

Campbell Hausfeld WS4369, WS4469, IN973900AV User Manual

See Warranty on page 12 for important information about the use of this product.
Operating Instructions and Parts Manual WS4369 and WS4469
Please read and save these instructions. Read carefully before attempting to assemble, install, operate or maintain the product described.
Protect yourself and others by observing all safety information. Failure to comply with instructions could result in personal injury and/or
property damage! Retain instructions for future reference.
Shielded Metal
Arc Welder
Table of Contents
Descripion . . . . . . . . . . . . . . . . . . . . . . .1
Unpacking . . . . . . . . . . . . . . . . . . . . . . .1
Specifications. . . . . . . . . . . . . . . . . . . . .1
Circuit Requirements . . . . . . . . . . . . . .2
Components and Controls . . . . . . . . . .2
Safety Guidelines . . . . . . . . . . . . . . . . .2
General Safety Information . . . . . . 2 - 4
Glossary of Terms . . . . . . . . . . . . . . . . .5
Installation. . . . . . . . . . . . . . . . . . . . . . .6
Operation . . . . . . . . . . . . . . . . . . . . . . .6
Welding Guidelines. . . . . . . . . . . . . 7 - 9
General. . . . . . . . . . . . . . . . . . . . . . .7
Striking an Arc . . . . . . . . . . . . . . . . .7
Arc Welding Basics. . . . . . . . . . . . . .7
Electrode Type and Size. . . . . . . . . .7
AWS Electrode Classification. . . . . .7
Commonly Used Electrodes. . . . . . .8
Current . . . . . . . . . . . . . . . . . . . . . . .8
Weld Angle. . . . . . . . . . . . . . . . . . . .8
Arc Length . . . . . . . . . . . . . . . . . . . .8
Travel Speed . . . . . . . . . . . . . . . . . . .8
Slag Removal . . . . . . . . . . . . . . . . . .8
Welding Positions . . . . . . . . . . . . . .9
Weld Pass . . . . . . . . . . . . . . . . . . . . .9
Maintenance . . . . . . . . . . . . . . . . . . . .10
Troubleshooting Chart . . . . . . . . . . . .10
Replacement Parts List . . . . . . . . . . . .11
Warranty . . . . . . . . . . . . . . . . . . . . . . .12
Description
These Campbell Hausfeld electric arc
(stick) welding machines run on 230
volt, single phase input power. These
welders are equipped with infinite
amperage control to accurately
select the proper current needed for
various welding conditions. Internal
components are thermostatically
protected.
These welding systems are designed
for use with the Shielded Metal Arc
Welding (SMAW) process. As delivered
from the factory, these welders can
weld with up to 5/32 inch diameter
electrodes.
Model WS4369 is an AC output welder.
Model WS4469 is an AC and DC output
welder. There are two levels of AC
output on each machine. The cable with
the ground clamp is inserted into the
AC COM socket and the cable with the
electrode holder is inserted into the
AC LO or AC HI socket, depending on
the output current range needed. The
WS4469 has two extra sockets labeled
DC+ and DC-. The cables are connected
to these sockets for DC welding. The
polarity is dependent on the output
needed. Do not try to use more than
one pair of sockets at a time.
Unpacking
After unpacking the unit, inspect
carefully for any damage that may
have occurred during transit. Check
for loose, missing or damaged parts.
Make sure to tighten fittings, bolts,
etc., before putting unit into service.
Check to be sure all supplied accessories
are enclosed with the unit. In case of
questions, damaged or missing parts,
please call 1-800-746-5641 for customer
assistance.
Specifications
WS4369 Output
Weld Voltage . . . . . . . . . . . . 33 V AC
Weld Current . . . . . . . . . . . 225 A AC
Duty Cycle . . . . . . . . . . . . . . . . . . 20%
Maximum Open
Circuit Voltage . . . . . . . . . . . 75 V AC
WS4469 Output
Weld Voltage . . . . 33 V AC / 25 V DC
Weld Current . . 225 A AC / 160 A DC
Duty Cycle . . . . . . . . . . . . . . . . . . 20%
Maximum Open
Circuit Voltage . . . 75 V AC / 70 V DC
Input Voltage . . . . . . . . . . . 230 V AC
Input Current . . . . . . . . . . . . . . . 50 A
Input Frequency . . . . . . . . . . . . 60 Hz
Circuit Breaker or
Slow Blow Fuse . . . . . . . . . . . . . . 50 A
Power Cord Length . . . . . . . . . . 6 FT
Electrode Cord Length . . . . . . . 14 FT
Grounding Cord Length . . . . . . . 6 FT
REMINDER: Keep your dated proof of purchase for warranty purposes!
© 2009 Campbell Hausfeld/Scott Fetzer
Attach it to this manual or file it for safekeeping.
For parts, product & service information
visit www.chpower.com or call 1-800-746-5641
IN973900AV 6/09
Operating Instructions and Parts Manual
WS4369 and WS4469
Circuit Requirements
This equipment
requires a
dedicated 230 volt circuit. Refer to the
Specifications section for the correct
circuit breaker or fuse rating. Do not
run other appliances, lights, or tools
on this circuit while operating this
equipment. Extension cords are not
recommended. Blown fuses and tripped
circuit breakers can result from failure
to comply with this recommendation.
The electrode holder
is "live" (has current
potential) when machine is turned on.
Safety Guidelines
This manual contains information
that is very important to know and
understand. This information is
provided for SAFETY and to PREVENT
EQUIPMENT PROBLEMS. To help
recognize this information, observe the
following symbols.
Danger indicates
an imminently
hazardous situation which, if not
avoided, WILL result in death or serious
injury.
Warning indicates
a potentially
hazardous situation which, if not
avoided, COULD result in death or
serious injury.
Caution indicates
a potentially
hazardous situation which, if not
avoided, MAY result in minor or
moderate injury.
Notice indicates
important
information, that if not followed, may
cause damage to equipment.
General Safety Information
CALIFORNIA PROPOSITION 65
The cables on this
product may contain
chemicals, including lead, known to
the State of California to cause cancer
and birth defects or other reproductive
harm. Wash hands after handling.
To request Material Safety Data Sheet
(MSDS), visit the Internet at www.
chpower.com or call 1-800-746-5641.
This product, when
used for welding,
produces fumes or gases which contain
chemicals known to the State of
California to cause birth defects (or
other reproductive harm) and, in some
cases, cancer (California Health & Safety
Code Section 25249.5 et seq.)
GENERAL
• Before starting or
servicing any electric
arc welder, read and
understand all instructions. Failure
to follow safety precautions or
instructions can cause equipment
damage and or serious personal
injury or death. For additional
safety information, obtain a copy
of ANSI Standard Z49.1 - Safety
in Welding and Cutting. This
publication may be ordered from
the American Welding Society, 550
NW LeJeune Road, Miami, FL 33126
MANUAL
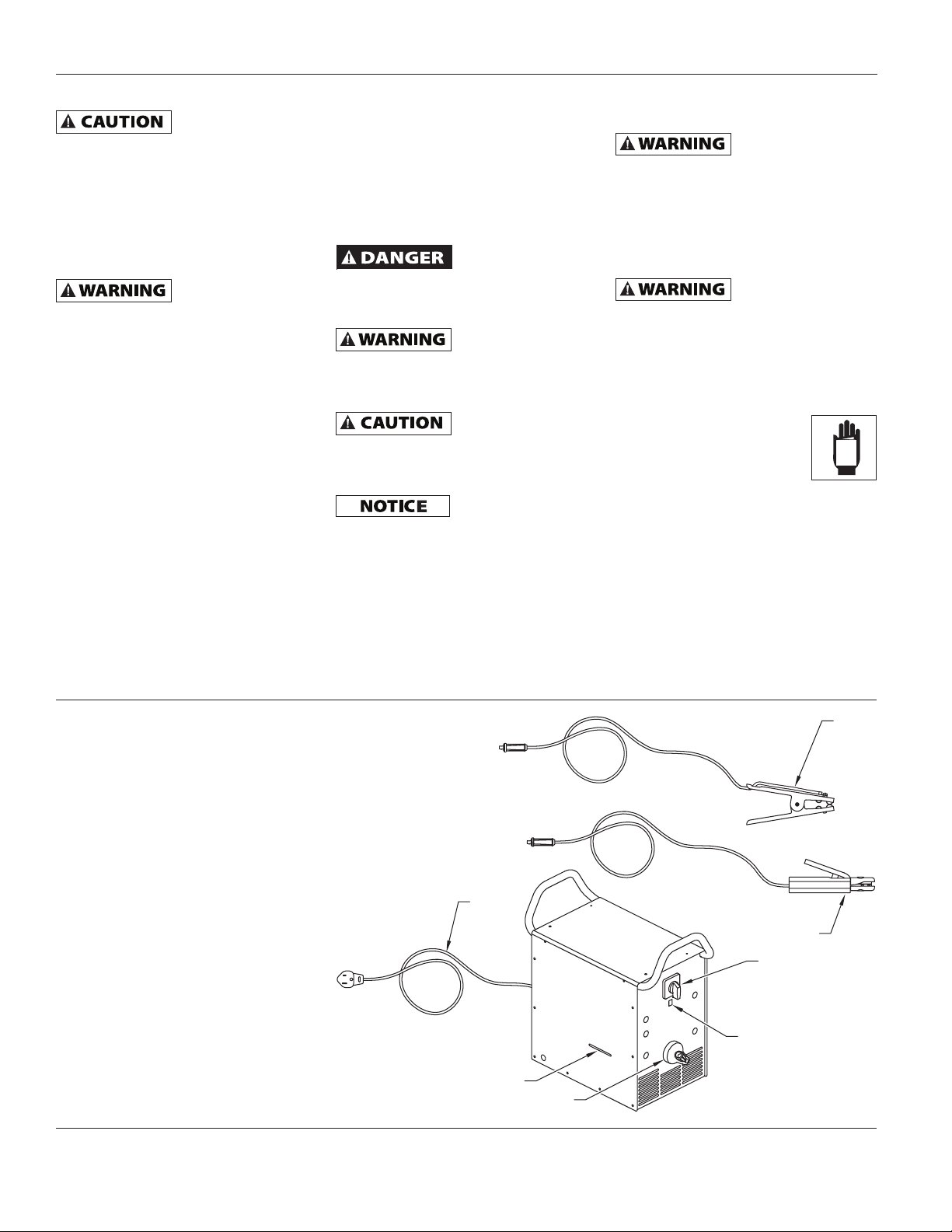
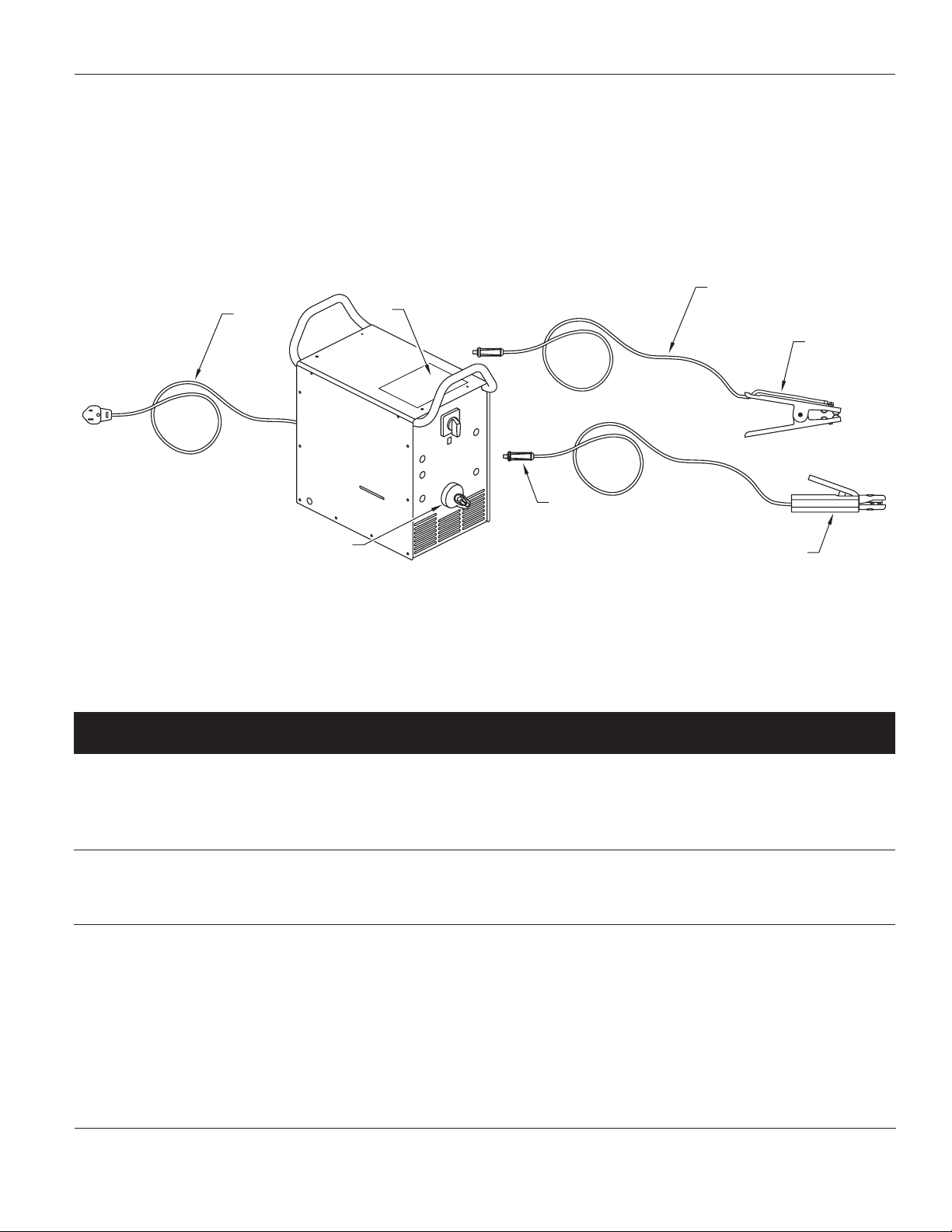
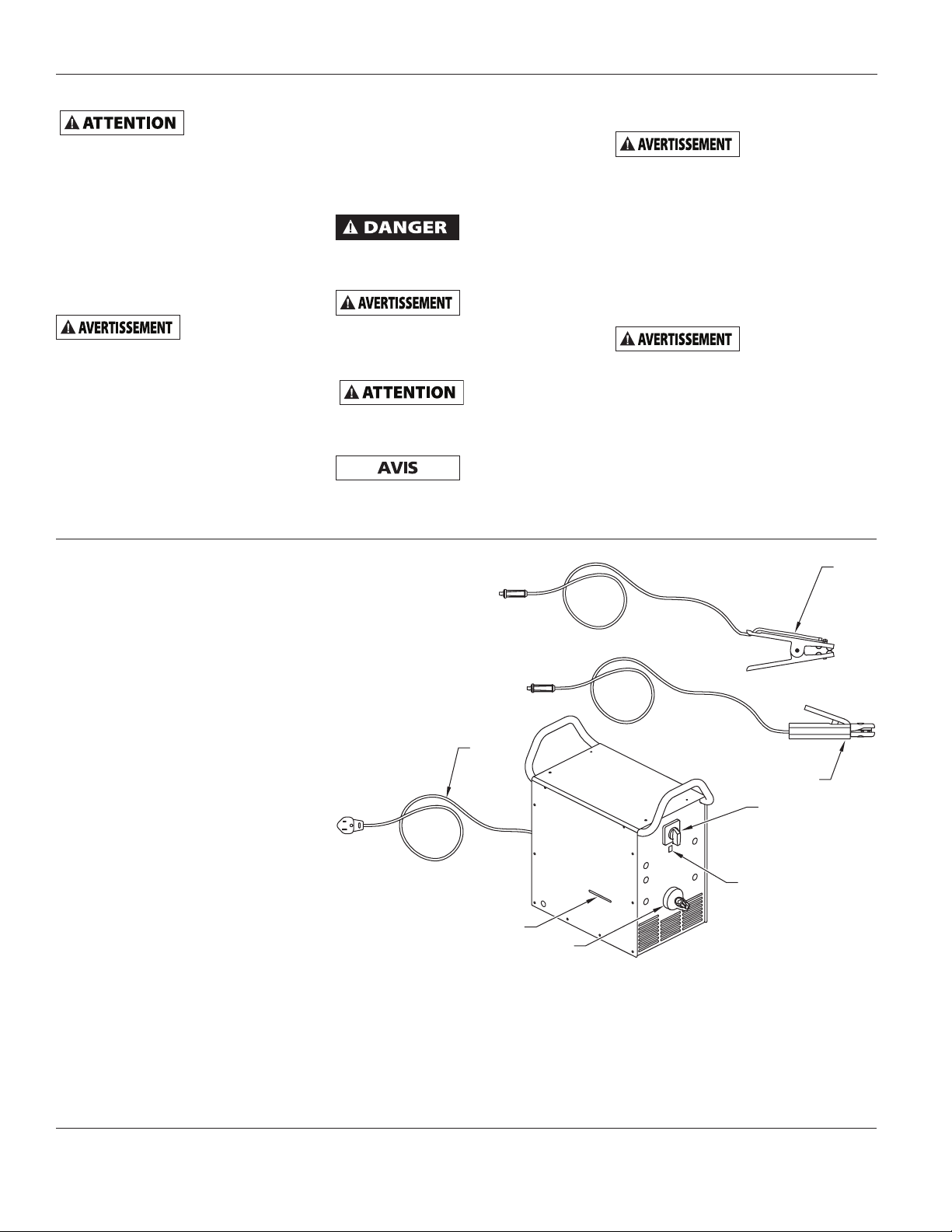
Components and Controls
1. Work Clamp – connect to work
piece
2. Electrode Holder – holds welding
electrode.
3. Power Cord – plug into 230 volt
outlet.
4. ON / OFF Switch
5. Infinite Amperage Control Knob –
turns clockwise to increase
amperage and counterclockwise to
decrease amperage.
6. Welding Amp Indicator – as the
amperage control knob (5) is
rotated, the amperage indicator
moves, displaying approximate
weld amps.
7. Overload Indicator Light – lights
when duty cycle exceeded.
www.chpower.com
1
3
2
4
7
6
5
Figure 1
2
Operating Instructions and Parts Manual
WS4369 and WS4469
General Safety Information
(Continued)
Always
keep a
fire extinguisher accessible
while performing arc welding
operations.
• All installation, maintenance, repair
and operation of this equipment
should be performed by qualified
persons only in accordance with
national, state, and local codes.
Improper
use of
electric arc welders can cause
electric shock, injury, and
death! Take all precautions
described in this manual to reduce the
possibility of electric shock.
• Verify that all components of the
arc welder are clean and in good
condition prior to operating the
welder. Be sure that the insulation
on all cables, electrode holders,
and power cords is not damaged.
Always repair or replace damaged
components before operating
the welder. Always keep welder
panels, shields, etc. in place when
operating the welder.
• Always wear dry protective clothing
and welding gloves, and insulated
footwear.
• Always operate the welder in a
clean, dry, well ventilated area. Do
not operate the welder in humid,
wet, rainy, or poorly ventilated
areas.
• Be sure that the work piece is
properly supported and grounded
prior to beginning any electric arc
welding operation.
• Coiled welding cable should be
spread out before use to avoid
overheating and damage to
insulation.
Never immerse
the electrode
or electrode holder in water. If the
welder becomes wet for any reason, be
absolutely certain that it is completely
clean and dry prior to attempting use!
• Always shut the equipment off and
unplug the power prior to moving
the unit.
• Always attach the ground lead first.
• Verify that the work piece is
securely grounded.
• Always shut off electric arc welding
equipment when not in use and
remove the electrode from the
holder.
• Never allow any part of the body to
touch the electrode and ground or
grounded work piece at the same
time.
• Awkward welding conditions
and positions can be electrically
hazardous. When crouching,
kneeling or at elevations, be sure to
insulate all conductive parts, wear
appropriate protective clothing,
and take precautions to prevent
injury from falls.
• Never attempt to use this
equipment at current settings
or duty cycles higher than those
specified on the equipment labels.
• Never use an electric arc welder to
thaw frozen pipes.
Flying
sparks
and hot metal can cause
injury. As welds cool, slag
can be thrown off. Take all
precautions described in this manual
to reduce the possibility of injury from
flying sparks and hot metal.
• Wear ANSI approved face shield
or safety glasses with side shield
protection when chipping or
grinding metal parts.
• Wear ear plugs when welding
overhead to prevent spatter or slag
from falling into ears.
Electric
arc welding operations
produce intense light and
heat and ultraviolet (UV)
rays. This intense light and UV rays can
cause injury to eyes and skin. Take all
precautions described in this manual to
reduce the possibility of injury to eyes
and skin.
• All persons operating this
equipment or in the area while
equipment is in use must wear
protective welding gear including:
welding helmet or shield with
proper shade as specified in the
following chart, flame resistant
clothing, leather welding gloves,
and full foot protection.
Current (Amps) Filter Shade
Up to 160 Amps 10
160 to 250 Amps 12
Never look at arc
welding operations
without eye protection as described
above. Never use a shade filter lens
that is cracked, broken, or rated below
number 10. Warn others in the area not
to look at the arc.
Electric
arc
welding operations cause
sparks and heat metal to
temperatures that can cause
severe burns! Use protective gloves and
clothing when performing any metal
working operation. Take all precautions
described in this manual to reduce the
possibility of skin and clothing burns.
• Make sure that all persons in the
welding area are protected from
heat, sparks, and ultraviolet rays.
Use additional face shields and
flame resistant barriers as needed.
• Never touch work pieces until
completely cooled.
Heat and
sparks
produced during electric arc
welding and other metal
working operations can ignite
flammable and explosive materials! Take
all precautions described in this manual
to reduce the possibility of flames and
explosions.
• Remove all flammable materials
within 35 feet (10.7 meters) of
welding arc. If removal is not
possible, tightly cover flammable
materials with fire proof covers.
• Do not operate any electric arc
welder in areas where flammable
or explosive vapors may be present.
Take precautions to be sure that
flying sparks and heat do not cause
flames in hidden areas, cracks,
behind bulkheads, etc.
www.chpower.com
3
Operating Instructions and Parts Manual
General Safety Information
(Continued)
Fire
hazard!
Do not weld on containers
or pipes that contain or
have contained flammable
materials or gaseous or liquid
combustibles.
Arc
welding
closed cylinders or containers
such as tanks or drums
can cause explosion if
not properly vented! Verify that any
cylinder or container to be welded has
an adequate ventilation hole, so that
expanding gases can be released.
Do not
breathe
fumes that are produced by
the arc welding operation.
These fumes are dangerous.
If the welding area cannot be
adequately ventilated, be sure to use an
air-supplied respirator.
• Keep the head and face out of the
welding fumes.
• Do not perform electric arc welding
operations on metals that are
galvanized or cadmium plated, or
contain zinc, mercury, or beryllium
without completing the following
precautions:
a. Remove the coating from the
base metal.
b. Make sure that the welding area
is well ventilated.
c. Use an air-supplied respirator.
Extremely toxic fumes are created when
these metals are heated.
The electromagnetic field
that is generated during
arc welding may interfere
with the operation of various electrical
and electronic devices such as cardiac
pacemakers. Persons using such devices
should consult with their physician prior
to performing any electric arc welding
operations.
• Route the electrode and work
cables together and secure with
tape when possible.
• Never wrap arc welder cables
around the body.
• Always position the electrode and
work leads so that they are on the
same side of the body.
• Exposure to electromagnetic fields
during welding may have other
health effects which are not known.
Always be sure that
the welding area
is secure and free of hazards (sparks,
flames, glowing metal or slag) prior to
leaving. Be sure that the equipment is
turned off and electrode is removed. Be
sure that cables are loosely coiled and
out of the way. Be sure that all metal
and slag has cooled.
WS4369 and WS4469
ADDITIONAL SAFETY STANDARDS
ANSI Standard Z49.1 from
American Welding Society,
550 NW LeJeune Road, Miami FL 33126
Safety and Health Standards
OSHA 29 CFR 1910, from
U.S. Government Printing Office,
732 North Capital Street NW,
Washington DC 20401
National Electrical Code
NFPA Standard 70, from
National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269
Safe Handling of Compressed Gases in
Cylinders
CGA Pamphlet P-1, from
Compressed Gas Association, 1235
Jefferson Davis Highway, Suite 501,
Arlington, VA 22202
Code for Safety in Welding and Cutting
CSA Standard W117.2, from
Canadian Standards Association,
Standards Sales, 178 Rexdale Boulevard,
Rexdale, Ontario, Canada M9W 1R3
Cutting And Welding Processes
NFPA Standard 51B, from
National Fire Protection Association,
Batterymarch Park, Quicy, MA 02269
Safe Practices For Occupational And
Educational Eye And Face Protection
ANSI Standard Z87.1, from
American National Standards Institute,
1430 Broadway, New York, NY 10018
Refer to the Material Safety Data Sheets
and the manufacturers instructions
for metals, electrodes, coatings and
cleaners.
www.chpower.com
4

Operating Instructions and Parts Manual
WS4369 and WS4469
Glossary of Terms
AC or Alternating Current - electric
current that reverses direction
periodically. Sixty cycle current travels in
both directions sixty times per second.
Arc Length - the distance from the
end of the electrode to the point where
the arc makes contact with the work
surface.
Base Metal - the material to be
welded.
Butt Joint - a joint between two
members aligned approximately in the
same plane.
Crater - a pool, or pocket, that is
formed as the arc comes in contact with
the base metal.
DC or Direct Current - electric current
which flows only in one direction.
The polarity (+ or -) determines which
direction the current is flowing.
DC Reverse Polarity - occurs when
the electrode holder is connected to the
positive pole of the welding machine.
Reverse Polarity directs more heat
into melting the electrode rather then
the work piece. It is used on thinner
material.
DC Straight Polarity - occurs when
the electrode holder is connected to the
negative pole of the welding machine.
With straight polarity more heat is
directed to the work piece for better
penetration on thicker material.
Electrode - a coated metal wire having
approximately the same composition as
the material being welded.
Fillet Weld - approximately a triangle
in cross-section, joining two surfaces at
right angles to each other in a lap, T or
corner joint.
Flux - a coating, when heated, that
produces a shielding gas around the
welding area. This gas protects the
parent and filler metals from impurities
in the air.
Flux Cored Arc Welding (FCAW) -
also called Gasless, is a welding process
used with a wire-feed welding machine.
The weld wire is tubular with flux
material contained inside for shielding.
Gas Metal Arc Welding (GMAW) -
also called MIG, is a welding process
used with a wire feed welding machine.
The wire is solid and an inert gas is used
for shielding.
Gas Tungsten Arc Welding (GTAW) -
also called TIG, is a welding process used
with welding equipment with a high
frequency generator. The arc is created
between a non-consumable tungsten
electrode and the work piece. Filler
metal may or may not be used.
Lap Joint - a joint between two
overlapping members in parallel planes.
Open Circuit Voltage (OCV) - the
voltage between the electrode and
the ground clamp of the welding
machine when no current is flowing
(not welding). The OCV determines how
quickly the arc is struck.
Overlap - occurs when the amperage is
set too low. In this instance, the molten
metal falls from the electrode without
actually fusing into the base metal.
Porosity - gas pockets, or cavities,
formed during weld solidification. They
weaken the weld.
Penetration - the depth into the work
piece that has been heat effected by
the arc during the welding process. A
good weld achieves 100% penetration
meaning that the entire thickness of
the work piece has been heated and
resolidified. The heat effected area
should be easily seen on the opposite
side of the weld.
Shielded Metal Arc Welding
(SMAW) - also called Stick, is a welding
process with uses a consumable
electrode to support the arc. Shielding
is achieved by the melting of the flux
coating on the electrode.
Slag - a layer of flux soot that
protects the weld from oxides and
other contaminants while the weld is
solidifying (cooling). Slag should be
removed after weld has cooled.
Spatter - metal particles thrown from
the weld which cool and harden on the
work surface. Spatter can be minimized
by using a spatter resistant spray on the
work piece before welding.
Tack Weld - weld made to hold parts in
proper alignment until final welds are
made.
Travel Angle - the angle of the
electrode in the line of welding. It varies
from 5º to 45º depending on welding
conditions.
T Joint - made by placing the edge of
one piece of metal on the surface of
the other piece at approximately a 90º
angle.
Undercut - a condition that results
when welding amperage is too high.
The excessive amperage leaves a groove
in the base metal along both sides of
the bead which reduces the strength of
the weld.
Weld Pool or Puddle - a volume of
molten metal in a weld prior to its
solidification as weld metal.
Weld Bead - a narrow layer or layers of
metal deposited on the base metal as
the electrode melts. Weld bead width
is typically twice the diameter of the
electrode.
Work Angle - the angle of the
electrode from horizontal, measured at
right angles to the line of welding.
www.chpower.com
5

Operating Instructions and Parts Manual
WS4369 and WS4469
Installation
LOCATION
Selecting the proper location can
significantly increase performance,
reliability and life of the arc welder.
• For best results locate the welder
in an environment that is clean and
dry. Avoid locations exposed to high
temperature, high humidity, dust
and corrosive fumes. High humidity
causes moisture condensation on
electrical components. Moisture can
contribute to corrosion and short
electrical components. Dust and dirt
in the welder retain moisture and
increase wear of moving parts.
• Place the welder in an area that
provides at least twelve inches
(305 mm) of ventilation space at
both the front and rear of the unit.
Keep all obstructions away from
this ventilation space.
• Store electrodes in a clean, dry
location with low humidity to
preserve the flux coating.
• The welder control panel contains
information regarding proper input
voltage and amperage. Follow the
specifications on the welder front
panel.
• The receptacle used for the welder
must be properly grounded and
the welder must be the only load
on the power supply circuit. Refer
to the Circuit Amps chart under
Specifications for correct circuit
capacity.
• The use of an extension cord is
not recommended for electric arc
welding machines. The voltage
drop in the extension cord
may significantly degrade the
performance of the welder.
Operation
1. Be sure to read, understand, and
comply with all precautions in the
General Safety Information section.
Be sure to read the entire section
entitled Welding Guidelines prior to
using this equipment.
2. Turn welder off and plug into
appropriate receptacle: 230V-50
Amp
3. Verify that the surfaces of metals
to be joined are free from dirt,
rust, paint, oil, scale or other
contaminants. These contaminants
make welding difficult and cause
poor welds.
All persons
operating this
equipment or in the area while
equipment is in use must wear
protective welding gear including: eye
protection with proper shade (minimum
shade 10), flame resistant clothing,
leather welding gloves, and full foot
protection.
If heating, welding,
or cutting materials
that are galvanized, zinc plated,
lead, or cadmium plated refer to the
General Safety Information Section for
instructions. Extremely toxic fumes are
created when these metals are heated.
4. Connect the ground clamp to the
work piece or workbench (if metal).
Make sure the contact is secure, and
not obstructed by paint, varnish,
corrosion, or non-metallic materials.
5. Insert the exposed part of the
electrode (the end with no flux)
into the jaws of the electrode
holder.
6. Set the amperage adjustment
knob to the proper amperage for
the electrode diameter. Refer to
the following chart for proper
electrode current settings.
Electrode
Diameter
Current Setting
(Amps)
3/32 inch (2.5 mm) 60-110
1/8 inch (3.2 mm) 110-160
5/32 inch (4.0 mm) 150-230
The electrode
holder and rod
are electrically "hot"(have current
potential) when the welder is on.
Grounding against any metallic surface
may produce an arc which could cause
sparks and damage eyesight.
7. Hold the electrode and holder away
from the grounded work piece or
workbench. Turn on the welder.
8. Position the electrode to begin
weld, lower the welding helmet or
position the hand shield, and strike
an arc. Adjust weld amperage as
needed.
9. When finished welding, turn
welder off and store properly.
DUTY CYCLE / THERMOSTATIC
PROTECTION
Welder duty cycle is the percentage of
actual weld time that can occur in a ten
minute interval. For example, at a 20%
duty cycle, actual welding can occur for
two minutes, then the welder must cool
for eight minutes.
Internal components of this welder are
protected from overheating with an
automatic thermal switch. A yellow
lamp is illuminated on the control panel
if the duty cycle is exceeded. Welding
operations may continue when the
yellow lamp is no longer illuminated.
www.chpower.com
6
Operating Instructions and Parts Manual
WS4369 and WS4469
Welding Guidelines
GENERAL
This line of welding machines utilizes
a process known as Shielded Metal-Arc
Welding (SMAW). This process is used
to bond metals by heating them with
an electric arc created between the
electrode and the work piece.
Electrodes used for shielded metal arc
welding have two parts. The inner
core is a metal rod or wire that should
be similar in composition to the base
metal. The outer coating is called
flux. Various types of flux exist. Each
coating is used for a particular welding
situation.
While the metal is molten, it can be
contaminated by elements in the air.
This contamination could weaken
the weld. The flux coating creates
a protective barrier called slag that
protects the molten metal from
contaminants.
When current (amperage) flows
through the circuit to the electrode, an
arc is formed between the end of the
electrode and the work piece. The arc
melts the electrode and the work piece.
The melted metal of the electrode flows
into the molten crater and forms a
bond with the work piece as shown in
Figure 5.
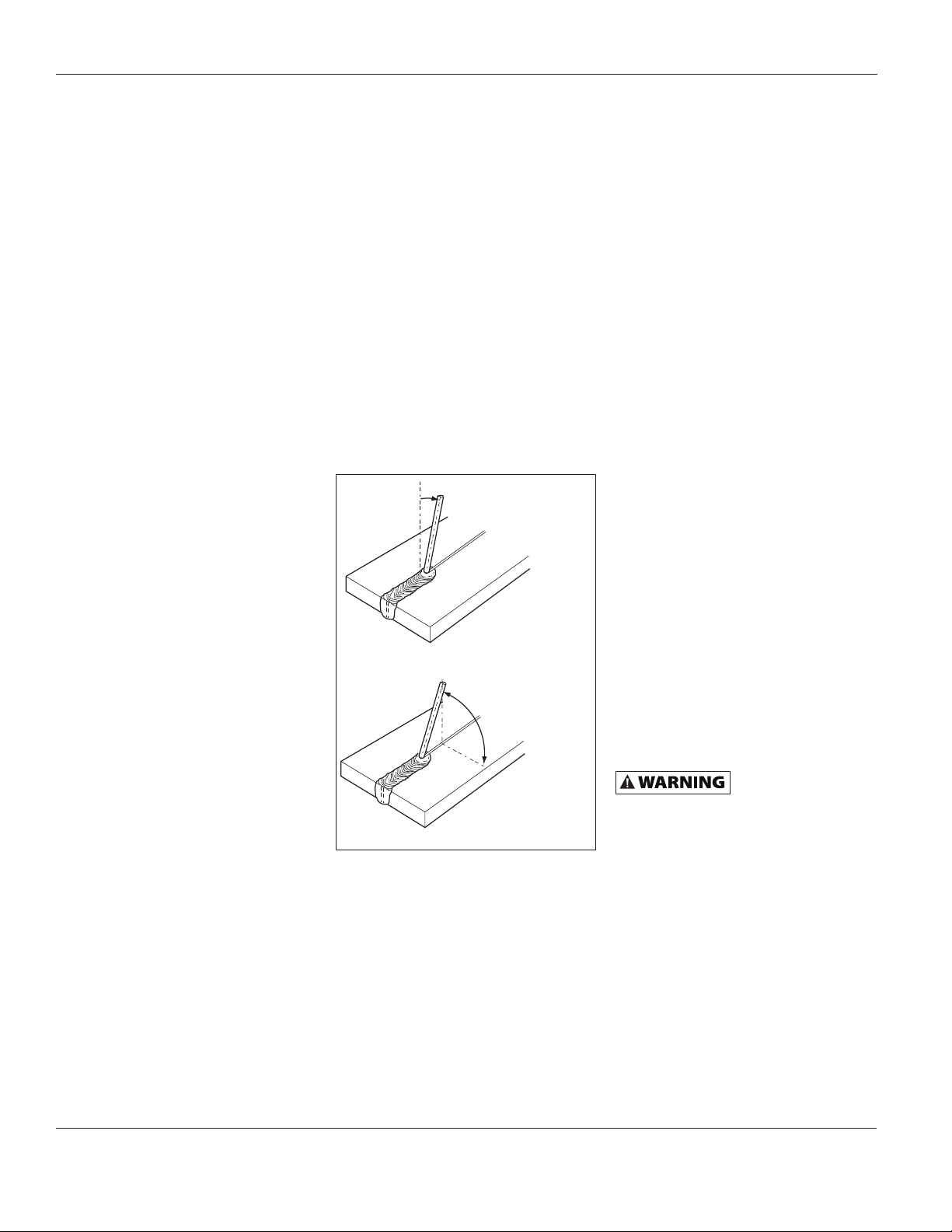
STRIKING AN ARC
Place the bare end of the electrode in
the holder. Grip the holder lightly to
reduce tiring of the hand and arm.
NOTE: Always keep the jaws of the
holder clean to insure good electrical
contact with the electrode.
Be careful not to
touch the work piece
or welding bench with the electrode as
this causes arc flashes.
There are two methods which can
be used to start or strike the arc; the
tapping method and the scratching
method. In the tapping method, the
electrode is brought straight down and
tapped on the work piece. With the
scratching method, drag the electrode
at an angle along the surface much
like striking a match. Regardless of
method, upon contact with the plate,
immediately raise the electrode a
distance equal to the diameter of the
electrode or it will stick to the surface.
Always hold the electrode pointed into
the weld (See Figure 6).
Same as
electrode
diameter
ARC WELDING BASICS
Five basic techniques affect weld quality.
These are: electrode selection, current
setting, weld angle, arc length, and
travel speed. Proper implementation of
these techniques is necessary for good
weld quality.
ELECTRODE TYPE AND SIZE
The correct choice of electrode type
involves a variety of factors, such as
welding position, work piece material
type, thickness, and condition of
surface to be welded. The American
Welding Society, AWS, has set up certain
requirements for each type of electrode.
All electrodes are classified into five
main groups: mild steel, high-carbon
steel, special alloy steel, cast iron, and
nonferrous such as aluminum. The
majority of arc welding is done with the
electrodes in the mild steel group. The
electrode material should corres- pond
with the work piece material.
Flux coatings are made for use with
either AC (alternating current), DC
(direct current) reverse polarity, or
DC straight polarity, although some
function well on both AC and DC
current.
AWS ELECTRODE CLASSIFICATION
E - 6 0 1 3
Wire
Flux
Weld
Slag
Crater
Figure 5
Work Piece
NOTE: Discontinue using and discard
electrodes that burn down to 1 to 2
inches from the electrode holder.
Same as
electrode
diameter
Figure 6
NOTE: Should the electrode stick to the
work piece, break it loose by quickly
twisting or bending at the holder
while pulling upward. If the electrode
does not break loose, disengage the
electrode by releasing it from the
holder.
E = Electrode
60 = Mild steel
70 = High strength
Steel
1 = Electrode can
be used in all
positions
2 = Electrode is
restricted for
use in flat or
horizontal
position only
Flux type
www.chpower.com
7
Operating Instructions and Parts Manual
WS4369 and WS4469
Welding Guidelines
(Continued)
COMMONLY USED ELECTRODES
1. E-6011 Deep Penetrating
• The strong arc force and rapid
solidification of the metal makes
vertical and overhead welding
easier with this rod.
• Where time does not permit rust,
scale or paint removal, this rod
penetrates rapidly and easily.
• Acceptable for AC or DC welding
current (reverse polarity).
2. E-6013 General Purpose
• All position, smooth deposit rod
with low spatter.
• For all mild steel and general
purpose work.
• Acceptable for AC or DC welding
current (straight or reverse
polarity).
3. E-7014 Iron Powder
• A general purpose "drag" rod for
all positions.
• Ideal for situations where fit
between metal pieces is poor.
• The iron powder in the flux coating
combines with the filler rod to
make a smooth deposit with very
little spatter.
• Ideal for ornamental work.
• Acceptable for AC or DC welding
current (reverse polarity).
4. E-7018 Low Hydrogen
• An all position high strength
electrode designed to produce low
hydrogen content combined with
excellent mechanical properties.
• Acceptable for AC or DC welding
current (reverse polarity).
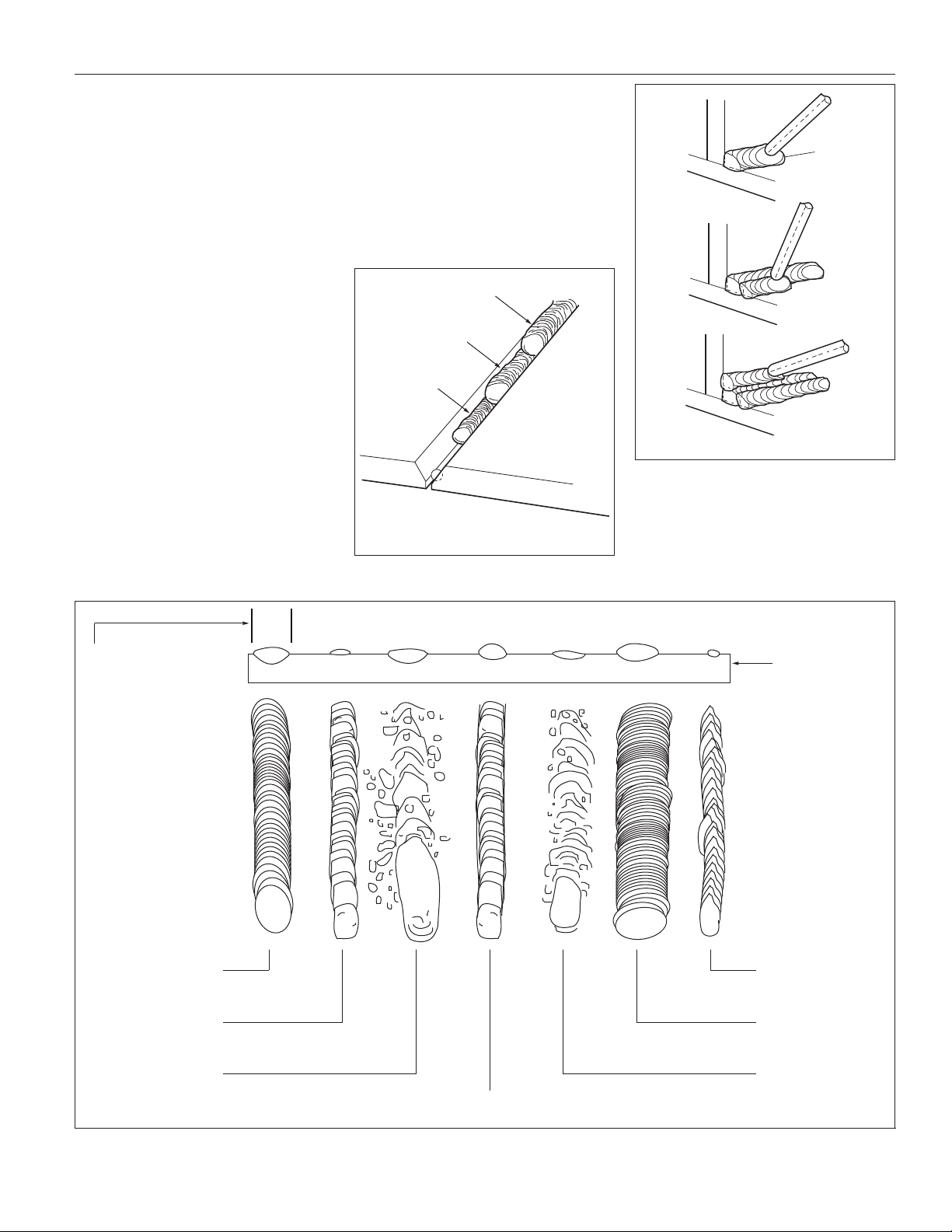
CURRENT
The correct current involves the
adjustment of the welding machine
to the required amperage setting.
Current represents the actual flow of
electricity and is regulated by a knob on
the welder. The current used depends
on the size (diameter) and type of
electrode used, position of the weld,
and the thickness of the work piece.
www.chpower.com
Consult specifications listed on the
electrode package or generalized chart
in the Operation section. Excessive
current burns through light metals,
and the weld bead is flat and porous or
the bead undercuts the work piece (See
Figure 8). The bead appears high and
irregular if the current is too low.
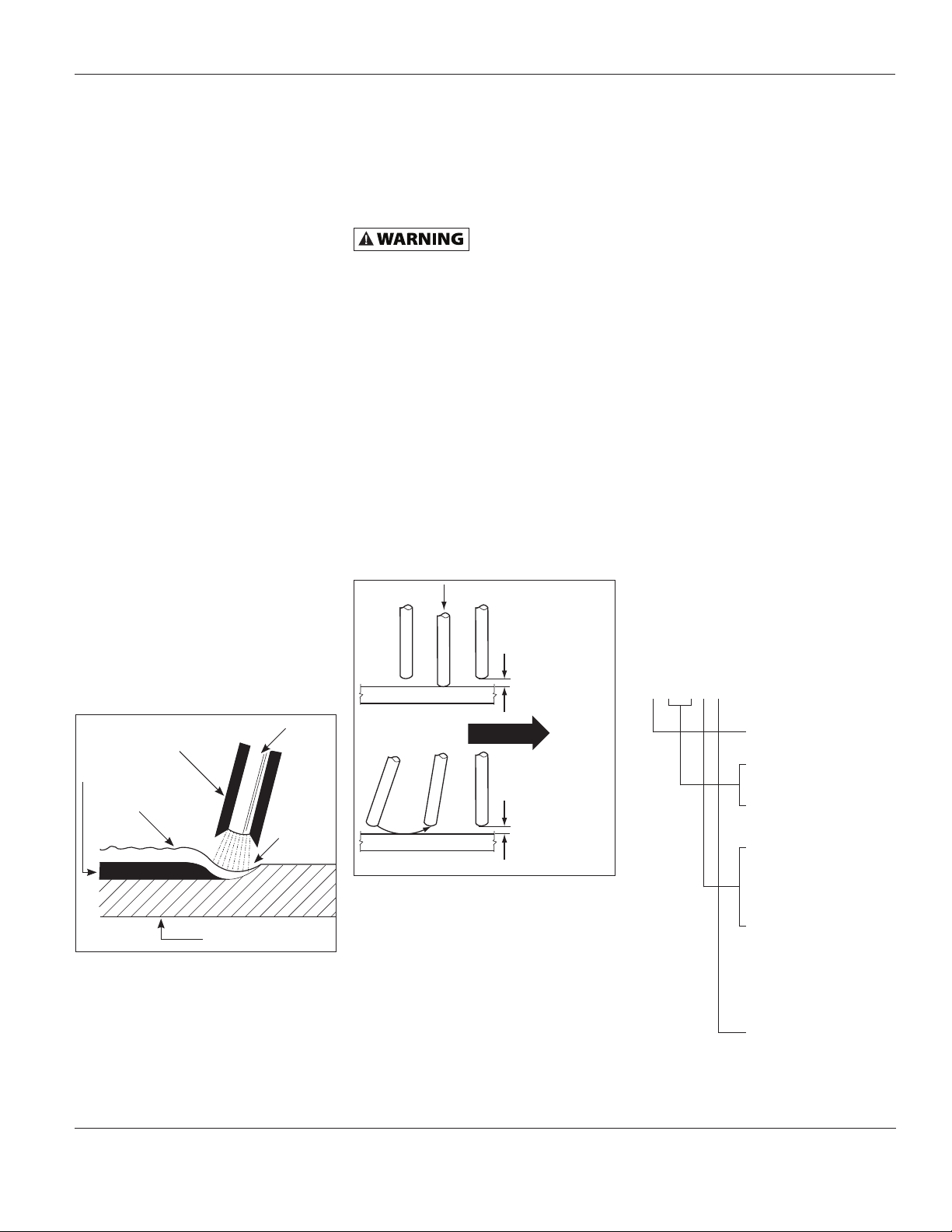
WELD ANGLE
Weld angle is the angle at which the
electrode is held during the welding
process. Using the correct angle
ensures proper penetration and bead
formation. As different welding
positions and weld joints become
necessary, electrode angle becomes
an increasingly important factor in
obtaining a satisfactory weld. Electrode
angle involves two positions - travel
angle and work angle (See Figure 7).
5º - 45º
Travel Angle
Travel Angle
Work Angle
Work Angle
Figure 7 - Weld Angle
Travel angle is the angle in the line
of welding and may vary from 5º to
45º from the vertical, depending on
welding conditions.
Work angle is the angle from
horizontal, measured at right angles to
the line of welding.
For most applications, a 45º travel
angle and 45º work angle is sufficient.
For specific applications, consult an arc
welding handbook.
NOTE: Right handed welders should
weld from left to right. Left handed
welders should weld from right to left.
The electrode should always point into
the weld puddle as shown.
ARC LENGTH
Arc length is the distance from the
work piece to the tip of the electrode,
the distance which the arc must travel.
A proper arc length is essential to
generate the heat needed for welding
(See Figure 8). An arc that is too long
produces an unstable arc, reduces
penetration, increases spatter, and
causes flat and wide beads. Too short
an arc does not create enough heat to
melt the work piece, the electrode has
a tendency to stick, penetration will be
poor, and uneven beads with irregular
ripples result. A proper arc should be
no longer then the diameter of the rod.
The sound of a proper arc is a steady,
crisp sizzle, similar to bacon frying.
TRAVEL SPEED
The travel speed is the rate at which
the electrode is moved across the weld
area. Factors such as diameter and
type of electrode, amperage, position,
and work piece material thickness all
effect the speed of travel necessary for
completing a good weld (See Figure 8).
When the speed is too fast, the bead is
narrow and bead ripples are pointed
as shown. When the speed is to slow,
the weld metal piles up and the bead is
high and wide.
SLAG REMOVAL
Wear ANSI approved
safety glasses (ANSI
Standard Z87.1) and protective clothing
when removing slag. Hot, flying debris
can cause personal injury to anyone in
the area.
After completing the weld, wait for the
welded sections to cool. A protective
coating called slag now covers the weld
bead which prevents contaminants in
the air from reacting with the molten
metal. Once the weld cools to the point
that it is no longer glowing red, the slag
can be removed. Removal is done with
a chipping hammer. Lightly tap the slag
with the hammer and break it loose
from the weld bead. The final clean-up
is done with a wire brush. When making
multiple weld passes, remove the slag
before each pass.
8
Operating Instructions and Parts Manual
WS4369 and WS4469
Welding Guidelines
(Continued)
WELDING POSITIONS
Four basic welding positions can be
used; flat, horizontal, vertical, and
overhead. Welding in the flat position
is easier than any of the others because
welding speed can be increased, the
molten metal has less tendency to run,
better penetration can be achieved, and
the work is less fatiguing. Welding is
performed with the electrode at a 45º
travel angle and 45º work angle.
Other positions require different
techniques such as a weaving pass,
circular pass, and jogging. A higher
skill level is required to complete these
welds.
Overhead welding is the least desirable
position as it is the most difficult and
dangerous. Heat setting and electrode
selection will vary depending upon the
position.
All work should be performed in the
flat position if possible. For specific
applications, consult an arc welding
handbook.
WELD PASS
Sometimes more then one pass is
necessary to fill the joint. The root pass
is first, followed by filler passes and the
cover pass (See Figures 9 and 10). If the
pieces are thick, it may be necessary to
bevel the edges that are joined at a 60º
angle. Remember to remove the slag
before each pass.
Cover
Cover
Filler
Filler
Root
Root
Figure 9 - Multiple Weld Passes
Figure 10 - Fillet Welds
NOTE: Weld bead
width (W) should be
approximately twice
the diameter of the
electrode rod used.
Normal Current,
Arc Length,
Speed
Current Too Low
Current Too High
Figure 8 - Weld Appearance
W
Arc Length Too Short
Work Piece
Base Metal
Speed Too Fast
Speed Too Slow
Arc Length
Too Long
www.chpower.com
9

Operating Instructions and Parts Manual
WS4369 and WS4469
Maintenance
Disconnect power
supply and turn
machine off before inspecting or
servicing any components.
BEFORE EVERY USE:
1. Check condition of weld cables and
immediately repair or replace any
cables with damaged insulation.
3. Check condition of electrode holder
insulating pieces and immediately
replace cracked or missing
insulators. Verify that all fasteners
are tight and insulated.
Do not operate this
welding machine
with cracked or missing insulation on
welding cables, electrode holder, or
power cord.
EVERY 3 MONTHS:
Replace any unreadable labels on the
welder. Use compressed air to blow
all dust and lint from the ventilation
openings.
2. Check condition of power cord and
immediately repair or replace any
cord if damaged.
Troubleshooting Chart
Symptom Possible Cause(s) Corrective Action
Welder does not hum when
turned on
Welder hums but does not
weld
Welder gives trickle shocks 1. Accidental contact with work piece
Welder overheats - blows
fuses, trips circuit breaker
Arc difficult to strike 1. Electrode diameter too large
Bead is intermittently too
thin
Bead is intermittently too
thick
Ragged depressions at edge
of weld
Weld bead does not
penetrate base metal
Electrode sticks to work
piece
Electrodes sputter and stick Damp electrodes Use dry electrodes and store in dry location
1. No power at receptacle
2. Broken or damaged power cable
1. Inadequate current at electrode
2. Poor connections at welder
2. Current leakage caused by moist
clothing or work area
1. Use of extension cord
2. Electrode diameter too large
3. Overloaded circuit
2. Work piece not properly grounded
3. Heavy loads making power line
voltage low
1. Inconsistent travel speed
2. Output amp setting too low
1. Slow and/or inconsistent travel speed
2. Output amp setting too high
1. Travel speed too fast
2. Arc length too short
3. Output amp setting too high
1. Inconsistent travel speed
2. Output amp setting too low
Electrode is held in contact with work
piece while arc is struck
1. Check circuit fuse or circuit breaker
2. Power cable requires service
1. Check ground clamp, cable and connection to work piece.
Check electrode cable and clamp.
2. Check all welder external connections
1. Avoid contact with work piece
2. Make sure clothing and work area are dry
1. If possible, relocated welder to avoid use of extension cord. If
relocation of welder is not possible, use thicker (lower gauge
number) extension cord
2. Use smaller diameter electrode
3. Welder requires a dedicated 230v circuit
1. Use smaller diameter electrode
2. Verify proper grounding. (No paint, varnish or corrosion)
3. Run welder on dedicated 230v circuit
1. Decrease and maintain travel speed
2. Increase output amp setting or change to smaller diameter
electrode
1. Increase and maintain travel speed
2. Reduce output amp setting
1. Decrease travel speed
2. Increase arc length
3. Reduce output amp setting
1. Decrease and maintain constant travel speed
2. Increase output amp setting
Lift electrode to correct arc length as soon as arc is struck
www.chpower.com
For Information About This Product Call 1-800-746-5641
10
Operating Instructions and Parts Manual
WS4369 and WS4469
For replacement parts or technical assistance,
call 1-800-746-5641
Please provide following information:
- Model number
- Serial number (if any)
- Part description and number as shown in parts list
3
1
7
Figure 11
Address parts correspondence to:
Campbell Hausfeld
Attn: Customer Service
100 Production Drive
Harrison, OH 45030 USA
4
5
2
6
Replacement Parts List
Ref. Part
No. Description Number Qty.
1 Decal, Warning DK689175AV 1
2 Connector, Dinse WC000200AV 2
3 Cordset, Power – 230V, 50A (NEMA 6-50P),
7 ft (213 cm), 12AWGX3C, Type SJT * 1
4 Cable, Welding – 6 AWG (15 mm
5 Clamp, Work – 250A WC100100AV 1
6 Holder, Electrode – 300A WC200200AV 1
7 Crank Kit (includes crank, knob, post, and pin) WC707645AV 1
8 s Cart, Welder (Optional Accessory) WT720000AJ Optional
* Standard hardware item, available at local hardware or welder supply store.
s Not shown
2
) * 2
www.chpower.com
11

Operating Instructions and Parts Manual
WS4369 and WS4469
Limited Warranty
1. DURATION: The manufacturer warrants that it will repair, at no charge for parts or labor, the welder, welding gun, or
cables, proven defective in material or workmanship, during the following time period(s) after date of original retail
purchase:
For 5 Years: The Welder Transformer and Rectifier
For 3 Years: The Entire Welder (excluding clamps, welding gun, electrode holder, cables, or accessories packed with the
welder)
For 1 Year: The Welding Clamps, MIG Gun, Electrode Holder, Accessories, and Welding Cables (as applicable)
2. WHO GIVES THIS WARRANTY (WARRANTOR):
Campbell Hausfeld / Scott Fetzer Company
100 Production Drive
Harrison, Ohio, 45030
Telephone: 1-800-746-5641
3. WHO RECEIVES THIS WARRANTY (PURCHASER): The original purchaser (other than for purposes of resale) of the Campbell
Hausfeld product.
4. WHAT IS COVERED UNDER THIS WARRANTY: Substantial defects in material and workmanship which occur within the
duration of the warranty period. This warranty extends to the Welder, the Welders Transformer and Rectifier, Welding Gun
or Electrode holder, and cables only.
5. WHAT IS NOT COVERED UNDER THIS WARRANTY:
A. Implied warranties, including those of merchantability and FITNESS FOR A PARTICULAR PURPOSE ARE LIMITED IN
DURATION TO THIS EXPRESS WARRANTY. After this period, all risks of loss, from whatever reason, shall be on the
purchaser. Some States do not allow limitation on how long an implied warranty lasts, so the above limitations may
not apply to you.
B. ANY INCIDENTAL, INDIRECT, OR CONSEQUENTIAL LOSS, DAMAGE, OR EXPENSE THAT MAY RESULT FROM ANY
DEFECT, FAILURE, OR MALFUNCTION OF THE CAMPBELL HAUSFELD INDUSTRIAL PRODUCT. Some States do not allow
limitations on how long an implied warranty lasts, so above limitations may not apply to you.
C. This warranty does not apply to any accessory items included with the product which are subject to wear from
usage; the repair or replacement of these items shall be at the expense of the owner. These MIG items include but
are not limited to; Contact Tips, Nozzles, Gun Liners, Drive Rollers, Felt Wire Cleaner. In addition, this warranty
does not extend to any damage caused by the untimely replacement or maintenance of any of the previously listed
CONSUMABLE parts.
D. Any failure that results from accident, purchaser’s abuse, neglect or failure to operate products in accordance with
instructions provided in the owner’s manual(s) supplied with product.
E. Pre-delivery service, i.e. assembly, oil or lubricants, and adjustment.
F. Gasoline engine components are expressly excluded from coverage under this limited warranty. Such components
should be returned by the purchaser to the original manufacturer or to its authorized repair stations for service.
6. RESPONSIBILITIES OF WARRANTOR UNDER THIS WARRANTY: Repair or replace, at Warrantor’s option, products or
components which have failed within duration of the warranty period.
7. RESPONSIBILITIES OF PURCHASER UNDER THIS WARRANTY:
A. Please call 1-800-746-5641 for warranty assistance.
B. Provide dated proof of purchase and maintenance records.
C. All welders must be delivered or shipped to the nearest Campbell Hausfeld Authorized Service Center. Freight costs,
if any, must be borne by the purchaser.
D. Use reasonable care in the operation and maintenance of the products as described in the owner’s manual(s).
8. WHEN WARRANTOR WILL PERFORM REPAIR OR REPLACEMENT UNDER THIS WARRANTY:
Repair or replacement will be scheduled and serviced according to the normal work flow at the servicing location, and
depending on the availability of replacement parts.
This Limited Warranty gives you specific legal rights and you may also have other rights which vary from state to state.
www.chpower.com
12
Voir la Garantie à la page 24 pour de l’information importante sur l’utilisation de ce produit.
Instructions d’Utilisation et Manual de Pièces WS4369 et WS4469
Veuillez lire et conserver ces instructions. Lire attentivement avant de commencer à assembler, installer, faire fonctionner ou entretenir
l'appareil décrit. Protégez-vous et les autres en observant toutes les informations sur la sécurité. Négliger d'appliquer ces instructions peut
résulter en des blessures corporelles et/ou en des dommages matériels ! Conserver ces instructions pour références ultérieures.
Soudeur À L’Arc Au
Métal Enrobé
Table des Matières
Descripion . . . . . . . . . . . . . . . . . . . . . .13
Déballage . . . . . . . . . . . . . . . . . . . . . .13
Spécifications. . . . . . . . . . . . . . . . . . . .13
Exigences De Circuit . . . . . . . . . . . . . .14
Commandes et Pièces Détachées. . . .14
Directives de Sécurité . . . . . . . . . . . . .14
Généralités Sur la Sécurité . . . . . 14 - 16
Glossaire des Termes. . . . . . . . . . . . . .17
Installation. . . . . . . . . . . . . . . . . . 17 - 18
Fonctionnement . . . . . . . . . . . . . . . . .18
Directives de Soudage . . . . . . . . 18 - 21
Généralités . . . . . . . . . . . . . . . . . . .18
Amorçage d’Un Arc . . . . . . . . . . . .19
Éléments Fondamentaux du
Soudage à l’Arc . . . . . . . . . . . . . . .19
Type et Taille d’Électrode . . . . . . .19
Classement d’Électrodes AWS. . . .19
Électrodes Communes . . . . . . . . . .19
Courant. . . . . . . . . . . . . . . . . . . . . .19
Angle de Soudure . . . . . . . . . . . . .20
Longueur de l’Arc . . . . . . . . . . . . .20
Vitesse de Déplacement . . . . . . . .21
Retrait des Scories . . . . . . . . . . . . .21
Positions de Soudage. . . . . . . . . . .21
Passes de Soudage . . . . . . . . . . . . .21
Entretien . . . . . . . . . . . . . . . . . . . . . . .21
Guide de Dépannage . . . . . . . . . . . . .22
Liste de Pièces de Rechange. . . . . . . .23
Garantie. . . . . . . . . . . . . . . . . . . . . . . .24
Description
Ces appareils de soudure à l'arc
électrique (bâtonnet) de Campbell
Hausfeld fonctionnent avec un courant
d'entrée monophasé à 230 volts.
MÉMENTO: Gardez votre preuve datée d'achat à fin de la garantie!
Joignez-la à ce manuel ou classez-la dans un dossier pour plus de sécurité.
© 2009 Campbell Hausfeld/Scott Fetzer
Ces soudeurs sont dotés d'un contrôle
à ampérage infini pour choisir avec
exactitude le bon courant nécessaire
pour diverses conditions de soudage.
Les composants internes sont protégés
thermostatiquement.
Ces systèmes de soudure sont conçus
pour une utilisation avec le processus
de soudage avec électrodes enrobées
Shielded Metal Arc Welding (SMAW).
Ces appareils tels que livrés de l'usine
peuvent souder avec des électrodes
jusqu'à 3,9 mm (5/32 po) de diamètre.
Le modèle WS4369 est un soudeur à
sortie de c.a. Le modèle WS4469 est
un soudeur à sortie de CA et de CC Il y
a deux niveaux de sortie de c.a. pour
chaque appareil. Le câble à prise de
masse est inséré dans la douille AC
COM et le câble avec le porte-électrode
est inséré dans la douille AC LO ou AC
HI selon la plage de courant de sortie
voulue. Le WS4469 a deux douilles
supplémentaires portant la mention
DC+ (CC+) et DC- (CC-). Les câbles
sont branchés dans ces douilles pour
la soudure à CC. La polarité dépend
de la sortie nécessaire. Ne pas essayer
d'utiliser plus d'une paire de douilles à
la fois.
Déballage
Dès que l’appareil est déballé,
l’inspecter attentivement pour tout
signe de dommages en transit.
Vérifier s’il y a des pièces desserrées,
manquantes ou endommagées.
S’assurer de resserrer tous les raccords,
boulons, etc. avant de le mettre en
service. Vérifier pour s’assurer que tous
les accessoires fournis sont inclus avec
l’appareil. Pour toutes questions, pièces
endommagées ou manquantes, appeler
le 1-800-746-5641 pour le service à la
clientèle.
13-Fr
Spécifications
Sortie WS4369
Tension de soudure . . . . . . . . .33 V CA
Courant de soudure . . . . . . .225 A CA
Cycle de service . . . . . . . . . . . . . . . 20%
Ouverture maximale
Tension du circuit . . . . . . . . . . . 75 V CA
Sortie WS4469
Tension de
soudure . . . . . . . . . . 33 V CA / /25 V CC
Courant de
soudure . . . . . . . . 225 A CA / /160 A CC
Cycle de service . . . . . . . . . . . . . . . 20%
Ouverture maximale
Tension du circuit . . .75 V AC / 70 V DC
Tension d'entrée . . . . . . . . . . 230 V AC
Courant d'entrée . . . . . . . . . . . . . .50 A
Fréquence d'entrée . . . . . . . . . . .60 Hz
Disjoncteur ou
Fusible à action retardée . . . . . . .50 A
Longueur de cordon
d'alimentation . . . . . . . . . . 1,8 m (6 pi)
Longueur de cordon
d'électrode . . . . . . . . . . . . 4,3 m (14 pi)
Longueur de cordon de
mise à la terre . . . . . . . . . . 1,8 m (6 pi)
IN973900AV 6/09
Instructions d’utilisation et manual de pièces
WS4369 et WS4469
Exigences De Circuit
Cet équipement
exige un circuit
spécialisé de 230 volts. Se reporter à
la section de Spécifications pour la
bonne valeur nominale du fusible ou
du disjoncteur. Ne pas faire fonctionner
d'autres appareils électroménagers,
lumières ou outils sur ce circuit en
utilisant cet équipement. Les rallonges
ne sont pas recommandées. Les fusibles
grillés et les disjoncteurs déclenchés
peuvent découler du non-respect de
cette recommandation.
Le porte-électrode
est “électrisé”
(porte une charge électrique) quand le
modèle est en marche (ON).
Directives de Sécurité
Ce manuel contient de l’information
très importante qui est fournie pour
la SÉCURITÉ et pour ÉVITER LES
PROBLÈMES D’ÉQUIPEMENT. Rechercher
les symboles suivants pour cette
information.
Danger indique
une situation
dangereuse imminente qui MÈNERA à
la mort ou à des blessures graves si elle
n’est pas évitée.
Avertissement
indique une
situation potentiellement dangereuse
qui, si elle n’est pas évitée, POURRAIT
mener à la mort ou à de graves
blessures.
Attention
indique une
situation potentiellement dangereuse
qui, si elle n’est pas évitée, PEUT mener
à des blessures mineures ou modérées.
Avis indique
de l’information
importante qui pourrait endommager
l’équipement si elle n’est pas respectée.
Généralités Sur la Sécurité
PROPOSITION 65 CALIFORNIE
Les câbles sur ce
produit peuvent
contenir des produits chimiques
incluant le plomb, qui de l'avis de l'État
de Californie peut causer le cancer et
des anomalies congénitales ou autres
problèmes reproductifs. Se laver les
mains après toute manipulation.
Pour demander la fiche signalétique
de sécurité du produit (FSSP), visiter
Internet à www.chpower.com ou
appeler le 1-800-746-5641.
This product,
Ce produit utilisé
pour la soudure produit des émanations
ou des gaz qui contiennent des produits
chimiques qui de l'avis de l'État de
Californie causent des anomalies
congénitales (ou autres problèmes de
reproduction) et, dans certains cas, le
cancer (section du code de Californie
California Health & Safety Section
25249.5 et seq.)
Commandes et Pièces
Détachées
1. Bride de serrage - connecter au
travail
2. Porte-électrode - tient l'électrode
de soudage.
3. Cordon D’Alimentation - brancher
dans une prise de courant de 230
volts.
4. Interrupteur ON/OFF - Tourner à la
droite pour c.a. haut ou à la gauche
pour c.a. bas ou pour c.c.
5. Bouton De Réglage De L’Ampérage
Infini - tourne dans le sens des
aiguilles d’une montre pour
augmenter l’ampérage, et dans
le sens contraire pour réduire
l’ampérage.
6. Indicateur d’Amp de Soudage -
quand le bouton de réglage
de l’ampérage (5) est tourné,
l’indicateur d’ampérage bouge
et indique les amps approx. de
soudage.
7. Indicateur lumineux de surcharge -
s’allume si le facteur d’utilisation
est dépassé.
1
3
2
4
7
6
5
Figure 1
14-Fr
Instructions d’utilisation et manual de pièces
WS4369 et WS4469
Généralités Sur la Sécurité
(Suite)
GÉNÉRALITÉ
• Lire et comprendre
toutes instructions avant
de démarrer un soudeur
à l’arc ou de procéder
à son entretien. Ne pas suivre les
précautions et instructions de
sécurité peut mener à des blessures
graves, perte de vie ou dommage
matériel. Pour plus d’information
concernant la sécurité, obtenir la
publication ANSI Standard Z49.1
- Safety in Welding and Cutting.
Cette publication est disponible à
l’American Welding Society, 550
NW. LeJune Rd., Miami, FL 33135.
Toujours
avoir un
extincteur d’incendie
disponible pendant le
soudage à l’arc.
• Toute installation, entretien,
réparation et utilisation de
cet équipement doivent être
effectués par des personnes
qualifiées conformément aux codes
nationaux, provinciaux et locaux.
La mauvaise utilisation des
soudeurs à l’arc peut mener
à des chocs électriques,
blessures, et perte de vie! Suivre toutes
les précautions indiquées dans ce
manuel afin de réduire le risque de choc
électrique.
• S’assurer que toutes les pièces du
soudeur à l’arc sont propres et en
bon état avant d’utiliser le soudeur.
S’assurer que l’isolation sur tous
les câbles, porte-électrodes et
cordons d’alimentation n’est pas
endommagée. Toujours réparer ou
remplacer les pièces détachées qui
sont endommagées avant d’utiliser
le soudeur. Toujours maintenir les
panneaux et couvercles de soudage
en place pendant l’uilisation du
soudeur.
• Toujours porter des vêtements
protecteurs et gants de soudage
secs, et des chaussures isolantes.
• Toujours utiliser le soudeur dans un
endroit propre, sec et bien ventilé.
Ne jamais utiliser de soudeur
dans un endroit humide, trempé,
pluvieux, ou mal-ventilé.
MANUEL
• S’assurer que l’objet sur lequel
vous travaillez est bien fixé et
mis à la terre correctement avant
de commencer votre soudage
électrique à l’arc.
• Le câble de soudage roulé devrait
être déroulé avant l’utilisation
afin d’éviter le surchauffage et les
dommages à l’isolation.
Ne jamais immerger
l’électrode ou le
porte-électrode dans l’eau. Si le soudeur
devient trempé, il est nécessaire qu’il
soit complètement sec et propre avant
l’utilisation!
• Toujours mettre l’équipement hors
circuit et le débrancher avant de le
déplacer.
• Toujours brancher d’abord le
conducteur de terre.
• Vérifier que l’objet sur lequel
vous travaillez soit mis à la terre
correctement.
• Toujours mettre l’équipement de
soudage électrique à l’arc hors
circuit s’il n’est pas utilisé et enlever
l’électrode du porte-électrode.
• Ne jamais permettre que votre
corps touche l’électrode et le
contact à la terre, ou l’objet sur
lequel vous travaillez en même
temps.
• Les conditions et positions de
soudage difficiles peuvent poser
des risques électriques. Si vous êtres
accroupis, à genoux ou surélevé,
s’assurer que toutes les pièces
conductrices sont isolées. Porter des
vêtements protecteurs convenables
et prendre des précautions contre
les chutes.
• Ne jamais essayer d’utiliser cet
équipement aux réglages de
courant ou facteurs d’utilisation
plus hauts que ceux indiqués sur les
étiquettes de l’équipement.
• Ne jamais utiliser de soudeur
électrique à arc pour dégeler les
tuyaux congelés.
Les
étincelles
volantes et le métal chaud
peuvent causer des blessures.
La scorie peut s’échapper
quand les soudures refroidissent.
Prendre toutes les précautions indiquées
dans ce manuel pour réduire la
possibilité de blessure par les étincelles
volantes et le métal chaud.
• Porter un masque de soudure
approuvé par ANSI ou des lunettes
protectrices avec écrans protecteurs
latéraux pendant le burinage ou
l’ébarbage des pièces en métal.
• Utiliser des protège-tympans pour
le soudage aérien afin d’éviter que
la scorie ou la bavure tombe dans
les oreilles.
Le
soudage
électrique à l’arc produit une
lumière intense, de la chaleur
et des rayons ultraviolets
(UV). Cette lumière intense et ces rayons
UV peuvent causer des blessures aux
yeux et à la peau. Prendre toutes les
précautions indiquées dans ce manuel
afin de réduire la possibilité de blessure
aux yeux et à la peau.
• Toutes les personnes qui utilisent
cet équipement ou qui sont sur
place pendant l’utilisation de
l’équipement doivent porter des
vêtements de soudage protecteurs
y compris: masque ou casque de
soudeur ou écran avec filtre indiqué
sur le tableau suivant, vêtements
incombustibles, gants de soudeur
en cuir, et protection complète pour
les pieds.
Courant
(Amps)
Lentille
Filtrante
Jusqu’à 160 Amps 10
160 à 250 Amps 12
Ne jamais observer
le soudage sans
protection pour les yeux indiqué cidessus. Ne jamais utiliser de lentille
filtrante fendue, cassée, ou classifiée
moins que 10. Avertir les autres
personnes sur place de ne pas regarder
l’arc.
Le
soudage
électrique à l’arc produit
des étincelles et chauffe le
métal à des températures
qui peuvent causer des brûlures graves
! Utiliser des gants et des vêtements
protecteurs pendant tout travail de
métal. Prendre toutes les précautions
indiquées dans ce manuel afin de
réduire la possibilité de brûlures de
peau ou de vêtements.
15-Fr
 Loading...
Loading...