

Page 1

PFM Portable Hydraulic Testers
PFM6, PFM6BD and PFM8
TUR-UM-00730-EN-02 (August 2014)
User Manual
Page 2

PFM Portable Hydraulic Testers, PFM6, PFM6BD and PFM8
CONTENTS
Introduction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .iii
PFM6 Digital Hydraulic Tester . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iii
PFM6BD Bi-directional Hydraulic Tester . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iv
PFM8 Digital Hydraulic Tester & Dynamometer. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Calibration. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Series/Model Number Designations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Test Procedures. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
General Information. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Standard Test Conditions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Pump Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Tee Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Control Valve, Cylinder and Hydraulic Motor Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Relief Valve in Separate Housing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Relief Valves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Maintenance/Troubleshooting. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Load Valve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Burst Discs and Burst Disc Bodies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Battery Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Flow vs Pressure Drop . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Hydraulic Formulas and Viscosity Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Fluid Viscosity Conversion Table . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Specications. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Material. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
PFM6/8 Series Testers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
PFM6BD Series Testers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Magnetic Pick-Up . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Performance. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Page ii August 2014TUR-UM-00730-EN-02
Page 3

User Manual
INTRODUCTION
Flo-tech Portable Hydraulic Testers are designed to provide fast diagnostic troubleshooting of hydraulic systems and
components. These compact, self-contained testers feature laboratory accuracy and provide flow, temperature, pressure and
optional power measurements simultaneously from one point.
Flo-tech offers three models, all available in up to five flow ranges and three port sizes.
PFM6 Digital Hydraulic Tester
Figure 1: Digital hydraulic tester
Features
• Accuracy of ±1% of full flow range
• 3-1/2 digit LCD display for flow and temperature
• Helical tube pressure gauge
• One toggle switch to control power and select flow and temperature
• Loading valve with fingertip control of pressure up to 6000 psi (414 Bar)
• Platinum resistive temperature sensor
• Internal over-pressure burst disc protection
Page iii August 2014 TUR-UM-00730-EN-02
Page 4

Introduction
PFM6BD Bi-directional Hydraulic Tester
Figure 2: Bi-directional hydraulic tester
Features
• Bi-directional testing
• Low pressure drop
• Accuracy of ±1% of full flow range
• 3-1/2 digit LCD display for flow and temperature
• Helical tube pressure gauge
• One toggle switch to control power and select flow and temperature
• Loading valve with fingertip control of pressure up to 6000 psi (414 Bar)
• Platinum resistive temperature sensor
• Internal over-pressure burst disc protection
Page 4 August 2014TUR-UM-00730-EN-02
Page 5

PFM8 Digital Hydraulic Tester & Dynamometer
Introduction
OFFON LOW
TM
LOW - EMP
GPM, l/min - F°, C°
EMP
PRESSURE
- H.P., - kW
OPEN LOAD VALVE BEFORE
OPERATING
DO NOT STAND IN FRONT OF
PRESSURE RELIEF DISC VENT
Flo-check
PWR
PRESS
U.S. METRIC
PFM
AUTO SHUT-OFF 5 MINUTES
WHEN NO FLOW
Figure 3: Digital hydraulic tester and dynamometer
Features
• Accuracy of ±1% of full flow range
• 3-1/2 digit LCD displays
• Digital pressure readings
• Membrane switch to select flow, temperature, pressure or power
• Front panel switch to select U.S. or metric readings
• Loading valve with fingertip control of pressure up to 6000 psi (414 Bar)
• Platinum resistive temperature sensor
FLASHING LO-BAT?
REPLACE BATTERIES.
INDICATES DISPLAY
OVER RANGE.
• Internal over-pressure burst disc protection
Page 5 August 2014 TUR-UM-00730-EN-02
Page 6
Calibration
CALIBRATION
Testers are calibrated with a 32 cSt (150 SUS) hydraulic oil. Standard calibration is done using 5 points and is traceable to NIST,
ISO 9001. An optional 10 point calibration can be performed for increased accuracy.
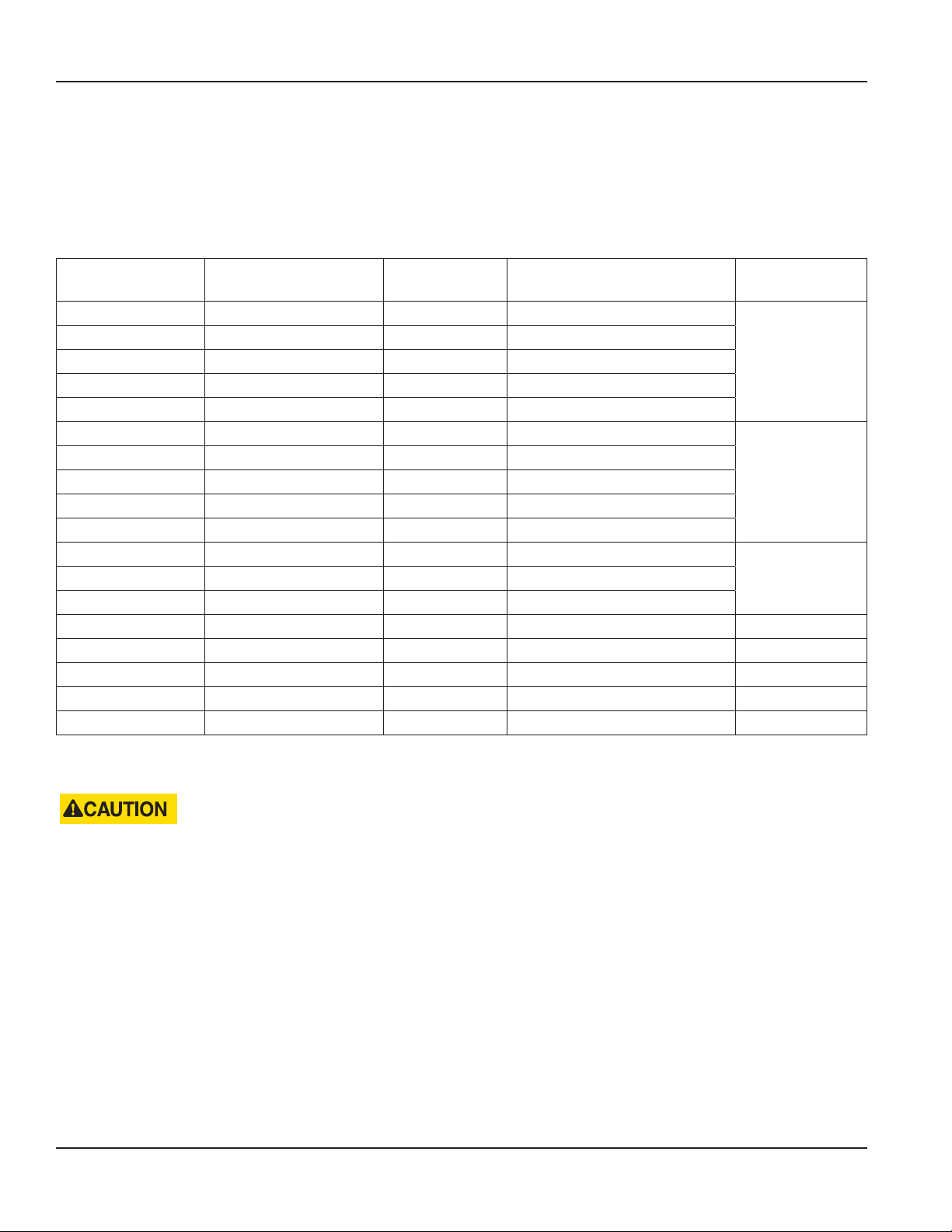
SERIES/MODEL NUMBER DESIGNATIONS
Series Model Number *
PFM6-15 F5080 (CE) - XXX SAE 12 1…15 GPM
PFM6-30 F5079 (CE) - XXX SAE 12 2…30 GPM
PFM6-60 F5078 (CE) - XXX SAE 16 3…60 GPM
PFM6-85 F5077 (CE) - XXX SAE 16 4…85 GPM
PFM6-200 F5076 (CE) - XXX SAE 24 7…199.9 GPM
PFM6-15 F5110 (CE) - XXX G 3/4 4…56 LPM
PFM6-30 F5111 (CE) - XXX G 3/4 7.5…113.6 LPM
PFM6-60 F5112 (CE) - XXX G 1 12…227 LPM
PFM6-85 F5113 (CE) - XXX G 1 15…321 LPM
PFM6-200 F5114 (CE) - XXX G 1-1/2 26…757 LPM
PFM6BD-60 F5082 (CE) - XXX SAE 16 3…60 GPM / 12…227 LPM
PFM6BD-200 F5084 (CE) - XXX SAE 24 7…199.9 GPM / 26…757 LPM
PFM8-15 F5061 SAE 12 1…15 GPM / 4…56 LPM 52.5 (39)
PFM8-30 F5058 SAE 12 2…30 GPM / 7.5…113.6 LPM 105 (78)
PFM8-60 F5052 SAE 16 3…60 GPM / 12…227 LPM 210 (157)
PFM8-85 F5053 SAE 16 4…85 GPM / 15…321 LPM 98 (222)
PFM8-200 F5054 SAE 24 7…199.9 GPM / 26…757 LPM 700 (522)
* Replace XXX with Psi, BAR, KG/CM2 or MPA to specify complete model number.
Nominal Port
Size
Table 1: Model number designations
Flow Rate Power HP (kW)
N/A
N/A
N/APFM6BD-85 F5083 (CE) - XXX SAE 16 4…85 GPM / 15…321 LPM
READ INSTRUCTIONS THOROUGHLY BEFORE INSTALLING THE TESTER. IF YOU HAVE ANY QUESTIONS REGARDING
PRODUCT INSTALLATION OR MAINTENANCE, CALL YOUR LOCAL SUPPLIER OR THE FACTORY FOR MORE INFORMATION.
Page 6 August 2014TUR-UM-00730-EN-02
Page 7

Installation
INSTALLATION
THE INFORMATION IN THIS MANUAL IS FOR GENERAL APPLICATION ONLY. ANY GUIDELINES FURNISHED BY THE
MANUFACTURER OF THE MACHINE’S HYDRAULIC COMPONENTS SHOULD BE FOLLOWED. SPECIFIC SYSTEMS MAY
REQUIRE SPECIFIC TEST PROCEDURES.
Install the PFM6, PFM6BD or PFM8 tester at any location in the hydraulic circuit with the flow from IN to OUT as marked near
the ports of the flow meter. The IN and OUT ports on the PFM6BD indicate the primary flow direction. It is advisable to keep
any elbows, tees, valves, or other obstructions, at least 12 inches (31 cm) away from the inlet and outlet ports to preserve the
accuracy of the flow measurement. Use quick disconnect couplings for easy connections and to keep tester sealed and clean
when not in use.
See "Test Procedures" on page 9 for typical test placement.
OPERATION
ALL TESTERS ARE SHIPPED WITH THE LOADING VALVE IN THE CLOSED POSITION. THE LOADING VALVE MUST BE
OPENED FULLY BEFORE INITIATING FLOW AND TESTING OF THE HYDRAULIC CIRCUIT. TURN THE LOADING VALVE
HANDLE COUNTERCLOCKWISE TO THE FULLY OPEN POSITION. FAILURE TO OPEN THE LOADING VALVE FULLY CAN
RESULT IN INJURY TO PERSONNEL AND/OR DAMAGE TO THE EQUIPMENT.
The PFM6 and PFM6BD testers use a three position, single toggle switch to turn on the power and select to display either flow
or temperature readings. These models are factory calibrated for either U.S. or metric readings.
The PFM8 testers can be changed in the field between U.S. and metric readings via a slide switch located in the center of the
front panel. Use a small pointed object to slide this switch to the desired position.
After selecting U.S. or metric, select power and display options are made via the membrane switches. Press ON to display
pressure on the left side and flow on the right side. Press TEMP to display the temperature on the right side. Press PWR to
display the power on the left side.
Toggle Switch
Figure 4: PFM6 and PFM6BD toggle switch
Display Function
F Flow
T (stylized) Temperature
H Horsepower
P Kilowatt
OTE:N If no flow has been present for five minutes, the power saver circuit will automatically shut the PFM8 off. Press ON to
restore power.
Page 7 August 2014 TUR-UM-00730-EN-02
Page 8

Operation
To prolong battery life on all testers, turn off the tester when the tester is not being used. Either return the toggle switch to
the OFF position on the PFM6 and PFM6BD models, or press OFF on the PFM8 model.
Once the tester has been installed, the pressure can be regulated by operation of the loading valve.
MPORTANTI
Always start with the loading valve open.
TURN THE LOADING VALVE HANDLE COUNTERCLOCKWISE TO OPEN BEFORE STARTING MACHINERY. INJURY TO
PERSONNEL AND/OR DAMAGE TO THE EQUIPMENT CAN RESULT IF THE LOADING VALVE IS FULLY CLOSED.
THE PFM6BD IS NOT DESIGNED FOR HIGH PRESSURE “DEADHEAD” (LOADING VALVE FULLY CLOSED) APPLICATIONS
IN THE REVERSE DIRECTION. USAGE UNDER THIS CONDITION COULD LEAD TO LOADING VALVE FAILURE. UNDER SUCH
CONDITIONS, MAXIMUM OPERATING PRESSURE IS LIMITED TO 2000 PSI (138 BAR).
The PFM6 and PFM8 testers are equipped with a poppet style loading valve. The PFM6BD testers use a spool design loading
valve to accommodate bi-directional flow. The spool design requires more turns to go from total open to total close.
TM
Flo-check
PRESSURE
U.S. METRIC
LOW - EMP
PFM
- H.P., - kW
PWR
OPEN LOAD VALVE BEFORE
OPERATING
DO NOT STAND IN FRONT OF
PRESSURE RELIEF DISC VENT
PRESS
AUTO SHUT-OFF 5 MINUTES
Figure 5: PFM8 slide and membrane switches
OFFON LOW
WHEN NO FLOW
Pressure is displayed as follows:
PFM6 The gauge indicates pressure at the inlet port
PFM6BD The gauge indicates pressure at the inlet port dependent on the direction of flow
The pressure is displayed on the LCD. A minimum of 200 psi (14 kg/cm2) is required to activate the display. The
PFM8
psi will increment in 10s (for example 200, 210, 220); kg/cm2, bars or MPA will increment in single units (for
example 141, 142, 143, etc.)
On all models, the battery voltage is affected by cold temperatures. Allow time for the circulating oil to warm the tester before
critical measurements are taken. On the PFM6 and PFM6BD, a LO BAT signal on the display indicates a low battery condition.
On the PFM8, a flashing colon on the display indicates a low battery condition. Replace the batteries with four AA alkaline
batteries. See "Battery Replacement" on page 15.
GPM, l/min - F°, C°
EMP
FLASHING LO-BAT?
REPLACE BATTERIES.
INDICATES DISPLAY
OVER RANGE.
Page 8 August 2014TUR-UM-00730-EN-02
Page 9

Test procedures
TEST PROCEDURES
ALL TESTERS ARE SHIPPED WITH THE LOADING VALVE IN THE CLOSED POSITION. THE LOADING VALVE MUST BE
OPENED FULLY BEFORE INITIATING FLOW AND TESTING THE HYDRAULIC CIRCUIT. TURN THE LOADING VALVE HANDLE
COUNTERCLOCKWISE TO THE FULLY OPEN POSITION. FAILURE TO OPEN THE LOADING VALVE FULLY CAN RESULT IN
INJURY TO PERSONNEL AND/OR DAMAGE TO THE EQUIPMENT.
THE INFORMATION IN THIS MANUAL IS FOR GENERAL APPLICATION ONLY. ANY INFORMATION FURNISHED BY THE
MANUFACTURER OF THE MACHINE’S HYDRAULIC COMPONENTS SHOULD BE FOLLOWED. SPECIFIC SYSTEMS MAY
REQUIRE SPECIFIC TEST PROCEDURES.
General Information
The PFM6 and PFM6BD testers are designed to measure flow, pressure and temperature. The PFM8 testers are also designed
to measure power.
The power measurements are derived from the product of flow and pressure. When using a PFM6 or PFM6BD, power can be
calculated using the formulas in “Hydraulic Formulas and Viscosity Information” on page 17.
Standard Test Conditions
1. Install the PFM tester as described in one of the following test procedures:
a. “Pump Test” on page 10
b. “Tee Test” on page 11
c. “Control Valve, Cylinder and Hydraulic Motor Test” on page 12
d. “Relief Valve in Separate Housing” on page 12
e. “Relief Valves” on page 13
2. Open the loading valve fully by turning the handle counterclockwise.
3. Start the pump and adjust it to rated speed.
4. To raise the system temperature, close the tester loading valve to develop a pressure somewhat below the relief valve
pressure. Maintain pressure until the desired temperature is reached.
5. Open the tester’s loading valve fully and proceed with the required test procedure.
6. The tester will display ow, pressure, temperature and power readings.
Page 9 August 2014 TUR-UM-00730-EN-02
Page 10

Test procedures
Pump Test
Install tee between the pump discharge port and the return line to the tank. Be sure the fluid path is only through the pump,
the hydraulic test unit and back to the tank.
OUT
TEE
PUMP
IN
RELIEF
VALVE
DO NOT STAND IN FRONT OF
PRESSURE RELIEF DISK VENT.
OPEN LOAD VALVE BEFORE
STARTING MACHINERY.
Flo-check
Flo-check
PFM
PFM
by HEDLAND
RACINE, WI. USA
INDICATES DISPLAY
OVER RANGE.
FLOW TEMP
OFF
TANK
Figure 6: Pump test
1. Plug the line to the control valve.
2. Open the tester loading valve fully to read maximum pump ow at zero pressure.
3. Close the loading valve to increase pressure from zero pressure to rated or maximum pump pressure to determine
pump condition.
4. Check the pump ow at rated pressure against the pump manufacturer’s specications. A decrease in flow from zero
pressure to maximum pressure indicates the pump condition. A pump that delivers a constant low flow at zero pressure
and at maximum pressure suggests suction problems.
Page 10 August 2014TUR-UM-00730-EN-02
Page 11

Test procedures
Tee Test
Install tee between the pump and control valve. Connect the tee to the IN port of the PFM tester. The OUT port of the tester is
connected to the tank. Pumps and relief valves can be isolated from the system and checked with the Tee Test.
OUT
FLOW TEMP
INDICATES DISPLAY
OVER RANGE.
OUT
OFF
PUMP
TEE
CONTROL
VALVE
IN
RELIEF
VALVE
DO NOT STAND IN FRONT OF
PRESSURE RELIEF DISK VENT.
OPEN LOAD VALVE BEFORE
STARTING MACHINERY.
Flo-check
Flo-check
PFM
PFM
by HEDLAND
RACINE, WI. USA
TANK
Figure 7: Tee test
INCREASE PRESSURE SLOWLY. THE RELIEF VALVE MAY NOW BE ISOLATED FROM THE HYDRAULIC CIRCUIT, AND SYSTEM
PRESSURES HIGHER THAN THE RELIEF VALVE SETTING CAN RESULT IN INJURY TO PERSONNEL AND/OR DAMAGE TO
THE EQUIPMENT.
1. Pump Test
a. Plug the line to the control valve.
b. Open the tester loading valve fully to read maximum pump flow at zero pressure.
c. Close the loading valve to increase pressure from zero pressure to rated or maximum pump pressure to determine
pump condition.
d. Check the pump flow at rated pressure against the pump manufacturer’s specifications. A decrease in flow from
zero pressure to maximum pressure indicates the pump condition. A pump that delivers a constant low flow at zero
pressure and at maximum pressure suggests suction problems.
2. Relief Valve Test (for relief valve in separate housing, see “Relief Valve in Separate Housing” on page 12.)
a. Put a control valve into a power output mode with the output flow blocked, such as a cylinder at the end of its stroke.
b. Close the tester loading valve while viewing the pressure. Pressure will increase until the relief valve opens. Record the
pressure at this point. Repeat to check the relief valve adjustment.
Page 11 August 2014 TUR-UM-00730-EN-02
Page 12

Test procedures
Control Valve, Cylinder and Hydraulic Motor Test
IN / OUT
OUT
CONTROL
VALVE
TEE
PUMP
RELIEF
VALVE
HYDRAULIC
MOTOR
DO NOT STAND IN FRONT OF
PRESSURE RELIEF DISK VENT.
OPEN LOAD VALVE BEFORE
STARTING MACHINERY.
Flo-check
PFM BD
by HEDLAND
RACINE, WI. USA
Flo-check
PFM BD
FLOW TEMP
INDICATES DISPLAY
OVER RANGE.
OFF
TANK
Figure 8: Control valve, cylinder and hydraulic motor test (PFM6BD)
1. Put one control valve in an operating position. Only one control valve should be in an operating position at any one time.
2. Slowly close the tester loading valve to achieve the pressure obtained in step 3 of “Pump Test” on page 10 or Step 1c.
“Tee Test” on page 11 and record the ow. Repeat for all operating positions of all control valves.
a. If all components are in good operating condition, pressure and flow measurements should be the same as in Step 3 of
the “Pump Test” on page 10.
b. If a decrease in flow in any control valve position is noted, leakage is indicated. See Step 3 below for the test routine to
determine which control valve is at fault.
c. If the decrease in flow is the same with the control valve in all positions, it indicates that the relief valve is at fault.
OTE:N This can also indicate some other leak is present in the control valve such as a defective casting, damaged seals, or
worn valve position detents, but always check the relief valve first.
3. To locate the fault in the control valve, cylinder or motor, disconnect cylinder and plug connection.
a. Place the control valve handle in the position where the greatest decrease of flow was noted.
b. Close the tester loading valve to achieve the test pressure and record the flow.
c. If the same decrease in flow is noted as in test performed in Step 2b above, then the control valve is at fault. However,
if the flow readings are now higher and comparable to the other control valves, then a faulty cylinder or motor
is indicated.
Relief Valve in Separate Housing
1. Install the tester in a Tee Test conguration to the line connecting the pump and relief valve. Plug any extra outlets.
2. Close the tester loading valve and watch the pressure and ow.
a. Reconnect the control valve to the tee. Put a control valve into a power output mode with the output flow blocked,
such as a cylinder at the end of its stroke.
b. Close the tester loading valve while watching the pressure. Pressure will increase until the relief valve opens. Record
the pressure at this point. Repeat to check the relief valve adjustment.
Page 12 August 2014TUR-UM-00730-EN-02
Page 13

Maintenance/troubleshooting
Relief Valves
Often relief valves will start to open before they reach their full pressure flow settings. Compare the pressure and flow rate
readings made in Step 3 under “Tee Test” on page 11. Any great decrease in flow rate from those tests indicates a faulty
relief valve.
MAINTENANCE/TROUBLESHOOTING
The PFM testers are designed to give years of trouble-free service. However, if there is an issue, you can make a few
simple checks.
Load Valve
If the valve fails to load the system, remove the valve body and check for foreign material, worn parts or seals.
Flow
The absence of any flow reading may indicate a blockage of the turbine. Remove the retaining ring from the inlet port and
carefully remove the turbine assembly. Remove any material that may be preventing easy rotation of the rotor.
Reassemble and attempt a flow reading again. If the tester still fails to indicate flow, return the tester to the factory.
Burst Discs and Burst Disc Bodies
The burst discs are designed to rupture at a specified pressure. The PFM6 and PFM8 testers have a single burst disc that
bypasses flow around the loading valve when ruptured. The PFM6BD testers provide protection from excessive pressure in
either direction with two internal burst discs that, when ruptured, bypass flow around the loading valve. If a rupture occurs,
replace the burst discs.
IF YOU DO NOT HAVE THE PROPER TOOLS TO ACCOMPLISH THIS TASK, IT IS HIGHLY RECOMMENDED THAT YOU
RETURN THE TESTER(S) TO THE FACTORY FOR REPLACEMENT OF THE BURST DISC HOUSING AND THE BURST
DISCS. INJURY TO PERSONNEL AND/OR DAMAGE TO EQUIPMENT MAY RESULT IF THE BURST DISCS ARE INSTALLED
IMPROPERLY.
The following tools and parts are needed:
• 5/8" open end box wrench
• 0…80 (or greater) pound-inch torque wrench
Description Part Number Quantity
PFM6 F1614-7500 1
Burst discs
Optional
PFM6BD F1614-7500 2
PFM8 F1614-7500 1
O-ring F3137-015 1
Backup ring F1015-015 1
Page 13 August 2014 TUR-UM-00730-EN-02
Page 14

Maintenance/troubleshooting
Burst Disc Procedure for PFM6 and PFM8 Testers
1. Position the tester block to expose the internal burst disc body as shown in Figure 10.
2. Loosen the burst disc body from the ow meter block.
3. Remove the burst disc body from the ow meter block.
4. Remove the ruptured burst disc from the ow meter block and discard.
5. Clean out the burst disc port. Remove any debris from the sealing surfaces.
6. Rotate the tester to face the burst disc port upwards and drop in a new burst disc. Make sure it lies at on the sealing
surface entrance. Lubricate the O-ring on the burst disc housing and insert it back into the block. Tighten the burst disc
housing down to form the disc against the sealing surface.
7. Using a torque wrench, tighten the burst disc body in the block to 35 foot-pounds (50.8 Nm).
DO NOT OVER TORQUE THE BURST DISC HOUSING. APPLYING TOO MUCH TORQUE WILL DAMAGE THE BURST DISC
AND CAUSE THE DISC TO RUPTURE PREMATURELY.
Burst Disc Body (1)
Burst Disc (1)
Figure 9: PFM6 and PFM8 burst disc
Burst Disc Procedure for PFM6BD
1. Position the PFM6BD to expose the internal burst disc body as shown in Figure 11.
2. Loosen the burst disc body from the ow meter block.
3. Remove the burst disc body from the ow meter block.
4. Remove the ruptured burst discs from the ow meter block and discard. Retain the support ring.
5. Clean out the burst disc port and the support ring. Remove any debris from the sealing surfaces.
6. Rotate the tester to face the burst disc port upwards and drop in a new burst disc. Make sure it lies at on the sealing
surface entrance. Drop in the support ring and follow it with the second burst disc. Lubricate the O-ring on the burst
disc housing and insert it back into the block. Tighten the burst disc housing down to form the disc against the
sealing surfaces.
7. Using a torque wrench, tighten the burst disc body in the block to 60 foot-pounds (81.4 Nm).
DO NOT OVER TORQUE THE BURST DISC HOUSING. APPLYING TOO MUCH TORQUE WILL DAMAGE THE BURST DISC
AND CAUSE THE DISC TO RUPTURE PREMATURELY.
Page 14 August 2014TUR-UM-00730-EN-02
Page 15

Battery Replacement
CHANGE OR DISPOSE OF IN FIRE. BATTERY
CHANGE OR DISPOSE OF IN FIRE. BATTERY
Maintenance/troubleshooting
Burst Disc Body (1)
Burst Disc (2)
Support Ring (1)
Figure 10: PFM6BD burst discs
All PFM testers use four AA size alkaline batteries. These batteries will normally provide approximately 50 hours of service
before a low battery condition is indicated. On the PFM6 and PFM6BD, a LO BAT signal on the display indicates a low battery.
On the PFM8, a flashing colon (:) on the display indicates a low battery. When a low battery has been displayed, immediately
remove discharged batteries from the tester to prevent battery holder corrosion.
To change the batteries, remove the four screws on the cover assembly. Pull the cover slowly upward to clear the internal
components. The batteries are located on the bottom of the case. See Figure 12. When installing the new batteries, ensure that
they are centered in the holder and making contact at both ends. Replace the cover and secure the four screws.
ALKALINE BATTERY
MAY EXPLODE OR LEAK. MADE IN U.S.A.
1.5 VOLTS
AA
CAUTION DO NOT CONNECT IMPROPERLY
ALKALINE BATTERY
MAY EXPLODE OR LEAK. MADE IN U.S.A.
1.5 VOLTS
AA
CAUTION DO NOT CONNECT IMPROPERLY
CAUTION DO NOT CONNECT IMPROPERLY
AA
CHANGE OR DISPOSE OF IN FIRE. BATTERY
1.5 VOLTS
MAY EXPLODE OR LEAK. MADE IN U.S.A.
ALKALINE BATTERY
CAUTION DO NOT CONNECT IMPROPERLY
AA
CHANGE OR DISPOSE OF IN FIRE. BATTERY
1.5 VOLTS
MAY EXPLODE OR LEAK. MADE IN U.S.A.
ALKALINE BATTERY
Figure 11: Battery replacement
Page 15 August 2014 TUR-UM-00730-EN-02
Page 16

PRESSURE DROP, PSI
PRESSURE DROP, PSI
Flow vs pressure drop
FLOW VS PRESSURE DROP
ΔP Captured Using Loading Valves
PRESSURE DROP, PSI
PRESSURE DROP, PSI
60
50
40
30
20
10
0
60
50
40
30
20
10
0
30
25
20
15
PFM6-15, PFM8-15
20151050
FLOW, GPM
PFM6-60, PFM8-60
706050403020100
FLOW, GPM
PFM6-200, PFM8-200
PRESSURE DROP, PSI
120
100
PRESSURE DROP, PSI
120
100
30
25
20
15
10
5
0
80
60
40
20
0
Forward
80
60
PFM6-30, PFM8-30
403020100
FLOW, GPM
PFM6-85, PFM8-85
70 80 90 1006050403020100
FLOW, GPM
PFM6BD-60
Reverse
10
PRESSURE DROP, PSI
5
0
FLOW, GPM
60
50
40
30
20
10
0
Page 16 August 2014TUR-UM-00730-EN-02
Forward
Reverse
PFM6BD-85
70 80 90 1006050403020100
FLOW, GPM
22020018016014012010060 8040200
PRESSURE DROP, PSI
40
20
0
FLOW, GPM
40
35
Forward
30
25
Reverse
20
15
10
5
0
PFM6BD-200
FLOW, GPM
706050403020100
22020018016014012010060 8040200
Page 17

××
Hydraulic formulas and viscosity information
HYDRAULIC FORMULAS AND VISCOSITY INFORMATION
Flow Rate Formulas
Flow Rate Related Formulas
Power Formulas
H.P. =
Frequency (Hz) =
K-Factor (K) =
Valve C Factor =
Cylinder Velocity =
Fluid Mortor Torque =
LPM Bar
x
447.4
K GPM
Hz 60
GPM
V
x
60
×
Flow Rate (GPM) Fluid Specic Gravity
Flow Rate (GPM) Pressure (PSIG)
H.P. =
Time Base (TB) =
×
∆∆P Across Valve (PSI)
x
0.3208 Flow Rate (GPM)
Net Cylinder A
Rotational Speed
LPM Bar
x
447.4
GPM =
Hz 60K×
2
rrea (in)
GPM
Hz
kW =
336.77
LPM Bar
x
600
Page 17 August 2014 TUR-UM-00730-EN-02
Page 18

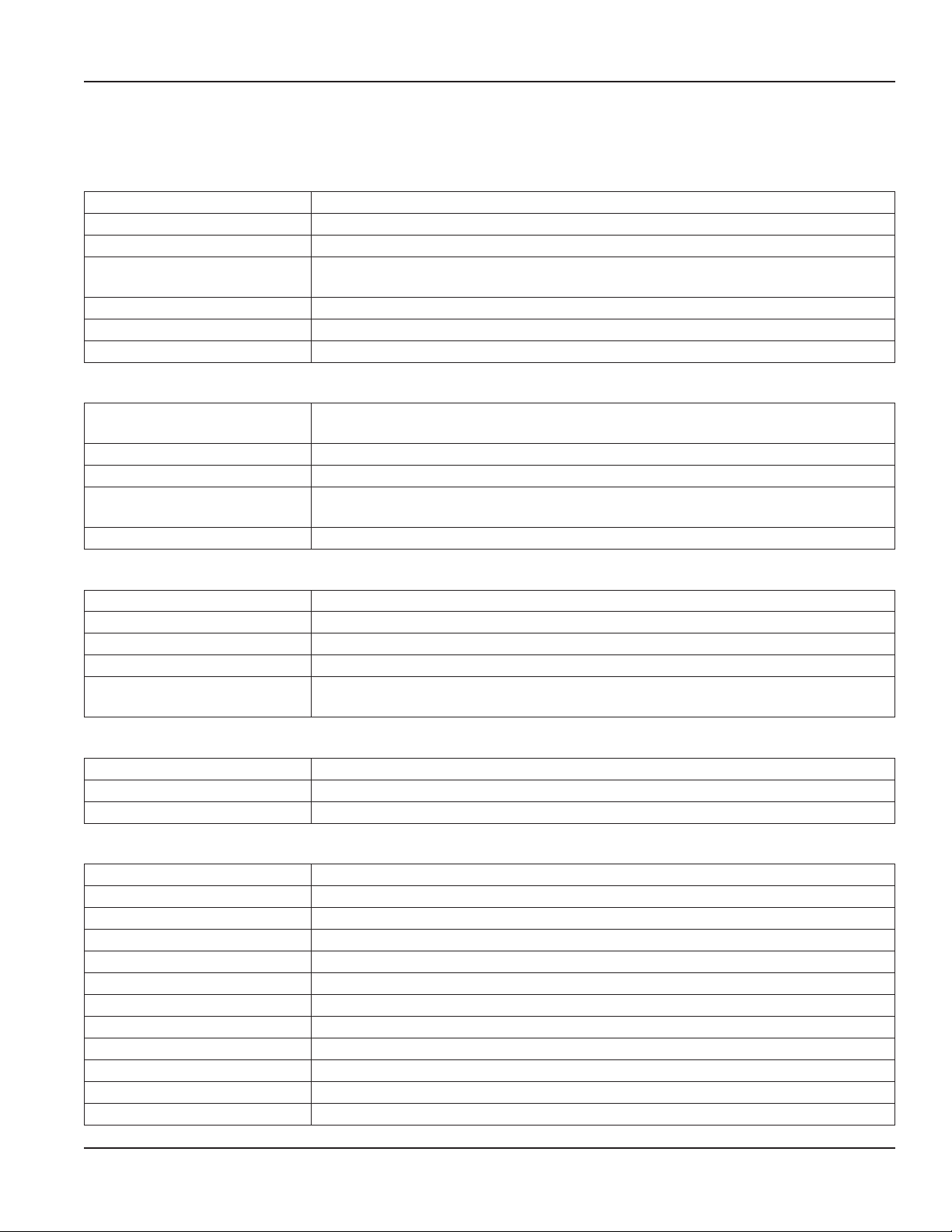
Fluid viscosity conversion table
FLUID VISCOSITY CONVERSION TABLE
Saybolt Universal
Seconds (SUS)
ISO-VG CentiStoke CentiPoise¹ Typical Brands/Liquids at 100 °F
31 2 1.0 0.876 Water
35 3 2.5 2.19
45 5/7 5.9 5.17
50 7 7.5 6.57 Kerosene
55 7/10 8.8 7.71 Atlantic Richfield/Duro 55 Hydraulic Oil
60 10 10.5 9.20 Monsanto/Skydrol - 500 A
70 10/15 13.2 11.56 Mobil/Aero HFA Hydraulic Oil
80 15 15.7 13.75 No. 4 Fuel Oil
90 22 18.2 15.94 Stauffer Chemical/Fyrquel 90
100 22 20.6 18.05 Conoco/Syncon Synthetic AW Hydraulic Oil
2
150
32 32.0 28.03 Mobil/DTE 24 Hydraulic Oil
200 46 43.2 37.84 Citco/Glycol FR-40XD (Oil in Water)
300 68 65.0 56.94 SAE 20 Crankcase Oil
400 68/100 86.0 75.34 Sunoco/Sunvis 41 Hydraulic Oil
500 100 108 94.61 SAE 30 Crankcase Oil
750 150 162 141.91 SAE 40 Crankcase Oil
1000 220 216 189.22 Mobil/Paper Machine Oil - Type K
1500 320 323 282.95 SAE 50 Crankcase Oil
2000 460 431 377.56 Amoco/American Industrial Oil - No. 460
3000 680 648 567.65 SAE 140 Gear Oil
4000 1000 862 755.11 SAE 250 Gear Oil
¹ CentiPoise are given for oil of 0.876 specific gravity. Relationship: CentiStokes × Specific Gravity = CentiPoise
2 Fluid viscosity used to calibrate Testers and Sensors
* ±1% Viscosity Range for Flo-Tech Testers and Sensors is 25 to 500 SUS
Table 2: Viscosity conversion
—40 5 4.2 3.68
Page 18 August 2014TUR-UM-00730-EN-02
Page 19
SPECIFICATIONS
Material
Housing 6013-T351 Anodized aluminum
Turbine Rotor T416 Stainless steel
Rotor Supports 6061-T6 Aluminum
Seals
Ball Bearings 440 C Stainless steel
Hub Cones 6061-T6 Aluminum alloy
Temperature Probe 12L14 Steel, electroless nickel plate
PFM6/8 Series Testers
Buna N standard
Viton® and EPR optional
Specications
Valve
Sleeve for 200 Model D.O.M. steel tube
Poppet 12L14 steel, hardened
Straightening Sections
Cones 2024-T4 Aluminum
Cold rolled steel body with 303 SS stem (for 15/30 Models)
12L14 steel body with 303 SS stem (for 60/85/200 Models)
CA360 Brass (for 15/30 Models)
6061-T6 Aluminum (for 60/85/200 Models)
PFM6BD Series Testers
Valve 12L14 steel body with 303 SS stem
Sleeve for 200 Model 4340 Alloy steel, hardened
Poppet 6061-T6 Aluminum
Straightening Sections 2024-T4 Aluminum
Cones
SAE Straight thread O-ring boss, female, J1926/1;
BSPP ISO1179
Magnetic Pick-Up
Body 12L14 steel, electroless nickel plate
Nut 12L14 steel, electroless nickel plate
Electronic Case Cover Cold rolled steel, zinc plate with clear seal, epoxy black paint
Performance
Flow Accuracy ±1% of full scale
Repeatability ±0.2%
Pressure Rating 6000 Psi (414 Bar) maximum with a 3:1 safety factor
Turbine Response ≤200 ms
Fluid Temperature –4…300 °F (–20…150 °C)
Ambient Temperature –4…131 °F (–20…55 °C)
Flow Readout Linearity and zero shift = ±1 digit
Operating Pressure Up to 6000 psi (414 Bar, 41.4 MPa, 420 kg/cm2)
Pressure Drop See “ΔP Captured Using Loading Valves” on page 16
Fluid Temperature Up to 300 °F (150 °C)
Readout Accuracy ±1 digit
Battery Type AA size alkaline, ~50 hr of service
Page 19 August 2014 TUR-UM-00730-EN-02
Page 20

DIMENSIONS
C
C
1
2
C1 - PFM6 and PFM8 Series
C2 - PFM6BD Series
Series
PFM6-15 11.3 × 3.6 × 10.3 287 × 92 × 262 13.85 (6.3)
PFM6-30 11.3 × 3.6 × 10.3 287 × 92 × 262 13.85 (6.3)
PFM6-60 11.5 × 3.6 × 10.3 292 × 92 × 262 16.50 (7.5)
PFM6-85 11.5 × 3.6 × 10.3 292 × 92 × 262 16.50 (7.5)
PFM6-200 12.3 × 4.1 × 10.8 311 × 105 × 275 20.00 (9.1)
PFM6BD-60 11.3 × 3.6 × 10.4 287 × 92 × 265 16.50 (7.5)
PFM6BD-85 11.3 × 3.5 × 10.4 287 × 92 × 265 16.50 (7.5)
PFM6BD-200 11.8 × 4.1 × 10.9 300 × 105 × 277 20.00 (9.1)
PFM8-15 11.3 × 3.6 × 10.3 287 × 92 × 262 13.85 (6.3)
PFM8-30 11.3 × 3.6 × 10.3 287 × 92 × 262 13.85 (6.3)
PFM8-60 11.5 × 3.6 × 10.4 292 × 92 × 265 16.50 (7.5)
PFM8-85 11.5 × 3.6 × 10.4 292 × 92 × 265 16.50 (7.5)
PFM8-200 12.3 × 4.1 × 10.9 11 × 105 × 277 20.00 (9.1)
A
Figure 12: Hydraulic tester dimension illustration
Dimensions Length (A) × Depth (B) × Height (C)
inches mm
Table 3: Dimensions
B
Weight Lb (kg)
Control. Manage. Optimize.
Dynasonics is a registered trademark of Badger Meter, Inc. Other trademarks appearing in this document are the property of their respective entities. Due to continuous research,
product improvements and enhancements, Badger Meter reserves the right to change product or system specications without notice, except to the extent an outstanding
contractual obligation exists. © 2014 Badger Meter, Inc. All rights reserved.
www.badgermeter.com
The Americas | Badger Meter | 4545 West Brown Deer Rd | PO Box 245036 | Milwaukee, WI 53224-9536 | 800-876-3837 | 414-355-0400
México | Badger Meter de las Americas, S.A. de C.V. | Pedro Luis Ogazón N°32 | Esq. Angelina N°24 | Colonia Guadalupe Inn | CP 01050 | México, DF | México | +52-55-5662-0882
Europe, Middle East and Africa | Badger Meter Europa GmbH | Nurtinger Str 76 | 72639 Neuen | Germany | +49-7025-9208-0
Europe, Middle East Branch Oce | Badger Meter Europe | PO Box 341442 | Dubai Silicon Oasis, Head Quarter Building, Wing C, Oce #C209 | Dubai / UAE | +971-4-371 2503
Czech Republic | Badger Meter Czech Republic s.r.o. | Maříkova 2082/26 | 621 00 Brno, Czech Republic | +420-5-41420411
Slovakia | Badger Meter Slovakia s.r.o. | Racianska 109/B | 831 02 Bratislava, Slovakia | +421-2-44 63 83 01
Asia Pacic | Badger Meter | 80 Marine Parade Rd | 21-06 Parkway Parade | Singapore 449269 | +65-63464836
China | Badger Meter | 7-1202 | 99 Hangzhong Road | Minhang District | Shanghai | China 201101 | +86-21-5763 5412 Legacy Document Number: 05-TUR-UM-00193-EN
 Loading...
Loading...