


U
L
9
T
R
I
N
S
T
R
U
C
M
A
N
U
A
P
R
O
B
E
0
0
0
A
T
L
I
O
N

1
Table of Contents
1. Overview 3
• Ultrasound Technology Instruction Scholarship Certificate 3
• Operation Mode 3
• Setup Mode 3
2. Basic Components 3
A. Plug-In Modules 4
• Scanning Module 4
• Contact Module 4
B. Pistol Grip Housing 4
• Display Panel 4
• Trigger On/Off Switch 5
• I/O Port 5
• Battery Compartment/Battery 5
• Wrist Strap 5
• Sensitivity Control Dial 5
• Storage Entry Button 5
• Head Set Jack 5
• Recharge Jack 5
3. Accessories 6
A. Standard Accessories 6
• Headset 6
• WTG-1 Warble Tone Generator 6
• Rubber Focusing Probe 6
• Stethoscope Extension Kit 6
• 5PC-C9 I/O Cable 6
• BCH-9 Battery Charger 6
• BCH-WTG Battery Charger 6
B. Optional Accessories 6
• LRM-9 6
• CFM-9 6
• UWC-9000 6
• DHC-2HH Hard Hat Headphones 6
• DHC 1991 Ear Piece 6
• SA-2000 Speaker Amplifier 6
• UFMTG-1991 7
• WTG-2SP Warble Pipe Threaded Tone Generator 7
• BP-9 7
• BPA-9 7
• BCH-92 7
• BCH-WTG2 7
• HTS-2 7
• SHEATH 7
• LLA 7
• 5PC-MP 7
• 5PC-BNC 7
• QCH-9 7
• QCH-92 7

2
4. Operation Mode 8
• Display Panel 8
• Bar Graph Display 8
• Sensitivity Control Dial 8
• Sensitivity / Volume Adjust 8
• Frequency Adjust 9
• Yellow Store Button 9
• Store a Reading 9
• Overwrite Data or Enter Data In a New Location 9
• Text Editor 10
5. Setup Mode 10
• Data Transfer 10
• Set Time & Date 11
• dB Scale Select 11
• dB Offset Val(Value) (This is a Reference dB Level) 12
• Display Mode 12
• Calibration Due Date 13
• Text Editor 13
• Factory Defaults 13
• Exit To Program 14
6. User Instructions 14
• Trisonic- Scanning Module 14
• Method of Airborne Detection 14
• Headset 14
• Rubber Focusing Probe 14
• Stethoscope Module 14
• Stethoscope Extension Kit 14
• Charging The UP9000 14
• Warble Tone Generator 15
• Charging The Warble Tone Generator 15
• Helpful Hints 15
• Auto Shutdown Battery Feature 15
• Resetting The On Board Computer 15
7. Applications
Leak Detection, How to Locate Leaks, Shielding Techniques, Low Level Leaks 16-18
Tone Test (Ultratone) 18-19
Electric Arc, Corona, Tracking Detection 20-21
Monitoring Bearing Wear 21
Detecting Bearing Failure 22
Comparative & Historical Testing 22
Lack of Lubrication 23
Over Lubrication 23
Slow Speed Bearings 23
FFT Interface 23
General Mechanical Trouble Shooting 24
Locating Faulty Steam Traps 25
Traps: Inverted Bucket, Float & Thermostatic, Thermodynamic, Thermostatic 26
Inspecting Valves 27
ABCD Method 28
Leakage Behind Walls 29
Partial Blockage 29
Flow Direction 29
Ultrasound Technology 30
Instructions for Setting Combination Lock On Carrying Case 31
3
WELCOME TO THE WONDERFUL WORLD OF AIRBORNE ULTRASOUND INSPECTION
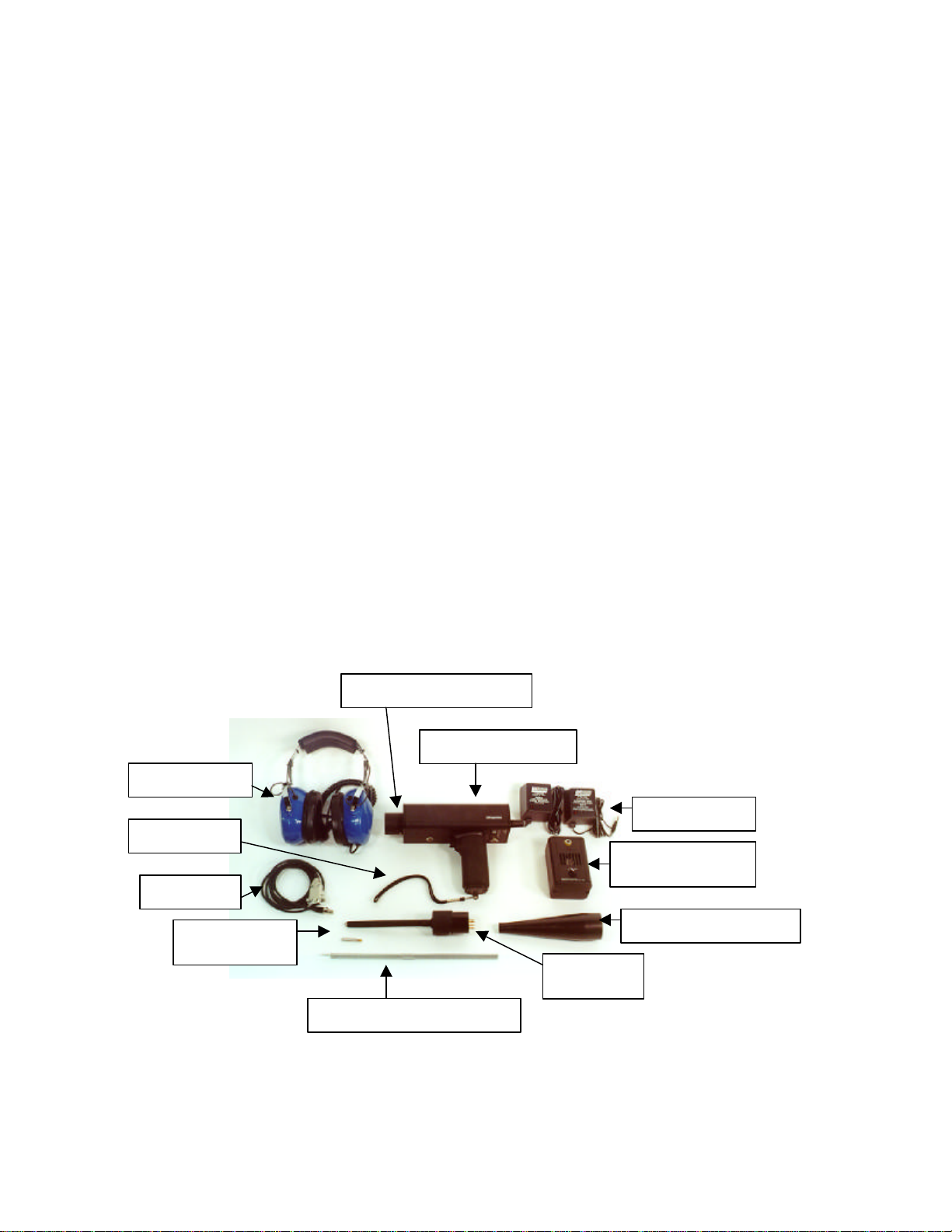
WTG-1 Warble
Tone Generator
Short “Stubby
” 1” Probe
Stethoscope
Module
Congratulations, you are about to experience the ultimate in airborne/structure borne ultrasonic inspection. Your Ultraprobe 9000 is
equipped with features that will help you inspect in the most challenging environment.
1. OVERVIEW
Your Ultraprobe 9000 is a versatile instrument with many features that will make your inspections easy, fast and accurate. As with
any new instrument, it is important to review this manual before you begin inspections.
While simple to use as a basic inspection tool, there are many powerful features that when understood, will open up a world of
opportunities for inspection and data analysis.
ULTRASOUND TECHNOLOGY INSTRUCTION SCHOLARSHIP CERTIFICATE:
Your Ultraprobe 9000 has many applications ranging from leak detection to mechanical inspection and may be used to trend, analyze
or just find a problem. How it is used is up to you. As you gain knowledge and learn how many modes of inspection you can cover,
you might want to extend your knowledge by enrolling in one of the many training courses offered by UE Training Systems, Inc. A
Scholarship certificate is available to you. Simply fill out the form found at the end of this manual and mail or fax it in.
The Ultraprobe 9000 is an ultrasonic inspection information, storage and retrieval system in a pistol housing. There are two modes
that are important to understand:
OPERATION MODE:
The operation mode will be described in detail under the operation mode section. In this mode you will perform all inspection actions
such as scanning, probing, “Click and Spin” activities, and store data. NOTE: “Click” operations require pressing a dial. “Spin”
operations require turning a dial.
SET UP MODE:
The setup mode will be described in detail under the Set Up Mode section,. There are 9 menu options that will be described in that
section.
2. BASIC COMPONENTS
Headphones
Wrist Strap
I/O Cable
Trisonic Scanning Module
Pistol-Grip Housing
Rechargers (2)
Rubber Focusing Probe
Stethoscope Extension Kit

4
Trisonic Scanning Module Stethoscope Module
A. PLUG-IN MODULES
TRISONICTM SCANNING MODULE:
This module is utilized to receive air-borne ultrasound such as the ultrasounds emitted by pressure/vacuum leaks and electrical
discharges. There are four prongs at the rear of the module. For placement, align the prongs with the four corresponding jacks in the
front end of the pistol housing and plug in. The TrisonicTM Scanning Module has a phased array of three piezoelectric transducers to
pick up the airborne ultrasound. This phased array focuses the ultrasound on one "hot spot" for
directionality and effectively intensifies the signal so that minute ultrasonic emissions can be detected.
STETHOSCOPE (CONTACT) MODULE:
This is the module with the metal rod. This rod is utilized as a "waveguide" in that it is sensitive to ultrasound that is generated
internally such as within a pipe, bearing housing or steam trap. Once stimulated by ultrasound, it transfers the signal to a piezoelectric
transducer located directly in the module housing. It is module shielded to provide protection from stray RF waves that have a
tendency to effect electronic receiving and measurement. This module can be effectively utilized in practically any environment
ranging from airports to broadcasting towers. It is equipped with low noise amplification to allow for a clear, intelligible signal to be
received and interpreted. For placement align the four prongs on the back with the corresponding receptacles in the front of the pistol
and plug in.
B. PISTOL-GRIP HOUSING
DISPLAY PANEL:
In the Operation Mode the Display Panel will show intensity levels (as dB and as a bar graph), Frequency, Battery Level, and
“Display Mode”. The Display Mode and the Battery level indications alternate. Intensity levels are shown simultaneously as a
numeric dB value and on a sixteen segmented bar graph (with each segment representing 3 dB). The Frequency is adjustable from 20
kHz to 100 kHz. These represent the range of frequency selection capable with the Ultraprobe. The most common frequency used for
general leak detection or electrical inspection is 40 kHz. These frequencies may be "tuned in" when performing inspections with any
of the Ultraprobe’s plug-in modules. The Display Mode indicates the operation mode of the instrument. This is indicated on the
display panel as R for Real Time, P for Peak Hold, S for Snap Shot, or RO for Real Time “Offset”, PO for Peak Hold “Offset” and
SO for Snap Shot “Offset”. (For additional information about Offset see dB Scale Select in the Set Up Mode Section..
Display Panel
Sensitivity Control Dial
Storage Entry Button
5
TRIGGER ON/OFF TRIGGER SWITCH:
The Ultraprobe is always "off' until the trigger switch is pressed. To operate, press the trigger. To turn the instrument off, release the
trigger.
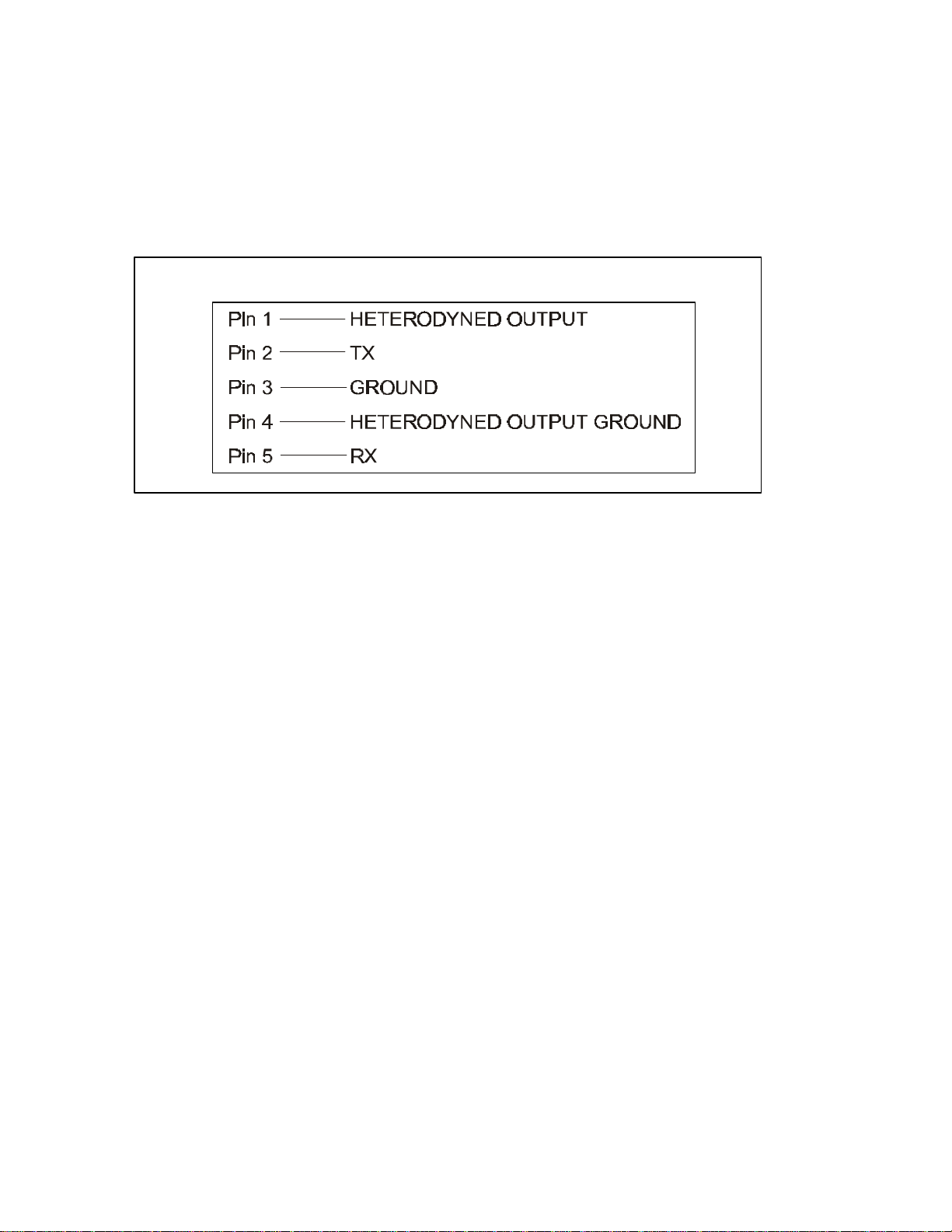
I/O PORT:
This is the RS232 port for upload/download information transfer, including heterodyned sound output. Align the pins from the cable
and plug in. Note: before downloading data be sure the cable is connected to both the I/O port and to the computer or other hardware(
vibration analyzer, tape recorder, etc.). This connection may also be used for sound recording, vibration analyzer and notebook
computer download. In this manner, the sounds, as they are recorded, can be simultaneously listened to through the headphones.
I/O CONNECTOR DIAGRAM
BATTERY COMPARTMENT:
The Handle contains the battery. Remove the cover to change batteries. Note: in intrinsically safe models the battery cover screw
must be removed before the cover can be removed.
BATTERY:
The battery is an environmentally friendly nickel metal hydride with no memory problems. A full charge will take 8 hours, however
you may charge the unit at any time for short intervals or for a longer period. If it is kept on charge over 8 hours, there will be no
harm to the battery. NOTE: When the effective battery charge is used up the instrument shuts down and a message to recharge
the battery will be displayed in the display panel.
WRIST STRAP:
To protect the instrument, against unexpected droppage use the wrist strap.
SENSITIVITY CONTROL DIAL:
This is one of the most important controls in the unit. In the operation mode it lets you adjust the sensitivity. When clicked it can
change the frequency. In the Set Up Mode it moves the cursor and by clicking sets notations.
STORAGE ENTRY BUTTON:
This yellow button is used to store data, and also puts you into the “Text Field Editor” (when enabled).
HEAD SET JACK:
This is where you plug in the headset. Be sure to plug it in firmly until it clicks. Should a tape recorder be utilized, this is where the
cord for the tape recorder is inserted. (Use a miniphone plug). This can also be used as an output for a vibration analyzer or notebook
computer when used with a proper miniphone to BNC connector.
RECHARGE JACK :
This Jack receives the plug from the recharger. The recharger is designed to plug into a standard electrical receptacle.

6
3. ACCESSORIES
A. STANDARD ACCESSORIES
HEADSET:
This heavy-duty headset is designed to block out intense sounds often found in industrial environments so that the user may easily
hear the sounds received by the ULTRAPROBE. In fact, the standard headphones provide over 23 dB of noise attenuation.
WTG-1 WARBLE TONE GENERATOR:
The WTG-1 Tone Generator is an ultrasonic transmitter designed to flood an area with ultrasound. It is used for a special type of leak
test. 'When placed inside an empty container or on one side of a test item, it will flood that area with an intense ultrasound that will not
penetrate any solid but will flow through any existing fault or void. By scanning with the TrisonicTM Scanning Module, empty
containers such as pipes, tanks, windows, doors, bulkheads or hatches can be instantly checked for leakage. This Tone Generator is a
WARBLE TONE GENERATOR. This internationally patented transmitter sweeps through a number of ultrasonic frequencies in a
fraction of a second to produce a strong, recognizable "Warble" signal. The warble tone prevents a standing wave condition which can
produce false readings and provides for a consistency of testing in practically any material.
RUBBER FOCUSING PROBE:
The Rubber Focusing Probe is a cone-shaped rubber shield.
It is used to block out stray ultrasound and to assist in narrowing the field of reception of the “Trisonic"
Scanning Module.
STETHOSCOPE EXTENSION KIT:
This consists of three metal rods that will enable a user to reach up to 31 additional inches (78.7 cm) with the Stethoscope Probe.
5PC-C9 I/O CABLE:
Standard I/O cable for downloading records from the UP9000 to the serial port on a PC.
BCH-9 BATTERY CHARGER:
This is the standard battery charger for the UP9000 with a line input of 120VAC @ 60Hz . The charging time is about 8 hours. (For
countries with 220 V/ 50 Hz, the BCH 92 is considered a “Standard Accessory)
BCH-WTG BATTERY CHARGER:
This is the standard battery charger for all Warble Tone Generators that are used with the UP9000. The line input is 120 VAC @
60Hz and the charging time is about 8 hours. (For countries with 220V/50Hz, the BCH-92 is considered a “Standard Accessory”.)
B. OPTIONAL ACCESSORIES
LRM-9:
A cone shaped scanning module that increases the detection distance above standard scanning modules. The LRM-9 is ideal for high
voltage inspection and for locating leaks at great distances.
CFM-9:
A scanning module used for close proximity leak detection in pressure and vacuum systems.
UWC-9000:
The UWC-9000, Ultrasonic Waveform Concentrator, doubles the detection distance. The UWC-9000 is great for corona, tracking and
arc detection at safe distances. Includes carrying case
DHC-9HH:
Headphone headset is for use with a hard hat
DHC 1991 EAR PIECE:
Ear piece eliminates the need for standard headphones.
SA-2000 SPEAKER AMPLIFIER:
The SA-2000 is a loud speaker and amplifier that is compatible with the Ultraprobe headphone output jack.
7
UFMTG-1991:
The UFMTG 1991 is a multi directional warble tone generator. It has a high power output with a circular transmission pattern of
360°.
WTG-2SP WARBLE PIPE THREADED TONE GENERATOR:
A Warble Tone Generator that is used in test conditions where it is not possible to physically place the standard WTG-1 Warble Tone
Generator, such as in pipes or in certain heat exchangers or tanks. Features: 1” NPT male threaded nipple with adapters for ¾” and ½”
female nipple with a 10 turn amplitude adjustment dial. Metric adapters available.
BP-9:
Extended use auxiliary battery pack for use with the UP9000.
BPA-9:
Spare battery pack for use with the UP9000.
BCH-92:
Optional battery charger for the UP9000 with a line input of 220 VAC @ 50Hz . The charging time is about 8 hours.
BCH-WTG2:
Optional battery charger for use with all Warble Tone Generators. The line input is 220 VAC @ 50Hz and the charging time is about
8 hours.
HTS-2:
Holster set for the UP9000. Includes a utility belt and two holsters, one for the UP9000 one module and rubber focusing probe; the
other for accessories.
SHEATH:
The sheath is a cordura cover protector for the UP9000 Pistol Housing.
LLA:
Liquid Leak Amplifier case. It holds 12 8 oz. Bottles of Liquid Leak Amplifier (For Ultrasonic Bubble Testing).
5PC-MP:
Optional I/O cable, 5 pin to miniphone for heterodyned output signal via the I/O connector on the UP9000.
5PC-BNC:
Optional I/O cable, 5 pin to BNC for heterodyned output signal via the I/O connector on the UP9000.
QCH-9:
Optional quick charge battery charger for the UP9000 with a line input of 120 VAC @60 Hz . The charging time is about 3 hours.
QCH-92:
Optional quick charge battery charger for the UP9000 with a line input of 230 VAC @ 50 Hz . The charging time is about 3 hours.
8
4. OPERATION MODE
06 dB 40 kHz R
06 dB 40 kHz S
06 dB 40 kHz P
DISPLAY PANEL:
When the trigger is pressed to turn the instrument on, the Display Panel will display intensity levels simultaneously on a bar graph and
as a numerical decibel value. The current selected frequency will also be shown. Remaining Battery Charge is shown in the upper
right corner. The letters R, S or P will alternate with the battery indicator in the upper right corner. R indicates that the instrument is
running in “Real Time”, S indicates “Snap Shot” and P indicates “Peak Hold”. Should the instrument be set in the Offset Mode,
then the letters RO, SO and PO will be displayed.
BAR GRAPH DISPLAY:
The bar graph has 16 segments. Each segment represents 3 decibels. At the end of the bar graph is a vertical line, which indicates the
peak intensity. This is a Peak Hold function. When in operation, the bar graph will move up and down the scale as an indication of the
amplitude of a sensed ultrasound. The Peak Hold indicator will remain at the highest sensed intensity during a particular inspection
until: 1. A new maximum reading is detected, or 2. The trigger is released and the instrument is turned off. At which time it will reset.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |
Real Time = R Flashes Snap Shot = S Flashes Peak Hold = P Flashes
All of these alternate with battery level Indicator
SENSITIVITY CONTROL DIAL:
TO ADJUST THE SENSITIVITY/VOLUME:
• Look at the meter. If the instrument is within range, the dB decibel indicator must blink. The kHz ( frequency ), indicator
must be steady and not blink.
• If the frequency indicator is blinking, click in the sensitivity control dial until the frequency indicator is steady and the
decibel indicator blinks.. This indicates that you are now able to adjust the sensitivity.
• Once in the Sensitivity mode, turn the Sensitivity control dial clockwise to increase the sensitivity and counter clockwise to
decrease the sensitivity.
• The Sensitivity control dial increases/decreases the sensitivity of the instrument simultaneously with the sound level in the
headphones
NOTE: the instrument needs to be in range for accurate testing.
• If the sensitivity is too low, a blinking arrow pointing to the right will appear and there will be no numeric decibel visible in
the display panel. If this occurs, increase the sensitivity until the arrow disappears (in low level sound environments the
arrow will blink continuously and It will not be possible to achieve a dB indication until a higher intensity level is sensed).
• If the sensitivity is too high, a blinking arrow pointing to the left will appear and there will be no numeric decibel visible on
the display panel. Reduce the sensitivity until the arrow disappears and the numeric decibel value is shown.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _
NOTE: The blinking arrow indicates the direction in which the Sensitivity Control Dial is to be turned.
• The Sensitivity Control Dial controls the bar graph display.
• Each click of the sensitivity dial changes the sensitivity / volume by 1 dB
9
TO ADJUST THE FREQUENCY:
001 NOT USED
• Look at the meter. The kHz indicator must blink to be able to tune the frequency.
• If it is not blinking, “Click” in the Sensitivity control dial one time and the kHz indicator in the display panel will blink.
• When the kHz indicator blinks, change the frequency by rotating the Sensitivity dial up (clockwise) or down (counter
clockwise).
YELLOW STORE BUTTON:
TO STORE A READING:
• “click” / press the yellow Store Button. This puts the instrument in the data storage mode. In the data storage mode the
display panel changes.
• The Storage Location is shown in the upper left corner. There are 400 Storage Locations numbered 001 to 400. If the
Storage Location has no data in it, the display will show: “NOT USED”.
• If there has been information stored in the selected location, the upper section of the display will indicate that information.
The text field (if previously selected), Time, Date, Decibel, Frequency and Operation Mode “R”, “S”, “P” (RO, SO, or PO
with offset Value in the Offset Mode) will blink and alternate (scroll). The text field, if previously selected in the Set Up
Mode, may be used to record notes or codes.
• The lower left corner of the display indicates the current decibel level selected for storage.
• The lower right of the display indicates the current frequency selected for storage.
• The lower right corner of the display indicates the Operation Mode “R”, “S” or “P”, RO, SO, or PO.
25dB 40KHz R
Data Storage Mode Display
TO STORE DATA:
• Click the Store Button again and the data will be stored and displayed on top.
TO OVERWRITE DATA OR TO ENTER DATA IN A NEW LOCATION:
• Press the yellow Store button to enter the data storage mode.
• Spin the Sensitivity Dial until the desired storage location is displayed on the screen
• Click the yellow Store Button to store the new information in that location and proceed as described above.
NOTE: When using Ultratrend software it is possible to enter a new reading that is out of sequence by spinning to the last unused
memory location (as long as all 400 locations are not filled) and entering the data as described above. Following instructions in
Ultratrend, a new sequential order can be updated to include the new item(s) for future inspections.
TO RETURN TO THE OPERATION MODE :
• Click the Sensitivity Control Dial.
TO DOWNLOAD THE INFORMATION:
• Refer to Setup Mode, 01 Data Transfer

10
TEXT EDITOR:
Menu 01 Select
Location: 001
TO ENTER TEXT IN THE TEXT FIELD:
• If enabled (refer to SET UP MODE 07), Click the Store Button once after storing data
• The text field will blink. If the field has no entry, it will display “UNKNOWN” and the first character will blink.
• The Sensitivity control dial can be used to scroll through the alphabet, A-Z , a space character and then through numbers 0-9.
Spin the Sensitivity dial clockwise to move up the alphabet and then to numbers or counter clockwise to move back through
numbers (9-0) and then back down the alphabet (Z-A).
• To enter, click the Sensitivity Control Dial to enter the text character.
• The next location to the right will then blink. Continue until through or until all 8 fields are filled.
• If an error in recording a letter or number occurs, click the Sensitivity Control Dial and the cursor will move to the right.
Continue clicking the Sensitivity Control Dial and the cursor will “wrap” around to the right until the desired location is
reached. As explained above, spin the Sensitivity Control Dial until the corrected entry is displayed and “click” the
Sensitivity Control Dial to enter the text character.
• When the text is correct, click the yellow Store Button to save and store the text. The instrument will return to the Operation
Mode.
Text: [ UNKNOWN ]
5. SETUP MODE
To enter the Set Up Mode:
1. Make sure the Ultraprobe is off.
2. Press (click) both the Yellow Store button and the Sensitivity dial at the same time. Only after these two controls have
been pressed, then squeeze the trigger. NOTE: Hold the Trigger in during any of the Set Up Mode operations.
3. When in the first Menu mode: Data Transfer, you may move to any of the other Menu modes by spinning the Sensitivity
Control up or down (clockwise or counter clockwise).
4. When the desired Menu mode is reached, push (Click) the Sensitivity Control in.
5. You may spin to enter and exit any Menu mode in the Set Up mod as long as the trigger on/off switch is pressed
01 Data Transfer
NOTE: Before downloading data, be sure the Ultraprobe is connected to the computer.
To download data from the Ultraprobe to your computer:
1. Follow steps 1-3 in Set Up Mode
2. The first selection to be displayed on the screen will be Menu 01, Data Transfer.
3. Click the Sensitivity Control Dial and all the data will be transferred to the PC. (NOTE: For software management,
refer to UltratrendTm Instructions.)
Text Editor Display
Data Transfer

11
02 Set Time and Date
Menu 02 Select
TIME 15:30 EXIT
dB Scale Select
Menu 03 Select
dB Scale Select
1. Make sure the Ultraprobe is off.
2. Press (click) both the Yellow Store button and the Sensitivity dial at the same time, then squeeze and hold the
trigger.
3. When in the first Menu Selection : “Data Transfer” (Menu 01), you may move to any of the other Menu Selections
by spinning the Sensitivity Control up or down (clockwise or counter clockwise).
4. Spin to “Set Time and Date” (Menu 02 blinks) and click in (EXIT Blinks), .
5. Spin to desired month or day or year and Click (selected number will blink rapidly).
6. Spin to select a new value
7. Click to set.
8. Spin to TIME setting and click on either Hour or Minute (the displayed number will blink rapidly).
9. Once an hour or minute has been selected, spin to select a new value.
10. Click to set.
11. When through, Spin the Sensitivity Control until EXIT flashes.
12. Click the Sensitivity Control again and return to the Set Up Mode.
13. Spin to Exit to PGM (Exit to Program) Menu 9 blinks. Click to enter Operation Mode.
Set Time & Date
03 dB Scale Select
dB Select has two settings from which to choose. These settings will determine the baseline dB reference level of the
instrument. Once selected, all test results will be based on the selected baseline dB level. There are two scales: Relative
and dB offset.
Relative sets the instrument to the 0 dB of the instrument’s internal minimal detection value and is the factory default
setting.
dB offset is a dB level that is a new minimum reference level set by the user. This value may be any dB level above the
natural 0 dB of the instrument. Once set, the preset level must be subtracted from the reading to determine an accurate
dB increase. (EG: if “10” is the dB offset value and a subsequent reading is 25 dB, then the increase is 15 dB.)
To select a dB reference scale:
1. Make sure the Ultraprobe is off.
2. Press (click) both the Yellow Store button and the Sensitivity dial at the same time, then squeeze and hold the
trigger.
3. When in the first Menu Selection : “Data Transfer” (Menu 01), you may move to any of the other Menu Selections
by spinning the Sensitivity Control up or down (clockwise or counter clockwise).
4. Spin to dB Scale Select (Menu 03 blinks).
6. Click in the Sensitivity Control.
7. Spin the Sensitivity Control to the desired scale (Relative or Offset).
8. Click the Sensitivity Control to set and return to the set up mode.
9. Spin to Exit to PGM (Exit to Program) Menu 09 blinks. Click to enter Operation Mode
click
DATE 1/01/99
dB Scale Select
click
Relative
spin
Offset

12
04 dB Offset
Menu 05 Select
Menu 04 Select
dB Offset Val
Display Mode
Display Mode
Display Mode
This position is selected to set the dB scale for readings to be taken in dB offset scale.
In order to use the dB offset scale, refer to III above.
To set the dB offset scale:
1. Make sure the Ultraprobe is off.
2. Press (click) both the Yellow Store button and the Sensitivity dial at the same time, then squeeze and hold the
3. When in the first Menu Selection : “Data Transfer” (Menu 01), you may move to any of the other Menu Selections
4. Spin to dB Offset Val (value) (Menu 04 blinks) and click in the Sensitivity Control.
5. The dB Val (00) will blink.
6. Spin the Sensitivity Control to the desired dB value level.
7. Click the Sensitivity Control to set and return to Set Up Mode.
8. Spin to Exit to PGM (Exit to Program) Menu 09 blinks. Click to enter Operation Mode
trigger.
by spinning the Sensitivity Control up or down (clockwise or counter clockwise).
dB Offset Val
05 Display Mode
There are three modes to choose in Display Mode: Real Time, Snapshot and Peak Hold. Real Time is the standard
operation of the instrument. For basic inspection operations choose Real Time. Snapshot is a very useful mode for
inspections that require a comparison of measurements. Snapshot holds a specific reading on the display. The display
can be updated by releasing and pressing the trigger. An example of this operation mode would be to locate the loudest
point in a machine. By pointing the instrument at a loud signal and pulling the trigger, the sound intensity level will be
displayed on the panel and held for comparison as the instrument is scanned around other points on the machine. The
meter will remain constant while the audio levels change. Another example is performing a quick comparison of
multiple bearings by pressing and releasing the trigger to update and compare sound levels. Peak Hold displays and
holds the peak value for comparison. It changes only when a higher ultrasound level is sensed. The bar graph will move
up and down to display sound intensities, but the Peak Hold dB reading in the upper left corner will remain constant. A
thin vertical line on the bar graph indicates the peak intensity of the bar graph. The Peak Hold dB reading is reset by
turning the instrument off or by changing the frequency.
To select Display Mode:
1. Make sure the Ultraprobe is off.
2. Press (click) both the Yellow Store button and the Sensitivity dial at the same time, then squeeze and hold the
trigger.
3. When in the first Menu Selection : “Data Transfer” (Menu 01), you may move to any of the other Menu Selections
by spinning the Sensitivity Control up or down (clockwise or counter clockwise).
4. Spin to Display Mode (Menu 05 Blinks).
5. Click the Sensitivity Control to enter Display Mode.
6. Spin the Sensitivity Control dial until the desired setting
(Real Time, Snap Shot or Peak Hold) appears and blinks.
7. Click the Sensitivity Control Dial to set and return to Set Up Mode.
8. Spin to Exit to PGM (Exit to Program) Menu 09 blinks. Click to enter Operation Mode
dB VAL = (00)
click
Display Mode
Real Time
click spinspin
Snap Shot
Peak Hold

13
06 Calibration Due Date
Menu 08 Select
Text Editor Sel.
Text Editor Sel.
Factory Defaults
Factory Defaults
Menu 07 Select
Shown as Cal Due Date in the menu, this date is set at the factory and displays the recommended Recalibration/service
date. This is one mode that cannot be changed by a user. It is only set at the factory after a service has been performed.
NOTE: This cannot be changed.
07 Text Editor
Text editor will enable or disable text entry when a reading is to be saved during the operation mode. If text notes are to
be manually entered, select the ON mode. If text has been preset in the Ultratrend™ software or if text entry is not
needed, select OFF.
To select Text Editor:
1. Make sure the Ultraprobe is off.
2. Press (click) both the Yellow Store button and the Sensitivity dial at the same time, then squeeze and hold the
trigger.
3. When in the first Menu Selection , “Data Transfer” (Menu 01), you may move to any of the other Menu Selections
by spinning the Sensitivity Control up or down (clockwise or counter clockwise).
4. Spin to Text Editor Sel (Select), Menu 07 blinks.
5. Click the Sensitivity Control Dial to enter the Text Editor enable mode.
6. Spin the Sensitivity Control Dial to select OFF or ON.
7. Click the Sensitivity Control Dial to set and return to Set Up Mode
8. Spin to Exit to PGM (Exit to Program) Menu 09 blinks. Click to enter Operation Mode
Text Editor
08 Factory Defaults
This mode allows users to retain or to delete the information stored in the instrument and to restore the factory default
settings of the instrument. Confirm YES means that the onboard computer will default to original factory settings and
all stored data will be deleted. Confirm NO retains all stored data and current instrument settings.
The Factory Default Settings:
•Maximum Sensitivity
•Frequency = 40 kHz
•Display Mode = Real Time
•dB Scale = Relative
•Offset Value = 0
•Text Editor = ON
•Peak Value Indicator ( bar graph ) = 0
To select Factory Defaults:
1. Make sure the Ultraprobe is off.
2. Press (click) both the Yellow Store button and the Sensitivity dial at the same time, then squeeze and hold the
trigger.
3. When in the first Menu Selection : “Data Transfer” (Menu 01), you may move to any of the other Menu Selections
by spinning the Sensitivity Control up or down (clockwise or counter clockwise).
4. Spin to Factory Defaults ( Menu 08 Blinks).
5. Click to enter the Factory Default Set Up Mode
6. Spin up or down to select either YES or NO.
7. Click to set and return to Set Up Mode.
8. Spin to Exit to PGM (Exit to Program) Menu 09 blinks. Click to enter Operation Mode
click
Text Editor = (OFF)
spin
Text Editor = (ON)
Factory Defaults
Confirm = (NO)
Confirm = (YES)
spinclick

14
09 Exit to program
Click the Sensitivity Control dial and you will exit to Operations Mode.
6. USERS INSTRUCTIONS
TRISONIC- SCANNING MODULE:
• Plug in to front end.
• Align the pins located at the rear of the module with the four jacks in the front end of the Metered Pistol Housing (MPH) and plug
in.
• For general use position the frequency selection to 40 kHz.
• Start to scan the test area.
METHOD OF AIRBORNE DETECTION:
The method of air borne detection is to go from the "gross to the fine". If there is too much
ultrasound in the area, reduce the sensitivity, place the RUBBER FOCUSING PROBE (described
below) over the scanning module and proceed to follow the test sound to its' loudest point
constantly reducing the sensitivity and following the display
HEADSET:
To use, simply plug the headset cord into the headset Jack on the pistol housing, and place the headphones over your ears. If a hard hat
is to be worn, it is recommended to use UE Systems' model DHC-2HH hard hat headphones.
RUBBER FOCUSING PROBE :
To use, simply slip it over the front of the scanning module or the contact module.
NOTE: To prevent damage to the module plugs, always remove the module BEFORE attaching and/or
removing the Rubber focusing Probe.
STETHOSCOPE MODULE:
• Align the pins located at the rear of the module with the four jacks in the front end of the Metered Pistol Housing (MPH) and plug
in.
• Touch test area.
As with the scanning module, go from the "gross" to the "fine". Start a maximum sensitivity on the Sensitivity Selection dial and
proceed to reduce the sensitivity until a satisfactory sound level is achieved. At times it may be necessary to utilize the stethoscope
probe with the sensitivity level at or near maximum. Occasionally when in this situation stray ultrasound may interfere with clear
reception and be confusing. If this occurs, place the RUBBER FOCUSING PROBE over the Stethoscope probe to insulate against the
stray ultrasound.
STETHOSCOPE EXTENSION KIT:
1. Remove the Stethoscope Module from the Metered Pistol Housing.
2. Unscrew the metal rod in the Stethoscope Module.
3. Look at the thread of the rod you just unscrewed and locate a rod in the kit that has the same size thread - this is the "base piece".
4. Screw the Base Piece into the Stethoscope Module.
5. If all 31" (78.7 cm) are to be utilized, locate the middle piece. (This is the rod with a female fitting at one end) and screw this
piece into the base piece.
6. Screw third "end piece" into middle piece.
7. If a shorter length is desired, omit step 5 and screw "end piece" into "base piece".
TO CHARGE THE UP9000:
• Plug recharger cable into recharger jack on the UP9000 and then plug the recharger into a wall receptacle.
• Make sure that the LED on the charger is lit when recharging.
• The LED turns OFF when the battery is charged. The instrument may stay connected to the charger without
damaging the battery.
• WARNING: Use the supplied UE Systems recharger (BCH-9 or BCH-92) only. Use of unauthorized rechargers will void the
warranty and may degrade or damage the battery.

15
WARBLE TONE GENERATOR (UE-WTG-1):
• Turn Tone Generator on by selecting either "LOW" for a low amplitude signal (usually recommended for small containers) or
"HIGH" for high amplitude. In high, the Warble Tone Generator will cover up to 4,000 cubic feet (121.9 cu. meters) of
unobstructed space.
• When the Tone Generator is on, a red light (located below the recharge jack in the front) flickers.
• Place the Warble Tone Generator within the test item/container and seal or close it. Then scan the suspect areas with the
TrisonicTM Scanning Module in the Ultraprobe and listen for where the "warble" ultrasound penetrates.
As an example, if the item to be tested is the seal around a window, place the Warble Tone Generator on one side of the window,
close it and proceed to scan on the opposite side.
• To test the condition of the Warble Tone Generator battery, set to the LOW INTENSITY position and listen to the sound through
the Ultraprobe at 40 kHz. A continuous warbling sound should be heard. If a "beeping" is heard instead, then a full recharge of the
Warble Tone Generator is indicated.
TO CHARGE THE WARBLE TONE GENERATOR:
• Plug recharger cable into recharger jack on the Warble Tone Generator and then plug the recharger into a wall receptacle.
• Make sure that the LED on the charger is lit when recharging.
• The LED turns OFF when the battery is charged.
HELPFUL HINTS:
Before you begin your inspection activities, it is suggested that you review the applications section to become familiar with the basic
inspection methods.
Here are some helpful hints that should prove useful in some difficult situations.
If you can’t read your display panel while testing:
• Trigger-release-Trigger method: Take the reading while holding the trigger in. Immediately press the STORE button and the
reading will be set. If you do not wish to save the reading, click the Sensitivity dial and return to Operation Mode.
NOTE: The instrument turns off within 5 seconds if the trigger control switch is not held in.
• Snap Shot Method: If you know you are going to be in a situation where you won’t be able to read the display panel, go
into Set Up Mode and spin to Display Mode (Menu 5). Select Snap Shot and return to Operation Mode. This will hold your
reading even while you continue to hold the trigger in. For a quick grab, take a reading, press the trigger in to hold it. For
an update or new reading, simply release and press the trigger switch.
AUTO-SHUTDOWN BATTERY FEATURE
The Ultraprobe 9000 is equipped with an auto-shutdown feature, which enables the instrument to provide accurate measurement
throughout the effective battery charge. If the Ultraprobe 9000 goes into the auto-shutdown mode, no sound will be heard in the
headphones and measurements will not be displayed on the display panel. To restore the Ultraprobe 9000 to its’ normal operating
mode, recharge the instrument using the BCH-9 Battery Charger (BCH-92 for 220 V operation).
RESETTING THE ON BOARD COMPUTER:
For security purposes, there is no reset switch on the instrument. Should it be necessary to reset the instrument:, disconnect the battery
for one (1) minute and then reconnect the battery.

16
A. - APPLICATIONS
1. LEAK DETECTION
This section will cover airborne leak detection of pressure and vacuum systems. (For information concerned with internal leaks such
as in Valves and Steam Traps, refer to the appropriate sections).
What produces ultrasound in a leak? When a gas passes through a restricted orifice under pressure, it is going from a pressurized
laminar flow to low pressure turbulent flow. (Fig. 1). The turbulence generates a broad spectrum of sound called "white noise". There
are ultrasonic components in this white noise. Since the ultrasound will be loudest by the leak site, the detection of these signals is
usually quite simple.
Figure 1: Pressure Leak
A leak can be in a pressurized system or in a vacuum system. In both instances, the ultrasound will be produced in the manner
described above. The only difference between the two is that a vacuum leak will usually generate less ultrasonic amplitude than a
pressure leak of the same flow rate. The reason for this is that the turbulence produced by a vacuum leak is occurring within the
vacuum chamber while the turbulence of a pressure leak is generated in the atmosphere. (Fig.2).
Figure 2: Vacuum Leak
What type of gas leak will be detected ultrasonically? Generally any gas, including air, will produce a turbulence when it escapes
through a restricted orifice. Unlike gas specific sensors, the Ultraprobe is sound specific. A gas specific sensor is limited to the

17
particular gas it was designed to sense (e.g., helium). The Ultraprobe can sense any type of gas leak since it detects the ultrasound
produced by the turbulence of a leak.
Because of its versatility, the Ultraprobe may be utilized in a wide variety of leak detection. Pneumatic systems may be checked,
pressurized cables, such as those utilized by telephone companies, may be tested. Air brake systems on railroad cars, trucks, and buses
may be checked. Tanks, pipes, housings, casings and tubes are easily tested for leakage by pressurizing them. Vacuum systems,
turbine exhausts, vacuum chambers, material handling systems, condensers, oxygen systems can all easily be tested for leakage by
listening for the turbulence of the leak.
A. HOW TO LOCATE LEAKS
1. Use the TRISONIC SCANNING MODULE.
2. Start at 40 kHz. If too much background noise is present, try some of the shielding methods listed below.
3. Start off with the sensitivity at Maximum.
4. Begin to scan by pointing the module towards the test area. The procedure is to go from the "gross" (loudest) to the "fine"
(refined sound discrimination)- more and more subtle adjustments will be made as the leak is approached.
5. If there is too much ultrasound in the area, reduce the sensitivity setting until you are able to determine the direction of the
loudest sound and continue to scan.
6. Move closer to the test area as you scan
7. Continue to make adjustments with the sensitivity as needed in order to determine the direction of the leak sound.
8. If it is difficult to isolate the leak due to competing ultrasound, place the RUBBER FOCUSING PROBE over the scanning
module and proceed to scan the test area.
9. Listen for a "rushing" sound while observing the meter.
10. Follow the sound to the loudest point. The meter will show a higher reading as the leak is approached.
11. In order to focus in on the leak, keep reducing the sensitivity setting and move the instrument closer to the suspected leak site
until you are able to confirm a leak.
B. TO CONFIRM A LEAK:
Position the Trisonic Scanning Module, or the rubber focusing probe (if it is on the scanning module) close to the suspect leak site and
move it, slightly, back and forth, in all directions. If the leak is at this location, the sound will increase and decrease in intensity as you
sweep over it. In some instances, it is useful to position the rubber focusing probe directly over the suspect leak site and push down to
"seal" it from surrounding sounds. If it is the leak, the rushing sound will continue. If it is not the leak site, the sound will drop off
C. OVERCOMING DIFFICULTIES
1. Competing Ultrasounds
If competing ultrasounds make it difficult to isolate a leak, there are two approaches to be taken:
a. Manipulate the environment. This procedure is fairly straightforward. When possible, turn off the equipment that is
producing the competing ultrasound or isolate the area by closing a door or window.
b. Manipulate the instrument and use shielding techniques. If environmental manipulation is not possible, try to get as close
to the test site as possible, and manipulate the instrument so that it is pointing away from the competing ultrasound. Isolate
the leak area by reducing the sensitivity of the unit and by pushing the tip of the rubber focusing probe up to the test area,
checking a small section at a time. In some extreme instances, when the leak check is difficult at 40 kHz, try to "tune in" to
the leak sound by "tuning out" the problem sound. In this instance adjust the frequency until the background sound is
minimized and then proceed to listen for the leak.

18
1. SHIELDING TECHNIQUES
Since ultrasound is a high frequency, short wave signal, it can usually be blocked or "shielded". NOTE: When using any method, be
sure to follow your plant's or company's safety guidelines. Some common techniques are:
a. Body: place your body between the test area and the competing sounds to act as a barrier
b. Clip Board: Position the clip board close to the leak area and angle it so that it acts as a barrier between the test area and the
competing sounds
c. Gloved Hand: (USE CAUTION) using a gloved hand, wrap the hand around the rubber focusing probe tip so that the index
finger and the thumb are close to the very end and place the rest of the hand on the test site so that there is a complete barrier of
the hand between the test area and the background noise. Move the hand and instrument together over the various test zones.
d. Wipe rag: This is the same method as the "gloved hand" method, only, in addition to the glove, use a wipe rag to wrap around
the rubber focusing probe tip. Hold the rag in the gloved hand so that it acts as a "curtain", i.e., there is enough material to cover
the test site without blocking the open end of the rubber focusing probe. This is ususally the most effective method since it uses
three barriers: the rubber focusing probe, the gloved hand and the rag.
e. Barrier: When covering a large area, it is sometimes helpful to use some reflective material, such as a welders curtain or a drop
cloth, to act as a barrier. Place the material so that it acts as a "wall" between the test area and the competing sounds. Sometimes
the barrier is draped from ceiling to floor, at other times, it is hung over railings.
f. Frequency Tuning: If there are situations where a signal may be difficult to isolate, it may be helpful to utilize the Frequency
Tuning. Point the Ultraprobe toward the test area and gradually adjust the frequency until the weak signal appears to be clearer
and then follow the basic detection methods previously outlined.
2. LOW LEVEL LEAKS
In ultrasonic inspection for leakage, the amplitude of the sound often depends upon the amount of turbulence generated at the leak
site. The greater the turbulence, the louder the signal, the less the turbulence, the lower the intensity of the signal. When a leak rate is
so low that it produces little, if any turbulence that is "detectable", it is considered "below threshold". If a leak appears to be of this
nature:
1 . Build up the pressure (if possible) to create greater turbulence.
2.Utilize LIQUID LEAK AMPLIFIER.
This patented method incorporates a UE Systems product called LIQUID LEAK AMPLIFIER, or LLA for
short. LLA is a uniquely formulated liquid substance that has special chemical properties. Used as an ultra
sonic "bubble test, a small amount of LLA is applied to a suspected leak site, It produces a thin film through
which the escaping gas will pass. When it comes in contact with a low flow of gas, it quickly forms a
large number of small "soda-like" bubbles that burst as soon as they form. This bursting effect produces
an ultrasonic shock wave that is heard as a crackling sound in the headphones. In many instances the
bubbles will not be seen, but they will be heard. This method is capable of obtaining successful leak
checks in systems with leaks as low as lxl0-6 ml/sec.
NOTE: The low surface tension of the LLA is the reason small bubbles form. This can be negatively changed by contamination of the
leak site with another leak fluid which can block LLA or cause large bubbles to form. If contaminated, clean the leak site with water,
solvent or alcohol (check with plant regulations before selecting a decontaminating cleaning agent).
3. Use the UE-CFM-9 Close Focus Module. Specifically designed for low level leaks, the unique scanning chamber is designed to
receive low level signals with reduced signal distortion and provides easier recognition of a low level leak. For more information, call
the factory.
D. TONE TEST (Ultratone)
The Tone Test is an ultrasonic method for non-destructive testing which is used when it is difficult to pressurize or draw a vacuum in a
system. This ultrasonic test is applicable to a wide range of items, including: CONTAINERS, TUBES, PIPES, HEAT
EXCHANGERS, WELDS, GASKETS, SEALS, DOORS, WINDOWS, OR HATCHES.

19
The test is conducted by placing an ultrasonic transmitter, called TONE GENERATOR, inside (or on one side) of the test item. The
warble pulse-signal from the TONE GENERATOR will instantly "flood" the test item and penetrate any existing leak hole. Depending
on configuration and material, even thin spots in certain metals can be vibrated by the signal. By scanning for sonic penetration on the
exterior surface (or opposite side) of the test item with the Ultraprobe, the leak will be detected. It will be heard as a high pitched
warble, similar to bird chirping.
The Tone Test incorporates two basic components: a TONE GENERATOR (an ultrasonic transmitter) , and the Trisonic Scanning
Module in the Ultraprobe. To conduct the test:
1. Make certain the test item has no fluids or contaminants such as water, mud, sludge, etc., that can block the path of the transmitted
ultrasound.
2. Place the Tone Generator within the container, (if it is a room, door or window to be tested, place the Tone Generator on one side
pointing in the direction of the area to be tested) and close, or seal so that the Tone Generator is enclosed within.
NOTE: The size of the test area will determine the amplitude selection of the Tone Generator. If the item to be tested is small, select
the LOW position. For larger items, use the HIGH position.
3. Scan the test area with the Ultraprobe as outlined in LEAK DETECTION procedure.
When positioning the Tone Generator, place the transducer facing and close to the most crucial test area. If a general area is to be
checked, position the Tone Generator so that it will cover as wide an area as possible by placing it in the "middle" of the test item.
How far will the sound travel? The Tone Generator is designed to cover approximately 4000 cubic feet (120 cu meters) of
uninterrupted space. This is slightly larger than the size of a tractor trailer. Placement is dependent upon such variables as the size of
the leak to be tested, the thickness of the test wall and the type of material tested (i.e. is it sound absorbent or sound reflective?).
Remember, you are dealing with a high frequency, short wave signal. If the sound is expected to travel through a thick wall, place the
Tone Generator close to the test zone, if it is a thin metallic wall, move it farther back and use "low". For uneven surfaces it may be
necessary to use two people. One person will move the Tone Generator slowly close to and around the test areas while another person
scans with the Ultraprobe on the other side.
Do not use the Tone test in a complete vacuum.
Ultrasound will not travel in a vacuum. Sound waves need molecules to vibrate and conduct the signal. There are no moveable
molecules in a complete vacuum.
If a partial vacuum is to be drawn where there are still some air molecules to vibrate, then the Tone Test may be implemented
successfully.
In a laboratory, a form of the Tone Test is utilized in seal leaks of an electron beam microscope. The test chamber has been fitted with
a specially designed transducer to emit the desired tone and a partial vacuum is created. A user then scans all seams for sonic
penetration. The Tone Test has also been effectively utilized to test tanks before they are put on line, piping, refrigerator gaskets,
caulking around doors and windows for air infiltration testing, heat exchangers for leaking tubes, as a Q.C. test for automobile wind
noise and water leaks, on aircraft to test for problems associated with cabin pressure leaks and glove boxes for seal integrity defects.
UE SYSTEMS provides a variety of optional Warble Tone Generators. They are: 1. WTG2SP Warble Pipe Tone Generator with a 1”
male threaded nipple to adapt to various pipe fittings. It is used to test areas where the standard Tone Generators cannot be place
such as in small pipes, sealed tanks or heat exchangers (see optional accessories, WTG-2SP).
2. UFMTG-1991 Multidirectional Tone Generator has four transducers that cover 360o. A Specially designed suction cup enables
users to place the unit on a variety of surfaces, metal, plastic or glass. The UFMTG-1991 is used to detect leaks in unusual or
large enclosures. Some applications include: testing bulkheads in ships, expansion joints in power plants and windshields in
automobiles.

20
TRANSFORMERS, SWITCHGEAR AND OTHER ELECTRICAL APPARATUS
E. ELECTRIC ARC, CORONA, TRACKING DETECTION
There are three basic electrical problems that are detected with the Ultraprobe 9000:
Arcing: An arc occurs when electricity is conducted to “ground”. Lightning is a good example.
Corona: When voltage on an electrical conductor, such as an antenna or high voltage transmission line exceeds the threshold value
of the air around it, air begins to ionize and form a blue or purple glow.
Tracking: Often referred to as "baby arcing", it follows the path of damaged insulation.
The Ultraprobe 9000 can be used in low (below 15 kV), medium (15 kV – 115 kV) and high voltage systems (above 115 kV).
When electricity escapes in high voltage lines or when it "jumps" across a gap in an electrical connection, it disturbs the air molecules
around it and generates ultrasound. Most often this sound will be perceived as a crackling or "frying" sound, in other situations it will
be heard as a buzzing sound.
Typical applications include: insulators, cable, switchgear, buss bars, relays, circuit breakers, pot heads, junction boxes. In substations, components such as insulators, transformers and bushings may be tested.
Ultrasonic testing is often used in enclosed switchgear. Since ultrasound emissions can be detected by scanning around door seams
and air vents, it is possible to detect serious faults such as arcing, tracking and corona without taking the switchgear off line as in an
infrared scan. However, it is recommended that both tests be used with enclosed switchgear.
NOTE: When testing electrical equipment, follow all your plant or company safety procedures. When in doubt, ask your
supervisor. Never touch live electrical apparatus with the Ultraprobe or its’ accessories.
The method for detecting electric arc and corona leakage is similar to the procedure outlined in leak detection. Instead of listening for
a rushing sound, a user will listen for a crackling or buzzing sound. In some instances, as in trying to locate the source of radio/TV
interference or in substations, the general area of disturbance may be located with a gross detector such as a transistor radio or a
wide-band interference locator. Once the general area has been located, the scanning module of the Ultraprobe is utilized with a
general scan of the area. The sensitivity is reduced if the signal is too strong to follow. When this occurs, reduce the sensitivity to get a
mid-line reading on the meter and continue following the sound until the loudest point is located.
Determining whether a problem exists or not is relatively simple. By comparing sound quality and sound levels among similar
equipment, the problem sound will tend to be quite different.
On lower voltage systems, a quick scan of bus bars often will pick up arcing or a loose connection. Checking junction boxes can
reveal arcing. As with leak detection, the closer one gets to the emission site, the louder the signal.
If power lines are to be inspected and the signal does not appear to be intense enough to be detectable from the ground, use UE
Systems UWC-9000 Ultrasonic Waveform Concentrator (a parabolic reflector) which will double the detection distance of the
Ultraprobe and provide pinpoint detection. The UWC-2000 is recommended for those situations in which it may be considered safer to

21
inspect electrical apparatus at a distance. The UWC2000 is extremely directional and will locate the exact site of an electrical
discharge.
Another accessory is the LRM-9- Long Range Module which also increases the detection distance of the Ultraprobe. The basic
difference is that the LRM is a one-hand operation but has a slightly wider detection area (11o) versus the UWC 9000 (5o).
2. MONITORING BEARING WEAR
Ultrasonic inspection and monitoring of bearings is by far the most reliable method for detecting incipient bearing failure. The
ultrasonic warning appears prior to a rise in temperature or an increase in low frequency vibration levels. Ultrasonic inspection of
bearings is useful in recognizing:
a. The beginning of fatigue failure. b. Brinelling of bearing surfaces. c. Flooding of or lack of lubricant.
In ball bearings, as the metal in the raceway, roller or ball bearing begins to fatigue, a subtle deformation begins to occur. This
deforming of the metal will produce irregular surfaces, which will cause an increase in the emission of ultrasonic sound waves.
Changes in amplitude from the original reading is indication of incipient bearing failure. When a reading exceeds any previous reading
by 12 dB, it can be assumed that the bearing has entered the beginning of the failure mode.
This information was originally discovered through experimentation performed by NASA on ball bearings. In tests performed while
monitoring bearings at frequencies ranging from 24 through 50 kHz, they found that the changes in amplitude indicate incipient (the
onset of bearing failure before any other indicators including heat and vibration changes. An ultrasonic system based on detection and
analysis of modulations of bearing resonance frequencies can provide subtle detection capability; whereas conventional methods are
incapable of detecting very slight faults. As a ball passes over a pit or fault in the race surface, it produces an impact. A structural
resonance of one of the bearing components vibrates or "rings" by this repetitive impact. The sound produced is observed as an increase in amplitude in the monitored ultrasonic frequencies of the bearing.
Brinelling of bearing surfaces will produce a similar increase in amplitude due to the flattening process as the balls get out of round.
These flat spots also produce a repetitive ringing that is detected as an increase in amplitude of monitored frequencies.
The ultrasonic frequencies detected by the Ultraprobe are reproduced as audible sounds. This "heterodyned" signal can greatly assist a
user in determining bearing problems. When listening, it is recommended that a user become familiar with the sounds of a good
bearing. A good bearing is heard as a rushing or hissing noise. Crackling or rough sounds indicate a bearing in the failure stage. In
certain cases a damaged ball can be heard as a clicking sound whereas a high intensity, uniform rough sound may indicate a damaged
race or uniform ball damage. Loud rushing sounds similar to the rushing sound of a good bearing only slightly rougher, can indicate
lack of lubrication. Short duration increases in the sound level with "rough" or "scratchy" components indicate a rolling element
hitting a "flat" spot and sliding on the bearing surfaces rather than rotating. If this condition is detected, more frequent examinations
should be scheduled.

22
DETECTING BEARING FAILURE
There are two basic procedures of testing for bearing problems:
COMPARATIVE AND HISTORICAL. The comparative method involves testing two or more similar bearings and "comparing"
potential differences. Historical testing requires monitoring a specific bearing over a period of time to establish its history. By
analyzing bearing history, wear patterns at particular ultrasonic frequencies become obvious, which allows for early detection and
correction of bearing problems.
FOR COMPARATIVE TEST
1. Use contact (stethoscope) module.
2. Select desired frequency. (If only one frequency is to be monitored, consider using 30 kHz.
3. Select a "test spot" on the bearing housing and mark it for future. Touch that spot with the contact module. In ultrasonic
sensing, the more mediums or materials ultrasound has to travel through, the less accurate the reading will be. Therefore, be
sure the contact probe is actually touching the bearing housing. If this is difficult, touch a grease fitting or touch as close to the
bearing as possible.
4. Approach the bearings at the same angle, touching the same area on the bearing housing.
5. Reduce sensitivity to hear the sound quality more clearly.
6. Listen to bearing sound through headphones to hear the "quality" of the signal for proper interpretation.
7. Select same type bearings under similar load conditions and same rotational speed.
8. Compare differences of meter reading and sound quality.
PROCEDURE FOR BEARING HISTORY (HISTORICAL):
Before starting with the HISTORICAL method for monitoring bearings, the COMPARATIVE method must be used to determine a
baseline.
1. Use basic procedure as outlined above in steps 1-8.
2. Save the reading for future reference.
3. Compare this reading with previous (or future readings). On all future readings, adjust frequency to the original level.
If the decibel level has moved up 12 dB over the base line, it indicates the bearing has entered the incipient failure mode.
Lack of lubrication is usually indicated by an 8 dB increase over baseline. It is usually heard as a loud rushing sound. If lack of
lubrication is suspected, after lubricating, retest. If readings do not go back to original levels and remain high, consider bearing is
on the way to the failure mode and recheck frequently.

23
Lack of Lubrication:
Proper Lubrication
Lack of Lubrication
To avoid lack of lubrication, note the following:
1. As the lubricant film reduces, the sound level will increase. A rise of about 8 dB over baseline accompanied by a uniform
rushing sound will indicate lack of lubrication.
2. When lubricating, add just enough to return the reading to base line.
3. Use caution. Some lubricants will need time to uniformly cover the bearing surfaces. Lubricate a small amount
at a time.
DO NOT OVER-LUBRICATE
Over-Lubrication:
One of the most common causes of bearing failure is over-lubrication. The excess pressure of the lubricant often breaks, or “pops”
bearing seals or causes a build-up of heat, which can create stress and deformity.
To avoid over-lubrication:
1. Don't lubricate if the base line reading and base line sound quality is maintained.
2. When lubricating, use just enough lubricant to bring the ultrasonic reading to baseline.
3. As mentioned above, use caution. Some lubricants will need time to uniformly cover the bearing surfaces.
Reduces Friction
Increases Amplitude Levels
SLOW SPEED BEARINGS
Monitoring slow speed bearings is possible with the Ultraprobe 9000. Due to the sensitivity range and the frequency tuning, it is quite
possible to listen to the acoustic quality of bearings. In extremely slow bearings (less 25 RPM), it is often necessary to disregard the
display and listen to the sound of the bearing. In these extreme situations, the bearings are usually large (1/2" and up) and greased with
high viscosity lubricant. Most often no sound will be heard as the grease will absorb most of the acoustic energy. If a sound is heard,
usually a crackling sound, there is some indication of deformity occurring.
On most other slow speed bearings, it is possible to set a base line and monitor as described.
FFT INTERFACE
The Ultraprobe may be interfaced with FFT's via the UE-MP-BNC-2 Miniphone to BNC connector or the UE DC2 FFT Adapter.
The Miniphone plug is inserted into the headphone jack of the Ultraprobe and the BNC connector is attached to the analog-in
connector of the FFT. There are also two accessories that connect to an FFT via the Ultraprobe I/O port. They are the 5PC MP
(using a Miniphone connector to the FFT) and the 5PC-BNC (using a BNC connector to the FFT). These connectors enable an FFT
to receive the heterodyned, (translated) low frequency sound information detected from the Ultraprobe. In this instance it can be used
to monitor and trend bearings, including low speed bearings. It can also extend the use of the FFT to record all types mechanical
information such as leaking valves, cavitation, gear wear, etc.

24
3. GENERAL MECHANICAL TROUBLE SHOOTING
As operating equipment begins to fail due to component wear, breakage or misalignment, ultrasonic shifts occur. The accompanying
sound pattern changes can save time and guesswork in diagnosing problems if they are adequately monitored. Therefore, an ultrasonic
history of key components can prevent unplanned downtime. And just as important, if equipment should begin to fail in the field, the
ULTRAPROBE can be extremely useful in trouble shooting problems.
TROUBLE SHOOTING: 1. Use the contact (stethoscope) module. 2. Touch test area(s): listen through headphones and observe the
display. 3. Adjust sensitivity until mechanical operation of the equipment is heard clearly and the bar graph can fluctuate. 4. Probe
equipment by touching various suspect areas. 5. If competing sounds in equipment being tested present a problem, try to "tune in" to
the problem sound by: a. Probing equipment until the potential problem sound is heard. b. Adjust Frequency slowly until the problem
sound is heard more clearly. 6. To focus in on problem sounds, while probing, reduce sensitivity gradually to assist in locating the
problem sound at its' loudest point. (This procedure is similar to the method outlined in LEAK LOCATION, i.e., follow the sound to
its loudest point.)
MONITORING OPERATING EQUIPMENT In order to understand and keep ahead of potential problems in operating equipment, it
is necessary to establish base data and observe shifts in that data. This can be accomplished by data logging readings directly into the
Ultraprobe or by recording sounds to a tape recorder (by connecting to the Headphone output, or to the I/O port using the proper cable.
The heterodyned output can be downloaded to a spectral analysis program in a computer.
PROCEDURE:
1. Select key locations to be monitored and make permanent reference marks for future testing
2. Follow steps 1-2 as outlined above in the Trouble Shooting section.
3. Select a frequency for each test spot.
4. Save by hitting yellow store button (refer to Operation Mode: Yellow Store Button for description).
NOTE: In diagnosing any type of mechanical equipment, it is important to understand how that equipment operates. Being able to
interpret sonic changes is dependent on a basic understanding of the operations of the particular equipment being tested. As an
example, in some reciprocal compressors, the diagnosis of a valve problem in the inlet manifold is dependent on recognizing the
distinctive clicking sound of a good valve vs. the muffled click of a valve in a "blow-by" mode.
In gearboxes, before missing gear teeth may be detected as an abnormal click, the normal sounds of gears must be understood. In
pumps, certain pumps will have surges, which may confuse inexperienced operators by the constant shifting of the intensity levels.
The surge pattern must be observed before a lower, consistent bar graph reading can be recognized as the true reading.

25
4. LOCATING FAULTY STEAM TRAPS
An ultrasonic test of steam traps is a positive test. The main advantage to ultrasonic testing is that it isolates the area being tested by
eliminating confusing background noises. A user can quickly adjust to recognizing differences among various steam traps, of which
there are three basic types: mechanical, thermostatic and thermodynamic. When testing steam traps ultrasonically:
1. Determine what type of trap is on the line. Be familiar with the operation of the trap. Is it intermittent or continuous drain?
2. Try to check whether the trap is in operation is it hot or cold? Use a non-contact infrared thermometer to determine this.
3. Use the contact (stethoscope) module.
4. Set Frequency to 25 kHz.
6. Try to touch the contact probe towards the discharge side of the trap. Press the trigger and listen.
7. Listen for the intermittent or continuous flow operation of the trap. Intermittent traps are usually the inverted
bucket, thermodynamic (disc) and thermostatic (under light loads). Continuous flow: include the float, float
and thermostatic and (usually) thermostatic traps. While testing intermittent traps, listen long enough to gauge
the true cycle. In some cases, this may be longer than 30 seconds. Bear in mind that the greater the load that
comes to it, the longer period of time it will stay open.
In checking a trap ultrasonically, a continuous rushing sound will often be the key indicator of live steam passing through. There are
subtleties for each type of trap that can be noted.
Use the sensitivity levels of the Sensitivity Selection Dial to assist your test. If a low pressure system is to be checked, adjust the
sensitivity UP: if a high pressure system (above 100 psi) is to be checked, reduce the sensitivity level. (Some experimentation may be
necessary to arrive at the most desirable level to be tested.) Check upstream and reduce the sensitivity to hear the trap sounds more
clearly and touch downstream to compare readings.
FREQUENCY SELECTION Occasionally it may be necessary to "tune in" to a steam trap. In some systems, specifically float type
traps under low or moderate pressure load, a wide orifice will not produce too much ultrasound. If this is the case touch the trap on the
downstream side. Adjust the frequency: start at 25 kHz. and listen for a lower frequency trickling sound of water. For other subtle trap
sounds, such as determining the difference of condensate vs. steam sounds, try to listen at 40 kHz. If this proves difficult, gradually
rotate the Frequency Selection Dial down (counterclockwise) until the specific sounds are heard. Steam will have a light, gaseous
sound; condensate will have additional overtones to its rushing sound.
GENERAL STEAM/CONDENSATE/FLASH STEAM CONFIRMATION
In instances where it may be difficult to determine the sound of steam, flash steam or condensate,
1. Touch at the immediate downstream side of the trap and reduce the sensitivity to hear the sounds more clearly.
2. Move 6 - 12 inches (15.2-30.5 cm) downstream and listen. Flashing steam will show a large drop
off in intensity while leaking steam will show little drop off in intensity.

26
INVERTED BUCKET TRAPS normally fail in the open position because the trap loses its prime. This condition means a complete
blow-through, not a partial loss. The trap will no longer operate intermittently. Aside from a continuous rushing sound, another clue
for steam blow-through is the sound of the bucket clanging against the side of the trap.
A FLOAT AND THERMOSTATIC trap normally fails in the "closed" position. A pinhole leak produced in the ball float will cause
the float to be weighted down or water hammer will collapse the ball float. Since the trap is totally closed - no sound will be heard. In
addition, check the thermostatic element in the float and thermostatic trap. If the trap is operating correctly, this element is usually
quiet; if a rushing sound is heard, this will indicate either steam or gas is blowing through the air vent. This indicates that the vent has
failed in the open, position and is wasting energy.
THERMODYNAMIC (DISC) traps work on the difference in dynamic response to velocity change in the flow of compressible and
incompressible fluids. As steam enters, static pressure above the disc forces the disc against the valve seat. The static pressure over a
large area overcomes the high inlet pressure of the steam. As the steam starts to condense, the pressure against the disc lessens and the
trap cycles. A good disc trap should cycle (hold-discharge-hold) 4-10 times per minute. When it fails, it usually fails in the open
position, allowing continuous blow-through of steam.
THERMOSTATIC TRAPS (bellows & bi-metallic) operate on a difference in temperature between condensate and steam. They build
up condensate so that the temperature of condensate drops down to a certain level below saturation temperature in order for the trap to
open. By backing up condensate, the trap will tend to modulate open or closed depending on load.
In a bellows trap, should the bellows become compressed by water hammer, it will not function properly. The occurrence of a leak
will prevent the balanced pressure action of these traps. When either condition occurs, the trap will fail in its natural position either
opened or closed. If the trap falls closed, condensate will back up and no sound will be heard. If the trap falls open, a continuous
rushing of live steam will be heard.
With bimetallic traps, as the bimetallic plates set due to the heat they sense and the cooling effect on the plates, they may not set
properly which will prevent the plates from closing completely and allow steam to pass through. This will be heard as a constant
rushing sound.
NOTE: A complimentary Steam Trap Trouble Shooting Guide is available. Contact UE Systems directly by phone or fax.

27
5. LOCATING FAULTY VALVES: Utilizing the contact (stethoscope) module in the Ultraprobe, valves
can easily be monitored to determine if a valve is operating properly. As a liquid or gas flows through a
pipe, there is little or no turbulence generated except at bends or obstacles. In the case of a leaking valve,
the escaping liquid or gas will move from a high to a low pressure area, creating turbulence on the low
pressure or "downstream" side. This produces a white noise. The ultrasonic component of this "white
noise" is much stronger than the audible component. If a valve is leaking internally, the ultrasonic
emissions generated at the orifice site will be heard and noted on the meter. The sounds of a leaking valve
seat will vary depending upon the density of the liquid or gas. In some instances it will be heard as a subtle
crackling sound, at other times as a loud rushing sound. Sound quality depends on fluid viscosity and
internal pipe pressure differentials. As an example, water flowing under low to mid pressures may be easily
recognized as water. However, water under high pressure rushing through a partially open valve may sound
very much like steam. To discriminate:
1. Reduce the sensitivity. 2. Change the frequency to 25 kHz and listen.
A properly seated valve will generate no sound. In some high pressure situations, the ultrasound generated
within the system will be so intense that surface waves will travel from other valves or parts of the system
and make it difficult to diagnose valve leakage. In this case it is still possible to diagnose valve
blow-through by comparing sonic intensity differences by reducing the sensitivity and touching just
upstream of the valve, at the valve seat and just downstream of the valve (see "Confirming Valve Leakage
In Noisy Pipe Systems).
PROCEDURE FOR VALVE CHECK
1. Use stethoscope module.
2. Touch downstream side of valve and listen through headset.
3. Start test at 40 kHz. If the sound appears weak or confusing, change the frequency. As an example, try
to test at 30 kHz. then
20 kHz.
4. When necessary, if there is too much sound, reduce sensitivity.
5. For comparative readings, usually in high pressure systems:
a. Touch upstream side and reduce sensitivity to minimize any sound.
b. Touch valve seat and/or downstream side.
c. Compare sonic differentials. 'If the valve is leaking, the sound level on the seat or downstream side
will
be equal to or louder than the upstream side.
6. In some instances, such as in noisy background or low viscosity fluids, it will be helpful to adjust the
frequency to adequately
interpret valve sounds. To do this:
a. Touch upstream of the valve and, in the Frequency Select Mode, gradually spin the Frequency until
the stray signals are minimized or until the desired fluid flow is heard clearly.
b. Touch the upstream side, valve seat, downstream sides (as described above) and compare
differences.

28
ABCD METHOD
The ABCD method is recommended to check for the potential of competing ultrasounds downstream that
may carry back to the area of inspection and give a false indication of a valve leak.
For the ABCD method,
1. Refer to steps 1-5 above.
2. Mark two equidistant points upstream (these will be point A and Point B) and compare them to two
equidistant points downstream (point C and point D)
The sound intensity of points A and B are compared with test points C and D. If point C is higher than
points A and B, the valve is considered leaking. If point D is higher than point C, this is an indication of
sound being transmitted from another point downstream.
CONFIRMING VALVE LEAKAGE IN NOISY PIPE SYSTEMS
Occasionally in high pressure systems, stray signals occur from valves that are close by or from pipes (or
conduits) feeding into a common pipe that is near the down stream side of a valve. This flow may produce
false leak signals. In order to determine if the loud signal on the downstream side is coming from a valve
leak or from some other source:
1. Move close to the suspected source (i.e., the conduit or the other valve).
2. Touch at the upstream side of the suspected source.
3. Reduce sensitivity until the sounds are clearer.
4. Touch at short intervals (such as every 6 - 12 inches (15-30.5 cm) and note the meter changes.
5. If the sound level decreases as you move towards the test valve, it indicates that the valve is not
leaking.
6. If the sound level increases as you approach the test valve, It is an indication of a leak in the valve.
6. MISCELLANEOUS PROBLEM AREAS
A. UNDERGROUND LEAKS
Underground leak detection depends upon the amount of ultrasound generated by the particular leak. Some
slow leaks will emit very little ultrasound. Compounding the problem is the fact that earth will tend to
insulate ultrasound. In addition, loose soil will absorb more ultrasound than firm soil. If the leak is close to
the surface and is gross in nature, it will be quickly detected. The more subtle leaks can also be detected but
with some additional effort. In some instances it will be necessary to build up pressure in the line to
generate greater flow and more ultrasound. In other cases it will be necessary to drain the pipe area in
question, isolate the area by valving it off and inject a gas (air or nitrogen) to generate ultrasound through
the leak site. This latter method has proven very successful. It is also possible to inject a test gas into the
test area of the pipe without draining it. As the pressurized gas moves through the liquid into the leak site, it
produces a crackling sound, which may be detected.
PROCEDURE: 1. Use contact (stethoscope) module.
2, Start Frequency Selection at 20-25kHz.
3. Touch surfaces over ground - DO NOT JAM probe to ground. Jamming can cause
probe damage.
In some instances it will be necessary to get close to the "source" of the leak. In this situation, use a thin,
sturdy metal rod and drive it down close to, but not touching, the pipe. Touch the contact probe to the
metal rod and listen for the leak sound. This should be repeated approximately every 1-3 feet until the leak
sound is heard.

29
To locate the leak area, gradually position the rod until the leak sound is heard at its loudest point. An
alternative to this is to use a flat metal disc or coin and drop it on the test area. Touch the disc and listen at
20 kHz. This is useful when testing concrete or asphalt to eliminate scratching sounds caused by slight
movements of the stethoscope module on these surfaces.
B. LEAKAGE BEHIND WALLS
1. Look for water or steam markings such as discoloration, spots in wall or ceiling, etc.
2. If steam, feel for warm spots in wall or ceiling or use a non-contact infrared thermometer.
3. Set Frequency to 20 kHz and use stethoscope probe.
4. Listen for leak sounds. The louder the signal the closer you are to the leak site.
PARTIAL BLOCKAGE:
When partial blockage exists, a condition similar to that of a bypassing valve is produced. The partial
blockage will generate ultrasonic signals (often produced by turbulence just down stream). If a partial
blockage is suspected, a section of piping should be inspected at various intervals. The ultrasound
generated within the piping will be greatest at the site of the partial blockage.
PROCEDURE:
1. Use stethoscope module.
2. Touch downstream side of suspected area and listen through headset.
3. Start test at 40 kHz. If the sound appears weak or confusing, change the frequency. As an example, try
to test at 30 kHz. then 20 kHz.
4. When necessary, if there is too much sound, reduce sensitivity.
5 Listen for an increase in ultrasound created by the turbulence of partial blockage.
FLOW DIRECTION
Flow in piping increases In intensity as it passes through a restriction or a bend in the piping. As flow
travels upstream, there is an increase in turbulence and therefore the intensity of the ultrasonic element of
that turbulence at the flow restriction. In testing flow direction, the ultrasonic levels will have greater
intensity in the DOWNSTREAM side than in the UPSTREAM side.
PROCEDURE:
1. Use stethoscope mode.
2. Start test in 40 kHz. If it is difficult hearing the flow signal, adjust the Frequency to 30 kHz or to 25 kHz.
3. Begin test at maximum sensitivity level.
4. Locate a bend in the pipe system (preferably 60 degrees or more).
5. Touch one side of bend and note dB reading.
6. Touch other side of bend and note dB reading.
7. The side with the higher (louder) reading should be the downstream side.
NOTE: Should it be difficult to observe a sound differential, reduce sensitivity and test as described until a
sonic difference is recognized.

30
ULTRASOUND TECHNOLOGY The technology of ultrasound is concerned with sound waves that occur
above human perception. The average threshold of human perception is 16,500 Hertz. Although the highest
sounds some humans are capable of hearing is 21,000 Hertz, ultrasound technology is usually concerned
with frequencies from 20,000 Hertz and up. Another way of stating 20,000 Hertz is 20 kHz, or
KILOHERTZ. One kilohertz is 1,000 Hertz.
Since ultrasound is a high frequency , it is a short wave signal. Its' properties are different from audible or
low frequency sounds. A low frequency sound requires less acoustic energy to travel the same distance as
high frequency sound. (Fig. A)
The ultrasound technology utilized by the Ultraprobe is generally referred to as Airborne ultrasound.
Airborne ultrasound is concerned with the transmission and reception of ultrasound through the
atmosphere without the need of sound conductive (interface) gels. It can and does incorporate methods of
receiving signals generated through one or more media via wave guides.
There are ultrasonic components in practically all forms of friction. As an example, if you were to rub your
thumb and forefinger together, you will generate a signal in the ultrasonic range. Although you might be
able to very faintly hear the audible tones of this friction, with the Ultraprobe it will sound extremely loud.
The reason for the loudness is that the Ultraprobe converts the ultrasonic signal into an audible range and
then amplifies it. Due to the comparative low amplitude nature of ultrasound, amplification is a very
important feature.
Although there are obvious audible sounds emitted by most operating equipment, it is the ultrasonic
elements of the acoustic emissions that are generally the most important. For preventative maintenance,
many times an individual will listen to a bearing through some simple type of audio pick-up to determine
bearing wear. Since that individual is hearing ONLY the audio elements of the signal, the results of that
type of diagnosis will be quite gross. The subtleties of change within the ultrasonic range will not be
perceived and therefore omitted. When a bearing is perceived as being bad in the audio range it is in need
of immediate replacement. Ultrasound offers a predictable diagnostic capacity. When changes begin to
occur in the ultrasonic range, there is still time to plan appropriate maintenance. In the area of leak
detection, ultrasound offers a fast, accurate method of locating minute as well as gross leaks. Since
ultrasound is a short wave signal, the ultrasonic elements of a leak will be loudest and most clearly
perceived at the leak site. In loud factory type environments, this aspect of ultrasound makes it even more
useful.
Most ambient sounds in a factory will block out the low frequency elements of a leak and thereby render
audible leak inspection useless. Since the Ultraprobe is not capable of responding to low frequency sounds,
it will hear only the ultrasonic elements of a leak. By scanning the test area, a user may quickly spot a leak.
Electrical discharges such as arcing, tracking and corona have strong ultrasonic components that may be
readily detected. As with generic leak detection, these potential problems can be detected in noisy plant
environments with the Ultraprobe.

31
INSTRUCTIONS FOR SETTING COMBINATION ON CARRYING CASE
The combination is factory set at ,0-0-0,,
Setting your personal combination:
1. Open the case. Looking at the back of the lock inside the case you will
see a change lever. Move this change lever to the middle of the lock so
that it hooks behind the change notch (picture 1 ).
2. Now set your personal combination by turning the dials to the desired
combination (i.e. birthday, phone no. etc.)
3. Move the change lever back to the normal position (picture 2).
4. To lock, rotate one or more dials. To open the lock, set your personal
combination.
International patents pending.

32
14 Hayes Street
Alpine Components
Telephone: 01424 437000 E-mail: info@alpine-components.co.uk
Fax: 01424 722502 Web site: www.alpine-components.co.uk
Elmsford, NY 10523 USA
Tel: 914-592-1220
Fax: 347-2181
Email: info@uesystems.com
Web page: http://www.uesystems.com
UP9M899
 Loading...
Loading...