

Tweco FABRICATOR 211i 3-IN-1 Multi Process Welding Systems, FABRICATOR 252i Instruction manual [es]

300
FABRICATOR® 252i
3 EN 1 Inversor de
soldadura para varios
procesos
Manual de
operación
English
Canadien Français
Americas Español
Português (Brasil)
Revisión: AJ Fecha de emisión: 11 de noviembre de 2014 Manual N.°: 0-5155LS
Tweco.com

¡LE AGRADECEMOS SU COMPRA!
Felicidades por recibir su nuevo producto Tweco. Nos enorgullece tenerlo como cliente y nos
esforzaremos por proporcionarle, como cliente nuestro, el mejor servicio y soporte en la industria. A
este producto lo respaldan nuestra amplia garantía y nuestra red mundial de servicio.
Sabemos que se enorgullece por su trabajo y nos sentimos privilegiados por poderle proporcionar este
producto de alto desempeño que lo ayudará a hacer su trabajo.
Desde hace más de 75 años, Tweco ha fabricado productos de alta calidad en los que usted puede
confiar, cuando su reputación esté en juego.
¡USTED ESTÁ EN BUENA COMPAÑÍA!
Tweco es una marca global de productos de soldadura por arco para Victor Technologies Inc. Nos
distinguimos de nuestra competencia a través de la innovación líder en el mercado y productos
verdaderamente confiables que superarán la prueba del tiempo.
Nos esforzamos por aumentar su productividad, eficiencia y desempeño en soldadura que le
permitirán sobresalir en su trabajo. Diseñamos productos con el soldador en mente, proporcionando
características avanzadas, durabilidad, facilidad de uso y comodidad ergonómica.
Sobre todo, estamos comprometidos con un entorno de trabajo más seguro dentro de la industria
de la soldadura. Su satisfacción con este producto y su operación segura son nuestra preocupación
máxima. Tómese el tiempo de leer todo el manual, en especial las Precauciones de Seguridad.
Si tiene preguntas o dudas acerca de su nuevo producto Tweco, póngase en contacto con nuestro
amigable equipo de servicio al cliente en los teléfonos:
1-800-462-2782 (Estados Unidos) y 1-905-827-4515 (Canadá),
o visite nuestro sitio web en www.Tweco.com
!
ADVERTENCIAS
Lea y comprenda por completo este manual y las prácticas de seguridad de su empleador antes de
instalar, operar o realizar servicio a este equipo.
Aunque la información que aparece en este manual representa el mejor juicio del fabricante, el
fabricante no se hace responsable por el uso.
Manual de operación número 0-5155 para:
Suministro eléctrico de inversor Tweco Fabricator 252i Número de pieza W1004400
Sistema inversor Tweco Fabricator 252i Número de pieza W1004401
Sistema inversor Tweco Fabricator 252i
con un solo carro del cilindro Número de pieza W1004402
Sistema inversor Tweco Fabricator 252i
con un carro dual del cilindro Número de pieza W1004403
Publicado por:
Victor Technologies International, Inc.
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.victortechnologies.com
Derecho de autor 2011, 2012, 2013 en
Victor Technologies International, Inc.
Todos los derechos reservados.
Está prohibida la reproducción, total o parcial, de este trabajo sin permiso escrito de la editorial.
La editorial no asume y por el presente niega toda responsabilidad ante cualquier parte por
cualquier pérdida o daño provocado por cualquier error u omisión en este manual, ya sea que
tales errores sean por negligencia, accidente o cualquier otra causa.
Fecha de publicación: 15 de noviembre de 2011
Fecha de revisión: 11 de noviembre de 2014
Guarde la siguiente información para la garantía:
Lugar de compra: ______________________________________
Fecha de emisión: ______________________________________
Equipo serie n.°: ______________________________________

ÍNDICE
SECCIÓN 1:
INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS ........................................... 1-1
1.01 Peligros de soldadura por arco ....................................................................... 1-1
1.02 Información de seguridad general para el regulador Victor CS ....................... 1-5
1.03 Principales normas de seguridad .................................................................... 1-7
1.04 Tabla de símbolos ........................................................................................... 1-8
SECCIÓN 2: INTRODUCCIÓN .............................................................................. 2-1
2.01 Cómo utilizar este manual ............................................................................... 2-1
2.02 Identificación del equipo ................................................................................. 2-1
2.03 Recepción del equipo ...................................................................................... 2-1
2.04 Descripción ..................................................................................................... 2-2
2.05 Responsabilidad del usuario ........................................................................... 2-2
2.06 Métodos de transporte .................................................................................... 2-2
2.07 Elementos incluidos ........................................................................................ 2-3
2.08 Ciclo de trabajo ............................................................................................... 2-4
2.09 Especificaciones ............................................................................................. 2-5
SECCIÓN 3: OPERACIÓN DE INSTALACIÓN Y CONFIGURACIÓN .................................... 3-1
3.01 Ambiente ........................................................................................................ 3-1
3.02 Ubicación ........................................................................................................ 3-1
3.03 Ventilación ...................................................................................................... 3-1
3.04 Requisitos de voltaje de la línea de alimentación principal .............................. 3-1
3.05 Compatibilidad electromagnética .................................................................... 3-2
3.06 Controles, indicadores y características de la fuente de alimentación ............. 3-4
3.07 Detalles de las características avanzadas ...................................................... 3-10
3.08 Conexión de la pistola de MIG de Fusion de Tweco ...................................... 3-16
3.09 Instalación de un carrete de 12,5 lb (diámetro de 8 pulg.) ............................ 3-17
3.10 Instalación de un carrete estándar (diámetro de 12 pulg.) ............................ 3-18
3.11 Inserción del alambre en el mecanismo de alimentación .............................. 3-18
3.12 Ajuste de la presión del rodillo alimentador .................................................. 3-19
3.13 Alineación del rodillo alimentador ................................................................. 3-20
3.14 Cambio del rodillo alimentador ..................................................................... 3-21
3.15 Instalación de las guías de entrada y de salida de alambre ........................... 3-22
3.16 Freno del rollo de alambre ............................................................................ 3-23
3.17 Instrucciones de funcionamiento del regulador de gas de protección .......... 3-23
3.18 Configuración de la soldadura MIG (GMAW) con el alambre MIG protegido con
gas ................................................................................................................ 3-27
3.19 Configuración de la soldadura MIG (FCAW) con el alambre MIG sin gas...... 3-28
3.20 Configuración de la soldadura LIFT TIG (GTAW) .......................................... 3-30
3.21 Configuración de la soldadura de arco de metal STICK (SMAW) .................. 3-31

ÍNDICE
SECCIÓN 4: GUÍA DE SOLDADURA BÁSICA ............................................................ 4-1
4.01 Técnica de soldadura básica MIG (GMAW/FCAW) .......................................... 4-1
4.02 Corrección de fallas de soldadura MIG (GMAW/FCAW) .................................. 4-5
4.03 Técnica de soldadura básica de ELECTRODO (SMAW) ................................... 4-7
4.04 Corrección de fallas de la soldadura de ELECTRODO (SMAW) ..................... 4-16
4.05 Técnica de soldadura básica TIG (GTAW) ..................................................... 4-18
4.06 Problemas de la soldadura TIG (GTAW) ....................................................... 4-20
SECCIÓN 5: PROBLEMAS DE LA FUENTE DE ALIMENTACIÓN Y REQUISITOS DEL MANTENIMIENTO DE
RUTINA ................................................................................................ 5-1
5.01 Problemas de la fuente de alimentación ......................................................... 5-1
5.02 Requisitos de la calibración y el mantenimiento de rutina .............................. 5-3
5.03 Limpieza de la fuente de alimentación de soldadura ....................................... 5-5
5.04 Limpieza de los rodillos alimentadores ........................................................... 5-6
SECCIÓN 6: PIEZAS DE REPUESTO CLAVE ............................................................. 6-1
6.01 Paneles de repuesto de suministro eléctrico del Fabricator 252i .................... 6-1
6.02 Pistola MIG de Fusion de Tweco 250 A ........................................................... 6-4
APÉNDICE 1: OPCIONES Y ACCESORIOS ............................................................... A-1
APÉNDICE 2: DIAGRAMA DE CIRCUITOS DEL FABRICATOR 252i ................................... A-2
DECLARACIÓN DE GARANTÍA ........................................ PÁGINA DE LA CONTRAPORTADA

Esta página se dejó intencionalmente en blanco.

INSTRUCCIONES DE SEGURIDAD FABRICATOR 252i
!
SECCIÓN 1:
INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS
ADVERTENCIA
PROTÉJASE A SÍ MISMO Y A OTROS DE POSIBLES LESIONES GRAVES O DE LA MUERTE. MANTENGA A LOS
NIÑOS LEJOS. LOS USUARIOS DE MARCAPASOS DEBERÁN MANTENERSE LEJOS HASTA CONSULTAR A SU
MÉDICO. NO PIERDA ESTAS INSTRUCCIONES. LEA EL MANUAL DE INSTRUCCIONES/OPERACIÓN ANTES DE
INSTALAR U OPERAR ESTE EQUIPO, O DE REALIZAR TAREAS DE MANTENIMIENTO.
Los productos y procesos de soldadura pueden causar lesiones graves o la muerte, o incluso dañar otros equipos o
la propiedad, si el operador no cumple estrictamente todas las reglas de seguridad y no toma medidas preventivas.
Las prácticas de seguridad se desarrollaron a partir de la experiencia adquirida en el uso de soldadura y corte. Antes de
usar este equipo, deben aprenderse estas prácticas a través del estudio y la capacitación. Algunas de estas prácticas
se aplican al equipo conectado a líneas de alimentación; otras prácticas se aplican al equipo accionado por motor. Las
personas que no tengan una amplia formación en prácticas de soldadura y corte no deberán intentar soldar.
Las prácticas de seguridad se detallan en la Norma nacional estadounidense Z49.1 titulada: SEGURIDAD EN SOLDADURA
Y CORTE. Esta publicación y otras guías sobre lo que se debe aprender antes de operar este equipo se detallan al final
de estas precauciones de seguridad. PIDA ÚNICAMENTE A PERSONAS CALIFICADAS QUE REALICEN TODOS DE LOS
TRABAJOS DE INSTALACIÓN, OPERACIÓN, MANTENIMIENTO Y REPARACIÓN.
1.01 Peligros de soldadura por arco
ADVERTENCIA
La DESCARGA ELÉCTRICA puede matar.
El contacto directo con piezas eléctricas
cargadas puede provocar descargas fatales o
quemaduras graves. El electrodo y el circuito
de trabajo están cargados eléctricamente
siempre que la corriente de salida esté
activada. El circuito de alimentación de entrada
y los circuitos internos de la máquina también
están cargados cuando la alimentación está
activada. En la soldadura semiautomática o
automática de alambres, el alambre, el carretel
del alambre, la cubierta del rodillo impulsor
y todas las piezas de metal en contacto con
el alambre de soldadura están cargados
eléctricamente. Todo equipo instalado o
conectado a tierra de forma incorrecta
constituye un riesgo.
1. No toque las piezas con carga eléctrica.
2. Use protección para su cuerpo y guantes aislantes que
estén secos y sin agujeros.
3. Aíslese del trabajo y de la tierra mediante cubiertas o
esteras aislantes y secas.
4. Desconecte la alimentación de entrada o detenga el
motor antes de instalar este equipo o de realizar tareas
de mantenimiento. Trabe el interruptor de desconexión
de la alimentación de entrada en la posición abierta o
quite los fusibles de línea de modo que la alimentación
no pueda activarse accidentalmente.
5. Instale y conecte a tierra este equipo de forma correcta
conforme al Manual del propietario, y a los códigos
nacionales, estatales y locales.
6. Apague todo el equipo cuando no esté en uso.
Desconecte la alimentación del equipo si lo dejará
desatendido o fuera de servicio.
7. Use portaelectrodos completamente aislados. Nunca
sumerja el portaelectrodo en agua para enfriarlo, ni lo
deje en la tierra o en la superficie de trabajo. No toque
los portaelectrodos conectados a dos máquinas de
soldadura al mismo tiempo, ni toque a otras personas
con el portaelectrodo o el electrodo.
8. No use cables que estén desgastados o dañados,
que sean de menor capacidad, o que estén mal
empalmados.
9. No enrolle los cables alrededor de su cuerpo.
10. Conecte la pieza de trabajo a una buena toma a tierra
eléctrica.
11. No toque el electrodo mientras esté en contacto con
el circuito de trabajo (tierra).
12. Use únicamente equipo bien mantenido. Repare o
reemplace las piezas dañadas inmediatamente.
13. No use una soldadora con salida de corrientealterna
en espacios cerrados o lugares húmedosa menos que
esté equipada con un reductor de voltaje.Use equipos
con salida de corriente continua.
14. Use un arnés de seguridad para evitar caídas cuando
trabaje sobre el nivel del piso.
Manual 0-5155 INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS
1-1
FABRICATOR 252i INSTRUCCIONES DE SEGURIDAD
15. Fije en su lugar todos los paneles y cubiertas.
ADVERTENCIA
Los RAYOS DEL ARCO pueden quemar los
ojos y la piel; el RUIDO puede dañar los oídos.
Los rayos del arco del proceso de soldadura
producen un calor intenso, así como fuertes
rayos ultravioletas que pueden quemar los ojos
y la piel. El ruido de algunos procesos puede
dañar los oídos.
1. Use un casco de soldadura con una sombra de filtro
adecuada (consulte las Normas ANSI Z49.1 detalladas
en las Normas de seguridad) para protegerse el rostro
y los ojos al soldar u observar.
2. Use lentes de seguridad aprobados. Se recomienda
que tengan protectores laterales.
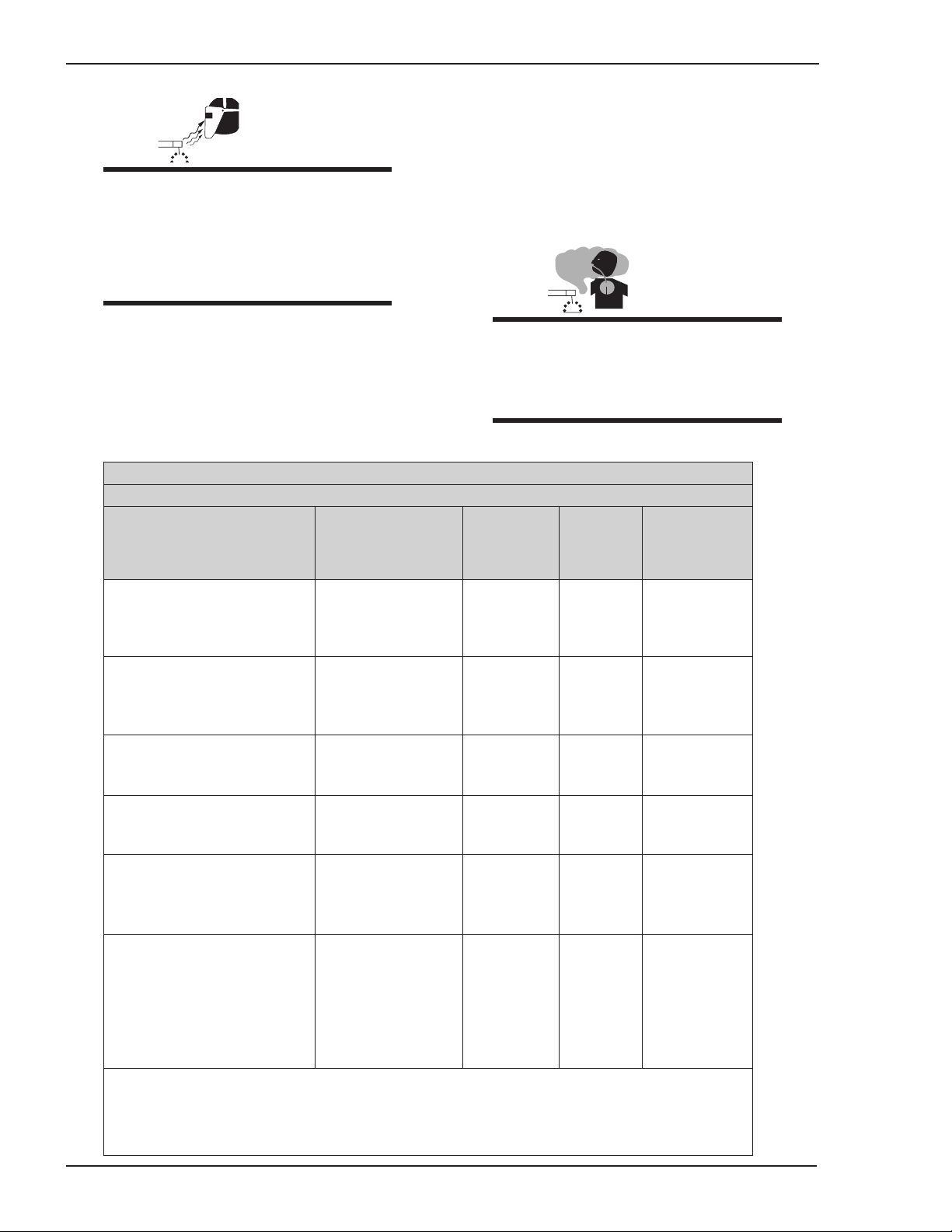
AWS F2.2: 2001 (R2010), adaptado con permiso de la Sociedad Americana de Soldadura (AWS), Miami, Florida
Guía para Números de Sombra
Tamaño de
Proceso
electrodo pulg.
(mm)
3. Use pantallas o barreras protectoras para proteger
a otras personas de los destellos y el resplandor;
adviértales que no miren el arco.
4. Use ropa protectora de material duradero y resistente
al fuego (lana y cuero), así como protección para los
pies.
5. Use tapones o protectores para los oídos aprobados
si el nivel de ruido es alto.
ADVERTENCIA
Los HUMOS y GASES pueden ser peligrosos
para su salud.
La soldadura produce humos y gases. Inhalar
estos humos y gases puede ser peligroso para
su salud.
Corriente
de arco
(Amperes)
Mínima
sombra
protectora
N.º de sombra
sugerida*
(cómodo)
Menos de 3/32 (2,4)
Soldadura por arco con
electrodo revestido (SMAW)
Soldadura por arco con
alambre sólido (GMAW)
y Soldadura por arco con
alambre tubular (FCAW)
Soldadura por arco con
electrodo de tungsteno (GTAW)
Corte por arco-aire con
electrodo de carbono (CAC-A)
Soldadura por arco de plasma
(PAW)
Corte por arco de plasma (PAC)
* Como regla general, comience con una sombra demasiado oscura para ver la zona de soldadura.
Luego vaya a una sombra más clara que le permita una visión suficiente de la zona de soldadura sin
sobrepasar el mínimo. Para la soldadura por gas oxicombustible, corte o soldadura fuerte en la que
el soplete y/o el fundente producen mucha luz amarilla, es recomendable usar lentes con filtro que
absorban la línea amarilla o de sodio del espectro de luz visible.
3/32-5/32 (2,4-4,0)
5/32-1/4 (4,0-6,4)
Más de 1/4 (6,4)
(Liviano)
(Pesado)
Menos de 60
60-160
160-250
250-550
Menos de 60
60-160
160-250
250-550
Menos de 50
50-150
150-500
Menos de
500
500-1000
Menos de 20
20-100
100-400
400-800
Menos de 20
20-40
40-60
60-80
80-300
300-400
400-800
7
8
10
11
7
10
10
10
8
8
10
10
11
6
8
10
11
4
5
6
8
8
9
10
10
12
14
11
12
14
10
12
14
12
14
6 a 8
10
12
14
4
5
6
8
9
12
14
INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS 1-2 Manual 0-5155

INSTRUCCIONES DE SEGURIDAD FABRICATOR 252i
1. Aleje su cabeza de los humos. No inhale los humos.
2. Si trabaja en un ambiente cerrado, ventile el área y/o
use el extractor del arco para extraer los humos y gases
de la soldadura.
3. Si la ventilación es inadecuada, use un respirador con
suministro de aire aprobado.
4. Lea las Hojas de datos de seguridad sobre materiales
(MSDS) y las instrucciones del fabricante sobre
metales, productos de consumo, revestimientos y
productos de limpieza.
5. Trabaje en un espacio cerrado solo si está bien
ventilado, o si usa un respirador con suministro
de aire. Los gases de blindaje usados para soldar
pueden desplazar el aire y causar heridas o la muerte.
Asegúrese de que el aire que inhala sea seguro.
6. No suelde en ubicaciones cercanas a operaciones de
desengrase, limpieza o aspersión. El calor y los rayos
del arco pueden reaccionar con los vapores y formar
gases altamente tóxicos e irritantes.
7. No suelde sobre metales revestidos, como acero
galvanizado, o enchapado en plomo o cadmio, a menos
que se quite el revestimiento del área de soldadura, el
área esté bien ventilada y, si fuese necesario, use un
respirador con suministro de aire. Los revestimientos
y materiales que contengan estos elementos pueden
emanar humos tóxicos al soldarse.
ADVERTENCIA
6. Tenga presente que la soldadura en techos, pisos,
tabiques divisorios o separaciones puede causar
incendios en el lado oculto.
7. No suelde en contenedores cerrados como tanques o
tambores.
8. Conecte el cable de trabajo al trabajo tan cerca al
área de soldadura como sea posible para evitar que
la corriente de soldadura recorra largas distancias,
posiblemente por trayectos desconocidos, y cause
descargas eléctricas y peligros de incendios.
9. No use la soldadora para descongelar tuberías
congeladas.
10. Quite el electrodo del portaelectrodos o desconecte el
alambre de soldadura del extremo de contacto cuando
no esté en uso.
ADVERTENCIA
Las CHISPAS QUE VUELAN Y EL METAL
CALIENTE pueden causar lesiones.
El desbarbado y el esmerilado hacen que
vuelen partículas metálicas. A medida que la
soldadura se enfría, puede desprender escoria.
1. Use un protector facial y anteojos de seguridad
aprobados. Se recomienda que tengan protectores
laterales.
2. Use protección apropiada para el cuerpo para proteger
la piel.
La SOLDADURA puede causar incendios o
explosiones.
Pueden volar chispas y salpicaduras del arco
de la soldadura. Las chispas, el metal caliente,
las salpicaduras de la soldadura, la pieza de
trabajo caliente y el equipo caliente pueden
causar incendios y quemaduras. El contacto
accidental del electrodo o del alambre de
soldadura con los objetos metálicos puede
generar chispas, sobrecalentamiento o
incendios.
1. Protéjase a sí mismo y a otros de las chispas que
vuelan y del metal caliente.
2. No suelde donde las chispas que vuelan puedan entrar
en contacto con material inflamable.
3. Mueva todos los productos inflamables a por lo menos
35 pies (10,7 m) del arco de la soldadura. De no
ser posible, cúbralos herméticamente con cubiertas
aprobadas.
4. Esté atento dado que las chispas y los materiales
calientes de la soldadura pueden pasar fácilmente por
grietas pequeñas y aberturas a las áreas adyacentes.
5. Tenga cuidado con los incendios y tenga cerca un
extinguidor de incendios.
Manual 0-5155 INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS
1-3
Los CILINDROS pueden explotar si están
dañados.
Los cilindros de gases de blindaje contienen
gas a alta presión. Un cilindro dañado puede
explotar. Dado que los cilindros de gas
normalmente forman parte del proceso de
soldadura, asegúrese de tratarlos con cuidado.
1. Proteja los cilindros de gas comprimido contra el calor
excesivo, los choques mecánicos y el contacto con
arcos.
2. Instale y fije los cilindros en posición vertical,
encadenándolos a una base fija o a un soporte de
cilindros de equipos para evitar que se caigan o
vuelquen.
3. Mantenga los cilindros alejados de cualquier circuito
de soldadura u otro circuito eléctrico.
4. Nunca permita que un electrodo de soldadura toque
un cilindro.
5. Use únicamente cilindros de gas de blindaje,
reguladores, mangueras y accesorios diseñados para
la aplicación específica; manténgalos, así como otras
piezas asociadas, en buenas condiciones.
ADVERTENCIA

FABRICATOR 252i INSTRUCCIONES DE SEGURIDAD
!
6. Aparte su rostro de la salida de la válvula cuando abra
la válvula del cilindro.
7. Mantenga la tapa protectora sobre la válvula cuando
esté en uso o conectada para su uso.
8. Lea y siga las instrucciones sobre los cilindros de gas
comprimido, el equipo asociado y la publicación P-1
de CGA (Asociación de gas comprimido) detallada en
las Normas de seguridad.
ADVERTENCIA
Los motores pueden ser peligrosos.
ADVERTENCIA
Los GASES DE ESCAPE DEL MOTOR pueden
matar.
Los motores expiden gases de escape nocivos.
1. Use el equipo en el exterior en áreas abiertas y bien
ventiladas.
2. Si se usa en un área cerrada, descargue el escape del
motor en el exterior y lejos de cualquier toma de aire
del edificio.V
1. Mantenga cerrados todos los paneles, puertas,
cubiertas y protecciones, y asegúrelos en su lugar.
2. Detenga el motor antes de instalar o conectar la
unidad.
3. Pida únicamente a personas calificadas que quiten
las protecciones o cubiertas para realizar tareas
de mantenimiento y localizar averías, según sea
necesario.
4. A fin de prevenir que el equipo se ponga en marcha
accidentalmente durante el mantenimiento,
desconecte el cable negativo (-) de la batería.
5. Mantenga las manos, el pelo, la ropa suelta y las
herramientas lejos de las partes en movimiento.
6. Reinstale los paneles o las protecciones y cierre
las puertas luego de finalizar las tareas de
mantenimiento y antes de poner en marcha el
motor.
ADVERTENCIA
Las CHISPAS pueden hacer que EXPLOTEN
LOS GASES DE LA BATERÍA; el ÁCIDO DE
LA BATERÍA puede quemar los ojos y la piel.
Las baterías contienen ácido y generan gases explosivos.
1. Use siempre un protector facial cuando trabaje con
ADVERTENCIA
El COMBUSTIBLE DEL MOTOR puede causar
incendios o explosiones.
El combustible del motor es altamente
inflamable.
1. Detenga el motor antes de verificar o agregar
combustible.
2. No agregue combustible cuando esté fumando o si
la unidad está cerca de cualquier fuente de chispas o
llamas expuestas.
3. Deje que el motor se enfríe antes de cargar combustible.
De ser posible, verifique y agregue combustible antes
de comenzar un trabajo con el motor frío.
4. No llene en exceso el tanque, deje espacio para que el
combustible se expanda.
5. No derrame combustible. Si se derrama combustible,
límpielo antes de poner en marcha el motor.
ADVERTENCIA
Las PIEZAS EN MOVIMIENTO pueden causar
lesiones.
Las piezas en movimiento, como ventiladores, rotores y
correas pueden causar cortes en los dedos y las manos,
y enganchar la ropa suelta.
INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS 1-4 Manual 0-5155
una batería.
2. Detenga el motor antes de desconectar o conectar los
cables de la batería.
3. No permita que las herramientas causen chispas al
trabajar con una batería.
4. No use la soldadora para cargar baterías o poner en
marcha vehículos.
5. Respete la polaridad correcta (+ y –) de las baterías.
ADVERTENCIA
El VAPOR Y EL LÍQUIDO REFRIGERANTE
CALIENTE PRESURIZADO pueden quemar el
rostro, los ojos y la piel.
El líquido refrigerante del radiador puede estar
muy caliente y bajo presión.
1. No quite la tapa del radiador cuando el motor esté
caliente. Deje que el motor se enfríe.
2. Use guantes y coloque un trapo sobre el área de la
tapa antes de tratar de quitarla.
3. Deje que la presión se escape antes de quitar
completamente la tapa.
INSTRUCCIONES DE SEGURIDAD FABRICATOR 252i
!
!
1.02 Información de seguridad general
ADVERTENCIA SOBRE EL
PLOMO
ADVERTENCIA: Este producto contiene
sustancias químicas —entre ellas, plomo—
reconocidas por el Estado de California como
causantes de defectos de nacimiento y otros
daños al sistema reproductor. Lávese las
manos después de manipular el producto.
NOTA
Consideraciones sobre la soldadura y los
efectos de los campos magnéticos y eléctricos
de baja frecuencia
A continuación se incluye una cita de la sección
Conclusiones generales del Informe sobre antecedentes
de la Oficina de evaluación de la tecnología del Congreso
de los Estados Unidos sobre Efectos biológicos de los
campos magnéticos y eléctricos de frecuencia de potencia,
OTA-BP-E-63 (Washington, DC: Oficina de impresión del
gobierno de EE. UU., mayo de 1989):“...hay ahora un
volumen muy grande de resultados científicos basados en
experimentos a nivel celular y de estudios con animales
y personas que establecen claramente que los campos
magnéticos de baja frecuencia pueden interactuar con
sistemas biológicos y producir cambios en ellos. Aunque
la mayoría de este trabajo es de muy alta calidad, los
resultados son complejos. La opinión científica actual
todavía no permite que interpretemos la evidencia en
un solo marco coherente. Lo que es aún más frustrante,
todavía no nos permite que establezcamos conclusiones
definidas sobre las interrogantes del posible riesgo o que
ofrezcamos consejos claros basados en la ciencia sobre
estrategias para minimizar o evitar riesgos potenciales.”
Para reducir los campos magnéticos en el lugar de trabajo,
realice los siguientes procedimientos:
1. Enrosque y encinte los cables para mantenerlos
juntos.
2. Ordene los cables a un lado, lejos del operador.
A. Prevención de incendios
Las operaciones de soldadura y corte usan el fuego o la
combustión como una herramienta básica. El proceso es
muy útil cuando se controla adecuadamente. Sin embargo,
puede ser extremadamente destructivo si no se lleva a cabo
correctamente en el entorno adecuado.
B. Orden y limpieza
para el regulador Victor CS
1. El área de trabajo debe tener un piso a prueba de
incendios.
2. Los bancos y las mesas de trabajo que se usan
durante las operaciones de soldadura y corte
deben tener cubiertas a prueba de incendios.
3. Use protectores resistentes al calor u otros
materiales aprobados para proteger a las paredes
adyacentes o al piso desprotegido de las chispas
y del metal caliente.
4. Mantenga en el área de trabajo un extinguidor de
incendios aprobado, del tamaño y tipo adecuados.
Inspecciónelo regularmente para asegurarse de
que esté en el estado de funcionamiento adecuado.
Sepa cómo usar el extinguidor de incendios.
5. Mueva los materiales combustibles lejos del sitio
de trabajo. Si no los puede mover, protéjalos con
cubiertas a prueba de incendios.
ADVERTENCIA
NUNCA realice operaciones térmicas, de
soldadura o de corte en un contenedor que
haya tenido líquidos o vapores tóxicos,
combustibles o inflamables. NUNCA realice
operaciones térmicas, de soldadura o de
corte en un área que contenga vapores
combustibles, líquidos inflamables o polvo
explosivo.
3. No enrolle ni coloque los cables alrededor de su
cuerpo.
4. Mantenga la fuente de alimentación y los cables
de la soldadora tan lejos de su cuerpo como sea
posible.
SOBRE LOS MARCAPASOS:
Los procedimientos anteriores también son
recomendados normalmente para los usuarios
de marcapasos. Consulte a su médico para
obtener información completa.
Manual 0-5155 INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS
1-5
NUNCA permita que el oxígeno entre en
contacto con grasa, aceite u otras sustancias
inflamables. Si bien el oxígeno por sí solo no se
quemará, estas sustancias resultan altamente
explosivas. Pueden encenderse y quemarse
violentamente ante la presencia de oxígeno.
Mantenga TODOS los aparatos limpios y libres de grasa,
aceite u otras sustancias inflamables.
ADVERTENCIA
FABRICATOR 252i INSTRUCCIONES DE SEGURIDAD
!
!
!
C. Ventilación
ADVERTENCIA
Ventile adecuadamente las áreas de operaciones
térmicas, de soldadura y de corte para evitar
la acumulación de concentraciones de gases
explosivos o tóxicos. Ciertas combinaciones
de metales, revestimientos y gases generan
humos tóxicos. Use equipos de protección
respiratoria en estas circunstancias. Antes
de realizar operaciones de soldadura, lea y
comprenda la Hoja de datos de seguridad
sobre materiales para la aleación de soldadura.
D. Protección personal
Las llamas de gases producen radiación infrarroja que
puede tener un efecto perjudicial en la piel y especialmente
en los ojos. Seleccione gafas o máscaras protectoras con
lentes templadas y sombra de nivel 4 o más oscura para
proteger sus ojos de lesiones y ofrecer buena visibilidad
del trabajo.
Use siempre guantes protectores y ropa resistente al fuego
para proteger su piel y ropa de las chispas y la escoria.
Mantenga los cuellos, mangas y bolsillos abotonados.NO
arremangue las mangas ni las botamangas.
Cuando trabaje en un entorno en el que no se suelda ni se
corta, siempre use protección ocular o facial adecuada.
ADVERTENCIA
Siga estas precauciones de seguridad y
operación CADA VEZ que use equipos de
regulación de presión. El incumplimiento de
las siguientes instrucciones de seguridad
y operación puede provocar incendios,
explosiones, daños al equipo o lesiones al
operador.
E. Cilindros de gas comprimido
El Departamento de Transporte (DOT) aprueba el diseño
y la fabricación de cilindros que contienen gases usados
para operaciones de soldadura y corte.
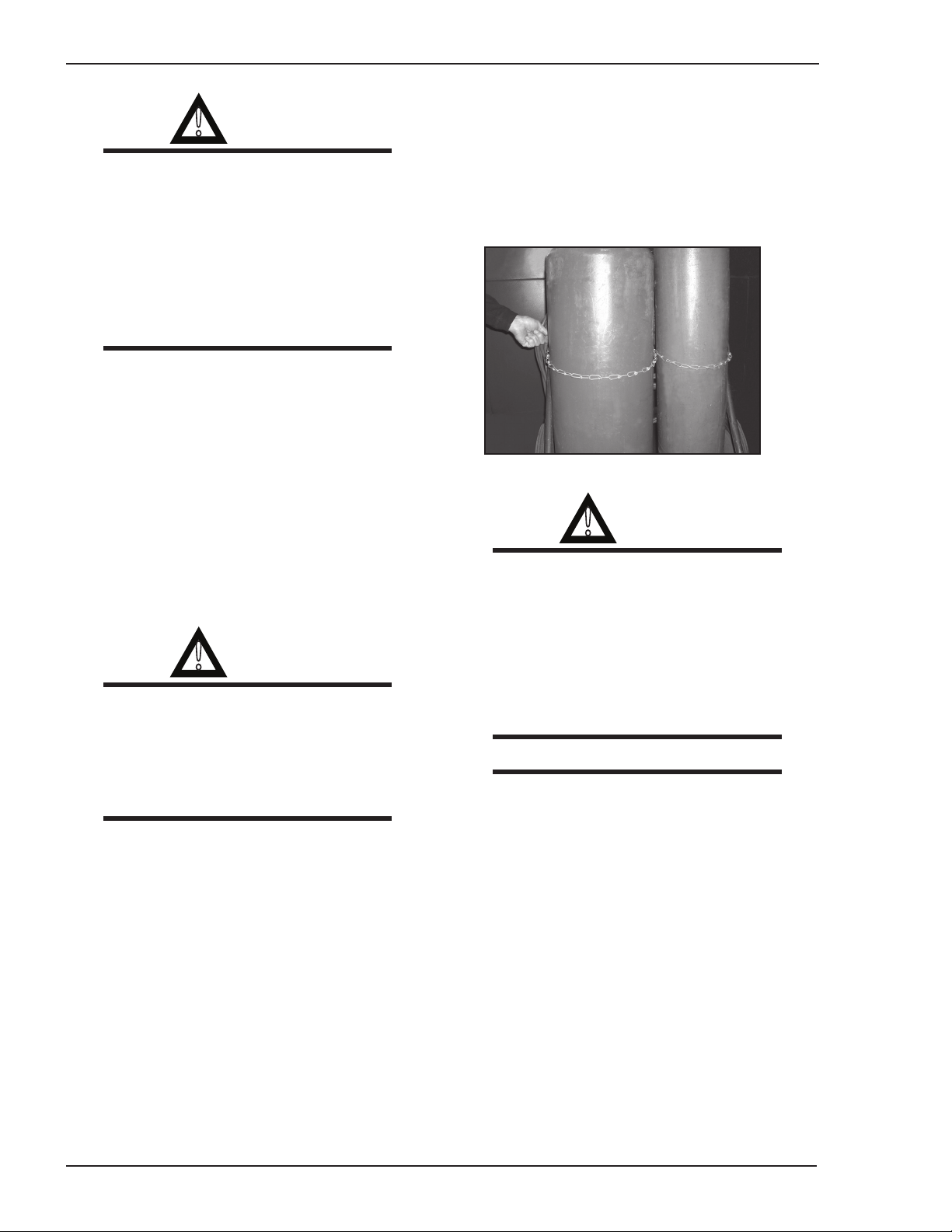
1. Coloque el cilindro (Figura 1-1) en el sitio donde
lo usará. Mantenga el cilindro en posición vertical.
Fíjelo a un carro, pared, banco de trabajo, poste,
etc.
Art # A-12127
Figura 1-1: Cilindros de gas
ADVERTENCIA
Los cilindros están altamente presurizados.
Manipúlelos con cuidado. El manejo o uso
incorrecto de los cilindros de gas puede
provocar accidentes graves. NO exponga el
cilindro a calor excesivo, llamas o chispas,
ni lo golpee o lo deje caer. NO lo choque con
otros cilindros. Póngase en contacto con su
proveedor de gas o consulte la publicación
P-1 de CGA sobre el manejo seguro de gases
comprimidos en contenedores.
NOTA
Si desea obtener la publicación P-1 de CGA
(Asociación de gas comprimido), escriba a
la misma a 4221 Walney Road, 5th Floor,
Chantilly, VA 20151-2923.
2. Coloque la tapa de protección de la válvula en el
cilindro cuando lo mueva, lo almacene o no lo
use. No arrastre ni ruede los cilindros de ninguna
manera. Use una carretilla de mano adecuada para
mover los cilindros.
INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS 1-6 Manual 0-5155

INSTRUCCIONES DE SEGURIDAD FABRICATOR 252i
!
3. Almacene los cilindros vacíos lejos de los cilindros
llenos. Márquelos como “VACÍOS” y cierre la
válvula del cilindro.
4. NUNCA use cilindros de gas comprimido sin un
regulador de reducción de presión conectado a la
válvula del cilindro.
5. Inspeccione la válvula del cilindro para detectar la
presencia de aceite, grasa o piezas dañadas.
ADVERTENCIA
NO use el cilindro si encuentra aceite, grasa o
piezas dañadas. Infórmele inmediatamente a
su proveedor de gas acerca de esta condición.
6. Abra y cierre momentáneamente la válvula
del cilindro (llamado “craqueo”) para remover
cualquier polvo o suciedad que pueda estar
presente en la válvula.
PRECAUCIÓN
Abra levemente la válvula del cilindro. Si abre la
válvula demasiado, el cilindro podría volcarse.
Cuando craquee la válvula del cilindro, NO se
pare directamente en frente de la válvula del
cilindro. Realice siempre el craqueo en un área
bien ventilada. Si un cilindro para acetileno
asperja una bruma cuando se craquea, déjelo
reposar durante 15 minutos. A continuación,
intente craquear nuevamente la válvula del
cilindro. Si el problema persiste, comuníquese
con su proveedor de gas.
1.03 Principales normas de seguridad
Seguridad en soldadura y corte, Normas ANSI Z49.1 de la
Sociedad estadounidense de soldadura, 550 N.W. LeJeune
Rd., Miami, FL 33126.
Normas de seguridad y salud, OSHA 29 CFR 1910 del
Superintendente de documentos, Oficina de impresión del
gobierno de EE. UU., Washington, D.C. 20402.
Prácticas de seguridad recomendadas para la preparación
para soldadura y corte de contenedores que hayan tenido
sustancias peligrosas, Normas AWS F4.1 de la Sociedad
estadounidense de soldadura, 550 N.W. LeJeune Rd.,
Miami, FL 33126.
Código eléctrico nacional, Normas NFPA 70 de la
Asociación nacional de protección contra incendios,
Batterymarch Park, Quincy, MA 02269.
Manejo seguro de gases comprimidos en cilindros,
Panfleto P-1 de la Asociación de gas comprimido, 1235
Jefferson Davis Highway, Suite 501, Arlington, VA 22202.
Código para la seguridad en soldaduras y cortes, Norma
W117.2 de la CSA, de la Asociación Canadiense de
Normalización, Standards Sales, 178 Rexdale Boulevard,
Rexdale, Ontario, Canadá, M9W 1R3.
Prácticas seguras para protección de los ojos y el rostro
en entornos de trabajo y educativos, Normas ANSI Z87.1
del Instituto de normas nacionales estadounidenses), 1430
Broadway, Nueva York, NY 10018.
Procesos de corte y soldadura, Normas NFPA 51B de
la Asociación nacional de protección contra incendios,
Batterymarch Park, Quincy, MA 02269.
Manual 0-5155 INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS
1-7
FABRICATOR 252i INSTRUCCIONES DE SEGURIDAD
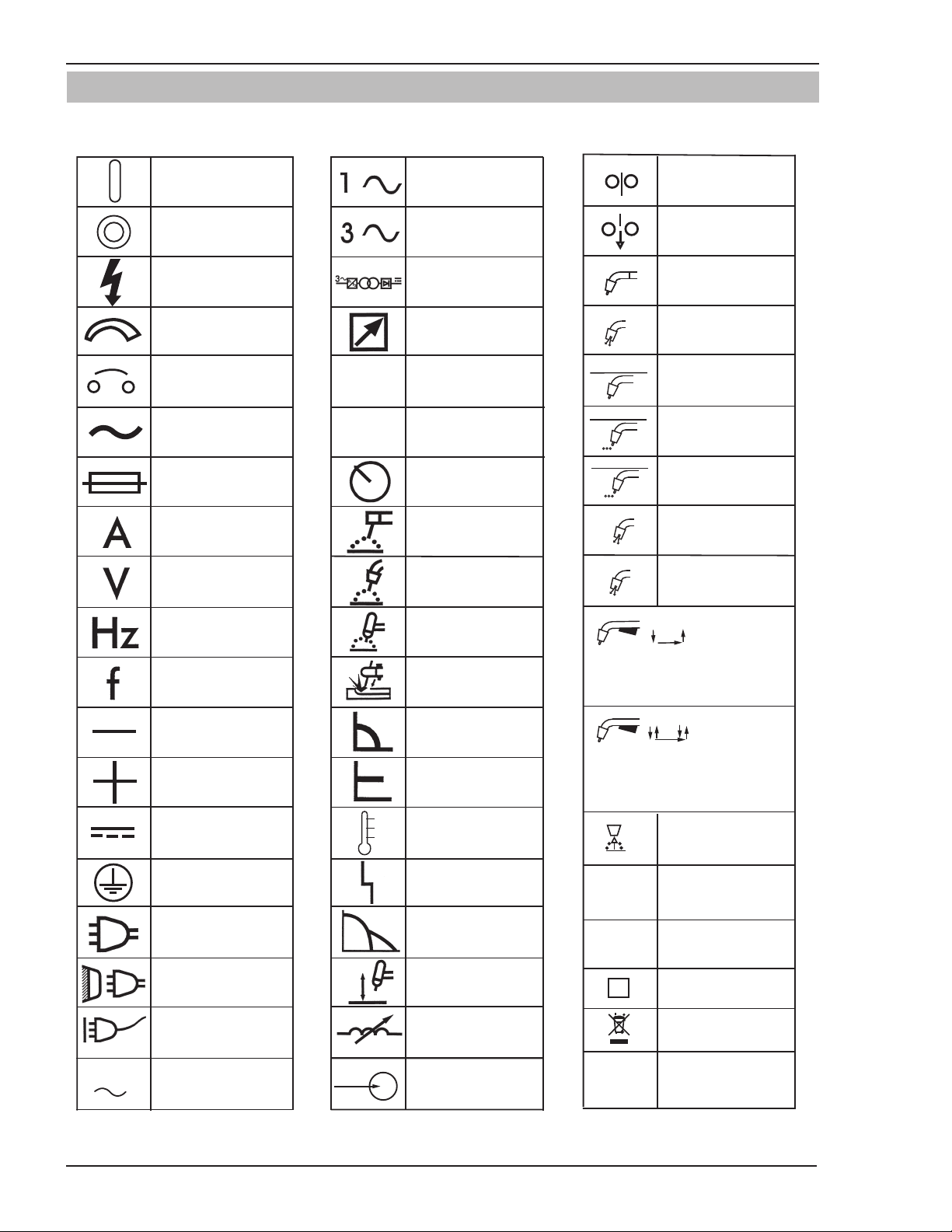
1.04 Tabla de símbolos
Tenga en cuenta que solo algunos de estos símbolos aparecerán en su modelo.
Función de
ENCENDIDA
APAGAR
Voltaje peligroso
Monofásico
Trifásico
Rectificador/
transformador/
convertido trifásico
de frecuencia estática
alimentación
de alambre
Alimentación de
alambre a la pieza de
trabajo con el voltaje
de salida APAGADO.
Pistola de soldar
Aumentar/Disminuir
Interruptor de circuito
Alimentación
auxiliar de CA
Fusible
Amperaje
Voltaje
Hertz (ciclos/s)
Frecuencia
Negativo
Positivo
Corriente
continua (CC)
Conexión de protección
a tierra (tierra eléctrica)
X
%
Remoto
Ciclo de trabajo
Porcentaje
Panel/Local
Soldadura por arco con
electrodo revestido
(SMAW)
Soldadura de arco
metálico con
gas (GMAW)
Soldadura por arco
con electrodo de
tungsteno (GTAW)
Corte por arco de aire
con electrodo de
carbono (CAC-A)
Corriente constante
Voltaje constante
o potencial constante
Temperatura alta
Indicación de falla
Purga de gas
Modo de soldadura
continua
Modo de soldadura
por puntos
Tiempo de punto
t
(Spot Time)
t1
Presione para iniciar la
Talimentación de alambre y la
soldadura, libere para detener.
Mantenga la presión para el preflujo,
libere para comenzar el arco.
Presione para detener el arco,
mantenga la presión para el preflujo.
y
IPM
Tiempo preflujo
Tiempo posflujo
t2
Protección contra
recalentamiento del
t
alambre (Burnback)
Pulgadas por minuto
Operación de
activación en
2 tiempos
Operación de
activación en
4 tiempos
Línea
Conexión a línea
Alimentación auxiliar
115 V 15 A
INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS 1-8 Manual 0-5155
Capacidad de la toma,
alimentación auxiliar
Fuerza de arco
Arranque controlado
“Touch Start” (GTAW)
Inductancia variable
Entrada de voltaje
V
MPM
S
Metros por minuto
Consultar la nota
Consultar la nota
Art # A-10663
INTRODUCCIÓN FABRICATOR 252i
!
SECCIÓN 2: INTRODUCCIÓN
2.01 Cómo utilizar este manual
Este manual de operación normalmente se aplica a
los números de pieza presentados en la página i. Para
garantizar el funcionamiento seguro, lea todo el manual,
incluido el capítulo sobre las advertencias e instrucciones
de seguridad. En todo este manual, pueden aparecer las
palabras ADVERTENCIA, PRECAUCIÓN y NOTA. Preste
atención a la información que se proporciona bajo estos
encabezados. Estas anotaciones especiales son fácilmente
reconocidas por:
ADVERTENCIA
Ofrecer información con respecto a posibles
lesiones por descarga eléctrica. Las advertencias
se encierran en un cuadro como este:
ADVERTENCIA
Ofrecer información con respecto a posibles
lesiones. Las advertencias se encierran en un
cuadro como este:
2.02 Identificación del equipo
El número de identificación de la unidad (número de pieza
o especificación), modelo, y número de serie normalmente
aparecen en la placa de datos unida a la máquina. Los
equipos que no tengan una placa de datos unida a la
máquina se identifican solamente por el número de pieza
o especificación impreso en el contenedor de envío. Anote
estos números para referencias futuras.
2.03 Recepción del equipo
Cuando reciba el equipo, verifique el contenido contra la
factura para garantizar que está completo y revise cualquier
posible daño del equipo por el viaje. Si existen daños,
notifíquelo al transportista de inmediato para llenar el
formulario de reclamación. Llene la información completa
con respecto a las reclamaciones por daños o errores de
envío para la ubicación en el área incluida en la cara interior
de la tapa trasera de este manual.
Incluida todos los números de identificación de los equipos
descritos arriba junto con la descripción completa de las
piezas con errores.
Mueva el equipo al sitio de instalación antes de desembalar
la unidad. Tenga cuidado de evitar daños al equipo cuando
utilice palancas, martillos, etc., para desembalar la unidad.
PRECAUCIÓN
Indica posibles daños del equipo. Las
precauciones se presentan en negritas.
NOTA
Ofrece información útil con respecto a
determinados procedimientos de operación.
Las notas se presentan en cursivas.
Copias adicionales de este manual pueden comprarse al
comunicarse con Tweco a la dirección o número telefónico
según su ubicación presentados en el interior de la tapa
trasera de este manual. Incluya el número del manual de
propietario y los números de identificación de los equipos.
Manual 0-5155 INTRODUCCIÓN2-1

FABRICATOR 252i INTRODUCCIÓN
!
2.04 Descripción
El Fabricator 252i de Tweco es una fuente de alimentación
para soldadura para varios procesos monofásicos
integrada que es capaz de realizar procesos de
soldadura MIG (GMAW/FCAW), STICK (SMAW) y Lift
TIG (GTAW). El Fabricator 252i está equipado con una
unidad de alimentación de alambre integrada, medidores
digitales de amperaje y voltaje, corrección de factor de
potencia (PFC) con tecnología de ahorro de energía
y una unidad central de otras características para satisfacer
las necesidades de funcionamiento del profesional de
soldadura moderna.
El Fabricator 252i cumple completamente la norma IEC
60974.1. El Fabricator 252i MIG proporciona excelente
rendimiento de soldadura a través de un amplio intervalo
de aplicaciones, cuando se utiliza con los procedimientos
y materiales consumibles de soldadura correctos. Las
instrucciones siguientes detallan cómo configurar correcta y
seguramente la máquina y proporcionan pautas para obtener
la mejor eficiencia y calidad de la fuente de alimentación. Lea
estas instrucciones por completo antes de usar la unidad.
2.05 Responsabilidad del usuario
2.06 Métodos de transporte
ADVERTENCIA
DESCARGA ELÉCTRICA, puede causar la muerte.
NO TOQUE las piezas con carga eléctrica.
Desconecte los conductores de alimentación
de entrada de la línea de suministro desactivada
antes de mover la fuente de alimentación de
soldadura.
ADVERTENCIA
Un EQUIPO CON FALLAS puede provocar
lesiones graves y daños los equipos.
Levante la unidad por las asas integradas en la parte frontal
y la parte trasera de la unidad.
Utilice una carretilla de mano o dispositivo similar de
capacidad adecuada.
Este equipo funciona según la información contenida en
este documento cuando se instala, opera, mantiene y
repara según las instrucciones incluidas. Este equipo debe
revisarse periódicamente. No deben utilizarse equipos
defectuosos (incluidos los cables de soldadura). Las piezas
que se rompan, pierdan, estén evidentemente desgastadas,
distorsionadas o contaminadas deben reemplazarse de
inmediato. Si tales reparaciones o reemplazos se hacen
necesarios, se recomienda que tales reparaciones se
lleven a cabo por medio de técnicas adecuadamente
capacitados autorizados por Tweco. A este respecto puede
buscar asesoría comunicándose con el distribuidor Tweco
autorizado.
Este equipo o cualquiera de sus piezas no deben ser
modificados de las especificaciones estándar sin aprobación
previa por escrito de Tweco. El usuario de este equipo
en general tiene toda la responsabilidad por cualquier
mal funcionamiento, que resulte por uso inadecuado o
modificación no autorizada de la especificación estándar,
falla de mantenimiento, daño o por la reparación efectuada
por alguien que no esté debidamente autorizado por Tweco.
Si utiliza un vehículo montacargas, coloque y asegure la
unidad en la plataforma apropiada antes del transporte.
INTRODUCCIÓN Manual 0-51552-2

INTRODUCCIÓN FABRICATOR 252i
2.07 Elementos incluidos
Fabricator 252i n.° pieza (W1004401)
- Suministro eléctrico de Fabricator 252i
- Pistola de MIG Tweco® Fusion 250 Amp de 15 pies
- Puntas de contacto de Velocity (1 de cada una)
• 0,030 pulg. (0,8 mm)
• 0,035 pulg. (0,9 mm)
• 0,045 pulg. (1,2 mm)
- Manguera de 10 pies (3 m), manómetro y regulador de argón Victor
- Pinza portaelectrodo de 13 pies Tweco WeldSkill 200 Amp Conductor (4 m)
- Pinza de conexión a tierra de 10 pies Tweco WeldSkill 200 Amp Conductor (3 m)
- Cilindros de transmisión:
• 0,035 pulg. / 0,045 pulg. (0,9 a 1,2 mm) superior plano e inferior ranurado en V (equipados)
• 0,045 pulg. (1,2 mm) Rodillo de núcleo fundente
- Manual de operación
- 9 pies (2,75 m) cable de alimentación y enchufe CA NEMA 6-50P 230 V
®
Figura 2-2: Elementos incluidos
Manual 0-5155 INTRODUCCIÓN2-3
A-12125

FABRICATOR 252i INTRODUCCIÓN
2.08 Ciclo de trabajo
El ciclo de trabajo nominal de una fuente de alimentación de soldadura es una declaración del tiempo que puede funcionar
a una salida de corriente de la soldadura nominal sin exceder los límites de temperatura de aislamiento de las piezas
componentes. Para explicar el período de ciclo de trabajo de 10 minutos se utiliza el siguiente ejemplo. Suponga que se
diseña una fuente de alimentación de soldadura para que trabaje con un ciclo de trabajo de 40 %, 250 amperios a 26,5
voltios. Esto significa que se diseño y construyó para ofrecer el amperaje nominal (250 A) durante 4 minutos, es decir,
el tiempo de soldadura de arco, de cada período de 10 minutos (40 % de 10 minutos es 4 minutos). Durante los otros 6
minutos del período de 10 minutos la fuente de alimentación de soldadura debe estar en reposo para permitir que se enfríe.
Con enchufe y cable de alimentación integrados en fábrica
100
90
80
70
60
50
40
30
Ciclo de trabajo (porcentaje)
20
Región de
operación
segura
ELECTRODO (STICK)
(SMAW)
TIG (GTAW)
MIG (GMAW)
10
0
0
25 50 75
100
Corriente máxima de soldadura (amp)
125 150 225 250
175
200
Art # A-10666
Figura 2-3: El ciclo de trabajo del Fabricator 252i con el enchufe y cable de suministro actualizados.
INTRODUCCIÓN Manual 0-51552-4

INTRODUCCIÓN FABRICATOR 252i
2.09 Especificaciones
Descripción
Dimensiones de la fuente de alimentación altura 17,5 pulg. x ancho 10,25 pulg. x
Masa de la fuente de alimentación 65 lb
Refrigeración Refrigeración por ventilador
Tipo de soldadora Fuente de alimentación para varios
Estándar IEC60974.1
Número de fases Monofásica
Voltaje de alimentación nominal 208/230 V CA ± 15 %
Intervalo de voltaje de alimentación 187 a 265 V CA
Frecuencia de alimentación nominal 50/60 Hz
Voltaje de circuito abierto 72 V CC
Intervalo de voltaje MIG 14-30 V CC
Intervalo de velocidad del alimentador de
alambre
Clase de protección IP23S
Capacidad de enchufe y cable de alimentación 50 Amp (10 AWG)
Intervalo de corriente de la soldadura (modo
MIG)
Intervalo de corriente de la soldadura (modo
LIFT TIG)
Intervalo de corriente de la soldadura (modo
STICK)
Corriente de entrada efectiva (I1eff) 22,4 amp
Corriente de entrada máxima(I1max) 34,7 amp
Requisito de generador monofásico 10 kVA
Salida de soldadura MIG (GMAW), 40 °C, 10
minutos
Salida de soldadura STICK (SMAW), 40 °C, 10
minutos
Salida de soldadura TIG (GTAW), 40 °C, 10
minutos
INVERSOR DE SOLDADURA PARA
VARIOS PROCESOS Fabricator 252i
profundidad 23,5 pulg.
procesos
67 a 700 ipm (1,7 - 17,8 m/min)
20 a 300 amp
5 a 300 amp
20 a 230 amp
250 A a 40 %, 26,5 V
200 A a 60 %, 24 V
150 A a 100 %, 21,5 V
230 A a 40 %, 29,2 V
200 A a 60 %, 28 V
150 A a 100 %, 26 V
250 A a 40 %, 20 V
200 A a 60 %, 18 V
150 A a 100 %, 16 V
Tabla 2-1: Especificación del Fabricator 252i
NOTA
Debido a las variaciones que pueden producirse en los productos fabricados, el rendimiento, los voltajes, las
relaciones, todas las capacidades, las mediciones, las dimensiones y los pesos indicados son solo aproximados.
Las capacidades y relaciones obtenidas en uso y funcionamiento dependen de la instalación, uso, aplicaciones,
mantenimiento y servicio correctos.
Manual 0-5155 INTRODUCCIÓN2-5

FABRICATOR 252i INTRODUCCIÓN
Esta página se dejó intencionalmente en blanco.
INTRODUCCIÓN Manual 0-51552-6

INSTALACIÓN/CONFIGURACIÓN FABRICATOR 252i
!
SECCIÓN 3: OPERACIÓN DE INSTALACIÓN Y CONFIGURACIÓN
3.01 Ambiente
Esta unidad está diseñada para usarse en ambientes con
riesgo creciente de una descarga eléctrica según se describe
en la norma IEC 60974.1. Pueden requerirse precauciones
de seguridad adicionales cuando se utilice la unidad en
un ambiente con riesgo creciente de descarga eléctrica.
Consulte las normas locales pertinentes para obtener más
información antes del uso en esas áreas.
A. Ejemplos de ambientes con riesgo creciente de una
descarga eléctrica son:
Las conexiones eléctricas de este equipo debe
realizarlas un técnico electricista capacitado.
3.03 Ventilación
ADVERTENCIA
1. En ubicaciones en las cuales la libertad de
movimiento esté restringido, de modo que el
operador está forzado a realizar el trabajo en una
posición incómoda (de rodillas, sentado o tendido)
en contacto físico con piezas conductoras.
2. En ubicaciones que estén limitadas parcial o
totalmente por elementos conductores, y en las
que existe un alto riesgo de un contacto inevitable
o accidental por parte del operador.
3. En ubicaciones calientes húmedas o mojadas
donde la humedad o la transpiración reducen
considerablemente la resistencia de la piel del cuerpo
humano y las propiedades de aislamiento de los
accesorios.
B. Los ambientes con riesgo creciente de descarga eléctrica
no incluyen sitios donde se aislaron las piezas conductoras
desde el punto de vista eléctrico en la vecindad próxima del
operador, que pueden provocar aumento del riesgo.
3.02 Ubicación
Asegúrese de ubicar la soldadora de acuerdo con las pautas
siguientes:
A. En áreas sin humedad y polvo.
B. Temperatura ambiente entre 32 °F y 104 °F.
C. En áreas sin aceite, vapor y gases corrosivos.
D. En áreas no sometidas a vibración o impacto anormales.
ADVERTENCIA
Debido a que la inhalación de los humos de
soldadura puede ser perjudicial, garantice que el
área de soldadura esté adecuadamente ventilada.
3.04 Requisitos de voltaje de la línea de alimentación principal
El voltaje de la línea de
alimentación principal debe estar dentro de ± 15 % del voltaje
de la alimentación principal nominal. El voltaje de alimentación
demasiado bajo puede provocar un desempeño deficiente
de la soldadura o el mal funcionamiento del alimentador de
alambre. Un voltaje de alimentación demasiado alto provoca
que los componentes se sobrecalienten y posiblemente
fallen.
ADVERTENCIA
Las conexiones eléctricas del Fabricator
252i debe realizarlas un técnico electricista
capacitado. Podría producirse un daño al
conjunto de control de alimentación (PCA) si se
aplica un voltaje de 276 V CA o superior al cable
de alimentación principal.
E. En áreas no expuestas a lluvia o luz solar directa.
F. Coloque una distancia de 1 pie o más desde la paredes,
o similar que pudiera restringir el f lujo de aire natural
para obtener enfriamiento.
G. El diseño de la caja de esta fuente de alimentación cumple
los requisitos de IP23S según se describe en la norma
IEC60529.
H. Deben tomarse precauciones contra la caída de la
fuente de alimentación. La fuente de alimentación debe
colocarse en una superficie horizontal adecuada en
posición vertical cuando esté en uso.
Manual 0-5155 INSTALACIÓN/CONFIGURACIÓN3-1

FABRICATOR 252i INSTALACIÓN/CONFIGURACIÓN
!
50/60 Hz
monofásico
Sí 10 AWG 208-230/50 A 50 A 40 % a 250 A 40 % a 250 A 40 % a 230 A
DESCARGA ELÉCTRICA
de la alimentación de entrada.
APAGUE la fuente de alimentación de soldadura, desconecte la alimentación de entrada por medio de los procedimientos
de bloqueo y etiquetado. Los procedimientos de bloqueo y etiquetado consisten en colocar un candado de desconexión de
la línea al interruptor en posición abierta, con el retiro de los fusibles o apagar y colocar la señalización de advertencia con
etiqueta roja en el interruptor del circuito u otro dispositivo de desconexión.
Requisitos de la entrada eléctrica
Ponga en funcionamiento la fuente de alimentación de soldadura por conexión a una fuente de alimentación CA, monofásica
de 50/60 Hz. La fuente de alimentación de soldadura debe estar:
• Instalada correctamente por un técnico electricista capacitado, de ser necesario.
Tamaño del
conductor de
alimentación
principal
Tabla 3-1: Conductores de fuente de alimentación de entrada para el Fabricator 252i.
puede causar la muerte;
Tamaño del
circuito de
corriente principal
mínimo (Vin/Iin)
NO TOQUE
las piezas con carga eléctrica.
Tamaño del
enchufe
mínimo
ADVERTENCIA
VOLTAJE CC IMPORTANTE
MIG LIFT TIG STICK
Corriente y ciclo de trabajo
queda acumulado luego del retiro
• Conectada correctamente a tierra (eléctricamente) de acuerdo con las reglamentaciones locales.
• Conectada a la toma de alimentación, fusibles y conductor de alimentación principal de tamaños correctos basados en
la tabla 3-1.
ADVERTENCIA
Cualquier servicio eléctrico debe ser llevado a cabo por un técnico electricista capacitado.
3.05 Compatibilidad electromagnética
ADVERTENCIA
Pueden requerirse precauciones adicionales sobre compatibilidad electromagnética cuando se utilice esta fuente
de alimentación de soldadura en condición doméstica.
A. Instalación y uso: responsabilidad de los usuarios
El usuario es responsable de la instalación y uso de los equipos de soldadura de acuerdo con las instrucciones del fabricante.
Si se detectan interferencias electromagnéticas, entonces debe ser responsabilidad del usuario del equipo de soldadura
resolver la situación con la asistencia técnica del fabricante. En algunos casos este acción de corrección puede ser tan simple
como conectar a tierra el circuito de soldadura, consulte la NOTA incluida más adelante. En otros casos podría involucrar la
construcción de una protección electromagnética que encierre la fuente de alimentación de soldadura y la pieza de trabajo,
incluidos los filtros de entrada asociados. En todos los casos, las interferencias electromagnéticas deben reducirse hasta
un grado en que ya no representen un inconveniente.
El circuito de soldadura puede ser conectado a tierra por motivos de seguridad. El cambio de los arreglos de
conexión a tierra solo deben ser autorizados por una persona capacitada para evaluar si los cambios aumentan
el riesgo de lesión, por ejemplo, al permitir trayectos de regreso de la corriente de la soldadura paralelos que
pueden poner en peligro los circuitos de conexión a tierra de otros equipos. Una guía adicional se incluyen en
la IEC 60974-13 Equipos de soldadura de arco: instalación y uso (en elaboración).
INSTALACIÓN/CONFIGURACIÓN Manual 0-51553-2
NOTA

INSTALACIÓN/CONFIGURACIÓN FABRICATOR 252i
B. Evaluación del área
Antes de la instalación del equipo de soldadura, el usuario
debe hacer una evaluación de los posibles problemas
electromagnéticos en el área circundante. Los puntos
siguientes deben tomarse en cuenta.
1. Otros cables de alimentación, cables de control y cables
de señalización y telefónicos; arriba, debajo o adyacentes
al equipo de soldadura.
2. Transmisores y receptores de radio y televisión.
3. Computadoras y otros equipos de control.
4. Equipos críticos de seguridad, por ejemplo, la protección
de equipos industriales.
5. La salud de las personas alrededor, por ejemplo, el uso
de marcapasos y dispositivos auditivos.
6. Equipos utilizados para calibración y medición.
7. La hora del día en que se llevarán a cabo la soldadura u
otras actividades.
8. La inmunidad de otros equipos en el entorno: el usuario
debe garantizar que los otros equipos que se utilicen
en el entorno son compatibles,esto puede requerir de
medidas de protección adicionales.
El tamaño del área circundante a considerarse depende
de la estructura del edificio y otras actividades que tengan
lugar. El área circundante puede extenderse más allá de los
límites locales.
C. Métodos de reducción de las emisiones
electromagnéticas
1. Línea de alimentación principal
Los equipos de soldadura deben conectarse a la
línea de alimentación principal de acuerdo con las
recomendaciones del fabricante. Si se produce una
interferencia, puede ser necesario tomar precauciones
adicionales como dispositivos de regulación de la línea
de alimentación principal. Debe darse consideración
a la protección del cable de alimentación del equipo
de soldadura instalado permanentemente en el
conducto metálico o equivalente. La protección debe
ser eléctricamente continua en toda la extensión. La
protección debe ser conectada a la fuente de alimentación
de soldadura de modo que se mantenga un buen contacto
eléctrico entre el conducto y la caja de la fuente de
alimentación de soldadura.
2. Mantenimiento del equipo de soldadura
Los equipos de soldadura deben recibir mantenimiento
rutinario de acuerdo con las recomendaciones
del fabricante. Toda puerta y tapa de acceso y de
mantenimiento debe cerrarse y ajustarse correctamente
cuando el equipo de soldadura esté en funcionamiento. El
equipo de soldadura no debe ser modificado en ninguna
manera excepto por los cambios y ajustes incluidos en
las instrucciones del fabricante.
3. Cables de soldadura
Los cables de soldadura deben mantenerse tan corto
como sea posible y deben colocarse lo más cercanos
entre sí, pero nunca enrollarse ni extenderse por el piso
o cerca de este.
4. Conexión equipotencial
Debe considerarse la conexión de todos los componentes
metálicos en la instalación de la soldadura y adyacentes
a esta. No obstante, los componentes metálicos
conectados a la pieza de trabajo aumentan el riesgo de
que el operador pudiera recibir una descarga por tocar
los componentes metálicos y el electrodo al mismo
tiempo. El operador debe aislarse de esos componentes
metálicos unidos.
5. Conexión o unión a tierra de la pieza de trabajo
Cuando la pieza de trabajo no esté conectada a tierra
por seguridadeléctrica, ni conectada a tierra debido al
tamaño y posición, por ejemplo, el casco de un barco
o una estructura de acero de un edificio, una unión de
conexión de la pieza de trabajo a tierra puede reducir
las emisiones en algunos casos, pero no en todos.
Debe tenerse cuidado de evitar que la conexión a tierra
de la pieza de trabajo aumente el riesgo de lesión a
los usuarios, o el daño de otros equipos eléctricos.
Cuando sea necesaria, la conexión de la pieza de trabajo
a tierra debe hacerse por conexión directa a la pieza
de trabajo, pero en algunos países donde la conexión
directa no está permitida, la unión debe obtenerse por
la capacitancia adecuada, seleccionada de acuerdo con
las reglamentaciones nacionales.
6. Apantallamiento y protección
El apantallamiento y protección selectivos de otros
cables y el equipo en el área circundante pueden reducir
los problemas de interferencia. El apantallamiento de la
instalación de soldadura completa puede considerarse
para implementar aplicaciones especiales.
Manual 0-5155 INSTALACIÓN/CONFIGURACIÓN3-3

FABRICATOR 252i INSTALACIÓN/CONFIGURACIÓN
3.06 Controles, indicadores y características de la fuente de alimentación
1
6
9
8
2
3
4
5
Art # A-10503_AB
7
Figura 3-1: Panel de control del Fabricator
11
10
+
13 14
15
Art # A-10504
-
12
Figura 3-2: Conexiones frontales del Fabricator
ADVERTENCIA
NO TOQUE el electrodo del alambre mientras se alimenta a través del sistema. El electrodo de alambre estará
en potencia de soldadura.
INSTALACIÓN/CONFIGURACIÓN Manual 0-51553-4
INSTALACIÓN/CONFIGURACIÓN FABRICATOR 252i
1. Indicador de alimentación
El indicador de alimentación verde se ilumina cuando la
soldadora esté encendida (ON) e indica la presencia de
electricidad.
2. Indicación de falla
El indicador de falla amarillo se ilumina cuando se detecta
alguna falla. TODAS las fallas iluminan el indicador.
3. Botón de selección de proceso de soldadura
Process
MIG
TIG
STICK
Presione y libere este botón para cambiar el modo de
proceso de soldadura seleccionado de MIG a LIFT TIG, a
STICK. El proceso de soldadura cambia al siguiente proceso
en secuencia cada vez que se presiona y libera el botón.
los indicadores rojos a continuación del botón se iluminan
para identificar el modo de proceso: MIG, LIFT TIG o STICK.
ADVERTENCIA
5. Botón ADVANCED FEATURES
(Características avanzadas)
Advanced
Features
Presione y libere el botón Advanced Features para ingresar
o salir del modo de programación avanzada. Para salir,
simplemente vuelva a presionar y liberar el botón. Cualquier
cambio que haga se guarda. Los elementos del menú de
programación avanzada se describen en detalle en cada
modo de soldadura en la sección 3.07.
Advanced
Features
Purga de gas.
Además, el botón Advanced Features se utiliza para iniciar
una función de purga de línea de gas de 30 segundos para
llenar la línea de gas con el gas de protección del cilindro de
gas conectado. Para comenzar la función de purga de gas,
simplemente mantenga presionado el botón durante cerca
de dos (2) segundos. Una vez que se inicia la función de
purga de gas, un cronómetro de cuenta regresiva aparece
en la pantalla alfanumérica de la izquierda que indica el
número de segundos restantes antes de que la purga termine
automáticamente. Puede detener la purga de gas en cualquier
momento durante los 30 segundos por presión y liberación
rápidas del botón otra vez.
Cuando la luz Power (alimentación) esté
encendida, la máquina está conectada al
voltaje de alimentación de línea principal y
los componentes eléctricos internos están al
potencial de voltaje principal.
4. Botón de seguro de gatillo 2T - 4T
Trigger
2T Normal
4T Latch
Presione y libere el botón para cambiar el modo de operaciónt
seleccionado del gatillo. El modo seleccionado puede ser la
operación “2T” (sin seguro) o “4T” (con seguro). El indicador
rojo a continuación del botón se ilumina para identificar el
modo seleccionado (2T o 4T). En el modo 4T una vez que
comenzó la soldadura puede liberar el gatillo y continuar
la soldadura hasta que se vuelva a presionar el gatillo o se
corte el arco de soldadura para detener el arco de soldadura.
Manual 0-5155 INSTALACIÓN/CONFIGURACIÓN3-5
FABRICATOR 252i INSTALACIÓN/CONFIGURACIÓN
(Control de arco)
6. Perilla izquierda: Control de amperaje
(WIRESPEED, velocidad del alambre)
A
Perilla izquierda
WIRESPEED
(Velocidad de
transferencia)
La perilla de control de amperaje ajusta la cantidad de
corriente de la soldadura suministrada por la fuente de
alimentación. En los modos STICK y LIFT TIG, la perilla
de control de amperaje ajusta directamente el inversor
eléctrico para suministrar el nivel deseado de corriente
de salida. En el modo MIG la perilla de amperaje ajusta la
velocidad del motor de alimentación de alambre (que a su
vez ajusta la corriente de salida por variación de la cantidad
de alambre de MIG suministrado al arco de soldadura). La
velocidad de alambre óptima requerida depende del tipo
de aplicación de soldadura. La tabla de configuración en el
interior de la puerta de compartimiento de la alimentación de
alambre ofrece un resumen de las configuraciones de salida
requeridas para un intervalo básico de las aplicaciones de
soldadura MIG. El valor también puede ajustarse mientras
una soldadura está en proceso; si esto se produce, la pantalla
de la izquierda cambia brevemente para mostrar el valor
ajustado debido al giro de la perilla, y automáticamente
regresa para presentar las mediciones de la corriente de
soldadura, cuando la perilla no se gire.
7. Perilla derecha: Control de varias funciones: Arc
Control (voltaje MIG /control de arco (inductancia) y
fuerza de arco del electrodo (STICK))
V
Perilla derecha
ARC CONTROL
Control del voltaje MIG
En este modo la perilla de control se utiliza para ajustar el
voltaje de salida de la fuente de alimentación. El voltaje de
soldadura aumenta por el giro de la perilla hacia la derecha
o disminuye por el giro de la perilla hacia la izquierda.
El nivel de voltaje óptimo requerido depende del tipo de
aplicación de soldadura. La tabla de configuración en el
interior de la puerta de compartimiento de la alimentación de
alambre ofrece un resumen de las configuraciones de salida
requeridas para un intervalo básico de las aplicaciones de
soldadura MIG. El valor también puede ajustarse mientras
una soldadura está en proceso; si esto se produce, la pantalla
de la izquierda cambia brevemente para mostrar el valor
ajustado debido al giro de la perilla, y automáticamente
regresa para presentar las mediciones de la corriente de
soldadura, cuando la perilla no se gire.
V
Right Knob
Perilla derecha
ARC CONTROL
(Control de arco)
Control de arco MIG (inductancia)
El control de arco funciona solamente en el modo MIG y
se utiliza para ajustar la intensidad del arco de soldadura.
Para tener acceso a la función Arc Control, mantenga
presionada la perilla derecha durante cerca de 2 segundos.
Es posible tener acceso y ajustar esta característica durante
la soldadura.
Selección del modo STICK
En este modo la perilla de control de varias funciones se
utiliza para ajustar al fuerza del arco. El control de la fuerza
del arco proporciona una cantidad ajustable de control de
fuerza de soldadura (o “penetración”). Esta característica
puede ser particularmente beneficiosa para proporcionar
al operador la capacidad de compensar la variabilidad del
ajuste de la junta en determinadas situaciones con electrodos
particulares. En general, el aumento del control de la fuerza
del arco hacia “100 %” (fuerza de arco máxima) permite
obtener un control de penetración mayor. La fuerza del arco
aumenta por el giro de la perilla hacia la derecha o disminuye
por el giro de la perilla hacia la izquierda. Es posible tener
acceso y ajustar esta característica durante la soldadura.
Para tener acceso a la función Arc Control, mantenga
presionada la perilla derecha durante cerca de 2 segundos.
Es posible tener acceso y ajustar esta característica durante
la soldadura.
La pantalla de la izquierda cambia para mostrar el nombre
del parámetro del control de arco que está vigente para el
modo MIG o STICK actual y la pantalla derecha presenta el
valor actual. Utilice la perilla derecha para cambiar el valor.
Cuando se seleccione el valor deseado, presione de nuevo la
perilla sin girarla y libérela para salir de la función de control
de arco y guardar el valor.
Modos de
soldadura
Función control de
arco
MIG Inductancia INDU 25 % (predeterminado) 0 – 100 %
STICK Fuerza de arco ARC- / FRCE 50 % (predeterminado) 0 – 100 %
INSTALACIÓN/CONFIGURACIÓN Manual 0-51553-6
Pantalla
izquierda
Tabla 3-2
Pantalla derecha Límites
INSTALACIÓN/CONFIGURACIÓN FABRICATOR 252i
8. Pantalla digital izquierda
Modo MIG
Este medidor digital se utiliza para presentar la velocidad de
alimentación de alambre preajustada (previsualización) en
pulgadas por minuto (IPM) en el modo MIG y el amperaje
de soldadura real de la fuente de alimentación cuando
se está en soldadura. En momentos en que no se esté
soldando, el medidor digital presenta un valor preajustado
(previsualización) de la velocidad de alimentación de
alambre. Este valor puede ajustarse por variación de la perilla
izquierda (control n.° 6).
Modos STICK y LIFT TIG
Este medidor digital se utiliza para presentar el amperaje
preajustado (previsualización) en los modos STICK o
LIFT TIG y el amperaje de soldadura real de la fuente de
alimentación cuando se está en soldadura. En momentos en
que no se esté soldando, el medidor de amperaje presenta un
valor preajustado (previsualización) tanto en el modo STICK
como en el modo LIFT TIG. Este valor puede ajustarse por
variación de la perilla izquierda (control n.° 6).
Cuando se está en soldadura, este medidor presenta el
amperaje de soldadura real en todos los modos.
Al finalizar la soldadura, el medidor digital mantiene el último
valor de amperaje registrado durante un lapso de cerca de
10 segundos en todos los modos. El medidor de amperaje
mantendrá el valor hasta:(1) alguno de los controles del panel
frontal se ajuste, en cuyo caso la unidad cambia al modo de
previsualización, (2) se recomienda la soldadura, en cuyo
caso aparece el amperaje de soldadura real o (3) transcurre
un lapso de 10 segundos después de finalizada la soldadura,
en cuyo caso la unidad regresa al modo de previsualización.
La pantalla también se utiliza para ofrecer mensajes de error
al usuario y presentar otras informaciones, que se explican
en la sección 5.
9. Pantalla digital derecha
Modo MIG
Este medidor digital se utiliza para presentar el voltaje
preajustado (previsualización) en el modo MIG y el voltaje
de soldadura real de la fuente de alimentación cuando
se está en soldadura. En momentos en que no se esté
soldando, el medidor digital presenta un valor preajustado
(previsualización) del voltaje. Este valor puede ajustarse por
variación de la perilla derecha (control n.° 7).
Modos STICK y LIFT TIG
Este medidor digital se utiliza para presentar el voltaje del
terminal de salida de soldadura en los modos STICK o LIFT
TIG durante la soldadura o no estando en esta. Este valor no
puede ajustarse por variación de la perilla derecha (control
n.° 7).
Cuando se está en soldadura, este medidor digital presenta
el voltaje de soldadura real en todos los modos.
Al finalizar la soldadura, el medidor digital mantiene el
último valor de voltaje registrado durante un lapso de cerca
de 10 segundos en todos los modos. El medidor de voltaje
mantendrá el valor hasta: (1) alguno de los controles del
panel frontal se ajuste, en cuyo caso la unidad cambia al
modo de previsualización, (2) se recomienda la soldadura,
en cuyo caso aparece el amperaje de soldadura real o (3)
transcurre un lapso de 10 segundos después de finalizada
la soldadura, en cuyo caso la unidad regresa al modo de
previsualización.
La pantalla también se utiliza para ofrecer mensajes de error
al usuario y presentar otras informaciones, que se explican
en la sección 5.
10. Adaptador de la pistola de MIG
El adaptador de la pistola de MIG es el punto de conexión
para la pistola de MIG Tweco. Consulte la sección 3.08
para obtener los detalles del procedimiento correcto
para la conexión de la pistola de MIG Tweco.
Manual 0-5155 INSTALACIÓN/CONFIGURACIÓN3-7
FABRICATOR 252i INSTALACIÓN/CONFIGURACIÓN
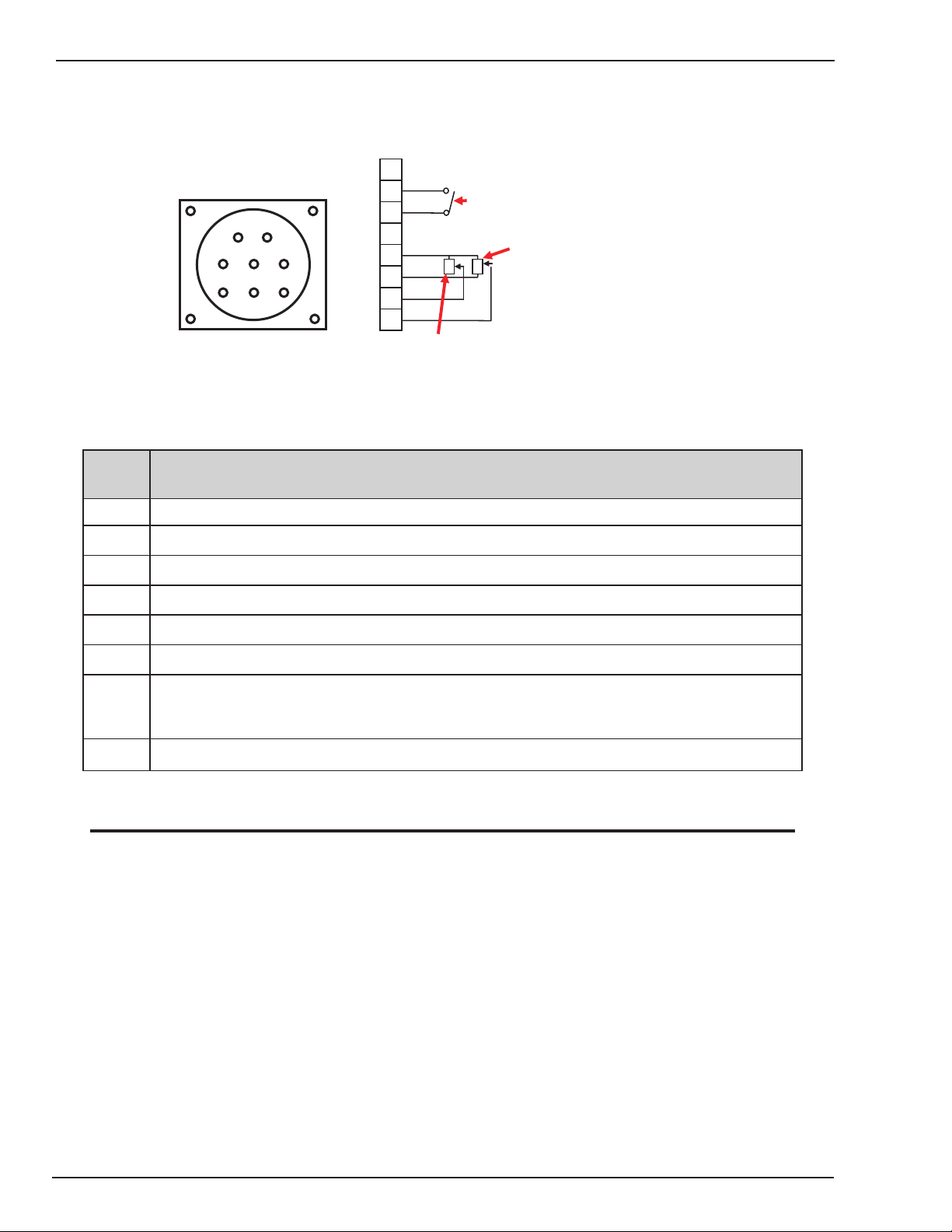
11. Conector de control remoto
El conector de control remoto de 8 clavijas se utiliza para conectar los dispositivos de control remoto a la fuente de
alimentación de soldadura. Para hacer las conexiones, alinee la clavija, inserte el enchufe, y gire el collar roscado
completamente a la derecha.
1
2
5
8
Art # A-09594_AC
2
1
3
4
6
7
3
4
5
6
7
8
Velocidad de transferencia de ubicación
remota en modo GMAW
Amperios de ubicación remota en modo GTAW
Figura 3-3: Conector de control remoto
Interruptor de activación
Voltios de ubicación
W
remota en modo GMAW
V
Clavija de
conector
Función
1 No conectado.
2
Entrada de interruptor de gatillo
3
Entrada de interruptor de gatillo
4
No conectado.
5
Conexión de 5 k ohm (máximo) a poteciómetro de control remoto de 5 k ohm.
6
Conexión de 0 k ohm (mínimo) a potenciómetro de control remoto de 5 k ohm.
Conexión de brazo limpiador a potenciómetro de modo MIG de velocidad del alambre control remoto
7
de 5 k ohm. Conexión de brazo limpiador a potenciómetro de modo LIFT TIG amp control remoto de
5 k ohm.
8
Conexión de brazo limpiador a potenciómetro de modo MIG voltios control remoto de 5 k ohm.
Tabla 3-3
NOTA
La configuración local remota en el panel de control debe ajustarse a remota para los controles de amperaje/
voltaje del alimentador de alambre remoto para que funcionen.
INSTALACIÓN/CONFIGURACIÓN Manual 0-51553-8
INSTALACIÓN/CONFIGURACIÓN FABRICATOR 252i
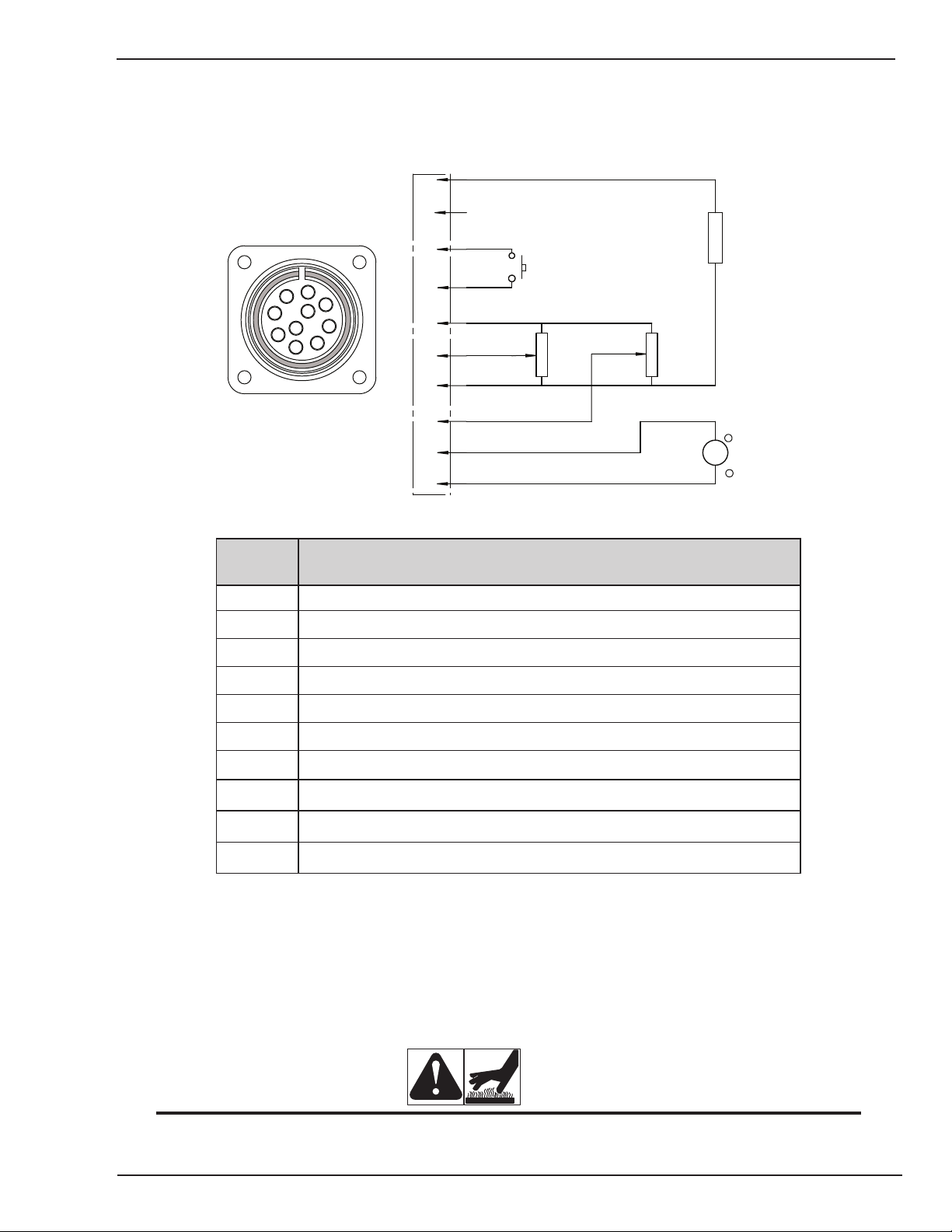
12. Conector de accesorios de 10 clavijas
El conector de accesorios de 10 clavijas se utiliza para conectar los dispositivos remotos como una pistola de carrete
a la fuente de alimentación de soldadura. Para hacer las conexiones, alinee la clavija, inserte el enchufe, y gire el collar
roscado completamente a la derecha.
J
1
I
D
Gatillo
1
Resistor
periférico
F
E
G
H
Art # A-10813
I
D
J
C
B
A
Clavija de
conector
A Pot. voltaje limpiador
B
C
D
E
Motor de alimentación de alambre (-)
Motor de alimentación de alambre (+)
Entrada de interruptor de gatillo
Pot. velocidad de alambre & Pot. voltaje (+) CW 10 K ohm
G
E
F
H
Potenciómetro de velocidad
de transferencia
1
2
3 3
A
C
B
Figura 3-4: Conector de control remoto
Función
3
1
2
Potenciómetro de voltaje
+
Motor
M
24 V
-
F
G
H
I
J
Pot. velocidad de brazo limp.
Entrada de interruptor de gatillo y solenoide (-)
Pot. velocidad de alambre& Pot. voltaje (-) ACW
Solenoide (+)
Resistor de programa periférico
Tabla 3-4
13. Terminal de salida de soldadura positivo
El terminal de soldadura positivo se utiliza para conectar la salida de la soldadura de la fuente de alimentación al
accesorio de soldadura adecuado, como la pistola de MIG (por medio del conductor de polaridad de pistola de MIG),
el conductor de pinza portaelectrodo o el cable de trabajo. La corriente de la soldadura positiva fluye desde la fuente de
alimentación por medio del terminal tipo bayoneta de uso industrial. No obstante, es esencial que el conector macho
se inserte y se gire para ajustarlo firmemente para obtener la conexión eléctrica correcta.
PRECAUCIÓN
Las conexiones sueltas del terminal de soldadura pueden provocar el sobrecalentamiento y resultar en que se
funda el conector macho en el terminal de bayoneta.
Manual 0-5155 INSTALACIÓN/CONFIGURACIÓN3-9
 Loading...
Loading...