


Combi 250P

СВАРОЧНЫЙ
MIG/MAG/MMA/TIG ИНВЕРТОР
Сombi 200P
Combi 250P
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
УВАЖАЕМЫЙ ПОКУПАТЕЛЬ!
Благодарим Вас за приобретение сварочного инвертора Wester. Вся
продукция Wester спроектирована и изготовлена с учетом самых высоких
требований к качеству изделий.
Для эффективной и безопасной работы внимательно прочтите данную
инструкцию и сохраните ее для дальнейших справок. Сохраните эту
инструкцию для дальнейших справок. При передаче аппарата третьим
лицам прилагайте к нему данную инструкцию.
При работе со сварочным оборудованием всегда руководствуйтесь указаниями
по безопасности, содержащимися в данной инструкции по эксплуатации.
Категорически запрещается вносить изменения в конструкцию сварочного
аппарата.
В случае несоблюдения правил эксплуатации сварочного аппарата или внесения
каких-либо изменений в его конструкцию, оборудование не подлежит
гарантийному ремонту.
Обращайте особое внимание на те положения инструкции, которые отмечены
знаком «ВНИМАНИЕ!». Несоблюдение данной инструкции по эксплуатации
может привести к тяжелым последствиям: нанесению ущерба имуществу и
здоровью людей.
НАЗНАЧЕНИЕ ОБОРУДОВАНИЯ
Однофазный, переносной инверторный сварочный аппарат на основе технологии
MOSFET. Предназначен для проведения сварочных работ следующих типов:
MIG/MAG - полуавтоматическая сварка электродной проволокой в среде
защитного газа - инертного (аргона) или активного (углекислого газа) или без газа.
Применяется для сварки сталей (в том числе нержавеющих) и алюминиевых
сплавов.
MMA - ручная дуговая сварка штучными электродами с покрытием.
TIG - ручная сварка неплавящимися вольфрамовыми электродами в среде
защитного газа - аргона.
Данный сварочный аппарат использует электрическую дугу между электродом
или проволокой и свариваемым материалом в качестве источника тепла для
плавления проволоки и металла, под постоянной подачей защитного газа.
Преимуществами данного сварочного инверторного аппарата являются:
- Малые габариты и энергопотребление
- Высокая производительность и автоматизм рабочего процесса
- Великолепное зажигание дуги и перенос металла
- Высокая износостойкость и большой запас рабочих ресурсов
Данный аппарат является надежным устройством и обеспечивает высокое
качество сварочного шва.
Данный аппарат предназначен для использования в промышленных целях.
2
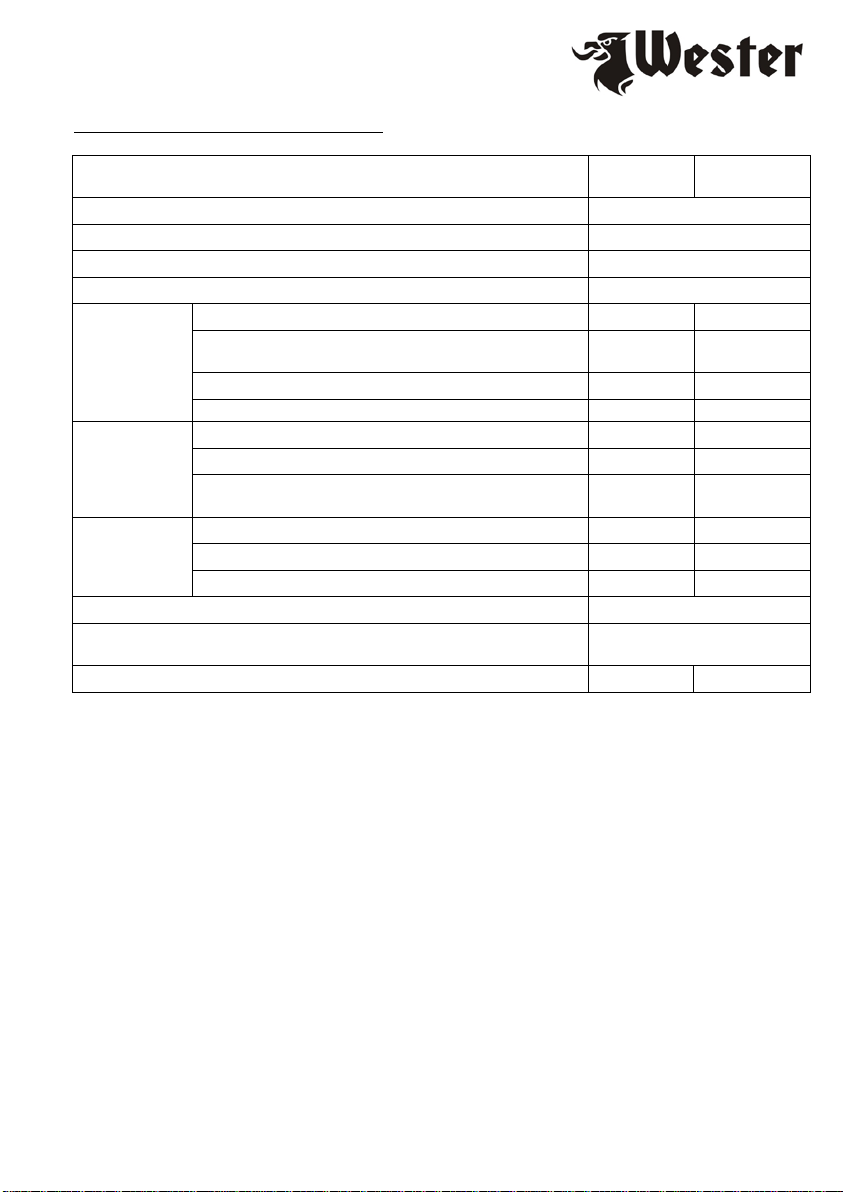
Combi
200P
Combi
250P
Входное напряжение, В
220 (180-250)
Частота, Гц
50
Производительность, %
80
Выходное напряжение без нагрузки, В
56
Номинальный входной ток, А
32,2
37,4
Диапазон регулировки выходного
напряжения, В
14-23
14-23
Диапазон регулировки тока сварки, А
30-200
30-220
Максимальная производительность цикла
60%-200А
60%-220А
Номинальное входной ток, А
24,1
26
Диапазон регулировки тока сварки, А
20-190
20-200
Максимальная производительность
цикла, %
60%-190А
60%-200А
Номинальный входной ток, А
38,1
39,5
Диапазон регулировки тока сварки, А
20-190
20-200
Максимальная производительность цикла
60%-190А
60%-200А
Класс защиты
IP21
Метод охлаждения
воздушный
принудительный
Масса аппарата, кг
17,5
18,0
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель
режим MIG
режим TIG
режим
MMA
3
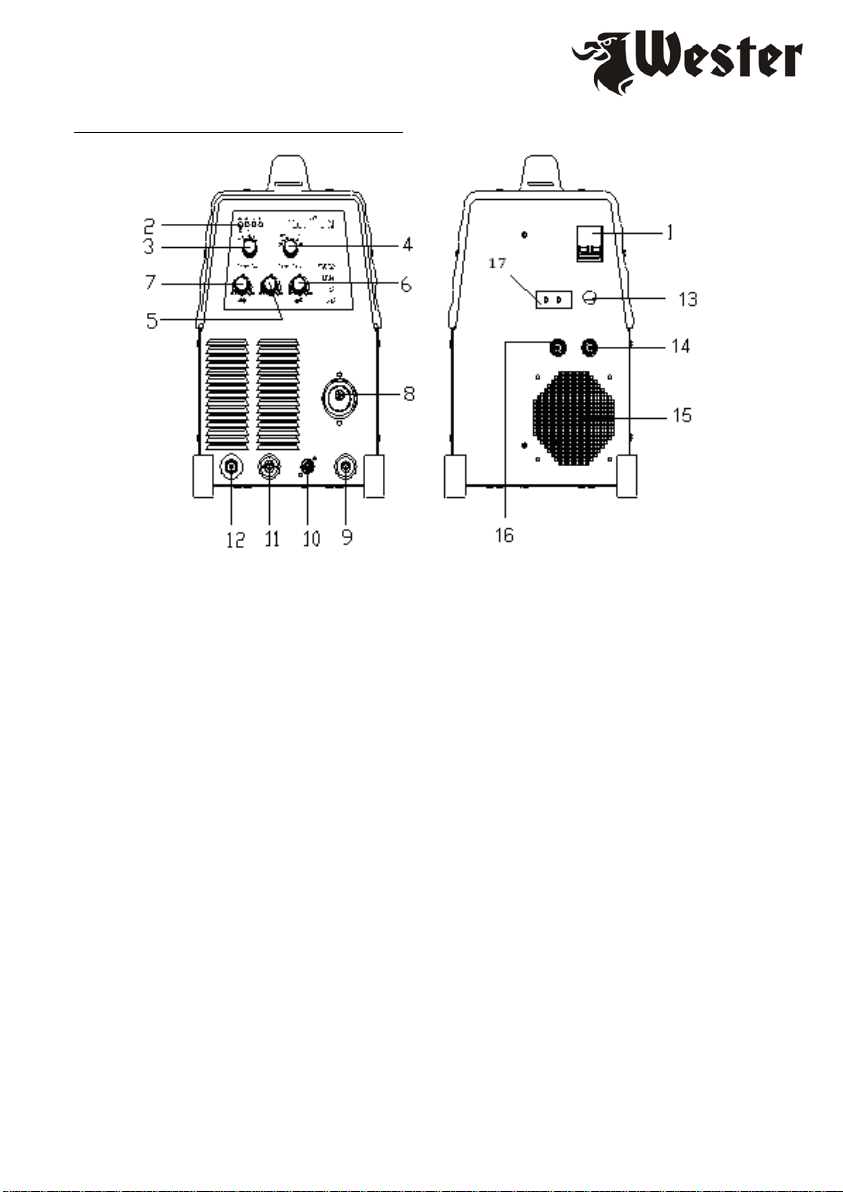
ОПИСАНИЕ ОБОРУДОВАНИЯ (Рис.1)
1. Выключатель ВКЛ.\ВЫКЛ.
2. Индикаторы режима
3. Переключатель режимов сварочного аппарата(MMA, TIG, MIG)
4. Переключатель механизма подачи проволоки (механизм сварочного
аппарата(wire feed) или приводная сварочная горелка (spool gun))
5. Регулятор напряжения при сварке. Используется только при MIG-сварке
6. Регулятор индуктивности для изменения характера переноса наплавляемого
материала в сварочную ванну. Используется только при MIG-сварке
7. Регулятор значения сварочного тока и скорости подачи проволоки (для MIG).
Используется в режимах сварки MIG, TIG, MMA.
8. Разъем для подключения сварочной горелки MIG
9. Разъем подключения электрододержателя
10. Разъем подключения пульта приводной сварочной горелки (подсоединяется
дополнительный контакт приводной сварочной горелки, благодаря которому
управление происходит непосредственно с механизма горелки)
11. Разъем для подключения кабеля массы
12. Разъем для подключения сварочной TIG-горелки
13. Шнур питания
14. Клапан подключения СО2
15. Решетка вентилятора
16. Клапан подключения Ar
17. Розетка АС36V, для подключения подогрева регулятора давления (редуктора).
При наличии такой функции у редуктора!
4
под нагрузкой должно быть 8 минуты, а время, необходимое
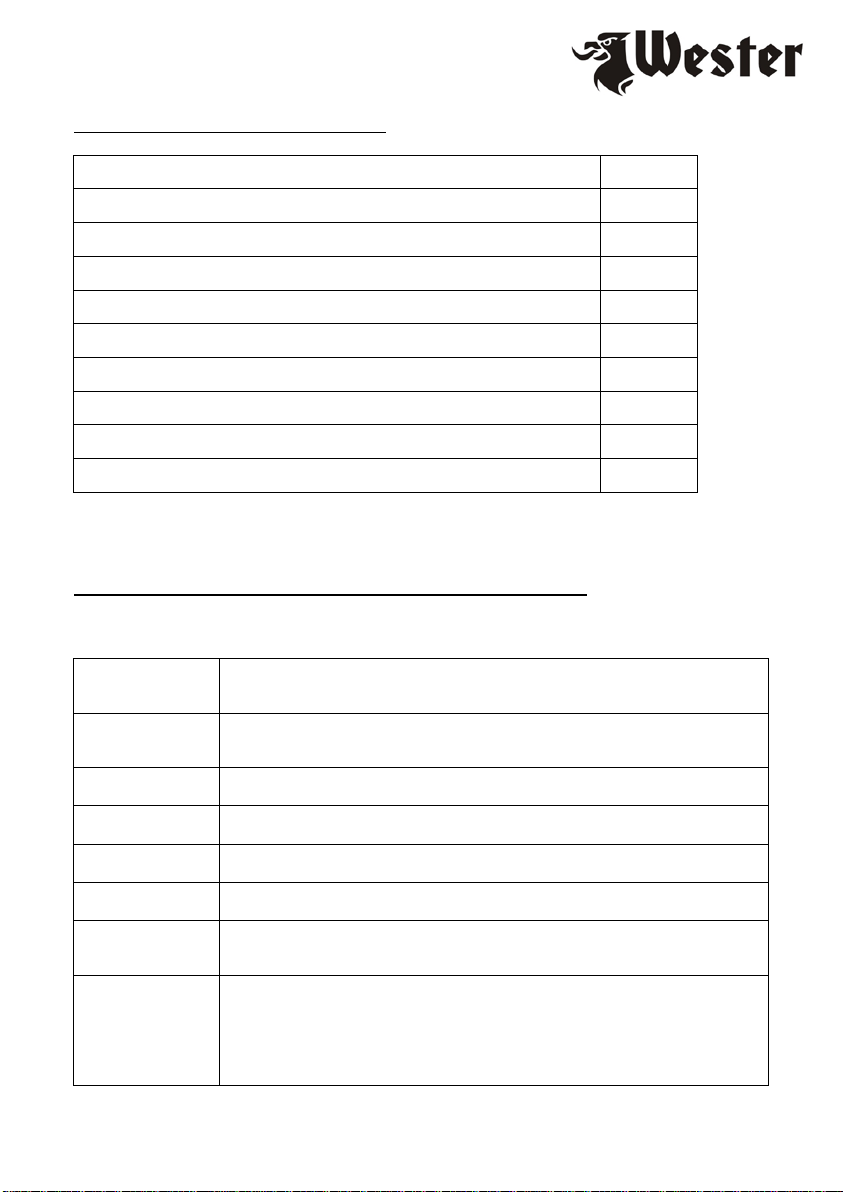
КОМПЛЕКТАЦИЯ ОБОРУДОВАНИЯ
Наименование Кол-во
Силовой кабель с горелкой MIG/MAG (евроразъем) 3м 1шт.
Силовой кабель с держателем электрода 3м 1шт.
Силовой кабель с горелкой TIG 4м 1шт.
Кабель с зажимом массы 3м 1шт.
Инструкция по эксплуатации 1шт.
Газовый шланг 1шт.
Дополнительный ролик 1шт.
Щетка-молоток 1шт.
Дополнительные контактные наконечники 3шт.
ВНИМАНИЕ! Комплектация изделия может изменяться по усмотрению
производителя и без предварительного уведомления конечного пользователя!
ПОМЕТКИ И СИМВОЛЫ, ИСПОЛЬЗУЕМЫЕ НА АППАРАТЕ
Стандарт: EN60974-1: 1998+А1+А2
U1
U0
Напряжение питания и частота питающей сети
(максимальный допуск +/-10%)
Напряжение холостого хода (без нагрузки) - выходное
напряжение разомкнутой цепи источника питания
I
1max
I
1eff
I2
U2
А/V – А/V
Х
Максимальный входной ток
Эффективное значение входного тока
Выходной ток, производимый аппаратом во время сварки
Выходное напряжение под нагрузкой
Указывает диапазон регулировки тока сварки при
соответствующем напряжении дуги
Коэффициент прерывистости работы - отношение между
длительностью нагрузки и полным временем цикла
(указывается в % к основному циклу, полное время одного
цикла – 10 мин. Например, если норма будет 80 %, то время
5
для охлаждения трансформатора, должно быть 2 минут)
Символ, указывающий, что данным аппаратом можно
выполнять сварочные работы в помещении с повышенной
опасностью поражения электрическим током
IP
Н
ТЕХНИКА БЕЗОПАСНОСТИ
ВНИМАНИЕ! Пожалуйста, тщательно прочтите указания по технике безопасности
перед использованием сварочного аппарата.
ВНИМАНИЕ! Техническое обслуживание аппарата и производство сварочных
работ должно осуществляться квалифицированным персоналом, ознакомленным
с настоящей инструкцией.
Запрещается использование аппарата для любых целей, кроме видов сварки,
указанных в настоящей инструкции.
1. Личная безопасность.
Сварочные процессы любого вида могут быть опасны в случае
несоблюдения правил безопасности не только для рабочего, но и для
третьих лиц, находящихся в рабочей зоне.
Излучение дуги может вызвать повреждение глаз и ожог кожи. Сварочная
дуга образует очень яркое ультрафиолетовое и инфракрасное излучение,
которое может нанести вред глазам и повредить кожу в случае отсутствия
необходимой защиты.
Класс защиты. Например, IP21
Степень изоляции
Пожалуйста, прочитайте инструкцию перед началом работы
Символ однофазного переменного тока источника питания
Запрещается подвергать сварочный аппарат воздействию
влаги
Дуговая сварка покрытым электродом
Диаметр электрода
6

• Надевайте закрытую огнеупорную одежду, без карманов. Брюки должны быть
без отворотов. Перчатки и обувь должны иметь изолирующую подошву и
железный носок. Не надевайте промасленную одежду.
• Надевайте огнеупорную сварочную маску с соответствующими линзами для
защиты лица и шеи со всех сторон. Защитные стекла всегда должны быть
чистыми. Заменяйте их по мере загрязнения или в случае повреждения и
наличии трещин. Располагайте прозрачное стекло между затемненным стеклом и
зоной сварки.
• Не смотрите на дугу без соответствующей защиты глаз. Надевайте очки с
боковой защитой для того, чтобы защитить лицо от искр.
• Электросварщик должен иметь группу по электробезопасности не ниже II.
• Все сварочные работы должны выполняться в соответствии с требованиями
«Правил безопасности при работе с инструментом и приспособлениями».
Электросварщик обязан тщательно заправлять спецодежду и обувь для
обеспечения надежной защиты от брызг расплавленного металла (брезентовые
куртки и брюки надевают навыпуск, карманы куртки закрывают клапанами,
ботинки плотно зашнуровывают).
Газ и дым, образующийся во время процесса сварки, может быть опасен и
вреден для здоровья.
• Сварочные работы сопровождаются загрязнением воздушной среды рабочей
зоны сварочным аэрозолем, в состав которого входят окислы различных
металлов и газов, оказывающих вредное воздействие на организм человека.
• При проведении сварочных работ необходимо обеспечить достаточную
вентиляцию рабочего места. Выхлопная система может быть передвижной или
встроенной в рабочий стол, и должна обеспечивать выхлопную вентиляцию с
рабочей зоны и снизу, но не сверху рабочей зоны, чтобы избежать поднятия в
воздух пыли и паров. При сварке должна обеспечиваться как местная выхлопная
вентиляция, так и общая вентиляция рабочей зоны.
• При выполнении сварочных работ необходимо предварительно очистить
свариваемые поверхности от ржавчины и краски для того, чтобы предотвратить
образование вредных испарений. Поверхности, очищаемые растворителями
необходимо просушить перед началом сварки.
• Удалите из зоны сварки все хлорсодержащие растворители перед началом
сварки. Определенные виды хлорсодержащих растворителей разлагаются под
воздействием ультрафиолетового излучения, образуя газ фосфоген.
• При необходимости присутствия в местах проведения сварочных работ
других людей, помимо сварщика, необходимость использования индивидуальных
средств защиты распространяется и на них. Кроме того, целесообразно
использование специальных экранов.
• Запрещается проводить сварочные работы на контейнерах, емкостях или
трубах, которые содержали жидкие или газообразные горючие вещества, а также
на резервуарах под давлением.
2. Предотвращение возгораний.
7
• Запрещается использовать сварочный аппарат для размораживания
трубопроводов и прочих металлических конструкций.
• Запрещается сварка труб или емкостей, содержащих горючие жидкости или
газообразные вещества.
• Запрещается производство сварочных работ на поверхностях, покрытых
краской, лаком или прочими горючими веществами.
• Уберите все возгораемые и горючие материалы из рабочей зоны. Если Вы не
можете их убрать, то накройте их огнестойким покрытием.
• Обязательно наличие исправного огнетушителя в зоне производства
сварочных работ.
• Следите за тем, чтобы от искр или окалины не возник огонь.
• После окончания произведения сварочных работ необходимо в течении 30
минут производить наблюдение за помещением с целью предупреждения
возможного возгорания.
• Пыль, скопившаяся в корпусе аппарата за время работы, может стать
причиной ухудшения работы изоляции. Поэтому сварочный аппарат должен
регулярно проходить технический осмотр.
3. Электрическая безопасность.
ВНИМАНИЕ! Электрический шок может привести к летальному исходу!
В рабочей зоне всегда должен находиться человек, который может оказать
первую помощь пострадавшему. Если Вы нашли человека без сознания, с
подозрением на электрический шок, не дотрагивайтесь до человека, если он
соприкасается со сварочным аппаратом, проводом или другими деталями. Сухим
деревянным предметом или другим диэлектриком, снимите кабель с
пострадавшего.
• Во время работы необходимо пользоваться сухими изолирующими
перчатками.
• Запрещается использование сварочного оборудования в случае, если
сварщик находится под воздействием алкоголя, лекарственных средств, или
других веществ, снижающих быстроту реакции.
• Запрещается наличие посторонних лиц и домашних животных в местах
производства сварочных работ.
• Питающее напряжение должно соответствовать номинальному значению,
указанному на табличке с техническими характеристиками (допустимое
отклонение составляет +/- 10%).
• При производстве сварочных работ аппарат должен находиться на ровной
поверхности в устойчивом положении во избежание его падения.
• Перед началом работ необходимо убедиться в целостности изоляции всех
кабелей сварочного аппарата.
• Избегайте непосредственного контакта с токоведущими частями сварочного
аппарата.
• Отсоедините вилку питания сварочного аппарата от электрической сети перед
проведением любых работ по соединению кабелей, чистке, проверке и ремонту.
8

• Запрещается использование кабелей меньшего сечения в отличие от
заводского сечения или кабелей с поврежденной изоляцией.
• Запрещается подключать сварочный аппарат к электросети, не
оборудованной заземлением.
• После завершения сварочных работ необходимо в течении 5 минут дать
возможность проработать сварочному аппарату на холостом ходу, затем
отключить питание.
• Запрещается производить сварочные работы на аппарате со снятым
защитным кожухом.
• Запрещается проводить сварочные работы в условиях атмосферных осадков
и во влажных помещениях.
• Запрещается использование сварочного аппарата с демонтированным или
поврежденным корпусом.
• Не разрешается производить электросварочные работы во время грозы, под
дождем или снегом.
ВНИМАНИЕ! Не дотрагивайтесь до частей аппарата, находящихся под
напряжением.
4. Шум.
• Надевайте защитные наушники и/или беруши.
• Измеряйте уровень шума, чтобы убедиться, что децибелы не превышают
безопасный уровень.
5. Электромагнитная совместимость.
Перед установкой и подключением сварочного аппарата необходимо:
• Убедитесь, что около аппарата отсутствуют посторонние кабели источников
питания, линии передачи сигналов, телефонные провода и другое оборудование;
• Убедитесь, что вблизи сварочного аппарата отсутствуют радиоприемники,
телевизоры, компьютеры и другие сложные электронные приборы.
• Запрещается нахождение в местах производства сварочных работ и в
непосредственной близости от них людей, использующих для поддержания
жизнедеятельности электрическую и электронную медицинскую аппаратуру.
• Не рекомендуется проводить сварочные работы лицам, имеющим
кардиостимулятор без рекомендаций врача.
В некоторых случаях, требуются дополнительные меры. При наличии помех, они
могут быть сокращены следующими способами:
• Если помехи распространяются по сети питания, то необходимо установить
фильтр-стабилизатор напряжения между электрической сетью и аппаратом.
• Выходные кабели аппарата должны быть укорочены; провода должны лежать
вместе, на земле.
• После технического обслуживания обязательно закройте защитные кожуха
аппарата.
9
6. Защитные газы.
• Баллоны с защитным газом находятся под давлением. При повреждении
баллон может взорваться, поэтому с баллоном следует обращаться очень
аккуратно.
• Необходимо правильно подбирать газ для определенного вида сварки.
• Не используйте газ из баллонов, на которых нет надписи.
• Не подсоединяйте баллон непосредственно к сварочному аппарату,
используйте регулятор давления.
• Убедитесь, что регулятор давления и манометры функционируют должным
образом.
• Не смазывайте регулятор давления маслом или смазкой.
• Каждый регулятор предназначен строго для определенного газа, поэтому
убедитесь, что Вы используете нужный регулятор.
• Убедитесь, что баллон надежно прикреплен к сварочному аппарату с
помощью цепи.
• Не подвергайте баллоны воздействию излишнего тепла, искр и огня.
• Всегда проверяйте газовый шланг на наличие повреждений. Не используйте
шланги с повреждениями.
• Газовый шланг держите вдалеке от рабочей зоны.
РЕКОМЕНДАЦИИ ПО УСТАНОВКЕ
1. Требования к рабочему месту.
• Сварочный аппарат должен находиться в сухом помещении с хорошей
вентиляцией, вне воздействия прямых солнечных лучей и атмосферных осадков.
• Температура воздуха при проведении сварочных работ должна находиться в
пределах -10
• Относительная влажность: при 40 С: ≤50%, при 20 С: ≤90%.
• Высота над уровнем моря не должна превышать 1000 метров.
• Сварочный аппарат устанавливается так, чтобы посторонние предметы не
перекрывали приток воздуха к месту работы для достаточной вентиляции. Также
необходимо следить, чтобы на аппарат не попадали капли металла, пыль, грязь;
чтобы аппарат не подвергался воздействию паров кислот и подобных
агрессивных сред.
• В помещении должна отсутствовать сильная вибрация и толчки.
• Сварочный аппарат необходимо устанавливать на расстоянии не менее
300мм от стен и других преград, мешающих естественной вентиляции.
2. Подключение к электрической сети.
Перед выполнением электрического подключения аппарата, убедитесь, что
характеристики сети соответствуют номинальным характеристикам аппарата.
Напряжение сети должно быть в пределах ±15% номинального сетевого
напряжение. Слишком низкое напряжение может снизить сварочные
характеристики, а слишком высокое может привести к перегреву и повреждению
отдельных компонентов. Источник питания сварочного аппарата должен быть:
- правильно установлен, при необходимости квалифицированным персоналом.
0
С + 40
0
С; при хранении -25
0
С +55
0
С.
10
 Loading...
Loading...