

Page 1
MDE 1200
3
2
4
1
5
6
Instructions for use
GB
Please read and save these
instructions.
Gebrauchsanleitung
D
Bitte lesen und aufbewahren.
Instruction d’utilisation
F
Prière de lire et de conserver.
Istruzioni d’uso
I
Si prega di leggere le istruzioni e
di conservarle.
Instrucciones de uso
E
Lea y conserve estas
instrucciones por favor.
Instruções de serviço
P
Por favor leia e conserve em seu
poder.
Gebruiksaanwijzing
NL
Lees en let goed op deze
adviezen.
Brugsanvisning
DK
Vær venlig at læse og opbevare.
Bruksanvisning
S
Var god läs och tag tillvara dessa
instruktioner.
Käyttöohje
FIN
Lue ja säilytö
Kullanøm kølavuzu
TR
Lütfen okuyun ve saklayin
Page 2

Introduction
You have high standards and expect to purchase quality goods – quality offered by
AEG. We have built a durable and reliable electric power tool for you.
Please read the instructions for use before first operation so you can handle your
power tool effectively and safely. We are sure that buying an Electric Power Tool
from AEG was the right choice!
Technical Data
Advice for your
safety
Measured sound
value
Measured
vibration value
Use
Mains
connection
Nominal power consumption of the
driving motor 1200 W. . . . . . . . . . . . . . . . . . . . . . . . .
Power consumption of the magnet 50 W. . . . . . . . .
No-load speed 300–640 min
Speed under load max. 170–330 min
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . .
-1
-1
Stroke 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Stand height min. 410 mm. . . . . . . . . . . . . . . . . . . . . .
Stand height max.
(carriage in top position) 530 mm. . . . . . . . . . . . . . . .
Size of magnetic foot 160x80 mm. . . . . . . . . . . . . . . .
Max. magnetic power 10 kN. . . . . . . . . . . . . . . . . . . . .
Drill diameter max. with core hole drill bit 42 mm. . .
Material thickness max. 50 mm. . . . . . . . . . . . . . . . . .
Spindle receiver 1/2”x20 Gg. . . . . . . . . . . . . . . . .
Weight 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
The data stated above apply for models with 230 – 240 V.
In case of deviating mains voltage, the data stated on the rating plate are
applicable.
J Please pay attention to the safety instructions in the attached leaflet!
J Always use the protective shields on the machine.
J Always wear goggles when using the machine. It is recommended to wear gloves,
sturdy non slipping shoes and apron.
J Sawdust and splinters must not be removed while the machine is running.
J Do not pierce the motor housing as this could damage the double insulation (use
adhesives).
J Always disconnect the plug from the socket before carrying out any work on the
machine.
Only plug-in when machine is switched off.
J Keep mains lead clear from working range of the machine. Always lead the cable
away behind you.
J Secure the magnetic drill stand with the provided chain when working slanting or
vertical surfaces, or overhead such that it won’t fall down in case of power loss.
J The maximum retaining power is reached when using steel with a low carbon
content and a material thickness of at least 12 mm.
J Do not expose the drill stand to rain and do not use in damp or non–flameproof
rooms.
Typically the A-weighted sound pressure level of the tool is 83 dB (A).
The noise level when working can exceed 85 dB (A).
Wear ear protectors! Measured values determined according to EN 50 144.
Typically the hand-arm vibration is below 2.5 m/s
2
.
Measured values determined according to EN 50 144.
The drill stand is suited for drilling large holes in steel and other ferroginous metals.
It is possible to use the magnetic drill stand while arc–welding.
Do not use this product in another way as stated for normal use.
Connect only to a single-phase AC current supply and only to the mains voltage
specified on the rating plate. Connection to sockets without earth protection is
possible as the appliance features protective insulation to DIN 57 740/ VDE 0740
and CEE 20. Radio suppression complies with the European standard EN 55014.
When fitting the plug, make sure that the brown (live) wire of this appliance is
connected to the plug terminal marked L or coloured red, and the blue (neutral) wire
of this appliance is connected to the plug terminal marked N or coloured black.
Under no circumstances must the wires of this appliance be connected to the earth
terminal of the plug marked either E, with the earth symbol or coloured green or
green/yellow.
ENGLISH
1
MDE 1200
Page 3

Brief description
Tool clamp
Speed preselection
Mounting plate for oil feed contain (
Accessory)
Robust rack guide for high load
transmission
Adjustable carriage guide
Carrying handle
Advancing lever
3
2
4
1
5
6
Control lights:
Red: Main switch on
Yellow: Magnet activated
Green: Machine switched on
Receiver shaft for core hole
drill bit
Thrust bearing for core hole receiver
shaft
ENGLISH
2
Switch
Main switch
Magnet On/Off
Machine On/Off
Magnetic foot for fixing the drill stand on
ferruginous metals.
Modifications: Text, diagrams and data are correct at the time of
printing. In the interest of continuous improvement of our
products, technical specifications are subject to alteration without
prior notice.
MDE 1200
Page 4

Setting the free
motion of the
slide
Always disconnect the plug from the socket before carrying out any work on the
machine.
The carriage is adjusted by the factory
such that it will stop in any position and not
move down by the weight of the machine.
In case that the carriage play must be
adjusted, proceed as follows:
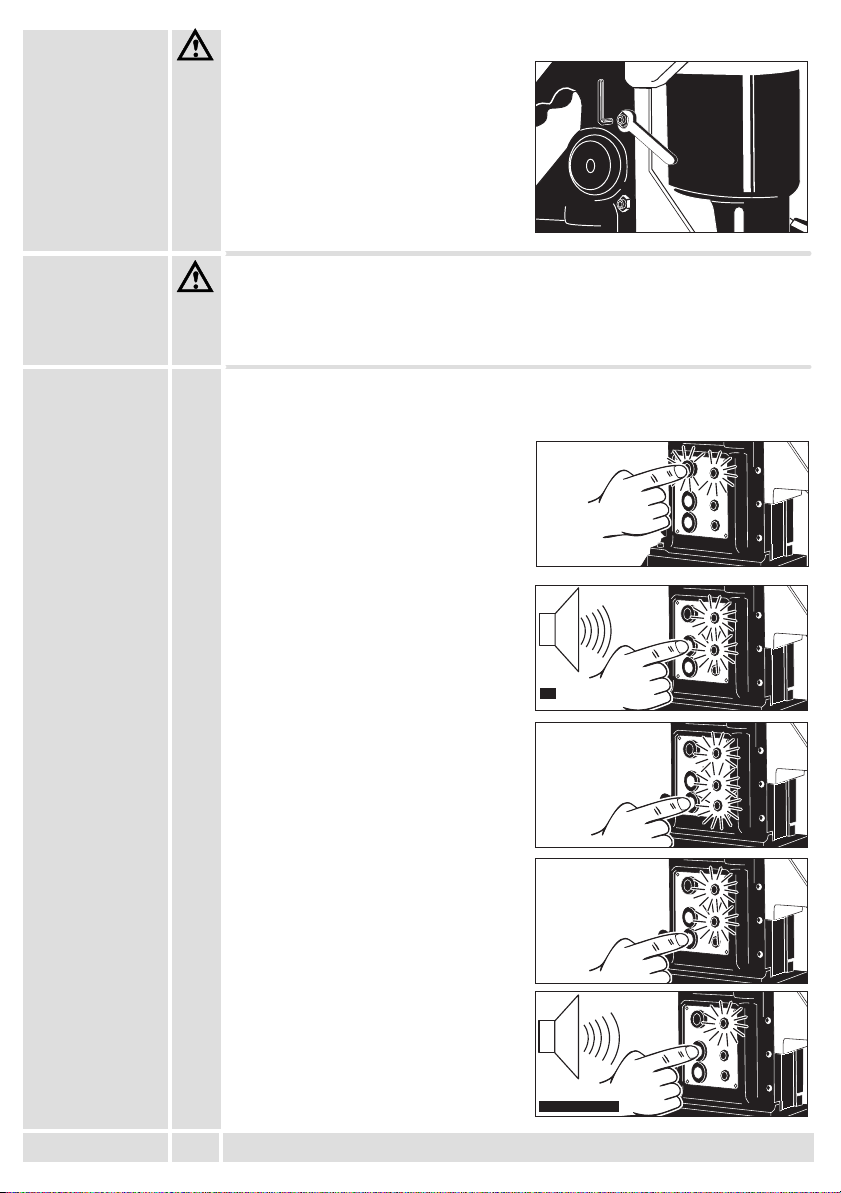
Loosen the locking nuts with fork wrench
SW8, adjust the carriage play with Allen
key size 2.5, and re–tighten the locking
nuts.
Safety chain
Starting to work
Switching on the
stand
Switching on the
magnet
Switching on the
machine
Switching off
Switching off the
machine
Secure the magnetic drill stand with the provided chain when working slanting or
vertical surfaces, or overhead such that it won’t fall down in case of power loss.
The safety chain must be applied such that the drill stand will move away from the
user in case of power loss.
For optimum operating safety the magnetic drill stand is equipped with a main switch.
MDE 1200 is also equipped with a temperature–controlled overload protection.
Depress the black push button. The red
control light will turn on.
It is possible to press the other buttons.
Depress the yellow push–button for
magnetic field to build up. The yellow
control light is on.
Depress the green push–button. The
green controlwill come and the drill will
start.
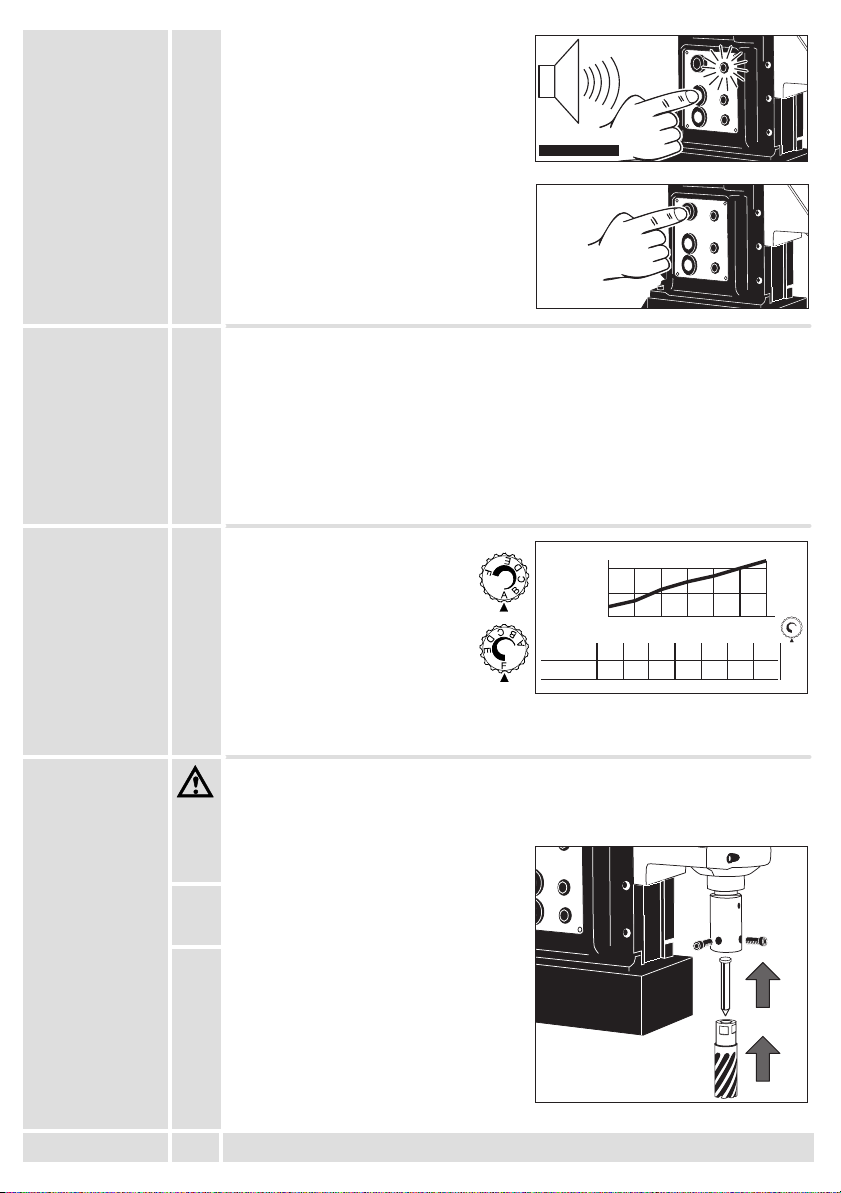
Depress the green push–button. The drill
will turn off..
Switching off the
magnet
ENGLISH
Depress the yellow push–button. A long
signal tone is audible. The magnetic field
dies away after approx. 3 seconds.
3
MDE 1200
Page 5

Switching off the
stand
Release the black buttom
Magnet and machine will turn off!
For safety reasons, the push-button of the main switch is recessed when switched
on.
If the machine is not used for a longer period while the magnetic field is activated,
a short–interval signal tone indicates this state every 5 minutes.
Motor protection device controlled by motor load – heat controlled shut-off if
overloading is great.
The machine will slowly continue to run in order to cool the motor down. After
sufficient cooling machine can be restarted by switching off and on again.
Setting the
no–load speed
Inserting tools
Inserting a core
hole drill bit
Speed pre–selection
with setting wheel.
A = lowest speed
G = highest speed
. . . . .
. . . .
E
F
D
G
C
B
A
C
B
D
A
E
F
G
600
-1
400
min
200
ABCDEFG
42 32 22 14
42 32 22 14 10
The table shows standard values when using core hole drills.
Always disconnect the plug from the socket before carrying out any work on the
machine.
The receiver shaft for core hole drill bits must be mounted.
1. Insert the brad point into the receiver shaft.
2. Insert the core hole drill bit into the
receiver shaft. The flattened sides must
face the borings in the fixing screws.
3. Fasten the core hole drill bit with the two
screws.
C
B
D
A
E
F
G
Drilling
ENGLISH
Clean the surface of the workpiece. Remove any rust, dirt, or grease. If necessary,
remove any unevennesses as well as welding leftovers. A thin layer of grease does
not matter.
Punch–mark the spot to be drilled and apply the drill stand with the drill tip above the
punch mark.
Switch on the main switch and the magnet switch to check perfect fixing of the drill
stand.
4
MDE 1200
Page 6

Drilling with core
hole drill bits
Unlike solid drill bits, core hole drill bits
only cut a ring into the material. Since with
this procedure less material is removed,
less power is needed and the drilling
progress is clearly faster than that when
using solid drill bits.
The brad point of the drill is pressed
against the material by resilience, but does
not penetrate the material when drilling. At
the end of the drilling process the brad
point pushes the cut material from the drill
bit and the drill hole.
Drilling in thin
steel and
non–ferrous
metals
Drilling in
rounded and
heavily dented
materials
Maintenance
Accessories
The maximum retaining power is reached when using steel with a low carbon
content and a material thickness of at least 12 mm.
When drilling in steel with a thickness of less than 6 mm or in non–ferrous metals a
steel plate of at least 250 x 250 x 12 mm has to be fixed on the workpiece. The drill
stand can then be put onto this plate.
Apply the drill stand with the longer side of the magnetic foot parallel to the axis of
the workpiece.
Fill the free space underneath the magnetic foot with steel wedges or steel bars such
that as many lines of magnetic force as possible will run from the magnetic cores via
the workpiece to the magnetic foot.
In doing so the axis of the drill must be pointed exactly to the centre of the workpiece
or the drill might move slightly laterally.
From time to time, apply a few drops of oil to the rack toothing. The bearings of the
feed shaft are self–cutting and must not be greased.
Grease the sliding surface of the carriage with Molykote grease.
Use only AEG accessories and spare parts. Should components need to be
exchanged which have not been described, please contact one of our AEG service
agents (see our list of guarantee/service addresses).
If needed, an exploded view of the tool can be ordered. Please state the ten–digit
No. as well as the machine type printed on the label and order the drawing at your
local service agents or directly at: Atlas Copco Electric Tools GmbH, Postfach 320,
D–71361 Winnenden.
The range of accessories with part numbers is shown in our catalogue.
ENGLISH
5
MDE 1200
Page 7

Vor wo rt
Sie sind anspruchsvoll und erwarten Qualität, die Ihnen AEG bietet.
Für Sie haben wir ein haltbares und möglichst sicheres Elektrowerkzeug gebaut.
Bitte lesen Sie vor Inbetriebnahme Ihres Gerätes die Gebrauchsanleitung, um Ihr
Elektrowerkzeug effektiv und gefahrlos nutzen zu können.
Wir sind sicher, daß Sie mit Elektrowerkzeugen von AEG Ihre richtige Wahl getroffen
haben.
Technische
Daten
Hinweise für
Ihre Sicherheit
Nennaufnahme der Antriebsmaschine 1200 W. . .
Leistungsaufnahme des Magnets 50 W. . . . . . . . . .
Leerlaufdrehzahl 300–640 min
Lastdrehzahl max. 170–330 min
Hub 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ständerhöhe min. 410 mm. . . . . . . . . . . . . . . . . . . . .
Ständerhöhe max.
(Schlitten in oberster Stellung) 530 mm. . . . . . . . . .
Magnetfußgröße 160x80 mm. . . . . . . . . . . . . . . . . . .
Max Magnetkraft 10 kN. . . . . . . . . . . . . . . . . . . . . . . .
Bohr-ø max. mit Kernlochbohrer 42 mm. . . . . . . . . . .
Max. zu bohrende Materialstärke 50 mm. . . . . . . . . .
Spindelaufnahme 1/2”x20 Gg. . . . . . . . . . . . . . . .
Gewicht 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Die angegebenen Daten gelten für eine Ausführung mit 230–240 V.
Bei Abweichung der Netzspannung sind die auf dem Leistungsschild aufgeführten
Daten gültig.
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
-1
-1
J Sicherheitshinweise der beiliegenden Broschüre beachten!
J Schutzeinrichtung der Maschine unbedingt verwenden.
J Beim Arbeiten mit der Maschine stets Schutzbrille tragen. Schutzhandschuhe, festes
und rutschsicheres Schuhwerk und Schürze werden empfohlen.
J Späne oder Splitter dürfen bei laufender Maschine nicht entfernt werden.
J Gehäuse der Maschine nicht anbohren, da sonst die Schutzisolierung unterbrochen
wird (Klebeschilder verwenden).
J Vor allen Arbeiten an der Maschine Stecker aus der Steckdose ziehen.
Maschine nur ausgeschaltet an die Steckdose anschließen.
J Anschlußkabel stets vom Wirkungsbereich der Maschine fernhalten. Kabel immer
nach hinten von der Maschine wegführen.
J Bei Arbeiten an schrägen und senkrechten Flächen und über Kopf muß der
Magnetbohrständer mit der mitgelieferten Kette gesichert werden, so daß er bei
Stromausfall nicht herunterfallen kann.
J Die maximale Haltekraft wird bei kohlenstoffarmen Stahl bei einer
Mindestmaterialstärke von 12 mm erreicht.
J Den Bohrständer nicht dem Regen aussetzen und nicht in nassen, feuchten oder
explosionsgefährdeten Räumen verwenden.
Geräusch-
meßwerte
Vibrations-
meßwerte
Verwendung
Netzanschluß
DEUTSCH
Der A-bewertete Schalldruckpegel des Gerätes beträgt typischerweise 83 dB (A).
Der Geräuschpegel beim Arbeiten kann 85 dB (A) überschreiten.
Gehörschutz tragen! Meßwerte ermittelt entsprechend EN 50 144.
Die Hand-Arm Vibration ist typischerweise niedriger als 2,5 m/s
Meßwerte ermittelt entsprechend EN 50 144.
2
.
Der Bohrständer kann zum Bohren großer Bohrungen in Stahl und anderen
eisenhaltigen Metallen eingesetzt werden.
Ein Einsatz des Magnetbohrständers bei gleichzeitigem Lichtbogenschweißen ist
möglich.
Dieses Gerät darf nur wie angegeben bestimmungsgemäß verwendet werden.
Nur an Einphasen-Wechselstrom und nur an die auf dem Leistungsschild
angegebene Netzspannung anschließen. Anschluß ist auch an Steckdosen ohne
Schutzkontakt möglich, da eine Schutzisolierung nach DIN 57 740/ VDE 0740 bzw.
CEE 20 vorliegt. Die Funkentstörung entspricht der Europanorm EN 55014.
6
MDE 1200
Page 8

Kurzbeschreibung
Maschinenklemmhalter
Drehzahlvorwahl
Montageplatte für
Ölvorratsbehälter ( Zubehör*)
Robuste Zahnstangenführung für
große Kraftübertragung
Nachstellbare Schlittenführung
Tragegriff
Vorschubhebel
3
2
4
1
5
6
Kontrolleuchten:
Rot: Hauptschalter
eingeschaltet
Gelb Magnet aktiviert
Grün Maschine eingeschaltet
Aufnahmeschaft für
Kernlochbohrer
Gegenlager für
Kernlochaufnahmeschalft
DEUTSCH
Schalter:
Hauptschalter
Magnet Ein/Aus
Maschine Ein/Aus
Magnetfuß zum Befestigen des
Bohrständers auf eisenhaltigen Metallen.
Änderungen: Text, Bild und Daten entsprechen dem technischen
Stand zur Zeit des Drucktermins. Änderungen im Sinne der
Weiterentwicklung unserer Produkte sind vorbehalten.
7
MDE 1200
Page 9
Schlittenspiel
einstellen
Vor allen Arbeiten an der Maschine Stecker aus der Steckdose ziehen.
Der Führungschlitten ist vom Werk aus so
justiert, daß er in jeder Stellung
stehenbleibt und sich nicht durch das
Gewicht der Maschine nach unten bewegt.
Sollte das Schlittenspiel nachjustiert
werden müssen, wie folgt vorgehen;
Sicherungsmuttern mit Gabelschlüssel
SW 8 lösen, Schlittenspiel mit
Inbusschlüssel Größe 2,5 einstellen und
Sicherungsmuttern wieder festziehen.
Sicherheitskette
Inbetriebnahme
Gerät einschalten
Magnet
einschalten
Maschine
einschalten
Ausschalten
Maschine
ausschalten
Bei Arbeiten an schrägen und senkrechten Flächen und über Kopf muß der
Magnetbohrständer mit der mitgelieferten Kette gesichert werden, so daß er bei
Stromausfall nicht herunterfallen kann.
Die Sicherheitskette muß so angebracht werden, daß sich der Bohrständer bei
Stromausfall vom Bediener weg bewegt.
Für optimale Betriebssicherheit ist der Magnetbohrständer mit einem Hauptschalter
ausgerüstet. Der MDE1200 besitzt zusätzlich einen temperaturgesteuerten
Überlastschutz.
Schwarzen Schalterdrücker betätigen.
Die rote Kontrolllampe leuchtet.
Die anderen Schalterdrücker können nun
betätigt werden.
Gelben Schalterdrücker betätigen.
Ein kurzer Warnton signalisiert akustisch
das aufgebaute Magnetfeld.
Die gelbe Kontrolllampe leuchtet.
Grünen Schalterdrücker betätigen.
Die Maschine läuft an.
Die grüne Kontrolllampe leuchtet.
Grünen Schalterdrücker betätigen.
Die Maschine bleibt stehen.
ausschalten
DEUTSCH
Magnet
Gelben Schalterdrücker betätigen.
Ein langer Warnton ertönt.
Das Magnetfeld wird nach ca. 3 Sekunden
abgebaut.
8
MDE 1200
Page 10

Gerät
ausschalten
Schwarzen Schalterdrücker betätigen.
Magnet und Maschine werden
ausgeschaltet!
Aus Sicherheitsgründen liegt der Drücker des Haupschalters in eingeschalteter
Position vertieft.
Wird die Maschine bei eingeschaltetem Magneten längere Zeit nicht benutzt
erinnert alle 5 Minuten ein kurz aufeinander folgender Signalton an diesen
Zustand.
Bei hoher Motorüberlastung wird der thermische Überlastschutz ausgelöst. Die
Maschine läuft langsam weiter zum Kühlen der Motorwicklung. Erst nach
ausreichender Kühlung ist ein Einschalten der Maschine möglich, hierzu Maschine
aus- und wieder einschalten.
Leerlaufdrehzahl
einstellen
Werkzeuge
einsetzen
Kernlochbohrer
einsetzen
Drehzahlvorwahl
mit Stellrad.
A = kleinste Drehzahl
. . . . .
-1
min
600
400
200
ABCDEFG
G = größte Drehzahl
Die Tabelle listet Richtwerte bei Einsatz von Kernlochbohrern auf.
Vor allen Arbeiten an der Maschine Stecker aus der Steckdose ziehen.
Der Aufnahmeschaft für Kernlochbohrer muß montiert sein.
. . . . .
42 32 22 14 10
1. Zentrierspitze in den Aufnahmeschaft
einsetzen.
2. Kernlochbohrer in den Aufnahmeschaft
einsetzen. Die abgeflachten Seiten
müssen zu den Bohrungen der
Befestigungsschrauben zeigen.
3. Kernlochbohrer mit den zwei Schrauben
festschrauben.
42 32 22 14
C
B
D
A
E
F
G
DEUTSCH
9
MDE 1200
Page 11

Das Bohren
Oberfäche des zu bohrenden Materials säubern. Losen Rost, Schmutz und Fett
entfernen. Gegebenenfalls Schweißperlen oder Unebenheiten entfernen. Eine dünne
Farbschicht stört nicht.
Die vorgesehene Bohrung ankörnen und den Bohrständer mit der Bohrerspitze über
der Ankörnung aufsetzen.
Hauptschalter und Magnetschalter einschalten und prüfen, daß der Bohrständer
einwandfrei befestigt ist.
Bohren mit
Kernlochbohrer
Bohren in
dünnem Stahl
und NE-Metallen
Bohren in
rundem und
stark gebogenem
Material
Wartung
Kernlochbohrer schneiden im Gegensatz
zu Vollbohrern nur einen Ring in das zu
bearbeitende Material. Da bei diesem
Verfahren weniger Material zerspant
werden muß, ist eine geringere Leistung
notwendig und der Bohrfortschritt ist
deutlich schneller als bei Vollbohrern.
Die Zentrierspitze wird durch Federkraft
gegen das Material gedrückt, dringt jdoch
beim Bohren nicht in das Material ein. Am
Ende des Bohrvorgangs drückt die
Zentrierspitze das geschnittenen Material
aus dem Bohrer und dem Bohrloch
heraus.
Die maximale Haltekraft des Magnet-Bohrständers wird bei Kohlenstoffarmen Stahl
mit einer Mindestdicke von 12 mm erreicht.
Zum Bohren von Stahl mit weniger als 6 mm Dicke und in NE-Metallen muß man
eine Stahlplatte von mindestens 250 x 250 x 12 mm auf dem Material befestigen und
den Bohrständer dann auf diese Platte stellen.
Den Bohrständer mit der langen Seite des Magnetfußes parallel zur Achse des zu
bohrenden Materials aufsetzen.
Den freien Raum unter dem Magnetfuß mit Stahlkeilen oder Stahlstäben so
ausfüllen, daß möglichst viele magnetische Kraftlinien von den Magnetkernen über
das Material zum Magnetfuß verlaufen.
Die Achse des Bohrers muß hierbei genau auf das Zentrum des zu bearbeitenden
Materials gerichtet sein, weil sonst der Bohrer leicht seitlich verlaufen kann.
Auf die Verzahnung der Zahnstange von Zeit zu Zeit einige Tropfen Öl geben. Die
Lager der Vorschubwelle sind selbstschmierend und dürfen nicht geölt werden.
Die Gleitfläche des Schlittens mit Molykote-Fett schmieren.
Nur AEG Zubehör und Ersatzteile verwenden. Bauteile, deren Austausch nicht
beschrieben wurde, bei einer AEG Kundendienststelle auswechseln lassen
(Broschüre Garantie/Kundendienstadressen beachten).
Bei Bedarf kann eine Explosionszeichnung des Gerätes unter Angabe der
Maschinen Type und der zehnstelligen Nummer auf dem Leistungsschild bei Ihrer
Kundendienststelle oder direkt bei Atlas Copco Electric Tools GmbH, Postfach 320,
D–71361 Winnenden angefordert werden.
Zubehör
DEUTSCH
Das Zubehör mit Bestellnummern ersehen Sie bitte aus unseren Katalogen.
10
MDE 1200
Page 12

Introduction
Vous avez des exigences et vous voulez de la qualité – une qualité que vous offre
AEG. Nous avons mis au point pour vous un outil électrique de longue durée vous
offrant un maximum de sécurité. Avant la mise en service de votre appareil, veuillez
lire attentivement le mode d’emploi afin d’en tirer le plus d’efficacité et d’éviter tout
risque de danger. Nous sommes convaincus qu’avec les outils électriques AEG vous
avec fait le choix qu’il fallait.
Caractéristiques
techniques
Conseils de
sécurité
Mesure de bruit
Valeur de
vibration
mesurée
Utilisation
Branchement
secteur
Puissance nominale absorbée de la machine 1200 W
Puissance absorbée de l’aimant 50 W. . . . . . . . . . .
Régime à vide 300–640 min
Vitesse en charge 170–330 min
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
-1
-1
Course 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hauteur du support min. 410 mm. . . . . . . . . . . . . . . .
Hauteur du support max.
(chariot dans la position la plus haute) 530 mm. . . .
Dimensions du pied à aimant 160x80 mm. . . . . . . .
Force magnétique max. 10 kN. . . . . . . . . . . . . . . . . .
ø max. de l’alésage avec foret carotteur 42 mm. . . .
Epaisseur max. du matériau à travailler 50 mm. . . . .
Porte–broche 1/2”x20 Gg. . . . . . . . . . . . . . . . . . .
Poids 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Les données indiquées sont valables pour des modèles à 230–240 V.
En cas d’autre tension du secteur, sont valables les valeurs figurant sur la plaque
signalétique.
J Respecter les instructions de sécurité se trouvant dans le prospectus ci-joint.
J Il est absolument impératif d’utiliser le dispositif protecteur de la machine.
J Toujours porter des lunettes protectrices lorsqu’on travaille avec la machine. Des
gants de sécurité et un masque de protection sont recommandés.
J Ne jamais enlever les copeaux ni les éclats lorsque la machine est en marche.
J Ne pas percer le carter de la machine; ceci pourrait entraîner une détérioration de
l’isolation de protection (utiliser des autocollants).
J Avant tous travaux sur la machine extraire la fiche de la prise de courant.
Ne raccorder la machine au réseau que si l’interrupteur est en position arrêt.
J Le câble d’alimentation doit toujours se trouver en dehors du champ d’action de la
machine. Toujours maintenir le câble d’alimentation à l’arrière de la machine.
J Pour les travaux à effectuer sur des surfaces obliques ou verticales ou au–dessus
de la tête, le support de perçage doit être fixé par la chaîne de sécurité fournie avec
la machine de façon qu’il ne puisse pas tomber en cas de panne de courant.
J La force d’adhérence est maximale pour les aciers à basse teneur en carbone d’une
épaisseur minimale de 12 mm.
J Ne pas exposer le support de perçage à la pluie et ne pas l’utiliser dans un espace
humide ou mouillé ni s’il y a risque d’explosion.
La mesure réelle (A) du niveau de bruit de l’outil est 83 dB (A).
Le niveau du briut en fonctionement peut dépasser 85 dB (A).
Toujours porter des casques protecteurs! Valeurs de mesures obtenues
conformément à la norme européenne 50 144.
La vibration de l’avant–bras est en–dessous de 2,5 m/s
2
.
Valeurs de mesures obtenues conformément à la norme européenne 50 144.
Le support de perçage peut être utilisé pour effectuer des alésages à diamètre
important dans l’acier ou d’autres métaux ferreux.
Il est possible d’utiliser le support de perçage tout en effectuant des travaux de
soudage à l’arc.
Comme déjà indiqué, cette machine n’est conçue que pour une utilisation normale.
Nos machines fonctionnent uniquement sur courant alternatif monophasé. S’assurer
que la tension du réseau correspond effectivement à celle indiquée sur la plaque
signalétique de la machine. Le branchement sur une prise de courant sans mise à
terre est possible du fait de la double isolation selon normes DIN 57 740/VDE 0740
et CEE 20. Antiparasitage selon normes européennes EN 55014.
FRANÇAIS
11
MDE 1200
Page 13

Description
Monture pour fixer la
machine
Préréglage de la
vitesse de rotation
Guidage à crémaillère robuste
pour transmission de grande force
Guidage du chariot réglable
Poignée
Levier pour l’avance
3
2
4
1
5
6
Voyants de contrôle:
Rouge: l actionnéinterrupteur
principa
Jaune: aimant activé
Vert: machine mise en marche
Fixation pour foret carotteur
Contre–palier pour fixation foret
carotteur
FRANÇAIS
12
Interrupteurs:
Interrupteur principal
Aimant ON/OFF
Machine ON/OFF
Pied à aimant pour fixer le support de
perçage sur des métaux ferreux
Modifications: Les textes, les illustrations et les données
techniques correspondent à la situation au moment de
l’impression. Toutes modifications techniques sont réservées
dans le cadre du développement technique permanent.
MDE 1200
Page 14

Réglage du jeu
du chariot
Avant tous travaux sur la machine extraire la fiche de la prise de courant.
Le chariot de guidage a été ajusté à l’usine
de façon qu’il s’immobilise dans toute
position et qu’il ne se déplace pas vers le
bas malgré le poids de la machine.
Au cas où le jeu du chariot devrait être
réajusté, procéder de la manière suivante :
desserrer les écrous de blocage à l’aide
d’une clé à fourche (taille d’ouverture 8),
régler le jeu du chariot à l’aide d’une clé
mâle coudée pour vis à six pans creux
taille 2,5 et resserrer les écrous de
blocage.
Chaîne de
sécurité
Mise en service
Mise en marche
de l’appareil
Mise en
fonctionnement
de l’aimant
Mise en marche
de la machine
Pour les travaux à effectuer sur des surfaces obliques ou verticales ou au–dessus
de la tête, le support de perçage doit être fixé par la chaîne de sécurité fournie
avec la machine de façon qu’il ne puisse pas tomber en cas de panne de courant.
La chaîne de sécurité doit être disposée de manière à ce que le support de perçage
s’écarte de l’utilisateur en cas de panne de courant.
Afin d’assurer une sécurité de service optimale, le support de perçage à pied
magnétique est doté d’un interrupteur principal. Le support de perçage MDE 1200
dispose en plus d’un dispositif de protection contre les surcharges commandé par la
température.
Appuyer sur le bouton de commande noir.
Le voyant de contrôle rouge est allumé.
Appuyer sur le bouton de commande
jaune.
Un signal acoustique d’avertissement de
courte durée indique que le champ
magnétique est généré, le voyant de
contrôle jaune est allumé.
Appuyer sur le bouton de commande vert.
Le voyant de contrôle vert est allumé.
Mise hors
fonctionnement
Arrêt de la
machine
FRANÇAIS
Appuyer sur le bouton de commande vert..
13
MDE 1200
Page 15
Mise hors
fonctionnement
de l’aimant
Appuyer sur le bouton de commande
jaune.
Un signal acoustique d’avertissement de
longue durée se fait entendre.
Le champ magnétique disparaît au bout de
3 secondes.
Mise hors
fonctionnement
de l’appareil
Réglage de la
vitesse de
rotation en
marche à vide
Appuyer sur le bouton de commande noir.
Pour des raisons de sécurité, le bouton de commande de l’interrupteur principal
reste enfoncé lorsqu’il est actionné.
Au cas où la machine ne serait pas utilisée pendant un certain temps, l’aimant
étant en fonctionnement, un signal acoustique à intervalles réduits se fait entendre
toutes les 5 minutes pour rappeler ce fait.
Surcharge de courte durée du moteur.
La machine continue à marcher lentement pour refroidir le bobinage du moteur. Il
n’est possible de remettre la machine en marche qu’après un refroidissement
suffisant; pour cela, arrêter et remettre la machine en marche.
Sélection de la vitesse
de rotation avec la molette
A = vitesse de rotation minimale . .
G = vitesse de rotation maximale
. .
600
-1
400
min
200
ABCDEFG
42 32 22 14
42 32 22 14 10
D
E
F
Sur le tableau se trouvent les valeurs indicative pour une utilisation de forets
carotteurs.
C
B
A
G
Fixation de l’outil
Montage des
forets carotteurs
FRANÇAIS
Avant tous travaux sur la machine extraire la fiche de la prise de courant.
La fixation pour foret carotteur doit être montée.
1. Introduire la pointe de centrage dans la
fixation
2. Introduire le foret carotteur dans la fixation.
Les faces aplaties doivent être placées du
côté des alésages des vis de fixation.
3. Visser le foret carotteur avec les deux vis.
14
MDE 1200
Page 16

Les travaux de
perçage
Nettoyer la surface du matériau à percer. Eliminer la rouille, les encrassements et la
graisse. Le cas échéant, enlever les gouttes de sueur ou les rugosités. Une mince
couche de peinture ne gêne pas.
Centrer l’alésage prévu et positionner le support de perçage en plaçant la pointe du
foret directement au–dessus du centrage.
Appuyer sur l’interrupteur principal et sur l’interrupteur de l’aimant et vérifier que le
support de perçage est effectivement correctement fixé.
Les travaux de
perçage avec
forets carotteurs
Les travaux de
perçage dans les
pièces en acier
de faible
épaisseur et
dans les métaux
non ferreux
Les travaux de
perçage dans
des pièces
rondes ou
fortement
bombées
Entretien
Contrairement aux forets hélicoïdaux, les
forets carotteurs ne coupent qu’un cercle
dans le matériau à travailler. Etant donné
que dans ce procédé, il y a beaucoup
moins de matériau à découper, la
puissance nécessaire est plus faible et le
travail s’effectue bien plus rapidement
qu’avec des forets hélicoïdaux.
La pointe de centrage est pressée contre
le matériau par la force du ressort,
cependant elle ne pénètre pas dans le
matériau. A la fin du perçage, la pointe de
centrage exerce une pression sur le
matériau découpé, et le fait sortir du foret
et du trou percé.
La force d’adhérence du support de perçage à pied magnétique est maximale pour
les aciers à basse teneur en carbone d’une épaisseur minimale de 12 mm.
Pour effectuer des travaux de perçage dans des pièces en acier dont l’épaisseur est
inférieure à 6 mm et dans des métaux non ferreux, il faut fixer une plaque en acier
d’au moins 250 x 250 x 12 mm sur le matériau à travailler et positionner alors le
support de perçage sur cette plaque.
Monter le support de perçage en positionnant le côté plus long du pied à aimant
parallèlement à l’axe du matériau à travailler.
Remplir de cales ou tiges en acier l’espace libre situé en dessous du pied à aimant
de sorte que le maximum de lignes de force magnétique puissent partir des noyaux
magnétiques vers le pied à aimant en traversant le matériau.
L’axe du foret doit pointer très exactement en direction du centre du matériau à
travailler, sinon le foret risque de partir en biais.
De temps en temps, mettre quelques gouttes d’huile sur la denture de la crémaillère.
Les roulements de l’arbre d’avance sont graissés à vie et ne doivent pas être huilés.
Graisser les surfaces de glissement du chariot avec de la graisse Molykote.
N’utiliser que des pièces et accessoires AEG. Pour des pièces dont l’échange n’est
pas décrit, s’adresser de préférence aux stations de service après-vente AEG (voir
brochure Garantie/Adresses des stations de service après-vente).
Si besoin est, une vue éclatée de l’appareil peut être fournie. S’adresser, en
indiquant bien le numéro à dix chiffres porté sur la plaque signalétique, à votre
station de service après–vente (voir liste jointe) ou directement à Atlas Copco
Electric Tools GmbH, B.P. 320, D–71361 Winnenden.
Accessoires
FRANÇAIS
Consulter nos catalogues qui vous renseignent sur notre programme d’accessoires
avec leur référence.
15
MDE 1200
Page 17

Premessa
La vostra richiesta ed aspettativa è quella di acquistare merce d’elevata qualità qualità offerta da AEG.
Noi costruiamo per voi utensili elettrici durevoli e affidabili.
Si prega di leggere attentamente le istruzione al primo utilizzo cosicché si possa
utilzzare l’utensile elettrico in modo più sicuro e corretto.
Siamo sicuri che acquistare gli utensili elettrici di AEG sia la scelta migliore.
Dati tecnici
Norme di
sicurezza
Potenza nominale del motore guida 1200 W. . . . .
Potenza del magnete 50 W. . . . . . . . . . . . . . . . . . . .
Numero di giri a vuoto 300–640 min
Numero di giri a carico, max. 170–330 min
Percussione 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . .
Altezza min. supporto 410 mm. . . . . . . . . . . . . . . . . .
Altezza max. supporto 530 mm. . . . . . . . . . . . . . . . .
Misura del piede magnetico 160x80 mm. . . . . . . . . .
Potenza max. del magnete 10 kN. . . . . . . . . . . . . . .
Diametro con punte a corona 42 mm. . . . . . . . . . . . .
Massimo spessore dei materiali 50 mm. . . . . . . . . . .
Attacco albero 1/2”x20 Gg. . . . . . . . . . . . . . . . . .
Peso 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I dati elencati nella parte sottostante valgono per i modelli con 230 – 240 V. Nel
caso di un diverso voltaggio, i dati sono pure validi.
J Si prega di leggere con attenzione le istruzioni riguardanti la sicurezza, nel volantino
allegato.
. . . . . . . . . . . . . .
. . . . . . . .
-1
-1
J Usare sempre il dispositivo di protezione dell’apparecchio.
J Durante l’uso dell’apparecchio utilizzare sempre gli occhiali di protezione. Inoltre si
consiglia di usare sistemi di protezione per la respirazione e per l’udito, oltre ai guanti
di protezione.
J Non rimuovere trucioli o schegge mentre l’utensile è in funzione.
J Evitare di forare la carcassa dell’utensile per non danneggiare l’isolamento.
(Utilizzare placchette adesive).
J Prima di effettuare qualsiasi lavoro sulla macchina togliere la spina dalla presa di
corrente.
Inserire la spina solo con interruttore su posizione “OFF”.
J Tenere sempre lontano il cavo di collegamento dall’area di lavoro dell’attrezzo.
J Assicurare il supporto magnetico con la catena fornita quando si lavora su superfici
inclinate o verticali o in alto in modo tale che non cada in caso di abbassamento
della potenza.
J La massima potenza di ritenzione è raggiunta quando si usano acciai con un basso
contenuto di carbonio e materiali con spessore fino a 12 mm.
J Non esporre il supporto alla pioggia e non usare in ambienti umidi o infiammabili
Livello di
rumorosità
Livello di
vibrazione
Possibilità’ di
utilizzo
Collegamento
alla rete
ITALIANO
La misurazione A della pressione del livello sonoro di un utensile di solito deve
essere 83 dB (A).
Il livello di rumorosità durante le lavorazioni può superare gli 85 dB (A).
Utilizzare le protezioni per l’udito! Valori misurati conformemente alla norma
EN 50 144.
Le vibrazioni sull’elemento mano-braccio di solito sono inferiori a 2.5 m/s
Valori misurati conformemente alla norma EN 50 144.
Il supporto è adatto per grandi fori in acciaio o in altri metalli ferruginosi.
E’ possibile usare il supporto magnetico per le saldature ad arco.
Utilizzare il prodotto solo per l’uso per cui è previsto.
Alimentazione dell’utensile: corrente alternata monofase. Importante: la tensione
della rete deve corrispondere a quella riportata sulla targhetta dell’utensile. Il
collegamento é possibile anche con prese non munite di contatto di protezione: é
previsto infatti un isolamento di protezione conforme a norme DIN 57740/VDE 0740
(CEE 20). La schermatura contro i radiodisturbi é conforme alla norma
europea EN 55014.
16
2
.
MDE 1200
Page 18

Breve indicazione
Supporto trapano
Preselezione del
numero di giri
Robusta guida a cremagliera.
Carrello guida regolabile.
Impugnatura di trasporto.
Leva di avanzamento.
3
2
4
1
5
6
Luce di controllo:
Rosso: Interruttore
principale
Gialla: Magnete attivato
Verde: Utensile in funzione
ITALIANO
Aattacco albero per punte a
corona
17
Interruttore:
Interruttore principale
Magnete On/Off
Utensile On/Off
Piede magnetico per il fissaggio del
supporto su metalli ferruginosi.
Modifiche: Testo, figure e dati corrispondono allo standard
tecnico aggiornato all’epoca della stampa. Ci riserviamo pertanto
eventuali modifiche tecniche dovute all’ulteriore sviluppo dei
nostri prodotti.
MDE 1200
Page 19

Regolazione del
libero movimento
dello scorrimento
Prima di effettuare qualsiasi lavoro sulla macchina togliere la spina dalla presa di
corrente.
Il carrello è regolato in modo tale che esso
possa essere bloccato in ogni posizione e
che non discenda a causa peso della
macchina.
Nel caso in cui il carrello debba essere
regolato, procedere come segue:
Svitare il dado di fissaggio con una chiave
a forcella SW 2,5 e serrare nuovamente il
dado.
Catena di
sicurezza
Istruzioni per
l’uso
Accensione del
supporto
Accensione del
magnete
Accensione della
macchina
Spegnimento
Spegnimento
dell’utensile
Assicurare il supporto magnetico con la catena fornita quando si lavora su superfici
inclinate o verticali o in alto in modo tale che non cada in caso di abbassamento
della potenza.
La catena di sicurezza deve essere applicata in modo tale che il supporto non
possa essere mosso dall’utilizzatore in caso di perdita di potenza.
Per operare in tutta sicurezza il supporto è fornito di interruttore principale. MDE
1200 è anche equipaggiato di un controllo temperatura contro il sovraccarico.
Premere il pulsante nero.
Entrambe le luci di controllo rosso sono
accese.
Premere il pulsante giallo. Un segnale
acustico a brevi intervalli indica che il
campo magnetico è stato attivato. Il
controllo giallo è acceso.
Premere il pulsante verde.
Premere il pulsante verde..
Spegnimento del
magnete
ITALIANO
Premere il pulsante giallo. E’ udibile un
lungo segnale acustico. Il campo
magnetico si disattiverà
approssimativamente dopo 3 secondi.
18
MDE 1200
Page 20

Spegniemento
del supporto
Premere il pulsante nero.
Per ragioni di sicurezza quando l’utensile è in funzione, il pulsante dell’interruttore
principale rimane incassato nella sua sede.
Se l’utensile non è in funzione per un lungo periodo di tempo con il campo
magnetico attivato, un segnale acustico con intervalli brevi avviserà di questo stato
ogni 5 minuti.
Protezione del motore contro il sovraccarico, disinserimento termico in caso di
sovraccarico del motore.
L’apparecchio lavora lentamente per il raffreddamento del motore. Dopo un
reffreddamento sufficiente é possibile riattivare l’apparecchio, per cui, spegnere e
riaccendere.
Regolazione della
velocità senza
carico
Installazione
dell’utensile
Inserire le punte
a corona
Selettore della velocità
con rotella di regolazione.
A = Bassa velocità
. . . .
-1
min
600
400
200
ABCDEFG
42 32 22 14
G = Alta Velocità
. . . . . .
La tabella mostra i valori standard.
Prima di effettuare qualsiasi lavoro sulla macchina togliere la spina dalla presa di
corrente.
Montare l’attacco albero per punte a corona.
42 32 22 14 10
1. Inserire la punta centrante con testa
piccola nell’attacco albero.
2. Inserire la punta a corona nell’attacco
albero. La parte piatta deve essere di
fronte all’alesatura della vite di fissaggio.
3. Fissare la punta a corona con due viti.
C
B
D
A
E
F
G
Trapanatura
ITALIANO
Pulire la superficie del materiale su cui si lavora. Rimuovere la polvere, lo sporco o il
grasso. Se necessario rimuovere ogni dislivello così come i resti di saldature. Un
sottile strato di grasso non fa nulla.
Marcare il punto che deve essere trapanato e appoggiare il supporto con la punta
del trapano sopra il punto marcato.
Accendere l’interruttore principale e l’interruttore del magnete per verificare il perfetto
fissaggio del supporto.
19
MDE 1200
Page 21

Trapanare con
punte a corona
Diversamente dalle punte normali, le punte
a corona tagliano solo un anello nel
materiale. Con questa procedura viene
rimosso meno materiale, si necessita così
di minor potenza e l’avanzamento di
trapanatura è decisamente più veloce.
La punta centrante del trapano è a
contatto con il materiale, ma non lo
penetra quando si trapana. Alla fine del
processo di trapanatura la punta di
centratura preme sul materiale tagliato
dalla punta del trapano.
Trapanature in
acciaio fine e in
metalli non
ferrosi.
Trapanatura in
materiali
arrotondati e con
rilevanti
ammaccature
Manutenzione
Accessori
La massima potenza di ritenzione è raggiunta quando si usano acciai con un basso
contenuto di carbonio e materiali con spessore fino a 12 mm.
Quando si trapana in acciaio con spessore inferiore a 6 mm o in metalli non ferrosi,
una lastra d’acciaio al massimo di 250x250x12 mm deve essere fissata sul pezzo su
cui si deve lavorare. Il supporto può poi essere posizionato su questa lastra.
Applicare il supporto con la parte lunga del piede magnetico parallelo all’asse del
pezzo su cui si deve lavorare.
Riempire lo spazio libero al di sotto del piede magnetico con cunei d’acciaio o con
barre d’acciaio in modo tale che l’effetto magnetico possa essere trasmesso dal
piede magnetico al pezzo da lavorare.
In questo modo l’asse del trapano deve essere puntato esattamente al centro del
pezzo da lavorare altrimenti il trapano si muoverà leggermente di lato.
Saltuariamente applicare qualche goccia di olio alla cremagliera dentata. I cuscinetti
dell’albero sono auto affilanti e non devono essere ingrassati.
Utilizzare, per la superficie del carrello, grasso tipo Molykote.
Utilizzare esclusivamente accessori e pezzi di ricambio AEG. L’installazione di pezzi
di ricambio non specificamente prescritti dall’AEG va preferibilmente effettuata dal
servizio di assistenza clienti AEG (ved. opuscolo Garanzia/Indirizzi Assistenza
tecnica).
In caso di mancanza del disegno esploso, può essere richiesto al seguente indirizzo:
Atlas Copco Tools Italia Via Fratelli Gracchi 39, 20092 Cinisello Balsamo Mi.
Consultate il nostro catalogo per trovare l ’accessorio più adatto ed il relativo numero
di ordinazione.
ITALIANO
20
MDE 1200
Page 22

Introducción
Usted espera una alto nivel de calidad de las herramientas AEG.
Hemos construído una herramienta fiable y robusta para usted. Lea por favor las
instrucciones de uso antes de utilizar la herramienta por primera vez para un uso
más eficaz y seguro. Puede estar seguro que, al adquirir una herramienta AEG, ha
realizado la elección correcta
Datos técnicos
Consejos de
seguridad
Valor sonoro
medido
Valor medido de
vibración
Uso
Conexión
eléctrica
Potencia absorbida del motor de accionamiento 1200 W
Potencia absorbida del imán 50 W. . . . . . . . . . . . . .
Velocidad en vacío 300–640 min
Velocidades en carga max. 170–330 min
. . . . . . . . . . . . . . . .
. . . . . . . . .
-1
-1
Carrera 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Altura del soporte mín. 410 mm. . . . . . . . . . . . . . . . .
Altura del soporte máx.
(carro en posición superior) 530 mm. . . . . . . . . . . . .
Tamaño del pie magnético 160x80 mm. . . . . . . . . . .
Máx. potencia magnética 10 kN. . . . . . . . . . . . . . . . .
Máx. diámetro de taladrado con
broca de corona 42 mm 42 mm. . . . . . . . . . . . . . . . . .
Máx. espesor de material 50 mm. . . . . . . . . . . . . . . . .
Eje de admisión 1/2”x20 Gg. . . . . . . . . . . . . . . . .
Peso 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Los datos arriba indicados pertenecen a los modelos de 230–240 V. En caso de
variaciones en la corriente de entrada
J Preste atención a las instrucciones de seguridad del libro adjunto.
J Usar siempre las piezas de protección de la máquina.
J Para trabajar con la máquina, utilizar siempre gafas de protección,guantes, calzado
de seguridad antideslizante, así como es recomendable usar protectores auditivos.
J Nunca se debe intentar limpiar el polvo o viruta procedente del taladrado con la
máquina en funcionamiento.
J No perforar la carcasa de la máquina, pues se rompería el doble aislamiento.
J Desconecte siempre el enchufe antes de llevar a cabo cualquier trabajo en la
máquina.
Enchufar la máquina a la red solamente en posición desconectada.
J Mantener siempre el cable separado del radio de acción de la máquina.
J Asegure el soporte de taladrar magnético con la cadena suministrada cuando
trabaje en superficies sesgadas o verticales, o hacia arriba, de modo que no se
caiga en caso de fallo de la tensión de alimentación.
J La máxima potencia de fijación se alcanza cuando se utiliza acero con un bajo
contenido de carbono y un espesor de material de al menos 12 mm.
J No exponga el soporte de taladrar a la lluvia ni lo utilice en recintos húmedos o que
no sean a prueba de llamas.
La presión acústica se eleve normalmente 83 dB (A).
El nivel de ruido, con la máquina trabajando, p odrá sobrepasar
circunstancialmente 85 db (A).
Usar protectores auditivos! Determinación de los valores de medición según norma
EN 50 144.
La vibratión en la mano del operario es normalmente menor de 2.5 m/s
2
.
Determinación de los valores de medición según norma EN 50 144.
El soporte de taladrar es adecuado para taladrar orificios grandes en acero y otros
metales ferruginosos.
Es posible usar el soporte de taladrar magnético mientras se suelda con arco.
Utilizar este producto unicamente para el uso al que está destinado.
Conectar solamente a corriente alterna monofásica y solo a la tensión indicada en
la placa de características. También se puede conectar a una base de enchufe sin
contacto de protección, ya que el aparato posee un aislamiento según norma DIN
57 740/VDE 0740 correspondientes a CEE 20.
La protección antiparasitaria corresponde a la norma europea EN 55014.
ESPAÑOL
21
MDE 1200
Page 23

Breve descripción
Fijación de la herramienta
Preselección de
velocidad
Robusta guía de cremallera para
una alta transmisión de la potencia
Guía de carro ajustable
Asa de transporte
Palanca de avance
3
2
4
1
5
6
Luces de control:
Rojo: Interruptor principal
conectado
Amarillo: Imán activado
Verde: Máquina conectada
Eje de admisión para broca
de corona
Rodamiento axial para eje de
admisión de broca de corona
ESPAÑOL
22
Interruptor:
Interruptor principal
Imán conectado/desconectado
Máquina conectada/desconectada
Pie magnético para fijar el soporte de
taladrar sobre metales ferruginosos.
Modificaciones: El texto, los diagramas y los datos son
correctos en el momento de imprimir este manual. En interés de
la mejora continua de nuestros productos, las especificaciones
técnicas están sujetas a modificación sin previo aviso.
MDE 1200
Page 24

Ajuste del
movimiento
libre de
deslizamiento
Desconecte siempre el enchufe antes de llevar a cabo cualquier trabajo en la
máquina.
El carro sale ajustado de fábrica de tal
modo que se detendrá en cualquier
posición y no se moverá hacia abajo por el
peso de la máquina.
En caso de que deba ajustarse la holgura
del carro, proceda como sigue:
Afloje las contratuercas con la llave fija
SW8, ajuste la holgura del carro con la
llave Allen SW 2.5 y apriete las
contratuercas.
Cadena de
seguridad
Comenzando a
trabajar
Conexión del
soporte
Conexión del
imán
Conexión de la
máquina
Desconexión
Desconexión de
la máquina
Asegure el soporte de taladrar magnético con la cadena suministrada cuando
trabaje en superficies sesgadas o verticales, o hacia arriba, de modo que no se
caiga en caso de fallo de la tensión de alimentación.
La cadena de seguridad se debe dijar de tal modo que el soporte de taladrar se
mueva lejos del usuario en caso de fallo de suministro eléctrico.
Para una seguridad óptima de funcionamiento, el soporte de taladrar magnético está
equipado con un interruptor principal. El modelo MDE 1200 también está equipado
con una protección de sobrecarga controlada por temperatura.
Presione el pulsador negro. Se iluminan
las dos luces de control rojo.
Presione el pulsador amarillo. Un tono
corto indica que se ha generado el campo
magnético. Se ilumina la luz de control
amarillo.
Presione el pulsador verde.
Presione el pulsador verde..
Desconexión del
imán
ESPAÑOL
Presione el pulsador amarillo. Se oye un
tono largo. El campo magnético
desaparece después de aprox. 3
segundos.
23
MDE 1200
Page 25

Desconeción del
soporte
Presione el pulsador negro.
Por motivos de seguridad, el pulsador del interruptor principal está hundido cuando
está conectado.
Si la máquina no funciona durante un largo período mientras está activado el
campo magnético, un tono corto indica esta situación cada 5 minutos.
Dispositivo de protección del motor controlado por la carga del motor.
La máquina continuarà girando lentamente para enfriar el motor. Despuès de que
se haya enfriàdo suficientemente, puede reanudarre el funcionamiento normal
parando y arrancando la máquina de nueo.
Ajuste de la
velocidad en
vacío
Introducir de la
herramienta
Inserción de una
broca de corona
Preselección de velocidad
con la rueda de ajuste.
A = velocidad más baja
. . .
-1
min
600
400
200
ABCDEFG
G = velocidad más alta
. . .
La tabla muestra los valores estándar cuando se usan brocas de corona.
Desconecte siempre el enchufe antes de llevar a cabo cualquier trabajo en la
máquina.
Debe estar montado el eje de admisión para las brocas de corona.
42 32 22 14
42 32 22 14 10
1. Inserte la punta guía en el eje de
admisión.
2. Inserte la broca de corona en el eje de
admisión. Las caras planas deben mirar
hacia los orificios en los tornillos de
fijación.
3. Asegure la broca de corona con los dos
tornillos.
C
B
D
A
E
F
G
Tal ad rad o
ESPAÑOL
Limpie la superficie de la pieza de trabajo. Quite cualquier herrumbre, suciedad o
grasa. Si fuese necesario, elimine cualquier irregularidad de la superficie así como
residuos de soldadura. No importa si hay una capa delgada de grasa.
Marque con un punzón el punto a taladrar y aplique el soporte de taladrar con el
extremo del taladro sobre la marca del punzón.
Conecte el interruptor principal y el interruptor del imán para comprobar que la
fijación del soporte de taladrar es perfecta.
24
MDE 1200
Page 26

Taladrando con
brocas de corona
A diferencia de las brocas macizas, las
brocas de corona sólo cortan un anillo en
el material. Puesto que con este
procedimiento se arranca menos material,
también se necesita menos potencia y el
proceso de taladrado es claramente más
rápido que cuando se emplean brocas
macizas.
La punta guía de la broca se presiona
contra el material por elasticidad, pero no
penetra en el material cuando se taladra.
Al final del proceso de taladrado, la punta
guía empuja el material cortado de la
broca y del orificio taladrado.
Taladrad o en
acero delgado y
metales no
férricos
Taladrad o en
materiales
redondeados y
muy abollados
Mantenimiento
La máxima potencia de fijación se alcanza cuando se utiliza acero con un bajo
contenido de carbono y un espesor de material de al menos 12 mm.
Cuando se taladre en acero con un espesor menor de 6 mm o en metales no
férricos se deberá fijar sobre la pieza de trabajo una chapa de acero de 250 x 250 x
12 mm como mínimo. El soporte de taladrar se puede poner a continuación en esta
placa.
Aplique el soporte de taladrar con el lado más largo del pie magnético paralelo al eje
de la pieza de trabajo.
Rellene el espacio libre debajo del pie magnético con cuñas de acero o barras de
acero de modo que se desplacen tantas líneas de fuerza magnética como sea
posible desde los núcleos magnéticos a través de la pieza de trabajo hasta el pie
magnético.
Al hacer esta operación, el eje del taladro debe apuntar exactamente al centro de la
pieza de trabajo, o el taladro se podría mover ligeramente hacia un lado.
De vez en cuando, aplique unas cuentas gotas de aceite en los dientes de la
cremallera. Los rodamientos del eje de avance son autolubricantes y no se deben
engrasar.
Lubrique la superficie de deslizamiento del carro con grasa Molykote.
Solo se deben utilizar accesorios y piezas de repuestos AEG. Piezas cuyo recambio
no está descrito en las instrucciones de uso, deben sustituirse en un centro de
asistencia técnica AEG (Consulte el folleto Garantia/Direcciones de Centros de
Asistencia Técnica).
En caso necesario, puede solicitar un despiece de la herramienta. Por favor indique
el número de impreso de diez dígitos que hay en la etiqueta y pida el despiece a la
siguiente dirección: Atlas Copco Electric Tools GmbH, Postfach 320, D–71361
Winnenden.
Accesorios
ESPAÑOL
Los accesorios y sus correspondientes números para pedido, están reflejados en
nuestros catálogos.
25
MDE 1200
Page 27

Preâmbulo
Como pessoa exigente decidiu-se pela qualidade – qualidade AEG. Construimos
para si uma ferramenta eléctrica duradoura e segura. Um trabalho eficiente e tanto
quanto possível isento de perigo só é, no entanto possível se ler e observar as
presentes instruções de serviço. Queremos que também no futuro se decida pelas
Ferramentas eléctricas da AEG
Características
técnicas
Indicações
sobre
segurança no
trabalho
Níveis de ruído
Nível de
vibrações
Aplicação
Ligação à rede
Consumo de potência nominal do motor 1200 W.
Consumo de potência do magnetismo 50 W. . . . . .
Nº de rotações em vazio 300–640 min
. . . . . . . . . . .
Velocidade de rotação máxima
em carga 170–330 min
. . . . . . . . . . . . . . . . . . . . . . . . .
-1
-1
Curso 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Altura mín. de suporte 410 mm. . . . . . . . . . . . . . . .
Altura máx. de suporte
(guia de posicionamento no topo) 530 mm. . . . . . . .
Tamanho da 160x80 mm. . . . . . . . . . . . . . . . . . . . . . .
Máx. potência magnética 10 kN. . . . . . . . . . . . . . . . .
Máx. diâmetro de furação com
brocas de coroa 42 mm. . . . . . . . . . . . . . . . . . . . . . . . .
Espessura máx. do material 50 mm. . . . . . . . . . . . . .
Recepção do veio 1/2”x20 Gg. . . . . . . . . . . . . . .
Peso 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
As características indicadas acima são as correspondentes aos modelos de 230 240 V.No caso de alteração na voltagem, são válidas as características
mencionadas na chapa de especificações.
J Observar as instruções de segurança na folha!
J Nunca utilizar a máquina sem dispositivo de protecção.
J Usar sempre óculos de protecção ao trabalhar com a máquina. Recomenda–se a
utilização de luvas de protecção, protectores para os ouvidos e máscara
anti–poeiras.
J Não remover aparas ou lascas enquanto a máquina trabalha.
J Nunca abrir furos no corpo da máquina; caso contrário, é afectado o isolamento de
protecção (só utilizar chapas auto-colantes).
J Antes de efectuar qualquer intervenção na máquina, tirar a ficha da tomada.
Ao ligar à rede, a máquina deve estar desligada.
J Manter sempre o cabo de ligação fora da zona de acção da máquina.
J Fixe a coluna electro–magnética com a corrente fornecida ao trabalhar em
superfícies inclinadas ou verticais, ou acima da cabeça de tal modo que a base não
caia em caso de falha de energia.
J A máxima potência de retenção é atingida ao utilizar aço com um baixo teor de
carbono e uma espessura de material de pelo menos 12 mm.
J Não exponha a coluna de suporte à chuva e não a utilize em salas húmidas e sem
serem à prova de fogo.
Normalmente o nível de pressão de ruído da ferramenta é 83 dB (A).
O nível de pressão de ruído a trabalhar pode exceder 85 dB (A).
Use protectores auriculares! Valores de medida de acordo com EN 50 144.
Normalmente o nível de vibração do braço e mão é abaixo de 2.5 m/s
2
.
Valores de medida de acordo com EN 50 144.
A coluna de suporte é adequada para furar grandes diâmetros em aço e outros
metais ferruginosos.
É possível utilizar a coluna electro–magnética enquanto se estiver a soldar em arco.
Não use este produto de outra maneira sem ser a normal para o qual foi concebido.
Ligar unicamente a tomadas de corrente alternada monofásica com a tensão
indicada na chapa de características do aparelho. Pode também ser ligada a
tomadas sem terra, porque dispõe de isolamento de protecção conforme DIN 57
740/VDE 0740 ou, respectivamente, CEE 20. A supressão de interferências
rádio–eléctricas corresponde à norma europeia EN 55014.
PORTUGUES
26
MDE 1200
Page 28

Breve descrição
Dispositivo de fixação da
ferramenta
Pré–selecção da
velocidade
3
2
4
5
6
Robusta guia de cremalheira para
transmissão de alta carga
Guia de posicionamento ajustável
Manipulo de posicionamento
Manete de avanço
1
Luzes de controlo:
Vermelho: Interruptor
principal ligado
Amarelo: Magnetismo activado
Verde: Máquina ligada
Interruptor
Interruptor principal
Interruptor do magnetismo
Interruptor da máquina
Veio de recepção para brocas
de coroa
Rolamento de impulso para o veio
de recepção das brocas de coroa
PORTUGUES
27
Base magnética
Alterações: Texto, figura e características correspondem ao
desenvolvimento técnico à data da impressão. Reservamo-nos o
direito de introduzir modificações nos nossos produtos com vista
ao seu aperfeiçoamento.
MDE 1200
Page 29

Ajuste do
movimento livre
da calha de
posicionamento
Antes de efectuar qualquer intervenção na máquina, tirar a ficha da tomada.
A calha de posicionamento é ajustada na
fábrica de tal modo que esta irá parar em
qualquer posição e que não descerá
devido ao peso da máquina.
Em caso de ter de ajustar a calha de
posicionamento, proceda como se indica:
Desaperte as porcas de aperto com a
chave SW8, ajuste a folga da calha com a
chave Allen 2,5, e reaperte as porcas de
aperto.
Corrente de
segurança
Colocação em
serviço
Ligação da
coluna
Ligação do
magnetismo
Ligação da
máquina
Fixe a coluna electro–magnética com a corrente fornecida ao trabalhar em
superfícies inclinadas ou verticais, ou acima da cabeça de tal modo que a base
não caia em caso de falha de energia.
A corrente de segurança deve ser fixada de modo a que a coluna de suporte não
atinja o utilizador em caso de falha de energia.
Para uma segurança óptima de operação a coluna electro–magnética está equipada
com um interruptor principal. O modelo MDE 1200 está também equipado com um
dispositivo de protecção de sobrecarga controlado pela temperatura.
Prima o botão de pressão. Ambas as
luzes de controlo vermelho estão acesas.
Prima o botão de pressão amarelo. Um
curto sinal sonoro indica que o campo
magnético está activado. A luz de controlo
amarela está ligada.
Prima o botão de pressão verde..
Desligar
Desligar a
máquina
Desligar o
magnetismo
PORTUGUES
Prima o botão de pressão verde..
Prima o botão de pressão amarelo.
Ouve–se um longo sinal sonoro. O campo
magnético desaparece em
aproximadamente 3 segundos.
28
MDE 1200
Page 30

Desligar o coluna
Prima o botão de pressão.
Devido a razões de segurança o botão de pressão do interruptor principal fica em
baixo enquanto estiver ligado.
Se a máquina não estiver em operação por um longo período de tempo enquanto
o campo magnético está activado, um sinal sonoro com intervalos curtos indica
este estado em cada 5 minutos.
A máquina continua a rodar lentamente para arrefeciemento do enrolamento
domotor. Só é possível ligar a máquina passado um periodo de arrefecimento.
Paratal desligar e voltar a ligar a máquina.
Ajuste da
velocidade em
vazio
Inserção de
ferramentas
Colocação de
uma broca de
coroa
Pré–selecção da velocidade
através da roda de ajuste.
A = Velocidade mais baixa
. . . .
-1
min
600
400
200
ABCDEFG
G = Velocidade mais alta
. . . . .
O quadro mostra os valores normais ao utilizarem–se brocas de coroa.
Antes de efectuar qualquer intervenção na máquina, tirar a ficha da tomada.
O veio de recepção para as brocas de coroa deve estar montado.
42 32 22 14
42 32 22 14 10
1. Insira a ponta chata no veio de recepção.
2. Insira a broca de coroa no veio de
recepção. Os lados planos devem
coincidir com os furos nos parafusos de
fixação.
3. Fixe a broca de coroa com os dois
parafusos.
C
B
D
A
E
F
G
Furação
PORTUGUES
Limpe a superfície da peça de trabalho. Remova toda a ferrugem, sujidade ou
massa lubrificante. Se necessário, retire todas as irregularidades bem como restos
de soldadura. Uma fina cama de massa lubrificante não é prejudicial.
Marque com um punção o ponto a ser furado e coloque a coluna de suporte
com a ponta da broca na marca do punção.
Ligue o interruptor principal e o interruptor do magnetismo para verificar se a fixação
da coluna está correcta.
29
MDE 1200
Page 31

Furação com
brocas de coroa
Diferentemente das brocas normais, as
brocas de coroa apenas cortam um anel
no material. Dado que com este processo
menos quantidade de material é removido,
menor potência é necessária e a furação é
nitidamente mais rápida do que o
processo com brocas normais.
A ponta chata da broca é premida de
encontro à elasticidade do material, mas
não penetra no material ao furar. No final
do processo de furação, a ponta chata da
broca empurra o material cortado através
da broca e do respectivo furo.
Furação em aço
fino e metais não
ferrosos
Furação em
materiais
arredondados e
fortemente
amolgados
Manutenção
Acessórios
A máxima potência de retenção é atingida quando se utiliza aço com um baixo teor
de carbono e uma espessura mínima de material de pelo menos 12 mm.
Quando furar em aço com uma espessura menor que 6 mm ou em metais
não–ferrosos, deve ser fixada na peça de trabalho uma base de aço com pelo
menos 250 X 250 X 12 mm. A coluna de suporte pode então ser colocada sob esta
base.
Aplique a coluna de suporte com o lado maior da base magnética paralelamente ao
eixo da peça de trabalho.
Preencha os espaços livre por baixo da base magnética com calços ou barras de
aço de tal modo que se consiga um campo magnético suficientemente forte nas
bobines magnéticas e que passe através da peça de trabalho até à base.
Ao conseguir–se isso o eixo do berbequim deve estar apontado exactamente para o
centro da peça de trabalho ou o berbequim possa mover–se ligeiramente na lateral.
De tempos a tempos, coloque umas gotas de óleo na cremalheira. Os rolamentos
do veio de alimentação são auto–cortantes e não devem ser lubrificados.
Lubrifique a superfície da calha de posicionamento com massa Molykofe.
Utilizar unicamente acessórios e peças sobressalentes da AEG. Sempre que a
substituição de um componente não tenha sido descrita nas instruções, será de toda
a conveniência mandar executar esse trabalho a um Serviço de Assistência AEG
(veja o folheto Garantia/Endereços de Serviços de Assistência).
A pedido e mediante indicação da referência de dez números que consta da chapa
de características da máquina, pode requerer–se um desenho explosivo da
ferramenta eléctrica a: Atlas Copco Electric Tools GmbH, Postfach 320,
D–71361 Winnenden.
Veja nos nossos catálogos o grande número de acessórios com os respectivos
números de encomenda.
PORTUGUES
30
MDE 1200
Page 32

Voorwoord
U stelt hoge eisen aan uw gereedschap en heeft daarom gekozen voor kwaliteit –
AEG kwaliteit. Bij het ontwerp van de machine die u heeft gekocht, is veel aandacht
besteed aan duurzaamheid en veiligheid. Effektief en veilig werken is echter alleen
mogelijk als u deze gebruiksaanwijzing grondig doorleest én de instructies
nauwiettend opvolgt. Wij zijn ervan overtuigd, dat u met de aanschaf van het
elektrisch gereedschap van AEG de juist keuze heeft gemaakt.
Technische
gegevens
Richtlijnen voor
uw veiligheid
Opgenomen vermogen aandrijfmachine 1200 W.
Vermogensopname van de magneet 50 W. . . . . . .
Onbelast toerental 300–640 min
Belast toerental 170–330 min
Slaglengte 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Standaardhoogte min. 410 mm. . . . . . . . . . . . . . . . . .
Standaardhoogte max.
slede in de bovenste stand) 530 mm. . . . . . . . . . . . .
Magneetvoetgrootte 160x80 mm. . . . . . . . . . . . . . . .
Max. magneetkracht 10 kN. . . . . . . . . . . . . . . . . . . . .
Boor-ø max met kerngatboren 42 mm. . . . . . . . . . . . .
Max. boorcapaciteit (materiaaldikte) 50 mm. . . . . . . .
Asopname 1/2”x20 Gg. . . . . . . . . . . . . . . . . . . . . .
Gewicht 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
De opgegeven gegevens gelden voor een uitvoering met 230 –240 Volt. Bij een
andere netspanning zijn de gegevens op het typeplaatje gelgig.
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
-1
-1
J Veiligheidsrichtlijnen ven bijgaande brochure in acht nemen!
J Bescherminrichting van de machine beslist gebruiken.
J Bij het werken met de machine altijd een veiligheidsbril dragen. Werkhandschoenen
en stofkapje voor de mond worden aanbevolen.
J Spanen of splinters mogen bij draaiende machine niet worden verwijderd.
J Niet in het huis van de machine boren, daar anders de isolatie onderbroken wordt
(stickers gebruiken).
J Voor alle werkzaamheden aan de machine de stekker uit de kontaktdoos trekken.
Machine alleen uitgeschakeld aan het net aansluiten.
J Snoer altijd buiten werkbereik van de machine houden.
J Bij werken met schragen en loodrechte vlakken en boven het hoofd moet de
magneetboorstandaard met de meegeleverde ketting worden gezekerd, zodat hij bij
stroomuitval niet naar beneden kan vallen.
J Bij koolstofarm staal wordt de maximale hechtkracht bereikt bij een minimale
materiaalsterkte van 12 mm.
J Stel de boorstandaard niet bloot aan regen en gebruik hem niet in natte, vochtige of
explosiegevaarlijke ruimtes..
Geluidsmeet–
waarden
Trillings–
meetwaarden
Toepassing
Netaansluiting
NEDERLANDS
Het kenmerkende A-gewaardeerde geluidsdrukniveau van de machine
bedraagt 83 dB (A).
Bij werken kan het geluidsniveau 85 db (A) overschrijden
Draag oorbeschermers! Meetwaarden vastgesteld volgens EN 50 144.
Kenmerkend is dat de hand–arm vibratie minder is dan 2.5 m/s
Meetwaarden vastgesteld volgens EN 50 144.
2
.
De boorstandaard is ideaal voor het boren van grote diameters in staal en andere
ijzerhoudende metalen.
Toepassing van de magneetboorstandaard bij gelijktijdig vlambooglassen is mogelijk.
Dit apparaat uitsluitend gebruiken voor normaal gebruik, zoals aangegeven.
Alleen aan éénfase-wisselstroom en alleen aan de op het typeplaatje aangegeven
netspanning aansluiten. Aansluiting is ook aan kontaktdozen zonder randaarde
mogelijk daar de machine is geïsoleerd volgens DIN 57 740VDE 0740 en CEE 20.
De vonkontstoring voldoet aan de europese norm EN 55014.
31
MDE 1200
Page 33

Beschrijving
Machineklemhouder
Toerentalregeling
Robuste tandstanggeleiding voor
grote krachtoverbrenging
Nastelbare sledegeleiding
Draaggreep
Voedingsschuifhefboom
3
2
4
1
5
6
Controlelichtjes:
Rood: hoofdschakelaar
ingeschakeldt
Geel: magneet geactiveerd
Groen: machine ingschakeld
Opnameschacht voor
kerngatboren
Druklager voor
kerngat-opnameschacht
NEDERLANDS
32
Schakelaar:
Hoofdschakelaar
Magneet Aan/Uit
Maschine Aan/Uit
Magneetvoet voor het bevestigen van de
boorstandaard op ijzerhoudende metalen.
Veranderingen: Tekst, afbeelding en gegevens voldoen aan de
technische stand in de tijd dat het geheel gedrukt wordt.
Veranderingen in de zin van verdere ontwikkelingen van onze
produkten voorbehouden.
MDE 1200
Page 34

Geleideslede
instellen
Voor alle werkzaamheden aan de machine de stekker uit de kontaktdoos trekken.
De geleideslede is van fabrikswege
zodanig ingesteld dat hij in elke stand blijft
staan en niet door het gewicht van de
machine naar beneden zakt.
Indien de geleideslede moet worden
nagesteld, dient u als volgt te werk te
gaan:
vergrendelingsmoer met een steeksleutel
SW 8 losmaken, geleideslede met
inbussleutel SW 2,5 instellen en
veiligheidsmoer weer vastzetten.
Veiligheidsketting
Het
ingebruiknemen.
Apparaat
inschakelen
Magneet
inschakelen
Maschine
inschakelen
Uitschakelen
Maschine
uitschakelen
Bij werken met schragen en loodrechte vlakken en boven het hoofd moet de
magneetboorstandaard met de meeggeleverde ketting worden gezekerd, zodat hij bij
stroomuitval niet naar beneden kan vallen.
De veiligheidsketting moet zodanig worden aangebracht, dat de boorstandaard zich
bij stroomuitval van de gebruiker af beweegt.
Voor optimale bedrijfszekerheid is de magneetboorstandaard met een
hoofdschakelaar uitgerust. De MDE 1200 beschikt tevens over een
temperatuurgestuurde overbelastingsbeveiliging.
Drukschakelaar indrukken.
Controlelampje rood lichten op.
Druckschakelaar indrukken.
Een korte alarmtoon signaleert akoestisch
het opgebouwde magneetveld en het geel
controlelampje licht op.
Groene drukschakelaar indrukken.
Groene drukschakelaar indrukken..
Magnet
uitschakelen
NEDERLANDS
Drukschakelaarindrukken
Een langere alarmtoon laat zich horen.
Het magneetveld wordt na ca. 3 secondes
afgebouwd.
33
MDE 1200
Page 35

Apparaat
uitschalelen
Drukschakelaar indrukken.
Uit veiligheidsgronden ligt de drukknop van de hoofdschakelaar in ingeschakelde
positie verdiept.
Indien de machine bijingeschakelde magneet langere tijd niet wordt gebruikt,
herinnert een kort op elkaar volgend signaal u elke 5 minuten aan deze situatie..
Belastingafhankelijke motorbescherming – thermisch geregelde uitschakeling bij
hoge motorbelasting. De machine loopt langzaam, zodat de motor wikkeling
gekoeld wordt. Eerst wanneer voldoende koeling is opgetreden, is het weer moge
lük de machine in te schakelen, hiervoor machine uit- en inschakelen.
Onbelast
toerental
instellen
Plaatsen
gereedschap
Kerngatboren
toepassen
Toerentalinstelling met stelwiel.
600
-1
400
A = laagste toerental
. . . . .
min
200
ABCDEFG
42 32 22 14
G = grootste toerental
. . . .
De tabel geeft richtwaarden bij het gebruik van kerngatboren.
Voor alle werkzaamheden aan de machine de stekker uit de kontaktdoos trekken.
De opnameschacht voor kerngatboren moet zijn gemonteerd.
42 32 22 14 10
1. Centreerpunt in de opnameschacht
steken.
2. Kerngatboor in de opnameschacht steken.
De afgevlakte zijden moeten naar de
boringen van de bevestigingsschroeven
wijzen.
3. Kerngatboor met de twee schroeven
vastdraaien.
C
B
D
A
E
F
G
Het boren
NEDERLANDS
Het oppervlak van het te boren materiaal reinigen. Verwijder roest, vuil en vet.
Tevens lasspetters of oneffenheden verwijderen. Een dunne verflaag is niet storend.
Merk de plaats waar het boorgat moet komen en zet de boorstandaard met de
boorpunt boven deze markering.
Hoofdschakelaar en magneetschakelaar inschakelen en testen of de boorstandaard
onberispelijk is bevevestigd.
34
MDE 1200
Page 36

Boren met
kerngatboren
Kerngatboren boren in tegenstelling tot
spiraalboren slechts een ring in het te
bewerken materiaal. Daar bij deze
handeling minder materiaal moet worden
verspaand, is een geringere prestatie
noodzakelijk en de boorvoortgang is
beduidend sneller dran bij spiraalboren.
De centreerpunt wordt door veerkracht
tegen het materiaal gedrukt, dringt bij
boren echter niet in het materiaal. Aan het
einde van het boorproces drukt de
centreerpunt het geboorde materiaal uit de
boor en het boorgat.
Boren in dunner
staal en
NE-metalen
Boren in ronde
en sterk gebogen
materialen
Onderhoud
Extra toebehoren
De maximale magneetkracht van de magneetboorstandaard wordt bereikt bij
koolstofarm staal met een minimale dikte van 12 mm.
Voor boren van staal met een dikte minder dan 6 mm en in NE-metalen moet eerst
een staalplaat van minstens 250 x 250 x 12 mm op het materiaal worden bevestigd
en vervolgens kunt u de boorstandaard op deze plaat zetten.
Plaats de boorstandaard met de lange zijde van de magneetvoet parallel aan de as
van het te boren materiaal.
De vrije ruimte onder de magneetvoet met staalwiggen of staalprofielen zo uitvullen,
dat zoveel mogelijk magnetische krachtlijnen van de magneetkern over het materiaal
naar de magneetvoet lopen.
De as van de boor moet daarbij nauwkeurig op het centrum van het te bewerken
materiaal zijn gericht, omdat de boor anders licht zijwaarts kan “weglopen”.
Geef de vertanding van de tandstang van tijd tot tijd een paar druppeltjes olie. De
lagers van de voedingsaandrijfas zijn zelfsmerend en mogen niet worden gesmeerd.
Het glijvlak van de slede met Molykote-vet smeren.
Alleen AEG toebehoren en onderdelen gebruiken. Onderdelen welke niet vermeld
worden, kunnen het beste door de AEG servicedienst verwisseld worden (zie
Serviceadressen).
Onder vermelding van het tiencijferige nummer op het machineplaatje is desgewenst
een doorsnedetekening van de machine verkrijgbaar bij: Atlas Copco Tools
Nederland, Postbus 200, 3330 AE Zwijndrecht, Nederland 852.
Het omvangrijke extra toebehorenassortiment met bestelnummer vindt u in onze
katalogi.
NEDERLANDS
35
MDE 1200
Page 37

Forord
AEG kan tilbyde den krævende og ønskede kvalitet.
Vi har fremstillet et holdbart og sikkert elektroværktøj til Dem. Læs brugsanvisningen
godt igennem, før værktøjet tages i brug, så De er sikker på at benytte
elektroværktøjet på en effektiv og sikker måde. Vi er sikre på, at De har truffet det
rigtige valg ved at købe et elektroværktøj fra AEG.
Tekniske data
Henvisninger til
Deres sikkerhed
Boremaskinens nominelle strømforbrug 1200 W.
Magneteffekt 50 W. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Omdrejningstal, ubelastet 300–640 min
Omdrejningstal max., belastet 170–330 min
. . . . . . . . . . .
. . . . . . .
-1
-1
Slaglængde 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . .
Højde min. 410 mm. . . . . . . . . . . . . . . . . . . . . . . . . . .
Højde max. (slæde i øverste position) 530 mm. . . .
Magnetfod 160x80 mm. . . . . . . . . . . . . . . . . . . . . . . . .
Max. magnetkraft 10 kN. . . . . . . . . . . . . . . . . . . . . . . .
Bore–ø med kernehulbor 42 mm. . . . . . . . . . . . . . . . .
Materialetykkelse 50 mm. . . . . . . . . . . . . . . . . . . . . . . .
Spindelholder 1/2”x20 Gg. . . . . . . . . . . . . . . . . . .
Vægt 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
De angivne data gælder for en model med 230–240 V. Dataene på typeskiltet
gælder ikke, hvis netspændingen afviger herfra.
J Følg sikkerhedsforskrifterne i vedlagte brochure!
J Maskinens sikkerhedsindretning bør ubetinget benyttes.
J Når der arbejdes med maskinen, skal man have beskyttelsesbriller på.
Beskyttelseshandsker, skridsikre sko, høreværn og forklæde anbefales.
J Spåner eller splinter må ikke fjernes, medens maskinen kører.
J Maskinens hus må ikke anbores, da den beskyttende isolering ellers ødelægges
(brug plader, der klæbes på).
J Før ethvert arbejde ved maskinen skal stikket tages ud af stikdåsen.
Maskinen sluttes kun udkoblet til stikdåsen.
J Tilslutningskablet holdes hele tiden væk fra maskinens arbejdsområde. Kablet ledes
altid bort bag om maskinen.
J Når der arbejdes på skrå og lodrette flader og over hovedhøjde, skal
magnetborestanderen være sikret med den medleverede kæde, så den ikke kan
falde ned i tilfælde af strømsvigt.
J Den maksimale holdekraft nås ved kulstoffattigt stål med en min. materialetykkelse
på 12 mm.
J Borestanderen må ikke udsættes for regn og må ikke benyttes i våde, fugtige eller
eksplosionstruede rum.
Støjmåle-
værdier
Vibrations–
måleværdier
Anvendelse
Nettilslutning
DANSK
Værktøjets A-vægtede lydtrykniveau er typisk 83 dB (A).
Under arbejde med værktøjet kan lydniveauet overstige 85 dB (A).
Brug høreværn! Måleværdier beregnes iht. EN 50 144.
Hånd-Arm vibrationsniveauet er typisk under 2.5 m/s
2
.
Måleværdier beregnes iht. EN 50 144.
Borestanderen kan benyttes til boring af store huller i stål og andre jernholdige
metaller.
Magnetborestanderen kan benyttes samtidigt med at der lysbuesvejses.
Produktet må ikke anvendes på anden måde og til andre formål end foreskrevet.
Tilsluttes kun til enfase–vekselstrøm og kun til den netspænding, som er opgivet på
mærkepladen. Tilslutning er også mulig til stikdåser uden jordomskifter, da der
foreligger en beskyttelsesisolering i henhold til hhv. DIN 57 740/VDE 0740 og
CEE 20. Radiostøj svarer til den europæiske standard EN 55014.
36
MDE 1200
Page 38

Kort beskrivelse
Maskinklemholder
Indstilling af
omdrejningstal
Kraftig tandstangsføring til stor
kraftoverførsel
Justerbar slædeføring
Bæregreb
Fremføringsarm
3
2
4
1
5
6
Kontrollamper:
Rød: hovedafbryder
tændt
Gul: magnet aktiveret
Grøn: maskine tændt
Værktøjsholder til kernehulbor
Modleje til kernehulværktøjsholder
DANSK
37
Kontakt:
Hovedafbryder
Magnet til/fra
Maskine tændt/slukket
Magnetfod til fastgørelse af borestander på
jernholdige metaller.
Ændringer: Tekst, billede og data svarer til den tekniske udvikling
på trykketidspunktet. Der tages forbehold for ændringer
som følge af videreudvikling af vore produkter.
MDE 1200
Page 39

Indstilling af
slædeslør
Før ethvert arbejde ved maskinen skal stikket tages ud af stikdåsen.
Føreslæden er indstillet på en sådan måde
på fabrikken, at den bliver stående i
enhver stilling og ikke bevæger sig nedad
som følge af maskinens vægt.
Slædesløret efterjusteres på følgende
måde:
Løsne sikkerhedsmøtrikkerne med
gaffelnøglen 8 mm, indtil slædesløret med
unbrakonøglen 2,5 mm og spænd
sikkerhedsmøtrikkerne igen.
Sikkerhedskæde
Idrifttagelse
Tænd for
apparatet
Tænd for
magneten
Tænd for
maskinen
Sluk
Sluk for
maskinen
Når der arbejdes på skrå og lodrette flader og over hovedhøjde, skal
magnetborestanderen være sikret med den medleverede kæde, så den ikke kan
falde ned i tilfælde af strømsvigt.
Sikkerhedskæden skal være anbragt på en sådan måde, at borestanderen bevæger
sig væk fra brugeren i tilfælde af strømsvigt.
Magnetborestanderen er forsynet med en hovedafbryder, som sikrer optimal
driftssikkerhed. MDE 1200 råder desuden over en temperaturstyret
overbelastningsbeskyttelse.
Tryk på afbryderkontakt.
Den to kontrollampe rød lyser.
Tryk på afbryderkontakt.
En kort advarselstone signaliserer akustisk
det opbyggede magnetfelt. Den gul
kontrollampe lyser.
Tryk på den grønne afbryderkontakt.
Tryk på den grønne afbryderkontakt..
DANSK
Sluk for
magneten
Tryk på afbryderkontakt.
En lang advarselstone høres.
Magnetfeltets kraft forsvinger efter ca. 3
sekunder.
38
MDE 1200
Page 40

Sluk for
apparatet
Tryk på afbryderkontakt.
Af sikkerhedsmæssige grunde er hovedkontaktens trykkontakt forsænket, når den
er tændt.
Hvis maskinen ikke benyttes i længere tid, når magneten er tændt, gør en kort
signaltone opmærksom herpå denne tilstand hver 5. minut.
Overbelastningssikringen er afhængig af motorens belastning. Maskine vil rotere
langsomt for at afkøle motoren. Efter tilstrækkelig afkøling kan maskinen igen
startes, ved at skifte mellern ”off” og ”on”.
Indstilling af
ubelastet
omdrejningstal
Isætning af
arbejdsværktøj
Isætning af
kernehulbor
Indstilling af omdrejningstal
med indstillingshjul.
A = mindste omdrejningstal
. . . .
-1
min
600
400
200
ABCDEFG
G = største omdrejningstal
. . . .
Tabellen indeholder vejledende værdier i forbindelse med brug af kernehulbor.
Før ethvert arbejde ved maskinen skal stikket tages ud af stikdåsen.
Værktøjsholderen til kernehulbor skal være monteret.
42 32 22 14
42 32 22 14 10
1. Isæt centreringsspidsen i
værktøjsholderen.
2. Isæt kernehulboret i værktøjsholderen. De
flade sider skal vende hen imod hullerne i
fastgørelsesskruerne.
3. Skru kernehulboret fast med de to skruer.
C
B
D
A
E
F
G
Borearbejdet
DANSK
Rengør overfladen på det materiale, som skal bores. Fjern løst rust, snavs og fedt.
Fjern evt. svejseklatter eller ujævnheder. Et tyndt farvelag generer ikke.
Kørn det sted, hvor hullet skal bores. Anbring borestanderen med borspidsen over
det kørnede sted.
Tænd for hovedafbryderen og magnetkontakten og kontrollér at borestanderen er
fastgjort rigtigt.
39
MDE 1200
Page 41

Borearbejde med
kernehulbor
I modsætning til kernebor skærer
kernehulbor kun en ring i materailet. Da
der spåntages mindre materiale ved dette
arbejde, skal der benyttes mindre kraft.
Desuden går borearbejdet betydeligt
hurtigere end når der bores med kernebor.
Centreringsspidsen trykkes mod materialet
vha. fjederkraft. Den trænger dog ikke ned
i materialet under borearbejdet. Når
borearbejdet er færdigt, trykker
centreringsspidsen det spåntagende
materiale ud af boremaskine og borehul.
Borearbejde i
tyndt stål og
NE–metaller
Borearbejde i
rundt og meget
bøjet materiale
Vedligeholdelse
Tilbehør
Den maksimale holdekraft for magnetborestanderen nås ved kulstoffattigt stål med
en min. tykkelse på 12 mm.
Til boring i stål med en tykkelse på under 6 mm og i NE–metaller fastgøres en
stålplade på mindst 250 x 250 x 12 mm på materialet, hvorefter borestanderen stilles
på denne plade.
Anbring borestanderen med den lange side på magnetfoden parallelt til aksen på det
materiale, som der skal bores i.
Udfyld hullet under magnetfoden med stålkiler eller stålstave på en sådan måde, at
der løber så mange magnetiske kraftlinier som muligt hen over materialet fra
magnetkernerne til magnetfoden.
Borets akse skal være rettet nøjagtigt mod centrummet på det materiale, som skal
bearbejdes, da boret ellers kan finde på at bevæge sig ud til siden.
Kom et par dråber olie på tandstangens fortanding en gang imellem. Lejerne på
fremføringsakslen er selvsmørende og må ikke smøres med olie.
Slædens glideflade smøres med molykotefedt.
Brug kun AEG tilbehør og reservedele. Lad de komponenter, hvis udskiftning ikke er
blevet beskrevet, udskifte hos AEG service (brochure garanti/bemærk
kundeserviceadresser).
Ved opgivelse af type nr. der er angivet på maskinens effektskilt, kan De rekvirere en
reservedelstegning, ved henvendelse til: Atlas Copco Elektroværktøj, Brogrenen 3,
DK–2635 Ishøj.
Tilbehøret med bestillingsnumre fremgår af vore kataloger.
DANSK
40
MDE 1200
Page 42

Förord
Du har köpt en kvalitetsprodukt från AEG. Vi har byggt ett hållbart och säkert
elverktyg åt Dig, men för att Du effektivt och säkert skall kunna använda Ditt
elverktyg måste Du läsa igenom denna bruksanvisning. Vi är säkra på att Du gjort ett
bra val genom Ditt köp av ett elverktyg från AEG.
Tekniska data.
Säkerhetsföreskrifter
Nominell upptagen effekt, motor 1200 W. . . . . . . .
Upptagen effekt, magnet 50 W. . . . . . . . . . . . . . . . .
Obelastat varvtal 300–640 min
Belastat varvtal 170–330 min
Slaglängd 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Stativets min. höjd 410 mm. . . . . . . . . . . . . . . . . . . . .
Stativets max. höjd (släden i topposition) 530 mm.
Magnetfotens storlek 160x80 mm. . . . . . . . . . . . . . . .
Max. magnetkraft 10 kN. . . . . . . . . . . . . . . . . . . . . . . .
Max. borrdiameter med borrkrona 42 mm. . . . . . . . . .
Max. materialtjocklek 50 mm. . . . . . . . . . . . . . . . . . . . .
Spindelfäste 1/2”x20 Gg. . . . . . . . . . . . . . . . . . . .
Vikt 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ovanstående data gäller för 230 – 240 V modeller. Vid avvikande nätspänning
återfinns gällande data på maskinens typskylt.
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
-1
-1
J Beakta säkerhetsanvisningarna i bifogat informationsblad.
J Använd alltid maskinens skyddsanordningar.
J Använd alltid skyddsglasögon, skyddshandskar och hörselskydd.
J Avlägsna aldrig spån eller flisor när maskinen är igång.
J Borra inte i maskinhuset, då skyddsisoleringen kan ta skada (använd klisteretiketter).
J Drag alltid ur kontakten när du utför arbeten på maskinen.
Maskinen skall vara frånkopplad innan den anslutes till väggurtag.
J Nätkabeln skall alltid hållas ifrån arbetsområdet. Lägg kabeln bakåt i förhållande till
arbetsriktningen.
J Säkra magnetborrstativet med medlevererad kedja vid arbeten på sluttande eller
vertikala ytor, eller när stativet används upp och ner t ex under tak, så att det inte
faller ner vid strömavbrott.
J Maximal hållkraft nås på stål med låg kolhalt och en materialtjocklek av minst 12
mm.
J Utsätt inte magnetborrstativet för regn och använd det inte i fuktiga eller icke
flamsäkra rum.
Ljudnivåmät-
värden
Vibrations-
mätvärden
Användning
Nätanslutning
SVENSKA
A-värdet av maskinens ljudtrycksnivå är 83 dB (A).
Ljudnivån vid arbete kan överskrida 85 dB (A).
Använd hörselskydd! Mätvärdena har tagits fram baserande på EN 50 144.
Vibration i hand / arm är lägre än 2.5 m/s
Mätvärdena har tagits fram baserande på EN 50 144.
2
.
Magnetborrstativet är anpassat för borrning av stora hål i stål och andra järnhaltiga
metaller.
Det är möjligt att använda magnetborrstatiet samtidigt som bågsvetsning pågår.
Maskinen får endast användas för normalbruk.
Endast till enfas-växelström och endast till den nätspänning som finns angiven på
effektskylten. Anslutning får också göras till uttag utan skyddsjord då verktygen är
skyddsisolerade enligt DIN 57 740/VDE 0740 resp. CEE 20. Radioavstörningen är
enligt EN 55014.
41
MDE 1200
Page 43

Kort beskrivning
Maskinfäste
Varvtalsinställning
Robust kuggstångsstyrning för
överföring av stora laster
Justerbar matningssläde
Bärhandtag
Matningsspak
3
2
4
1
5
6
Kontrollampor:
Röd: Huvudströmbrytare
tillslagen
Gul: Magnet aktiverad
Grön: Maskin tillslagen
Hållare för kärnborr
Axiallager för kärnborrshållaren
SVENSKA
42
Strömbrytare:
Huvudströmbrytare
Magnet på/av
Maskin på/av
Magnetfot för fixering av borrstativet vid
järnhaltiga metaller.
Ändringar: Text, bilder och data överensstämmer med det
tekniska utförande som gäller vid tiden för tryckterminen.
Ändringar som har betydelse för vidare utvecklingen av våra
produkter är förbehållna.
MDE 1200
Page 44

Justering av spel
mellan släde och
stativ
Drag alltid ur kontakten när du utför arbeten på maskinen.
Släden är fabriksjusterad vid leverans så
att den stannar i alla positioner och glider
ej heller ner av maskinens egenvikt. Om
spelet mellan släde och stativ måste
justeras gör enligt följande: Lossa
låsmuttrarna med en fast nyckel SW8,
justera spelet med en insexnyckel SW2,5,
drag åt låsmuttrarna.
Säkerhetskedja
Igångsättning
Tillkoppling av
magnetborrstativ
Tillkoppling av
magneten
Tillkoppling av
maskinen
Frånslagning
Avstängning av
maskinen
Säkra magnetborrstativet med medlevererad kedja vid arbeten på sluttande eller
vertikala ytor, eller när stativet används upp och ner t ex under tak, så att det inte
faller ner vid strömavbrott.
Säkerhetskedjan måste appliceras så att magnetborrstativet rör sig från användaren
vid strömavbrott.
För optimal användarsäkerhet är magnetborrstativet försett med en
huvudströmbrytare. MDE 1200 är också utrustat med ett termiskt
överbelastningsskydd.
Tryck in tryckknappen.
Kontrollampan röd lyser.
et
Tryck in tryckknappen. En kort signalton
indikerar att magnetfältet har byggts upp.
Den gul kontrollampan lyser.
Tryck in den gröna tryckknappen.
Tryck in den gröna tryckknappen..
Frånslagning av
magneten
SVENSKA
Tryck in tryckknappen. En lång signalton
hörs. Magnetfältet avklingar efter ca. 3
sekunder.
43
MDE 1200
Page 45

Frånslagning av
magnetborr
–stativet
Tryck in tryckknappen.
Av säkerhetsskäl är huvudströmbrytaren i intryckt läge när den är tillslagen.
Om maskinen ej varit igång under en lång period trots att magnetfältet är aktiverat,
hörs en kort intervallton var 5:e minut som påminnelse.
Termisk överbelastningsskydd som utlöses vid högre belastning. Maskinen fortlöper
långsamt för att kyla motorlindningarna. Inte förrän tillräcklig kylning åstadkommits
är det möjligt att starta maskinen, slå då maskinen av och på igen.
Inställning av
obelastat varvtal
på
Insättning
verktygsfäste
Isättning av
kärnborr
Hjul för förinställning av varvtal
600
-1
400
A = lägsta varvtal
. . . . .
min
200
ABCDEFG
G = högsta varvtal
Tabellen visar standardinställningar vid användning av kärnborrar.
Drag alltid ur kontakten när du utför arbeten på maskinen.
Hållaren för kärnborrar måste vara monterad.
. . . .
1. För in centrumspetsen i hållaren.
2. Anbringa kärnborren i hållaren. Borren
skall vridas så att de fasade sidorna
hamnar mitt framför låsskruvarna.
3. Fäst kärnborren med de två låsskruvarna.
42 32 22 14
42 32 22 14 10
C
B
D
A
E
F
G
Borrning
SVENSKA
Rengör arbetsstyckets yta. Ta bort rost, smuts och fett om nödvändigt. Ta bort
ojämnheter och eventuella svetsvulster. Ett tunt fettlager påverkar ej.
Körnslå stället som skall borras och rätta in magnetborrstativet så att borrspetsen
ligger rakt ovanför körnmärket.
Slå till huvudströmbrytaren och magneten. Kontrollera att magnetborrstativet är
ordentligt fixerat.
44
MDE 1200
Page 46

Borrning med
kärnborr
Till skillnad från solida spiralborrar, borrar
en kärnborr endast ut en ring ur materialet.
Genom att en mindre materialmängd
borras ur krävs det mindre kraft och det
går snabbare att borra ett hål med en
kärnborr än med motsvarande spiralborr.
Centrumspetsen trycks mot materialet
med fjäderkraft utan att penetrera
materialet under borrning. I slutet av
borrprocessen trycks det borrade
materialet ut ur hålet och bort från borren
med hjälp av centrumspetsen.
Borrning i tunt
stål och i
icke–järnmetaller
Borrning i
rundade eller
mycket buckliga
arbetsstycken
Skötsel
Tillbehör
Maximal hållkraft nås på stål med låg kolhalt och en materialtjocklek av minst 12
mm.
Vid borrning i stål med en tjocklek mindre än 6 mm, eller i icke–järnmetaller måste en
stålplåt med minimimåtten 250x250x12 mm fixeras på arbetsstycket.
Magnetborrstativet kan sedan fästas på denna plåt.
Placera magnetborrstativet med dess längre sida parallellt med arbetsstyckets
tilltänkta axel.
Fyll tomrummet under magnetfoten med stålkilar eller –rör så att ett magnetfält kan
byggas upp mellan arbetsstycke och magnetfot.
Borrens tilltänkta centrumlinje måste peka rakt mot arbetsstyckets tilltänkta
centrumlinje, annars kan borren glida i sidled.
Kuggstången skall då och då smörjas med några droppar olja. Mataraxelns lager är
självsmörjande och behöver därför ej smörjas. Fetta in slädens ytor med Molykote
fett.
Använd endast AEG tillbehör och reservdelar. Byggdelar vars utbyte ej beskrives
utväxlas bäst av AEG auktoriserad serviceverkstad. (beakta broschyrer
Garanti/Kundtjänstadresser).
Vid behov av sprängskiss, kan en sådan, genom att uppge maskinens art. nr. (som
finns på typskylten) erhållas från: Atlas Copco Electric Tools GmbH, Postfach 320,
D–71361 Winnenden.
Tillbehör med beställningsnummer finns i våra kataloger.
SVENSKA
45
MDE 1200
Page 47

Johdanto
Vaadit parasta ja ostat laatua – laatua, jota AEG tuottaa. Olemme valmistaneet
käyttöösi kestävän ja varman sähkötyökalun. Tämän työkalun mahdollisimman
tehokas ja tumvallinen käyttö edellyttää kuitenkin ennen koneen käyttöottoa tämän
käyttöohjeen huolellista lukemista. Olemme varmoja siitä, että olet tyytyväinen AEGn
sähkötyökalun valintaasi.
Tekniset arvot
Turvallisuusohjeet
Moottorin nimellistehontarve 1200 W. . . . . . . . . . .
Magneetin tehontarve 50 W. . . . . . . . . . . . . . . . . . . .
Kuormittamaton kierrosluku 300–640 min
Kuormitettu kierrosluku maks. 170–330 min
. . . . . . . .
. . . . . . .
-1
-1
Iskun pituus 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . .
Telineen pienin korkeus 410 mm. . . . . . . . . . . . . . . .
Telineen suurin korkeus
(kelkka yläasennossa) 530 mm. . . . . . . . . . . . . . . . .
Magneettijalan koko 160x80 mm. . . . . . . . . . . . . . . .
Magneettivoima, max 10 kN. . . . . . . . . . . . . . . . . . . .
Suurin poraushalkaisija kalvaimella 42 mm. . . . . . . .
Suurin materiaalinpaksuus 50 mm. . . . . . . . . . . . . . . .
Karapidin 1/2”x20 Gg. . . . . . . . . . . . . . . . . . . . . . .
Paino 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ylläolevat arvot pätevät malleille, jotka on tarkoitettu 230 – 240 V jännitteelle. Mikäli
verkkojännite poikkeaa tästä, pätevät konekilven arvot.
J Huomioi punaiselle paperille painetut turvaohjeet!
J Laitteen suojavarusteita on ehdottomasti käytettävä.
J Käytä laitteella työskennellessäsi aina suojalaseja. Suojakäsineiden, turvallisten ja
tukevapohjaisten kenkien, kuulosuojainten ja suojaesiliinan käyttöä suositellaan.
J Lastuja tai puruja ei saa poistaa koneen käydessä.
J Älä lävistä moottoripesää, sillä kaksinkertainen eristys saattaa vaurioitua. (käytä
liimaa).
J Irrota aina pistotulppa seinäkoskettimesta ennen koneeseen tehtäviä toimempiteitä.
Varmista, että kone on sammutettu ennen kytkemistä sähköverkkoon.
J Pidä sähköjohto poissa koneen käyttöalueelta. Siirrä se aina taaksesi.
J Kiinnitä magneettiporausteline mukana toimitetulla varmuusketjulla työskennellessäsi
vinoilla tai pystysuorilla pinnoilla tai pään yläpuolella, ettei laite pääse putoamaan
mahdollisten virrankatkosten aikana.
J Paras pitovoima saavutetaan käytettäessä terästä jonka hiilipitoisuus on alhainen ja
materiaalin paksuus vähintään 12 mm.
J Porausteline tulee suojata sateelta eikä sitä pidä käyttää kosteissa tai herkästi
syttyvissä tiloissa.
Mitattu melutaso
Tärinätaso
Käyttö
Verkkoliitäntä
SUOMI
Yleensä työkalun A-luokan melutaso 83 dB (A).
Työskenneltäessä melutaso saattaa ylittää 85 dB (A).
Käytä kuulosuojaimia! Mitta–arvot määritetty EN 50 144 mukaan.
Tyypillisesti käsivarren tärinä on alle 2.5 m/s
2
.
Mitta–arvot määritetty EN 50 144 mukaan.
Porausteline soveltuu läpimitaltaan suurten reikien poraamiseen teräkseen ja muihin
rautametalleihin.
Magneettiporaustelinettä voi käyttää kaarihitsauksessa.
Äla käytä tuotetta ohjeiden vastaisesti.
Koneen saa liittää vain 1-vaiheiseen vaihtovirtaan tyyppikilven mukaiselle jännitteelle.
Kone on suojaeristetty (DIN 57 740, VDE 0740 ja CEE 20) ja niin sen saa liittää
myös ilman maadoituskosketinta oleviin pistorasioihin.
Kone on radiohäiriösuojattu Eurooppanormin EN 55014 mukaan.
46
MDE 1200
Page 48

Toimintakuvaus
Työkalun kiinnitin
Kierrosnopeuden
esivalinta
Tukeva hammastanko–ohjaus
suurelle kuormitukselle
Säädettävä kelkanohjain
Kantokahva
Vääntövipu
3
2
4
1
5
6
Merkkivalot:
Punainen: Pääkatkaisija
kytkettynä
Keltainen: Magneetti kytkettynä
Vihreä: Laite käynnistetty
Kalvaimen pidin
Kalvaimen pitimen tukilaakeri
SUOMI
47
Katkaisijat:
Pääkatkaisija
Magneetti päällä/pois päältä
Laite päällä/pois päältä
Magneettijalka, jolla porausteline kiinnittyy
rautametalliin
Muutokset: Teksti, kuvat ja tekniset tiedot vastaavat käyttöohjeen
painatusajankohdan tilannetta. Oikeudet tuotteiden kehityksestä
johtuviin muutoksiin pidätetään.
MDE 1200
Page 49

Kelkan vapaan
liikkuma–alueen
asetus
Irrota aina pistotulppa seinäkoskettimesta ennen koneeseen tehtäviä toimempiteitä.
Kelkka on säädetty tehtaalla siten, että se
pysähtyy mihin tahansa kohtaan eikä liiku
koneen painosta alaspäin. Tarvittaessa
liikkumavaraa voi säätää seuraavasti:
Löysennä lukitusmuttereita kiintoavaimella
(SW8), säädä kelkan liikkumisvara
kuusioavaimella (SW 25) ja kiristä lopuksi
mutterit.
Varmuusketju
Käyttöönotto
Poraustelineen
käynnistäminen
Magneetin
kytkeminen
Koneen
käynnistäminen
Kiinnitä magneettiporausteline mukana toimitetulla varmuusketjulla
työskennellessäsi vinoilla tai pystysuorilla pinnoilla tai pään yläpuolella, niin laite ei
pääse putoamaan mahdollisten virrankatkosten aikana.
Varmuusketju tulee asettaa siten, että porausteline liikkuu käyttäjästä pois päin
mahdollisen sähkökatkon sattuessa.
Mahdollisimman suuren käyttöturvallisuuden takaamiseksi
magneettiporaustelineessä on pääkatkaisija. Mallissa MDE 1200 on lisäksi
lämpötilaohjattu ylikuormitussuoja.
Paina nappulaa.
Merkkivalo punainen palaa.
Paina nappulaa. Lyhyt äänimerkki ilmoittaa
kun magneettikenttä on valmis. Keltainen
merkkivalo palaa.
Paina vihreätä nappulaa.
Pysäytys
Koneen pysäytys
Magneetin
kytkeminen pois
päältä
SUOMI
Paina vihreää nappulaa..
Paina keltaista nappulaa. Kuuluu pitkä
äänimerkki. Magneettikenttä kytkeytyy
pois päältä n. 3 sekunnin sisällä.
48
MDE 1200
Page 50

Poraustelineen
pysäytys
Paina nappulaa.
Turvallisuussyistä pääkatkaisijan painike jää alas kun se kytketään päälle.
Mikäli kone on pitkähkön ajan käyttämättä magneettikentän ollessa kytkettynä
päälle, ilmoittaa laite tästä 5 minuutin välein kuuluvalla sarjalla lyhyitä
äänimerkkejä.
Koneen kuormituksesta ohjautuva suojajaärjestelmä – kuormituksen kasvaessa liian
suureksi lämpökatkaisin pysäyttää moottorin. Kone pyörii hitaasti eteenpäin
mootorin käämitystä jäähdyttäen. Kone voidaan käynnistää vasta, kun se on
riittävästi jäähtynyt; ko. tarkoitusta varten kone on pysäytettävä ja käynnistettävä
jälleen
Tyhjäkäyntinopeu
den säätö
Työkalukiinnitys
Kalvaimen
asennus
Nopeuden esivalinta säätöpyörällä
600
-1
400
A = matalin nopeus
. . .
min
200
ABCDEFG
42 32 22 14
G = korkein nopeus
. . .
Taulukossa on esitetty vakioarvot käytettäessä kalvainta.
Irrota aina pistotulppa seinäkoskettimesta ennen koneeseen tehtäviä toimempiteitä.
Kalvaimen pidin on oltava asennettuna.
42 32 22 14 10
1. Työnnä keskiötappi pitimeen.
2. Työnnä kalvain pitimeen. Litteät puolet
tulevat kiinnitysruuvien reikiä vasten.
3. Kiinnitä kalvain kahdella ruuvilla.
C
B
D
A
E
F
G
Poraus
SUOMI
Puhdista työkappaleen pinta. Poista mahdollinen ruoste, lika ja rasva. Poista
tarvittaessa myös hitsausjätteet ja muut epätasaisuudet. Ohutta rasvakerrosta ei
tarvitse poistaa.
Pistä pieni merkki porattavaan kohtaan työkappaleessa ja aseta porausteline siten,
että poranterän kärki on juuri merkin yläpuolella.
Kytke päälle pääkatkaisija ja magneetti varmistaen näin, että porausteline pysyy
varmasti paikallaan.
49
MDE 1200
Page 51

Poraus
kalvaimella
Toisin kuin poranterä, kalvain leikkaa
materiaaliin vain renkaan. Koska tällöin
poistettavan materiaalin määrä on
vähäisempi, tarvitaan vähemmän tehoa ja
poraaminen on selvästi nopeampaa kuin
käytettäessä poranterää. Poran
keskiötappi painautuu tiiviisti vasten
porattavaa materiaalia, porautumatta
kuitenkaan materiaalin sisään. Porauksen
lopussa keskiötappi työntää irronneen
materiaalikappaleen ulos poranterästä ja
poratusta reiästä.
Poraaminen
ohueen
teräkseen ja
ei–rautapitoisiin
metalleihin
Pyöreään tai
hyvin
epätasaiseen
materiaaliin
poraaminen
Huolto
Lisälaitteet
Paras pitovoima saavutetaan käytettäessä terästä jonka hiilipitoisuus on alhainen ja
materiaalin paksuus vähintään 12 mm.
Porattaessa teräkseen, jonka paksuus on alle 6 mm tai ei–rautapitoisiin metalleihin,
tulee työkappaleeseen kiinnittää teräslevy, jonka koko on vähintään 250 x 250 x 12
mm. Porausteline asetetaan tälle teräslevylle.
Aseta porausteline siten, että magneettijalan pidempi sivu on yhdensuuntainen
työkappaleen akselin kanssa.
Täytä magneettijalan alle jäävä tyhjä tila teräskiiloilla tai –tangoilla siten, että
mahdollisimman monta magneettista voimaviivaa kulkee magneettisydämestä
työkappaleen kautta magneettijalkaan.
Huomaa myös, että poran akselin tulee kohdistua tarkalleen työkappaleen keskelle,
sillä muuten pora saattaa liikkua sivusuunnassa.
Voitele silloin tällöin hammastangon hampaat muutamalla öljytipalla. Syöttövarren
laakereita ei pidä voidella. Voitele kelkan liukupintaa rasvalla (Molykote).
Käytä vain AEG: n lisälaitteita ja varaosia. Käytä ammattitaitoisten
AEG-huoltosopimusliikkeiden palveluja muiden kuin käyttöohjeessa kuvattujen osien
vaihdossa. (esite takuu/huoltoliikeluettelo).
Tarpeen vaatiessa voit pyytää lähettämään laitteen kokoonpanopiirustuksen
ilmoittamalla arvokilven kymmennumeroisen numeron seuraavasta osoitteesta:
OY Atlas Copco Tools AB, Masalantie 346, 02430 Masala.
Lisälaitteet tilausnumeroineen löydät luettelostamme.
SUOMI
50
MDE 1200
Page 52

Önsöz
Daima daha iyiyi istiyorsunuz ve AEG'nun size sunduðu kaliteyi arøyorsunuz.
Sizin için uzun ömürlü ve olduðunca güvenli bir elektrikli el aleti geliþtirdik.
Lütfen çaløþmaya baþlamadan önce, aletinizden optimal verimi alabilmek ve
tehlikesiz biçimde çaløþabilmek için kullanøm kølavuzunu okuyun.
AEG'nun elektrikli el aleti ile en doðru seçimi yaptøðønøzdan eminiz.
Teknik veriler
Güvenliðiniz
için talimatlar
Tahrik motoru giris gücü 1200 W. . . . . . . . . . . . .
Møknatøsøn çektigi güç 50 W. . . . . . . . . . . . . . . . . .
Boþtaki devir sayøsø 300-640 min
Yükteki maksimum devir sayøsø 170-330 min
Strok 120 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sehpa yüksekligi, minimum 410 mm. . . . . . . . . . .
Sehpa yüksekligi, maksimum
(Køzak en yüksek konumda) 530 mm. . . . . . . . . . .
Møknatøslø ayak büyüklügü 160x80 mm. . . . . . . . . .
Maksimum møknatøs kuvveti 10 kN. . . . . . . . . . . .
Göbekli delme uçlarøyla maksimum
delme çapø 42 mm. . . . . . . . . . . . . . . . . . . . . . . . . . .
Delinebilen maksimum malzeme kalønløgø 50 mm
Mil girisi 1/2"x20 Gg. . . . . . . . . . . . . . . . . . . . . .
Aðørløðø 10 kg. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . .
Ć1
Ć1
Belirtilen veriler 230-240 V'luk tipler için geçerlidir.
J Ekteki güvenlik broþüründe belirtilen güvenlik talimatlarøna uyun!
J Aletin koruyucu donanømønø mutlaka kullanøn.
J Aletle çaløþørken daima koruyucu gözlük kullanøn. Koruyucu iþ eldivenleri,
saðlam ve kaymaz ayakkabølar ve iþ önlüðü kullanmanøzø tavsiye ederiz.
J Alet çaløþør durumda iken talaþ ve kørpøntølarø temizlemeye çaløþmayøn.
J Aletin gövdesini delmeyin, aksi taktirde koruyucu izolasyon kesilir (yapøþøcø
etiket kullanøn).
J Aletin kendinde bir çaløþma yapmadan önce fiþi prizden çekin.
Aleti sadece kapalø iken prize takøn.
J Baðlantø kablosunu aletten uzak tutun. Kablo daima aletin arkasønda olmalødør
ve toplanmamalødør.
J Meyilli, dik alanlarda ve bas üzerinde çaløsørken delme sehpasønø aletle birlikte
teslim edilen zincirle emniyete aløn, aksi takdirde elektrik kesintilerinde asagøya
düsebilir.
J Maksimum tutma kuvvetine en azøndan 12 mm'lik malzeme kalønløgøndaki düsük
karbon içerikli çelikte ulasølør.
J Delme sehpasønø yagmur altønda børakmayøn ve øslak, nemli veya patlayøcø
maddelerin bulundugu yerlerde kullanmayøn.
Gürültü ölçüm
deðerleri
Titreþim ölçüm
deðerleri
Kullanøm
Þebeke
baðlantøsø
TÜRKÇE
Aletin A deðerlendirmeli gürültü seviyesi tipik olarak þu deðerdedir: 83 dB (A).
Çaløþma sørasønda gürültü seviyesi 85 dB (A)'yø aþabilir.
Koruyucu kulakløk kullanøn! Ölçüm deðerleri EN 50 114'e göre belirlenmektedir.
Deðerlendirilin tipik ivme < 2,5 m/s
Ölçüm deðerleri EN 50 114'e göre belirlenmektedir.
2
.
Delme sehpasø çelik ve diger demir içeren metallerdeki büyük çaplø deliklerin
açølmasønda kullanølabilir.
Møknatøslø delme sehpasø ark kaynagø islemi ile birlikte kullanølabilir.
Bu alet sadece belirtiði gibi ve usulüne uygun olarak kullanølabilir.
Aleti sadece tek fazlø alternatif akøma ve tip etiketi üzerinde belirtilen þebeke
gerilimine baðlayøn. DIN 57 740/VDE 0740 ve CEE 20 hükümlerine göre
koruyucu izolasyon bulunduðundan, koruma kontaðø olmayan prizlere baðlantø
da mümkündür. Parazit giderme Avrupa Normu EN 55014'e uygundur.
51
MDE 1200
Page 53

Køsa tanømlama
Alet søkma adaptörü
Devir sayøsø ön
seçim dügmesi
Yüksek kuvvet iletimi için disli
çubuk kølavuzu
Ayarlanabilir køzak kølavuzu
Tasøma tutamagø
Bastørma kolu
3
2
4
1
5
6
Kontrol øsøklarø:
Kørmøzø: Ana salter açøk
Sarø: Møknatøs aktif
Yesil: Alet açøk
Göbekli delme ucu kovanø
Delik uç kovanø yatagø
TÜRKÇE
52
Salter:
Ana salter
Møknatøs açma/kapama
Alet açma/kapama
Delme sehpasønøn demir içeren metallere
tespiti için møknatøslø ayak.
Deðiþiklikler: Metin, þekil ve veriler basøm tarihi itibariyle
geçerlidir. Ürünlerimizin geliþtirilmesi anlamøndaki deðiþiklik
haklarømøz saklødør.
MDE 1200
Page 54

Ayarlanabilir
køzak kølavuzu
Aletin kendinde bir çaløþma yapmadan önce fiþi prizden çekin.
Kølavuz køzak fabrikasyon olarak, her
konumda dik duracak ve aletin agørløgø ile
asagøya dogru hareket etmeyecek
biçimde ayarlanmøstør.
Eger køzagøn ayarønøn degistirilmesi
gerekiyorsa su sekilde hareket edin:
Emniyet somunlarønø SW8 çatal anahtarla
gevsetin, køzak boslugunu SW2,5 allen
anahtarø ile ayarlayøn ve emniyet
somunlarønø tekrar søkøn.
Emniyet zinciri
Çaløþtørma
Çaløstørølmasø
Møknatøsøn
çaløstørølmasø
Aletin
çaløstørølmasø
Kapama
Aletin
kapanmasø
Meyilli, dik alanlarda ve bas üzerinde çaløsørken delme sehpasønø aletle birlikte
teslim edilen zincirle emniyete aløn, aksi takdirde elektrik kesintilerinde asagøya
düsebilir.
Emniyet zinciri öyle takølmalødør ki, delme sehpasø elektrik kesintilerinde
kullanøcødan uzaklasacak biçimde hareket etsin.
Optimal çaløsma güvenligini saglamak üzere møknatøslø delme sehpasø bir ana
salterle donatølmøstør. MDE 1200'nin bu ek olarak bir de søcakløk kontrollü asørø
yükten korunma emniyeti vardør.
Basmalø saltere basøn.
Kørmøzø kontrol lambasø yanar.
Basmalø saltere basøn.
Køsa süreli bir uyarø sesi manyetik alanøn
olustugunu bildirir ve sarø kontrol
lambasø yanar.
Yesil basmalø saltere basøn.
Yesil basmalø saltere basøn..
Møknatøsøn
kapanmasø
TÜRKÇE
Basmalø saltere basøn.
Uzun bir uyarø sesi duyulur.
Yaklasøk 3 saniye sonra manyetik alan
kaybolur.
53
MDE 1200
Page 55

Kapama
Basmalø saltere basøn.
Güvenlik nedenleriyle alet çaløsør durumda iken ana salter içerde durur.
Møknatøslar açøk iken alet uzun süre kullanølmazsa, 5 dakikada bir duyulan køsa
uyarø sesleri bu durumu kullanøcøya bildirir.
Motor aþørø ölçüde zorlandøðønda termik koruma sistemi devreye girer. Motor
sargølarønøn soðumasø için alet yavaþ çaløþmaya devam eder. Yeterli soðuma
saðlandøktan sonra alet tekrar çaløþtørølabilir. Bu iþlem için aleti kapatøn ve açøn.
Bostaki devir
sayøsønøn
ayarlanmasø
Ucun takølmasø
Göbekli delme
ucunun
takølmasø
Ayar dügmesi ile devir sayøsø ön seçimi
600
-1
400
A = En düsük devir sayøsø
. . . .
G = En yüksek devir sayøsø . . .
min
200
ABCDEFG
42 32 22 14
42 32 22 14 10
Bu tablo göbekli delme uçlarøyla açølacak deliklere iliskin referans degerleri
vermektedir.
Aletin kendinde bir çaløþma yapmadan önce fiþi prizden çekin.
Delik matkap ucu kovanønøn monte edilmiþ olmasø gerekir.
1. Merkezleme ucunu giriþ kovanøna
yerleþtirin.
2. Göbekli delme ucunu giriþ kovanøna
yerleþtirin. Düz taraflar tespit vidalarønøn
deliklerini göstermelidir.
3. Göbekli delme ucunu iki vida ile søkøn.
C
B
D
A
E
F
G
Delme
TÜRKÇE
Delinecek malzemenin üst yüzeyini temizleyin. Gevsek pas, kir ve yaglarø
temizleyin. Eger varsa kaynak çøkøntølarønø ve pürüzleri giderin. Malzeme
üzerindeki ince bir boya tabakasø delme islemini engellemez.
Delinecek yeri zømba ile isaretleyin ve delme sehpasøndaki matkap ucunu bu
isaret üzerine getirin.
Ana salteri ve møknatøs salterini açøn ve delme sehpasønøn kusursuz olarak tespit
edilip edilmedigini kontrol edin.
54
MDE 1200
Page 56

Göbekli delme
uçlarøyla delik
açma
Göbekli delme uçlarø tam helezonik
uçlarøn tersine malzeme üzerinde sadece
bir halka biçiminde kesme yapar. Bu
islemde daha az malzeme kesildigi için
daha az güç gerekir ve çaløsma høzø tam
helezonik uçlara göre çok daha høzlø olur.
Merkezleme ucu yay kuvveti ile
malzemeye batørølør, ancak delme
sørasønda malzeme içine girmez. Delme
islemi sonunda merkezleme ucu kesilmis
malzemeyi matkap ucu ve matkap
deliginden døsarø iter.
Ínce çelik ve
demir døsø
metallerin
delinmesi
Yuvarlak ve
çok køvrølmøs
malzemede
delme
Bakøm
Aksesuar
Maksimum tutma kuvvetine en azøndan 12 mm'lik malzeme kalønløgøndaki düsük
karbon içerikli çelikte ulasølør.
6 mm'den daha ince çelikleri ve demir døsø metalleri delmek için en azøndan 250
x 250 x 12 boyutunda bir çelik bir levha malzeme üzerinde tespit edilmeli ve
sonra delme sehpasø bu levha üzerine getirilmelidir.
Delme sehpasø møknatøslø ayagønøn uzun tarafønø delinecek malzemenin eksenine
paralel olarak yerlestirin.
Møknatøs ayagø altøndaki bos alanø çelik kama veya çelik çubuklarla doldurun. Bu
sayede manyetik çekirdeklerden mümkün oldugu kadar çok manyetik kuvvet
çizgisinin malzeme üzerinden møknatøs ayagøna ulasmasønø saglarsønøz.
Bu islem sørasønda matkap ucunun ekseni tam olarak islenen malzemenin
ortasøna dogrultulmalødør, aksi takdirde matkap ucu rahatça yana kayabilir.
Disli çubugun dislerine zaman zaman birkaç damla yag damlatøn. Basma milinin
yatagø kendinden yaglamalø olup, kullanøcø taraføndan yaglanmamalødør.
Køzagøn kayøcø alanlarønø Molykote yagø ile yaglayøn.
Sadece AEG aksesuarønø ve yedek parçalarønø kullanøn. Deðiþtirilmesi
açøklanmamøþ olan parçalarø bir AEG müþteri servisinde deðiþtirin (Garanti
broþürüne ve müþteri servisi adreslerine dikkat edin).
Gerektiði takdirde aletin daðønøk görünüþ þemasø, alet tipinin ve tip etiketi
üzerindeki on hanelik sayønøn bildirilmesi koþuluyla müþteri servisinden veya
doðrudan Atlas Copco Electric Tools GmbH, Postfach 32 D–71361 Winnenden
adresinden istenebilir.
Sipariþ numaralarø ile birlikte aksesuarømøzø kataloglarømøzda bulabilirsiniz.
TÜRKÇE
55
MDE 1200
Page 57

ENGLISH
EC-DECLARATION OF CONFORMITY
We declare under our sole responsibility that this
product is in conformity with the following standards or
standardized documents.
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, in accordance with the regulations
98/37/EC, 73/23/EEC, 89/336/EEC
NEDERLANDS
EC-KONFORMITEITSVERKLARING
Wij verklaren dat dit produkt voldoet aan de volgende
normen of normatieve dokumenten: EN 50144,
EN 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3,
overeenkomstig de bepalingen van de richtlijnen
98/37/EG, 73/23/EEG, 89/336/EEG
DEUTSCH
CE-KONFORMITÄTSERKLÄRUNG
Wir erklären in alleiniger Verantwortung, daß dieses
Produkt mit den folgenden Normen oder normativen
Dokumenten übereinstimmt.
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, gemäß den Bestimmungen der
Richtlinien 98/37/EG, 73/23/EWG, 89/336/EWG
FRANÇAIS
DÉCLARATION ”CE” DE CONFORMITÉ
Nous déclarons sous notre responsabilité que ce produit
est en conformité avec les normes ou documents
normalisés suivants
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, conforme aux reglementations 98/37/CE,
73/23/CEE, 89/336/CEE
ITALIANO
DICHIARAZIONE DI CONFORMITÀ CE
Dichiariamo, assumendo la piena responsabilità di tale
dichiarazione, che il prodotto è conforme alla seguenti
normative e ai relativi documenti: EN 50144, EN
55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3, in
base alle prescrizioni delle direttive CE98/37, CEE73/23,
CEE 89/336
ESPAÑOL
DECLARACION DE CONFORMIDAD CE
Declaramos bajo nuestra sola responsabilidad que este
producto está en conformidad con las normas o
documentos normalizados siguientes.
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, de acuerdo con las regulaciones
98/37/CE, 73/23/CE, 89/336/CE
PORTUGUES
DECLARAÇÃO DE CONFORMIDADE CE
Declaramos, sob nossa exclusiva responsabilidade, que
este produto cumpre as seguintes normas ou
documentos normativos: EN 50144, EN 55014-1,
EN 55014-2, EN 61000-3-2, EN 61000-3-3, conforme as
disposições das directivas 98/37/CE, 73/23/CEE,
89/336/CEE
DANSK
CE-KONFORMITETSERKLÆRING
Vi erklærer under almindeligt ansvar, at dette produkt er
i overensstemmelse med følgende normer eller
norma–tive dokumenter.
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, i henhold til bestemmelserne i
direktiverne 98/37/EF, 73/23/EØF, 89/336/EØF
NORGE
CE-ERKLÆRING AV ANSVARSFORHOLD
Vi erklærer at det er under vårt ansvar at dette produkt
er i overenstemmelse med følgende standarder eller
standard-dokumenter.
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, i samsvar med reguleringer 98/37/EG,
73/23/EØF, 89/336/EØF
SVENSKA
CE-FÖRSÄKRAN
Vi intygar och ansvarar för, att denna produkt
överensstämmer med följande norm och dokument
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, enl. bestämmelser och riktlinjerna
98/37/EG, 73/23/EWG, 89/336/EWG
SUOMI
TODISTUS CE-STANDARDINMUKAISUUDESTA
Todistamme täten ja vastaamme yksin siitä, että tämä
tuote on allalueteltujen standardien ja
standardoimisasiakirjojen vaatimusten mukainen.
EN 50144, EN 55014-1, EN 55014-2, EN 61000-3-2,
EN 61000-3-3, seuraavien sääntöjen mukaisesti:
98/37/EY, 73/23/ETY, 89/336/ETY
GREEK
ДЗЛЩУЗ УХМВБФЙКПФЗФПУ
Дзлпэме хрехиэнщт ьфй фп рспъьн бхфь еЯнбй
xбфбуxехбумЭхп уэмцщнб ме фпхт еоЮт xбнпнйумпэт Ю
xбфбуxехбуфйxЭйт ухуфЬуейт: EN 50144, EN 55014-1,
EN 55014-2, EN 61000Ć3Ć2, EN 61000Ć3Ć3, xбфЬ фйт
дйбфЬоейт фщн xбнпнйумюн фзт КпйнЮт БгпсЬт 98/37/EK,
73/23/EOK, 89/336/EOK
03 Rainer Warnicki
Manager Product Marketing and Development
Copyright 2003
Atlas Copco Electric Tools GmbH
P.O. Box 320
D-71361 Winnenden Germany
www.atlascopco.de
Printed in Germany (02.03) 4000 2898 02
 Loading...
Loading...