

Page 1
INSTRUCTIONS AND ILLUSTRATED PARTS MANUAL
BETRIEBSANLEITUNG UND ILLUSTRIERTES TEILEVERZEICHNIS
81500B2
81500BA2
MIRAKLES SINGLE NEEDLE, SINGLE, TWO OR THREE THREAD
OVERSEAMING MACHINES
MIRAKLES EINNADEL-, EIN-, ZWEI- ODER DREIFADENÜBERWENDLICH-NÄHMASCHINEN
MANUAL NO. / KATALOG NR. 234
FOR STYLES / FÜR TYPEN
81500A, B, B1H, B2, BA, BA1H, BA2, C, E
Page 2

INSTRUCTIONS AND ILLUSTRATED PARTS LIST FOR
MANUAL NO. 234
81500 SERIES MACHINES
BETRIEBSANLEITUNG UND ILLUSTRIERTES
KATALOG NR. 234
TEILEVERZEICHNIS FÜR MASCHINENKLASSE 81500
Fitfth Edition Copyright 2002
by
Union Special GmbH Rights Reserved in All
Countries
Printed in Germany
PREFACE
This catalog has been prepared to guide you while
operating 81500 series machines and arranged to
simplify ordering spare parts.
This catalog explains in detail the proper settings for
operation of the machines. Illustrations are used to
show the adjustments and reference letters are used
to point out specific items discussed.
Careful attention to the instructions and cautions for
operating and adjusting these machines will enable
you to maintain the superior performance and
reliability designed and built into every Union Special
bag sewing machine.
Adjustments and cautions are presented in sequence
so that a logical progression is accomplished. Some
adjustments performed out of sequence may have
an adverse effect on the function of the other related
parts.
Fünfte Auflage © 2002
Weltweit beanspruchte Union Special GmbH
Rechte
Gedruckt in Germany
VORWORT
Dieser Katalog leitet Sie bei der Bedienung und
Instandhaltung der Maschinenklasse 81500 und wurde
zusammengestellt, um Ersatzteilbestellungen zu
vereinfachen.
In diesem Katalog werden die richtigen Einstellungen
zum Betreiben der Maschine erläutert. Abbildungen
zeigen die Einstellungen und Referenzbuchstaben
weisen auf die speziell erörterten Punkte hin.
Die sorgfältige Beachtung der Betriebsanleitung mit
den Sicherheitshinweisen für den Betrieb und das
Einstellen dieser Maschinen hält die hohe Leistung und
Betriebssicherheit dieser Union Special Sacknähmaschinen aufrecht.
Einstellungen und Sicherheitshinweise sind folgerichtig
im logischen Verlauf aufgeführt. Einige Einstellungen,
die außer der Reihe ausgeführt werden, können die
Funktion anderer zugehöriger Teile ungünstig beeinflussen.
This manual has been comprised on the basis of
available information. Changes in design and / or
improvements may incorporate a slight modification
of configuration in illustrations or cautions.
On the following pages will be found illustrations and
terminology used in describing the instructions and
the parts for your machine.
In addition to the instructions and to the mandatory
rules and regulations for accident prevention and environmental protection in the country and place of
use of the machine / unit, the generally recognized
technical rules for safe and proper working must also
be observed.
The instructions are to be supplemented by the
respective national rules and regulations for accident
prevention and environmental protection.
Dieser Katalog basiert auf vorhandenen Informationen. Konstruktionsänderungen und / oder -verbesserungen können sich geringfügig auf den Aufbau
der bildlichen Darstellungen und die Sicherheitshinweise auswirken.
Die nachfolgenden Seiten beinhalten die bildlichen
Darstellungen und Beschreibungen der Betriebsanleitung und der Teile Ihrer Maschine.
Neben der Betriebsanleitung und den im Verwenderland und an der Einsatzstelle geltenden verbindlichen Regelungen zur Unfallverhütung und zum Umweltschutz sind auch die anerkannten fachtechnischen Regeln für sicherheits- und fachgerechtes
Arbeiten zu beachten.
Die Betriebsanleitung ist um Anweisungen aufgrund
bestehender nationaler Vorschriften zur Unfallverhütung und zum Umweltschutz zu ergänzen.
2
Page 3

TABLE OF CONTENTS
INHALTSVERZEICHNIS
PAGE/ SEITE
SAFETY RULES
SICHERHEITSHINWEISE
IDENTIFICATION OF MACHINES
BEZEICHNUNG DER MASCHINEN
APPLICATION OF THIS INSTRUCTION MANUAL
BENÜTZUNG DIESER BETRIEBSANLEITUNG
STYLES OF MACHINES
MASCHINENTYPEN
INSTALLATION
AUFSTELLUNG
LUBRICATING
ÖLEN
NEEDLES
NADELN
THREADING DIAGRAM
EINFÄDELANLEITUNG
OPERATING INSTRUCTIONS
BEDIENUNGSANLEITUNG
MAINTENANCE
WARTUNG
INSTRUCTIONS FOR MECHANICS
MECHANIKERANLEITUNG
ORDERING WEAR AND SPARE PARTS
BESTELLUNG VON VERSCHLEISS- UND ERSATZTEILEN
VIEWS AND DESCRIPTION OF PARTS
DARSTELLUNGEN UND TEILEBESCHREIBUNGEN
BUSHINGS, SIGHT FEED OILER, OILERS
BUCHSEN, TROPFÖLER, ÖLER
CLOTH PLATE, BASE PLATE, GUARDS AND MISCELLANEOUS COVERS
STOFFPLATTE, GRUNDPLATTE, SCHUTZTEILE UND VERSCH. ABDECKUNGEN
THREAD TENSIONS AND THREAD GUIDE PARTS
FADENSPANNUNGEN UND FADENFÜHRUNGSTEILE
NEEDLE BAR, NEEDLE LEVER, CRANKSHAFT, HANDWHEEL
NADELSTANGE, NADELHEBEL, KURBELWELLE, HANDRAD
LOOPER DRIVE MECHANISM
GREIFERANTRIEBSMECHANISMUS
UPPER AND LOWER FEED DRIVE MECHANISM
OBER- UND UNTERTRANSPORT-ANTRIEBSMECHANISMUS
PRESSER BARS, PRESSER BAR SPRINGS AND PRESSER FOOT LIFTER LEVER
DRÜCKERFUSSSTANGEN, FEDERN FÜR DRÜCKERFUSSSTANGEN UND DRÜCKERFUSSLIFTERHEBEL
ELECTRO-PNEUMATIC PARTS KIT FOR UPPER FEED PRESSURE AND LIFTER FOR 81500B1H, B2, BA1H, BA2 WITH
ELECTRONIC DRIVE
ELEKTROPNEUMATIK-TEILESATZ FÜR OBERTRANSPORT DRUCK UND -LIFTUNG FÜR 81500B1H, B2, BA1H, BA2 MIT
ELEKTRONIK-ANTRIEB
CONTROL FOR ELECTRO-PNEUMATIC HOT THREAD CHAIN CUTTER FOR 81500B1H, BA1H
STEUERUNG FÜR ELEKTROPNEUMATISCH BETÄTIGTEN FADENKETTEN-HEISSSCHNEIDER FÜR 81500B1H, BA1H
ELECTRO-PNEUMATIC HOT THREAD CHAIN CUTTER FOR 81500B1H, BA1H
ELEKTROPNEUMATISCH BETÄTIGTER FADENKETTEN-HEISSSCHNEIDER FÜR 81500B1H, BA1H
SEWING PARTS; STYLES 81500A, B, B1H, B2, BA, BA1H, BA2 AND 81500C
NÄHTEILE, TYPEN 81500A, B, B1H, B2, BA, BAH1, BA2 UND 81500C
SEWING PARTS, STYLE 81500E
NÄHTEILE, TYP 81500E
ACCESSORIES
ZUBEHÖR
NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
4 - 5
5
5
6 - 7
8 – 11
12 - 13
13
14 – 15
16 – 18
19
20 - 31
32
33
34 – 35
36 – 37
38 – 41
42 – 43
44 – 45
46 - 47
48 - 49
50 - 51
52 - 55
56 - 57
58 - 59
60 - 61
63 - 64
65 - 66
3
Page 4
SAFETY RULES
SICHERHEITSHINWEISE
1. Before putting the machines described in this manual
into service, carefully read the instructions. The
starting of each machine is only permitted after
taking notice of the instructions and by qualified
operators.
IMPORTANT! Before putting the machine into service,
also read the safety rules and instructions from the
motor supplier.
2. Observe the national safety rules valid for your
country.
3. The sewing machines described in this instruction
manual are prohibited from being put into service
until it has been ascertained that the sewing units
which these sewing machines will be built into, have
conformed with the provisions of EC Machinery
Directive 98/37/EC, Annex II B.
Each machine is only allowed to be used as foreseen.
The foreseen use of the particular machine is
described in paragraph "STYLES OF MACHINES" of
this instruction manual. Another use, going beyond
the description, is not as foreseen.
4. All safety devices must be in position when the
machine is ready for work or in operation. Operation
of the machine without the appertaining safety
devices is prohibited.
1. Lesen Sie vor Inbetriebnahme der in diesem Katalog
beschriebenen Maschinen die Betriebsanleitung
sorgfältig. Jede Maschine darf erst nach Kenntnisnahme der Betriebsanleitung und nur durch
entsprechend unterwiesene Bedienungspersonen
betätigt werden.
WICHTIG! Lesen Sie vor Inbetriebnahme auch die
Sicherheitshinweise und die Betreibsanleitung des
Motorherstellers.
2. Beachten Sie die für Ihr Land geltenden nationalen
Unfallverhütungsvorschriften.
3. Die Inbetriebnahme der in dieser Betriebsanleitung
beschriebenen Nähmaschinen ist so lange untersagt,
bis festgestellt wurde, daß die Näheinheiten bzw.
Nähanlagen, in die diese Nähmaschinen eingebaut
werden sollen, den Bestimmungen der EG-Richtlinie
Maschinen 98/37/EG, Anhang II B entsprechen.
Jede Maschine darf nur ihrer Bestimmung gemäß
verwendet werden. Der bestimmungsgemäße Gebrauch der einzelnen Maschine ist im Abschnitt
"MASCHINENTYPEN" der Betriebsanleitung beschrieben. Eine andere, darüber hinausgehende
Benutzung ist nicht bestimmungsgemäß.
4. Bei betriebsbereiter oder in Betrieb befindlicher
Maschine müssen alle Schutzeinrichtungen montiert
sein. Ohne zugehörige Schutzeinrichtungen ist der
Betrieb nicht erlaubt.
5. Wear safety glasses.
6. In case of machine conversions and changes all
valid safety rules must be considered. Conversions
and changes are made at your own risk.
7. The warning hints in the instructions are marked
with one of these two symbols.
8. When doing the following the machine has to be
disconnected from the power supply by turning
off the main switch or by pulling out the main
plug.
8.1 When threading needle(s), looper,
spreader etc.
8.2 When replacing any parts such as
needle(s), presser foot, throat plate,
looper, spreader, feed dog, needle guard,
folder, fabric guide etc.
8.3 When leaving the workplace and when
the work place is unattended.
8.4 When doing maintenance work.
8.5 When using clutch motors with or without
actuation lock, wait until motor is stopped
totally.
5. Tragen Sie eine Schutzbrille.
6. Umbauten und Veränderungen der Maschinen
dürfen nur unter Beachtung der gültigen
Sicherheitsvorschriften vorgenommen werden.
Umbauten und Veränderungen erfolgen auf eigene
Verantwortung.
7. Überall da, wo die Betriebsanleitung Warnhinweise
enthält, sind diese durch eines der beiden Symbole
gekennzeichnet.
8. Bei folgendem ist die Maschine durch Ausschalten
des Hauptschalters oder durch Herausziehen des
Netzsteckers vom Netz zu trennen:
8.1 Zum Einfädeln von Nadel(n), Greifer, Leger
usw.
8.2 Zum Auswechseln von Nähwerkzeugen, wie
Nadel, Drückerfuß, Stichplatte, Greifer, Leger,
Transporteur, Nadelanschlag, Apparat, Nähgutführung usw.
8.3 Beim Verlassen des Arbeitsplatzes und bei
unbeaufsichtigtem Arbeitsplatz.
8.4 Für Wartungsarbeiten.
8.5 Bei mechanisch betätigten Kupplungsmo-
toren mit oder ohne Betätigungssperre ist der
Stillstand des Motors abzuwarten.
4
Page 5
9. Maintenance, repair and conversion work (see item
8) must be done only by trained technicians or
special skilled personnel under condsideration of the
instructions.
9. Wartungs-, Reparatur- und Umbauarbeiten (siehe
Punkt 8) dürfen nur von Fachkräften oder entsprechend unterwiesenen Personen unter Beachtung der Betriebsanleitung durchgeführt werden.
Only genuine spare parts approved by UNION SPECIAL
have to be used for repairs. These parts are designed
specifically for your machine and manufactured with
utmost precision to assure long lasting service.
10. Any work on the electrical equipment must be done
by an electrician or under direction and supervision of
special skilled personnel.
11. Work on parts and equipment under electrical power
is not permitted. Permissible exceptions are described
in the applicable section of standard sheet EN 50 110
/ VDE 0105.
12. Before doing maintenance and repair work on the
pneumatic equipment, the machine has to be
disconnected from the compressed air supply. In
case of existing residual air pressure after
disconnecting from compressed air supply (e.g.
pneumatic equipment with air tank), the pressure has
to be removed by bleeding. Exceptions are only
allowed for adjusting work and function checks done
by special skilled personnel.
IDENTIFICATION OF MACHINES
Für Reparaturen sind nur die von UNION SPECIAL
freigegebenen Original-Ersatzteile zu verwenden.
Diese Teile sind speziell für Ihre Maschine konstruiert
und mit höchster Präzision für eine lange Lebensdauer
gefertigt.
10. Arbeiten an der elekrischen Ausrüstung dürfen nur
von Elektrofachkräften oder unter Leitung und Aufsicht
von entsprechend unterwiesenen Personen
durchgeführt werden.
11. Arbeiten an unter Spannung stehenden Teilen und
Einrichtungen sind nicht erlaubt. Ausnahmen regeln
die zutreffenden Teile der EN 50 110 / VDE 0105.
12. Vor Wartungs- und Reparaturarbeiten an pneumatischen Einrichtungen ist die Maschine vom
pneumatischen Versorgungsnetz zu trennen. Wenn
nach der Trennung vom pneumatischen Versorgungsnetz noch Restenergie ansteht (z. B. bei
pneumatischen Einrichtungen mit Windkessel), ist diese
durch Entlüften abzubauen. Ausnahmen sind nur
bei Einstellarbeiten und Funktionsprüfungen durch
entsprechend unterwiesene Fachkräfte zulässig.
BEZEICHNUNG DER MASCHINEN
Each UNION SPECIAL 81500 series machine is identified
by a style number, which is stamped on the style plate
affixed to the right front of machine. Serial number is
stamped into bed casting at the right front base of
machine.
APPLICATION OF THIS INSTRUCTION MANUAL
NOTE: Instructions stating direction or location such as
right left, front or rear of machine, are given relative to operator’s position at the machine, unless
otherwise noted.
The handwheel pulley rotates clockwise, in operating direction, when viewed from the right end of
machine.
CAUTION! Before putting into service check the direction
of rotation. Breakage may occur when the
direction of rotation is wrong.
Jede UNION SPECIAL 81500 Maschine hat eine in das Typenschild eingeprägte Typennummer, das rechts vorne am
Gehäuse befestigt ist. Die Seriennummer ist in das Gußgehäuse rechts vorne im Sockel der Maschine eingeprägt.
BENÜTZUNG DIESER BETRIEBSANLEITUNG
BEACHTEN SIE: Hinweise auf Richtung und Lage, wie
rechts, links, vorne oder hinten beziehen
sich auf die Sicht vom Platz der sich vor
der Maschine befindlichen Bedienungsperson aus, wenn nicht anders angegeben.
Die Handrad-Riemenscheibe dreht sich
im Uhrzeigersinn in Nährichtung, vom
rechten Ende der Maschine aus gesehen.
ACHTUNG! Überprüfen Sie vor Inbetriebnahme die
Drehrichtung. Bei falscher Drehrichtung
kann Bruch entstehen.
5
Page 6

STYLES OF MACHINES
MASCHINENTYPEN
„MIRAKLES“ single needle, single two and three thread
overseamers with 71 mm (2 51/64 in.) needle throw.
Manual lubrication.
81500A: Two thread machine. For even matched
seaming of heavy bag fabrics made from jute. Perfect
start of seam. Uniform, neat seam.
Plain feed with only swinging upper feed.
Teeth cut 5 mm (5 teeth per inch).
Seam specification 502/SSa-1.
Standard seam width 19 mm (3/4 in.).
Parts for 10, 12 and 15 mm (25/64, 15/32 and 19/32
in.) seam width come with the machine.
Sewing capacity:
At 19 mm (3/4 in.) seam width up to 16 mm (5/8 in.)
At 15 mm (19/32 in.) seam width up to 19 mm (3/4 in.)
At 12 mm (15/32 in.) seam width up to 21 mm (13/16 in.)
At 10 mm (25/64 in.) seam width up to 22 mm (7/8 in.)
Standard recommended needle type 9859G
430/172. **
Stitch range 6 to 13 mm (2 to 4 SPI). Standard setting
10 mm (2 1/2 SPI).
Working dia. of handwheel pulley 150 mm (5 29/32 in.).
Speed up to 1400 stitches per minute, depending on
fabric and sewing operation.
Recommended operating speed 1200 stitches per
minute.
Equivalent continuous A-weighted sound pressure
level on work stations at recommended operating
speed: 84 dB(A)*
Weight net: 36 kg
„MIRAKLES“ Einnadel-, Ein-, Zwei- und Dreifaden-Überwendlichmaschinen mit 71 mm Nadelhub. Manuelle Schmierung.
81500A: Zweifaden-Maschine. Zum verschiebungsfreien Zu-
sammennähen extra schwerer Sackstoffe aus Jute. Perfekter Nahtanfang. Ausgeglichene, saubere Naht. Einfachtransport mit nur schwingendem Obertransport, Zahnteilung
5 mm.
Nahtbild 502/SSa-1.
Standard-Nahtbreite 19 mm. Teile für 10, 12 und 15 mm Naht-
breite sind der Maschine beigefügt.
Nähgutdurchgang:
Bei 19 mm Nahtbreite bis 16 mm
Bei 15 mm Nahtbreite bis 19 mm
Bei 12 mm Nahtbreite bis 21 mm
Bei 10 mm Nahtbreite bis 22 mm.
Empfohlener Standard-Nadeltyp 9859G430/172. **
Stichlänge 6 bis 13 mm. Standard-Einstellung 10 mm.
Wirksamer Durchmesser der Handrad-Riemenscheibe 150 mm.
Drehzahl bis 1400 Stiche / min., je nach Material und Näh-
operation.
Empfohlene Betriebsdrehzahl 1200 Stiche / min.
Arbeitsplatzbezogener Emissionswert der Näheinheit bei
empfohlener Betriebsdrehzahl: 84 dB(A)*
Gewicht, netto: 36 kg
81500B: Two thread machine. For even matched
seaming of container bags made from woven
polypropylene and simultaneously attaching regular,
loosely woven belt bands with polypropylene sewing
threads.
Plain feed with synchronized upper feed.
Teeth cut 5 mm (5 teeth per inch).
Seam specification 502/SSa-1.
Standard seam width 19 mm (3/4 in.).
Parts for 10, 12 and 15 mm (25/64, 15/32 and 19/32 in.)
seam width come with the machine.
Sewing capacity:
At 19 mm (3/4 in.) seam width up to 16 mm (5/8 in.)
At 10 (25/64 in.), 12 (15/32 in.), and 15 mm (19/32 in.)
seam width up to 19 mm (3/4 in.)
Standard recommended needle type 9859G
300/120 **.
Stitch range 6 to 13 mm (2 to 4 SPI). Standard setting
10 mm (2 1/2 SPI).
Working dia. of handwheel pulley 150 mm (5 29/32 in.).
* Noise measurement according to DIN 45635-48 /
ISO 10 821
Please note page 13
**
81500B: Zweifaden-Maschine. Zum verschiebungsfreien Zu-
sammennähen von Containersäcken aus Poly-
propylengewebe und gleichzeitigem Annähen normaler,
lose gewebter Gurtbänder mit Nähfäden aus Polypropylen.
Einfachtransport mit synchron arbeitendem Obertransport.
Zahnteilung 5 mm
Nahtbild 502/SSa-1
Standard-Nahtbreite 19 mm. Teile für 10, 12 und 15 mm
Nahtbreite sind der Maschine beigefügt.
Nähgutdurchgang:
Bei 19 mm Nahtbreite bis 16 mm
Bei 10, 12 und 15 mm Nahtbreite bis 19 mm
Empfohlener Standard-Nadeltyp 9859G300/120 **
Stichlänge 6 bis 13 mm. Standard-Einstellung 10 mm.
Wirksamer Durchmesser der Handrad-Riemenscheibe150 mm.
* Geräuschmessung nach DIN 45635-48 / ISO 10 821
** Bitte beachten Sie Seite 13
6
Page 7

Speed up to 1400 stitches per minute, depending on
fabric and sewing operation.
Recommended operating speed 1200 stitches per
minute.
Drehzahl bis 1400 Stiche/ min., je nach Material und Nähoperation.
Empfohlene Betriebsdrehzahl 1200 Stiche / min.
Equivalent continuous A-weighted sound pressure
level on work stations at recommended operating
speed: 81 dB(A)*
Weight net: 37 kg
81500B1H: Same as 81500B, but with built-in electro-
pneumatically operated hot thread chain cutter.
Electro-pneumatically operated presser foot and
upper feed dog lifter.
Pneumatic presser foot spring.
Guides for filler cord from the top and / or from below
for sealing the needle punctures of the left needle.
81500B2: Same as 81300B1H, but without any thread
chain cutter.
81500BA: Same as 81500B except for simultaneously
attaching tightly woven, heavy belt bands.
Standard recommended needle type 9859G430/172 **
81500BA1H: Same as 81500BA, but with built-in electro-
pneumatically operated hot thread chain cutter.
Electro-pneumatically operated presser foot and
upper feed dog lifter.
Pneumatic presser foot spring.
Guides for filler cord from the top and / or from below
for sealing the needle punctures of the left needle.
81500BA2: Same as 81500BA1H, but without any thread
chain cutter.
81500C: Three thread machine. Same as 81500 B,
except three thread seam, stitch type 504.
81500E: Single thread machine. For even matched,
butted joining medium to heavy weight webs of fabric
for finishing and dyeing purposes.
Plain feed with synchronized upper feed. Alternating
upper feed dog and presser foot. Teeth cut 5 mm (5
teeth per inch).
Seam specification 501/ FSf-1.
Seam width 19 mm (3/4 in.). Width of abutted seam
35 mm (1 3/8 in.).
Sewing capacity 13 mm (33/64 in.).
Standard recommended needle type 9859G300/120 **
Stitch range 6 to 13 mm (2 to 4 SPI).
Standard setting 10 mm (2 1/2 SPI).
Working dia. of handwheel pulley 150 mm (5 29/32 in.).
Speed up to 1400 stitches per minute, depending on
fabric and sewing operation.
Recommended operating speed 1200 stitches per
minute.
Equivalent continuous A-weighted sound pressure
level on work stations at recommended operating
speed: 81 dB(A)*
Weight net: 37 kg.
* Noise measurement according to DIN 45635-48 /
ISO 10 821
Please note page 13
**
Use UNION SPECIAL sewing tables for the described
sewing machines. UNION SPECIAL sewing tables
complete the particular sewing machine to a sewing
unit and guarantee safe operation as well as the
indicated data of the sound pressure level generated
by the sewing unit.
Arbeitsplatzbezogener Emissionswert der Näheinheit bei
empfohlener Betriebsdrehzahl; 81 dB(A)*
Gewicht, netto: 37 kg
81500B1H: Wie 81500B, jedoch mit eingebautem elek-
tropneumatisch betätigtem Heißschneider zum Trennen
der Fadenkette.
Elektropneumatisch betätigte Drückerfuß- und Obertransporteurliftung.
Pneumatische Drückerfußfeder.
Führungen für Dichtkordel von oben und / oder unten
zum Abdichten der Nadeleinstiche der linken Nadel.
81500B2: Wie 81500B1H, jedoch ohne jeglichen Faden-
kettenabschneider.
81500BA: Wie 81500 B, jedoch zum gleichzeitigen Annähen
dicht gewebter, schwerer Gurtbänder.
Empfohlener Standard-Nadeltyp 9859G430/172 **
81500BA1H: Wie 81500BA, jedoch mit eingebautem elek-
tropneumatisch betätigtem Heißschneider zum Trennen
der Fadenkette.
Elektropneumatisch betätigte Drückerfuß- und Obertransporteurliftung.
Pneumatische Drückerfußfeder.
Führungen für Dichtkordel von oben und / oder unten
zum Abdichten der Nadeleinstiche der linken Nadel.
81500BA2: Wie 81500BA1H, jedoch ohne jeglichen Faden-
kettenabschneider.
81500C: Dreifaden-Maschine. Wie 81500 B, jedoch Drei-
fadennaht, Nähstichtyp 504.
81500E: Einfaden-Maschine. Zum verschiebungsfreien,
stumpf Aneinandernähen von mittelschweren bis schweren Stoffbahnen für Färberei und Ausrüstung.
Einfachtransport mit synchron arbeitendem Obertransport. Alternierender Obertransporteur und Drückerfuß.
Zahnteilung 5 mm.
Nahtbild 501/ FSf-1.
Nahtbreite 19 mm. Naht aufgeklappt 35 mm breit.
Nähgutdurchgang 13 mm.
Empfohlener Standard-Nadeltyp 9859G300/120 **
Stichlänge 6 bis 13 mm.
Standardeinstellung 10 mm.
Wirksamer Durchmesser der Handrad-Riemenscheibe
150 mm.
Drehzahl bis 1400 Stiche / min., je nach Material und Nähoperation.
Empfohlene Betriebsdrehzahl 12 Stiche / min.
Arbeitsplatzbezogener Emissionswert der Näheinheit bei
empfohlener Betriebsdrehzahl: 81 dB(A)*.
Gewicht, netto: 37 kg.
* Geräuschmessung nach DIN 45635-48 / ISO 10 821
Bitte beachten Sie Seite 13
**
Verwenden Sie UNION SPECIAL Nähtische für die beschriebenen Nähmaschinen. UNION SPECIAL Nähtische ergänzen
die einzelne Nähmaschine zur Näheinheit und gewährleisten
den sicheren Betrieb sowie die angegebenen arbeitsplatzbezogenen Emissionswerte der Näheinheit.
7
Page 8
INSTALLATION
AUFSTELLUNG
8
Page 9
INSTALLATION (continued)
AUFSTELLUNG (Fortsetzung)
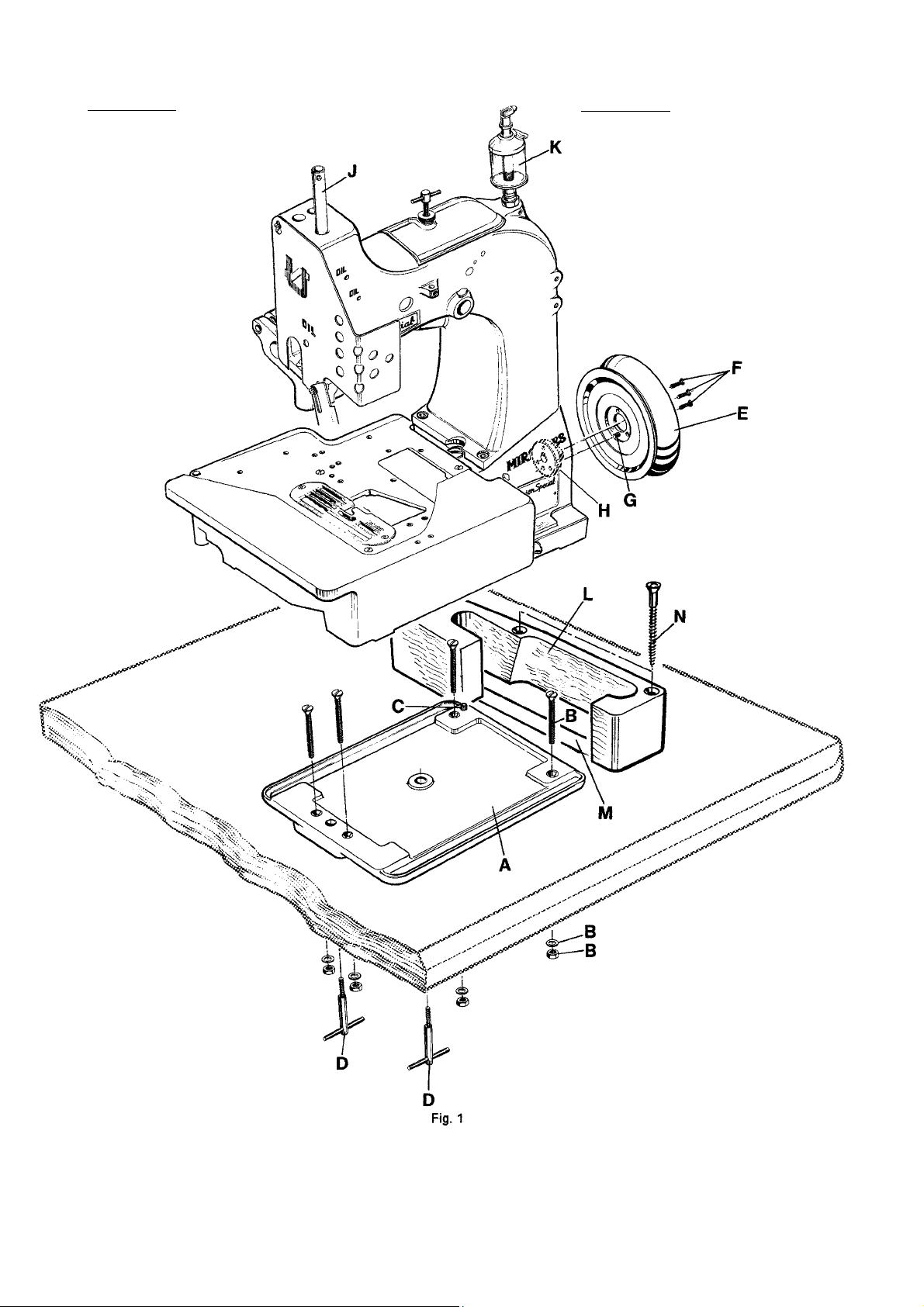
1. Unpack the sewing machine and the accessories.
2. Mount the base plate (A, Fig. 1) with four screws, nuts
and washers (B) in the provided holes on the table
board.
3. Place the sewing machine on the base plate so that
the roll pin (C) in the base plate engages with the
right rear hole in the machine base.
4. Fasten the sewing machine with the two T-screws (D)
on the base plate.
5. Place the V-belt, supplied with the sewing table, on
the handwheel pulley .
6. Assemble the handwheel pulley (E) with three
countersunk screws (F) to the sewing machine. Pin
(G) must engage with the hole in hub (H).
7. Screw in needle bar guard (J).
8. Screw in sight feed oiler (K).
9. Align the handwheel belt guard (L) with the V-belt slot
(M) in the table board and with the handwheel pulley
and fasten it with two wood screws (N) on the table
board.
1. Packen Sie die Nähmaschine und das Zubehör aus.
2. Montieren Sie die Grundplatte (A, Fig. 1) mit vier
Schrauben, Muttern und Scheiben (B) in den dafür
vorgesehenen Bohrungen auf der Nähtischplatte.
3. Stellen Sie die Nähmaschine auf die Grundplatte, so
daß die Spannhülse (C) in der Grundplatte in der
Bohrung rechts hinten im Maschinensockel eingreift.
4. Befestigen Sie die Nähmaschine mit den beiden
Knebelschrauben (D) auf der Grundplatte.
5. Legen Sie den mit dem Nähtisch gelieferten Keilriemen auf die Handrad-Riemenscheibe.
6. Montieren Sie die Handrad-Riemenscheibe (E) mit
drei Senkschrauben (F) an die Nähmaschine. Der
Stift (G) muß in die Bohrung in der Nabe (H) eingreifen.
7. Schrauben Sie den Nadelstangenschutz (J) ein.
8. Schrauben Sie den Tropföler (K) ein.
9. Richten Sie den Handrad-Riemenschutz (L) zum Keilriemenschlitz (M) in der Nähtischplatte und zur Handrad-Riemenscheibe aus und befestigen Sie ihn mit
zwei Holzschrauben (N) auf der Nähtischplatte.
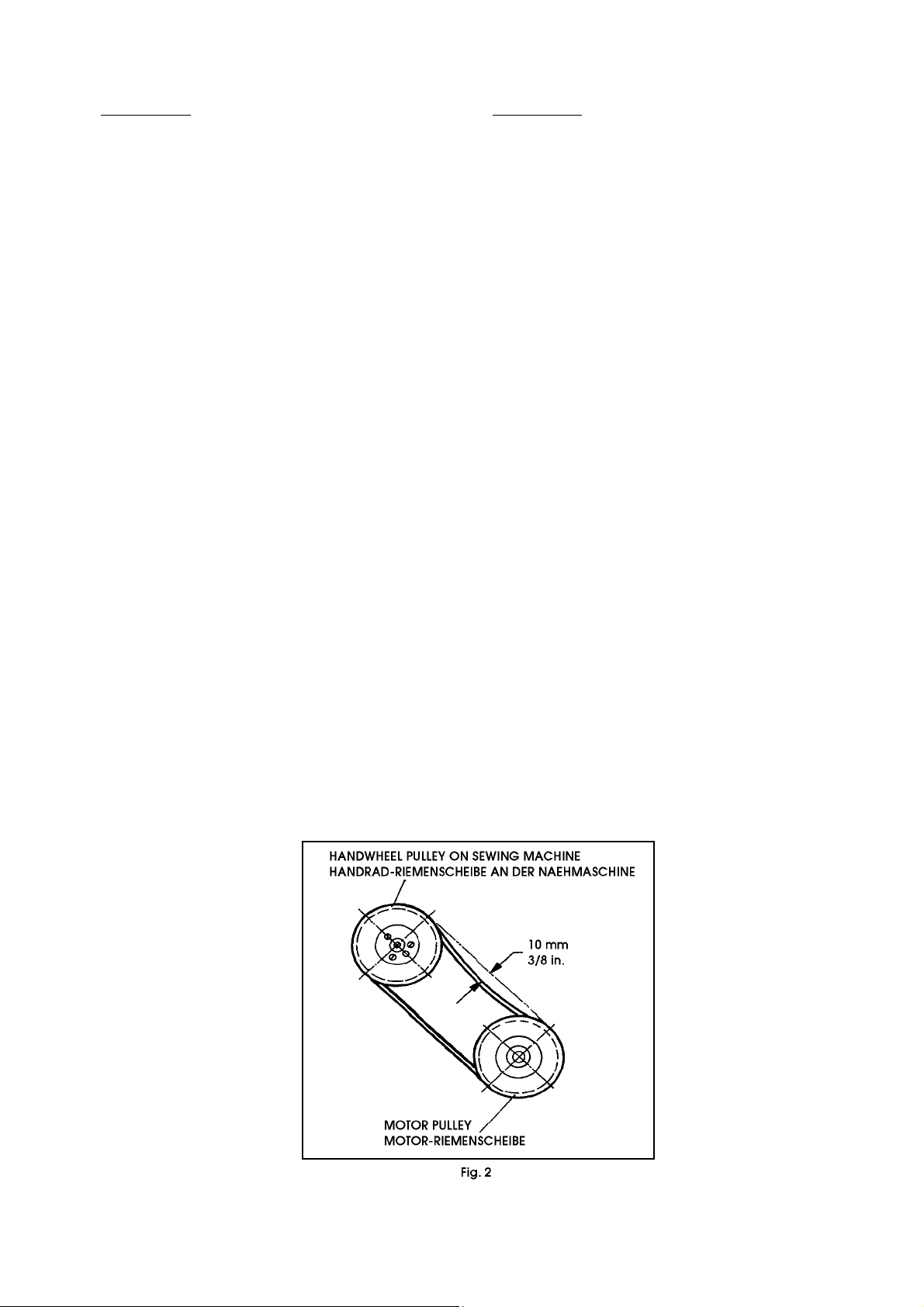
10. Dismount motor belt guard. Place the V-belt around
the motor pulley and slue the motor to tense the belt.
The tension on the V-belt is correct, when with moderate finger pressure it will deflect approx. 10 mm
(3/8 in.) midway between handwheel pulley on the
sewing machine and motor pulley (see Fig. 2).
Remount motor belt guard.
10. Bauen Sie den Motor-Riemenschutz ab. Legen Sie
den Keilriemen um die Motor-Riemenscheibe und
schwenken Sie den Motor, um den Riemen zu spannen. Der Keilriemen ist richtig gespannt, wenn er in
der Mitte zwischen Handrad-Riemenscheibe und
Motor-Riemenscheibe mit mäßigem Fingerdruck
etwa 10 mm eingedrückt werden kann (siehe Fig. 2).
Bauen Sie den Motorriemenschutz wieder an.
9
Page 10
10
Page 11

INSTALLATION (continued)
AUFSTELLUNG (Fortsetzung)
11. Hook the lifter chain to the lifter lever of the sewing
machine and to the small treadle on the sewing table.
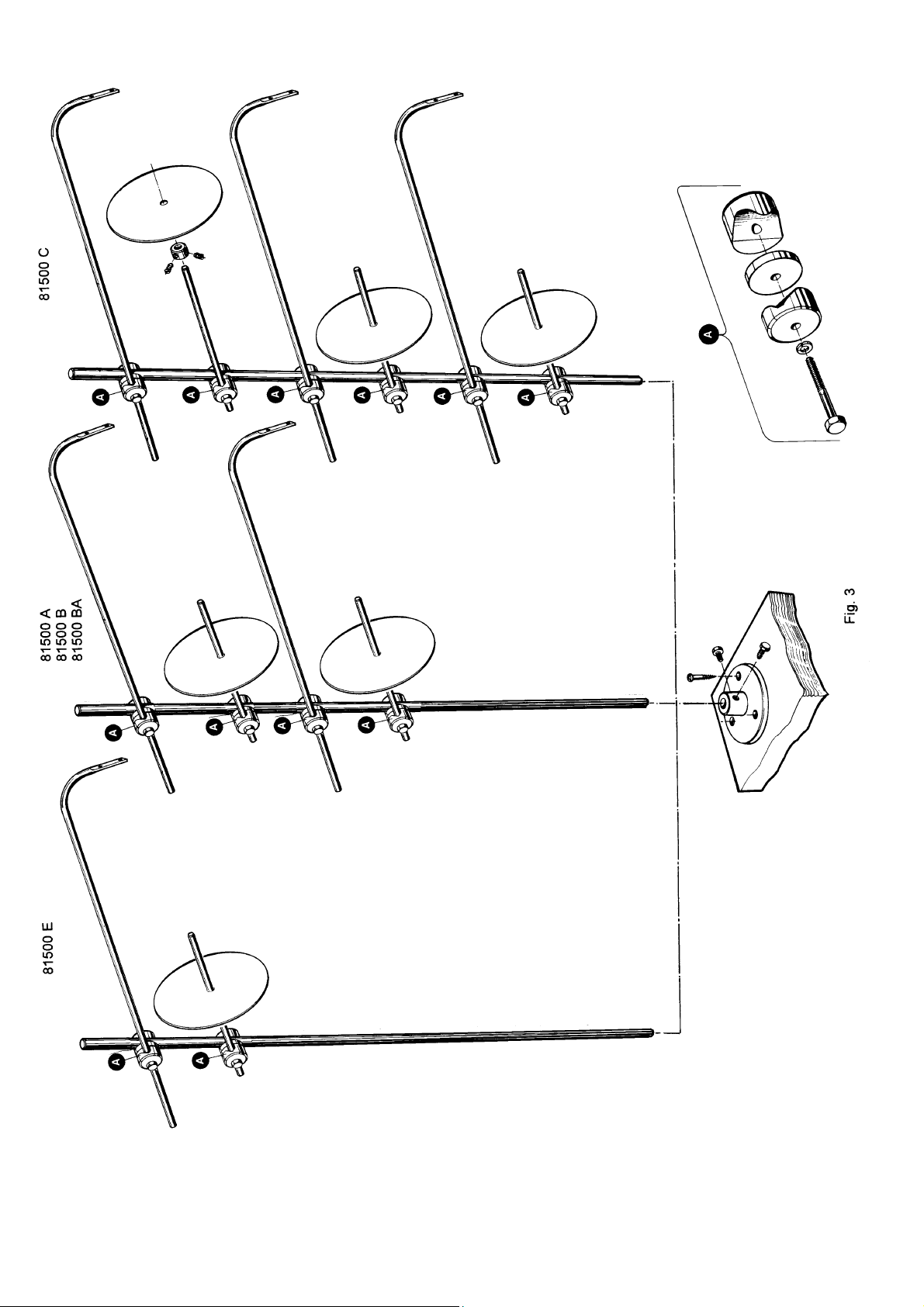
12. Assemble the thread stand and mount the thread
stand base with three wood screws on the right rear
corner of the table board.
13. Before being put into service note the specified
service voltage and frequency of the motor. Check
if the mains voltage and frequency at site correspond
with the factory specified service voltage and
frequency.
14. Check the direction of rotation. The handwheel pulley
must rotate clockwise (to the right), when viewed
from the right end of the machine.
Switch on the motor. Only shortly and very slightly depress the motor treadle and check the direction of
rotation. Immediately release the treadle. Switch off
and wait until the motor has stopped.
11. Hängen Sie die Lifterkette am Lifterhebel der Nähmaschine und am kleinen Pedal des Nähtisches ein.
12. Bauen Sie den Fadenständer, wie in Fig. 3 gezeigt,
zusammen und montieren Sie den Fadenständerfuß
mit drei Holzschrauben auf die rechte hintere Ecke
der Nähtischplatte.
13. Beachten Sie vor Inbetriebnahme die angegebene
Betriebsspannung und Frequenz des Motors. Prüfen
Sie, ob die lokale Netzspannung und Frequenz mit
der werkseitig angegebenen Betriebsspannung und
Frequenz übereinstimmen.
14. Prüfen Sie die Drehrichtung. Die Handrad-Riemenscheibe muß sich im Uhrzeigersinn (nach rechts) drehen, vom rechten Ende der Maschine aus gesehen.
Schalten Sie den Motor ein. Treten Sie das Motorpedal
nur ganz kurz und leicht nach unten und prüfen Sie
die Drehrichtung. Lassen Sie das Pedal sofort wieder
los. Schalten Sie aus und warten Sie den Stillstand des
Motors ab.
CAUTION! In case the direction of rotation has to be
changed, the reversing of the polarity is
only allowed to be done by a skilled
electrician.
ACHTUNG! Wenn die Drehrichtung geändert werden
muß, darf das Umpolen nur von einer Elektro-Fachkraft durchgeführt werden!
11
Page 12

LUBRICATING
ÖLEN
Turn off main power switch before lubricating!
When using clutch motors with or without
actuation lock wait until motor has completely stopped.
Schalten Sie vor dem Ölen den Hauptschalter aus! Beim Gebrauch von Kupplungsmotoren mit oder ohne Betätigungssperre ist der Stillstand des Motors abzuwarten.
12
Page 13

LUBRICATING (continued)
ÖLEN (Fortsetzung)
PREPARING FOR OPERATING
Before operating a new machine for the first time, the
sight feed oiler has to be adjusted. All lubrication points,
indicated on the oiling diagram (Fig. 4), have to be oiled.
For adjusting fill the sight feed oiler half-way with oil and
turn the metering pin (A, Fig. 4) a little bit out and then
turn it in, until there will flow two to three drops of oil per
minute. This can be checked on the sight glass (B). Secure
the setting of the metering pin with lock nut (C). Fill the
oiler.
Repeat the oiling of a new machine after 10 minutes of
operation!
When the machine is out of operation, the oil flow can
be stopped by tilting lever (D).
IMPORTANT! The oil flow has to be switched on again
before operating the machine.
For lubrication we recommend "Mobil Oil DTE Medium"
or equivalent, which can be purchased from UNION
SPECIAL in 1/2 liter containers under part number
G28604L or in 5 liter containers under part number
G28604L5.
NEEDLES
VORBEREITEN ZUR INBETRIEBNAHME
Bevor eine neue Maschine zum ersten Mal in Betrieb genommen wird, muß der Tropföler eingestellt werden. Alle in
der Ölanleitung (Fig. 4) angegebenen Schmierstellen müssen geölt werden.
Füllen Sie den Tropföler zum Einstellen halb mit Öl und drehen
Sie den Zumeßstift (A, Fig. 4) etwas aus und dann so weit ein,
bis pro Minute zwei bis drei Tropfen Öl fließen. Dies kann am
Schauglas (B) geprüft werden. Sichern Sie die Einstellung des
Zumeßstiftes mit der Kontermutter (C). Füllen Sie den Öler.
Wiederholen Sie bei einer neuen Maschine das Ölen nach
einer Betriebsdauer von 10 Minuten!
Wenn die Maschine nicht in Betrieb ist, kann der Ölfluß durch
Umlegen des Hebels (D) am Tropföler gestoppt werden.
WICHTIG! Der Ölfluß muß
schine wieder eingeschaltet werden.
Zum Ölen empfehlen wir "Mobil Oil DTE Medium" oder ein
gleichwertiges Öl, das von UNION SPECIAL in 1/2 Liter Behältern unter der Teilnummer G28604L oder in 5 Liter Behältern
unter der Teilnummer G28604L5 bezogen werden kann.
NADELN
vor Inbetriebnahme der Ma-
Each needle has both a type and size number. The type
number denotes the kind of shank, point, length, groove,
finish and other details. The size number, stamped on the
needle shank, denotes the largest diameter of the blade,
measured midway between the shank and the eye.
Collectively, type and size number represent the
complete symbol, which is given on the label of all needle
packs and sold by UNION SPECIAL.
TYPE AND DESCRIPTION
9859G Round shank with seat, round point (size 300/120)
or rounded square point (size 430/172), single groove,
spotted, ball eye, chromium plated.
Sizes available: 300/120, 430/172.
NEEDLE ORDERING
To have needle orders promptly and accurately filled,
an empty package, a sample needle or the type and
size number should be forwarded. Use the description
on the label.
The standard needle for styles 81500B, B1H, B2,
81500C and 81500E is 9859G300/120*.
Jede Nadel hat eine Typ- und Dickennummer. Die Typnummer
bezeichnet die Art des Nadelkolbens, der Spitze, Länge, Rinne, Oberfläche und andere Einzelheiten. Die Dickennummer,
im Nadelkolben eingeprägt, gibt den größten Durchmesser
des Nadelschaftes an, gemessen in der Mitte zwischen Kolben und Öhr. Typ- und Dickennummer zusammen ergeben
die vollständige Nadelbezeichnung, die auf jedem Etikett
aller von UNION SPECIAL gepackten und verkauften Nadeln steht.
TYPNUMMER UND BESCHREIBUNG
9859G Rundkolben mit Befestigungsfläche, Rundspitze (Dicke
300/120) oder verrundete Vierkantspitze (Dicke 430/172), eine
Rinne, Hohlkehle, Öhr verdickt, verchromt.
Lieferbare Dicken: 300/120, 430/172.
NADELBESTELLUNG
Um Nadelbestellungen richtig und prompt erledigen zu können, senden Sie bitte eine leere Nadelpackung oder eine
Musternadel ein, oder geben Sie die Typnummer und Dicke
an. Benützen Sie die Beschreibung auf dem Etikett der Nadelpackung.
Die Standardnadel für die Maschinen 81500B, B1H, B2,
81500C und 81500E ist 9859G300/120*.
The standard needle for styles 81500A, BA, BA1H, BA2
is 9859G430/172.*
A complete order should read as follows:
100 needles, type 9859G, size 300/120*.
* Please note, shorter needles 9853GA300/120 and
9853GA430/172 are also available.
Die Standardnadel für die Maschinen 81500A, BA, BA1H, BA2
ist 9859G430/172.*
Eine vollständige Bestellung lautet z. B. wie folgt:
100 Nadeln, Typ 9859G, Dicke 300/120*.
* Beachten Sie, es sind auch kürzere Nadeln 9853GA300/120
und 9853GA430/172 verfügbar.
13
Page 14

THREADING DIAGRAM
EINFÄDELANLEITUNG
CAUTION! Turn off main power switch before
threading! When using clutch motors with
or without actuation lock wait until the
motor has completely stopped!
ACHTUNG! Schalten Sie vor dem Einfädeln den
Hauptschalter aus! Warten Sie bei
Kupplungsmotoren mit oder ohne
Betätigungssperre den Stillstand des Motors ab!
14
Page 15
THREADING DIAGRAM
EINFÄDELANLEITUNG
CAUTION! Turn off main power switch before
threading! When using clutch motors with
or without actuation lock wait until the
motor has completely stopped!
ACHTUNG! Schalten Sie vor dem Einfädeln den
Hauptschalter aus! Warten Sie bei
Kupplungsmotoren mit oder ohne
Betätigungssperre den Stillstand des Motors ab!
15
Page 16
OPERATING INSTRUCTIONS
BEDIENUNGSANLEITUNG
THREADING
CAUTION! Turn off main power switch before
threading! When using clutch motors
with or without actuation lock wait until
the motor has stopped!
Styles 81500A, B, B1H, B2, BA, BA1H, BA2 and 81500E
are threaded as shown in Fig. 5.
Style 81500C is threaded as shown in Fig. 5 A.
For threading the needle turn handwheel in operating direction until the needle is in the upmost position.
For looper threading open the hinge plate by lifting
locking bolt knob (A, Figs. 5 and 5 A).
Reclose hinge plate after threading.
OPERATING
1. Switch on main power switch.
2. Without lifting the presser foot, place the fabric
to be sewn as close as possible in front of the
needle and to the right on the edge guide.
EINFÄDELN
ACHTUNG! Schalten Sie vor dem Einfädeln den Haupt-
schalter aus! Warten Sie bei Kupplungsmotoren
mit oder ohne Betätigungssperre den Stillstand
des Motors ab!
Die Typen 81500A, B, B1H, B2, BA, BA1H, BA2 und 81500E
werden, wie in Fig. 5 gezeigt, eingefädelt.
Der Typ 81500C wird, wie in Fig. 5 A gezeigt, eingefädelt.
Drehen Sie zum Einfädeln der Nadel das Handrad in
Nährichtung bis die Nadel in ihrer obersten Stellung ist.
Öffnen Sie zum Greifer-Einfädeln die Scharnierplatte durch
Anheben der Griffschraube (A, Fig. 5 und 5 A).
Schließen Sie die Scharnierplatte nach dem Einfädeln wieder.
BEDIENEN
1. Schalten Sie den Hauptschalter ein.
2. Legen Sie das Nähgut, ohne dabei den Drückerfuß
anzuheben, so dicht wie möglich vor die Nadel und
rechts an der Kantenführung an.
CAUTION! Remove the foot from the motor treadle,
to avoid inadvertently starting of the
machine, in case it is necessary to lift
presser foot and upper feed dog for
aligning the fabric to be sewn!
3. Depress the motor treadle. The machine sews.
Guide the fabric to be sewn.
CAUTION! Keep a security distance of approx. 100
mm (4 in.) between hand and sewing
needle when guiding the fabric to be
sewn!
4. Release the motor treadle. The machine stops.
Cut the thread chain at the trailing edge of the
fabric and remove the fabric from the machine.
ACHTUNG! Nehmen Sie den Fuß vom Motorpedal, da-
mit die Maschine nicht unabsichtlich startet, wenn es notwendig ist, Drückerfuß und
Obertransporteur zum Ausrichten des
Nähgutes anzuheben!
3. Treten Sie das Motorpedal nach vorne. Die Maschine
näht.
Führen Sie das Nähgut.
ACHTUNG! Halten Sie beim Führen des Nähgutes einen
Sicherheitsabstand von ca. 100 mm zwischen
Hand und Nähnadel ein!
4. Lassen Sie das Motorpedal los. Die Maschine stoppt.
Trennen Sie die Fadenkette am Ende des Nähgutes, und
nehmen Sie das Nähgut von der Maschine.
16
Page 17

NEEDLE THREAD TAKE-UP
NADELFADENABZUG
Basically the needle thread take-up roller (B, Figs. 5 and
5A), located left on the upper bed casting under the face
cover, is set as low as possible.
In case more needle thread should be pulled off for a
bigger needle thread loop (depending on thread and fabric), raise the needle thread take-up roller accordingly.
Fasten the needle thread guide (C, Figs. 5 and 5A), located
on the top of the upper bed casting, approx. in the middle
of its shank.
THREAD TENSION
Regulate the tension on the threads so that uniform stitches
are produced.
In general the tension applied to the needle thread is slightly
higher than the tension applied to the looper thread(s).
Turning the tension nuts clockwise increases the tension,
turning counterclockwise decreases the tension.
CHANGING THE NEEDLE
CAUTION! Turn off main power switch before changing
the needle! When using clutch motors with
or without actuation lock wait until the motor
has stopped!
Standardmäßig wird die Nadelfadenabzugsrolle (B, Fig. 5
und 5A), links am Gehäuseoberteil unter dem Stirndeckel,
so tief wie möglich gestellt.
Soll mehr Nadelfaden für eine größere Nadelfadenschlinge abgezogen werden (abhängig von Faden und
Nähgut), stellen Sie die Nadelfadenabzugsrolle entsprechend höher.
Befestigen Sie die Nadelfadenführung (C, Fig. 5 und 5 A),
die sich oben am Gehäuseoberteil befindet, ungefähr in
der Mitte ihres Schaftes.
FADENSPANNUNG
Regeln Sie die Spannung auf die Fäden so, daß eine gleichmäßige Stichbildung erreicht wird.
In der Regel ist die Spannung auf den Nadelfaden etwas
höher als die auf den Greiferfaden (die Greiferfäden).
Drehen der Fadenspannungsmuttern im Uhrzeigersinn
verstärkt die Spannung, Drehen im Gegenuhrzeigersinn
verringert sie.
AUSWECHSELN DER NADEL
ACHTUNG! Schalten Sie vor dem Auswechseln der Na-
del den Hauptschalter aus! Warten Sie bei
Kupplungsmotoren mit oder ohne Betätigungssperre den Stillstand des Motors ab!
Turn the handwheel pulley in operating direction until the
needle is in its upmost position.
Unthread the eye of the needle to be changed.
Loosen screw (D, Figs. 5 and 5A) for the needle and pull
out the needle. Insert the shank of the new needle as far
as it will go and with the long groove of the needle facing
to the front (toward the operator). Tighten screw (D) on
the seat of the needle shank and thread the needle eye.
EDGE GUIDE AND STITCH TONGUE
CAUTION! Turn off main power switch before setting
edge guide and stitch tongue and changing
the seam width! When using clutch motors
with or without actuation lock wait until the
motor has stopped!
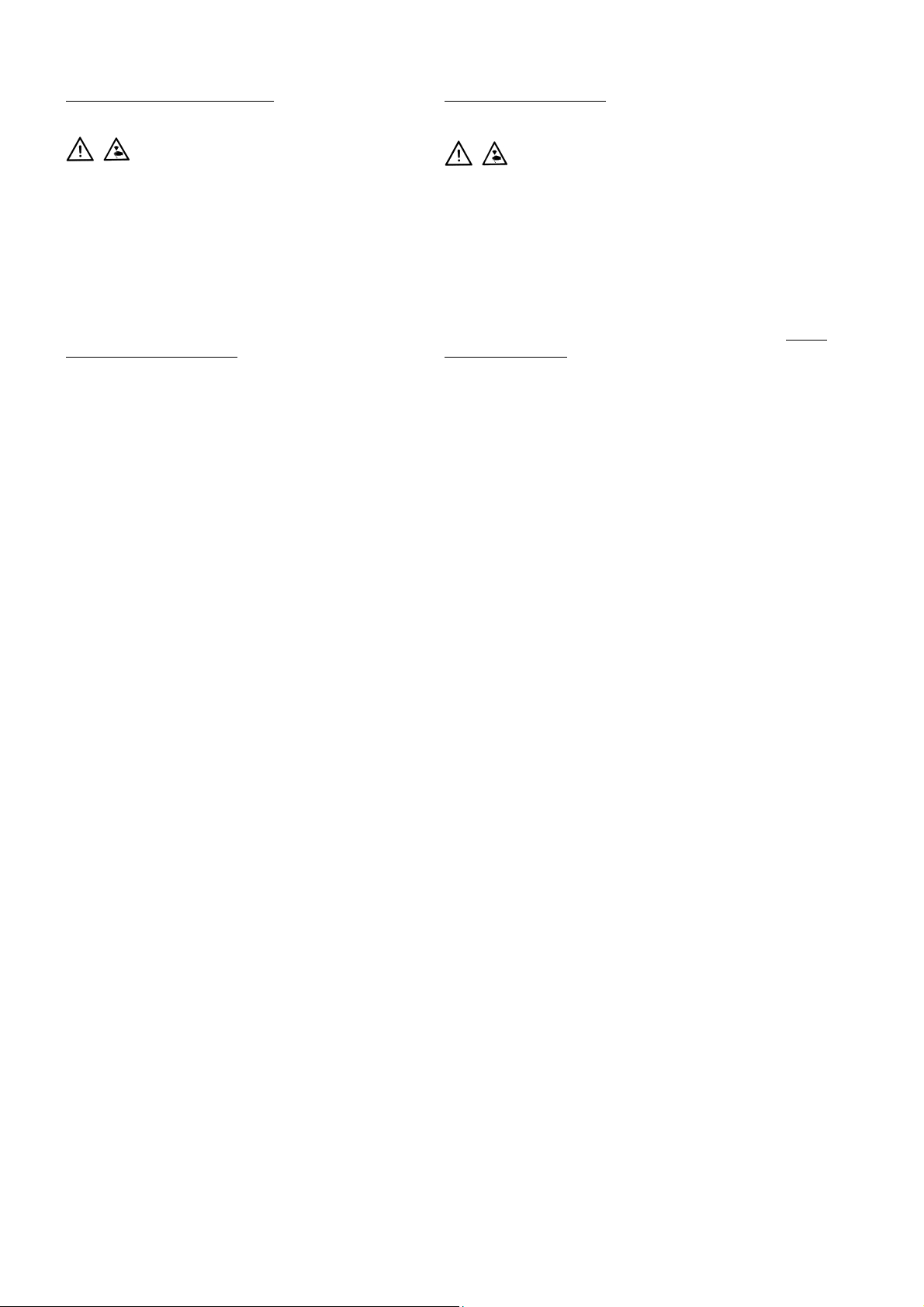
Styles 81500A, B, B1H, B2, BA, BA1H, BA2 and 81500C, see
Fig. 6.
Style 81500E, see Fig. 6 A.
Drehen Sie die Handrad-Riemenscheibe in Nährichtung
bis die Nadel in ihrer oberen Stellung ist.
Fädeln Sie das Öhr der zu wechselnden Nadel aus.
Lösen Sie die Schraube (D, Fig. 5 und 5A) für die Nadel
und ziehen Sie die Nadel heraus. Setzen Sie die neue Nadel so ein, daß der Nadelkolben oben anstößt und die
lange Rinne der Nadel nach vorne (zur Bedienungsperson) zeigt. Ziehen Sie die Schraube (D) auf der Befestigungsfläche am Nadelkoben fest und fädeln Sie das Nadelöhr ein.
KANTENFÜHRUNG UND STICHZUNGE
ACHTUNG! Schalten Sie vor dem Einstellen von Kanten-
führung und Stichzunge und dem Ändern der
Nahtbreite den Hauptschalter aus! Warten Sie
bei Kupplungsmotoren mit oder ohne Betätigungssperre den Stillstand des Motors ab!
Typen 81500A, B, B1H, B2, BA, BA1H, BA2 und 81500C,
siehe Fig. 6.
Typ 81500E, siehe Fig. 6 A.
17
Page 18
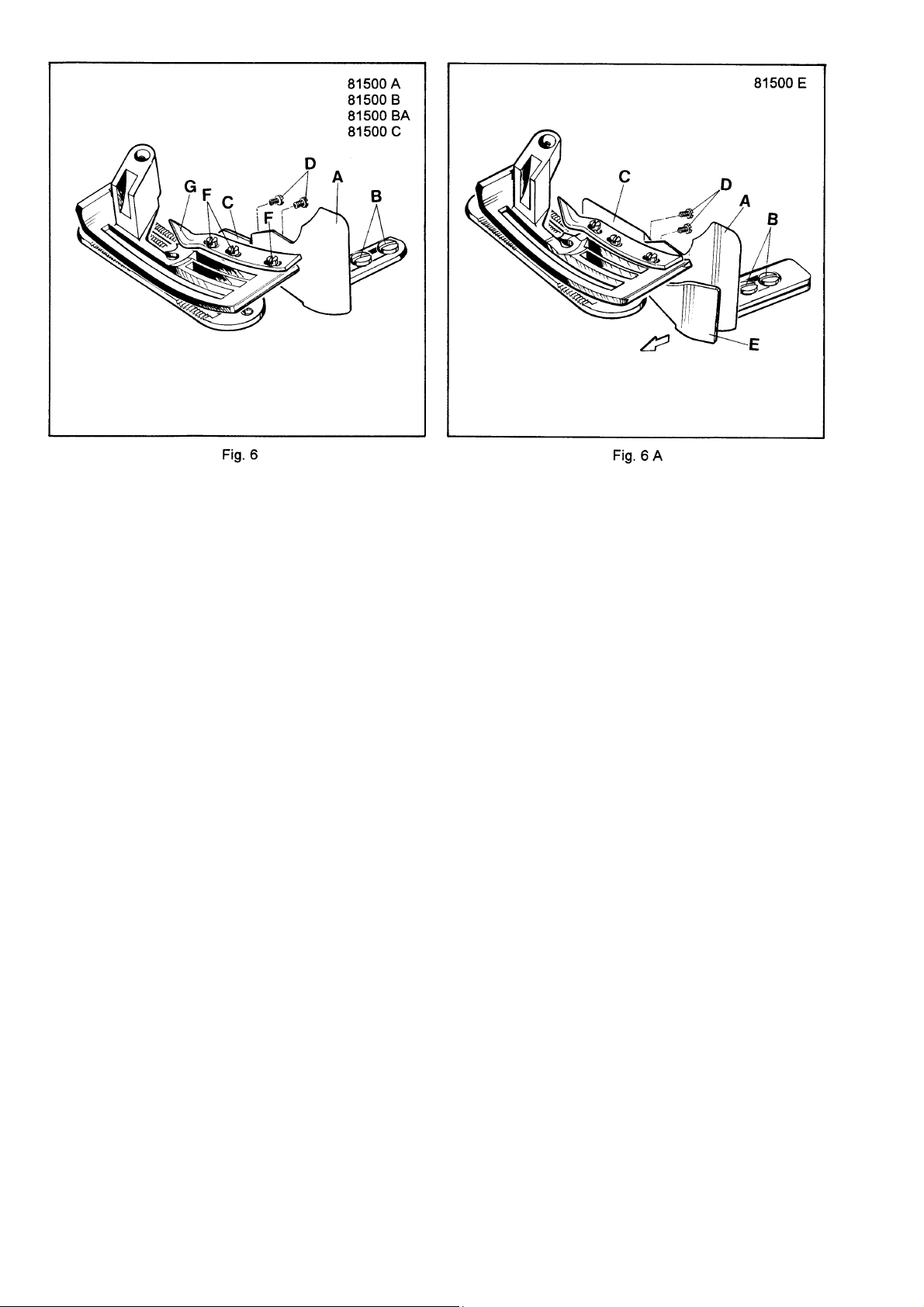
Set the edge guide (A, Figs. 6 and 6 A) laterally as close
as possible to the presser foot, without contacting it.
When loosening the two screws (B), the edge guide
(A) can be moved laterally. Retighten screws.
Stellen Sie die Kantenführung (A, Fig. 6 und 6A) seitlich so
dicht wie möglich an den Drückerfuß, ohne diesen zu berühren. Nach Lösen der beiden Schrauben (B) kann die Kantenführung (A) seitlich verschoben werden. Ziehen Sie die
Schrauben wieder an.
Set the stitch tongue (C, Figs. 6 and 6 A) so that the rear
part of the thread loop slides over the tongue onto the
fabric, while the front part of the loop is retained until
the needle securely has entered the loop. After
loosening screws (D) the stitch tongue (C) can be moved to the front or to the rear. When moving the stitch
tongue to the rear, the front part of the thread loop is
retained longer. Retighten screws (D).
On its travel the upper spreader or upper looper should
not contact stitch tongue (C).
ADJUSTABLE EDGE GUIDE
Style 81500E
Set the adjustable edge guide (E, Fig. 6 A) so far to the
left that the edges of the joined fabric webs are butted
when opening the seam.
CHANGING THE SEAM WIDTH
Styles 81500A, B, B1H, B2, BA, BA1H, BA2 and 81500C
The machines are set at the factory to a seam width of
19 mm (3/4 in.) Presser foot tongues for 10 mm (25/64
in.), 12 mm 15/32 in.) and 15 mm (19/32 in.) are added
to the machines.
For changing the seam width remove the three screws
(F, Fig. 6) and interchange the presser foot tongue (G)
with the presser foot tongue for the required seam width.
Fasten the tongue with the three screws (F).
Set the edge guide (A) laterally as close as possible to
the presser foot tongue without contacting it.
Stellen Sie die Stichzunge (C, Fig. 6 und 6 A) so, daß der
hintere Teil der Fadenschlinge über die Zunge auf das Nähgut gleitet, während der vordere Teil der Schlinge so lange
zurückgehalten wird, bis die Nadel sicher in die Schlinge
eingestochen hat. Nach Lösen der Schrauben (D) kann die
Stichzunge (C) nach vorne oder hinten verschoben werden. Wird die Stichzunge nach hinten verschoben, wird der
vordere Teil der Fadenschlinge länger zurückgehalten. Ziehen Sie die Schrauben (D) wieder an.
Der obere Blindgreifer oder der Obergreifer darf bei seiner
Bewegung die Stichzunge (C) nicht berühren.
EINSTELLBARE KANTENFÜHRUNG
Typ 81500E
Stellen Sie die einstellbare Kantenführung (E, Fig. 6 A) soweit
nach links, daß die Kanten der zusammengenähten Stoffbahnen stumpf aneinanderliegen, wenn die Naht aufgeklappt wird!
ÄNDERN DER NAHTBREITE
Typen 81500A, B, B1H, B2, BA, BA1H, BA2 und 81500C
Im Werk werden die Maschinen auf eine Nahtbreite von 19
mm eingestellt. Drückerfußzungen für 10, 12 und 15 mm
Nahtbreite sind den Maschinen beigefügt.
Zum Ändern der Nahtbreite entfernen Sie die drei Schrauben (F, Fig. 6) und tauschen die Drückerfußzunge (G) gegen die Drückerfußzunge mit der gewünschten Nahtbreite
aus. Befestigen Sie die Zunge mit den drei Schrauben (F).
Stellen Sie die Kantenführung (A) seitlich so dicht wie möglich an die Drückerfußzunge ohne diese zu berühren.
Readjust the thread tension, if required.
Regeln Sie bei Bedarf die Fadenspannung nach.
18
Page 19

MAINTENANCE
WARTUNG
CAUTION! Turn off main power switch before doing
maintenance works! When using clutch
motors with or without actuation lock wait
until the motor has stopped!
LUBRICATING AND CLEANING
The machines of class 81500 have to be cleaned and
lubricated twice a day before morning and afternoon
start on the lubrication points indicated on the oiling
diagram (Fig. 4). The sight feed oiler has to be kept filled
and should be adjusted so, that it feeds two to three
drops of oil per minute. The oiler has to be refilled latest,
when 2/3 of the oil are used up.
Also refer to section
LUBRICATING.
ACHTUNG! Schalten Sie vor Wartungsarbeiten den
Hauptschalter aus! Warten Sie bei Kupplungsmotoren mit oder ohne Betätigungssperre den Stillstand des Motors ab!
ÖLEN UND REINIGEN
Die Maschinen der Klasse 81500 müssen zweimal täglich, vor der Inbetriebnahme am Morgen und Nachmittag, gereinigt und an den in der Ölanleitung (Fig. 4) angegebenen Stellen geschmiert werden. Der Tropföler
muß gefüllt und so eingestellt sein, daß pro Minute zwei
bis drei Topfen Öl fließen. Der Öler muß spätestens nachgefüllt werden, wenn 2/3 der Ölmenge verbraucht sind.
Siehe auch Abschnitt
ÖLEN.
19
Page 20
INSTRUCTIONS FOR MECHANICS
MECHANIKERANLEITUNG
Observe the SAFETY RULES when making
adjustments!
Before adjusting the machine remove the face cover
and the finger guard left on the machine head, the
upper feed dog, the presser foot, the cloth plate with
hinge plate and throat plate, the feed dog, the throat
plate support with front needle guard and the rear
needle guard.
Insert a new needle!
Refer to paragraph CHANGING THE NEEDLE in section
OPERATING INSTRUCTIONS.
SETTING THE LOWER LOOPER
1. Styles 81500A, B, B1H, B2, BA, BA1H, BA2 and
81500C
The lower looper (A, Fig. 7) of these styles has two
offset flats on its shank for adjusting the looper respectively the looper point with respect to the
needle.
Insert the lower looper (A) into the rear hole of
looper lever (B). Now snug the set screw (C) at the
back of the looper lever against the flat on the
looper shank (E) so that the point of the lower
looper passes as close as possible to the spot on
the back of the needle (N), without deflecting it.
Now tighten the second screw (D) firmly.
Beachten Sie die SICHERHEITSHINWEISE, wenn
sie Einstellarbeiten machen!
Entfernen Sie vor dem Einstellen der Maschine den Stirndeckel und den Fingerabweiser links am Maschinenkopf, den
oberen Transporteur, den Drückerfuß, die Stoffplatte mit
Scharnierplatte und Stichplatte, den Transporteur, die Stichplattenstütze mit vorderem Nadelanschlag und den hinteren Nadelanschlag
Setzen Sie eine neue Nadel ein!
Siehe Absatz AUSWECHSELN DER NADEL im Abschnitt
NUNGSANLEITUNG.
EINSTELLUNG DES UNTERGREIFERS
1. Typen 81500A, B, B1H, B2, BA, BA1H, BA2 und 81500C
Der Untergreifer (A, Fig. 7) dieser Maschinen hat am
Schaft zwei versetzte Befestigungsflächen zum Einstellen des Greifers bzw. der Greiferspitze im Bezug zur
Nadel.
Stecken Sie den Untergreifer (A) in die hintere Bohrung des Greiferhebels (B). Legen Sie nun den Gewindestift (C) hinten im Greiferhebel (B) an der Befestigungsfläche des Greiferschaftes (E) so an, daß die
Untergreiferspitze so dicht wie möglich in der Hohlkehle auf der Rückseite der Nadel (N) vorbeigeht, ohne diese abzulenken. Ziehen Sie jetzt die zweite Schraube (D) gut an.
BEDIE-
1.1. Rotate handwheel in operating direction until the
needle just starts from its lowest position moving
upward. In this position the distance between the
point of the looper and the center of the needle
should be 12 mm (15/32 in.) (see Fig. 8).
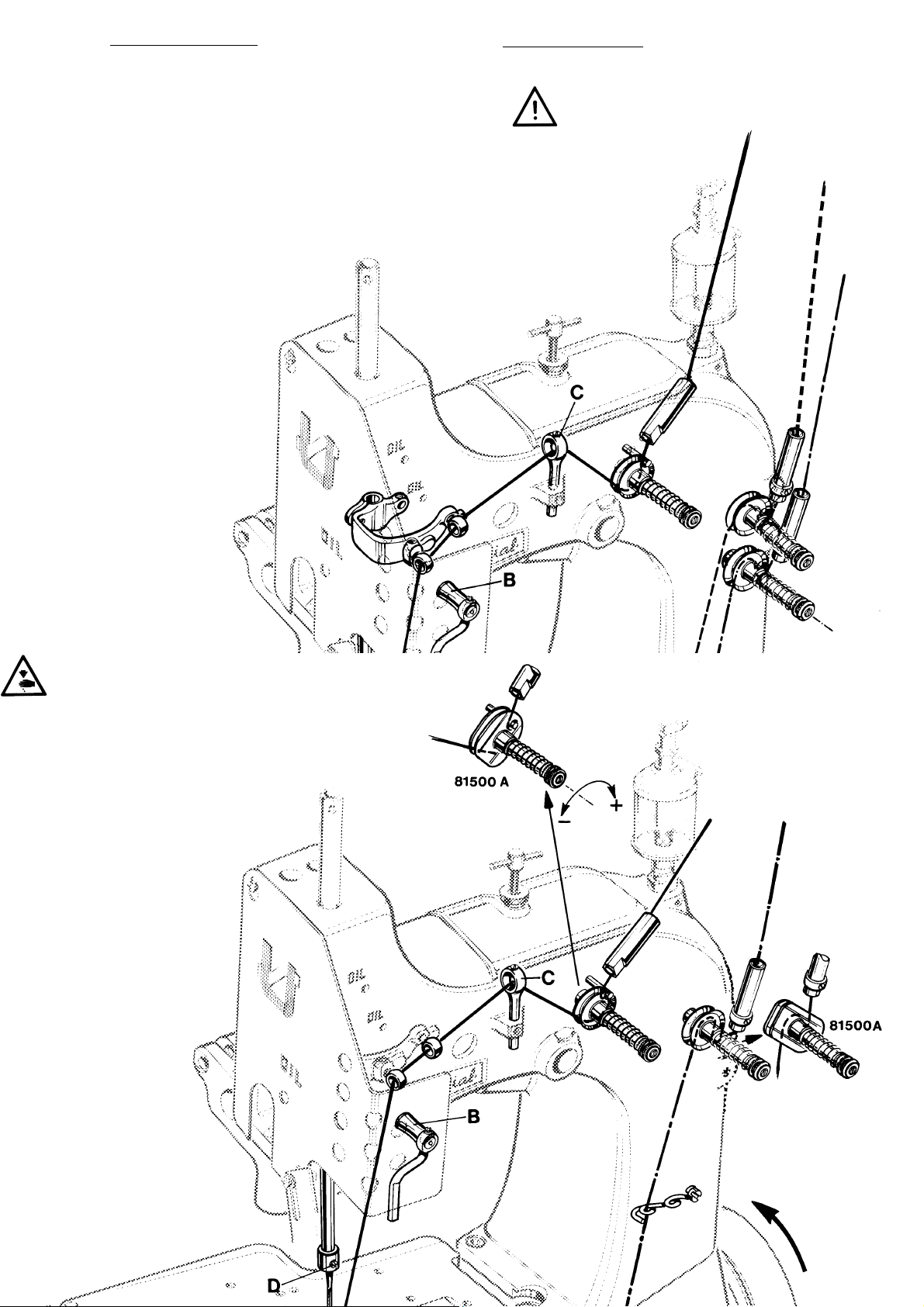
If adjustment is necessary loosen nut (G, Fig. 7)
and move the ball stud (H) of ball joint (J) in the slot
of looper lever (B) accordingly until the distance
of 11 mm (7/16 in.) is reached. Retighten nut (G).
2. Style 81500E
The lower spreader (A, Fig. 7 A) of this style has
only one seat on its shank.
Insert the lower spreader (A, Fig. 7 A) into the rear
hole of looper lever (B). Tighten screw (D) on the
seat of the lower spreader shank, then tighten set
screw (C).
The point of the lower spreader must pass as close
as possible to the spot on the back of the needle
(N), without deflecting it.
If adjustment is necessary loosen set screws (K,
Fig. 7 A) and move looper lever (B) on its cone
shaft accordingly. Retighten set screws (K).
1.1 Drehen Sie das Handrad in Nährichtung bis die Nadel
gerade beginnt aus ihrer untersten Stellung nach oben
zu gehen. In dieser Stellung soll der Abstand zwischen
Greiferspitze und Nadelmitte 12 mm betragen (siehe
Fig. 8).
Ist eine Einstellung notwendig, lösen Sie die Mutter (G,
Fig. 7) und verschieben die Kugelschraube (H) des
Kugelgelenks (J) im Langloch des Greiferhebels (B)
entsprechend, bis der Abstand von 11 mm erreicht
ist. Ziehen Sie die Mutter (G) wieder fest.
2. Typ 81500E
Der untere Blindgreifer (A, Fig. 7 A) dieser Maschine
hat nur eine Befestigungsfläche am Schaft.
Stecken Sie den unteren Blindgreifer (A, Fig. 7 A) in
die hintere Bohrung des Greiferhebels (B). Ziehen Sie
die Schraube (D) auf der Befestigungsfläche des
unteren Blindgreiferschaftes an und dann den Gewindestift (C).
Die Spitze des unteren Blindgreifers muß so dicht wie
möglich in der Hohlkehle auf der Rückseite der Nadel
(N) vorbeigehen, ohne diese abzulenken. Ist eine Einstellung notwendig, lösen Sie die Gewindestifte (K, Fig.
7A) und verschieben den Greiferhebel (B) auf seiner
Konuswelle entsprechend. Ziehen Sie die Gewindestifte (K) wieder an.
The distance of 11 mm (7/16 in.) (see Fig. 8 A)
between the point of spreader and the center of
the needle is set as described in item 1.1.
Der Abstand von 11 mm (siehe Fig. 8 A) zwischen Blindgreiferspitze und Nadelmitte wird, wie unter Punkt 1.1.
beschrieben, eingestellt.
20
Page 21

21
Page 22

SETTING THE HEIGHT OF THE NEEDLE BAR
EINSTELLUNG DER NADELSTANGENHÖHE
Rotate handwheel in operating direction until the point
of lower looper (A, Fig. 9) or the point of lower spreader
(A, Fig. 9 A) projects 3 mm (1/8 in.) on styles 81500A, B,
B1H, B2, BA, BA1H, BA2 and 81500C resp. 1 to 1,5 mm
(.040 to .060 in.) on style 81500E to the right from the
right side of the needle. Lower edge of looper/ spreader
and upper edge of needle eye must be flush in this
position.
If an adjustment is necessary loosen clamp screw (A,
Fig. 10) in the needle bar connection and move the
needle bar (B) up or down, as required. Care should be
taken not to disturb the alignment of the needle bar
when making this adjustment. Retighten clamp screw.
SETTING THE UPPER SPREADER
Styles 81500A, B, B1H, BA, BA1H, BA2 and 81500E
Before inserting a new upper spreader (A, Fig. 11)
remove thread hook (B). This facilitates the visual check
of the adjustment.
For adjustment of spreader (A, Fig. 11) with respect to
the needle (N), the shank of spreader (A) has two offset
flats.
Proceed as follows:
First snug one screw (C, Fig. 11) on the flat of the
spreader shank with which the following position of the
spreader is reached:
When rotating the handwheel in sewing direction,
spreader (A, Fig. 11 A) should pass with its face (D) as
close as possible to the front of needle (N), without
contacting it. Now tighten the second screw (C, Fig.
11) firmly.
Drehen Sie das Handrad in Nährichtung bis die Spitze
des Untergreifers (A, Fig. 9) oder die Spitze des unteren
Blindgreifers (A, Fig. 9 A) 3 mm bei den Typen 81500A,
B, B1H, B2, BA, BA1H, BA2 und 81500C bzw. 1 - 1,5 mm
beim Typ 81500E rechts von der rechten Seite der Nadel steht. In dieser Stellung müssen Unterkante Greifer/
Blindgreifer und Oberkante Nadelöhr bündig sein.
Ist eine Einstellung notwendig, lösen Sie die Klemmschraube (A, Fig. 10) im Nadelstangenmitnehmer und
schieben Sie die Nadelstange (B) entsprechend nach
oben oder unten. Beachten Sie, daß bei dieser Einstellung die Ausrichtung der Nadelstange nicht verändert
wird. Ziehen Sie die Klemmschraube wieder an.
EINSTELLUNG DES OBEREN BLINDGREIFERS
Typen 81500A, B, B1H, BA, BA1H, BA2 und 81500E
Bevor Sie einen neuen oberen Blindgreifer (A, Fig. 11)
einsetzen entfernen Sie den Fadenhaken (B). Dies erleichtert die visuelle Prüfung der Einstellung.
Zum Einstellen des Blindgreifers (A, Fig. 11) im Bezug zur
Nadel (N) hat der Schaft des Blindgreifers (A) zwei versetzte Befestigungsflächen.
Gehen Sie wie folgt vor:
Legen Sie zuerst eine Schraube (C, Fig. 11) auf der Fläche des Blindgreifers an, mit der Sie folgende Stellung
des Blindgreifers erhalten:
Beim Drehen des Handrades in Nährichtung muß der
Blindgreifer (A, Fig. 11 A) mit seiner Stirnfläche (D) dicht
an der Vorderseite der Nadel (N) vorbeigehen, ohne
diese zu berühren. Ziehen Sie nun die zweite Schraube
(C), Fig. 11) gut an.
HINT: In case the adjusting possibility of the spreader by
means of the two offset flats on the spreader
shank is not sufficient, additionally the complete
bearing (A, Fig. 12) can be moved slightly up or
down when loosening screws (B). Retighten both
screws.
In the extreme left upper end position of spreader (A,
Fig. 11) the distance between the bottom of the forked
cut-out and the center of needle (N) should be 6 mm
(15/64 in.)
If an adjustment is necessary, loosen nuts (L and R, Fig.
12) and turn connecting rod (C) forward or backward
as required to obtain the required position.
NOTE: The left nut (L) has a left hand thread, Tempo-
rarily snug the two nuts (L and R) manually.
Remount thread hook (B, Fig. 11) on spreader (A) and
set it so that its tip passes close behind the needle
without contacting it (see Fig. 11 A).
HINWEIS: Sollte die Einstellmöglichkeit des Blindgreifers
mit Hilfe der beiden versetzten Befestigungsflächen am Greiferschaft nicht ausreichen, kann
nach Lösen der beiden Schrauben (B, Fig. 12) zusätzlich das ganze Lager (A) etwas nach oben
oder unten verschoben werden. Ziehen Sie die
beiden Schrauben wieder an.
In der äußerst linken oberen Endstellung des Blindgreifers
(A, Fig. 11) muß der Abstand zwischen der tiefsten Stelle des gabelförmigen Einschnittes und der Nadelmitte
(N) 6 mm betragen.
Wenn eine Einstellung notwendig ist, lösen Sie die Muttern
(L und R, Fig. 12) und drehen die Verbindungsstange (C)
vor oder zurück bis die erforderliche Stellung erreicht
ist.
BEACHTEN SIE: Die linke Mutter (L) hat ein Linksgewin-
de. Legen Sie vorerst beide Muttern (L
und R) von Hand leicht an.
Montieren Sie den Fadenhaken (B, Fig.11) wieder an
den Blindgreifer (A) und stellen Sie ihn so, daß seine Spitze dicht hinter der Nadel vorbeigeht, ohne diese zu
berühren (siehe Fig. 11 A).
22
Page 23

Fig. 10 Fig. 11
Fig. 11 A Fig. 11 B
Fig. 11 C Fig. 12
23
Page 24

Rotate handwheel in operating direction until the upper
spreader is in its extreme right lower end position. The
upper spreader should not contact any machine parts
during its motion.
If required loosen clamp screw (D, Fig. 12) in the drive
lever (E) and set the lever so that the upper spreader
(F) clears at all points. Retighten clamp screw (D).
Drehen Sie das Handrad in Nährichtung bis der obere
Blindgreifer in seiner äußerst rechten unteren Endstellung
ist. Der obere Blindgreifer mit Fadenhaken darf bei seiner Bewegung keine Maschinenteile berühren.
Bei Bedarf lösen Sie die Klemmschraube (D, Fig. 12) im
Antriebshebel (E) und stellen den Hebel so, daß der obere Blindgreifer (F) an allen Stellen freigeht. Ziehen Sie die
Klemmschraube (D) wieder an.
After this setting recheck the position of the upper
spreader to the needle, as described above. Reset
with connecting rod (C, Fig. 12) if required and tighten
nuts (L and R).
Rotate handwheel in operating direction. On the
upward travel of the upper spreader (B, Figs. 13 and 13
A) the tip of its lower prong (G) must pass as close as
possible in the recess behind the eye of the lower looper
(A, Fig. 13), respectively in the recess on lower spreader
(A, Fig. 13 A) without contacting it.
If an adjustment is required, loosen nut (G, Fig. 7) and
swing the looper lever with lower looper accordingly to
the right or left. Retighten nut (G).
CAUTION! Check the setting of the needle bar height
after making this adjustment and reset if
required. Refer to paragraph SETTING THE
HEIGHT OF THE NEEDLE BAR.
SETTING THE UPPER LOOPER
Style 81500C
Preliminary mount the upper looper (A, Fig. 11 B) and
the thread hook (B) to the looper shank (S) so that the
distance (T) between upper looper and thread hook is
as big as possible.
Prüfen Sie nach dieser Einstellung nochmals die Stellung
des oberen Blindgreifers zur Nadel, wie oben beschrieben. Stellen Sie bei Bedarf mit der Verbindungsstange
(C, Fig. 12) nach und ziehen Sie die Muttern (L und R) an.
Drehen Sie das Handrad in Nährichtung. Bei der Bewegung des oberen Blindgreifers (B, Fig. 13 und 13 A) nach
oben muß die Spitze seines unteren Zinkens (C) so dicht
wie möglich in der Aussparung hinter dem Öhr des Untergreifers (A, Fig. 13) bzw. in der Aussparung am unteren
Blindgreifer (A, Fig. 13 A) vorbeigehen ohne diesen zu
berühren.
Ist eine Einstellung notwendig, lösen Sie die Mutter (G,
Fig. 7) und schwenken Sie den Greiferhebel (B) mit dem
Untergreifer entsprechend nach rechts oder links. Ziehen Sie Mutter (G) wieder an.
ACHTUNG! Prüfen Sie nach dieser Einstellung die Nadel-
stangenhöhe und stellen Sie bei Bedarf nach.
Siehe Absatz EINSTELLUNG DER NADEL-
STANGENHÖHE.
EINSTELLUNG DES OBERGREIFERS
Typ 81500C
Montieren Sie den Obergreifer (A, Fig. 11 B) und den
Fadenhaken (B) vorläufig so an den Greiferschaft (S),
daß der Abstand (T) zwischen Obergreifer und Fadenhaken so groß wie möglich ist.
For adjustment of upper looper (A, Fig. 11 B) with respect
to the needle (N) the looper shank (S) has two offsett
flats.
Proceed as follows:
First snug one screw (C, Fig. 11 B) on the flat of looper
shank (S) with which the following position of the upper
looper is reached:
When rotating the handwheel in operating direction,
upper looper (A, Fig. 11 C) should pass with its face (D)
as close as possible to the front of needle (N), without
contacting it. Now tighten the second screw (C, Fig. 11
B) firmly.
For precise adjustment of upper looper (A, Fig. 11 C)
with respect to the needle (N) loosen screws (U) and
set the upper looper (A) accordingly.
Simultaneously set the thread hook (B, Fig. 11 C) so that
its tip passes close behind the needle (N) without
contacting it. Retighten the two screws (U).
HINT: In case the adjusting possibility of the upper looper
as described is not sufficient, additionally the
bearing (A, Fig. 12) can be moved slightly up or
down when loosening the two screws (B).
Retighten screws.
Zum Einstellen des Obergreifers (A, Fig. 11 B) im Bezug zur
Nadel (N) hat der Greiferschaft (S) zwei versetzte Befestigungsflächen.
Gehen Sie wie folgt vor:
Legen Sie zuerst eine Schraube (C, Fig. 11 B) auf der
Fläche des Greiferschaftes (S) an mit der Sie folgende
Stellung des Obergreifers erhalten:
Beim Drehen des Handrades in Nährichtung muß der
Obergreifer (A, Fig. 11 C) mit seiner Stirnfläche (D) dicht
an der Vorderseite der Nadel (N) vorbeigehen, ohne
diese zu berühren. Ziehen Sie nun die zweite Schraube
(C, Fig. 11 B) fest.
Zur Feineinstellung des Obergreifers (A,Fig. 11 C) im Bezug zur Nadel (N) lösen Sie die Schrauben (U) und stellen
den Obergreifer (A) entsprechend.
Stellen Sie gleichzeitig den Fadenhaken (B, Fig. 11 C) so,
daß seine Spitze dicht hinter der Nadel (N) vorbeigeht,
ohne diese zu berühren. Ziehen Sie die zwei Schrauben
(U) wieder an.
HINWEIS: Sollte die Einstellmöglichkeit des Obergreifers
wie beschrieben nicht ausreichen, kann, nach Lösen der beiden Schrauben (B, Fig. 12), zusätzlich das
ganze Lager (A) etwas nach oben oder unten verschoben werden. Ziehen Sie die Schrauben wieder
an.
24
Page 25

25
Page 26

In the extreme left upper end position of upper looper
(A, Fig. 11 B), the distance between the left edge of
looper eye and the center of needle (N) should be 6
mm (15/64 in.)
If an adjustment is necessary, loosen nuts (L and R, Fig.
12) and turn connecting rod (C) forward or backward
as required to obtain the required position.
NOTE: The left nut (L) has a left hand thread. Temporarily
snug the two nuts (L and R) manually.
Rotate handwheel in operating direction until the upper
looper is in its extreme right lower end position. The upper
looper with thread hook should not contact any machine
parts during its motion.
If required loosen clamp screw (D, Fig. 12) in the drive
lever (E) and set the lever so that the upper looper (F)
clears at all points. Retighten clamp screw (D).
In der äußerst linken oberen Endstellung des Obergreifers
(A, Fig. 11 B) muß der Abstand zwischen der linken Kante
des Greiferöhrs und der Nadelmitte (N) 6 mm betragen.
Wenn eine Einstellung notwendig ist lösen Sie die Muttern
(L und R, Fig. 12) und drehen die Verbindungsstange (C)
vor oder zurück bis die erforderliche Stellung erreicht ist.
BEACHTEN SIE: Die linke Mutter (L) hat ein Linksgewinde.
Legen Sie vorerst beide Muttern (L und R)
von Hand leicht an.
Drehen Sie das Handrad in Nährichtung bis der Obergreifer
in seiner äußerst rechten unteren Endstellung ist. Der Obergreifer mit Fadenhaken darf bei seiner Bewegung keine
Maschinenteile berühren.
Bei Bedarf lösen Sie die Klemmschraube (D, Fig. 12) im
Antriebshebel (E) und stellen den Hebel so, daß der Obergreifer (F) an allen Stellen freigeht. Ziehen Sie die Klemmschraube (D) wieder an.
After this setting recheck the position of the spreader to
the needle, as described above. Reset with connecting
rod (C, Fig. 12) if required and tighten nuts (L and R).
Rotate handwheel in operating direction. On the upward
travel of upper looper (B, Fig. 13 B) its tip (C) must pass as
close as possible in the recess behind the eye of the
lower looper (A) without contacting it.
If an adjustment is required, loosen nut (G, Fig. 7) on the
double joint and swing the looper lever with lower looper
accordingly to the right or left. Retighten nut (G.)
NOTE: Check the setting of the needle bar height
after making this adjustment and reset if
required. Refer to paragraph SETTING THE
HEIGHT OF THE NEEDLE BAR.
SETTING THE THREAD RETAINER
Styles 81500A, B, B1H, B2, BA, BA1H, BA2 and 81500C
The thread retainer (B, Fig. 14) should retain the lower
looper thread before the lower looper (A) enters into
the needle thread loop.
Prüfen Sie nach dieser Einstellung nochmals die Stellung
des Blindgreifers zur Nadel, wie oben beschrieben. Stellen
Sie bei Bedarf mit der Verbindungsstange (C, Fig. 12) nach
und ziehen Sie die Muttern (L und R) an.
Drehen Sie das Handrad in Nährichtung. Bei der Bewegung des Obergreifers (B, Fig. 13 B) nach oben muß seine
Spitze (C) so dicht wie möglich in der Aussparung hinter
dem Öhr des Untergreifers (A) vorbeigehen ohne diesen
zu berühren.
Ist eine Einstellung notwendig, lösen Sie die Mutter (G, Fig.
7) am Doppelgelenk und schwenken Sie den Untergreiferhebel mit dem Untergreifer entsprechend nach
rechts oder links. Ziehen Sie Mutter (G) wieder an.
BEACHTEN SIE: Prüfen Sie nach dieser Einstellung die Na-
delstangenhöhe und stellen Sie bei Be-
darf nach. Siehe Absatz EINSTELLUNG DER
NADELSTANGENHÖHE.
EINSTELLUNG DES FADENHOLERS
Typen 81500A, B, B1H, B2, BA, BA1H, BA2 und 81500C
Der Fadenholer (B, Fig. 14) soll den Untergreiferfaden zurückhalten ehe der Untergreifer (A) in die Nadelfadenschlinge eintritt.
Viewed from the left end of the machine the thread
retainer (B) should pass as close as possible on the left
side of lower looper (A) when swinging upward without
contacting it.
On the most upward travel of its swing motion the tip of
the thread retainer (B) should be as close as possible
below the underside of the throat plate. It should not
contact neither the throat plate nor the feed dog.
After loosening screw (C, Fig. 14) the thread retainer (B)
can be moved to the left or right. Retighten screw on
the flat of the thread retainer shank.
After loosening the two set screws (D), shaft (E) with the
thread retainer (B) can be rotated into the correct
position. Make sure to remove all lateral end play when
tightening the set screws.
Vom linken Ende der Maschine aus gesehen soll der Fadenholer (B) bei seinem Schwenk nach oben, so dicht wie
möglich an der linken Seite des Untergreifers (A) vorbeigehen, ohne diesen zu berühren.
Am höchsten Punkt seiner Schwenkbewegung muß die
Spitze des Fadenholers (B) so dicht wie möglich unter der
Unterseite der Stichplatte liegen. Er darf weder die Stichplatte noch den Transporteur berühren.
Nach Lösen der Schraube (C, Fig. 14) kann der Fadenholer (B) nach links oder rechts verschoben werden. Ziehen
Sie die Schraube wieder auf der Befestigungsfläche des
Fadenholerschaftes an.
Nach Lösen der beiden Gewindestifte (D) kann die Achse
(E) mit dem Fadenholer (B) in die richtige Stellung gedreht
werden. Achten Sie beim Anziehen der Gewindestifte
darauf, daß kein seitliches Spiel vorhanden ist.
26
Page 27

SETTING THE LOWER FEED DOG
EINSTELLUNG DES UNTEREN TRANSPORTEURS
The lower feed dog (A, Fig. 15) should center laterally in
the slots of throat plate (B). If an adjustment is necessary
loosen the two (set) screws (C) and move feed rocker
(D) to the left or right as required. Retighten (set) screws
(C).
At highest point of feed travel the rear teeth of the feed
dog (A, Fig. 15) should just project their full depth (F)
above the top surface of throat plate.
Adjust the supporting screw (E) in the feed bar to the
required height and assemble the feed dog.
THROAT PLATE SUPPORT AND BRACKET FOR FRONT NEEDLE
GUARD
Assemble the throat plate support (A, Fig. 16) and the
bracket (B) for the front needle guard so that they do
not interfere with the feed dog or any other machine
parts.
SETTING THE REAR NEEDLE GUARD
Rotate handwheel in operating direction until the rear
needle guard (A, Fig. 17) is in its most forward end position.
In this position its guarding surface should just contact
the back of needle (N) without deflecting it.
Der untere Transporteur (A, Fig. 15) muß in den Schlitzen
der Stichplatte (B) seitlich vermittelt sein. Ist eine Einstellung
notwendig lösen Sie die beiden Gewindestifte (C) und
schieben den Transportantriebsrahmen (D) nach Bedarf
nach links oder rechts. Ziehen Sie die Gewindestifte (C)
wieder an.
Im höchsten Punkt der Transportbewegung sollen die hinteren Zähne des Transporteurs (A, Fig. 15) gerade eine Zahnhöhe (F) über die Stichplattenoberfläche ragen.
Stellen Sie die Stützschraube (E) im Transporteurträger auf
die entsprechende Höhe und montieren Sie den Transporteur.
STICHPLATTENSTÜTZE UND WINKEL FÜR VORDEREN NADELANSCHLAG
Montieren Sie die Stichplattenstütze (A, Fig. 16) und den
Winkel für den vorderen Nadelanschlag so, daß sie weder
den Transporteur noch andere Maschinenteile berühren.
EINSTELLUNG DES HINTEREN NADELANSCHLAGS
Drehen Sie das Handrad in Nährichtung bis der hintere
Nadelanschlag (A, Fig. 17) in seiner vordersten Endstellung
ist. In dieser Stellung soll seine Schutzfläche die Rückseite
der Nadel (N) gerade berühren, ohne sie abzulenken.
After loosening screw (B, Fig. 17) the rear needle guard
(A) can be moved accordingly to the front or to the
rear. Retighten screw.
NOTE: Any change in stitch length necessitates a corre-
sponding change in the rear needle guard setting.
SETTING THE FRONT NEEDLE GUARD
The front needle guard (C, Fig. 16) is set close to the
needle (N) just contacting the needle without deflecting
it.
After loosening screw (D) the front needle guard (C)
can be adjusted accordingly. Retighten screw (D).
SETTING THE UPPER FEED DOG
Assemble the upper feed dog (B, Fig. 18) and the presser
foot (C). The upper feed dog (B) should not push against
the front or rear end when moving in the slots of presser
foot (C).
Simultaneously the upper feed dog (B, Fig. 19) should be
positioned so that the tips of its teeth engage with the
tooth spaces of the lower feed dog (A), without
contacting it. When the lower feed dog (A) is in its highest
and the upper feed dog (B) in its lowest point of travel,
there must be a small gap between both feed dogs.
The feed travel of the upper and the lower feed dog
should be synchronous.
Nach Lösen der Schraube (B, Fig. 17) kann der hintere
Nadelanschlag (A) entsprechend nach vorne oder hinten
geschoben werden. Ziehen Sie die Schraube wieder an.
BEACHTEN SIE: Jede Änderung der Stichlänge erfordert
ein entsprechendes Nachstellen des hinteren Nadelanschlags!
EINSTELLUNG DES VORDEREN NADELANSCHLAGS
Der vordere Nadelanschlag (C, Fig. 16) wird so dicht an
die Nadel (N) gestellt, daß er diese gerade berührt, ohne
sie abzulenken.
Nach Lösen der Schraube (D) kann der vordere Nadelanschlag (C) entsprechend eingestellt werden. Ziehen Sie
die Schraube (D) wieder an.
EINSTELLUNG DES OBEREN TRANSPORTEURS
Montieren Sie den Obertransporteur (B, Fig. 18) und den
Drückerfuß (C). Der Obertransporteur (B) darf bei seiner
Bewegung in den Schlitzen im Drückerfuß (C) weder vorne noch hinten anstoßen.
Gleichzeitig muß der Obertransporteur (B, Fig. 19) so positioniert sein, daß die Spitzen seiner Zähne in die Zahnlücken
des unteren Transporteurs (A) eingreifen, ohne diesen zu
berühren. Wenn der untere Transporteur (A) in der höchsten und der Obertransporteur (B) in der untersten Stellung
seiner Bewegung ist, muß zwischen beiden Transporteuren ein Luftspalt sein.
Der Transportweg von oberem und unterem Transporteur
muß gleich (synchron) sein.
27
Page 28

28
Page 29

For setting the upper feed dog with respect to the slot
ends in the presser foot and the tooth spaces of the
lower feed dog, loosen screw (D, Fig. 18) and turn drive
lever (E) accordingly to the front or rear. Retighten
screw.
Zum Einstellen des Obertransporteurs im Bezug zu den
Schlitzenden im Drückerfuß und zu den Zahnlücken des
unteren Transporteurs, lösen Sie die Schraube (D, Fig. 18)
und schwenken den Antriebshebel (E) entsprechend
nach vorne oder hinten. Ziehen Sie Schraube wieder an.
For setting the small gap between the feed dogs loosen
nut (F, Fig. 20). Turning in screw (G) increases the gap,
turning it out decreases the gap. Retighten nut (F).
For matching the upper feed dog travel with the lower
feed dog travel loosen screw (A, Fig. 21). Moving the
ball link in the slot of rocker lever (B) to the front
decreases the upper feed dog travel, moving it to the
rear increases the travel. Retighten screw (A).
HINT: In general the travels of lower and upper feed
dog are set equally. Depending on the fabric to be
sewn however, it may be necessary to set a slightly
longer upper feed dog travel in order to get a proper end matching of the fabric plies.
Also refer to paragraph CHANGING STITCH LENGTH.
UPPER FEED DOG MOTION
Style 81500A
On this style the upper feed dog does not lift on its return
travel. It works as a swinging upper feed, moving parallel to the height of the presser foot.
Zum Einstellen des Luftspalts zwischen den Transporteuren
lösen Sie die Mutter (F, Fig. 20). Eindrehen der Schraube (G)
vergrößert den Luftspalt, Herausdrehen verkleinert ihn. Ziehen Sie die Mutter (F) wieder an.
Zum Angleichen des Obertransportwegs an den Weg des
unteren Transporteurs lösen Sie die Schraube (A, Fig. 21).
Verschieben des Kugelgelenks im Kulissenhebel (B) nach
vorne verkleinert den Obertransportweg, verschieben
nach hinten vergrößert ihn. Ziehen Sie die Schraube (A)
wieder an.
HINWEIS: Normalerweise werden die Transportwege von
unterem Transporteur und Obertransporteur gleich
eingestellt. Abhängig vom Nähgut kann es jedoch
erforderlich sein, den Obertransporteurweg etwas
größer einzustellen um Lagenverschiebungen auszugleichen.
Siehe auch Absatz ÄNDERN DER STICHLÄNGE.
OBERTRANSPORTEURBEWEGUNG
Typ 81500A
Bei dieser Maschine hebt der Obertransport beim Rückweg nicht ab. Er arbeitet als sogenannter Schlepp-Obertransport, der sich parallel zur Höhe des Drückerfußes
bewegt.
UPPER FEED
Standard on Styles 81500B, B1H, B2, BA, BA1H, BA2,
81500C and 81500E
SETTING THE MOTION OF THE UPPER FEED DOG
On the return travel, the upper feed dog should lift so
high that no fabric will be pulled against the sewing
direction. The motion should be set so that the rear four
teeth of the upper feed dog (B, Fig. 19) remain approx.
1/3 of their height in the presser foot slots when lifting.
For adjustment loosen the two screws (H, Fig. 19) and
raise the supporting yoke (J) when the upper feed dog
should lift more or lower it when it should lift less.
Retighten screws (H).
On request an alternating upper feed is available.
PRESSER FOOT PRESSURE
Rotate handwheel until the lower feed dog is below
the throat plate. Loosen knurled nut (A, Fig. 22) and turn
out T-screw (B) until it does not exert any pressure on
the leaf springs. In this position, the pressure exerted on
the presser foot should be so strong that the presser
foot bottom and the front end of the presser foot
tongue rest squarely on the throat plate.
By relocating the collars (C, Fig. 23) which serve as a
leaf spring rest, on the left and right presser bar, the
pressure can be changed. Raising the collars increases
the pressure, lowering the collars decreases it.
OBERTRANSPORT
Standard bei Typen 81500B, B1H, B2, BA, BA1H, BA2,
81500C und 81500E
EINSTELLUNG DER ABHEBBEWEGUNG DES OBERTRANSPORTEURS
Beim Rückweg muß der Obertransporteur so hoch abheben, daß kein Nähgut entgegen der Nährichtung
gezogen wird. Die Bewegung muß so eingestellt sein,
daß die hinteren vier Zähne des Obertransporteurs (B,
Fig. 18) beim Abheben noch mit etwa 1/3 ihrer Höhe in
den Drückerfußschlitzen sind.
Zum Einstellen lösen Sie die beiden Schrauben (H, Fig. 19)
und stellen das Stützlager (J) höher, wenn der Obertransporteur mehr oder tiefer, wenn er weniger abheben soll. Ziehen Sie die Schrauben (H) wieder an.
Auf Kundenwunsch ist auch ein alternierender Obertransport lieferbar.
DRÜCKERFUSSDRUCK
Drehen Sie das Handrad bis der untere Transporteur unter der Stichplatte steht. Lösen Sie die Rändelmutter (A,
Fig. 22) und drehen Sie die Knebelschraube (B) soweit
heraus, daß sie nicht mehr auf die Blattfedern drückt. In
dieser Stellung soll der Druck auf den Drückerfuß so stark
sein, daß die Drückerfußsohle und das vordere Ende der
Drückerfußzunge flach auf der Stichplatte aufliegt.
Durch Verstellen der als Blattfederauflage dienenden
Stellringe (C, Fig. 23) auf der linken und rechten
Drückerfußstange kann der Druck verändert werden.
Verstellen der Stellringe nach oben verstärkt, verstellen
nach unten verringert den Druck.
29
Page 30

The presser foot lift is limited with the upper stop collar
(D, Fig. 23) on the right presser bar. When the needle is
in its lowest position and the presser foot is lifted with the
presser foot lifter lever, the needle holder should not
contact the presser foot. Besides this, the lifted presser
foot should not contact the right upper spreader or
upper looper moving upwards. Set the stop collar (D)
accordingly.
Der Hub des Drückerfußes wird mit dem Anschlag-Stellring (D, Fig. 23) oben auf der rechten Drückerfußstange
begrenzt. Wenn die Nadel in der untersten Stellung ist und
der Drückerfuß mit dem Drückerfuß-Lifterhebel angehoben wird, darf der Nadelhalter den Drückerfuß nicht
berühren. Zudem darf der geliftete Drückerfuß den nach
oben gehenden rechten oberen Blindgreifer oder Obergreifer nicht berühren. Stellen Sie den Anschlag-Stellring
(D) entsprechend ein.
Make sure that both presser bars move up and down
freely without binding.
Now turn in T-screw (B, Fig. 22) until the necessary presser
foot pressure for proper feeding is exerted (determine
by sewing tests). Secure this setting with the knurled nut
(A) which simultaneously fastens the upper arm cover.
Remount the face cover and the finger guard.
CHANGING STITCH LENGTH
The length of the stitch can be adjusted by raising or
lowering stud (A, Fig. 24) in the segment slot of feed
rocker (C) located at the rear of machine below the
cloth plate. Lowering stud (A) will lengthen the stitch,
raising the stud will shorten the stitch. After loosening
nut (B), stud (A) can be moved accordingly. When the
desired stitch length is obtained, retighten nut (B).
NOTE: Any change in stitch length necessitates a
corresponding change in the rear needle
guard setting and matching of the upper feed
dog travel.
Überzeugen Sie sich, daß sich beide Drückerfußstangen,
ohne zu klemmen, auf- und abbewegen.
Nun drehen Sie die Knebelschraube (B, Fig. 22) soweit
ein, daß der zum einwandfreien Transport notwendige
Drückerfußdruck erzeugt wird (durch Nähversuche ermitteln). Sichern Sie diese Einstellung mit der Rändelmutter
(A), mit der gleichzeitig der obere Armdeckel befestigt
wird. Montieren Sie den Stirndeckel und den Fingerschutz
wieder.
ÄNDERN DER STICHLÄNGE
Die Stichlänge kann durch Höher- oder Tieferstellen des
Bolzens (A, Fig. 24) in der Nut des Transportantriebsrahmens (C), hinten an der Maschine unter der Stoffplatte, verändert werden. Tieferstellen des Bolzens (A) verlängert den Stich, Höherstellen verkürzt ihn. Nach Lösen
der Mutter (B) läßt sich der Bolzen (A) entsprechend verschieben. Wenn die gewünschte Stichlänge eingestellt
ist, ziehen Sie die Mutter (B) wieder an.
BEACHTEN SIE: Bei jeder Änderung der Stichlänge muß
der hintere Nadelanschlag entsprechend nachgestellt und der Obertransportweg angeglichen werden!
Refer to paragraphs SETTING THE REAR NEEDLE
GUARD and SETTING THE UPPER FEED DOG.
Siehe Absätze EINSTELLUNG DES HINTE-
REN NADELANSCHLAGS und EINSTELLUNG
DES OBEREN TRANSPORTEURS.
30
Page 31

SETTING THE TIME RELAYS IN THE SWITCH BOX OF HOT
THREAD CHAIN CUTTER
Styles 81500B1H, BA1H
EINSTELLUNG DER ZEITRELAIS IM STEUERGERÄT DES
HEISSSCHNEIDERS FÜR FADENKETTE
Klassen 81500B1H, BA1H
The switch box includes two time relays marked K2T
and K4T.
Set the heat up periode for the knife for hot cutter on
relay K2T to approximately 3 seconds.
Choose the time delay between two cutting
operations on relay K4T. Recommended delay should
be set to approximately 10 seconds.
Der Schaltkasten beinhaltet zwei Zeitrelais, die mit K2T
und K4T gekennzeichnet sind.
Stellen Sie die Aufheizperiode für die Schneide des
Heissschneiders am Zeitrelais K2T auf ca. 3 Sekunden
ein.
Wählen Sie die Pausenzeit zwischen zwei Schneidvorgängen am Zeitrelais K4T. Die empfohlene Pause sollte
ca. 10 Sekunden betragen.
TORQUE REQUIREMENTS
Torque specifications given in this catalog are
measured in Nm (Newtonmeter and inch-pound
(in.lbs.). All straps and eccentrics must be tightened to
2.2 - 2.4 Nm (19 - 21 in.lbs), unless otherwise noted. All
nuts, bots, screws etc. without torque specifications
must be secured as tightly as possible, unless otherwise
noted. Special torque specifications of connecting
rods, links, screws etc. are shown on part illustrations.
ERFORDERLICHE DREHMOMENTE
Die Drehmomente werden in diesem Katalog in Nm
(Newtonmeter) und inch-pound (in.lbs.) angegegen.
Alle Verbindungslager und Exzenter sollen mit 2,2 - 2,4
Nm (19 - 21 in.lbs.) angezogen werden, wenn nicht
anders angegeben. Alle Muttern, Bolzen, Schrauben
usw. ohne Drehmomentangaben müssen so stark wie
möglich angezogen werden, wenn nicht anders angegeben. Spezielle Drehmomentangaben von
Verbindungsstangen, Gelenken, Schrauben usw. finden
Sie bei den Teileabbildungen.
31
Page 32

ORDERING WEAR AND SPARE PARTS
BESTELLUNG VON VERSCHLEISS- UND ERSATZTEILEN
The following section of this manual simplifies ordering
wear and spare parts. Exploded views of various
sections of the mechanism are shown so that the parts
may be seen in their actual position in the sewing
machine. On the page opposite the illustration will be
found a listing of the parts with their part numbers,
descriptions and the number of pieces required in the
particular view being shown.
Numbers in the first column are reference numbers
only, and merely indicate the position of that part in
the illustration. Reference numbers should never be
used in ordering parts. Always use the part number
listed in the second column.
Component parts of sub-assemblies which can be
furnished for repairs are indicated by indenting their
description under the description of the main subassembly. As an example refer to the following text:
18 G15442 P Ball Joint Assembly
19 81345 Ball Stud
20 G15442 R Shell
21 22729 Screw
Where the construction permits, each part is stamped
with its part number. Some smaller parts and parts
where the construction does not permit, are marked
with identification letters, to distinguish the part from
similar ones (e.g. "GP" thread hook, part No. 81310,
"WL-19" presser foot tongue, part No. 81597 A-19).
Der folgende Teil dieses Handbuches vereinfacht die
Bestellung von Verschleiß- und Ersatzteilen. Explosionszeichungen der einzelnen Gruppen des Mechanismus zeigen die Lage der Einzelteile in der Nähmaschine.
Auf der der Bildseite gegenüberliegenden Seite befindet
sich ein Verzeichnis der Teile mit Teilnummern, Beschreibungen und der für den gezeigten Bildausschnitt benötigten Anzahl.
Die Nummern in der ersten Spalte sind Positionsnummern
und zeigen lediglich, wo das Teil in der Abbildung zu finden ist. Positionsnummern dürfen bei Teilebestellungen
nie verwendet werden. Verwenden Sie immer die Teilenummer in der zweiten Spalte.
Einzelteile von Komplettteilen, die als Ersatzteile geliefert
werden können, sind durch Einrücken ihrer Beschreibung
unterhalb der Beschreibung des Kompletteiles gekennzeichnet. Als Beispiel siehe folgenden Text:
Kugelgelenk komplett 1
Kugelschraube 2
Lagerschale 1
Schraube 4
Sofern es die Konstruktion erlaubt, ist jedes Teil mit seiner
Teilnummer gekennzeichnet. Einige kleine Teile und Teile
wo es die Konstruktion nicht erlaubt sind mit Kennbuchstaben gezeichnet, um das Teil von ähnlichen Teilen zu unterscheiden (z. B. "GP" Fadenhaken, Teil Nr. 81310,
"WL-19" Drückerfußzunge, Teil Nr. 81597 A-19).
At the back of the manual will be found a numerical
index of all parts shown in this manual. This will facilitate
locating the illustration and description when only a
part number is known.
IMPORTANT! ON ALL ORDERS, PLEASE INCLUDE PART
NUMBER, PART NAME, QUANTITY REQUIRED AND STYLE OF MACHINE FOR
WHICH PART IS ORDERED.
Am Ende des Handbuches befindet sich ein Nummernverzeichnis sämtlicher im Handbuch dargestellter Teile.
Dies erleichtert das Auffinden der Abbildung und Beschreibung, wenn nur eine Teilenummer bekannt ist.
WICHTIG! BITTE GEBEN SIE AUF ALLEN BESTELLUNGEN
DIE TEILENUMMER, DIE TEILEBESCHREIBUNG,
DIE BENÖTIGTE MENGE UND DEN
MASCHINENTYP, FÜR DEN DAS TEIL BESTELLT
WIRD, AN.
32
Page 33

VIEWS AND DESCRIPTION
OF PARTS
DARSTELLUNGEN UND
TEILEBESCHREIBUNGEN
33
Page 34

34
Page 35

Ref. No.
Pos. Nr.
Part No.
Teil Nr.
BUSHING, SIGHT FEED OILER, OILERS
BUCHSEN, TROPFÖLER
Description Beschreibung
Amt. Req.
Anzahl
1*
2*
3
4
5
6
7
8
9
10
11*
12*
13
14
15
16
17*
18*
19
20
21
22
23
24
25
26*
27
28
29
30
31
32
33
34
35*
36
37
38
39
40
41
42
43
80862
81373A
80293A
22894K
22894J
666-79
80846
89
80644
88
80640EA
80694DA
M129KR
TR118
999-216E
95861
80692EA
81240DA
29111C
81261
81260
15465F
88B
12987A
22539
80694DB
80885
80885C
22596D
999-106D
80885B
22891
80885A
HA81
HA95
81394BA
M129KD
21380V
666-197
80689C
80689D
15430L
WO3
Presser Bar Bushing
Needle Bar Bushing
Oil Distributor
Spot Screw, headless
Set Screw
Sight Feed Oiler
Bushing for needle lever shaft
Spot Screw, headless
Plug Screw
Set Screw
Bushing, left for upper feed drive shaft
Bushing, right for upper feed drive shaft
Sticker "OIL"
Transfer
Plug
Screw
Bushing for feed rocker shaft
Bushing for looper driver rocker shaft
Bushing and Cone Shaft Assembly
for looper lever
Bushing
Cone Shaft
Cone
Set Screw
Nut
Plug Screw
Bushing for crankshaft, left
Ball Bearing Assembly for crankshaft
Retaining Ring
Screw
Deep Groove Ball Bearing
Hub
Screw
Housing
Spot Screw, headless
Set Screw
Bushing for crankshaft, middle
Transfer MIRAKLES
Style Plate
Grooved Drive Pin
Spring Valve Oiler
Spring Valve Oiler
Felt
Rayon / Wool
Buchse für Drückerfußstange
Buchse für Nadelstange
Ölverteiler
Gewindestift mit Spitze
Gewindestift
Tropföler
Buchse für Nadelhebelwelle
Gewindestift mit Spitze
Verschlußschraube
Gewindestift
Buchse, links für Obertransport-Antriebswelle
Buchse, rechts für Obertransport-Antriebswelle
Aufkleber "OIL" (Öl)
Abziehbild
Verschlußstopfen
Schraube
Buchse für Transportrahmenwelle
Buchse für Greiferantriebs-Schwingwelle
Buchse und Konuswelle, komplett für
Greiferhebel
Buchse
Konuswelle
Konus
Gewindestift
Mutter
Verschlußschraube
Buchse für Kurbelwelle, links
Kugellager, komplett für Kurbelwelle
Haltering
Schraube
Rillenkugellager
Nabe
Schraube
Lager
Gewindestift mit Spitze
Gewindestift
Buchse für Kurbelwelle, Mitte
Abziehbild MIRAKLES
Typenschild
Kerbnagel
Kugelöler
Kugelöler
Filz
Dochtwolle
4
2
1
1
1
1
2
2
2
2
1
1
4
1
1
3
2
2
1
1
1
1
2
2
2
1
1
1
3
1
1
2
1
1
1
1
1
1
2
3
6
1
1
NOTE: Bushings marked with an asterisk are cemented
in the bed casting. Instead of single bushings
we recommend to order the following repair
sets which include the required amount of
bushings with engineering adhesive and
instructions.
29916RED
29916REF
29916REM
29916REL
29916RER
29916RET
IMPORTANT! When cementing align the oil holes in the
Presser Bar Bushings (Ref. No. 1)
Needle Bar Bushings (Ref. No. 2)
Bushings for upper feed drive shaft
(Ref. Nos. 11 and 12)
Bushings for feed drive shaft
(Ref. No. 17)
Bushings for looper drive rocker shaft
(Ref. No. 18)
Bushings for crankshaft (Ref. Nos. 26
and 36)
bushings with the oil holes in the bed
casting!
BEACHTEN SIE: Mit einem Sternchen bezeichnete Buch-
sen sind im Gußgehäuse eingeklebt. Wir empfehlen,
anstelle der einzelnen Buchsen folgende Reparatur-
sätze zu bestellen, welche die benötigte Anzahl Buchsen mit Konstruktionskleber und Anleitung enthalten.
Buchsen für Drückerfußstangen (Pos. Nr. 1)
Nadelstangenbuchsen (Pos. Nr. 2)
Buchsen für Obertransport-Antriebswelle
(Pos. Nrn. 11 und 12)
Buchsen für Transportrahmenwelle
(Pos. Nr. 17)
Buchsen für Greiferantriebs-Schwingwelle
(Pos. Nr. 18)
Buchsen für Kurbelwelle (Pos. Nrn. 26
und 36)
WICHTIG! Richten Sie beim Einkleben die Ölboh-
rungen in den Buchsen zu den Ölbohrungen im Gußgehäuse aus!
35
1
1
1
1
1
1
1
Page 36

36
Page 37

CLOTH PLATE, BASE PLATE, GUARDS AND MISCELLANEOUS COVERS
STOFFPLATTE, GRUNDPLATTE, SCHUTZTEILE UND VERSCHIEDENE ABDECKUNGEN
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
9A*
10
11
12
13
14
15
16*
17*
18
19
20
21
22
Part No.
Teil Nr.
80673CB
80888
80764
35733B
81387
22528
A9453A
AS126
81301D
99711LH
80437A
88B
81239
80438
80440
22574
99711LHA
95303
80280A
96664
G105B
21681
G50-42
Description Beschreibung
Needle Bar Guard
Arm Cover
T-Screw
Knurled Nut
Face Cover
Screw
Finger Guard
Washer
Cloth Plate Assembly for 81500A, B,
B2, BA, BA2, C, E
Cloth Plate Assembly for 81500B1H,
BA1H
Hinge Pin
Set Screw
Locking Bolt
Spring
Locking Bolt Knob
Countersunk Screw
Insert for cloth plate
Screw
Base Plate
Roll Pin
Screw with nut and washer
T-Screw for sewing machine
Pin
Nadelstangenschutz
Armdeckel
Knebelschraube
Rändelmutter
Stirndeckel
Schraube
Fingerschutz
Scheibe
Stoffplatte, komplett für 81500A, B,
B2, BA, BA2, C, E
Stoffplatte, komplett für 81500B1H,
BA1H
Scharnierstift
Gewindestift
Rastbolzen
Feder
Griffschraube für Rastbolzen
Senkschraube
Einsatz für Stoffplatte
Senkschraube M3 x 8
Grundplatte
Spannhülse
Schraube mit Mutter und Scheibe
Knebelschraube für Nähmaschine
Stift
Amt. Req.
Anzahl
1
1
1
1
1
2
1
1
1
1
1
2
1
1
1
3
1
2
1
1
4
2
1
9A* 99711LH Cloth Plate
consists of:
9 81301D Cloth Plate
16* 99711LHA Insert for cloth plate
17* 95303 Screw
9A* 99711LH Stoffplatte
bestehend aus:
9 81301D Stoffplatte
16* 99711LHA Einsatz für Stoffplatte
17* 95303 Senkschrauben
37
Page 38

38
Page 39

Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17*
17A*
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
Part No.
Teil Nr.
HS106
80669B
80676A
HA1349
HS110A
110-3
110-2
107
108
80667
81256A
22560B
AS135
HA103B
28C
22894AD
81559A
81559
BP108
22894YA
22894W
81254B
80665D
806689
88
HS53B
22560
HA1286B
12954C
81086G
22894AD
81267
93A
THREAD TENSIONS AND THREAD GUIDE PARTS
FADENSPANNUNGEN UND FADENFÜHRUNGSTEILE
Description
Tension Post for 81500A, B, BA
81500C
81500E
Tension Post Ferrule for
81500A, B, BA
81500C
81500E
Tension Disc for 81500A, B, BA
81500C
81500E
Tension Sleeve for 81500A, B, BA
81500C
81500E
Spring for Needle Thread Tension, all
Styles, except 81500E
Spring for Needle Thread Tension,
for 81500E
Spring for Looper Thread Tension
for 81500A, B, BA
81500C
Tension Spring Ferrule for
81500A, B, BA
81500C
81500E
Tension Nut for 81500A, B, BA
81500C
81500E
Pin for Tension Discs for
81500A, B, BA
81500C
81500E
Thread Sleeve
Set Screw
Holder
Eylelet
Set Screw for Eyelet
Set Screw
Needle Bar Conn. for straight pin "FK"
Needle Bar Conn. for taper pin "GD"
Hex. Head Cap Screw
Set Screw
Set Screw
Eyelet
Needle Thread Take-up Roller Assm.
Take-up Roller
Set Screw
Roller Stud Assembly
Set Screw
Spring
Spring Ball
Roller Stud
Set Screw
Looper Thread Guide for
81500A, B, BA, C
Screw
Beschreibung
Spannungsbolzen für 81500A, B, BA
81500C
81500E
Hülse für Spannungsbolzen für
81500A, B, BA
81500C
81500E
Spannungsscheibe für 81500 A, B, BA
81500C
81500E
Federhülse für 81500A, B, BA
81500C
81500E
Feder für Nadelfadenspannung, alle
Typen, außer 81500E
Feder für Nadelfadenspannung
für 81500E
Feder für Greiferfadenspannung
für 81500 A, B, BA
81500C
Spannungsfeder-Hülse für
81500A, B, BA
81500C
81500E
Spannungsmutter für 81500A, B, BA
81500C
81500E
Stift für Spannungsscheiben für
81500A, B, BA
81500C
81500E
Fadenhülse
Gewindestift
Halter
Fadenöse
Gewindestift für Fadenöse
Gewindestift für Fadenöse
Nadelstangenmitnehmer für zylind. Stift "FK"
Nadelstangenmitnehmer für kon. Stift "GD"
Sechskantschraube
Gewindestift
Gewindestift
Fadenöse
Nadelfadenabzugsrolle, komplett
Abzugsrolle
Gewindestift
Rollenbolzen, komplett
Gewindestift
Feder
Federkugel
Rollenbolzen
Gewindestift
Greiferfadenführung für
81500A, B, BA, C
Schraube
Amt. Req.
Anzahl
2
3
1
2
3
1
4
6
2
2
3
1
1
1
1
2
2
3
1
2
3
1
2
3
1
3
3
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
1
1
1
1
1
1
* Further parts see page 43 * Weitere Teile siehe Seite 43
Ref. Nos. 33-41 see page 41
Pos. Nrn. 33 - 41 siehe Seite 41
39
Page 40

40
Page 41

Ref. No.
Pos. Nr.
THREAD TENSIONS AND THREAD GUIDE PARTS
FADENSPANNUNEN UND FADENFÜHRUNGSTEILE
Part No.
Teil Nr.
Ref. Nos. 1 - 32 see page 39 Pos. Nrn. 1 - 32, siehe Seite 39
Description
Beschreibung
Amt. Req.
Anzahl
33
34
35
36
37
38
39
40
41
81256A
81254A
22894AD
81252
81392
88
81350D
80696A
99623A
Thread Sleeve for looper thread
for 81500A, B, BA
Eyelet for looper threads
for 81500C
Set Screw
Looper Thread Guide for
81500A, B, BA
Looper Thread Guide for 81500C
Set Screw
Looper Thread Guide
Stud
Spacer for lower looper thread
tension post for 81500C
Fadenhülse für Greiferfäden
für 81500A, B, BA
Fadenführung für Greiferfäden
for 81500C
Gewindestift
Greiferfadenführung für
81500A, B, BA
Greiferfadenführung für 81500C
Gewindestift
Greiferfadenführung
Bolzen
Distanzbuchse für unteren GreiferfadenSpannungsbolzen für 81500C
1
1
1
1
1
1
1
1
1
41
Page 42

42
Page 43

NEEDLE BAR, NEEDLE LEVER, CRANK SHAFT, HANDWHEEL
NADELSTANGE, NADELHEBEL, KURBELWELLE, HANDRAD
Ref. No.
Pos. Nr.
9A*
13A*
14A*
15A*
24**
26A*
27A*
28A*
33A*
35A*
Part No.
Teil Nr.
81317
1
80620H
1A
81566
2
22536
3
81518
4
96B
5
HA61D
6
G89
7
V80715A
8
81559A
9
81559
BP108
10
22894AY
11
22894W
12
HA54B
13
HA54A
51134Y
14
51134V
80715A
15
80715
22894AY
16
22894BC
17
22894J
18
22894H
19
96653
20
BP108
21
80776
22
80774
23
22882
80772
25
80771A
26
80771
51134Y
27
51134V
80770A
28
80770
22894AY
29
80679
30
80768
31
79
32
80732A
33
80732
22894AD
34
51134Y
35
51134V
228070
36
258
37
22707
38
907
39
29066LA
40
80650LA
41
22587
42
80656
43
80636A
44
G22515A
45
80630C
46
80630
47
80630G
48
80630D
49
PI18
50
80652
51
22587
52
81322A
53
HA66K
54
80885
55
80621A
56
81321B
57
80
58
80674
59
80
60
80643
61
A9469N
62*
22574
63*
* Extra order und charge item
** Used on alternating upper feed only
Description
Needle Bar
Sleeve
Collar for 81500A
Screw
Needle Holder
Set Screw for needle
Screw for needle for 81500A
Spot Screw, headless
Needle Lever Assembly
Needle Bar Conn. for straight pin, "FK"
Needle Bar Conn. for taper pin, "GD"
Hex. Head Cap Screw
Set Screw
Set Screw
Connecting Link for straight pin
Connecting Link for taper pin
Link Pin, straight, Ø 6.53 mm
Taper Pin
Needle Lever for straight pin
Needle Lever for taper pin
Set Screw
Set Screw
Set Screw
Set Screw
Roll Pin
Hex. Head Cap Screw
Stud for all Styles, except 81500A
Guide for all Styles, except 81500A
Hex Head Cap Screw
Washer, leather, except 81500A
Link for straight pin
Link for taper pin
Link Pin, straight, Ø 6.53 mm
Taper Pin
Lift Lever for straight pin
Lift Lever for taper pin
Set Screw
Sliding Block for all Sty., ex. 81500A
Yoke for all styles, except 81500A
Screw
Guide Link for straight pin
Guide Link for taper pin
Set Screw
Link Pin, straight, Ø 6.53 mm
Taper Pin
Shank Screw
Nut
Screw
Nut
Needle Lever Ball Link
Shell
Screw
Ball Stud
Guide Fork
Screw
Nut, left hand thread
Needle Lever Connecting Rod
Oil Felt
Nut, right hand thread
Pin for oil felt
Shell
Screw
Crank Shaft
Woodruff Key
Ball Bearing Ass. (comp. see page 32)
Hub for handwheel
Handwheel
Countersunk Screw
Lock Washer for hub
Countersunk Screw
Needle Lever Shaft
Adapter
Countersunk Screw for A9469N
Beschreibung
Nadelstange
Spannhülse
Stellring für 81500A
Schraube
Nadelhalter
Gewindestift für Nadel
Schraube für Nadel für 81500A
Gewindestift mit Spitze
Nadelhebel, komplett
Nadelstangenmitnehmer für zylindr. Stift, "FK"
Nadelstangenmitnehmer für kon. Stift, "GD"
Sechskantschraube
Gewindestift
Gewindestift
Verbindungsgelenk für zylindrischen Stift
Verbindungsgelenk für konischen Stift
Gelenkstift, zylindrisch, Ø 6,53 mm
Gelenkstift, konisch
Nadelhebel für zylindrischen Stift
Nadelhebel für konischen Stift
Gewindestift
Gewindestift
Gewindestift
Gewindestift
Spannhülse
Sechskantschraube
Bolzen für alle Typen, außer 81500A
Führung für alle Typen, außer 81500A
Sechskantschraube
Scheibe, Leder, außer 81500A
Gelenk für zylindrischen Stift
Gelenk für konischen Stift
Gelenkstift, zylindrisch, Ø 6,53 mm
Gelenkstift, konisch
Hubhebel für zylindrischen Stift
Hubhebel für konischen Stift
Gewindestift
Gleitstein für alle Typen, außer 81500A
Stützlager für alle Typen, außer 81500A
Schraube
Führungsgelenk für zylindrischen Stift
Führungsgelenk für konischen Stift
Gewindestift
Gelenkstift, zylindrisch, Ø 6,53 mm
Gelenkstift, konisch
Zapfenschraube
Mutter
Schraube
Mutter
Kugelgelenk am Nadelhebel
Lagerschale
Schraube
Kugelbolzen
Führungsgabel
Schraube
Mutter, Linksgewinde
Nadelhebel-Verbindungsstange
Ölfilz
Mutter, Rechtsgewinde
Stift für Ölfilz
Lagerschale
Schraube
Kurbelwelle
Scheibenfeder
Kugellager, komplett (Einzelteile siehe Seite 32)
Nabe für Handrad
Handrad
Senkschraube
Befestigungsscheibe für Nabe
Senkschraube
Welle für Nadelhebel
Synchronisatorstutzen
Senkschraube für A9469N
* Gegen zusätzliche Bestellung und Berechnung
43
** Nur bei alternierendem Obertransport verwendet
Amt. Req.
Anzahl
1
1
1
2
1
1
1
1
1
1
1
1
1
2
1
1
2
2
1
1
1
2
1
1
1
1
1
1
2
1
1
1
1
1
1
1
2
1
1
2
1
1
4
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
3
1
1
1
1
3
Page 44

44
Page 45

Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
Part No.
Teil Nr.
G29442L
G29442LA
80236
88F
666-19
PI18
81342
22894K
22894C
81336A
22524
81349
81240
80691
81338
74A
81337
G15442P
81345
G15442R
22729
81345A
18
81348
81313
98
74F
99240
57849C
18
81339
BP108
81358
81358B
HS36K
81358A
22729
18
18
35741A
269
81357
81345
81357A
22729
81348
81313A
98
74F
18
81251B
90
81255A
81354
318
81257
LOOPER DRIVE MECHANISM
GREIFERANTRIEBSMECHANISMUS
Description
Upper Spreader / Looper Drive
Eccentric Assembly
Lower Looper Drive Eccentric Assy.
Connection
Shoulder Screw
Oil Wick
Pin for oil wick
Eccentric
Spot Screw, headless
Set Scre
Guide Disc
Countersunk Screw
Ball Stud
Rocker Shaft for lloper drive
Nut
Rocker Lever
Hex. Head Cap Screw
Rocker Lever
Ball Joint Assembly
Ball Stud
Shell
Screw
Washer
Nut
Locking Disc
Lower Looper Lever
Set Screw
Set Screw
Screw
Washer
Nut
Drive Lever for upper spreader/looper
Hex. Head Cap Screw
Ball Joint Assembly
Ball Stud
Washer
Shell
Screw
Nut
Nut
Connecting Rod
Nut, left hand thread
Ball Joint Assembly
Ball Stud
Shell
Screw
Locking Disc
Spreader Lever
Set Screw
Screw
Nut
Shaft for spreader lever
Screw
Bearing for spreader/looper lever shaft
Bushing
Screw
Washer
Beschreibung
Exzenter für oberen Blindgreifer-/
Greiferantrieb, komplett
Exzenter für Untergreiferantrieb, komplett
Verbindungslager
Ansatzschraube
Öldocht
Stift für Öldocht
Exzenter
Gewindestift mit Spitze
Gewindestift
Führungsscheibe
Senkschraube
Kugelbolzen
Schwingwelle für Greiferantrieb
Mutter
Schwinghebel
Sechskantschraube
Schwinghebel
Kugelgelenk, komplett
Kugelschraube
Lagerschale
Schraube
Scheibe
Mutter
Rastscheibe
Untergreiferhebel
Gewindestift
Gewindestift
Schraube
Scheibe
Mutter
Antriebshebel für oberen Blindgreifer/Greifer
Sechskantschraube
Kugelgelenk, komplett
Kugelschraube
Scheibe
Lagerschale
Schraube
Mutter
Mutter
Verbindungsstange
Mutter, Linksgewinde
Kugelgelenk, komplett
Kugelschraube
Lagerschale
Schraube
Restscheibe
Blindgreiferhebel
Gewindestift
Schraube
Mutter
Achse für Blindgreiferhebel
Schraube
Lager für Blindgreifer-/ Greiferhebelachse
Buchse
Schraube
Scheibe
Amt. Req.
Anzahl
1
1
1
4
2
2
1
1
1
1
2
1
1
2
1
2
1
1
2
1
4
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
2
1
1
2
2
1
1
1
1
2
2
2
NOTE: on page 35:
* See
29916REG Bushings for spreader/looper lever
shaft (Ref. No. 54) repair set
IMPORTANT! When cementing align the oil holes in the
bushings with the oil holes in the bed casting!
* Siehe
Buchsen für Blindgreifer-/ Greiferhebelachse
(Pos. Nr. 54), Reparatursatz
BEACHTEN SIE: auf Seite 35:
WICHTIG! Richten Sie beim Einkleben die Ölbohrun-
gen in den Buchsen zu den Ölbohrungen
im Gußgehäuse aus!
45
Page 46

46
Page 47

Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
38A
39
40
41
42
43
44
44A*
44B*
44C*
44D
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
UPPER AND LOWER FEED DRIVE MECHANISM
OBER- UND UNTERTRANSPORT-ANTRIEBSMECHANISMUS
Part No.
Teil Nr.
80740
80791
BP108
51147
95
80790
BP109
52951C
G29139
1230A
22587
21710
21711
21712
80630C
80730
15430L
80630D
G29099Q
666-19
PI18
15430M
22587
81306
22894C
22894L
81234A
81235
22894AD
80755
2145
97A
36E
HS36K
21212
18
80233
89
22596B
11
482C
22894C
8A
FP80234BA
88
22686C
69H
51487
22596
97X
HA23
93A
HA10B
93A
HS70A
80680C
AS70A
18
20
HA43X
22894D
G29099RA
81351
22587
666-121
666-19
80654A
81395
22894L
80696
HA20A
HA18A
96676
* Further parts see pages 57 and 59 * Weitere Teile siehe Seiten 57 und 59
Description Beschreibung
Drive Shaft
Drive Lever
Hex. Head Cap Screw
Collar
Set Screw
Rocker Lever
Hex. Head Cap Screw
Washer (as required)
Ball Link
Shell
Screw
Ball Stud
Nut
Washer
Nut, left hand thread
Connecting Rod
Oil Felt
Nut, right hand thread
Drive Eccentric Assembly
Oil Wick
Pin for oil wick
Shell
Screw
Eccentric
Set Screw
Spot Screw, headless
Feed Lever
Stud
Set Screw
Connecting Link Assembly
Shell
Shoulder Screw
Ball Stud
Washer
Ring
Nut
Feed Rocker
Set Screw for all Styles, exc. 81500A
Screw for 81500A
Feed Bar Shaft
Collar
Set Screw
Feed Rocker Shaft
Feed Bar Assembly
Set Screw for all Styles, exc. 81500A
Stud
Washer
Nut
Screw for 81500A
Screw for feed dog height adjustment
Guide Plate
Screw
Guide
Screw
Oil Felt
Oil Felt
Holder for oil felt
Nut
Washer
Feed Lift Eccentric
Spot Screw, headless
Feed Drive Eccentric Assembly
Connecting Link
Screw
Oil Wick
Oil Wick
Bushing
Eccentric
Spot Screw, headless
Stud
Washer
Nut
Roll Pin
Antriebswelle
Antriebshebel
Sechskantschraube
Stellring
Gewindestift
Kulissenhebel
Sechskantschraube
Scheibe (nach Bedarf)
Kugelgelenk
Lagerschale
Schraube
Kugelbolzen
Mutter
Scheibe
Mutter, Linksgewinde
Verbindungsstange
Ölfilz
Mutter, Rechtsgewinde
Antriebsexzenter, komplett
Öldocht
Stift für Öldocht
Lagerschale
Schraube
Exzenter
Gewindestift
Gewindestift mit Spitze
Transporteurhebel
Bolzen
Gewindestift
Verbindungsgelenk, komplett
Lagerschale
Ansatzschraube
Kugelschraube
Scheibe
Ring
Mutter
Transportantriebsrahmen
Gewindestift für alle Typen, außer 81500A
Schraube für 81500A
Transporteurträgerachse
Stellring
Gewindestift
Achse für Transportantriebsrahmen
Transporteurträger, komplett
Gewindestift für alle Typen, außer 81500A
Gewindestift
Unterlagscheibe
6 Kt Mutter
Schraube für 81500A
Schraube für Transporteur-Höheneinstellung
Führungsplatte
Schraube
Führung
Schraube
Ölfilz
Ölfilz
Halter für Ölfilz
Mutter
Scheibe
Transporthubexzenter
Gewindestift mit Spitze
Transportantriebsexzenter, komplett
Verbindungsgelenk
Schraube
Öldocht
Öldocht
Buchse
Exzenter
Gewindestift mit Spitze
Bolzen
Scheibe
Mutter
Spannstift
47
Amt. Req.
Anzahl
1
1
1
1
2
1
1
1-2
1
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
2
1
1
4
2
1
1
2
1
2
2
1
2
2
1
1
2
1
1
1
2
1
1
1
1
2
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
Page 48

48
Page 49

PRESSER BARS, PRESSER BAR SPRINGS AND PRESSER FOOT LIFTER LEVER
DRÜCKERFUSSSTANGEN, FEDERN FÜR DRÜCKERFUSSSTANGEN UND DRÜCKERFUSSLIFTERHEBEL
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
14A
15
Part No.
Teil Nr.
80648
420
80649
80631
94
81566A
99376A
80666D
22894C
80663
80664
80766
80676A
80760A
A10455E
81360A
Description
Lifter Lever
Shoulder Screw for lifter lever
Spring
Guide Plate
Screw
Collar
Screw
Collar
Set Screw
Leaf Spring, upper
Leaf Spring, lower
Spring Rest
Shank Screw
Presser Bar, left for 81500A, B, BA, C, E
Presser Bar, left for 81500B1H, B2,
BA1H, BA2
Presser Bar, right
Beschreibung
Lifterhebel
Ansatzschraube für Lifterhebel
Feder
Führungsplättchen
Schraube
Stellring
Schraube
Stellring
Gewindestift
Blattfeder, oben
Blattfeder, unten
Federunterlage
Schaftschraube
Drückerfußstange, links für 81500A, B, BA, C, E
Drückerfußstange, links für 81500B1H, B2,
BAH,BA2
Drückerfußstange, rechts
Amt. Req.
Anzahl
1
1
1
1
4
2
1
1
2
1
1
1
1
1
1
1
49
Page 50

50
Page 51

ELECTRO-PNEUMATIC PARTS KIT FOR UPPER FEED PRESSURE AND LIFTER FOR 81500B1H, B2, BA1H, BA2
WITH ELECTRONIC DRIVE
ELEKTROPNEUMATIK-TEILESATZ FÜR OBERTRANSPORTDRUCK UND -LIFTUNG FÜR 81500B1H, B2, BA1H, BA2
MIT ELEKTRONIK-ANTRIEB
Ref. No.
Pos. Nr.
Part No.
Teil Nr.
Description
Beschreibung
Amt. Req.
Anzahl
1-33,35
1-22,
24-35
1
2
3*
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
23A**
24
25
26
27
28
29
30
31
32*
33
34
34A**
35
A10455-813E
A10455H813E
671A1
999-411G1/8-4
1314003
21233FB
671G22
999-194Q
999-411M5-4
95291
671G23
671C25
80783
99373G
HA20B
999-172C
999-400M5-4
999-430-4-4
99590J
95111
90561K
999-174D
998-429B
999-292
995-735Q
90233CX
99683M
999-179
999-254N
999-254D
999-210A
99683C
90561K
999-411G1/8-6
1314001
999-460M5-4
995-735QH
995-852FH
A10455E
Electro-Pneumatic Parts Kit for upper
feed pressure and lifter for
81500B2, BA2
Electro-Pneumatic Parts Kit for upper
feed pressure, lifter and hot thread
chain cutter for 81500B1H, BA1H
Air Cylinder with nut
Corner Connection
PA-Tube 4 x 0.65, length 3 m
Nut
Cylinder Rod End
Air Cylinder with nut
Coupling
Nut
Cylinder Rod End
Connection
Bracket
Screw
Washer
Speed Regulating Valve
Coupling
Coupling
Bracket
Screw
Wood Screw
4 Way Solenoid Valve 24 V DC
Coupler Plug
Coupling
Cable with plug, 37 pins,
for 997A735, not shown
Cable with plug, 6 pins, for 997A730
Filter Regulator Assembly
Filter Regulator
O-Ring
Filter Glass with condence drain
Barbed Fitting
Holder
Wood Screw
Coupling
PA-Tube 6 x 1, length 1.5 m
Speed Regulating Coupling
Cable with plug, 37 pins, for
997A735, not shown
Cable with plug, 37 pins, for
997A852, not shown
Presser Bar, left for 81500B1H,
B2, BA1H, BA2, see page 49
Elektropneumatik-Teilesatz für Obertransportdruck und -liftung für
81500B2, BA2
Elektropneumatik-Teilesatz für Obertransportdruck, -liftung und FadenkettenHeißschneider für 81500B1H, BA1H
Luftzylinder mit Mutter
Winkeleinschraubanschluß
PA-Schlauch 4 x 0,65, Länge 3 m
6Kt Mutter
Druckstück
Luftzylinder mit Mutter
Winkeleinschraubanschluß
6Kt Mutter
Druckstück
Mitnehmer
Halter für Zylinder
6Kt Schraube
Scheibe
Drosselrückschlagventil
Einschraubanschluß gerade
Y-Steckanschluß
Platte für Magnetventil
Senkschraube
Holzschraube
4/2 Wege-Magnetventil 24 V DC
Gerätedose
Steckkupplung
Steuerltg. mit Stecker, 37 Stifte,
für 997A735, nicht abgebildet
Steuerltg. mit Stecker, 6 Stifte, für 997A730
Filterdruckminderer, komplett
Filterdruckminderer
O-Ring
Filterglas mit Ablaßventil
Stecknippel
Halter
Holzschraube
Winkeleinschraubanschluß
PA-Schlauch 6 x 1, Länge 1,5 m
Drosselrückschlag-Verschraubung
Steuerleitung mit Stecker, 37 Stifte, für
997A735, nicht abgebildet
Steuerleitung mit Stecker, 37 Stifte, für
997A852, nicht abgebildet
Drückerfußstange, links für 81500B1H,
B2, BA1H, BA2, siehe Seite 49
1
1
1
1
1
1
1
1
1
1
1
1
1
3
3
1
2
1
1
2
2
1
1
2
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
* Please indicate part No., description and required
length when ordering!
** Extra order and charge item.
51
* Geben Sie beim Bestellen bitte Teil-Nr., Beschrei-
bung und die benötigte Länge an.
** Gegen zusätzliche Bestellung und Berechnung.
Page 52

52
Page 53

CONTROL FOR ELECTRO-PNEUMATIC HOT THREAD CHAIN CUTTER FOR 81500B1H, BA1H
STEUERUNG FÜR ELEKTROPNEUMATISCH BETÄTIGTEN FADENKETTEN-HEISSSCHNEIDER FÜR 81500B1H, BA1H
Ref. No.
Pos. Nr.
3**
3A**
Part No.
Teil Nr.
1
99712HAE
134001
2*
995-735QH
995-852FH
998-429B
4
999-174D
5
6
90561K
95111
7
99590J
8
9
998-338
999-99
10
999-176
11
12
999-185
999-401G1/8-6
13
999-411G1/8-6
14
15
90235FG
90242TA
16
* Please indicate part No., description and required
length when ordering.
Description
Control for Hot Thread Chain Cutter
PA Tube 6 x 4; 1 m long
Cable for 997A735
Cable for 997A852
Coupler Plug
Solenoid Valve
Screw
Screw
Bracket
Knee Switch
Reduction Valve
Connector
T-Connector
Straight Connector
Corner Connector
Terminal Box, not shown
Control Board, not shown,
see page 55
Beschreibung
Steuerung für Fadenketten-Heißschneider
PA-Schlauch 6 x 4; 1 m lang
Steuerleitung für 997A735
Steuerleitung für 997A852
Gerätedose
4/2 Wege Magnetventil
Spanplattenschraube 5 x 25
Senkschraube M4x10
Platte für Magnetventil
Knieschalter
Druckminderer
Doppelnippel
T-Verteiler
Gerader Einschraubeanschluß
Winkeleinschraubanschluß
Verteilerdose, nicht abgebildet
Leiterplatte, nicht abgebildet,
siehe Seite 55
Amt. Req.
Anzahl
1
1
1
1
1
2
2
1
1
1
2
1
1
1
1
1
* Geben Sie beim Bestellen bitte Teil Nr.,
Beschreibung und die benötigte Länge an.
** Extra order and charge item, see also page 51.
** Gegen zusätzliche Bestellung und Berechnung, siehe auch Seite 51.
53
Page 54

54
Page 55

CONTROL FOR ELECTRO-PNEUMATIC HOT THREAD CHAIN CUTTER 81500B1H, BA1H
STEUERUNG FÜR ELEKTROPNEUMATISCH BETÄTIGTEN FADENKETTEN-HEISSSCHNEIDER 81500B1H, BA1H
Ref. No.
Pos. Nr.
1
2
Part No.
Teil Nr.
90242TA
Description
Control Box of hot thread chain
cutter 999-315B
Control Board
Beschreibung
Steuergerät des Heißschneiders für
Fadenkette 999-315B
Leiterplatte
Amt. Req.
Anzahl
1
1
55
Page 56

56
Page 57

ELECTRO-PNEUMATIC HOT THREAD CHAIN CUTTER FOR 81500B1H, BA1H
ELEKTROPNEUMATISCH BETÄTIGTER FADENKETTEN-HEISSSCHNEIDER FÜR 81500B1H, BA1H
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Part No.
Teil Nr.
99712H813
999-315B
999-315BAL
999-460M5-4
999-194Q
95403A
95255
95955
99711RHA
99711RH
999-194QB
2166A
99711TH
99711MH
95050
482C
99711QH
99711SH
99711NH
99711UH
999-129CA
95412B
99711LH
999-129CB
99711PH
95059
96123
95050A
95950
2165C1.0
RM3293-3
998-32
999-292
999-430-4-4
Description Beschreibung
El.-Pneum.Hot Thread Chain Cutter
Hot Cutter for thread chain with
control box
Knife for hot cutter, w-shape
Flow Control Connector
Air Cylinder
Screw
Nut
Washer
Drive Link for knife driving arm
Drive Link for cover
Fork Head
Collar
Stud for air cylinder
Support
Screw
Collar
Shaft
Cover
Arm for knife
Bracket
Mikro Valve
Screw
Cloth Plate
Roller Lever
Lever
Screw
Lock Washer
Screw
Washer
Shim Ring
Washer
Pipe Clamp, not shown
Coupling, not shown
Coupling, not shown
El.-pneum.Fadenketten-Heißschneider
Heißschneider für Fadenketten mit
Steuergerät
Schneide für Heißschneider, w-förmig
Drosselrückschlagverschraubung
Doppeltwirkender Zylinder
Sechskantzylinderschraube M5 x 16
Sechskantmutter M5
Scheibe B5,3
Antriebsgelenk für Messerhebelarm
Antriebsgelenk für Schutzhaube
Gabelkopf
Stellring
Achse für Zylinder
Lagerbock
Sechskantschraube M5 x 16
Stellring
Bolzen
Schutzhaube
Messerhebelarm
Befestigungswinkel für Ventil
Mikro-Stoesselventil
Sechskantzylinderschraube M5 x 8
Stoffplatte
Rollenhebel
Schaltstück
Sechskantschraube M5 x 10
Zahnscheibe 5,3
Sechskantschraube M4 x 10
Scheibe 4,3
Passscheibe 8 x 14
Scheibe 10,3
Rohrschelle, nicht abgebildet
Steckkupplung, nicht abgebildet
Y-Steckanschluss, nicht abgebildet
Amt. Req.
Anzahl
1
1
1
4
2
2
6
6
1
1
2
5
1
1
2
1
1
1
1
1
1
2
1
1
1
2
2
1
1
1
2
1
2
2
57
Page 58

58
Page 59

SEWING PARTS, STYLES 81500A, B, B1H, B2, BA , BA1H, BA2 AND 81500C
NÄHTEILE, TYPEN 81500A, B, B1H, B2, BA, BA1H, BA2 UND 81500C
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
15A
16
16A
17
18
*19
*20
*21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
Part No.
Teil Nr.
81326
136A
81330C
22596B
96658
81597A10
81597A12
81597A15
81597A19
22596B
81503A
HS24C
81303F
22514
81524A
81528BA
81524B
81528B
78057
81505A
51487
69H
22686C
81508
74F
99240
81507
81310
22KH
81507C
81507A
81310
22KH
74F
81511
90
81525
22567
81585
22517
81585A
22528
81525A
90
Description
Feed Dog, upper
Screw
Presser Foot
Screw
Roll Pin
Presser Foot Tongue, marked "WL-10"
Presser Foot Tongue, marked "WL-12"
Presser Foot Tongue, marked "WL-15"
Presser Foot Tongue, marked "WL-19"
Screw
Stitch Tongue
Screw
Edge Guide
Screw
Throat Plate for 81500A, 81500BA
Throat Plate with filler cord guide
opening dia. 5 mm and slot 9 x 2 mm
for 81500BA1H, BA2
Throat Plate for 81500B, 81500C
Throat Plate with filler cord guide
opening dia. 5 mm and slot 9 x 2 mm
for 81500B1H, B2
Countersunk Screw
Feed Dog, lower
Nut, 10-32 thread
Washer
Stud, 10-32 thread, Ø 4.83 mm
Looper, lower
Set Screw
Screw
Spreader, upper, for 81500A,B,BA
Thread Hook, marked "GP"
Screw
Looper, upper, for 81500C
Looper Shank for 81500C
Thread Hook, marked "GP"
Screw
Screw
Thread Retainer, marked "GR"
Screw
Needle Guard, rear
Hex. Head Cap Screw
Throat Plate Support
Screw
Bracket for needle guard, front
Screw
Needle Guard, front
Screw
Beschreibung
Transporteur, oben
Schraube
Drückerfuß
Schraube
Spannhülse
Drückerfußzunge, gezeichnet "WL-10"
Drückerfußzunge, gezeichnet "WL-12"
Drückerfußzunge, gezeichnet "WL-15"
Drückerfußzunge, gezeichnet "WL-19"
Schraube
Stitchzunge
Schraube
Kantenführung
Schraube
Stichplatte für 81500A, 81500BA
Stichplatte mit Dichtungskordel-Führungsöffnung Ø 5 mm und Schlitz 9 x 2 mm
für 81500BA1H, BA2
Stichplatte für 81500B, 81500C
Stichplatte mit Dichtungskordel-Führungsöffnung Ø 5 mm und Schlitz 9 x 2 mm
für 81500B1H, B2
Senkschraube
Transporteur, unten
Mutter, 10-32 Gewinde
Scheibe
Innensechskant-Gewindestift
10-32 Gewinde, Ø 4,83 mm
Greifer, unten
Gewindestift
Schraube
Blindgreifer, oben, für 81500A, B, BA
Fadenhaken, gezeichnet "GP"
Schraube
Greifer, oben, für 81500C
Greiferschaft für 81500C
Fadenhaken, gezeichnet "GP"
Schraube
Schraube
Fadenholer, gezeichnet "GR"
Schraube
Nadelanschlag, hinten
Sechskantschraube
Stichplattenstütze
Schraube
Winkel für Nadelanschlag, vorne
Schraube
Nadelanschlag, vorne
Schraube
Amt. Req.
Anzahl
1
2
1
2
1
1
1
1
1
2
1
2
1
2
1
1
1
1
2
1
1
1
1
1
1
1
1
1
2
1
1
1
2
2
1
1
1
1
1
2
1
2
1
1
* SIMILAR PARTS, BUT DIFFERENT THREADS; PLEASE MEASURE DIAMETER OF STUD
* ÄHNLICHE TEILE, JEDOCH MIT ANDEREM GEWINDE; BITTE MESSEN SIE DEN DURCHMESSER DES STEHBOLZENS
19*
20*
21*
19*
20*
21*
HA18A
20
99241
G5144
69H
80686C
Nut, Q2 thread
Washer
Stud, Q2 thread, Ø 5.44 mm
Nut, J2 thread
Washer
Stud, J2 thread, Ø 4.62 mm
Mutter, Q2 Gewinde
Scheibe
Stehbolzen, Q2 Gewinde, Ø 5,44 mm
Stehbolzen, J2 Gewinde
Scheibe
Stehbolzen, J2 Gewinde, Ø 4,62 mm
59
Page 60

60
Page 61

SEWING PARTS, STYLE 81500E
NÄHTEILE, TYP 81500E
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
*15
*16
*17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
Part No.
Teil Nr.
81326
136A
81530E
22596B
81597A19
22596B
81503G
HS24C
81303FA
81503F
22514A
81524B
78057
81505A
51487
69H
22686C
81508E
74F
99240
81507
81310
22KH
99240
81525
22567
81585
22517
81585A
22528
81525A
90
Description
Feed Dog, upper
Screw
Presser Foot
Screw
Presser Foot Tongue, marked "WL-19"
Screw
Stitch Tongue
Screw
Edge Guide
Edge Guide, adjustable
Screw
Throat Plate
Countersunk Screw
Feed Dog, lower
Nut, 10-32 thread
Washer
Stud, 10-32 thread, Ø 4.83 mm
Spreader, lower
Set Screw
Screw
Spreader, upper
Thread Hook, marked "GP"
Screw
Screw
Needle Guard, rear
Hex. Head Cap Screw
Throat Plate Support
Screw
Bracket for Needle Guard
Screw
Needle Guard, front
Screw
Beschreibung
Transporteur, oben
Schraube
Drückerfuß
Schraube
Drückerfußzunge, gezeichnet "WL-19"
Schraube
Stichzunge
Schraube
Kantenführung
Kantenführung, einstellbar
Schraube
Stichplatte
Senkschraube
Transporteur, unten
Mutter, 10-32 Gewinde
Scheibe
Innensechskant-Gewindestift,
10-32 Gewinde, Ø 4,83 mm
Blindgreifer, unten
Gewindestift
Schraube
Blindgreifer, oben
Fadehaken, gezeichnet "GP"
Schraube
Schraube
Nadelanschlag, hinten
Sechskantschraube
Stichplattenstütze
Schraube
Winkel für Nadelanschlag
Schraube
Nadelanschlag, vorne
Schraube
Amt. Req.
Anzahl
1
2
1
2
1
2
1
2
1
1
2
1
2
1
1
1
1
1
1
1
1
1
2
2
1
1
1
2
1
2
1
1
* SIMILAR PARTS, BUT DIFFERENT THREADS; PLEASE MEASURE DIAMETER OF STUD
* ÄHNLICHE TEILE, JEDOCH MIT ANDEREM GEWINDE; BITTE MESSEN SIE DEN DURCHMESSER DES STEHBOLZENS
19*
20*
21*
19*
20*
21*
HA18A
20
99241
G5144
69H
80686C
Nut, Q2 thread
Washer
Stud, Q2 thread, Ø 5.44 mm
Nut, J2 thread
Washer
Stud, J2 thread, Ø 4.62 mm
Mutter, Q2 Gewinde
Scheibe
Stehbolzen, Q2 Gewinde, Ø 5,44 mm
Stehbolzen, J2 Gewinde
Scheibe
Stehbolzen, J2 Gewinde, Ø 4,62 mm
61
Page 62

62
Page 63

ACCESSORIES
ZUBEHÖR
Ref. No.
Pos. Nr.
1
1A
1B
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
16A
17
18
19
20
21
22
23
24
25
26
27*
Part No.
Teil Nr.
93065B1
93065B2
93065B3
93065BA
93065BC
93065BE
93065BG
93065BJ
93065BL
93065BD
531
G41041B
90805K
95003
95068A
96201
90561Q
99681J
99681JA
90562D
421
WR56
116
116A
21338R
TT16
G43294B
21202
21204
999-114B
Description
Thread Stand Assembly for 81500E
Thread Stand Assembly for 81500A,B,BA
Thread Stand Assembly for 81500C
Base
Thread Stand Rod
Thread Guide
Clamp Washer for 16 mm
Clamp Washer for 12 mm
Washer
Spool Pin
Set Screw
Collar
Spool Seat Disc
Hex. Head Cap Screw
Hex. Head Cap Screw
Locking Ring
Wood Screw
Belt Guard for handwheel
Belt Guard for handwheel with
synchronizer
Wood Screw
Chain for lifter lever
Socket Head Wrench 1/2" (3.2 mm)
Single Jawed Wrench, 9/32" (7.2 mm)
Single Jawed Wrench, 7/32" (5.5 mm)
Double Jawed Wrench, sizes 3/8
and 1/2" /9.5 and 12.7 mm)
Tweezers
Oil Can
Screwdriver
Screwdriver
Superfast Engineering Adhesive
contents 10 mm
Beschreibung
Fadenständer komplett für 81500E
Fadenständer komplett für 81500A, B, BA
Fadenständen komplett für 81500C
Fuß
Fadenträgerstange
Fadenführung
Spannscheibe für 16 mm
Spannscheibe für 12 mm
Scheibe
Spulenstift
Gewindestift
Stellring
Fadenteller
Sechskantschraube
Sechskantschraube
Federring
Holzschraube
Riemenschutz für Handrad
Riemenschutz für Handrad mit
Synchronisator
Holzschraube
Kette für Lifterhebel
Sechskant-Stiftschlüssel 3,2 mm
Einmaulschlüssel, SW 7,2 mm
Einmaulschlüssel, SW 5,5 mm
Doppelmaulschlüsse SW 9,5 und 12,7 mm
Pinzette
Ölkanne
Schraubendreher
Schraubendreher
Superschnell-Konstruktionskleber
Inhalt 10 ml
Amt. Req.
Anzahl
1
1
1
1
1
1,2,3
2,4,6
2,4,6
2,4,6
1,2,3
2,4,6
1,2,3
1,2,3
2
2,4,6
2,4,6
3
1
1
2
1
1
1
1
1
1
1
1
1
1
666-79
80673CB
80280A
G105B
21681
* Extra order and charge item.
IMPORTANT HINT!
To tighten screws, nuts etc. with the correct torgue,
torque screw drivers and torque wrenches with
corresponding tool inserts are available.
Sight Feed Oiler (see Pages 34-35)
Needle Bar Guard (see Pages 36-37)
Base Plate (see pages 36-37)
Screw with Nut and Washer
(see Pages 36-37)
T-Screw for sewing machine
(see Pages 36-47)
Tropföler (siehe Seiten 34-35)
Nadelstangenschutz (siehe Seiten 36-37)
Grundplatte (siehe Seiten 36-37)
Schraube mit Mutter und Scheibe
(siehe Seiten 36-37)
Kebelschraube für Nähmaschine
(siehe Seiten 36-37)
* Gegen zusätzliche Bestellung und Berechnung.
WICHTIGER HINWEIS!
Zum Anziehen von Schrauben, Muttern usw. mit
dem richtigen Drehmoment sind Drehmomentschrauber und Drehmomentschlüssel mit entsprechenden Werkzeug-Einsätzen lieferbar.
1
1
1
4
2
63
Page 64

NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
Part No. Page
Teil Nr. Seite
107 ... 39
108 ... 39
11 ... 47
110-2 ... 39
110-3 ... 39
116 ... 63
116A ... 63
1230A ... 47
12954C ... 39
12987A ... 35
1314001 ... 51
1314003 ... 51
134001 ... 53
136A ... 59, 61
15430L ... 35, 47
15430M ... 47
15465F ... 35
18 ... 45, 47
20 ... 47, 59, 61
21202 ... 63
21204 ... 63
21212 ... 47
21233FB ... 51
21338R ... 63
21380V ... 35
2145 ... 47
2165C1.0 ... 57
2166A ... 57
21681 ... 37, 63
21710 ... 47
21711 ... 47
21712 ... 47
22514 ... 59
22514A ... 61
22517 ... 59, 61
22524 ... 45
22528 ... 37, 59, 61
22536 ... 43
22539 ... 35
22560 ... 39
22560B ... 39
22567 ... 59, 61
22574 ... 37, 43
22587 ... 43, 47
22596 ... 47
22596B ... 47, 59, 61
22596D ... 35
22686C ... 47, 59, 61
22707 ... 43
22729 ... 45
228070 ... 43
22882 ... 43
22891 ... 35
22894AD ... 39, 41, 43, 47
Part No. Page
Teil Nr. Seite
22894AY ... 43
22894BC ... 43
22894C ... 45, 47, 49
22894D ... 47
22894H ... 43
22894J ... 35, 43
22894K ... 35, 45
22894L ... 47
22894W ... 39, 43
22894YA ... 39
22KH ... 59, 61
258 ... 43
269 ... 45
28C ... 39
29066LA ... 43
29111C ... 35
29916RED ... 35
29916REF ... 35
29916REG ... 45
29916REL ... 35
29916REM ... 35
29916RER ... 35
29916RET ... 35
318 ... 45
35733B ... 37
35741A ... 45
36E ... 47
420 ... 49
421 ... 63
482C ... 47, 57
51134V ... 43
51134Y ... 43
51147 ... 47
51487 ... 47, 59, 61
52951C ... 47
531 ... 63
57849C ... 45
666-121 ... 47
666-19 ... 45, 47
666-197 ... 35
666-79 ... 35, 63
671A1 ... 51
671C25 ... 51
671G22 ... 51
671G23 ... 51
69H ... 47, 59, 61
74A ... 45
74F ... 45, 59, 61
78057 ... 59, 61
79 ... 43
80 ... 43
80233 ... 47
80236 ... 45
80280A ... 37, 63
Part No. Page
Teil Nr. Seite
80293A ... 35
80437A ... 37
80438 ... 37
80440 ... 37
80566 ... 43
80620H... 43
80621A ... 43
80630 ... 43
80630C ... 43, 47
80630D ... 43, 47
80630G ... 43
80631 ... 49
80636A ... 43
80640EA ... 35
80643 ... 43
80644 ... 35
80649 ... 49
80650LA ... 43
80652 ... 43
80654A ... 47
80656 ... 43
80663 ... 49
80664 ... 49
80665D ... 39
80666D ... 49
80667 ... 39
806689 ... 39
80669B ... 39
80673CB ... 37, 63
80674 ... 43
80676A ... 39, 49
80679 ... 43
80680C ... 47
80686C ... 59, 61
80689C ... 35
80689D ... 35
80691 ... 45
80692EA ... 35
80694DA ... 35
80694DB ... 35
80696 ... 47
80696A ... 41
80715 ... 43
80715A ... 43
80730 ... 47
80732 ... 43
80732A ... 43
80755 ... 47
80760A ... 49
80764 ... 37
80766 ... 49
80768 ... 43
80770 ... 43
80770A ... 43
Part No. Page
Teil Nr. Seite
80771 ... 43
80771A ... 43
80772 ... 43
80774 ... 43
80776 ... 43
80783 ... 51
80790 ... 47
80791 ... 47
80846 ... 35
80862 ... 35
80885 ... 35, 43
80885A ... 35
80885B ... 35
80885C ... 35
80888 ... 37
81086G ... 39
81234A ... 47
81235 ... 47
81239 ... 37
81240 ... 45
81240DA ... 35
81251B ... 45
81252 ... 41
81254A ... 41
81254B ... 39
81255A ... 45
81256A ... 39, 41
81257 ... 45
81260 ... 35
81261 ... 35
81267 ... 39
81301D ... 37
81303F ... 59
81303FA ... 61
81306 ... 47
81310 ... 59, 61
81313 ... 45
81313A ... 45
81321B ... 43
81322A ... 43
81326 ... 59, 61
81330C ... 59, 61
81336A ... 45
81337 ... 45
81338 ... 45
81339 ... 45
81342 ... 45
81345 ... 45
81345A ... 45
81348 ... 45
81349 ... 45
81350D ... 41, 43, 45
81351 ... 47
81354 ... 45
64
Page 65

NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
Part No. Page
Teil Nr. Seite
81357 ... 45
81357A ... 45
81358 ... 45
81358A ... 45
81358B ... 45
81360A ... 49
81373A ... 35
81387 ... 37
81392 ... 41
81394BA ... 35
81395 ... 47
81503A ... 59
81503F ... 61
81503G ... 61
81505A ... 59, 61
81507 ... 59, 61
81507A ... 59
81507C ... 59
81508 ... 59
81508E ... 61
81511 ... 59
81518 ... 43
81524A ... 59
81524B ... 59, 61
81525 ... 59, 61
81525A ... 59, 61
81528B ... 59
81528BA ... 59
81559 ... 39, 43
81559A ... 39, 43
81566A ... 49
81585 ... 59, 61
81585A ... 59, 61
81597A10 ... 59
81597A12 ... 59
81597A15 ... 59
81597A19 ... 59, 61
88 ... 35, 39, 41, 47
88B ... 35, 37
88F ... 45
89 ... 35, 47
8A ... 47
90 ... 45, 59, 61
90233CX ... 51
90235FG ... 53
90242TA ... 53, 55
90561K ... 51, 53
90561Q ... 63
90562D ... 63
907 ... 43
90805K ... 63
93065B1 ... 63
93065B2 ... 63
93065B3 ... 63
93065BA ... 63
Part No. Page
Teil Nr. Seite
93065BC ... 63
93065BD ... 63
93065BE ... 63
93065BG ... 63
93065BJ ... 63
93065BL ... 63
93A ... 39, 47
94 ... 49
95 ... 47
95003 ... 63
95050 ... 57
95050A ... 57
95059 ... 57
95068A ... 63
95110A ... 51
95111 ... 53
95255 ... 57
95291 ... 51
95303 ... 37
95403A ... 57
95412B ... 57
95861 ... 35
95950 ... 57
95955 ... 57
96123 ... 57
96201 ... 63
96653 ... 43
96658 ... 59
96664 ... 37
96676 ... 47
96B ... 43
97A ... 47
97X ... 47
98 ... 45
99240 ... 45, 59, 61
99241 ... 59, 61
99373G ... 51
99376A ... 49
995-735QH ... 51, 53
995-852FH ... 51, 53
99590J ... 51, 53
99623A ... 41
99681J ... 63
99681JA ... 63
99683C ... 51
99683M ... 51
99711LH ... 37, 57
99711LHA ... 37
99711MH ... 57
99711NH ... 57
99711PH ... 57
99711QH ... 57
99711RH ... 57
99711RHA ... 57
99711SH ... 57
Part No. Page
Teil Nr. Seite
99711TH ... 57
99711UH ... 57
99712H813 ... 57
99712HAE ... 53
998-32 ... 57
998-338 ... 53
998-429B ... 51, 53
999-106D ... 35
999-114B ... 63
999-126 ... 51
999-129CA ... 57
999-129CB ... 57
999-172C ... 51
999-174D ... 51, 53
999-176 ... 53
999-179 ... 51
999-185 ... 53
999-194Q ... 51, 57
999-194QB ... 57
999-210A ... 51
999-215E ... 35
999-254D ... 51
999-254N ... 51
999-292 ... 51, 57
999-315B ... 57
999-315BAL ... 57
999-400M5-4 ... 51
999-401G1/8-6 ... 53
999-411G1/8-4 ... 51
999-411G1/8-6 ... 53
999-411M5-4 ... 51
999-430-4-4 ... 51, 57
999-460M5-4 ... 57
999-460MS-4 ... 51
999-99 ... 53
A10455-813E ... 51
A10455E ... 49, 51
A10455H813E ... 51
A9453A ... 37
A9469N ... 43
AS126 ... 37
AS135 ... 39
AS70A ... 47
BP108 ... 39, 43, 45, 47
BP109 ... 47
FP80234BA ... 47
G105B ... 37, 63
G15442P ... 45
G15442R ... 45
G22515A ... 43
G29099Q ... 47
G29099RA ... 47
G29139 ... 47
G29442LA ... 45, 47
G41041B ... 63
65
Part No. Page
Teil Nr. Seite
G43294B ... 63
G50-42 ... 37
G5144 ... 59, 61
G89 ... 43
HA103B ... 39
HA10B ... 47
HA1286B ... 39
HA1349 ... 39
HA18A ... 47, 59, 61
HA20A ... 47
HA20B ... 51
HA23 ... 47
HA43X ... 47
HA54A ... 43
HA54B ... 43
HA61D ... 43, 49
HA66K ... 43
HA81 ... 35
HA95 ... 35
HS106 ... 39
HS110A ... 39
HS24C ... 59, 61
HS36K ... 45, 47
HS53B ... 39
HS70A ... 47
M129KD ... 35
M129KR ... 35
PI18 ... 43, 45, 47
RM3293-3 ... 57
TR118 ... 35
TT16 ... 63
V80715A ... 43
WO3 ... 35
WR56 ... 63
Page 66

WORLDWIDE SALES AND SERVICE
WELTWEITER VERKAUF UND KUNDENDIENST
Union Special maintains sales and service facilities throughout the
world. These offices will aid you in the selection of the right sewing
equipment for your particular operation. Union Special
representatives and service technicians are factory trained and
are able to serve your needs promptly and efficiently. Whatever
your location, there is a qualified representative to serve you.
Corporate
Office:
Union Special Corporation
One Union Special Plaza
Huntley, IL 60142
Phone: US: 800-344 9698
Phone: 847-669 4200
Fax: 847-669 4355
www.unionspecial.com
Brussels, Belgium
Hong Kong, China
Huntley, IL
Lainate-Milano, Italy
Leicester, England
Lesquin cedex, France
Mexico City, Mexico
Möglingen, Germany
Montreal, Quebec
Singapore
Tokyo, Japan
European Distribution Center:
Union Special unterhält Verkaufs- und KundendienstNiederlassungen in der ganzen Welt. Diese helfen Ihnen in der
Auswahl der richtigen Machine für Ihren speziellen Bedarf. Union
Special Vertreter und Kundendiensttechniker sind in unseren
Werken ausgebildet worden, um Sie schnell und fachmännisch zu
bedienen.
Union Special GmbH
Raiffeisenstrasse 3
D-71696 Möglingen, Germany
Tel.: 49 (0)7141/247-0
Fax: 49 (0)7141/247-100
www.unionspecial.de
Other Representatives throughout all parts of the world.
Weitere Vertretungen in allen
Teilen der Welt.
 Loading...
Loading...