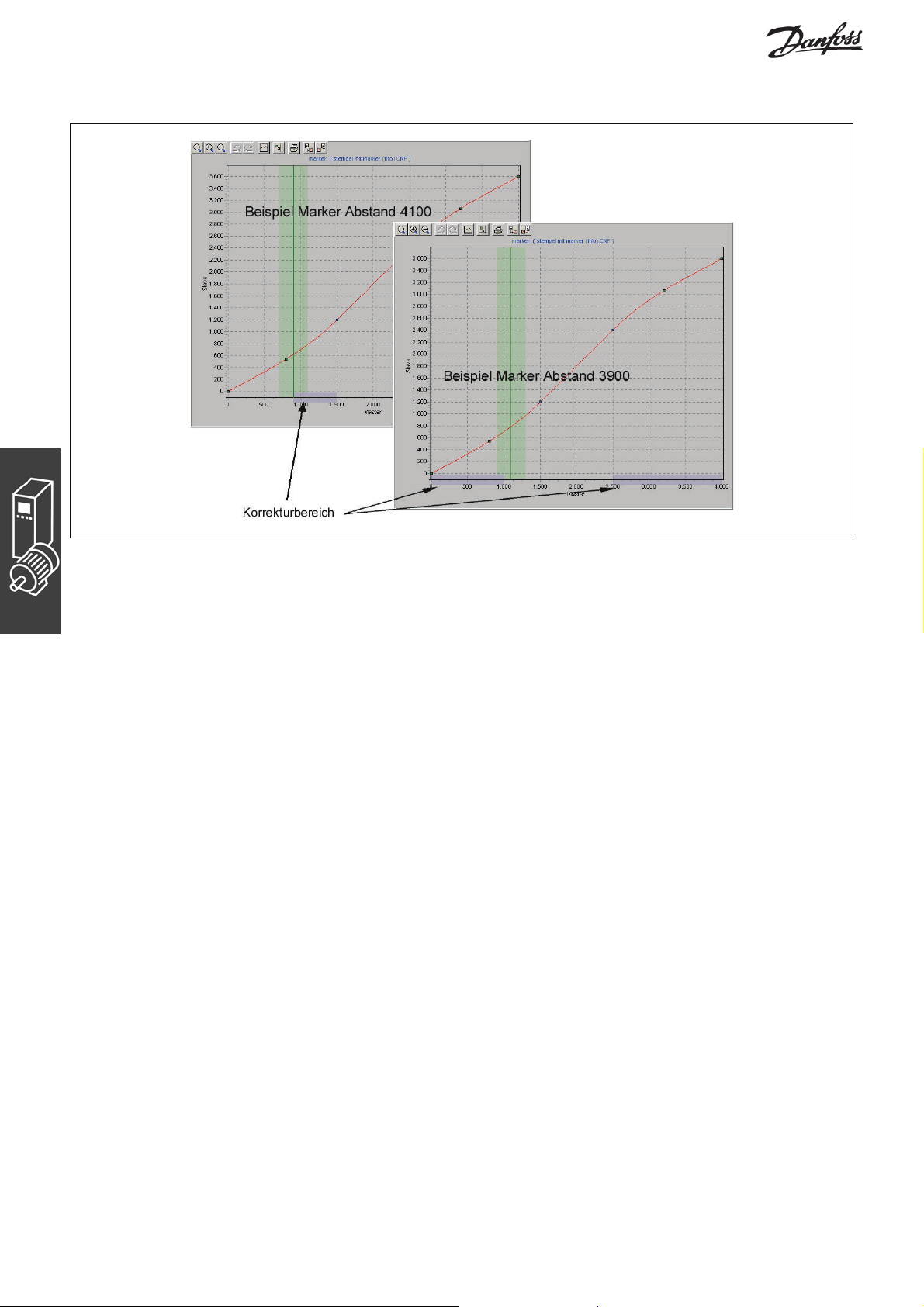
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Daher wäre es besser, den Sensor so zu montieren, dass der Abstand zum Bearbeitungspunkt entweder
kleiner oder wesentlich größer als eine Masterzykluslänge ist, hier zum Beispiel im Abstand von 3900. Dann
kann man von 2500 bis 1000 korrigieren.
Oder man montiert den Sensor weiter weg, zum Beispiel im Abstand von 7900. Dies wirkt genau so, als
wäre der Sensor um Abstand – Masterzykluslänge (7900 – 4000), also 3900 vor dem Bearbeitungspunkt
montiert. Genügend Zeit also, um die Synchronisation zu korrigieren.
Falls dies mechanisch nicht möglich ist, muss man die Werte etwas manipulieren, damit man die Lösung mit
dem Puffer vermeiden kann. Gehen Sie folgendermaßen vor:
Subtrahieren Sie vom tatsächlichen Abstand einen Wert x, damit der Abstand < Masterzykluslänge wird,
zum Beispiel 4100 – 200 = 3900. Den Wert x subtrahieren Sie auch von der Master-Position, also 1000 –
200 = 800.
Tragen Sie beide Werte in die Registerkarten o
Par. 33-17
Markerabstand Master = 3900
Synchronisation und o Kurvendaten ein:
Master-Marker-Position = 800
Da nun kein Puffer erzeugt wird, könnte man zum Beispiel von 2500 bis 800 korrigieren.
42 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 43

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Anwendungsbeispiel: Slave-Synchronisation mit Marker
In folgendem Beispiel ist das Transportband der
Slave und die Stempelwalze der Master, da für
einen gleichmäßig Druck die Farbaufnahme und
Farbabgabe kontinuierlich ablaufen müssen. Pro
Minute werden maximal 20 Kartons auf dem Band
transportiert. Der Abstand der Kartons ist nicht
größer als eine Masterzykluslänge. Während des
Bedruckens müssen Stempelwalze und Karton
synchron laufen.
Im Gegensatz zur Synchronisation mit Markerkorrektur des Masters wird hier die Slave-Position
korrigiert und nicht die Kurve.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 43
Page 44

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Kurve für Slave-Synchronisation editieren
1. FC 300 mit den erforderlichen Parameter einstellen und diese Benutzerparameter mit Parameter o
speichern in Datei
2. Diese zbc-Datei muss im
3. Ermitteln Sie den Getriebefaktor des Masters in MU-Einheiten:
Getriebefaktor = 5/1
Drehgeberauflösung (Inkrementalgeber) = 500
Eine Umdrehung der Walze ist 360 Grad. Es soll mit einer Auflösung von 1/10 Grad gearbeitet werden.
Das bedeutet, dass eine Umdrehung der Walze in 3600 Arbeitseinheiten eingeteilt wird:
Skalierfaktor = 3600
mit der Extension „zbc” sichern.
CAM-Editor geöffnet sein.
4 uflösungDrehgebera ktor Getriebefa
torSkalierfak
MU 1qc
Geben Sie diese ganzzahligen Wert in der Registerkarte o
Par. 33-10
Par. 33-11
Syncfaktor Master = 25
Syncfaktor Slave = 9
Synchronisation ein:
4. Getriebefaktor des Slaves in Benutzereinheiten BE eingeben: Die Eingabe soll in 1/10 mm Auflösung
möglich sein.
Der Antrieb ist mit dem Transportband mit einer Getriebeübersetzung von 25:11 verbunden; das heißt
der Motor macht 25, das Zahnriemenrad 11 Umdrehungen.
Getriebefaktor = 25/11
Inkrementalgeber direkt am Master-Antrieb; Drehgeberauflösung = 4096
Das Zahnriemenrad hat 20 Zähne/Umdrehung, 2 Zähne entsprechen 10 mm, daher entspricht
1 Umdrehung = 100 mm Transport. Der Skalierfaktor ist demnach 1000.
torSkalierfak
Geben Sie diese Werte in der Registerkarte o
Par. 32-12
Par. 32-11
Benutzerfaktor Zähler = 2048
Benutzerfaktor Nenner = 55
BE 1qc
Encoder ein:
4 uflösungDrehgebera ktor Getriebefa
5. Damit die Fixpunkte auf den Interpolationspunkten liegen, bestimmen Sie in der Registerkarte o
Kurven-Daten einen ganzzahligen Teiler für die Intervalle. Für eine komplette Zykluslänge des Masters
von 3600 (= 360 Grad) ergibt die o
Geben Sie diese Werte in der Registerkarte o
6. Definieren Sie o
Fixpunkte für die Walze
Anzahl Intervalle = 36 eine vernünftige Intervallzeit von 27,7 ms.
Kurvendaten mit dem Button Einstellen ein.
(Slave) und das Transportband (Master). Die
Funktion o
Ausrichten an Gitter sollte aktiviert
sein.
7. Zwischen den Master-Positionen 1200 bis 2400
müssen Master und Slave synchron mit gleicher Geschwindigkeit fahren. Dafür benötigen
Sie eine Gerade, die mit zwei Tangentenpunkten bestimmt wird. Mit einem Doppelklick in
der Spalte o
Typ definieren Sie für die Position
2400 einen Tangentenpunkt; der davor liegende wird automatisch angepasst.
44 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 45
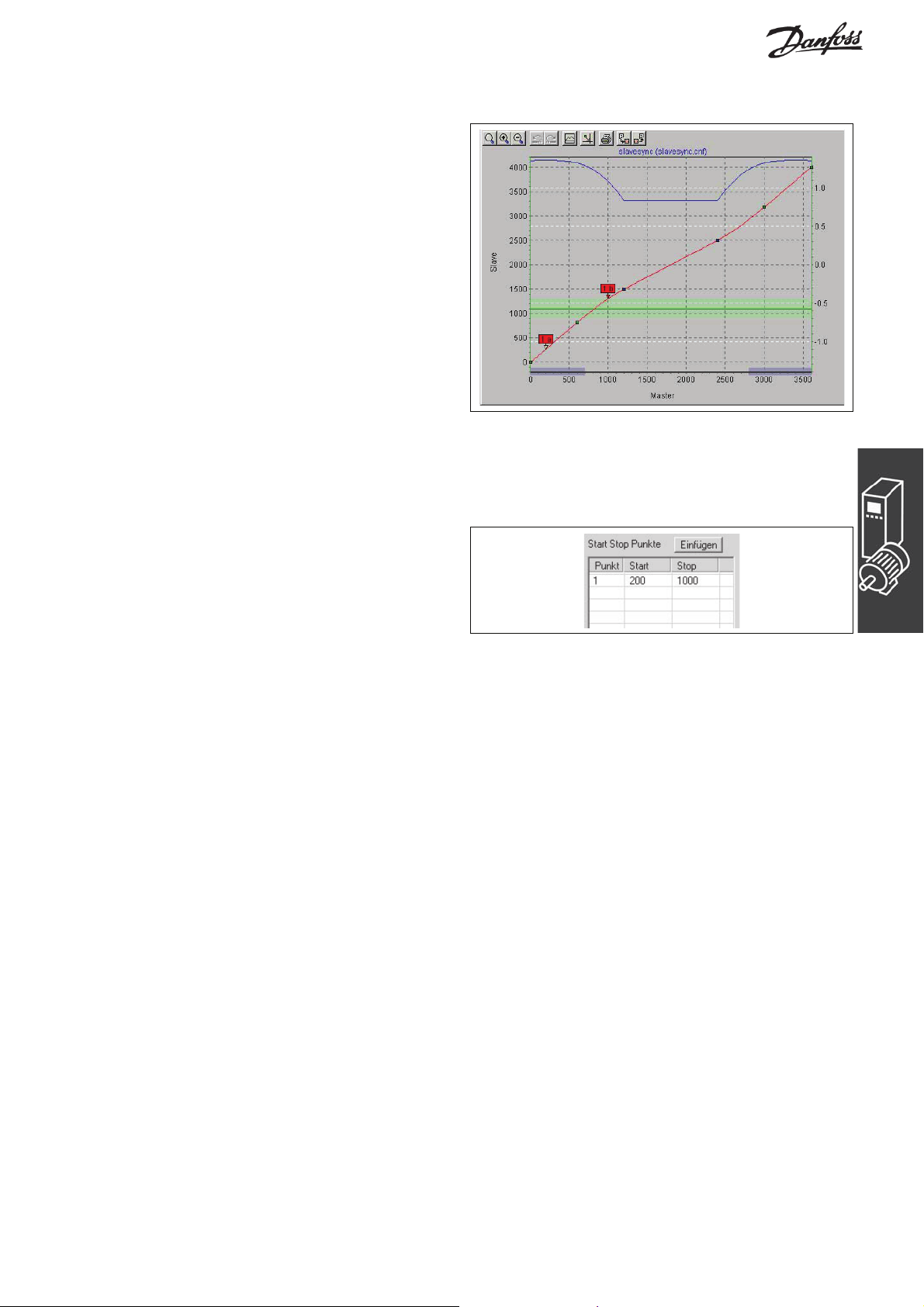
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Aktivieren Sie die grafische Darstellung der
; Geschwindigkeit um den Verlauf zu
o
sehen:
8. Tragen Sie in der Registerkarte o
Kartons, die (maximal) pro Minute bearbeiten werden.
9. Prüfen Sie, ob die Beschleunigung des Slaves innerhalb des Limits liegt. Aktivieren Sie dazu die
Darstellung der o
; Beschleunigung und des o ; Beschl. Limits.
10. Definieren Sie in der Liste o
um die Synchronisation am Anfang zu starten.
Zwischen 20 und 100 Grad soll mit etwas
Sicherheitsabstand eingekuppelt werden, denn
bei 120 Grad muss aufsynchronisiert sein.
11. Bestimmen Sie in der Registerkarte o Kurvendaten die Position, in der das Transportband stoppen soll,
wenn im Programm keine andere
Das Transportband soll immer auf Position 0 halten: o
12. Die Lichtschranke (externer Marker) ist 390 mm vom Bearbeitungspunkt (= Stempel berührt den Karton)
entfernt und erkennt den Anfang des Kartons (entspricht Slave-Position 1000). Der Markerabstand
beträgt demnach 3900. Tragen Sie diesen Wert in die Registerkarte o
Sie die erlaubte Toleranz für das Auftreten der Marker und den externen
Par. 33-18
Par. 33-22
Par. 33-20
Markerabstand Slave = 3900
Slave-Marker Toleranzfenster = 200
Markertyp Slave = 2
Tragen Sie die Slave-Position in der Registerkarte
Slave Marker-Position = 1000
13. Für die Festlegung, wann die Korrektur der Synchronisation frühestens beginnen kann und wann sie
beendet sein muss, betrachten Sie das Kurvenprofil. Die grüne waagrechte Linie zeigt, an welcher
Master-Position der Marker erkannt wird, der hellgrüne Bereich zeigt das Toleranzfenster für das Auftreten des Master-Markers.
Die Korrektur darf frühestens beginnen, wenn ein Karton fertig bedruckt ist, denn jede Änderung der
Geschwindigkeit während des Bedruckens würde den Druckstempel und/oder den Karton beschädigen.
Und die Korrektur muss vollständig beendet sein, wenn der nächste Karton den Bearbeitungspunkt
erreicht. In diesem Beispiel sind die Slave-Positionen Ende und Anfang eines Kartons gut geeignet.
Tragen Sie die Werte in die Registerkarte o
Korrektur Start = 2800
Korrektur Ende = 750
14. Prüfen Sie, ob die Geschwindigkeit und Beschleunigung des Slaves innerhalb des Limits bleiben.
Aktivieren Sie dazu die Darstellung der o
die Darstellung der o
; Beschleunigung und des o ; Beschl. Limits.
Kurveninfo die o Zyklen/min Master = 20 ein. Das ist die Anzahl der
Start-Stop-Punkte
Slave-Stop-Position definiert wird:
Slave-Stop-Position = 0
Synchronisation ein und definieren
Markertyp = 2 für den Slave:
Kurvendaten ein:
o
Kurvendaten ein:
; Geschwindigkeit und des o ; Geschw. Limits und danach
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 45
Page 46
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
15. Klicken Sie auf den Button o Sichern als zum Speichern.
16. Laden Sie die zbc-Datei mit den veränderten Parametern und den – automatisch erzeugten –
Kurvenarrays mit
Programmbeispiel: Slave-Synchronisation mit Marker
Um die Master-Position zu bestimmen wird ein Schalter am Master vorausgesetzt, der die Nullposition
signalisiert. Um den Slave in die richtige Position zu fahren, wird dieser bis zur Lichtschranke vorwärts
gefahren. Dies entspricht dem Kartonanfang = 1000. Dann fährt man den Slave um 2900 (= Markerabstand
3900–1000) weiter; damit steht der Slave mit dem Kartonanfang 1000 genau vor dem Bearbeitungspunkt,
also an Slave-Position 0.
DIM slavesync[108] // Anzahl der Elemente aus Titelleiste des CAM-Editors
HOME // Slave führt eine Homefahrt durch (Schalter für Nullstellung oben)
// Danach befindet sich der Slave in der Nullposition (0 Grad)
// (entfällt bei einem Absolutdrehgeber)
DEFMCPOS 0 // Kurve beginnt bei Master-Position 0
SET SYNCMSTART 2000 // Zählen des Masterpulses beginnt erst
// wenn nächste Flanke vom Sensor kommt
SETCURVE slavesync // Kurve für die Slave-Synchronisation setzen
// zum Start fahren
CSTART
CVEL 10 // langsam vorwärts fahren bis Lichtschranke kommt
oldi = IPOS // oldi = letzte Markerposition des Slaves
WHILE (oldi == IPOS) DO // Warten bis Karton erkannt
ENDWHILE
POSA (IPOS + 2900) // Karton um 2900 nach vorne fahren
SYNCCMS 0 // Im CAM-Modus synchronisieren
SYNCCSTART 1 // Mit Start-Stopp-Punktepaar 1 einkuppeln
Parameter o Wiederherstellen aus Datei in den FC 300.
46 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 47
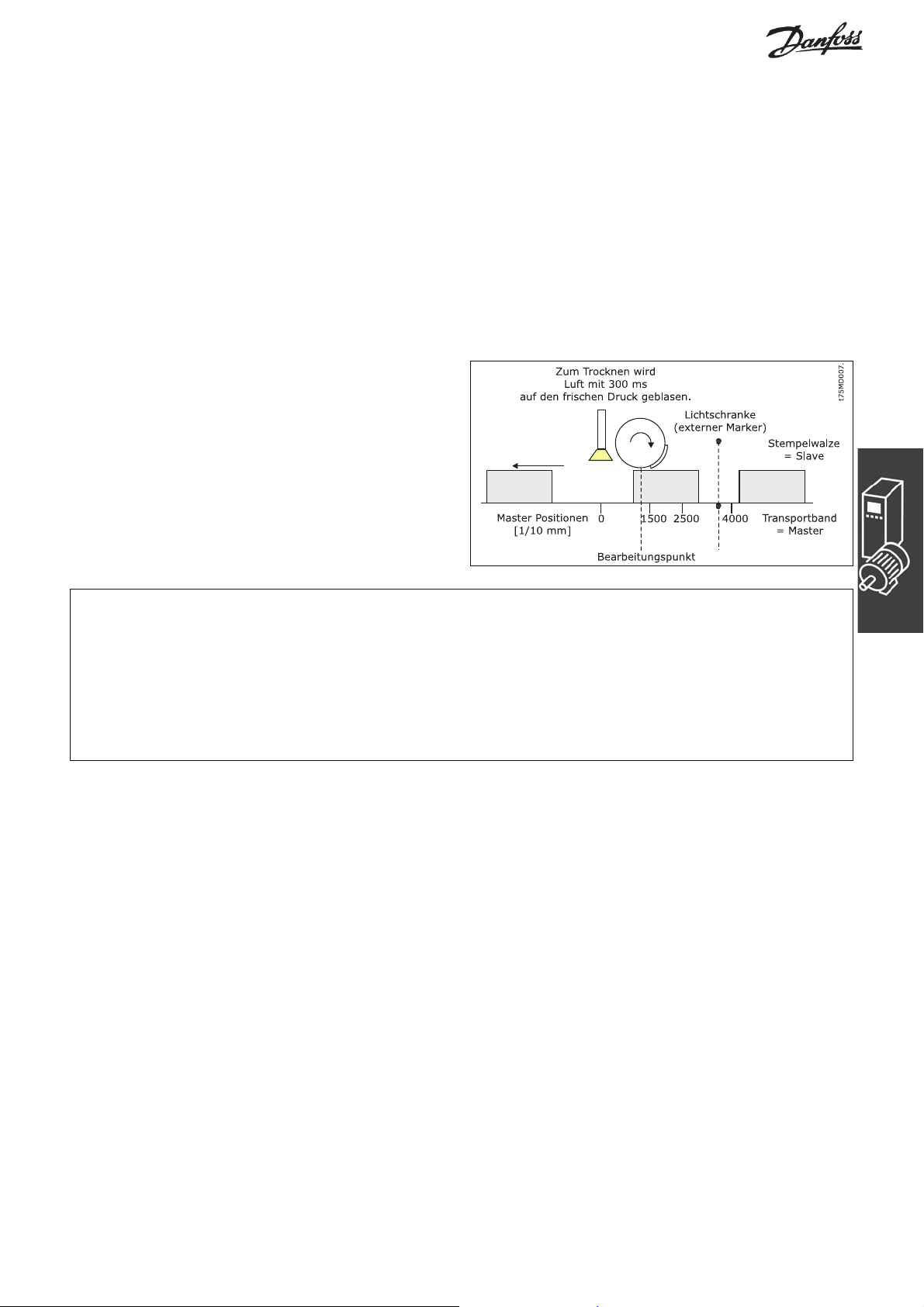
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Nockenschaltwerk
Die mechanische Nockenwelle wird ebenfalls durch eine (oder mehrere) Kurven nachgebildet. Um ein
Nockenschaltwerk zu realisieren, muss es möglich sein, den Slave immer wieder an bestimmten MasterPositionen ein- und auszukuppeln.
Dies ist mit APOSS mit den Interrupt-Befehlen ON MAPOS .. GOSUB und ON APOS .. GOSUB möglich. Man
kann immer dann ein Unterprogramm aufrufen, wenn eine definierte Master-Position (und zwar in positiver
oder negativer Richtung) passiert wurde.
In Verbindung mit einem Kurvenprofil, in dem mehrere Start-Stopp-Punktepaare zum Aus- und Einkuppeln
definiert wurden, kann man viele Anwendungen wie sie in der Verpackungsindustrie typisch sind realisieren.
Programmbeispiel für ein Nockenschaltwerk
Nach dem Bedrucken eines Kartons soll der frische
Druck sofort im Luftstrom getrocknet werden:
ON MCPOS 2500 GOSUB trocknen // Unterprogramm aufrufen, wenn die
// Master-Position 2500 in positiver Richtung passiert wurde
SUBMAINPROG
SUBPROG trocknen
OUT 1 1 // Trockner einschalten
DELAY 300 // 300 ms trocknen
OUT 1 0 // Trockner ausschalten
RETURN
ENDPROG
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 47
Page 48

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Mechanische Bremssteuerung
In Anwendungen, die durch MCO 305 gesteuert werden und über eine elektromechanische Bremse
verfügen, macht es normalerweise Sinn, die Bremse vom MCO 305 Anwendungsprogramm zu steuern, um
zu vermeiden, dass die Positioniersteuerung versucht den Motor zu bewegen, während die Bremse noch
eingekuppelt ist.
Die Bremssteuerung im MCO 305 Anwendungsprogramm kann mit der mechanischen Bremssteuerung des FC 300 kombiniert werden. Dazu schaltet
man zwei Ausgänge in Serie: z.B. durch Setzen des
digitalen Ausgangs 29 auf
steuerung
auf
(Par. 5-31) und des Relaisausgangs 1
MCO gesteuert (Par. 5-40 [0]). Die Bremse wird
dann wie in der Abbildung gezeigt verbunden.
Programmbeispiel: Relative Positionierung mit einer mechanischen Bremssteuerung
/**********************************************************************/
Eingänge: 1 Positionieren
8 Fehler löschen
Ausgänge: 1 in Position
8 Fehler
11 Relaisausgang für mechanische Bremse
/************************** Interrupts **********************************/
ON ERROR GOSUB errhandle // Bei Fehler in die Fehlerroutine springen; diese muss immer enthalten sein.
/************************ Flags definieren *******************************/
flag = 0
/*********************** Grundeinstellungen *****************************/
VEL 80 // Positioniergeschwindigkeit bezogen auf Par. 32-80 Maximalgeschwindigkeit setzen.
ACC 100 // Positionierbeschleunigung bezogen auf Par. 32-81 kürzeste Rampe setzen.
DEC 100 // Positionierverzögerung bezogen auf Par. 32-81 kürzeste Rampe setzen.
/******************* Anwendungsparameter definieren **********************/
LINKGPAR 1900 "Box Höhe" 0 1073741823 0
LINKGPAR 1901 "Verzögerung der Bremse beim Schließen" 0 1000 0
LINKGPAR 1902 "Verzögerung der Bremse beim Öffnen" 0 1000 0
/******************* Betriebssicheren Antrieb initialisieren *****************/
GOSUB engage // Sicherstellen, dass die mechanische Bremse nach dem Einschalten geschlossen ist.
/************************ Hauptprogrammschleife ************************/
MAIN:
IF (IN 1 == 1) AND (flag == 0) THEN
// Einmal positionieren (abgesichert durch Flag) wenn Eingang 1 high.
GOSUB disengage // Mechanische Bremse vor dem Starten öffnen.
OUT 1 0 // Reset "in Position" Ausgang.
POSR (GET 1900) // Positionieren
OUT 1 1 // "in Position" Ausgang setzen.
flag = 1 // "flag" setzen, um sicherzustellen, die Distanz nur einmal durchfahren wird.
ELSEIF (IN 1 == 0) AND (flag == 1) THEN // Einmal anhalten, wenn Eingang 1 low.
MOTOR STOP // Anhalten wenn Eingang low.
flag = 0 // Reset "flag" um eine neue Positionierung freizugeben.
GOSUB engage // Mechanische Bremse nach dem Anhalten schließen.
ENDIF
GOTO MAIN
/********************* Unterprogramm starten ****************************/
Mechanische Brems-
48 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 49

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
SUBMAINPROG
/***************** Mechanische Bremse einkuppeln *************************/
SUBPROG engage
OUT 11 0 // Mechanische Bremse schließen.
DELAY (GET 1901)
// Warten, um sicherzustellen, dass die Bremse eingekuppelt ist, bevor der Motor freigegeben wird.
MOTOR OFF // Positioniersteuerung anhalten und Motor in Leerlauf.
RETURN
/***************** Mechanische Bremse auskuppeln ****************************/
SUBPROG disengage
MOTOR ON // Antrieb freigeben und Positioniersteuerung starten.
DELAY (GET 1902)
// Warten, um sicherzustellen, dass der Motor bestromt ist, bevor die Bremse geöffnet wird.
OUT 11 1 // Mechanische Bremse öffnen.
RETURN
/********************** Fehlerbehandlung **********************************/
SUBPROG errhandle
OUT 11 0 // Bremse bei Auftreten eines Fehlers schließen.
err = 1 // Fehler-Flag setzen, um solange in der Fehlerroutine zu bleiben, bis der Fehler gelöscht ist.
OUT 8 1 // Ausgang Fehler setzen.
WHILE err DO // In der Fehlerroutine bleiben, bis die Reset-Meldung empfangen ist.
IF IN 8 THEN // Fehlermeldung zurücksetzen wenn Eingang 8 high.
ERRCLR // Fehler löschen.
err=0 // Fehler-Flag zurücksetzen.
ENDIF
ENDWHILE
OUT 8 0 // Ausgang Fehler zurücksetzen.
flag = 0 // "Flag" zurücksetzen, um neue Positionierung freizugeben.
RETURN
/*********************************************************************/
ENDPROG
/************************* Programmende *******************************/
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 49
Page 50
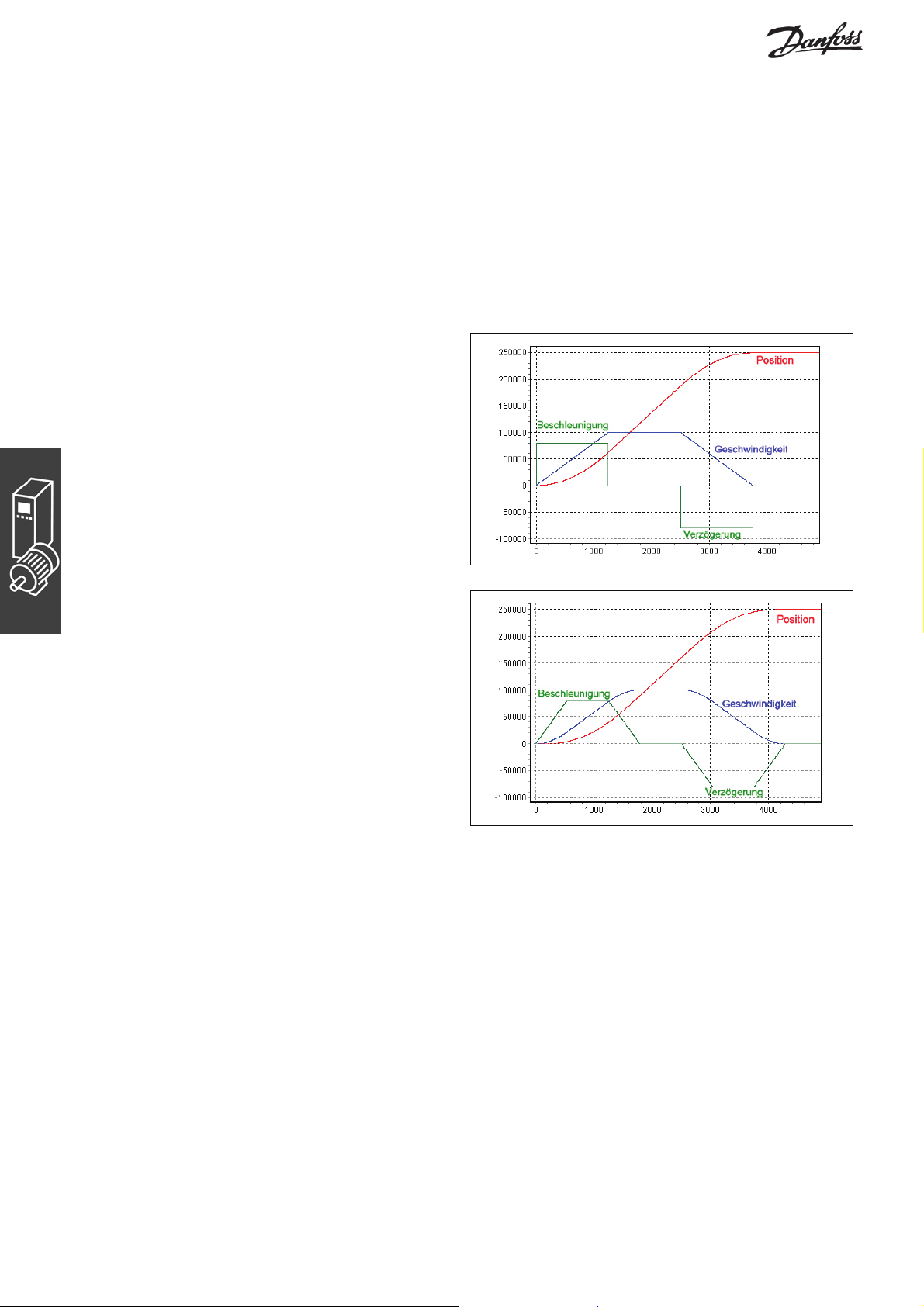
MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Ruckbegrenzung
Wie ruckbegrenzte Bewegungen funktionieren
Ruckbegrenzte Bewegungen sind ähnlich den normalen trapezförmigen Bewegungen, außer dass der
Anwender die „Sanftheit” der Beschleunigung und Verzögerung steuern kann. Dadurch kann den Ruck, der
durch eine unmittelbare Beschleunigung einer trapezförmigen Bewegung verursacht wird, begrenzt werden.
Typische Anwendungen, die ruckfreie Bewegungen erfordern, sind:
Fahrstuhl
–
Bewegung von schweren Lasten
–
Beispielhaft zeigt das nebenstehende Diagramm die
Beschleunigungs-, Geschwindigkeits- und Positionskurve einer trapezförmigen Bewegung von einer
Position zur anderen. Die scharfen Wechsel der
Beschleunigung zwingen den Motor zu einem Ruck
am Anfang und am Ende jeder Geschwindigkeitsrampe.
Das Diagram zeigt die gleiche Bewegung mit einer
Ruckbegrenzung. Beachten Sie, dass nun die
Beschleunigung nicht mehr unmittelbar ausgeführt
wird und dass die „Ecken” der Geschwindigkeitskurve abgerundet sind. Dies resultiert in eine
sanftere Motorbewegung. Es dauert außerdem
etwas länger, die Zielposition zu erreichen, weil der
Motor länger braucht um auf die maximale
Beschleunigung zu beschleunigen.
Um die „Sanftheit” der Beschleunigungsrampe zu steuern, stehen 4 Parameter zur Verfügung:
Parameter Ruckdauer
JERKMIN: Konstante Beschleunigungsrampe beim Anfahren. Dies definiert die Zeitspanne in Millisekun-
den, die beim Anfahren notwendig ist, um von 0 die maximale Beschleunigung zu erreichen.
JERKMIN2: Konstante Rücknahme der Beschleunigung. Dies definiert die Zeitspanne [ms] in der die
maximale Beschleunigung auf 0 Beschleunigung reduziert werden soll (d.h. normalerweise auf
konstante maximale Geschwindigkeit). Wenn „0” gesetzt ist, wird der gleiche Wert wie bei
JERKMIN verwendet.
JERKMIN3: Konstante Verzögerungsrampe beim Anhalten. Dies definiert die Zeitspanne [ms], die notwen-
dig ist, um von 0 die maximale Verzögerung zu erreichen. Wenn „0” gesetzt ist, wird der
gleiche Wert wie bei JERKMIN verwendet.
JERKMIN4: Konstante Zunahme der Verzögerung. Dies definiert die Zeitspanne [ms], die notwendig ist, um
von der maximalen Verzögerung auf 0 zu kommen (das ist normalerweise die Geschwindigkeit
0). Wenn „0” gesetzt ist, wird der gleiche Wert wie bei JERKMIN verwendet.
50 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 51

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Diese Konstanten entsprechen der „Steigung” in den verschieden Teilen der Beschleunigungskurve (siehe
folgendes Diagramm). Je größer die Werte, desto sanfter wird beschleunigt und/oder gebremst, in gleichem
Maße werden die Rampen immer länger.
ACHTUNG!:
Die durch die Ruckdauer JERKMIN definierte Beschleunigungssteigung wird immer benutzt, wenn
beim Anfahren beschleunigt wird und nicht nur, wenn von 0 auf die maximale Beschleunigung
beschleunigt wird. Das gleiche gilt sinngemäß für die drei anderen Parameter auch: JERKMIN2 wird
immer benutzt, wenn die Beschleunigung zurückgenommen wird, usw.
Ruckbegrenzte Bewegungen erreichen normalerweise nicht die Geschwindigkeits- und Beschleunigungsgrenzen, die für die Steuerung gesetzt sind (z.B. Begrenzungen durch die Befehle VEL, ACC, DEC, etc.). Im
Diagramm oben sieht man diese Begrenzung an den „Plateaus” in der Beschleunigungskurve. Falls die
aktuelle Geschwindigkeit und/oder Beschleunigung außerhalb dieser Grenzen ist, wenn die ruckbegrenzte
Bewegung startet, wird die Bewegung entsprechend beschleunigt oder verzögert, um sie innerhalb dieser
gesetzten Grenzen zu bringen.
Es ist wichtig zu verstehen, dass für ruckbegrenzte Bewegungen die „Beschleunigung” als „Anfahren" in
Richtung definiert ist (d.h. entweder vorwärts oder rückwärts) und ebenso die „Verzögerung” als
jede
„Abbremsen” in jede Richtung. Das Ergebnis davon ist, dass maximale Geschwindigkeit, maximale
Beschleunigung, maximale Verzögerung und die vier
richtung sind. Dies kann wichtige Konsequenzen haben, wenn eine ruckbegrenzte Bewegung die Motorrichtung ändern muss, besonders wenn sich die maximale Verzögerung von der maximalen Beschleunigung
unterscheidet. In diesem Fall garantiert die ruckbegrenzte Bewegung, dass die Verzögerungsrampe
exakt Geschwindigkeit 0 sanft in eine Beschleunigungsrampe
weder die Verzögerungs- noch die Beschleunigungsgrenzen zu erreichen.
Eine ruckbegrenzte Bewegung kann in drei verschiedenen Situationen benutzt werden:
Anhalten aus der aktuellen Geschwindigkeit und Beschleunigung (wobei die endgültige Position nicht
1.
wichtig ist).
Wechsel von der aktuellen Geschwindigkeit und Beschleunigung in eine definierte konstante
2.
Geschwindigkeit (wobei die Positionen nicht wichtig sind).
Fahren von der aktuellen Position (und der aktuellen Geschwindigkeit und Beschleunigung) und
3.
Anhalten auf einer definierten Position.
Ruckdauer-Werte alle unabhängig von der Bewegungs-
bei
mündet, wenn die Richtung wechselt und ohne
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 51
Page 52

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Beispiele
In den folgenden Beispielen ist die maximale Beschleunigung auf einen höheren Wert als die maximale
Verzögerung gesetzt, so dass der Motor schneller anlaufen als bremsen kann. Ebenso ist JERKMIN kleiner
gesetzt als JERKMIN2, JERKMIN2 kleiner als JERKMIN3 und JERKMIN3 kleiner als JERKMIN4, damit die
verschiedenen Kurvensegmente im Diagramm besser zu unterscheiden sind. Die vier JERKMIN Werte sind
mit J1, J2, J3 und J4 gekennzeichnet.
Anhalten
Dieses Diagramm zeigt eine Stopp-Bewegung, die
mit einer positiven konstanten Geschwindigkeit
beginnt.
Die Kurve besteht aus einem Segment Verzögerungsrampe (JERKMIN3), gefolgt von einem
Segment konstanter Verzögerung (bei maximaler
Verzögerung) und schließlich einem Segment
Zunahme der Verzögerung auf Geschwindigkeit 0
(JERKMIN4).
Dieses Diagramm zeigt eine Stopp-Bewegung, die
mit positiver Geschwindigkeit und positiver
Beschleunigung beginnt.
Da die anfängliche Beschleunigung positiv ist, muss
die Kurve mit einer Verzögerungsrücknahme auf
Beschleunigung 0 beginnen (JERKMIN2). Es folgt
dann ein Segment Verzögerungsrampe beim Anhalten (JERKMIN3), ein Segment konstante Verzögerung und ein Segment Zunahme der Verzögerung
auf Geschwindigkeit 0 (JERKMIN4).
52 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 53

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Das folgende Diagramm zeigt ein Stopp-Bewegung, die mit einer negativen Geschwindigkeit und einer sehr
hohen Verzögerung beginnt. (Es ist eine Verzögerung, weil die Geschwindigkeit abnimmt.) Da jedoch die
anfängliche Verzögerung so groß ist, ist der Motor nicht in der Lage ohne Überschwingen (über Geschwindigkeit 0 und zurück) zu stoppen.
Daher startet die Kurve mit einer Zunahme der Verzögerung (JERKMIN4) um die Verzögerung so stark wie
möglich zu verlangsamen, bevor die Geschwindigkeit 0 erreicht wird. Bei Geschwindigkeit 0 wird aus der
„Verzögerung” eine „Beschleunigung”, weil sich die Richtung geändert hat.
Demzufolge wird die Kurve mit einer Rücknahme
der Beschleunigung
Beschleunigung 0 erreicht ist. Der Motor fährt nun
mit einer konstanten positiven Geschwindigkeit und
daher wird die Kurve ganz normal mit einer
Verzögerungsrampe (JERKMIN3), einem Segment
konstanter Verzögerung (sehr kurz in diesem
Beispiel) und einer Zunahme der Verzögerung auf
Geschwindigkeit 0 (JERKMIN4) beendet.
fortgesetzt (JERKMIN2) bis
In eine konstante Geschwindigkeit wechseln
Das folgende Diagramm zeigt eine Bewegung, die mit einer positiven konstanten Geschwindigkeit beginnt
und diese auf eine höhere positive konstante Geschwindigkeit steigert.
Diese Kurve besteht aus einem Segment Beschleunigungsrampe (JERKMIN), gefolgt von einem Segment konstanter Beschleunigung (bei maximaler
Beschleunigung) und schließlich einer Rücknahme
der Beschleunigung auf konstante Geschwindigkeit
(JERKMIN2). Beachten Sie, dass die Verzögerungswerte JERKMIN3 und JERKMIN4 nicht benutzt
werden, weil es nie eine Verzögerung gibt.
Das nächste Diagramm zeigt eine Bewegung, die mit einer hohen positiven konstanten Geschwindigkeit
beginnt und seine Geschwindigkeit auf eine niedrigere positive konstante Geschwindigkeit verringert.
Diese Kurve besteht aus einem Segment Verzögerungsrampe (JERKMIN3), gefolgt von einem
Segment konstanter Verzögerung (mit maximaler
Verzögerung) und schließlich einer Zunahme der
Verzögerung auf eine konstante Geschwindigkeit
(JERKMIN4). Beachten Sie, dass die Beschleunigungswerte JERKMIN and JERKMIN2 nicht benutzt
werden, weil es nie zu einer Beschleunigung
kommt.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 53
Page 54

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Das nächste Diagramm ist ähnlich dem vorhergehenden, außer dass es mit einer positiven
Beschleunigung beginnt.
In diesem Fall muss die Kurve mit einer Rücknahme der Beschleunigung beginnen (JERKMIN2).
Sobald die Beschleunigung 0 erreicht ist, wird wie
im vorhergehenden Beispiel 5 fortgefahren.
Das folgende Diagramm zeigt eine Bewegung, die mit einer negativen konstanten Geschwindigkeit beginnt
und dann die Richtung zu einer positiven
Abbremsen der Geschwindigkeit starten, damit sie sich „umdreht”. Daher beginnt die Kurve mit einer
Verzögerungsrampe (JERKMIN3) bis sie die maximale Verzögerung erreicht.
Die Verzögerung wird mit maximaler Verzögerung
fortgesetzt, bis die Geschwindigkeit 0 erreicht ist.
Beachten Sie, dass es kein Segment mit Verzögerungsrampe gibt, weil die Bewegung nicht anhält.
Exakt bei Geschwindigkeit 0 reversiert die Richtung
und die Bewegung wird nun in die andere Richtung
beschleunigt
. Weil aber in diesem Beispiel die maximale Beschleunigung höher ist als die maximale
Verzögerung, kann ein Segment Beschleunigung
eingefügt werden (JERKMIN benutzend). Die Kurve
endet normal mit einem Segment konstanter Beschleunigung und einer Rücknahme der Beschleunigung auf konstante Geschwindigkeit (JERKMIN2).
konstanten Geschwindigkeit wechselt. Diese Kurve muss durch
Auf eine definierte Position fahren
Das folgende Diagramm zeigt eine „normale” Bewegung, die von einer Position, an der sie gestoppt hatte,
vorwärts fährt, um an einer anderen Position anzuhalten. Die Kurve startet mit einer Verzögerung auf maximale Geschwindigkeit. Dieser Teil der Kurve ist ähnlich der ersten in
wechseln”
(Beispiel 4). Dieser Kurve wechselt einfach in eine konstante Geschwindigkeit, bei der die
„In eine konstante Geschwindigkeit
konstante Geschwindigkeit die maximale Geschwindigkeit ist.
Daher besteht die Kurve aus einer Beschleunigungsrampe beim Anfahren (JERKMIN), einem Segment
konstanter Beschleunigung mit maximaler Beschleunigung und dann einer Rücknahme der Beschleunigung
auf maximale Geschwindigkeit (JERKMIN2).
54 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 55

MCO 305 Projektierungshandbuch
__ Funktionen und Beispiele __
Die Bewegung wird mit maximaler Geschwindigkeit
fortgesetzt, bis es notwendig wird die Verzögerungsrampe zu starten, die die Bewegung an der
gewünschten Position anhält.
Die Verzögerungsrampe ist identisch zum ersten
Beispiel in „Anhalten”. Die Kurve besteht aus einer
Verzögerungsrampe beim Anhalten (JERKMIN3),
gefolgt von einer konstanten Verzögerung (mit
maximaler Verzögerung) und schließlich einer
Zunahme der Verzögerung auf Geschwindigkeit 0
(JERKMIN4), um an der gewünschten Position anzuhalten.
Das nächste Diagramm zeigt eine typische „kurze”
Bewegung, bei der die maximale Geschwindigkeit
nicht erreicht werden kann. In diesem Fall wird so
lange wie möglich mit einer Beschleunigung gefahren (JERKMIN). Abhängig davon, wie weit entfernt
die Zielposition ist, kann dabei die maximale Beschleunigung erreicht werden oder nicht. An dieser
Stelle wird dann die Verzögerung zurückgenommen
(JERKMIN2) und sofort mit einem Segment Verzögerungsrampe fortgefahren (JERKMIN3). Abhängig
von der Zielposition kann es wieder ein konstantes
Verzögerungssegment geben oder nicht. Die Kurve
endet mit einer Zunahme der Verzögerung bis
Geschwindigkeit 0 in der Zielposition.
Das nächste Diagramm zeigt ein Beispiel bei dem der Motor anfänglich in die „falsche” Richtung fährt, umgedreht werden und „zurück” auf die Zielposition fahren muss. Weil er „umgedreht” werden muss, startet
die Kurve mit einer Verzögerungsrampe (JERKMIN3) bis zur maximalen Verzögerung. Dadurch wird die
Geschwindigkeit verlangsamt bis der Motor umdreht. Es wird weiter mit maximaler Verzögerung abgebremst, bis die Geschwindigkeit 0 erreicht ist und die Richtung wechselt.
Exakt an diesem Punkt wird der Motor beschleunigt, aber in die andere
Punkt an ist die Kurve gleich der einer normalen
Bewegung zu einer Zielposition, außer dass die
ganze Kurve invertiert wird, weil die Richtung
gewechselt hat. Die Kurve besteht aus folgenden
Segmenten:
– Beschleunigungsrampe (Rückwärtsfahrt)
– ggf. konstante Beschleunigung
– Beschleunigungsrampe
– ggf. konstante Geschwindigkeit
– Verzögerungsrampe
– ggf. konstante Verzögerung
– Verzögerung zum Stoppen auf der Zielposition.
Richtung. Von diesem
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 55
Page 56
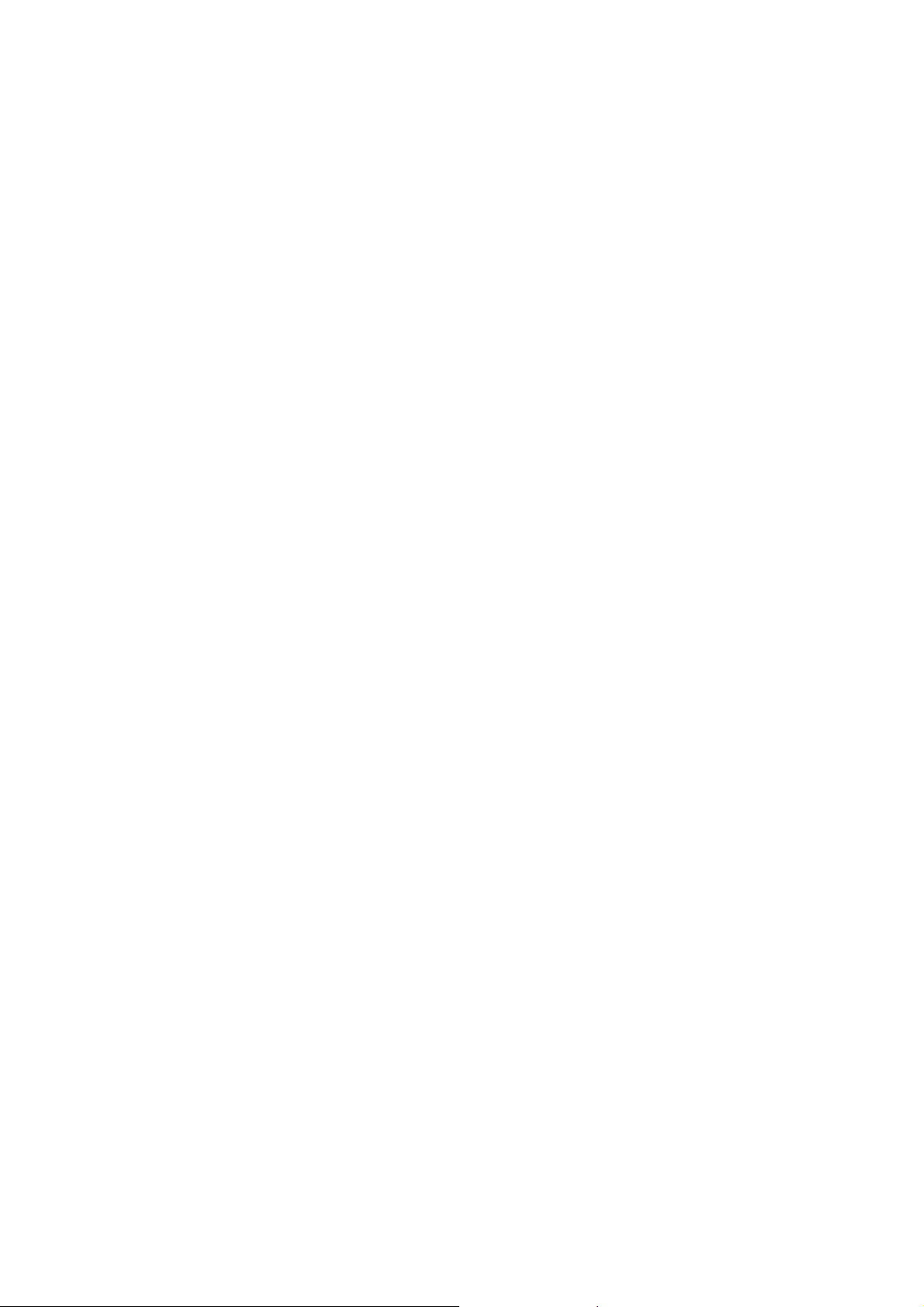
Page 57
MCO 305 Projektierungshandbuch
PC Software Benutzeroberfläche
APOSS Benutzeroberfläche
Sie sollten mit der Windows-Oberfläche und der Windows-Terminologie vertraut sein, denn diese Gebrauchsanweisung erklärt nicht die Grundlagen, aber alle Besonderheiten der PC Benutzeroberfläche.
£
Zum Programmieren der MCO 305 Option wird das VLT
Sie auch die integrierte APOSS-Software zum Entwickeln von Steuerungsprogrammen und zum Editieren
von Kurven.
Projekte können offline oder mit Networking online programmiert werden.
– Online: Wenn MCT 10 eine Verbindung zum Antrieb hergestellt hat, benutzt APOSS diese Verbindung, die
MCT 10 schon hergestellt hat.
– Offline: Alle Funktionen, die es erlauben die Antriebe zu steuern oder mehrere Antriebe zu verbinden
oder aktuelle Parameter auszulesen, sind freigegeben.
Der Betriebsmodus wird durch MCT 10 beim Starten von APOSS ausgewählt und kann nicht geändert
werden, während APOSS läuft.
Wenn APOSS von MCT 10 aus gestartet wird, wird nur ein Antrieb verbunden. Daher sind alle Funktionen,
mit denen APOSS Antriebe steuern oder mehrere Antriebe verbinden kann gesperrt.
Wenn MCT 10 weder online noch offline benutzt wird, wird APOSS stand-alone betrieben.
Motion Control Tool MCT 10 benutzt. Damit starten
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 57
Page 58

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Das APOSS Fenster
Das APOSS-Fenster erlaubt den gleichzeitigen Zugriff zu einem APOSS-Programm und einer Steuerung. Sie
können mehrere APOSS-Fenster öffnen und jedes mit einem anderen APOSS-Programm und Steuerung
verbinden.
Editierfenster im oberen Bereich zeigt das
Das
APOSS-Programm während des Editierens und
bietet alle üblichen Funktionen eines Text-Editors.
Verschiedene Farben erleichtern Ihnen die
Unterscheidung zwischen Kommentaren,
Programmteilen, Operatoren, Ziffern usw. Sie
können die Farbzuordnung mit
ändern.
Editor
Kommunikationsfenster zeigt sowohl die
Das
Meldungen der APOSS-IDE (z.B. Meldungen des
Compilers) als auch Meldungen der Steuerung (z.B.
programmierte PRINT Befehle). Den Meldungen der
Steuerung wird die ID-Nummer der Steuerung (z.B.
„[01]” wie in obigen Beispiel) vorangestellt.
Das Überwachungsfenster links unten im APOSS-Fenster ist besonders nützlich beim Debuggen. Damit kann
sowohl die Steuerung als auch das ausführende Programm während die Steuerung läuft überwacht werden.
Was überwacht werden soll, können Sie mit
Einstellungen o
Entwicklung o Überwachung hinzufügen einstellen.
Titelleiste und Symbolleiste
Die Titelleiste zeigt Nr. und Name des angeschlossenen FC 300. Tritt ein Fehler auf, wird die Fehlernummer
ebenfalls in der Titelleiste der Steuerung, die den Fehler ausgelöst hat, angezeigt.
Symbolleiste bietet einen schnellen Zugriff auf
Die
häufig benutzte Funktionen:
Kontextmenüs
An manchen Programmstellen werden Kontextmenüs angeboten, wenn Sie auf die rechte Maustaste klicken. Zum Beispiel im
Editierfenster oder im
CAM-Editor zum Einfügen oder Löschen von Fix-
punkten. Die Kontextmenüs werden automatisch
wieder verlassen, wenn die ausgewählte Funktion
ausgeführt wird oder wenn Sie mit der linken Maustaste an eine beliebige andere Stelle im Bildschirm
klicken.
58 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 59

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Funktionstasten
Häufig benötigte Funktionen sind auf die Funktionstasten gelegt:
[F1] Online-Hilfe
[F2] Zum nächsten Lesezeichen springen.
[F3] Weitersuchen (beim Suchen)
[F4] Syntax des Programms prüfen
[F5] Programm ausführen
[F9] Programm zeilenweise ausführen (nur im Debug Modus)
[F11] System-Prozessdaten in der Online-Hilfe aufrufen
[F12] Befehlshilfe aufrufen
Die anderen Funktionstasten werden an den entsprechenden Stellen erwähnt.
[Esc]-Taste
In Standard Windows-Anwendungen schließt die [Esc]-Taste normalerweise das aktive Fenster. Im APOSSFenster jedoch öffnet die [Esc]-Taste automatisch eine Verbindung zu einer Default-Steuerung, wenn keine
Steuerung angeschlossen ist.
Wenn schon eine Steuerung angeschlossen ist, beendet die [Esc]-Taste alle gerade laufenden Programme
der Steuerung.
ACHTUNG!:
Wenn ein laufendes Programm abgebrochen wird, während sich der Antrieb dreht, wird der Antrieb
mit der maximal zulässigen Geschwindigkeit abgebremst!
Eine unterbrochene
Wenn eine aktive Verbindung zu einer Steuerung unterbrochen ist (zum Beispiel, wenn die Steuerung aus-
geschaltet oder die Kommunikation getrennt wurde), meldet die Titelleiste des APOSS-Editierfensters, das
mit dieser Steuerung verbunden war, „Verbindung unterbrochen”. Aber das Editierfenster bleibt mit dieser
Steuerung „verbunden”. Wenn die [Esc]-Taste gedrückt wird (oder irgendein Befehl ausgeführt werden soll,
der eine Kommunikation zur Steuerung erfordert) wird APOSS versuchen, die gleiche
verbinden. Dieses Verhalten ist nur relevant, wenn mehrere Steuerungen in einem Kommunikationsstrang
vorhanden sind, z.B. CAN-Bus.
Verbindung wiederherstellen
Steuerung wieder zu
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 59
Page 60
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Das Editierfenster
Das Editierfenster zeigt das Programm, das gerade bearbeitet wird. Hierfür stehen viele Mausfunktionen
sowie Shortcuts zur Verfügung.
Wenn Sie mit den Mauscursor auf einen Befehl oder eine Funktion zeigen, wird die Syntax des Befehls oder
der Funktion in einem kleinen Popup-Fenster eingeblendet, Wenn Sie
entsprechende Hilfethema dazu.
Maus-Funktionen
Das Editierfenster unterstützt folgende Maus-Funktionen:
Linksklick Cursor-Position ändern und vorherige Auswahl aufheben.
Rechtsklick Kontextmenü Bearbeiten öffnen.
Links-Doppelklicken Das Wort unter dem Cursor markieren.
Linke Maustaste drücken und ziehen Text markieren
[Alt] + linke Maustaste drücken und ziehen Textspalte markieren.
Mit linker Maustaste auf die Auswahl zeigen, drücken
und ziehen.
[Strg] + mit linker Maustaste auf die Auswahl
zeigen, drücken und ziehen.
Linksklick im linken Rand Die ganze Zeile markieren.
Linksklick im linken Rand, drücken und ziehen Mehrere Zeilen markieren.
Scrollrad drehen Fenster vertikal scrollen
Klicken mit Scrollrad Das Wort unter dem Cursor markieren.
Doppelklicken mit Scrollrad Die ganze Zeile markieren.
Linksklick auf die Trennleiste (Splitter), drücken und
ziehen.
Links-Doppelklicken auf die Trennleiste.
Markierten Text verschieben.
Markierten Text kopieren.
Das Fenster in mehrere Ansichten teilen oder die
aktuelle Ansicht eines geteilten Fensters ausrichten.
Das Fenster in zwei Hälften teilen oder, wenn bereits
geteilt, die Teilung wieder aufheben.
F1 drücken, erhalten Sie das
Tastatur-Funktionen
Das Editierfenster unterstützt folgende Funktionen mit Shortcuts. Beachten Sie, dass viele dieser
Funktionen nur
mit Tastatur-Shortcuts verfügbar sind.
ACHTUNG!:
Manche der Tastatur-Funktionen hängen von spezifischen Einstellungen Ihrer Tastatur ab. Bei
unerwünschten Effekten fragen Sie bitte Ihren Systemadministrator.
Gehe zu
[Pos1] Gehe zum Zeilenanfang
[Ende] Gehe zum Zeilenende
[Strg]+[ Pos1] Gehe zum Programmanfang
[Strg]+[Ende] Gehe zum Programmende
[Strg]+[m@ Gehe zum Wortanfang
[Strg]+[] Gehe zum Wortende
[Strg]+[Alt]+[] Gehe zum Anfang der nächsten leeren Zeile
[Strg]+[Alt]+[m] Gehe zum Ende der vorhergehenden leeren Zeile
[Strg]+[G] Gehe zu Zeile … (Dialog öffnen)
[Strg]+[B] Gehe zu Klammerpaaren ((“{([” oder “})]”)
60 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 61
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
[F2] Gehe zum nächsten Lesezeichen
[Umschalt]+[F2] Gehe zum vorherigen Lesezeichen
[Strg]+[F2] Lesezeichen in der aktuellen Zeile aus-/einschalten.
Text Auswahl
[Umschalt]+[m] Auswahl nach links erweitern
[Umschalt]+[] Auswahl nach rechts erweitern
[Umschalt]+[n] Auswahl nach oben erweitern
[Umschalt]+[p] Auswahl nach unten erweitern
[Strg]+[Umschalt]+[m] Auswahl zum Anfang des Wortes erweitern
[Strg]+[Umschalt]+[] Auswahl zum Ende des Wortes erweitern
[Umschalt]+[Pos1] Auswahl zum Zeilenanfang erweitern
[Umschalt]+[Ende] Auswahl zum Zeilenende erweitern
[Umschalt]+[Bildn] Auswahl um eine Seite nach oben erweitern
[Umschalt]+[Bildp] Auswahl um eine Seite nach unten erweitern
[Strg]+[Umschalt]+[Pos1] Auswahl zum Programmanfang erweitern
[Strg]+[Umschalt]+[Ende] Auswahl zum Programmende erweitern
[Strg]+[Alt] +[F8] Markiert die Zeile, in der der Cursor steht.
Ausschneiden / Kopieren / Einfügen
[Strg]+[C] Auswahl in Zwischenspeicher kopieren
[Strg]+[Einfg] Auswahl in Zwischenspeicher kopieren
[Umschalt]+[Entf] Auswahl löschen und in Zwischenspeicher kopieren
[Strg]+[X] Auswahl löschen und in Zwischenspeicher kopieren
[Strg]+[Y] Markierte Zeile löschen und in Zwischenspeicher kopieren
[Strg]+[V] Einfügen aus dem Zwischenspeicher
[Umschalt]+[Einfg] Einfügen aus dem Zwischenspeicher
[Strg]+[Alt]+[K] Alle Zeilen von der vorhergehenden Leerzeile bis zur nächsten Leerzeile löschen
und in den Zwischenspeicher kopieren.
Suchen / Ersetzen
[Alt]+[F3] Suchen
[Strg]+[F] Suchen
[F3] Weitersuchen.
[Umschalt]+[F3] Weitersuchen nach oben.
[Strg]+[F3] Nächstes Wort wie unter dem Cursor suchen.
[Strg]+[Umschalt]+[F3] Vorheriges Wort wie unter dem Cursor suchen.
[Strg]+[R] Suchen und ersetzen.
Ändern
[Einfg] Zwischen „Einfügen“ und „Überschreiben“ hin- und herschalten.
[Strg]+[Z] Rückgängig: Letzte Änderung
[Alt]+[Rücktaste] Rückgängig: Letzte Änderung
[Tab] (mit markierten Zeilen) Rückt die ausgewählten Zeilen ein.
[Umschalt]+[Tab] Rückt die ausgewählten Zeilen wieder aus.
[Strg]+[Backspace] Löscht bis zum Beginn des Wortes.
[Strg]+[Entf] Löscht bis zum Ende des Wortes.
[Strg]+[U] Auswahl in Kleinbuchstaben ändern.
[Strg]+[Umschalt]+ U Auswahl in Großbuchstaben ändern.
[Strg]+[Umschalt]+ N Neue Zeile oberhalb einfügen.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 61
Page 62

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
[Strg]+[Alt]+[R] Wiederholt den nächsten Befehl mehrere Male (öffnet den Dialog).
[Strg]+[Umschalt]+[R] Startet die Makro-Aufzeichnung.
Fenster scrollen
[Strg]+[n] Fenster nach oben scrollen
[Strg]+[p] Fenster nach unten scrollen
[Strg]+[Bildn] Fenster nach links scrollen
[Strg]+[Bildp] Fenster nach rechts scrollen
Funktion Rückgängig
Mit [Alt]+[Rücktaste], [Strg]+[Z] oder Bearbeiten o Rückgängig können Sie die letzte Aktion im
Editierfenster rückgängig machen.
ACHTUNG!:
Datei
o Speichern und o Speichern als löscht den Undo-Speicher.
Tabulatoren
Benutzen Sie Tabulatoren und Einzüge um Ihr Programm visuell zu strukturieren. Die Tab-Inkremente
können in
Einstellungen o Editor individuell definiert werden.
Zeilennummer
Innerhalb des Programms können Sie sich an den Zeilennummern orientieren. Die Syntaxprüfung zum
Beispiel stellt nicht nur den Cursor in die Zeile mit einem Fehler, sondern nennt auch die Zeilennummern,
die Fehler enthalten im Kommunikationsfenster.
Die aktuelle Zeilennummer finden Sie in der
Statuszeile, zum Beispiel 13:1. Der Cursor steht
dann in der Zeile 13 vor dem ersten Zeichen.
Makro Aufzeichnen und Abrufen
Häufig benutzte Befehle oder Befehlsketten können als Makro aufgezeichnet werden. Diesen Makros können
Sie Funktionstasten zuordnen und dann die Befehle beliebig wiederholen. Bis zu 10 verschiedene Makros
können definiert werden. Sie werden gesichert und wieder geladen, sobald APOSS-IDE das nächste Mal gestartet wird.
Drücken Sie [Strg]+[Umschalt]+[R] und das kleine Makro-Aufzeichnungsfenster zeigt den Start der Aufzeichnung. Dann geben Sie ein, was Sie aufzeichnen wollen: Das können normale Tastatureingaben, Shortcuts und Menü-Befehle sein.
Beenden Sie die Aufzeichnung durch Klicken auf das
schwarze Schließen-Symbol im „MakroAufzeichnen”-Dialog.
Der „Makro sichern” Dialog wird geöffnet:
Drücken Sie die Tasten für das Shortcut, das Sie für
das Makro benutzen wollen (z.B. [Strg]+[Umschalt]
+[M]). Jedes Shortcut kann bis zu 2 Zeichen lang
sein. Dann wählen Sie eine der beiden „Sichern als”
Alternativen.
62 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 63
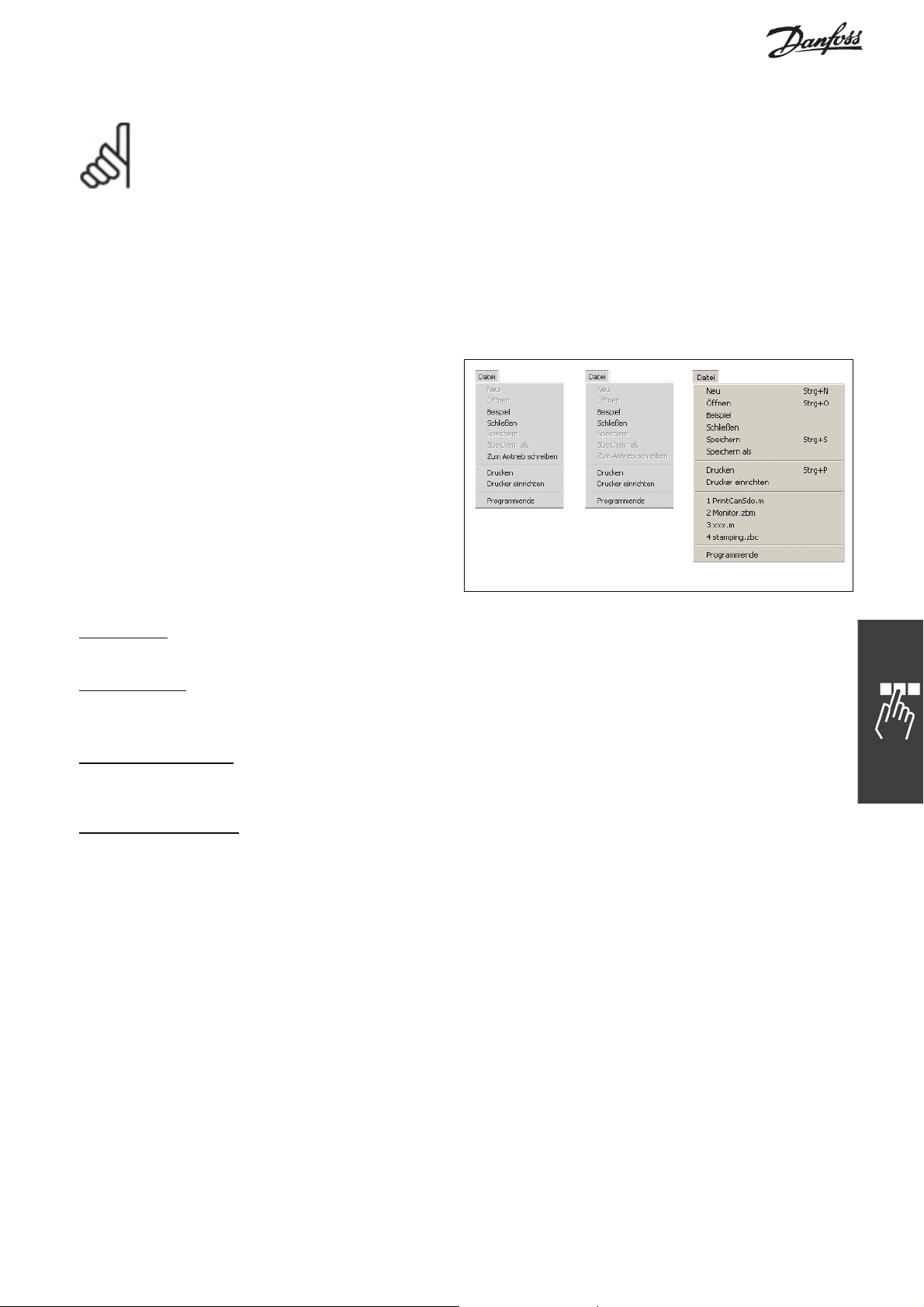
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
ACHTUNG!:
Sie können zum Festlegen des Makros fast alle Tasten oder Funktionstasten verwenden. Benutzen
Sie aber nicht Funktionstasten oder Shortcuts, die bereits eine Funktion haben, denn dann wäre
die ursprüngliche Funktion verloren und in einigen Fällen würde dies zu unvorhersehbaren Ergebnissen führen. Wenn Sie zum Beispiel die [n]-Taste belegen, können Sie diese nie mehr zum Bewegen des
Cursors einsetzen!
Die [Alt]-Taste dagegen (z.B. [Alt]+[A], [Alt]+[X] usw.) eignet sich sehr gut für Shortcuts, da die meisten
Kombinationen nicht mit vordefinierten Shortcuts in Konflikt geraten.
Bearbeiten o Alle Makros löschen können alle derzeit definierten Makros gelöscht werden.
Mit
Menü Datei
Das Menü Datei enthält alle notwendigen Befehle
zum o
Drucken
sie werden wie üblich benutzt.
Je nach Modus – MCT online, MCT offline oder
APOSS stand-alone – sind verschiedene Funktionen
enabled:
Öffnen, Schließen, Speichern, Speichern als,
und Drucker einrichten eines Programms;
MCT online MCT offline APOSS stand-alone
Datei o Neu
Für neue Dateien benutzen Sie MCT 10 oder in APOSS stand-alone
Datei o Öffnen
Wählen Sie die Datei mit MCT 10 aus. Damit wird automatisch APOSS und die Datei geöffnet. In APOSS
stand-alone benutzen Sie dazu
Datei o Speichern als
Bitte benutzen Sie die Funktionen des MCT 10 um eine Programmdatei (*.m) umzubenennen oder zu
kopieren. Oder benutzen Sie in APOSS stand-alone o
Zum Antrieb schreiben
Wenn Sie o Zum Antrieb schreiben wählen, wird die aktuell editierte Datei kompiliert, eine Verbindung zum
Antrieb hergestellt und dann die kompilierte Datei in einen temporären Speicher in die Steuerung herunter
geladen.
Wenn der Download beendet ist, wird das Programm im permanenten Speicher gesichert. Wenn MCT 10 es
anfordert, wird auch der Quellcode in den Antrieb herunter geladen.
Beispiel
APOSS enthält viele Programmbeispiele. Jedes dieser Programmbeispiele kann vom Anwender beliebig
benutzt, verändert oder in andere Programme eingebunden werden. Mit
Programmbeispiele editiert werden. Sehen Sie auch die Übersicht auf Seite
„Programmbeispiele” in der Onlinehilfe.
Datei o Neu.
Datei o Öffnen.
Speichern als.
Datei o Beispiel kann jedes dieser
195 oder die
Programmende
Das Programm APOSS kann durch Klicken auf o Programmende oder auf das _ Symbol beendet werden.
Falls Sie eine neue oder geänderte Datei noch nicht gespeichert haben, haben Sie jetzt die Möglichkeit, dies zu
tun.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 63
Page 64

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
ACHTUNG!:
Programmende beendet aber nicht ein laufendes Programm in der Steuerung. Ein Programm
können Sie nur mit [Esc] oder mit
Datei, die mit der Steuerung verbunden ist, geöffnet sein bzw. wieder geöffnet werden.
ACHTUNG!:
Das Trennen der Verbindung von sehr viel älteren Steuerungen (zum Beispiel bei
Programmende), kann dazu führen, dass die Steuerung die Programmausführung stoppt, wenn
von der Steuerung PRINT Befehle an den PC geschickt werden. Dies passiert, wenn der interne
Print-Puffer der Steuerung voll ist. Dies ist kein Problem für alle neueren Steuerungen. Diese können die
Programmausführung fortsetzen, auch wenn der Print-Puffer voll ist; die Print-Meldungen werden einfach
verworfen, sobald der Puffer voll ist.
Menü Bearbeiten
Das Menü Bearbeiten bietet die zum Programmieren notwendigen Editierhilfen, von denen Sie die
meisten auch über Tasten und Tastenkombinationen erreichen können.
Entwicklung o Abbrechen oder beenden. Dazu muss auch die
Datei o
Suchen und Ersetzen
Suchen und Ersetzen ist gemäß den Windows-Konventionen realisiert und mit einigen nützlichen Funktionen
ergänzt.
Klicken Sie auf
Bearbeiten o Suchen oder drücken Sie [Strg]+[F] und geben im folgenden Dialogfeld den
gesuchten Begriff ein. Mit [F3] können Sie dann von einer Fundstelle zur nächsten springen.
Klicken Sie auf o
Alle Markieren statt auf Suchen und es werden sofort alle Fundstellen am linken Rand mit
einem blauen Dreieck markiert. Sie können dann mit [F2] von einer Fundstelle zur anderen springen.
Reguläre Ausdrücke: Diese Funktion ist in Suchen und Ersetzen mit folgenden Syntax-Regeln realisiert:
Wildcards ? für beliebiges Zeichen
+ für ein oder mehrere Suchbegriffe
* für kein oder mehrere Zeichen
Zeichengruppe Zeichen in eckigen Klammern werden als Gruppe gesucht; der Bereich wird
mit Bindestrich angegeben, z.B. alle Zeichen von a bis c: [a-c].
Logisches ODER Unterausdrücke werden mit Hilfe des Pipeline-Symbols | mit ODER verknüpft.
Unterausdrücke in
Anführungszeichen
Ein regulärer Ausdruck sollte in Anführungszeichen gesetzt werden und wird
als eine Einheit behandelt.
Code-Umschaltzeichen Abläufe wie \t, etc. werden durch ein äquivalentes einzelnes Zeichen ersetzt.
\\ stellt den Backslash dar.
64 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 65

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Beispiele:
10 „10” suchen
10+ Suchen nach „1” gefolgt von mindestens einer „0” (z.B. 10, 100, 1000, etc.).
10* Suchen nach „1” gefolgt von keiner oder mehreren „0” (z.B. 1, 10, 100, 1000, etc.).
vel[xyz] Suchen nach „velx”, „vely” oder „velz”.
vel[1-3] Suchen nach „vel1”, „vel2” oder „vel3”.
(vel)|(acc) Suchen nach „vel” oder „acc”.
vel[ \t]*= Suchen nach „vel”, gefolgt von einer beliebigen Anzahl von Leerzeichen oder Tabs, gefolgt
von „=” (d.h. Suchen nach Anweisungen der Variablen „vel”).
Suchen in Dateien
Klicken Sie auf o Suchen in Dateien um bestimmte Textpassagen in Dateien zu finden. Alle gefundenen
Vorkommen werden im Dialogfenster angezeigt. Doppelklick auf eine Fundstelle öffnet die Datei und positioniert den Cursor in der Zeile. Beachten Sie, dass
sucht, die auf der Festplatte gespeichert sind. Alle (noch) nicht gespeicherten Änderungen einer gerade
bearbeiteten Datei können so nicht gefunden werden.
Suchen in Dateien nur Vorkommen eines Textes in Dateien
Lesezeichen
Mit Lesezeichen kann der Anwender bestimmte für ihn interessante Zeilen markieren und dann schnell
zwischen diesen zu springen.
Wenn Lesezeichen im Editor gesetzt wurden, werden diese mit der Programmdatei gespeichert und mit
dieser wieder geladen und gesetzt.
Nächstes Lesezeichen [F2]
Wenn Lesezeichen im Editor gesetzt wurden, dann scrollt o
Nächstes Lesezeichen oder [F2] durch das
Programm und positioniert den Cursor auf die nächste Zeile, die ein Lesezeichen enthält.
Vorheriges Lesezeichen
Wenn Lesezeichen im Editor gesetzt wurden, dann positioniert o
Vorheriges Lesezeichen oder
[Umschalt]+[F2] den Cursor auf die vorherige Zeile, die ein Lesezeichen enthält.
Lesezeichen ein/aus
Diese Funktion oder [Strg]+[F2] schaltet das Lesezeichen in der aktuellen Zeile ein- bzw. aus. Wenn in
dieser Zeile kein Lesezeichen ist, wird eines gesetzt. Falls die Zeile bereits ein Lesezeichen enthält, wird es
gelöscht.
Alle Lesezeichen Löschen
Klicken Sie auf
Bearbeiten o Alle Lesezeichen löschen um alle existierenden Lesezeichen im Editor zu
löschen.
Tab umwandeln
Klicken Sie auf o Tab. Umwandeln und alle Tab-Zeichen werden während des Editierens in Leerzeichen
umgewandelt.
Dazu wird der Tab-Wert benutzt, der in
Alle Makros löschen
Einstellungen o Editor gesetzt ist.
Diese Menü-Funktion löscht alle Makros im Editor und deren Shortcuts, die mit [Strg]+[Umschalt]+[R]
erzeugt wurden. Siehe auch „Makro aufzeichnen und abrufen”.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 65
Page 66

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Menü Entwicklung
Dieses Menü bietet verschiedene Funktionen für die Phase der Entwicklung von Anwendungsprogrammen.
Dies beinhaltet Funktionen zum Kompilieren, Ausführen, Abbrechen und für die Fehlersuche. Es enthält
außerdem Funktionen, um Steuerungen zu verbinden und Schnittstellen zu schließen.
Bevor Sie beginnen, müssen Sie immer eine Steuerung bzw. einen FC 300 auswählen. Eine Steuerung
kann entweder mit [Esc] mit der Default-Steuerung
verbunden werden, oder mit
Steuerung auswählen
mit einer bestimmten Steuerung, wenn mehrere Steuerungen vorhanden sind.
Falls keine Steuerung verbunden ist wenn eine
Funktion ausgeführt wird, werden die meisten
Funktionen automatisch eine Verbindung zur
Default-Steuerung herstellen.
Im Offline-Modus sind alle Funktionen, die einen
Zugriff auf den Antrieb erfordern, nicht verfügbar.
Die meisten Funktionen im Menü
daher gesperrt. APOSS benutzt den angeschlossen
Antrieb, den MCT 10 bereits verbunden hat.
Informationen zu Debugging-Programmen finden
Programme Debuggen am Ende dieses
Sie in
Kapitels.
Entwicklung o
Entwicklung sind
Ausführen [F5]
Es wird das Programm gestartet, das geöffnet und im Editor dargestellt ist. Dies beinhaltet folgende Schritte:
Falls aktuell keine Steuerung offen und mit dem APOSS-Fenster verbunden ist, wird versucht, eine Ver-
1.
bindung mit der als Default definierten Steuerung herzustellen. Ist keine Steuerung angeschlossen, wird
Ausführen abgebrochen.
Es wird geprüft, ob eine Steuerung bereits ein Programm ausführt. Falls dies der Fall ist, wird der
2.
Anwender gefragt, ob das existierende Programm gestoppt werden kann, da die Steuerung nur ein
Programm zur gleichen Zeit ausführen kann. Wenn die Steuerung nicht im Leerlauf ist, wird
Ausführen
abgebrochen.
3.
Wenn der Anwender während des Editierens Änderungen im Programm vorgenommen hat, wurden
diese automatisch auf der PC-Festplatte gesichert. Falls dies ein „neues” Programm ist, kann man jetzt
einen Dateinamen für das Programm eingeben. Es ist aber zu diesem Zeitpunkt nicht notwendig, denn
ohne Dateinamen wird eine temporäre Datei benutzt.
Das editierte Programm wird dann kompiliert und eine für die eingesetzte Steuerung passende Version
4.
des Programms mit Maschinencode erzeugt. Beachten Sie, dass der „Maschinencode” nicht editiert
werden kann. Falls das Kompilieren aus irgendeinem Grund fehlschlägt, wird
Dieser Maschinencode wird dann in den temporären Speicher der Steuerung heruntergeladen. Beachten
5.
Ausführen abgebrochen.
Sie, dass dieser temporäre Speicher verloren geht, sobald die Steuerung ausgeschaltet wird. Um ein
Programm dauerhaft in der Steuerung zu sichern, benutzen Sie
Sobald der Download beendet ist, wird das Programm in der Steuerung ausgeführt.
6.
Jedes Mal wenn
Ausführen benutzt wird, wird das vorher heruntergeladene Programm mit dem erneut
Steuerung o Programme.
heruntergeladenen überschrieben. Dies erlaubt es, sehr schnell und leicht Änderungen vorzunehmen und
wieder zu testen.
66 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 67
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Programme in mehreren FC 300 ausführen
Sie können ganz einfach verschiedene Programme in verschiedenen Steuerungen zur gleichen Zeit ausfüh-
ren: Dazu öffnen Sie jedes Programm in einem anderen APOSS Fenster und wählen in jedem Fenster mit
Entwicklung o Steuerung auswählen den jeweiligen FC 300 für dieses Programm aus. Dann starten Sie mit
Entwicklung o Ausführen in jedem Fenster den Download und das Programm.
Beachten Sie, dass Sie zuerst eine Steuerung
Ausführen immer die Default-Steuerung öffnet, wenn keine Steuerung ausgewählt ist.
Jedes APOSS Fenster kann zur gleichen Zeit mit nur einer Steuerung verbunden sein und jedes APOSS
Programm kann zur gleichen Zeit nur in einem APOSS Fenster editiert werden. Falls Sie also das gleiche
Programm in mehreren Steuerungen ausführen wollen, können Sie eine der folgenden Methoden nutzen:
1.
Verbinden Sie mit Entwicklung o Steuerung auswählen die erste Steuerung. Dann downloaden Sie mit
Entwicklung o Ausführen das Programm und starten die Programmausführung in der Steuerung. Sobald
es ausgeführt wird, verbinden Sie mit
trennt zwar die Verbindung mit der ersten Steuerung, lässt aber das Programm weiter laufen. Downloaden Sie mit
Entwicklung o Ausführen wieder das Programm und starten Sie die Programmausfüh-
rung. Wiederholen Sie diese Vorgehensweise für jede der Steuerungen, in denen das Programm laufen
soll.
Auswählen müssen, bevor Sie Ausführen starten, weil
Entwicklung o Steuerung auswählen die zweite Steuerung. Das
2.
Falls das Programm in mehreren Steuerungen laufen soll, die alle im gleichen Netzwerk sind (zum Bei-
spiel in einem Feldbus), können Sie
Entwicklung oDownload alle nutzen. Dann können die oben
genannten Schritte mit einem einzigen Befehl ausgeführt werden.
Wenn Sie das Programm in mehrere Steuerungen laden wollen, verbinden Sie das Programm mit der
jeweiligen Steuerung und klicken auf o
Abbrechen [Esc] und Fortsetzen
Ausführen.
Klicken Sie auf Entwicklung o Abbrechen oder drücken Sie [Esc] um alle Programme, die in der Steuerung
ausgeführt werden, abzubrechen.
ACHTUNG!:
Falls eine Programmausführung abgebrochen wird, während sich der Antrieb dreht, wird der
Antrieb mit der maximal zulässigen Verzögerung abgebremst.
Falls das Programm in mehreren Steuerungen gleichzeitig läuft, können Sie mit
Entwicklung o Abbruch alle
laufenden Programme abbrechen.
Klicken Sie auf
Entwicklung o Fortsetzen, um das eben abgebrochene Programm fortzusetzen. Dabei
werden auch die unterbrochenen Positioniervorgänge zu Ende ausgeführt.
Wenn ein Programm mit einer Fehlermeldung abgebrochen wurde, können Sie es – nachdem Sie den Fehler
behoben und/oder die Fehlermeldung gelöscht haben – mit dieser Funktion wieder o
Meldungen -> Log-Datei
Fortsetzen.
Mit dieser Funktion starten Sie die Protokollierung aller Meldungen, die im Kommunikations-Fenster dargestellt werden, in eine Datei; mit
Log-Datei beenden wird sie beendet.
Die Meldungen werden gecached und nicht immer sofort in die Datei geschrieben. Wenn also die Datei bearbeitet oder kopiert wird, während noch die Protokollierung läuft, werden die allerletzten Meldungen nicht
immer enthalten sein. Sie können dies vermeiden, wenn Sie unmittelbar bevor dem Kopieren oder Bearbeiten die o
Log-Datei aktualisieren. Dann werden auch alle zwischengespeicherten Meldungen bis zu diesem
Zeitpunkt in die Datei geschrieben.
Beachten Sie, dass
Log-Datei beenden und Log-Datei aktualisieren erst aktiviert werden, wenn die Proto-
kollierung gestartet wurde.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 67
Page 68
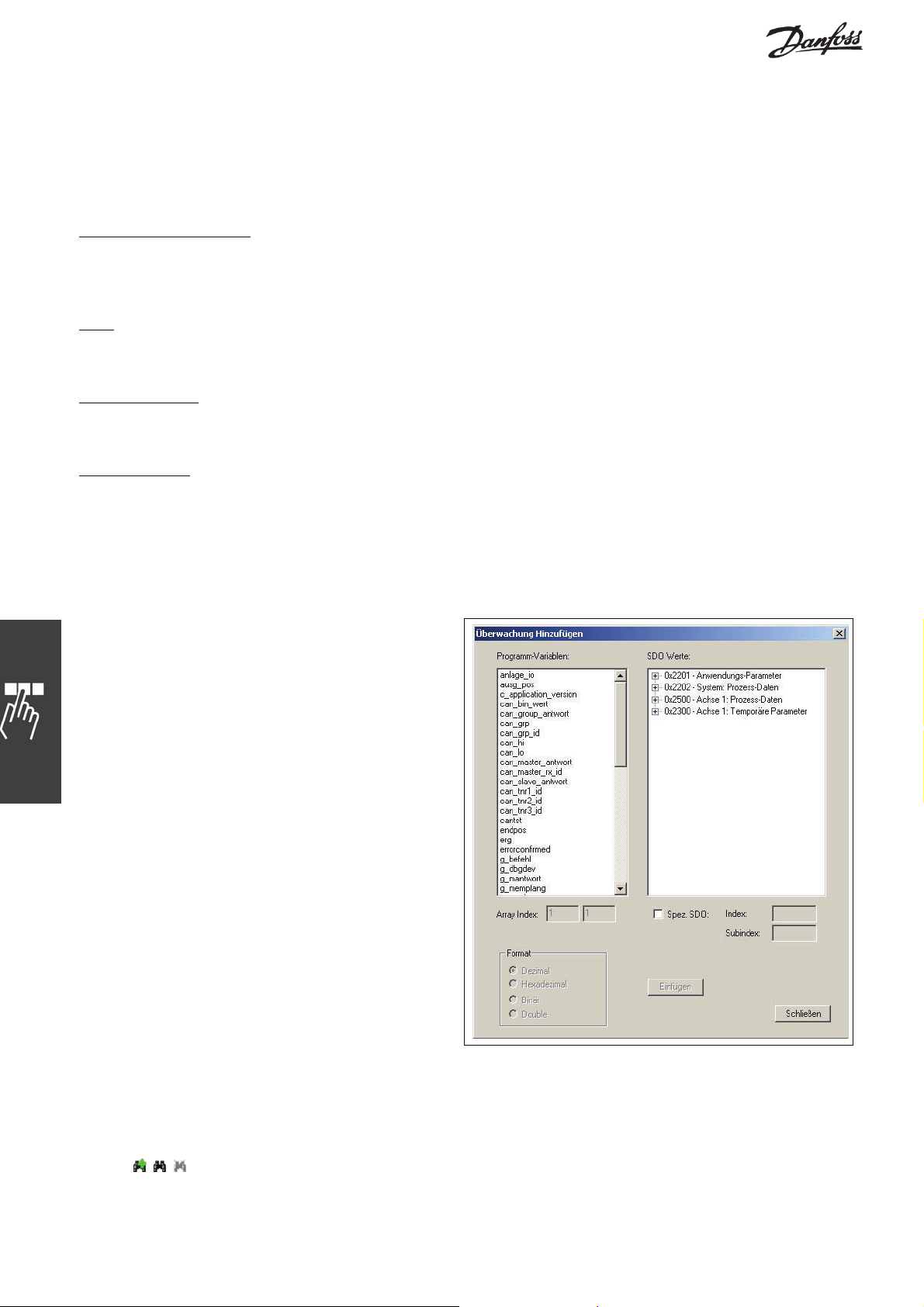
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Debug Befehle
Die folgenden Befehle wurden entwickelt, um den Anwender bei der Fehlersuche, also beim Debuggen neu
entwickelter Programme zu unterstützen. Detaillierte Information über Debuggen und den Gebrauch der
Befehle finden Sie in „Programme debuggen” am Ende dieses Kapitels.
Vorbereiten Einzelschritt
Dieser Befehle bereitet sowohl die APOSS-IDE als auch die Steuerung für das Debuggen vor. Dies beinhaltet
das Kompilieren des Programms im „Debug”-Modus, das Einfügen von Breakpoints und das Downloaden des
Programms.
Start
Dieser Befehl startet die Ausführung des Programms in der aktuellen Programmzeile und führt die
Ausführung bis zum nächsten vom Anwender gesetzten Breakpoint fort.
Einzelschritt [F9]
Dieser Befehl führt eine einzelne Programmzeile aus und stoppt vor der nächsten Zeile. Die nächste Zeile
wird nicht ausgeführt.
Beenden Debug
Mit diesem Befehl wird der Debug-Modus beendet, und zwar sowohl in der APOSS-IDE als auch in der
Steuerung
Überwachung hinzufügen / starten / stoppen
Diese Funktion aktiviert die Online-Überwachung der Variablen, Arrays, System- und Achsprozessdaten und
der Achsparameter.
Alle gerade überwachten Werte werden im Überwachungsfenster angezeigt. Neue Werte können Sie
zu dieser Liste mit
Entwicklung o Überwachung
hinzufügen. Zum Löschen vorhandener Werte
klicken Sie auf den Wert und drücken die [Entf]Taste.
Werte können durch Rechtsklicken auf einen
Listeneintrag zur Steuerung geschrieben werden
(wenn eine Steuerung angeschlossen ist). Die
Überwachung muss dafür nicht aktiv sein.
Auf der linken Seite werden alle Programmvariablen
und Arrays dargestellt, auf der rechten Seite alle
Systemwerte (in einem Verzeichnisbaum). Um einen
Wert zum Überwachungsfenster hinzuzufügen,
markieren Sie den Wert, wählen dazu das Format,
das für die Darstellung benutzt werden soll und
klicken auf o
Einfügen. Sie können Werte auch ein-
fach durch Doppelklicken hinzufügen. Sie können
mehrere Werte einfügen, bevor Sie das Dialogfeld
schließen.
Wenn ein Array-Wert zum Überwachungsfenster hinzugefügt wird, dann müssen die Array-Indices spezifiziert werden. Diese Felder sind deaktiviert, wenn der ausgewählte Wert nicht zu einem Array gehört.
Beachten Sie, es können nur die ersten 250 Elemente eines Arrays überwacht werden.
Aktivieren und stoppen Sie das Monitoring mit o
Sie auf
.
Überwachung starten, Überwachung stoppen oder klicken
68 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 69
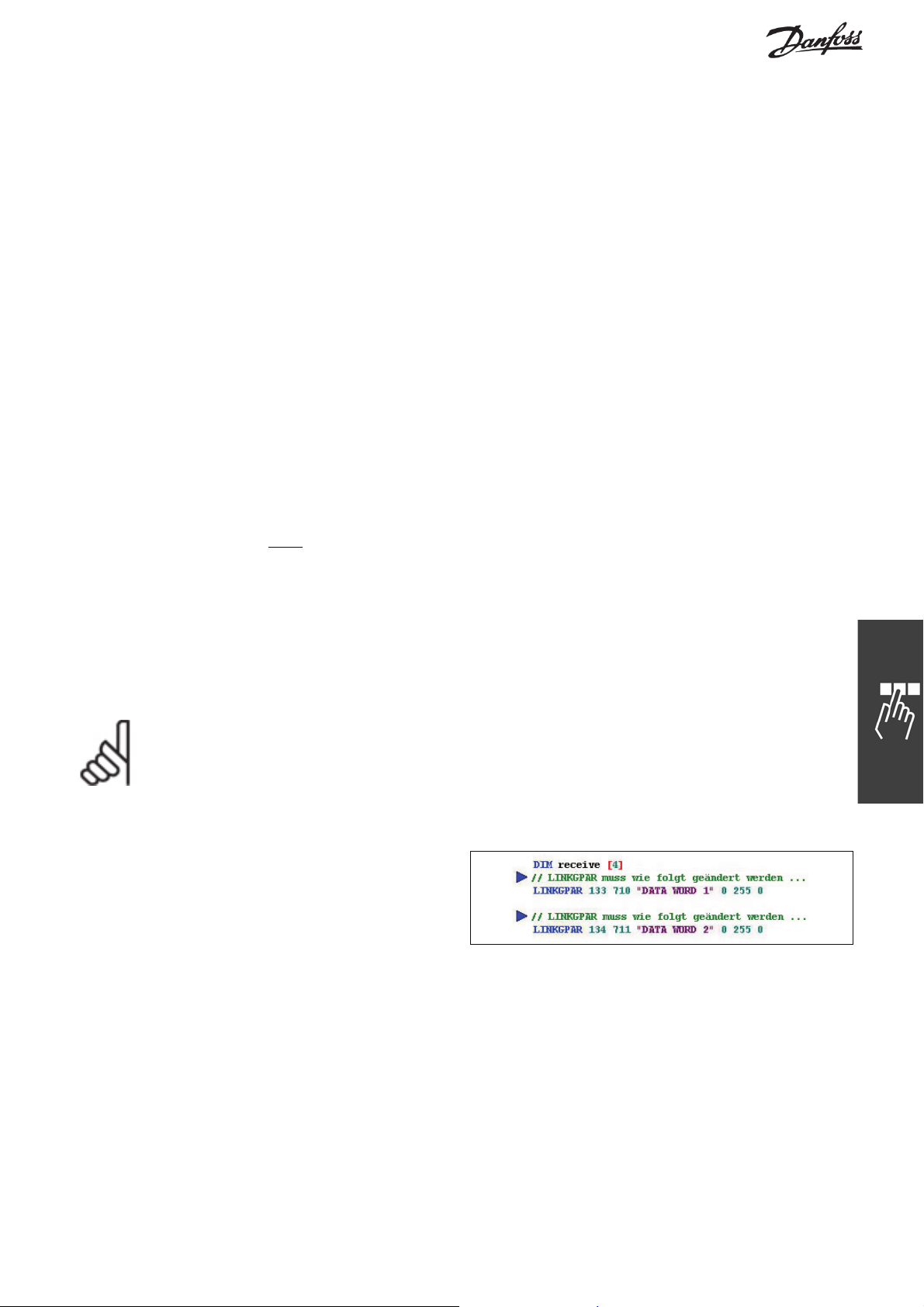
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Wenn die Überwachung aktiviert ist, wird das Überwachungsfenster ständig aktualisiert. Dies belegt sowohl
Ressourcen der Steuerung als auch des Netzwerks. Daher sollte in die Anzahl der überwachten Werte auf
ein vernünftiges Maß begrenzt werden (im Allgemeinen nicht mehr als 10 bis 15 Werte, abhängig von der
Netzwerk-Geschwindigkeit). Wenn es notwendig ist, mehr Werte zu überwachen, sollte das Oszilloskop
benutzt werden.
Syntaxprüfung [F4]
Entwicklung
o Syntaxprüfung erzeugt eine „Test-Kompilierung” des Programms, das gerade editiert wird.
Das kann während einer neuen Programmierung oder Änderung eines existierenden Programms sehr
hilfreich sein. Es ist ein schneller Weg, Syntax-Fehler im Programm zu finden ohne das Programm in die
Steuerung downloaden und ausführen zu müssen. Wenn ein Syntaxfehler gefunden wird, wird die Zeilennummer und eine Fehlerbeschreibung im Kommunikationsfenster ausgegeben und der Cursor automatisch
an die Position mit dem Syntaxfehler gestellt.
Die Syntaxprüfung erzeugt eine zusätzliche Debug-Datei zur Prüfung der Syntax. Diese Datei erhält den
gleichen Namen wie das Programm, jedoch mit der Extension „.ad$”.
In Datei kompilieren
Der Befehl Ausführen[F5] kompiliert ein Programm in eine „maschinenlesbare” binäre Version, die in die
Steuerung geladen und ausgeführt wird. Der Befehl In Datei kompilieren ist ähnlich, außer dass die
kompilierte binäre Version nicht heruntergeladen und ausgeführt wird. Stattdessen wird die binäre Version
als „.bin”-Datei auf der PC-Festplatte gespeichert. Binäre „.bin”-Dateien werden mit Steuerung o
Programme verwaltet.
Beim o
In Datei kompilieren bietet ein Dialogfeld die Möglichkeit, genau die Steuerung zu bestimmen, für
die das Programm kompiliert werden soll. Beachten Sie, dass die kompilierten binären Versionen hardwareabhängig sind und für die Hardware kompiliert werden müssen, in welcher sie ausgeführt werden. Danach
kann in einem
Sichern als Dialog der Dateiname zum Speichern der Datei ausgewählt werden. Als Default
wird der Programmname mit der Erweiterung „.bin” benutzt. Erst danach wird das Programm kompiliert und
auf der Festplatte gesichert.
ACHTUNG!:
Diese Funktion ist nur verfügbar, wenn Binär-Datei Unterstützung in Einstellungen o Optionen
aktiviert ist.
VLT5000 > MCO 305 Konvertierung
Dieser Konverter prüft Ihre früheren Programme,
erstellt eine Zusammenfassung der erforderlichen
Änderungen und fügt Kommentare an den Stellen
ein, wo Änderungen notwendig sind. Beachten Sie:
Der Konverter ändert nicht automatisch Ihr
Programm, siehe Beispiel „LINKGPAR Befehl”.
Abbruch alle
Falls das Programm in mehreren Steuerungen läuft, die alle im gleichen Netzwerk hängen, klicken Sie auf
Entwicklung o Abbruch alle, um alle laufenden Programme abzubrechen.
Das heißt, diese Funktion bricht nur die Programmausführung ab, die in Steuerungen laufen, die das gleiche
Anschluss-Interface haben wie die Steuerung, die mit diesem APOSS Fenster verbunden ist (z.B. mehrere
Steuerungen an einem Feldbus). Steuerungen, die andere Anschluss-Interfaces benutzen, werden nicht
abgebrochen.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 69
Page 70
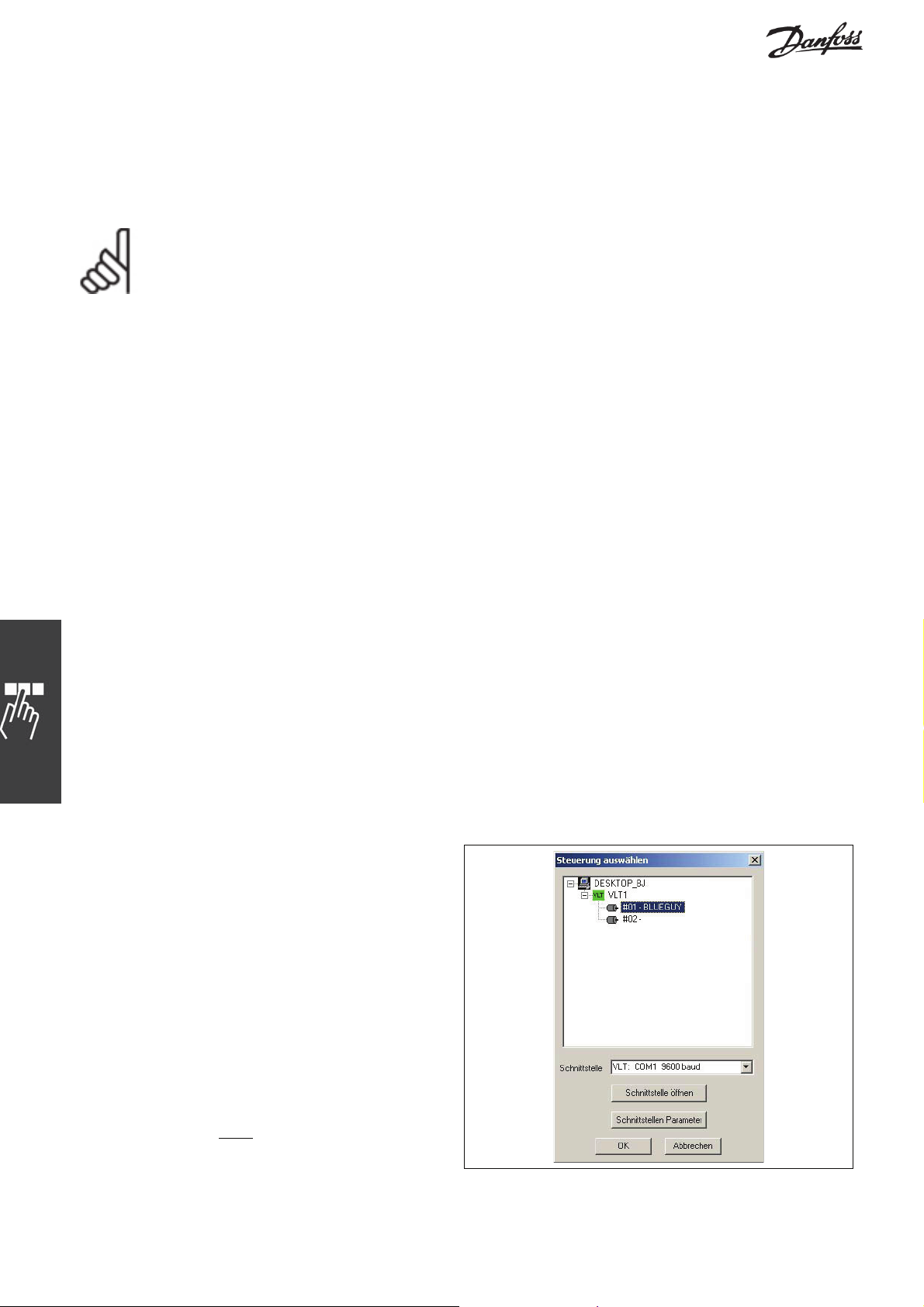
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Beachten Sie, dass die Programme auch in den Steuerungen abgebrochen werden, die aktuell nicht mit
einem APOSS-Fenster verbunden sind, so lange die Steuerung das gleiche Anschluss-Interface im ID-Scanbereich nutzt. Wären zum Beispiel die Steuerungen 1 und 2 beide in einem Feldbus-Netzwerk, aber APOSS
ist gerade nur mit Steuerung 1 verbunden, dann würde
abbrechen.
ACHTUNG!:
Falls eine Programmausführung abgebrochen wird, während sich der Antrieb dreht, wird der
Antrieb mit der maximal zulässigen Verzögerung abgebremst.
Start alle
Die Funktion o Start alle sendet einen ‘Ausführen’ Befehl an alle angeschlossenen Steuerungen, die das
gleiche Anschluss-Interface nutzen, wie die Steuerung, die mit dem APOSS-Fenster verbunden ist. Wenn Sie
Programme testen, die in mehreren Steuerungen in einem Netzwerk laufen, ist dies eine schnelle Möglichkeit, alle Steuerungen zur gleichen Zeit zu starten.
Download alle
Abbruch alle auch das Programm in Steuerung 2
Entwicklung
o Download alle öffnet den APOSS Download-Modus Dialog, mit dem die gerade editierte .m-
Datei in mehrere Steuerungen heruntergeladen werden kann.
Mehr Details und welche Optionen möglich sind, lesen Sie bitte im Abschnitt
Alle Programme löschen
Entwicklung
o Alle Programme löschen löscht alle Programme in allen Steuerungen, die die gleiche Schnitt-
Download o Programme.
stelle benutzten, wie die Steuerung, die mit diesem APOSS-Fenster verbunden ist (d.h. mehrere Steuerungen an einem Feldbus). Verbundene Steuerungen, die andere Schnittstellen benutzen, sind nicht betroffen.
Beachten Sie, dass die Programme auch in den Steuerungen gelöscht werden, die gerade nicht mit einem
APOSS-Fenster verbunden sind. Solange wie die Steuerung die gleiche Schnittstelle benutzt und innerhalb
des ID-Scanbereichs ist, werden die Programme gelöscht. Wenn zum Beispiel die beiden Steuerungen 1 und
2 in einem Feldbus-Netzwerk sind, aber APOSS gerade nur mit der Steuerung 1 verbunden ist, wird o
Programme löschen
Dieser Befehl wird in Verbindung mit
Steuerung auswählen
die Programme in beiden Steuerung 1 und 2 löschen.
Entwicklung o Download alle benutzt.
Alle
Wenn Sie mehr als einen FC300 konfiguriert haben,
wählen Sie mito
Steuerung auswählen den FC 300
aus, in den Sie Programme laden und den Sie starten wollen. Alle aktuell verfügbaren Steuerungen
werden in einem Verzeichnisbaum dargestellt.
Markieren Sie die gewünschte Steuerung und
klicken Sie auf
OK um die Steuerung zu verbinden.
Falls keine Steuerungen gezeigt werden oder die
gewünschte Schnittstelle nicht vorhanden ist, dann
wählen Sie diese im Popup-Menü aus und klicken
Schnittstelle öffnen. Dann können Sie das
auf o
gewünschte Interface auswählen.
Beachten Sie, wenn Sie hier eine Schnittstelle auswählen, ändert das nicht
die mit
Einstellungen o Schnittstelle festgelegt
wurde.
die Default-Schnittstelle,
70 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 71
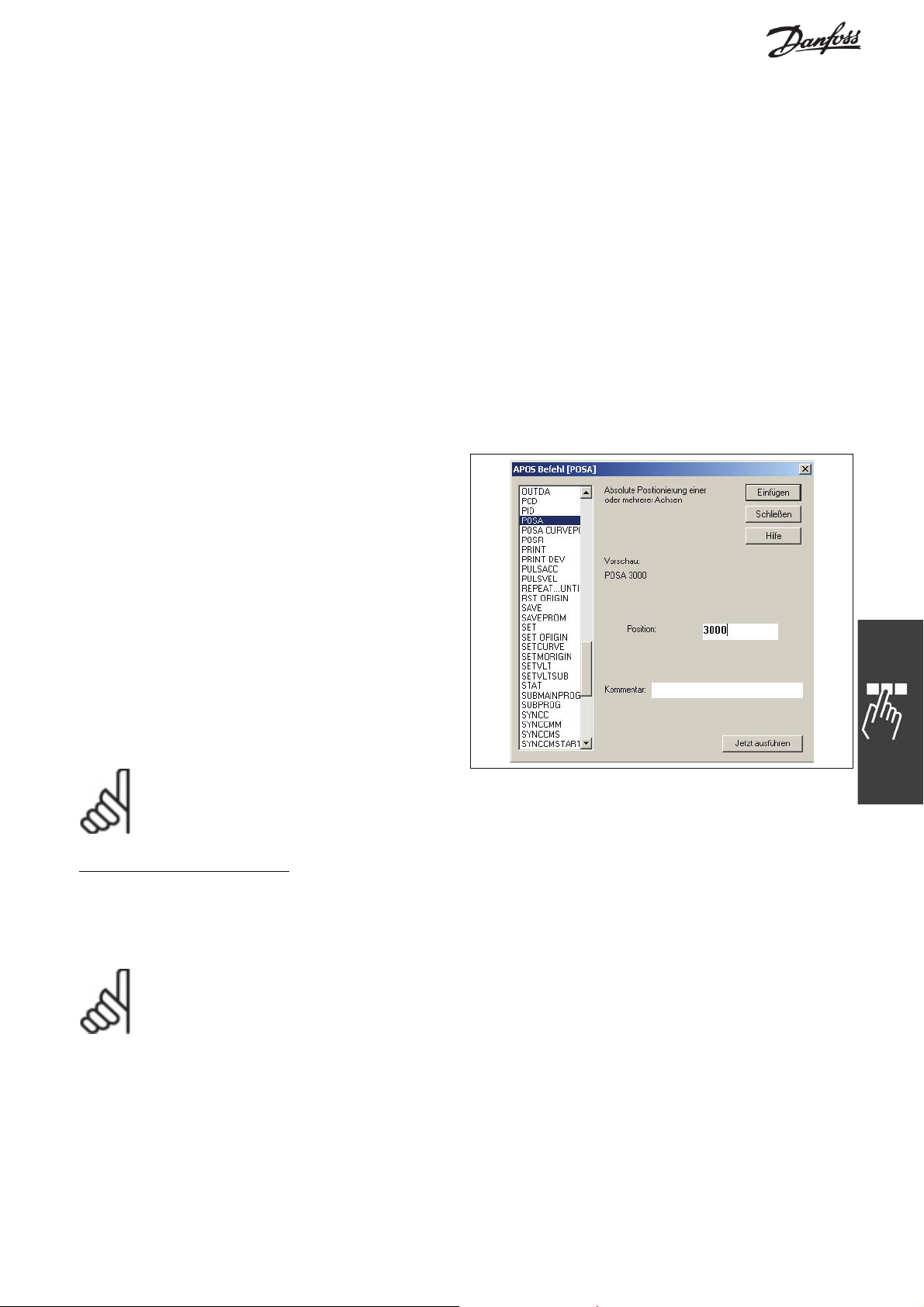
MCO 305 Projektierungshandbuch
Wenn eine Steuerung schon mit einem APOSS-Fenster verbunden ist, kann mit Entwicklung o Steuerung
auswählen
den Dialog
zur neuen Steuerung geöffnet.
Weil jede spezifische Steuerung zur gleichen Zeit mit nur einem APOSS-Fenster verbunden sein kann, führt
das Auswählen einer Steuerung, die schon mit einem anderen APOSS-Fenster verbunden ist, dazu, dass die
Steuerung vom anderen APOSS-Fenster zu diesem APOSS-Fenster wechselt.
Schnittstelle schließen / Alle Schnittstellen schließen
Wenn eine Steuerung mit einem APOSS-Fenster verbunden ist, können Sie mit dieser Funktion die Verbindungen zu allen Steuerungen schließen, die das gleiche Anschluss-Interface nutzen (z.B. alle Steuerungen
an einem CAN-Bus). Eine Meldung zeigt an, welche Verbindungen beendet werden.
Alle Schnittstellen schließen werden alle Steuerungen an allen Anschluss-Interfaces geschlossen.
Mit
Befehlshilfe [F12]
Die Befehlshilfe zeigt alle Befehle mit der entsprechenden Syntax, die Sie ganz einfach in Ihr Programm o
Besonders für selten benutzte Befehle kann dies
ganz hilfreich sein. Sie erhalten ausführliche Informationen zu einem markierten Befehl, wenn Sie
auf o
Zum Beispiel POSA: Geben Sie die Position in das
Feld für die Achse ein. Die Vorschau zeigt Ihnen die
genaue Syntax des Befehls.
Im Betriebsmodus Offline ist das direkte Ausführen
eines Befehls mit der Funktion o
nicht möglich.
das APOSS-Fenster mit einer anderen Steuerung verbunden werden. Benutzen Sie dazu einfach
Steuerung auswählen. Die vorhandene Verbindung wird dann geschlossen und eine Verbindung
Einfügen oder direkt ausführen können.
Hilfe klicken oder [F1] drücken.
jetzt ausführen
ACHTUNG!:
Während des Programmierens werden die eingegebenen Wert grundsätzlich weder getestet noch
wird der zulässige Eingabebereich geprüft. Wegen der vielfältigen Anwendungsmöglichkeiten und
verschiedenen Motorleistungsklassen ist dies weder möglich noch erwünscht.
Einfügen oder Jetzt ausführen
Stellen Sie den Cursor im Editierfenster an die Stelle, wo Sie ein oder mehrere Befehle einfügen wollen,
wählen Sie
ggf. einen Kommentar und klicken Sie auf o
Oder klicken Sie auf o
Entwicklung o Befehlshilfe und hier den Befehl aus, zum Beispiel POSA, ergänzen den Wert und
Einfügen.
Jetzt ausführen und testen diesen Befehl, bevor Sie ihn in Ihr Programm o Einfügen.
ACHTUNG!:
Abhängig vom Befehl können freigegebene Antriebe anlaufen, stoppen etc.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 71
Page 72
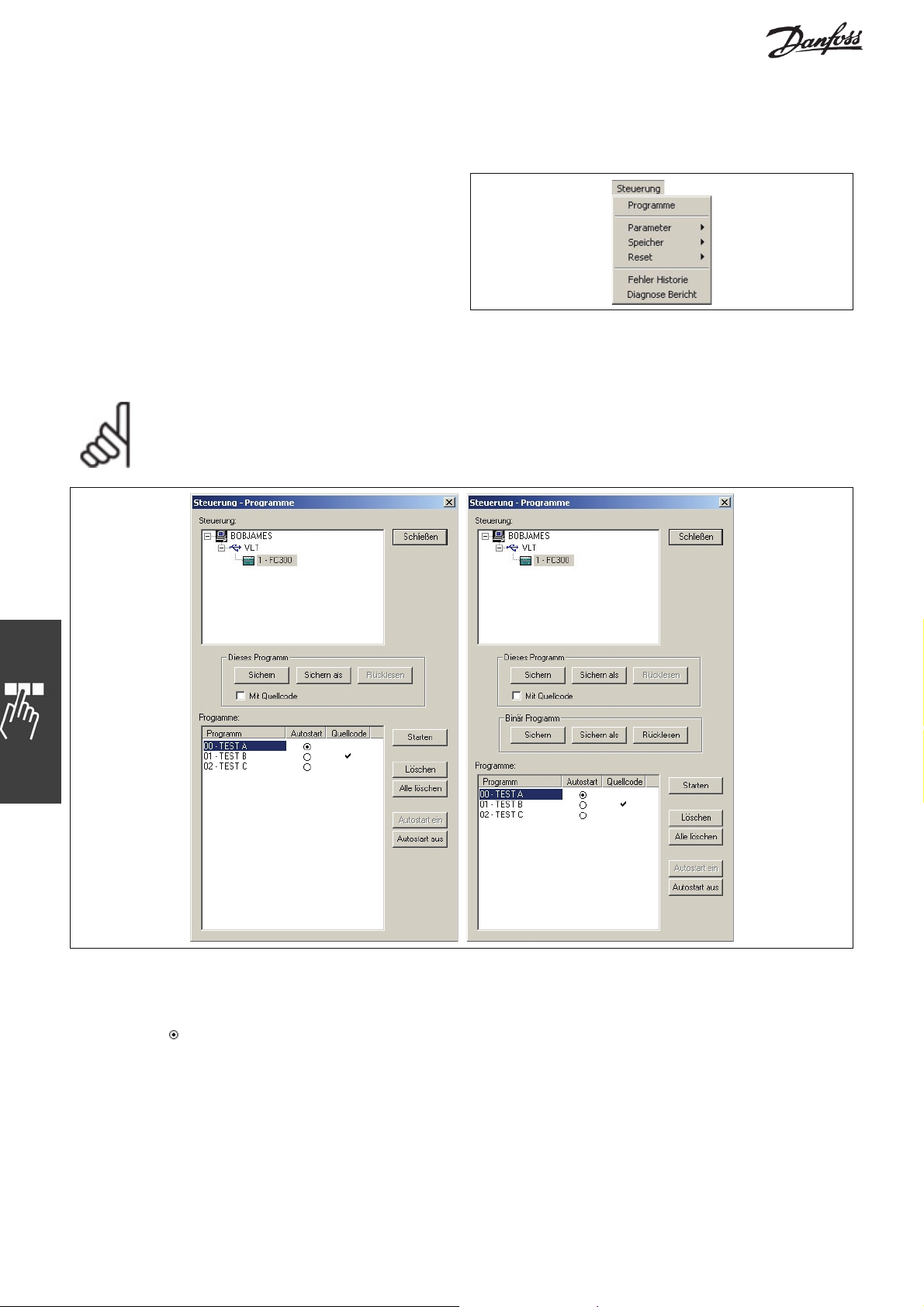
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Menü Steuerung
Dieses Menü bietet Funktionen um die Konfiguration der Steuerung anzusehen und einzustellen sowie den Speicher in der Steuerung zu organisieren.
Dazu gehört: Verwalten der gespeicherten Programme (und markieren der Programme für den
Autostart), prüfen und setzen der globalen und
Achsparameter sowie sichern und zurückzusetzen
des EPROM-Speichers der Steuerung.
Programme
Klicken Sie auf Steuerung o Programme und das Dialogfeld zeigt alle angeschlossenen Steuerungen. Sie
können natürlich auch einen anderen FC 300 markieren und bearbeiten.
ACHTUNG!:
Wenn Binärdatei-Unterstützung in Einstellungen o Optionen aktiviert ist, sieht das Dialogfeld wie
rechts gezeigt aus.
Programme: steht die Liste aller Programme, die derzeit in der Steuerung gesichert sind. Jedes Pro-
Unter
gramm erhält eine Programmnummer sowie einen Programmnamen. Abhängig vom verfügbaren Speicher
und der Größe der gesicherten Programme können bis zu 91 Programme zur gleichen Zeit gesichert werden.
Das Symbol
Das Häkchen
72 MG.33.L5.03 – VLT
in der Autostart-Spalte zeigt, dass das Programm für den Autostart gekennzeichnet wurde.
9 zeigt, dass das Programm mit Quellcode in der Steuerung gesichert ist.
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 73
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Dieses Programm sichern
Immer wenn Sie ein Programm mit Entwicklung o Ausführen [F5] wird es kompiliert und in einen temporären Speicherbereich der Steuerung heruntergeladen. Dieser wird mit jedem folgenden
schrieben und geht verloren, sobald die Steuerung ausgeschaltet wird. Mit
Sie jedoch das aktuelle Programm aus dem APOSS-Fenster permanent o
piliert und in einen permanenten Speicherbereich der Steuerung heruntergeladen. Das neue Programm wird
an das Ende der Liste der vorhandenen Programme gehängt.
ACHTUNG!:
Beachten Sie, dass Dieses Programm o Sichern nicht automatisch die originale Quelldatei des
Programms sichert. Sie sollten daher immer mit dem normalen Befehl die
platte des PCs o
Klicken Sie auf o
vorgeschlagenen Dateinamen. Die Programmnummer wird automatisch vergeben.
Klicken Sie auf o
selbst bestimmen.
Sichern und geben Sie im folgenden Dialogfeld einen Namen ein oder bestätigen Sie den
Sichern als und Sie können zusätzlich zum Namen auch die Programmnummer (0 bis 90)
Speichern.
Steuerung o Programme können
Sichern. Das Programm wird kom-
Ausführen über-
Datei auch auf der Fest-
Sichern mit Quellcode
Wenn die Checkbox aktiviert ist, wird zusätzlich zur kompilierten und direkt ausführbaren Programmdatei
der Quellcode im FC 300 gesichert. Sie können diesen dann später wieder aus der Steuerung auslesen
(upload) und auf dem PC erneut bearbeiten.
Wenn ein Programm-Quellcode heruntergeladen wird, werden eingebundene Dateien (Include-Dateien), die
der Quellcode benutzt, auch mit dem Quellcode heruntergeladen. Dies ermöglicht es, statt Programmteile
das komplette Programm in der Steuerung zu speichern.
Alle mit Quellcode gesicherten Programme erhalten in der Spalte Quellcode ein
ACHTUNG!:
Sollte in der Steuerung nicht genügend Speicher zur Verfügung stehen, um den Quellcode zu
speichern, erfolgt eine Meldung und Sie müssen erst andere Programme löschen, bevor das neue
Programm gespeichert werden kann.
Dieses Programm Rücklesen
Für alle mit
Dieser Quellcode kann zur weiteren Verwendung aus der Steuerung zurück auf den PC gelesen werden.
Wählen Sie das gewünschte Programm aus und klicken Sie auf
Default-Programmname generiert, der Datum und Uhrzeit enthält, zu der der Original-Quellcode in der
Steuerung gespeichert wurde. Damit werden Probleme vermieden, die durch das Überschreiben von vorhandenen Dateien auf dem PC entstehen könnten.
Binär Programm Sichern oder Rücklesen
Die Funktion wird nur dargestellt, wenn Binär Datei Unterstützung im Dialogfeld Einstellungen o Optionen
ausgewählt ist.
Wählen Sie das gewünschte Programm aus und klicken Sie auf
folgenden Dialogfeld die kompilierte .bin Datei aus. Geben Sie einen Programmnamen und eine Nummer ein
und downloaden Sie dann die binäre Datei in den FC 300.
Klicken Sie auf
9 gekennzeichneten Programme ist der dazugehörende Quellcode in der Steuerung gespeichert.
ACHTUNG!:
Steuerungen mit Versionen älter als MCO 5.00 unterstützen das Rücklesen der binären Dateien
nicht; in diesem Fall ist die
9 Häkchen.
Dieses Programm o Rücklesen. Es wird ein
Sichern oder Sichern als und wählen Sie im
Rücklesen und das gerade ausgewählte binäre Programm wird aus dem FC 300 ausgelesen.
Rücklesen-Schaltfläche nicht anwählbar.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 73
Page 74

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Programm Starten
Sie können im Programm-Dialogfenster ein beliebiges gespeichertes Programm auswählen und direkt
Starten.
o
Autostart
Um den Einsatz der Steuerung als Standalone oder schlüsselfertige Anwendung zu unterstützen (d.h. ohne
Eingaben des Anwenders), kann die Steuerung so konfiguriert werden, dass ein APOSS-Programm automatisch startet, wenn die Steuerung eingeschaltet wird. Typischerweise darf die Steuerung bei diesen Anwendungen auch nie gestoppt werden. Dann kann die Steuerung so konfiguriert werden, dass ein „Restart”APOSS-Programm startet, wenn das ausgeführte Programm abbricht.
Der erste Teil der Autostart-Prozedur ist das
lerweise immer
automatisch gestartet wenn die Steuerung eingeschaltet wird. Ist kein Autostart-Programm
definiert, dann wird beim Einschalten kein
Sobald die Steuerung eingeschaltet wird, laufen verschiedene Selbsttest-Routinen ab. Wenn einer dieser
Tests fehlschlägt, wird das Autostart-Programm nicht gestartet.
Der zweite Teil der Autostart-Prozedur ist das
tisch gestartet, wenn das derzeit ausgeführte Programm abbricht; dies beinhaltet insbesondere auch den
Abbruch des Autostart-Programms.
ACHTUNG!:
Wenn das Autostart-Programm, das Restart-Programm oder irgend ein anderes Programm durch
den Anwender abgebrochen wird, dann wird der Autostart-Mechanismus deaktiviert. Das Auto-
start-Programm oder ein Restart-Programm wird nicht automatisch wieder gestartet bis die
Steuerung aus- und wieder eingeschaltet wird.
ACHTUNG!:
Ein Programm, das als Autostart-Programm gekennzeichnet ist, kann immer auch manuell durch
den Anwender gestartet werden. In diesem Fall wird das Programm jedoch als normales Programm
ausgeführt und nicht
als ein Autostart-Programm, und es wird auch kein Restart-Programm
gestartet, wenn das Programm abbricht
Autostart-Programm (sofern eines definiert ist). Es wird norma-
Programm gestartet.
Restart-Programm. Es wird mit einigen Ausnahmen automa-
Autostart Programm
Die Steuerung behandelt das Autostart-Programm wie folgt:
1.
Wenn ein Programm explizit als „Autostart-Programm” gekennzeichnet wurde (siehe oben), dann wird
dieses Programm gestartet, sobald die Steuerung eingeschaltet wird.
2.
Wenn 33-5* I_FUNCTION_n_13 oder 14 auf einen digitalen Eingang gesetzt ist, bestimmt 33-5*
I_FUNCTION_n_15 die Programmnummer des Autostart-Programms. Die Steuerung wartet bis der Ein-
gang aktiviert wird und startet dann das Autostart-Programm.
Beachten Sie, dass der Eingang schon
aktiviert sein kann, wenn die Steuerung eingeschaltet wird. Diese
Parameter sind dafür vorgesehen, um das Autostart-Programm von externen Quellen (z.B. eine SPS)
auswählen zu können.
Oder es gibt kein Autostart-Programm.
3.
Jedes gespeicherte Programm kann durch Auswahl und klicken auf o
bestimmt werden. Es wird dann in der Spalte mit einem
durch erneute Auswahl und klicken auf o
Autostart aus entfernt werden. Zur gleichen Zeit kann nur ein
gekennzeichnet. Diese Zuweisung kann einfach
Autostart ein als Autostart-Programm
Autostart-Programm bestimmt sein. Wird also ein zweites Programm als Autostart-Programm ausgewählt,
wird die Markierung für das vorhergehende entfernt.
Eine der Hauptaufgabe von Autostart-Programmen ist in Anwendungen, die verschiedene Programme in
verschiedenen Situationen erfordern, auszuwählen, welches von mehreren Programmen ausgeführt werden
soll. Das Autostart-Programm identifiziert (gewöhnlich entweder durch Konfigurationsparameter oder durch
Setzen von digitalen Eingängen) welches Programm ausgeführt werden soll. Es bestimmt dann dieses Programm als das Restart-Programm und bricht ab. Danach startet die Steuerung automatisch das ausgewählte Programm.
74 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 75

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
ACHTUNG!:
Die Programmstart Prozedur (33-5* I_FUNCTION_n_13 oder 14) funktioniert in einigen Steuerungen vor MCO 5.00 nicht korrekt. Wenn dies die Anwendung tangiert, kontaktieren Sie bitte Ihren
Lieferanten wegen eines Updates der Firmware.
Restart Programm
Wenn die Steuerung beim Einschalten ein Autostart-Programm ausführt, wird die Autostart-Prozedur akti-
viert. Ist diese aktiv, startet die Steuerung automatisch das gewünschte Restart-Programm, wann immer
das gerade ausgeführte Programm abbricht. Dies wird solange fortgeführt, bis die Autostart-Prozedur
deaktiviert wird.
Die Autostart-Prozedur wird deaktiviert, wenn eines der folgenden Ereignisse eintritt:
Der Anwender hat einen „Abbruch”-Befehl ausgeführt (d.h. ein [Esc]).
1.
Ein Programm wurde mit einem Fehler beendet (einem anderen als einen der unten aufgeführten).
2.
Wenn die Autostart-Prozedur deaktiviert wurde kann sie nicht wieder durch Aus- und Wiedereinschalten der
Steuerung reaktiviert werden.
Die Autostart-Prozedur wird nicht
Schleppfehler (Fehler-Nr. 108)
1.
Endschalter erreicht (Fehler-Nr. 125)
2.
Software Endschalter überschritten (Fehler-Nr. 111)
3.
Die Steuerung bestimmt, welches Programm das Restart-Programm ist wie folgt:
Wenn 33-80 Aktivierte Programmnummer gesetzt ist (d.h. nicht -1), ist dies die Programmnummer des
1.
Restart-Programms.
2.
Oder wenn 33-5* I_FUNCTION_n_13 oder 14 auf einen digitalen Eingang gesetzt ist: dann wartet die
Steuerung bis dieser Eingang aktiviert wird. Sobald aktiviert, bestimmt 33-5*
Programmnummer des Restart-Programms.
Beachten Sie, dass der Eingang nicht
abbricht; die Aktivierung wird ausschließlich durch eine steigende Flanke getriggert.
deaktiviert, wenn einer der folgenden Fehler auftritt:
I_FUNCTION_n_15 die
schon aktiviert sein darf, wenn das gerade laufende Programm
Oder wenn das Autostart-Programm das einzige Programm ist, das ausgeführt werden soll; dann ist das
3.
Autostart-Programm auch das Restart-Programm (d.h. das Autostart-Programm wird wiederholend
ausgeführt).
Oder es gibt kein Restart-Programm und die Steuerung startet überhaupt kein Programm.
4.
Der Parameter 33-80
Dazu setzt das gerade ausgeführte Programm einfach nur den Parameter, um festzulegen welches Programm als nächstes ausgeführt werden soll.
Beachten Sie, dass falls die
wiederholt ausgeführt wird.
Die Parameter 33-5*
Programm das ausgeführt werden soll von externen Quellen (wie z.B. eine SPS) auswählen zu können.
ACHTUNG!:
Das ursprünglich bestimmte Autostart-Programm wird nur dann wieder gestartet, wenn 33-80
Aktivierte Programmnummer und 33-5* I_FUNCTION Programmstart nicht benutzt wurden.
Wurden entweder
Programm nur einmal ausgeführt, wenn die Steuerung eingeschaltet wird. Diese „einmalige” Ausführung
kann für ausführende Funktionen wie HOME nützlich sein
Beachten Sie, dass der Parameter 33-80
Autostart-Programm wieder zu starten.
Aktivierte Programmnummer ist für die „Verkettung” von Programmen vorgesehen.
Aktivierte Programmnummer nicht zurückgesetzt wird, das laufende Programm
I_FUNCTION Programmstart und Programmwahl sind dafür vorgesehen, das nächste
Aktivierte Programmnummer oder Programmstart benutzt, wird das Autostart-
Aktivierte Programmnummer benutzt werden kann, um explizit das
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 75
Page 76
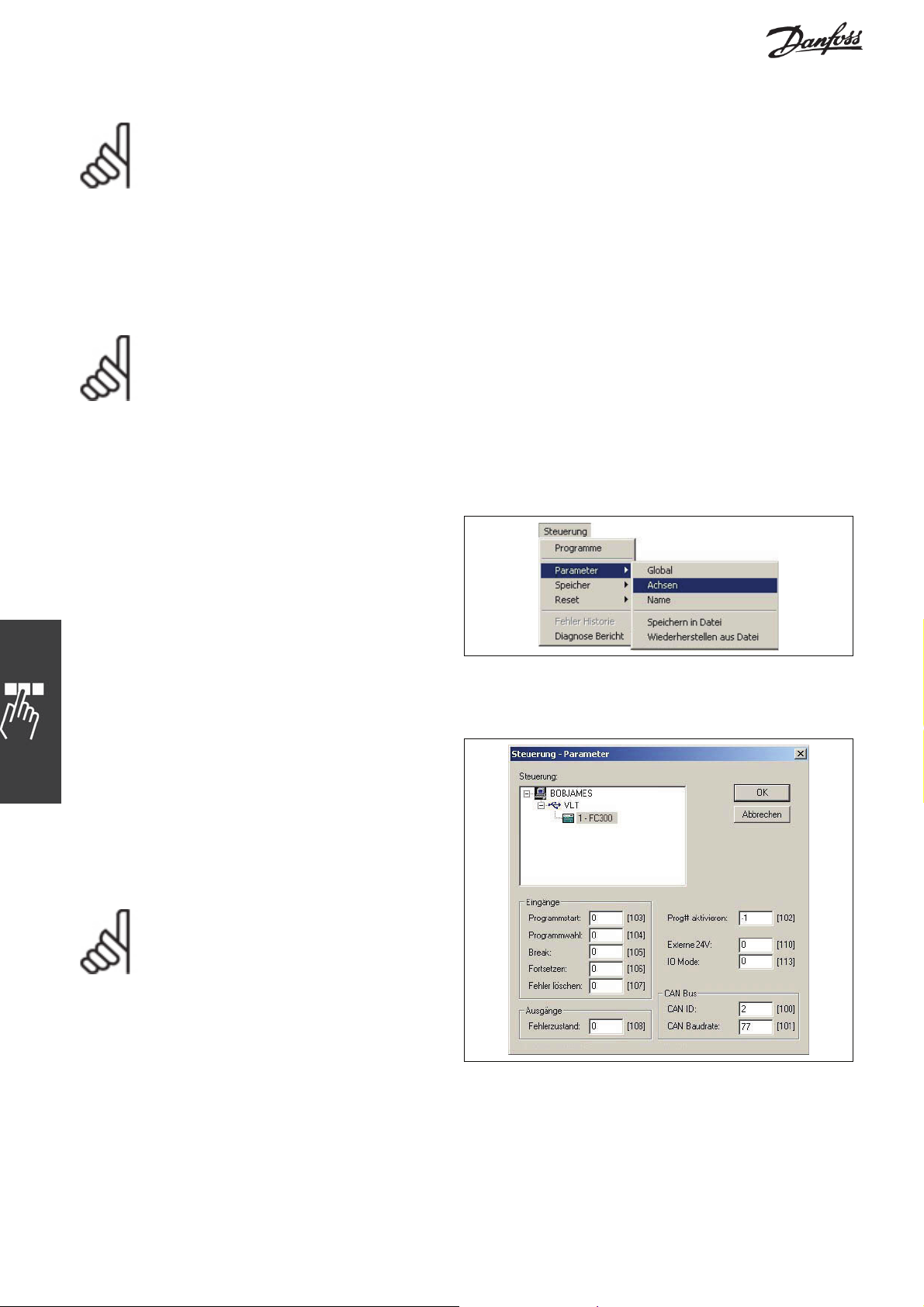
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
ACHTUNG!:
Die I_PRGSTART Prozedur funktioniert in einigen Steuerungen vor MCO 5.00 nicht korrekt. Wenn
dies die Anwendung tangiert, kontaktieren Sie bitte Ihren Lieferanten wegen eines Updates der
Firmware.
Programme löschen
Wählen Sie ein Programm aus und klicken sie auf Löschen, wenn Sie ein bestimmtes Programm in der
Steuerung löschen wollen. Damit wird das Programm in der Steuerung vollständig gelöscht; Sie sollten also
sicher sein, dass Sie es vorher auf dem PC gespeichert haben.
Klicken Sie auf
Parameter
Die Parameter im Menü Steuerung sind in zwei Gruppen unterteilt: Globale Parameter, die für die gesamte
Steuerung gelten und Achsparameter.
Detaillierte Informationen, Parameterwerte und
Werkseinstellungen finden Sie in der ParameterReferenz. Oder drücken Sie [F1]
einem der Eingabefelder steht und die Informationen zu diesem Parameter werden eingeblendet.
Alle Löschen, wenn Sie alle Programme in der Steuerung löschen wollen.
ACHTUNG!:
Vergewissern Sie sich zuvor, dass Sie die Programme noch im PC zur Sicherheit oder für das Archiv
gespeichert haben, denn sie werden in der Steuerung vollständig gelöscht.
, wenn der Cursor in
Parameter > Global
Zu den globalen Parametern gehören die Funktionen der Ein- und Ausgänge und die Standardparameter, die
Sie in den Gruppen 33-5* und 33-8* finden.
Markieren Sie die Steuerung die Sie bearbeiten wollen. Sie können jeden voreingestellten Wert einzeln
verändern. Klicken Sie auf
OK um die Änderungen
als Benutzerparameter in die Steuerung zu laden.
Wählen Sie die Steuerung aus, die Sie bearbeiten
wollen und ändern Sie die gewünschten Parameterwerte. Klicken Sie auf
OK um die Änderungen in die
Steuerung zu laden.
ACHTUNG!:
Beachten Sie: Sie können eine andere
Steuerung auswählen, nachdem Sie Werte
geändert haben und bevor Sie
OK drücken.
Falls Sie das tun, werden die geänderten Werte zur
vorherigen Steuerung geschrieben und die neuen
Steuerungswerte werden gelesen und in den Feldern
dargestellt.
Dialogfeld Globale Parameter
76 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 77

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Parameter > Achsen
Klicken Sie auf Steuerung o Parameter o Achsen und wählen Sie den FC 300 aus, den Sie bearbeiten
wollen.
Wählen Sie außerdem im Feld
aus:
Grundeinstellungen – Par. Gruppe 32-8*
Gebersystem – Par. Gruppe 32-0*, 32-3*
Vordef. Ein-/Ausgänge – Par. Gruppe 33-4*, 33-5*
Referenzierung (Homefahrt) – Par. Gruppe 33-0*
Synchronisation – Par. Gruppe 33-1*
Sync Marker – Par. Gruppe 33-1*
Positions-Regelung – Par. Gruppe 32-6*
Ändern Sie die gewünschten Parameter. Sie können
eine andere Parametergruppe auswählen und auch
diese Parameter ändern. Klicken Sie dann auf
um die Änderungen in den FC 300 zu laden.
Parameter den Typ
OK,
ACHTUNG!:
Beachten Sie, dass Sie nach der Änderung und bevor Sie auf OK klicken eine andere Steuerung
auswählen können: Die geänderten Werte werden in die Steuerung geschrieben und die Werte der
neuen Steuerung gelesen und dargestellt.
Parameter > Name
Sie können zusätzlich zur Nummer für jede Steuerung einen Namen eingeben oder einen vorhandenen mit dieser Funktion ändern. Dieser Name wird
in den diversen Dialogen in der APOSS Benutzeroberfläche dargestellt und erleichtert die Unterscheidung, wenn mehrere Steuerungen benutzt werden.
Klicken Sie auf Steuerung o Parameter o Name und wählen Sie im Dialogfeld die Steuerung aus, die Sie
bezeichnen wollen; geben Sie einen maximal 8-stelligen Namen in Großbuchstaben ein und klicken auf
OK.
ACHTUNG!:
Sie können eine andere Steuerung auswählen, nachdem Sie den Namen geändert haben, jedoch
bevor Sie auf
OK klicken. Wenn Sie das tun, wird der geänderte Name zur vorherigen Steuerung
geschrieben und die neu ausgewählte Steuerung wird eingelesen und dargestellt.
Parameter > Speichern in Datei
Für Backup-Zwecke kann die gesamte Steuerungskonfiguration (d.h. die globalen Parameter, Achsenparameter, Benutzerparameter und Arrays) als Datei
in den PC geladen und gespeichert werden.
Diese Datei kann später wieder in den FC 300
heruntergeladen werden, falls die Konfiguration
wiederhergestellt werden muss.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 77
Page 78

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Wählen Sie die Steuerung aus, klicken Sie dann auf o Sichern und geben Sie einen Namen in das folgende
Dialogfeld ein. Falls Parameter von mehreren FC 300 gesichert werden sollen, dann wählen Sie einfach
nacheinander die Steuerungen aus und o
Parameter > Wiederherstellen aus Datei
Wenn eine Steuerungskonfiguration als BackupDatei im PC gespeichert wurde, kann die Konfiguration durch Downloaden dieser Konfigurationsdatei
wiederhergestellt werden.
Klicken Sie auf
und wählen Sie im folgenden Dialogfeld die
Datei
Parameter o Wiederherstellen aus
Datei aus, die geladen werden soll.
Im nächsten Dialogfeld wählen Sie den FC 300 aus,
in den die Daten geladen werden sollen. Markieren
Sie im Dialogfeld, welche Parameter geladen werden
sollen. Dann klicken Sie auf o
Wiederherstellen. Die
ausgewählten Parameter werden in den FC 300
geladen. Alle früheren Parameter werden überschrieben.
Falls die gleichen
Daten in mehr als einen FC 300
geladen werden sollen, dann wählen Sie einfach
einen anderen FC 300 aus und klicken erneut auf
Wiederherstellen.
o
Sichern erneut.
Speicher
Je nachdem welche Steuerung angeschlossen ist,
sind die Funktionen im ersten oder zweiten Block
aktiviert. Ist zum Beispiel eine ältere Version eines
VLT 5000 angeschlossen, werden die ersten beiden
Menü-Befehle benutzt. Ist dagegen eine MCO 305
Option angeschlossen, werden die vier Befehle des
zweiten Blocks benutzt.
RAM speichern
Mit
RAM speichern werden alle Programme, Parameter und Arrays vom RAM in das EPROM gespeichert. Dies
entspricht dem Befehl SAVEPROM. Daher wird die Funktion normalerweise nur zum Sichern von Arrays
benötigt, denn Programme und Parameter werden automatisch gesichert. Alle Daten, die nicht vom RAM in
das EPROM gespeichert wurden, gehen verloren, wenn die Steuerung ausgeschaltet wird.
ACHTUNG!:
Einige sehr alte Versionen von Steuerungen speichern nicht automatisch Programme in das
EPROM. Benutzen Sie in diesem Fall die Funktion, um Programme in das EPROM zu speichern.
EPROM löschen
Mit
EPROM löschen werden alle Parameter auf die Init-Werte zurückgesetzt und alle Arrays sowie Program-
me gelöscht. Die Steuerung wird auf die Werkseinstellungen zurückgesetzt (Reset). Allerdings erst nach
dem Aus- und Wiedereinschalten des FC 300.
78 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 79
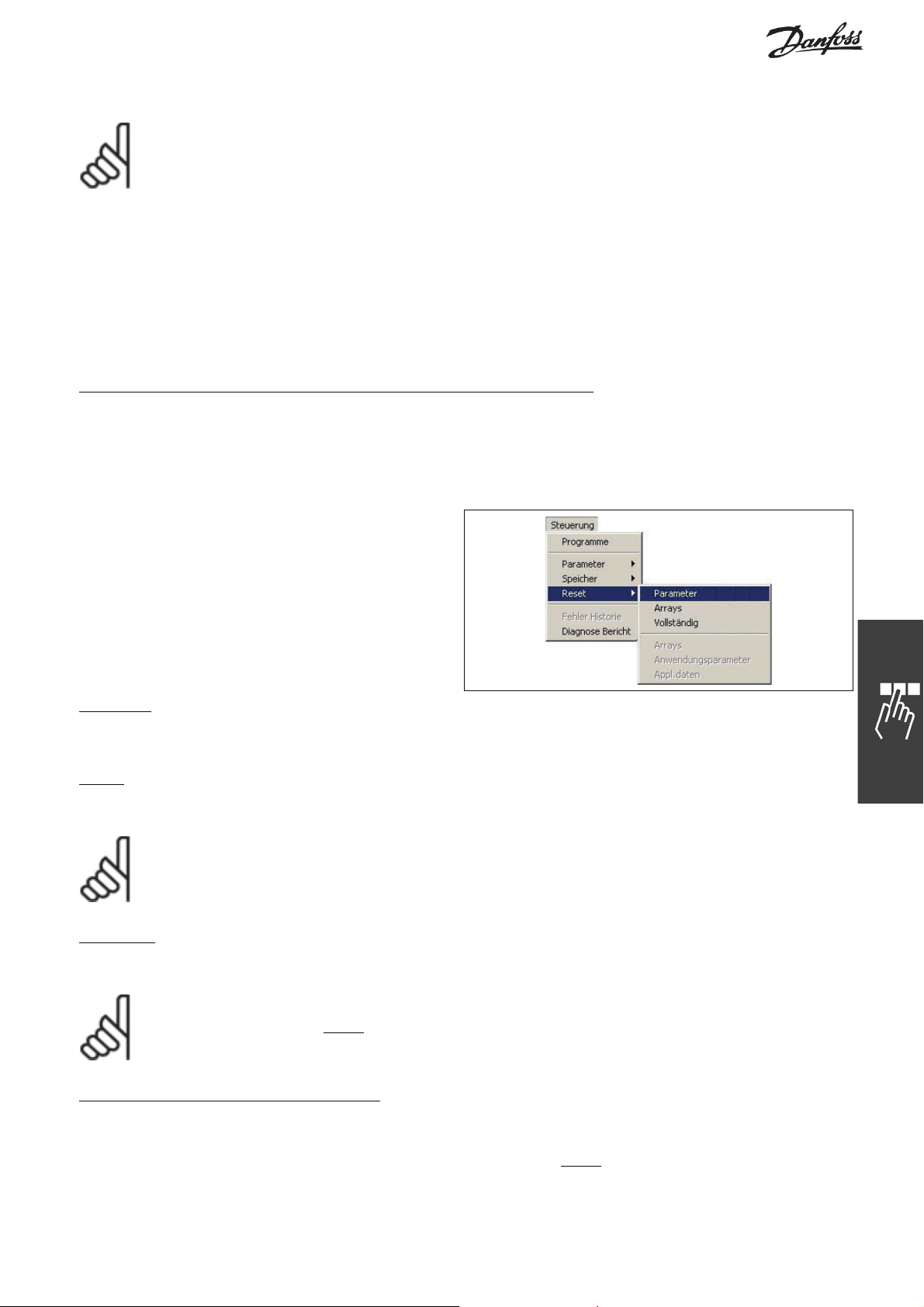
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
ACHTUNG!:
Beachten Sie also Folgendes, wenn Sie das EPROM löschen:
Prüfen Sie, ob Sie alle noch benötigten APOSS-Programme auf dem PC gesichert haben. Diese werden
1.
benötigt, um sie nach dem Wiedereinschalten wieder in den FC 300 zu laden.
Prüfen Sie, ob Sie die Steuerungskonfiguration in eine Backup-Datei auf dem PC gesichert haben (mit
2.
Parameter o Speichern in Datei). Mit dieser Datei können Sie die vorherigen Parameter und Arrays, falls
erforderlich, wieder laden.
3.
Klicken Sie auf Speicher o EPROM löschen.
Laden Sie die benötigten Konfigurationsparameter und APOSS-Programme wieder in die Steuerung.
4.
Anwendungsparameter, Arrays, Appl.daten, Optionsparameter -> EPROM
Benutzen Sie die entsprechende Funktion, um o
Daten
gramm) oder o
Reset
(diese enthalten zusätzlich zu den Anwendungsparametern und Arrays auch das Applikations-Pro-
Optionsparameter (MCO 305 Parameter) individuell im LCP-EPROM zu speichern.
Anwendungsparameter, o Arrays, o Alle Applikations-
Je nachdem welche Steuerung angeschlossen ist,
sind die Funktionen im ersten oder zweiten Block
aktiviert. Ist zum Beispiel eine ältere Version eines
VLT 5000 angeschlossen, werden die ersten drei
Menü-Befehle benutzt. Ist dagegen eine MCO 305
Option angeschlossen, werden die drei Befehle des
zweiten Blocks benutzt.
Parameter
Mit
Reset o Parameter werden alle globalen Parameter und alle Achsparameter im MCO auf die Werks-
einstellungen zurückgesetzt
Arrays
Mit
Reset o Arrays können Sie alle Arrays im RAM löschen. Diese Funktion bewirkt das Gleiche, wie der
Befehl DELETE ARRAYS.
ACHTUNG!:
Wenn Sie anschließend Speicher o RAM speichern oder ein APOSS-Programm führt einen SAVE
ARRAYS Befehl aus, werden auch die Arrays im EPROM überschrieben!
Vollständig
Mit
Reset o Vollständig werden alle Parameter zurückgesetzt und alle Programme und Arrays gelöscht. Die
MCO 305 Option wird auf Werkseinstellungen zurückgesetzt.
ACHTUNG!:
o Vollständig wird sofort ausgeführt; nicht erst nach dem Aus- und Wiedereinschalten der
Reset
Steuerung wie bei
Speicher o EPROM löschen.
Arrays, Anwendungsparameter, Appl.daten
Benutzen Sie die entsprechende Funktion, um o
Daten
(diese enthalten zusätzlich zu den Anwendungsparametern und Arrays auch das Applikations-Pro-
gramm) individuell im LCP-EEPROM zurückzusetzen. Der Reset wird sofort
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 79
Arrays,o Anwendungsparameter oder o Alle Applikations-
ausgeführt!
Page 80
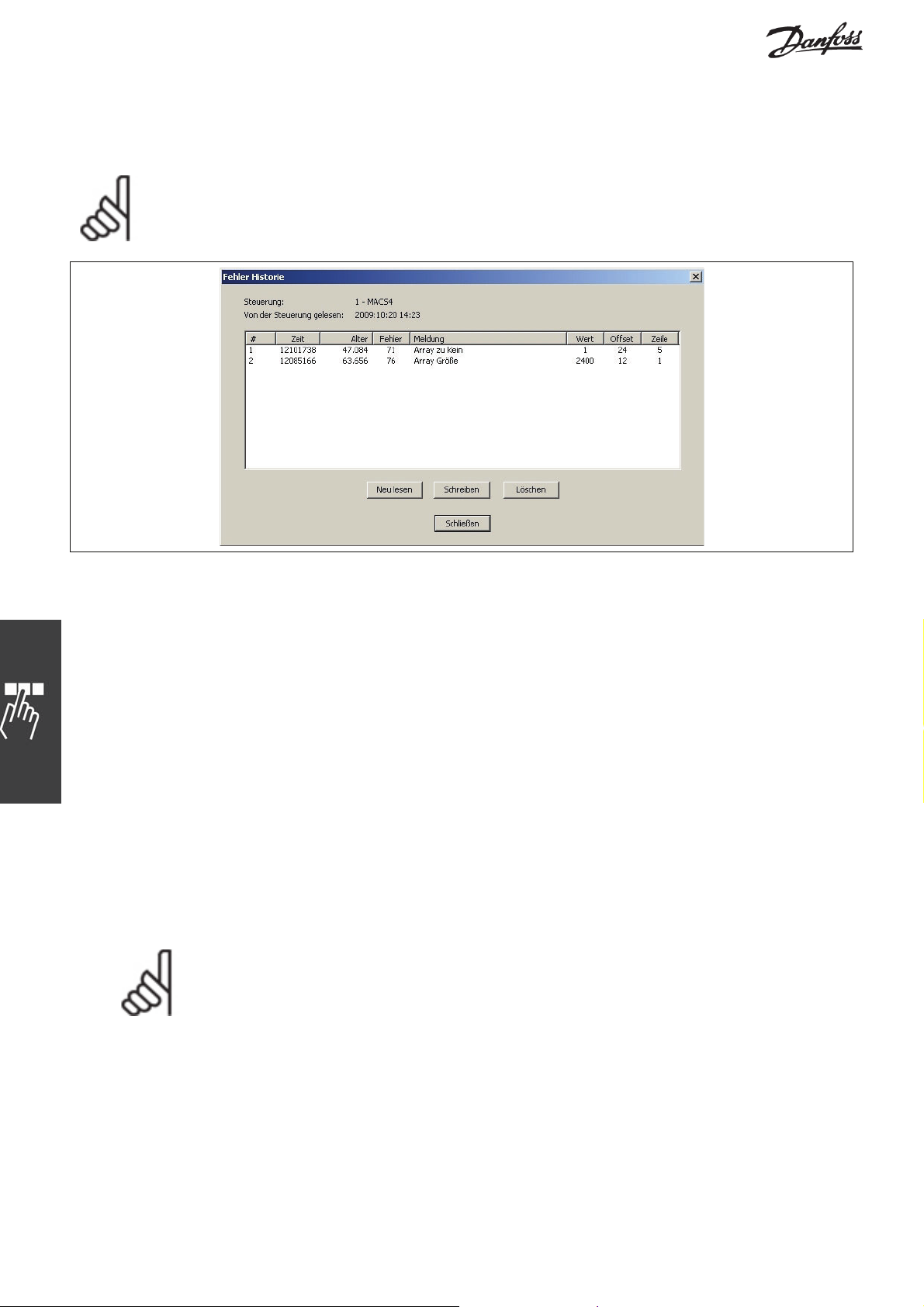
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Fehler Historie
Klicken Sie auf Steuerung o Fehler Historie, um alle Fehler zu sehen, die in der Steuerung auftraten.
ACHTUNG!:
Einige ältere Versionen von Steuerungen unterstützen diese Funktion nicht. Dann ist sie auch nicht
aktiviert.
Die letzten Fehler werden am Anfang, die ältesten am Ende der Liste aufgelistet. Die Liste wird jedes Mal
gelöscht, wenn die Steuerung ausgeschaltet wird. Sie enthält maximal 50 Fehler; dann wird der älteste
Fehler entfernt, sobald ein neuer zur Liste hinzukommt.
Folgende Informationen werden aufgelistet:
Zeit Systemzeit der Steuerung, als der Fehler auftrat. Siehe „sys_clock” in den
Systemprozessdaten.
Alter Alter des Fehlers (in Sekunden), wenn das Fehler Historie Dialogfeld geöffnet wird (d.h. wie
lange es her ist, als der Fehler auftrat). Es wird jedes Mal aktualisiert, wenn das Dialogfeld
aktualisiert wird.
Fehler Fehlernummer. Siehe Kapitel „Fehlersuche und -behebung”.
Meldung Text der Fehlermeldung.
Wert Optionaler Wert, der mit dem Fehler gespeichert wird. Die Bedeutung dieses Wertes hängt
vom Fehler ab.
Offset Binärer Offset innerhalb des kompilierten Programms, in dem der Fehler auftrat.
Line Zeilennummer des Programms, das bearbeitet wurde, als der Fehler auftrat. Doppelklick auf
den Fehler in der Liste schließt den Fehler Historie Dialog und markiert diese Zeile im Editierfenster.
Achtung!:
Die APOSS-IDE kann nicht erkennen, ob das Programm das gerade bearbeitet wird, zu dem
Programm gehört, das gerade in der Steuerung ausgeführt wird, als der Fehler auftrat. Das
liegt in der Verantwortung des Anwenders. Wenn das Programm nicht dazugehört, wird die
falsche Zeile im Editierfenster markiert.
80 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 81

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Folgende Funktionen stehen zur Verfügung:
Neu lesen Aktualisiert die Liste mit der aktuellen Fehler Historie der Steuerung. Beachten Sie, dies
aktualisiert das „age” der vorhandenen Fehler in der History.
Schreiben Schreibt die Fehler Historie in eine ASCII Textdatei, damit die Fehler analysiert werden
können. Diese Datei kann später mit einem beliebigen Texteditor bearbeitet oder in ein
Tabellenkalkulationsprogramm importiert werden
Löschen Löscht die Fehler Historie.
Diagnose Bericht
Mit Steuerung o Diagnose Bericht können Sie eine Textdatei erzeugen, die den kompletten Status der
Steuerung enthält. Diese Datei wird oft vom Support benötigt, um bei Diagnose Problemen helfen zu
können.
Menü Tools
Das Menü Tools bietet umfangreiche Werkzeuge, die
jeweils in eigenen Abschnitten im Kapitel „APOSS
Tools” beschrieben werden:
CAM-Editor, Array Editor und Oszilloskop.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 81
Page 82

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Menü Einstellungen
In diesem Menü können Sie die Compiler Optionen
auswählen, die Einstellungen der Schnittstelle
ändern, die Farben des Editors nach Ihren
Wünschen einstellen und verschiedene andere
Optionen sowie die Sprache auswählen.
Compiler
Die Default-Werte für die Compiler Optionen sind für
die meisten Anwendungen passend gesetzt.
Max Anzahl Variablen
Die
Maximale Anzahl der Variablen hat direkten
Einfluss auf die Menge des Speicherplatzes, der in
der Steuerung reserviert wird. Dabei ist zu beachten, dass ein Array zusätzlich den Platz einer
Variablen belegt.
Max Programmgröße
Die
maximale Programmgröße definiert die maximale Größe eines Programms in Bytes nachdem es
kompiliert und fertig zum Downloaden in die Steuerung ist.
Beachten Sie, dass einige ältere Steuerungen Programme > 65.000 Bytes nicht unterstützen.
Stackgröße
Die
Stackgröße legt fest wie viel Speicher für die internen Prozeduren (Stack genannt) reserviert wird.
Wenn nicht sehr verschachtelte Prozeduraufrufe benutzt werden, sollte dieser Wert nicht geändert werden.
Preprozessor verwenden
Es können Preprozessor-Statements wie #define innerhalb der Programme verwendet werden; auch
verschachtelte Dateien können dann genutzt werden. Komplette Beschreibung siehe Preprozessor in Kapitel
„Programmieren mit APOSS”.
Querreferenz erzeugen
Querreferenzen sollten immer eingeschaltet sein. Sie sind notwendig für das Funktionieren des Über-
wachungsfensters und für das Debuggen in APOSS.
Schnittstellen Parameter
Normalerweise wurden die Schnittstellen Parameter
schon bei der Inbetriebnahme der Steuerung festgelegt (siehe „MCO Parameter für die
Grundeinstellungen setzen” im „MCO 305 Produkthandbuch”). Falls jedoch aus irgendeinem Grund die
Verbindung geändert werden muss (z.B. wenn sich
die Baudrate oder der COM Port geändert hat, wenn
der ID Scanbereich der Steuerung erweitert werden
muss, wenn eine neue Schnittstelle hinzugefügt
wurde, usw.) können mit
die Parameter aktualisiert werden. Ein Dialog-
stelle
Einstellungen o Schnitt-
fenster ähnlich diesem wird dargestellt:
Wählen Sie die passende Schnittstelle aus und ändern Sie die notwendigen Parameter.
82 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 83
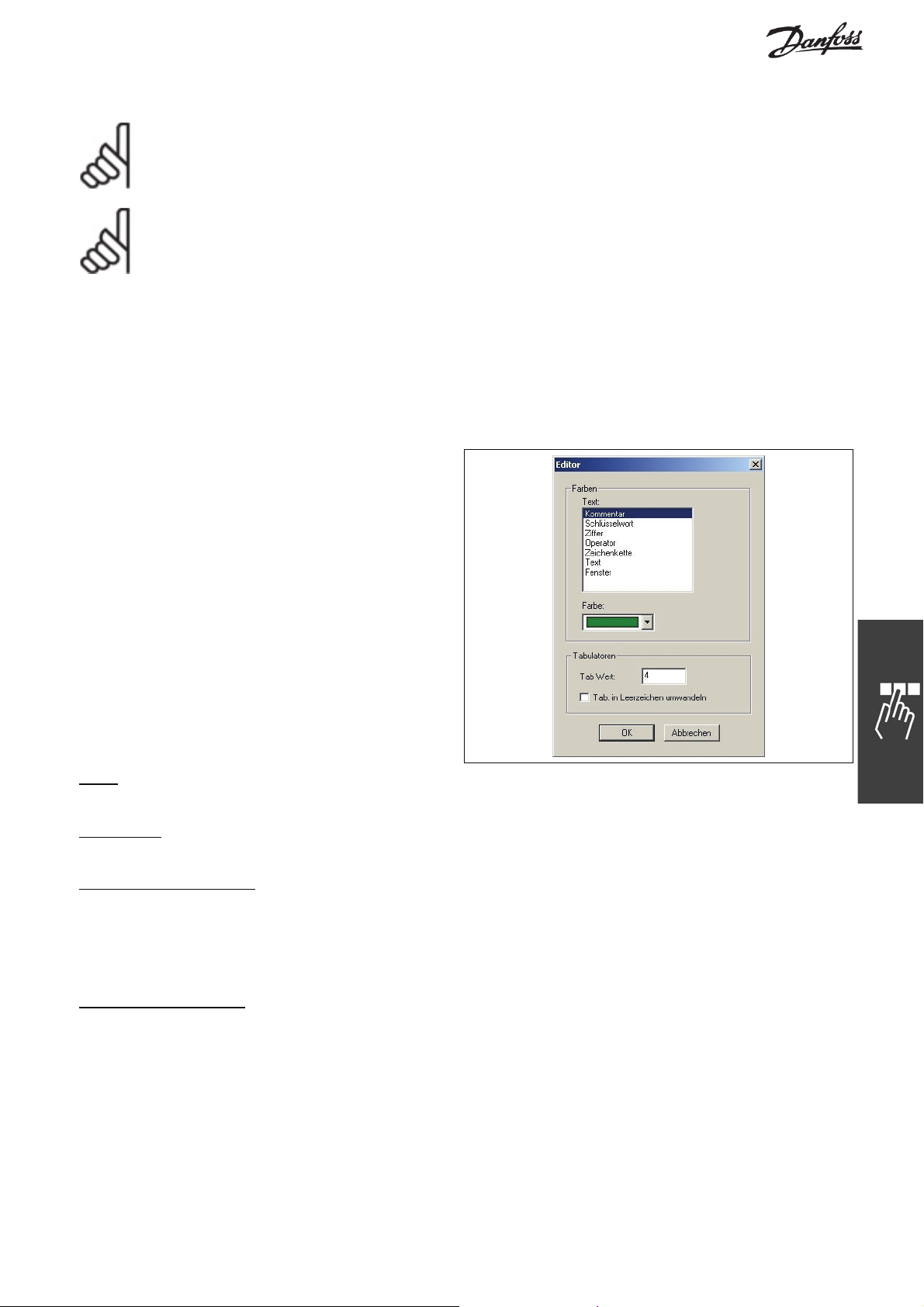
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
ACHTUNG!:
Beachten Sie, dass nur eine Schnittstelle als Default gewählt werden kann. Diese Schnittstelle wird
benutzt um die Verbindungen zu den Steuerungen nach einem [Esc] wiederherzustellen.
ACHTUNG!:
Die Einstellung der Schnittstelle wirkt sich nur auf künftige Verbindungen aus. Verbindungen, die
schon vorhanden sind, bleiben erhalten und werden nicht geändert. Wenn eine bereits vorhandene
Verbindung zu einer Steuerung geändert werden muss, dann müssen Sie diese o
schließen,
Sprache
die Schnittstellen-Einstellungen ändern und danach erneut die o
Steuerung auswählen.
Wenn Sie eine andere Sprache wünschen, klicken Sie auf Einstellungen o Sprache und wählen im darauf
folgenden Dialogfeld zwischen Englisch und Deutsch. Danach müssen Sie APOSS schließen und neu starten.
Editor Einstellungen
Zur besseren Übersicht können den verschiedenen
Programmelementen wie Kommentar, Schlüsselwort,
Ziffer usw. unterschiedliche Farben zugeordnet
werden. Auch Tabulatoren können für eine bessere
Lesbarkeit genutzt werden.
Schnittstelle
Farbe
Markieren Sie das Programmelement, z. B. Kommentar und wählen Sie dazu die gewünschte Farbe.
Tabulatoren
Wählen Sie den gewünschten Tabulator-Wert ab zwei Zeichen aufwärts.
Tabulatoren konvertieren
Klicken Sie auf o
Tab in Leerzeichen umwandeln, um alle Tab-Zeichen während des Schreibens in
Leerzeichen umzuwandeln.
Benutzen Sie
Bearbeiten o Tab. Umwandeln, wenn Sie alle vorhandenen Tabs eines Programms in Leer-
zeichen umwandeln wollen.
Einstellungen speichern
Klicken Sie auf OK um die neuen Einstellungen zu speichern.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 83
Page 84

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Optionen
Das Dialogfenster bietet verschiedene Optionen um
das Verhalten von APOSS zu steuern. Geänderte
Einstellungen werden sofort beim nächsten Einsatz
genutzt. Es ist nicht notwendig APOSS zu schließen
und wieder zu öffnen.
Letzte Datei(en) öffnen
Wenn diese Option aktiviert ist, wird APOSS beim Starten versuchen, die meisten der kürzlich verwendeten
Dateien wieder zu öffnen.
Fenster maximiert öffnen
Wenn diese Funktion aktiviert ist, werden alle Fenster in APOSS in Bildschirmgröße geöffnet. Sie können
danach falls gewünscht verkleinert werden; sie werden immer in Bildschirmgröße geöffnet.
Ist diese Funktion nicht aktiviert, wird nur das erste Fenster in maximaler Größe geöffnet und alle weiteren
immer ein wenig kleiner, so dass alle Fenster gleichzeitig zu sehen sind.
Auto-Speichern
Wenn
Auto-Speichern aktiviert ist, speichert APOSS die aktuelle Datei, die gerade editiert wurde, auto-
matisch auf die Festplatte, bevor diese kompiliert und ausgeführt wird. Ist
Auto-Speichern nicht aktiviert,
benutzt APOSS zum Kompilieren eine temporäre Datei.
Binär Datei Unterstützung
Wenn aktiviert, erlaubt APOSS das direkte Handling der binären Daten (Image) eines kompilierten Pro-
gramms im Fenster
Steuerung o Programme. Dies beinhaltet den Upload kompilierter Programme von der
Steuerung, so dass diese im PC gespeichert werden können und beinhaltet das Downloaden früherer
gespeicherter Images zurück in die Steuerung. Beachten Sie, dass diese binären Images nicht bearbeitet
werden können; sie können nur gesichert und zurück geladen werden. Beachten Sie auch, dass einige
ältere Steuerungen diese Funktion nicht unterstützen.
Wenn die Option aktiviert ist, erscheint die Funktion o
In Datei kompilieren auch im Menü Entwicklung
(sobald APOSS das nächste Mal wieder gestartet wird). Dann können Sie die aktuelle Datei manuell
kompilieren und in eine Binär-Datei sichern.
Siehe auch BinFileMap in „Abbildungen” im Kapitel „Technische Referenz” im Handbuch „MCO 305
Befehlsreferenz”.
84 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 85

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
In Farbe drucken
Wenn aktiviert, werden die Programme aus dem Editierfenster mit den Farben gedruckt, wie sie im Editier-
fenster benutzt wurden. Ansonsten werden sie Schwarzweiß gedruckt.
Array Editor Parameter Unterstützung
Normalerweise liest und schreibt der Array Editor alle Benutzerparameter und Arrays. Wenn jedoch diese
Einstellung aktiviert ist, liest und schreibt der Array Editor auch die globalen Parameter, die temporären und
permanenten Achsenparameter, die Achsprozessdaten und Systemprozessparameter.
Debug-Datei erzeugen
Aktivieren Sie diese Funktion, wenn Sie eine Debug-Datei mitschreiben lassen wollen. Normalerweise wird
dies nur für den Support benötigt; daher sollte die Option in der Regel nicht aktiviert sein.
Protokoll Font
Zeigt die Meldungen im Kommunikations-Fenster als o
Zeichenabstand
Benutzer-Modus
Mit der Einstellung des Benutzer-Modus kann APOSS auf den Erfahrungsgrad des Anwenders zugeschnitten
werden: Einsteiger, Standard oder Experte. Zurzeit gilt diese Einstellung hauptsächlich für die
Funktionen.
Anwenderspezifische Bereiche
Benutzerdefinierte SDO Dateien erlauben dem erfahrenen Anwender, die Inhalte der SDO Auswahllisten, die
in APOSS benutzt werden, individuell anzupassen. Zum Beispiel jene, die im Überwachungsfenster und im
Oszilloskop benutzt werden.
Mittels der Einstellung
spezifisches Programm mit der Zustandsmaschine im
In
Tune Oszilloskop Monitor Datei kann der erfahrene Anwender ein kundenspezifisches Testfenster aus-
wählen und im
Debug Verzeichnis kann der Anwender festlegen, wo die Debug Logdateien gespeichert werden sollen.
Im
Tune Oszilloskop benutzen.
. Eine Änderung der Auswahl wirkt sich erst in neu geöffneten Fenstern aus.
Programm mit der Zustandsmaschine kann der erfahrene Anwender ein kunden-
Proportionalschrift oder mit o festem
Oszilloskop
Tune Oszilloskop benutzen.
Oszilloskop
Dieser Dialog ermöglicht die Auswahl von verschiedenen Optionen, um das Verhalten des APOSS Oszilloskop
zu steuern. Siehe „Oszilloskop Einstellungen” in Kapitel „APOSS Tools”, APOSS Oszilloskop.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 85
Page 86
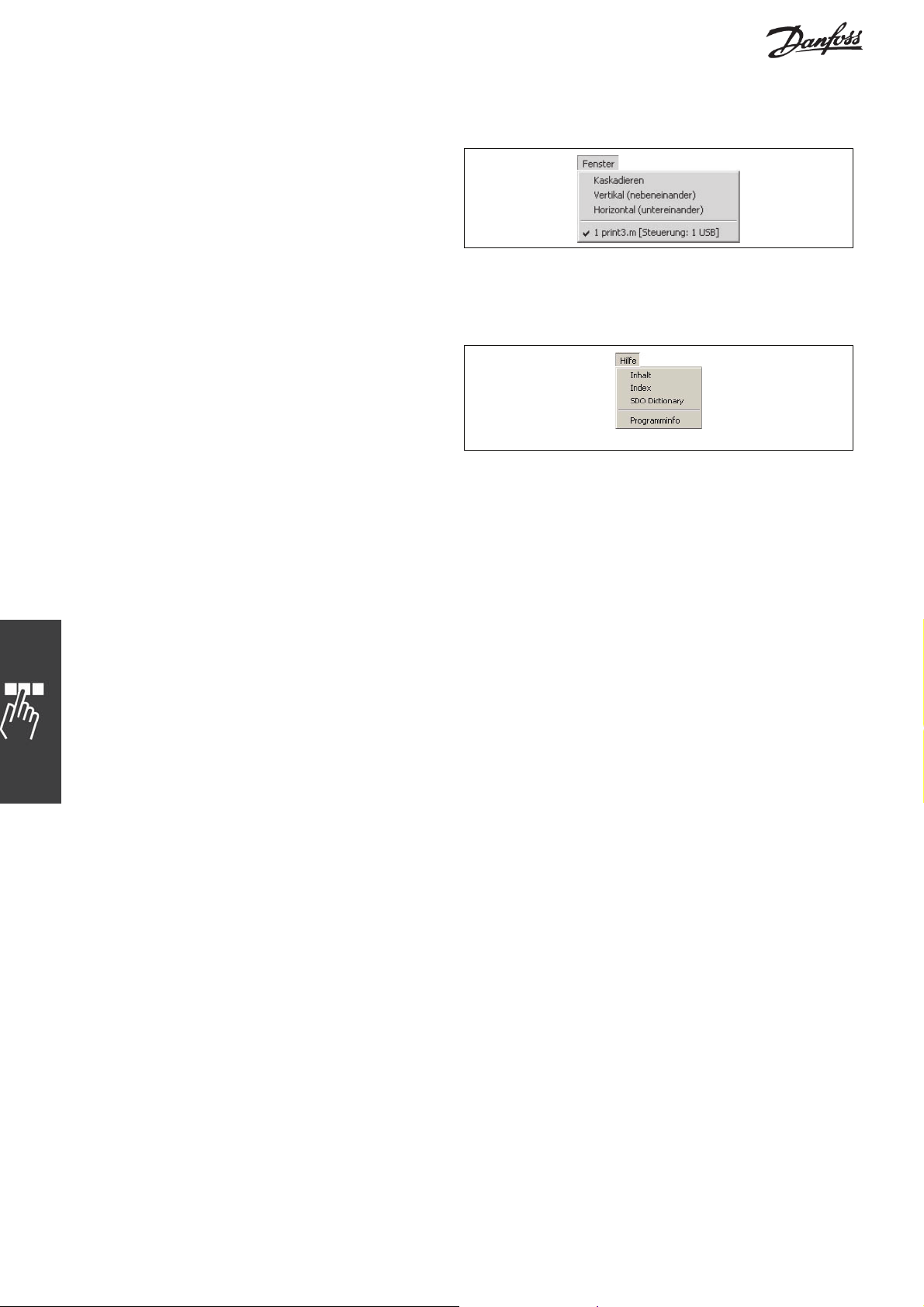
MCO 305 Projektierungshandbuch
o
__ PC Software Benutzeroberfläche __
Menü Fenster
Die Funktionen des Menüs Fenster verhalten sich
Windows-konform (d.h.
lappende Fenster nach unten und nach rechts
versetzt,
Vertikal für jedes neben dem anderen oder
Horizontal für jedes unter dem anderen).
Menü Hilfe
Die Befehlshilfe und alle Parameter-Dialogfelder im
Menü
Steuerung sowie im CAM-Editor bieten einen
direkten Zugang zur Online-Hilfe. Wählen Sie einen
Befehl in der
Befehlshilfe oder ein Parameter-Ein-
gabefeld aus und drücken Sie [F1]. Sie erhalten
dann den entsprechenden Abschnitt der Hilfe direkt
angezeigt.
Die Funktion o
die Funktion o
Wählen Sie o
Die Funktion
Inhalt startet die Online-Hilfe mit der Registerkarte „Inhalt”,
Index startet sie mit der Registerkarte „Index”.
SDO Dictionary, dann wird sofort dieses Kapitel der Online-Hilfe aufgerufen.
Programminfo zeigt die Versionsnummern des APOSS-Programms, des Interface-Treibers
und des Compilers.
Das Aussehen der Online-Hilfe hängt vom eingesetzten Betriebssystem ab.
Kaskadieren für sich über-
86 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 87

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Menü Download
Das Menü Download bietet eine einfache Schnittstelle um das Downloaden von Firmware und Programmen
in mehrere Steuerungen zu unterstützen.
Beachten Sie, dass alle APOSS Fenster, mit Ausnahme des APOSS-Fensters selbst, geschlossen sein
müssen, bevor dieses Menü zu sehen ist.
Wählen Sie o Programme und im folgenden Dialog-
fenster das APOSS Programm das heruntergeladen
werden soll. Falls die Schnittstelle mehrere Steuerungen unterstützt, dann geben Sie den ID-Bereich
der Steuerungen ein, in die das Programm geladen
werden soll.
Geben Sie einen Programmnamen (bis zu 8 Zeichen) ein, der zum Identifizieren des Programms in
der Steuerung benutzt wird.
Wählen Sie die gewünschten Aufgaben in den
Checkboxen aus:
kennung setzen, EPROM sichern
Wenn Sie zum Beispiel nur
Downloaden wollen, wird das Download-Programm
nur überprüfen, ob die ausgewählte Datei diejenige
ist, die schon in der Steuerung ist.
Download, Überprüfen, Auto-
und/oder Neustart.
Überprüfen aber nicht
Start Download Programme
Klicken Sie auf
Alle Steuerungen, die gerade ein Programm ausführen, werden angehalten. Die folgenden Schritte werden
für jede erreichbare Steuerung nacheinander ausgeführt.
Sie könnten zum Beispiel auch nur
diejenige ist, die schon in der Steuerung ist.
– Das Programm wird mit den zur Steuerung gehörenden Compiler-Einstellungen kompiliert.
– Alle vorhandenen Programme der Steuerung werden gelöscht.
– Das Programm wird heruntergeladen.
– Das Programm wird als Programm Nummer 0 mit dem festgelegten Programmnamen gespeichert. Ist
kein Programmname festgelegt, werden die ersten 8 Zeichen des Dateinamens benutzt.
– Wenn Überprüfen ausgewählt ist, wird das heruntergeladene Programm wieder hochgeladen und die
Download- und Upload-Versionen miteinander verglichen. Falls sie voneinander abweichen, wird der
Download für diese Steuerung angehalten.
Beachten Sie, dass nicht alle älteren Steuerungen eine Firmware enthalten, die ein Upload unterstützen.
In diesem Fall wird die Auswahl der Funktion
– Die Autokennung wird gesetzt, falls ausgewählt.
– Alle Daten werden im EPROM gespeichert, falls ausgewählt. Bei neueren Steuerungen wird dies
automatisch durchgeführt.
Start. Es wird mit der Default-Schnittstelle eine Verbindung zu den Steuerungen hergestellt.
Überprüfen auswählen. Dann wird nur geprüft, ob die ausgewählte Datei
Überprüfen ignoriert.
– Die Steuerung wird mit dem neuen Programm neu gestartet, falls ausgewählt.
Die Verbindung zu den Steuerungen wird geschlossen.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 87
Page 88

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Treten während des Ausführens in einer Steuerung Fehler auf, wird die Ausführung für diese Steuerung
angehalten, aber für alle anderen Steuerungen des ausgewählten ID-Bereichs fortgeführt. Wenn der gesamte Download fertig ist, wird eine Zusammenfassung im Dialogfeld ausgegeben. Diese zeigt die IDs von
den Steuerungen, die ohne Fehler und jene bei denen Fehler auftraten. Sie können durch die Zusammenfassung scrollen, um festzustellen welche Probleme auftraten.
Log speichern
Der Fortgang des Downloads wird in dem unteren Teil des Dialogfelds gezeigt. Falls gewünscht, können
diese Informationen mit o
Log speichern in eine Textdatei gespeichert werden.
Falls der Download für eine oder mehrere Steuerungen fehlschlägt, erhalten Sie eine entsprechende Fehlermeldung. Wenn Sie die
Log-Datei speichern, können Sie später die Fehler suchen und bearbeiten.
88 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 89
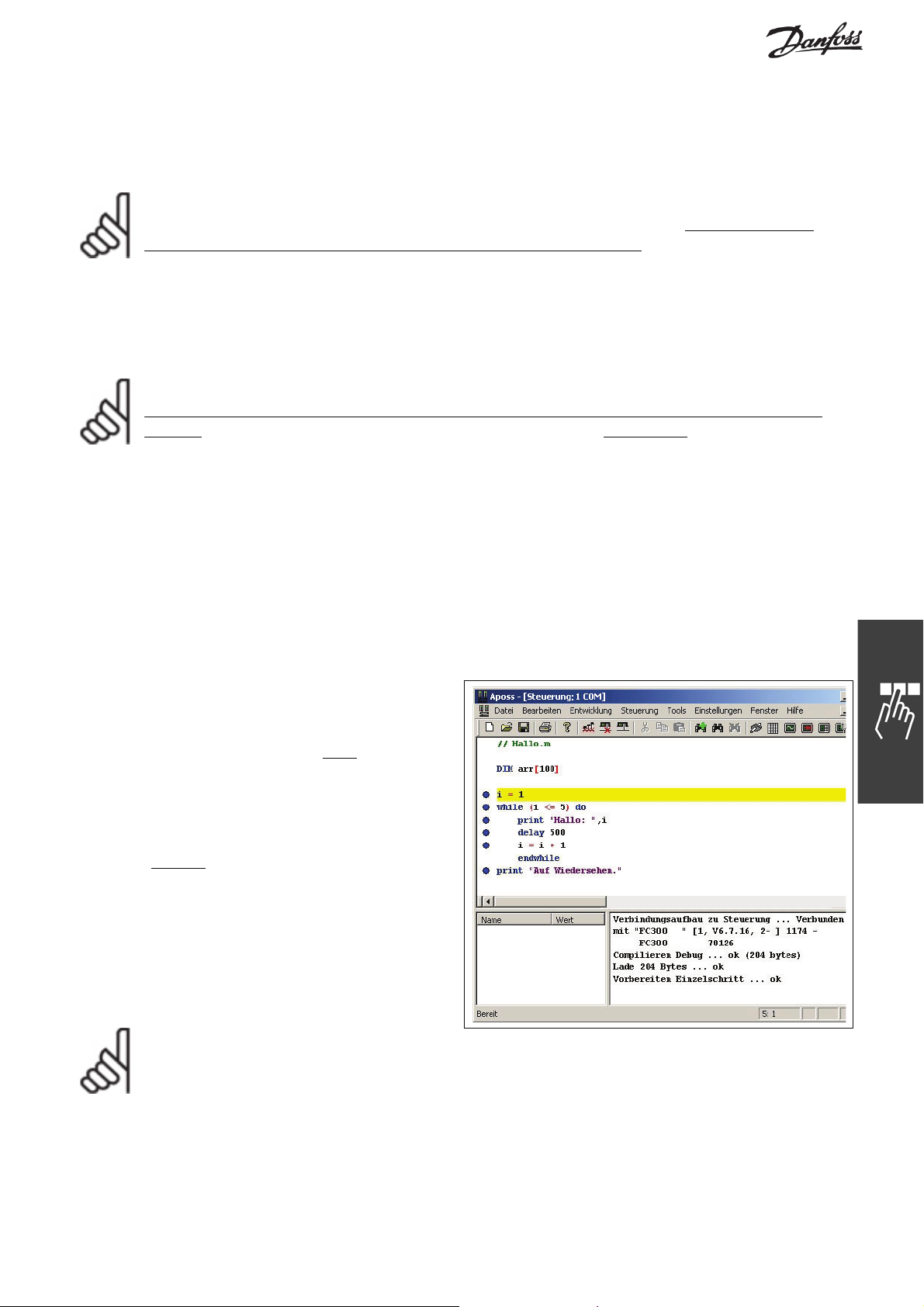
MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Programme debuggen
Die APOSS-IDE enthält einen mächtigen integrierten Debugger. Dieser bietet allgemeine Debug-Funktionen
wie Einzelschritt, Breakpoints und die Möglichkeit, Programmvariablen zu lesen und zu setzen.
ACHTUNG!:
Der Debugger kann nicht in allen Fällen benutzt werden. Zum Beispiel ist es nicht möglich, den
Debugger mit Programmen zu benutzen, die aktiv einen Motor steuern. Das Stoppen der
Programmausführung an einem Breakpoint ist gleichbedeutend wie das Drücken der [Esc]-Taste,
um die Programmausführung abzubrechen. Dies bremst und stoppt den Motor mit der maximal erlaubten
Verzögerung. In vielen Fällen macht das Anhalten des Motors auf diese Art die Testprozedur ungültig und
die Debug-Ergebnisse wertlos. Ebenso ist es unwahrscheinlich, dass wenn die Programmausführung nach
einem Breakpoint fortgesetzt wird, dass der Motor korrekt wieder gestartet werden kann um das System in
den Status zu bringen, in dem es vor dem Breakpoint war.
ACHTUNG!:
Der Debugger kann auch nicht mit Programmen benutzt werden, die auf ON PERIOD Funktionen
beruhen. Der interne Timer, der ON PERIOD Funktionen triggert, stoppt nicht wenn die Pogramm-
ausführung an einem Breakpoint anhält. So könnte ein anstehender Interrupt dann einen ON
PERIOD Aufruf auslösen, wenn die Programmausführung fortgesetzt wird.
Für Situationen, in denen der Debugger wie die oben nicht benutzt werden kann, bietet das Oszilloskop
ausgezeichnete Debug-Einsatzmöglichkeiten. Es kann Programmvariablen und den Systemstatus überwachen und aufzeichnen, ohne dass die Programmausführung unterbrochen werden muss. Diese können
dann später geprüft werden, um Probleme zu identifizieren. Für mehr Information siehe APOSS Oszilloskop.
Debugger starten
Zum Starten des Debuggers bearbeiten Sie das Programm ganz normal, so dass es im Editierfenster
dargestellt wird. Dann klicken Sie auf
Aktionen:
Das Programm wird im Debug-Modus
1.
kompiliert und in die Steuerung heruntergeladen. Die Programmausführung wird
jedoch zu diesem Zeitpunkt nicht
2.
Vor jeder ausführbaren Anweisung im
Programm wird ein blauer Punkt gesetzt. Dies
sind die Positionen, an denen der Anwender
Breakpoints einfügen kann.
Die nächste Anweisung die ausgeführt wird
3.
(d.h. wenn die Ausführung gestartet ist oder
fortgesetzt wird) wird gelb markiert.
So könnte das Editierfenster dann aussehen:
ACHTUNG!:
Das Programm sollte nicht verändert werden, während der Debugger aktiv ist. Falls doch, stimmt
die APOSS-IDE nicht mehr mit der Programmversion übereinstimmen, die in der Steuerung ausge-
führt wird und der Debugger ist nicht mehr in der Lage, der Programmausführung korrekt zu
folgen. Falls das Programm geändert werden muss, sollte der Debugger angehalten und der Test erneut von
Anfang an gestartet werden.
Entwicklung o Vorbereiten Einzelschritt. Das bewirkt folgende
gestartet.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 89
Page 90

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Debugger anhalten
Um den Debugger anzuhalten und die Debug-Sitzung zu beenden klicken Sie auf Entwicklung o Beenden
Debug.
entfernt keine (rot markierten) Breakpoints. Breakpoints bleiben erhalten und können benutzt werden,
wenn der Debugger das nächste Mal gestartet wird. Siehe auch Breakpoints anwenden.
Einzelschritt
Um mit einzelnen Schritten durch das Programm zu gehen, benutzen Sie Entwicklung o Einzelschritt oder
drücken [F9]. Dies führt die nächste Anweisung aus (d.h. die Anweisung, die gerade gelb markiert ist) und
stoppt automatisch bevor die nächste Anweisung ausgeführt wird. Dann wird diese nächste Anweisung gelb
markiert.
Während die Ausführung angehalten ist, steht es dem Anwender frei den Wert einer beliebigen Programmvariablen zu prüfen und zu verändern, Breakpoints zu setzen oder zu entfernen, etc.
Zu jeder Zeit kann die Programmausführung ohne Einzelschritt mit
Breakpoints anwenden
Zum Setzen von Breakpoints doppelklicken Sie irgendwo in die Anweisung im Programm (außer auf den
blauen Punkt), vor der der Breakpoint stehen soll. Der blaue Punkt ändert sich Rot und zeigt so den gesetzten Breakpoint an.
Erneutes Doppelklicken in eine Anweisung, die schon einen Breakpoint enthält, entfernt diesen wieder und
der Punkt ist wieder blau markiert.
An jeder ausführbaren Anweisung im Programm (mit blauen Punkten markiert) kann ein Breakpoint gesetzt
werden. Wenn die Programmausführung auf einen Breakpoint trifft, wird die Ausführung sofort vor
Anweisung mit dem Breakpoint angehalten. Die Anweisung wird dann gelb markiert, da es die nächste auszuführende Anweisung ist.
Während die Ausführung angehalten ist, steht es dem Anwender frei den Wert einer beliebigen Programmvariablen zu prüfen und zu verändern, Breakpoints zu setzen oder zu entfernen, etc.
Wenn der Anwender damit fertig ist, kann er mit
Das Programm wird dann so lange ausgeführt, bis es auf einen anderen Breakpoint trifft. Es ist auch möglich,
nach dem Anhalten bei einem Breakpoint mit
Zu jeder Zeit kann der Anwender die Programmausführung durch Drücken der [Esc]-Taste anhalten.
Die Ausführung stoppt sofort, nicht erst beim
nächsten Breakpoint. Die nächste auszuführende
Anweisung wird gelb markiert. Auch in diesem Fall
kann der Anwender entweder mit
Start
Dieses Beispiel zeigt Breakpoints vor den PRINT
Anweisungen:
Dies entfernt die blauen Punkte, die die ausführbaren Anweisungen markieren. Beachten Sie, dies
Entwicklung o Start fortgeführt werden.
der
Entwicklung o Start die Programmausführung fortzusetzen.
Entwicklung o Einzelschritt [F9] fortzufahren.
Entwicklung o
oder o Einzelschritt [F9] fortfahren.
ACHTUNG!:
Maximal 10 Breakpoints sind erlaubt.
ACHTUNG!:
Die Breakpoints haben die Befehle #DEBUG on/off ersetzt. Vorhandene #DEBUG Befehle müssen
nicht unbedingt aus dem Programm entfernt werden, da sie ignoriert werden.
90 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 91

MCO 305 Projektierungshandbuch
__ PC Software Benutzeroberfläche __
Darstellung und Änderung von Variablen
Zu jeder Zeit, während der Debugger aktiv ist (d.h. auch wenn das Programm ausgeführt oder angehalten
ist), kann der aktuelle Wert einer Programmvariablen dargestellt werden.
Klicken Sie dazu mit der linken
direkt hinter) eine Variable. Der aktuelle Wert wird
in einer gelben Popupbox so lange dargestellt, bis
die Maus davon wegbewegt wird.
Im folgenden Beispiel wurde nahe der Variablen „i”
in der PRINT Anweisung geklickt.
Zu jeder Zeit, während der Debugger aktiv ist, kann
der aktuelle Wert einer Programmvariablen auch
geändert werden. Klicken Sie dazu mit der rechten
Maustaste auf (oder direkt hinter) die Variable.
Der Dialog „Debug Wert setzen” ermöglicht die
Änderung des Wertes der Variablen:
Maustaste auf (oder
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 91
Page 92

Page 93
MCO 305 Projektierungshandbuch
APOSS Tools
CAM-Editor
Mit dem CAM-Editor werden die Kurvenprofile für beliebige Kurvenscheibensteuerungen erstellt. Die einzelnen Kurven werden durch Fixpunkte, Parameter für die Ein- und Auskuppelbewegung sowie Parameter für
die Synchronisation mit Marker definiert. Die Kurven und Parameter werden im Kurvenprofil grafisch dargestellt und können sowohl grafisch als auch per Eingabe bearbeitet werden.
Im Kapitel „Funktionen und Beispiele” finden Sie Anwendungsbeispiele von Kurvenscheibensteuerungen und
Nockenschaltwerk.
Jedes Kurvenprofil wird in einem eigenen Globalen Array in der Steuerung gespeichert.
Der CAM-Editor speichert die Kurvenprofile und alle Parameterwerte in einer Konfigurationsdatei mit
der Erweiterung „zbc”, die im Windows-Ordner das links gezeigte Symbol erhält. Wie andere Datei-
typen können Konfigurationsdateien im CAM-Editor später geöffnet, bearbeitet und gespeichert werden.
ACHTUNG!:
Frühere Versionen der APOSS-IDE benutzten die Dateierweiterung „.cnf” für die Konfigurations-
dateien. Um Konflikte mit der „cnf” Erweiterung von Microsoft Windows zu vermeiden, wurde diese
in „.zbc” geändert. Vorhandene cnf-Dateien werden jedoch unterstützt und können vom CAMEditor einfach durch normales Öffnen gelesen werden. Sobald eine cnf-Datei einmal vom CAM-Editor geöffnet wurde, wird sie als zbc-Datei gespeichert.
Der CAM-Editor ist so ausgelegt, dass er exakt das gleiche Format der Konfigurationsdatei „.zbc” benutzt,
wie es auch von den Befehlen
benutzt wird. Daher speichern die Konfigurationsdateien, die mit dem CAM-Editor erzeugt wurden, alle
globalen, Benutzer- und Achsparameter zusätzlich
Editor immer mit den Parametern von der Steuerung
Andernfalls könnten die falschen
wenn Sie die Kurvenprofile downloaden.
Sobald Kurvenprofile erzeugt und in einer „.zbc” Datei gespeichert wurden, können Sie diese in die
Steuerung mit
Falls Sie keine Parameter laden, werden die Werkseinstellungen der Steuerung eingetragen.
Steuerung o Parameter o Wiederherstellen aus Datei downloaden.
Steuerung o Parameter o speichern in Datei und Wiederherstellen aus Datei
zu den Kurvenprofilen. Demzufolge sollten Sie den CAM-
starten, für die die Kurvenprofile vorgesehen sind.
globalen, Benutzer- und Achsparameter in die Steuerung geladen werden,
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 93
Page 94

MCO 305 Projektierungshandbuch
__ APOSS Tools __
CAM-Editor starten
MCT 10 Online- und Offline-Modus
Sie können Konfigurations-Dateien (*.zbc und *.cnf) mit MCT 10 öffnen. Dies startet auch den APOSS CAMEditor. Je nach Modus sind einige der Menü-Funktionen disabled. Benutzen Sie die Funktionen des MCT 10
Motion Control Tools für
Die Datei muss mindestens eine Kurve enthalten. Falls die Datei keine Kurve enthält werden Sie aufgefordert eine Kurve zur Datei hinzuzufügen. Umgekehrt kann der Anwender die letzte Kurve einer Datei nicht
löschen.
Wenn Sie mit einem neuen Kurvenprofil beginnen und noch keine Konfigurationsdatei existiert, empfiehlt es
sich immer mit den Parametern von der Steuerung
ACHTUNG!:
Wenn Sie keine Parameter von der Steuerung einlesen, werden die Werkseinstellungen des FC 300
benutzt. Dann werden die vorhandenen Parameter der Steuerung mit den Werkseinstellungen
überschrieben
Mit dem Schließen des CAM-Editors wird auch APOSS beendet und zum MCT 10 zurückgekehrt.
Klicken Sie auf o
Antrieb zu downloaden. Die neuen Werte werden auch im MCT 10 Datenbestand gespeichert und überschreiben dabei eine frühere Version der Datei (d.h. speichert diese zurück in den MCT 10 Datenbestand).
Neu, Öffnen und Sichern als.
zu beginnen, für die die Kurvenprofile vorgesehen sind.
, sobald Sie diese Konfigurationsdatei in die Steuerung downloaden
Zum Antrieb schreiben, um die neuen zbc-Werte (insbesondere die CAM-Arrays) in den
APOSS stand-alone
In APOSS stand-alone klicken Sie auf Tools o CAM-Editor oder auf das Symbol zum Starten des Editors.
Ein „Datei öffnen” Dialog bietet die Auswahl der Konfigurationsdatei; dann wird das CAM-Editor-Fenster
geöffnet.
Der CAM-Editor kann auch durch
Datei o Öffnen und Auswahl der gewünschten Konfigurationsdatei ge-
startet werden.
Doppelklicken auf eine Konfigurationsdatei (zbc) in Windows startet ebenfalls den CAM-Editor. Beachten Sie,
doppelklicken auf cnf-Dateien startet nicht den CAM-Editor.
Wenn Sie mit einem neuen Kurvenprofil beginnen und noch keine Konfigurationsdatei existiert, empfiehlt es
sich immer mit den Parametern von der Steuerung
zu beginnen, für die die Kurvenprofile vorgesehen sind.
Zwei Vorgehensweisen sind möglich:
Verbinden Sie zuerst die Steuerung und erzeugen Sie dann eine Konfigurationsdatei mit Steuerung
1.
o Parameter o speichern in Datei. Diese neue Konfigurationsdatei kann dann mit dem CAM-Editor
geöffnet werden.
Öffnen Sie entweder mit Datei o Neu oder durch Starten des CAM-Editors eine „neue” Konfigura-
2.
tionsdatei und klicken Sie im folgenden Dialogfeld auf die Schaltfläche o
Klicken Sie auf das Symbol
Von der Steuerung lesen um die aktuellen Parameter der Steuerung
Leere Datei anlegen.
einzulesen.
ACHTUNG!:
Wenn Sie keine Parameter von der Steuerung einlesen, werden die Werkseinstellungen des FC 300
benutzt. Dann werden die vorhandenen Parameter der Steuerung mit den Werkseinstellungen
überschrieben
Neue Konfigurationsdateien enthalten keine Kurvenprofile. Benutzen Sie die o
, sobald Sie diese Konfigurationsdatei in die Steuerung downloaden.
CAM Array hinzufügen, um
ein neues Kurvenprofil hinzuzufügen.
Sie finden einige Programmbeispiele in
Datei o Beispiel.
94 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 95

MCO 305 Projektierungshandbuch
CAM-Editor-Fenster
__ APOSS Tools __
Die vier Bereiche nach der Titel-, Menü- und Symbolleiste im CAM-Editor-Fenster sind:
–
Kurvenprofil-Diagramm
Registerkarten: Kurvendaten, Kurveninfo und alle Registerkarten der Achsparameter, die
–
normalerweise bei
–
Einstellungen zum Ein- und Ausschalten der Darstellung der verschiedenen Eigenschaften des
Steuerung o Parameter o Achsen zur Verfügung stehen.
Kurvenprofil-Diagramms.
Tabelle der Fixpunkte und der Start-Stop-Punkte.
–
Das CAM-Editor-Fenster kann wie üblich beliebig vergrößert oder verkleinert werden. Ebenso können die
Trennleisten der vier Fenster mit der Maus verändert werden.
Mit o
CAM Editor Symbolleiste
Teilung zurücksetzen kehren Sie zur Standarddarstellung zurück.
Die CAM-Editor Symbolleiste enthält folgende vier besondere Felder:
Array – In dieser Liste aller vorhanden definierten Arrays wird das Array ausgewählt, das bearbeitet werden
soll. Jeder Listeneintrag besteht aus einer Array-Nummer, gefolgt vom Namen des Kurvenprofils. Wenn ein
Array nicht dem Kurvenprofil entspricht, wird als Name „Array” dargestellt. Arrays, die keine Kurven sind,
können zwar ausgewählt, aber nicht als Kurven bearbeitet werden.
Länge – Dies zeigt die Mindestlänge, die für das Array erforderlich ist. Dieser Mindestwert wird für die DIM
Anweisung im APOSS-Programm benötigt.
Die Symbole, die speziell für den CAM-Editor benötigt werden, sind:
Zoom Zurücksetzen – Stellt das Diagramm so dar, dass die Kurve vollständig zu sehen ist.
Zoom 2-fach verstärken – Jeder Klick vergrößert das Diagramm um Faktor 2 und stellt es immer von
der Mitte heraus dar.
Zoomstufe reduzieren – Mit Faktor 2 verkleinern.
Trennleisten zurücksetzen – Setzt die Trennleisten (Splitter) des Fensters auf die Default-Einstellungen
zurück.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 95
Page 96

MCO 305 Projektierungshandbuch
__ APOSS Tools __
Rückgängig – Macht die letzte Änderung eines Fixpunktes oder Start-Stopp-Punktes rückgängig. Wenn
mehrere Änderun
oder durch Aktivieren der Funktion o
genommen.
Beachten Sie – Wenn mehrere Kurven-Arrays existieren, gibt es auch separate Rückgängig-Listen für
jede Kurve.
Wiederherstellen – Stellt die letzte rückgängig gemachte Änderung wieder her.
Fixpunkte am Raster ausrichten – Richtet alle Fixpunkte und Start-Stop-Punkte am Interpolations-
Raster aus.
Von der Steuerung lesen – Liest die vorhandenen Konfigurationsparameter und alle Arrays und Kurven
von einer Steuerung. Dies ersetzt
Array importieren – Importiert eine ACSII Textdatei, die zuvor mit o Array exportieren ausgelesen
wurde. Die importierte Kurve ersetzt die aktuelle ausgewählte Kurve. Das Dateiformat muss exakt der
Export-Datei entsprechen; andernfalls schlägt das Einlesen fehl.
Array exportieren – Exportiert die Kurvendaten der aktuell ausgewählten Kurve in eine ASCII Textdatei
mit der Dateierweiterung „.dat”. Diese eignet sich für die Weiterverarbeitun
mit einer Tabellenkalkulation). Für die Beschreibung des genauen Array-Formats schlagen Sie bitte in
„Array Structure of CAM Profiles” im Kapitel „Technische Referenz” im Handbuch „MCO 305
Befehlsreferenz” nach.
CAM Array hinzufügen – Eine neues Kurvenprofil-Array wird nach dem letzten vorhandenen Array
eingefügt. Ein Dialog ermöglicht dem Anwender die ersten Kurveneigenschaften zu setzen. Die neue
Kurve wird dann automatisch ausgewählt und dargestellt. Die Anfangskurve enthält nur zwei Fixpunkte
und ist eine Gerade. Weitere Fixpunkte sollten dann hinzugefügt werden um die eigentliche Form der
Kurve zu definieren.
Array löschen – Das gerade ausgewählte Array wird gelöscht. Beachten Sie, dass jedes Array gelöscht
werden kann; das Array muss nicht ein Kurvenprofil-Array sein.
gen zur gleichen Zeit durchgeführt wurden (zum Beispiel mehrere Punkte hinzugefügt
Ausrichten am Raster) werden diese als Ganzes zurück-
alle gerade im CAM-Editor vorhandenen Parameter und Arrays.
g ohne APOSS (zum Beispiel
Kurvenprofil-Diagramm
Das Kurvenprofil-Diagramm zeigt die Kurve mit
weiteren Informationen der Kurvensynchronisation.
Hier können Sie Fixpunkte hinzufügen, löschen und
mit der Maus verschieben.
– Der Name der Kurve, falls vorhanden, steht über
der Kurve.
– Die Masterlänge ist an der horizontalen Achse
aufgetragen, die Slave-Positionen stehen
unten
vertikal und auf der linken
Seite. Verschiedene
andere Skalierungen (z.B. Geschwindigkeit)
werden auf der rechten
Seite des Diagramms
aufgetragen, falls notwendig.
– Fixpunkte werden als kleine rote oder grüne Quadrate dargestellt.
„Kurven”-Punkte (d.h. Fixpunkte am Anfang eines gebogenes Kurvensegments im Profil) werden rot und
„Tangenten”-Punkte (d.h. Fixpunkte am Anfang eines Tangentensegments) werden grün dargestellt.
– Kurvensegmente sind rot, Tangentensegmente grün gezeichnet.
Beachten Sie, dass Segmente die Geraden sind, grün dargestellt werden, obwohl sie „Kurvensegmente”
sein können (d.h. Segmente, die mit einem „Kurven”-Punkt beginnen).
96 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 97

MCO 305 Projektierungshandbuch
__ APOSS Tools __
Zoomen und Verschieben
Die Maus kann im Kurvenprofil-Diagramm für folgende Funktionen genutzt werden:
Zoom
Vergrößern durch Ziehen eines Rechtecks über den gewünschten Bereich (linke Maustaste drücken, ziehen,
loslassen).
ACHTUNG!:
Das ausgewählte Rechteck wird so skaliert, dass es exakt in das Fenster passt. Falls diese Skalierung nicht gewünscht ist, drücken und halten Sie die [Strg]-Taste, bevor Sie die linke Maustaste
drücken.
Benutzen Sie
zurückzusetzen.
Bei beim Zoomen wird die
Zoomstufe reduzieren oder Zoom zurücksetzen zum Verkleinern bzw. auf Standard
; Auto-Skalierung automatisch deaktiviert.
Verschieben
Mit gedrückter rechter Maustaste können Sie das Diagramm innerhalb des Fensters bewegen. Bei beim
Verschieben wird die
Mit
wird dabei auch zurückgesetzt, so dass wieder das ganze Diagramm zu sehen ist.
Fixpunkte mit der Maus bearbeiten
Fixpunkte können im Diagramm interaktiv mit der Maus bearbeitet werden. Aber auch die direkte Eingabe in
der Tabelle der Fixpunkte ist möglich, siehe „Fixpunkte”.
Fixpunkt identifizieren
Zeigen Sie mit dem Mauscursor auf einen Fixpunkt im Diagramm. Sobald sich der Cursor in das Handsymbol
ändert, wird der entsprechende Fixpunkt in der Tabelle grau hinterlegt. Die erforderliche „Nähe” der Maus
zum Fixpunkt kann in o
Fixpunkt verschieben
Stellen Sie den Mauszeiger auf einen Fixpunkt bis das Handsymbol erscheint. Klicken und halten Sie die
linke Maustaste. Nun können Sie den Punkt auf die gewünschte neue Position ziehen. Die Positionen werden
automatisch in der Tabelle aktualisiert.
Wenn o
Kurveninfo aktualisiert, sobald ein Punkt bewegt wird.
Wenn o
schnappen und nicht exakt der Maus folgen.
Mit
; Auto-Skalierung automatisch deaktiviert.
Zoom zurücksetzen wird die Darstellung wieder auf Standard zurückgesetzt. Eine evtl. Vergrößerung
Mauspräzision im Fenster „Einstellungen” bestimmt werden.
; Online-Berechnung aktiviert ist, wird die Kurve simultan nachgezeichnet und die Registerkarte
; Ausrichten am Raster aktiviert ist, wird der Punkt immer an der nächsten Rasterlinie ein-
Rückgängig können Sie die letzte Änderung rückgängig machen.
Fixpunkt hinzufügen
Doppelklicken Sie mit der linken Maustaste auf die Position wo ein neuer Fixpunkt eingefügt werden sollt.
Rückgängig kann der Punkt wieder gelöscht werden.
Mit
Im Abschnitt „Fixpunkte” finden Sie weitere Informationen, z.B. Fixpunkte bearbeiten und Fixpunkte Typ.
CAM Kontextmenüs einsetzen
Klicken Sie mit der rechten Maustaste in einen
leeren Bereich des Diagramms, dann öffnet sich das
Kontextmenü zum Festlegen der Position dieses Fixpunktes:
Einfügen auf Kurve
Ein neuer Fixpunkt wird an der nächstmöglichen Masterposition von der Stelle eingefügt, an der mit der
Maustaste geklickt hatten.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 97
Page 98
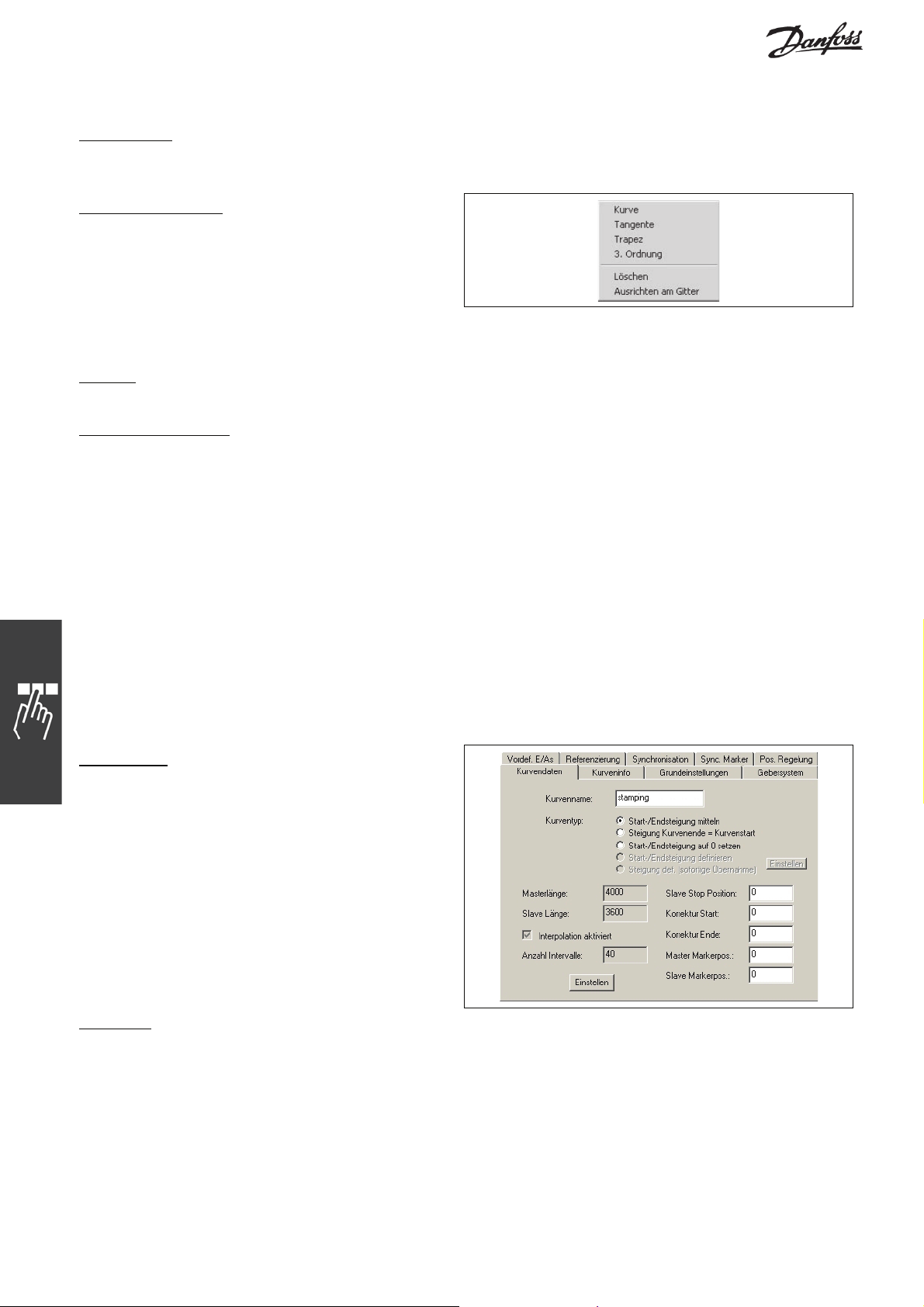
MCO 305 Projektierungshandbuch
__ APOSS Tools __
Einfügen hier
Ein neuen Fixpunkt wird genau an der Stelle eingefügt, an der mit der rechten Maustaste geklickt hatten. Es
ist das gleiche, als würden Sie mit der linken Maustaste doppelklicken. Das Diagramm wird aktualisiert.
Fixpunkt Typ ändern
Klicken mit der rechten Maustaste auf einen Fix-
punkt öffnet das Kontextmenü zum Ändern dieses
Fixpunktes:
Wählen Sie den Typ aus, in den dieser Fixpunkt geändert werden soll: Kurve, Tangente, Trapez, oder 3.
Ordnung.
Löschen
o
Ausrichten am Raster
Löschen entfernt den ausgewählten Fixpunkt.
Richtet diesen Fixpunkt an der nächstmöglichen Rasterlinie aus.
CAM Registerkarten
Die CAM-Editor Registerkarten ermöglichen es, verschiedene Parameter bezogen auf die Kurvenprofile zu
ändern. Dazu werden die Registerkarten
Kurvendaten und Kurveninfo verwendet. Mit den anderen Register-
karten können zusätzlich alle Achsenparameter geändert werden. Diese Achsenparameter werden
gemeinsam mit den Kurvenprofilen in die Steuerung heruntergeladen, wenn Sie die Konfigurationsdatei
downloaden.
Die Achsenparameter
Synchronisation sind besonders wichtig, wenn mit Kurvenprofilen gearbeitet wird.
Diese werden im Folgenden beschrieben.
In der „Parameter Referenz” finden Sie eine detaillierte Beschreibung aller Achsenparameter. Oder Sie
drücken [F1], wenn der Textcursor im Parameterfeld steht (z.B. durch Klicken ins das Feld).
Registerkarte Kurvendaten
Kurvenname
Wenn Sie mehrere Kurven editieren, können Sie hier
aussagefähige o
Kurvennamen eingeben. Diese
können bis zu 16 Zeichen lang sein und werden im
„Array”-Feld in der Symbolleiste des CAM-Editors
dargestellt. Diese Namen dienen nur Ihrer Information, die Steuerung benutzt sie nicht.
Kurventyp
Typischerweise sind Kurvenprofile zyklisch; wenn die Steuerung das Ende einer Kurve erreicht, startet sie
wieder von vorn. Daher ist es äußerst wichtig, dass die Steigung (d.h. die Geschwindigkeit) des Kurvenprofils zum Start und Ende der Kurve passt. Dies erlaubt dem Slave-Motor sanft vom Ende der Kurve zurück
zum Start der Kurve zu laufen, so wie die Masterzyklen im Kurvenprofil. Eine Unstetigkeit der Steigung
würde einen harten Geschwindigkeitssprung verursachen, der den Motor oder die angeschlossene Anlage
beschädigen könnte.
Um Drehzahlsprünge bei mehrmaligem Kurvendurchlauf zu verhindern, können Sie zwischen verschiedenen
Kurventypen wählen:
98 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
Page 99
MCO 305 Projektierungshandbuch
__ APOSS Tools __
– Start-/Endsteigung mitteln – Die tatsächliche Slave-Geschwindigkeit ist nicht wichtig, weder am Beginn
noch am Ende des Profils. Der CAM-Editor wählt eine mittlere Steigung um lediglich eine Laufruhe zu
gewährleisten.
– Steigung Kurvenende = Kurvenstart – Die tatsächliche Slave-Geschwindigkeit am Kurvenstart ist wichtig
und sollte nicht geändert werden. Der CAM-Editor gleicht nur die Steigung am Ende an, so dass sie zur
Steigung am Start passt. Die Steigung am Start wird nicht geändert.
– Start-/Endsteigung auf 0 setzen – Der Slave-Motor muss beim Lastwechsel des Masters gestoppt
werden. Der CAM-Editor setzt die Steigung am Start und Ende der Kurve auf 0.
– Start-/Endsteigung definieren – Die tatsächliche Slave-Geschwindigkeit ist bei beiden wichtig, sowohl
beim Start als auch am Ende des Profils. Der Anwender muss explizit die Start- und Endgeschwindigkeiten o
Einstellen. Der CAM-Editor wird den Anwender zwar warnen, wenn die Start- und Endsteigungen
nicht passen, aber es liegt in seiner Verantwortung, zu vermeiden, dass Unstetigkeiten zu Problemen
führen könnten.
– Steigung definieren (sofortige Übernahme) – Der Anwender muss explizit die Start- und Endgeschwindig-
keiten o
ersetzt, sobald die Kurve in der Steuerung aktiviert wird. Dieser Kurventyp ist dazu vorgesehen, eine
vorhandene Kurve durch eine andere Kurve zu ersetzen, bevor die erste Kurve ihren Zyklus beendet hat.
Einstellen. Die Startsteigung wird jedoch durch die tatsächliche aktuelle Geschwindigkeit
ACHTUNG!:
Nicht alle Steuerungsversionen unterstützen alle Kurventypen.
Masterlänge und Slavelänge
Die Masterlänge ist der Abstand, den der Master-Drehgeber fahren muss, um ein Intervall zu beenden; es
ist die horizontale Länge eines Kurvenprofils. Wenn der Master ein Intervall beendet, dann beendet auch der
Slave-Motor ein Intervall, indem er dem Kurvenprofil vom Startpunkt bis zum Endpunkt folgt. Die SlaveLänge ist die Differenz zwischen der Slave-Position vom Anfang bis zum Ende der Kurve.
ACHTUNG!:
Das ist aber nicht das Gleiche wie die vertikale Höhe der Kurve. Falls der Slave zu seiner StartPosition zurückgekehrt ist, wenn der Master ein Intervall beendet hat, ist die Slave-Länge 0, auch
wenn sich der Slave während des Intervalls bewegt hat.
Die Master- und die Slavelänge kann auf drei Arten definiert werden:
1.
Ändern Sie den letzten Fixpunkt durch Doppelklick in der Tabelle der Fixpunkte.
Verschieben Sie den letzten Fixpunkt mit der Maus im Kurvenprofil.
2.
3.
Klicken Sie auf o Einstellen in der Registerkarte Kurvendaten.
Die beiden ersten Methoden ändern die Master- und Slave-Intervall-Länge direkt. o
Registerkarte
Interpolations-Intervalle (siehe unten) gleichzeitig geändert werden kann. Die Slave-Länge kann in diesem
Dialog nicht geändert werden.
Wählen Sie nicht zu kleine Längen für das Masterintervall. Der letzte Fixpunkt kann nicht auf eine Position
bewegt werden, die
– vor dem vorhergehenden Fixpunkt liegt,
Kurvendaten öffnet ein Dialogfenster, in dem sowohl die Masterlänge als auch die Anzahl der
Einstellen in der
– vor einem Start-Stop-Punkt liegt,
– entweder vor dem Korrektur Start oder Korrektur Ende liegt oder
– vor der Master-Markerposition liegt.
MG.33.L5.03 – VLT® ist ein eingetragenes Warenzeichen von Danfoss. 99
Page 100

MCO 305 Projektierungshandbuch
__ APOSS Tools __
Falls es notwendig ist, den letzten Fixpunkt außerhalb dieser Grenzen zu schieben, müssen zuerst die begrenzenden Punkte bzw. Positionen geändert werden. Danach kann der letzte Fixpunkt verschoben werden.
Wenn zum Beispiel der letzte Fixpunkt durch die Master-Markerposition blockiert ist, bewegen Sie die
Master-Markerposition zuerst und dann den letzten Fixpunkt.
Slave-Stop-Position
Bestimmen Sie die Position, zu der der Slave fahren und stoppen soll, wenn im Programm kein „SYNCCSTOP
pnum slavepos” Befehl mit der Variablen „slavepos” gesetzt wurde.
Diese Position wird auch verwendet, wenn SYNCC mit einer bestimmten Anzahl Zyklen startet und keinen
SYNCCSTOP Befehl benutzt.
Ein horizontaler grauer Balken zeigt diese Position im Kurvenprofil.
Position
Korrektur Start / Ende
.
Aktivieren Sie dazu o
; Slave-Stop-
Geben Sie die Masterpositionen ein, bei welcher die Markerkorrektur beginnen und bei welcher sie enden
soll. Achten Sie darauf, dass genügend Zeit bleibt, die Synchronisation zu korrigieren, bevor der Bearbeitungspunkt erreicht wird.
Der Korrekturbereich wird im Kurvenprofil als blaugrauer Balken entlang der x-Achse dargestellt. Aktivieren
Sie dazu o
Master-Marker und Slave-Marker Position
; Korrektur.
Tragen Sie die Masterposition (bzw. bei einer SlaveSynchronisation mit Marker die Slave-Position) ein,
für die der Marker eingerichtet wurde, hier zum
Beispiel der Anfang eines Kartons.
Aus der Master-Markerposition und dem Markerabstand wird die Position der Kurve errechnet, bei
der der Marker erkannt wird. Dies ermöglicht die
Festlegung des Korrekturbereiches.
Wenn o ; Master Marker aktiviert ist, zeigt eine vertikale grüne Linie die Master-Markerposition im Kurven-
profil-Diagramm. Wenn
o ; Slave Marker aktiviert ist, zeigt eine horizontale grüne Linie die Slave-Marker-
position.
Interpolation und Anzahl Intervalle
Steuerungen mit einer älteren Firmware als MCO 5.00 benötigen „Interpolationspunkte” beim Ausführen von
Kurvenprofilen. Für neuere Steuerung ist dies nicht mehr notwendig und dieser Abschnitt kann übersprungen werden. Die Firmware-Version der Steuerung wird im APOSS Kommunikationsfenster gezeigt, wenn die
Steuerung zum ersten Mal mit der APOSS-IDE verbunden wird.
Wenn also das Kurvenprofil für eine ältere Steuerung vorgesehen ist, sollte die Checkbox o
aktiviert
werden, entweder wenn ein neues Kurvenprofil hinzugefügt wird oder mittels o Einstellen. Die
; Interpolation
Checkbox kann nicht direkt in der Registerkarte Kurvendaten aktiviert werden.
Ältere Steuerungen erfordern wesentlich mehr Fixpunkte als neuere Steuerungen. Wenn Interpolation
aktiviert ist, fügt der CAM-Editor automatisch Interpolationspunkte (d.h. „virtuelle” Fixpunkte) in ein gleichmäßig aufgeteiltes „Interpolationsraster” hinzu. Die Größe des Interpolationsintervalls (d.h. der Abstand
zwischen den Interpolationspunkten) bestimmt die Genauigkeit, mit der die Steuerung dem Kurvenprofil
folgen kann und muss vom Anwender gemäß der Genauigkeitsanforderung der Anwendung gewählt werden.
Kleinere Interpolationsintervalle bringen zwar eine höhere Genauigkeit, erzeugen aber mehr Interpolationspunkte und größere Arrays in der Steuerung. Sehr kleine Intervalle können als Folge einer hohen Anzahl
von kurzen Segmenten zu Performance-Problemen der Steuerung führen. Die
Registerkarte
Kurveninfo) sollte nicht kleiner als 20-30 ms sein.
Intervall-Dauer (siehe
100 MG.33.L5.03 – VLT
®
ist ein eingetragenes Warenzeichen von Danfoss.
 Loading...
Loading...