

Page 1
BAS-342G
在使用缝纫机之前请阅读本使用说明书。
请将本使用说明书放在便于查阅的地方保管。
直接驱动式
程序电脑花式机
使用说明书
Page 2

十分感谢您购买兄弟牌工业缝纫机。
在使用缝纫机之前,请仔细阅读<为了您的安全使用>和使用说明。
工业缝纫机的特性之一,因为要在机针和挑线杆等运动零部件附近进行操作,而这些零部件很容易引起
受伤的危险,所以请在受过培训的人或熟练人员的安全操作知识的指导下,正确地使用本缝纫机。
BAS-342G
Page 3
为了您的安全使用
[1] 安全使用的标记及其意义
本使用说明书及产品所使用的标记和图案记号是为了您的安全而正确地使用产品,防止您及其他人受到危害和损害。
表示方法及含意如下。
标记
危险
注意
图案和符号
…………………该符号(△)表示“应注意事项”。
…………………该符号(
…………………该符号(●)表示“必须”。
如果忽视此标记而进行了错误的操作,肯定会引起人员死亡或重伤。
如果忽视此标记而进行了错误的操作,有可能会引起人员受伤及造成设备损坏。
三角中的图案表示必须要注意的实质内容。
(例如,左边的图案表示 “当心受伤”)
)表示“禁止”。
圆圈中的图案表示必须要做的事情的实质内容。
(例如,左边的图案表示 “必须接地”。)
BAS-342G
i
Page 4
[2] 安全注意事项
打开控制箱盖时,先关闭电源开关并将电源插头从插座上拔下后,至少等待 5 分钟后,再打开控制箱盖。
触摸带有高电压的区域将会造成人员受伤。
危险
注意
使 用 环 境
应避免在强电气干扰源(如高频焊机)的附近使用
本缝纫机。
强电气干扰源可能会影响缝纫机的正确操作。
缝纫机可以在电源电压的波动范围小于额定电压
的±10% 以内的环境下使用。
电压大幅度的波动会影响缝纫机的正确操作。
电源容量应大于缝纫机的消耗电量。电源容量不
足会影响缝纫机的正确操作。
压缩空气的供气量应大于缝纫机所要求的总耗气
量。压缩空气的供气量不足可能会导致缝纫机的
操作不正常。
安 装
请让受过培训的技术人员来安装缝纫机。
请委托购买商店或电气专业人员进行电气配线。
缝纫机质量约为 160kg。
请使用吊车或起重机等,来安装缝纫机和调整工
作台面的高度。
如果由人工来搬运的话,易引起腰痛等及产生受
伤的原因。
安装完成前,请不要连接电源。
如果误踩了脚踏开关,缝纫机动作会导致受伤。
缝纫机头倒下或竖起时,请用双手进行操作。
另外在缝纫机头倒下的状态下,请不要用力压缝
纫机。如缝纫机失去平衡,缝纫机头滑落到地上
是造成受伤或缝纫机损坏的原因。
环境温度应在 5℃~35℃ 的范围内使用。
低温或高温会影响缝纫机的正确操作。
相对湿度应在 45%~85% 的范围内,并且设备内
不会形成结露的环境下使用。干燥或多湿的环境
和结露会影响缝纫机的正确操作。
万一发生雷电暴风雨时,关闭电源开关,并将电
源插头从插座上拔下。雷电可能会影响缝纫机的
正确操作。
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
所有电缆应固定在离活动部件至少 25mm 以外
处。另外,不要过度弯曲电缆或用卡钉固定得过
紧。
会引起火灾或触电的危险。
请在机头上及马达上安装安全罩壳。
如果使用带小脚轮的工作台,则应该固定小脚轮,
使其不能移动。
工作台的高度请使用 84cm 以下的工作台,如果
工作台过高一旦失去平衡缝纫机倒下,是造成受
伤或缝纫机损坏的原因。
使用润滑油及黄油时,务必戴好保护眼镜和保护手
套等,以防润滑油及黄油落入眼中或沾在皮肤上,
这是引起发炎的原因。
另外,润滑油及黄油不能饮用,否则会引起呕吐
和腹泻。
将油放在儿童拿不到的地方。
ii
BAS-342G
Page 5
注意
缝 纫
本缝纫机仅限于接受过安全操作培训的人员使
用。
本缝纫机不能用于除缝纫外的任何其他用途。
使用缝纫机时必须戴上保护眼镜。
如果不戴保护眼镜,断针时就会有危险,机针的
折断部分可能会弹入眼睛并造成伤害。
发生下列情况时,请切断电源。
否则误踩了脚踏开关时,缝纫机动作会导致受伤。
· 机针穿线时
· 交换梭芯和机针时
· 缝纫机不使用,或人离开缝纫机时
清 洁
清洁前请关闭电源开关。
否则如果误踩了脚踏开关,缝纫机动作会导致受
伤。
如果使用带小脚轮的工作台,则应该固定小脚轮
使其不能移动。
为了安全起见,在使用本缝纫机之前,请安装保
护装置。
如果未安装这些安全装置就使用缝纫机,会造成人
身伤害及缝纫机损坏。
缝纫过程中,不要触摸任何运动部件或将物件靠
在运动部件上,因为这会导致人员受伤或缝纫机
损坏。
如果缝纫机操作中发生误动作,或听到异常的噪
音或闻到异常的气味,应立即切断电源。然后请
与购买商店或受过培训的技术人员联系。
如果缝纫机出现故障,请与购买商店或受过培训
的技术人员联系。
使用润滑油及黄油时,务必戴好保护眼镜和保护手
套等,以防润滑油及黄油落入眼中或沾在皮肤上,
这是引起发炎的原因。
另外,润滑油及黄油不能饮用,否则会引起呕吐
和腹泻。
将油放在儿童拿不到的地方。
维 护 和 检 查
只有经过训练的技术人员才能进行缝纫机的维
修、保养和检查。
与电气有关的维修、保养和检查请委托购买商店
或电气专业人员进行。
发生下列情况时,请关闭电源。并拔下电源线插
座。
否则误踩了脚踏开关时,缝纫机动作会导致受伤。
· 检查、调整和维修
· 更换旋梭等易损零部件
在检查、调整和修理任何使用气动装备之前,请
先断开气源,并等压力表指针下降到 “0”为止。
缝纫机头倒下或竖起时,请用双手进行操作。
另外在缝纫机头倒下的状态下,请不要用力压缝
纫机。如缝纫机失去平衡,缝纫机头滑落到地上
是造成受伤或缝纫机损坏的原因。
在必须接上电源开关和气源开关进行调整时,务
必十分小心遵守所有的安全注意事项。
请使用兄弟工业公司指定的更换零部件。
取下的安全保护装置, 必须要安装回去。且请务必
安装在原位上,并检查能否正常的发挥作用。
未经授权而对缝纫机进行改装而引起的缝纫机损
坏不在保修范围内。
BAS-342G
iii
Page 6
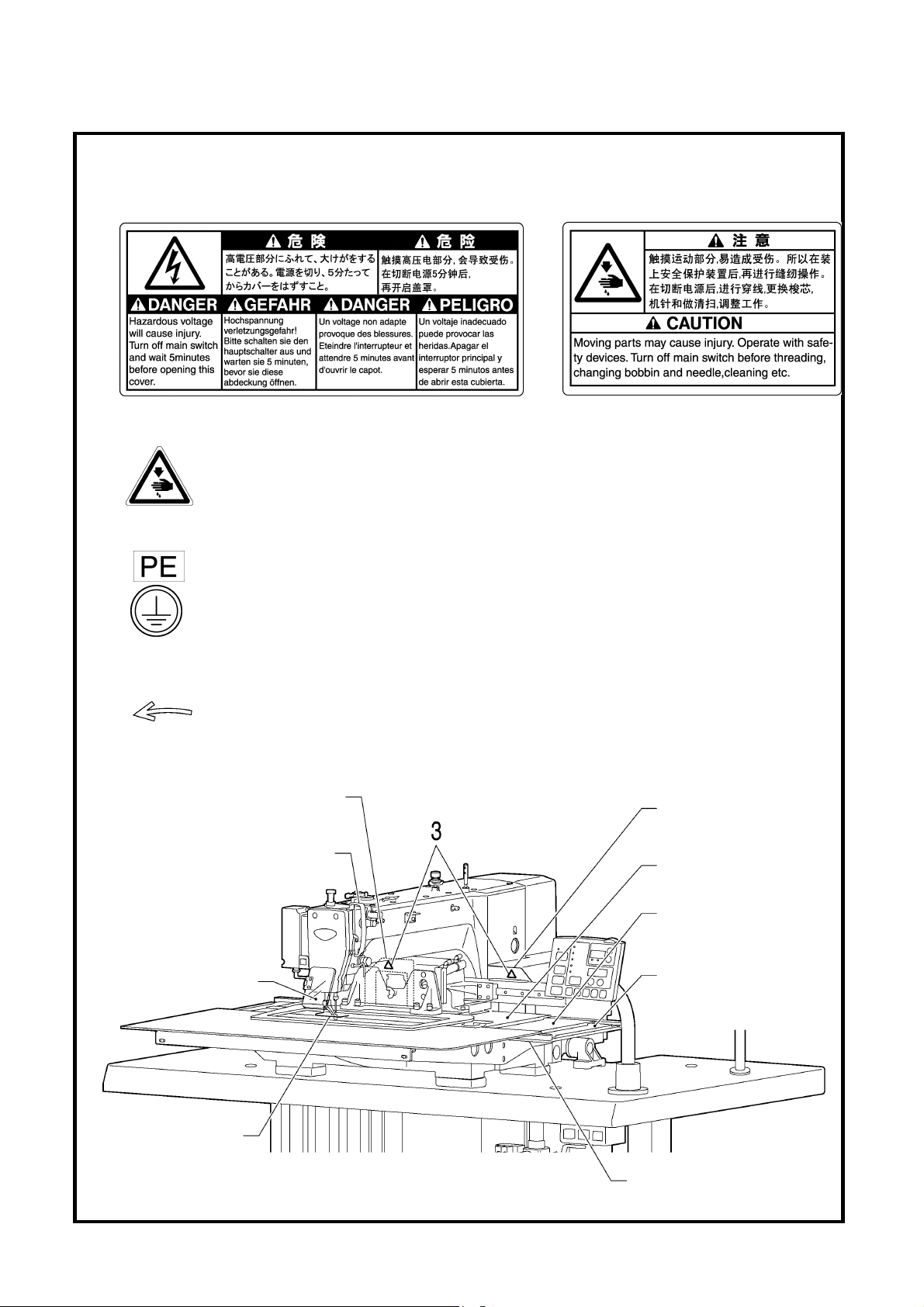
[3] 警告标签
★ 缝纫机上有下列警告标签。
当使用缝纫机时,请遵守标签上的说明。
如果标签脱落或模糊不清,请和最近的兄弟公司经销商联系。
1
3
4
5
请注意别让运动部夹住您的手指。
必须接地。
如果接驳地线不牢固,是造成触电或误动作的
原因。
表示回转方向
2
安全装置:
护眼板
护指器
挑线杆防护罩
马达盖
X 方向马达盖
松线电磁铁罩
内盖
外盖
中间盖
固定盖
后盖
护眼板
护指器
后盖 FL
挑线杆防护罩
后盖 FR
内盖 R
中间盖
外盖
固定盖
3956M
iv
BAS-342G
Page 7
马达盖
后盖
松线电磁铁罩
内盖 L
中间盖
外盖
X 方向马达盖
固定盖
BAS-342G
3957M
v
Page 8
目 录
1. 主要零部件的名称................................... 1
2. 规格 ................................................................. 2
3. 工作台板加工图........................................ 3
4. 安装方法 ....................................................... 4
4-1. 头部固定用螺栓的拆除方法 [1]..................... 4
4-2. 控制箱的安装方法 [2].................................... 5
4-3. 油盘和缝纫机头部支撑座的安装方法............. 6
4-4. 缝纫机头部的安装方法................................... 6
4-5. 缝纫机头的倒下及竖起的方法........................ 7
4-6. 减震器的安装方法.......................................... 8
4-7. 操作盘的安装方法 [3].................................... 9
4-8. 电磁阀门组的安装方法................................... 10
4-9. 空气管的连接 [4]........................................... 10
4-10. 皮管的安装方法 [5] ..................................... 10
4-11. 气压的调节 [6] ............................................ 11
4-12. 速度控制的调整 [7] ..................................... 11
4-13. 线缆的连接 [8] ............................................ 12
4-14. 地线的连接 [9] ............................................ 14
4-15. 线缆和空气管的固定方法 [10]..................... 15
4-16. 护眼板的安装方法 [11]................................ 16
4-17. 线架的安装方法 [12] ................................... 16
4-18. 供油 [13] ..................................................... 17
4-19. 电源线的连接 [14]....................................... 18
4-20. 安全开关的确认 [15] ................................... 18
5. 缝纫前的准备............................................. 19
5-1. 机针的安装方法 ............................................. 19
5-2. 2 连脚踏开关的操作方法................................ 19
5-3. 面线的穿法..................................................... 20
5-4. 底线的绕线方法 ............................................. 22
5-5. 梭芯套的装取方法.......................................... 23
5-6. 缝纫张力 ........................................................ 24
5-6-1. 底线的张力 ........................................... 24
5-6-2. 面线的张力 ........................................... 24
5-7. 原点检测......................................................... 25
5-8. 二档压脚的设定方法....................................... 26
6. 操作盘的使用方法(基本操作)............ 27
6-1. 操作盘上每个部件的名称和功能 .................... 27
6-2. 缝纫数据的读取方法....................................... 29
6-3. 程序号的设置方法 .......................................... 29
6-4. 横向倍率/纵向倍率的设置方法 ....................... 30
6-5. 缝纫速度的设置方法....................................... 30
6-6. 缝纫图案的确认.............................................. 31
6-7. 间歇压脚高度的设定....................................... 32
7. 操作盘的使用方法(上级操作)............ 33
7-1. 实用功能一览 ................................................. 33
7-2. 存储器开关的设定方法................................... 34
7-3. 存储器开关一览表 .......................................... 35
7-4. 底线计数器的使用方法................................... 36
7-5. 生产量计数器的使用方法 ............................... 37
7-6. 分离号码(No.)的设定方法 .............................. 38
7-7. 用户程序的使用方法....................................... 39
7-8. 循环程序的使用方法....................................... 42
7-9. 直接选择的方法(组合表)................................. 44
7-10. 缝纫图案的 X·Y 平行移动 .......................... 45
7-11. 存储数据的清除(初始化)............................... 46
8. CF 卡的使用方法 ..................................... 47
8-1. CF 卡(市场上销售产品)使用上的注意事项 ..... 47
8-2. CF 卡文件夹的构成........................................ 47
8-3. 数据的读写模式.............................................. 48
8-3-1. 从 CF 卡一次性读取全部的缝制数据 .... 49
8-3-2. 将全部的缝制数据一次性写入 CF 卡 .... 50
9. 缝纫.................................................................. 51
9-1. 缝纫的方法 ..................................................... 51
9-2. 暂停开关的使用方法....................................... 52
9-3. 扫线用开关的使用方法................................... 52
BAS-342G
Page 9
10. 保养 .............................................................. 53
10-1. 旋梭的清扫................................................... 53
10-2. 废油.............................................................. 53
10-3. 调节器的点检 ............................................... 54
10-4. 控制箱进气口的清扫 .................................... 54
10-5. 护眼板的清洁 ............................................... 54
10-6. 机针的检查................................................... 54
10-7. 加油.............................................................. 54
11. 标准调整 .................................................... 55
11-1. 挑线簧的调整 ............................................... 55
11-2. 机壳线导向R的调整 .................................... 56
11-3. 针杆高度的调整 ........................................... 56
11-4. 针杆上升量的调整........................................ 56
11-5. 梭托导针部的调整........................................ 57
11-6. 针隙的调整 ................................................... 57
11-7. 旋梭导线器的调整 ........................................ 57
11-8. 旋梭供油量的调整 ........................................ 58
11-9. 动刀的位置调整............................................ 59
11-10. 动刀和定刀的更换方法............................... 61
11-10-1. 送料板的安装方法 .............................. 62
11-11. 扫线器的调整 ............................................. 62
11-12. 间歇压脚的安装位置................................... 63
11-13. 间歇压脚行程的变换................................... 63
11-14. 压脚上升量的调整 ...................................... 65
11-15. 空气压力的调整.......................................... 65
12. 误码表.......................................................... 66
13. 故障检修..................................................... 70
14. 7 程序段数据表示一览 ....................... 73
BAS-342G
Page 10
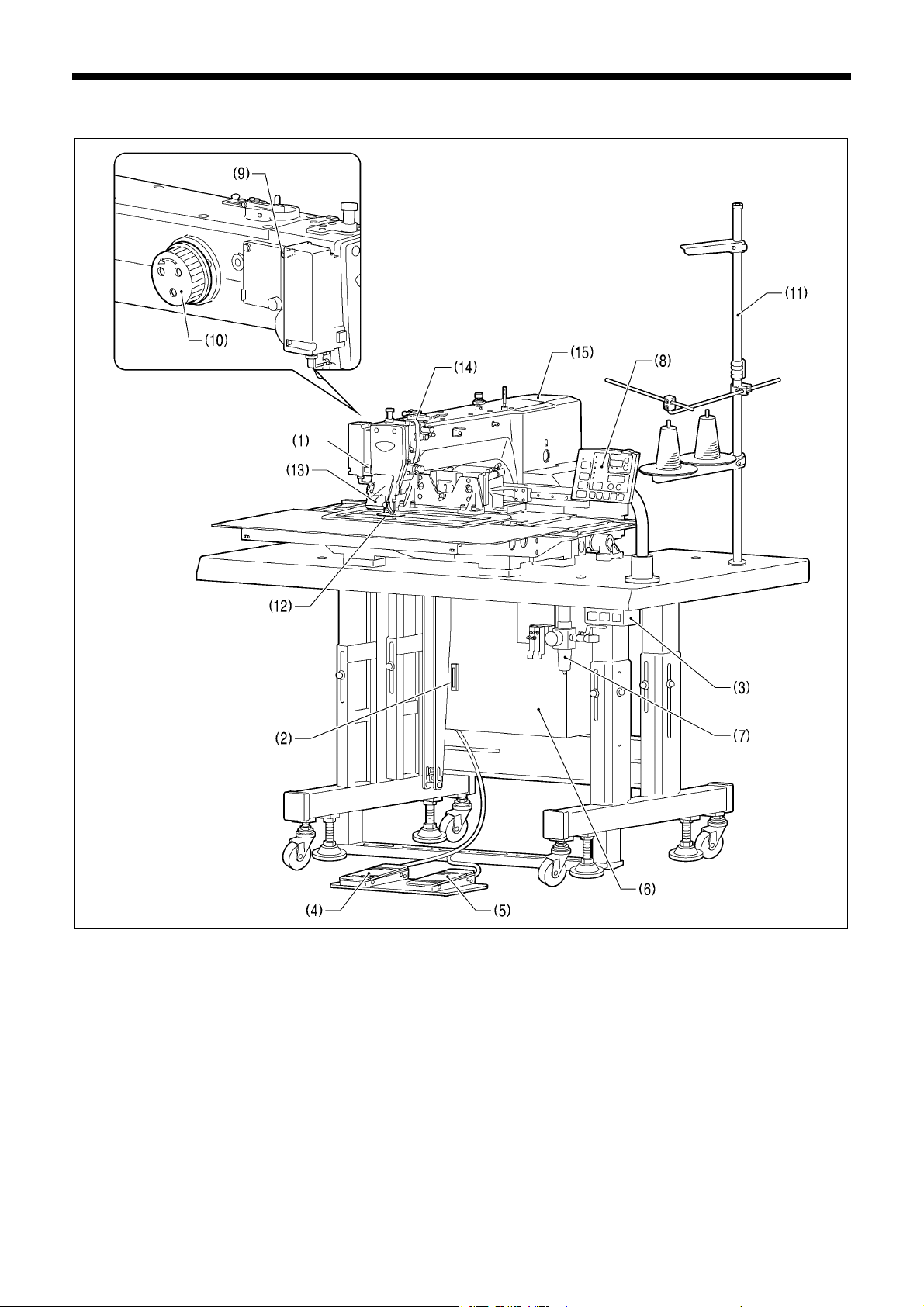
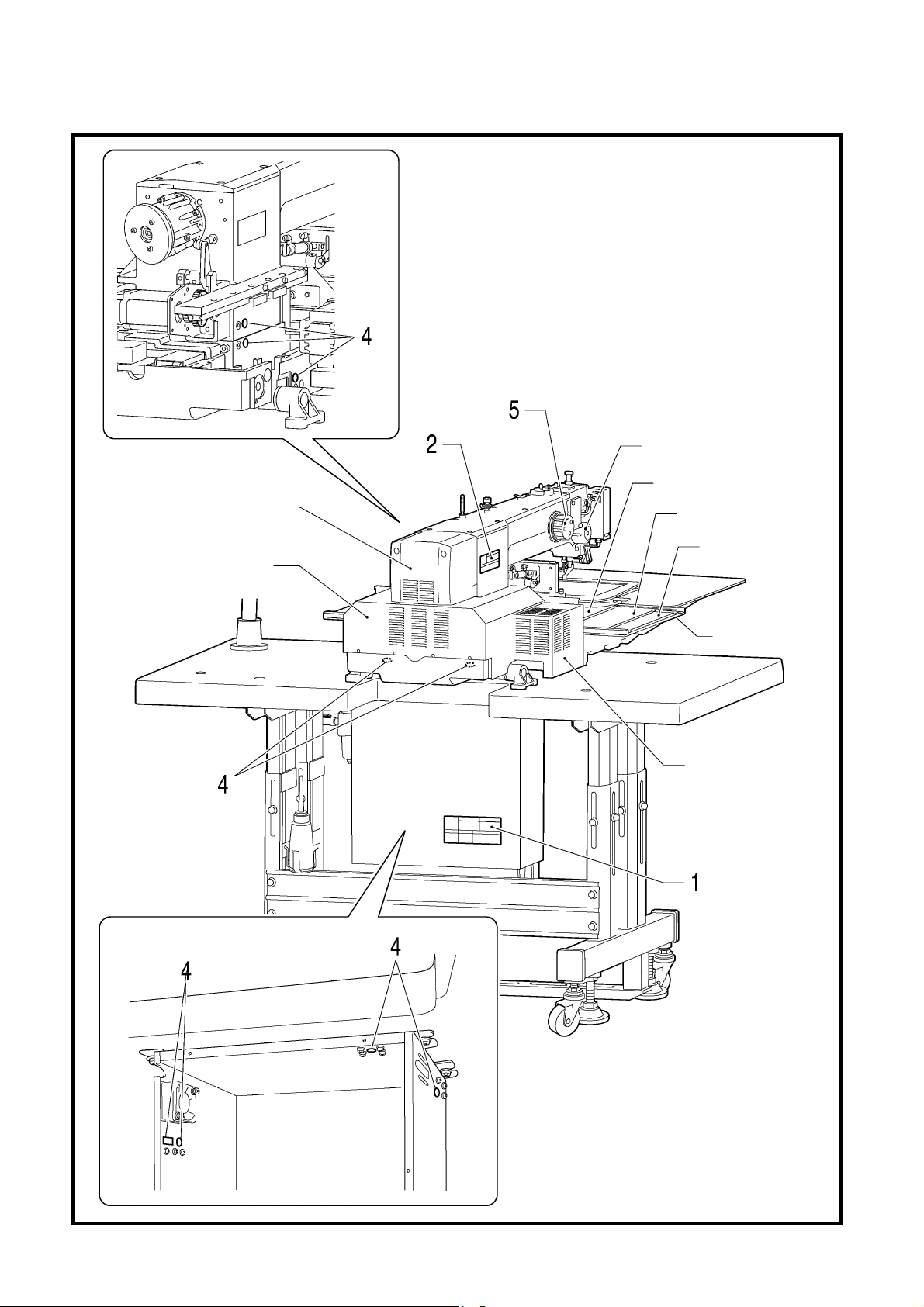
1. 主要零部件的名称
1. 主要零部件的名称
(1) 暂停开关 安全保护装置
(2) CF 卡插入口 (12) 护指器
(3) 电源开关 (13) 护眼板
(4) 压脚开关 (14) 挑线杆防护罩
(5) 启动开关 (15) 马达罩
(6) 控制箱
(7) 电磁阀
(8) 操作盘
(9) 扫线用开关
(10) 手轮
(11) 线架
2DTHF
3958M
CFTM是 SanDisk Corporation 的商标。
BAS-342G
1
Page 11
2. 规格
使用的缝纫机
线迹形式 单针平缝
最 高 缝 纫 速 度 2,700rpm
缝纫尺寸(X×Y) 最大300×200mm
送 布 驱 动 方 式 间歇送布(脉冲马达驱动)
针迹节距 0.05~12.7mm
针 数 内存 500,000 针(※)
最大针数 20,000针(1个程序)
存储可能缝纫的数据 内存:512种类(※),CF卡:900种类
抬压脚方式 空压式
平缝花样缝缝纫机(带大旋梭)
2. 规格
压脚上升量
2 段压脚
间歇压脚上升量
间歇压脚行程
使 用 的 旋 梭 半回转 2 倍旋梭(标准旋梭另买)
扫线装置 标准装备
切线装置 标准装备
数据存储方式
用户程序数 50
循环程序数 9
马 达 AC 伺服马达 550W
质量
电 源 单相 220V,3 相 220V/380V/400V 500VA
空气压力 0.5 MPa 1.8 l/min
※ 根据各个程序的针数的不同,能够存储的缝纫数据和针数也有所不同的。
2~4.5mm,4.5~10mm 或 0 (出厂时 3mm)
内存(快擦写存储器), CF 卡(32MB~2GB)
[选购件]3.5 磁盘 2HD/1.44MB,2DD
头部:约 160kg,操作盘:约 0.6 kg
控制箱:14.2~16.2 kg(根据电压不同而不同)
最大 30mm
左右一体式压脚
22mm
2
BAS-342G
Page 12
3. 工作台板加工图
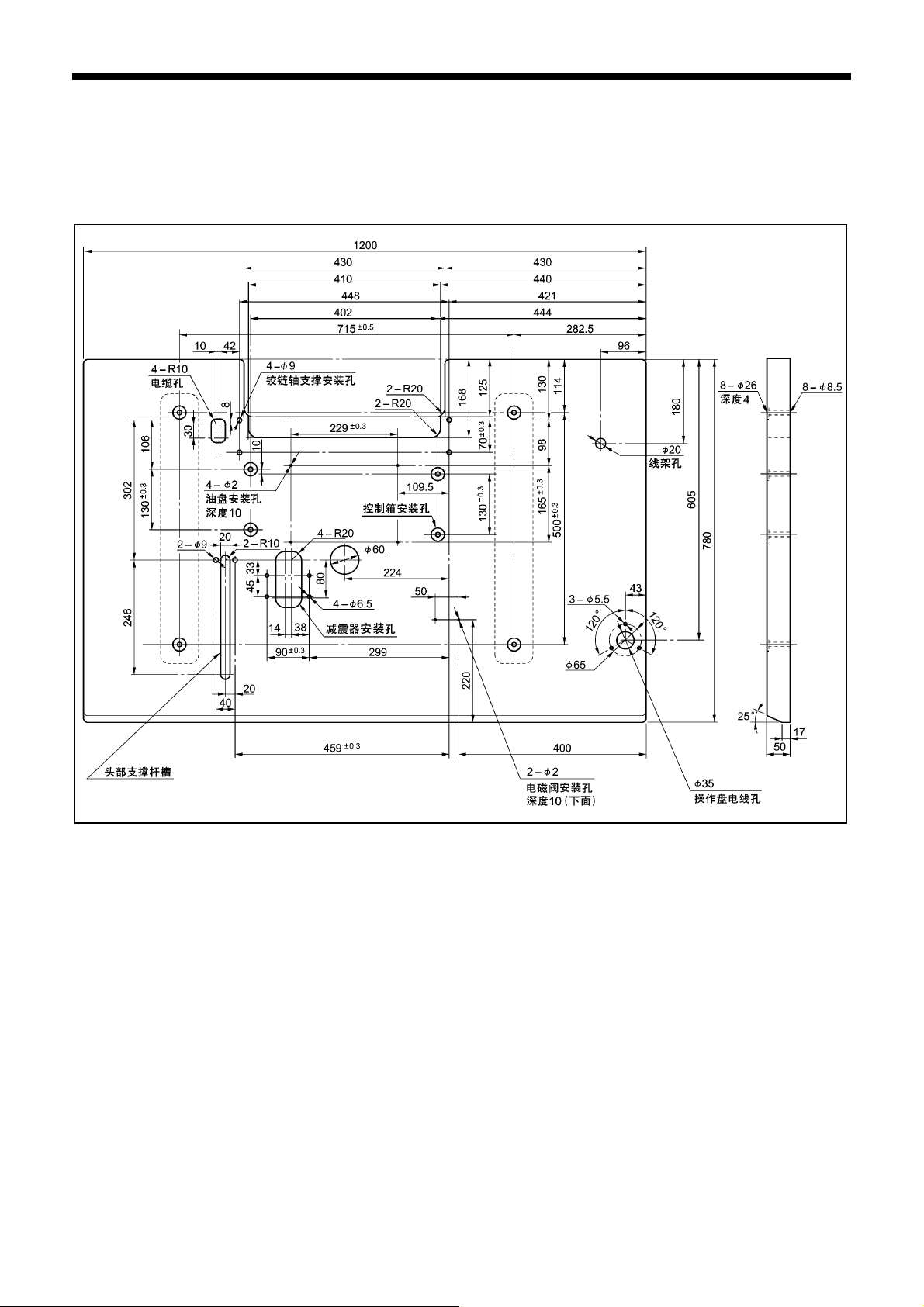
3. 工作台板加工图
・工作台板的厚度应达 50mm,能够承受缝纫机的重量,并经的起缝纫机的震动。
・如使用脚轮时,请使用能够承受缝纫机重量的脚轮。
・请确认控制箱应离开机脚 10mm 以上。如果控制箱过于靠近机脚,则可能会引起缝纫机的误动作。
4054M
3
BAS-342G
Page 13
M
4. 安装方法
4. 安装方法
注意
请让受过培训的技术人员来安装缝纫机。
请委托购买商店或电气专业人员进行电气配线。
缝纫机质量约为 160kg。
请使用吊车或起重机等,来安装缝纫机和调整工作
台面的高度。
如果由人工来搬运的话,易引起腰痛等及产生受伤
的原因。
安装完成前,请不要连接电源。
如果误踩了脚踏开关,缝纫机动作会导致受伤。
如果使用带小脚轮的工作台,则应该固定小脚轮,
使其不能移动。
未安装在缝纫机工作台上的情况
工作台的高度请使用 84cm 以下的工作台,如果工
作台过高一旦失去平衡缝纫机倒下,是造成受伤或
缝纫机损坏的原因。
缝纫机头倒下或竖起时,请用双手进行操作。
另外在缝纫机头倒下的状态下,请不要用力压缝纫
机。如缝纫机失去平衡,缝纫机头滑落到地上是造
成受伤或缝纫机损坏的原因。
所有电缆应固定在离活动部件至少 25mm 以外处。
另外,不要过度弯曲电缆或用卡钉固定得过紧。
会引起火灾或触电的危险。
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
请在机头上及马达上安装安全罩壳。
请参考下一页的「4-2.控制箱的安装方法」的顺序进行。
已安装在缝纫机工作台上后交货的情况
请按标题后的[1]到[15]项目号的顺序进行。
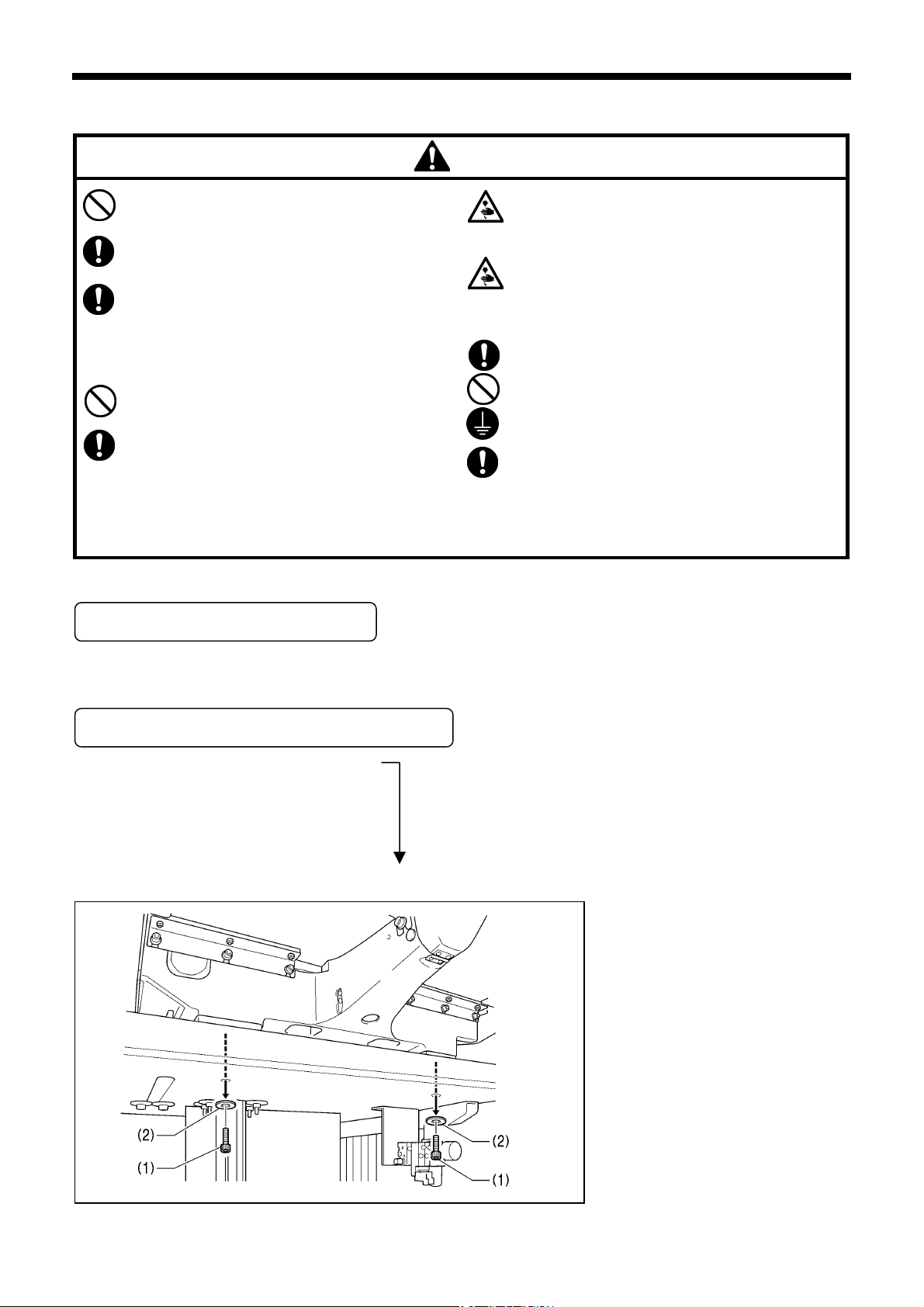
4-1. 头部固定用螺栓的拆除方法 [1]
对于缝纫机已安装在工作台上后交货
的规格,先将头部固定用螺栓(1)[2 个]
和垫圈(2)[2 片]拆下。
3960
BAS-342G
4
Page 14
4. 安装方法
M
M
M
4-2. 控制箱的安装方法 [2]
因为控制箱很重,安装工作必须由两人以上来完成。
另外,请注意不可使控制箱滑落。
会砸伤自己的脚以及会造成控制箱故障的原因。
注意
3961
10mm 以上
操作者
脚
3962
3963
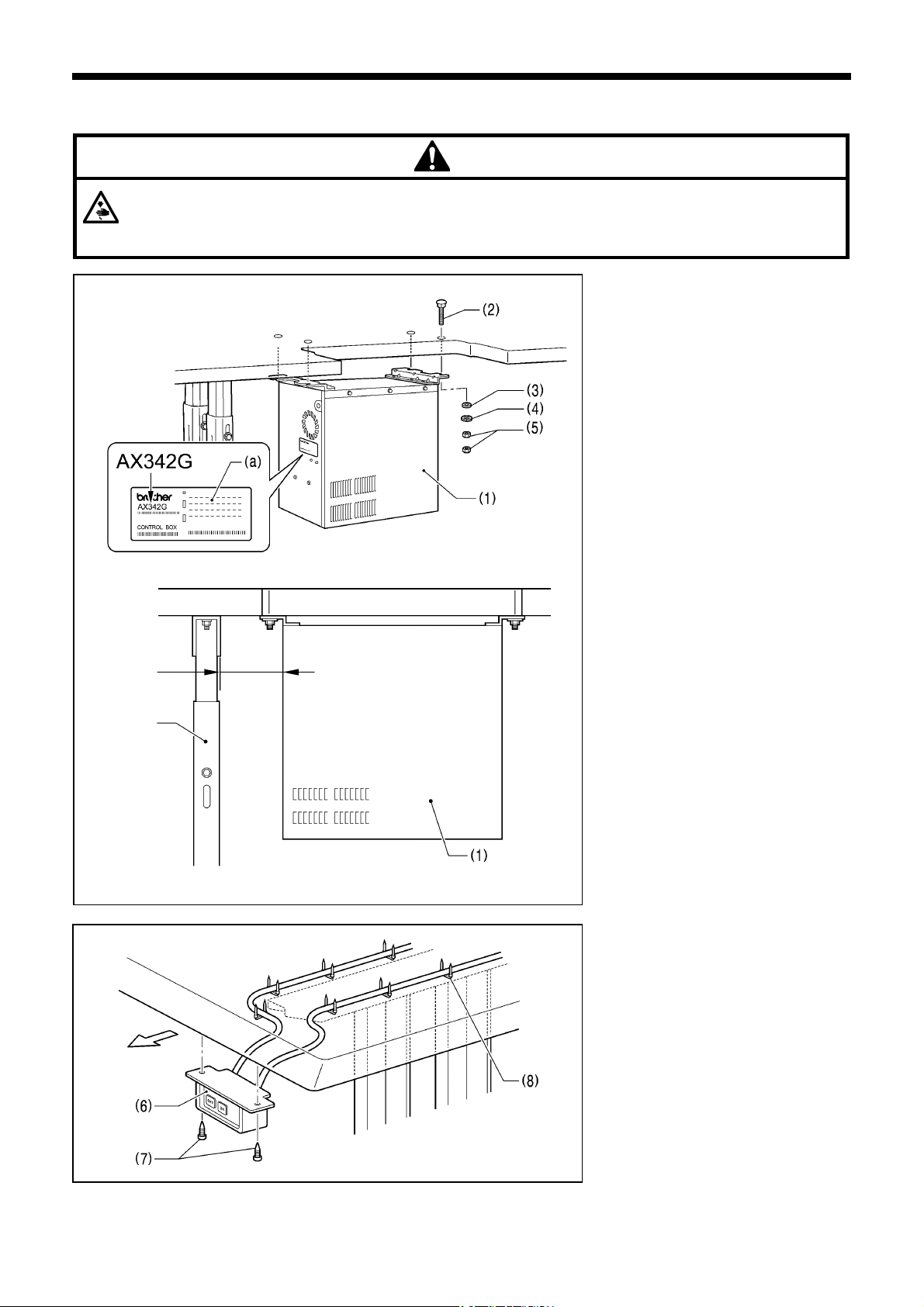
在安装前请先确认控制箱(1)上的型号
板(a)上的机种名称及表示缝纫机
BAS-342G 用的控制箱<AX342G>。
* 如果缝纫机已安装在工作台上时,
倒下缝纫机头。
(具体参考「4-5.缝纫机头的倒下及
竖起的方法」)
(1) 控制箱
(2) 螺栓[4 个]
(3) 垫圈[4 片]
(4) 弹簧垫圈[4 片]
(5) 螺母[8 个]
[注意]
请确认控制箱(1)应安装在离台脚
10mm 以上处。控制箱(1)离台脚太
接近的话,易使缝纫机产生错误动
作。
(6) 电源开关
(7) 木螺钉[2 个]
(8) U 形卡钉[7 个]
[注意]
请注意钉入 U 形卡钉(8)时,不可穿
通电线,或钉破电线。
BAS-342G
5
Page 15
M
M
4-3. 油盘和缝纫机头部支撑座的安装方法
工作台
3964
4. 安装方法
(1) 油盘
(2) 木螺钉[4 个]
(3) 油壶
(4) 头部支撑座
(5) 垫圈[2 片]
(6) 弹簧垫圈[2 片]
(7) 螺栓[2 个]
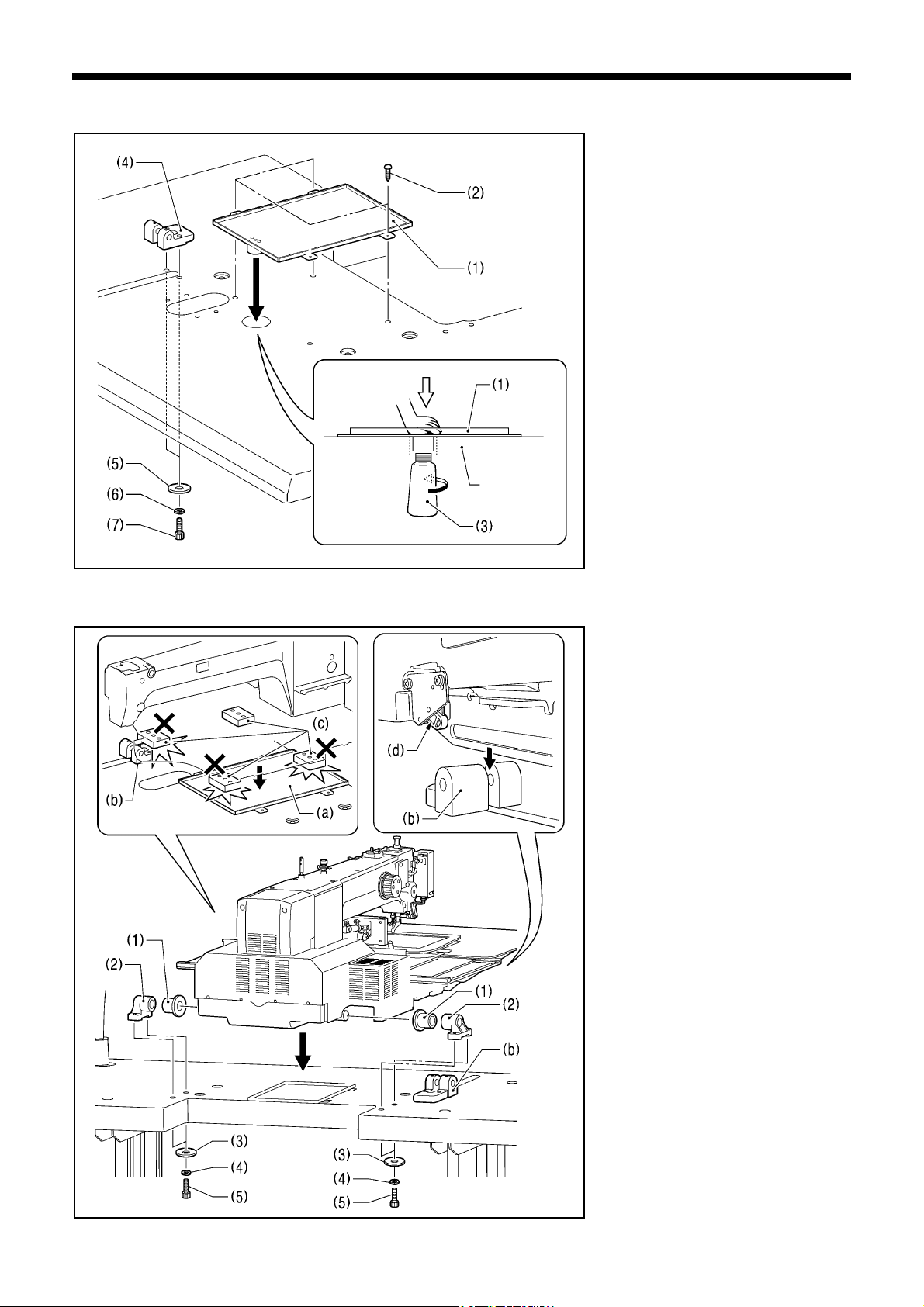
4-4. 缝纫机头部的安装方法
1. 将缝纫机安装到工作台上。
[注意]
・ 请使用吊车或起重机等,来安装缝
纫机。
・ 将缝纫机头部放到工作台上时,请
注意下列事项。
! 缝纫机头部和工作台之间不可
夹住电缆线之类。
! 不可将缝纫机头部的防震垫(c)
撞到或放到油盘(a)及缝纫机
头部支撑座(b)的上面。
! 安全开关杆的侧面(d)不可撞
到缝纫机头部支撑座(b)。
(1) 橡皮轴套[2 个]
(2) 铰链轴支架[2 个]
(3) 垫圈[4 片]
(4) 弹簧垫圈[4 片]
(5) 螺栓[4 个]
(下一页继续)
3965
BAS-342G
6
Page 16
4. 安装方法
M
M
一致
3966
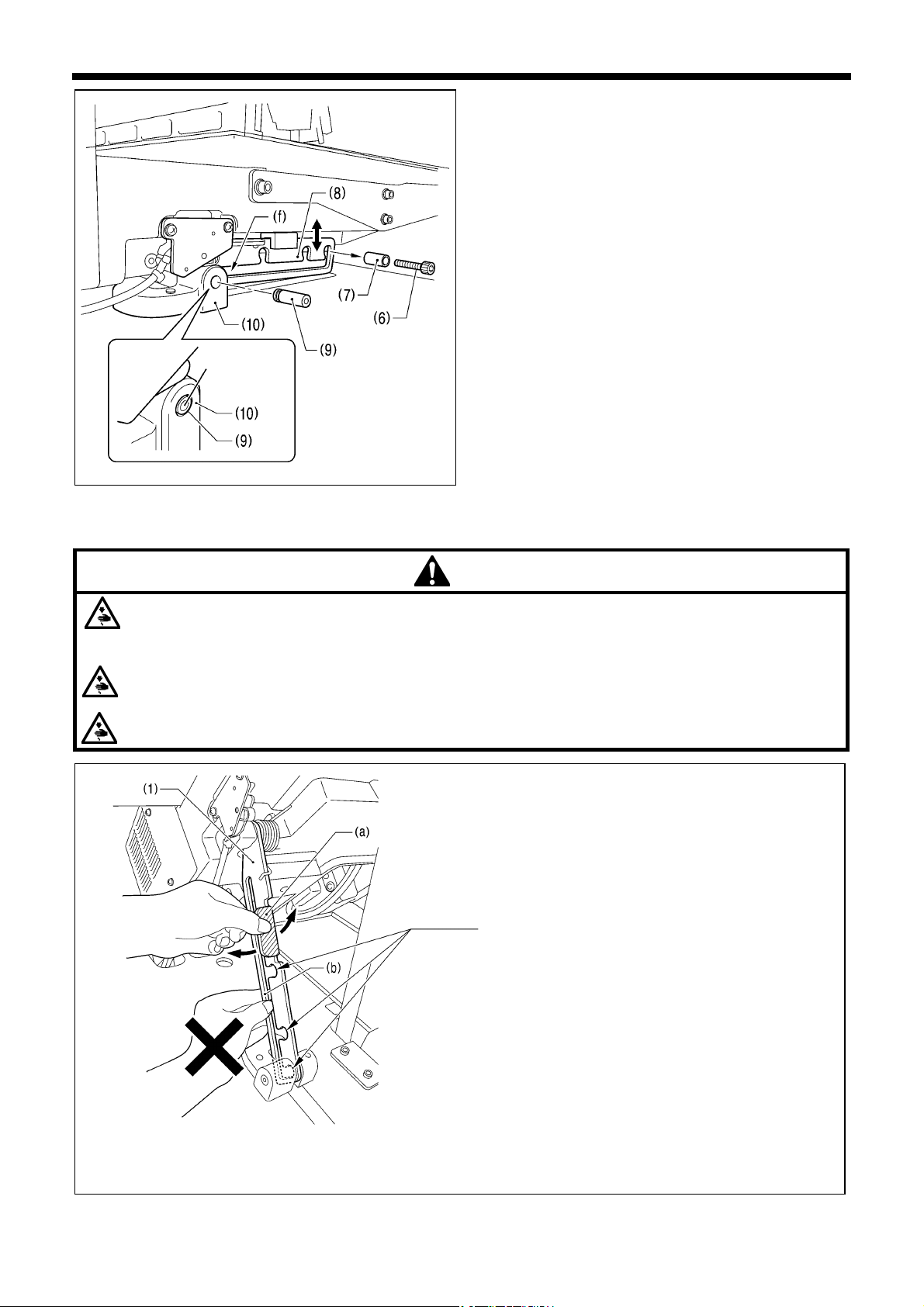
2. 缝纫机安装到工作台上后,拆下螺栓(6)和垫圈(7)。
* 取下的螺栓(6)和垫圈(7)在固定头部支撑杆(8)时
还要使用的,所以必须妥善保管。
3. 头部支撑杆轴(9)穿过头部支撑座(10)的孔和头部支撑
杆(8)的槽(f),并一直压到和头部支撑座(10)的表面一
致为止。
* 如果头部支撑杆轴(9)不能穿进头部支撑杆(8)的槽
(f)时,可将头部支撑杆(8)的一端进行上下移动后,
再穿入头部支撑杆轴(9)。
4-5. 缝纫机头的倒下及竖起的方法
缝纫机头倒下或竖起时,请用双手进行操作。
另外在缝纫机头倒下的状态下,请不要用力压缝纫机。如缝纫机失去平衡,缝纫机头滑落到地上是造成受伤或
缝纫机损坏的原因。
缝纫机头倒下时,必须使用头部支撑杆(1)的定位器。
如果不使用定位器,缝纫机自动复位造成夹伤手指等的原因。
放开定位器时,请一定要抓住捏手部(a)。
如果捏住(b)部的话,缝纫机头部竖起时头部支撑杆(1)和工作台会夹住手指,成为受伤的原因。
放开定位器
使用定位器
注意
缝纫机头部倒下或竖起可
分三挡倒下或竖起。
3967
BAS-342G
7
Page 17
M
M
4-6. 减震器的安装方法
吊车或起重机等
使用定位器
4. 安装方法
放开定位器
3968
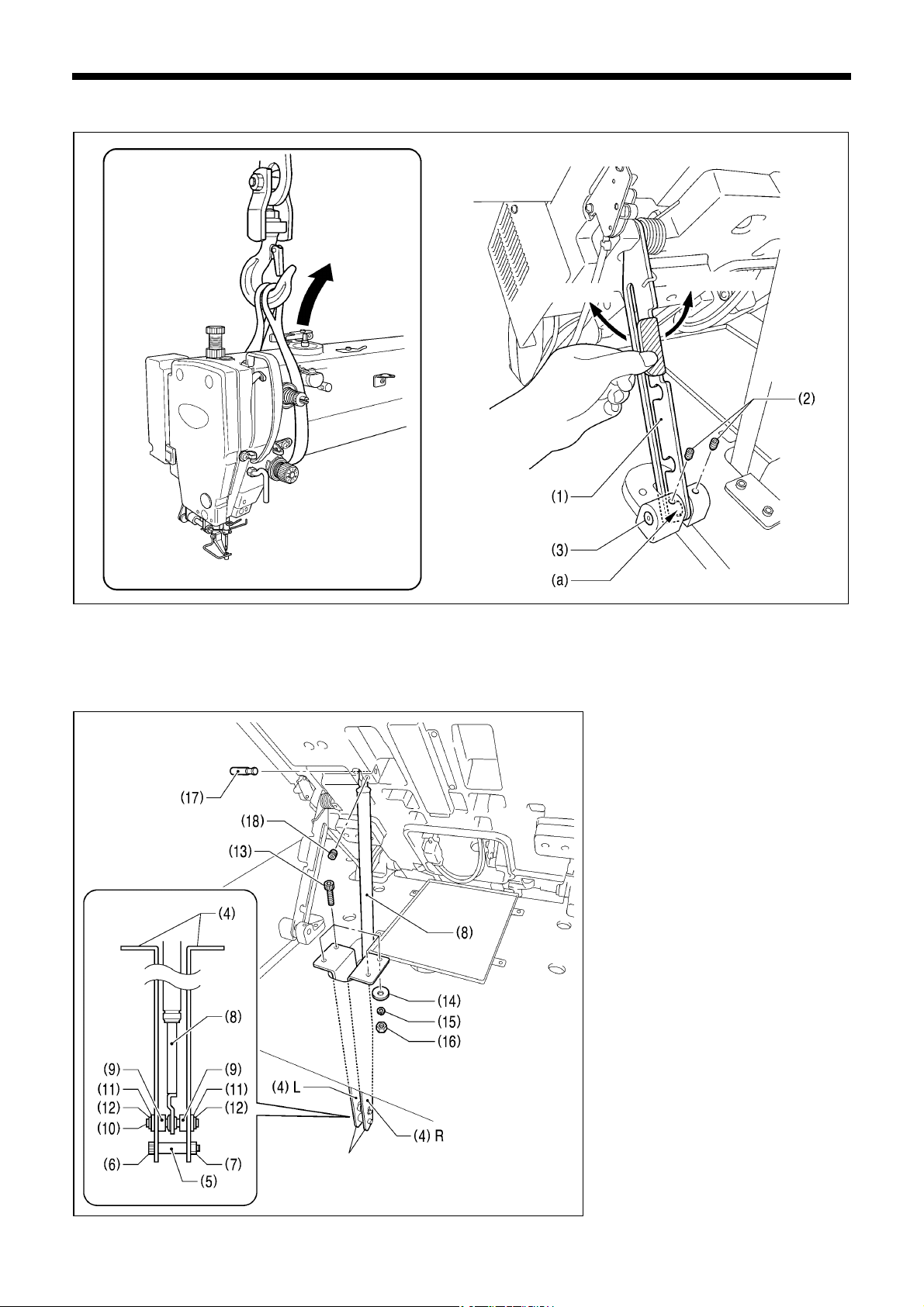
1. 倒下缝纫机头部,并使用头部支撑杆(1)将其固定在定位器(a)的位置。
(参考「4-5. 缝纫机头的倒下及竖起的方法」)
[注意] 缝纫机头倒下时,请使用吊车或起重机等。
2. 拧紧螺钉(2)[2个],固定头部支撑杆轴(3)。
请注意减震器支撑
L 和 R 的形状。
3969
3. 安装减震器(8)。
(4) 减震器支撑[L 和 R]
(5) 垫圈
(6) 螺栓
(7) 螺母
(8) 减震器
(9) 轴套[2 个]
(10) 减震器轴 D
(11) 垫圈[2 片]
(12) 挡圈 E[2 片]
(13) 螺栓[4 个]
(14) 垫圈[4 片]
(15) 弹簧垫圈[4 片]
(16) 螺母[4 个]
(17) 减震器轴 U
(18) 螺钉
* 安装完减震器(8)后,将缝纫机头部
慢慢竖起。
(参考「4-5. 缝纫机头的倒下及竖起
的方法」)
BAS-342G
8
Page 18
4. 安装方法
M
M
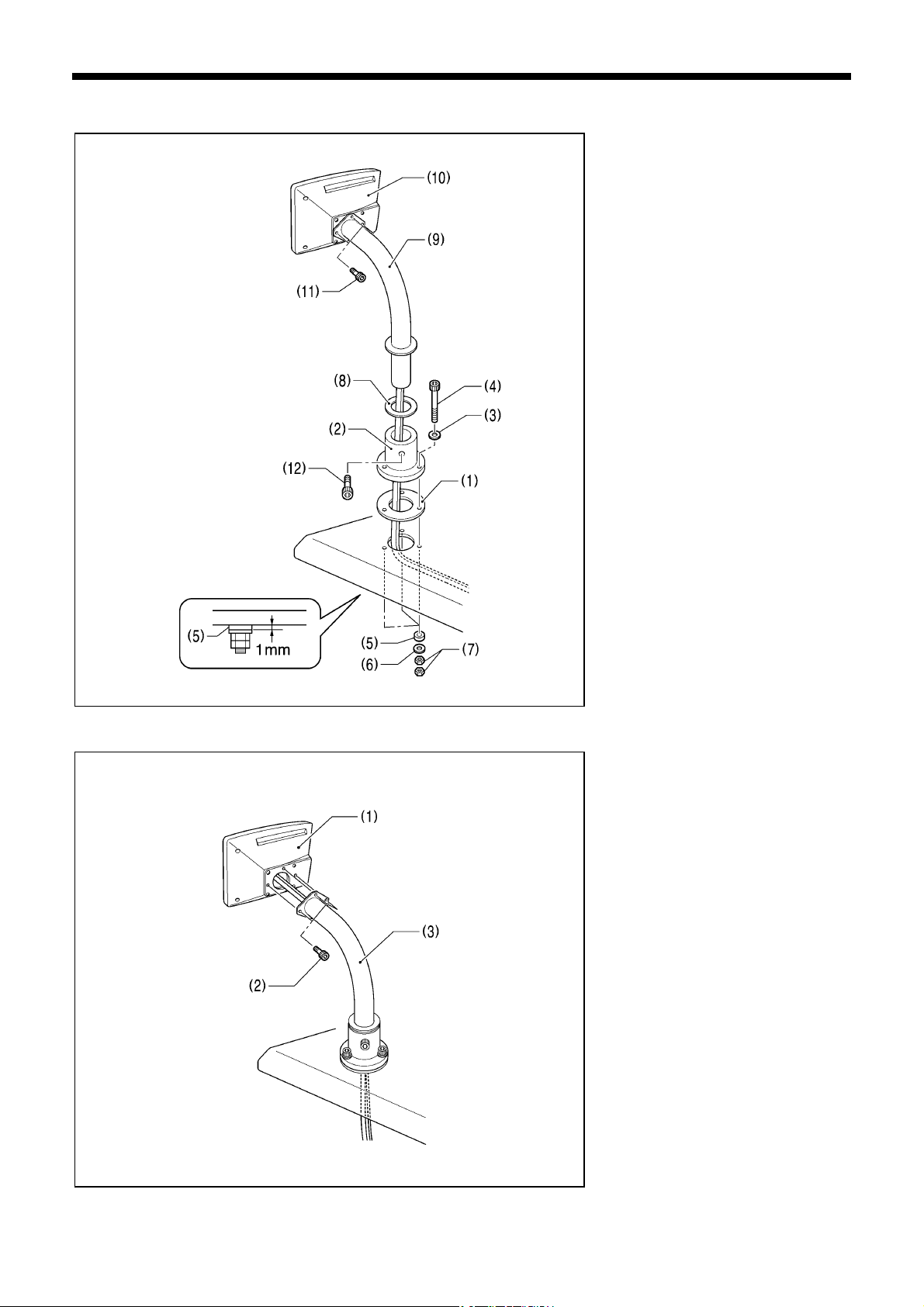
4-7. 操作盘的安装方法 [3]
(1) 防震垫 A
(2) 操作盘基座
(3) 垫圈(中)[3 片]
(4) 螺栓[3 个]
(5) 防震垫 B[3 片]
(6) 垫圈(大)[3 片]
(7) 螺母[6 个]
* 拧紧 到 防震垫 B(5) 的厚度 为
1mm 左右为止。
(8) 橡皮垫
(9) 操作盘支柱
(10) 操作盘
* 操作盘(10) 的电线穿过操作盘
支柱(9)通到工作台的下面。
(11) 螺栓[3 个]
(12) 螺栓
<对于缝纫机已安装在工作台上后交货的规格>
3970
3971
(1) 操作盘
(2) 螺栓[3 个]
* 操作盘(1)的电线穿过操作盘支
柱(3)通到工作台的下面。
BAS-342G
9
Page 19
M
M
M
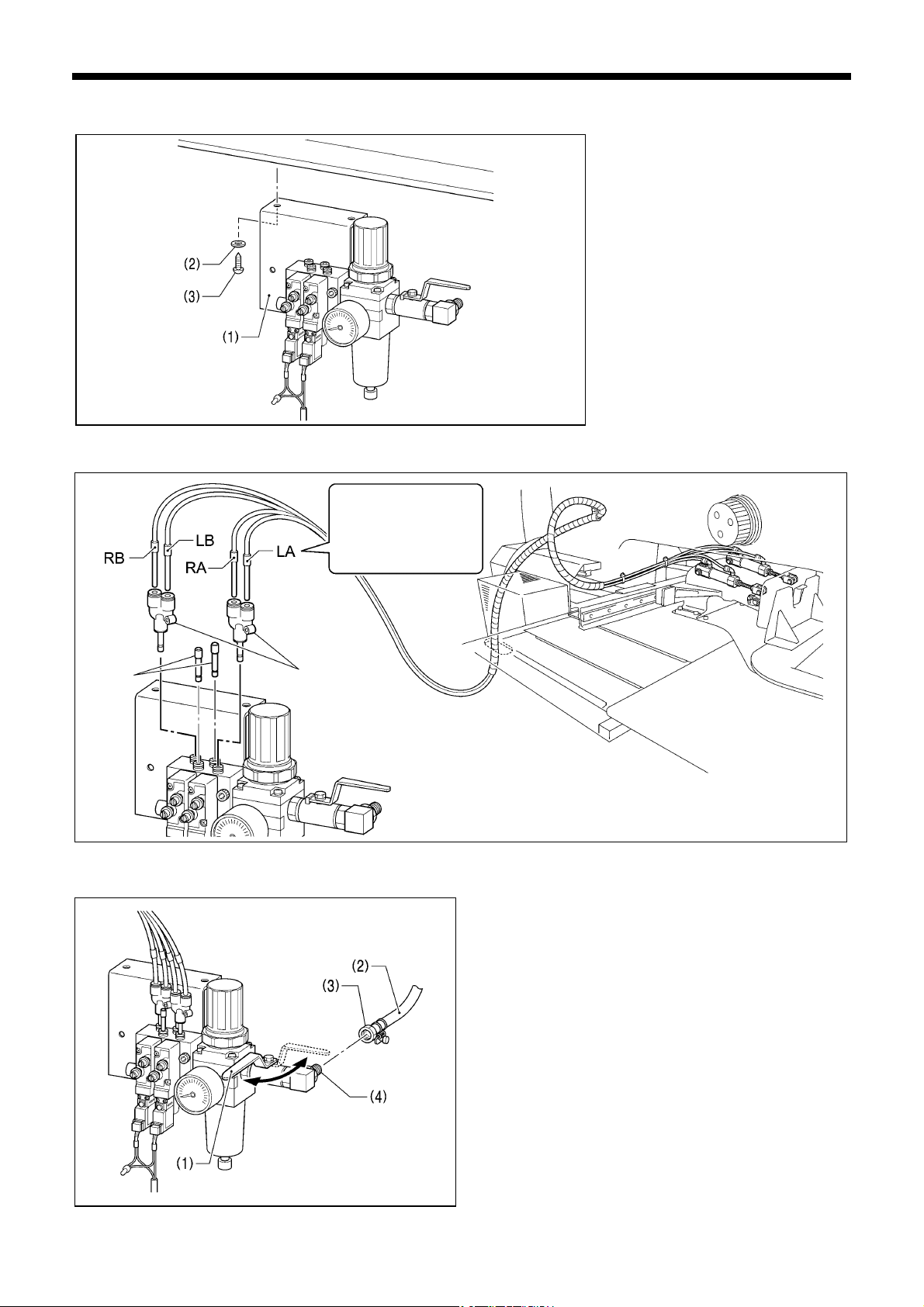
4-8. 电磁阀门组的安装方法
4-9. 空气管的连接 [4]
插销 4
分支管 Y
确认记号,
按图所示连接。
3972
4. 安装方法
电磁阀门组安装在工作台的下面。(关
于安装位置具体请参考「3. 工作台板
加工图」)
(1) 电磁阀门组
(2) 垫圈[2 片]
(3) 木螺钉[2 个]
[注意]
电磁阀门组不可碰到控制箱和工
作台脚。
3973
4-10. 皮管的安装方法 [5]
1. 关上空气阀(1)。
2. 回转皮管(2)前端的螺母(3),将其与阀(4)连接。
3. 打开空压机侧的空气阀。
* 请确认阀(4)和皮管(2)的连接部处不可有空气泄
漏。
4. 打开空气阀(1)。
打开
关上
3974
BAS-342G
(表上的指针按顺时针方向回转。)
[注意]
请将空气阀(1)慢慢打开。
5. 调节空气压力。(参考下一页)
10
Page 20
4. 安装方法
M
M
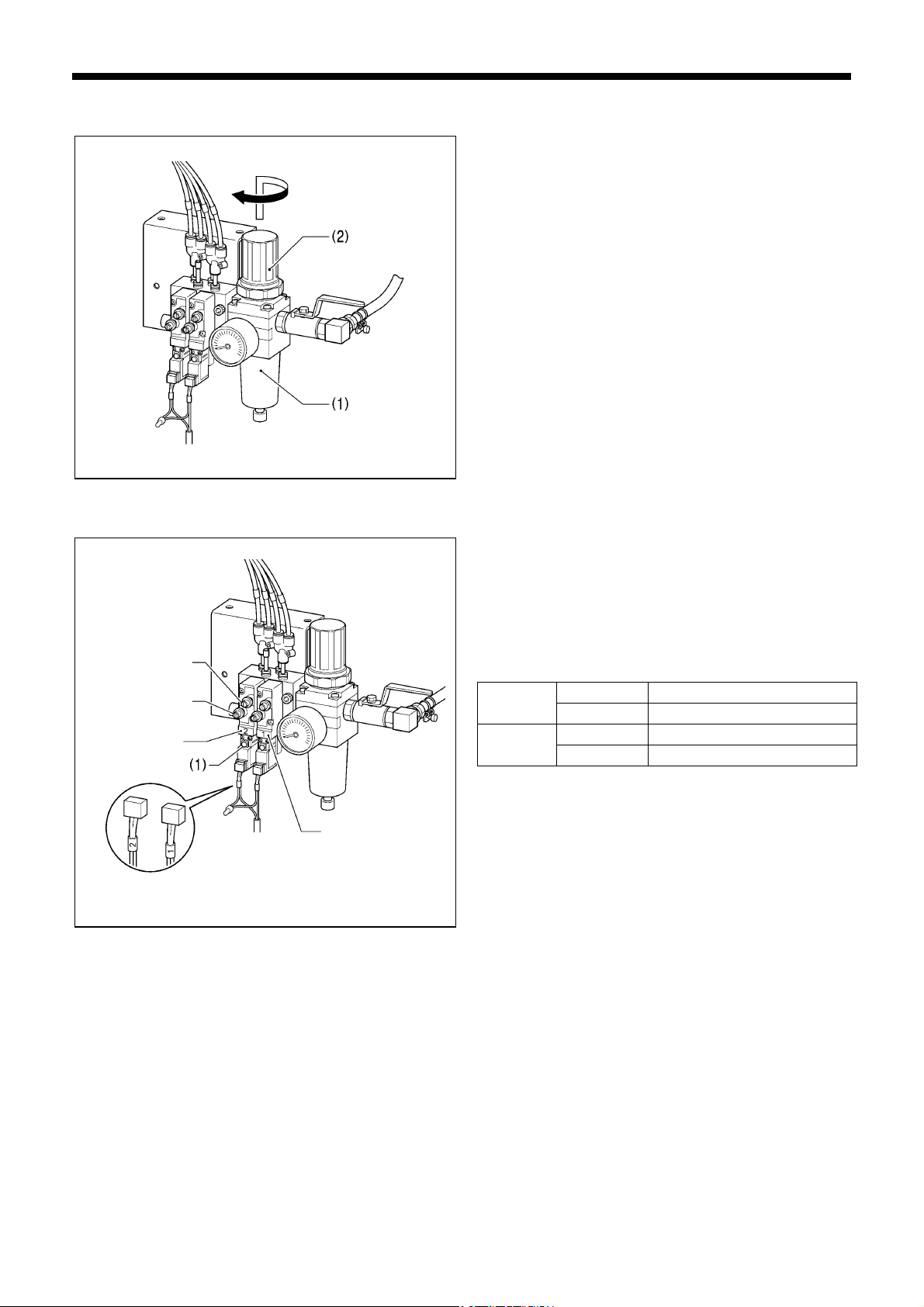
4-11. 气压的调节 [6]
先向上拉起调节器(1)的旋钮(2)后,回转旋钮(2),将气
压调整到 0.5MPa。
调整完了后将旋钮(2)压下锁住。
3975
4-12. 速度控制的调整 [7]
上按钮
下按钮
阀 2
阀 1
3976
使用阀门的按钮可以调整压脚板的上升和下降的速度。
・ 旋紧上按钮,压脚的上升速度会变缓慢。反之,如旋松
上按钮,压脚的上升速度会变快。
・ 旋紧下按钮,压脚的下降速度会变缓慢。反之,如旋松
下按钮,压脚的下降速度会变快。
参考调整
阀1
阀2
上按钮 旋紧
下按钮 旋紧后,再旋回(旋松)8 圈
上按钮 旋紧后,再旋回(旋松)5 圈
下按钮 旋紧
在切断电源的状态下,如按下手动按钮(1),能使压脚板运
动。
BAS-342G
11
Page 21
M
M
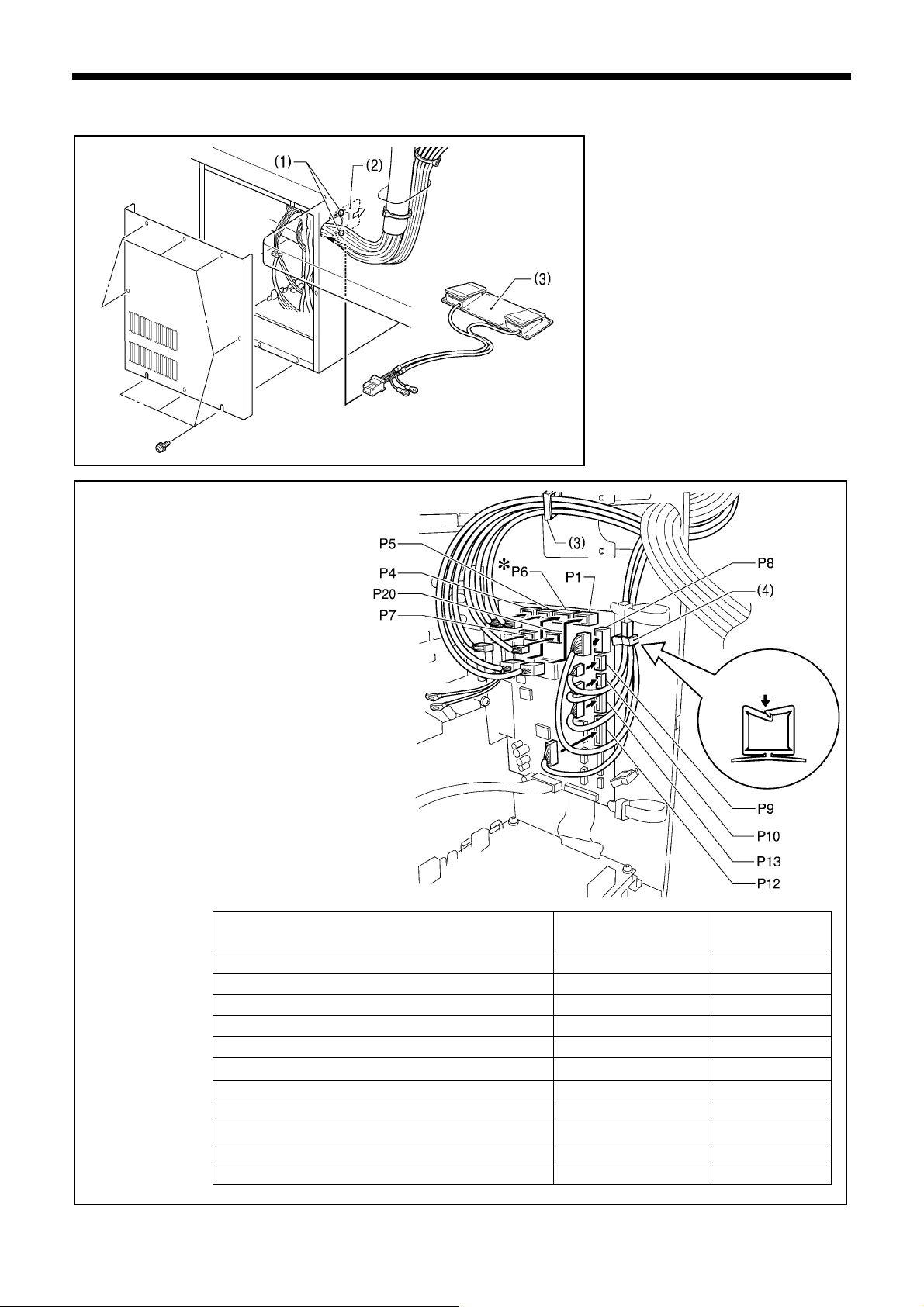
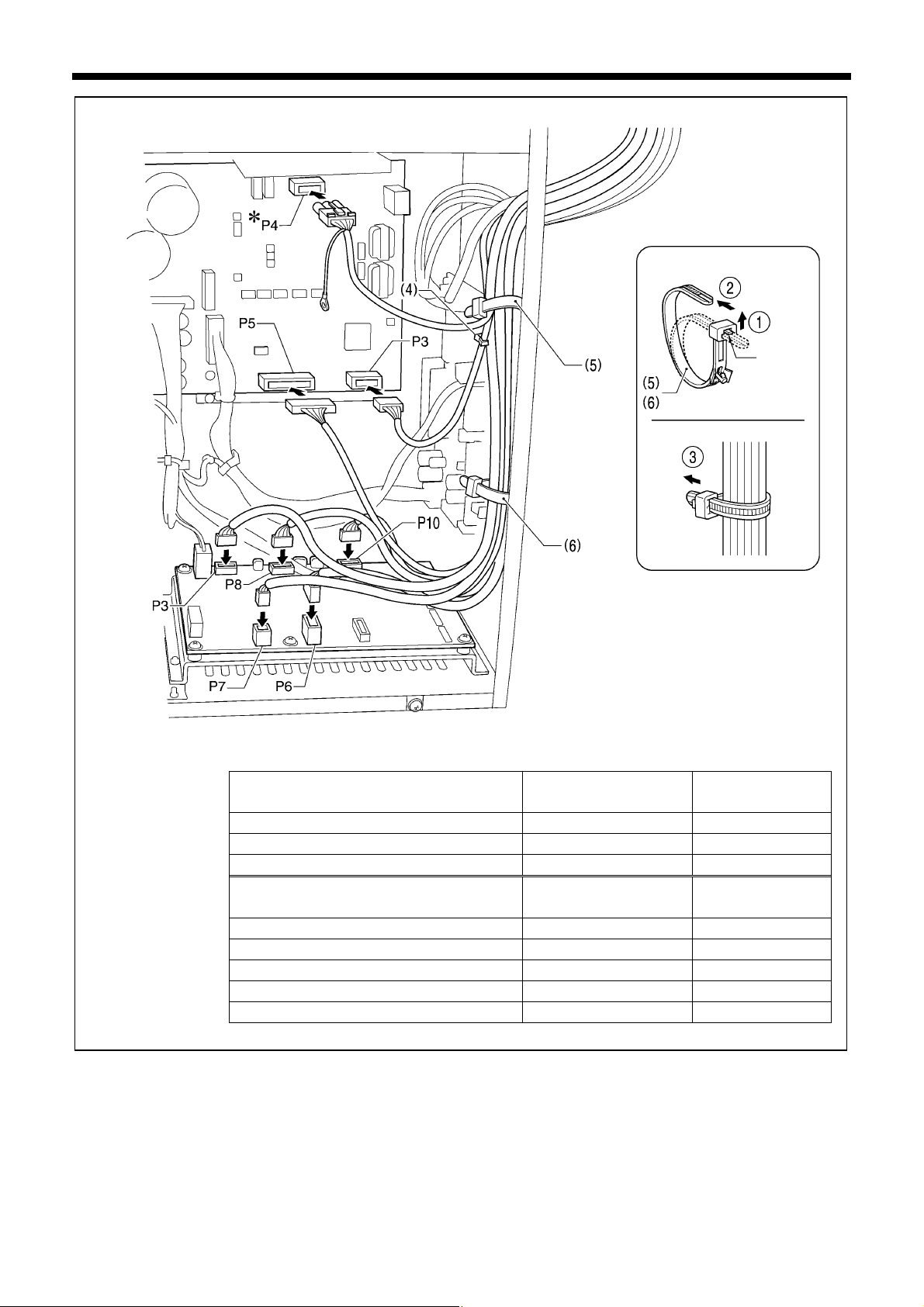
4-13. 线缆的连接 [8]
<主基板>
3977
4. 安装方法
1. 取下控制箱的盖。
2. 拧松固定螺钉(1)[2 个],将电线压
板(2)按箭头方向拉开。
3. 将缝纫机头部的电线束穿过工作台
板上的孔,和下述的电线一起穿入
到控制箱上的孔中
・ 2 连脚踏开关(3)
・ 操作盘(地线不可穿过孔)
・ 电磁阀门组
4. 按下表所示将插头插入。
[注意]
・ 请注意插头的插入方向,要一直插到确
实被锁定为止。
・ 用捆束夹和电线夹固定电线时,应注意
不要过紧拉伸电线插头。
* 请一定要接地线。
(参考「 4-14. 地线的连接」)
X 脉冲马达编码器 5 针 白色 P20 (X-ENC) (3)
Y 脉冲马达编码器 5 针 蓝色 P4 (Y-ENC) (3)
间歇压脚脉冲马达编码器 5 针 黑色 P5 (P-ENC) (3)
脚踏开关 10 针 P6 (FOOT) (3)
操作盘 8 针 P1 (PANEL) (3)
安全开关 3 针 P9 (HEAD-SW) (4)
原点感应组件 12 针 P8 (SENSOR1) (4)
暂停开关 6 针 P13 (HEAD) (4)
阀门配线 12 针 P12 (AIR1) (4)
程序器中继线 8 针 P7 (PRG) (3)
风扇 6 针 P10 (SENSOR2) (4)
3978
插头
主基板上的插座
位置表示
电线夹一定要锁住
电线夹
(下一页继续)
BAS-342G
12
Page 22
4. 安装方法
M
<电源马达基板>
<PMD 基板>
3979
<拆下方法>
按下棘爪
<固定方法>
[注意]
X·Y·间歇压脚脉冲马达接线在配线时请不
要接触或碰到 PMD 基板。
* 请一定要接地线。
(参考「4-14. 地线的连接」)
插头
电源马达基板上的插座
位置表示
电线夹/捆束夹
机头存储器 7 针 P3 (HEAD-M) (4)
上轴马达 3 针 P4 (UVW) (5)
同步器 14 针 P5 (SYNC) (5),(6)
插头
PMD 基板上的插座
位置表示
捆束夹
压脚脉冲马达 4 针 黑色 P3 (PPM) (5),(6)
切线电磁铁 6 针 P6 (SOL1) (5),(6)
松线电磁铁 4 针 P7 (SOL2) (5),(6)
Y 脉冲马达 4 针 蓝色 P8 (YPM) (5),(6)
X 脉冲马达 4 针 白色 P10 (XPM) (5),(6)
BAS-342G
13
Page 23
M
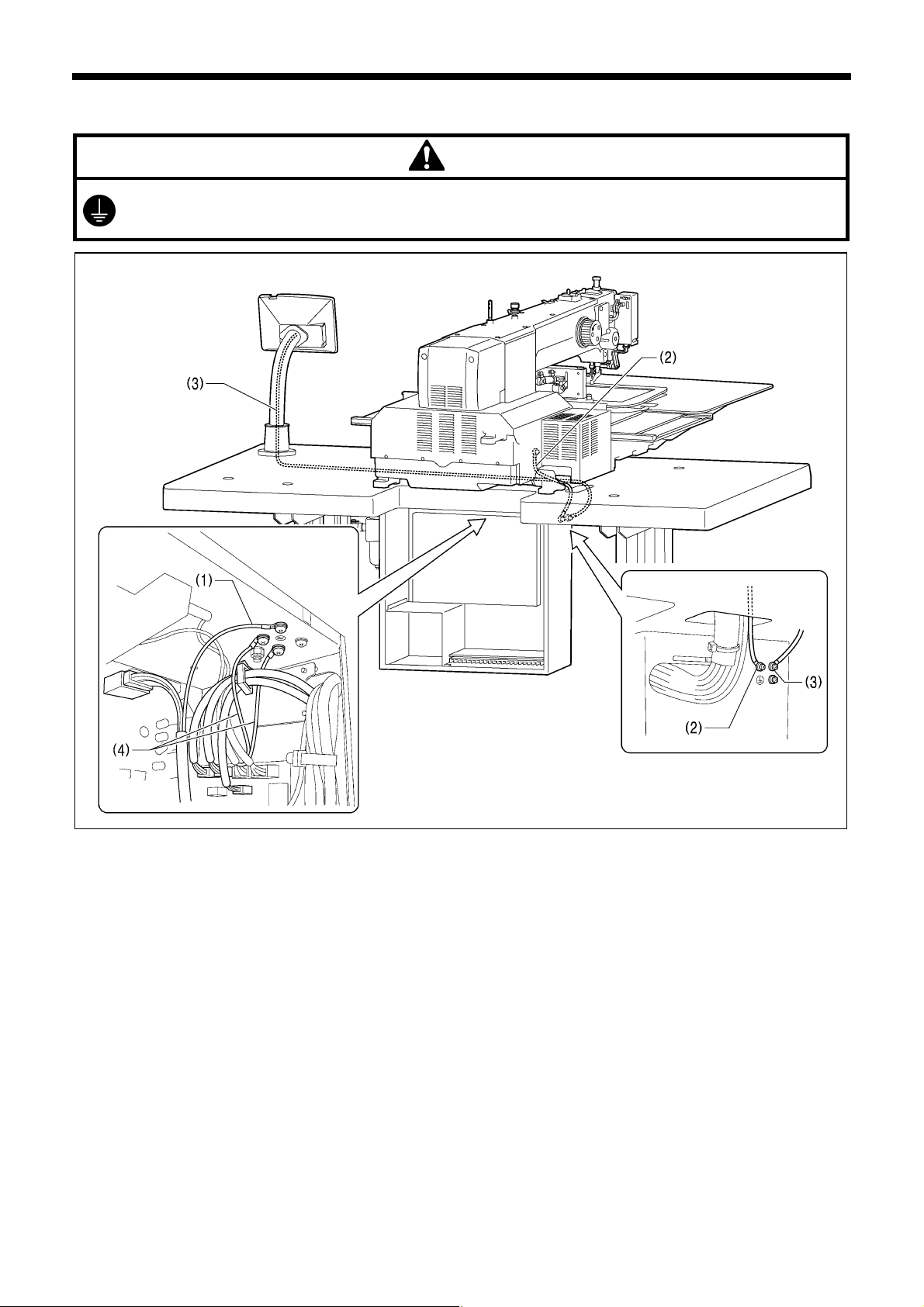
4-14. 地线的连接 [9]
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
(1) 上轴马达配线中的接地线
(2) 来自缝纫机头的接地线
(3) 来自操作盘处的接地线
(4) 2 连脚踏开关配线中的接地线[2 根]
[注意] 为了确保安全,请确认地线应可靠接地。
4. 安装方法
注意
3980
BAS-342G
14
Page 24
4. 安装方法
M
M
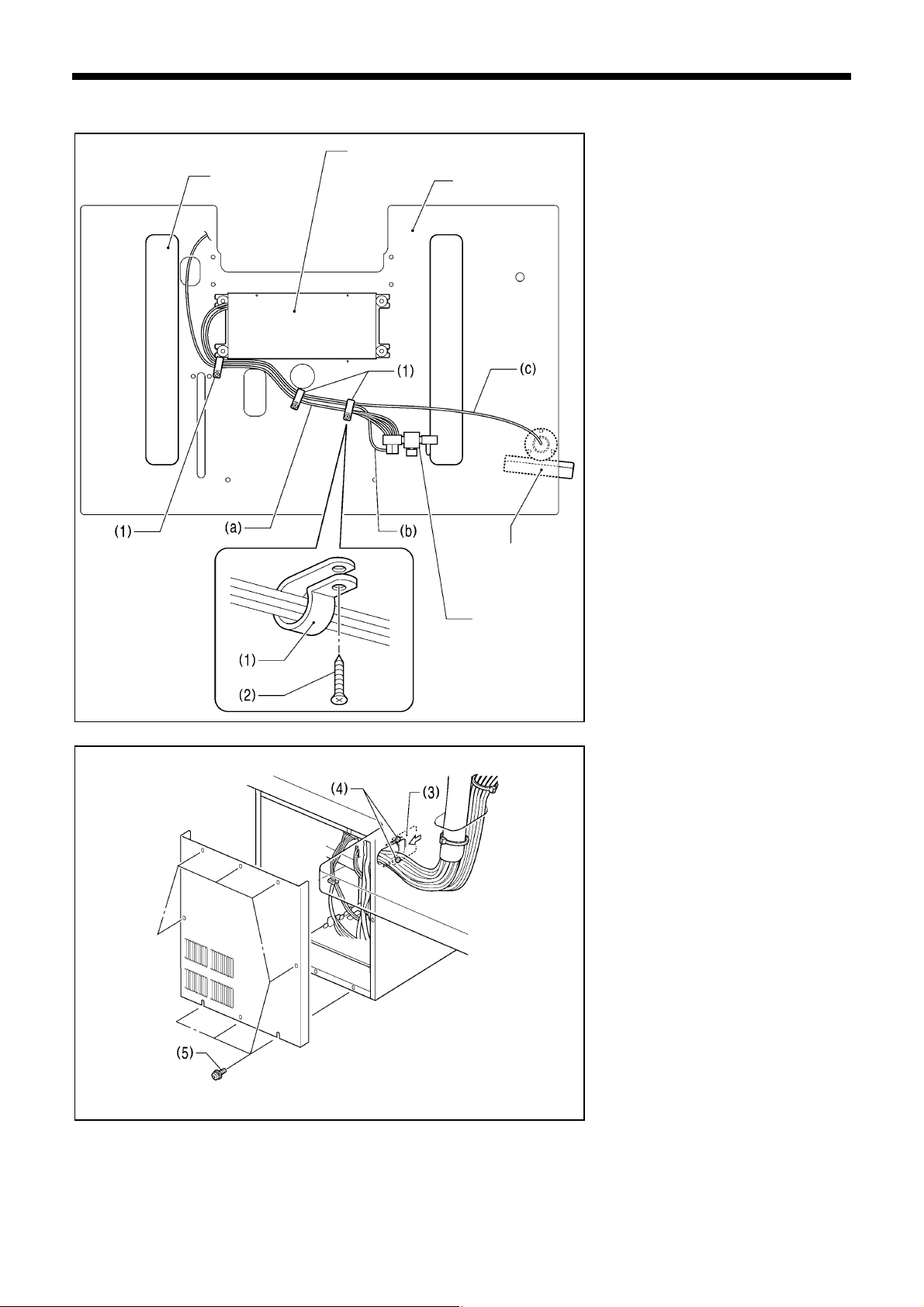
4-15. 线缆和空气管的固定方法 [10]
〈仰视图〉
脚
控制箱
工作台
操作盘
电磁阀门组
3981
使用电线夹(1)[3 个]将各空气管(a)、
电磁阀门组的电线(b),操作盘电线(c)
一起固定在工作台的下面。
(1) 电线夹[3 个]
(2) 木螺钉[3 个]
<电线的确认>
1. 慢慢地将缝纫机头部倒下。
(参考「4-5. 缝纫机头的倒下及竖
起的方法」)
2. 确认各电线应没有被拉伸情况。
3. 将缝纫机头竖起,复位。
4. 按箭头方向关闭电线压板(3),然后
拧紧固定螺钉(4)[2 个]。
[注意]
请一定关紧电线压板(3)。不可
让异物或是小虫之类进入控制
箱内。
5. 安装上控制箱的盖,使用固定螺钉
(5)[8 个]拧紧。此时请确认电线
类等应没有被盖子夹住。
3982
BAS-342G
15
Page 25
M
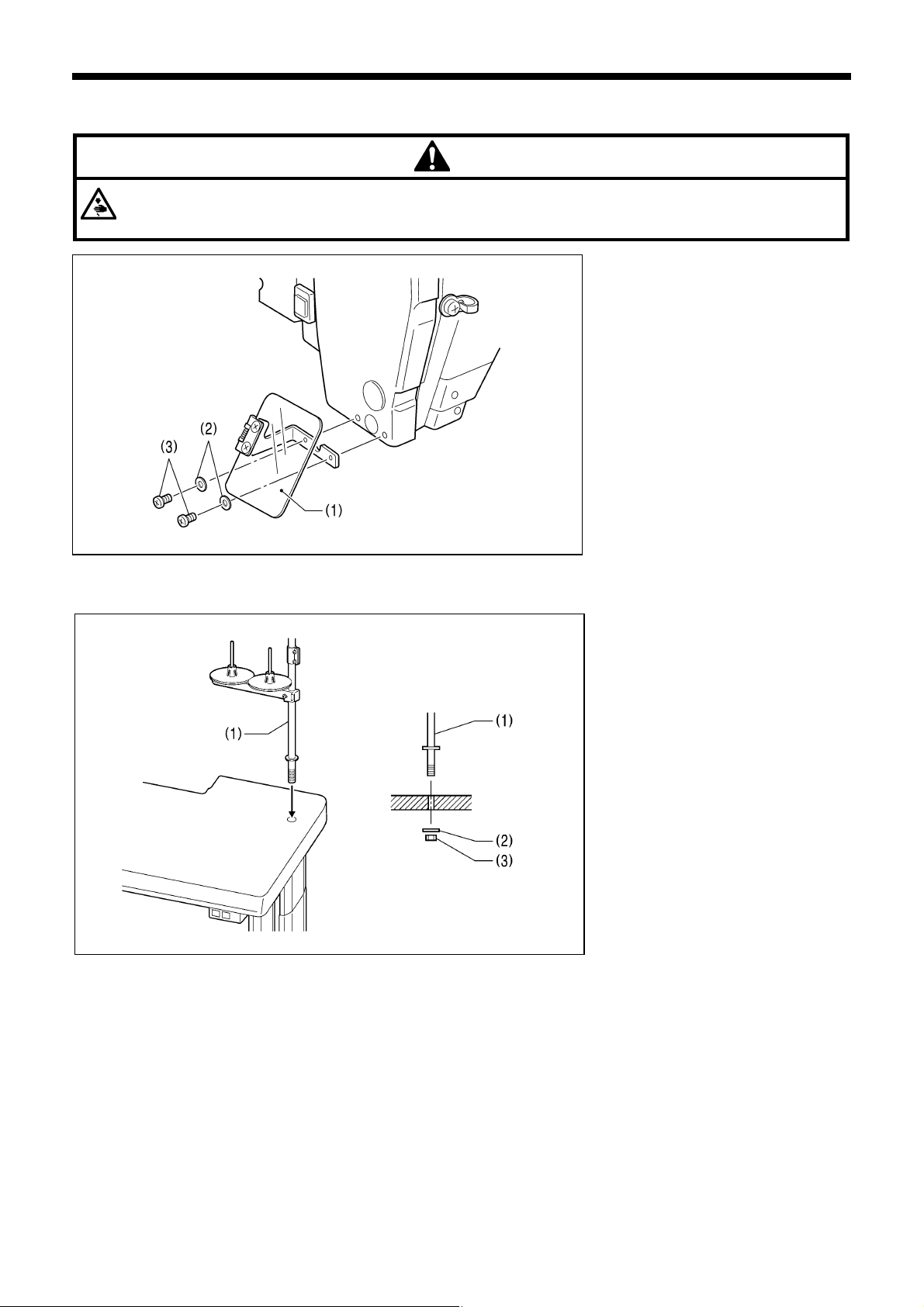
4-16. 护眼板的安装方法 [11]
为了安全起见,在使用本缝纫机之前,请安装保护装置。
如果未安装这些安全装置就使用缝纫机,会造成人身伤害及缝纫机损坏。
4. 安装方法
注意
(1) 护眼板组件
(2) 垫圈[2 片]
(3) 螺钉[2 个]
4934Q
4-17. 线架的安装方法 [12]
3983
(1) 线架
[注意]
安装上垫圈(2),请拧紧螺母(3)使
线架完全不能移动。
BAS-342G
16
Page 26
4. 安装方法
M
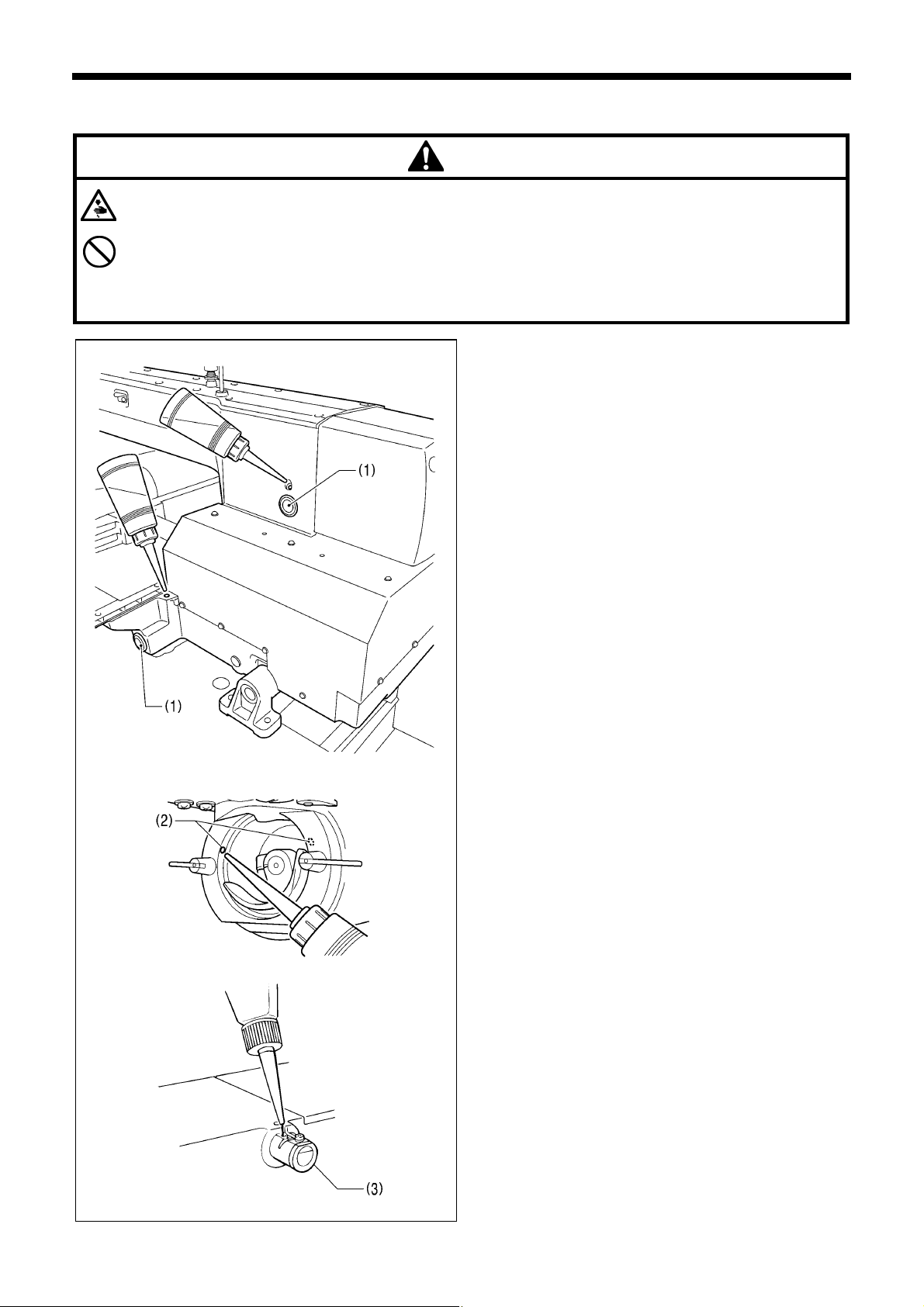
4-18. 供油 [13]
在加油未完成前,请勿插上电源。
如果误踩脚开关,缝纫机动作会导致受伤。
使用润滑油及黄油时,务必戴好保护眼镜和保护手套等,以防润滑油及黄油落入眼中或沾在皮肤上,这是引起发
炎的原因。
另外,润滑油及黄油不能饮用,否则会引起呕吐和腹泻。
将油放在儿童拿不到的地方。
注意
・ 第一次使用缝纫机或长时间未使用缝纫机时,必须要补
充机油。
・ 请使用兄弟公司指定的缝纫机润滑油(新日本石油的缝
纫机润滑油 10N;VG10)。
1. 向机壳侧面的油箱和底板侧面的油箱注油。
2. 给大旋梭本体组件的 2 个孔(2)注入机油,使毛毡上含
* 如果难于买到,作为推荐机油请使用〈Exxon Mobil 公司的 ESSOTEX
SM10;VG10〉。
[注意]
当油面下降到油面指示窗(1)的 1/3 左右时,请务必
加注机油。如果油面下降到油面指示窗(1)的 1/3
以下,则可能会成为机器烧伤等故障的原因。
有微量的机油。
[注意]
如果大旋梭本体组件的毛毡上没有机油时,则可能
会造成缝纫故障的原因。
3. 如果使用冷却液槽(3)时,请在槽中注入硅油
2
(100mm
/s)。
(冷却液槽(3)的使用方法参考「5-3. 面线的穿法」)
3984M
3985M
3986
BAS-342G
17
Page 27

M
M
4-19. 电源线的连接 [14]
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
<单相>
绿/黄色线
<三相>
(地线)
绿/黄色线
(地线)
4. 安装方法
注意
1. 将电源线(1)上加装适当的插头。(绿/黄色线是地线。)
2. 将电源插头插入有接地的 AC 插座。
* 控制箱内部使用的是单相。
[注意]
・ 接驳地线不牢固,是造成触电或误动作以及基板等
电装品故障的原因。
・ 请不要使用延长线,会成为缝纫机错误动作的原因。
3988
4-20. 安全开关的确认 [15]
1. 如果缝纫机头是倒着的,可慢慢地将缝纫机头竖起,复
位。(参考「4-5. 缝纫机头的倒下及竖起的方法」)
2. 接通电源。
3. 确认操作盘上没有表示错误 No.。
<如果表示了错误 No.[E050],[E051],[E055]时>
如果安全开关(1)没有 ON 时会发生错误 No.[E050]、[E051],
[E055]。
请调整安全开关(1)的安装位置。
1) 关闭电源。
2) 松开螺钉(2)[2 个]。
3) 在安全开关(1)的右侧完全被按下,安全开关(1)变成
ON 的位置后,拧紧螺钉(2)[2 个]。
4) 接通电源,确认是否已没有错误 No.的表示。
3989
BAS-342G
18
Page 28

5. 缝纫前的准备
5. 缝纫前的准备
5-1. 机针的安装方法
安装机针时,请切断电源。
当误踩下脚踏开关时,缝纫机动作会导致人员受伤。
注意
1. 松开螺钉(1)。
2. 机针(2)的长槽朝着正面,笔直插到底并用力拧紧螺
钉(1)。
3990M
5-2. 2 连脚踏开关的操作方法
压脚开关
启动开关
3991M
3992M
当踩下压脚开关(左侧)时间歇压脚(1)和压脚板(2)下
降,当踩下启动开关(右侧)时缝纫机启动。
* 压脚板(2)的放下方法,使用存储器开关 No. 002 可
以改变。(参考「7-3. 存储器开关一览表」)
19
BAS-342G
Page 29

5. 缝纫前的准备
5-3. 面线的穿法
请按下图所示序号正确地穿面线。
*如果在穿线模式下进行穿线时,夹线盘(1)将变成打开状态,缝线就更加便于穿过。(参考下一页)
[棉,短纤维线时]
3993 M
・ 回转缝纫机手轮(2),请将挑线杆(3)调到最高点后,进行穿线。
(容易穿线,且可防止开始缝纫时的脱线。)
・ 在线穿过机针后,从机针孔处留出线的长度为 42mm 左右。
如留出的线过长有可能会打结。
[化纤线时]
通过面线
冷却液槽
3994M
3995M
BAS-342G
20
Page 30

5. 缝纫前的准备
<穿线模式>
在穿线模式下,即使踩下脚踏开关,缝纫机也不会启动,所以非常安全。
1
2
全部熄灭
THREAD/CLAMP 灯点亮
进行穿线
3
・过 5 分钟后蜂鸣器鸣响,夹线盘关闭。
* 如果存储器开关 No.564 设定为[2]时,过 1 分钟后蜂鸣器鸣响,夹线盘关闭。
穿线模式结束
4
THREAD/CLAMP 灯熄灭
菜单灯熄灭
接通电源。
按下 THREAD/CLAMP 键。
・ 降下压脚板和间歇压脚。
・ 夹线盘呈打开状态。
按 THREAD/CLAMP 键。
・ 压脚板和间歇压脚返回到进入穿线模式前的状态。
4421Q
4427Q
21
BAS-342G
Page 31

5-4. 底线的绕线方法
在卷线过程中,不要触摸任何运动部件或将物件靠在运动部件上,因为这会导致人员受伤或缝纫机损坏。
5. 缝纫前的准备
注意
3998M
4000M
变多
变少
3996M
3997M
3999M
1. 将梭芯嵌入卷线轴(1)上。
2. 按图示进行穿线,将线在梭芯内绕几圈,然后压上梭
芯压臂柄(2)。
3. 接通电源。
4. 先踩下压脚开关(3),放下压脚板后,再踩下启动开关
(4)。
(进行原点检出。)
5. 确认机针不碰到压脚板。
6. 再一次踩下压脚开关(3),压脚板降下。
7. 然后一边按着 TENSION/WIND 键(5),一边踩下启动开
关(4)。
8. 缝纫机开始运转后放开 TENSION/WIND 键(5),并继续
踩着启动开关(4)直到绕线结束为止。
(如果在中途放开了启动开关(4)时,则请再次一边按
着 TENSION/WIND 键(5),一边踩下启动开关(4),可重
新开始绕线。)
9. 当绕线量达到一定的数量(梭芯外径的 80%~90%)
时应停止绕线,梭芯压臂柄(2)将自动返回。
10. 取下梭芯,将线钩在切刀(6)上,朝箭头方向拉梭芯,
将线割断。
梭芯绕线量的调节
拧松螺钉(7),移动梭芯压杆(8)进行调节。
绕线不均匀的调节
松开螺钉(9),上下移动卷线器夹线组件(10)进行调节。
4001M
A 的情况
B 的情况
* A 的情况,将卷线器夹线组件(10)向下移动,B 的情况,
正好相反,向上移动。
BAS-342G
22
Page 32

5. 缝纫前的准备
5-5. 梭芯套的装取方法
在安装梭芯套时,请切断电源。
当误踩下脚踏开关时,缝纫机动作会导致人员受伤。
注意
4002M
1. 向下拉大旋梭盖(1)将其打开。
2. 按底线向右卷绕的方向握住梭芯,然后将梭芯插入梭芯套。
3. 将底线穿过线槽(2),然后从导线部(3)中拉出。
4. 当拉出底线后,检查梭芯是否按箭头方向转动。
5. 将线穿过套柄上的线孔(4),使线端长出 30 mm 左右。
6. 拿住梭芯套上的捏手,将梭芯套插入旋梭。
2534Q
30mm
2535Q
23
BAS-342G
Page 33

5-6. 缝纫张力
参考线张力
面线 相当#20 号
底线 相当#20 号
面线的张力(N) 1.4~1.8
底线的张力(N) 0.3~0.4
预张力(N) 0.2~0.4
机针 DP×17#19
5-6-1. 底线的张力
减弱 加强
5-6-2. 面线的张力
减弱
减弱
加强
加强
2536Q
4003M
5. 缝纫前的准备
转动调节螺钉(1)来调节底线的张力,将张力调节到当用
手握住线端时梭芯套靠它的自重不会滑落的程度,尽可能
调弱张力。
1. 转动夹线螺母(1)(主夹线器),根据缝制品进行张力的
调节。
2. 用夹线螺母(2)(副夹线器)进行调节,使面线残留量在
42mm 左右的范围内。
BAS-342G
24
Page 34

5. 缝纫前的准备
5-7. 原点检测
对齐
4004M
4005M
4421Q
在开始原点设定前,请先确认机针是否处于针上停止位
置。
回转手轮(1),使挑线杆(2)的下侧的棱线和缝纫机壳上
的加工记号(○)一致。
1. 接通电源。
电源指示灯(3)点亮,程序号(No.)表示(4)将显示出机
型名[342],菜单表示(5)将显示出[Air]。
然后,程序号(No.)表示(4)所显示的程序号变成闪烁。
2. 踩下压脚开关(6),压脚板降下后,再踩下启动开关
(7)。
(进行原点检出后,压脚板向缝纫开始点移动并上升。)
* 如果是针数很多的程序时,原点检出后,在蜂鸣器
鸣响之后,压脚板向缝纫开始点移动。
4006M
[注意]
如果踩下启动开关(7)时出现了错误[E110]时,请
向回转方向回转手轮(1),可解除错误表示。
25
4007M
BAS-342G
4008M
Page 35

5-8. 二档压脚的设定方法
5. 缝纫前的准备
中间位置
第一挡
第二挡
第一挡
第二挡
4009M
4010M
在进行该设定时,可以将压脚板(1)分为二挡来下降。
1. 将存储器开关 No.002 设定为[1]。
(参考「7-2. 存储器开关的设定方法」)
2. 在压脚板(1)升起的状态下,松开碟式螺钉(2)。
3. 试将压脚定位板(3)上下移动后定在中间位置后,拧紧
碟式螺钉(2)。
4. 踩下压脚开关(4)的第一挡,确认是否在中间位置。
5. 踩到压脚开关(4)的第二挡时,压脚板完全降下。
* 二挡压脚必须在存储器开关 No.002 设定为[1]时才有
效。
* 不可将存储器开关 No.002 设定为[2]。
<一挡压脚复位时>
1. 将存储器开关 No.002 设定为[0]。
(参考「7-2. 存储器开关的设定方法」)
2. 在压脚板(1)升起的状态下,松开碟式螺钉(2)。
3. 试将压脚定位板(3)升到最高位置时,拧紧碟式螺钉
(2)。
4011M
BAS-342G
26
Page 36

6. 操作盘的使用方法(基本操作)
6. 操作盘的使用方法(基本操作)
6-1. 操作盘上每个部件的名称和功能
4435Q
(1) 电源指示灯
当接通电源开关时此灯点亮。
(2) CAUTION(警告)灯
当发生错误时,此灯点亮。
(3) RESET(再设定)键
用于解除错误。
(4) TEST(试验)键
要进入试验模式时,使用此键。
(5) TEST 灯
如果按 TEST 键(4)则此灯点亮。
(6) THREAD/CLAMP(穿线和压脚高度)键
要进入穿线模式或压脚高度设置模式时,使用此键。
(7) THREAD/CLAMP 灯
如果按 THREAD/CLAMP 键(6)则此灯点亮。
(8) TENSION/WIND(张力和卷底线)键
要卷绕底线时,使用此键。
(9) TENSION/WIND 灯
在装有数码式张力器(选购装置)时使用。
27
BAS-342G
Page 37

6. 操作盘的使用方法(基本操作)
(10) X-SCALE(X-尺度)灯
当用 SELECT 键(15)切换到横向倍率时,此灯点亮。
(11) Y-SCALE(Y-尺度)灯
当用 SELECT 键(15)切换到纵向倍率时,此灯点亮。
(12) SPEED(速度)灯
当用 SELECT 键(15)切换到缝纫速度时,此灯点亮。
(13) COUNTER(计数器)灯
当用 SELECT 键(15)切换到底线计数器/生产量计数器时,此灯点亮。
(14) SPLIT No.(分割 No.)灯
当存在分割数据(用于在程序执行中途指令暂停执行的数据)时,如果用 SELECT 键(15)切换到分割状态,则此
灯点亮。
(15) SELECT(选择)键
用于切换菜单(横向,纵向倍率,缝纫速度,计数器)。
(16) 菜单表示
用于显示菜单的设定值,存储器开关的内容和错误代码等。
(17) 设置键
要变更菜单表示(16)所显示的数值时,使用此键。
或者,要使中途停止的机针位置的前进/后退时,使用此键。
(18) 程序号表示
显示程序号等。
(19) 设置键
要变更程序号 No.表示(18)所显示的数值时,使用此键。
(20) CF 显示灯
在接通电源,如果插入了 CF 卡(外部媒体)时,此灯点亮。
(21) FD 显示灯
在接上外部媒体装置 FDD(选购件)时,此灯点亮。
(22) 功能键[F1,F2,F3,F4]
用于用户程序的选择、循环程序的设置和选择。
(23) R/W(读写)键
要读写外部媒体时使用此键。
CFTM是 SanDisk Corporation 的商标。
BAS-342G
28
Page 38

6. 操作盘的使用方法(基本操作)
6-2. 缝纫数据的读取方法
关于 CF 卡,请阅读「8-1. CF 卡(市场上销售产品)使用上的注意事项」。
1
2
CF 显示灯点亮
3
在读取中
读取完了
4
程序号(No.)表示将从[ P] 变为所选择的程序号。
切断电源开关,请取出 CF 卡后盖上 CF 槽的盖子。
在电源开关关闭的状态下,将 CF 卡插入 CF 插入口。
[注意]
・ 请注意 CF 卡的插入方向。
・ 除了在插入或拔出 CF 卡以外,请一定将盖子盖
上。因灰尘等的进入是造成故障的原因。
接通电源开关。
按
键或 键来选择程序号(100~999)。
*该[---]表示是送布原点确认用的。
按 R/W 键。
・ 蜂鸣器鸣响,从 CF 卡读取并向内部存储器复制所
选择的缝纫数据。
4453Q
4457Q4421Q
4498Q
6-3. 程序号的设置方法
29
4012M
1. 按 键或 键(1)来选择读取内存的程序 No.。
・ 程序 No.表示(2)所显示的程序 No.将闪烁。
・ 出厂时的表示是[---]。(送布原点确认用)
2. 踩下压脚开关(3),压脚板降下后,踩下启动开关(4)。
・ 压脚板向缝纫开始点移动,确定程序 No.。
・ 程序 No.从闪烁变成点亮。
[注意]
设置完了后,请务必进行「6-6. 缝纫图案的确认」,并确
认落针位置是否正确。
BAS-342G
Page 39

6-4. 横向倍率/纵向倍率的设置方法
4013M
6. 操作盘的使用方法(基本操作)
出厂时倍率被设置在 100(%)。
1. 按下 SELECT 键(1),使横向倍率的X-SCALE 指示灯(2),
纵向倍率的 Y-SCALE 指示灯(3)点亮。
・ 菜单表示(4)将显示设置值(%)。
* 当存储器开关 No.402 位于 ON 时,数值以 mm 表示。
2. 按下
键或是 键(5),来设置倍率(0~400)。
・ 程序 No.表示(6)所显示的程序 No.将闪烁。
3. 踩下压脚开关(7)压脚板降下后,再踩下启动开关(8)。
・ 压脚板向缝纫开始点移动,确定倍率。
・ 程序 No.从闪烁变成点亮。
[注意]
设置完了后,请务必进行「6-6. 缝纫图案的确认」,
并确认落针位置是否正确。
6-5. 缝纫速度的设置方法
4956Q
出厂时缝纫速度被设置在 2000(rpm)。
1. 按下 SELECT 键(1),使 SPEED 指示灯(2)点亮。
・ 菜单表示(3)将显示设置值(rpm)。
2. 按
键或是 键(4),来设置缝纫速度。
(缝纫速度设定值:400~2700)
BAS-342G
30
Page 40

6. 操作盘的使用方法(基本操作)
6-6. 缝纫图案的确认
利用试送布模式,仅使压脚板移动来确认运针情况。
请确认针板的针孔应不超出压脚板框的范围。
1
2
连续试送布模式开始
3
TEST 灯点亮
TEST 灯点亮
COUNTER 灯点亮
按下 TEST 键。
选择想确认的程序 No.,设定横向倍率,纵向倍率。
・ 程序 No.闪烁。
踩下压脚开关(1)压脚板降下后,再踩下启动开关(2)。
・ 压脚板向缝纫开始点移动,程序 No.从闪烁变成点亮。
・ 在菜单表示处表示针数。
4957Q
踩下压脚开关(1)压脚板降下后,再踩下启动开关(2)后,又放开。
・ 压脚板开始 1 针接 1 针连续移动。
[快送布试验模式]
如果在移动压脚板中踩下压脚开关(1)时,则在踩着期间可以加快送
布速度。
如果按
键,压脚板应前进 1 针,如果按 键,压
4443Q
脚板就后退 1 针。(如果连续按着不放,就快速送
布。)
4014M
4014M
TEST 灯熄灭
试送布如进行到最后一针时,压脚板向缝纫开始点移
4
动后就停止。
31
TEST 灯熄灭
BAS-342G
要从试送布中途开始缝纫时,请按 TEST 键使 TEST
灯熄灭。
如果踩下启动开关(2),就开始缝纫。
4014M
按下 TEST 键。
Page 41

6-7. 间歇压脚高度的设定
可以用操作盘更改间歇压脚高度的设定值。
6. 操作盘的使用方法(基本操作)
1
2
全部熄灭
按 THREAD/CLAMP 键。
进入穿线模式。
・ 程序 No.表示显示[ 1],间歇压脚(1)下降。
THREAD/CLAMP 灯点亮
菜单灯熄灭
按下
键。
进入间歇高度设定模式。
・ 程序 No.表示处显示[ 4],间歇压脚(1)一直上升到菜
单表示所显示的设定值为止。
(间歇高度设定值为:0.0~10.0)
按
键或是 键来设定间歇高度。
・ 间歇压脚(1)将根据设定的高度值进行上升和下降。
[注意]
4445Q
4015M
设定完了后,请一定要用手转动手轮一周,确认间歇压
脚不能碰到针杆。
5225Q
设定模式完了
3
间歇压脚的操作
待机时
下降时
缝纫时
<模式的移动>
THREAD/CLAMP 灯熄灭
[ 1] 穿线模式
↓↑
[ 4] 间歇高度设定模式
按 THREAD/CLAMP 键。
・ 储存设定值。
・ 间歇压脚(1)回复到进入设定模式前的状态。
① 间歇压脚上升量
② 间歇高度
使用上述的操作可以设定。
但是,如果设定了间歇高度比间歇压脚行程
小时,为了防止与针板相碰间歇压脚不下
降。(参考第 63 页)
③ 间歇压脚行程
调整请参考「11-13. 间歇压脚行程的变换」。
4016M
5033Q
BAS-342G
32
Page 42

7. 操作盘的使用方法(上级操作)
7. 操作盘的使用方法(上级操作)
7-1. 实用功能一览
在按着 TEST 键的同时,再按各相关的键。
1
2
3
SPEED 灯点亮时
4
5
存储器开关设定模式
参考「7-2. 存储器开关的设定方法」
底线计数器设定模式
参考「7-4. 底线计数器的使用方法」
生产量计数器设定模式
参考「7-5. 生产量计数器的使用方法」
生产量计数器一时显示功能
参考「7-5. 生产量计数器的使用方法」
用户程序设定模式
参考「7-7. 用户程序的使用方法」
4488Q
4489Q
4490Q
4491Q
4492Q
4493Q
33
BAS-342G
Page 43

7-2. 存储器开关的设定方法
7. 操作盘的使用方法(上级操作)
1
全部熄灭
菜单灯熄灭,TEST 灯点亮
2
要想只显示从初始值中被变更的存储器开关号码时
设定模式结束
3
・想要将一个存储器开关的设定值作为初始值时,请在显示该存储器开关号码的状态下按 RESET
键。
・想要将所有存储器开关的设定值作为初始值时,请按着 RESET 键保持 2秒钟以上直到蜂鸣器发
出“哔-”的鸣响声。
TEST 灯熄灭
按着 SELECT 键的同时,接通电源开关。
*在显示机型名称后,请一直按着 SELECT 键直至蜂鸣
器发出“哔-”的响声。
或者
在电源接通的状态下,同时按 TEST 键和 TENSION/WIND
键。
・ 程序号(No.)表示将显示存储器开关号码,菜单表
示将显示该号码的设定值。
4449Q 4421Q
按
键或是 键来选择存储器开关号码。
(参考下一页的「7-3. 存储器开关一览表」)
按
键或是 键来更改设定值。
4961Q
在按 SELECT 键的同时按 键或是 键。
・ 依次显示从初始值起所变更的存储器开关号码。
・ 如果没有从初始值起变更存储器开关号码时,显
示不变并且蜂鸣器发出“哔-哔-”的鸣响声。
4452Q
按下 TEST 键。
・ 变更内容被存储,成为等待原点检测的状态。
BAS-342G
34
Page 44

7. 操作盘的使用方法(上级操作)
7-3. 存储器开关一览表
号码 设定范围 设定内容 初始值
缝纫结束后的压脚上升时间
001
002
100
200
300
400
401
402
403
OFF 在最后一针的位置上升
ON 在移动到缝纫开始点后上升
左右一体压脚的下降动作
0 第一挡下降
1 第二挡下降 (*1)
2 请不设定
起始速度
OFF
ON
缝纫开始时 1~5 针的速度将根据存储器开关 No.151~155 的设定状况而定。
(关于存储器开关 No.151~155、请参考调整说明书。)
第 1 针为 400rpm、第 2 针为 400rpm、第 3 针为 600rpm、第 4 针为 900rpm、
第 5 针为 2,000rpm
1 针试送布
OFF 试送布随着踩下启动开关而开始,并自动前进到最后一针为止
试送布
ON
・ 每踩一次压脚开关就会前进 1 针
・ 如一直踩着启动开关时,会连续前进
・ 用手回转手轮一针一针前进
生产量计数器显示
OFF 底线计数器显示
ON 生产量计数器显示
用户程序
OFF 无效
ON 用户程序模式变为有效
循环程序
OFF 无效
ON 在使用用户程序缝纫时,将按予先设置的程序顺序进行缝纫
放大缩小率的 mm 表示(*2)
OFF 以%表示
ON 以 mm 表示
分离模式的选择
0 连续分离(在分离数据检出前分离菜单无效)
1 连续分离(分离菜单通常有效)
2 单独分离
ON
0
OFF
OFF
OFF
OFF
OFF
OFF
0
(*1) 必须决定压脚定位板的位置。(参考「5-8. 二档压脚的设定方法」)
(*2) 显示尺寸(mm)可能与实际的缝纫尺寸有所差异。
35
BAS-342G
Page 45

7. 操作盘的使用方法(上级操作)
7-4. 底线计数器的使用方法
如果根据梭芯内的缝线量预先将能够缝制的片数设定于底线计数器,这样就能防止在缝制中途底线用完的情况。
<初始值的设定>
1
2
4456Q
设定模式结束
3
TEST 灯点亮,COUNTER 灯闪烁
按
键或 键来设定初始值。
・ 初始值可设定在 1 片[0001]~9999 片[9999]的范围内。
・ 如果将数值设为[0000],底线计数器将不工作。
・ 如果在设定模式中按 RESET 键,数值就变成[0000]。
如果在设定模式中按下 R/W 键时,则显示中的程序 No.将被
作为初始值保存,还能够使用别的缝纫数据来设定底线计
数器。
TEST 灯熄灭
在按着 TEST 键的同时按 键。
・ 菜单表示将显示以前所设定的初始值。
4962Q 4455Q
按下 TEST 键。
・ 初始值被存储。
<底线计数器的操作>
当存储器开关 No.300 被 OFF 时,如果按 SELECT 键(1)以选择计数器显示菜单,COUNTER 灯就点亮,菜单表示(2)将
显示底线计数器。
1. 每结束一次缝纫,菜单表示(2)所显示的数值就减小
1。
2. 当底线计数器变成[0000]时,电子蜂鸣器就连续鸣
响。这时,即使踩下脚踏开关缝纫机也不工作。
3. 如果按 RESET 键(3),电子蜂鸣器就停止鸣响,菜单表
示(2)将显示底线计数器的初始值,变成可缝纫的状
态。
・当没有设置初始值时,则显示[0000]。
* 按
键或是 键(4)时,可任意设置底线计数器值。但
是,这个数值不能作为初始值被存储。
* 如果设定了底线计数器,即使不在底线计数器显示状
态,计数器也照常进行计数动作。
4963Q
BAS-342G
36
Page 46

7. 操作盘的使用方法(上级操作)
7-5. 生产量计数器的使用方法
<计数值的设定>
1
TEST 灯和 SPEED 灯点亮
COUNTER 灯闪烁
2
设定模式结束
3
TEST 灯熄灭
在按着 TEST 键的同时按 键。
・ 在程序 No.表示和菜单表示处以 7 位数显示以前设
定的计数值。
4464Q 4465Q
按
键或是 键来设置计数值。
・ 计数值可设定在[000][0000]~[999][9999]
的范围内。
・ 如果在设定模式中按了 RESET 键,数值就变成
[000][0000]。
4466Q
按 TEST 键。
・ 计数值被存储。
<生产量计数器操作>
存储器开关 No.300 为 ON 时,如果按 SELECT 键(1)以选择计数器显示菜单,则 SPEED 和 COUNTER 灯点亮,菜单表示
(2)将显示生产量计数器。
1. 每结束一次缝纫,菜单表示(2)所显示的数值就增大
1。
2. 在按着
键(3)的期间中,程序 No.表示(4)将显示 3
位的数值,显示位合计为 7 位数。
3. 如果按着 RESET 键(5)保持 2 秒钟以上,计数器的值就
复位到[0000]。
一时显示功能
在底线计数器显示中,可以显示一时性的生产量计数
器。
当 SPEED 指示灯点亮时,如果在按下 TEST 键(6)的同时
按 RESET 键(5),则菜单表示(2)将显示生产量计数器。
通过按 TEST 键(6)或使用 SELECT 键(1)切换菜单,可以
恢复原来的菜单表示。
*也可以在一时显示的状态下,进入缝纫操作。
4468Q
37
BAS-342G
Page 47

7-6. 分离号码(No.)的设定方法
如果在 1 个程序中有分离数据(中途停止数据)的存在时,根据分离数据表
示被断开的图形号码称为分离号码(No.)。
7. 操作盘的使用方法(上级操作)
图形号码 1
图形号码 1:分离号码 No.1
图形号码 2:分离号码 No.2
图形号码 3:分离号码 No.3
图形号码 2
图形号码 3
4964Q
1. 按下
键或是 键(1),选择包含分离数据在内的
程序 No.。
・ 程序号(No.)表示(2)所显示的程序 No.将闪烁。
2. 踩入压脚开关(3),压脚板下降后,再踩下启动开关
(4)。
・ 压脚板向缝纫开始点移动,程序 No.被确定。
・ 程序 No.从闪烁变成点亮。
3. 按下 SELECT 键(5),SPLIT No.指示灯(6)点亮。
・ 在菜单表示(7)处分离号码(No.)被表示。
4. 按下
键或是 键(8)分离号码 No.被设定。
4017M
根据存储器开关 No.403 的设定,可以切换分离模式。
[连续分离]
存储器开关 No.403=0(在分离数据检出后分离菜单才有效)
存储器开关 No.403=1(分离菜单通常有效)
・每个缝制的分离号码(No.)按此 1→2→3→1(例如:分离数据有 2 个时)的顺序前进。
[单独分离]
存储器开关 No.403=2
・只单独缝制被表示的分离号码(No.)的图形。
BAS-342G
38
Page 48

7. 操作盘的使用方法(上级操作)
7-7. 用户程序的使用方法
能够登录程序号(No.)、横向倍率、纵向倍率、缝纫速度、间歇高度等最多 50 种(U1~U50)参数。
要切换所决定的缝纫图案加以使用时,如果预先登录到用户程序则使用时会更为方便。
用户程序在存储器开关 No.400 为 ON 时有效。
<登录方法>
选择用户程序号
1
首先设定程序 No.
2
接着设定横向倍率
3
然后设定纵向倍率
4
TEST 灯点亮,菜单灯闪烁
X-SCALE 灯闪烁
在按 TEST 键的同时按 SELECT 键。
・ 进入用户程序登录模式。请确认菜单灯应闪烁。
・ 在程序号(No.)表示将显示用户程序号,在菜单表
示将显示[P---]。
按
键或 键来选择用户程序号。
4469Q
按
键或是 键,设定要登录的程序 No.。
[注意]
请选择已被内存了的程序 No.。不能在媒体上指定
程序 No.。
4966Q
按 SELECT 键。
按
键或是 键,设定要登录的横向倍率。
4470Q
按 SELECT 键。
按
键或是 键,设定要登录的纵向倍率。
39
Y-SCALE 灯闪烁
BAS-342G
4472Q
Page 49

然后进一步设定缝纫速度
5
7. 操作盘的使用方法(上级操作)
按 SELECT 键。
按
键或是 键,设定要登录的缝纫速度。
最后再设定间歇高度
6
7
SPEED 灯闪烁
THREAD/CLAMP 灯闪烁
4474Q
按 SELECT 键。
按
键或是 键,设定要登录的间歇高度。
4969Q
按 SELECT 键。
・ 要继续设定其他的用户程序时,请选择用户程序
号并重复操作步骤 2.~7.。
结束用户程序登录模式
8
TEST 灯点亮,菜单灯闪烁
TEST 灯熄灭,菜单灯点亮
4970Q
按 TEST 键。
到此,用户程序已被登录。
・ 程序 No.表示所显示的用户程序号闪烁。
4971Q
(下一页继续)
BAS-342G
40
Page 50

7. 操作盘的使用方法(上级操作)
<使用方法>
4018M
1. 按
键或是 键(1),选择要缝纫的用户程序 No.。
・ 当用户程序号闪烁时,如果踩下压脚开关(2)压脚
板下降后再踩启动开关(3)。(压脚板向缝纫开始点
移动。)
・ 可以用功能键 F1~F4(4)直接选择用户程序 U1~
U10。(参考「7-9. 直接选择的方法」)
2. 确认落针位置是否正确,然后进行缝纫。(参考「6-6.
缝纫图案的确认」)
・ 如果按 SELECT 键(5),就可以确认所显示的用户程序
的内容(横向倍率、纵向倍率、缝纫速度等)。
<删除方法>
1
2
用户程序全部删除
TEST 灯点亮,菜单灯闪烁
在按 TEST 键的同时按 SELECT 键。
・ 进入用户程序登录模式。请确认菜单灯应闪烁。
・ 程序 No.表示将显示用户程序号,菜单表示将显示
程序 No.。
按
键或是 键,选择要删除的用户程序号。
4970Q
按 RESET 键。
・ 蜂鸣器鸣响,所选择的用户程序被删除。
[注意]
被删除的用户程序如果已登录在循环程序中,则
该用户程序所登录的程序框将成为空置状态。没
有删除循环程序。
按住 RESET 键 2 秒钟以上。
・ 蜂鸣器鸣响,所有的用户程序都被删除。
[注意]
如果已登录了循环程序,则循环程序也被全部删
除。
41
BAS-342G
Page 51

7. 操作盘的使用方法(上级操作)
7-8. 循环程序的使用方法
可以将已登录在用户程序中的缝纫图案登录到最多可登录 9 种(C-1~C-9)的循环程序中。
1 个循环程序最多可以设置 15 个程序步。
要依次缝纫已决定的缝纫图案时,如果预先登录在循环程序中则更为方便。
循环程序只有在存储器开关 No.400 和 No.401 为 ON 时才有效。
<登录方法>
进入用户程序登录模式
1
TEST 灯点亮,菜单灯闪烁
进入循环程序登录模式,选择循环程序号
2
菜单灯熄灭
设置程序步 1
3
程序步 2 以后也同样进行设置。
4
程序步 9 以后将以[A.---][b.---][c.---][d.---][E.---][F.---]的顺序
显示。
要在设置中返回到前一程序步时
〈循环程序 C-1~C-4 的情况〉
1. 如果分别按功能键 F1~F4,就返回到程序步 1 的显示。
2. 按 SELECT 键直至达到所需的程序步。
〈循环程序 C-5~C-9 的情况〉
1. 按
键或 键来切换循环程序号。
2. 再次选择所需的循环程序号时,按 SELECT 键直至达到所需的程序步。
在按 TEST 键的同时按 SELECT 键。
・ 请确认菜单灯应闪烁。
・ 程序 No.表示将显示用户程序号,菜单表示将显示
程序 No.。
把要登录在循环程序中的缝纫图案登录在用户程序
中。
按功能键 F1~F4 中的任意一个键。
・ 程序 No.表示将显示循环程序号 C-1~C-4,菜单
表示将显示[1.---]。
按功能键 F1~F4 或是按
键来选择循环程序 No.。
按
键或是 键,设置要登录的用户程序号。
按 SELECT 键。
4973Q
4428Q
4444Q
BAS-342G
42
Page 52

7. 操作盘的使用方法(上级操作)
要继续登录其他的循环程序时,请重复操作步骤 2~4。
5
结束循环程序登录模式
6
按 TEST 键。
在此,循环程序已被登录。
・ 程序 No.表示处显示的循环程序号闪烁。
TEST 灯熄灭, 菜单灯点亮
4439Q
<使用方法>
1. 按
键或是 键(1),选择要使用的循环程序号。
・ 当循环程序号闪烁时,如果踩下压脚开关(2)压脚
板下降后再踩启动开关(3)。(压脚板向缝纫开始点
移动。)
・ 可以用功能键 F1~F4(4)直接选择循环程序号。
(参考「7-9. 直接选择的方法」)
2. 确认落针位置是否正确,然后进行缝纫。(参考「6-6.
缝纫图案的确认」)
3. 所登录的用户程序将按照程序步依次执行,当最后的
程序步结束时,菜单表示(5)就返回到程序步 1 的显
示。
・如果按
键或是 键(6)时,就可以返回到前一个程序步或跳到下一个程序步。
4019M
・如果按 SELECT 键(7),就可以确认所显示程序步的用户程序内容(横向倍率,纵向倍率,缝纫速度等)。但是,不
能进行更改。
[注意]
在循环程序缝纫模式(存储器开关 No.401 为 ON)时,如果没有被登录的循环程序,就以用户程序的号码依次
进行缝纫。
43
BAS-342G
Page 53

7. 操作盘的使用方法(上级操作)
<删除方法>
1
在按 TEST 键的同时按 SELECT 键。
・ 进入用户程序登录模式。请确认菜单灯应闪烁。
TEST 灯点亮,菜单灯闪烁
2
按功能键 F1~F4 中的任意一个键。
・ 进入循环程序登录模式。
按功能键 F1~F4 或是
键,选择要删除的循环程序
No.。
菜单灯熄灭
3
按 RESET 键。
・ 蜂鸣器鸣响,所选择的循环程序被删除。
循环程序全部删除
按住 RESET 键 2 秒钟以上。
・ 蜂鸣器鸣响,所有的循环程序都被删除。
[注意]如果在循环程序登录后执行用户程序的全部删除,则所登录的循环程序也被全部删除。
4970Q
4450Q
7-9. 直接选择的方法(组合表)
使用功能键可以直接选择用户程序号或循环程序号。
使用功能键 F1~F4 可以选择 U1~U4、C-1~C-4。
同时按几个组合的功能键 F1~F4(加法组合)可以选择 U5~U10、C-5~C-9。
U5/C-5 U6/C-6 U7/C-7
或是
U8/C-8 U9/C-9 U10
或是
BAS-342G
或是
44
Page 54

7. 操作盘的使用方法(上级操作)
7-10. 缝纫图案的 X·Y 平行移动
送布装置向任意位置移动,已程序化的缝纫图案可上下左右平行移动。
1
1. 按下 键或是 键,选择程序 No.。
2. 踩下压脚开关(1)压脚板降下后,再踩启动开关
(2)。
・ 压脚板向缝纫开始点移动。
踩下压脚开关(1)压脚板下降。
2
4974Q 4014M
3
按下 TEST 键的同时,按下 键。
・ 平行移动量在菜单上以 mm 为单位显示的。
4
X 轴平行移动模式
TEST 灯亮起,X-SCALE 灯闪烁
Y 轴平行移动模式
4560Q
如果按下 SELECT 键,X-SCALE 灯和 Y-SCALE 灯交替闪
烁。可任选其一。
每按一次
键或是 键,压脚板移动 0.05mm。(超过
10mm 的移动则以 0.1mm 为单位。)
・ X 轴平行移动模式时,按
按
键则向左移动。
・ Y 轴平行移动模式时,按
按
键则向前移动。
键则机针相对向右,
键则机针相对向后,
4975Q 4559Q
4561Q
平行移动模式结束
5
按下 TEST 键。
TEST 灯熄灭
[注意]
・ 缝纫图案超过缝制区域则不能移动。
・ 如果程序 No.和横向倍率及纵向倍率被变更时,移动量的记忆将被清除。
・ 还有,如果切断过电源的话,移动量的记忆也将被清除。但是,如果存储器开关 No.465 为 ON 时,移动量被记
忆、即没被清除。(关于存储器开关 No.465 请参考调整说明书。)
45
BAS-342G
Page 55

7. 操作盘的使用方法(上级操作)
7-11. 存储数据的清除(初始化)
正常情况下缝纫机不能工作的原因有可能是存储器开关等的存储数据设定不正确。此时按照下表进行操作,将存储
数据进行初始化就能恢复至正常工作状态。
参数编号 内容
1
2 [ MEM] 存储器开关的初始化
3 [ ALL]
4 [ USE] 用户程序,循环程序的消除
5 [ EoP] 扩充选购输出数据的消除
*有关扩充选购输出请参考程序装置的使用说明书。
[ SEW] 缝制程序的全部消除
[-***] 缝制程序的个别消除
全存储数据(缝制程序,存储开关,用户程序,循环程序,扩充选购输出
数据)的消除或初始化
1
2
缝制程序的个别选择
3
数据初始化模式结束
4
全部熄灭
TEST 灯熄灭
按下 RESET 键的同时,接通电源开关。
※ 机种名显示后,请按住 RESET 键直到蜂鸣器响起
“哔”声。
・ 程序 No.显示器上显示参数编号及菜单显示器上
闪烁着该内容。
TEST 灯亮起, 菜单灯熄灭
按
键或是 键,选择需要初始化的项目的参数编号。
如果参数编号为[1]时按下 键,显示从[ SEW]
变为[-* * *]。(* * *为缝制程序 No.)
按下
键或是 键,选择要消除的缝制程序 No.。
按住 RESET 键 2 秒以上。
・ 响起“哔-” 音的同时,已选择项目的存储数据被初始化。
・ 仅初始化的项目,其内容由闪烁显示变为亮起。
按下 TEST 键。
4562Q 4421Q
4557Q
4563Q
BAS-342G
46
Page 56

8. CF 卡的使用方法
8. CF 卡的使用方法
8-1. CF 卡(市场上销售产品)使用上的注意事项
・ 请使用 32、64、128、256、512MB、1GB 及 2GB 的 CF 卡。
(超过 2GB 以上容量的 CF 卡本产品不能使用。)
・ 请勿拆卸或改装。
・ 请勿强行弯曲,摔跌,损伤,以及在卡上压重物。
・ 请勿让卡沾上水,油,溶剂及饮料等液体。
・ 请在无强静电,电器噪音的环境下使用和保管。
・ 请勿在有振动及冲击,阳光直射,布满线屑等灰尘,高温多湿,温差较大,以及靠近扬声器等强磁体的地方使
用和保管 CF 卡。
・ 在进行数据读取和写入时,如有振动及冲击,请勿将 CF 卡从缝纫机中取出。
・ CF 卡中的数据会因错误操作及事故等消失和破损。因此建议请将重要的数据备份。
・ 请务必在缝纫机电源切断的状态下插入或拔出 CF 卡。
・ 由于购入时 CF 卡就已经格式化,因此请勿再次格式化。
・ 推荐的 CF 卡为 San Disk, Hagiwara SYS-COM 的市场上销售产品。其它厂商的产品也可使用,但有可能会因格
式不同而发生无法读写的情况。
其它请参阅所购 CF 卡附带的使用说明书。
* 本产品对应于 CF 卡的 FAT16 格式,不对应 FAT32 格式。
TM
为 San Disk 公司的商标。
* CF
* 本说明书记载的公司名及产品名为各公司的商标或登记商标。但是正文中没有明确标明 TM 等标记。
8-2. CF 卡文件夹的构成
\BROTHER\ISM\ISMSYS\ISM05MN.MOT :控制程序
\BROTHER\ISM\ISMDB00\ISMMSW.SEW :存储开关数据
(*1) \ISMUPG.SEW :用户程序数据
\ISMS0100.SEW :缝制数据P№=100
\ISMS0101.SEW :缝制数据P№=101
\ISMS0102.SEW :缝制数据P№=102
(*1) 缝制数据的文件夹\BROTHER\ISM\ISMDB00
夹名也可由此改变。想把不同缝纫机的缝制数据保管在同一张 CF 卡中时,请改变文件夹名称。(关于存储器
开关 No.752,请参照调整说明书。)
因是根据存储开关 No.752 的数值的变更而改变有下线的号码,文件
47
BAS-342G
Page 57

8-3. 数据的读写模式
8. CF 卡的使用方法
1
接通电源开关
2
进入数据读写模式
3
4
4453Q
TEST 灯和 CF 灯点亮
在电源开关断开状态下,将 CF 卡插入 CF 槽中。
[注意]
・ 请注意 CF 卡的插入方向。
・ 除了插入或拔出 CF 卡时,请务必将盖子关闭。
如果有灰尘等进入,会引起故障。
・ 如不能找到有效数据时,CF 灯不点亮。
按下 TEST 键的同时,按下 R/W 键。
・ 程序 No.显示器上显示模式 No.,菜单显示器上显
示该内容。
・ 初始模式为缝制数据读取模式。(参照读写模式一
览)
4574Q
按下
键或是 键,选择模式。
4575Q4575Q
[读写模式一览]
程序 No.
显示器
菜单显示器 内容
r 1 [-SEd] 从 CF 卡读取缝制数据(*1)
w 2 [SEd-] 将缝制数据写入 CF 卡
r 3 [-MEM] 从 CF 卡读取存储开关的设定
w 4 [MEM-] 将存储开关的设定写入 CF 卡
r 5 [-UPG] 从 CF 卡读取用户程序的设定
w 6 [UPG-] 将用户程序的设定写入 CF 卡
r 7 [-SyS] 从 CF 卡读取控制程序,并将版本升级
w 8 [LoG-] 将错误记录数据写入 CF 卡
r 9 [-Fdd] 从磁盘读取缝制数据(*2)(*3)
w 10 [Fdd-] 将缝制数据写入磁盘(*2)
r 11 [-EoP] 从 CF 卡读取扩充选购输出数据(*4)
w 12 [EoP-] 将扩充选购输出数据写入 CF 卡
r 13 [oPFd] 从磁盘读取扩充选购输出数据(*2)
(*1) 本产品上可使用的缝制数据是专为用于 BAS-300G 系列而制作的数据。
(*2) 只有在使用选购的磁盘装置时才有效。
(*3) 能够读取 BAS-300 系列,BAS-300A 系列,BAS-300E/F 系列的缝制数据。
(*4) 有关扩充选购输出请参考程序装置的使用说明书。
BAS-342G
48
Page 58

8. CF 卡的使用方法
8-3-1. 从 CF 卡一次性读取全部的缝制数据
1
2
3
读写模式结束
4
读取中
TEST 灯熄灭
在数据读写模式下选择[r 1]。
4576Q
按下 R/W 键。
· [-SEd]变为[ ALL]。
* 在这里按下
键或是 键,选择想要读取的程
序 No.。如进行以下的操作,也能个别读取被选择
了的缝制数据。
4577Q
按下 R/W 键。
・ 蜂鸣器被鸣响,全部的缝制数据从 CF 卡读取并拷
贝到内存上。
・ 在菜单显示上会表示正在被读取中的程序 No.。
* 当 CF 卡存有大量的缝制数据时,要化很多时间读
取。如果中途想停止时,请按暂停键。此后如要继
续时,按 RESET 键时显示[ ALL]后会继续读取。
4976Q
按下 TEST 键。
切断电源,拔出 CF 卡,请务必用盖子将 CF 槽关闭。
49
BAS-342G
Page 59

8-3-2. 将全部的缝制数据一次性写入 CF 卡
8. CF 卡的使用方法
1
2
3
读写模式结束
4
有关其他的读写模式请参考调整说明书。
写入中
TEST 灯熄灭
在数据读写模式下选择[w 2]
4578Q
按下 R/W 键。
・ [SEd-]变为[ ALL]。
* 在这里按下
键或是 键,选择想要写入的程序
No.。使用以下的操作,也能个别写入被选择了的缝
制数据。
4577Q
按下 R/W 键。
・ 蜂鸣器被鸣响,全部的缝制数据从内存中写入到 CF
卡上并被拷贝。
・ 在菜单显示上表示正在被写入中的程序 No.。
* 当内存中有大量的缝制数据时,要化很多时间写入。
如果中途想停止时,请按暂停键。此后如要继续时,
按 RESET 键时在显示[ ALL]后会继续写入。
4977Q
按下 TEST 键。
切断电源,拔出 CF 卡,请务必用盖子将 CF 槽关闭。
BAS-342G
50
Page 60

9. 缝纫
9. 缝纫
发生下列情况时,请切断电源。
当误踩脚开关时,缝纫机动作会导致受伤。
・ 机针穿线时
・ 更换机针或梭芯时
・ 缝纫机不使用,或人离开缝纫机时
缝纫过程中不要触摸任何活动部件或将物件靠在运动部件上,因为这会导致受伤或缝纫机损坏。
9-1. 缝纫的方法
注意
4978Q
4020M
4021M
请使用能确保缝制布料不偏移的压脚板和送布板。
如使用标准的压脚板和送料板而缝制布料偏移时,请使用压脚板和送料板不能滑动的措施。
1. 打开电源。
2. 按
3. 踩下压脚开关(2)压脚板(3)降下后,再踩下启动开关
4. 将布料放在压脚板(3)的下面
5. 踩下压脚开关(2)。
6. 再踩下启动开关(4)。
7. 缝纫一结束就剪线,然后压脚板(3)上升。
键或是 键(1),选择要缝纫的程序 No.。
* 从 CF 卡读取缝制数据的方法请参考「6-2. 缝纫数
据的读取方法」。
(4)。
・ 压脚板向缝纫开始点移动。
・ 在接通电源开关后马上进行原点检出。
· 压脚板(3)下降。
· 缝纫机起动。
51
BAS-342G
Page 61

9-2. 暂停开关的使用方法
在缝制中或是试送布中,如果按了暂停开关(1),CAUTION 指示灯(2)会点亮,缝纫机立即会停止。
9. 缝纫
4981Q
<解除方法>
1. 按 RESET 键(3)。
・ 切线动作完了后,CAUTION 指示灯(2)熄灯,电子蜂
鸣器鸣响后停止。
2. 当不能接着进行缝制时,请再按一次 RESET 键(3)。
・ 程序 No.将闪烁。请进入下面的缝纫准备。
4982Q
<接着缝制的方法>
在缝纫中,当出现断线或是底线用完等情况时,按下了暂停开关(1)后,还是可以在出现断线的位置处继续接着缝制
工作的。
1
2
3
9-3. 扫线用开关的使用方法
按 RESET 键。
・ 切线动作完了后,CAUTION 指示灯熄灯,电子蜂鸣器鸣响后停止。
按着
键,压脚板回到要接着缝制的位置处。
・ 如果按
键一次,压脚板就后退 1 针;如果按 键一次,压脚板就前
进 1 针。(如果连续按着不放,就快速后退或前进。)
踩下启动开关(4)。
・ 缝纫机起动,缝纫开始。
使用扫线用开关(1),可以切换扫线杆(2)的开和关(ON,
OFF)。
4023M
4443Q
4022M
BAS-342G
52
Page 62

10. 保养
10. 保养
在开始清洁作业前,请切断电源。
如果误踩了脚开关,缝纫机动作会导致人员受伤。
使用润滑油和黄油时,务必戴好保护眼镜和保护手套等,以防润滑油落入眼中或沾在皮肤上,这是引起发
炎的原因。
另外,润滑油或黄油不能饮用,否则会引起呕吐和腹泻。
将油放在儿童拿不到的地方。
10-1. 旋梭的清扫
注意
1. 将大旋梭盖向下拉开,取出梭芯盒。
2. 将大旋梭固定柄(1)朝箭头方向打开,取出大旋梭(2)
和中旋梭(3)。
3. 将梭托(4)的四周,旋梭线导向上部及旋梭边缘的棉
尘和线屑等清除干净。
10-2. 废油
53
4024M
1. 当油壶(1)内积满了废油时,请拆下油壶(1),并清除
里面的废油。
2. 清除完后,将油壶(1)拧回到原来位置。
*请遵守废油处理法规,正确处理废油。
4025M
BAS-342G
Page 63

10-3. 调节器的点检
10. 保养
10-4. 控制箱进气口的清扫
1. 在调节器(1)内的瓶中如有积水时,排泄阀(2)按箭头
方向回转来排泄积水。
2. 排泄完了后拧紧排泄阀(2)。
4026M
请每月一次左右用吸尘器清洁控制箱(1)的进气口(2)处
的滤网。
4027M
10-5. 护眼板的清洁
10-6. 机针的检查
护眼板污秽时,请用软布将其擦拭干净。
[注意]
请勿使用有机溶液如汽油或稀释剂清洁护眼板。
4987Q
缝纫开始前先确认针头有否断裂,机针有否弯曲。
10-7. 加油
参考「4-18. 加油」所述,添加机油。
4028M
BAS-342G
54
Page 64

11. 标准调整
11. 标准调整
注意
只有经过训练的技术人员才能进行缝纫机的维
修,保养和检查。
与电气有关的维修、保养和检查请委托购买商店
或电气专业人员进行。
发生下列情况时,请关闭电源。并拔下电源线插
座。
否则误踩下脚踏开关时,缝纫机动作会导致受伤。
・ 检查、调整和维修
・ 更换旋梭等易损零部件
在检查、调整和修理任何使用气动装备之前,请
先断开气源,并等压力表指针下降到 “0”为止。
在必须接上电源开关和气源开关进行调整时,务
必十分小心遵守所有的安全注意事项。
11-1. 挑线簧的调整
低
高
缝纫机头倒下或竖起时,请用双手进行操作。
另外在缝纫机头倒下的状态下,请不要用力压缝
纫机。如缝纫机失去平衡,缝纫机头滑落到地上
是造成受伤或缝纫机损坏的原因。
使用润滑油及黄油时,务必戴好保护眼镜和保护
手套等,以防润滑油及黄油落入眼中或沾在皮肤
上,这是引起发炎的原因。
另外,润滑油及黄油不能饮用,否则会引起呕吐
和腹泻。
将油放在儿童拿不到的地方。
取下的安全保护装置, 必须要安装回去。且请务
必安装在原位上,并检查能否正常的发挥作用。
挑线簧高度(mm)
挑线簧强度(N)
7~10
0.6~1.2
<挑线簧高度>
松开固定螺钉(1),转动调节器全体进行调节。
4029M
4030M
强
弱
[注意]
如果对挑线簧(3)不能正确地进行调整,那么每次剪线后,面线的残留量有可能会长短不一致。
<挑线簧强度>
1. 在张力器基座(2)的稍稍上方,用手指压着面线使面线
不能放出。
2. 将面线向下拉,使挑线簧(3)和机壳线钩(4)的底面呈
一样高度的状态下,测试挑线簧(3)的强度。
3. 用螺丝刀转动夹线杆(5)进行挑线簧强度的调节。
BAS-342G
55
Page 65

11. 标准调整
11-2. 机壳线导向R的调整
机壳线导向 R(1)的位置,当螺钉(2)被固定在钢印的位置
时为标准位置。
增加
减少
松开螺钉(2),移动机壳线导向R(1)进行位置的调节。
・ 当缝纫厚料时,向左移动机壳线导向R(1)。(挑线量
增加。)
・ 当缝纫簿料时,向右移动机壳线导向R(1)。(挑线量
钢印
减少。)
4031M
11-3. 针杆高度的调整
2552Q 4032M
转动手轮使针杆降至最低点时,将针杆下方的第二根基线 A 与针杆轴套(1)下端对齐,卸下橡皮栓(2)并松开螺钉(3),
上下移动针杆进行调整。
*使用 DP× 5 的机针时,应与最上方的基线 a 对齐。
11-4. 针杆上升量的调整
2554Q
转动手轮使针杆从最低点开始上升,当针杆最下方的基线 B 与针杆轴套(1)下端对齐时,旋梭尖端应与机针中心对齐
一致,松开螺栓(2),移动梭托(3)进行调整。
*使用 DP × 5 的机针时,应与从上方开始的第二根基线 b 对齐。
机针中心
尖端
0135Q
4033M
BAS-342G
56
Page 66

11. 标准调整
11-5. 梭托导针部的调整
机针中心
尖端
0135Q
2555Q
4034M
转动手轮使旋梭尖端与机针中心对齐时,梭托导针部(1)好象要与机针接触似的,松开螺钉(2),转动旋梭调节轴(3)
进行调整。
[注意]
如果导针部的过度导入会使机针的负担加重,还会引起夹线不良。此外,如果导针部不导入,则中旋梭的梭尖
端会和机针相接触,会产生跳针的原因。
11-6. 针隙的调整
0138Q
0.01~0.08mm
4035M
转动手轮使旋梭尖端与机针中心对齐时,机针和旋梭尖端之间的间距为 0.01~0.08mm,并松开螺钉(1),转动旋梭调
节轴(2)进行调整。
11-7. 旋梭导线器的调整
左右位置是将旋梭导线器(1)的针槽作为机针中心的分配位置,前后位置是将旋梭导线器(1)按箭头方向压上并安装
的位置。
[注意]
如果旋梭导线器(1)的位置不佳,则会导致断线,缝线受污或是线被缠绕。
旋梭导线器的位置(1)在出厂时已作调整完。请尽可能不作改动。
BAS-342G
3574Q
57
Page 67

11-8. 旋梭供油量的调整
11. 标准调整
4036M
增加
一致
减少
油管
增多
螺钉(1)的 3 周的范围
减少
增多
4037M
<根据油管的压入量进行调整>
螺钉(1)的头部和底板的端面呈一致状态时为适量的位
置。供油量的调节,可从该位置起向右旋转 3 周的范围
内进行调节。
・螺钉(1)向右旋转时供油量减少。
・螺钉(1)向左旋转时供油量增加。
* 如果想要比螺钉(1)的头部和底板的端面呈一致状态
时更多的供油时,请使用下述方法进行调整。
<调整副油罐的供油量>
1. 旋下螺钉(1)[4 个],取出 X 马达罩(2)。
2. 将缝纫机头倒下。
3. 从缝纫机机壳的左侧面的孔中用起子将螺栓(3)[2 个]
松开。
4. 上下移动副油罐(4)进行位置调整后,拧紧螺栓(3)[2
个]。
・ 副油罐(4)的位置向上移动,供油量增加。
・ 副油罐(4)的位置向下移动,供油量减少。
减少
5. 将缝纫机头竖起。
6. 使用螺钉(1)[4 个],将 X 马达罩(2)安装上。
4038M
BAS-342G
58
Page 68

11. 标准调整
11-9. 动刀的位置调整
4004M
<切线凸轮的侧视图>
5255Q
反转位置
1. 取下上盖,将机头放倒。
2. 用手转动手轮(1)使针杆在最低位置后,将切线电磁铁(2)完全压到底。
3. 在切线滚轮(3)嵌入切线凸轮(4)的槽中的状态下,用手回转手轮(1),使切线驱动杆(5)在反转位置(挑线杆(6)处
于最低位置附近)。
4040M
4. 取下橡皮塞(7)。
5. 松开螺栓(8)。
6. 将针板右侧的棱线到动刀(9)的棱线之间的距离保持在 9.5~9.9 mm,前后移动动刀连杆(10)来进行调整。
7. 拧紧螺栓(8)后,再次确认上述的位置。
5232Q 4039M
5233Q
4041M
BAS-342G
59
Page 69

11. 标准调整
4004M
4042M
4043M
8. 用手转动手轮(1)使针杆置于最低位置。
9. 松开螺母(11),将嵌入切线凸轮(4)槽中的切线滚轮(3)在碰到其内侧为止后旋紧螺钉(12),再从此开始将其按
逆时针方向回转约 1/4 转。
10. 旋紧螺母(11),确认切线滚轮(3)不能接触到切线凸轮(4)的内侧。还有,用手将切线驱动杆(5)推向切线凸轮侧,
切线滚轮(3)嵌入到切线凸轮(4)的槽中后,当松开手后确认切线驱动杆(5)应能顺畅地复位。
11. 动刀(9)的孔的外周和旋梭线导向(13)的棱线,在没有空隙的状态下确认其范围在 0~1mm 之间。
BAS-342G
60
Page 70

11. 标准调整
11-10. 动刀和定刀的更换方法
1. 松开螺栓(1)[2 个],拆下送料板(2)。
2. 打开大旋梭盖,旋下螺钉(3)[2 个]和螺钉(4)[2 个],拆下针板(5)。
3. 拆下动刀(6)和定刀(7)。
5003Q
4044M
4045M
4. 在如图所示位置安装新的定刀(7)。
5. 在动刀圈套(8)的外周部和段螺钉(9)处涂上润滑脂,和轴向垫圈(10)及动刀之间的垫片(11),再加上新的动刀(6)
一起安装。
6. 确认动刀(6)和定刀(7)在切线时的锋利度。为了能很好的切线使用附属的动刀之间的垫片(厚度 t=0.2、0.3、0.4)
来进行调整。
*当刃压很低,不能完全切断缝线时,请使用薄的动刀之间的垫片。
*当刃压很高,动刀(1)的回转很重时,请使用厚的动刀之间的垫片。
7. 在动刀的销(12)处涂上润滑脂嵌入动刀连杆(13)的孔中,然后安装针板(5)。
8. 确认针孔中心和机针对齐。
9. 安装上送料板(2)。(参考下一页)
BAS-342G
61
Page 71

11-10-1. 送料板的安装方法
[注意]
安装送料板(1)时,请将有钢印的面向上。
11. 标准调整
钢印
4046M
送料板(1)的后端刚好碰到 Y 基板(2)的段差部(剖面线(A)面),送料板(1)的孔和 Y 基板(2)上的孔插入直径φ2 的孔
用销(或机针的针柄)使其一致状态后,再使用螺栓(3)[2 个]将其拧紧。
11-11. 扫线器的调整
5007Q
4047M
约 3mm
1. 扫线器的电磁铁插棒(1)被拉到最大时,为使扫线杆(2)能扫过机针中心向前 15mm 处,将螺钉(3)[2 个]松开,
电磁铁安装板(4)整体上下移动来进行调整。
2. 操作扫线杆(2)为了使其在通过机针的下面时,扫线杆(2)和机针的尖端之间的间隙约为 2mm 左右,扫线杆(2)的
尖端到机针中心约为 3mm 左右,松开螺钉(5)调整扫线杆(2)的位置。
[注意]
请确认扫线杆(2)不可碰到护指器(6)。
约 2mm
4048M
BAS-342G
62
Page 72

11. 标准调整
11-12. 间歇压脚的安装位置
11-13. 间歇压脚行程的变换
5031Q
缝纫机在停止位置处间歇压脚(1)呈上升状态时,从间歇
压脚(1)的底部到针板表面的距离为 22mm 时将螺钉(2)装
上拧紧。
根据间歇压脚连杆的位置调整、及间歇连杆 A 的安装位置的更改,可以在 2~10mm 之间更改间歇压脚的行程。
<间歇连杆 A 的安装位置的更改>
4049M
1. 拆下面板。
2. 取出螺钉(1)[2 个]和段螺钉(2)[2 个],拆下间歇连杆 A(3)。
3. 间歇连杆 A(3)的安装位置可更改成在上述的 A~C 中的任何位置。
在各个不同的安装位置处,如下表所示,当对间歇连杆的位置进行调整时,间歇压脚的行程在下表所示的范围内
可进行调整。(参考下一页)
安装位置 间歇压脚行程的范围
A
B
C
0mm(间歇压脚不能上下移动)
2~4.5mm
4.5~10mm
BAS-342G
5012Q
63
Page 73

<间歇压脚连杆的位置调整>
4050M
1. 松开螺钉(1),打开间歇盖板(2)。
2. 旋松螺母(3),调整间歇压脚连杆(4)的位置。
·如将间歇压脚连杆(4)向上去的位置时,间歇压脚行程变大。
·如将间歇压脚连杆(4)向下去的位置时,间歇压脚行程变小。
11. 标准调整
5014Q
钢印
5015Q
下面是针杆和间歇压脚操作时应同步。
3. 回转手轮让针杆从最下点向上升,使针杆的最下面的基线和针杆轴套(5)的下端面一致对齐。(如果是使用 DP ×
5 的机针时,请与从上往下数第二条的基线 b 一致对齐。)
4. 拆下上盖,旋松螺钉(6)[2 个]。
5. 使间歇压脚凸轮(7)和间歇压脚连杆(4)的钢印一致后,拧紧螺钉(6)。
间歇压脚的行程变更之后,请进行以下的确认。
5016Q 4051M
针板
1. 在间歇压脚(1)呈下降状态,回转手轮使间歇压脚(1)降到最下点。
2. 确认间歇压脚(1)是否没碰到针板,还有压杆抱箍(2)是否也没碰到压杆轴套(3)。
<如果有碰到时>
拆下马达盖(4)。
旋松螺母(5),回转螺栓(6)使其推动间歇驱动杆(7)来调整,直到上述 2 处不被碰到为止。
BAS-342G
64
Page 74

11. 标准调整
11-14. 压脚上升量的调整
压脚板(2)的最大上升量为从针板向上 30mm。
5018Q
1. 送入气压,接通电源开关。
2. 踩下压脚开关(1),压脚板(2)上升。
3. 旋松压脚臂杆(3)的螺栓(4)[2 个],上下移动压脚臂杆(3)来进行调整。
最大 30mm
4052M
11-15. 空气压力的调整
3975M
将调节器(1)的手轮(2)向上拔起后再回转,使空气压力
调整到 0.5MPa。
调整完了后,按下手轮(2)并锁住。
BAS-342G
65
Page 75

12. 误码表
危险
打开控制箱盖时,先关闭电源开关并将电源插头从插座上拔下后,至少等待 5 分钟后,再打开控制箱盖。
触摸带有高电压的区域将会造成人员受伤。
万一机器发生故障时,蜂鸣器鸣响,显示窗上会显示错误代码。
请按照处理方法来排除导致故障的原因。
开关方面的故障
错误代码 原因和处理方法
E010
E011
E015
E016
E025
E035
E036
E050
E051
E055
E065
按了暂停开关。
请按RESET键解除错误。
按了暂停开关。
请按RESET键解除错误。
按此
键移动压脚板,可移动到要继续缝纫处继续被中断的缝纫。
是否一直被按着暂停开关?或是暂停开关接触不良。
关闭电源,请确认主基板上的插头P13的插入状况。
暂停开关接触不良。
关闭电源,请确认主基板上的插头P13的插入状况。
一直踩着启动开关同时将电源按上,或是没放下压脚板而踩了起动开关。
如果是一直踩着启动开关同时将电源按上的情况时,请先关闭电源,确认启动开关。
如果是没放下压脚板而踩了启动开关的情况时,请先踩下压脚开关,放下压脚板。
一直踩着压脚开关。
关闭电源,请确认压脚开关。
是因为连接了和规格不符的脚开关?或是压脚操作模式没能正确的被设定。
选择和机种规格一致的脚踏开关的种类,或是请对存储器开关进行初始化。
在接通电源后,被检出了缝纫机头倒下着。
关闭电源,请竖起缝纫机头。
请确认主基板上的插头P9的插入状况。
缝纫机在起动中,被检出了缝纫机头倒着。
关闭电源,请确认主基板上的插头P9的插入状况。
在接通电源时,被检出了缝纫机头倒着。
关闭电源,请竖起缝纫机头。
请确认主基板上的插头P9的插入状况。
在接通电源时,操作盘的按键处于一直被按着状态或按键不良。
关闭电源,请确认操作盘。
12. 误码表
上轴马达方面的故障
错误代码 原因和处理方法
针上停止位置的出错。
请回转手轮,直到错误代码正好消失为止。
缝纫机停止时上轴没有在针上位置停止。
请回转手轮,直到错误代码正好消失为止。
针下信号不能确认。
关闭电源,请确认同步器的接续情况。
线没有被完全切断。
关闭电源,请确认定刀、动刀的刀刃部是否已经消磨或有损伤。
缝纫机马达被异常停止,或是同步器不良。
关闭电源,转动手轮请确认缝纫机是否被锁住了。
请确认电源马达基板上的插头P4、P5的插入状况。
BAS-342G
E110
E111
E120
E121
E130
(下一页继续)
66
Page 76

12. 误码表
错误代码 原因和处理方法
E131
E132
E133
同步器接续不良。
关闭电源,请确认电源马达基板上的插头P5的插入状况。
检出了缝纫机马达的异常回转。
关闭电源,请确认电源马达基板上的插头P4的插入状况。
缝纫机马达的停止位置不良。
关闭电源,请确认电源马达基板上的插头P5的插入状况。
缝纫机马达的异常发热或是温度传感器不良。
E150
关闭电源,请确认缝纫机马达。
(如果反复缝纫(短循环运转)短的针数(15针以下)的缝纫数据时,可能会发生上轴马达过热而出现错误
代码[E150]。)
送布方面的故障
错误代码 原因和处理方法
E200
E201
E202
E204
E205
E206
E207
E210
E211
E214
E215
E216
E217
不能检测X轴送布马达的原点。是X轴送布马达异常或是X轴原点传感器的连接不良。
关闭电源,请确认PMD基板上的插头P10和主基板上的插头P20的插入状况。
X轴送布马达异常停止了。
关闭电源,请确认X轴送布方向是否有异常。
X轴送布马达或Y轴送布马达的原点调整数据异常。
请重新调整原点。
在缝纫中,X轴送布马达异常停止了。
关闭电源,请确认X轴送布方向是否有异常。
在向缝纫开始点移动中,X轴送布马达异常停止了。
关闭电源,请确认X轴送布方向是否有异常。
在试送布中,X轴送布马达异常停止了。
关闭电源,请确认X轴送布方向是否有异常。
在程序中,X轴送布马达异常停止了。
关闭电源,请确认X轴送布方向是否有异常。
不能检测Y轴送布马达的原点。是Y轴送布马达异常或是Y轴原点传感器的连接不良。
关闭电源,请确认PMD基板上的插头P8和主基板上的插头P4的插入状况。
Y轴送布马达异常停止了。
关闭电源,请确认Y轴送布方向是否有异常。
在缝纫中,Y轴送布马达异常停止了。
关闭电源,请确认Y轴送布方向是否有异常。
在向缝纫开始点移动中,Y轴送布马达异常停止了。
关闭电源,请确认Y轴送布方向是否有异常。
在试送布中,Y轴送布马达异常停止了。
关闭电源,请确认Y轴送布方向是否有异常。
在程序中,Y轴送布马达异常停止了。
关闭电源,请确认Y轴送布方向是否有异常。
压脚方面的故障
错误代码 原因和处理方法
不能检测压脚原点。是压脚马达异常或是压脚原点传感器的连接不良。
关闭电源,请确认PMD基板上的插头P3和主基板上的插头P5的插入状况。
不能检测间歇压脚的上升和下降。
关闭电源,请确认间歇压脚的上下方向是否有异常。
压脚马达的原点调整数据异常。
请重新调整原点。
BAS-342G
67
E300
E301
E303
Page 77

通讯或存储器方面的故障
错误代码 原因和处理方法
E401
E402
E403
E410
E411
E412
E413
E420
E421
E422
E424
在接通电源时,检出了和电源马达基板连接的通信错误。
关闭电源,请确认电源马达基板上的插头P6和主基板上的插头P17的插入状况。
在接通电源时,检出了和程序器的连接错误。
关闭电源,请确认主基板上的插头P7的插入状况。
在接通电源时,检出了和PMD基板的连接错误。
关闭电源,请确认PMD基板上的插头P1的插入状况。
检出了和主基板的通信错误。
关闭电源,请再一次重新接通电源。
检出了和电源马达基板的通信错误。
关闭电源,请再一次重新接通电源。
检出了和程序器的通信错误。
关闭电源,请再一次重新接通电源。
检出了和PMD基板的通信错误。
关闭电源,请再一次重新接通电源。
没有插入CF卡。
因程序内容不正确而不能使用,或是没有数据。
请确认在CF卡或是软盘上,是否有该程序号的数据。
在读取CF卡或是软盘时出错了。
请确认CF卡或是软盘上的数据。
CF卡的容量不足。
请使用别的CF卡。
在存入CF卡或是软盘上时出错了。
E425
请使用指定的CF卡。
请确认软盘是否被设定为禁止存入或是容量不足。
E426
没有按下R/W键。
请按R/W键,进行数据读取。
在CF卡或是软盘上,没有该程序号的数据。
E427
请确认程序号。
从内部存储器上读取过一次的数据,即使不再按R/W键也能使用。
E430
E440
E450
E451
E452
E474
不能向主基板上复制数据。
关闭电源,请再一次重新接通电源。
主基板上的数据存储异常。
关闭电源,请再一次重新接通电源。
不能从机头存储器中读取机型选择数据。
关闭电源,请确认电源马达基板上的插头P3的插入状况。
不能将数据存储到机头存储器中。
关闭电源,请再一次重新接通电源。
机头存储器没有被接续。
关闭电源,请确认电源马达基板上的插头P3的插入状况。
内存容量不足,不能复制。
请删除缝纫数据。
12. 误码表
BAS-342G
68
Page 78

12. 误码表
数据编辑方面的故障
错误代码 原因和处理方法
E500
E501
E502
E510
E511
E512
E520
E530
由于放大设定,缝纫数据超出了可缝纫范围。
请重新设定放大倍率。
读取了超出缝纫机可能缝纫的范围的缝纫数据。
请确认缝纫数据的尺寸。
由于放大设定,节距数据超出了最大节距值12.7mm。
请重新设定放大倍率。
缝纫数据中有无效号码。
请重新从CF卡或是磁盘上读取数据。
缝纫数据中没有输入终了号码。
请输入终了号或是更改程序号。
超出了使用可能的针数。
扩大选择输出的号码有重复了,请更改扩大选择输出的号码。
如果不使用扩大选择输出时,请使用数据初始化操作来删除扩大选择输出数据。
程序号被禁止更改。
基板方面的故障
错误代码 原因和处理方法
E700
E701
E705
E710
E711
E712
E713
E730
电源电压异常升高。
关闭电源,请确认输入电压。
缝纫机的驱动电压的异常升高。
关闭电源,请确认电压。
电源电压异常下降。
关闭电源,请确认输入电压。
检出了缝纫机马达的异常电流。
关闭电源,请确认缝纫机是否有异常。
检出了X轴送布马达的异常电流。
关闭电源,请确认X轴送布方向是否有异常。
检出了Y轴送布马达的异常电流。
关闭电源,请确认Y轴送布方向是否有异常。
检出了压脚马达系列的异常电流。
关闭电源,请确认X轴送布、Y轴送布和抬压脚是否有异常。
检出了外部错误输入(AIRSW)。
关闭电源,请确认空气压力。
控制箱内的冷却风扇不工作。
E740
关闭电源,请确认是否被线屑等缠住了。
请确认主基板上的插头P22的插入状况。
X轴送布马达用的冷却风扇不工作。
E741
关闭电源,请确认是否被线屑等缠住了。
请确认主基板上的插头P10的插入状况。
Y轴送布马达用的冷却风扇不工作。
E742
关闭电源,请确认是否被线屑等缠住了。
请确认主基板上的插头P10的插入状况。
如果上述误码以外的错误出现了或是出现了上述误码也按上述处理方法处理了仍然不能解决问题时,请向经销商咨
询。
69
BAS-342G
Page 79

13. 故障检修
・请您在要求维修或服务前,先检查以下各项。
・如果以下方法仍然不能解决问题,关闭电源开关,向受过训练的技术人员或经销商咨询。
注意
在作业之前,请先关闭电源开关。并将电源插头从插座上拔下。
如果误踩脚踏开关,缝纫机动作会导致受伤。
现 象 原 因 措 施 参照
13. 故障检修
压脚板不能上升
压脚板不能下降
压脚上升量不正确
压脚板不能上升到最高
点
扫线器动作不好
底线绕线时被卷在一边
底线被卷的线量不恰当
脱线
压脚动作很重
抬压脚汽缸的空气接管的弯曲,破损
压脚臂杆的位置不对 调整压脚臂杆的位置 P. 65
压脚汽缸接头的位置不对 调整压脚汽缸接头的位置
扫线器和机针有干扰
扫线器的位置不对 调整扫线器的运动量 P. 62
卷线夹线器组的高度不对 调整卷线夹线器组的高度 P. 22
梭芯压杆的位置不对 调整梭芯压杆的位置
在缝纫开始时有脱线 请参考「跳针」一览 P. 71
在压脚滑块的运动部分涂敷适当的
润滑脂
修正弯曲了的空气接管或更换新的
空气接管
调整扫线器的高度 P. 62
调整扫线器的运动量 P. 62
P. 22
面线的残余量不稳定,偏差很大 调整副夹线器
旋梭导线器的位置不对 调整旋梭导线器的位置
BAS-342G
P. 24
P. 57
70
Page 80

13. 故障检修
现 象 原 因 措 施 参照
面线断线
底线断线
跳针
面线张力太强 调整面线张力
机针的安装方法不正确 正确的方向安装机针
P. 24
P. 19
和机针相比线太粗 选择使用符合机针的线 P. 24
挑线簧的强度和高度不正确 调整挑线簧的强度和高度 P. 55
旋梭,针孔板和机针等有碰伤,划伤
和毛刺
因发热断线(化纤线) 使用冷却液槽
穿线不正确 在线道上正确穿线
底线张力太强 调整底线张力
针孔板,和梭芯盒的角部有碰伤,划伤 分别将这些零部件的伤痕研磨或更
分别将这些零部件的伤痕和毛刺研
磨或更换
换
P. 20
P. 20
P. 24
机针和旋梭尖端的间隙过大 调整机针的间隙 P. 57
断针
咬线
机针和旋梭的相遇不正确 调整针杆的上升量 P. 56
梭托过度的(必要以上)导入了机针 调整梭托导针部 P. 57
机针弯曲 更换机针
机针的安装方法不正确 正确的方向安装机针
P. 19
调整机针的间隙 P. 57
机针和旋梭尖端的间隙过大
调整针杆的上升量 P. 56
机针弯曲 更换机针
进针时机针被拉偏
选择符合缝纫条件的机针
降低回转数
机针太细 选择符合缝纫条件的机针
P. 24
P. 30
P. 24
挑线簧的强度和高度不正确 调整挑线簧的强度和高度 P. 55
71
机针和旋梭的相遇不正确 调整针杆的上升量 P. 56
旋梭导线器没能分线 调整旋梭导线器的位置 P. 57
BAS-342G
Page 81

13. 故障检修
现 象 原 因 措 施 参照
面线未切断
布料的背面缝纫针迹不
良
动刀的刀锋不利 更换新的动刀 P. 61
定刀的刀锋不利
磨快定刀或是
更换新的定刀
P. 61
调整旋梭导线器的位置 P. 57
动刀勾不住面线
调整针杆的上升量 P. 56
最后一针因跳针,动刀勾不住面线 请参考「跳针」一览 P. 71
动刀的位置不正确 调整动刀的位置 P. 59
副夹线器的张力太弱 回转夹线螺母进行调整
P. 24
旋梭导线器不能完全分线 调整旋梭导线器的位置 P. 57
面线不够紧密 调整面线张力
面线的残余量不稳定,偏差很大 调整副夹线器
P. 24
P. 24
线不够紧密
面线的残余量不稳定,偏
差很大
接通电源,即使踩下脚踏
开关缝纫机也不启动
面线张力太弱 调整面线张力
底线张力太弱 调整底线张力
P. 24
P. 24
挑线簧的强度和高度不正确 调整挑线簧的强度和高度 P. 55
机壳线导向 R 的位置不正确 调整机壳线导向 R 的位置 P. 56
挑线簧的强度和高度不正确 调整挑线簧的强度和高度 P. 55
副夹线器的张力太弱 回转夹线螺母进行调整 P. 24
定刀的刀锋不利
安全开关不起作用
磨快定刀或是
更换新的定刀
确认安全开关的电源线是否脱开着
P. 61
P. 12
调整安全开关的位置 P. 18
如果安全开关有故障的话
更换新的开关
BAS-342G
72
Page 82

14. 7 程序段数据表示一览
14. 7 程序段数据表示一览
0 1 2 3 4 5 6 7 8 9
A B C D E F G H I J
K L M N O P Q R S T
U V W X Y Z
73
BAS-342G
Page 83

MEMO
BAS-342G 74
Page 84

使用说明书
15-1, Naeshiro-cho, Mizuho-ku, Nagoya 467-8561, Japan. Phone: 81-52-824-2177
© 2007 Brother Industries, Ltd. All Rights Reserved.
http://www.brother.com/
BAS-342G
SA8777-001 C
2007.05. B (1)
 Loading...
Loading...