

Page 1

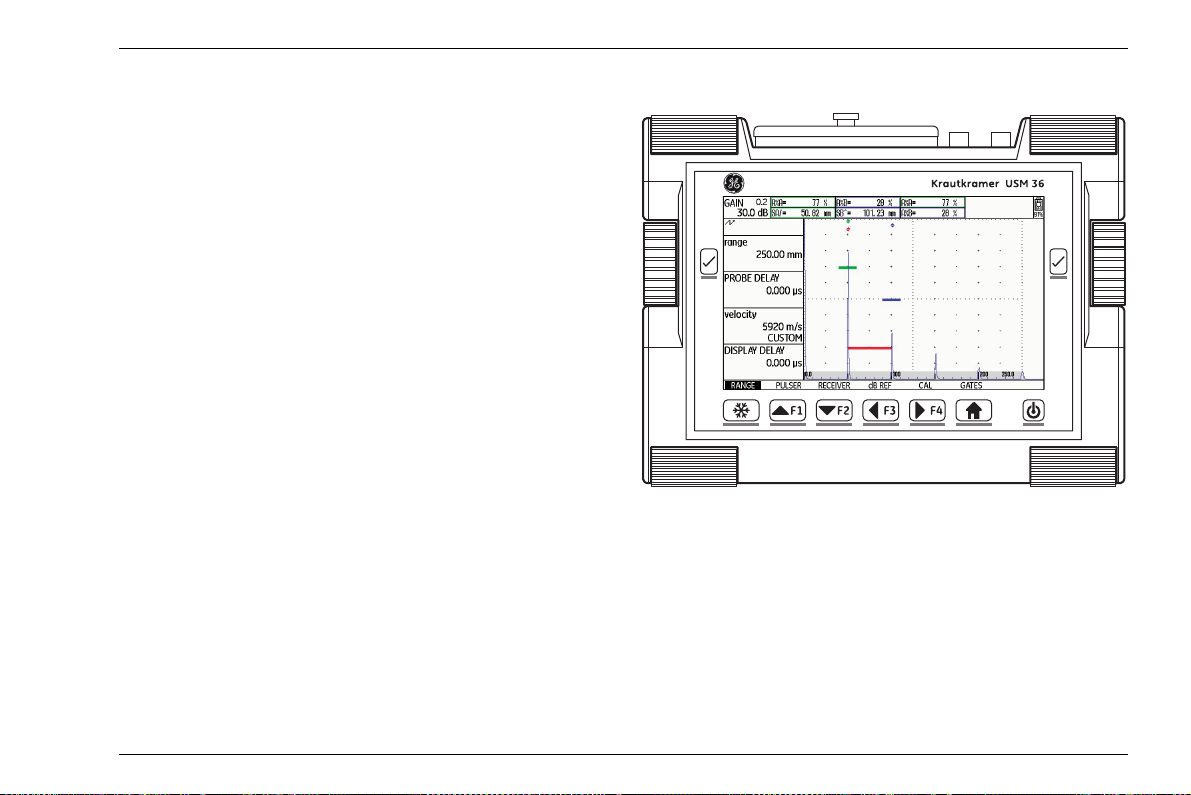
USM 36
Technical Reference and Operating Manual
Page 2

This issue 2 (12/2013) applies to the following software version:
4.00 (August 2013)
You will find the software version and the serial number of your instrument on the second operating level
(CONFIG1 - ABOUT)
© GE Sensing & Inspection Technologies GmbH | Technical content subject to change without notice.
Page 3
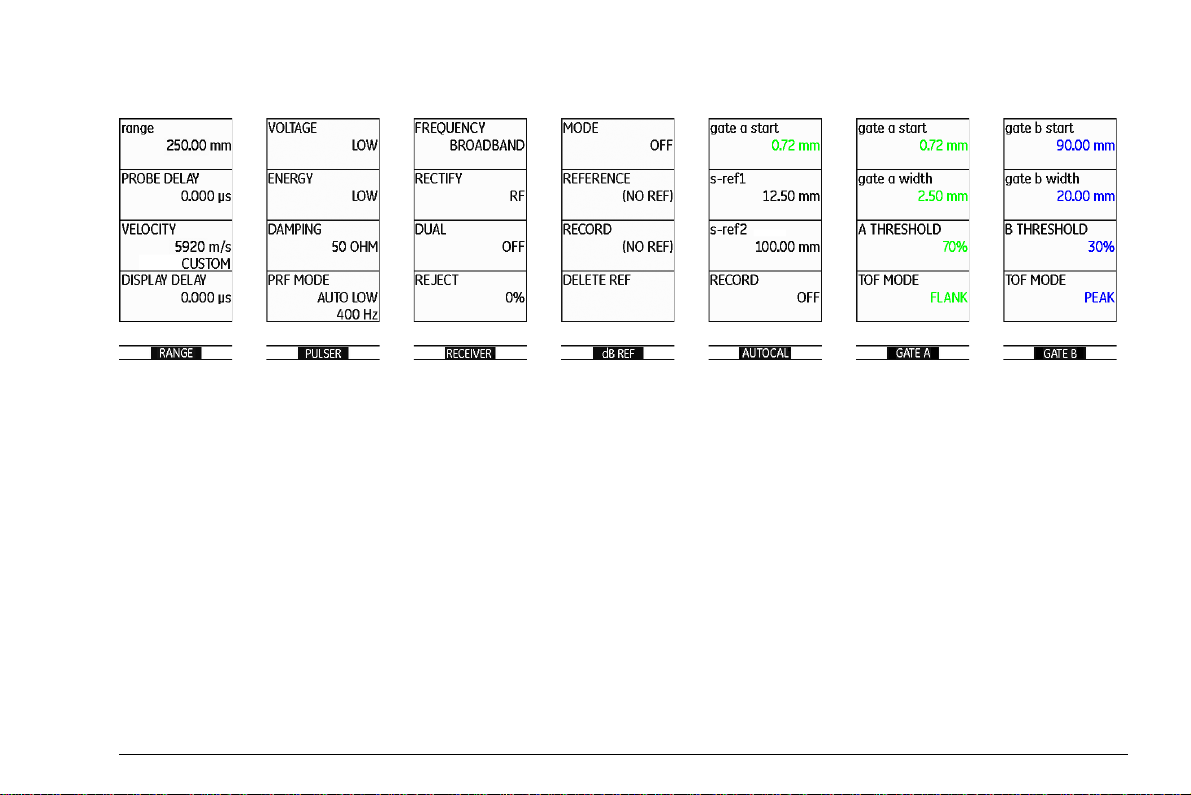
First operating level (Base)
To change between the first and the second operating level press Home key for 2 seconds.
USM 36 Issue 2 (12/2013) 0-3
Page 4
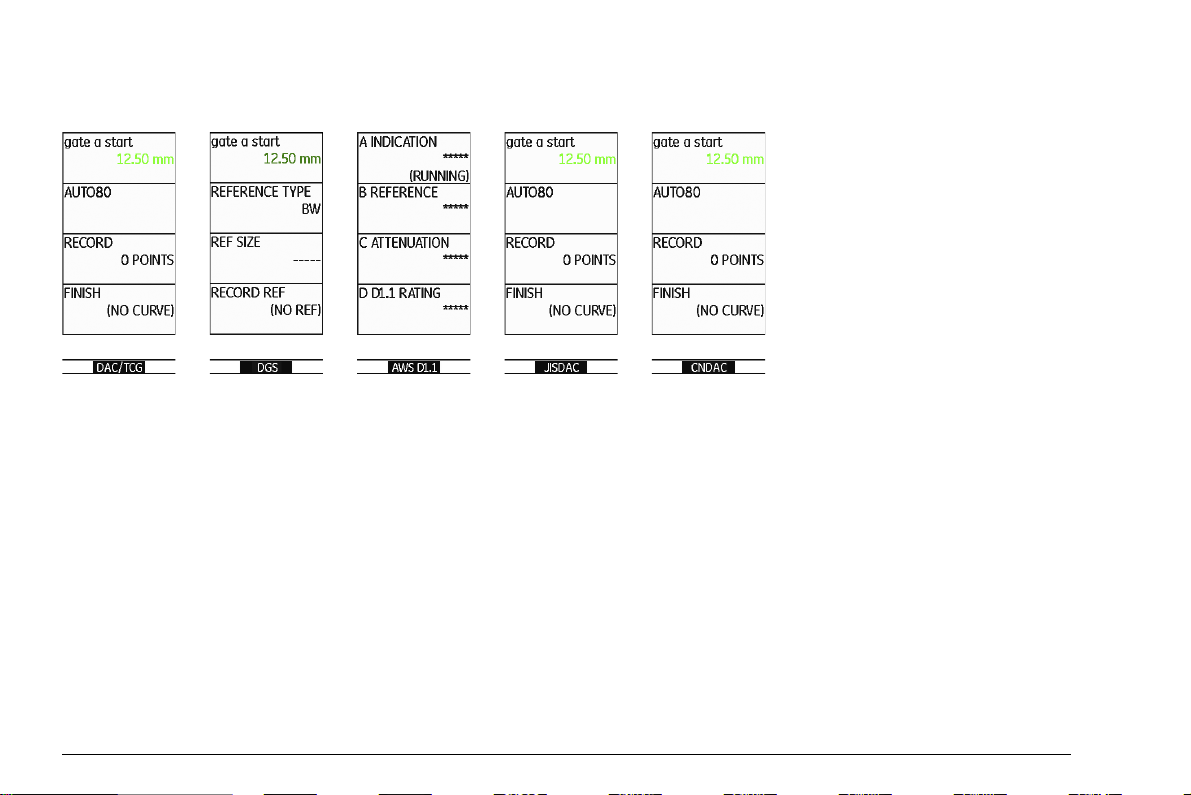
First operating level (Options)
To change between the first and the second operating level press Home key for 2 seconds.
0-4 Issue 2 (12/2013) USM 36
Page 5
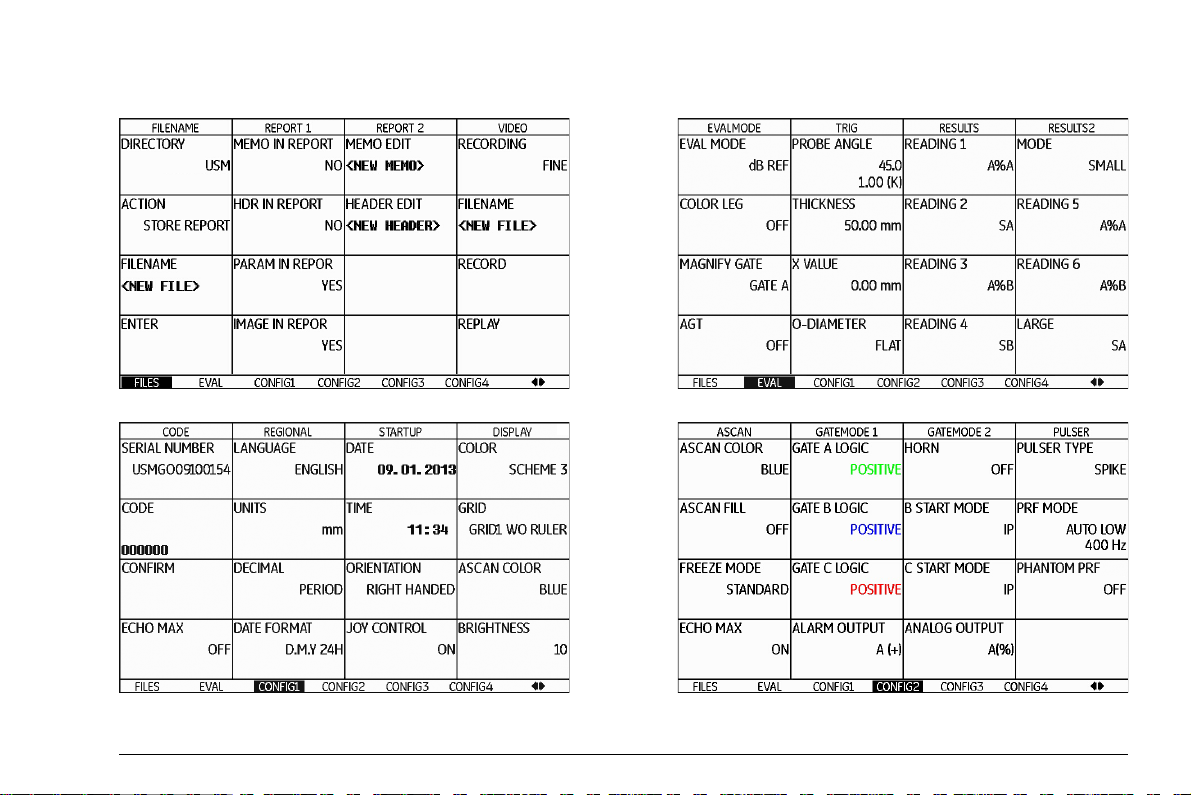
Second operating level
USM 36 Issue 2 (12/2013) 0-5
Page 6
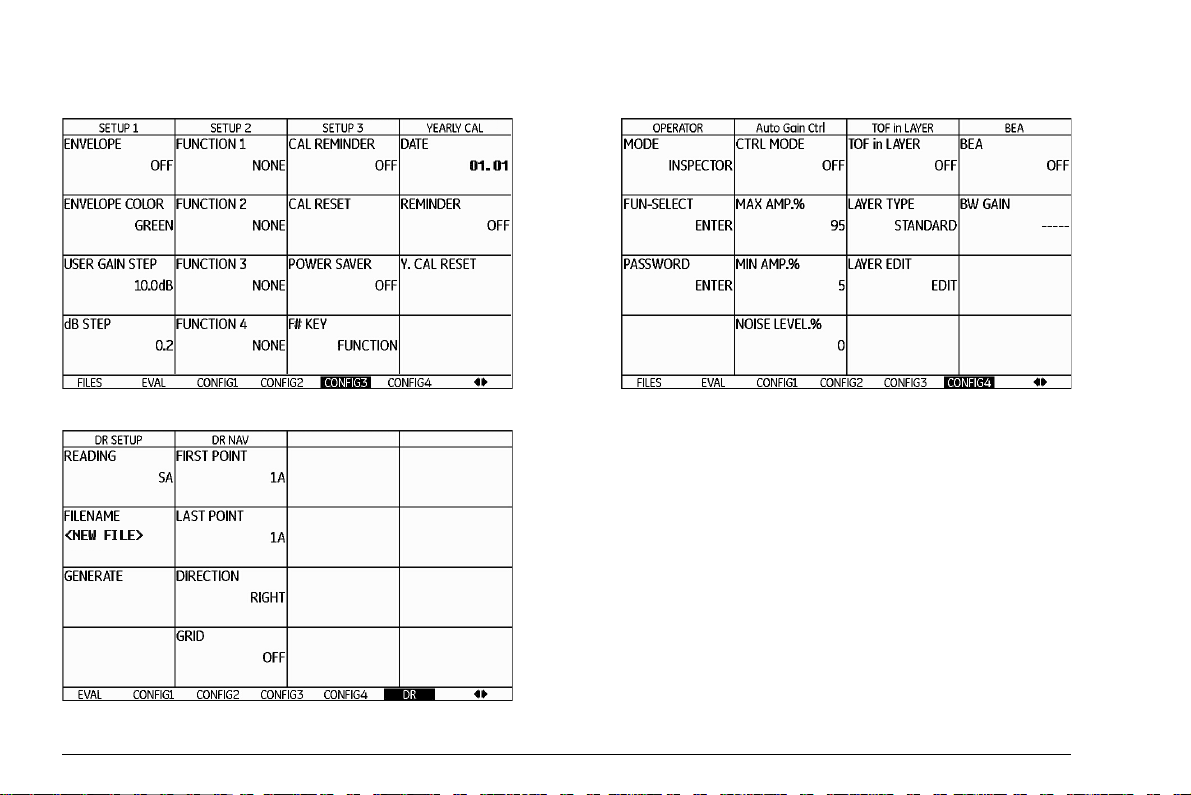
Second operating level (continued)
0-6 Issue 2 (12/2013) USM 36
Page 7
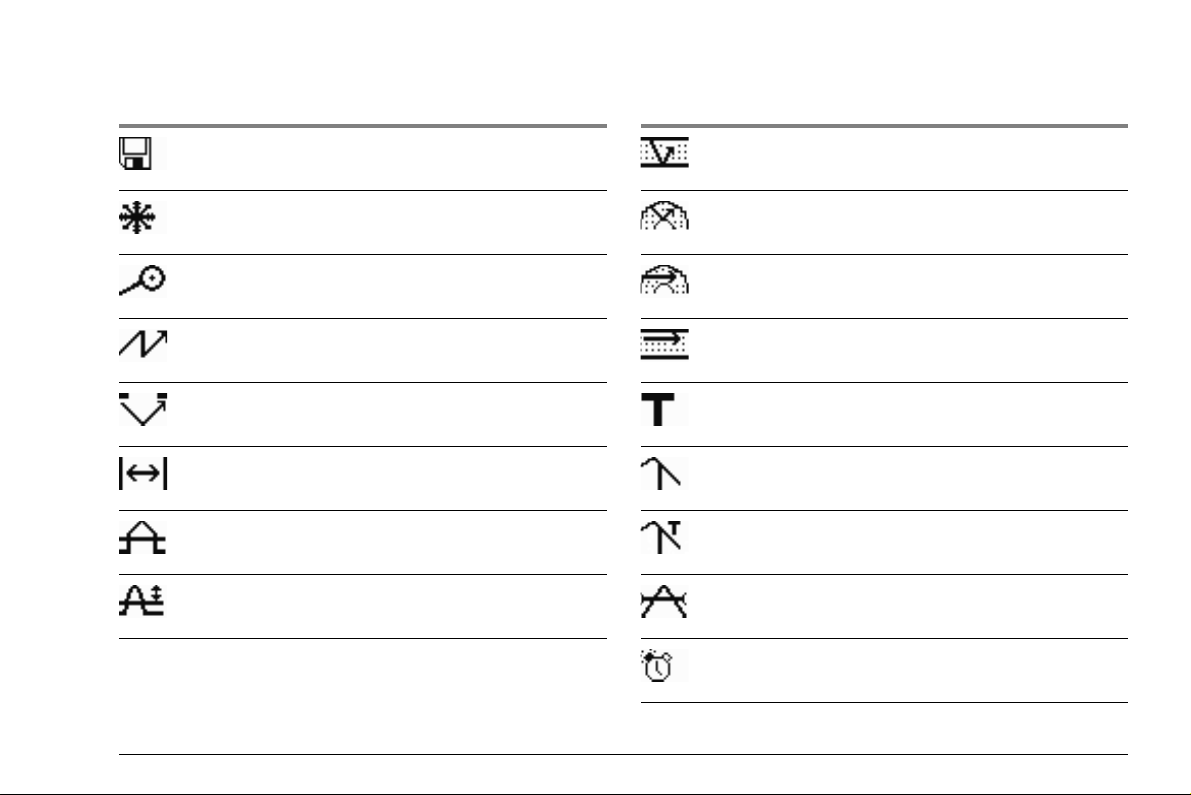
Status display icons
Icon Meaning Icon Meaning
SD memory card is inserted,
flashes when the SD card is accessed
Angle-beam probe 30° … 90°, flat surface,
Reflection from the backwall
Freeze active (Freeze),
Display is „frozen“.
Angle-beam probe 30°, curved surface,
Reflection from the inner surface of tube
Magnify gate is active Angle-beam probe 80°, curved surface,
Reflection from the outer surface of tube
Pulser-receiver separation is turned off Angle-beam probe 90°, surface wave
Pulser-receiver separation is turned on DAC mode = TCG is active
Pulser-receiver separation is turned on and set
DGS reference echo has been recorded
to through-transmission mode
Reject function is active DGS reference echo has been recorded,
transfer loss > 0
AGT is active dB REF is active
Calibration reminder
USM 36 Issue 2 (12/2013) 0-7
Page 8
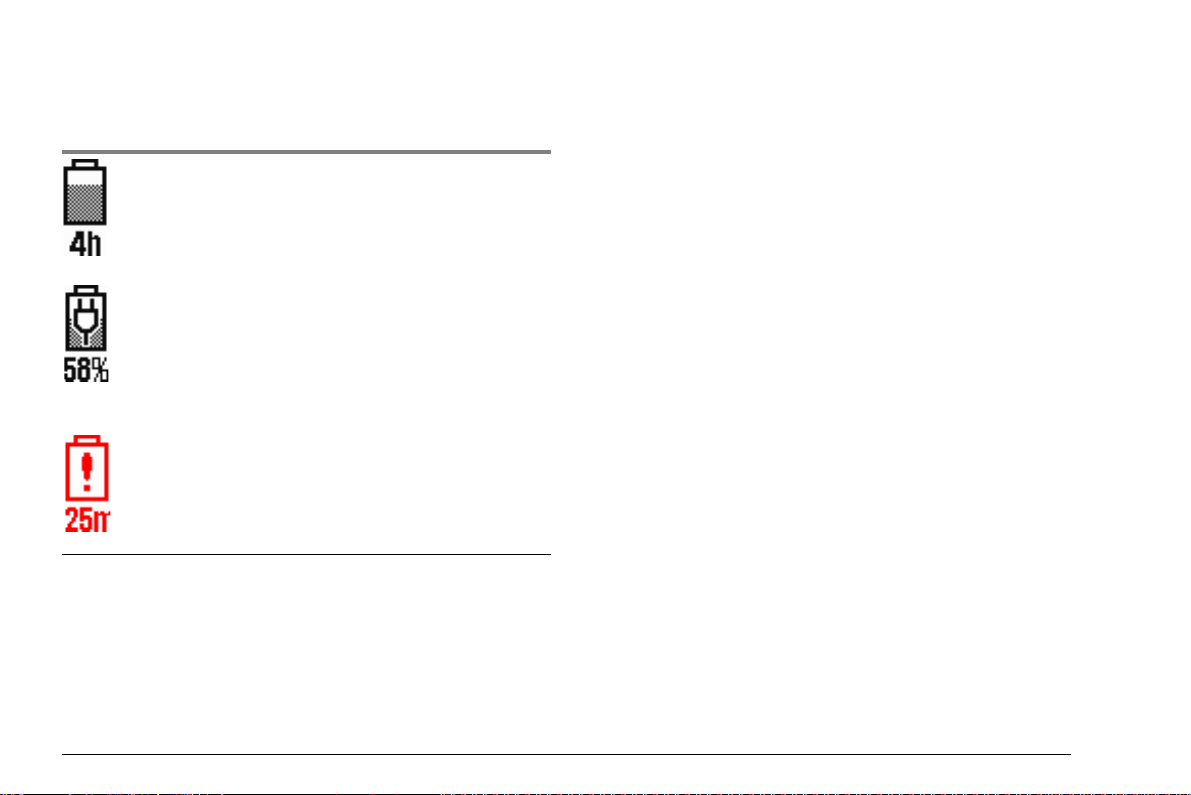
Power level indicators
Icon Meaning
Battery charge level,
remaining operating time
in hours (approximate value)
Charger/power adaptor is connected,
percentage of battery charge level
(approximate value)
Warning: Low battery charge level,
remaining operating time
in minutes (approximate value)
0-8 Issue 2 (12/2013) USM 36
Page 9
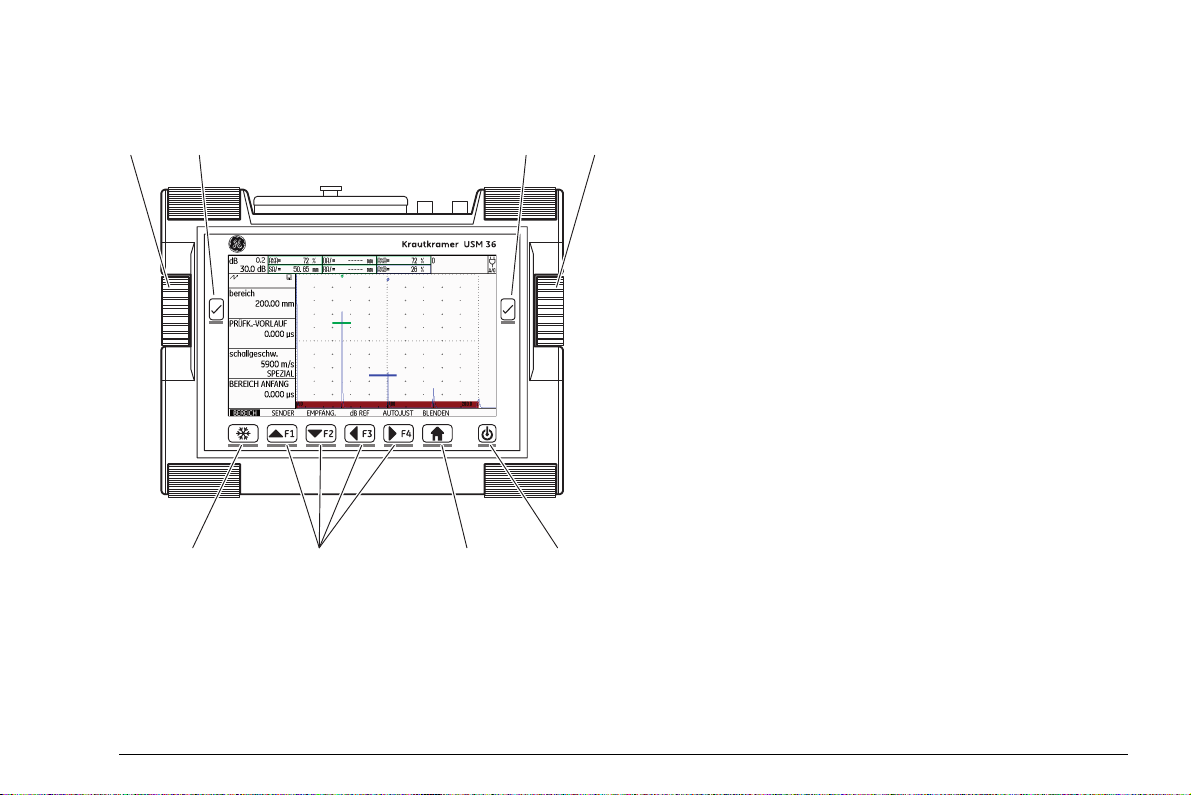
Keypad functions
1
2 2 3
1 Left rotary knob for direct gain adjustments
2 Selection keys, for selecting and confirming,
for Zoom (long key press)
3 Right rotary knob, for selection of function group or
function, changing settings
4 A-Scan freeze direct access key
5 Programmable function keys F1 … F4,
alternatively navigation keys,
(second operation level, function group CONFIG3)
6Home key for exit from function group or function,
or alternate between the two operation levels
(long key press)
7 On/Off key to switch the instrument on or off
4
5 6 7
USM 36 Issue 2 (12/2013) 0-9
Page 10
0-10 Issue 2 (12/2013) USM 36
Page 11
Contents
0 Overview
First operating level (Base). . . . . . . . . . . . 0-3
First operating level (Options). . . . . . . . . . 0-4
Second operating level . . . . . . . . . . . . . . . 0-5
Second operating level (continued) . . . . . 0-6
Status display icons . . . . . . . . . . . . . . . . . 0-7
Power level indicators. . . . . . . . . . . . . . . . 0-8
Keypad functions . . . . . . . . . . . . . . . . . . . 0-9
1 Introduction
1.1 Safety information . . . . . . . . . . . . . . . . . 1-2
Battery operation . . . . . . . . . . . . . . . . . . . 1-2
Software . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
Defects/errors and exceptional stresses. . 1-3
FCC compliance . . . . . . . . . . . . . . . . . . . . 1-3
1.2 Important information on ultrasonic
testing . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-4
Prerequisites for testing with
ultrasonic test equipment . . . . . . . . . . . . . 1-4
Operator training. . . . . . . . . . . . . . . . . . . . 1-4
Technical test requirements . . . . . . . . . . . 1-5
Limits of testing . . . . . . . . . . . . . . . . . . . . . 1-5
Ultrasonic wall thickness measurement . . 1-5
Effect of the test object material . . . . . . . . 1-6
Effect of temperature variations . . . . . . . . 1-6
Measurement of remaining wall thickness 1-6
Ultrasonic evaluation of flaws . . . . . . . . . . 1-7
Flaw boundary method . . . . . . . . . . . . . . . 1-7
Echo display comparison method . . . . . . . 1-7
1.3 The USM 36 . . . . . . . . . . . . . . . . . . . . . . . 1-9
Options . . . . . . . . . . . . . . . . . . . . . . . . . . 1-11
Special features of the USM 36 . . . . . . . 1-12
1.4 How to use this manual . . . . . . . . . . . . 1-13
1.5 Layout and presentation in
this manual . . . . . . . . . . . . . . . . . . . . . . 1-13
Attention and note symbols. . . . . . . . . . . 1-13
Listings . . . . . . . . . . . . . . . . . . . . . . . . . . 1-14
Operating steps. . . . . . . . . . . . . . . . . . . . 1-14
USM 36 Issue 2 (12/2013) 0-11
Page 12
Contents
2 Standard package and accessories
2.1 Standard package . . . . . . . . . . . . . . . . . . 2-2
2.2 Add-on functions . . . . . . . . . . . . . . . . . . 2-4
2.3 Recommended accessories. . . . . . . . . . 2-5
3 Initial start-up
3.1 Instrument positioning . . . . . . . . . . . . . . 3-2
3.2 Power supply. . . . . . . . . . . . . . . . . . . . . . 3-2
Operation with charger/power adaptor . . . 3-2
Operation using a battery . . . . . . . . . . . . . 3-4
Charging the batteries. . . . . . . . . . . . . . . . 3-8
3.3 Connecting a probe . . . . . . . . . . . . . . . . 3-9
3.4 Inserting the SD memory card. . . . . . . 3-10
3.5 Starting the USM 36 . . . . . . . . . . . . . . . 3-11
Powering On . . . . . . . . . . . . . . . . . . . . . . 3-11
Powering Off . . . . . . . . . . . . . . . . . . . . . . 3-11
Factory default setting (Reset) . . . . . . . . 3-12
4 Principles of operation
4.1 Overview of operator's controls . . . . . . 4-2
4.2 Display screen. . . . . . . . . . . . . . . . . . . . . 4-3
A-scan representation . . . . . . . . . . . . . . . . 4-3
Functions on the display screen . . . . . . . . 4-4
Gain. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-5
Measurement line . . . . . . . . . . . . . . . . . . . 4-5
Status display icons . . . . . . . . . . . . . . . . . 4-6
Alarms . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-6
4.3 Keys and rotary knobs . . . . . . . . . . . . . . 4-7
Power key . . . . . . . . . . . . . . . . . . . . . . . . . 4-7
Navigation . . . . . . . . . . . . . . . . . . . . . . . . . 4-7
Rotary knobs and arrow keys . . . . . . . . . . 4-7
Function keys . . . . . . . . . . . . . . . . . . . . . . 4-8
4.4 Operational concept . . . . . . . . . . . . . . . . 4-9
Operating levels . . . . . . . . . . . . . . . . . . . . 4-9
Selecting and setting functions . . . . . . . . . 4-9
Function HOME. . . . . . . . . . . . . . . . . . . . 4-11
Choosing the start value . . . . . . . . . . . . . 4-11
0-12 Issue 2 (12/2013) USM 36
Page 13
Contents
Functions of the second operating level . 4-12
4.5 Important default settings . . . . . . . . . . 4-13
Language setting . . . . . . . . . . . . . . . . . . 4-13
Units setting . . . . . . . . . . . . . . . . . . . . . . 4-14
Decimal separator. . . . . . . . . . . . . . . . . . 4-14
Date format, Date, and Time . . . . . . . . . 4-15
4.6 Default settings of the display. . . . . . . 4-16
Selecting the color scheme. . . . . . . . . . . 4-16
Selecting the A-scan color . . . . . . . . . . . 4-17
Selecting the grid . . . . . . . . . . . . . . . . . . 4-17
Setting the brightness . . . . . . . . . . . . . . . 4-18
4.7 Saving the settings. . . . . . . . . . . . . . . . 4-19
Recalling settings . . . . . . . . . . . . . . . . . . 4-21
Displaying dataset name . . . . . . . . . . . . 4-22
5 Operation
5.1 Overview of the functions . . . . . . . . . . . 5-2
Function groups first operating level . . . . . 5-3
Function groups second operating level . . 5-4
5.2 Setting the gain. . . . . . . . . . . . . . . . . . . . 5-5
Setting the dB increment of gain. . . . . . . . 5-5
5.3 Assignment of function keys. . . . . . . . . 5-7
5.4 Setting the display range
(function group RANGE) . . . . . . . . . . . . 5-9
RANGE . . . . . . . . . . . . . . . . . . . . . . . . . . 5-10
PROBE DELAY. . . . . . . . . . . . . . . . . . . . 5-10
VELOCITY . . . . . . . . . . . . . . . . . . . . . . . 5-11
DISPLAY DELAY . . . . . . . . . . . . . . . . . . 5-12
5.5 Setting the pulser
(function group PULSER). . . . . . . . . . . 5-13
VOLTAGE (pulser voltage) . . . . . . . . . . . 5-13
ENERGY. . . . . . . . . . . . . . . . . . . . . . . . . 5-14
WIDTH . . . . . . . . . . . . . . . . . . . . . . . . . . 5-15
DAMPING . . . . . . . . . . . . . . . . . . . . . . . . 5-16
USM 36 Issue 2 (12/2013) 0-13
Page 14
Contents
PRF MODE (pulse repetition frequency) 5-16
5.6 Setting the receiver
(function group RECEIVER). . . . . . . . . 5-18
FREQUENCY . . . . . . . . . . . . . . . . . . . . . 5-18
RECTIFY. . . . . . . . . . . . . . . . . . . . . . . . . 5-19
DUAL (pulser-receiver separation) . . . . . 5-19
REJECT . . . . . . . . . . . . . . . . . . . . . . . . . 5-20
5.7 Setting the gates
(function groups GATE A
and GATE B) . . . . . . . . . . . . . . . . . . . . . 5-21
Tasks of the gates. . . . . . . . . . . . . . . . . . 5-21
A-START/B-START
(starting point of the gate) . . . . . . . . . . . . 5-22
A-WIDTH/B-WIDTH
(width of the gates) . . . . . . . . . . . . . . . . . 5-22
A-THRESHOLD/B-THRESHOLD
(response and measurement
threshold of the gate) . . . . . . . . . . . . . . . 5-23
TOF MODE . . . . . . . . . . . . . . . . . . . . . . . 5-24
Starting point of gate B . . . . . . . . . . . . . . 5-26
Automatic gate height . . . . . . . . . . . . . . . 5-27
5.8 Calibrating the USM 36 . . . . . . . . . . . . . 5-28
Calibrating the display range. . . . . . . . . . 5-28
Choice of the measuring point . . . . . . . . 5-28
Calibration with straight-beam and
angle-beam probes . . . . . . . . . . . . . . . . . 5-29
Calibration using dual-element probes . . 5-33
5.9 Making measurements . . . . . . . . . . . . . 5-36
General notes . . . . . . . . . . . . . . . . . . . . . 5-36
5.10 dB-difference measurement
(function group dB REF) . . . . . . . . . . . 5-37
Recording a reference echo . . . . . . . . . . 5-38
Deleting a reference echo . . . . . . . . . . . . 5-38
Echo height comparison . . . . . . . . . . . . . 5-39
5.11 Rating of welds
(function group AWS D1.1) . . . . . . . . . 5-40
Rating of welds according to
AWS D1.1 . . . . . . . . . . . . . . . . . . . . . . . . 5-41
5.12 Flaw position calculation with
angle-beam probes . . . . . . . . . . . . . . . . 5-44
PROBE ANGLE . . . . . . . . . . . . . . . . . . . 5-45
0-14 Issue 2 (12/2013) USM 36
Page 15
Contents
THICKNESS . . . . . . . . . . . . . . . . . . . . . . 5-46
X VALUE. . . . . . . . . . . . . . . . . . . . . . . . . 5-47
O-DIAMETER . . . . . . . . . . . . . . . . . . . . . 5-47
COLOR LEG. . . . . . . . . . . . . . . . . . . . . . 5-48
5.13 Defining the probe angle . . . . . . . . . . . 5-49
BLOCK . . . . . . . . . . . . . . . . . . . . . . . . . . 5-50
5.14 Enabling options (Upgrade). . . . . . . . . 5-51
5.15 Configuring the USM 36 for
test tasks . . . . . . . . . . . . . . . . . . . . . . . . 5-52
TOF MODE. . . . . . . . . . . . . . . . . . . . . . . 5-52
Phantom echo detector. . . . . . . . . . . . . . 5-57
Configuring the measurement line . . . . . 5-58
Enlarged display of reading . . . . . . . . . . 5-62
LARGE (alarm signal). . . . . . . . . . . . . . . 5-64
MAGNIFY GATE (spanning the gate). . . 5-65
Activating the magnify gate function. . . . 5-66
Automatic A-scan freeze (Freeze) . . . . . 5-68
5.16 Setting the display . . . . . . . . . . . . . . . . 5-70
ASCAN FILL . . . . . . . . . . . . . . . . . . . . . . 5-71
Working with Echo Max . . . . . . . . . . . . . 5-72
5.17 General setup . . . . . . . . . . . . . . . . . . . . 5-73
EVAL MODE . . . . . . . . . . . . . . . . . . . . . . 5-73
Gate logic . . . . . . . . . . . . . . . . . . . . . . . . 5-74
Selecting the pulser type. . . . . . . . . . . . . 5-75
Configuring the alarm output. . . . . . . . . . 5-76
Analog output . . . . . . . . . . . . . . . . . . . . . 5-78
Horn . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-78
Power saving mode . . . . . . . . . . . . . . . . 5-79
VGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-80
TOF in LAYER . . . . . . . . . . . . . . . . . . . . 5-81
Backwall echo attenuation (BEA) . . . . . . 5-83
Displaying the envelope curve
(ENVELOPE) . . . . . . . . . . . . . . . . . . . . . 5-84
Automatic gain control
(Auto Gain Control) . . . . . . . . . . . . . . . . . 5-85
Calibration reminder . . . . . . . . . . . . . . . . 5-87
Password protection . . . . . . . . . . . . . . . . 5-89
5.18 Distance-amplitude correction (DAC) . 5-93
Recording a DAC curve . . . . . . . . . . . . . 5-94
Setting up the DAC . . . . . . . . . . . . . . . . . 5-96
Turning the DAC evaluation off. . . . . . . . 5-97
USM 36 Issue 2 (12/2013) 0-15
Page 16
Contents
Deleting the DAC curve . . . . . . . . . . . . . 5-98
Editing DAC points . . . . . . . . . . . . . . . . . 5-98
Adding DAC points . . . . . . . . . . . . . . . . . 5-99
Multiple DAC curves . . . . . . . . . . . . . . . . 5-99
AWS D1.1 in DAC/TCG . . . . . . . . . . . . 5-101
Sensitivity correction . . . . . . . . . . . . . . . 5-101
Echo evaluation using DAC/TCG . . . . . 5-102
5.19 Distance-amplitude curve according to
JIS Z3060-2002 (JISDAC) . . . . . . . . . . 5-104
Activating JISDAC
(DAC according to JIS) . . . . . . . . . . . . 5-104
Recording a DAC curve . . . . . . . . . . . . 5-105
Setting up JISDAC . . . . . . . . . . . . . . . . 5-107
Sensitivity correction . . . . . . . . . . . . . . . 5-108
Turning the JISDAC evaluation off . . . . 5-108
Deleting the DAC curve . . . . . . . . . . . . 5-109
Echo evaluation using DAC . . . . . . . . . 5-109
5.20 Distance-amplitude curve according to
JB/T4730 and GB 11345 (CNDAC) . . . 5-111
Evaluations according to CNDAC . . . . . 5-111
Standards and reference blocks . . . . . . 5-112
Activating the CNDAC. . . . . . . . . . . . . . 5-113
Recording a DAC curve . . . . . . . . . . . . 5-113
Setting up CNDAC . . . . . . . . . . . . . . . . 5-116
Sensitivity correction . . . . . . . . . . . . . . . 5-117
Adjusting reference lines. . . . . . . . . . . . 5-118
Turning the CNDAC evaluation off . . . . 5-118
Deleting the DAC curve. . . . . . . . . . . . . 5-119
Echo evaluation using DAC . . . . . . . . . 5-119
5.21 Evaluation according to the
DGS method . . . . . . . . . . . . . . . . . . . . 5-121
Using the DGS for measurements . . . . 5-121
Validity of the DGS method. . . . . . . . . . 5-123
Starting the echo height evaluation
according to DGS . . . . . . . . . . . . . . . . . 5-125
Basic settings for the DGS
measurement . . . . . . . . . . . . . . . . . . . . 5-125
Recording a reference echo and
turning the DGS curve on . . . . . . . . . . . 5-127
Locks, error messages . . . . . . . . . . . . . 5-129
Sound attenuation and transfer
correction . . . . . . . . . . . . . . . . . . . . . . . 5-130
0-16 Issue 2 (12/2013) USM 36
Page 17
Contents
Using multiple DGS curves. . . . . . . . . . 5-130
Turning the DGS evaluation off . . . . . . 5-131
Deleting a DGS reference echo . . . . . . 5-131
Probe data . . . . . . . . . . . . . . . . . . . . . . 5-132
trueDGS angle-beam probes . . . . . . . . 5-135
6 Documentation
6.1 Test reports . . . . . . . . . . . . . . . . . . . . . . . 6-2
Storing test reports . . . . . . . . . . . . . . . . . . 6-2
Displaying test reports . . . . . . . . . . . . . . . 6-5
Printing test reports. . . . . . . . . . . . . . . . . . 6-7
Deleting test reports . . . . . . . . . . . . . . . . . 6-7
Storing the A-scan and parameters in
the test report . . . . . . . . . . . . . . . . . . . . . . 6-9
6.2 Storing memos . . . . . . . . . . . . . . . . . . . 6-10
Creating a new memo file . . . . . . . . . . . . 6-10
Editing a memo file . . . . . . . . . . . . . . . . . 6-11
Attaching a memo file to test report . . . . 6-12
6.3 Storing a report header . . . . . . . . . . . . 6-13
Creating a new header file . . . . . . . . . . . 6-13
Editing a header file . . . . . . . . . . . . . . . . 6-14
Including a header file in the test report . 6-15
6.4 Videos . . . . . . . . . . . . . . . . . . . . . . . . . . 6-16
Recording a video . . . . . . . . . . . . . . . . . . 6-16
Viewing a video. . . . . . . . . . . . . . . . . . . . 6-19
6.5 Documentation using UltraMATE . . . . 6-21
6.6 Data Recorder (option) . . . . . . . . . . . . . 6-21
Creating a Data Recorder file . . . . . . . . . 6-22
Activating a Data Recorder file . . . . . . . . 6-25
Storing readings in the grid matrix . . . . . 6-26
Deleting readings . . . . . . . . . . . . . . . . . . 6-27
A-scan preview . . . . . . . . . . . . . . . . . . . . 6-27
Viewing Data Recorder files . . . . . . . . . . 6-27
Turning the grid matrix on/off . . . . . . . . . 6-28
7 Maintenance and care
7.1 Instrument care . . . . . . . . . . . . . . . . . . . . 7-2
7.2 Battery care . . . . . . . . . . . . . . . . . . . . . . . 7-2
Battery care. . . . . . . . . . . . . . . . . . . . . . . . 7-2
USM 36 Issue 2 (12/2013) 0-17
Page 18
Charging the batteries. . . . . . . . . . . . . . . . 7-3
9 Appendix
7.3 Maintenance . . . . . . . . . . . . . . . . . . . . . . 7-3
7.4 Software updates . . . . . . . . . . . . . . . . . . 7-4
Download of update files. . . . . . . . . . . . . . 7-4
Installing an update. . . . . . . . . . . . . . . . . . 7-5
8 Interfaces and Peripherals
8.1 Interfaces . . . . . . . . . . . . . . . . . . . . . . . . . 8-2
Overview . . . . . . . . . . . . . . . . . . . . . . . . . . 8-2
USB interface . . . . . . . . . . . . . . . . . . . . . . 8-3
Service interface (LEMO-1B) . . . . . . . . . . 8-3
8.2 VGA output . . . . . . . . . . . . . . . . . . . . . . . 8-4
8.3 Printer . . . . . . . . . . . . . . . . . . . . . . . . . . . 8-4
9.1 Function directory. . . . . . . . . . . . . . . . . . 9-2
9.2 Manufacturer/Service addresses. . . . . 9-11
9.3 Environmental protection regulations 9-13
WEEE directive (Waste Electrical and
Electronic Equipment) . . . . . . . . . . . . . . . 9-13
Disposal of batteries . . . . . . . . . . . . . . . . 9-14
9.4 Recycling directives . . . . . . . . . . . . . . . 9-16
Overview . . . . . . . . . . . . . . . . . . . . . . . . . 9-16
Materials to be disposed of separately . . 9-18
Other materials and components . . . . . . 9-20
Recycling data of the USM 36. . . . . . . . . 9-22
0-18 Issue 2 (12/2013) USM 36
Page 19
10 Specifications
10.1 Specifications of USM 36 . . . . . . . . . . . 10-2
Display screen . . . . . . . . . . . . . . . . . . . . 10-2
Display . . . . . . . . . . . . . . . . . . . . . . . . . . 10-3
Connectors . . . . . . . . . . . . . . . . . . . . . . . 10-3
Pulser . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-4
Receiver . . . . . . . . . . . . . . . . . . . . . . . . . 10-5
Gates . . . . . . . . . . . . . . . . . . . . . . . . . . . 10-6
Memory. . . . . . . . . . . . . . . . . . . . . . . . . . 10-6
General . . . . . . . . . . . . . . . . . . . . . . . . . . 10-7
Options . . . . . . . . . . . . . . . . . . . . . . . . . . 10-9
10.2 Specifications according to
EN 12668 . . . . . . . . . . . . . . . . . . . . . . . 10-10
11 Index
Contents
USM 36 Issue 2 (12/2013) 0-19
Page 20
0-20 Issue 2 (12/2013) USM 36
Page 21
Introduction 1
USM 36 Issue 2 (12/2013) 1-1
Page 22
1 Introduction Safety information
ATTENTION
1.1 Safety information
The USM 36 has been designed and tested according
to DIN
EN 61010-1: 2011-07, Safety requirements for
electrical equipment for measurement, control and lab
oratory use, and was technically in perfectly safe and
faultless condition when leaving the manufacturing
works.
In order to maintain this condition and to ensure a safe
operation, you should always read the following safety
information carefully before putting the instrument into
operation.
The USM 36 is an instrument for materials
testing. Any use for medical or any other
applications is not permitted!
The instrument may only be used in industrial environments.
The USM 36 is waterproof according to IP66. It can be
operated either with the corresponding lithium-ion bat
teries or with the charger/power adaptor. The charger/
power adaptor meets the requirements of electrical
safety class II.
-
Battery operation
For the battery operation of the USM 36, we recommend the corresponding lithium-ion battery. You should
only use this battery for the battery operation.
You can charge the lithium-ion battery either within the
instrument itself or in an external charger. If a lithium-ion
battery is inserted, charging starts automatically as
soon as you connect the charger/power adaptor to the
USM
36 and to the mains power supply.
For power supply, please also see Chapter 3.2 Power
supply, page 3-2. For the use of batteries, please also
see Chapter 7.2 Battery care, page 7-2.
Software
According to the current state of the art, software is never completely free from errors. Before using any software-controlled test equipment, it is therefore necessary to make sure that the required functions operate
perfectly in the intended combination.
If you have any questions about the use of your test
equipment, please contact your nearest GE representa
tive.
-
1-2 Issue 2 (12/2013) USM 36
Page 23
Safety information 1 Introduction
Defects/errors and exceptional stresses
If you have reason to believe that a safe operation of
your USM
nect the instrument and secure it against unintentional
re-connection. Remove the lithium-ion battery.
A safe operation is no longer possible for example
● if the instrument shows visible damages,
● if the instrument no longer operates perfectly,
● after prolonged storage under adverse conditions
(e.g. exceptional temperatures or especially high air
humidity, or corrosive environmental conditions),
● after being subjected to heavy stresses during transportation.
36 is no longer possible, you have to discon-
FCC compliance
This device complies with part 15 of the FCC Rules. Operation is subject to the following two conditions:
1 This device may not cause harmful interference.
2 This device must accept any interference received,
including interference that may cause undesired
operation.
This equipment has been tested and found to comply
with the limits for a Class A digital device, pursuant to
Part 15 of the FCC Rules. These limits are designed to
provide reasonable protection against harmful interfer
ence when the equipment is operated in a commercial
environment.
This equipment generates, uses, and can radiate radio
frequency energy and, if not installed and used in accor
dance with the instruction manual, may cause harmful
interference to radio communications.
Operation of this equipment in a residential area is likely
to cause harmful interference, in which case the user
will be required to correct the interference at his own ex
pense.
-
-
-
USM 36 Issue 2 (12/2013) 1-3
Page 24
1 Introduction Important information on ultrasonic testing
1.2 Important information on ultrasonic testing
Please read the following information before using your
USM
36. It is important that you understand and observe this information to avoid any operator errors that
might lead to false test results. Such false test results
could result in personal injuries or property damages.
Prerequisites for testing with ultrasonic test equipment
This operating manual contains essential information on
how to operate your test equipment. In addition, there
are a number of factors that affect the test results, but a
description of all these factors goes beyond the scope
of this operating manual. The three most important pre
requisites for a safe and reliable ultrasonic inspection
are:
● Operator training
● Knowledge of special technical test requirements and
limits
Operator training
The operation of an ultrasonic test device requires proper training in ultrasonic test methods.
Proper training comprises for example adequate knowledge of:
● the theory of sound propagation,
● the effects of sound velocity in the test material,
● the behavior of the sound wave at interfaces between
different materials,
● the propagation of the sound beam,
● the influence of sound attenuation in the test object
and the influence of surface quality of the test object.
Lack of such knowledge could lead to false test results
with unforeseeable consequences. You can contact for
example NDT societies or organizations in your country
(DGZfP in Germany; ASNT in the USA), or also GE, for
information on the existing opportunities for training of
ultrasonic inspectors as well as on the qualifications and
certificates that can finally be obtained.
● Choice of appropriate test equipment
1-4 Issue 2 (12/2013) USM 36
Page 25
Important information on ultrasonic testing 1 Introduction
Technical test requirements
Every ultrasonic test is subject to specific technical test
requirements. The most important ones are:
● the definition of the scope of inspection
● the choice of the appropriate test method
● the consideration of material properties
● the determination of limits for recording and evalua-
tion.
It is the task of the those with overall responsibility for
testing to ensure that the inspector is fully informed
about these requirements. The best basis for such infor
mation is experience with identical test objects. It is also
essential that the relevant test specifications be clearly
and completely understood by the inspector.
GE regularly holds specialized training courses in the
field of ultrasonic testing. The scheduled dates for these
courses will be given to you on request.
Limits of testing
The information obtained from ultrasonic tests only refers to those parts of the test object which are covered
by the sound beam of the probe used.
Any conclusions from the tested parts to be applied to
the untested parts of the test object should be made with
extreme caution.
Such conclusions are generally only possible in cases
where extensive experience and proven methods of sta
tistical data acquisition are available.
The sound beam can be completely reflected from
boundary surfaces within the test object so that flaws
and reflection points lying deeper remain undetected. It
is therefore important to make sure that all areas to be
tested in the test object are covered by the sound beam.
Ultrasonic wall thickness measurement
All ultrasonic wall thickness measurements are based
on a time-of-flight measurement. Accurate measure
ment results require a constant sound velocity in the test
object. In test objects made of steel, even with varying
alloying constituents, this condition is mostly fulfilled.
The variation of sound velocity is so slight that it is only
-
-
USM 36 Issue 2 (12/2013) 1-5
Page 26
1 Introduction Important information on ultrasonic testing
of importance for high-precision measurements. In other materials, e.g. nonferrous metals or plastics, the
sound velocity variations may be even larger and thus
affect the measuring accuracy.
Effect of the test object material
If the material of the test object is not homogeneous, the
sound waves may propagate at different velocities in dif
ferent parts of the test object. An average sound velocity
should then be taken into account for the range calibra
tion. This is achieved by using a reference block with a
sound velocity equal to the average sound velocity of
the test object.
If substantial sound velocity variations are expected,
then the instrument calibration should be adjusted to the
actual sound velocity values at shorter time intervals.
Failure to do so may lead to false thickness readings.
Effect of temperature variations
The sound velocity within the test object also varies as
a function of the material's temperature. This can cause
appreciable errors in measurements if the instrument
has been calibrated on a cold reference block, whereas
the measurement is carried out on a warm test object.
Such measurement errors can be avoided either by ad
justing the temperature of the reference block used for
calibration or by taking the temperature effect into con
sideration on the basis of a correction factor obtained
from published tables.
Measurement of remaining wall thickness
The measurement of the remaining wall thickness on
plant components, e.g. pipes, tanks, and reaction ves
sels of all types which are corroded or eroded from the
inside, requires a perfectly suitable gauge and special
care in handling the probe.
The inspectors should always be informed about the
corresponding nominal wall thicknesses and the likely
amount of wall thickness losses.
-
-
-
1-6 Issue 2 (12/2013) USM 36
Page 27
Important information on ultrasonic testing 1 Introduction
Ultrasonic evaluation of flaws
In present-day test practice, there are basically two different methods of flaw evaluation:
If the diameter of the sound beam is smaller than the extent of the flaw, then the sound beam can be used to explore the boundaries of the flaw and thus determine its
area.
If, however, the diameter of the sound beam is larger
that the extent of the flaw, the maximum echo indication
from the flaw must be compared with the maximum
echo indication from an artificial flaw provided for com
parison purposes.
Flaw boundary method
The smaller the diameter of the probe's sound beam,
the more accurately the boundaries, i.e. the actual flaw
area, can be determined by the flaw boundary method.
If, however, the sound beam is relatively broad, the flaw
area determined can substantially differ from the actual
flaw area. Care should therefore be taken to select a
probe which will give a sufficiently narrow sound beam
at the position of the flaw.
Echo display comparison method
The echo from a small, natural flaw is usually smaller
than the echo from an artificial comparison flaw, e.g. cir
cular disc flaw of the same size. This is due, for instance, to the roughness of the surface of a natural flaw,
or to the fact that the sound beam does not impinge on
it at right angles.
If this fact is not taken into account when evaluating natural flaws, there is a risk of false evaluation.
In the case of very jagged or fissured flaws, e.g. shrink
holes in castings, it may be that the sound scattering oc
curring at the boundary surface of the flaw is so strong
that no echo at all is produced. In such cases, a different
evaluation method should be chosen, e.g. use of the
backwall echo attenuation in the evaluation.
The distance sensitivity of the flaw echo plays an important part when testing large components. Pay close attention to choosing artificial comparison flaws which are
as far as possible governed by the same "distance laws"
as the natural flaws to be evaluated.
-
-
USM 36 Issue 2 (12/2013) 1-7
Page 28
1 Introduction Important information on ultrasonic testing
The ultrasonic wave is attenuated in any material. This
sound attenuation is very low, e.g. in parts made of finegrained steel, likewise in many small parts made of oth
er materials. However, if the sound wave travels larger
distances through the material, a high cumulative sound
attenuation can result, even with small attenuation coef
ficients. There is then a danger that echoes from natural
flaws appear too small. For this reason, an estimate
must always be made of the effects of attenuation on the
evaluation result and taken into account if applicable.
If the test object has a rough surface, part of the incident
sound energy will be scattered at its surface and is not
available for the test. The larger this initial scattering, the
smaller the flaw echoes appear, and the more errors oc
cur in the evaluation result.
It is therefore important to take the effect of the test object's surfaces on the height of the echo into account
(transfer correction).
1-8 Issue 2 (12/2013) USM 36
Page 29
The USM 36 1 Introduction
1.3 The USM 36
The USM 36 is a lightweight and compact ultrasonic
flaw detector which is especially suitable for:
● for locating and evaluating material flaws,
● for measuring wall thicknesses,
● for saving and documenting test results.
USM 36 Issue 2 (12/2013) 1-9
Page 30

1 Introduction The USM 36
Due to its design, the USM 36 can be used in most flaw
detection applications in a wide range of industries, in
cluding aerospace, power generation, automotive, as
well as oil and gas. These include:
Weld inspection
● Trigonometric projections
● AWS
● DAC
● DGS
Inspection of forgings and castings
● Manual PRF adjustment
● Phantom echo detector
● DGS
Rail inspection
● High PRF (up to 2000 Hz)
● Lightweight: 2.2 kg
● Small and ergonomic
Inspection of composites
-
● RF display
● 3 gates A, B, and C
● Gate B is triggered by the event in gate A
For even more demanding applications
● Narrow band-pass filters
● Low-noise digital amplifiers
● Optional square pulsers
● DAC (TCG)
● Backwall echo attenuation (BEA)
1-10 Issue 2 (12/2013) USM 36
Page 31

The USM 36 1 Introduction
Options
Various options extend the basic functions of the
USM
36 and can be enabled by a code in each case.
USM 36
● Basic version, for universal ultrasonic test jobs
USM 36 DAC
● DAC amplitude evaluation using up to 16 points according to EN 1712, EN 1713, EN 1714, ASTM 164,
ASME, and ASME
GB
11345
● DAC (TCG)
● Amplitude evaluation according to AWS D1.1 for the
weld inspection
● Square-wave pulser, enables the fine adjustment of
initial pulse parameters
III, in conformity with JIS Z3060,
USM 36 S
● DAC amplitude evaluation using up to 16 points according to EN 1712, EN 1713, EN 1714, ASTM 164,
ASME, and ASME
GB
11345
III, in conformity with JIS Z3060,
● DAC (TCG)
● Amplitude evaluation according to AWS D1.1 for the
weld inspection
● Square-wave pulser, enables the fine adjustment of
initial pulse parameters
● DGS amplitude evaluation according to EN 1712
● PPRF phantom echo detector
● BEA backwall echo attenuation
● 3Gate 3rd gate C
● DL wall thickness data logger
USM 36 Issue 2 (12/2013) 1-11
Page 32

1 Introduction The USM 36
Special features of the USM 36
● lightweight
● dust-tight and waterproof housing according to IP66
● long operating time (13 hours) due to lithium-ion bat-
tery with internal and external charging possibility
● handy, equipped with a non-slip, ratcheting prop-up
stand, also used as handle
● rotary knobs for direct adjustment of gain as well as
for changing the currently selected function
● two independent gates for accurate wall thickness
measurements from the material surface up to the
first echo or between two backwall echoes, including
a measurement on coated materials with a resolution
of 0.01 mm (up to 100 mm), referred to steel
● Magnify gate: spreading of the gate range over the
entire display range
● high-resolution color display (800 × 480 Pixel) for the
representation of digitized signals
● color display of gates and the corresponding readings
for easy distinction
● easily perceptible reflection geometry when using angle-beam probes due to changing A-scan or background color at every reflection point
● high memory capacity with 8 GB SD card.
● increased calibration range: up to 9999 mm (steel),
depending on the frequency range
● semiautomatic two-point calibration
● pulse repetition frequency adjustable in 3 steps
(AUTO LOW, MED, HIGH) or MANUALLY in steps of
5
Hz.
● optional connection of phantom-echo detector
● choice of the frequency range for the connected
probe
● Signal display: full-wave rectification, positive or negative half rectification, and radio frequency
● display of seven user-selectable measured readings
at the top of the A-scan, one of which is displayed in
enlarged mode, or four user-selectable measured
readings displayed in enlarged mode
1-12 Issue 2 (12/2013) USM 36
Page 33

How to use this manual 1 Introduction
ATTENTION
Note
1.4 How to use this manual
This operating manual applies to all instrument versions
of the USM
justment values are marked in each case.
Before operating the instrument for the first time, it is absolutely necessary that you read the chapters 1, 3,
and
4. They will inform you about the necessary preparations of the instrument, give you a description of all
keys and displays, and explain the operating principle.
In doing this, you will avoid any errors or failures of the
instrument and be able to use the full range of instru
ment functions.
You will find the specifications of the instrument in
Chapter 10 Specifications.
36. Any differences in the functions or ad-
-
1.5 Layout and presentation in this manual
To make it easier for you to use this manual, all operating steps, listings, and special notes are always presented in the same way. This will help you find individual
pieces of information quickly.
Attention and note symbols
The ATTENTION symbol indicates peculiarities and special aspects in the operation
which could affect the accuracy of the re
sults.
Note contains e.g. references to other chapters or special recommendations for a function.
-
USM 36 Issue 2 (12/2013) 1-13
Page 34

1 Introduction Layout and presentation in this manual
Listings
Listings are presented in the following form:
● Variant A
● Variant B
● ...
Operating steps
Operating steps appear as shown in the following example:
– Loosen the two screws at the bottom.
– Remove the cover.
–…
1-14 Issue 2 (12/2013) USM 36
Page 35

Standard package and accessories 2
USM 36 Issue 2 (12/2013) 2-1
Page 36

2 Standard package and accessories Standard package
2.1 Standard package
Product code Description Order number
Ultrasonic testing kit
consisting of:
USM 36 Compact Ultrasonic Flaw Detector, basic version
with Lemo-1 connectors
or
with BNC connectors
or
USM 36 DAC Compact Ultrasonic Flaw Detector, DAC version,
DAC/TCG, AWS, SWP,
with Lemo-1 connectors
or
with BNC connectors
or
2-2 Issue 2 (12/2013) USM 36
37 400
37 401
37 460
37 461
Page 37

Standard package 2 Standard package and accessories
Product code Description Order number
USM 36 S Compact Ultrasonic Flaw Detector, DAC/TCG and
DGS evaluation,
DAC/TCG, AWS, SWP, DGS, PPRF, BEA, 3GATE, DL,
with Lemo-1 connectors
or
with BNC connectors
37 462
37 463
and
LI-ION Li-Ion battery, 11.25 V, 8.8 Ah 113 393
UM 30 Transport case 35 654
AC power supply/battery charger 113 355
SD card, 2 GB 49 222
Quick start guide 49 223
CD Operating manual 49 222
USM 36 Issue 2 (12/2013) 2-3
Page 38

2 Standard package and accessories Add-on functions
2.2 Add-on functions
Product code Description Order number
DAC/TCG Echo evaluation method DAC, JISDAC, CNDAC, TCG 021-383-397
DGS Echo evaluation method DGS 021-383-398
AWS Echo evaluation method AWS D1.1 021-383-402
SWP Square-wave pulser 021-383-400
PPRF Phantom echo detector 021-383-401
BEA Backwall echo attenuation 022-510-546
3Gate Third gate C 021-383-321
DL Wall thickness data logger 021-383-399
2-4 Issue 2 (12/2013) USM 36
Page 39

Recommended accessories 2 Standard package and accessories
2.3 Recommended accessories
Product code Description Order number
DR36 Battery charger for external charging of the Li-Ion battery 35 297
UM 32 Protection bag including neck strap 35 655
UM 25 Analog cable, 8pol. Lemo (Instrument),
free cable ends for user
UM 31 VGA adaptor for connecting an external monitor 35 653
USB 36 USB cable A/B, 1 m 109 397
USM 36 Issue 2 (12/2013) 2-5
35 268
Page 40

2 Standard package and accessories Recommended accessories
2-6 Issue 2 (12/2013) USM 36
Page 41

Initial start-up 3
USM 36 Issue 2 (12/2013) 3-1
Page 42

3 Initial start-up Instrument positioning
3.1 Instrument positioning
Fold out the prop-up stand on the rear side of the
USM
36 and position the instrument on a flat base so
that you can easily read the display.
If the instrument has been moved from a cold room into
a warmer one, wait until it has adapted to the room tem
perature before you power it on (to avoid condensation).
If (in rare cases) condensation has developed inside the
instrument, the cover may mist up from the inside. In this
case, open the cover until the damp has dried up. You
should not power the instrument on until this has hap
pened.
-
3.2 Power supply
The USM 36 can be operated either with an external
charger/power adaptor or with the corresponding lithi
um-ion battery.
You can also connect the USM 36 to the mains power
supply if the battery is in the instrument. A discharged
battery is charged in this case, during the instrument op
eration.
Operation with charger/power adaptor
Connection to power supply
For the operation using a charger/power adaptor, you
should only use the charger/power adaptor included in
the standard package.
The charger/power adaptor is automatically adjusted to
every AC voltage between 90
voltage).
V and 240 V (nominal
-
-
3-2 Issue 2 (12/2013) USM 36
Page 43

Power supply 3 Initial start-up
ATTENTION
2
3
Connecting the instrument
Connect the USM 36 to the mains socket-outlet by
1
means of the corresponding charger/power adaptor.
The socket-contact for connecting the charger/power
adaptor is located on the top of the USM
36.
– Loosen the knurled screw (1) and remove the cover.
– Align the Lemo plug of the charger/power adaptor
with the socket (2).
– Push the plug into the socket until it locks into place
with a clearly audible click.
– When removing the Lemo plug, pull the metal sleeve
on the plug back first in order to open the lock.
In order to power the instrument off correctly,
press the power On/Off key (3) for 3 sec
onds. If the power supply is interrupted (removing the battery, disconnecting the power
-
plug), the operation does not end correctly.
USM 36 Issue 2 (12/2013) 3-3
Page 44

3 Initial start-up Power supply
2
1
Operation using a battery
You should only use the supplied lithium-ion battery for
the battery operation.
Inserting batteries
The battery compartment is located on the rear of the instrument. The cover is fastened with two locks.
– Press the two locks (1) of the battery compartment
downwards to open them.
– Lift the cover off upward. In the open battery compart-
ment, you will see several connector pins (2) on the
right.
3-4 Issue 2 (12/2013) USM 36
Page 45

Power supply 3 Initial start-up
2
1
– Place the battery in the battery compartment so that
the marking faces upwards and the contacts are
pushed against the connector pins (2).
– Insert the cover of the battery compartment with the
side opposite to the locks at first, and push the
lugs
into the housing recesses.
– Press the cover firmly downward on the side of the
screws until it locks into place.
– Press the two locks (1) down to lock the battery com-
partment.
USM 36 Issue 2 (12/2013) 3-5
Page 46

3 Initial start-up Power supply
1
2
Checking the charge level of the lithium-ion battery
The lithium-ion battery is provided with a battery charge
level indicator. Four light-emitting diodes
(1) indicate the
level of battery charge. Check the battery charge level
before inserting it into the instrument.
The number of diodes that are lit up has the following
meaning:
● 4 LEDs: Battery charge level 100 … 76 %
● 3 LEDs: Battery charge level 75 … 51 %
● 2 LEDs: Battery charge level 50 … 26 %
● 1 LED: Battery charge level 25 … 10 %
● 1 LED is flashing: Battery charge level <10 %
– Press the key (2) next to the LEDs. The LEDs indi-
cate the battery charge level.
3-6 Issue 2 (12/2013) USM 36
Page 47

Power supply 3 Initial start-up
Note
Power level indicator
The USM 36 is equipped with a power level indicator
that allows to estimate the remaining operating time of
the instrument. A battery icon with the corresponding
charge level is displayed in the top right corner on top of
the A-scan.
Icon Meaning
Battery charge level,
remaining operating time
in hours (approximate value)
Charger/power adaptor is connected,
percentage of battery charge level
(approximate value)
Warning: Low battery charge level,
remaining operating time
in minutes (approximate value)
The USM 36 is automatically powered off if the operation is no longer ensured. All settings are retained during
battery exchange and are immediately available again
afterwards.
If the battery charge level is low, it is absolutely necessary that you finish your test job,
power off the instrument, and replace the
battery. You should carry a second battery
along with you if you cannot use mains pow
er supply to operate the instrument.
-
USM 36 Issue 2 (12/2013) 3-7
Page 48

3 Initial start-up Power supply
Charging the batteries
You can charge the lithium-ion batteries either directly
within the instrument or in an external charger.
Internal charging
If a lithium-ion battery is inserted, charging starts automatically as soon as you connect the charger/power
adaptor to the USM
You can carry out ultrasonic tests and charge the batter
ies at the same time.
The charging time is approx. ten hours with simultaneous ultrasonic testing. If the instrument is not used for ultrasonic testing, the charging time is approx. eight
hours. This charging time applies to ambient tempera
tures of 25 … 30 °C.
36 and to the mains power supply.
-
Charging status
The LED on the charger/power adaptor indicates the
status of charging.
off: Charger/power adaptor is not con-
nected to the power supply
yellow steady light: Charger/power adaptor is not con-
nected to the instrument or no batteries are inserted into the instru-
-
ment
flashing green light: Charging
green steady light: Charging is completed, batteries
are charged
External charging
You can charge lithium-ion batteries with an external
charger of the USM
36. Do not use any other chargers
for charging the lithium-ion batteries for the USM
36.
3-8 Issue 2 (12/2013) USM 36
Page 49

Connecting a probe 3 Initial start-up
ATTENTION
3.3 Connecting a probe
To prepare the USM 36 for operation, you have to connect a probe to it. Any GEIT probe can be used for the
USM
36, provided the appropriate cable is available and
the operating frequency is within an adequate range.
If a probe is connected incorrectly, the consequence would be a mismatching which
may lead to considerable power losses or
even to echo waveform distortions.
The probe is connected to the sockets on the top of the
instrument casing.
Both connector sockets are equally suitable (connected
in parallel) for connecting probes equipped with only
one ultrasonic element (ultrasonic transducer) so that it
does not matter which one of the two sockets is used.
When connecting a dual-element (TR) probe (having
one transmitter or pulser element and one receiver ele
ment) or two probes (of which one is transmitting and
the other one receiving), attention should be paid to the
correct allocation of connecting cables:
Red ring – receiver connection
Black ring – transmitter/pulser connection
-
USM 36 Issue 2 (12/2013) 3-9
Page 50

3 Initial start-up Inserting the SD memory card
2
3.4 Inserting the SD memory card
1
You can use any standard SD memory card in the
USM
36.
– Loosen the knurled screw (1) and remove the cover.
– Insert the SD memory card into the card slot (2) so
that the contacts of the card face the instrument rear
panel.
– Press the card down into the card slot until it locks
into place.
– Close the cover and lock it by means of the knurled
screw.
– To remove the SD card, open the cover and shortly
press down the card to unlock it.
3-10 Issue 2 (12/2013) USM 36
Page 51

Starting the USM 36 3 Initial start-up
3.5 Starting the USM 36
Powering On
To start the USM 36, press the power On/Off key (1)
briefly.
The software is initialized. After that, the start display
showing the name of the instrument and information on
the software, serial number, and the installed options
will appear.
The instrument carries out a self-check and then switches over to stand-by mode.
The settings of all function values and the default settings (language and units) are the same as before powering the instrument off.
Powering Off
To power off the USM 36, press the power On/Off
key
for 3 seconds.
The settings of all function values and the default settings (language and units) are retained after powering
off.
USM 36 Issue 2 (12/2013) 3-11
1
Page 52

3 Initial start-up Starting the USM 36
Factory default setting (Reset)
If you can no longer use the functions of your instrument
or if the instrument no longer reacts as expected, you
can reset it to the factory default settings. Any data
saved to the SD card will be retained, all other individual
settings, e.g. language and units, will be reset to the fac
tory default settings.
– Power the instrument off.
– Press the Freeze key (1) and the power On/Off
key
(2) simultaneously and keep the two keys
pressed down until the start screen appears.
The instrument starts with the factory default settings
(for language selection,
see Section Language setting,
page 4-13).
-
21
3-12 Issue 2 (12/2013) USM 36
Page 53

Principles of operation 4
USM 36 Issue 2 (12/2013) 4-1
Page 54

4 Principles of operation Overview of operator's controls
1
4
5 6 7
2 2 3
4.1 Overview of operator's controls
1 Left-hand rotary knob: Changing the gain level in
increments
2 Selector keys: Selecting the setting to be changed,
saving the setting, Zoom (long press of the key)
3 Right-hand rotary knob: Selecting the function
group or function, changing the setting
4Freeze key: Freezing the A-scan
5 Function keys F1 to F4: user-assignable, can be
alternatively used as navigation keys (second op
erating level, function group CONFIG3)
6Home key: Function group or function exit, tog-
gling between the first and the second operating
level (long press of the key)
7 Power On/Off key: powering on or off
-
4-2 Issue 2 (12/2013) USM 36
Page 55

Display screen 4 Principles of operation
4.2 Display screen
A-scan representation
The USM 36 has a high-resolution display screen for
the display of the A-scan.
A-scan display in the normal mode
A-scan display in the zoom mode
The gain and the adjusted dB step value are always
shown in the top left corner of the display screen. The
access to all other instrument functions is disabled in the
zoom mode of the A-scan display.
Toggling the A-scan display mode
To toggle between the normal and the zoomed A-scan
display, press one of the two selector keys next to the
display screen for 3
seconds.
USM 36 Issue 2 (12/2013) 4-3
Page 56

4 Principles of operation Display screen
Functions on the display screen
Function groups
The names of the seven function groups are shown at
the bottom of the display screen. The currently selected
function group is highlighted.
First operating level (A-scan):
Second operating level (settings):
Functions
On the first operating level, the functions of the currently
selected function group are shown on the left of the dis
play screen, next to the A-scan.
The functions are hidden in the zoomed A-scan display
mode; no operation is possible in this case.
-
4-4 Issue 2 (12/2013) USM 36
Page 57

Display screen 4 Principles of operation
Note
Gain
The current gain value and the adjusted dB step value
are always displayed in the top left corner of the screen.
Measurement line
The measurement line on top of the A-scan shows seven different measurement readings. One reading can be
displayed in enlarged mode in a box on the far right. The
readings for the individual boxes are user selectable
(
see Section Configuring the measurement line,
page 5-58).
One or four measurement readings can be displayed in
enlarged mode. The number of the other boxes of the
measurement line is then reduced (
larged display of reading, page 5-62).
see Section En-
In addition to the measurement reading, the measuring
point (peak or flank) is displayed with a symbol in sound
path measurements:
^ = measuring point Peak
/ = measuring point Flank
Examples:
SA^ = sound path within gate A, at the measuring point
Peak
SA/ = sound path within gate A, at the measuring point
Flank
The measuring point for amplitude is marked
for the corresponding gate bar at the top
edge of the display by a triangle pointing up
wards in the color of the gate, the measuring
point for distance is marked by a triangle
pointing downwards.
-
USM 36 Issue 2 (12/2013) 4-5
Page 58

4 Principles of operation Display screen
Status display icons
To the left of the A-scan, below the measurement line,
there is an area for various status displays. The status
display icons inform about active functions and certain
settings (
the beginning of the present operating manual).
see Section Status display icons, page 0-7 at
Alarms
You can display an alarm signal in the form of a virtual
LED in the far right box on top of the A-scan (
tion LARGE (alarm signal), page 5-64).
When an alarm is triggered, the color of the alarm signal
changes from green to red.
see Sec-
4-6 Issue 2 (12/2013) USM 36
Page 59

Keys and rotary knobs 4 Principles of operation
4.3 Keys and rotary knobs
Power key
The key for powering the instrument on and off is located on the far right below the display screen.
Navigation
The two rotary knobs to the left and right of the display
screen, as well as the arrow keys below the display
screen are used for navigation between the function
groups and functions.
The navigation is used
● for toggling between the operating levels,
● for toggling between the function groups,
● for toggling between the functions,
● for setting functions.
Rotary knobs and arrow keys
The USM 36 is equipped with two rotary knobs.
Use the left-hand rotary knob to directly set the gain; the
right-hand rotary knob is meant for setting the currently
selected function.
You can use the two rotary knobs to make both incremental and accelerated settings. You can achieve an incremental setting by turning the rotary knob slightly until
it locks into the next setting. Use the rotary knob contin
uously at a constant speed to achieve an accelerated
setting. In this way, you can change the values quickly.
As an alternative, you can use the arrow keys below the
display screen for changing the settings. If you keep the
arrow key pressed down, the value changes faster.
-
USM 36 Issue 2 (12/2013) 4-7
Page 60

4 Principles of operation Keys and rotary knobs
Function keys
The arrow keys below the display screen are meant for
navigation and for changing values or settings after se
lecting a function.
As an alternative, the arrow keys can be set up as function keys F1 to F4 for triggering individually assigned
functions (
see Chapter 5.3 Assignment of function
keys, page 5-7).
In that case, the arrow keys cannot be used for navigation any longer.
The key Freeze on the far left below the display screen
is permanently assigned to the function Freeze. This as
signment cannot be changed.
The selector keys to the left and right of the display
screen are used for selecting a function in order to
change the corresponding setting or the corresponding
value afterwards.
A long press of one of the two selector keys effects toggling between the normal and the zoomed A-scan display.
-
-
4-8 Issue 2 (12/2013) USM 36
Page 61

Operational concept 4 Principles of operation
4.4 Operational concept
Operating menus
The USM 36 is an easy-to-use instrument. It is provided
with two operating levels between which you can toggle
by a long press of the key Home below the display
screen.
The first operating level shows the A-scan and is used
during normal operation.
It contains seven function groups for the settings during
normal operation.
The second operating level contains all functions for the
instrument configuration. This is where you will also find
functions for saving and printing, for data management
using the data logger, and for special applications, e.g.
software updates.
Selecting and setting functions
Shown below the A-scan are the seven function groups
which you can directly select using the right-hand rotary
knob or the arrow keys. The name of the currently se
lected function group is highlighted and the corresponding four functions are displayed on the left, next to the Ascan.
-
USM 36 Issue 2 (12/2013) 4-9
Page 62

4 Principles of operation Operational concept
Note
To change the setting of a function, you have to select
the function first and then press one of the selector keys
next to the display screen.
– Use the right-hand rotary knob to select the required
function group.
– Press one of the selector keys next to the display
screen to select the function group.
– Use the right-hand rotary knob to select the required
function.
As long as a function is selected, you can
only change the corresponding value but you
cannot toggle between the functions or func
tion groups.
To toggle between the function groups, you
have to exit the current function group first
(key Home below the display screen).
– Press one of the selector keys next to the display
screen to select the selected function. You can then
change the value or the setting.
– Use the right-hand rotary knob or the arrow keys be-
low the display screen to change the value or the setting.
– Finally, press one of the selector keys next to the dis-
play screen to complete the setting.
– Press the key Home below the display screen to exit
the function group.
-
4-10 Issue 2 (12/2013) USM 36
Page 63

Operational concept 4 Principles of operation
Coarse adjustment and fine adjustment
You can choose between coarse and fine adjustment
for some functions.
The fine adjustment is made using the right-hand rotary
knob or the two arrow keys below the display screen Up
(increasing the value) and Down (reducing the value).
The coarse adjustment is made using the two arrow
keys below the display screen Right (increasing the val
ue) and Left (reducing the value). The value will then
change either in large increments (e.g. for the function
RANGE) or you can choose from a series of factorysaved values (e.g. for the function VELOCITY).
During the fine adjustment, the name of the function is
displayed in lower-case letters (range), whereas it is
displayed in capital letters during the coarse adjustment
(RANGE).
Function HOME
You can or must select the function HOME in various
cases (e.g. to confirm certain settings). To do this, the
function HOME must be assigned to one of the function
keys (
see Section Assignment of function keys,
page 5-7).
Choosing the start value
-
For some functions, you can quickly choose the start
value of the adjustment range. To do this, press the two
arrow keys below the display screen Right and Left si
multaneously after selecting the function. In this way,
you can e.g. set the value of the function DISPLAY DE
LAY to 0.000 µs.
This quick adjustment option is available for the following functions:
Function Function group
PROBE DELAY RANGE
DISPLAY DELAY RANGE
-
-
REJECT RECEIVER
USM 36 Issue 2 (12/2013) 4-11
Page 64

4 Principles of operation Operational concept
Functions of the second operating level
Shown on the second operating level are the functions,
arranged in function groups, which you can directly se
lect using the right-hand rotary knob or the arrow keys.
The name of the currently selected function is always
shown inverted. When you navigate between the func
tions, you automatically change the function groups.
To change the setting of a function, you have to select
the function first and then press one of the selector keys
next to the display screen.
– Press the key Home below the display screen for 3
seconds to switch to the second operating level.
– Use the right-hand or left-hand rotary knob or the ar-
row keys below the display screen to select the required function.
– Press one of the selector keys next to the display
screen to select the selected function. You can then
change the value or the setting.
– Use the right-hand rotary knob or the arrow keys be-
low the display screen to change the value or the setting.
– Finally, press one of the selector keys next to the dis-
play screen to complete the setting.
-
– Press the key Home below the display screen for 3
seconds to change to the first operating level.
4-12 Issue 2 (12/2013) USM 36
Page 65

Important default settings 4 Principles of operation
4.5 Important default settings
Language setting
Use the function LANGUAGE (function group CONFIG1 on the second operating level) to choose the lan-
guage for the displayed texts.
The following languages are available:
● Bulgarian ● Chinese ● German
● English ● Finnish ● French
● Italian ● Japanese ● Dutch
● Norwegian ● Polish ● Portuguese
● Romanian ● Russian ● Swedish
● Spanish ● Czech ● Hungarian
– Switch to the second operating level.
– In the function group CONFIG1, select the function
LANGUAGE.
– Select the required language. The language changes
immediately.
USM 36 Issue 2 (12/2013) 4-13
Page 66

4 Principles of operation Important default settings
Units setting
You can use the function UNITS (function group CONFIG1 on the second operating level) to select the re-
quired units (mm, in, or µs). You can change the units
any time. All values are adjusted accordingly.
– Switch to the second operating level.
– In the function group CONFIG1, select the function
UNITS.
– Select the required units.
Decimal separator
You can choose the decimal separator mark. All data
are displayed and saved using the selected decimal
separator.
– Switch to the second operating level.
– In the function group CONFIG1, select the function
DECIMAL.
– Select the required decimal separator.
4-14 Issue 2 (12/2013) USM 36
Page 67

Important default settings 4 Principles of operation
ATTENTION
Date format, Date, and Time
The date is saved together with the inspection results.
You can set the date format, the date, and the time us
ing the corresponding functions of the function group
CONFIG1 on the second operating level.
Always ensure that you are using the correct
date and time for documentation purposes.
Remember to adjust accordingly for Daylight
Savings.
– Switch to the second operating level.
– In the function group CONFIG1, select the function
DATE FORMAT.
– Select the required date format. The time format is
changed together with the date format.
– Select the function DATE.
– Use the arrow keys Right and Left to change be-
tween day, month, and year.
– Change the setting by means of the arrow keys Up
and Down.
– Select the function TIME.
– Change the time in the same way as you did previ-
ously for the date. The new values apply immediately.
USM 36 Issue 2 (12/2013) 4-15
Page 68

4 Principles of operation Default settings of the display
Note
4.6 Default settings of the display
The USM 36 is equipped with a high-resolution color
display. You can optimize the display according to your
own viewing habits and to the operating environment.
Selecting the color scheme
You can choose one of four color schemes using the
function COLOR (function group CONFIG1 on the sec
ond operating level). The color scheme determines the
color of all displays and of the background. You can set
the color of the A-scan separately (please see the sec
tion below).
All color schemes are suitable for indoor use.
For outdoor use, we recommend Scheme 3
and Scheme 4.
– Switch to the second operating level.
– In the function group CONFIG1, select the function
COLOR.
– Select the required color scheme.
-
-
4-16 Issue 2 (12/2013) USM 36
Page 69

Default settings of the display 4 Principles of operation
Selecting the A-scan color
You can choose the color of the A-scan using the function
A-SCAN COLOR (function group CONFIG2 on the sec
ond operating level). The color options depend on the selected color scheme (see Section Selecting the color
scheme, page 4-16).
– Switch to the second operating level.
– In the function group CONFIG2, select the function
A-SCAN COLOR.
– Choose the required color for the A-scan.
Selecting the grid
Using the function GRID (function group CONFIG1 on
the second operating level), you can choose a grid for
the A-scan. Two grids, each with and without a ruler at
the bottom edge of the display, are available as options.
– Switch to the second operating level.
– In the function group CONFIG1, select the function
GRID.
– Choose the required grid for the A-scan.
USM 36 Issue 2 (12/2013) 4-17
Page 70

4 Principles of operation Default settings of the display
Note
Note
Setting the brightness
To set the brightness of the display, use the function
BRIGHTNESS (function group CONFIG1 on the second
operating level). You can choose a value from 1 to 10.
Change to the higher brightness value reduces the time in battery operation.
– Switch to the second operating level.
– In the function group CONFIG1, select the function
BRIGHTNESS.
– Choose the required value.
You can extend the operating time by means
of the power saver function (
see Section
Power saving mode, page 5-79).
4-18 Issue 2 (12/2013) USM 36
Page 71

Saving the settings 4 Principles of operation
ATTENTION
4.7 Saving the settings
The filename can be up to 14 characters long
for saving data sets. However, only the first 7
characters are shown in the display on top of
the A-scan (
name, page 4-22).
Please note this limitation when saving data
sets in order to avoid any confusions be
tween filenames starting with the same character.
– Switch to the second operating level.
see Section Displaying dataset
-
You can save the current instrument settings to a file on
the SD memory card. The files for the USM
filename extension UGO.
USM 36 Issue 2 (12/2013) 4-19
36 have the
– In the function group FILES, select the function
DIRECTORY and press one of the two selector keys.
The directory of the SD memory card appears.
– Press the arrow keys to select a directory on the SD
card.
– Press one of the two selector keys to choose the se-
lected directory.
– Switch to the function ACTION.
– Select the function STORE DATASET.
Page 72

4 Principles of operation Saving the settings
Note
– Switch to the function FILENAME.
– Choose the option <NEW FILE> and press one of the
two selector keys.
– Choose the first character of the filename.
– Use the arrow key Right to switch to the next posi-
tion, and choose the next character.
– Press one of the two selector keys to complete the
filename entry.
– Switch to the function ENTER and press one of the
two selector keys.
The current instrument settings are saved to the selected directory on the SD memory card under the name entered here.
You can create and delete directories by inserting the SD memory card into the SD card
reader of your PC or by connecting the
USM
36 to a PC via a USB cable (see Sec-
tion USB interface, page 8-3).
4-20 Issue 2 (12/2013) USM 36
Page 73

Saving the settings 4 Principles of operation
Note
Recalling settings
You can recall and use instrument settings saved to the
SD memory card.
You can only recall datasets having the filename extension UGO. Other files on the SD
memory card are not displayed as options.
– Switch to the second operating level.
– In the function group FILES, select the function
DIRECTORY and press one of the two selector keys.
The directory of the SD memory card appears.
– Press the arrow keys to select a directory on the SD
card.
– Press one of the two selector keys to choose the se-
lected directory.
– Switch to the function ACTION.
– Select the function RECALL DATASET.
– Switch to the function FILENAME.
– Select the name of the required file. The selection
switches automatically to the function ENTER.
– Press one of the two selector keys.
The instrument settings of the selected dataset are recalled and they are immediately active after closing the
recalling process.
USM 36 Issue 2 (12/2013) 4-21
Page 74

4 Principles of operation Saving the settings
Note
Displaying dataset name
You can display the filename of the currently recalled instrument settings (dataset name) in the measurement
line on top of the A-scan.
The dataset name can only be displayed in
the box on the far right.
– Switch to the second operating level.
– Select the function group EVAL.
– Select the function LARGE.
– Select the setting DATASET.
– Switch to the first operating level.
After recalling the instrument settings, the corresponding filename (dataset name) is displayed in red letters in
the measurement line on top of the A-scan in the box on
the far right.
4-22 Issue 2 (12/2013) USM 36
Page 75

Saving the settings 4 Principles of operation
ATTENTION
The filename can be up to 14 characters long
for saving data sets (on the second operating
level). However, only the first 7 characters
are shown in the display on top of the A-scan
(on the first operating level).
Please note this limitation when saving data
sets in order to avoid any confusions be
tween filenames starting with the same character.
USM 36 Issue 2 (12/2013) 4-23
Page 76

4-24 Issue 2 (12/2013) USM 36
Page 77

Operation 5
USM 36 Issue 2 (12/2013) 5-1
Page 78

5 Operation Overview of the functions
Note
Note
5.1 Overview of the functions
The functions of the USM 36 are combined into function
groups on two operating levels.
– Press the key Home below the display screen for 3
seconds to switch to the second operating level.
– Use the right-hand rotary knob or the arrow keys be-
low the display screen to select the required function.
– Press one of the selector keys next to the display
screen to select the selected function. You can then
change the value or the setting.
You will find detailed descriptions of how to
use the operator's controls in
ciples of operation.
The gain is always directly available to you by means of
the two keys at the top, next to the display.
You will find an overview of the function groups and their
corresponding functions on the first pages of this oper
ating manual.
Chapter 4 Prin-
The first operating level contains seven function groups
in the default view.
If certain functions are selected using one of
the selector keys, further related function
groups appear. You can return to the previ
ous view by pressing the Home key.
The second operating level contains seven function
groups.
First operating level
Second operating level
-
-
5-2 Issue 2 (12/2013) USM 36
Page 79

Overview of the functions 5 Operation
Function groups first operating level
RANGE This is where you will find functions required for the basic setting of the signal representation on the
display screen.
PULSER This group is a combination of functions used for setting the pulser.
RECEIVER This group is a combination of functions used for setting the receiver.
dB REF This group contains functions for evaluation. The name and functions of this group vary depending
on the selected evaluation method.
AUTOCAL This is where you will find the functions for the semi-automatic calibration of the instrument.
GATE A In this group, you will find all functions required for setting the gate A.
GATE B In this group, you will find all functions required for setting the gate B.
GATES Only if the option 3B is enabled: All functions for setting the gates A, B, and C.
The function groups GATE A and GATE B are then no longer visible.
USM 36 Issue 2 (12/2013) 5-3
Page 80

5 Operation Overview of the functions
Function groups second operating level
FILES This is where you will find functions used for the management of files, test reports, and videos.
EVAL This group is a combination of functions for evaluation methods. In addition, you can configure the
measurement line here (
CONFIG1 This is where you will find various default settings, e.g. language, color, and A-scan display options.
CONFIG2 This is where you will find special functions for the instrument setup for test and measurement
applications.
CONFIG3 This is where you will find additional functions for the instrument setup for test and measurement
applications.
CONFIG4 This group contains functions for the automatic gain control.
DR This group contains all functions for the Data Recorder (option).
see Section Measurement line, page 4-5).
5-4 Issue 2 (12/2013) USM 36
Page 81

Setting the gain 5 Operation
5.2 Setting the gain
To be able to quickly and directly set the gain, use the
left-hand rotary knob.
You can use the gain to adjust the sensitivity necessary
for making echoes from reflectors to be detected visible
on the display screen at the required height.
– Turn the left-hand rotary knob in order to set the gain.
The current gain is displayed in the top left corner of
the display screen.
Setting the dB increment of gain
By turning the left-hand rotary knob, you will always set
the gain by a certain dB increment. You can define this
dB increment.
USM 36 Issue 2 (12/2013) 5-5
Page 82

5 Operation Setting the gain
Note
The following settings are possible:
● LOCK (locked)
● 0.2 dB
● 0.6 dB
● 1.0 dB
● 2.0 dB
● 6.0 dB
● 0.2 … 60.0 dB
The LOCK setting locks the gain preventing
a mistaken adjustment.
– Switch to the second operating level.
– In the function group CONFIG3, select the
function dB STEP.
– Select the required setting.
You can define the dB increment of the seventh level using the function USER GAIN STEP.
– Select the function USER GAIN STEP.
– Select the required setting.
5-6 Issue 2 (12/2013) USM 36
Page 83

Assignment of function keys 5 Operation
5.3 Assignment of function keys
You can assign various functions to the four function
keys F1 to F4 below the display screen so that you will
be able to trigger these functions any time without
switching the operating level.
The following settings are possible:
● NONE (no function selected)
● FREEZE (see page 5-68)
● COPY (see page 6-2)
● AUTO80 (see page 5-94)
● MAGNIFY GATE (see page 5-65)
● dB STEP (see page 5-5)
● RECALL DATASET (see page 4-21)
● ENVELOPE (see page 5-84)
● HOME (see page 4-11)
● ANGLE+
● ANGLE-
● BW GAIN+ (see page 5-83)
● BW GAIN- (see page 5-83)
USM 36 Issue 2 (12/2013) 5-7
Page 84

5 Operation Assignment of function keys
To be able to use the arrow keys as function keys, you
have to choose the corresponding setting.
– Switch to the second operating level.
– In the function group CONFIG3, select the function
F#
KEY.
– Select the setting FUNCTION.
– In the function group CONFIG3, select the function
FUNCTION
1 to assign the function key F1.
– Choose the required function for the function key F1.
– Choose the functions for the other function keys in
the same way.
5-8 Issue 2 (12/2013) USM 36
Page 85

Setting the display range (function group RANGE) 5 Operation
Note
5.4 Setting the display range (function group RANGE)
For an exact adjustment of the sound velocity and the probe delay, please start by reading Chapter 5.8 Calibrating the USM 36,
page 5-28.
You need the function group RANGE for the basic setting of the display range. The display range must be adjusted to the sound velocity used (function VELOCITY)
and to the probe used (function PROBE DELAY).
– Switch to the first operating level.
– Select the function group RANGE.
USM 36 Issue 2 (12/2013) 5-9
Page 86

5 Operation Setting the display range (function group RANGE)
Note
Note
RANGE
You can use the function RANGE to set the range (the
display range) for making measurements.
You can set the display range by coarse adjustment
steps or by fine adjustment (
justment and fine adjustment, page 4-11).
The adjustment range is 0.5 … 20000.00 mm.
The adjustment range for display range
depends on the sound velocity setting and
on the frequency range setting (function
FREQUENCY in the function group
RECEIVER).
– Select the function RANGE.
– Set the required display range.
– Press the two arrow keys Left and Right simultane-
ously in order to quickly set a mean value
(254.00
mm).
see Section Coarse ad-
PROBE DELAY
Every probe is equipped with a delay line between the
transducer and the coupling face. The sound pulse must
first pass through this delay line before it can enter the
test object. You can compensate for this influence of the
delay line in the probe in the function PROBE DELAY.
You can set the probe delay by coarse adjustment steps
or by fine adjustment (
and fine adjustment, page 4-11).
The adjustment range is 0 … 1000.000 µs.
If the value for the probe delay is not known,
please read
USM 36, page 5-28 to determine this value.
– Select the function PROBE DELAY.
– Set the probe delay.
– Press the two arrow keys Left and Right simultane-
ously in order to set the value to zero.
see Section Coarse adjustment
Chapter 5.8 Calibrating the
5-10 Issue 2 (12/2013) USM 36
Page 87

Setting the display range (function group RANGE) 5 Operation
Note
ATTENTION
VELOCITY
Please always make sure that the setting of
If µs are selected as units, the function
VELOCITY is deactivated for safety reasons
and it does not appear on the display screen.
You can use the function VELOCITY to set the sound
velocity in the test object.
You can choose between different materials and their
sound velocities. The additional information TR. and
TRANS refer to the sound velocities in transverse wave
excitation mode. In longitudinal wave excitation mode,
the material name remains without additional informa
-
tion.
If you deviate from a specified material velocity when
using the navigation, the material name is automatically
replaced by the information CUSTOM. You can set the
sound velocity by coarse adjustment steps or by fine ad
justment (see Section Coarse adjustment and fine ad-
justment, page 4-11).
– Select the function VELOCITY.
– Set the sound velocity.
-
the function VELOCITY is correct. The
USM
36 calculates all range and distance indications on the basis of the value adjusted
here.
The adjustment range is 250 … 16000 m/s.
USM 36 Issue 2 (12/2013) 5-11
Page 88

5 Operation Setting the display range (function group RANGE)
DISPLAY DELAY
You can use this function to choose whether to display
the adjusted display range (for example 250 mm) start
ing from the surface of the test object or in a section of
the test object starting at a later point. This allows you to
shift the complete screen display and consequently also
the display zero.
For example, if the display should start from the surface
of the test object, you have to adjust the value 0 for DIS
PLAY DELAY.
You can set the display delay by coarse adjustment
steps or by fine adjustment (
see Section Coarse ad-
justment and fine adjustment, page 4-11).
The adjustment range is -15.000 … 3500.000 µs.
– Select the function DISPLAY DELAY.
– Set the sound velocity.
– Press the two arrow keys Left and Right simultane-
ously in order to set the value to zero.
-
-
5-12 Issue 2 (12/2013) USM 36
Page 89

Setting the pulser (function group PULSER) 5 Operation
5.5 Setting the pulser (function group PULSER)
You will find all functions for setting the pulser in the
function group PULSER.
– Switch to the first operating level.
– Select the function group PULSER.
VOLTAGE (pulser voltage)
You can use the function VOLTAGE to set the pulser
voltage.
The following settings are possible:
● HIGH – high voltage
● LOW – low voltage
The setting HIGH is recommended for all tests in which
maximum sensitivity is important, e.g. for the detection
of small flaws. Choose the setting LOW for broadband
probes or if narrow echoes are required (better lateral
resolution).
Square-wave pulser
If your USM 36 is equipped with a square-wave pulser
(option) and if the square-wave pulser is chosen as
pulser type (
page 5-75), then you can set the pulser voltage within
the range of 120 … 300 V in steps of 10 V. Instead of
the function ENERGY, the function WIDTH is then avail
able.
see Section Selecting the pulser type,
-
USM 36 Issue 2 (12/2013) 5-13
Page 90

5 Operation Setting the pulser (function group PULSER)
ATTENTION
Note
ENERGY
Use the data sheet for your probe to check
which maximum voltage is allowed to be ap
plied.
The pulser voltage and the pulse width can
be automatically limited, depending on the
pulse repetition frequency (
MODE (pulse repetition frequency),
page 5-16) setting. This function helps to
avoid heat accumulations in the pulser electronics.
– Select the function VOLTAGE.
– Select the required pulser voltage.
see Section PRF
You can use the function ENERGY to set the penetration or sound energy.
The following settings are possible:
● HIGH – high energy
● LOW – low energy
The setting HIGH is recommended for all tests in which
maximum sensitivity is important, e.g. for the detection
of small flaws. Choose the setting LOW for broadband
probes or if narrow echoes are required (better lateral
resolution).
– Select the function ENERGY.
– Select the required setting.
5-14 Issue 2 (12/2013) USM 36
Page 91

Setting the pulser (function group PULSER) 5 Operation
Note
WIDTH
This function is only available if the option square-wave
pulser is chosen as pulser type (
see Section Selecting
the pulser type, page 5-75).
You can use the function WIDTH to adjust the pulse
width for the square-wave pulser. You can adjust a val
ue within the range of 30 … 500 ns (nanoseconds) in
steps of 10
ns.
The following equation produces an approximation for
the suitable pulse width:
Nominal width in nanoseconds
= 500/probe frequency in MHz
For example, the equation for a 2.25 MHz probe results
in:
Nominal width in nanoseconds
= 500/2.25 ns = 222 nanoseconds
The pulser voltage and the pulse width can
be automatically limited, depending on the
pulse repetition frequency (
MODE (pulse repetition frequency),
-
page 5-16) setting. This function is used for
limiting the signal loss.
– Select the function WIDTH.
– Choose the required value.
see Section PRF
USM 36 Issue 2 (12/2013) 5-15
Page 92

5 Operation Setting the pulser (function group PULSER)
DAMPING
This function is used for matching the probe. By setting
the damping of the probe oscillating circuit you can vary
the height, width, and resolution of the echo display.
The following settings are possible:
● 1000 Ohm
low damping, the echoes become higher and broader.
● 50 Ohm
reduces the echo height but produces narrower
echoes with a higher resolution.
– Select the function DAMPING.
– Choose the required value.
PRF MODE (pulse repetition frequency)
The pulse repetition frequency indicates the number of
times an initial pulse is triggered per second. You can
decide whether you need the highest possible PRF val
ue or whether you are satisfied with a low value. You
have three fixed steps and one user-variable step avail
able for the adjustment.
The larger your test object, the smaller PRF values are
needed to avoid phantom echoes. However, the A-scan
update rate becomes lower in the case of smaller PRF
values; high values are therefore required if a test object
should be scanned fast.
The best way to determine the suitable PRF value is by
experimenting: Start from the highest step and reduce
the value until there are no more phantom echoes.
-
-
5-16 Issue 2 (12/2013) USM 36
Page 93

Setting the pulser (function group PULSER) 5 Operation
Note
The following settings are possible:
● AUTO LOW 400 Hz
● AUTO MED 1000 Hz
● AUTO HIGH 1500 Hz
● MANUAL
You can detect and avoid phantom echoes
by means of the optional function phantom
PRF (
see Section Phantom echo detector,
page 5-57).
– Select the function PRF MODE.
– Choose the required value.
– If you have selected MANUAL, set the required val-
ue.
USM 36 Issue 2 (12/2013) 5-17
Page 94

5 Operation Setting the receiver (function group RECEIVER)
5.6 Setting the receiver (function group RECEIVER)
You will find all functions for setting the receiver in the
function group RECEIVER.
– Switch to the first operating level.
– Select the function group RECEIVER.
FREQUENCY
In this function, you can set the frequency of the receiver
according to the frequency of your probe.
The following settings are possible:
● BROADBAND
● 1 - 5 MHz
● 2 MHz
● 2.25 MHz
● 4 MHz
● 5 MHz
● 10 MHz
● 13 MHz
● 15 MHz
– Select the function FREQUENCY.
– Choose the required value.
5-18 Issue 2 (12/2013) USM 36
Page 95

Setting the receiver (function group RECEIVER) 5 Operation
RECTIFY
You can use the function RECTIFY to select the rectification mode of the echo pulses according to your application.
The following settings are possible:
● FULLWAVE
All half-waves are displayed above the base line on
the screen.
● POS HALFWAVE
Only positive half-waves are displayed above the
base line on the screen.
● NEG HALFWAVE
Only negative half-waves are displayed above the
base line on the screen.
● RF (radio frequency)
There is no rectification. Both positive and negative
wave portions are displayed with true amplitude.
– Select the function RECTIFY.
– Select the required setting.
DUAL (pulser-receiver separation)
You can use the function DUAL to activate the pulserreceiver separation (
probe, page 3-9).
● OFF
Single-element operation; the probe connector sockets are connected in parallel.
● ON
Dual mode for using dual-element probes; one probe
connector is connected to the amplifier input, the ini
tial pulse is applied to the other probe connector.
● THROUGH
Through-transmission mode for using two separate
probes; the receiver is connected to one probe con
nector and the pulser is connected to the other. As
the sound wave passes through the test object only
once in through-transmission mode, all range and
wall thickness measurement functions are adjusted
accordingly.
– Select the function DUAL.
– Select the required setting.
see Chapter 3.3 Connecting a
-
-
USM 36 Issue 2 (12/2013) 5-19
Page 96

5 Operation Setting the receiver (function group RECEIVER)
ATTENTION
REJECT
You can use the function REJECT to suppress unwanted echo indications, e.g. structural noise from the test
object.
The height in % indicates the minimum height that the
echoes must attain in order for them to be displayed on
the screen at all. The reject setting cannot be higher
than 80
– Select the function REJECT.
– Choose the required value.
%.
You should handle this function with great
caution as it may of course happen that you
suppress echoes from flaws as well. Many
test specifications expressly forbid using the
reject function.
5-20 Issue 2 (12/2013) USM 36
Page 97

Setting the gates (function groups GATE A and GATE B) 5 Operation
5.7 Setting the gates (function groups GATE A and GATE B)
You will find all functions for setting the gates A and B in
the function groups GATE
– Switch to the first operating level.
– Select the function group GATE A or GATE B.
A and GATE B.
Tasks of the gates
● The gates monitor the area of the test object where
you expect to detect a flaw. If an echo exceeds or falls
below the gate, an alarm signal is output (
Alarms, page 4-6).
● The gates A and B are independent of each other.
Gate
A can also assume the function of an echo start
gate for gate
● The gate chooses the echo for the digital time-offlight and amplitude measurement. The measured
value is displayed in the measurement line (
tion Measurement line, page 4-5).
Display of the gates
Gates are displaced in different colors for ease of identification.
B.
see Section
see Sec-
USM 36 Issue 2 (12/2013) 5-21
Page 98

5 Operation Setting the gates (function groups GATE A and GATE B)
A-START/B-START (starting point of the gate)
You can set the starting point of the gates A or B within
an adjustment range of 0
You can set the value by coarse adjustment steps or by
fine adjustment (
fine adjustment, page 4-11).
– Select the function A-START or B-START.
– Set the required value.
see Section Coarse adjustment and
… 27940 mm.
A-WIDTH/B-WIDTH (width of the gates)
You can set the width of the gates A or B within an adjustment range of 1.00 … 27940.00 mm.
You can set the value by coarse adjustment steps or by
fine adjustment (
fine adjustment, page 4-11).
– Select the function A-WIDTH or B-WIDTH.
– Set the required value.
see Section Coarse adjustment and
5-22 Issue 2 (12/2013) USM 36
Page 99

Setting the gates (function groups GATE A and GATE B) 5 Operation
A-THRESHOLD/B-THRESHOLD (response and measurement threshold of the gate)
You can define the threshold value of the gates A or B
within the range of 5
ing an alarm if this value is exceeded or not reached.
In RF mode, you can additionally set the threshold within the range of –5 … –95 %.
– Select the function A-THRESHOLD or
B-THRESHOLD.
– Set the required value.
… 95 % screen height for trigger-
USM 36 Issue 2 (12/2013) 5-23
Page 100

5 Operation Setting the gates (function groups GATE A and GATE B)
TOF MODE
The sound path measurement by means of the echo
evaluation depends on the choice of the measuring
point.
The following settings are possible:
● PEAK (peak measurement)
The amplitude and the time-of-flight are measured at
the absolutely highest amplitude value within the gate
with maximum resolution of the instrument.
● FLANK (flank measurement)
The amplitude is measured as in the case of PEAK,
however, the time-of-flight is measured at the first
point of intersection between the echo and the gate
with maximum resolution of the instrument.
● J-FLANK
The time-of-flight is measured as in the case of
FLANK, the amplitude measurement before the 1st
change of direction downwards if the gate threshold
is afterwards not reached yet another time. In the
case of larger values for the function RANGE, it may
happen that several points are combined into one. In
these cases, the evaluation no longer corresponds to
the displayed A-scan.
● FIRST PEAK
The measurement is made as in the case of JFLANK, however, with screen resolution. If the eval
uation using the displayed A-scan is of prime importance, FIRST PEAK should be preferred.
-
5-24 Issue 2 (12/2013) USM 36
 Loading...
Loading...