

Page 1

Automated Systems Division
ARGO 42/A
Comelz
Drive Motor & Stepper Drive
Eprom Version B
Instruction Manual
CATPT9910
Union Special Corporation
Automated Systems Division
Page 2

Page 3
ARGO 42/A
INSTALLATION
USE
MAINTENANCE
Catalog Part Number
CATPT9910
Eprom B
Page 4
COMELZ ARGO 42/A 2
INSTALLATION...................................................5
CONNECTING TO MAINS ...................................................................................5
CONNECTION TO THE SEWING MACHINE..................................................5
SYNCHRONIZERS / INSTALLATION AND TIMING .....................................5
INSTALLATION OF ME100 SYNCHRONIZER..........................................................................5
INSTALLATION OF ME200 SYNCHRONIZER..........................................................................6
INSTALLATION OF ME300 SYNCHRONIZER..........................................................................6
TIMING............................................................................................................................................6
“0” reference position without using
SOCKET PANELS ..................................................................................................7
CZ0 AND CZ1 SOCKET PANELS.................................................................................................7
CZ2 SOCKET PANEL.....................................................................................................................7
CZ3 AND CZ4 SOCKET PANELS.................................................................................................7
NT4 SOCKET PANEL ....................................................................................................................8
the MT800 console ....................................................6
THE MT800 CONSOLE .........................................................................................8
PROTECTED ACCESS TO INFORMATION.....................................................8
INSTALLATION SETUP .......................................................................................8
TRANSFER OF THE SETUP THROUGH THE KK195 MEMORY ............................................8
SELECTION AMONG CONFIGURATIONS INCLUDED IN THE “LIBRARY
OF CONFIGURATIONS”..............................................................................................................9
SETUP -01 / machine selection.............................................................................................10
DIRECT PROGRAMMING OF MOTOR CONFIGURATION...................................................10
SETUP -02 / machine parameters........................................................................................10
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS)................................................... 11
ROTATION (SPEED, ACCELERATION)....................................................................................... 11
TREADLE .......................................................................................................................................12
COVER PAGES................................................................................................... 13
MOTOR DIAGNOSIS....................................................................................................................... 13
PROTECTED ACCESS SETUP .............................................................................................. 14
SETUP -03 / machine devices................................................................................................14
THREAD TRIMMER....................................................................................................................... 14
Page 5
COMELZ ARGO 42/A 3
TENSION RELEASE....................................................................................................................... 15
THREAD WIPER............................................................................................................................ 16
PRESSER FOOT LIFTER............................................................................................................... 16
BACK-TACK................................................................................................................................... 16
NEEDLE COOLING....................................................................................................................... 17
CHAIN SUCTION (VENTURI)....................................................................................................... 17
PHOTOCELL........................................................................................................................ 17
SAFETY SWITCH................................................................................................................. 17
STATIONARY BRAKE .................................................................................................................... 18
HP ADLER / JUKI.......................................................................................................................... 18
CUTTER.......................................................................................................................................... 18
STEPPER MOTORS .......................................................................................................................19
AUTOMATION .....................................................................................................19
SETUP –10 / output signals / input signals........................................................................19
PROGRAMMING OUTPUT SIGNALS .......................................................................................19
PROGRAMMING INPUT SIGNALS............................................................................................ 22
CONNECTION OF INPUT DEVICES (MICRO-SWITCHES, NPN, PNP).........................................24
USE........................................................................26
CONSOLES AND KEYBOARDS........................................................................26
MT800 CONSOLE.........................................................................................................................26
MT600 CONSOLE.........................................................................................................................26
MT100 AND MT400 KEYBOARDS............................................................................................27
MT500 KEYBOARD.....................................................................................................................27
SEWING PROGRAMMING................................................................................27
STEP PROGRAMMING ...............................................................................................................28
Operations...............................................................................................................................28
Sewing mode...........................................................................................................................29
Behavior of devices while sewing..........................................................................................29
Page 6

COMELZ ARGO 42/A 4
Behavior of devices at the end of the sewing .......................................................................30
Beginning and end of a Step and shift from a Step to the next one ..................................30
USE OF THE PHOTOCELL .........................................................................................................31
Additional conditions for the use of the photocell ..............................................................32
USE OF THE AUTOMATION FUNCTIONS..............................................................................32
Importance of the Pause Step ...............................................................................................33
CREATING A PROGRAM BY SELF-TEACHING ....................................................................33
PROGRAM MANAGEMENT ......................................................................................................33
Modifying and deleting a Program ......................................................................................34
Correction of a Program and limitation to correction.......................................................34
Transferring a Program........................................................................................................34
PROGRAM 000 ......................................................................................................35
PROGRAM INDEX...............................................................................................35
PIECE COUNTING / PRODUCTION CONTROL ...........................................36
USE OF STANDARD COVER PAGES...............................................................37
MAINTENANCE.................................................39
TROUBLESHOOTING .................................................................................................................39
ERROR MESSAGES DISPLAYED BY THE MT800 CONSOLE..............................................39
COMPLETE MOTOR RESET ......................................................................................................40
RUNNING THE MACHINE WITHOUT SYNCHRONIZER......................................................40
BUILT-IN BACK-UP MEMORY.................................................................................................40
REPLACEMENT OF THE SOCKET PANEL..............................................................................40
REPLACEMENT OF THE SYNCHRONIZER............................................................................41
REPLACEMENT OF THE KK66 ELECTRONIC BOARD ........................................................41
REPLACEMENT OF THE FRONT PEDAL
MOTOR REPLACEMENT............................................................................................................41
SOFTWARE UPDATING.............................................................................................................41
PANEL ..................................................................41
EXAMPLES (Sewing Programs)........................42
SM1 STEPPER MOTOR DRIVER ………….. 61
Page 7
COMELZ ARGO 42/A 5
INSTALLATION
CONNECTING T O MAINS
ARGO is a 220 V single-phase unit and it can be immediately connected to the 220 V single-phase line.
It can also be connected to the 380 V three-phase line by obtaining 220V using any one of the three phases and the neutral wire. In
case of connection to the 380V three-phase line it is important not to connect the unit between two phases instead of
between any one phase and the neutral wire.
By request Argo is available in 110V model.
Also the ground wire must be absolutely connected for correct functioning of the motor (through the mains socket).
Besides, near the unit there must not be any equipment that has sparking contacts (as lacking the correct protections).
For a good functioning it is necessary to connect the sewing machine head to the ground screw located on the motor
housing.
CONNECTION TO THE SEWING MACHINE
The motor is fixed to the stand through a bracket. Fixing holes comply with both DIN and ASA norms.
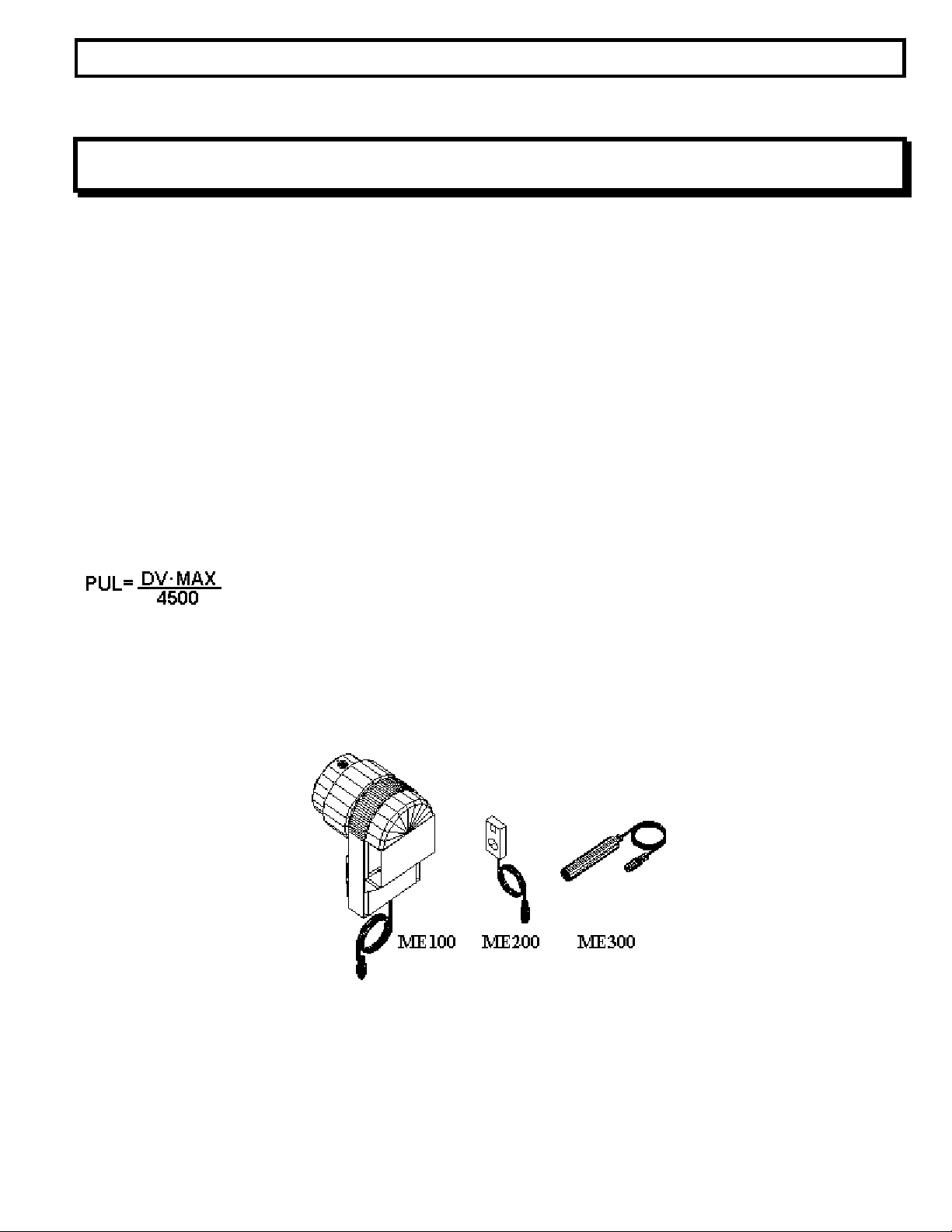
The transmission of the motion is effected through a V belt, “Z” section. Choose the diameter of the motor pulley (PUL) so as
to obtain a correct ratio between the maximum rotation speed allowed on the machine (MAX) and the rated rotation speed
of the motor (4500rpm). A different ratio to the motor speed (max. 6000rpm) reduces performances.
The correct pulley size is given to the technician during the configuration process of the motor (page
The correct pulley size can also be calculated using the following formula:
11).
(where DV is the pitch diameter of the hand-wheel of the machine):
Pulleys are available with pitch diameters (in mm): 50, 58, 63, 67, 71, 75, 80, 85, 90, 95.
The treadle is connected to the control lever on the main body of ARGO, through the rod (extensible) that is usually fitted to the
machine.
To prevent vibrations from moving the motor and loosening the belt, the screws that connect the motor to the bracket must be
securely fastened with the wrench provided with the unit.
SYNCHRONIZERS / INSTALLATION AND TIMING
Besides the traditional optical synchronizer (ME100), other two synchronizer types are available (miniaturized and without
mechanical parts): one Hall-effect based type (ME200) and one with proximity sensor (ME300). These two types satisfy the need
to eliminate rotating members inside the synchronizer, especially on fast machines.
INSTALLATION OF ME100 SYNCHRONIZER
Just fit the synchronizer to the shaft. No mechanical adjustment is required, as the setting of the “0” reference and the stopping
positions of the machine will be accomplished afterwards in the configuration phase (see Timing paragraph page
11).
Page 8
COMELZ ARGO 42/A 6
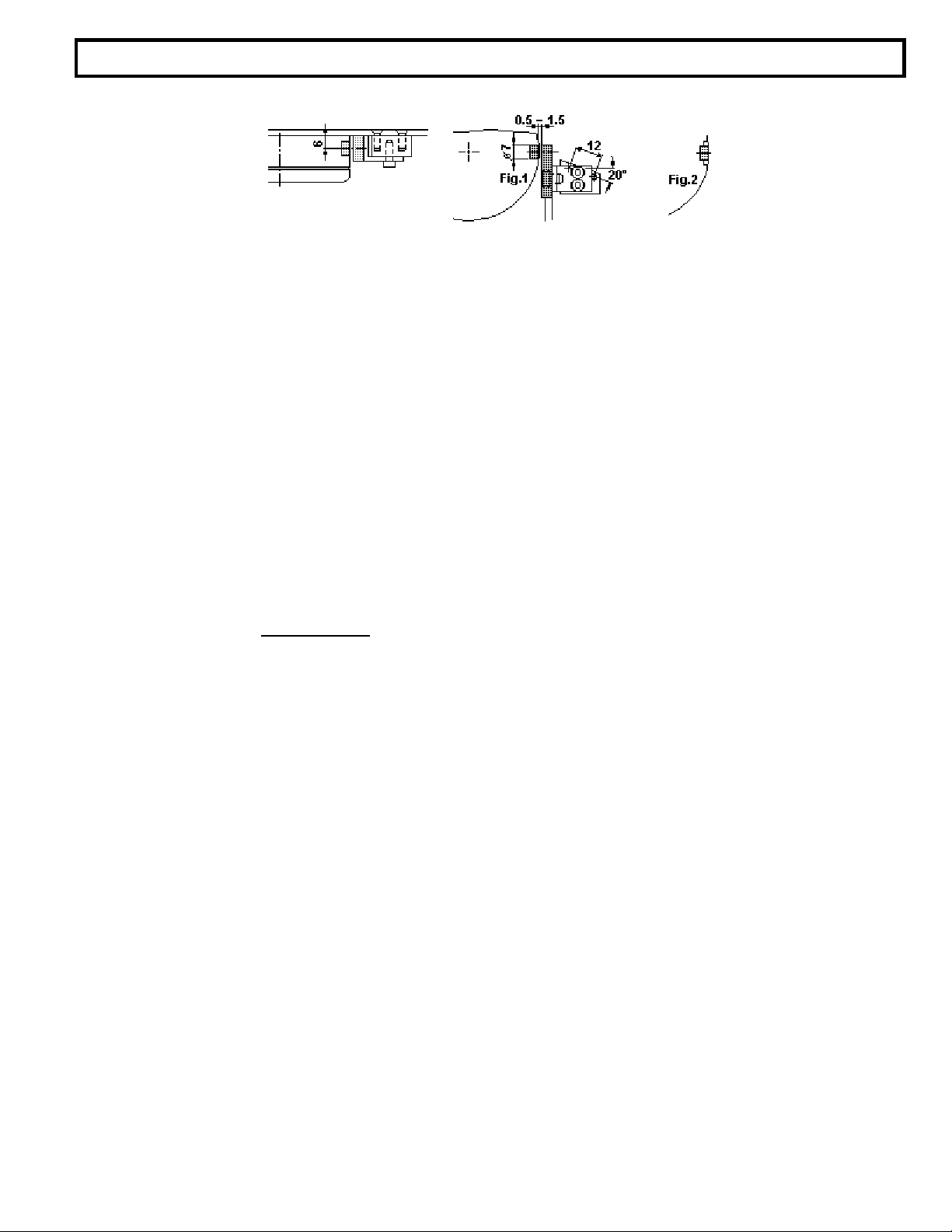
INSTALLATION OF ME200 SYNCHRONIZER
The ME200 synchronizer is a Hall-effect sensor and a permanent magnet.
The magnet has to be fastened to a rotating part of sewing machine, keeping the white side on the outside.
If the magnet is fixed to an aluminum or plastic hand-wheel, the magnet itself can be completely inside the part; if the magnet is
fixed to ferrous materials (like steel, cast iron), it must be free at least one half of its height and twice its diameter (picture 2).
The sensitive area of the sensor is where the white dot is located.
The sensor must be fixed not further than 1.5 mm (1/16 in) from the magnet, taking care that the white point is facing the white
surface of the magnet.
The setting of the “0” reference and the stopping positions of the machine will be accomplished afterwards in the configuration
phase (see Timing paragraph page
INSTALLATION OF ME300 SYNCHRONIZER
This synchronizer detects the proximity to metallic parts; it can be used on machines having metal sectors on the plastic handwheel (place it on the sector that gives only one signal per revolution), or on other machines, making the necessary adjustments
(only one detection per revolution is necessary).
The proximity sensor must not be further than 1,5 mm (1/16 in) from the hand-wheel.
The setting of the “0” reference and the stopping positions of the machine will be accomplished afterwards in the configuration
phase (see Timing paragraph page
11).
11).
TIMING
The timing operation is usually accomplished through the MT800 console as explained in paragraph Timing page 11.
“0” reference position without using the MT800 console
When the MT800 console is not available, the motor being installed must already be fully set-up, so that only the “0” reference
position must be defined. This can be achieved through the following procedure:
• Turn the machine on.
• Rotate the hand-wheel by hand for at least 3-4 revolutions.
• Move the needle tip to skim the needle plate (while moving down).
• Heel back the pedal to -2 (trimming position) and turn the motor off (while keeping the treadle at full heeling
position).
It must be remembered that in case the KK66 board must be replaced it is necessary to set-up the motor as if it were a new
installation.
Page 9
COMELZ ARGO 42/A 7
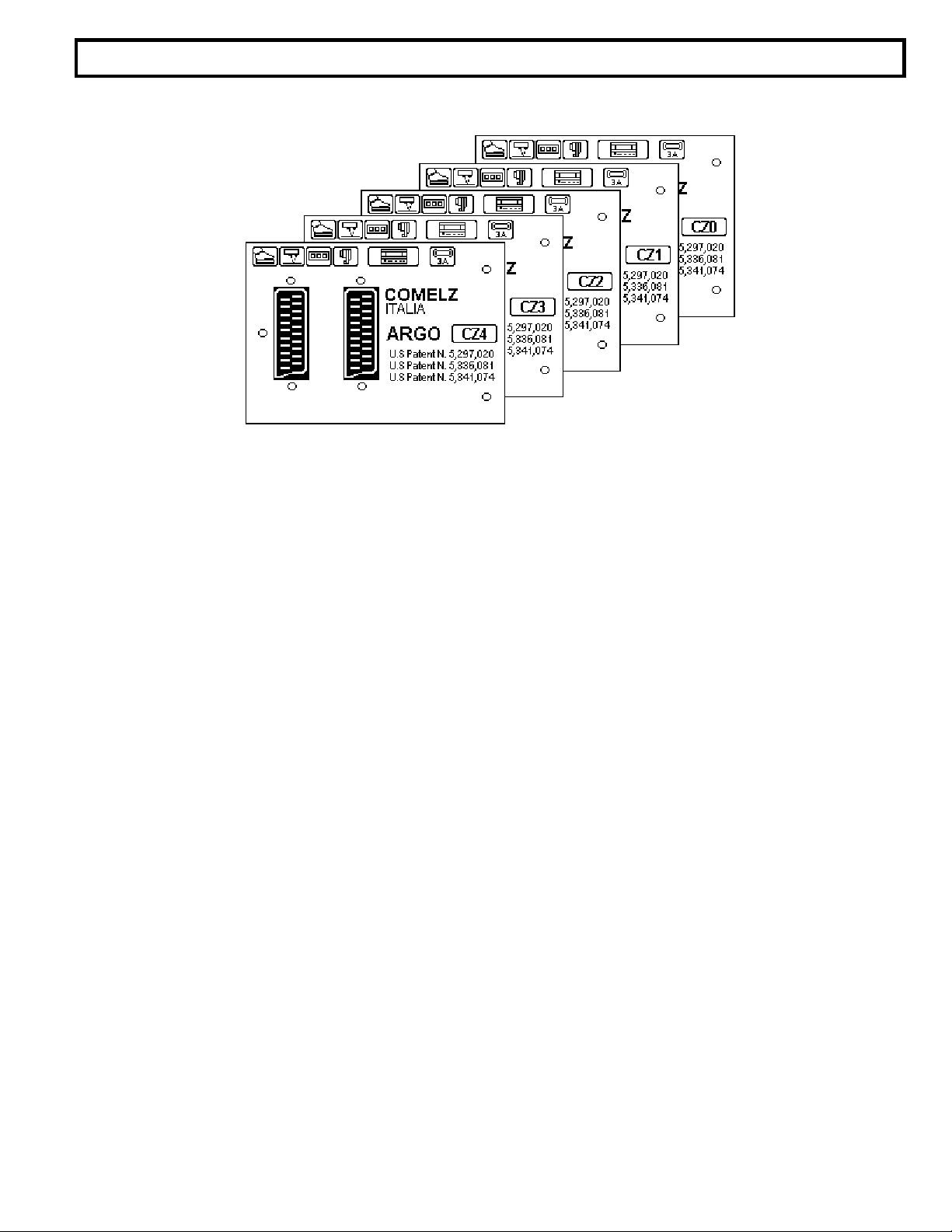
SOCKET PANELS
Easily interchangeable, their aim is to adapt Argo to the different types of connectors on sewing machines of different brands
(AD2 for Adler machines; DK2 for Dürkopp machines; JK2 for Juki machines; PF2 for Pfaff machines; and so on).
For those machines that do not bind to special connectors, it is advised to use the panels of the CZ class (CZ0, CZ1, CZ2, CZ3,
CZ4). It is possible to use the CZ class panels also for those sewing machine brands that have very special connectors, by using
proper wiring harnesses (available as accessories).
Their performances and number of inputs/outputs change according to the user's different requirements and offer full assistance to
the development of automation.
CZ0 AND CZ1 SOCKET PANELS
Choose them when Sewing Programs and photocell are not used.
Three outputs are available on the CZ0 panel: presser foot lifter, thread trimmer (or chain suction on over-lock machines), thread
wiper (or tension release, or needle cooling (running signal)). One input for the emergency stop and one duplicate for the
synchronizer are also available besides the standard ones for the synchronizer, the console and the keyboard.
Five outputs are available on the CZ1 panel: presser foot lifter, thread trimmer (or chain suction on over-lock machines), tension
release (or needle cooling (running signal)), thread wiper, reverse feed (back-tack) or upper thread trimmer. Besides the standard
inputs (synchronizer, console and keyboard), one input is available for the emergency stop, one duplicate for manual back-tack,
one duplicate for the synchronizer and one input for the safety switch to control the release of the thread trimmer (fitted to many
chain-stitch machines). The CZ1 panel, used with the MT600 console, allows the execution of programmed back-tacks.
CZ2 SOCKET PANEL
It allows a more comprehensive use of Argo: Sewing Programs can be written and executed by using the MT800 console (using a
photocell if needed); production data can be collected. Sewing Programs can be transferred to or copied from other sewing
machines or personal computers.
Five outputs are available on the CZ2 panel: presser foot lifter, thread trimmer (or chain suction on over-lock machines), tension
release (or needle cooling (running signal)), thread wiper, reverse feed (back-tack) or upper thread trimmer. Besides the standard
inputs (synchronizer, console, keyboard, photocell and remote treadle), four inputs are available: for the emergency stop, for the
safety switch to control the release of the thread trimmer (fitted to many chain-stitch machines), one duplicate for the synchronizer,
one duplicate for the photocell and one duplicate for manual back-tack.
CZ3 AND CZ4 SOCKET PANELS
They have been developed to connect and control external devices used in automatic sewing systems (besides all possible devices
available on the machine).
Besides the features already available on the CZ2 panel, they offer the possibility of connecting up to twelve programmable
outputs (to be divided among external devices and those on the machine) and nine inputs, one of which is analog (it reads levels
between 0 and 5 volts). They integrate the five standard inputs (remote control treadle, photocell, keyboard, synchronizer, safety
switch).
On the CZ3 panel only eight outputs are available, three of which to be assigned to external devices.
On the CZ4 panel there are twelve outputs that can be freely assigned to machine devices or external ones.
Page 10
COMELZ ARGO 42/A 8
NT4 SOCKET PANEL
This socket panel has the same features of CZ4 socket panel plus it has the possibility to be conn ected to one or more external
boxes SM1 for Stepper motor control. See manual “Stepper Motors”.
THE MT800 CONSOLE
This console is the most powerful instrument to access the functions available with ARGO; through it, it is possible to intervene at
any level and on each aspect of the application. It is used by installers, maintenance personnel and by users.
Through the use of the MT800 console, installers define their application precisely and in details, adjust the parameters of the
sewing machine, detect malfunctioning and collect operation data.
Users, through a simple and exhaustive language, can create and store in memory a great number of Sewing Programs and, during
operations, they can count the pieces and monitor production.
All available functions, both for configuration and use, are shown by a set of pages and underlying pages, divided into three
groups:
• SETUP -01/..../SETUP -10 configuration instruments
• PRG 000 basic Sewing Programs
• PRG 001/.../PRG 255 Sewing Programs written by the user
Parameters within pages are selected through the
The value of a parameter is defined through the
• change the numerical value ( to increase, to decrease)
• change the literal content (to insert text)
• confirm or exclude (
• search for alternatives for the use of devices
The
associated to some pages and parameters. The access to and the return from the underlying pages is obtained by pressing the
button.
and buttons are also used to move through the main pages (starting from the page number). An underlying page is
for YES, for NO)
and buttons that, depending upon the context, are used to:
buttons.
PROTECTED ACCESS TO INFORMA TION
The machine configuration (set-up), the modification of Sewing Program data and the access to production data fall within
specialized personnel competence. To prevent operators from accidentally altering these data, two 3-digit access codes are
provided (code
Program area; code
The original codes are 000 and they can be changed in Set-up-02 ( see Protected access set-up page 14).
If the codes are set to a value different than 000 it is possible to write into the KK195 memory chip only after entering the PRG
code.
PRG to modify Sewing Programs, for production control or to move from Cover page area to Sewing
STP to move from Sewing Program area to Set-up area).
INSTALLATION SETUP
On the MT800 programming console, at every position of the cursor corresponds a message displayed in the bottom line that will
help you through the programming. Basically, to program Argo, you simply follow the instruction s in the messag e line until the
motor is fully configured.
There are three diffe rent ways to set-up the motor for the particular machines used:
Transfer of machine configuration from an external KK195 memory chip to the motor.
Selection of machine configuration among several configurations already stored in the motor “library of configurations”.
Direct programming of all the parameters needed (or modification of some parameters stored in the two previous ways).
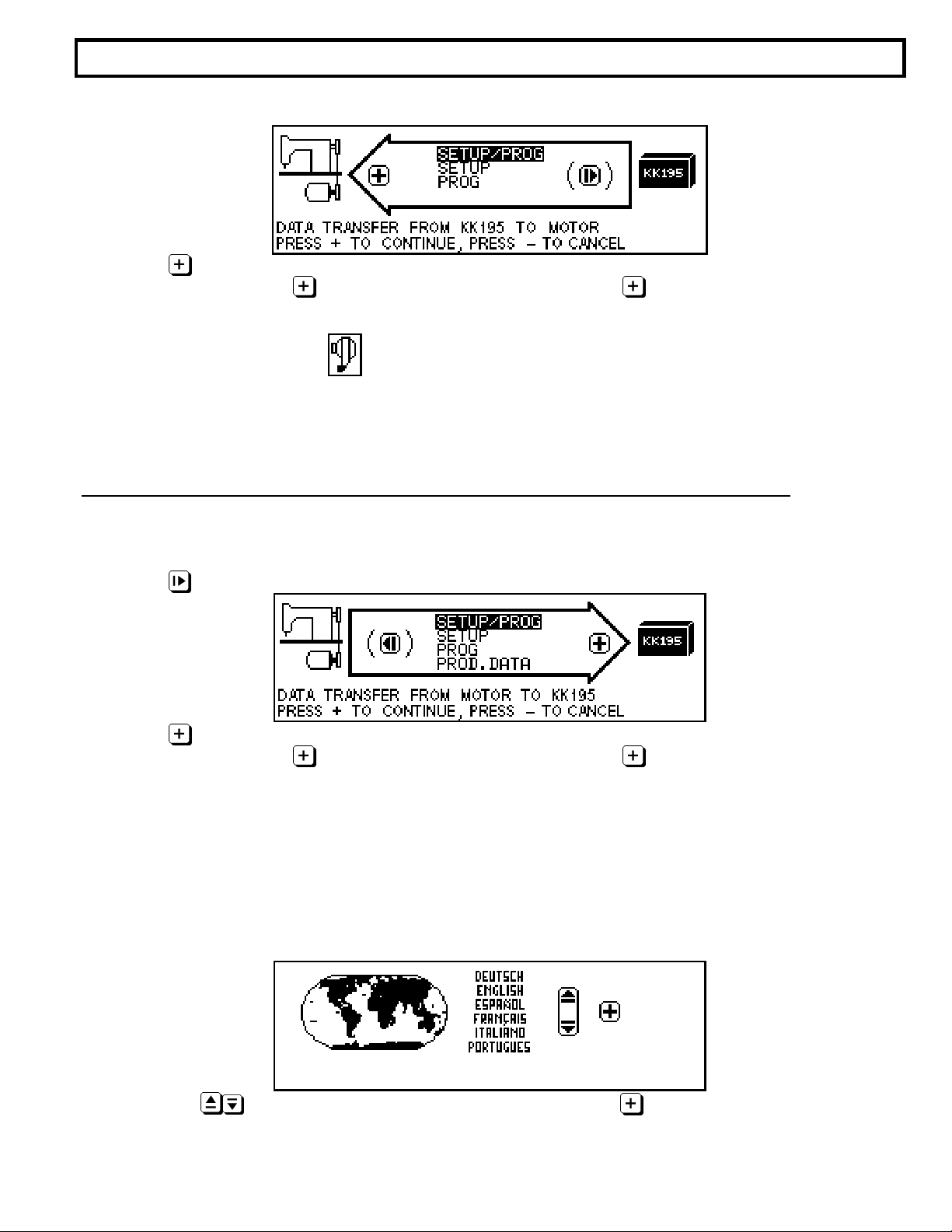
TRANSFER OF THE SETUP THROUGH THE KK195 MEMORY
By means of a KK195 memory chip it is possible to copy the configuration from an already installed machine and transfer it to a
machine of the same type. When required, at this moment it is also possible to transfer all the Sewing Programs.
To transfer a machine configuration from an external KK195 memory chip to the motor:
- Turn the motor off
Page 11
COMELZ ARGO 42/A 9
- Plug in the KK195 chip into the right side of the MT800 console
- Turn the motor on and the page to transfer data from the KK195 chip to the motor will appear:
- Press the
- Then press a second time the
be permanently erased).
- Now will appear the page for needle stopping position settings and the only necessary adjustment is the setting of the “0”
button to transfer the configuration to the motor
button to confirm (CAUTION! After the second , the previous motor configuration will
reference position. See paragraph
If into the KK195 is stored only the machine Set-up (for example with motors equipped with socket panels CZ0 or CZ1), the only
option available is to transfer the Setup. If into the KK195 are stored the machine Set-up and the Sewing Programs, then three
options are presented: transfer of Setup and Sewing Programs in only one operation (suggested option), transfer of Setup only,
transfer of Sewing Programs only.
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS) page 11.
To transfer a machine configuration from the motor to an external KK195 memory chip:
- Turn the motor off
- Plug in the KK195 chip into the right side of the MT800 console
- Turn the motor on and the page to transfer data from the KK195 chip to the motor will appear (If nothing is stored into the
KK195 the page to transfer data from the motor to the KK195 chip is automatically displayed)
- Press the
- Press the
- Then press a second time the
KK195 will be permanently erased).
The Set-up configuration can also be stored in a personal computer, to be recalled and used later on. The use of a personal
computer is useful when it is necessary to store a great number of different Set-up configurations. To transfer the Set-up
configuration into a PC you need the optional ML02 memory reader and SW. Further information is available on the manual:
“ARGO 42AM Combined data management on the PC”.
button and the page to transfer data from the motor to the KK195 chip will appear:
button to transfer the configuration to the KK195
button to confirm (CAUTION! After the second , the previous configuration stored in the
SELECTION AMONG CONFIGURATIONS INCLUDED IN THE “LIBRARY OF CONFIGURATIONS”
When the motor is shipped from the factory (or after a complete motor reset- See paragraph COMPLETE MOTOR RESET page
40), the page for the language selection will be displayed at motor on.
Simply select with
page for the motor configuration will appear (page SETUP–01) and the cursor is positioned on the “Brand” list. If a Program page
the desired language for all the messages and then press the button to confirm. After that, the first
Page 12
COMELZ ARGO 42/A 10
appears when you turn on the motor (for ex. PROG000), press the button until page SETUP-01 will appear; then press the
buttons to move to the “Brand” list. It is possible to change the language also in PROG000 (see page
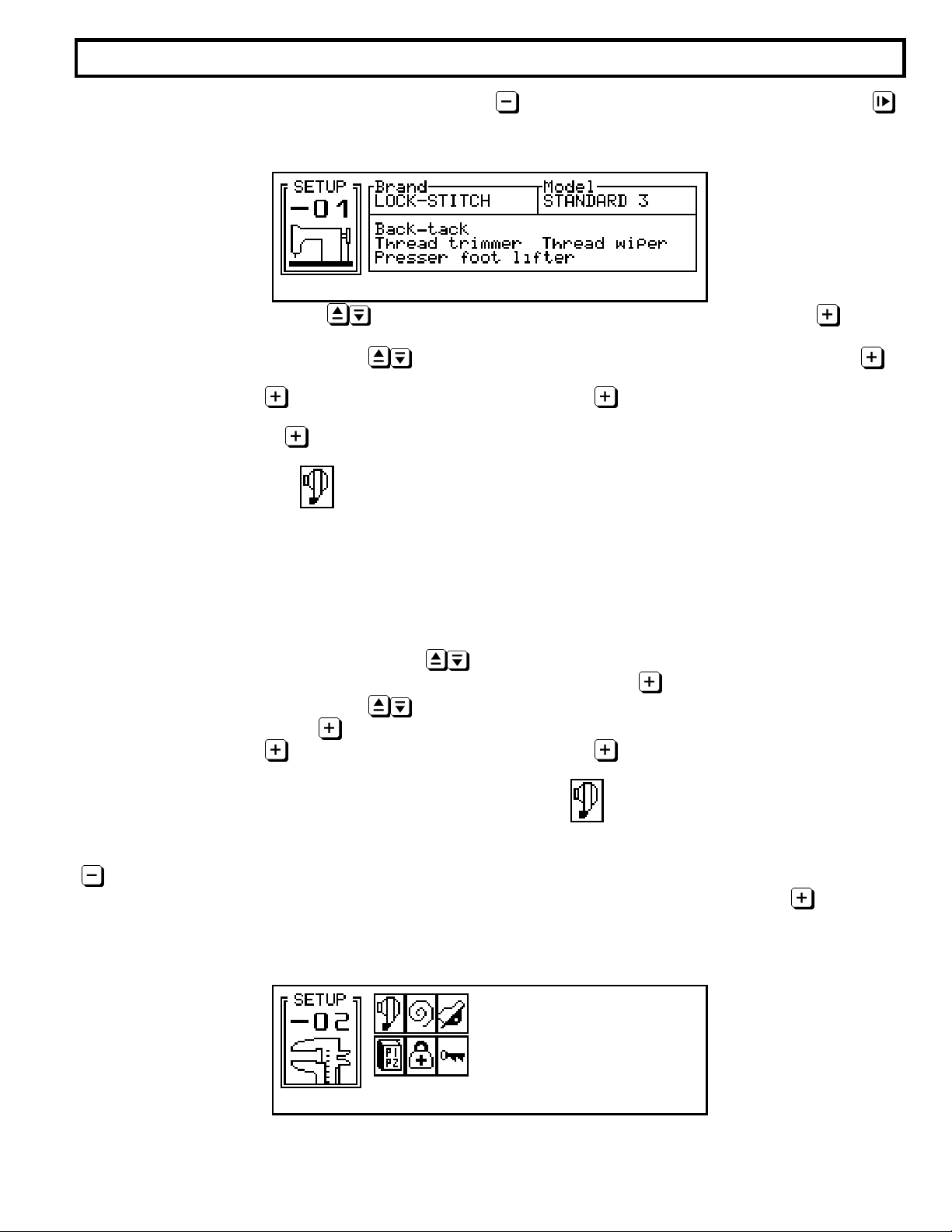
SETUP -01 / machine selection
With the cursor on the “Brand” list use
to confirm
.
Now, with the cursor on the “Model” list, use
button to confirm (on the bottom you will see the devices installed on that particular model).
Then press a second time the
button to confirm (CAUTION! After the second , the previous motor configuration will be
permanently erased).
It is important to press twice the
button to store in memory the selection.
Now will appear the page for needle stopping position settings and the only necessary adjustment is the setting of the “0”
buttons to select the brand of the machine you are using, then press the button
buttons to select the model of the machine you are using, then press the
35).
reference position. See paragraph
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS) page 11.
If the brand or the model of the machine you are using is not listed, select a similar machine or move to the “Direct configuration
programming” paragraph. The “Library of configurations” is updated regularly. To see which version of library has been
shipped with the motor, turn on the motor and read (for the first 3 sec after motor on) the number following “L:” in the middle of
the screen (for ex. L:01).
DIRECT PROGRAMMING OF MOTOR CONFIGURATION
With the cursor on the “Brand” list (in SETUP-01) use
STITCH, CHAIN-STITCH or OVERLOCK) instead of a particular brand; then press the
Now, with the cursor on the “Model” list, use
machine you are using, then press the
Then press a second time the
button to confirm (CAUTION! After the second , the previous motor configuration will be
button to confirm (devices can be added or removed later on).
buttons to select the STANDARD model that has the same devices of the
permanently erased).
Now will appear the page for needle stopping position settings. See paragraph
NEEDLE POSITIONS) page 11.
After setting the stopping positions, the PROG000 page will appear. Try the machine and then, if something is not right, press the
button until pages SETUP-02 and SETUP-03 will appear. Set all the parameters on page SETUP-02 (See SETUP -02 /
machine parameters
page 10) and on page SETUP-03 (See SETUP -03 / machine devices page 14) then press the button until
PROG000 will appear and try again the machine. For machines with automation it is also necessary to set the parameters on page
SETUP-10 (See
AUTOMATION page 19).
buttons to select one of the three main machine categories (LOCK-
button to confirm.
TIMING (DIRECTION OF ROTATION,
SETUP -02 / machine parameters
Page 13
COMELZ ARGO 42/A 11
Access the parameters to be defined by selecting each section through the buttons and then recalling the underlying
through the
page
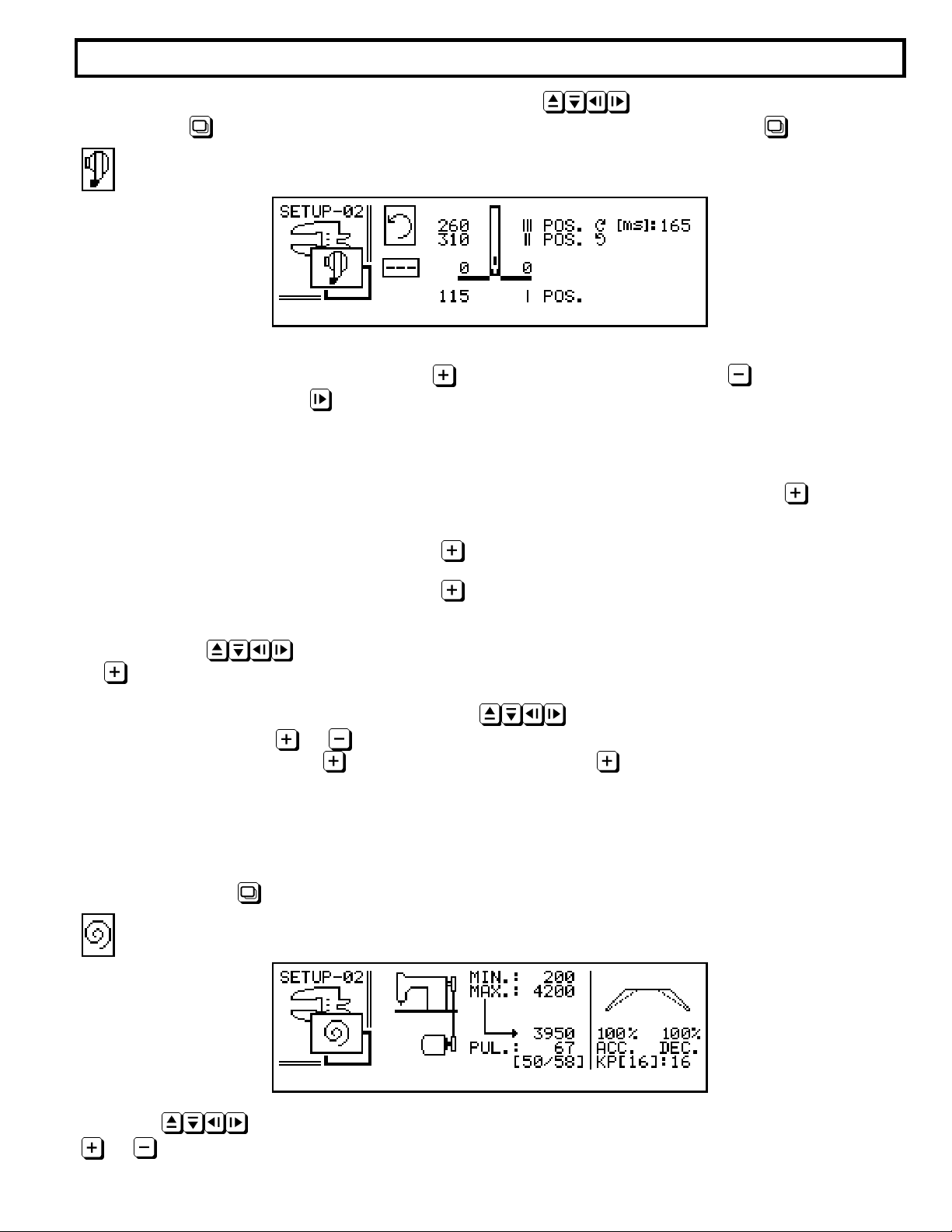
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS)
button. (After having defined each section move back to page Setup -02 by pressing the button again).
Direction of rotation:
The drawing on the top left indicates “direction of rotation” of the motor (with the motor viewed from pulley end). If the direction
is not correct, move the cursor to that icon and press the
clockwise direction. Then press the
“0” reference position and needle
Turn the hand-wheel (in the correct direction of rotation of the machine) until the position register shows a variati of the num
that indicates the angular value. Through this procedure, the con
the motor and prepares for timing.
Move the needle tip to skim the needle plate while moving own (“zer
confirm (the register of the “0” position changes from --- to 0).
The cursor then will move automatically to the needle-dow position (
position through the hand-wheel and confirm through the
The cursor then will move automatically to the needle-up position (second position) register. Move the needle to the required
position through the and confirm through the
e f
If th irst and second positions have been previously set, the third position (reverse) reverses the direction of rotation of the
machine,
register through the
the
rotation.
By moving again the cursor over a position register through the
the stopping positions with the
register to “---“ (to obtain --- press the
If only the first and the third positions have been set (and II POS. = ---), the third position acquires the meaning of needle up and
the needle will move from down position to up position with rotation opposite of the normal one.
If a stopping position is not necessary, no value must be entered (POS=---).
If you are entering this pa after selecting a machine model in
to the motor, then the only operation strictly necessary is to set the “zero” reference position (avoiding to set this position will not
make the motor to run properly, in fact the transmission ratio will not be set). Therefore after setting the “zero” reference position
it is p
re-rising the needle after trimming, to the set position. To enter the third position, move the cursor to the third position
button. After setting the ird po ion, it is possible to set also the pause time in second position before reversing the
ossible to press the
hand-wheel
th sit
ge SETUP-01 or after transferring a configuration from a KK195 chip
button to move to the PROG000.
button.
stopping positions:
buttons, move the needle to th osition through the hand-wheel and confirm through
and buttons. It is also possible to exclude a stopping position by setting the position
button until you see 359, then press the button once more).
button to select clockwise direction or the button to select anti-
trol unit calculates the transmission ratio between the machine and
d o” reference position) and then press the
n first position) register. Move the needle to the required
button.
button.
e required p
buttons it is possible to make minor adjustments to
on ber
button to
ROTATION (SPEED, ACCELERATION)
Speed:
Through the
and buttons it is possible to define the required value (usually 200 rpm).
buttons move to “MIN.:”; this symbol shows the minimum speed of the sewing machine. Through the
Page 14
COMELZ ARGO 42/A 12
Through the buttons move to “MAX.:”; through the and buttons it is possible to define the value that limits
the top speed of the sewing machine. The speed reached by the motor when the machine is turning at top speed is displayed on t
lower line (this is only a reference value and it can not be changed).
Pulley:
The correct choice of the pulley is very important to obtain the best performances from the motor. With the cursor on th
“PUL.:” positi
If the pulley wa
much faster (6000 rpm) or much slower (less than 3000 rpm) it is advisable to replace the pulley following the suggestion in
brackets. After replacing the pulley it is necessary to set again the “zero re rence sition”.
Acceleration:
While accelerating and decelerating, the motor can deliver its full power or a lower power (to comply with the requirements of the
machine). Move to the “ACC.:” and “DEC.:” symbols and, through the
the (the fi
percentage of power utilization
is possible to set a value greater than 100% (between 100% and 150%). Caution! Use values of DEC greater than 100% only if an
extremely high deceleration is needed (in fact the machine may stop so quickly that the needle can bounce back, and the stitch
counter may result inaccurate).
Quietness and accu racy when stopping:
In case possible to increase the quietness when stopping by reducing the accuracy (KP<16). Values bigger than
16 ar ince the stopping accuracy has already reached its best.
of real need, it is
e not suggested s
on, enter the diameter of the pulley fitted to the motor (this value is stamped o
s correctly chosen, the top speed of the machine is reached when the motor runs at 4500 rpm. If the motor runs
fe po
and buttons, define the value that will represe
rst value for acceleration, the second one for deceleration). For the deceleration value it
n the pulley).
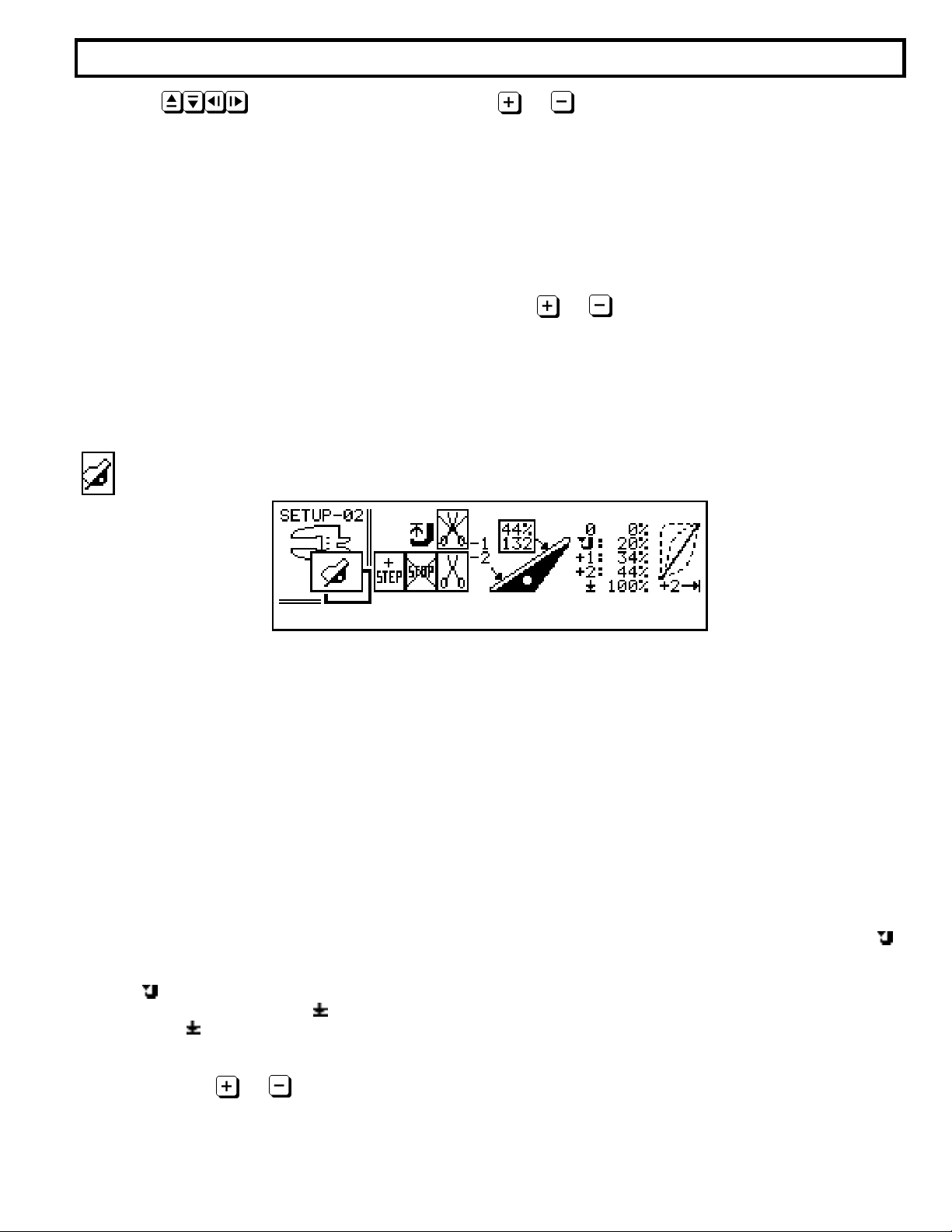
TREADLE
he
e
nt
When the treadle is released it is in the 0 position.
Heel to move to -1 and -2 positions. Position -1 is related to the presser foot lifting function (light heeling position). Position -2 is
us
ually related to the thread trimming function (full heeling position).
Th
e icons on the left will allow to:
− Activate the thread trimmer at -1 position or -2 position. Caution! Activate the thread trimmer at -1
position only if necessary; in fact it will not possible anymore to rise the presser foot in the middle of the
seam.
− top at -2 position. By activating this feature it is possible to stop the rotation of
Activate an emergency s
motor when it is running in automatic or semi-automatic mode. Caution! Use this feature only if
necessary; in fact accidental movement of the pedal to -2 position will interrupt the Sewing Program and
the active stitch counter.
− Move to the next Step of the Sewing Program by moving the pedal at -2 position. Caution! Use th
feature
only if necessary; in fact accidental movement of the pedal to -2 position will cause an undesired
is
change of the Step of the Program.
Moving the treadle from 0 to +1 does not operate the motor. If the presser foot is up, it moves down when the value assigned to
is reached.
The motor runs at its minimum speed when the +1 position is reached and maintains this speed till the +2 position is reached.
Positions
the treadle movement between 0 and
Between +2 and
treadle response curve. Besides the standard progression
operations), fast response (for over-lock machines or some chain-stitch machines), slow response (for improved control at low
speeds). Through the
The box above the pedal drawing contains two values:
The value on the top indicates the pedal position. That value is -2 when the pedal is at -2 position; it is -1 when the pedal is at -1
position; it is -9% to 99% when the pedal is from release posit
, +1 and +2 can be modified (standard values are shown in the picture above ). These value s represent the percentage
.
, th peed i reases until it reaches its maximum. This variation occurs with the pre s nc ogression indicated in the
, it is possible to select instantaneous response (suitable for some serial
and buttons it is possible to select the required treadle response mode.
ion to all the way down position. When the pedal is released that
of
Page 15
COMELZ ARGO 42/A 13
value should be 0%. If not, it is possible to perform little adjustments to the tuning of the pedal by moving the cursor on this
percentage register and pressing the
potentiometers installed on the pedal electronic board KK81.
The value on the botto sition. That value should be below 30 when the pedal is all the way back, it should
o 08 twee 100 and 115) when the
be ab ut 1 (be n pedal is at rest position; it should be 255 when the pedal all the way down.
m indicates the pedal po
COVER PAGES
Cover Pages are pages displayed at motor on. They are linked to a Sewing Program and allow the operator to perform (in a simple
way) changes only to those
Move the cursor on the “
Choose among the above shown icons, which represent respectively:
− No Cover Pages active
Standard Cover Page
−
− Band Cover Page (for automatic waist-band machines. See separate manual “Waist-band”)
− Back-Latch Cover Page (for over-lock machines with automatic back-latch device. See separate manual “Back-Latch”)
Standard Cover Page Setup: select the “Cover Page” icon and then recall the underlying pag e through the
parameters that need to be adjusted.
Cover Page” icon on page Setup -03 and use the
button twice. Major adjustments to the tuning of the pedal must be done using the two
buttons to select the type of Cover Page desired.
button.
In this page it is possible to decide how many parameters the operator will be allowed to control (from 1 to 8). Move the curso
each parameter and activate it with
or deactivate it with
. After a parameter is active, it is possible to assign to it a 12 le
name (by moving the cursor on each character on the right of the parameter and then selecting the desired character with the
r to
tter
buttons).
The “DEVICES” icon allows you to decide if in the cover page you want to display also the machine speed and the icons for
needle position (up-down), presser foot (up-down) and trimmer (yes, no). Move the cursor to “DEVICES” and press
the icons or
to hide them.
to display
The “COVER N:” icon allows you to decide the maximum number of Cover Pages the operator can access. The default number is
100 but it can be reduced even to 1 to avoid the operator to change Cover Page and move to a
Cover Page that executes the wrong
Sewing Program.
the Cover Page is set-up see p
Once aragraph “USE OF STANDARD COVER PAGES” page 37 to learn how link a Cover Page to
ing Program and how to link a
a Sew Cover Page parameter to a Sewing Program parameter.
MOTOR DIAGNOSIS
Motor Timers: The column on the right shows respectively: the total time the motor has been turned on (in hours and min utes)
since it left the factory; the total time the motor has been runn
ing (in hours and minutes) since it left the factory; percentage of the
running time versus motor-on time. The column in the middle shows respectively: the total time the motor h a s been turned on (in
hours and minutes) since the last timer reset; the total time the motor has been running (in hours and minutes) since the last timer
reset; percentage of the running time versus motor-on time.
Ma s: The column on the left in this page shows all the problems that caused the motor to stop running. They are listed in
lfunction
descending order by the time when the problem occurred (these times refer to the partial timer). See paragraph MAINTEN
page 39. It is possible to reset the partial timers a d the list of problems by oving the cursor on the “0” icon and by pressing the
button.
n m
ANCE
Page 16
COMELZ ARGO 42/A 14
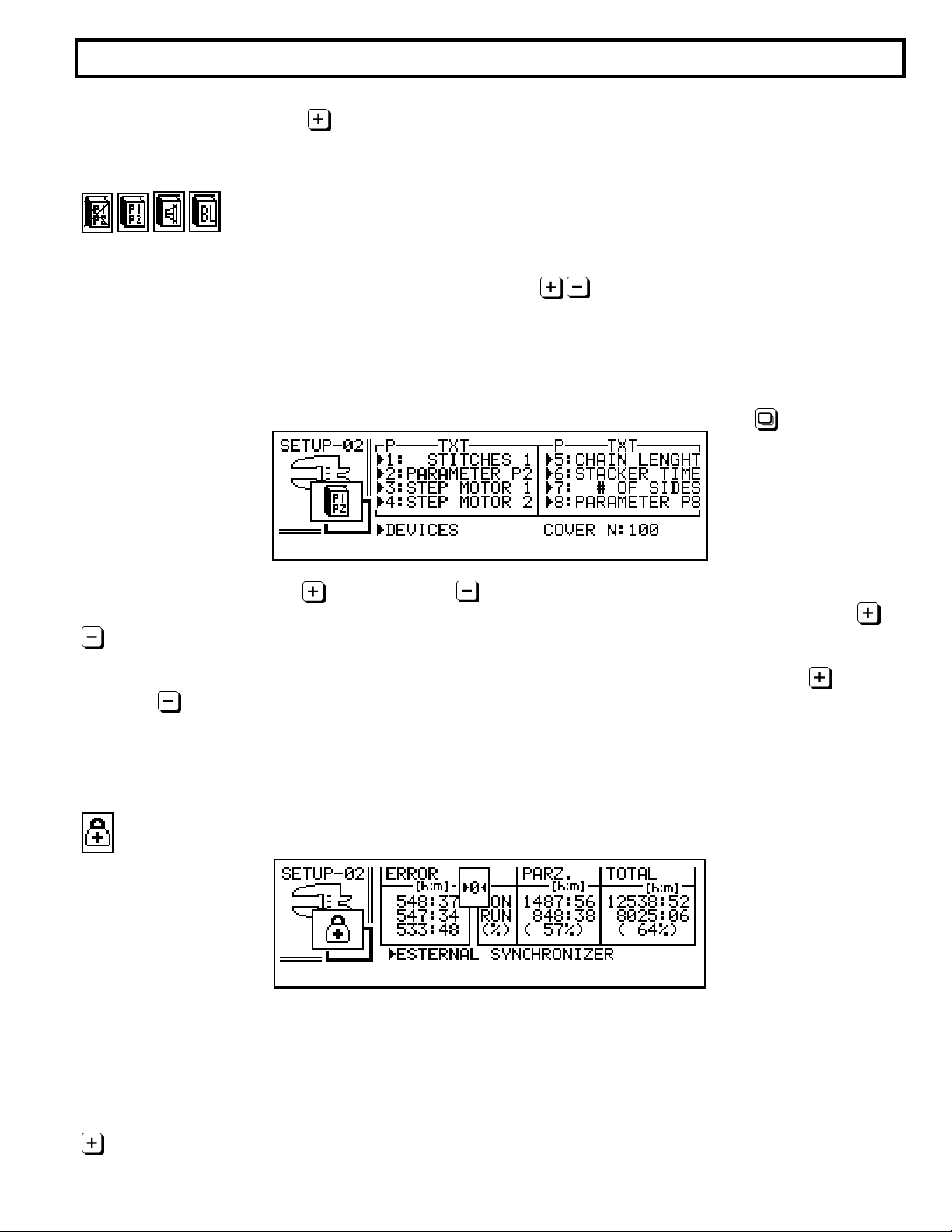
Running the machine without synchronizer: it is possible to run the machine without synchronizer. Move the cursor to
EXTERNAL SYNCHRONIZER and press the
not need anymore an external synchronizer to run, but it will use the motor internal encoder (that has a resolution of 1024
pulses/revolution). The stitch counting and speed control will remain valid and the transmission ratio will be 1:1. That means the
number of stitches is the number of motor revolutions and the speed is the motor speed. If pulley and hand-wheel are the same
size, everything will work fine except for the stopping positions; in fact the motor will not detect every little belt slipping an
time goes by, the stopping positions will not be anymore accurate. Basically this feature is good to test run a motor (or machine)
ou e need to install a synchronizer; to run mac
with t th hines where stopping positions are not important; to run machines installed
ra 1:1 and equipped with timing belt and pulle
with tio ys (of course the speed of the machine must not exceed 6000RPM).
button (then press the
PROTECTED ACCESS SETUP
Move the cursor on the “Code Setup” icon on page Setup -03 and press the
disabled it is possible to move from the Program area to the Set-up area, to write into the KK195 and to modify Sewing Program
without the need of entering any code.
Move the cursor on the “Code Setup” icon on page Setup -03 and press the
required to enter the correct code to perform cert operations. There are two different codes (PRG code to protect the Sewing
Program
to change the codes from 000 to one of the more than 50000 different possible codes. In order to do that, move the cursor on the
“Code Setup” icon on page Setup -03,
value.
s and STP code to protect the machine Set-up); the default value for both codes is 000. For more protection it is possible
press the
ain
button and set the STP code or the PRG code or both codes to the desired
button to confirm). From now on the machine will
button to disable codes. When the codes are
enable codes. When the codes are enabled it is
d, as
s
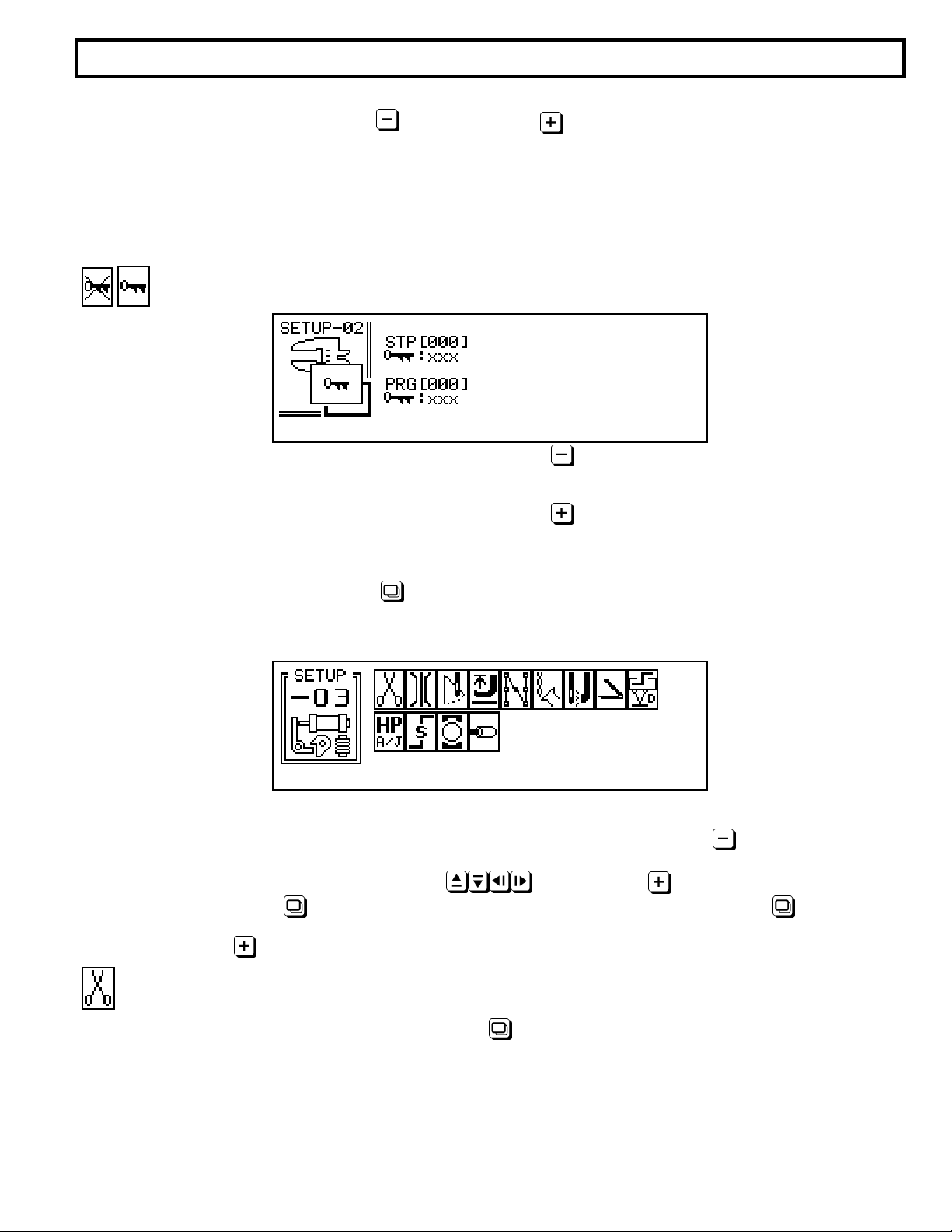
SETUP -03 / machine devices
This page shows all devices that can equi
device actually available on the machine. Each device no on the machine must be canceled (the cancellation is
necessary to prevent slowing dow during operations). Select the device to be canceled and press the
cross will appear on the icon).
To program available dev es, select
the underlying page through the
to the m for the safety switch it is sufficient to select the required type by moving through the
optio
ain page. For the photocell and
ns by means of the
ic each one through the
button.
p the sewing machine selected on page Setup -01. Parameters must be defined for each
t available
n
buttons, press the button to activate it and then recall
button; define then the specific values as explained below. Press the same button to return
button to deactivate it (a
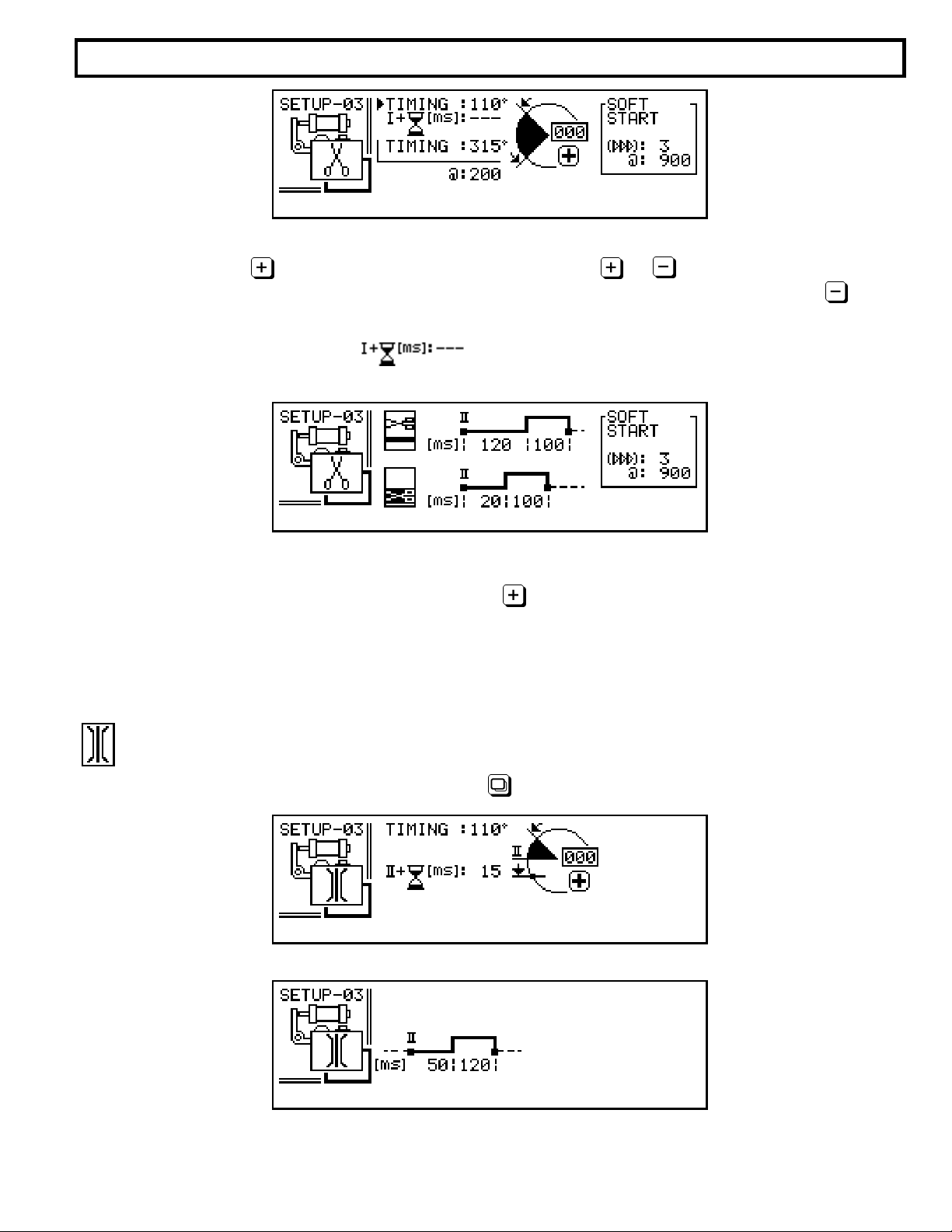
THREAD TRIMMER
Select the “thread trimmer” icon on page Setup -03 and press the button to access the parameters to be defined.
Many different types of thread trim
automatically displayed according to the type of machine selected on page Setup -01.
In case a lock-stitch machine (i.e. with thread trimmer triggered while the machine is rotating) was previously selected, the
following page will be displayed:
mer are commonly used. For this reason two different pages have been defined, each one
Page 17
COMELZ ARGO 42/A 15
Defining parameters consists in setting the trimmer engagement phase, the trimmer disengagement phase and the trimming
speed. To set the engagement position (or the disengagement position) move the needle to the desired position and confirm the
assigned value through the
position is the first stopping position (needle down); it is possible to set the engagement position va lue to “I” (press the
until “I” will appear) in order to have the engagement position always in first stopping position.
For those machines with vertical axis rotary hook, it is necessary to stop the machine in engagement position for a certain time. Set
this delay in the second engagement option (
In case a chain-stitch machine (i.e. equipped with trimmer firing after machine is stopped with needle up) was previously
selected, the following page will be displayed:
Defining parameters consists in setting the pause after stopping in the second position and before activating the trimmer and the
trimmer duration signal.
Some machines are fitted with a second thread trimmer (upper), also independent; in this case the second thread trimmer must be
activated by moving on the upper trimmer icon and by pressing the
same way as the first trimmer.
The “slow start” is defined by a number of stitches and a speed. When the number of stitches is different than ---, it is possible to
activate the slow start within each single Sewing Program, by selecting the icon that indicates “thread trimmer followed by slow
start”.
On those machines where the return of the thread trimmer is con trolled by a safety switch, it is necessary to activate the Safety
Switch device as shown further on.
button. Then the value can be modified through the and buttons. Normally the engagement
).
button; then its parameters have to be programmed in the
button
TENSION RELEASE
Select the “tension release” icon on page Setup -03 and press the button to access the parameters to be defined.
In case a lock-stitch machine was previously selected, the following page will be displayed:
Defining parameters consists in setting the signal start position and its duration after stopping.
In case a chain-stitch machine was previously selected, the following page will be displayed:
Defining parameters consists in setting the pause before activating the tension release after stopping in second position and the
duration of the signal.
Page 18
COMELZ ARGO 42/A 16
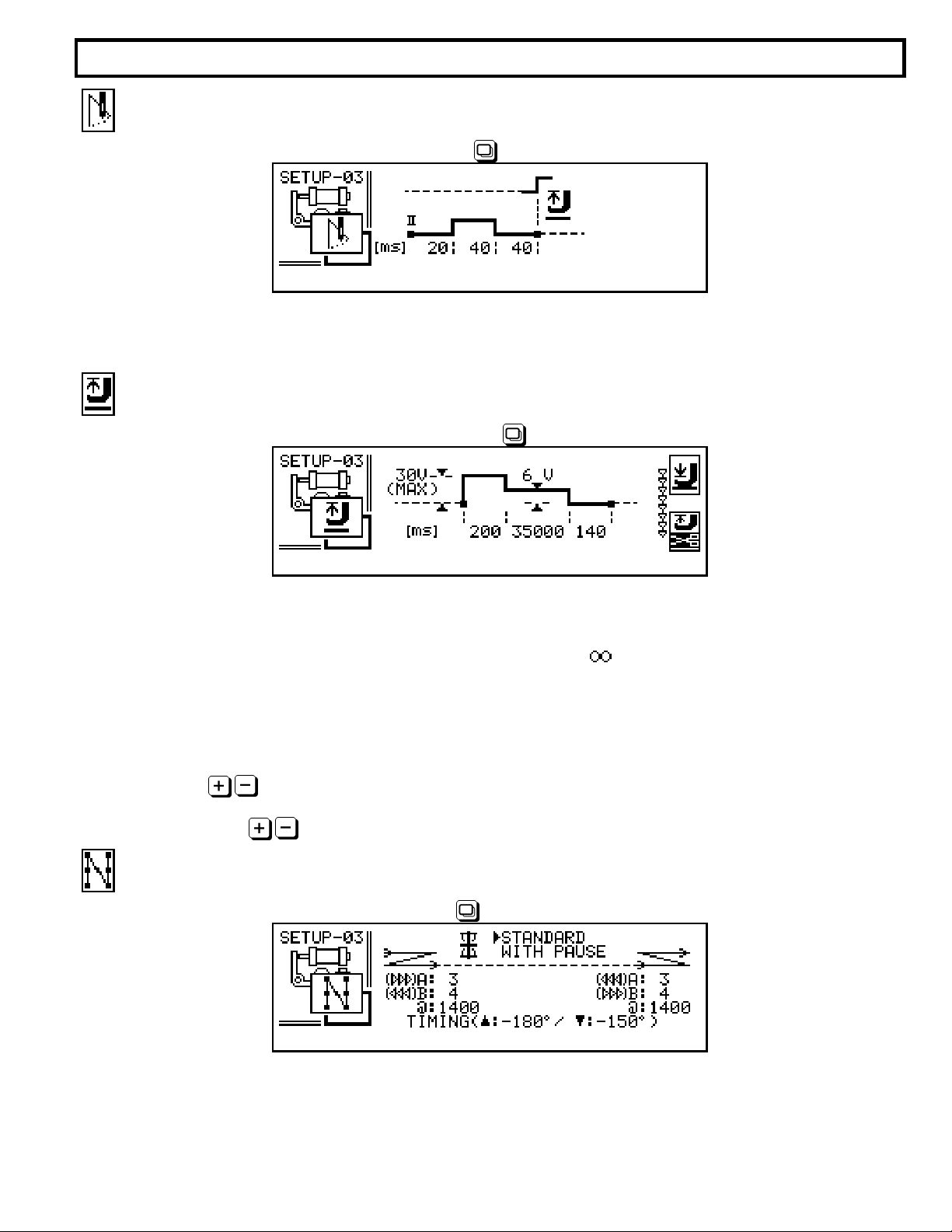
THREAD WIPER
Select the “thread wiper” icon on page Setup -03 and press the button to access the parameters to be defined.
Defining parameters consists in setting the pause before activating the wiper after stopping in second position, the duration of the
signal, the pause before the presser foot rises (to allow the wiper to move back to home position). With an air blow thread wiper,
the presser foot can rise as soon as the second position is reached. This operational mode is obtained by setting to “0” the pause
before raising the presser foot.
PRESSER FOOT LIFTER
Select the “presser foot lifter” icon on page Setup -03 and press the button to access the parameters to be defined.
The presser foot is operated by a solenoid or by an air cylinder driven by a solenoid valve.
Defining parameters consists in setting the duration of the pickup signal (duration of 30V signal to rise the foot), the holding
voltage (voltage high enough to hold up the foot and low enough not to burn the solenoid after long time), the duration of the
holding voltage and at last the delay before starting the rotation (to allow the foot to be completely down before start running).
The duration of the holding voltage can be indefinitely extended by entering the “
voltage must be accurately defined for those presser foot lifters operated by an electric solenoid, to avoid over-heating (or,
contrariwise, too low holding force).
For pneumatic presser foot lifters (operated by a solenoid valve) the holding voltage must be kept equal to the rated voltage of the
solenoid valve.
For both types of presser foot lifter it is advised to delay the start of the machine to allow the presser foot to go down.
With the top right icon it is possible to select if, while sewing, the presser foot must lift as soon as the rotation stops or if it must
remain low (use the
With the lower icon it is possible to select if the presser foot must remain low after operating the thread trimmer or if it must
automatically rise (use the
buttons).
buttons). This will also be the position of the presser foot when the machine is turned on.
” value. The holding duration and the holding
BACK-TACK
Select the “back-tack” icon on page Setup -03 and press the button to access the parameters to be defined.
The back-tack is obtained through the feed reversal, actuated by an electric or pneumatic device.
Defining parameters consists in defining two types of back-tack to be freely used within Sewing Programs.
The standard back-tack (fast back-tack) is defined by : number of stitch es forward, number of stitches backward, back-tack
speed and timing of the reversal point (it is necessary to define a correct advance depending upon the response time of the
reversal mechanism and upon the back-tack speed).
Page 19
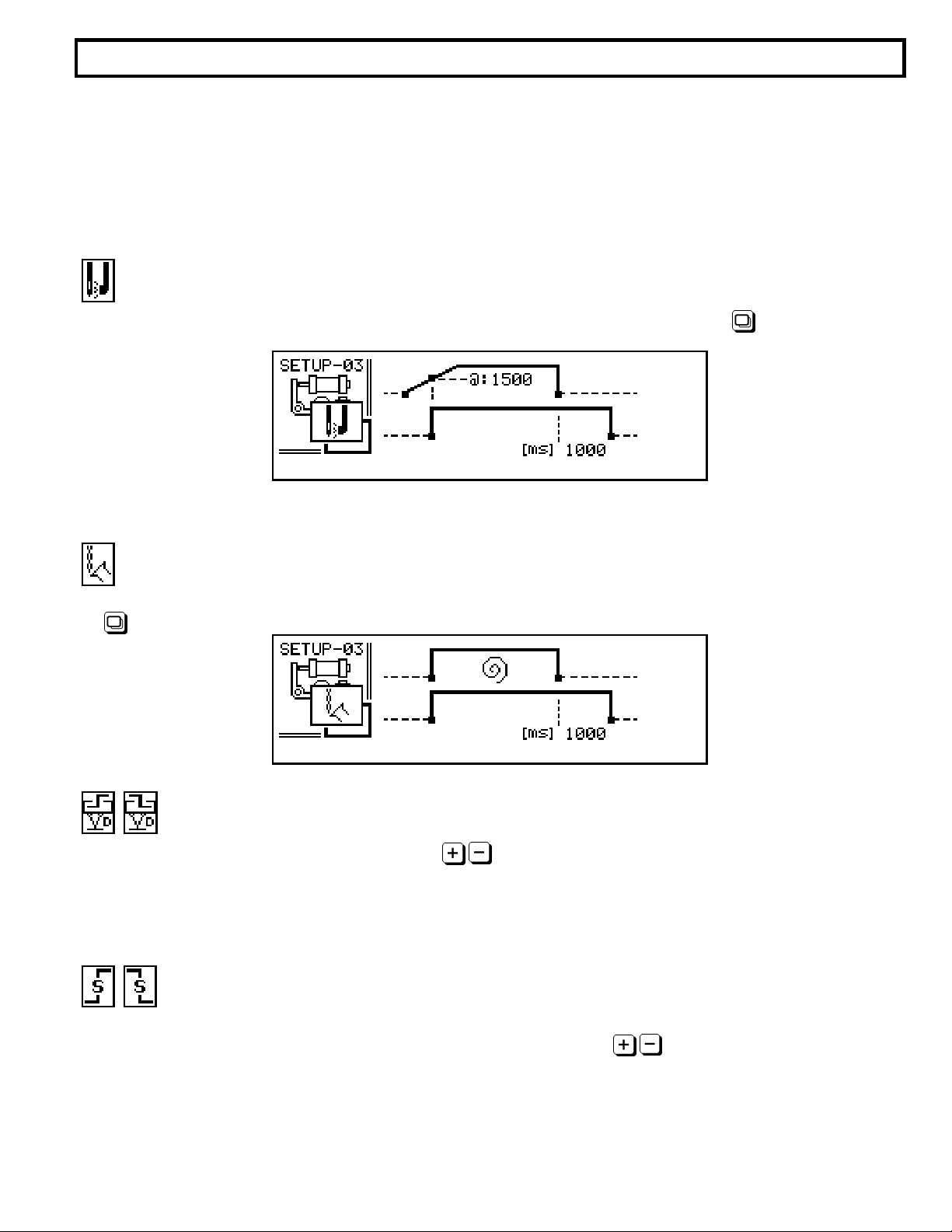
COMELZ ARGO 42/A 17
The back-tack with pauses (accurate back-tack, i.e . when the needle enters in the same holes made while sewing forward) is
defined by: number of stitches forward, number of stitches backward, speed and stand-by pause for feed reversal.
For needle feed machines, the top right icon selects a specific operation mode. With these machines, it is necessary that the feed
reversal is activated while the needle is outside the needle plate, therefore, also after a pause (back-tack with pauses), the reversal
will occur only after restarting in the previous direction, according to the phase set for the standard back-tack.
Afterwards, during utilization, by using the MT800 console to write Sewing Programs it will be possible to select whether to sew a
back-tack: standard or with pauses, at the beginning or at the end, simple or double.
Also with the MT600 console it is possible to make the same choices, with the exception of the choice between a standard backtack and one with pauses (this must be done while defining the confi g urat ion).
NEEDLE COOLING
The needle cooling is a running signal. Select the “needle cooling” icon on page Setup -03 and press the button to access the
parameters to be defined.
Defining parameters consists in defining the delay before stopping the air blow after stopping the rotation and the minimum
speed at which the machine must run in order to activate the needle cooling. If the minimum speed is set to 0 the needle cooling
signal is active whenever the machine is running.
CHAIN SUCTION (VENTURI)
(Only for over-lock machines). The chain suction is a running signal. Select the “chain suction” icon on page Setup -03 and press
button to access the parameters to be defined.
the
Defining parameters consists in defining the delay before interrupting the suction after stopping the rotation.
PHOTOCELL
Select the “photocell” icon on page Setup -03 and use the
among the above shown icons, that represent respectively:
• photocell with 0 V output signal when unco vered (and +5 V output signal when covered). Thi s is t he st andard Comelz
photocell.
• photocell with +5 V output signal when uncovered (and 0 V output signal when co vered).
USE OF THE PHOTOCELL page 31.
See
buttons to select the photocell fitted to the machine. Choose
SAFETY SWITCH
This functionality is generally used to check the thread trimmer return on some chain-stitch machines (but it can be used as an
emergency stop input). Select the “safety switch” icon on page Setup -03 and use the
(normally closed or normally open). The rotation of the machine is allowed only when the safety switch status agrees. In case this
functionality is activated on machines that do not have it, the machine would then be waiting for a signal that could never
come and therefore it could not be operated.
The device connected to this input must be a micro-switch (two wires) or a NPN type device.
buttons to select the operating mode
Page 20

COMELZ ARGO 42/A 18
STATIONARY BRAKE
Some types of machines need to be kept braked after stopping the motor in order to avoid that the needle bar will move.
Select the “stationary brake” icon on page Setup -03 and press the
Defining parameters consists in defining the braking couple (expressed as a percentage of maximum couple).
To avoid useless energy consumption, activate this functionality only when necessary.
HP ADLER / JUKI
This function is only available on some Dürkopp-Adler and Juki machines. It is only available with AD2, CZ3, CZ4, NT4
socket panels; its utilization with CZ3 or CZ4 panels requires the exclusion of inputs M6 and M7 on page Setup -10.
Select the “HP Adler / Juki” icon on page Setup -03 and press the
button to access the parameters to be defined.
button to access the parameters to be defined.
Defining parameters is divided into two phases: the first one consists in setting the value of the potentiometer when the register
of presser foot height is on “0”, the second one consists in setting the height of the presser foot when speed limitation begins,
the value of limited speed, the height of the presser foot beyond which the limited speed is always valid, the delay of speed
change for the knee-toggle, delay (in stitches) for presser foot down after releasing the knee-toggle.
In the first phase move the register knob to “0”, fixing the value of the potentiometer when the presser foot height is on “0”
through the
set the value of the limited speed and the delay before top speed is restored after the knee-toggle is released (through
buttons).
button. In the second phase define the two heights of the presser foot (set them through the button) and finally
the
CUTTER
(Only for chain-stitch or over-lock machines). It operates a precision cutter controlled by a second photocell (besides the standard
photocell that start and stop the machine) that is normally installed very close to the cutter. This particular cutter is normally used
when the stitch length is very long and it is required to cut with the precision of a fraction of a stitch.
Only available with CZ3 and CZ4 socket panels, it requires the exclusion of the F6 output and of the M7 input on page Setup -10.
The register “@” shows the speed that the machine reaches when the photocell connected to the M7 input is covered/uncovered,
and the time shows the duration of the impulse sent to the cutter controlled by the F6 output.
In the Sewing Programs there is an icon representing the cutter. To activate the cutter in the selected Step, move the cursor on the
cutter icon and press the
button. Once the cutter is activated in a Step, move the cursor on the cutter icon and press the button to set the cutter
parameters. You will see two registers with a decimal figure that represent stitches and tenths of a stitch.
button; to deactivate the cutter in the selected Step, move the cursor on the cutter icon and press the
Page 21

COMELZ ARGO 42/A 19
Independently of the Step being executed, when the photocell is covered, the speed is adjusted to the value programmed in the
cutter set-up and the cutter is operated after the stitches and the tenths of stitch defined in the first (left) register. Likewise, when
the photocell is uncovered, the speed is adjusted to the value programmed in the cutter set-up and the cutter is operated after the
stitches and the tenths of stitch defined in the second (right) register.
In both cases, the Program regains the control of the speed after cutting.
To make the cutter inactive only when covering (or only when uncovering) the photocell, it is necessary to -- the correspo nding
stitch register
STEPPER MOTORS
(Only for motors equipped with NT4 socket panel). Argo can control up to four stepper motors. Select the “stepper motor” icon on
page Setup -03 and press the
manual.
button to access the parameters to be defined. For stepper motor features see Stepper Motor
AUTOMATION
Through its socket panels CZ3, CZ4, NT4, Argo provides a set of instruments to customize all details related to the operations of
the sewing machine and of related devices (such as tape cutters, stackers, handling equipment, and so on).
This customization is achieved through automation programming. It consists in the creation of programmable functions (that can
be used in the standard Sewing Programs): output signals (F1, F2, and so on) that activate additional devices; input signals (M1,
M2, and so on) that are used when machine behavior or the Program flow must be modified according to input devices (photocells,
proximity switches, buttons, etc.).
Automation programming is achieved in two consecutive phases.
• Phase 1: function programming in Set-up-10: input or output functions are declared in number, name and operating mode.
• Phase 2: function utilization in Sewing Programs: functions programmed in Set-up-10 are associated to Program Steps (in
every Step of every Sewing Program it is possible to decide which functions are active and which functions are not).
It is understood that, first of all, inputs and outputs must be electrically connected to the socket panel (see the diagrams enclosed at
the end of this manual). For input connection see paragraph
page 24.
PNP)
CONNECTION OF INPUT DEVICES (micro-switches, NPN,
SETUP –10 / output signals / input signals
PROGRAMMING OUTPUT SIGNALS
The available output signals are 3 (F6, F7, F8) on the CZ3 socket panel (exclusively applied to automation devices) and 12 (F1,
..., F12) on the CZ4 socket panel (inclusive of those used for machine devices, if any). It is not possible to use outputs already
assigned to machine devices. Therefore, when a CZ4 panel is used, it is important to deactivate the unused devices on page Setup 03 in order to have available as many output signals as possible.
Before programming, outputs appear inactive (i.e. crossed). To use an output it is necessary to select it through the
buttons, make it active through the
button and then define it by recalling the parameter page through the button.
Page 22

COMELZ ARGO 42/A 20
The top row of this page shows the device name. The default name is F1………. (for ex. for F1) and it can be changed to every 10
letter name by moving on each one of the 10 letters and by selecting the desired character through
the buttons (examples:
BLOWER 1, STACKER, etc.).
The row of icons in the middle allows you to decide between a large number of operating modes of the output.
The row below allows you to set the parameters for the operating mode selected.
To select a operating mode, move to the symbol that represents the required mode and confirm it through the
button. The
selected mode will be visible in the box on the left, under the indication of the selected output (“OUT Fx”).
For most of the operating modes it is also necessary to define the value of the related parameters. There are three different types of
values:
: number of millisecond (1000 milliseconds = 1 secon)
: number of stitches
: degrees representing the needle position
Often it is possible to choose if a value must be expressed in milliseconds or stitches; when selection is possible, move on the icon
representing the value type and press the
button to select milliseconds or the button to select stitches.
Each output can also be activated by moving the pedal to -1 (light-heel as for presser-foot lifting); in this case the parameters
(delay and duration) must both be defined as time.
Operating modes of the outputs:
SIGNAL AT THE BEGINNING OF THE STEP
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output is
turned-on at the beginning of the Step for the duration set in “signal duration” (right parameter). If the “delay” (left parameter) is
different than 0, then the device is turned on at the beginning of the Step but after the delay value. Delay and duration are defined
by values related to two icons. Each icon can represent (buttons
) time or a number of stitches.
An output programmed in this way can also be activated by an input programmed as “Output Activation”. In that case the delay
(and the signal duration) must be understood as starting from the intervention of the input signal. Therefore the output activation
becomes completely independent from the Program flow (feature needed for example when a photocell must activate a stacker
whenever is covered and independently from the Sewing Program).
SIGNAL AT THE END OF THE STEP
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output is
turned-on at the end of the Step for the duration set in “signal duration” (right parameter). If the “delay” (left parameter) is
different than 0, then the device the device is turned-on at the end of the Step but after the delay value. Delay and duration are
defined by values related to two icons. Each icon can represent (buttons
) time or a number of stitches.
An output programmed in this way can also be activated by an input programmed as “Output Activation”. The output behavior is
the same as if it would be programmed as “Signal at the beginning of the Step”.
ANGULAR SIGNAL AT EVERY REVOLUTION
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output is
turned on at every revolution of the machine in the interval defined by the between the “degree of impulse on” (left parameter) and
the “degree of impulse off” (left parameter).
MOTOR RUNNING SIGNAL
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output is
turned on whenever the motor is running. If the “switch-on delay” (left parameter) is different than 0, then the device is turned on
Page 23

COMELZ ARGO 42/A 21
when the motor start running but after the delay value. If the “switch-off delay” (right parameter) is different than 0, then the
device is turned-off when the motor stop running but after the switch off delay. Switch-on delay and switch-off delay are defined
by values related to two icons. Each icon can represent (buttons
CONTINUOUS SIGNAL DURING STEP
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output is
turned on for the duration of the Step. If the “switch-on delay” (left parameter) is different than 0, then the device is turned on
when entering the Step but after the delay value. If the “switch-off delay” (right parameter) is different than 0, then the device is
turned off when exiting the Step but after the switch off delay.
An output programmed in this way can also be activated by an input programmed as “Output Activation”. In that case the output is
on whenever there is an input signal; the switch-on delay (and the switch-off delay) must be understood as starting from the
intervention of the input signal (and the end of the input signal). Therefore the output activation becomes completely independent
from the Program flow.
ONE PULSE PER REVOLUTION
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output is
turned-on at every revolution after the needle reaches the position set in “degree of impulse-on” (left parameter) and it stays on for
the time set in “duration” (right parameter).
SIGNAL ACTIVE WITH STOP
The signal is active after the intervention of an input signal programmed as “Stop”. The output signal stays active until the
intervention of an input signal programmed as “Reset from Stop”. Normally this output signal is connected to a light that indicates
to the operator when the machine has been stopped by an emergency stop input.
) time or a number of stitches.
SIGNAL ACTIVE AT PROGRAM BEGINNING
The signal is active at the beginning of the Program, before starting execution. Normally this output signal is connected to a light
that indicates to the operator when the machine is ready to be activated.
SIGNAL WITH STEP AFTER START
This mode operates like “Continuous signal during Step” mode. The only difference is that in this mode the signal is switched-on
only after starting the execution of the Step (and not when entering the Step).
NEEDLE IN POSITION
The signal is active when the machine is not running and the needle is within a defined angular value (precision parameter) of “I
position” (needle down) or “II position” (needle position). To choose between first or second position use the position icon on the
left.
TOGGLE BEGINNING STEP
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output
toggles its state output at the beginning of the Step. The state of the output is unchanged in those Steps where this mode is not
active.
An output programmed in this way can also be activated by an input programmed as “Output Activation”. In that case the output
activation becomes completely independent from the Program flow.
TOGGLE END STEP
In those Steps of the Sewing Program where an output programmed in this way is activated, the device connected to the output
toggles its state output at the end of the Step. The state of the output is unchanged in those Steps where this mode is not active.
An output programmed in this way can also be activated by an input programmed as “Output Activation”. In that case the output
activation becomes completely independent from the Program flow.
CONTINUOUS SIGNAL WITH INPUT
An output programmed in this way is only activated by an input programmed as “Output Activation”. The switch-on delay (and
the switch-off delay) must be understood as starting from the intervention of the input signal (and the end of the input signal).
Page 24

COMELZ ARGO 42/A 22
Therefore the output activation becomes completely independent from the Program flow. Switch-on delay and switch-off delay are
defined by values related to two icons. Each icon can represent (buttons
PROGRAMMING INPUT SIGNALS
On motors equipped with socket panels CZ3, CZ4, NT4 eight programmable inputs (M1, ..., M8) are available (besides the Safety
Switch input (see page
sensors, photocells, keyboards, and so on (the MT500 keyboard gives direct control over inputs M1, M2, M3).
Before programming, inputs appear inactive (i.e. crossed). To use an input it is necessary to select it through the
buttons, make it active (removing the cross) through the
button.
17) and the main photocell input (see page 17)). These eight inputs can be connected to micro-switches,
button and then define it by recalling the parameter page through the
) time or a number of stitches.
The top row of this page shows the device name. The default name is M1………. (for ex. for M1) and it can be changed to every
10 letter name by moving on each one of the 10 letters and by selecting the desired character through
the buttons
(examples: PHOTOCELL2, THREAD BR., EMER. STOP, etc.).
The row of icons in the middle allows you to decide between a large number of operating modes of the input.
The row below allows you to set the parameters for the operating mode selected.
To select a operating mode, move to the symbol that represents the required mode and confirm it through the
button. The
selected mode will be visible in the box on the left, under the indication of the selected output (“IN Mx”).
Operating modes of the inputs:
OUTPUT ACTIVATION/DEACTIVATION
It controls each programmed output function. The list of the output functions is shown on the right of the screen. The already
programmed output functions show the “X” sign. For each programmed function it is possible to define: “X” (the input signal
does not modify the state of the output), “ON” (the input signal makes the output active), “OFF” (the input signal makes the
output inactive), “TOG” (the input signal toggles the state of the output).
The screen also shows the “F/F” (flip/flop) icon: when active, the input function remains active between an input signal and the
next (“TOG” is only active when the “F/F” icon is excluded).
OUTPUT ACTIVATION AND SPEED LIMITATION
It controls each programmed output function and limits the top speed of the machine. This operating mode is the same of “Output
activation/deactivation” mode, plus it is also possible to define a “@” value that limits the top speed of the machine (for the
duration of the input).
START STEP
When an input programmed in this way occurs, the active Program Step starts.
SHIFT TO NEXT STEP
When an input programmed in this way occurs, the Program moves to the next Program Step.
SHIFT TO NEXT STEP AND EXECUTE
When an input programmed in this way occurs, the Program moves to the next Program Step and the new Step is started (if the
Step is in automatic mode).
GOTO (MOVE TO ANOTHER STEP OF ANOTHER PROGRAM)
When an input programmed in this way occurs, the Program moves to the selected Step of the selected Program. Three parameters
must be set:
Page 25

COMELZ ARGO 42/A 23
STEP: Step to which move the execution.
PROG: Program to which move the execution. If PROG=--- the execution moves to the selected Step of the actual Program.
Return icon: if the return icon is not crossed, the new Program is executed one time and then the execution go back to the original
Program; if the return icon is crossed, the new Program is executed forever and then the execution does not go back to the original
Program.
BACK TO BEGINNING PROGRAM
When an input programmed in this way occurs, the Program moves to Step01.
MOVE TO NEXT/PREVIOUS PROGRAM
Every time an input programmed in this way occurs, the Program following the current one is selected. If the total number of
accessible Programs has been limited (for ex to 5), then PROG001 will be selected when the current Program is PROG005 and this
input occurs (See
activated, an input programmed in this way changes Cover pages and not the Programs.
It is also possible to select Programs in descending order by setting the proper icon.
PROGRAM ACTIVATION
When the input is open Prog001 is selected. When the input is closed Prog002 is selected. This mode is good to toggle between
two Programs (Prog001 and Prog002) using a toggle switch instead of the MT80 0 console.
When the Cover pages are activated, an input programmed in this way toggles between cover page COVER01 and cover page
COVER02.
PROGRAM INDEX page X 35 for limiting the number of accessible Programs). When the Cover pages are
SEQUENCE DUPLICATION +1
In a “sequence repetition Step”, it increases (+1) the number of repetitions of a sequence of Steps. If the input signal occurs during
the execution of one of the Steps in the sequence, the active repetition is canceled (without being counted) and restarts from the
Step at the beginning of the sequence. Instead, if the input signal intervenes before the start of a repetition or after the end of the
last one, the Program will execute an extra repetition. In any case, even if the signal occurs more than once, the increase value will
always be +1.
INCREASE BY 1 THE MANUAL PIECE-COUNTER
If the piece-counter is set to Manual, then when an input programmed in this way occurs, the piece-counter is increased by one.
This operating mode is helpful when at one program cycle corresponds more than one piece and therefore the automatic piececounter will not be correct since it counts 1 for every Program cycle. Using instead a photocell (or even an output signal like a
chopper or a stacker) as input, the piece-counter will be accurate.
STOP ROTATION
An input programmed in this way is normally used as an emergency stop. The input stops the machine and controls each
programmed output function. As in the “Output activation/deactivation” mode, the list of the output fun c tions is shown on the right
of the screen where, in the same way, for each programmed function it is possible to define which state it acquires (“X”, “ON”,
“OFF”, “TOG”). After an emergency stop occurs, the machine will be in manual mode, therefore it is possible to finish the seam
using the pedal. To restore the operations of the machine after the input signal stops:
- the Program can return to the beginning of the Step (see input operating modes “reset from stop” and “reset from stop and
execute”)
- the Program can return to the beginning of the Program (see the mode “Back to beginning Program”)
- heelin g back the pedal to –2 (trimming position), after having sewn at least one stitch in manual mode, will restore
operations and the Program will carry on from the following Step.
FREEZE STEP
It stops the machine without canceling the execution of the Step (and the actual stitch-counter). When the input signal is over, the
Step is carried on restarting from where the input signal intervened. A photocell programmed in this mode can stop the machine
when the piece is not lined-up with the needle.
RESET FROM STOP
Page 26

COMELZ ARGO 42/A 24
When an input programmed in this way occurs, the Program goes back to Step beginning. After a “Stop” input, it restores the
operations of the machine and returns to Step beginning.
RESET FROM STOP AND EXECUTE
When an input programmed in this way occurs, the Program goes back to Step beginning and the Step is started. After a “Stop”
input, it restores the operations of the machine returning to Step beginning and starting it.
NEEDLE TO POSITION
Move the needle to the “I” (needle down) or to the “II” position (needle up). The screen will show the needle position icon.
By selecting the “needle down” icon (“I”), if the needle is in the “I” position the machine will rotate once returning to the “I”
position; if the needle is in the “II” position it will move to the “I” position.
By selecting the “needle up” icon (“II”), if the needle is in the “I” position it will move to the “II” position; if the needle is in the
“II” position it will not move.
PRESSER FOOT LIFTER
An input programmed in this way lifts the presser foot lifter when the machine is stopped. The signal is ignored while the machine
is sewing.
FREEZE PEDAL
It deactivates the pedal and brings the speed of the machine to the value set in the “@” register. This operating mode is terminated
by pedal to -1 position, by the stop at the end of the Step or end of Program.
After selecting the operating mode, the following parameters must be set for most operating modes:
ACTIVE WITH STEP
If activated, the input signal is detected only in those Steps where required.
If excluded, the input signal is detected in each Steps
ACTIVE WITH PHOTOCELL ON/OFF
If the first icon is activated, the input signal is detected only when the photocell is uncovered.
If the second icon is activated, the input signal is detected only when the photocell is covered.
If excluded, the input signal is detected independently of the condition of the photocell.
ACTIVE WITH ROTATION/STOP
If the first icon is activated, the input signal is detected only when the machine is sewing.
If the second icon is activated, the input signal is detected only when the machine is stopped.
If excluded, the input signal is detected independently of the rotation of the machine.
ACTIVATION MODE
If the first icon is activated, the input signal is detected when it is high (closed switch).
If the second icon is activated, the input signal is detected when it is low (open switch).
If the third icon is activated, the input signal is detected when it moves from low to high (when the switch is closed).
If the fourth icon is activated, the input signal is detected when it moves from high to low (when the switch is opened).
If the fifth icon is activated, the input signal is detected when it moves from low to high or from high to low (when the switch is
closed or opened).
CONNECTION OF INPUT DEVICES (MICRO-SWITCHES, NPN, PNP)
Socket panels for automation (CZ3, CZ4, NT4) are equipped with 8 programmable inputs (M1-M8) divided in two types: PNP
inputs (M1-M6) and NPN inputs (M7 and M8). Inputs M1-M8 are located on the right socket of the socket panels. A PNP input
signal is generated by connecting +5V to the input signal pin; a NPN input signal is generated by connecting 0V to the input signal
pin. Normally, all input devices installed on sewing machines (photocells, proximity switches, etc,) are NPN type.
CONNECTION OF MICRO-SWITCHES
Page 27

COMELZ ARGO 42/A 25
Micro-switches can be connected to every available input (M1-M8) by simply connecting one wire to the signal pin and the other
wire to the common pin (+5V for M1-M6 or 0V for M7,M8). For example to connect a micro-switch to M1, connect the two wires
to pins 2 and 4; to connect a micro-switch to M7, connect the two wires to pins 1 and 19.
CONNECTION OF PNP INPUT DEVICES
PNP devices can be connected to every available input M1 thought M6 (they can not be connected to M7 or M8). A +5V PNP
device can be connected directly. For example to connect a +5V PNP device to M5, connect the +5V wire to pin 13, the 0V wire to
pin 19 and the signal wire to pin 14.
If a +12V PNP input device must be used, connect the +12V wire to pin 20, the 0V wire to pin 19 and connect the signal wire to
one end of a 1ΚΩ resistor (or every resistor 820Ω to 2K2Ω, ¼W or more) then connect the other end of the resistor to the signal
pin.
If a +24V PNP input device must be used, connect the +24V wire to a +24V pin on the left plug, the 0V wire to pin 19 and connect
the signal wire to one end of a resistor 4K7Ω to 10KΩ (¼W or more) then connect the other end of the resistor to the signal pin.
CONNECTION OF NPN INPUT DEVICES
NPN devices can be connected directly to M7 or M8. For example to connect a NPN device to M8, connect the 0V wire to pin 19,
the signal wire to pin 3 and the positive wire to the pin that supplies the voltage required by the device (pin 13 for +5V or pin 20
for 12V).
A NPN device can also be connected to inputs M1 through M6 by transforming these inputs from PNP type to NPN type using a
“pull-up” resistor. To transform a PNP input into a NPN input, connect one end of a 820Ω resistor (or every resistor 680Ω to 1KΩ,
¼W or more) to a +5V pin (pin 11), then connect the other end of the resistor to the signal pin of the input to be transformed. It is
also possible to transform a PNP input into a NPN input by connecting one end of a resistor 1KΩ−4K7Ω to a +12V pin (pin 20),
then connecting the other end of the resistor to the signal pin of the input to be transformed.
For example to connect a NPN photocell (with required voltage +12V) to M6: connect a 820Ω resistor between pins 15 (+5V) and
16 (signal pin for M6), connect the 0V wire of the photocell to pin 19, connect the signal wire to pin 16 and the positive wire to pin
20.
Page 28

COMELZ ARGO 42/A 26
USE
CONSOLES AND KEYBOARDS
MT800 CONSOLE
It is the most complete communication device with Argo.
All available functions are represented by pages and underlying pages. Pages are selected through the
Underlying pages are recalled through the
extension.
Functions are represented by icons that can be reached through the
parameters that characterize the specific functions is obtained through
Each programming requirement can be easily and thoroughly dominated with these simple instruments. No need to refer to
manuals nor to commit to memory; in fact the bottom line of the console displays a message that tells what to do. To every
position of the cursor corresponds a different message. When the message is too long to fit in only one line, it is divided into two
parts that alternate every 3 sec.
The MT800 console is usually not necessary to operate the machine, unless it is necessary to frequently set Program parameters,
or to acquire production data.
and buttons.
button, starting from the page or from the icon of which they represent the
and buttons; the modification of the
and buttons.
MT600 CONSOLE
The inexpensive MT600 console can be used when Sewing Programs are not necessary and only the control of back-tacks is
required (it must be connected into the same connector where the MT800 is plugged in).
With only two buttons available on the console it is possible to program the start and end back-tacks (simple, double or excluded),
modify their number of stitches forward and backward (up to 6) and select needle and foot position when the machine stops. The
Page 29

COMELZ ARGO 42/A 27
parameter to be adjusted is selected through the vertical button (on the left), the horizontal button (on the right) is used to select
operating conditions. When you then move to the bottom light, the machine is ready to sew.
MT100 AND MT400 KEYBOARDS
The MT100 keyboard satisfies the simple requirements of machines with back-tacks.
• The button on the left
• The button in the middle
The MT400 keyboard satisfies all the simple needs for chain-stitch machines.
• The button on the left selects the
• The button in the middle selects the
(before the trimming cycle), it selects the presser foot position in the middle of the seam. If this button is pressed after the
trimming cycle, it selects the presser foot position after the trimming cycle.
Common features to MT100 and MT400 keyboards:
• The button on the right turns the hand-wheel for
longer time (more than 1 sec), the machine sews at the minimum speed for the time the button is held down.
• MAXIMUM SPEED SETTING:
button one or more times. Every time the button on the left is pressed the speed decreases by 50 RPM (for example if you
wish to decrease the maximum speed by 300RPM, hold down the right button and press 6 times the left button). Do not pr ess
and hold down the left button for a long time (more than 1 sec), otherwise the speed decreases by more than 50RPM
(depending on the length of time the button is held down).
right and then press the button in the middle one or more times. Every time the middle button is pressed the speed increases by
50 RPM (for example if you wish to increase the maximum speed by 200RPM, hold down the right button and press 4 times
the middle button). Do not press and hold down the middle button for long time (more than 1 sec), otherwise the speed
increases by more than 50RPM (depending on the length of time the button is held down). It is possible to increase or decrease
the maximum speed either when the machine is not running or when the machine is running.
• TRIMMER ACTIVATION/ESCLUSION: It is possible to deactivate the trimmer by heeling the pedal all the way back and
pressing the middle button and the right button simultaneously (the pedal must be held back when pressing the buttons).
Instead, if the trimmer is not active, it is possible to activate the trimmer by doing the same operation.
• WIPER ACTIVATION/ESCLUSION: It is possible to deactivate the wiper by heeling the pedal all the way back and pressing
the left button and the middle button simultaneously (the pedal must be held back when pressing the buttons). Instead, if the
wiper is not active, it is possible to activate the wiper by doing the same operation.
reverses the feed (as long as the button is kept pressed)
eliminates the next back-tack (in case of programmed back-tacks)
needle position (up or down).
presser foot position (up or down). If this button is pressed in the middle of the seam
half revolution (lift or lower the needle). If this button is held down for a
To decrease the maximum speed, press and hold down the right button and then press the left
To increase the maximum speed, press and hold the button on the
MT500 KEYBOARD
The MT500 keyboard can be used in machine with automation devices. Its three buttons can be programmed in the desired mode
(See Setup-10 Programming input signals pa ge
connected to M2, the button on the left is connected to M3.
22). The button on the right is connected to M1, the button in the middle is
SEWING PROGRAMMING
Argo can store up to 255 Programs in memory; each Program is identified by a number (and by a short descriptive text if
necessary). Each Program is seen as a group of Steps and can be made up by 64 Steps.
A counter can be started while running the Program, showing how many times it was run (piece-counter).
Page 30

COMELZ ARGO 42/A 28
By means of the
create, by recalling an unused Program number through the
Create the first Step and then, increasing the Step number, create all the Steps that make up the Program.
In this phase, i.e. with the open Program, the commands “DEL.” (delete) and “INS.” (insert) allow to delete Steps or insert a new
one between two existing Steps.
After having completed the Program, move back to the “Program number” to close the programming phase (the Program is
stored in the memory) and beginning the operational phase.
From now on, it will be possible to re-open the Program, to correct it if necessary, only by recalling the underlying page, where the
command “OPEN” is available.
STEP PROGRAMMING
Each of the Steps that make up the Program can be described in every aspect. Move to the icon that represents the operation to be
assigned to the Step, through the
select: photocell condition (if any), sewing mode, operation parameters, devices behavior while sewing, devices behavior at
Step end, shifting mode to the next Step. Increase the Step number through the
buttons move to the basic icon that represent the “Program number”, select which Program to
and buttons.
buttons, and recall the operation to perform through the and buttons. Then
button to program the next Step.
Operations
It is possible to perform seams (forward or backward), back-tacks (at the start, at the end, simple, double, normal and with pauses),
it is possible to command the repetition of one or more previous Steps, it is possible to move the execution to other Steps of other
Programs (previously written) and nest them within the current one, it is possible to force a pause.
ICON OPERATION PARAMETERS
Double back-tack
Simple back- tack
Forward seam
Backward seam
Pause
standard with pause
at the start at the end
A: forwards stitches B: backward stitches
standard with pause
at the start at the end
A: backward stitches
: speed
A: stitches (only in semi-automatic and automatic mode)
: speed
A: stitches (only in semi-automatic and automatic mode)
T: duration (ms)
Page 31

COMELZ ARGO 42/A 29
Sequence repetition
Move execution to another Step of
another Program
#: Step for repetition start
X: number of repetitions (for unlimited repetitions X:
S: Step to which move execution
P: Program to which move execution (set P=--- to stay in
the same Program)
)
Sewing mode
Sewing operations can be performed in three different modes: under the control of the operator, who controls the sewing with the
treadle (manual mode), or executing the programmed number of stitches and allowing the operator to control the speed (semiautomatic mode), or automatically executing the programmed number of stitches at the programmed speed (automatic mode).
ICON SEWING MODE PARAMETERS
Manual sewing
(number of stitches and speed under
operator’s control)
Semi-automatic sewing
(programmed number of stitches and speed
under operator’s control)
Automatic sewing
(number of stitches and speed programmed
within the Step)
: maximum speed
(within the value selected in Setup-02)
: maximum speed
(within the value selected in Setup-02)
A: stitch counter
: sewing speed
(within the value selected in Setup-02)
A: stitch-counter
Whenever the -2 position of the treadle is assigned to the emergency stop of the machine, while sewing in automatic mode, it is
possible to stop the machine by heeling to -2. The sewing mode shifts then to manual. Heeling again to -2 triggers the thread
trimmer and it is then possible to start a manual sewing. If a manual sewing is instead performed immediately after, the next
heeling to -2 will not trigger the thread trimmer (if this is not set up in the behavior of devices at the end of the Step), but it will
shift to the next Step.
In Pause Steps, a mode different from the automatic one causes the time to be counted only while the treadle is kept pressed.
Behavior of devices while sewing
While sewing it is possible to control machine devices and external devices.
Automation functions (previously defined on page Setup -10) can be activated for automatic machines equipped with CZ3, CZ4 or
NT4 socket panel (See
page Setup-03) can be activated for automatic machines equipped with NT4 socket panel (See Stepper Motors manual).
ICON BEHAVIOUR OF DEVICES WHILE SEWING
Needle position when stopping while sewing:
Needle down (“I” position) / Needle up (“II” position)
Presser foot position when stopping while sewing:
Presser foot down / Presser foot up
Chain suction:
ON / OFF
USE OF THE AUTOMATION FUNCTIONS page 32). Stepper motor functions (previously defined on
Needle cooling:
ON / OFF
Page 32

COMELZ ARGO 42/A 30
)
Second presser foot activation (for special machines):
ON / OFF
Precision cutter enabling:
ON / OFF (after enabling recall the underlying page to set parameters
Output/Input signal activation (automation function):
Recall the underlying page to select the signals to be activated
Stepper motors activation:
Recall the underlying page to set parameters
Behavior of devices at the end of the sewing
It is possible to control the devices on the machine at the end of the sewing.
ICON BEHAVIOUR OF DEVICES AT SEWING END
Needle position at the end of the sewing:
Needle down (“I” position) / Needle up (“II” position)
Presser foot position at the end of the sewing:
down / up (without and with thread trimmer)
Thread trimmer:
ON / ON (followed by soft start) / OFF
Thread wiper:
ON / OFF
Beginning and end of a Step and shift from a Step to the next one
A Step in manual mode is started by the pressure on the pedal and is ended by heeling the pedal to -2.
A Step in semi-automatic mode is started by the pressure on the treadle and is ended when the programmed stitches have been
sewn.
A Step in automatic mode is started by the pressure on the treadle or directly by the ending of the previous one (when “no stop” is
selected in the previous Step). It proceeds sewing at the programmed speed and it ends when the programmed stitches have been
sewn.
During the execution of a Program, when a Step N is ended, the Program shifts to the next Step N+1, as shown in the table.
Likewise, at the end of the Program, the Program will shift from the last Step to the first one.
ICON STEP N STEP N+1 BEHAVIOUR
At the end of N, rotation stops. If the
treadle is pressed, release it and press it
again to start N+1.
Page 33

COMELZ ARGO 42/A 31
When heeling to –2, N ends and N+1
starts when the treadle is pressed again.
When heeling to –2, N ends and N+1
starts.
After sewing the stitches programmed in
Step N, keep the treadle pressed to
execute N+1 without stopping.
After sewing the stitches programmed in
Step N, if the treadle is pressed, N+1 is
executed without stopping.
After sewing the stitches programmed in
Step N, N+1 is executed without
stopping, independently from treadle.
USE OF THE PHOTOCELL
To use the photocell, the type of photocell fitted to the machine must have been correctly defined during the Setup phase.
When a photocell is activated in Setup-03, Program pages will show (in the bottom left corner) an icon that defines how the
photocell it is used.
In those Steps whose execution is conditioned by the photocell, select, through the
mode for the Step as shown on the following table.
ICON START STEP END STEP BEHAVIOUR
With covered
photocell
With covered
photocell
With uncovered
photocell
With uncovered
photocell
Not conditioned by
the photocell
With uncovered
photocell
Not conditioned by
the photocell
With covered
photocell
Photocell excluded
The photocell only conditions the start of the Step
(Step ends with a counter)
The machine is allowed to sew as long as the
photocell is covered
The photocell only conditions the start of the Step
(Step ends with a counter)
The machine is allowed to sew as long as the
photocell is uncovered
and buttons, the starting and ending
Page 34

COMELZ ARGO 42/A 32
Additional conditions for the use of the photocell
In the page underlying the photocell icon it is possible to define additional conditio ns for the use of th e photocell (for both the Step
start and the Step end).
ICON BEHAVIOUR
Start under control of the photocell / Start independent from the photocell
Start through the treadle / Automatic start
(Warning: when using “automatic start” it is necessary to take precautions against
accidental starting of the sewing machine)
Operating delay between the covering (uncovering) of the photocell and the automatic
start of the Step
When the photocell is covered (or uncovered), it waits for the selected number of stitches
before it gives the command of Step end (to allow the use of the photocell with largemeshed fabrics).
End of the sewing controlled by stitches countin g only (photocell excluded) /
End of the sewing controlled either by the photocell or by the end of the programmed
stitches (condition that happens first)
Number on the left: actual Step (Step A). Number on the right: last return Step (Step B).
If the photocell changes state and then (at every moment in the interval defined by Step
A and B) goes back to the state Step A, then the execution goes back to Step A. If Step
A= --, the return feature is off.
Compensation Step for seams ended by the photocell
When Steps ended by the photocell are programmed, the number of stitches before stopping (after uncovering the photocell)
depends upon the inertia of the machine and upon the sewing speed and therefore may not be consistent. In this case, to achieve
full control of the end of the seam, it is advisable to divide the seam in two consecutive Steps (linked by the shift mode “no stop”).
The second Step (compensation) must be in semi-automatic or automatic mode with a number of stitches just higher than the
required ones necessary to the machine to come to a stop from top speed.
USE OF THE AUTOMATION FUNCTIONS
The output functions (F) and the input functions (M), programmed in Setup-10, can be used in any Step of each sewing Program.
Page 35

COMELZ ARGO 42/A 33
If (on page Setup-10) at least one automation function was programmed, the Step shows, among the icons related to the behavior
of the devices while sewing, the symbol “Fn”. Recall the underlying page.
In this underlying page it is possible to select which ones among the active output functions and which ones among the active input
functions (
Those functions that are not used in the specific Step must show the related icon crossed (default status). To make a function
operative it is necessary to select it through the
selecting an icon, the name assign (in Setup-10) to that function will appear on the top.
Therefore, among the input functions shown in this page, only those made active in this way will be operative. Unlikely, the
programmed input functions without the “active with Step” condition will not be shown in this page, but they will be operative in
every Step, as long as they were made active in page Setup-10.
Likewise, also those output functions whose behavior cannot be related to the execution of each Step (“active with stop”, “active at
Program beginning”, “needle in second position”, “continuous signal with input”) will not be shown.
programmed in Setup-10 with the “active with Step” condition) must be operative within the Step.
and make it active (removing the cross) through the button. After
Importance of the Pause Step
The Pause Step allows to control those phases of automatic operations where it is necessary to coordinate and time the activation
of external devices while the machine is not running. In addition, in some circumstances, the Pause Step acquires special features,
very useful for automation.
When a Pause Step follows another Pause Step, heeling to -1 causes the Program to shift to the previous Step. Thus, by entering a
sequence of Pause Steps (with “stop” as shift mode to the next Step), the pedal will control the activation phases for devices (+1),
making it also possible to restore the conditions previous to wrong commands from the operator (-1).
CREATING A PROGRAM BY SELF-TEACHING
A practical way of creating simple Programs involves the use of the self-teaching method. Self-teaching is achieved by sewing the
sample piece, while Argo stores in memory the number of stitches of the seams.
To call the self-teaching procedure, create a Program by selecting an unused one through the
button recall then the underlying page, where among the others there is the option “SELF-TEACH.”, and activate the self-
teaching procedure through the
Then start programming by defining the operating mode of Step01 and sew the whole piece. Each time the treadle is pressed to -1
Argo automatically ends the active Step and starts the next one. Within sewing Steps, the stitches are counted as long as the treadle
is kept pressed and the outcome is stored in memory.
With each new Step, self-teaching automatically suggests the “forward sewing” operation, and therefore any operation different
from “forward sewing” must be programmed by modifying the type of operation.
Heeling to -2 triggers the thread trimmer. Heeling to -2 again terminates and stores in memory the Program.
button.
and buttons. Through the
PROGRAM MANAGEMENT
The page underlying the “Program number” contains the instruments to modify or cancel the Program, make piece-counter
active, consent the operator to intervene on the Program, transfer the same Program to (or from) external memories KK195.
By entering the PRG access code, authorized personnel defines the modification level granted to the operator: none,
“@/A/B” (operation parameters), “ALL”.
When “ALL” is selected the operator will be able to intervene on devices as well or, even, re-open the Program to modify Step
operation, insert or cancel Steps, select the type of counting to make active (none, normal, automatic).
Canceling or transferring a Program is instead restricted to whom has entered the
The operator is in any case free to write new Programs.
PRG access code.
Page 36

COMELZ ARGO 42/A 34
Modifying and deleting a Program
It is possible to modify an already written Program (i.e. add or remove Steps or modify the operation performed by a Step) only if
the Program is open.
To do this, call through the
underlying page (where, among the others, the option “OPEN” is shown), then open the Program through the
it ready to accept modifications.
On the left of the Step area, the two commands “DEL.” (Delete) and “INS.” (Insert) are available; through them it is possible to
insert or delete Steps in the Program being written.
To cancel a whole Program call, through the
the underlying page where, among the others, the “ERASE” option is shown; cancel then the Program through the
Program will then be shown as empty).
Correction of a Program and limitation to correction
When a Program is closed it can nevertheless be perfected in all its aspects by modifying the parameters of the operation, the
sewing mode, the behavior of the devices while sewing, the behavior of the devices at the end of the sewing and the shifting mode
to the next Step.
When it is necessary to limit the possibility of modification for the current Programs, call through the
number of the Program to be protected and, through the
option “edit ALL” that allows any correction and the option “edit @/A/B” that leaves the freedom to correct the parameters of the
operation. When neither is selected, the operator will not be allowed to intervene at all.
and buttons the number of the Program to be modified and press the button to recall the
button to make
and buttons, the number of the Program and, through the button, recall
button (the
and buttons the
button, recall the underlying page that shows, among the others, the
Transferring a Program
It is possible to copy the selected Program into a KK195 memory chip. Once a Program is stored into a KK195 memory chip it is
possible to transfer the Program to another machine or to another Program location. Write or read a Program by recalling the
number of the Program to be transferred through the
where, among the others, the two options “W” and “R” are displayed.
Choose the “W” option to write a Program to an external memory (by pressing the
Choose the “R” option to read a Program from an external memory (by pressing the
It is also possible to transfer every single information stored in the motor (including Setup and every Sewing Program) into a
KK195 in a single operation (See
recommended way to save information.
TRANSFER OF THE SETUP THROUGH THE KK195 MEMORY page 8). This is the
and buttons. Through the button recall the underlying page
button).
button).
Page 37

COMELZ ARGO 42/A 35
PROGRAM 000
The basic Program “000” allows to operate the sewing machine in the normal mode, using all devices defined during Setup (except
automation devices).
The selected devices will be made active through the and buttons.
In PROG000 it is also possible to change the language (with the
and the display brightness (with the
The icon on the top right allows to choose among few simple program.
Programs selectable with lock-stitch or chain-stitch machines (with feed reverse device):
Seam with start and end back-tacks. Back-tacks can be made active (at the start and at the end) by moving the cursor to the
drawings of the back-tacks and selecting, through the
required. The maximum sewing speed and the number of back-ta ck stitches (A, B) can be modified through the
buttons
Seam with stitch-counter and start and end back-tacks. Back-tacks can be programmed as above plus parameter C controls
the number of stitches for the seam between the start and the end back-tacks.
Label. Back-tacks can be programmed as above plus parameter C controls the number of stitches for the first and third side
of the label and parameter D controls the number of stitches for the second and fourth side of the label.
Bar-tack. The machine sews forward for A stitches then it sews backward for B stitches and then repeats these two seams
for G times
Programs selectable with over-lock machines with photocell:
and buttons after moving the cursor on symbol ).
and buttons after moving the cursor on the language icon)
and buttons, if a simple back-tacks, a double one or none is
and
Normal program. Photocell not active. Suction always active.
Air saving Program. After covering the photocell, the suction remains active only for the number of stitches set in
parameter A, then it turns off until the photocell is uncovered. When the photocell is uncovered the suction is always on
during rotation.
Thread and Air saving Program. The machine does not start running unless the photocell is covered. After covering the
photocell, the suction remains active only for the number of stitches set in parameter A, then it turns off until the photocell
is uncovered. When the photocell is uncovered the suction is turned on for the number of stitches set in parameter B. After
B stitches the machine stops and it will not start again until the photocell will be covered again.
PROGRAM INDEX
There are two ways to reach the Program Index page: by pressing the button with the cursor located on the number 000 of
PROG000 page, by pressing the
PROG255. In this page are listed all the Sewing Programs stored in memory (if a name is assigned to a Sewi ng Program, the name
will appear on the side of the Program number).
button with the cursor located on the word PROG of every Progra m from PROG001 to
Page 38

COMELZ ARGO 42/A 36
To access one of the listed programs, move the cursor to the desired program and then press the
button. In the Index page it is
possible to set the maximum number of accessible programs (the default value is 255). If for example this number is set to 3, the
operator can select only PROG000, PROG001, PROG002, PROG003. It is necessary to set the PRG code to be able to limit the
number of accessible Programs. The icons on the right allow to assign a name to the operator and a code to the machine. The icon
on the bottom right allows to erase all the Sewing Program stored in memory (by moving on the icon and by pressing the
button). Caution! Be sure to have a copy of the Programs stored in the KK195 memory chip before erasing the Programs, in fact
the Programs will be permanently erased.
PIECE COUNTING / PRODUCTION CONTROL
During operations it is possible to count the processed pieces, using the piece-counter Σ available with each Program (or Cover
Page).
The page underlying the Program number allows to select manual counting, automatic counting or no counting. In the Cover Page
the counter is always active and it is active in the mode (manual or automatic) selected in the Sewing Program associated to the
Cover Page.
With the
subtract discarded pieces (by moving the cursor to the counter and by pressing the
increase the counter. If the
in the Production Data page is not reset to 0, see next paragraph).
With
If the piece-counter is set to manual, it is possible to program an input (one of the automation functions in Setup-10) to increase by
one the piece-counter Σ. This operating mode is helpful when at one program cycle corresponds more than one piece and therefore
the automatic piece-counter will not be correct since it counts 1 for every Program cycle. Using instead a photocell (or even an
output signal like a chopper signal or a stacker signal) as input, the piece-counter will be accurate.
It is also possible to select a
To activate this counter move the cursor to the piece-counter (in the Program or in the Cover Page), press the
the Production Control page, move the cursor to the icon “Counter with limit” and press the
again to go back to the Program. Now, above the piece-counter Σ, there is a parameter M that must be set to the number of pieces
that need to be sewn (M can be any number from 0 to 65535). After the counter Σ reaches M the machine stops and the console
MT800 beeps. Press
input programmed in Setup-10 as “Reset from stop”.
To access the Production data for each Program (or Cover Page) move the cursor to the piece-counter and press the
automatic counting, the counter Σ is increased each time the Program is executed. It is possible to manually intervene to
button) but it is not possible to manually
button is held down for more than 1 sec, the counter Σ is reset to 0 (anyway the total piece-counter
manual counting, the operator increases or decreases the counter Σ at his own discretion.
counter with limit (i.e. the counter Σ stops that machine when it reaches a preset number of pieces M).
button to access
button, then press the button
or to reset the machine (the counter Σ is set to 0). It is also possible to reset the machine using an
button.
In this page there are a lot of information useful for production data control:
− Code of the operator who did the work.
− Code of the machine.
− Name of the Program being executed.
− Total number of pieces (since last reset).
− Time (in minutes) elapsed since the program has been selected (that includes operating and idle time).
− Operating time in minutes (real running time needed to sew the pieces of the piece-counter).
− Time in minutes and hundredths of minute for each piece (that includes machine operating and idle time to make one piece).
− Operating time in minutes and hundredths of minute for each piece (average running time needed to sew one piece).
− Efficiency (percentage that indicates the ratio between total time (operating and idle) and operating time).
Page 39

COMELZ ARGO 42/A 37
In this page the cursor can be moved over two icons. Move to the icon on the left and press the button to reset the production
data (also the partial piece-counter in the Program or in the Cover page will be reset). Move to the icon on the right and press the
button to activate the “Counter with Limit” (see previous paragraph).
Through the external memory (KK195) it is possible to collect the current production data for every Sewing Program (or Cover
Pages), and then transfer this information to a Personal Computer.
To transfer the Production Data to a KK195, turn off the motor, plug the KK195 chip into the MT800 console, turn on the motor,
press the
(then and press the
By transferring the Production Data to a KK195 chip, the Production Data stored in the motor will be erased (this can be a fast way
to reset the Production Data of every Sewing Program).
To transfer the Production Data into a PC you need the optional ML02 PC adapter and SW. Further information is available on the
manual: “ARGO 42AM Combined data management on the PC”.
With the ML02 PC adapter it is also possible to write into a KK195 the name of an operator. If (before an operator begin using a
machine previously used by another operator) the new operator transfer their name into the motor using the KK195 chip, the
production from that moment on will be attributed to the new operator. To transfer a new operator name into the motor, turn off
the motor, plug the KK195 chip into the MT800 console, turn on the motor, select with
and press
button to select the writing mode, select with the option PRODUCTION DATA and pr ess the button
button a second time to confirm).
the option OPERATOR NAME
the
button (then and press the button a second time to confirm).
USE OF STANDARD COVER PAGES
Cover Pages are pages displayed at motor on. Each Cover Page is related to a Sewing Program, listed within the PRG register, that
is executed using the values of the parameters shown in the Cover Page itself. Cover Pages allow the operator to perform (in a
simple way) changes only to those parameters that need to be adjusted.
In a Cover Page the operator can adjust the parameters, the maximum sewing speed, the needle stopping position, the presser foot
stopping position and the activation of the thread trimmer.
The Step in execution is also displayed in the Cover Page (register STP) and the operator can move to other Steps of the Sewing
Program by changing this register.
The operator can also shift from “automatic mode” (where the Sewing Program listed in the PRG register is executed) to “manual
mode” (where Sewing Program 255 is executed). This feature allows the operator to execute a “manual” program (common to
every Cover Page) without leaving the Cover Page (of course the desired “manual” program must previously be stored as Sewing
Program 255).
For the use of the piece counter (register Σ) see
To move from Sewing Program area to Cover Page area, move the cursor to the word PROG (that appears in every Sewing
Program) and then press the
To move from Cover Page area to Sewing Program area, move the cursor to the word COVER (that appears in every Cover Page)
and then press
To use Cover Pages:
− First of all Cover Pages must be activated in Setup-02 (See “Cover Pages” page 13).
− Then create the Sewing Program as normal and (after the Sewing Program is done and it is perfectly working) decide which
parameters of the Sewing Program need to be adjusted by the operator.
− Each one of these parameters must be linked to a Cover Page parameter. In order to do that, set these parameters not to the
normal value, but to P1 (to link the Sewing Program parameter to Cover Page parameter P1), or to P2 (to link the parameter to
Cover Page parameter P2), …, or to P8 (to link to Cover Page parameter P8). Eight Cover page parameters are available (P1 in
the one on the top, P8 is the one on the bottom). Example: let’s suppose you want to set to 20 the number of stitches sewn in
Step 03 of Sewing Program 001, and you want the operator to be able to adjust this stitch counter using Cover Page parameter
P4. You must set A=P4 in Step 03 of Sewing Program 001 (and not A=20) and then in the Cover Page correlated to Program
001 you must set to 20 the forth parameter starting from the top (P4). It is possible to link to the same Cover Page parameter
more than one Sewing Program parameter. For example, if Step 01 and Step 03 are respectively the first and the third side of a
label and they must have the same length; it is advisable to the set in both Steps A=P6 (for ex.). In this way when the operator
changes P6 automatically changes Step 01 and Step 03. To set a Sewing Program parameter to P1 (or P2, …, P8), move to the
button (if codes are active they must be set ahead).
button (or turn off the motor and then turn it back on).
PIECE COUNTING page 36.
Page 40

COMELZ ARGO 42/A 38
parameter and press until 0 appears, then press one more time and P8 will appear (press one more time and P7
will appear, etc.).
− After Sewing Program parameters are linked to Cover Page parameters, move to the Cover Page icon (that appears in every
Step of the Sewing Program), press
Pages related to this Program (to avoid to display in the Cover Pages some parameters that do not control anything). Move the
cursor to each parameter and activate it with
02.
to access the underlying page. Then select which parameters must appear in the Cover
or deactivate it with
. The parameter name can only be changed in Setup-
− Now move to the Cover Pages area.
− Select a Cover Page and decide which Sewing Program the Cover Page must execute. In order to do that, set the PRG register
(bottom right corner) to the number of the Sewing Program that must be executed using the values of the parameters shown in
the Cover Page itself. The code on the bottom left must be set to the proper value (default v a lue is 000) to be able to change the
PRG register. More than one Cover Page can execute the same Sewing Program (in this way, each Cover Page represents a
different set of parameters for the same Sewing Program)
Page 41

COMELZ ARGO 42/A 39
MAINTENANCE
Argo is formed by a main body that holds:
• Motor (electrically connected to the electronic board)
• Electronic board KK66 (fixed to the main body and electrically connected to the motor, to the input power module
and to the socket panel)
• Front panel (it holds the mechanical parts of the treadle and the power supply module)
• Socket panel (fitted to the front panel and electrically connected to the electronic board)
Not attached to the main body there will be:
• Synchronizer (electrically connected to the socket panel)
• Console (electrically connected to the socket panel)
TROUBLESHOOTING
The machine does not start and the green light on the MT800 console is off.
• Replace the 10A fuse (use slow blow type 10A 250V).
If also the new fuse burns, or the machine does not start anyway:
• Replace the KK66 electronic board.
Devices are not made active.
The motor works, but no device (thread trimmer, thread wiper, presser foot lifter, back-tack, and so on) is made active.
• Replace the 3A fuse, then, after having disconnected the devices, run the machine connecting the devices one by one
to locate the defective one (solenoid or solenoid valve).
In case external devices are not defective and the replacement of the fuse does not solve the problem:
• Replace the socket panel.
• Replace the KK66 electronic board.
The MT800 console is on and the screen is disturbed or not working.
Try the following alternatives:
• Turn the machine off and on
• Unplug and re-plug the connector of the MT800 console (and in case also the connectors between the KK66 board
and the socket panel)
• Replace the MT800 console
• Replace the socket panel
• Replace the KK65 board
The pedal is at rest position but the machine keeps sewing al slow speed
The pedal is at rest position, the machine stops, but the presser foot goes up (even if it is programmed down)
The pedal id all the way down but the machine does not reach the maximum speed
Try the following alternatives:
• Check the pedal tuning in Setup-02
• Set again the zero reference position for the needle
• Reset the motor and re-program it again
ERROR MESSAGES DISPLAYED BY THE MT800 CONSOLE
A malfunctioning of the sewing machine or of the motor are often detected by Argo itself that, in this case, displays
malfunctioning messages on the MT800 console. Suggestions to fix the problem are also displayed; follow the instruction in order
until problem is solved.
“Failure in electronic board”
• Replace the KK66 board
“External noise”
• Check machine head grounding
• Check motor grounding
• Check and remove noise sources ( sparking contacts, high-frequency machines)
“Program fault”
• Erase and re-write the faulty Program (in case more than one Program is faulty, it is better to erase and re-write all
Programs)
“Synchronizer failure”
• Check that the plug of the synchronizer is correctly plugged in
Page 42

COMELZ ARGO 42/A 40
• Check that the plug or the cable of the synchronizer are nor defective
Try the following alternatives in case the fault persists:
• Replace the synchronizer
• Replace the socket panel
“Transmission ratio incorrect”
• Check if the belt is loose (if so, stretch the belt correctly and strongly tighten the fasteners of the bracket with the
wrench provided with the unit)
• Set again the zero reference position for the needle
Press the
“Motor overload”
• The motor is trying to run at a speed that it can not been reached
• Check if the hand-wheel is free (thread jammed under the hook or behind the hand-wheel, lack of oil or oil too cold)
• Replace motor MA02
• Replace the KK66 board
“Jammed motor”
• The motor remained stopped for external causes longer than allowed. Verify possible causes (the machine is
jammed, the needle is stuck against the needle plate)
• Replace motor MA02
• Replace the KK66 board
In case the machine was running without MT800 console at the moment the problem happened, all the problems are stored in the
memory of the motor. Therefore at every moment the technician with the MT800 console can check the malfunctions (in the
Motor Diagnosis page in Setup-02, see page
button to go directly to the page to set again the zero reference position for the needle.
13)
COMPLETE MOTOR RESET
It is possible to reset all the motor data by:
- turn the motor on
- wait until the introductory page will appear (page Comelz Argo42/A)
- as soon the page appears, press in the same time
- press the
- then press a second time the
will be permanently erased).
button to reset the motor
button to confirm (CAUTION! After the second , all the information stored in the motor
and buttons (the Reset page will appear).
RUNNING THE MACHINE WITHOUT SYNCHRONIZER
In case the synchronizer is defective or in other circumstances, it is possible to run the machine without any type of external
synchronizer (or sensor). See paragraph “Motor Diagnosis” page
13.
BUILT-IN BACK-UP MEMORY
The motor is equipped with a back up EEPROM memory built into the KK66 main circuit board. This back up memory stores a
copy of most of the information stored in the standard motor memory (RAM memory). Even in case of a major problem that
causes the RAM memory to loose all the information, the back up memory should not have any problems. Whenever the motor is
turned on the information from the back up memory will be transfer to the RAM memory.
The currently installed back up memory will allow to save a copy of the complete machine Setup (Setup-01 through Setup-10),
PROG000, PROG254, PROG255, PROG001 through PROG014, COVER001 through COVER014. The total number of Program
Steps that can be saved is 72. Basically the back up memory will allow to save everything except PROG015-PROG255,
COVER015-COVER100 and all the Program Steps exceeding 72 Steps.
REPLACEMENT OF THE SOCKET PANEL
The replacement of the socket panel does not require any further adjustment.
Page 43

COMELZ ARGO 42/A 41
REPLACEMENT OF THE SYNCHRONIZER
Set the “0” timing after having replaced the synchronizer.
REPLACEMENT OF THE KK66 ELECTRONIC BOARD
To replace the KK66 electronic board, disconnect the main power first, then remove the back cover and then unplug the four
connectors toward the wires that connect the board. Remove the two screws that lock the board and pull it out from the connector
of the motor. Avoid to strain electric components as this could damage them.
The electronic board must be kept in its protective anti-static bag as long as possible and it must in any case handled with care,
preventing it from touching metallic objects (that can short-circuit those components under battery power supply) or plastic
materials (potentially charged with static electricity). It is convenient to treat also faulty boards with the utmost care, to prevent
further damage (and increase the cost of the repair).
All Setup values must be redefined after having replaced the electronic board and Sewing Programs must be entered again. Even if
the redefinition of the Setup is achieved by reading a memory (KK195), it is anyway necessary to redo the “0” timing (that can
also be done without the MT800 Console; see paragraph
REPLACEMENT OF THE FRONT PEDAL PANEL
The front panel is the holder of the socket panel and treadle (mechanical parts and the KK81 electronic sensor). As each treadle is
calibrated when it is manufactured, the replacement of KK81 electronic may need calibration. Little adjustments to the calibration
of the pedal can be done with the MT800 console (See TREADLE page
be done using the two potentiometers installed on the KK8 1 electr oni c b o ard .
MOTOR REPLACEMENT
Four screws lock the motor MA02 to the main body. Remove the electronic board before removing the motor.
“0” reference position without using the MT800 console page 6”).
12). Major adjustments to the calibration of the pedal must
SOFTWARE UPDATING
It will be possible to transfer to a motor already installed the new applications that will be developed in the future (for example to
update the list of machine configurations included in the “Library of configurations”). To update the software the EPROM fitted to
the KK66 electronic board must be replaced. Remove the back cover, remove the KK66 circuit board and replace the EPROM
(fitted to a socket on the top left corner ). Paying attention to fit it in the correct direction (turn the notch toward the center of the
board) and making sure that all the pins are correctly plugged in to the socket.
Page 44
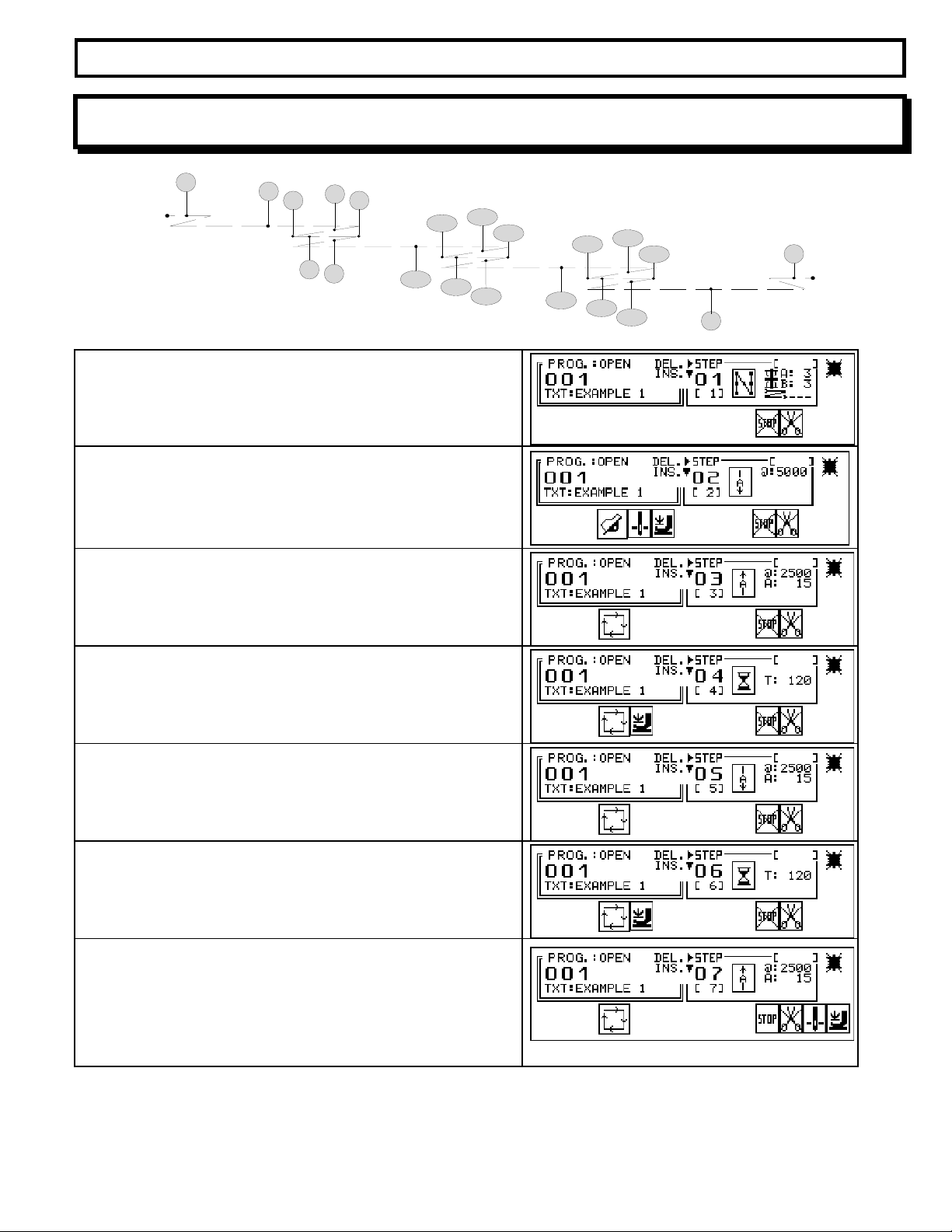
COMELZ ARGO 42/A 42
EXAMPLES (Sewing Programs)
EXAMPLE 1 (SEWING WITH BAR TACKS AND BACK-TACKS)
1
Select a free Program (OPEN” is shown and the icon of Step 1 is empty) and program the Steps as follows:
STEP 1. Select the “double back-tack” icon. The parameter area will
automatically show the start back-tack symbol, the back-tack type
symbol (without or with pause), the back-tack stitches (A, B), as
defined during Setup.
STEP 2. The “forward seam” icon is automatically selected. The
“manual” sewing mode is automatically selected. Select “no stop” as
shift mode to the next Step.
2
4 6
3
3 Bis
4 Bis
5
7
2 Bis
5 Bis
7 Bis
6 Bis
2 Ter
4 Ter
5 Ter
3 Ter
7 Ter
6 Ter
10
9
STEP 3. Select the “backward seam” icon. Select the “automatic”
sewing mode. Enter the stitches (A) and the sewing speed (@).
Select “no stop” as shift mode to the next Step.
STEP 4. Select the “pause” icon. Define the duration (T). Select
“no stop” as shift mode to the next Step.
STEP 5. The “forward seam” icon is automatically selected. Select
the “automatic” sewing mode. Enter the stitches (A) and the sewing
speed (@). Select “no stop” as shift mode to the next Step.
STEP 6. Select the “pause” icon. Define the duration (T). Select “no
stop” as shift mode to the next Step.
STEP 7. Select the “backward seam” icon. Select the “automatic”
sewing mode. Enter the stitches (A) and the sewing speed (@). Keep
the automatically suggested shift mode to the next Step: “stop”.
Page 45

COMELZ ARGO 42/A 43
STEP 8. Select the “sequence repetition” icon. Define the number
of the Step for sequence beginning (# = 2) and the number of
repetitions (X = 3). Keep the automatically suggested shift mode to
the next Step: “stop”.
STEP 9. The “forward seam” icon is automatically selected. The
“manual” sewing mode is automatically selected. Define the sewing
speed (@). Keep the automatically suggested shift mode to the next
Step: “stop”.
STEP 10. Select the “double back-tack” icon. The parameter area
will automatically show the end back-tack symbol, the back-tack
type symbol (without or with pause), the back-tack stitches (A, B),
as defined during Setup. Thread trimmer and presser foot up after
trimming are automatically selected.
Step 2 (in manual sewing mode) is ended by heeling to -2. As “no stop” is selected as shift mode to the next Step, Step 3 (in
automatic sewing mode) immediately starts the sewing of the programmed stitches. In case in Step 2 the “stop” is selected as shift
mode to the next Step, the automatic sewing in Step 3 will wait for the start signal from the treadle before starting.
EXAMPLE 2 (SEWING OF A POCKET PROGRAMMED BY SELF-TEACHING)
Select a free Program (where “OPEN” is shown and the icon of Step 1 is empty). On the underlying page select the “SELFTEACH” command. The main Program page shows now “SELF”. Proceed as follows:
Page 46

COMELZ ARGO 42/A 44
STEP 1. Select the double back-tack icon. The parameter area will
show the start back-tack symbol, the back-tack type symbol (without
or with pause), the back-tack stitches (A, B), as defined during
Setup. Press the treadle to execute the back-tack and shift to the next
Step.
STEP 2. The “forward seam” icon is automatically selected. Sew the
seam to the point α (A shows the number of sewn stitches). Heel to 1 to lift the presser foot and turn the piece. This makes the Program
shift to the next Step.
STEP 3. The “forward seam” icon is automatically selected. Sew the
seam to the point β (A shows the number of sewn stitches). Heel to 1 to lift the presser foot and turn the piece. This makes the Program
shift to the next Step.
STEP 4. The “forward seam” icon is automatically selected. Sew the
seam to the point γ (A shows the number of sewn stitches). Heel to 1 to lift the presser foot and turn the piece. This makes the Program
shift to the next Step.
STEP 5. The “forward seam” icon is automatically selected. Sew the
seam to the point δ (A shows the number of sewn stitches). Heel to 1 to lift the presser foot and turn the piece. This makes the Program
shift to the next Step.
STEP 6. The “forward seam” icon is automatically selected. Sew the
last seam (A shows the number of sewn stitches). As the next Step
will be an end back-tack (keep the presser foot down without heeling
to -1), it is necessary to shift to the next Step by manually increasing
the Step number.
STEP 7. Select the “double back-tack” icon. The parameter area will
show the end back-tack symbol, the back-tack type symbol (without
or with pause), the back-tack stitches (A, B), as defined during
Setup. Press the treadle to execute the back-tack. Heel to -2 to trigger
the thread trimmer. Heel to -2 again to close the Program.
Page 47

COMELZ ARGO 42/A 45
EXAMPLE 3 (MANUAL SEAM BETWEEN TWO AUTOMATIC SEAMS)
Select a free Program and program the Steps as follows:
Page 48

COMELZ ARGO 42/A 46
EXAMPLE 4 (EXECUTION OF A SEAM WITH START AND END BACK-TACK CONTROLLED BY A
PHOTOCELL)
Select a free Program and program the Steps as follows:
Page 49

COMELZ ARGO 42/A 47
EXAMPLE 5 (USING A CHOPPER TO CUT A TAPE)
On a machine with photocell and tape cutter, assembled behind photocell and needle, it is required to trim the tape at the beginning
and at the end of the piece.
On page Setup -10, select the F2 output where the tape cutter is connected, make it active through the
parameter page through the
button. Select the feature mode “impulse at the end of the step” and define the delay as 0 ms and
the duration of the impulse that triggers the cutter as 60 ms.
On page Setup -10, select the M1 input available on the MT500 keyboard, make it active through the
parameter page through the
button. Select the feature mode “function actuation” and define the F2 function that triggers the
cutter as “ON”. Keep the additional condition “activation mode” as high signal (when closing the switch).
Select a free Program and program the Steps as follows:
button and recall the
button and recall the
A seam in “manual” sewing mode sews the tape until the piece does not cover the photocell (Step 1). A seam in “semi-automatic”
sewing mode (Step 2) sews the necessary stitches to fill the gap between the point where the photocell “reads” the beginning of the
piece and the point where the cutter cuts the tape in correspondence with the beginning of the piece (“impulse at the end of the
step” : F2). While cutting, there is a pause just long enough to stop and re-start the machine (Step 3), to prevent the possibility that
an excess of tape builds against the knife of the cutter. Sewing is resumed in “manual” mode, with covered photocell (Step 4) till
the end of the piece. In the end, a seam in “semi-automatic” sewing mode (Step 5) sews the necessary stitches to fill the gap
between the photocell and the cutter (“impulse at the end of the step”: F2). Through the M1 signal it is in any case possible to
trigger the cutter manually, independently from the execution of the program.
EXAMPLE 6 (USING A CHOPPER TO CUT A TAPE)
On a machine with photocell and tape cutter, assembled behind photocell and needle, it is required to sew the tape between two
pieces on a defined section and trim it at the beginning of the first piece and at the end of the second one.
Program functions as in previous example then select a free Program and program the Steps as follows:
Page 50

COMELZ ARGO 42/A 48
A seam in “manual” sewing mode sews the tape until the piece does not cover the photocell (Step 1). A seam in “semi-automatic”
sewing mode (Step 2) sews the necessary stitches to fill the gap between the point where the photocell “reads” the beginning of the
piece and the point where the cutter cuts the tape in correspondence with the beginning of the piece (“impulse at the end of the
step” : F2). While cutting, there is a pause just long enough to stop and re-start the machine (Step 3), to prevent the possibility that
an excess of tape builds against the knife of the cutter. Sewing is resumed in “manual” mode, with covered photocell (Step 4) till
the end of the first piece. A seam in “semi-automatic” sewing mode (Step 5) sews the tape length between the two pieces. A seam
in “manual” sewing mode with covered photocell (Step 6) sews the second piece. In the end, a seam in “semi-automatic” sewing
mode (Step 7) sews the necessary stitches to fill the gap between the photocell and the cutter (“impulse at the end of the step”: F2).
Through the M1 signal it is in any case possible to trigger the cutter manually, independently from the execution of the program.
Page 51

COMELZ ARGO 42/A 49
ARGO 42/A
SM1 STEP MOTOR CONTROL
UNIT
Page 52

COMELZ ARGO 42/A 50
INTRODUCTION
Argo motor equipped with socket panel NT4 and control box SM1 can drive an auxiliary step motor.
Control box SM1 can operate one step motor. It is possible to connect one SM1 to Argo, then connect a second SM1 to the first
SM1, a third SM1 to the second SM1 and a fourth SM1 to the third SM1. In this way Argo can control four step motors.
Every step motor can be operated in three different modes:
PULLER MODE: the step motor runs synchronous to the sewing machine.
POSITIONING MODE: the shaft of the step motor can be moved for a desired number of steps to the desired position.
JOG MODE: the step motor runs at a speed indepe ndent from the sewing machine speed.
Within a sewing program it is possible to modify the operating mode, the speed or the position of every step motor as many times
is wished (for step motor #4 the operating mode must be the same in every Step of the sewing program and only direction of
rotation can be inverted).
All parameters that may need an adjustment during working operations can be shown on a Cover Page and identified with an
assigned 12 letter name. In this way it is very simple (even for the operator) to perform adjustments by selecting the desired
parameter and by changing the current value with the + or - keys.
Every step motor can also be controlled by direct inputs to control box SM1 (usually for operations independent from the sewing
cycle). One input makes the step motor rotate clockwise at jog speed; one input makes the step motor rotate counter-clockwise at
jog speed; one input stops the rotation of the step motor; one input is for a potentiometer that set the jog speed.
Step motors controlled by direct SM1 inputs may not need to be connected to Argo; therefore they can be used in addition to the
four step motors that can be controlled by Argo.
Page 53

COMELZ ARGO 42/A 51
SM1 INPUT POWER SPECIFICATIONS
SM1 input power must be 24V-36V DC (it is better between 28V and 36V) at least 2 Amps.
Power is supplied to control box SM1 through a 5 pin plug as shown on diagram.
One SM1 can be connected to +24V (pin 12) and 0V (pin 19) to Argo motor in almost every situation (see restrictions below). Any
other SM1 must be connected to a separate switching power supply. The characteristics of the power supply must be:
switching power supply (not linear)
24V-36Volts output (it is better between 28V and 36V)
50-60 Watts power for each Step Motor (depending on the operation)
If SM1 units are powered with a separate power supply, the power supply must be switched on before or at the same time
that Argo is switched on, never after. In fact when Argo is switched on, it sends to SM1 units the step motors configuration data;
if units are not powered these data are lost and the step motors do not run.
Argo motor is equipped with a 60W 29V DC switching power supply.
This power supply can be used to activate electro-valves, electric solenoids, input devices (photocells, proximity switches, etc.)
and also step motor control unit SM1. Of course the total power required by devices connected to Argo can not exceed 60W
continuous or 80W for a short time.
To figure out if it is possible to power SM1 with Argo, calculate how many watts are required by devices connected to Argo using
the following indications:
If the step motor is continuously running and the current supplied to the step motor is 4 Amps (IH=15 in the step motor Set-up),
then SM1 requires 50-60W from the power supply.
If the step motor is continuously running and the current supplied to the step motor is 2 Amps or lower (IH=7 in the step motor
Set-up), then SM1 requires 20-30W from the power supply.
If the step motor is running for ~50% of the time and the current supplied to the step motor is 4 Amps (IH=15 in the step motor
Set-up), then SM1 requires 20-30W from the power supply.
A pneumatic electro-valve requires 1-2W from the power supply (old style electro-valve s may require 10-15W).
An electric solenoid (the big one for the presser foot) requires up to 80W from the power supply but only for a short time.
If the power required by SM1 is below 25W, Argo can power two SM1.
SM1 QUALIFICATION
SM1 units controlled by Argo have to be qualified as unit 1, 2, 3 or 4 (unit that controls step motor 1, 2, 3 or 4).
If two SM1 are qualified in the same way (for ex. Unit #2), for Argo they are the same unit and they receive the same
configuration data (the ones for step motor #2).
In order to qualify a SM1, open the unit and locate the DIP switches. Th e two switches on the left (1 and 2) qualify the SM1, the
two switches on the right (3 and 4) are used for other purposes or reserved for future developments.
To control step motor 1 set the switches as follows:
To control step motor 2 set the switches as follows:
To control Step motor 3 set the switches as follows:
Page 54

COMELZ ARGO 42/A 52
To control Step motor 4 set the switches as follows:
Page 55

COMELZ ARGO 42/A 53
COMUNICATION WITH ARGO
A cable with telephone jacks (like the one to connect the receiver to the telephone base) connects Argo socket panel NT4 to the
control box SM1.
This cable transmits Argo encoder data (256 pulses/revolution) and step motor configuration data.
When more than one S M1 control box is used, a similar cable connects the firs t control box to the second one, the second one to
the third one and the third one to the fourth one.
The SM1 input phone socket is the one close to the edge of the box; the output phone socket is the one in the middle of the socket.
SM1 control boxes for additional step motors over four do not need to be connected to Argo since these step motors can rotate
only at jog speed adjustable by means of a potentiometer.
SM1 CONTROL INPUTS
Inputs for a direct control of the step motor are connected to the 8 pin plug:
one input causes the step motor to rotate in clock-wise direction at jog speed for the whole time the input is closed.
one input causes the step motor to rotate in counter-clock-wise direction at jog speed for the whole time the input is closed.
one input causes the step motor to stop (overriding any other signal to rotate).
one input at the moment is not used and it is reserved for future developments.
one input is for a potentiometer that sets the jog speed.
Jog speed can be set by software (in Argo Set-up) or by a potentiometer (5KOhm / 0,5 Watts) connected as shown in the diagram.
If the potentiometer is turned all the way back to zero Ohm (or not connected at all) the jog speed is the one set in Argo Set-up, if
Ohm value of the potentiometer is different from zero the jog speed is the one set by the potentiometer.
Any type of NPN input device can be used (micro-switches, photocells, proximity switches). The operating mode is normally open
for every input.
It is possible to change the operating mode for clock-wise rotation input by setting high the DIP switch #4 inside the SM1 box.
When the DIP switch #4 is high the step motor rotates in clock-wise direction for the whole time the clock-wise rotation input is
open (and not closed). This feature can be used for example when a single photocell makes the stepper motor to rotate clock-wise
when uncovered and counter-clockwise when covered. The signal wire of the photocell must be connected to both clock-wise
rotation input and counter-clock-wise rotation input; it is also suggested to set the KA parameter in Set-up-03 to a high value (i.e.
KA=15) in order to get a quick direction change when the photocell is covered or uncovered.
It is possible to override a clockwise or counter-clock wise rotation input in two ways: by a direct stop input or by setting POS=0 in
those Steps of the sewing program where the stepper motor needs to be kept idle.
An input can also be an output signal coming from Argo. To use an Argo output signal (for example F1) as a direct SM1 input,
connect with a wire Argo output (for example pin 1 of left plug for F1) to SM1 input (fo r example pin 4 for clock-wise rotation);
then connect the 0V of Argo (pin 19 of left plug) to 0V of SM1 (pin 6).
Two small potentiometers are located inside control box SM1. These two potentiometers set the holding current and the running
current for the step motor (the potentiometer that sets the running current is the one more close to the heat-sink). Use these two
potentiometers only when unit SM1 is not connected to Argo. In fact when unit SM1 is connected to Argo, the holding current and
the running current are set by parameters IL and IH in the step motor Set-up.
STEP MOTOR INPUT
Every step motor can be used. SM1 supplies to the step motor up to 4 Amps of current.
IMPORTANT! In order to avoid to burning the step motor, set the current in output from SM1 to the appropriate value for the
type of step motor used. If you are using a 1 Amp step motor and SM1 supply 4 Amps to step moto r, the step motor will burn
within few minutes.
Each step motor is connected to SM1 with a 6 pin plug as shown on diagram.
Step motors have four wires. Two wires (a1 and a2) are for phase A; two wires ( b1 and b2) a re fo r pha se B.
Phase A is connected to pin 5 and pin 4; phase B is connected to pin 1 and pin 2. If the step motor is rotating in opposite direction
from the direction shown in the sewing program, reverse the rotation by exchanging the two wires of only one phase (for example
connect to pin 4 the wire that was connect to pin 5, connect to pin 5 the wire that was connect to pin 4 and do not touch the wires
for phase B).
Page 56

COMELZ ARGO 42/A 54
If you do not have the schematic for the step motor used, it is possible to find out how to connect the wires using a multi-meter. Set
the multi-meter to OHM (Ω). Take one wire (a1) and connect it to one end of the multi-meter, then connect one by one the other
three wires to the second end of the multi-meter and find the only wire (a2) that indicates on the multi-meter resistance not infinite.
A1 and a2 are the two wires for phase A; the other two wires are b1 and b2 for phase B.
Step motors with eight wires can be used. For the connection it is necessary to have the step motor wiring diagram.
In some situations more than one step motor can be driven by one SM1. For example that may happen when two step motors
perform the same operation (they move at the same time at the same speed). Remember that in this scenario SM1 will supply to the
two step motors only up to 2 Amps of current.
If two step motors are connected to the same SM1, the phases of the two step motors must be connected in series and not in
parallel.
For example let’s call OutA1 (pin 5) and OutA2 (pin 4) the two SM1 outputs for phase A; OutB1 (pin 1) and OutB2 (pin 2) the
two SM1 outputs for phase B; a1 and a2 the two wires for phase A of step motor 1; b1 and b2 the two wires for phase B of step
motor 1; α1 and α2 the two wires for phase A of step motor 2; β1 and β2 the two wires for phase B of step motor 2.
To connect in series step motor 1 and ste p motor 2:
Phase A: connect OutA1 to a1; connect a2 to α1; connect α2 to OutA2.
Phase B: connect OutB1 to b1; connect b2 to β1; connect β2 to OutB2.
If step motor 2 must rotate in the opposite direction from step motor 1 then:
Phase A: connect OutA1 to a1; connect a2 to α2; connect α1 to OutA2.
Phase B: connect OutB1 to b1; connect b2 to β1; connect β2 to OutB2.
STEP MOTOR SET-UP
Configuration of step motors can be done with MT800 console connected to Argo.
Switch on Argo and select page Set-up-03. Activate step motors by moving the cursor to the step motor icon (last one on bottom
row) and then pressing the - key to remove the cross.
It is now possible to access the step motor configuration parameters by pressing the Page key :
Activate the step motors that are connected to Argo by moving the cursor over the desired unit and by pressing the + key (an arrow
will appears on the left side of the activated units).
It is now possible to set the parameters for each active SM1 unit.
The meaning of the parameters is the following:
JS : Jog Speed (range: 0 to 248).
The step motor runs at set jog speed when SM1 direct rotation inputs occur. Using a 200 step/revolution (1.8Deg/step) motor, the
jog speed in RPM is JSx2 (for example if JS=25 the step motor runs at 50RPM). Using a 100 step/revolution (3.6Deg/step) motor,
the jog speed in RPM is JSx4 (for example if JS=25 the step motor runs at 100RPM). If JS is 1 to 100 then the step motor is
driven in half step mode, if JS>100 then the step motor is driven in full step mode. Half step mode has the advantage that the step
motor runs with less vibrations; full step mode has the advantage that the step motor has more torque.
Parameter JS set the jog speed only for SM1 direct rotation inputs and it has no relation to the jog speed set in the sewing
programs.
If Cover Pages have been activated in Set-up-03, instead of values from 241 to 248 there are values P1 to P8. Use these values to
control the jog speed with a Cover Page parameter (for example if JS=P1 the jog speed is not 241 but the value to which parameter
P1 is set in the cover page, if JS=P5 the jog speed is the value to which parameter P5 is set in the Cover page, etc. See Cover Page
manual for details).
Page 57

COMELZ ARGO 42/A 55
If a potentiometer is connected to SM1 jog speed input and it is turned to a value different then 0, then the jog sp eed is the one set
by the potentiometer and not the one set in the Set-up. Using a potentiometer the jog speed ranges from 0RPM to 500RPM.
KJ : (range 1 to 15)
If the step motor is set in the sewing program to operate in jog mode, then the KJ parameter set the maximum jog speed. It affects
only the jog speed set in the sewing programs and it does not affect SM1 direct input jog speed. Using a 200 step/revolution
(1.8Deg/step) motor, the jog speed in RPM i s JOG x KJ x 0. 16 (where JOG is the jog speed set in the program). For example if
JOG=100 and KJ=5 then the step motor runs at 80RPM (=100x5x0.16). Using a 100 step/r evolution (3.6 Deg/step) motor, the jog
speed in RPM is JOG x KJ x 0.32. It is suggested to set KJ to a value that will allow you to set JOG in the program to a value in
the middle of the range (around 120).
If KJ is 1 to 7 then the step motor is driven in half step mode, if KJ is 8 to 15 then the step motor is driven in full step mode. Half
step mode has the advantage that the step motor runs with less vibrations; full step mode has the advantage that the step motor has
more torque.
If the step motor is set in the sewing program to operate in positioning mode, then the KJ parameter set the speed of the step motor
during the positioning. Using a 200 step/revolution (1.8Deg/step) motor, the positioning speed in RPM is KJ x 40 (for example if
KJ=4 the positioning speed is 160RPM). Of course, if the step motor moves for only few steps, it may not be able to reach the set
positioning speed.
KP : (range 1 to 15)
If the step motor is set in the sewing program to operate in puller mode, then the KP parameter sets the maximum puller speed. It
is suggested to set KP to a value that will allow you to set PUL in the program to a value in the middle of the range (around 120).
If KP is 1 to 9 then the step motor is driven in half step mode, if KP is 10 to 15 then the step motor is driven in full step mode.
Half step mode has the advantage that the step motor runs with less vibrations; full step mode has the advantage that the step motor
has more torque.
If the step motor is set in the sewing program to operate in positioning mode, then the KP parameter indicates the number of step
motor steps corresponding to every unit set in the parameter POS in the sewing program. For example let’s suppose KP=5 and
POS=10 in the active sewing program Step (the step motor is at position 10), that means that the step motor is located 10
increments of 5 step motor steps (for a total of 50 steps) faraway the position 0.
To calculate the best value for KP:
• move in one direction the step motor to position 0 (it is the position where the end run sensor or the mechanical stop that does
not allow the step motor to move further is located).
• move the step motor in the other direction and calculate the number of revolutions the step motor must be able to be moved.
• if you are using a 200 step/revolution (1.8Deg/step) motor, multiply the number of revolutions by 200 (or by 100 if you are
using a 100 step/revolution motor) to find the total number of step motor steps that the step motor must be able to be moved.
• divide the obtained number by 240 (the maximum value of POS in the sewing program) and round the result to the next whole
number.
Example: I move counter clock-wise the step motor to the mechanical stop.
I move the step motor in the other direction and I find out that the step motor needs to be moved for at least 3 and ¼ revolu tions.
3 and ¼ revolutions are 3.25 x 200 = 650 step motor steps.
I divide 650 by 240 and the result is ~2.7.
I set KP =3 that is the smaller integer greater than 2.7.
KA : (range 1 to 15)
Parameter to increase and decrease acceleration and deceleration. If the step motor is set in the sewing program to operate in puller
mode, then KA parameter does not control the acceleration or deceleration of the step motor; in fact the acceleration and
deceleration of the step motor are the same of the sewing machine.
IL : Low current (range 1 to 15)
After the step motor is stopped the step motor is energized for an extra second at the same working current (in order to have a fast
start if needed) then the current is reduced to the low current (or holding current) in order to hold the motor in the same position
after stopping. Since when a step motor is not running it absorbs the whole current supplied, it is particularly important not to set
the holding current to a value bigger than the type step motor used can handle. In order to do that set IL=1 and ensure the holding
power is enough; if it isn’t, increase gradually IL until the desired holding power is reached; after that, wait a few minutes and be
sure that the step motor is not unusually hot.
IH : High current (range 1 to 15)
Page 58

COMELZ ARGO 42/A 56
This parameter sets the current supplied to the step motor when the step motor is running.
It is particularly important not to set the high (or working) current to a value bigger than the type of step motor used can handle. In
order to do that set IH=1 and check if the rotating power is enough; if it isn’t, increase gradually IH until the desired power is
reached; after that, run the step motor for few minutes and be sure that it isn’t unusually hot.
If IH=3, then SM1 supplies 1 Amp to the step motor; if IH=7, then SM1 supplies 2 Amps to the step motor; if IH=11, then SM1
supplies 3 Amps to the step motor; if IH=15, then SM1 supplies 4 Amps to the step motor.
By setting IH (and also IL) to the right value (the smallest value that fits your needs) you are also sure that the total amount of
watts required from the power supply is the smallest possible.
Page 59

COMELZ ARGO 42/A 57
HOW TO CONTROL STEP MOTORS IN THE SEWING
PROGRAMS
When a step motor is activated in Set-up -03 a drawing of a motor is shown on the bottom row of devices in every Step of every
Sewing Program. Each program Step can have step motor parameters (including operating mode) different from the previous one.
To access the stepper motor parameters, move the cursor to the stepper motor icon and press the page button.
Only the stepper motor activated in Set-up-03 are displayed in this page.
For each step motor there are three parameters to be set:
• Operating mode: PUL, POS, JOG.
• Direction of rotation: clock-wise, count er-clock-wise.
• Value: 0 to 248 (the meaning of this number depends on the operating mode selected)
For step motor #4 the operating mode and the value must be the same in every Step of the sewing program and only direction of
rotation can be inverted
In order to change a parameter, move the cursor to the parameter and press the + or - keys.
PULLER MODE (PUL)
The step motor runs synchronous to the sewing machine. The acceleration and deceleration curves are the same of the sewing
machine. The direction of rotation can be set by means of the direction of rotation symbol. The value indicates the puller speed. If
PUL=0 the step motor is not running; the bigger the value the faster the speed.
POSITIONING MODE (POS)
The shaft of the step motor can be moved for a desired number of steps to the desired position. The value of POS indicates the
position to which the step motor is moved during the execution of the active program Step. The position is counted starting from
the 0 position that is the position where the sensor or the mechanical stop that does not allow the step motor to move further is
located. When the unit SM1 is switched on, the step motor is at position 0. When Argo is switched on, it is possible to activate a
“step motor position reset program”. That program moves the step motor in the position where the end run sensor or the end run
mechanical stop is located and set that position as position 0. After the position reset program is executed the step motor moves to
the position set in the first program Step of the active sewing program. For example let’s suppose that in program Step 01 is set
POS=50 clock-wise, the step motor will move in clock-wise direction for 50 step motor steps, if KP=1 (instead if KP=2 the step
motor will move for 100 step motor steps, if KP=3 the step motor will move for 150 step motor steps, etc.). When a new program
Step begins the step motor will reposition to the position set by POS. For example if in program Step 02 is set POS=40 the step
motor will be moved 10 step motor steps counter clock-wise (always supposing KP=1); then if in program Step 03 is set POS=63
the step motor will be moved 23 step motor steps clock-wise (always supposing KP=1); etc.
Important! The direction of rotation in every program Step must be the same as the direction set in program Step 01. In fact after
the reset of the step motor position the only information (regarding the direction of rotation) we have to supply to SM1 is the
direction that will make the step motor move away from the position 0. For example if the step motor moves counter clock-wise to
Page 60

COMELZ ARGO 42/A 58
the 0 position, after that the only possible movement that can be done is in clock-wise direction and therefore in program Step 01
must be set POS with clock-wise direction. In the program Steps following Step 01, you already know that if the value of POS is
bigger then the step motor will move clock-wise, if the value of POS is smaller then the step motor will move counter clock-wise.
Therefore in every program Step following Step 01 you have to set clock-wise direction.
Instead if the position reset is done in clock-wise direction, then the POS direction in every program Step must be counter clockwise.
Step motor position reset program: this program moves the step motor in the position where the end run sensor or the end run
mechanical stop is located and set that position as position 0. This program must be stored as PROG 253. Every time the motor is
switched, PROG. 253 is automatically executed unless it is an empty program. Therefore PROG 253 must be reserved for
“autoexec program”. Typically PROG 253 is done as follows (supposing that the step motor needs to be moved counter clock-wise
in order to reach the end run position):
Program Step 01: Pause Step with T=100ms; stop crossed; JOG=0 direction counter clock-wise). This Step stops the step motor (in
fact JOG=0) if was eventually running.
Program Step 02: Pause Step with T=3000ms (=3 sec); stop crossed; JOG=5 direction counter clock-wise). This Step moves the
step motor in counter clock-wise direction to the end run position. The jog speed must be very low in order to avoid the step motor
to hit the end run mechanical stop and bounce back in the opposite directio n. For the same reason it is preferable set parameter KJ
in the Set-up to a number smaller then 7 (in fact if KJ is smaller then 7 the step motor runs in half step mode and the chances to
bounce back are less). Of course the duration of Step 02 (in the example 3 sec) must be enough to allow the step motor to reach the
end run position from any possible position.
Program Step 03: Pause Step with T=100ms; JOG=0 direction counter clock-wise). This Step stops the step motor if was
eventually running.
At the end of this program the step motor is at the end run position and its position is reset to 0 (in fact every time the step motor
receives an input to run in JOG mode, it resets its position to 0).
JOG MODE (JOG)
The step motor runs at a speed independent from to the sewing machine speed. The number below is the jog speed.
The direction of rotation can be changed by moving the cursor on the rotation symbol and by pressing the + or - keys.
The value on the side can de set with + or - keys from 0 to 240. Value 0 means Step Motor idling not running; higher the value,
higher the speed. If the value is closed to the ends of the numbers, it is advisable to select a different scale on Set-up -03.
Page 61

COMELZ ARGO 42/A 59
 Loading...
Loading...