



ИНВЕРТОРНЫЙ СВАРОЧНЫЙ ПОЛУАВТОМАТ
MIG-160i, MIG-200i
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ

УВАЖАЕМЫЙ ПОКУПАТЕЛЬ!
Благодарим Вас за приобретение сварочного аппарата Wester. Вся продукция Wester спроектирована и изготовлена с учетом самых высоких требований к качеству изделий.
Для эффективной и безопасной работы внимательно прочтите данную инструкцию и сохраните ее для дальнейших справок. При передаче аппарата третьим лицам прилагайте к нему данную инструкцию.
При работе со сварочным оборудованием всегда руководствуйтесь указаниями по безопасности, содержащимися в данной инструкции по эксплуатации.
Категорически запрещается вносить изменения в конструкцию сварочного аппарата.
В случае несоблюдения правил эксплуатации сварочного аппарата или внесения каких-либо изменений в его конструкцию, оборудование не подлежит гарантийному ремонту.
Обращайте особое внимание на те положения инструкции, которые отмечены знаком «ВНИМАНИЕ!». Несоблюдение данной инструкции по эксплуатации может привести к тяжелым последствиям: нанесению ущерба имуществу и здоровью людей.
НАЗНАЧЕНИЕ
Сварочный полуавтомат предназначен для сварки и наплавки металла плавящейся электродной проволокой в среде защитного газа (MIG/MAG) или флюсовой проволокой, которая позволяет выполнять сварочные работы без газа. Также аппарат позволяет осуществлять электродуговую сварку (MMA) штучным покрытым электродом.
2
www.hammer-pt.com

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель: |
MIG 160i |
MIG 200i |
||
|
|
|
||
Напряжение питания, (В) |
230 |
230 |
||
|
|
|
|
|
Частота, (Гц) |
50 |
|
50 |
|
|
|
|
|
|
Напряжение без нагрузки, (В) |
55 |
|
55 |
|
|
|
|
||
Потребляемая мощность при |
2000 / 5600 |
2500 / 7000 |
||
нагрузке 35%/макс., (кВт) |
|
|
|
|
|
|
|
||
Диапазон сварочного тока, (А) |
40-160 |
40200 |
||
|
|
|
||
Коэффициент прерывистости |
40% - 160A |
30% - 200A |
||
работы, (%-А) |
100% - |
101A |
100% - |
109A |
|
||||
|
|
|
||
Класс защиты, (IP) |
IP21S |
IP21S |
||
|
|
|
|
|
Степень изоляции |
F |
|
F |
|
|
|
|
|
|
Стальная |
0,8 – |
1,2 |
0,8 – |
1,2 |
|
|
|
|
|
Флюсовая |
0,8 – |
1,2 |
0,8 – |
1,2 |
|
|
|
|
|
Из нерж. стали |
0,8 – |
1,2 |
0,8 – |
1,2 |
|
|
|
||
Масса комплекта, (кг) |
10.7 |
10.8 |
||
|
|
|
||
Габариты, (см) |
450х240х360 |
450х240х360 |
||
|
|
|
|
|
Комплектация аппарата:
1.Сварочный аппарат (ролик подачи проволоки 0,8 – 1,0 мм установлен).
2.Съемная сварочная горелка MIG/MAG (наконечник 0,8 мм).
3.Сварочный кабель с держателем электрода
4.Сварочный кабель с зажимом массы
5.Контактный наконечник 1,0мм — 1 шт.
6.Контактный наконечник 1.2мм — 1 шт.
7.Ролик подачи проволоки 1,0 – 1,2 мм — 1 шт.
8.Щиток сварочный
9.Щетка-молоток
10.Проволока сварочная стальная 0.8мм/1кг
11.Инструкция по эксплуатации и гарантийный талон.
ВНИМАНИЕ! Комплектация изделия может изменяться по усмотрению производителя.
3
www.hammer-pt.com

ОПИСАНИЕ
Общий вид
Рис.1
1.Разъем горелки MIG-MAG
2.Разъем «+»
3.Разъем «-»
4.Кнопка быстрой протяжки проволоки
5.Регулятор сварочного тока и скорости подачи проволоки
6.Индикатор термозащиты
7.Регулятор напряжения сварки MIG-MAG
8.Переключатель режимов сварки MIG / MMA
4
www.hammer-pt.com
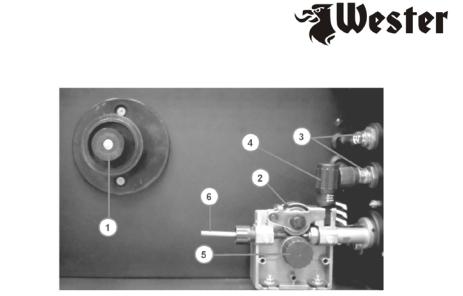
Отсек механизма подачи проволоки
Рис.2
1.Держатель для катушки
2.Скоба с прижимным роликом
3.Клеммы для смены полярности
4.Регулятор давления прижимного ролика
5.Фиксатор подающего ролика
6.Канал для проволоки
5
www.hammer-pt.com
ПОМЕТКИ И СИМВОЛЫ, ИСПОЛЬЗУЕМЫЕ НА АППАРАТЕ
Стандарт: EN60974-6:2003
U1 |
Напряжение |
питания |
и |
частота |
питающей |
сети |
|
(максимальный допуск +/-10%) |
|
|
|
|
|||
|
|
|
|
|
|||
|
|
|
|
|
|
||
U0 |
Напряжение |
холостого |
хода |
(без нагрузки) |
- выходное |
||
напряжение разомкнутой цепи источника питания |
|
||||||
|
|
||||||
|
|
|
|
|
|
||
I1max |
Максимальный входной ток |
|
|
|
|
||
|
|
|
|
|
|||
I1eff |
Эффективное значение входного тока |
|
|
|
|||
|
|
||||||
I2 |
Выходной ток, производимый аппаратом во время сварки |
||||||
U2 |
Выходное напряжение под нагрузкой |
|
|
|
|||
А/V – А/V |
Указывает |
диапазон |
регулировки |
тока |
сварки |
при |
|
соответствующем напряжении дуги |
|
|
|
||||
|
|
|
|
||||
|
|
||||||
|
Коэффициент прерывистости работы - отношение между |
||||||
|
длительностью нагрузки и |
полным |
временем |
цикла |
|||
Х |
(указывается в % к основному циклу, полное время одного |
||||||
цикла – 10 мин. Например, если норма будет 80 %, то время |
|||||||
|
под нагрузкой должно быть 8 минуты, а время, необходимое |
||||||
|
для охлаждения трансформатора, должно быть 2 минут) |
||||||
|
Символ, указывающий, что данным аппаратом можно |
||||||
|
выполнять сварочные работы в помещении с повышенной |
||||||
|
опасностью поражения электрическим током |
|
|
||||
IP |
Класс защиты. Например, IP21 |
|
|
|
|
||
|
|
|
|
|
|
|
|
F |
Степень изоляции |
|
|
|
|
|
|
|
Пожалуйста, прочитайте инструкцию перед началом работы |
||||||
|
|
||||||
|
Символ однофазного переменного тока источника питания |
||||||
|
|
||||||
|
Запрещается подвергать сварочный аппарат воздействию |
||||||
|
влаги |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
www.hammer-pt.com |
|||
|
|
|
|
||||
Дуговая сварка покрытым электродом
Диаметр электрода
ТЕХНИКА БЕЗОПАСНОСТИ
ВНИМАНИЕ! Пожалуйста, тщательно прочтите указания по технике безопасности перед использованием сварочного аппарата.
ВНИМАНИЕ! Техническое обслуживание аппарата и производство сварочных работ должно осуществляться квалифицированным персоналом, ознакомленным с настоящей инструкцией.
Запрещается использование аппарата для любых целей, кроме видов сварки, указанных в настоящей инструкции.
1. Личная безопасность.
Сварочные процессы любого вида могут быть опасны в случае несоблюдения правил безопасности не только для рабочего, но и для третьих лиц, находящихся в рабочей зоне.
Излучение дуги может вызвать повреждение глаз и ожог кожи. Сварочная дуга образует очень яркое ультрафиолетовое и инфракрасное излучение, которое может нанести вред глазам и повредить кожу в случае отсутствия необходимой защиты.
•Надевайте закрытую огнеупорную одежду, без карманов. Брюки должны быть без отворотов. Перчатки и обувь должны иметь изолирующую подошву и железный носок. Не надевайте промасленную одежду.
•Надевайте огнеупорную сварочную маску с соответствующими стеклами для защиты лица и шеи со всех сторон. Защитные стекла всегда должны быть чистыми. Заменяйте их по мере загрязнения или в случае повреждения и наличии трещин. Располагайте прозрачное стекло между затемненным стеклом и зоной сварки.
•Не смотрите на дугу без соответствующей защиты глаз.
•Электросварщик должен иметь группу по электробезопасности не ниже II.
•Все сварочные работы должны выполняться в соответствии с требованиями «Правил безопасности при работе с инструментом и приспособлениями».
Электросварщик обязан тщательно заправлять спецодежду и обувь для обеспечения надежной защиты от брызг расплавленного металла (брезентовые куртки и брюки надевают навыпуск, карманы куртки закрывают клапанами, ботинки плотно зашнуровывают).
Газ и дым, образующийся во время процесса сварки, может быть опасен и вреден для здоровья.
7
www.hammer-pt.com

•Сварочные работы сопровождаются загрязнением воздушной среды рабочей зоны сварочным аэрозолем, в состав которого входят окислы различных металлов и газов, оказывающих вредное воздействие на организм человека.
•При проведении сварочных работ необходимо обеспечить достаточную вентиляцию рабочего места. Вытяжная система может быть передвижной или встроенной в рабочий стол, и должна обеспечивать отвод газов с рабочей зоны и снизу, но не сверху рабочей зоны, чтобы избежать поднятия в воздух пыли и паров. При сварке должна обеспечиваться как местная вытяжная вентиляция, так и общая вентиляция рабочей зоны.
•При выполнении сварочных работ необходимо предварительно очистить свариваемые поверхности от ржавчины и краски для того, чтобы предотвратить образование вредных испарений. Поверхности, очищаемые растворителями необходимо просушить перед началом сварки.
•Удалите из зоны сварки все хлорсодержащие растворители перед началом сварки. Определенные виды хлорсодержащих растворителей разлагаются под воздействием ультрафиолетового излучения, образуя газ фосфаген.
•При необходимости присутствия в местах проведения сварочных работ других людей, помимо сварщика, необходимость использования индивидуальных средств защиты распространяется и на них. Кроме того, целесообразно использование специальных экранов.
•Запрещается проводить сварочные работы на контейнерах, емкостях или трубах, которые содержали жидкие или газообразные горючие вещества, а также на резервуарах под давлением.
2. Предотвращение возгораний.
•Запрещается использовать сварочный аппарат для размораживания трубопроводов и прочих металлических конструкций.
•Запрещается сварка труб или емкостей, содержащих горючие жидкости или газообразные вещества.
•Запрещается производство сварочных работ на поверхностях, покрытых краской, лаком или прочими горючими веществами.
•Уберите все возгораемые и горючие материалы из рабочей зоны. Если Вы не можете их убрать, то накройте их огнестойким покрытием.
•Обязательно наличие исправного огнетушителя в зоне производства сварочных работ.
•Следите за тем, чтобы от искр или окалины не возник огонь.
•После окончания произведения сварочных работ необходимо в течении 30 минут производить наблюдение за помещением с целью предупреждения возможного возгорания.
•Пыль, скопившаяся в корпусе аппарата за время работы, может стать причиной ухудшения работы изоляции. Поэтому сварочный аппарат должен регулярно проходить технический осмотр.
8
www.hammer-pt.com
 Loading...
Loading...