

Page 1

TENSION DE SORTIE
3163339
RENDEMENT MAXIMUM TENSION ALIMENTATION D’ENTRÉE
AMP
PHASÉ
TÉMOIN DE SURCHAUFFE
GARANTIE
ANS
FABRICATOR® 141i
Systèmes De Soudage
Multifonction 3 EN 1
Manuel de
l’utilisateur
English
Canadien Français
Americas Español
Révision : AG Date de publication : 20 novembre 14 Manuel no. : 0-5145FC
Art # A-11510_AC
Tweco.com
Page 2

NOUS APPRÉCIONS VOTRE FIDÉLITÉ!
Félicitations pour avoir reçu votre nouveau produit Tweco. Nous sommes fiers de vous avoir comme
client et nous nous efforcerons de vous fournir le meilleur service possible et d’apporter notre soutien
à l’industrie. Ce produit est couvert par notre garantie étendue et par notre réseau de service dans le
monde entier.
Nous savons que vous êtes fier de votre travail et nous nous sentons privilégiés de vous offrir ce
produit de haute performance qui vous aidera à accomplir votre tâche.
Cela fait plus de 75 ans que Tweco fournit des produits de qualité sur lequel vous pouvez compter
quand votre réputation en dépend.
VOUS ÊTES EN BONNE COMPAGNIE!
Tweco est une Marque mondiale de produits de Soudage à l’arc de Victor Technologies Inc. Nous
nous distinguons de nos concurrents par une innovation qui domine le marché et avec des produits
réellement fiables qui résisteront à l’épreuve du temps.
Nous nous efforçons d’améliorer vos performances en matière de productivité, d’efficacité et de
soudure vous permettant ainsi d’exceller dans votre métier. Nous concevons les produits en pensant
au soudeur et en offrant des fonctionnalités avancées, ainsi que durabilité, facilité d’utilisation et
confort ergonomique.
Et surtout, nous sommes engagés à un environnement de travail plus sûr au sein de l’industrie du
soudage. Notre préoccupation principale est que vous soyez satisfait de ce produit et qu’il fonctionne
en toute sécurité. Veuillez prendre le temps de lire le manuel en entier, en particulier les Précautions de
sécurité.
Si vous avez des questions ou des préoccupations au sujet de votre nouveau produit Tweco, veuillez
contacter notre équipe sympathique et compétente de service à la clientèle au :
1-800-462-2782 (États-Unis) et au 1-905-827-4515 (Canada),
ou visitez-nous sur notre site Web à www.Tweco.com
Page 3
!
AVERTISSEMENTS
Merci de lire et de bien comprendre l’intégralité de ce manuel ainsi que les procédures de sécurité
de votre employeur pratique le cas échéant avant d’installer, d’exploiter et de réparer ce produit.
Quoique les informations contenues dans ce manuel reflètent le discernement du fabricant,
celui-ci décline toute responsabilité quant à son utilisation.
Manuel de l’utilisateur numéro 0-5145FC pour :
Ensemble du système portatif Fabricator 141i de Tweco No de pièce W1003141
Source d’alimentation du Fabricator 141i de Tweco No de pièce W1003140
Ensemble du système portatif Fabricator 141i avec chariot
de Tweco No de pièce W1003142
Publié par :
Victor Technologies International, Inc.
16052 Swingley Ridge Road,
Suite 300, St. Louis, MO 63017
USA
www.victortechnologies.com
Copyright © 2013 par
Victor Technologies International, Inc.
MD
Tous droits réservés.
Il est interdit de reproduire ce document en tout ou en partie sans la permission de
l’éditeur.
L’éditeur décline toute responsabilité envers les parties en cas de pertes ou de
dommages provoqués par une erreur ou une omission figurant dans ce manuel, qu’elle
soit le résultat d’une négligence, d’un accident ou d’une autre cause.
Date de la publication : 16 janvier 2013
Date de révision : 20 novembre 2014
Conserver les renseignements suivant pour la garantie :
Endroit de l’achat : ____________________________________
Date de l’achat : ____________________________________
No de série de l’appareil : ____________________________________
Page 4

TABLE DES MATIÈRES
CHAPITRE 1 :
CONSIGNES DE SÉCURITÉ ET AVERTISSEMENTS .............................................. 1-1
1.01 Dangers relatifs au soudage à l’arc ................................................................. 1-1
1.02 Informations Générales de Sécurité de Victor CS Regulador .......................... 1-6
1.03 Principales Normes De Securite ..................................................................... 1-8
1.04 Graphique de Symbole .................................................................................... 1-9
1.05 Déclaration de conformité ............................................................................. 1-10
CHAPITRE 2 :
INTRODUCTION ...................................................................................... 2-1
2.01 Comment utiliser ce manuel ........................................................................... 2-1
2.02 Identification de l’équipement ......................................................................... 2-1
2.03 Réception de l’équipement .............................................................................. 2-1
2.04 Description ..................................................................................................... 2-1
2.05 Méthodes de transport .................................................................................... 2-2
2.06 Responsabilités de l’utilisateur ....................................................................... 2-2
2.07 Système portatif Fabricator 141i (no de pièce W1003141) ............................. 2-2
2.08 Facteur de marche .......................................................................................... 2-3
2.09 Caractéristiques .............................................................................................. 2-4
2.10 Options et accessoires .................................................................................... 2-5
CHAPITRE 3 :
INSTALLATION, UTILISATION ET RÉGLAGE ...................................................... 3-1
3.01 Environnement ................................................................................................ 3-1
3.02 Emplacement .................................................................................................. 3-1
3.03 Aération .......................................................................................................... 3-1
3.04 Tension d'alimentation électrique ................................................................... 3-1
3.05 Compatibilité électromagnétique ..................................................................... 3-3
3.06 Détendeur Victor ............................................................................................. 3-4
3.07 Détection de fuite dans le système ................................................................. 3-6
3.08 Fin de l’utilisation du détendeur ...................................................................... 3-6
3.09 Entreposage du détendeur .............................................................................. 3-6
3.10 Commandes, témoins et caractéristiques de la source d’alimentation ............ 3-7
3.11 Raccordement du pistolet Tweco Fusion 140 A ............................................ 3-14
3.12 Insertion du fil dans le mécanisme d'alimentation ........................................ 3-15
3.13 Pose d’une bobine de 4 po (100 mm) de diamètre ....................................... 3-16
3.14 Pose d’une bobine de 8 po (200 mm) de diamètre ....................................... 3-16
3.15 Réglage de la pression du galet d’entraînement ............................................ 3-17
3.16 Remplacement du galet d’entraînement ........................................................ 3-17
3.17 Frein du dévidoir du fil .................................................................................. 3-18
3.18 Fonctionnement du détendeur de gaz ........................................................... 3-19
3.19 Réglage pour soudure MIG (GMAW) avec fil MIG sous protection gazeuse . 3-19
3.20 Configuration pour soudage MIG (FCAW)
avec fil-électrode fourré (sans protection gazeuse) ...................................... 3-21
Page 5

TABLE DES MATIÈRES
3.21 Configuration pour soudage MIG (GMAW) au PISTOLET À BOBINE avec fil MIG
sous protection gazeuse ............................................................................... 3-23
3.22 Configuration pour soudage à amorçage au touché (LIFT TIG; GTAW) ......... 3-24
3.23 Configuration pour soudage à l’électrode enrobée (procédé SMAW) ............ 3-26
3.24 Incendiez le remplacement de vis de pouce d'adapteur ................................ 3-27
SECTION 4 :
Technique de soudage de base .................................................................... 4-1
4.01 Technique de soudage de base MIG (GMAW/FCAW) ...................................... 4-1
4.02 Dépannage - Soudage MIG (GMAW/FCAW) .................................................... 4-6
4.03 Technique de soudage de base STICK (SMAW) ............................................ 4-10
4.04 Effets du soudage à électrode enrobée sur divers matériaux ........................ 4-10
4.05 Dépannage de soudure du bâton (SMAW) .................................................... 4-19
4.06 Technique de soudage de base TIG (GTAW) ................................................. 4-22
4.07 Problèmes de soudage - TIG (GTAW) .......................................................... 4-24
CHAPITRE 5 : PROBLÈMES DE SOURCE D’ALIMENTATION ET BESOINS D’ENTRETIEN RÉGULIER 5-1
5.01 Problèmes au niveau du bloc d’alimentation ................................................... 5-1
5.02 Entretien régulier et exigences de calibrage .................................................... 5-3
5.03 Nettoyage de la source de courant de soudage ............................................... 5-4
5.04 Nettoyage des galets d’entraînement .............................................................. 5-4
5.05 Courbes volt-ampère ...................................................................................... 5-4
CHAPITRE 6 : PIÈCES DE RECHANGE ................................................................... 6-1
6.01 Pistolet MIG Tweco Fusion de 140 A ............................................................... 6-1
6.02 Source d’alimentation ..................................................................................... 6-2
6.03 Liste de matériel ............................................................................................. 6-4
ANNEXE ...................................................................................................... A-1
ANNEXE : DIAGRAMME DU CIRCUIT DU FABRICATOR 141i ......................................... A-2
DÉCLARATION DE GARANTIE .....................................COUVERTURE ARRIÈRE INTÉRIEURE
INFORMATION DE CONTACT DU SERVICE À LA CLIENTÈLE INTERNATIONAL COUVERTURE DU VERSO
Page 6

Page volontairement laissée vierge.
TABLE DES MATIÈRES
Page 7

CONSIGNES DE SÉCURITÉ FABRICATOR 141i
!
CHAPITRE 1 :
CONSIGNES DE SÉCURITÉ ET AVERTISSEMENTS
MISE EN GARDE
LE SOUDAGE A L’ARC EST DANGEREUX.
PROTEGEZ-VOUS, AINSI QUE LES AUTRES, CONTRE LES BLESSURES GRAVES POSSIBLES OU LA
MORT. NE LAISSEZ PAS LES ENFANTS S’APPROCHER, NI LES PORTEURS DE STIMULATEUR CARDIAQUE (A MOINS QU’ILS N’AIENT CONSULTE UN MEDECIN). CONSERVEZ CES INSTRUCTIONS. LISEZ
LE MANUEL D’OPERATION OU LES INSTRUCTIONS AVANT D’INSTALLER, UTILISER OU ENTRETENIR
CET EQUIPEMENT.
Les produits et procédés de soudage peuvent sauser des blessures graves ou la mort, de même que des dommages
au reste du matériel et à la propriété, si l’utilisateur n’adhère pas strictement à toutes les règles de sécurité et ne
prend pas les précautions nécessaires.
En soudage et coupage, des pratiques sécuritaires se sont développées suite à l’expérience passée. Ces pratiques
doivent être apprises par étude ou entraînement avant d’utiliser l’equipement. Toute personne n’ayant pas suivi
un entraînement intensif en soudage et coupage ne devrait pas tenter de souder. Certaines pratiques concernent
les équipements raccordés aux lignes d’alimentation alors que d’autres s’adressent aux groupes électrogènes.
La norme Z49.1 de l’American National Standard, intitulée « SAFETY IN WELDING AND CUTTING » présente les
pratiques sécuritaires à suivre. Ce document ainsi que d’autres guides que vous devriez connaître avant d’utiliser
cet équipement sont présentés à la fin de ces instructions de sécurité.
SEULES DES PERSONNES QUALIFIEES DOIVENT FAIRE DES TRAVAUX D’INSTALLATION, DE REPARATION,
D’ENTRETIEN ET D’ESSAI.
1.01 Dangers relatifs au soudage à l’arc
AVERTISSEMENT
L’ELECTROCUTION PEUT ETRE MORTELLE.
Une décharge électrique peut tuer ou
brûler gravement. L’électrode et le circuit
de soudage sont sous tension dès la mise
en circuit. Le circuit d’alimentation et les
circuits internes de l’équipement sont aussi
sous tension dès la mise en marche. En
soudage automatique ou semi-automatique
avec fil, ce dernier, le rouleau ou la bobine
de fil, le logement des galets d’entrainement
et toutes les pièces métalliques en contact
avec le fil de soudage sont sous tension.
Un équipement inadéquatement installé ou
inadéquatement mis à la terre est dangereux.
Manuel 0-5145FC 1-1
1. Ne touchez pas à des pièces sous tension.
2. Portez des gants et des vêtements isolants, secs et
non troués.
3 Isolez-vous de la pièce à souder et de la mise à la
terre au moyen de tapis isolants ou autres.
4. Déconnectez la prise d’alimentation de l’équipement
ou arrêtez le moteur avant de l’installer ou d’en faire
l’entretien. Bloquez le commutateur en circuit ouvert
ou enlevez les fusibles de l’alimentation afin d’éviter
une mise en marche accidentelle.
5. Veuillez à installer cet équipement et à le mettre à
la terre selon le manuel d’utilisation et les codes
nationaux, provinciaux et locaux applicables.
6. Arrêtez tout équipement après usage. Coupez l’alimentation de l’équipement s’il est hors d’usage ou
inutilisé.
7. N’utilisez que des porte-électrodes bien isolés. Ne
jamais plonger les porte-électrodes dans l’eau pour
les refroidir. Ne jamais les laisser traîner par terre ou
sur les pièces à souder. Ne touchez pas aux porteélectrodes raccordés à deux sources de courant en
même temps. Ne jamais toucher quelqu’un d’autre
avec l’électrode ou le porte-électrode.
CONSIGNES DE SÉCURITÉ
Page 8

FABRICATOR 141i CONSIGNES DE SÉCURITÉ
8. N’utilisez pas de câbles électriques usés, endommagés, mal épissés ou de section trop petite.
9. N’enroulez pas de câbles électriques autour de votre
corps.
10. N’utilisez qu’une bonne prise de masse pour la mise
à la terre de la pièce à souder.
11. Ne touchez pas à l’électrode lorsqu’en contact avec
le circuit de soudage (terre).
12. N’utilisez que des équipements en bon état. Réparez
ou remplacez aussitôt les pièces endommagées.
13. Dans des espaces confinés ou mouillés, n’utilisez
pas de source de courant alternatif, à moins qu’il
soit muni d’un réducteur de tension. Utilisez plutôt
une source de courant continu.
14. Portez un harnais de sécurité si vous travaillez en
hauteur.
15. Fermez solidement tous les panneaux et les capots.
LES VAPEURS ET LES FUMEES SONT
DANGEREUSES POUR LA SANTE.
Le soudage dégage des vapeurs et des
fumées dangereuses à respirer.
1. Eloignez la tête des fumées pour éviter de les respirer.
2. A l’intérieur, assurez-vous que l’aire de soudage est
bien ventilée ou que les fumées et les vapeurs sont
aspirées à l’arc.
3. Si la ventilation est inadequate, portez un respirateur
à adduction d’air approuvé.
4. Lisez les fiches signalétiques et les consignes
du fabricant relatives aux métaux, aux produits
consummables, aux revêtements et aux produits
nettoyants.
AVERTISSEMENT
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC PEUT BRÛLER
LES YEUX ET LA PEAU; LE BRUIT PEUT
ENDOMMAGER L’OUIE.
L’arc de soudage produit une chaleur et des
rayons ultraviolets intenses, susceptibles de
brûler les yeux et la peau. Le bruit causé par
certains procédés peut endommager l’ouïe.
1. Portez une casque de soudeur avec filtre oculaire de
nuance appropriée (consultez la norme ANSI Z49
indiquée ci-après) pour vous protéger le visage et
les yeux lorsque vous soudez ou que vous observez
l’exécution d’une soudure.
2. Portez des lunettes de sécurité approuvées. Des
écrans latéraux sont recommandés.
3. Entourez l’aire de soudage de rideaux ou de cloisons
pour protéger les autres des coups d’arc ou de
l’éblouissement; avertissez les observateurs de ne
pas regarder l’arc.
4. Portez des vêtements en matériaux ignifuges et durables (laine et cuir) et des chaussures de sécurité.
5. Portez un casque antibruit ou des bouchons d’oreille
approuvés lorsque le niveau de bruit est élevé.
5. Ne travaillez dans un espace confiné que s’il est bien
ventilé; sinon, portez un respirateur à adduction d’air.
Les gaz protecteurs de soudage peuvent déplacer
l’oxygène de l’air et ainsi causer des malaises ou la
mort. Assurez-vous que l’air est propre à la respiration.
6. Ne soudez pas à proximité d’opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et
les rayons de l’arc peuvent réagir avec des vapeurs
et former des gaz hautement toxiques et irritants.
7. Ne soudez des tôles galvanisées ou plaquées au
plomb ou au cadmium que si les zones à souder ont
été grattées à fond, que si l’espace est bien ventilé;
si nécessaire portez un respirateur à adduction d’air.
Car ces revêtements et tout métal qui contient ces
éléments peuvent dégager des fumées toxiques au
moment du soudage.
AVERTISSEMENT
LE SOUDAGE PEUT CAUSER UN INCENDIE
OU UNE EXPLOSION
L’arc produit des étincellies et des projections. Les particules volantes, le métal
chaud, les projections de soudure et l’équipement surchauffé peuvent causer un incendie et des brûlures. Le contact accidentel de
l’électrode ou du fil-électrode avec un objet
métallique peut provoquer des étincelles, un
échauffement ou un incendie.
CONSIGNES DE SÉCURITÉ 1-2 Manuel 0-5145FC
Page 9

CONSIGNES DE SÉCURITÉ FABRICATOR 141i
1. Protégez-vous, ainsi que les autres, contre les étincelles et du métal chaud.
2. Ne soudez pas dans un endroit où des particules
volantes ou des projections peuvent atteindre des
matériaux inflammables.
3. Enlevez toutes matières inflammables dans un rayon
de 10, 7 mètres autour de l’arc, ou couvrez-les soigneusement avec des bâches approuvées.
4. Méfiez-vous des projections brulantes de soudage
susceptibles de pénétrer dans des aires adjacentes
par de petites ouvertures ou fissures.
5. Méfiez-vous des incendies et gardez un extincteur
7. Ne soudez pas un récipient fermé, tel un réservoir
ou un baril.
8. Connectez le câble de soudage le plus près possible
de la zone de soudage pour empêcher le courant de
suivre un long parcours inconnu, et prévenir ainsi
les risques d’électrocution et d’incendie.
9. Ne dégelez pas les tuyaux avec un source de courant.
10. Otez l’électrode du porte-électrode ou coupez le fil
au tube-contact lorsqu’inutilisé après le soudage.
11. Portez des vêtements protecteurs non huileux, tels
des gants en cuir, une chemise épaisse, un pantalon
revers, des bottines de sécurité et un casque.
à portée de la main.
6. N’oubliez pas qu’une soudure réalisée sur un plafond, un plancher, une cloison ou une paroi peut
enflammer l’autre côté.
AWS F2.2 : 2001 (R2010), Modifié avec l’accord de l’American Welding Society (AWS), Miami, Florida
Guide de teinte des lentilles
Procédé
Soudage à l’arc avec
électrode enrobée (procédé
SMAW)
Soudage à l’arc sous gaz
avec fil plein (procédé
GMAW) et soudage avec fil
fourré (procédé FCAW)
Soudage à l’électrode
réfractaire (procédé GTAW)
Coupage à l’arc avec
électrode de carbone et jet
d’air (procédé AAC)
Soudage à l’arc au plasma
(procédé PAW)
Coupage plasma (procédé
PAC)
Taille de l’électrode
enmm (po)
Moins de 2,4 (3/32)
3/32-5/32 (2,4-4,0)
5/32-1/4 (4,0-6,4)
Plus de 1/4 (6,4)
(Clair)
(Sombre)
Courant
d’arc
(ampères)
Moins de 60
60-160
160-250
250-550
Moins de 60
60-160
160-250
250-550
Moins de 50
50-150
150-500
Moins de
500 500-
1000
Moins de 20
20-100
100-400
400-800
Moins de 20
20-40
40-60
60-80
80-300
300-400
400-800
Gamme
d’intensité
minimum
7
8
10
11
7
10
10
10
8
8
10
10
11
6
8
10
11
4
5
6
8
8
9
10
Numéro de teinte
recommandée*
(Confort)
10
12
14
11
12
14
10
12
14
12
14
6 à 8
10
12
14
4
5
6
8
9
12
14
* En règle générale, commencer avec une teinte plus foncée pour voir la zone de soudage. Réduire ensuite
progressivement vers la teinte qui permet de voir la zone de soudage sans dépasser le minimum. Lors
dusoudage, du coupage ou du brasage au gaz oxygéné, la torche ou le fondant produit une puissante
lumière jaune; il est préférable d’utiliser un filtre qui absorbe cette lumière jaune ou le sodium du spectre
de la lumière visible.
Manuel 0-5145FC 1-3
CONSIGNES DE SÉCURITÉ
Page 10

FABRICATOR 141i CONSIGNES DE SÉCURITÉ
AVERTISSEMENT
AVERTISSEMENT
LES ETINCELLES ET LES PROJECTIONS
BRULANTES PEUVENT CAUSER DES
BLESSURES.
LES MOTEURS PEUVENT ETRE DANGEREUX
Le piquage et le meulage produisent des
particules métalliques volantes. En refroidissant, la soudure peut projeter du éclats
LES GAZ D’ECHAPPEMENT DES MOTEURS
PEUVENT ETRE MORTELS.
Les moteurs produisent des gaz d’échappement nocifs.
de laitier.
1. Portez un écran facial ou des lunettes protectrices approuvées. Des écrans latéraux sont
recommandés.
2. Portez des vêtements appropriés pour protéger
la peau.
AVERTISSEMENT
LES BOUTEILLES ENDOMMAGEES PEUVENT EXPLOSER
Les bouteilles contiennent des gaz protecteurs sous haute pression. Des bouteilles
endommagées peuvent exploser. Comme
les bouteilles font normalement partie du
procédé de soudage, traitez-les avec soin.
1. Protégez les bouteilles de gaz comprimé contre les
sources de chaleur intense, les chocs et les arcs de
soudage.
2. Enchainez verticalement les bouteilles à un support
ou à un cadre fixe pour les empêcher de tomber ou
d’être renversées.
3. Eloignez les bouteilles de tout circuit électrique ou
de tout soudage.
4. Empêchez tout contact entre une bouteille et une
électrode de soudage.
5. N’utilisez que des bouteilles de gaz protecteur, des
détendeurs, des boyauxs et des raccords conçus
pour chaque application spécifique; ces équipements et les pièces connexes doivent être maintenus
en bon état.
6. Ne placez pas le visage face à l’ouverture du robinet
de la bouteille lors de son ouverture.
7. Laissez en place le chapeau de bouteille sauf si en
utilisation ou lorsque raccordé pour utilisation.
8. Lisez et respectez les consignes relatives aux
bouteilles de gaz comprimé et aux équipements
connexes, ainsi que la publication P-1 de la CGA,
identifiée dans la liste de documents ci-dessous.
CONSIGNES DE SÉCURITÉ 1-4 Manuel 0-5145FC
1. Utilisez l’équipement à l’extérieur dans des aires
ouvertes et bien ventilées.
2. Si vous utilisez ces équipements dans un endroit
confiné, les fumées d’échappement doivent être
envoyées à l’extérieur, loin des prises d’air du bâtiment.
AVERTISSEMENT
LE CARBURANT PEUR CAUSER UN INCENDIE OU UNE EXPLOSION.
Le carburant est hautement inflammable.
1. Arrêtez le moteur avant de vérifier le niveau e carburant ou de faire le plein.
2. Ne faites pas le plein en fumant ou proche d’une
source d’étincelles ou d’une flamme nue.
3. Si c’est possible, laissez le moteur refroidir avant de
faire le plein de carburant ou d’en vérifier le niveau
au début du soudage.
4. Ne faites pas le plein de carburant à ras bord : prévoyez de l’espace pour son expansion.
5. Faites attention de ne pas renverser de carburant.
Nettoyez tout carburant renversé avant de faire
démarrer le moteur.
AVERTISSEMENT
DES PIECES EN MOUVEMENT PEUVENT
CAUSER DES BLESSURES.
Des pièces en mouvement, tels des ventilateurs, des rotors et des courroies peuvent
couper doigts et mains, ou accrocher des
vêtements amples.
1. Assurez-vous que les portes, les panneaux, les
capots et les protecteurs soient bien fermés.
2. Avant d’installer ou de connecter un système, arrêtez
le moteur.
Page 11

CONSIGNES DE SÉCURITÉ FABRICATOR 141i
!
3. Seules des personnes qualifiées doivent démonter
des protecteurs ou des capots pour faire l’entretien
ou le dépannage nécessaire.
4. Pour empêcher un démarrage accidentel pendant
l’entretien, débranchez le câble d’accumulateur à la
borne négative.
5. N’approchez pas les mains ou les cheveux de pièces
en mouvement; elles peuvent aussi accrocher des
vêtements amples et des outils.
6. Réinstallez les capots ou les protecteurs et fermez
les portes après des travaux d’entretien et avant de
faire démarrer le moteur.
AVERTISSEMENT
PLOMB AVERTISSEMENT
AVERTISSEMENT : Ce produitcontient des
produits chimiques, notamment du plomb,
reconnu par l’Étatde la Californie pour
causerdes malformations congénitaleset
d’autresdommages touchant le système
reproductif.
Se laver les mainsaprès mani-
pulation.
REMARQUE
Facteurs relatifs au soudage et aux effets
des champs magnétiques et électriques de
basse fréquence.
DES ETINCELLES PEUVENT FAIRE EXPLOSER UN ACCUMULATEUR; L’ELECTROLYTE
D’UN ACCUMU-LATEUR PEUT BRULER LA
PEAU ET LES YEUX.
Les accumulateurs contiennent de l’électrolyte acide et dégagent des vapeurs
explosives.
1. Portez toujours un écran facial en travaillant sur un
accumu-lateur.
2. Arrêtez le moteur avant de connecter ou de déconnecter des câbles d’accumulateur.
3. N’utilisez que des outils anti-étincelles pour travailler
sur un accumulateur.
4. N’utilisez pas une source de courant de soudage
pour charger un accumulateur ou survolter momentanément un véhicule.
5. Utilisez la polarité correcte (+ et –) de l’accumulateur.
AVERTISSEMENT
Voici une citation tirée du chapitre des conclusions
générales du document de base de l’Office of Technology
Assessment (bureau des évaluations technologiques)
del’U.S. Congress, « Biological Effects of Power
Frequency Electric & Magnetic Fields », OTA-BP-E-63
(Washington, DC : U.S. Government Printing Office,
mai 1989) : « ... il existe de nos jours, un nombre
très élevé de travaux scientifiques qui rapportent les
résultats d’expériences menées au niveau cellulaire et
d’études auprès d’homme et d’animaux qui établissent
nettement le rapport entre les champs magnétiques
de basse fréquence et les systèmes biologiques, soit
par des interactions ou des modifications. Quoique la
plupart de ces travaux soient de très bonne qualité,
les résultats sont complexes. Àla lumière des
connaissances scientifiques actuelles, il nous est encore
impossible d’interpréter les évidences en un seul cadre
de référence cohérent. La situation est toutefois très
contrariante. En effet, il nous est aussi impossible de
tirer des conclusions définitives quant aux risques
éventuels ou de proposer des stratégies fondées sur
des faits scientifiques visant à atténuer ou éviter des
risques potentiels ».
LA VAPEUR ET LE LIQUIDE DE REFROIDISSEMENT BRULANT SOUS PRESSION
PEUVENT BRULER LA PEAU ET LES YEUX.
Le liquide de refroidissement d’un radiateur
peut être brûlant et sous pression.
1. N’ôtez pas le bouchon de radiateur tant que le moteur
n’est pas refroidi.
2. Mettez des gants et posez un torchon sur le bouchon
pour l’ôter.
3. Laissez la pression s’échapper avant d’ôter complètement le bouchon.
Manuel 0-5145FC 1-5
Pour atténuer les champs magnétiques sur les lieux
detravail, respectez les procédures qui suivent :
1. Maintenez les câbles l’un près de l’autre en les
entrelaçant ou les reliant ensemble au ruban.
2. Acheminez les câbles à un côté du soudeur, le
plus loin possible.
3. N’enroulez pas de câble autour du corps.
4. Maintenez le bloc d’alimentation du poste
desoudage et les câbles aussi loin que possible
du corps.
CONSIGNES DE SÉCURITÉ
Page 12

FABRICATOR 141i CONSIGNES DE SÉCURITÉ
!
!
!
B Entretien des Locaux
STIMULATEURS CARDIAQUES
Les procédures décrites ci-dessus sont
habituellement celles recommandées pour
les porteurs de stimulateurs cardiaques.
Pour de plus amples renseignements,
consulter unmédecin.
1.02 Informations Générales de Sécurité de Victor CS Regulador
Ne laissez jamais l’oxygène en contact avec
la graisse, l’huile ou d’autres substances
inflammables. Bien que l’oxygène elle même
ne brûle pas, ces substances peuvent devenir extrême ment explosives. Elles peuvent
prendre feu et brûler violem ment en présence d’oxygène.
AVERTISSEMENT
A Prévention D’incendie
Les opérations de soudage utilisent le feu ou la combustion comme outil de base. Ce processus est très utile
quand il est cor rectement contrôlé.
1. La zone doit comporter un sol ignifugé.
2. Les établis ou tables utilisés pendant les opérations de soudage doivent avoir un revêtement
ignifuge.
3. Utilisez des écrans résistants à la chaleur ou en
matériau approuvé pour protéger les cloisons
proches ou le sol vul nérable des étincelles et du
métal chaud.
4. Gardez un extincteur approuvé du bon type et de
la bonne taille dans la zone de travail. Inspectez-le
régulièrement pour vous assurer qu’il est en état de
fonctionner. Apprenez à vous en servir.
5. Enlevez tous les matériaux combustibles de la
zone de travail. Si vous ne pouvez pas les enlever,
protégez-les avec une cou vre ignifuge.
AVERTISSEMENT
N’effectuez JAMAIS d’opérations de soudage
sur un récipient qui a contenu des liquides ou
vapeurs toxiques, combustibles ou inflammables. N’effectuez JAMAIS d’opérations de soudage dans une zone contenant des vapeurs
combustibles, des liquides inflammables ou
des poussières explosives.
Gardez TOUS les appareils propres et exempts de graisse,
huile ou autres substances inflammables.
C Aération
AVERTISSEMENT
Ventilez les zones de soudage, chauffage et
découpage de façon adéquate pour éviter
l’accumulation de gaz explosifs ou toxiques.
Certaines combinaisons de métaux, revêtements et gaz génèrent des fumées toxiques
: Utilisez un équipement de protection respiratoire dans ces circonstances. Si vous
soudez ou brasez, lisez et assimilez la fiche
technique de sécurité de matériau relative à
l’alliage de soudage/brasage.
D Protection Personnelle
Les flammes de gaz produisent une radiation infrarouge
qui peut avoir un effet néfaste sur la peau, et particulièrement sur les yeux. Choisissez des lunettes ou un
masque avec des verres trempés assombris au niveau 4
ou plus sombre, pour protéger vos yeux des dommages
et garder une bonne visibilité sur le travail.
Portez en permanence des gants de protection et des
vête ments ignifuges pour la protection de la peau et des
vêtements contre les étincelles et le laitier. Gardez col,
manches et poches boutonnés. Il ne faut pas remonter
vos manches ou les pantalons à revers.
Quand vous travaillez dans un environnement non
dédié au soudage ou découpage, portez toujours une
protection des yeux appropriées ou un masque facial.
CONSIGNES DE SÉCURITÉ 1-6 Manuel 0-5145FC
Page 13

CONSIGNES DE SÉCURITÉ FABRICATOR 141i
!
!
!
2. Placez le bouchon de protection de vanne sur
la bouteille à chaque fois que vous la déplacez
AVERTISSEMENT
Mettez en pratique les procédures de
sécurité et de mode opératoire suivantes à
chaque fois que vous utilisez cet appareil
de régulation de pression. Si vous déviez de
ces procédures, cela peut entraîner incendie,
explosion, dégâts matériels et/ou blessures
corporelles pour l’opérateur.
E Bouteilles de Gaz Comprimé
Le Département des Transports américain (DOT)
approuve la conception et la fabrication des bouteilles
qui contiennent les gaz utilisés pour les opérations de
soudage ou de découpage.
1. Placez la bouteille (Le schéma 1) là où elle sera utilisée. Gardez-la en position verticale. Fixez-la sur un
chariot une cloison, un établi, etc.
ou ne l’utilisez pas. Ne faites jamais glisser ou
rouler d’aucune manière les bouteilles. Utilisez
un diable approprié pour les déplacer.
3. Entreposez les bouteilles vides à l’écart des
bouteilles pleines. Marquez-les « VIDE » et
refermez leur vanne.
4. N’utilisez JAMAIS des bouteilles de gaz comprimé
sans un régulateur de pression en série sur la
vanne de bouteille.
5. Inspectez la vanne de bouteille pour y détecter de l’huile ou de la graisse, ou dès pièces
endommagées.
AVERTISSEMENT
N’UTILISEZ PAS la bouteille si vous trouvez de l’huile, de la graisse ou des pièces
endommagées. Informez immédiate ment
votre fournisseur de’ gaz de cet état.
Art # A-12127
Figure 1-1 : Cylindres de gaz
AVERTISSEMENT
Les bouteilles sont sous haute pression. Manipulez-les avec précautions. Des accidents sérieux
peuvent résulter d’une mauvaise manutention
ou d’un mauvais emploi des bouteilles de gaz
comprimé. NE faites PAS tomber la bouteille,
ne la cognez pas, ne l’exposez pas à une chaleur
excessive, aux flammes ou étincelles. NE la cognez
PAS contre d’autres bouteilles. Contactez votre
fournisseur de gaz ou reportez vous à la publication
CGA P-1 « Manipulation sécurisée des gaz comprimés en conteneur » pour plus d’informations
sur l’utilisation et la manutention des bouteilles.
AVIS
Ce document CGA p. t peut être obtenu en
écrivant à « Compressed Gas Association »,
4221 Walney Roed, 5th Floor. Chantilly, VA
20151.2923, USA.
6. Ouvrez et fermez momentanément la vanne de
la bouteille, délogeant ainsi d’éventu lIes poussières ou saletés. qui pour raient être présentes
dans la vanne.
MISE EN GARDE
Ouvrez la vanne de bouteille légèrement.
Si vous l’ouvrez trop en grand, la bouteille
pourrait se renverser. Quand vous ouvrez/
fermez rapidement la vanne de bouteille, ne
vous tenez pas directement devant. Opérez
toujours cette opération dans une zone bien
ventilée. Si une bouteille d’acétylène crache
un brouillard, laissez reposer pendant 15
minutes. Essayez de nouveau la vanne. Si
le problème persiste, con tactez votre fournisseur de gaz.
Manuel 0-5145FC 1-7
CONSIGNES DE SÉCURITÉ
Page 14

FABRICATOR 141i CONSIGNES DE SÉCURITÉ
1.03 Principales Normes De Securite
Safety in Welding and Cutting, norme ANSI Z49.1,
American Welding Society, 550 N.W. LeJeune Rd.,
Miami, FL 33128.
Safety and Health Standards, OSHA 29 CFR 1910, Superintendent of Documents, U.S. Government Printing
Office, Washington, D.C. 20402.
Recommended Safe Practices for the Preparation for
Welding and Cutting of Containers That Have Held
Hazardous Substances, norme AWS F4.1, American
Welding Society, 550 N.W. LeJeune Rd., Miami, FL
33128.
National Electrical Code, norme 70 NFPA, National Fire
Protection Association, Batterymarch Park, Quincy,
MA 02269.
Safe Handling of Compressed Gases in Cylinders, document P-1, Compressed Gas Association, 1235 Jefferson
Davis Highway, Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, norme CSA
W117.2 Association canadienne de normalisation, Standards Sales, 276 Rexdale Boulevard, Rexdale, Ontario,
Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and
Face Protection, norme ANSI Z87.1, American National
Standards Institute, 1430 Broadway, New York, NY
10018.
Cutting and Welding Processes, norme 51B NFPA,
National Fire Protection Association, Batterymarch Park,
Quincy, MA 02269.
CONSIGNES DE SÉCURITÉ 1-8 Manuel 0-5145FC
Page 15

CONSIGNES DE SÉCURITÉ FABRICATOR 141i
1.04 Graphique de Symbole
Seulement certains de ces symboles apparaîtront sur votre modèle.
Marche
Arrêt
Tension dangereuse
Monophasé
Triphasé
Convertisseur/
transformateur/
redresseur statique
de fréquence triphasée
Fonction d'alimentation
du fil-électrode
Le fil-électrode est alimenté
vers la pièce à souder
lorsque la tension de sortie
est DÉSACTIVÉE.
Pistolet de soudage
Augmenter/réduire
Disjoncteur
desconexión
Alimentation
c.a. auxiliaire
Fusible
Ampérage
Tension
Hertz (cycles/sec)
Fréquence
Négatif
Positif
X
%
Télécommande
Cycle de service
Pourcentage
Panneau/local
Soudage à l’arc avec
électrode enrobée
)
(procédé SMAW)
Soudage à l’arc sous
gaz avec fil plein
(procédé GMAW)
Soudage à l’électrode
de tungstène
(procédé GTAW)
Coupage à l’arc avec
électrode de carbone et
jet d’air (procédé AAC)
Courant continu
Tension constante
ou potentiel constant
Purge du gaz
Mode de soudage
continu
Mode de soudage
par points
Durée des points
t
t1
Enfoncer pour lancer le dévidoir
du fil-électrode et commencer
à souder, relâcher pour arrêter.
Appuyer et maintenir enfoncé pour
le pré-débit, relâcher pour démarrer
l’arc. Appuyer pour arrêter l’arc
et maintenir enfoncé pour le pré-débit.
Durée du pré-débit
Durée du débit du gaz
t2
Fonctionnement
de la gâchette
en 2 étapes
Fonctionnement
de la gâchette
en 4 étapes
Courant continu (CC)
Terre de protection
(masse)
Ligne
Connexion en ligne
Alimentation auxiliaire
115V 15A
REMARQUE : Pour des environnements avec le plus grand risque du choc électrique, le fournisseur de puissance soutenant
la marque de se conforment à EN50192 une fois utilisé en même temps que la main incendie avec des bouts exposés,
si équipé des guides correctement installés d'entretoise. Ne peut pas être disposé avec des ordures de ménage.
Classification
du récipient –
alimentation auxiliaire
S
Température élevée
Témoin de défaillance
Puissance de l’arc
Amorçage au toucher
(GTAW)
Inductance variable
Tension d’entrée
V
PPM
MPM
)
S
Manuel 0-5145FC 1-9
Durée de
t
réinflammation
Pouces par minute
Mètres par minute
Voir la remarque
Voir la remarque
CONSIGNES DE SÉCURITÉ
Art # A-04130FC_AB
Page 16

FABRICATOR 141i CONSIGNES DE SÉCURITÉ
1.05 Déclaration de conformité
Déclaration de Conformité
3163339
Nous Victor Technologies International Inc.
de 16052 Swingley Ridge Road
Suite 300
Chestereld, MO 63033 U.S.A.
Selon les directives suivantes:
•Directive sur la basse tension 2006/95/EC
•Directive de compatibilité électromagnétique 2004/108/EC
Par les présentes déclare que:
Équipement: Soudure à l’arc les sources d’alimentation
Nom/numéro du modèle: Fabricator 141i
Date de mise en marché : 16 janvier 2014
Est conforme aux exigences applicables des normes harmonisées suivantes.
• Équipement de soudage à l’arc EN 60974-10:2007 – Partie 10 : Exigences de
compatibilité électromagnétique
•Équipement de soudage à l’arc EN 60974 - 1:2012 - Partie 1 : Sources d’alimentation
de soudage.
Classification : L’équipement décrit dans ce document est de classe A et est conçu pour un usage industriel.
Représentant autorisé du fabricant
Adresse: Victor Technologies International Inc.
Europa Building
Chorley N Industrial Park
Chorley, Lancashire,
England PR6 7BX
Date: 20 novembre 2014
Steve Ward
(Nom au complet)
v.-p. directeur général et pour l’Europe
(Position)
(Signature)
!
AVERTISSEMENT
Cet équipement de classe A n’est pas conçu pour être utilisé dans des emplacements résidentiels où
l’alimentation électrique est fournie par le système public d’alimentation de faible tension. Il peut y avoir
des difficultés potentielles à assurer une compatibilité électromagnétique dans ces emplacements en
raison des perturbations conduites et irradiées.
CONSIGNES DE SÉCURITÉ 1-10 Manuel 0-5145FC
Page 17

CONSIGNES DE SÉCURITÉ FABRICATOR 141i
Classication:L’équipementdécritdanscedocumentestdeclasseAetestconçupourunusage
industriel.
!
AVERTISSEMENT
Cet équipement de classe A n’est pas conçu pour être utilisé dans des emplacements
résidentiels où l’alimentation électrique est fournie par le système public d’alimentation de
faible tension. Il peut y avoir des difcultés potentielles à assurer une compatibilité électromagnétique dans ces emplacements en raison des perturbations conduites et irradiées.
Manuel 0-5145FC 1-11
CONSIGNES DE SÉCURITÉ
Page 18

FABRICATOR 141i CONSIGNES DE SÉCURITÉ
Cette page est intentionnellement laissée vierge.
CONSIGNES DE SÉCURITÉ 1-12 Manuel 0-5145FC
Page 19

INTRODUCTION
FABRICATOR 141i
CHAPITRE 2 :
INTRODUCTION
2.01 Comment utiliser ce manuel
Le présent manuel décrit habituellement les pièces répertoriées à la page i. Pour assurer une exploitation sécuritaire
de l’appareil, lire le manuel dans son intégralité, notamment le chapitre concernant les directives de sécurité et les
avertissements. Tout au long du manuel, vous retrouverez
les mots AVERTISSEMENT, MISE EN GARDE et REMARQUE. Soyez particulièrement attentif aux renseignements
fournis sous ces symboles. Ces symboles spéciaux se
reconnaissent facilement comme suit :
AVERTISSEMENT
Fournit l’information concernant une possible
blessure due à une décharge électrique. Ilsera
encadré par deux lignes noires épaisses
comme celles-ci.
!
AVERTISSEMENT
Un AVERTISSEMENT fournit des
renseignements relatifs à d’éventuelles
blessures. Il sera encadré par deux lignes
noires épaisses comme celles-ci.
2.02 Identification de l’équipement
Vous trouverez habituellement le numéro d’identification
(caractéristiques ou numéro de pièce), le nom du modèle
et le numéro de série sur une plaque signalétique fixée
à l’appareil. Les composants qui ne comportent aucune
plaque signalétique sont identifiés uniquement par la
caractéristique ou le numéro de pièce imprimé sur l’emballage d’expédition. Inscrivez ces numéros pour référence
ultérieure.
2.03 Réception de l’équipement
À la réception de l’appareil, vérifiez le contenu en le
comparant aux articles décrits sur la facture pour vous
assurer d’avoir tous les composants et inspectez l’appareil à la recherche d’éventuels dommages provoqués par
l’expédition. En cas de dommage, avisez le transporteur
immédiatement pour procéder à une réclamation. Fournissez tous les renseignements nécessaires relatifs à une
réclamation concernant un dommage ou une erreur de
livraison. Utilisez les coordonnées de l’emplacement le
plus près de chez vous, répertorié à la troisième couverture
du manuel. Inscrivez tous les numéros d’identification de
l’appareil comme décrit ci-dessus et fournissez une description complète de la pièce défectueuse ou de l’erreur
à la livraison.
MISE EN GARDE
Une MISE EN GARDE signale la possibilité
d’endommager l’appareil. Elle sera écrite en
caractères gras.
REMARQUE
Une REMARQUE fournit des renseignements
utiles concernant certaines procédures
d’exploitation de l’appareil. Elle sera écrite en
italique.
Vous remarquerez également des icônes au chapitre en
matière de sécurité. Elles seront présentes tout au long
du manuel. Elles servent à identifier des types précis de
danger ou de mises en garde en lien avec les informations
qui suivent les icônes. Certaines d’entre elles comportent
plus d’un danger, en voici quelques exemples :
2.04 Description
Le Fabricator 141i, produit par Tweco, est un bloc complet
d’alimentation monophasée de soudure multi procédés
permettant d’accomplir la soudure au MIG (procédé
GMAW/FCAW), au STICK (procédé SMAW) et au Lift TIG
(procédé GTAW). Le Fabricator 141i est équipé d’un bloc
d’alimentation du fil-électrode intégré, de compteurs
numériques de tension et d’intensité de courant électrique,
incluant une technologie d’économie d’énergie et d’une
quantité de caractéristiques diverses visant à satisfaire
les vastes besoins fonctionnels du professionnel de la
soudure moderne. Le Fabricator 141i répond entièrement
à la norme CSA Standard E60974-1-00 et UL 60974.1.
Le procédé de soudure MIG du Fabricator 141i fournit une
excellente qualité de soudure selon une large gamme de
fonctions lorsqu’il est utilisé avec les bons matériaux et
les bons procédés de soudage. Les instructions suivantes
décrivent l’ajustement exact et sécuritaire de la machine.
Elles fournissent également les directives afin d’obtenir
la meilleure qualité de rendement du bloc d’alimentation.
Veuillez lire ces instructions minutieusement avant l’utilisation de l’appareil.
Manuel 0-51
45FC
2-1 INTRODUCTION
Page 20

FABRICATOR 141i
2.05 Méthodes de transport
INTRODUCTION
!
Débranchez les conducteurs d’alimentation de la source électrique mise hors tension avant
de déplacer le bloc d’alimentation du poste de soudage.
Soulevez l’appareil par la poignée sur le dessus du bloc. Utilisez un chariot ou un dispositif de transport d’une capacité
suffisante. Si vous utilisez un élévateur à fourche, fixez d’abord l’appareil solidement à un châssis mobile avant de le
transporter.
2.06 Responsabilités de l’utilisateur
Cet équipement fonctionnera selon les indications aux présentes s’il est installé, employé, entretenu et réparé selon
les instructions. Cet équipement doit faire l’objet d’une vérification périodique. L’équipement défectueux (y compris
les câbles de soudage) ne devrait pas être utilisé. Les pièces brisées, manquantes, visiblement usées, déformées ou
contaminées devraient être remplacées sans délai. Si des réparations ou des remplacements s’avéraient nécessaires,
il est recommandé de les confier à des personnes qualifiées approuvées par Tweco. Pour obtenir des conseils à cet
égard, communiquez avec un distributeur accrédité Tweco.
Cet équipement ou l'une de ses pièces ne devraient pas être modifiés par rapport au devis standard sans l'approbation écrite préalable de Tweco. L’utilisateur de cet équipement est l’ultime et unique responsable de toute défectuosité
découlant d’une mauvaise utilisation ou d’une modification non autorisée par rapport aus spécifications standard,
d’un mauvais entretien, des dommages ou de toute réparation inadéquate par une personne qui n’est pas qualfiée et
approuvée par Tweco.
2.07 Système portatif Fabricator 141i (no de pièce W1003141)
Produits inclus :
• Fabricator 141i du bloc d’alimentation
• Pistolet MIG de 140 A
• Victor Argon Regulator/Flowmeter & Hose
• Porte-électrode Tweco & Pince de mise à la terre
• Galets d’entraînement & Tubes-contact
• Échantillon électrodes & Courroie d'épaule
• 20A à l'adapteur de cordon du secteur 15A
• Manuel de l’utilisateur & Installation CD
Art # A-11575FC_AD
INTRODUCTION 2-2 Manuel 0-5145FC
Page 21

INTRODUCTION
0
80
100
30
50
70
90
40
60
20
10
0102030405060708090100 110120 130140 150
Fabricator 141i
Courant de soudage (ampères)
Facteur de marche (pourcentage)
Plage
d’utilisation
sécuritaire
STICK (SMAW)/ MIG (GM
AW/ FCAW)
TIG (GTAW)
Art # A-11276FC_AB
FABRICATOR 141i
2.08 Facteur de marche
Le facteur de marche nominal du bloc d’alimentation du poste de soudage est le pourcentage de fonctionnement du
poste à un courant de sortie nominal sur une période de dix minutes sans dépasser les valeurs limites de l’isolant
des composants. Pour bien expliquer le concept du facteur de marche sur une période de dix minutes, prenons un
bloc d’alimentation d’un poste de soudage conçu pour fonctionner à un facteur de marche de 20 % à 100 A et 19 V.
Autrement dit, l’appareil est conçu et fabriqué pour fournir l’intensité nominale de 100 A pendant deux minutes, soit un
temps de soudage à l’arc de deux minutes pour toute période de dix minutes (20 % de dix minutes est deux minutes).
Au cours des autres sept minutes de cette période, le bloc d’alimentation du poste de soudage doit fonctionner au
ralenti pour refroidir.
Figure 2-1 : Fabricator 141i Facteur de marche
Manuel 0-51
45FC
2-3 INTRODUCTION
Page 22

FABRICATOR 141i
INTRODUCTION
2.09 Caractéristiques
DESCRIPTION FABRICATOR 141i SYSTÈMES DE SOUDAGE MULTIFONCTION 3 EN 1
Nomenclature du bloc d’alimentation W1003140
Dimension du bloc d’alimentation
(Hauteur x Longeur x Profondeur)
Masse du bloc d’alimentation 14,6 kg (32.2 lb)
Méthode de refroidissement Par ventilation
Type de poste de soudage Système de soudage multifonction
Type de borne de sortie DinseTM 25
Normes CSA E60974-1-00 / UL60974-1 / IEC 60974-1
Nombre de phases Monophasé
Tension d’alimentation nominale 115 V c.a.
Plage de la tension d’alimentation 95-140 V c.a.
Fréquence d’alimentation 50/60Hz
Gamme de courant au soudage (MIG Mode) 10-90A
Gamme de courant au soudage (LIFT TIG Mode) 10-140A
Gamme de courant au soudage (STICK Mode) 10-90A
Plage de vitesse de dévidage du fil 95-390 IPM
Plage de tension de soudage MIG 10-19V DC
Force électromotrice (f.é.m.) nominale 53V DC
Taille de briseur 20 Amps
Courant d’alimentation effectif (I
por MIG (GMAW/FCAW)
por STICK (SMAW)
por LIFT TIG (GTAW)
1eff
)
16.14 x 8.27 x 17.72 po (H x Larg. x P)
410 x 210 x 450 mm (H x Larg. x P)
(Exige le cordon et la prise de
secteur mis à jour)
16.8 Amps
16.8 Amps
11.0 Amps
30 Amps
16.2 Amps
12.2 Amps
14 Amps
Courant d’alimentation maximal (I
por MIG (GMAW/FCAW)
por STICK (SMAW)
por LIFT TIG (GTAW)
Caractéristiques du bloc d’alimentation monophasé 5 KW 6 KW*
MIG (GMAW/FCAW) Sortie de soudage
STICK (SMAW) Sortie de soudage
LIFT TIG (GTAW) Sortie de soudage
Classe de protection IP23S
1max
)
90A @ 20%, 18.5V
60A @ 60%, 17.0V
45A @ 100%, 16.25V
80A @ 35%, 23.2V
60A @ 60%, 22.4V
45A @ 100%, 21.8V
100A @ 20%, 14.0V
60A @ 60%, 12.4V
45A @ 100%, 11.8V
26.2 Amps
28.4 Amps
24.7 Amps
41.5 Amps
31.5 Amps
36 Amps
140A @ 15%, 19V*
60A @ 60%, 17,6V*
45A @ 100%, 16.8V*
90A@15%, 23.0V*
60A@60%, 22.8V*
45A@100%, 22.2V*
140A @ 15%, 15.6V*
60A @ 60%, 12.8V*
45A @ 100%, 12.2V*
Tableau 2-1 : Fabricator 141i Caractéristiques
REMARQUE
* Indica los datos probados por Victor Technologies International, Inc.
INTRODUCTION 2-4 Manuel 0-5145FC
Page 23

INTRODUCTION
FABRICATOR 141i
REMARQUE
Le fusible ou le disjoncteur temporisé recommandé est de 30 A. Pour cette application, on recommande
l’utilisation d’un circuit de dérivation unique capable de transporter 30 ampères et protégé par des fusibles
ou un disjoncteur. La capacité du fusible est fondée sur au plus 200 pour cent de l’intensité nominale du
bloc d’alimentation du poste de soudage (selon l’article 630 du Code national de l’électricité).
Tweco recherche en permanence à fabriquer le meilleur produit possible. Par conséquent, la société se
réserve le droit de modifier, d’améliorer ou de revoir les caractéristiques ou la conception de ce produit et de
tout autre produit sans préavis. De telles mises à jour ou modifications n’octroient à l’Acheteur de matériel
déjà vendu ou livré aucun droit aux modifications, aux mises à jour, aux améliorations ou au remplacement
desdits articles.
Les valeurs indiquées dans le tableau ci-dessus sont optimisées, vos valeurs peuvent différer. Le matériel
peut différer des caractéristiques susmentionnées en partie notamment en fonction de l’un des éléments
ou à l’ensemble des éléments qui suivent : les variations ou les modifications aux composants fabriqués,
l’emplacement de l’installation, et les conditions du milieu de travail et de l’apport du réseau électrique.
Le commutateur de protection thermique est classé à 80° C.
2.10 Options et accessoires
DESCRIPTION No de pièce
Pistolet MIG Tweco Fusion de 140 A, longueur de 10 pi (3,0 m)
Pistolet à bobine Tweco de 160 A, longueur de 12 pi (3,6 m), compatible avec des bobines de
4 po (100 mm) pour le soudage à l’aluminium
Chalumeau TIG, 17 V, 12,5 pi, 8 broches et ensemble d’accessoires avec tungstènes thoriés
de 1/16 po, 3/32 po, 1/8 po; pointes de culasse de 1/16 po, 3/32 po, 1/8 po; corps de douille
de 1/16 po, 3/32 po, 1/8 po; buse d’alumine no 5, 6, 7; bouchon arrière court; bouchon
arrière long
F140TA-10-3035 1017-1321
SG160TA-12-3035 1027-1390
W4013802
Sac de transport pour le Fabricator 141i-181i
Chariot de base à quatre roues
Pédale de commande de l’intensité lors du soudage TIG
Casque « crâne et feu » à noircissement automatique Tweco WeldSkill (É.-U. seulement)
Galet d’entraînement 0.023 po - 0.035 po (0,6 - 0,9 mm) avec gorge en V pour acier et inox
Galet d’entraînement 0.023 po - 0.030 po (0,6 - 0,8 mm) avec gorge en V pour fils en acier et
et en inox (posé)
Galet d’entraînement 0.035 po/0.045 po (0,9/1,2 mm) avec gorge en V pour fils en acier et en inox
Galet d’entraînement 0.030 po - 0.035 po (0,8 - 0,9 mm) avec gorge en U pour fils d’aluminium
Galet d’entraînement 0.040 po - 0.045 po (1,0 - 1,2 mm) avec gorge en U pour fils d’aluminium
Galet d’entraînement 0.030 po - 0.035 po (0,8 - 0,9 mm) avec gorge en V moletée pour fils-
électrodes fourrés
Galet d’entraînement 0.045 po (1,2 mm) avec gorge en V moletée pour fil-électrode fourré
Fil de porte-électrode, 200 A, 4 m (13 pi), DinseTM de 50 mm
Câble de mise à la terre, 200 A, 3 mm (10 pi), DinseTM de 50 mm
Débitmètre/régulateur d'argon de Victor
Ensemble d’accessoires pour chalumeau TIG, avec tungstènes thoriés de 1/16 po, 3/32 po,
1/8 po; pointes de culasse de 1/16 po, 3/32 po, 1/8 po; corps de douille de 1/16 po, 3/32 po,
1/8 po; buse d’alumine no 5, 6, 7; capuchon arrière court; capuchon arrière long
W4015301
W4014700
600285
4100-1004
W4014800
7977036
7977660
7977731
7977264
7977732
704277
WS200E13
WS200G10
0781-4169
P062900010
L'Adaptateur électrique, 115V, 20A- 15A
L'Adaptateur, DinseTM, 50mm- 25mm
Tableau 2-2 : Fabricator 141i options et accessoires
Manuel 0-51
45FC
2-5 INTRODUCTION
W4013300
W4017500
Page 24

FABRICATOR 141i
Page volontairement laissée vierge.
INTRODUCTION
INTRODUCTION 2-6 Manuel 0-5145FC
Page 25

INSTALLATION, UTILISATION ET RÉGLAGE
!
CHAPITRE 3 :
INSTALLATION, UTILISATION ET RÉGLAGE
FABRICATOR 141i
3.01 Environnement
Les appareils sont conçus pour fonctionner dans des
milieux à risque de décharges électriques plus élevés.
A. En voici quelques exemples :
1. Emplacements avec liberté de mouvement
restreinte de sorte que le soudeur doit exécuter
le travail dans une position peu confortable (à
genou, assis ou allongé) en contact physique
avec les composants conducteurs.
2. Emplacements limités, en partie ou en tout,
par la présence d’éléments conducteurs au
sein desquels existe un risque élevé de contact
inévitable ou accidentel avec le soudeur.
3. Emplacements très humides, ou chauds et
humides, où l’humidité ou la sueur réduit
considérablement la résistance cutanée de
l’organisme et les propriétés isolantes des
accessoires.
B. Les environnements avec risque accru de décharges
électriques excluent les endroits dont les éléments
conducteurs électriques (hausse du risque) à
proximité du soudeur ont été isolés.
3.02 Emplacement
Assurez-vous de placer le poste de soudage à un endroit
conforme aux lignes directrices ci-dessous :
G. Le type de boîtier de cette source d’alimentation
répond aux exigences de IP23S décrites dans EN
60529, et confère une protection adéquate contre
les objets solides (plus de 1/2 po, 12 mm) et une
protection directe contre les chutes verticales. Sous
aucun prétexte la source d’alimentation ne doit être
utilisée ou branchée dans un micro-environnement
non conforme aux conditions établies. Pour de plus
amples renseignements, consultez EN 60529.
H. Il faut prendre soin de ne pas basculer la
source d’alimentation. Lorsqu'utilisée, la source
d’alimentation doit être placée debout sur une
surface horizontale convenable.
AVERTISSEMENT
Tweco recommande de faire brancher
l’appareil électrique par un électricien
compétent.
3.03 Aération
AVERTISSEMENT
L’inhalation des émanations de soudage
pouvant être nocive; l’aire de soudage doit
être adéquatement ventilée.
A. Dans des zones exemptes d’humidité et de
poussières.
B. À une température ambiante entre 0 °C et 40 °C
(32 °F et 104 °F).
C. Dans des zones exemptes d’huile, de vapeurs et
de gaz corrosifs.
D. Dans des zones sans vibrations ou chocs
anormaux.
E. Dans des zones protégées des rayons directs du
soleil ou de la pluie.
F. Dans des endroits à une distance de 300 mm (12
po) ou plus de murs ou d’éléments similaires qui
risquent de limiter la circulation naturelle de l’air
nécessaire au refroidissement.
Manuel 0-51
45FC
3-1 INSTALLATION, UTILISATION ET RÉGLAGE
3.04 Tension d'alimentation électrique
La tension de l’alimentation
électrique devrait se situer
entre 95 et 140 V c.a. Une
tension trop faible peut entraîner une mauvaise soudure
en mode STICK. Une tension trop élevée entraînera une
surchauffe, voire un bris des éléments.
La source d’alimentation du soudage doit être :
• Correctement installée,lecas échéant,parun
électricien compétent.
• Correctementmiseàlaterreconformémentàla
réglementation locale.
• Branchéeàunesourced’alimentationadéquateet
à un fusible de calibre approprié conformément
aux Caractéristiques des pages 2-4.
Page 26

FABRICATOR 141i
AVERTISSEMENT
INSTALLATION, UTILISATION ET RÉGLAGE
AVERTISSEMENT
Il est possible d’endommager le MRP si le
cordon d’alimentation primaire reçoit une
tension de 140 V c.a. ou plus.
Une DÉCHARGE ÉLECTRIQUE peut être
mortelle; Une TENSION EN C.C. IMPORTANTE
est encore présente même après la coupure
de l’alimentation. NE PAS TOUCHER les
composants électriques sous tension.
COUPEZ l’alimentation au poste de soudage, débranchez le bloc d’alimentation et respectez les procédures de
verrouillage et d’étiquetage. Celles-ci consistent à verrouiller avec un cadenas l’interrupteur général au réseau en
position ouverte, retirer les fusibles de la boîte de fusibles ou déconnecter le disjoncteur, ou tout autre dispositif
de connexion, et l’étiqueter en rouge.
Exigences en matière d’alimentation électrique
Utilisez uniquement une source d’alimentation monophasée c.a. de 50/60 Hz pour mettre sous tension le bloc
d’alimentation du poste de soudage. La tension d’alimentation doit correspondre à l’une des tensions d’alimentation
électriques inscrites sur l’étiquette des données relatives à la tension de la plaque signalétique de l’appareil.
Communiquez avec la compagnie d’électricité locale pour connaître le type de service électrique offert, et la
façon de procéder aux bonnes connexions et de respecter les exigences en matière d’inspection. L’interrupteur
général au réseau est un moyen sécuritaire et pratique de couper complètement l’alimentation électrique du bloc
d’alimentation du poste de soudage chaque fois que vous devez inspecter ou réparer l’appareil.
Ne pas relier un fil d’alimentation (BLANC ou NOIR) à la borne de mise à la terre.
Ne pas relier le fil neutre (VERT) à une borne d’alimentation du réseau.
• Reliezl’extrémitédufilneutre(VERTouVERT/JAUNE)àunebornedemiseàlaterreconvenable.Utilisezune
méthode de mise à la terre conforme à l’ensemble des codes électriques en vigueur.
• Reliezlesextrémitésdufil1(NOIR)etdufil2(BLANC)d’alimentationàuninterrupteurgénéralderéseauhors
tension.
• Utilisezletableau 3-1commeguide pour sélectionnerlesfusibles decircuitpour l’interrupteur général.
Reportez-vous à la Figure 3-1.
AVERTISSEMENT
Une décharge électrique ou un incendie est probable si les recommandations d’entretien électrique
suivantes ne sont pas respectées. Ces recommandations s’appliquent à un circuit dédié suffisamment
robuste pour la puissance nominale et le facteur de marche de la source de courant de soudage.
50 / 60 Hz Monophasé
Tension d'alimentation 115 V c.a.
Courant à l’entrée à puissance maximale 28,4 A
Fusible* maximal recommandé ou puissance nominale du coupe-circuit
*Fusible à fusion lente, classe UL RK5. Voir UL248
Fusible^ maximal recommandé ou puissance nominale du coupe-circuit
^Utilisation normale, classe UL K5. Voir UL248
30 A
30 A
Condition de générateur monophasé 5KW
Taille minimale recommandée du câble d'entrée 3,3mm² (12 AWG)
Longueur maximal recommandée du conducteur d’entrée 3 m (10 pi)
Taille minimale recommandée du conducteur de mise à la terre 3,3mm² (12 AWG)
Tableau 3-1 : Guide d’entretien électrique
INSTALLATION, UTILISATION ET RÉGLAGE 3-2 Manuel 0-5145FC
Page 27

INSTALLATION, UTILISATION ET RÉGLAGE
FABRICATOR 141i
REMARQUE
Des arcs de soudage peuvent se produire si une rallonge est utilisée lors du soudage STICK lorsque
la source d'alimentation est branchée sur un courant 95 V c.a. à cause d’une tension c.c. insuffisante
à l'électrode STICK.
Puissance d’alimentation
Chacun des appareils est doté d’un circuit pour l’appel de courant (INRUSH). Dès la fermeture de l’INTERRUPTEUR
DU CIRCUIT PRINCIPAL, le circuit d’appel de courant permet le préchargement des condensateurs d’entrée. Un
relais du module de réglage de puissance (MRP) se mettra sous tension après le chargement des condensateurs
d’entrée à la tension d’exploitation (en environ 5 secondes).
REMARQUE
Il est possible d’endommager le MRP si le cordon d’alimentation primaire reçoit une tension de 140
V c.a. ou plus.
Modèle
Fabricator
141i
Calibre du cordon
d’alimentation
primaire
(installé en usine)
3,3mm² (12 AWG) 115 V, 20A 90 A à 20% 80 A à 35% 100 A à 20%
5mm² (10 AWG) 115 V, 30A 140 A à 15% 90 A à 15% 140 A à 15%
Capacité minimum
du circuit de courant
primaire (V/A)
MIG (GMAW/
Courant et facteur de marche
FCAW)
STICK (SMAW)
LIFT TIG
(GTAW)
Tableau 3-2 : Capacité du circuit d'alimentation primaire de maximiser le courant
3.05 Compatibilité électromagnétique
B. Évaluation de la zone
AVERTISSEMENT
Lors de l’utilisation du bloc d’alimentation
du poste de soudage dans un milieu
domestique, porter une attention particulière
à la compatibilité électromagnétique.
A. Installation et utilisation : responsabilités de
l’utilisateur
L’utilisateur est responsable de l’installation et de
l’utilisation du poste de soudage conformément
aux directives du fabricant. En cas d’interférences
électromagnétiques, il est de la responsabilité de
l’utilisateur du poste de soudage de résoudre la situation
avec le soutien technique du fabricant. Dans certains cas,
les mesures à prendre sont aussi simples que de mettre
le circuit du poste à la terre. Consultez la REMARQUE
ci-dessous. Dans d’autres cas, la solution peut mener à
la construction d’un écran électromagnétique autour du
bloc d’alimentation du poste de soudage et de la pièce
de fabrication, avec tous les filtres d’entrée connexes.
Dans tous les cas, les interférences électromagnétiques
peuvent être réduites à tel point qu’elles ne représentent
plus un problème.
Avant l’installation du poste de soudage, l’utilisateur
doit bien évaluer les sources potentielles de problèmes
électromagnétiques de la zone environnante. Voici les
points dont on doit tenir compte :
1. Les autres câbles d’alimentation, de commandes,
de signaux et de téléphones au-dessus, sous et aux
environs du poste de soudage.
2. Les transmetteurs et récepteurs de radio et de
télévision.
3. Les ordinateurs et autres matériels de commande.
4. Le matériel de sécurité essentiel, comme les
dispositifs de protection des machines industrielles.
5. La santé des personnes aux alentours (p.ex. les
stimulateurs cardiaques et les appareils auditifs).
6. Le matériel utilisé pour l’étalonnage et les mesures.
7. Le moment de la journée où de la soudure ou
d’autres activités seront exécutées.
8. L’compatibilité des autres matériaux dans le
secteur : l’utilisateur doit s’assurer que les autres
appareils utilisés dans la zone sont compatibles;ceci
peut entraîner l’utilisation de mesures de protection
supplémentaires.
Manuel 0-51
La superficie de la zone avoisinante qui doit faire partie
de l’analyse dépend de la structure de l’édifice et des
autres activités en cours. Il arrive parfois que la zone
avoisinante dépasse les limites de l’établissement.
45FC
3-3 INSTALLATION, UTILISATION ET RÉGLAGE
Page 28
FABRICATOR 141i
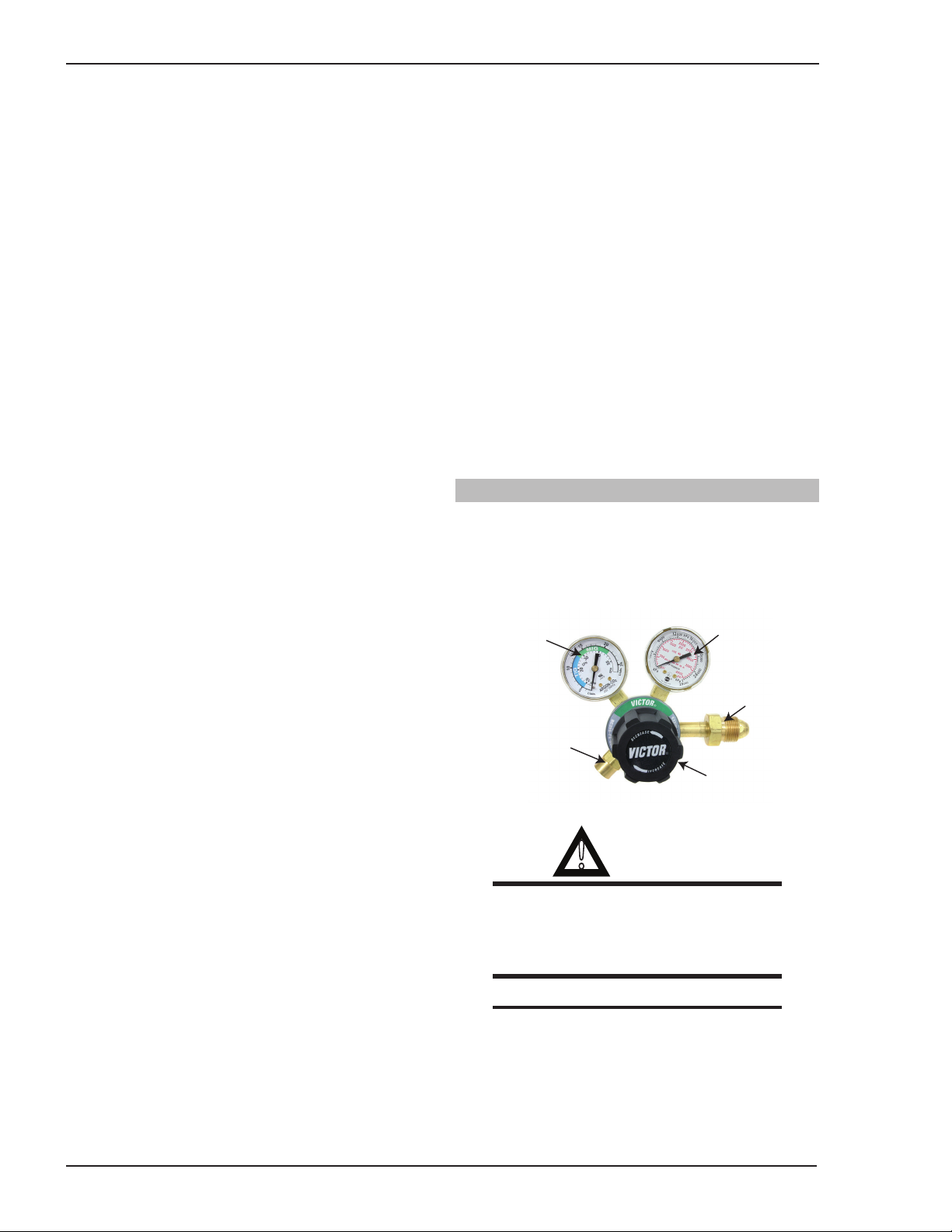
MANOMÈTRE BASSE
PRESSION (SORTIE)
MANOMÈTRE HAUTE
PRESSION (APPORT)
CONNECTEUR
D’ALIMENTATION
CONNECTEUR
À LA SORTIE
VIS DE RÉGLAGE
DE PRESSION
Art # A-09414F
!
INSTALLATION, UTILISATION ET RÉGLAGE
C. Méthodes de réductions des émissions
électromagnétiques
1. Alimentation de secteur
Le poste de soudage doit être relié à l’alimentation
de secteur selon les recommandations du
fabricant. En cas d’interférence, la filtration de
l’alimentation secteur serait éventuellement une
mesure supplémentaire requise. Dans le cas de
postes de soudage installés en permanence, on peut
aussi procéder au blindage du câble d’alimentation
dans une conduite métallique ou un équivalent. Le
blindage doit être homogène sur toute sa longueur.
Il doit être relié au bloc d’alimentation du poste de
soudage pour maintenir un bon contact électrique
entre la conduite et le bâti du bloc d’alimentation du
poste.
2. Entretien du poste de soudage
Il faut entretenir le poste de soudage régulièrement
selon les recommandations du fabricant. Les voies
d’accès, les portes destinées à l’entretien et les
couvercles doivent être fermés et adéquatement
fixés lors de l’utilisation du poste de soudage.
Le poste ne doit pas être modifié d’une façon ou
d’une autre, sauf dans le cas de modifications et de
réglages décrits dans les directives du fabricant. Il
faut principalement régler l’éclateur à étincelles des
dispositifs d’amorçage et de stabilisation de l’arc,
et bien l’entretenir selon les recommandations du
fabricant.
qui relie la pièce de fabrication à la terre peut
réduire les émissions dans certains cas, mais pas
nécessairement à tous les coups. Veillez à ce que la
mise à la terre de la pièce ne hausse pas le risque que
les utilisateurs se blessent ou que des dommages
soient causés à d’autres matériels électriques.
Lorsque nécessaire, la mise à la terre de la pièce de
fabrication doit s’effectuer par connexion directe à
la pièce, mais dans certains pays où ces connexions
sont interdites, effectuer la liaison adéquate avec
un condensateur sélectionné conformément aux
règlements nationaux.
6. Blindage et bouclier
Le blindage sélectif d’autres câbles et matériels dans
la zone avoisinante peut amenuiser les problèmes
d’interférence. Le blindage complet du système de
soudage peut s’envisager pour des applications
particulières.
3.06 Détendeur Victor
Le détendeur (Figure 3-1) fixé à la soupape de la
bouteille permet d’abaisser les hautes pressions de la
bouteille à des basses pressions acceptables pour le
soudage, la coupe et d’autres applications.
3. Câbles de soudage
Les câbles de soudage doivent être aussi courts
4. Liaison équipotentielle
Considérer lier tous les composants métalliques
5. Mise à la terre de la pièce de fabrication
Dans les cas où il est impossible de relier la pièce
INSTALLATION, UTILISATION ET RÉGLAGE 3-4 Manuel 0-5145FC
que possible, acheminés les uns près des autres et
posés sur le sol (ou près de celui-ci).
au système de soudage et aux systèmes adjacents.
Les composants métalliques liés à la pièce de
fabrication hausseraient toutefois le risque que le
soudeur reçoive une décharge électrique s’il venait
à toucher les composants métalliques et l’électrode
simultanément. Le soudeur doit être isolé de tous
les composants métalliques liés.
à la terre par mesure de sécurité électrique, ou de
la mettre à la masse en fonction de sa taille et de
sa position (notamment une coque d’un navire ou
une structure en acier d’un édifice), une connexion
Figure 3-1 : Victor CS Régulateur
AVERTISSEMENT
Utiliser le détendeur pour le gaz et la
pression pour lesquels il est conçu. NE
JAMAIS modifier un détendeur pour l’utiliser
avec un autre gaz.
REMARQUE
Les régulateurs ont fourni avec 5/8 po -18
connexions de gaz inertes standard. Les
détendeurs achetés et livrés avec des ports
d’admission NPT de 3,2 mm (1/8 po), 6,4 mm
(1/4 po), 9,5 mm (3/8 po) ou 12,5 mm (1/2 po)
doivent être assemblés à leur propre système.
Page 29

INSTALLATION, UTILISATION ET RÉGLAGE
!
!
!
!
1. Remarquer la pression maximum d’admission
estampillée sur le détendeur. NE JAMAIS fixer le
détendeur à un système qui comporte une pression
plus élevée que la pression nominale maximum
estampillée sur ce dernier.
2. « IN » ou « HP » sera estampillé sur le corps
du détendeur au port d’admission. Fixer le port
d’admission au connecteur d’admission du système
(pression).
3. Si les jauges sont fixées au détendeur et que celui-ci
est estampillé et classé par un tiers (comme « UL
» ou « ETL »), elles doivent respecter les exigences
ci-dessous :
a) les jauges d’admission de plus de 6,87 MPa (1
000 PSIG) doivent être conformes à la norme
UL 404 : « Manomètres pour le travail avec gaz
comprimé »;
b) les manomètres de faible pression doivent être
classés UL pour la classe de détendeur accouplé
conformément à la norme UL252A.
AVERTISSEMENT
NE PAS utiliser un détendeur qui procure une
pression qui excède la pression nominale de
l’équipement en aval, à moins de prendre des
mesures qui préviendraient une surpression
(comme une soupape de surpression).
S’assurer que la pression nominale de
l’équipement en amont est compatible avec la
pression de détente maximum du détendeur.
FABRICATOR 141i
AVERTISSEMENT
NE PAS fixer ou utiliser le détendeur en
présence d’huile, de graisse, de substances
inflammables ou de dommages. Demander
à un technicien en réparation compétent
de nettoyer le détendeur ou de réparer tout
composant endommagé.
Art # A-09845
Figure 3-2 : Détendeur fixé à la soupape
de la bouteille
6. Avant d’ouvrir la soupape de la bouteille, tourner la
vis de réglage du détendeur dans le sens antihoraire
pour dégager toute pression sur le ressort de réglage
et qu’elle tourne sans entraves.
7. Soupape de surpression (le cas échéant) : La
soupape de surpression est conçue pour protéger
le côté faible pression du détendeur des hautes
pressions. Les soupapes de surpression ne sont
pas conçues pour protéger l’équipement en aval des
hautes pressions.
4. S’assurer que le détendeur comporte la bonne
pression nominale et est compatible avec le gaz
utilisé pour la bouteille.
5. Inspecter soigneusement le détendeur à la recherche
de tout filetage endommagé, de saleté, de poussière,
de graisse et d’huile ou d’autres substances
inflammables. Essuyer la poussière et la saleté avec
un chiffon propre. S’assurer que le filtre d’admission
pivotant est propre et bien installé. Fixer le détendeur
(Figure 3-2) à la soupape de la bouteille. Serrer
solidement avec une clé.
Manuel 0-51
45FC
3-5 INSTALLATION, UTILISATION ET RÉGLAGE
AVERTISSEMENT
NE PAS modifier la soupape de surpression
ou la retirer du détendeur.
AVERTISSEMENT
Lors de l’ouverture de la soupape de la
bouteille, se positionner au côté de celle-ci à
l’opposé du détendeur. Maintenir la soupape
de la bouteille entre vous et le détendeur.
Pour votre sécurité, NE JAMAIS SE TENIR
DEVANT OU DERRIÈRE LE DÉTENDEUR
À L’OUVERTURE DE LA SOUPAPE DE LA
BOUTEILLE!
Page 30

FABRICATOR 141i
!
INSTALLATION, UTILISATION ET RÉGLAGE
8. Ouvrir délicatement et lentement la soupape de la
bouteille (Figure 3-3) jusqu’à ce que la pression
maximum s’affiche au manomètre de haute pression.
Art # A-09828
Figure 3-3 : Soupape de la bouteille ouverte
9. Sur toutes les bouteilles ouvrir complètement la
soupape pour sceller la garniture de la soupape.
Dans le cas de détendeurs sans manomètre, le
témoin indique la présence du contenu de la
bouteille.
MISE EN GARDE
Maintenir la clé de la soupape de la bouteille,
le cas échéant, sur la soupape dans le but de
la fermer rapidement au besoin.
10. Fixer l’équipement en aval souhaité.
3.07 Détection de fuite dans le système
Avant d’exploiter le système, vérifier qu’il n’y a aucune
fuite.
1. S’assurer de la présence d’une soupape à
l’équipement en aval pour couper le débit de
gaz.
2. Avec la soupape de la bouteille ouverte, régler
le détendeur pour qu’il procure la pression de
détente maximum requise.
3. Fermer la soupape de la bouteille.
4. Tourner la vis/molette de réglage d’un tour dans
le sens antihoraire.
a) Si la pression du manomètre haute pression
chute, il y a une fuite dans la soupape de
la bouteille, au raccord d’admission ou au
manomètre haute pression.
b) Si la pression du manomètre de faible pression
chute, il y a une fuite dans l’équipement en aval,
dans un tuyau, un raccord de tuyau, un port
d’admission ou au manomètre basse pression.
Vérifier qu’il n’y a pas de fuites au moyen d’une
solution de détection de fuite approuvée.
c) Si la pression du manomètre haute pression
chute et que celle du manomètre basse pression
s’élève au même moment, il y a une fuite dans le
raccord du détendeur.
d) En cas de réparation ou d’entretien du détendeur,
le confier à un technicien en réparation compétent.
5. Après les essais de détection de fuites et en
l’absence de toute fuite dans le système, ouvrir
lentement la soupape de la bouteille et procéder
au soudage.
AVERTISSEMENT
En cas de détection d’une fuite, peu importe
l’endroit dans le système, cesser de l’utiliser
et le faire réparer. NE PAS utiliser un
équipement avec des fuites. Ne pas essayer
de réparer un système fuyant pendant qu’il
est sous pression.
3.08 Fin de l’utilisation du détendeur
1. Fermer la soupape de la bouteille.
2. Ouvrir la soupape sur l’équipement en aval.
Cette opération permet de purger la pression
du système.
3. Fermer la soupape sur l’équipement en aval.
4. Tourner la vis de réglage dans le sens antihoraire
pour dégager la tension sur le ressort de
réglage.
5. Après quelques minutes, vérifier les manomètres
pour confirmer que la soupape de la bouteille
est bien fermée.
3.09 Entreposage du détendeur
Lorsque le détendeur n’est plus utilisé et qu’il n’est
plus fixé sur la bouteille, entreposez-le dans un endroit
protégé de la poussière, de l’huile et de la graisse. Mettez
un capuchon sur les ports d’admission et de sortie
pour empêcher la contamination interne et la présence
d’insectes dans le détendeur.
INSTALLATION, UTILISATION ET RÉGLAGE 3-6 Manuel 0-5145FC
Page 31

INSTALLATION, UTILISATION ET RÉGLAGE
18
19
20
21
Art #
A-10355
FABRICATOR 141i
3.10 Commandes, témoins et caractéristiques de la source d’alimentation
4
5
1
14
13
FAULT
2
44
33
3
22
11
WIRESPEED INDUCTANCE
WIRESPEED
POWER
A
V
66
77
88
22
11
99
10 10
10 10
DOWNSLOPE (S)
DOWNSLOPE(S)
ARC FORCE (%)
ARCFORCE(%)
99
2
2
SOFT
SOFT
+
INDUCTANCE
MIG
MIG
LIFT TIG
STICK
STICK
2T
2T
4T
4T
4
6
6
8
8
- HARD
HARD
11
12
10
15
16
17
9
8
7
6
Art #
A-11509_AC
Figure 3-4 : Panneau avant
Figure 3-6 : Commande du compartiment du dévidoir
Art #
A-10354
Figure 3-5 : Panneau arrière
Manuel 0-51
45FC
3-7 INSTALLATION, UTILISATION ET RÉGLAGE
Page 32

FABRICATOR 141i
1. Témoin de MISE SOUS TENSION
Le témoin de mise sous tension est allumé lorsque le secteur est relié à la source d’alimentation et lorsque
l'interrupteur du panneau arrière est en position MARCHE (ON).
2. Indicateur numérique de la vitesse de dévidage / intensité (affichage numérique de gauche)
Cet indicateur numérique affiche un aperçu de la vitesse de dévidage en mode MIG uniquement, puis l’intensité
réelle (courant de soudage) après l’établissement d’un arc. Il affiche également un aperçu de l’intensité en
mode STICK et en mode LIFT TIG, puis l’intensité réelle (courant de soudage) après l’établissement d’un arc.
Lorsqu’il n’y a pas de soudage, l’ampèremètre affiche une valeur indicative en mode STICK et LIFT TIG. Cette
valeur peut être ajustée en ajustant le vitesse de fil / potentiomètre d’intensité (Commande n° 3). Lorsqu’il
n’y a pas de soudage, l’ampèremètre affiche une valeur indicative de la vitesse de dévidage du fil (pouces par
minute) en mode MIG seulement. Cette vitesse peut être identifiée par la présence d’un point décimal dans
le coin inférieur droit de l’affichage.
Lors du soudage, l’ampèremètre affiche l'intensité réelle (courant de soudage) dans tous les modes.
À la fin du soudage, l'ampèremètre conservera la dernière valeur d'intensité enregistrée pendant une dizaine
de secondes, peu importe le mode. L’ampèremètre conservera la valeur jusqu’à ce que 1) une des commandes
du panneau avant soit activée, auquel cas la source d’alimentation reviendra en mode aperçu; 2) le soudage
reprenne, auquel cas l’intensité réelle de soudage sera affichée; ou 3) pendant dix secondes après la fin du
soudage, auquel cas la source d’alimentation reviendra en mode aperçu.
INSTALLATION, UTILISATION ET RÉGLAGE
REMARQUE
La fonction d’aperçu de cette source de courant est purement indicative. Quelques différences peuvent
être observées entre l’aperçu et les valeurs de soudage réelles à cause de certains facteurs, dont le mode
de soudage, les variations de mélange électrode/gaz, la technique de soudage et le mode de transfert
de l’arc de soudage (c.-à-d. trempage ou transfert par vaporisation). Lorsque des paramètres exacts
sont requis (dans le cas de travaux à suivre), nous recommandons d’employer d’autres méthodes de
mesure pour garantir l’exactitude des valeurs de sortie.
3. Commande de vitesse de dévidage / intensité
En mode MIG, le bouton de commande de vitesse de dévidage / intensité ajuste la vitesse du moteur du dévidoir
(qui, à son tour, règle le courant de sortie en faisant varier la quantité de fil MIG fournie à l'arc de soudage).
La vitesse de dévidage idéale dépend du type de matériau et du genre de soudage. Le tableau de paramétrage
dans la porte du compartiment du dévidoir donne un résumé des réglages requis pour quelques soudages
MIG de base (GMAW/FCAW).
En mode STICK et LIFT TIG, le bouton de commande de la vitesse de dévidage / intensité règle l’intensité
(courant de soudage) transmise à l’arc de soudage par la source d’alimentation. Il règle directement la source
d’alimentation afin d’obtenir le niveau requis de courant de soudage.
4. Adaptateur pour pistolet MIG (style Tweco)
L'adaptateur de Fusil de MIG est la connexion de Tweco standard avec une détente de fusil de 8 épingles pour
le Fusil de MIG de Fusion. Branchez le pistolet MIG en enfonçant le branchement du pistolet dans l’adaptateur
de pistolet MIG et en vissant l’écrou de l’adaptateur dans le compartiment du dévidoir pour fixer le pistolet
Tweco Fusion MIG. Si le pistolet n’est pas bien fixé à l’adaptateur, le pistolet en sera éjecté par le fil de soudage
MIG ou il manquera de gaz de protection (porosité dans la soudure) dans la zone de soudage.
INSTALLATION, UTILISATION ET RÉGLAGE 3-8 Manuel 0-5145FC
Page 33

INSTALLATION, UTILISATION ET RÉGLAGE
5. Borne de sortie de soudage positive
La borne de soudage positive sert à relier le courant de soudage de la source d’alimentation à l’accessoire de
soudage approprié, comme le pistolet MIG (à l’aide du câble de polarité du pistolet MIG), le câble du porteélectrode, ou le câble de travail. Le courant de soudage positif est transmis par la source d’alimentation à
travers cette 25 mm Dinse™ conçoit le connecteur. Il est cependant essentiel que la fiche mâle soit insérée et
fixée solidement pour obtenir un branchement électrique fiable.
MISE EN GARDE
FABRICATOR 141i
Un branchement lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle
dans la borne de le connecteur de Dinse™.
6. Câble de polarité du pistolet MIG
Le câble de polarité sert à brancher le pistolet MIG à la borne de sortie positive ou négative appropriée (ce qui
permet l’inversion de la polarité selon le type de soudage). De façon générale, le câble de polarité devrait être
branché dans la borne de soudage positive (+) lorsqu’on utilise un fil-électrode d'acier, d'inox ou d'aluminium.
Avec un fil-électrode fourré (sans gaz), le câble de polarité est habituellement branché à la borne de soudage
négative (-). En cas de doute, consultez le fabricant du fil-électrode pour connaître la polarité. Il est cependant
essentiel que la fiche mâle soit insérée et fixée solidement pour obtenir un branchement électrique fiable.
MISE EN GARDE
Un branchement lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle
dans la borne de le connecteur de Dinse™.
7. Borne de sortie de soudage négative
La borne de soudage négative sert à relier le courant de soudage de la source d’alimentation à l’accessoire de
soudage approprié, comme le pistolet MIG (à l’aide du câble de polarité du pistolet MIG), le chalumeau TIG,
ou le câble de travail. Le courant de soudage négatif est transmis à la source d’alimentation à travers cette 25
mm Dinse™ conçoit le connecteur. Il est cependant essentiel que la fiche mâle soit insérée et fixée solidement
pour obtenir un branchement électrique fiable.
MISE EN GARDE
Un branchement lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle
dans la borne de le connecteur de Dinse™.
8. Prise pour télécommande et pistolet à bobine
La prise à huit broches sert à brancher le pistolet MIG Tweco de Fusion, la télécommande ou la fiche du pistolet
à bobine à la source d’alimentation du soudage. Pour effectuer le raccord, alignez la rainure, insérez la fiche
et tournez complètement la bague filetée dans le sens horaire.
Manuel 0-51
45FC
3-9 INSTALLATION, UTILISATION ET RÉGLAGE
Page 34

FABRICATOR 141i
INSTALLATION, UTILISATION ET RÉGLAGE
2
1
5
4
3
8
7
6
Art # A-10421FC_AC
Broche
de la prise
1 Moteur de pistolet à bobine (0 V)
2
3
4
5
6
Entrée du commutateur-déclencheur
Entrée du commutateur-déclencheur
Moteur de pistolet à bobine (+24 V c.c.)
Connexion de 5 kilohm (max.) au potentiomètre de 5 kilohm de commande à distance.
Connexion de 0 ohm (min.) au potentiomètre de 5 kilohm de commande à distance.
1
2
3
4
5
6
7
8
Vitesse de dévidage à distance en mode MIG (GMAW/FCAW)
Intensité à distance en mode LIFT TIG (GTAW)
Commutateur
déclencheur
WV
Tension à distance en mode
MIG (GMAW/FCAW)
Figure 3-7 : Prise de télécommande
Fonction
Négative
Moteur de pistolet à bobine
Positif
Connexion du bras de contact au potentiomètre de 5 kilohm pour la télécommande du dévidoir
7
en mode MIG.
Connexion du bras de contact au potentiomètre de 5 kilohm pour la télécommande de l'intensité
(courant de soudage) en mode LIFT TIG.
8
Connexion du bras de contact au potentiomètre de 5 kilohm pour la télécommande de la tension en
mode MIG.
Tableau 3-3
L'interrupteur local / distant (commande n° 18) situé dans le compartiment du dévidoir devrait être réglé à
Remote pour que les commandes à distance de l’intensité et de la tension fonctionnent.
9. Commande multifonction – tension, pente d'évanouissement et force d’arc
Le bouton de commande multifonction sert à ajuster la tension (mode MIG), la pente d'évanouissement (mode
LIFT TIG) et la force d'arc (mode STICK) selon le mode de soudage choisi.
REMARQUE
La fonction d’aperçu de cette source de courant est purement indicative. Quelques différences peuvent
être observées entre l’aperçu et les valeurs de soudage réelles à cause de certains facteurs, dont le mode
de soudage, les variations de mélange électrode/gaz, la technique de soudage et le mode de transfert
de l’arc de soudage (c.-à-d. trempage ou transfert par vaporisation). Lorsque des paramètres exacts
sont requis (dans le cas de travaux à suivre), nous recommandons d’employer d’autres méthodes de
mesure pour garantir l’exactitude des valeurs de sortie.
En mode MIG
En mode MIG, le bouton de commande sert à régler la tension de soudage MIG de la source d’alimentation.
La tension de soudage est augmentée en tournant le bouton dans le sens horaire et réduite en tournant
dans le sens antihoraire. Le niveau de tension optimal nécessaire dépend du type de soudage. Le tableau de
paramétrage dans la porte du compartiment du dévidoir donne un résumé des réglages de sortie requis pour
quelques soudages MIG de base.
INSTALLATION, UTILISATION ET RÉGLAGE 3-10 Manuel 0-5145FC
Page 35

INSTALLATION, UTILISATION ET RÉGLAGE
En mode STICK
Dans ce mode, le bouton de commande multifonction sert à régler la force de l’arc. La commande de la force
de l'arc est un réglage progressif de la puissance de soudage (ou « contrôle de la coupure »). Cette fonction
est principalement utile lorsque le soudeur cherche à compenser la variation de l'assemblage des joints dans
certaines situations de soudage avec des électrodes particulières. Habituellement, tourner la commande de la
force de l'arc vers le « 10 » (puissance maximale) permet un meilleur contrôle de la pénétration. La force de
l’arc est augmentée en tournant le bouton dans le sens horaire et réduite en tournant dans le sens antihoraire.
En mode LIFT TIG
Dans ce mode, le bouton de commande multifonction sert à régler la pente d'évanouissement. La pente
d'évanouissement permet de choisir la durée de réduction de la tension à la fin du soudage. La principale
fonction de la pente d'évanouissement est de permettre de réduire graduellement le courant de soudage sur
un laps de temps prédéterminé pour que le bain de fusion ait le temps de refroidir suffisamment.
En mode normal 2T (commande n° 11), la source d’alimentation entrera en mode de pente d'évanouissement
dès que le commutateur-déclencheur est actionné (si le bouton de commande multifonction est à 5, la source
d’alimentation diminuera progressivement le courant de soudage en cinq secondes). Si aucun temps de pente
d'évanouissement n'est déterminé, le courant de soudage s’arrêtera immédiatement. Si la source d'alimentation
est réglée au mode verrouillage 4T, pour passer en mode de pente d'évanouissement, le commutateur doit être
enfoncé pendant la période déterminée (donc enfoncer et relâcher le commutateur pour entamer le soudage,
puis maintenir une fois de plus pour passer en mode de pente d'évanouissement). Si le commutateur est
relâché pendant la phase de pente d'évanouissement (4T seulement), le courant de sortie sera interrompu
sur-le-champ.
FABRICATOR 141i
10. Commdande de l’arc (inductance)
La commande d’arc fonctionne en mode MIG exclusivement et sert à ajuster l’intensité de l’arc de soudage. Des
réglages de commande d’arc moins élevés adoucissent l’arc et réduisent les éclaboussures de soudure. Des
réglages de commande d’arc plus élevés donnent un arc d'entraînement plus puissant, ce qui peut augmenter
la pénétration de la soudure. Doux signifie inductance maximale alors que Fort signifie inductance minimale.
11. Commande du mode commutateur (mode MIG et LIFT TIG seulement)
La commande du mode commutateur sert à activer ou à désactiver la fonctionnalité du commutateurdéclencheur MIG ou TIG entre 2T (normal) et 4T (mode verrouillage).
Mode 2T (Normal)
Dans ce mode, le commutateur-déclencheur MIG ou TIG doit demeurer enclenché pour que la sortie de soudage
soit active. Maintenez enfoncé le commutateur-déclencheur MIG ou TIG pour activer la source de courant
(soudage). Relâchez le commutateur-déclencheur MIG ou TIG pour arrêter le soudage.
4T (Mode verrouillage)
Ce mode de soudage sert principalement pour les soudures longues afin de réduire la fatigue du soudeur. Dans
ce mode, le soudeur peut enfoncer puis relâcher le commutateur-déclencheur MIG ou TIG et le courant de
sortie demeurera actif. Pour désactiver la source d’alimentation, le commutateur-déclencheur doit être enfoncé
et relâché de nouveau, ce qui évite d'avoir à maintenir enfoncé le commutateur-déclencheur MIG ou TIG.
En mode LIFT TIG, la source d’alimentation demeure active jusqu’à la fin du délai de pente d'évanouissement
(voir Commande n° 9).
Manuel 0-51
45FC
3-11 INSTALLATION, UTILISATION ET RÉGLAGE
Page 36

FABRICATOR 141i
12. Commande de choix de processus
La commande de choix de processus sert à choisir le mode de soudage. Trois modes sont offerts : MIG, LIFT
TIG et STICK. Consultez l’article 3.20 ou 3.21 pour les détails de configuration MIG (GMAW/FCAW), l’article
3.23 pour les détails de configuration LIFT TIG (GTAW) ou l’article 3.24 pour les détails de configuration
STICK (SMAW).
Lorsque la source d’alimentation est éteinte, la commande de selection de mode revient automatiquement,
par défaut, au mode MIG. Cette procédure est nécessaire pour éviter un arc involontaire si un porte-électrode
est branché à la source d’alimentation et, par erreur, mis en contact avec la pièce de travail alors que la source
d’alimentation est activée.
13. Voltmètre numérique (affichage numérique de droite)
Le voltmètre numérique sert à afficher la tension prévue (en mode MIG seul) et la tension de sortie réelle (sans
égard au mode) de la source d’alimentation.
Lorsqu’il n’y a pas de soudage, le voltmètre affiche une valeur indicative en mode MIG. Cette valeur peut être
réglée en déplaçant le bouton de commande multifonction (Commande n° 9). En mode STICK et LIFT TIG, le
voltmètre n’indiquera pas la tension de soudage, mais la tension du circuit ouvert en mode STICK et 0 V en
mode LIFT TIG.
Lors du soudage, le voltmètre affiche la tension réelle de soudage dans tous les modes.
INSTALLATION, UTILISATION ET RÉGLAGE
À la fin du soudage, le voltmètre numérique conservera la dernière valeur de tension enregistrée pendant
une dizaine de secondes, peu importe le mode. Le voltmètre conservera la valeur jusqu’à ce que 1) une des
commandes du panneau avant soit actionnée, auquel cas la source d’alimentation reviendra en mode aperçu;
2) le soudage reprenne, auquel cas l’intensité réelle de soudage sera affichée; ou 3) pendant dix secondes
après la fin du soudage, auquel cas la source d’alimentation reviendra en mode aperçu.
REMARQUE
La fonction d’aperçu de cette source de courant est purement indicative. Quelques différences peuvent
être observées entre l’aperçu et les valeurs de soudage réelles à cause de certains facteurs, dont le mode
de soudage, les variations de mélange électrode/gaz, la technique de soudage et le mode de transfert
de l’arc de soudage (c.-à-d. trempage ou transfert par vaporisation). Lorsque des paramètres exacts
sont requis (dans le cas de travaux à suivre), nous recommandons d’employer d’autres méthodes de
mesure pour garantir l’exactitude des valeurs de sortie.
14. Témoin de surchauffe
Le bloc d'alimentation du poste de soudage est protégé par un thermostat à réamorçage automatique. Le
témoin s'allume si le facteur de marche du bloc d'alimentation a été dépassé ou si un défaut est détecté dans
l'inverseur. Si le témoin de surchauffe s'allume, la sortie de la source d’alimentation sera désactivée. Une fois
la source d’alimentation refroidie, ce témoin s'éteindra et l’état de surchauffe sera automatiquement remis à
zéro. Le commutateur d'alimentation devrait demeurer en position MARCHE pour que le ventilateur continue de
fonctionner, ce qui permettra à la source d’alimentation de se refroidir suffisamment. N’éteignez pas la source
d’alimentation en cas de surchauffe. Si la condition de panne ne s'éteint pas, alors la source d’alimentation
devra être prise à un centre autorisé de réparation pour l'analyse.
15. Prise de gaz (mode MIG uniquement pour l’utilisation du pistolet MIG ou du pistolet à bobine)
Le raccordement de la prise de gaz sert à acheminer le gaz de soudage MIG adéquat à la source d’alimentation.
Pour la configuration MIG (FCAW/GMAW), consultez l’article 3.20 ou 3.21.
INSTALLATION, UTILISATION ET RÉGLAGE 3-12 Manuel 0-5145FC
Page 37

INSTALLATION, UTILISATION ET RÉGLAGE
!
AVERTISSEMENT
FABRICATOR 141i
Seuls les gaz de protection de soudage conçus expressément pour le soudage à l'arc devraient être
utilisés.
16. Interrupteur MARCHE/ARRÊT
Cet interrupteur sert à allumer et à éteindre la source d’alimentation.
AVERTISSEMENT
Lorsque les affichages numériques avant sont allumés, l'appareil est branché au secteur et les
composantes électriques internes sont à la tension du secteur.
17. Commande de ventilateur intelligente
Quand l'alimentation d'énergie est d'abord allumée elle se transférera en mode de MIG. Le ventilateur
fonctionnera pendant approximativement 10 secondes, puis s'est arrêté.
Quand déclenché en mode de MIG, le ventilateur ne s'allumera pas jusqu'à ce que l'alimentation d'énergie
atteigne les températures dans lesquelles le refroidissement est exigé. Quand en mode de TIG d'ascenseur,
dès que le rendement sera permis, le ventilateur avancera immédiatement et ne s'arrêtera pas jusqu'à ce
que la soudure ait cessé et alimentation d'énergie est à la température de fonctionnement appropriée. Quand
l'ensemble pour coller le mode, ventilateur s'allumera immédiatement et ne s'éteindra pas jusqu'à ce que la
soudure ait cessé et l'alimentation d'énergie est à la température de fonctionnement appropriée.
En mode STICK, le ventilateur fonctionne en continu.
18. Interrupteur local / distant (situé dans le compartiment du dévidoir)
L’interrupteur local / distant est utilisé uniquement si une télécommande (comme un chalumeau TIG avec
télécommande de courant) est branchée à la source d'alimentation par la prise de la télécommande (Commande
n° 8). Lorsque l'interrupteur local / distant est en position Distant, la source d’alimentation détecte un appareil
distant et s’adapte. En mode Local, la source d’alimentation ne détecte pas le dispositif distant et n’est activée
que par les commandes de la source d’alimentation. Le commutateur fonctionne en tout temps sur la prise de
la télécommande, peu importe la position de l’interrupteur local / distant (c'est-à-dire en mode local comme
distant).
Si un dispositif distant est branché et que l'interrupteur local / distant est réglé à distant, le réglage maximal
de la source d’alimentation sera déterminé par la commande du panneau avant, peu importe le réglage de
la télécommande. Par exemple, si le courant de sortie sur le panneau avant de la source d’alimentation est
réglé à 50 % et que la télécommande est réglée à 100 %, la puissance maximale possible est de 50 %. Si une
puissance de 100 % s’avérait nécessaire, la commande du panneau avant doit être réglée à 100 %, auquel
cas la télécommande sera en mesure de faire passer la puissance de 0 % à 100 %.
19. Commande du temps de remontée de l’arc (située dans le compartiment du dévidoir)
La commande du temps de remontée de l’arc sert à déterminer la quantité de fil libre MIG qui sort du pistolet
MIG après la soudure MIG (aussi appelée longueur du fil à la sortie de la buse). Pour réduire le temps de
remontée de l’arc (ou augmenter la quantité de fil libre qui sort du pistolet MIG à la fin du soudage), tournez
le bouton de commande du temps de remontée de l’arc en sens antihoraire. Pour augmenter le temps de
remontée de l’arc (ou réduire la quantité de fil qui sort du pistolet MIG à la fin du soudage), tournez le bouton
de commande du temps de remontée de l’arc en sens horaire.
Manuel 0-51
45FC
3-13 INSTALLATION, UTILISATION ET RÉGLAGE
Page 38

FABRICATOR 141i
INSTALLATION, UTILISATION ET RÉGLAGE
20. Commutateur du pistolet MIG et du pistolet à bobine
Le commutateur du pistolet MIG et du pistolet à bobine sert à changer de mode de soudage entre la fonctionnalité
du pistolet MIG et la fonctionnalité du pistolet à bobine.
21. Fusible 10A
Le fusible 10 A sert à protéger le moteur du pistolet à bobine et le moteur interne.
3.11 Raccordement du pistolet Tweco Fusion 140 A
Pour relier le pistolet MIG de Tweco Fusion à la source d’alimentation, poussez le connecteur du pistolet dans
l’adaptateur du pistolet et serrez l’écrou.
Pour brancher la fiche à huit broches, alignez la rainure, insérez la fiche dans la prise à huit broches, puis faites
pivoter le collet fileté en sens horaire pour verrouiller la fiche en place.
Connecteur de
pistolet MIG
Adaptateur de
pistolet MIG
Prise à huit broches
Fiche à huit broches
Vis de blocage
Connecteur de pistolet MIG
Art #
A-10356FC_AB
Figure 3-8 : Raccordement du pistolet MIG
INSTALLATION, UTILISATION ET RÉGLAGE 3-14 Manuel 0-5145FC
Page 39

INSTALLATION, UTILISATION ET RÉGLAGE
FABRICATOR 141i
3.12 Insertion du fil dans le mécanisme d'alimentation
Relâchez la tension du bras du galet de pression en tournant la vis de tension d’entraînement du fil en sens
antihoraire. Puis, pour relâcher le bras du galet de pression, poussez la vis de tension vers l’avant de l’appareil
(Figure 3-9). Tandis que le fil de soudage se déroule par le bas de la bobine (Figure 3-10), passez le fil de l’électrode
par le guide d’amenée, entre les galets, à travers le guide de sortie, dans le pistolet MIG.
Serrez de nouveau le bras du galet de pression et la vis de tension d’entraînement du fil, puis réglez la pression
(Figure 3-9). Retirez le tube-contact du pistolet MIG. Tandis que le câble du pistolet MIG est raisonnablement droit,
faites passer le fil dans le pistolet en enfonçant le commutateur-déclencheur. Posez le tube-contact de Velocity
approprié.
AVERTISSEMENT
Avant de relier la pince à la pièce, assurez-vous que l’alimentation électrique est éteinte.
Le fil-électrode sera à la tension de soudage pendant qu’il est acheminé dans le système.
Tenez le pistolet MIG loin des yeux et du visage.
Art #
A-10359FC
Vis de tension d’entraînement du fil
Bras du galet de pression
Guide de sortie
Guide d’amenée
Figure 3-9 : Éléments du bloc d’entraînement du fil
Manuel 0-51
Art #
Fil de soudage MIG
A-10360FC
Figure 3-10 : Fil de soudage MIG - Pose
45FC
3-15 INSTALLATION, UTILISATION ET RÉGLAGE
Page 40

FABRICATOR 141i
Rondelle
plate en laiton
INSTALLATION, UTILISATION ET RÉGLAGE
3.13 Pose d’une bobine de 4 po (100 mm) de diamètre
À sa sortie d’usine, la source d’alimentation comprend un moyeu de dévidoir qui peut accueillir des bobines de 8
po (200 mm) de diamètre. Pour une bobine de 4 po (100 mm) de diamètre, assemblez les pièces tel que montré
ci-dessous à la Figure 3-11.
L'ajustement de l’écrou avec insert de nylon sert à contrôler le frein du dévidoir de fil MIG. La rotation en sens
horaire de cet écrou avec insert de nylon permet de serrer le frein. Le frein est correctement ajusté lorsque la
bobine s’arrête entre 4 po (100 mm) et 8 po (200 mm) (mesuré au bord extérieur de la bobine) après relâchement
du commutateur du pistolet MIG. Le fil devrait être lâche sans se déloger de la bobine.
MISE EN GARDE
Une surtension du frein entraînera une usure prématurée des pièces mécaniques du dévidoir, la
surchauffe des composantes électriques et, peut-être, un prolongement du temps de remontée de
l’arc dans le tube-contact.
Ressort
Bobine de 4 po
(100 mm) de
diamètre
Rondelle plate
Écrou avec
pièce de nylon
Butée de plastique
Rondelle de friction
Art #
A-10357FC
Figure 3-11 : Pose d’une bobine de 4 po (100 mm) de diamètre
3.14 Pose d’une bobine de 8 po (200 mm) de diamètre
À sa sortie d'usine, la source d’alimentation est réglée pour une bobine de 8 po (200 mm) de diamètre. Pour
réinsérer une bobine de 8 po (200 mm) de diamètre, assemblez les pièces tel que montré ci-dessous à la Figure 3-12.
L'ajustement de l’écrou avec insert de nylon sert à contrôler le frein du dévidoir de fil MIG. La rotation en sens
horaire de cet écrou avec insert de nylon permet de serrer le frein. Le frein est correctement ajusté lorsque la
bobine s’arrête dans une distance de 3/8 po (10 mm) à 3/4 po (20 mm) (mesurée au bord extérieur de la bobine)
après relâchement du commutateur du pistolet MIG. Le fil devrait être lâche sans se déloger de la bobine.
MISE EN GARDE
Une surtension du frein entraînera une usure prématurée des pièces mécaniques du dévidoir, la
surchauffe des composantes électriques et, peut-être, un prolongement du temps de remontée de
l’arc dans le tube-contact.
La tige d’alignement sur le moyeu du dévidoir doit être alignée avec le trou de la bobine de 8 po (200
mm) de diamètre.
REMARQUE
Pour retirer cette tige, dévissez en sens antihoraire jusqu’à la position appropriée.
INSTALLATION, UTILISATION ET RÉGLAGE 3-16 Manuel 0-5145FC
Page 41

INSTALLATION, UTILISATION ET RÉGLAGE
RAINURE “B”RAINURE “A”
Tige d’alignement
Autre position
Bobine de 8 po
(200 mm) de
diamètre
Écrou du moyeu du dévidoir
de la tige
d’alignement
Butée de plastique
Ressort
Écrou avec pièce de nylon
Moyeu du dévidoir
Rondelle
de friction
Rondelle plate
Rondelle plate
en laiton
Art #
A-10358FC
FABRICATOR 141i
Figure 3-12 : Pose de la bobine de 8 po (200 mm) de diamètre
3.15 Réglage de la pression du galet d’entraînement
Le galet de pression (supérieur) applique une pression sur le galet d’entraînement rainuré à l’aide d’une vis
de pression ajustable. Cet appareil devrait être réglé à la pression minimale qui permettra une ALIMENTATION
satisfaisante du fil sans glisser. En cas de glissement et si l’inspection du tube-contact ne révèle aucune usure,
déformation ou congestion de la remontée de l’arc, vérifiez si la gaine de la conduite est pliée ou bloquée par des
flocons ou débris. Si ce n’est pas la cause du glissement, la pression du galet d’entraînement peut être augmentée
en tournant la vis de pression en sens horaire.
AVERTISSEMENT
Avant de changer le galet d’entraînement, coupez l’alimentation électrique à l’appareil.
MISE EN GARDE
Une pression excessive peut entraîner une usure prématurée des rouleaux d’entraînement, des tiges
et des coussinets.
3.16 Remplacement du galet d’entraînement
Pour remplacer le galet d’entraînement, retirez la vis de retenue du galet d’entraînement en tournant en sens
antihoraire. Refaites ensuite les opérations en sens inverse pour remplacer le galet d’entraînement.
Un galet d’entraînement à double gorge est fourni. Il peut accommoder des câbles de 0.023 po (0,6 mm) à 0.030
po (0,8 mm) de diamètre. Choisissez le galet requis en veillant à ce que la marque du calibre de fil choisi soir
orientée vers l'extérieur.
Manuel 0-51
RAINURE “B” TAILLE
RAINURE “A” TAILLE
A-09583FC
Figure 3-13 : Galet d’entraînement à double gorge
45FC
3-17 INSTALLATION, UTILISATION ET RÉGLAGE
Page 42
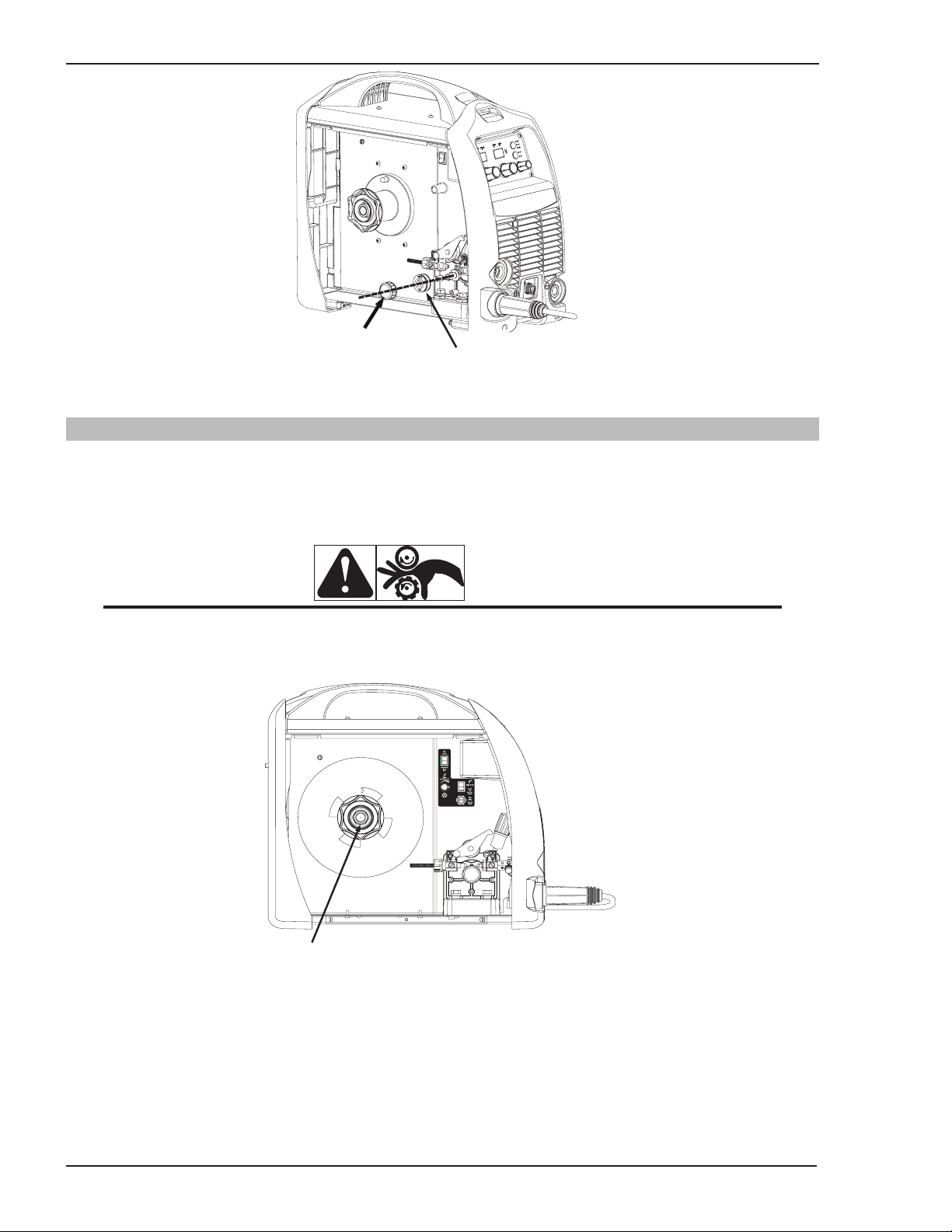
FABRICATOR 141i
Écrou de réglage du frein du dévidoir
Art #
A-10361FC
INSTALLATION, UTILISATION ET RÉGLAGE
Art #
A-09584_AC
Vis de retenue du
galet d’entraînement
Galet d’entraînement
Figure 3-14 : Remplacement du galet d’entraînement
3.17 Frein du dévidoir du fil
Le moyeu du dévidoir comprend un frein à friction préajusté pour un freinage optimal. Au besoin, on peut tourner
le gros écrou à l’intérieur de l’extrémité ouverte du moyeu dans le sens horaire pour serrer le frein. Un réglage
adéquat fera en sorte que la circonférence du dévidoir ne continuera pas plus de 3/8 po (10 mm) à ¾ po (20 mm)
après le relâchement du commutateur. Le fil-électrode devrait être lâche sans se déloger de la bobine de fil.
MISE EN GARDE
Une surtension du frein entraînera une usure prématurée des pièces mécaniques du dévidoir, la
surchauffe des composantes électriques et, peut-être, un prolongement du temps de remontée de
l’arc dans le tube-contact.
INSTALLATION, UTILISATION ET RÉGLAGE 3-18 Manuel 0-5145FC
Figure 3-15 : Frein du dévidoir
Page 43

INSTALLATION, UTILISATION ET RÉGLAGE
FABRICATOR 141i
3.18 Fonctionnement du détendeur de gaz
Tandis que le détendeur est branché à la bouteille ou au tuyau, et que la vis ou le bouton de réglage est complètement
desséré, réglez la pression comme suit :
1. Postez-vous d’un côté du détendeur et ouvrez lentement le robinet de la bouteille. S’il est ouvert rapidement,
un surcroît soudain de pression peut endommager des pièces internes du détendeur.
2. Tandis que les robinets de l’équipement en aval sont fermés, réglez le détendeur à la pression approximative
de travail. On recommande de vérifier l’absence de fuite dans les raccords du détendeur à l’aide d’une
solution convenable de détection des fuites ou d’eau savonneuse.
3. Purgez l’air ou tout autre gaz de protection de soudage indésirable de l’équipement relié au détendeur en
ouvrant puis fermant chaque robinet de commande de l’équipement. La purge complète peut prendre une
dizaine de secondes, voire davantage, selon la longueur et le calibre du tuyau souple purgé.
Réglage du débit
Alors que le détendeur est prêt à être utilisé, réglez le débit comme suit :
1. Réglez le débit du gaz. Le débit recommandé pour le soudage MIG est de 15-25 PCH (pieds cubes par
heure) Le débit recommandé pour le soudage LIFT TIG est de 10-25 PCH
REMARQUE
Il peut être nécessaire de vérifier deux fois le débit de gaz de protection à la suite de la première séquence
de soudage à cause de la force de reflux dans le tuyau souple de gaz de protection.
Arrêt
Fermez le robinet de la bouteille dès que le détendeur ne sert pas. Pour une fermeture prolongée (plus de 30 minutes).
1. Fermez solidement le robinet de la bouteille ou le robinet en amont .
2. Ouvrez les robinets en aval pour vider la tuyauterie. Laisser s’évacuer le gaz dans un endroit bien aéré, loin
de toute source d’allumage.
3. Une fois le gaz complètement évacué, dessérez la vis d’ajustement et fermez les robinets en aval.
4. Avant de transporter des bouteilles qui ne sont pas fixées sur un chariot conçu à cette fin, retirez les
détendeurs.
3.19 Réglage pour soudure MIG (GMAW) avec fil MIG sous protection gazeuse
A. Sélectionnez le mode MIG à l’aide du sélecteur de processus. (pour de plus amples renseignements, voir
l’article 3.10).
B. Branchez le câble de polarité du pistolet MIG à la borne de soudage positive (+). En cas de doute, consultez
le fabricant du fil-électrode. Le courant de soudage est transmis par la source d’alimentation à travers des
bornes robustes de type Dinse™. Il est cependant essentiel que la fiche mâle soit insérée et fixée solidement
pour obtenir un branchement électrique fiable.
C. Raccordez le pistolet MIG à la source de courant. (Consultez l’article 3.11 Raccordement du pistolet MIG
Tweco Fusion 140A).
D. Branchez le câble de travail à la borne de soudage négative (-). En cas de doute, consultez le fabricant du
fil-électrode. Le courant de soudage est transmis par la source d’alimentation à travers des bornes robustes
de type Dinse. Il est cependant essentiel que la fiche mâle soit insérée et fixée solidement pour obtenir un
branchement électrique fiable.
E. Fixez le détendeur de gaz/ debitmètre à la bouteille de gaz de protection (voir article 3.06) puis raccordez le
tuyau souple de gaz de protection de l’arrière de la source de courant à la sortie du détendeur / débitmètre.
Manuel 0-51
45FC
3-19 INSTALLATION, UTILISATION ET RÉGLAGE
Page 44

FABRICATOR 141i
!
INSTALLATION, UTILISATION ET RÉGLAGE
F. Pour de plus amples renseignements, consultez le guide de soudage dans la porte du compartiment du
dévidoir.
G. Basculez l’interrupteur LOCAL / DISTANT situé dans le compartiment
du dévidoir à LOCAL pour pouvoir utiliser les commandes de tension
et de vitesse de dévidage de la source d’alimentation.
H. Basculez le commutateur MIG GUN/SPOOL GUN situé dans le
compartiment du dévidoir à MIG GUN.
AVERTISSEMENT
Avant de relier la pince à la pièce, assurez-vous que l’alimentation électrique est éteinte.
Fixez la bouteille de gaz de protection à souder à la verticale en l’enchaînant à un support fixe convenable
pour éviter qu’elle ne tombe ou ne bascule.
MISE EN GARDE
Un connexion lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle
dans la borne.
Retirez tout le matériel d'emballage avant d'utiliser le système. Ne bloquez pas les évents à l'avant ou
l'arrière du bloc d'alimentation du poste de soudage.
Art #
A-10362FC
Fixer la bouteille de gaz verticalement
Borne de sortie
positive (+)
en l’attachant avec une chaîne à un
support stationnaire pour prévenir
toute chute.
Tuyau souple de gaz de protection
muni d’un raccord
5/8 po-18 UNF
Pistolet MIG
prise à 8 broches
Câble de travail
Câble de polarité du pistolet MIG
Borne de sortie
négative (-)
Cordon principal
Figure 3-16 : Configuration pour soudage MIG avec fil MIG sous protection gazeuse
INSTALLATION, UTILISATION ET RÉGLAGE 3-20 Manuel 0-5145FC
Page 45
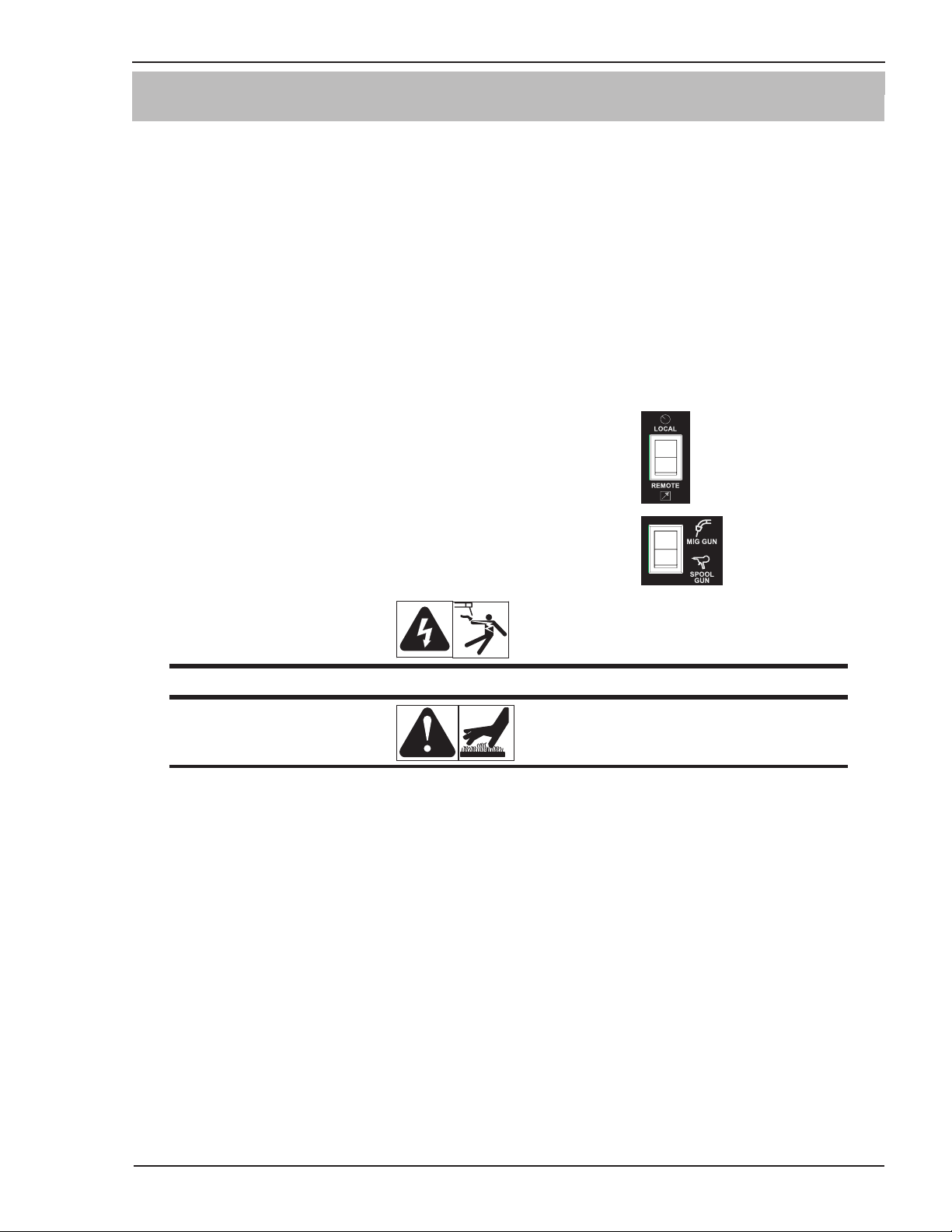
INSTALLATION, UTILISATION ET RÉGLAGE
FABRICATOR 141i
3.20 Configuration pour soudage MIG (FCAW)
avec fil-électrode fourré (sans protection gazeuse)
A. Sélectionnez le mode MIG à l’aide de la commande de processus (pour de plus amples renseignements, voir
l’article 3.10.12).
B. Branchez le câble de polarité du pistolet MIG à la borne de soudage négative (-). En cas de doute, consultez
le fabricant du fil-électrode. Le courant de soudage est transmis par la source d’alimentation à travers des
bornes robustes de type Dinse. Il est cependant essentiel que la fiche mâle soit insérée et fixée solidement
pour obtenir un branchement électrique fiable.
C. Branchez le câble de travail à la borne de soudage positive (+). En cas de doute, consultez le fabricant du
fil-électrode. Le courant de soudage est transmis par la source d’alimentation à travers des bornes robustes
de type Dinse. Il est cependant essentiel que la fiche mâle soit insérée et fixée solidement pour obtenir un
branchement électrique fiable.
D. Pour de plus amples renseignements, consultez le guide de soudage dans la porte du compartiment du dévidoir.
E. Basculez l’interrupteur LOCAL / DISTANT situé dans le compartiment
du dévidoir à LOCAL pour pouvoir utiliser les commandes de tension
et de vitesse de dévidage de la source d’alimentation.
F. Basculez le commutateur MIG GUN/SPOOL GUN situé dans le
compartiment du dévidoir à MIG GUN.
AVERTISSEMENT
Avant de relier la pince à la pièce, assurez-vous que l’alimentation électrique est éteinte.
MISE EN GARDE
Un connexion lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle
dans la borne.
Retirez tout le matériel d'emballage avant d'utiliser le système. Ne bloquez pas les évents à l'avant ou
l'arrière du bloc d'alimentation du poste de soudage.
Manuel 0-51
45FC
3-21 INSTALLATION, UTILISATION ET RÉGLAGE
Page 46
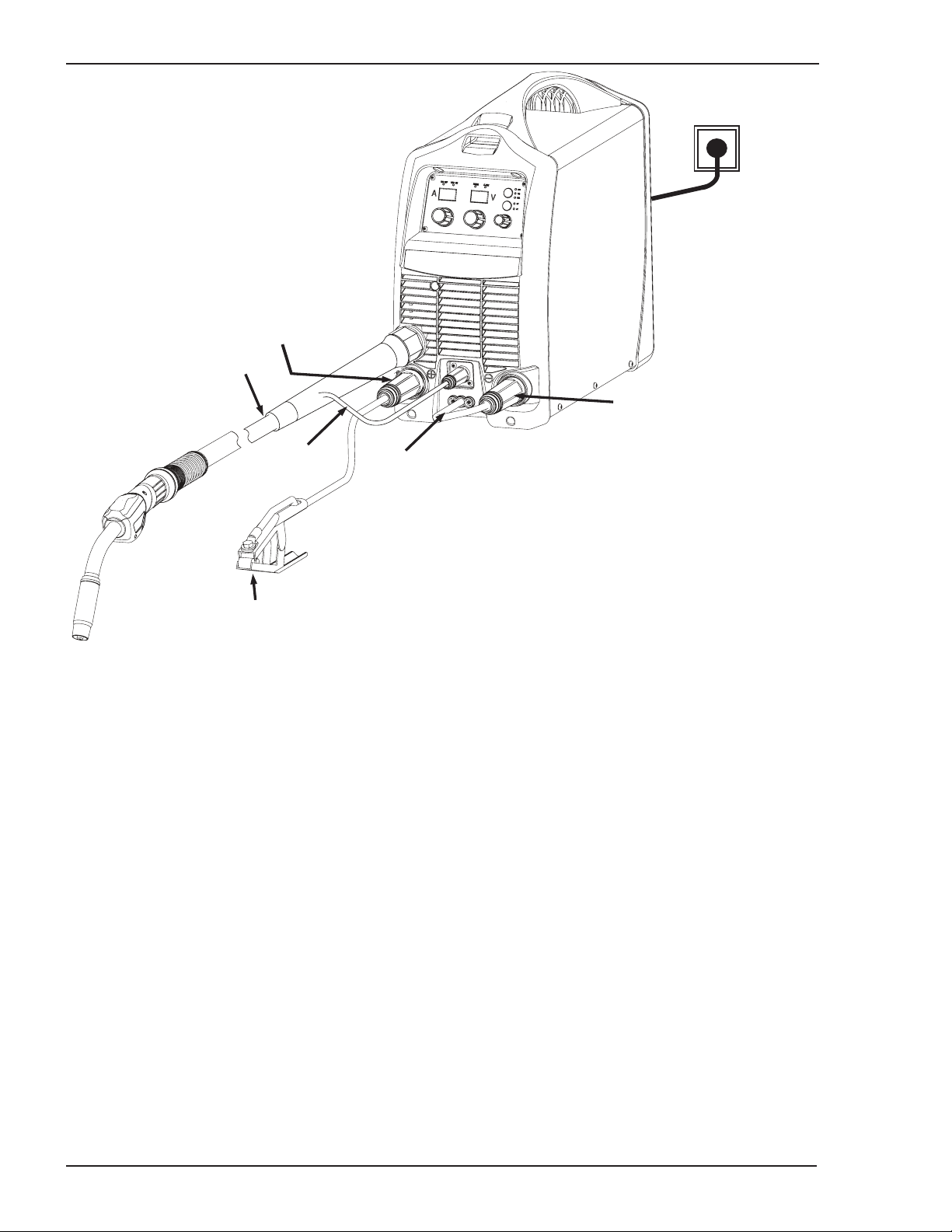
FABRICATOR 141i
Pistolet MIG
Borne de sortie
positive (+)
INSTALLATION, UTILISATION ET RÉGLAGE
Borne de sortie
négative (-)
prise à 8
Câble de polarité du pistolet MIG.
broches
A-09587FC_AD
Câble de travail
Figure 3-17 : Configuration pour soudage MIG (FCAW) avec fil-électrode fourré (sans protection gazeuse)
INSTALLATION, UTILISATION ET RÉGLAGE 3-22 Manuel 0-5145FC
Page 47

INSTALLATION, UTILISATION ET RÉGLAGE
FABRICATOR 141i
3.21 Configuration pour soudage MIG (GMAW) au PISTOLET À BOBINE avec fil MIG
sous protection gazeuse
Réglez la commande de processus à MIG pour le soudage au pistolet à bobine.
Pour le réglage et l’utilisation du pistolet à bobine, consultez son manuel d’utilisation.
Basculez le commutateur MIG GUN/SPOOL GUN situé dans le compartiment du dévidoir à
SPOOL GUN.
Branchez le gaz de protection à l’amenée de gaz de protection située sur la panneau arrière
de la source d’alimentation.
Art #
1. Vérifiez que la source du courant de soudage est
éteinte (OFF) avant de brancher le pistolet de
soudage.
2. Ouvrez le panneau latéral et dévissez la vis de
serrage.
A-10363
3. Insérez l’extrémité arrière du pistolet à bobine dans
le manchon de raccordement du pistolet.
4. Serrez la vis de serrage et replacez le panneau
latéral.
5. Fixez le raccord d’amenée du gaz et serrez à l’aide
d’une clé.
6. Alignez la fiche de commande au raccord du
panneau et serrez à fond.
Manuel 0-51
45FC
3-23 INSTALLATION, UTILISATION ET RÉGLAGE
Page 48

FABRICATOR 141i
INSTALLATION, UTILISATION ET RÉGLAGE
3.22 Configuration pour soudage à amorçage au touché (LIFT TIG; GTAW)
A. Sélectionnez le mode LIFT TIG à l’aide de la commande de processus (pour de plus amples renseignements,
voir l’article 3.10.12).
B. Branchez le chalumeau TIG à la borne de soudage négative (-). Le courant de soudage est transmis par la
source d’alimentation à travers des bornes robustes de type Dinse. Il est cependant essentiel que la fiche mâle
soit insérée et fixée solidement pour obtenir un branchement électrique fiable.
C. Branchez le câble de travail à la borne de soudage positive (+). Le courant de soudage est transmis par la
source d’alimentation à travers des bornes robustes de type Dinse. Il est cependant essentiel que la fiche mâle
soit insérée et fixée solidement pour obtenir un branchement électrique fiable.
D. Branchez le commutateur-déclencheur du chalumeau TIG à l’aide de la fiche à huit broches située à l’avant de
la source d’alimentation, tel qu’illustré ci-dessous. Pour souder en mode LIFT TIG, le chalumeau TIG exige un
commutateur-déclencheur.
REMARQUE
Un chalumeau à arc thermique 17 V avec une prise à huit broches doit être utilisée pour ouvrir ou fermer
le courant de soudage à l’aide du commutateur-déclencheur du chalumeau TIG, SINON une pédale de
commande d’arc thermique avec une prise à huit broches doit être utilisée pour ouvrir ou fermer ou
pour télécommander le courant de soudage.
E. E. Fixez le détendeur de gaz/ débitmètre à la bouteille de gaz de protection (voir article 3.06) puis fixez le tuyau
souple de gaz de protection du chalumeau TIG à la sortie du détendeur / débitmètre. Le tuyau souple de gaz
de protection du chalumeau TIG est branché directement au détendeur ou au débitmètre. Comme la source
d’alimentation ne comprend pas d’électrovanne pour le gaz de protection pour régler le débit de gaz en mode
LIFT TIG, le chalumeau TIG doit comporter un robinet de gaz.
!
Avant de relier la pince à la pièce et d’insérer l’électrode dans le chalumeau TIG, assurez-vous que
l’alimentation électrique est fermée.
Fixez la bouteille de gaz de protection à souder à la verticale en l’enchaînant à un support fixe pour
éviter qu’elle ne tombe ou ne bascule.
Retirez tout le matériel d'emballage avant d'utiliser le système. Ne bloquez pas les évents à l'avant ou
l'arrière du bloc d'alimentation du poste de soudage.
Un connexion lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle
dans la borne.
F. Basculez l’interrupteur LOCAL / DISTANT situé dans le compartiment du dévidoir à
LOCAL pour pouvoir utiliser la commande d’intensité, ou à DISTANT pour pouvoir
commander l’intensité à l’aide de la pédale.
AVERTISSEMENT
MISE EN GARDE
INSTALLATION, UTILISATION ET RÉGLAGE 3-24 Manuel 0-5145FC
Page 49

INSTALLATION, UTILISATION ET RÉGLAGE
Art # A-11576FC
Borne de soudage
positive (+)
FABRICATOR 141i
Branchez au détendeur ou
au débitmètre du gaz de
protection. Fixez la bouteille
de gaz verticalement en
l'attachant avec une chaîne
à un support stationnaire
pour pour éviter qu’elle ne
tombe ou ne bascule.
Le câble de polarité
du pistolet
MIG n’est pas branché.
Câble de travail
Borne de soudage
négative (-)
50mm- 25mm Adaptateur
Remarque : Un chalumeau à arc thermique de
17 V avec une prise à huit broches doit être
utilisée pour ouvrir ou fermer le courant de
soudage à l’aide du commutateur-déclencheur
du chalumeau TIG, SINON une pédale de
Chalumeau TIG
commande d’arc thermique avec une prise à
huit broches doit être utilisée pour ouvrir ou
fermer ou pour télécommander le courant de
soudage.
Figure 3-18 : Configuration pour soudage TIG
Manuel 0-51
45FC
3-25 INSTALLATION, UTILISATION ET RÉGLAGE
Page 50

FABRICATOR 141i
INSTALLATION, UTILISATION ET RÉGLAGE
3.23 Configuration pour soudage à l’électrode enrobée (procédé SMAW)
A. Branchez l’extrémité du porte-électrode à la borne de soudage positive (+). En cas de doute, consultez le
fabricant de l’électrode. Le courant de soudage est transmis par la source d’alimentation à travers des bornes
robustes de type Dinse. Il est cependant essentiel que la fiche mâle soit insérée et fixée solidement pour obtenir
un branchement électrique fiable.
B. Branchez le câble de travail à la borne de soudage négative (-). En cas de doute, consultez le fabricant de
l’électrode. Le courant de soudage est transmis par la source d’alimentation à travers des bornes robustes
de type Dinse. Il est cependant essentiel que la fiche mâle soit insérée et fixée solidement pour obtenir un
branchement électrique fiable.
AVERTISSEMENT
Avant de relier la pince à la pièce et d’insérer l’électrode dans le chalumeau TIG, assurez-vous que
l’alimentation électrique est fermée.
MISE EN GARDE
Retirez tout le matériel d'emballage avant d'utiliser le système. Ne bloquez pas les évents à l'avant
ou l'arrière du bloc d'alimentation du poste de soudage.
C. Basculez l’interrupteur LOCAL / DISTANT situé dans le compartiment du dévidoir à
LOCAL pour pouvoir utiliser la commande d’intensité, ou à DISTANT pour pouvoir
commander l’intensité à l’aide d’un boîtier de commande pendant.
Borne de soudage
positive (+)
Porte-électrode
Le câble de
polarité du
pistolet MIG
n’est pas branché.
Borne de soudage
négative (-)
Art #
Câble de travail
A-10365FC
Figure 3-19 : Configuration pour soudage manuel à l’arc.
INSTALLATION, UTILISATION ET RÉGLAGE 3-26 Manuel 0-5145FC
Page 51

INSTALLATION, UTILISATION ET RÉGLAGE
3.24 Incendiez le remplacement de vis de pouce d'adapteur
AVERTISSEMENT
Il y a la tension dangereuse et niveaux de pouvoir dans ce produit. Cette tâche devrait être
SEULEMENT exécutée par les techniciens qualifiés.
1. Placez l'unité sur son dos.
FABRICATOR 141i
Art # A-11482_AB
2. Enlevez 2 vis au fond du panneau avant. Un bloc de fixation deviendra isolé et chute librement du panneau
avant comme vous tournez chaque vis dehors. Placez ces derniers de côté pour le remontage. Laissez
les vis se reposant dans les poches du panneau.
Vis
Art # A-11483FC
Fixation du bloc
3. Ouvrez la porte de soute de fil et libérez le bouton de tension ainsi le bras de pression et le bouton de
tension accrochent de haut en bas.
Manuel 0-51
45FC
3-27 INSTALLATION, UTILISATION ET RÉGLAGE
Page 52

FABRICATOR 141i
Bouton de tension
Bras de pression
Art # A-11484FC
INSTALLATION, UTILISATION ET RÉGLAGE
4. Poussez doucement le fond du panneau avant vers le haut jusqu'à ce que la vis de pouce soit entièrement
exposée.
Vis de pouce
entièrement
exposée
Art # A-11485FC
Poussée vers
le haut
5. Enlevez la vis de pouce endommagée et la remplacez avec le neuf.
Art # A-11486
6. Pour rassembler, renversez les étapes 1 à 4.
INSTALLATION, UTILISATION ET RÉGLAGE 3-28 Manuel 0-5145FC
Page 53

TECHNIQUE DE SOUDAGE DE BASE
Gaz de protection
FABRICATOR 141i
SECTION 4 :
TECHNIQUE DE SOUDAGE DE BASE
4.01 Technique de soudage de base MIG (GMAW/FCAW)
Cette section aborde deux processus de soudage (GMAW et FCAW), en vue de présenter les concepts de base du
mode MIG dans lequel on utilise un pistolet manuel de soudage MIG, une électrode (fil à souder) pour alimenter
un bain de fusion, et un arc protégé par un gaz inerte pour soudage ou un mélange de gaz inertes de protection
pour soudage.
SOUDAGE À L’ARC SOUS GAZ AVEC FIL PLEIN (GMAW) : Ce processus, également appelé soudure MIG, soudage
sous CO2, soudage à microfil, soudage à l’arc court, soudage à l’arc sous gaz avec fil plein avec transfert par courtscircuits, soudage électrique par fil, etc., est un processus de soudage à l’arc qui soude les pièces à souder en les
chauffant avec un arc entre une électrode solide, continue et fusible et la pièce. La protection est assurée par un
gaz de protection pour soudage ou un mélange de gaz de protection fourni par une source externe. Le processus
est normalement exécuté de façon semi-automatique; par contre, le processus peut être effectué automatiquement
ou par un appareil. Le processus peut être utilisé pour souder des pièces d’acier mince ou relativement épais, et
certains métaux non ferreux, peu importe la position.
Gaz de protection
Métal d’apport
en fusion
Métal
d’apport solidifié
Buse
Électrode
Arc
Métal de base
Procédé GMAW
Art # A-8991FC_AB
Figure 4-1
SOUDAGE À L’ARC AVEC FIL FOURRÉ (FCAW) : Il s’agit d’un processus de soudage à l’arc électrique qui fusionne
les pièces à souder en les chauffant avec un arc placé entre un fil-électrode fourré et la pièce. La protection est
obtenue par la décomposition du flux à l’intérieur du fil tubulaire. Une protection supplémentaire peut ou non être
dispopnible en utilisant un gaz ou mélange de gaz de source externe. Le processus est normalement exécuté de
façon semi-automatique; par contre, le processus peut être effectué automatiquement ou par un appareil. Il est
fréquemment utilisé pour souder des électrodes de grand diamètre à plat ou à l’horizontale ainsi que des électrodes
de petit diamètre dans toutes les positions. Le processus sert dans une moindre mesure pour le soudage de l’inox
et pour les travaux de recouvrement.
(optionnel)
Métal en fusion
Coulée
de laitier
Laitier
Métal
d’apport
solidifié
Procédé FCAW
Buse
(optionnel)
Électrode
fourrée
Arc
Métal
de base
Art # A-08992FC_AB
Figure 4-2
Manuel 0-5145FC 4-1
TECHNIQUE DE SOUDAGE DE BASE
Page 54

FABRICATOR 141i
Art # A-07185FC_AB
Angle longitudinal
Direction de déplacement
Position du pistolet MIG
L’angle du pistolet MIG influe sur la largeur de la soudure.
TECHNIQUE DE SOUDAGE DE BASE
Poussée
Vertical
Trainée/traction
Figure 4-3
Le pistolet de soudage devrait être tenu à angle par rapport au joint à souder. (Voir Variables secondaires de
réglage ci-dessous)
Tenez le pistolet MIG de façon à toujours voir le cordon de soudure. Portez toujours le casque de soudage muni
des lentilles-filtres adéquates ainsi que l’équipement de protection approprié.
MISE EN GARDE
Ne retirez pas le pistolet MIG après création de l’arc. Cela allongera indûment la quantité de fil libre et
produira une très mauvaise soudure.
Le fil-électrode est inerte tant que le commutateur-déclencheur du pistolet MIG n’est pas activé. Le fil peut donc
être posé sur le joint avant d’abaisser le casque.
Angle
longitudinal
de 5° à 15°
Angle
transversal
de 90°
Direction de
déplacement
Angle
longitudinal
de 10°
Angle
transversal
de 30°
à 60°
Direction de déplacement
de 10° à 20°
Angle
transversal
de 30°
à 60°
Art # A-08993FC
Soudures bout en bout et horizontale
Soudures d’angle verticales
Figure 4-6
Art # A-08995FC
Figure 4-4
Angle transversal
Angle
longitudinal de 5° à 15°
Direction de
déplacement
Angle transversal
de 30° à 60°
Art # A-08994FC
de 30° à 60°
Angle
longitudinal
de 5° à 15°
Art # A-08996FC
Soudure aérienne
Figure 4-7
Soudure d’angle horizontale
Figure 4-5
TECHNIQUE DE SOUDAGE DE BASE 4-2 Manuel 0-5145FC
Page 55
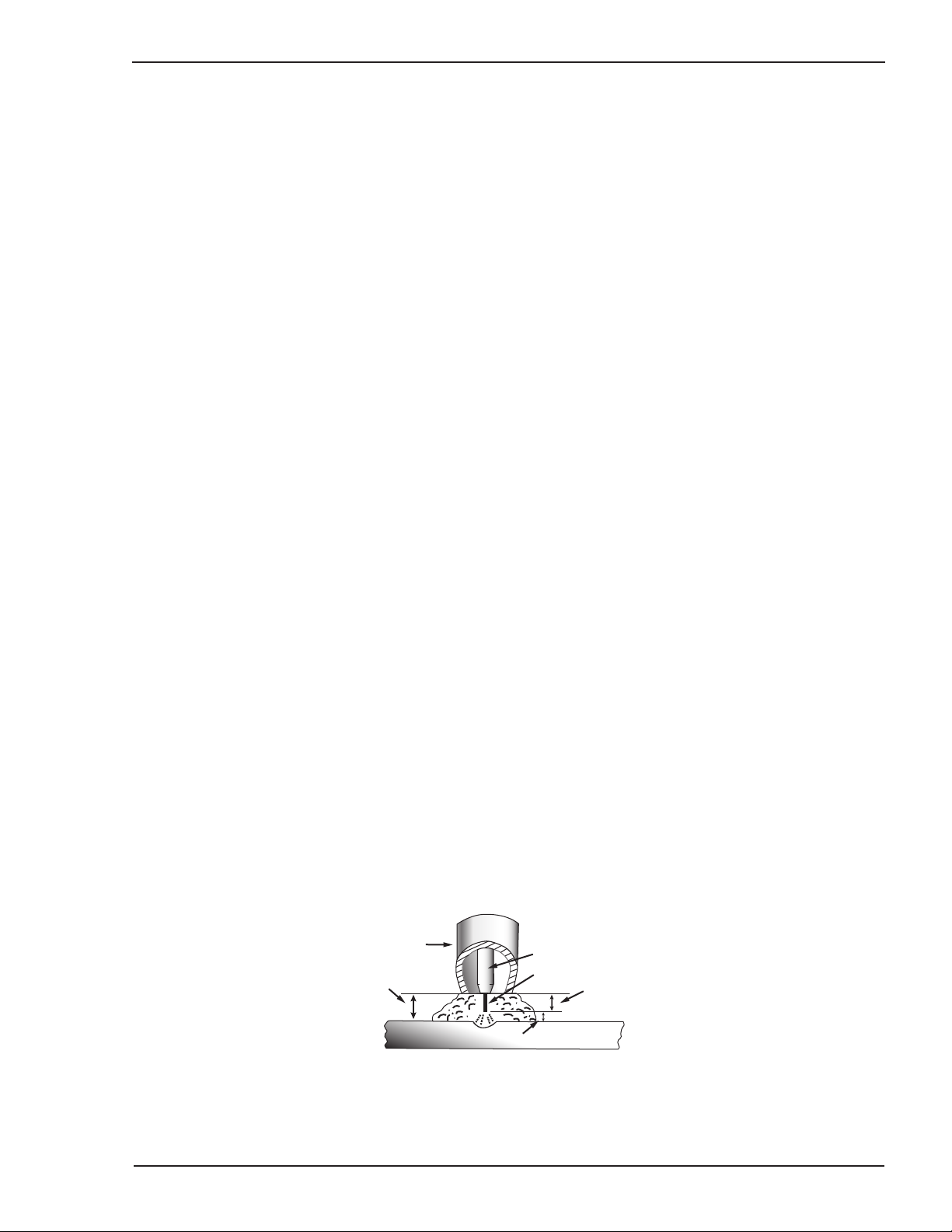
TECHNIQUE DE SOUDAGE DE BASE
FABRICATOR 141i
Distance de la buse du pistolet MIG à la pièce
Le fil-électrode devrait sortir de la buse du pistolet MIG de 3/8 po (10 mm) à ¾ po (20,0 mm). Cette distance peut
varier selon le type de joint soudé.
Vitesse de déplacement
La vitesse à laquelle le métal fondu se déplace influe sur la largeur de la soudure et la pénétration du liquide de
soudage.
Variables de soudage MIG
La plupart des soudures effectuées par un processus ou l’autre sont exécutées sur de l’acier ordinaire. Les
éléments ci-dessous décrivent les variables de soudure à l’arc court d’une feuille d’acier doux ou d’une plaque
d’une épaisseur no 24 (0,6 mm) à ¼ po (6,4 mm). Les techniques appliquées et les résultats finaux du processus
MIG sont contrôlés par ces variables.
Variables présélectionnées
Les variables présélectionnées dépendent du type et de l’épaisseur du matériau soudé, de la position de soudage,
du taux de dépôt et des propriétés mécaniques. Ces variables sont :
• Type de fil-électrode
• Taille du fil-électrode
• Type de gaz (sans objet pour les fils autoprotégés FCAW)
• Débit du gaz (sans objet pour les fils autoprotégés FCAW)
Principales variables réglables
Elles contrôlent le processus une fois les variables prédéterminées connues. Elles contrôlent la pénétration, la
largeur du cordon, la hauteur du cordon, la stabilité de l’arc, le taux de dépôt et la solidité de la soudure. Ces
variables sont :
• Tension de l’arc
• Courant de soudage (vitesse d’alimentation du fil)
• Vitesse de déplacement
Variables secondaires ajustables
Ces variables entraînent des modifications aux principales variables réglables qui, à leur tour, causent le changement
souhaité à la formation du cordon. Ces variables sont :
1. Fil libre (distance entre l’extrémité du tube-contact (pointe) et l’extrémité du fil-électrode). Maintenir environ
3/8 po (10 mm) de fil libre
2. Vitesse d’alimentation du fil. L’augmentation de la vitesse d’alimentation du fil augmente le courant de
soudage; la diminution de la vitesse d’alimentation du fil diminue le courant de soudage.
Buse de gaz
Distance entre
l’extrémité
et la pièce
Tube-contact
Diamètre de l’électrode
Longueur
libre
réelle
Longueur moyenne de l’arc
Longueur libre de l’électrode
Figure 4-8
Manuel 0-5145FC 4-3
Art # A-08997FC_AD
TECHNIQUE DE SOUDAGE DE BASE
Page 56

FABRICATOR 141i
Angle
Directeur de déplacement du pistolet
TECHNIQUE DE SOUDAGE DE BASE
3. Angle de la buse. Il s’agit de la position du pistolet de soudage MIG par rapport au joint. L’angle transversal
est habituellement la moitié de l’angle d’ouverture entre les plaques qui forment le joint. L’angle longitudinal
est l’angle entre la ligne centrale du pistolet de soudage MIG et une ligne perpendiculaire à l’axe de la
soudure. L’angle longitudinal est généralement appelé angle de buse et peut être créé en tirant ou en
poussant. Il faut tenir compte du fait que le soudeur est droitier ou gaucher pour comprendre les effets de
chaque angle par rapport à la direction de déplacement.
transversal
Angle
longitudinal
90°
(pointant vers l’arrière)
Angle de trainée
ou de « traction »
Art # A-08999FC_AC
Axe de soudage
Angle avant
ou de « poussée »
(pointant vers l’avant)
Angle de la buse, opérateur droitier
Figure 4-10
Axes transversal et longitudinal
de la buse
Art # A-08998FC_AB
Figure 4-9
Création de l’arc et production de cordons de soudure
Avant de tenter une soudure d’un morceau fini, il est recommandé de pratiquer sur un morceau du même matériau
que le morceau fini.
La méthode de soudage la plus facile pour le débutant à la soudure MIG est la position plate. L’équipement permet
de souder en position plate ou verticale ou au plafond.
Pour pratiquer le soudage MIG, assujettissez des morceaux d’acier doux d’épaisseur no 16 (1,6 mm) ou de 1/8
po (3,2 mm), mesurant 6 po (150 mm) sur 6 po (150 mm). Utilisez des fils en acier sous protection gazeuse ou
des fils-électrodes fourrés sans protection gazeuse de 0.035 po (0,9 mm).
Réglage de la source d’alimentation
Le réglage de la source d’alimentation et du dévidoir exige un peu de pratique de la part du soudeur, étant donné
que l’installation de soudage comprend deux paramètres de commande qui doivent être équilibrés. Il s’agit de
la commande de vitesse de dévidage (voir article 3.06.3) et de la commande de tension de soudage (voir article
3.06.9). Le courant de soudage est déterminé par la commande de vitesse de dévidage et augmente au rythme de
celle-ci, ce qui raccourcit l'arc. Un dévidage moins rapide réduit le courant et rallonge l’arc. L’augmentation de la
tension de soudage affecte peu le niveau de courant, mais rallonge l’arc. En diminuant la tension, on obtient un
arc plus court sans trop affecter le niveau de courant.
Lorsqu’on utilise un fil-électrode de diamètre différent, il faut modifier les paramètres de commande. Un fil-électrode
plus mince exige un dévidage plus rapide pour obtenir le même niveau de courant.
Une soudure satisfaisante ne peut être obtenue si la vitesse de dévidage du fil et la tension ne sont pas réglées en
fonction du diamètre du fil de l’électrode et des dimensions de l’objet soudé.
Si la vitesse de dévidage est trop élevée pour la tension de soudage, il y aura « raboutage » tandis que le fil trempe
dans le bassin de métal fondu sans pour autant fondre. Le soudage dans ces conditions produit normalement
une mauvaise soudure à cause d’une fusion insuffisante. Si toutefois la tension de soudage est trop élevée, de
grosses gouttes se formeront au bout du fil et causeront des projections. Le réglage adéquat de la tension et de
la vitesse de dévidage peut être observé par la forme du dépôt de soudage et s’entend par un son d’arc régulier
et doux. Consultez les renseignements de paramétrage dans le guide de soudage situé à l’intérieur de la porte du
compartiment du dévidoir.
TECHNIQUE DE SOUDAGE DE BASE 4-4 Manuel 0-5145FC
Page 57

TECHNIQUE DE SOUDAGE DE BASE
Art# A-11577FC_AC
Sélection du calibre du fil-électrode
Le choix du calibre du fil-électrode et du gaz de protection utilisé dépend de ce qui suit :
• l’épaisseur du métal à souder
• letypedejoint
• lacapacitédudévidoiretdelasourced’alimentation
• ledegrédepénétrationrequis
• letauxdedépôtrequis
• leprolducordondésiré
• lapositiondesoudage
• lecoûtdul
Tableau de sélection du fil Tweco Stick, MIG, Lift TIG
FABRICATOR 141i
Tableau 4-1 : Tableau de paramétrage du soudage MIG, LIFT TIG, STICK
Manuel 0-5145FC 4-5
TECHNIQUE DE SOUDAGE DE BASE
Page 58

FABRICATOR 141i
!
TECHNIQUE DE SOUDAGE DE BASE
4.02 Dépannage - Soudage MIG (GMAW/FCAW)
Résoudre les problèmes au-delà des bornes de soudage
L’approche générale pour résoudre les problèmes de soudage à l'arc sous gaz avec fil plein (GMAW) est de
commencer à la bobine et de se rendre au pistolet MIG. Les problèmes possibles concernant le MIG sont la
porosité et le dévidage irrégulier du fil
Résoudre les problèmes au-delà des bornes de soudage – Porosité
Un problème de gaz entraîne habituellement un problème de porosité du métal soudé. La porosité découle toujours
d’un contaminant dans le bassin de métal fondu qui est en train de s’écouler pendant la solidification du métal
fondu. Les contaminants sont divers; Il peut s’agir de l’absence de gaz autour de l’arc de soudage à de la poussière
sur la surface soudée. La porosité peut être réduite en vérifiant les points suivants :
DÉFAUT CAUSE
1 Peu ou pas de gaz de protection
s’écoule de la buse du pistolet
MIG.
2 Flux de protéger du gaz n'est
pas.
3 Fuites de gaz. Vérifiez l’absence de fuite de gaz entre le branchement du déten-
4 Soudage dans un environnement
venteux.
5 Soudage d’une plaque poussié-
reuse, huileuse, peinte, oxydée
ou graisseuse.
6 Distance entre la buse du pistolet
MIG et la pièce.
7 Maintenez le pistolet MIG en bon
état de fonctionnement.
Veillez à ce que le raccord du pistolet MIG soit bien engagé dans
l’adaptateur du pistolet MIG. Les joints toriques du raccord du
pistolet MIG doivent sceller le gaz de protection dans l’adaptateur
du pistolet pour que le gaz transite dans le pistolet jusqu’à la buse.
Vérifiez que la bouteille de gaz de protection n’est pas vide et que
le débitmètre est bien adapté au soudage en atelier : 15-25 PCH ou
au soudage à l’extérieur : 35-46 PCH.
deur et de la bouteille et entre le tuyau souple de gaz et la source
d’alimentation.
Protégez la zone soudée du vent ou augmentez le débit de gaz.
Éliminez les contaminants de la pièce de travail.
Maintenez une distance minimale entre la buse du pistolet MIG et
la pièce de travail. Reportez-vous à l’article 4.01.
A Vérifiez que les trous de passage du gaz ne sont pas obstrués et
que le gaz est évacué par la buse du pistolet MIG.
B Ne limitez pas le débit de gaz en laissant les projections s'accumu-
ler dans la buse du pistolet MIG.
C Vérifiez que les joints toriques du pistolet MIG ne sont pas endom-
magés.
Tableau 4-2 : Résoudre les problèmes au-delà des bornes de soudage – Porosité
AVERTISSEMENT
Désengagez le galet d’entraînement lors du test de débit de gaz à l’oreille.
TECHNIQUE DE SOUDAGE DE BASE 4-6 Manuel 0-5145FC
Page 59

TECHNIQUE DE SOUDAGE DE BASE
Résoudre les problèmes au-delà des bornes de soudage – Dévidage irrégulier du fil
Les problèmes d’alimentation du fil peuvent être réduits en vérifiant les points suivants :
DÉFAUT CAUSE
FABRICATOR 141i
1 Le galet d’entraînement activé par
moteur dans le boîtier a glissé.
2 La bobine de fil se vide et s’em-
mêle.
3 Télégraphier glisser A Galet d’entraînement usé ou de mauvaise taille. Utilisez un galet
4 Frottement du fil contre des
guides mal alignés et capacité de
dévidage du fil réduite.
5 Gaine bloquée par des débris. A Une quantité plus importante de débris est produite par le fil qui
6 Tube-contact inadéquat ou usé A Le tube-contact de Velocity transfère le courant de soudage au
Frein de la bobine trop serré ou de tension d'unité pas assez tendu.
Frein de la bobine trop lâche.
d’entraînement adapté au soudage à effectuer.
B Remplacez le galet d’entraînement s’il est usé.
Mauvais alignement des guides d’amenée et de sortie
passe dans le galet d’entraînement lorsqu’une pression excessive
est appliquée au mécanisme d’ajustement du galet de pression.
B Des débris peuvent également être produits par le fil qui passe
dans une rainure de galet d’entraînement de forme ou de taille
inadéquate.
C Les débris sont entraînés dans la gaine de la conduite où ils
s’accumulent, ce qui réduit la capacité de dévidage du fil.
fil-électrode. Si le trou dans le tube-contact est trop gros, un arc
peut se produire à l’intérieur du tube; le fil se coincera alors dans le
tube-contact.
B L’utilisation d’un fil mou comme l’aluminium peut entraîner un
coincement du fil dans le tube-contact à cause de l’expansion du fil
au chauffage. Il faudrait utiliser un tube-contact de Velocity conçu
pour les fils mous.
7 Mauvais contact du câble de tra-
vail avec la pièce à souder
8 Gaine repliée Il y aura alors friction entre le fil et la gaine, ce qui réduira la capa-
Tableau 4-3 : Problèmes de dévidage du fil
En cas de mauvais contact électrique entre le câble de travail et
la pièce à souder, le point de connexion chauffera et réduira la
puissance à l’arc.
cité de dévidage du fil
Manuel 0-5145FC 4-7
TECHNIQUE DE SOUDAGE DE BASE
Page 60

FABRICATOR 141i
Dépannage de base pour le soudage MIG
DÉFAUT CAUSE REMÈDE
TECHNIQUE DE SOUDAGE DE BASE
1 Caniveau A La tension de l’arc de soudage
est trop élevée
B Angle incorrect du pistolet MIG B Modifiez l’angle.
C Entrée de chaleur excessive C Augmentez la vitesse de déplacement du pistolet MIG
2 Manque de péné-
tration
3 Manque de fusion Courant de soudage trop faible Augmentez le courant de soudage.
4 Projections
excessives
5 Forme de la sou-
dure irrégulière
A Courant de soudage trop faible A Augmentez le courant de soudage en augmentant la
B Préparation du joint trop serrée
ou espace trop restreint
C Gaz de protection inadéquat C Optez pour un gaz qui permet une meilleure
A Tension trop élevée A Réduisez la tension ou augmentez la vitesse de
B Tension trop faible B Augmentez la tension ou réduisez la vitesse de
A Réglages incorrects de la ten-
sion et le voyage expédie des
paramètres. Convexe, tension
trop faible. Concave, tension
trop élevée.
A Réduisez la tension ou augmentez la vitesse de
dévidage du fil.
ou réduisez le courant de soudage en réduisant la
tension ou la vitesse de dévidage du fil.
vitesse de dévidage du fil et la tension.
B Augmentez l’angle ou l’espace du joint.
pénétration.
dévidage du fil.
dévidage du fil.
A Réglez la tension et voyager la vitesse à l’aide de la
commande de tension et de la commande de vitesse
de dévidage du fil.
B Le fil se ballade. B Le contrôle pour voir si le fil est près de la fin du
rouleau. Remplacer quand nécessaire. Si le problème
continue, resserre le jet pour voir si ceci corrige le
problème. Remplacez le tube-contact Velocity.
C Gaz de protection inadéquat C Vérifiez le gaz de protection.
D Entrée de chaleur insuffisante
ou excessive.
E Manipulation inexacte de fusil
ou incline.
D Réglez la commande de de dévidage du fil ou la
commande de tension.
E Manipuler le fusil ou le place correctement dans
l'angle correct.
TECHNIQUE DE SOUDAGE DE BASE 4-8 Manuel 0-5145FC
Page 61

TECHNIQUE DE SOUDAGE DE BASE
DÉFAUT CAUSE REMÈDE
FABRICATOR 141i
6 Fissure dans la
soudure
7 Bain de fusion
froid
A Souder d'haut acier de carbone
sans le traitement de chaleur de
pré/poste.
B Métal de remplissage incom-
patible qui est utilisé au métal
ignoble.
C Cordons de soudage trop
petits.
D Pénétration de soudure étroite
et profonde.
E Contraintes excessives de la
soudure.
F Tension excessive F Diminuez la tension.
G Taux de refroidissement trop
rapide.
A La tension de soudage est trop
élevée.
B Branchement lâche du cable de
soudage.
A Avoir le traitement suffisant de chaleur de pré/poste
avant de souder d'haut acier de carbone.
B L'usage corrige du métal de remplissage.
C Diminuez la vitesse d'avancement.
D Réduisez le courant et la tension et augmentez la
vitesse de déplacement du pistolet MIG ou choisissez
un gaz de protection à pénétration moindre.
E Augmentez la solidité du métal de soudure ou
modifiez le design.
G Ralentissez le taux de refroidissement en préchauffant
la pièce à souder ou refroidissez lentement.
A Réduisez la tension ou augmentez la vitesse de
dévidage du fil.
B Vérifiez tous les branchements des câbles de
soudage.
8 L’arc n'émet
pas un son sec
caractéristique
de l’arc court
lorsque la vitesse
de dévidage du fil
et la tension sont
bien réglées.
9 Mauvais résul-
tat de soudure
découlant des réglages du tableau
de paramétrage
C Tension principale faible. C Communiquez avec la régie d'approvisionnement.
D Défectuosité de la source de
courant.
Le pistolet MIG est branché à
la mauvaise polarité de tension
sur le panneau avant.
A L'installation inexacte de sou-
deur, la polarité, protégeant du
gaz, le type de fil et la taille.
B Le tube-contact présente des
marques d’arc dans la paroi, ce
qui cause une tension excessive sur le fil.
Tableau 4-4 : Problèmes de soudage MIG
D Faites vérifier et remplacer la pièce défectueuse par
un technicien agrée de Tweco.
Branchez le pistolet MIG à la borne positive (+) de
soudage s’il s’agit de fils pleins et de fils-électrodes
fourrés sous protection gazeuse. Consultez le
fabricant du fil-électrode pour connaître la polarité
adéquate.
A Le contrôle pour s'assurer que le soudeur est
correctement établi ; aussi vérifier la polarité,
protégeant du gaz, le type de fil et la taille.
B N’utilisez que des tubes-contact Tweco Velocity
originaux.
Manuel 0-5145FC 4-9
TECHNIQUE DE SOUDAGE DE BASE
Page 62

FABRICATOR 141i
TECHNIQUE DE SOUDAGE DE BASE
4.03 Technique de soudage de base STICK (SMAW)
Taille de l’électrode
La taille de l’électrode est déterminée par l’épaisseur des métaux à souder et peut aussi être régie par le type
d'appareil de soudage disponible. Les petits appareils de soudage ne produisent un courant suffisant (en intensité)
que pour les petites électrodes.
Pour les sections minces, il faut utiliser de petites électrodes, sans quoi l’arc peut percer des trous dans la pièce
de travail. Avec un peu de pratique, il est possible de déterminer l’électrode idéale pour une tâche donnée.
Entreposage des électrodes
Conservez toujours les électrodes dans un lieu sec et dans leur contenant d’origine.
Polarité de l’électrode enrobée
Les électrodes enrobées sont habituellement reliées à la borne de sortie positive « + » et le câble de mise à la
terre, à la borne de sortie négative « - ». En cas de doute, consultez la documentation du fabricant de l’électrode
pour de plus amples renseignements.
4.04 Effets du soudage à électrode enrobée sur divers matériaux
Acier à haute résistance mécanique et alliage d’aciers
Les deux principaux effets du soudage sur ces aciers sont la formation d’une zone durcie dans l’aire soudée et, si
des mesures de protection adéquates ne sont pas respectées, des fissures apparaîtront sous le cordon de soudure.
Il est possible de réduire les zones durcies et les fissures sous le cordon de soudure dans l’aire de soudage par
l’utilisation d’électrodes adéquates, d’un courant de soudage plus élevé, d’électrodes de plus grands diamètres,
de passages courts pour hausser les dépôts de la grande électrode ou le tempérage dans une fournaise.
Aciers au manganèse
Le refroidissement lent sur l’acier au manganèse après l’application d’une température élevée a pour effet de le
faire s’effriter. Pour ces motifs, il est absolument essentiel de maintenir l’acier au manganèse froid au cours du
soudage par refroidissement rapide après chacune des soudures ou de sauter une section pour laisser la chaleur
se dissiper.
Fonte
Il est possible de souder la plupart des types de fonte, sauf le fer blanc. Le fer blanc, à cause de sa fragilité, se
fissure habituellement lorsqu’on essaie de le souder. Il est possible de faire face à des problèmes lors du soudage
de la fonte malléable à cœur blanc (fonte européenne). En effet, du gaz emprisonné dans ce type de fer donne
une matière poreuse.
Cuivre et alliages
Le cuivre est un métal à taux élevé de conductivité thermique. Il sera nécessaire de préchauffer les sections plus
épaisses pour obtenir une bonne fusion du cordon et du métal de base.
Types d’électrodes
On classe les électrodes du soudage à l’arc en un certain nombre de groupes en fonction des applications. Il existe
un grand nombre d’électrodes utilisées pour des applications industrielles spécialisées qui ne sont pas d’un grand
intérêt pour la soudure normale. Parmi ces électrodes spéciales, on retrouve des types à faible hydrogène pour
l’acier à haute résistance, des types à base de cellulose pour le soudage de tuyaux de grand diamètre, etc. La
gamme d’électrodes que nous couvrirons dans cette documentation s’applique à la plupart des applications que
l’on retrouve sur le marché, en général, et les électrodes sont faciles à utiliser.
TECHNIQUE DE SOUDAGE DE BASE 4-10 Manuel 0-5145FC
Page 63

TECHNIQUE DE SOUDAGE DE BASE
Art # A-07688
Art # A-07689
Art # A-07690
FABRICATOR 141i
Pratique de la soudure à l’arc
Les techniques de soudure à l’arc sont presque toutes identiques, peu importe les types de métaux soudés.
Naturellement, différents types d’électrodes devront être utilisés pour différents métaux comme décrits dans le
chapitre précédent.
Position de soudure
Les électrodes dont il est question dans la présente documentation s’utilisent dans la plupart des positions. Elles
conviennent pour la soudure à plat, à l’horizontale, à la verticale et au plafond. Plusieurs applications demandent
des positions intermédiaires entre celles-ci. Les Figures 4-11 à 4-18 illustrent certaines des soudures les plus
courantes.
Art # A-07687
Figure 4-11 : Soudure à plat, bout à bout depuis le
haut
Art A-07691
Figure 4-12 : Soudure à plat, d’angle par gravité
Figure 4-13 : Position horizontale, soudure bout à
bout
Figure 4-15 : Position verticale, soudure bout à bout
Art # A-07692
Figure 4-16 : Position verticale, soudure d’angle
Art# A-07693
Figure 4-17 : Position au plafond, soudure bout à
bout
Figure 4-14 : Position horizontale — verticale (HV)
Manuel 0-5145FC 4-11
Art # A-07694
Figure 4-18 : Position au plafond, soudure d’angle
TECHNIQUE DE SOUDAGE DE BASE
Page 64

FABRICATOR 141i
Joint bout à bout
Joint avec chanfrein en V
TECHNIQUE DE SOUDAGE DE BASE
Préparations des joints
Dans plusieurs cas, il est possible de souder des sections en acier sans aucune préparation spéciale. Pour les
sections plus épaisses et pour les réparations sur de la fonte, etc., il est nécessaire de couper ou meuler un angle
entre les pièces à souder pour assurer une bonne pénétration du métal d’apport et donner un joint solide.
Habituellement, les surfaces à souder doivent être propres et exemptes de rouille, de tartre, de saleté, de graisse,
etc. Le laitier produit par l’oxycoupage doit être éliminé de la surface. La Figure 4-19 présente différents types de
joints.
Au minimum
70°
70°
max. de 1,6 mm
(1/16 po)
max. de 1,6 mm
(1/16 po)
ouvert à bord droit
L’écart varie de
1,6 mm à 4,8 mm (1/16 po à 3/16 po)
selon l’épaisseur de la plaque
Joint avec chanfrein en V
Au minimum
45°
1,6 mm (1/16 po)
Joint avec chanfrein en X
Au minimum
Un mot pour les débutants
Pour toute personne n’ayant jamais soudé, la façon la plus simple de commencer est de produire un cordon de
soudure sur une plaque mise au rebut. Utilisez une plaque d’acier doux d’environ 6,4 mm (1/4 po) d’épaisseur et
une électrode de 3,2 mm (1/8 po). Retirez toute trace de peinture, de dépôt ou de graisse de la plaque et fixez-la
solidement sur l’établi de manière à pouvoir souder à plat en descendant. Assurez-vous que la pince de mise à la
terre est bien en contact avec la pièce mise à l’œuvre, directement ou par l’entremise de la table de travail. Pour
une matière mince, positionnez toujours la pince de mise à la terre directement sur la pièce ou vous courrez le
risque d’avoir un mauvais circuit.
Joint à
recouvrement
Joint à clin
Joint d’angle
Soudure
en bouchon
Art # A-10672FC
1,6 mm (1/16 po)
Joints en T
(angle des deux
côtés du joint)
Joint sur chant
Soudure
en bouchon
Figure 4-19 : Joint typique pour le soudage à l’arc
Soudeur
Avant de commencer à souder, placez-vous dans une position confortable. Ayez un siège de la bonne hauteur et
essayez de souder le plus possible en position assise. Ne soyez pas tendu. Vous serez rapidement fatigué si vous
êtes tendu. Détendez-vous et vous verrez qu’il est beaucoup plus facile de travailler dans ces conditions. Portez un
tablier et des gants à manchette en cuir pour bien vous protéger. Vous ne serez pas préoccupé par les étincelles
qui pourraient feu vos vêtements ou vous brûler.
TECHNIQUE DE SOUDAGE DE BASE 4-12 Manuel 0-5145FC
Page 65

TECHNIQUE DE SOUDAGE DE BASE
FABRICATOR 141i
Placez la pièce de sorte que la soudure sera d’un côté à un autre et non depuis votre corps ou en direction de votre
corps. Le fil du porte-électrode doit être bien dégagé pour que vous puissiez déplacer votre bras sans entraves
alors que l’électrode brûle la matière. Si le fil passe par-dessus votre épaule, vous aurez davantage de liberté et
n’aurez pas à supporter le poids du fil dans votre main. Assurez-vous que l’isolant de votre câble et du fil du porteélectrode soit intact sinon, vous risquez de recevoir une décharge électrique.
Amorce de l’arc
Pratiquez sur un morceau de plaque de rebut avant de passer à une soudure plus précise. Vous pourrez ressentir
quelques difficultés au début. L’embout de l’électrode colle parfois à la pièce de fabrication. Le contact avec la
pièce est trop accentué et vous n’arrivez pas à retirer l’électrode assez rapidement. Une faible tension amplifie le
problème. Il est possible de se débarrasser du métal solidifié sur l’embout en frottant l’électrode sur la surface de
la plaque de la même façon qu’on frotte une allumette. Dès que l’arc est amorcé, maintenez une distance de 1,6
mm (1/16 po) à 3,2 mm (1/8 po) entre l’extrémité brûlante de l’électrode et le métal de base. Descendez lentement
avec l’électrode pendant qu’elle fond.
Une autre difficulté peut se présenter. Le soudeur peut avoir tendance à soulever l’électrode trop loin après l’amorce
de l’arc. L’arc est alors coupé. Avec un peu de pratique, il est facile de pallier à ces difficultés.
20°
Art # A-07696FC
1,6 mm (1/16 po)
Figure 4-20 : Amorce d’un arc
Longueur de l’arc
La position pour maintenir la longueur d’arc nécessaire à une belle soudure viendra bientôt presque automatiquement.
Un arc produit des craquèlements et des ratés, et le métal d’apport forme souvent de grandes taches irrégulières.
Le cordon de soudure s’aplatit et les projections augmentent. Un arc court est essentiel à une soudure de haute
qualité. Si l’arc est trop court, il y a un risque qu’il soit arrosé par le laitier et que l’électrode se solidifie dans le
métal. Dans ces cas, tournez rapidement l’électrode vers le cordon pour le dégager. Les électrodes pour le travail
à la traîne, ou amorçage au touché, comme le modèle E7014 ne colle pas de cette façon et le soudage en devient
plus aisé.
Vitesse de déplacement
Dès l’amorce de l’arc, il faut savoir le préserver. Pour ce faire, abaissez l’embout de l’électrode en direction du bain
de fusion à la même vitesse qu’il fond. Au même moment, vous devez déplacer l’électrode le long de la plaque pour
former un cordon de soudure. Maintenez l’électrode en direction du bain de fusion à une inclinaison d’environ 20°
de la verticale. Ajustez la vitesse de déplacement pour bien former un cordon de soudure.
Si l’électrode est déplacée trop rapidement, le cordon sera étroit et étiré et pourrait même s’interrompre pour
former des amoncellements distincts. Si l’électrode est déplacée trop lentement, le métal d’apport s’accumulera
et le cordon sera trop large.
Production de joints soudés
Vous serez prêt à passer à la soudure de joints après avoir acquis une certaine compétence avec la manipulation
de l’électrode
Manuel 0-5145FC 4-13
TECHNIQUE DE SOUDAGE DE BASE
Page 66

FABRICATOR 141i
20°-30°
TECHNIQUE DE SOUDAGE DE BASE
A. Soudures bout à bout
Placez les bords de deux plaques en parallèle comme illustrés à la Figure 4-21 en y laissant un écart de 1,6
mm à 2,4 mm (1/16 po à 3/32 po) et pointez (faire un point de soudure) les deux extrémités. Les points
empêcheront les contraintes du refroidissement du métal d’apport de désaligner les deux plaques. Vous devez
biseauter les bords d’accouplement des plaques de plus de 6,4 mm (1/4 po) d’épaisseur à un angle d’ouverture
de 70° à 90°. Cette ouverture permettra la pénétration complète du métal d’apport à la racine. Au moyen d’une
électrode E7014 de 3,2 mm (1/8 po) à 120 A, déposez un sillon de métal d’apport au fond du joint.
Ne balancez pas l’électrode, déplacez-la plutôt à une vitesse régulière le long du joint, assez rapide pour
bien former un cordon de soudure. Au début, vous remarquez une tendance à former des caniveaux, mais
en maintenant l’arc court avec l’électrode à un angle de 20° par rapport à la verticale et en se déplaçant
régulièrement (pas trop vite), vous éliminerez ce problème. Déplacez l’électrode assez rapidement le long des
bords pour éviter la formation de laitier devant l’arc. Pour terminer le joint sur une feuille mince, retournez la
plaque, nettoyez le laitier au dos et faites un cordon de soudure similaire.
Électrode
Soudure
de pointage
Figure 4-21 : Soudure bout à bout
Soudure de pointage
Art # A-07698
Art # A-07697_AB
Figure 4-22 : Séquence d’accumulation du métal
d’apport
Une plaque épaisse nécessite plusieurs passages pour former un joint complet. Après le premier passage,
dégagez le laitier et nettoyez la soudure avec une brosse à soies métalliques. Il est important de procéder à cette
étape pour empêcher l’emprisonnement du laitier sous le métal du deuxième passage. Les passages suivants
déposent davantage de métal d’apport. On peut utiliser une application entrecroisée ou un cordon de soudure
simple déposé dans la séquence illustrée à la Figure 4-22. La largeur de l’onde doit être inférieure au triple du
diamètre de l’armature de l’électrode. Dès que le joint est complètement rempli, l’endos est usiné, meulé ou
rainuré pour retirer le laitier parfois emprisonné à la racine et préparer un joint convenable à la reprise au dos
du joint. Si une barre d’appui est utilisée, il n’est pas nécessaire de la retirer, car elle joue le même rôle que
la reprise au dos du joint, soit de solidifier le bain de fusion à la racine de la soudure.
B. Soudures d’angle
Il s’agit de soudures dont la coupe transversale présente un triangle formé par le métal déposé dans le coin
de deux faces à angle droit. Reportez-vous à la Figure 4-14.
Une cornière est un bon exemple, ou encore, deux bandes d’acier pointé (assemblé au point) ensemble à angle
droit. Au moyen d’une électrode E7014 de 3,2 mm (1/8 po) à 120 A, positionnez la cornière avec une patte
à la verticale et l’autre, à l’horizontale. Cette position est connue comme une soudure d’angle horizontaleverticale (HV). Amorcez l’arc et amenez immédiatement l’électrode à une position perpendiculaire à la ligne de
l’angle et à 45° de la verticale. Certaines électrodes doivent aussi s’éloigner d’un angle de 20° de la position
perpendiculaire pour empêcher le laitier de devancer la soudure. Reportez-vous à la Figure 4-23. N’essayez
pas d’accumuler trop de métal, au plus 6,4 mm (1/4 po) de largeur avec une électrode de 3,2 mm (1/8 po)
sinon le métal d’apport a tendance à s’affaisser vers la base et un caniveau se forme sur la patte verticale.
Procédez à plusieurs passages comme illustrés à la Figure 4-24. Il n’est pas recommandé d’entrecroiser les
passages dans les soudures d’angle VH.
TECHNIQUE DE SOUDAGE DE BASE 4-14 Manuel 0-5145FC
Page 67

TECHNIQUE DE SOUDAGE DE BASE
FABRICATOR 141i
à 45° de la
verticale
de 60° à 70° de la
soudure
Art # A-07699FC_AB
Figure 4-23 : Position de l’électrode pour une soudure
6
3
5
1
2
Figure 4-24 : Plusieurs passages d’une soudure
d’angle HV
Art # A-07700_AB
4
d’angle HV
C. Soudures verticales
1. Soudure verticale ascendante
Pointez une cornière d’environ 0,9 m (3 pi), en position verticale, à votre établi. Utilisez une électrode E7014
de 3,2 mm (1/8 po) et réglez le courant à 120 A. Assoyez-vous confortablement devant la pièce et amorcez
l’arc dans un coin de l’angle. Placez l’électrode à environ 10° de l’horizontale pour déposer un bon cordon.
Reportez-vous à la Figure 4-25. Utilisez un arc court et n’essayez pas d’entrecroiser le métal au cours du
premier passage. Après le premier passage, retirez le laitier déposé lors de la soudure et poursuivez avec
le deuxième passage. Il est maintenant nécessaire d’entrecroiser légèrement le métal pour bien couvrir le
premier passage et obtenir une bonne fusion aux bords. À la fin de chaque déplacement latéral, faites une
pause pour permettre au métal d’apport de s’accumuler sur les bords, sinon un caniveau se forme et trop
de métal s’accumule au centre de la soudure. La Figure 4-26 illustre la technique à plusieurs passages et
la Figure 4-27 montre les effets d’une pause au bord du métal et d’un entrecroisement trop rapide.
Art # A-07701
Figure 4-25 : Soudure d’angle verticale à un seul
passage
Art # A-07702FC
Déplacement entrecroisé
pour le deuxième passage
et les suivants
Pause au bord de chacun
des passages entrecroisés
CORRECTE
Une pause au bord
du passage entrecroisé
permet au métal d’appoint
de s'accumuler et élimine
les caniveaux
Art # A-07703FC
INCORRECTE
Remarquez le contour
de la soudure lorsque
la pause est insusante
au bord du passage
entrecroisé
Figure 4-27 : Exemples de soudure d’angle verticale
Figure 4-26 : Soudure d’angle verticale à plusieurs
passages
Manuel 0-5145FC 4-15
TECHNIQUE DE SOUDAGE DE BASE
Page 68

FABRICATOR 141i
TECHNIQUE DE SOUDAGE DE BASE
2. Soudure verticale descendante
Il est très facile de procéder à une soudure dans cette position avec une électrode E7014. Utilisez une
électrode de 3,2 mm (1/8 po) à 120 A. L’embout de l’électrode est en contact léger avec la pièce et la vitesse
de déplacement vers le bas est régulière. L’embout de l’électrode est juste devant le laitier. L’embout de
l’électrode doit pointer vers le haut à un angle d’environ 45°.
3. Soudure au plafond
À part la position assez particulière dans ce cas, la soudure au plafond (ou au-dessus de la tête) n’est pas
plus difficile que le soudage à plat en descendant. Installez un échantillon pour effectuer une soudure au
plafond en pointant un côté de la cornière à angle droit sur une autre cornière ou sur un bout de tuyau de
rebut. Puis, pointez le tout à l’établi ou serrez le tout dans un étau pour obtenir une position comme illustrée
sur le dessin. Tenez l’électrode à 45° de l’horizontale à une inclinaison de 10° de la ligne de déplacement
(Figure 4-28). Il est possible de toucher légèrement la pièce avec l’embout de l’électrode. Ceci aidera à
procéder à un passage régulier. Il n’est pas conseillé d’utiliser la technique entrecroisée pour les soudures
d’angle au plafond. Au moyen d’une électrode E6012 de 3,2 mm (1/8 po) à 120 A, déposez un premier
sillon en passant simplement l’électrode le long des bords à un rythme régulier. Vous remarquerez que le
métal déposé est plutôt convexe en fonction de l’effet de la gravité avant que le métal ne refroidisse.
Art # A-07704FC
Inclinaison de
10° par rapport
à la ligne de
à 45° de la plaque
déplacement
Angle pointé
au tuyau
Figure 4-28 : Soudure d’angle au plafond
Distorsion
Une distorsion est toujours présente à un certain degré lors du soudage, peu importe le type. Dans plusieurs
cas, la distorsion est si légère qu’elle est presque imperceptible, dans d’autres cas, il faut donner un peu de
jeu pour compenser la distorsion avant de commencer la soudure. L’étude des distorsions est un thème
complexe. Nous ferons simplement un court rappel.
Cause de la distorsion
Une distorsion peut être provoquée par :
A. La contraction du métal d’apport :
L’acier fondu se contracte d’environ 11 pour cent en volume lors de son refroidissement à température
ambiante. Ainsi, un cube de métal fondu se contracterait d’environ 2.2 pour cent dans chacune de ses trois
dimensions. Dans le cas d’un joint soudé, le métal se fixe aux côtés du joint et ne peut pas se contracter
librement. Par conséquent, le refroidissement force le métal d’appoint à s’adapter. Autrement dit, la soudure
elle-même doit s’étirer pour neutraliser l’effet de la contraction en volume tout en maintenant son point d’ancrage
aux bords du joint. Si la contrainte est très importante, par exemple dans une section de plaque épaisse, le
métal d’appoint peut se fissurer. Même dans les cas où le métal d’appoint semble intact, il y a une certaine
tension « emprisonnée » dans la structure. Si la matière qui forme le joint est relativement faible, comme
dans un joint bout à bout d’une feuille de 2 mm (5/64 po) d’épaisseur, la contraction du métal d’appoint peut
provoquer le gondolement de la feuille métallique.
TECHNIQUE DE SOUDAGE DE BASE 4-16 Manuel 0-5145FC
Page 69

TECHNIQUE DE SOUDAGE DE BASE
Refoulement
Refoulement
FABRICATOR 141i
B. La dilatation et contraction du métal de base dans l’aire de fusion :
En cours de soudage, un volume relativement petit de matériau de la plaque adjacente est chauffé à très haute
température et essaie de prendre de l’expansion dans toutes les directions. Le métal de base le fait librement à
angles droits avec la surface de la plaque (soit « par le biais de la soudure »), mais toute tentative de dilatation
d’un « côté à l’autre de la soudure » ou le « long de la soudure » rencontre une résistance considérable et,
pour poursuivre sa dilatation, le métal de base doit se déformer. Le métal de base adjacent à la soudure est
chauffé à haute température et par conséquent, est assez mou. En poussant contre le métal froid, plus dur,
il a tendance à se bomber. Lorsque la zone métallique commence à refroidir, le métal bombé essaiera de
se refouler autant qu’il s’est « expansé », mais en fonction de sa déformation plastique, le métal de base ne
revient pas à sa forme d’origine et la contraction de la nouvelle forme tend fortement le métal adjacent. À ce
point, plusieurs possibilités se présentent.
Le métal dans la zone soudée est tendu (déformation plastique), la pièce peut être déformée par les puissantes
forces de contraction (distorsion) ou la soudure se fissure. Dans un cas ou l’autre, il reste toujours une
certaine tension « emprisonné » dans la structure de la pièce. Les Figures 4-29 et 4-30 illustrent comment
une distorsion prend naissance.
Chaud
Soudure
Chaud
Dilatation avec
compression
Froid
Art # A-07706FC_AB
Soudure
permanent
Contrainte
avec traction
Figure 4-30 : Contraction du métal de base
Art # A-07705FC_AB
Figure 4-29 : Dilatation du métal de base
Contournement des effets de distorsion
Plusieurs méthodes existent pour minimiser les effets de la distorsion.
A. Martelage
Il s’agit de marteler la soudure lorsqu’elle est encore chaude. Le métal d’apport est légèrement aplati et, en
fonction du martèlement, les efforts de traction sont quelque peu réduits. L’effet du martèlement est relativement
superficiel et n’est pas conseillé sur la dernière couche de soudure.
B. Distribution des forces
Il est possible de réduire la distorsion en sélectionnant une séquence de soudure qui distribuera les forces
convenablement de sorte qu’elles tendent à s’annuler l’une et l’autre. Consultez les Figures 4-31 à 4-33 pour
voir plusieurs séquences de soudage. Le choix d’une séquence convenable de soudage est probablement
la méthode la plus efficace de neutraliser les distorsions quoiqu’une séquence incorrecte peut accroître les
forces. Le soudage simultané des deux côtés d’un joint par deux soudeurs élimine souvent la distorsion.
C. Immobilisation des composants
Pour prévenir la distorsion, on utilise souvent l’immobilisation forcée des composants à souder. Le soudage
au gabarit, ou de points, et la position de soudage sont des méthodes employées en ce sens.
D. Préconfiguration
Dans certains cas, par de l’expérience acquise ou par tâtonnement (moins souvent par calculs), il est possible
de connaître la quantité de distorsion qui aura lieu dans une structure soudée donnée. En procédant à la bonne
préconfiguration des composants à souder, on peut utiliser les contraintes pour réaligner les pièces. La Figure
4-31 illustre un exemple simple.
E. Chauffage préliminaire
Un chauffage préliminaire des composants de la structure, autre que la section à souder, peut parfois réduire
la distorsion. La Figure 4-32 montre une simple application. En retirant la source de chaleur sous b et c à la
fin de la soudure, les segments b et c refouleront à un taux semblable réduisant ainsi la distorsion.
Manuel 0-5145FC 4-17
TECHNIQUE DE SOUDAGE DE BASE
Page 70

FABRICATOR 141i
Art # A-07708FC
TECHNIQUE DE SOUDAGE DE BASE
Art # A-07707
Figure 4-31 : Principe de la préconfiguration
B
Chauffage
préliminaire
Les lignes pointillées indiquent l’effet
en l’absence de chaleur préliminaire
C
Soudure
Chauffage
préliminaire
Figure 4-32 : Réduction de la distorsion par chauffage
préliminaire
Art # A-07709
Soudure
1
Art # A-07710FC_AB
2
Séquence par blocs.
Les espaces entre les blocs de
soudage seront remplis quand
la soudure aura refroidi.
Figure 4-34 : Séquence de soudage
3
4
Art # A-07711_AB
2
Figure 4-35 : Deuxième soudage
3
1
Figure 4-33 : Exemples de distorsions
Art # A-07428_AB
Figure 4-36 : Soudage discontinu enchaîné
Art # A-07713_AB
Figure 4-37 : Soudage discontinu alterné
TECHNIQUE DE SOUDAGE DE BASE 4-18 Manuel 0-5145FC
Page 71

TECHNIQUE DE SOUDAGE DE BASE
4.05 Dépannage de soudure du bâton (SMAW)
DÉFAUT CAUSE REMÈDE
1 Le courant de
soudage oscille
2 Comme le métal
soudé ne remplit
pas la racine de la
soudure, un vide se
crée.
Le bouton de commande ARC
FORCE est réglé à une valeur
qui fait que le courant de
soudage fluctue démesurément
pour la longueur d’arc.
A Le courant de soudage est trop
Réduisez la force de l’arc à l’aide du bouton ARC
FORCE jusqu’à ce que le courant de soudage soit
assez constant tout en empêchant l’électrode de coller
au matériau à souder lorsqu’on «enfonce»l’électrode dedans.
A Augmenter l’intensité du courant de soudage.
faible.
B L’électrode est trop grosse
B Utiliser une électrode de plus petit diamètre.
pour le joint.
C IL’écartement est insuffisant. C Laisser un écartement plus large.
FABRICATOR 141i
3 Des particules
non métalliques
sont emprisonnées dans le métal
soudé (inclusion de
laitier).
Ordre incorrect
Écartement
insuffisant
A Des particules non métalliques
peuvent être emprisonnées
dans un caniveau d’un cordon
A Si un caniveau nuisible est présent, bien nettoyer
le laitier et recouvrir d’un cordon de soudure d’une
électrode de plus petit diamètre.
précédent.
B La préparation du joint est trop
restreinte.
C Des dépôts irréguliers font en
sorte que le laitier est empri-
B Permettre une pénétration adéquate et laisser de
l’espace pour bien nettoyer le laitier.
C Si les irrégularités nuisent beaucoup, les retirer ou les
poncer.
sonné.
D Il y a un manque de péné-
tration ainsi que du laitier
emprisonné sous le cordon de
soudure.
E De la rouille ou de la calamine
D Utiliser une plus petite électrode avec suffisamment
de courant pour permettre une pénétration adéquate.
Utiliser les outils appropriés pour retirer toute la
calamine des coins.
E Nettoyer le joint avant de souder.
empêche une fusion complète.
F Électrode inappropriée pour
la position dans laquelle le
soudage se fait.
F Utiliser des électrodes conçues pour la position dans
laquelle le soudage se fait, sans quoi il est difficile de
bien maîtriser le laitier.
Figure 1 : Exemple d’espace insuffisant ou de séquence incorrecte
Art # A-04273FC
Manuel 0-5145FC 4-19
TECHNIQUE DE SOUDAGE DE BASE
Page 72

FABRICATOR 141i
DÉFAUT CAUSE REMÈDE
4 Une cannelure s’est
formée dans le
métal commun adjacent à l’extrémité
d’une soudure et
n’a pas été remplie
par le métal soudé
(caniveau).
A Le courant de soudage est trop
B L’arc de soudage est trop long B Réduisez la longueur de l’arc de soudage.
C L’angle de l’électrode est
D La préparation des joints ne
E L’électrode est trop grosse
F Durée de dépôt insuffisante au
élevé.
incorrect.
permet d’incliner l’électrode au
bon angle.
pour le joint.
bout du cordon.
TECHNIQUE DE SOUDAGE DE BASE
A Diminuer l’intensité du courant de soudage.
C L’électrode ne devrait pas être inclinée de plus de 45°
de la verticale.
D Laissez suffisamment d’espace dans le joint pour la
manipulation de l’électrode.
E Utiliser une électrode de plus petit diamètre.
F Marquez un temps d’arrêt au bout du cordon pour
laisser le métal de soudure s’accumuler.
5 Des parties du
cordon de soudure
ne se mélangent
pas à la surface du
métal ou au bord
du joint.
Fusion incomplète causée par
la saleté, par l’angle d'électrode
incorrect ou la vitesse
de soudure trop élevée
Art # A-05867FC_AC
Absence de fusion latérale
occasionnée par de la calamine,
une petite électrode ou par une
intensité trop faible de courant
G La source d’alimentation est
réglée pour le soudage MIG
G Réglez la source d’alimentation au mode STICK
(SMAW).
(GMAW).
A De petites électrodes sont
utilisées sur une plaque froide
A Utiliser de plus grosses électrodes et préchauffer la
plaque.
et épaisse.
B Le courant de soudage est trop
B Augmenter l’intensité du courant de soudage.
faible.
C Mauvais angle d’électrode. C Régler l’angle pour que l’arc de soudage soit davan-
tage dirigé dans le métal de base.
D La vitesse d’avance de l’élec-
D Réduire la vitesse d’avance de l’électrode.
trode est trop élevée.
E Il y a de la calamine ou de la
E Nettoyer la surface avant de souder.
saleté sur la surface du joint.
Absence de fusion entre
les cordons de soudure
Absence de fusion à la racine
Figure 2 : Exemple de manque de fusion
TECHNIQUE DE SOUDAGE DE BASE 4-20 Manuel 0-5145FC
Page 73

TECHNIQUE DE SOUDAGE DE BASE
DÉFAUT CAUSE REMÈDE
6 Des soufflures ou
des cavités sont
présentes dans
le métal soudé
(porosité).
A Teneur élevée en soufre dans
l’acier.
B Les électrodes sont humides. B Sécher les électrodes avant de les utiliser.
C Le courant de soudage est trop
élevé.
FABRICATOR 141i
A Utilisez une électrode conçue pour des aciers à forte
teneur en soufre.
C Diminuer l’intensité du courant de soudage.
7 Une fissure appa-
raît dans le métal
soudé peu après le
début de la solidification.
Électrode encrassée
ou incorrecte
D Présence d’impuretés de sur-
D Nettoyer le joint avant de souder.
face tellesque de l’huile, de la
graisse ou de la peinture.
E Soudage dans un environne-
E Protégez la zone de soudage contre le vent.
ment venteux.
F Électrode endommagée, donc
enrobage incomplet.
F Jetez les électrodes endommagées et n’utilisez que
des électrodes complètement enrobées.
A Le joint est trop rigide. A Reconcevoir le joint soudé afin de le soulager de
fortes tensions ou utiliser des électrodes qui résistent
à la fissuration.
B L’épaisseur de soudure est
insuffisante.
C Le courant de soudage est trop
B Avancer un peu plus lentement pour créer une conve-
xité plus importante dans la soudure.
C Diminuer l’intensité du courant de soudage.
élevé.
Crasses emprisonnées
dans un caniveau
Art # A-05868FC_AB
Laitier emprisonné à la racine
Figure 3 : Exemple d’inclusion de laitier
8 L’électrode enrobée
donne un mauvais
rendement et de
L’électrode enrobée utilisée
n’est pas compatible avec cet
appareil.
multiples ruptures
d’arc pendant le
soudage.
Tableau 4-5 : Problèmes de soudage - Stick (SMAW)
Manuel 0-5145FC 4-21
Utilisez des électrodes E6013 ou E7018 pour l’acier
ou des électrodes enrobées d’acier inoxydable de
série 300 pour l’acier inoxydable de série 300.
TECHNIQUE DE SOUDAGE DE BASE
Page 74

FABRICATOR 141i
TECHNIQUE DE SOUDAGE DE BASE
4.06 Technique de soudage de base TIG (GTAW)
Le soudage à l'électrode de tungstène (GTAW) ou TIG (soudage à l’électrode réfractaire) comme on l’appelle
habituellement, est un procédé de soudage dans lequel la fusion est produite par un arc électrique établi entre
une électrode unique de tungstène (non fusible) et la pièce de travail. La protection est assurée par un gaz de
protection pour soudage ou un mélange de gaz de protection, habituellement à base d’argon. Un métal d’apport
peut également être ajouté manuellement dans certaines circonstances selon l’application de soudage.
Art # A-10369FC_AB
Récipient à gaz en argile,
en argile, à forte résistance
La pièce de
travail peut être
tout métal
commercial
Soudures avec
ou sans ajout
de métal d’apport
à l’impact ou en
métal refroidi à l’eau
Électrode de
tungstène
non fusible
Le gaz inerte
protège l’électrode
et le bain de fusion
Figure 4-38 : Exemple d'un soudage TIG
Plage de courant pour électrode réfractaire
Diamètre de
l’électrode
0.040 po (1,0mm) 30-60
1/16 po (1,6mm) 60-115
3/32 po (2,4mm) 100-165
1/8 po (3,2mm) 135-200
5/32 po (4,0mm) 190-280
3/16 po (4,8mm) 250-340
Tableau 4-6 : Tableau de sélection du fil d’apport
Tableau de sélection du fil d’apport
Diamètre du fil
d’apport
1/16 po (1,6mm) 20-90
3/32 po (2,4mm) 65-115
Courant continu
Courant continu (A)
1/8 po (3,2mm) 100-165
3/16 po (4,8mm) 200-350
Tableau 4-7 : Guide de choix de fil de remplisseur
TECHNIQUE DE SOUDAGE DE BASE 4-22 Manuel 0-5145FC
Page 75

TECHNIQUE DE SOUDAGE DE BASE
Types d’électrodes réfractaires
FABRICATOR 141i
Type d’électrode
(surface rectifiée)
Thorié à 2 %
Zirconated à 1 %
Cérié à 2 %
Soudage d’acier doux, acier
inoxydable et de cuivre en
courant continu.
Soudage d’acier doux, acier
inoxydable, de cuivre, d’aluminium, et magnésium et
leurs alliages.
Soudage c.c. et c.a. d'acier
doux, acier inoxydable, de
cuivre, d'aluminium et de
magnésium et leurs alliages.
Application Caractéristiques Code de couleur
Tableau 4-8
REMARQUE
Le Fabricator 141i ne convient pas au soudage TIG à c.a.
Épaisseur du
métal de base
Courant continu Diamètre de
Acier doux Acier
inoxydable
l’électrode
Excellent amorçage de l’arc,
longue durée, haute capacité
de transport électrique.
Longue durée, arc très stable,
amorce aisée, ample plage de
courants, arc étroit et concentré.
Longue durée, arc très stable,
amorce aisée, ample plage de
courants, arc étroit et concentré.
Diamètre de la
baguette de soudage
(s'il y a lieu)
Débit de
l’argon
CFH
Rouge
Marron
Gris
Type mixte
0.040 po
1,0mm
0.045 po
1,2mm
1/16 po
1,6mm
1/8 po
3,2mm
3/16 po
4,8mm
1/4 po
6,4mm
Le soudage TIG est généralement considéré comme un procédé spécialisé qui exige un soudeur compétent.
Tandis que nombre des principes expliqués dans la section précédente sur le soudage à l’arc sont valides, un
aperçu complet du procédé de soudage TIG va au-delà de la portée de ce manuel d’utilisation. Pour de plus amples
renseignements, consultez www.victortechnologies.com ou communiquez avec Tweco.
35-45
40-50
45-55
50-60
60-70
70-90
80-100
90-115
115-135
140-165
160-175
170-200
20-30
25-35
30-45
35-50
40-60
50-70
65-85
90-110
100-125
125-150
135-160
160-180
0.040 po
1,0mm
0.040 po
1,0mm
1/16 po
1,6mm
1/16 po
1,6mm
3/32 po
2,4mm
1/8 po
3,2mm
Tableau 4-9
1/16 po
1,6mm
1/16 po
1,6mm
1/16 po
1,6mm
3/32 po
2,4mm
1/8 po
3,2mm
5/32 po
4,0mm
10-15 Butt/Corner
Lap/Fillet
10-15 Butt/Corner
Lap/Fillet
15 Butt/Corner
Lap/Fillet
15 Butt/Corner
Lap/Fillet
20 Butt/Corner
Lap/Fillet
20 Butt/Corner
Lap/Fillet
Manuel 0-5145FC 4-23
TECHNIQUE DE SOUDAGE DE BASE
Page 76
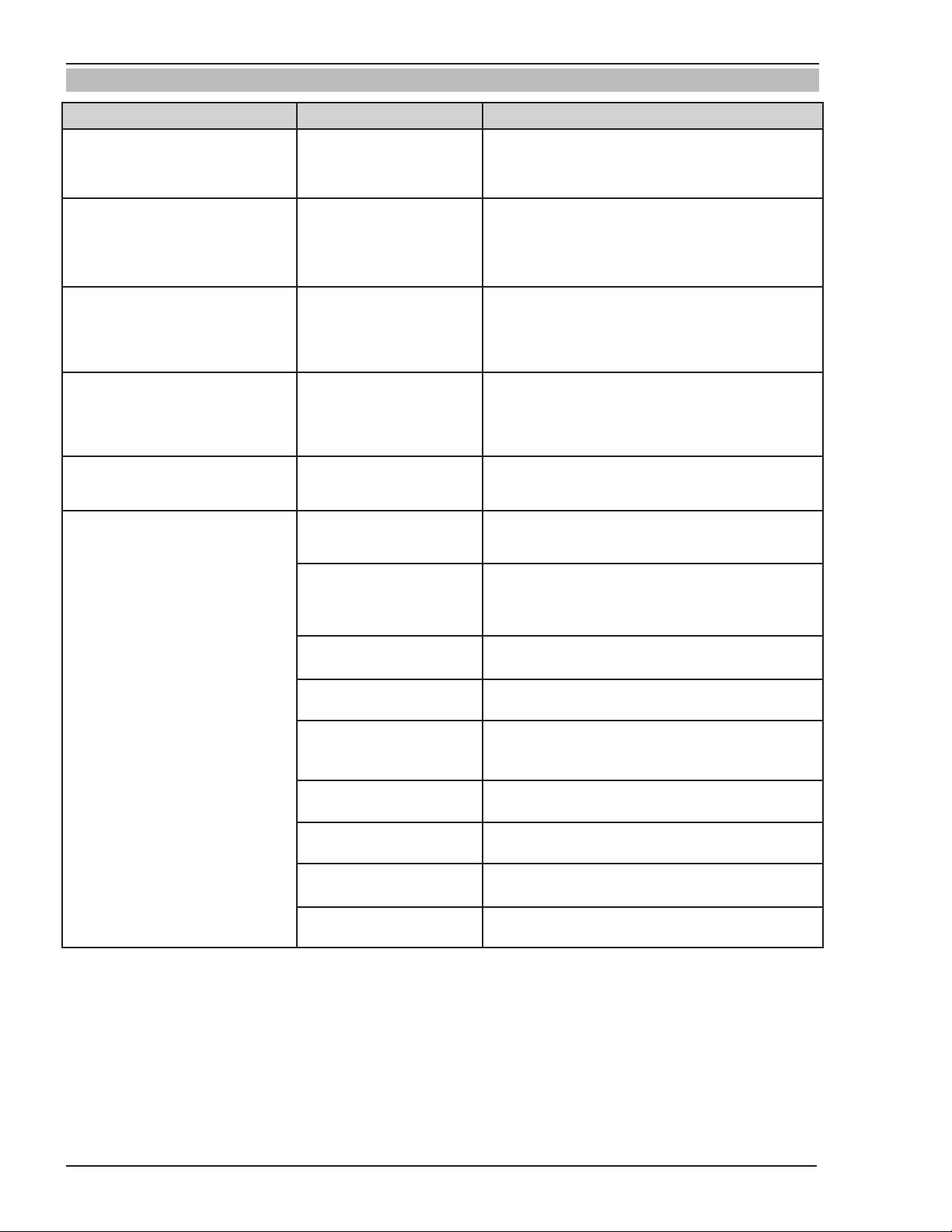
FABRICATOR 141i
4.07 Problèmes de soudage - TIG (GTAW)
DÉFAUT CAUSE REMÈDE
1. La convexité du cordon
est démesurée, il y a faible
pénétration ou mauvaise fusion
sur les bords de la soudure.
2. Le cordon de soudure est trop
large et plat, un caniveau s’étend
sur les bords de la soudure ou
la combustion totale est trop
élevée.
Le courant de soudage
est trop faible.
Le courant de soudage
est trop élevé.
TECHNIQUE DE SOUDAGE DE BASE
Augmenter l’intensité du courant de soudage ou
modifier la préparation du joint.
Diminuer l’intensité du courant de soudage.
3. Le cordon de soudure est
trop petit, la pénétration est
insuffisante ou les ondulations
dans le cordon sont séparées par
de grands intervalles.
4. Le cordon de soudure est
trop large, le cordon est
démesurément convexe ou il y a
une pénétration excessive dans
le joint bout à bout.
5. La longueur du côté de soudure
d’angle est irrégulière dans le
joint à clin.
6. L’électrode fond lorsque l’arc est
allumé.
La vitesse d’avancement
est trop rapide.
La vitesse d’avancement
est trop lente.
La baguette d’apport est
mal placée.
A. L’électrode est branchée à
la borne de sortie positive
« + ».
B. Le gaz n’est pas acheminé
vers la zone de soudure.
C. Le chalumeau est encrassé
de poussière.
D. Le tuyau d’alimentation en
gaz est coupé.
E. La conduite de gaz renferme
des impuretés
Réduire la vitesse d’avancement.
Augmenter la vitesse d’avancement.
Replacer la baguette d’apport.
A. Brancher l’électrode à la borne de sortie négative « - ».
B. Ouvrez le robinet du chalumeau TIG. Vérifier les
conduites d’alimentation en gaz pour assurer qu’elles
ne sont pas tordues ou brisées et que les bombonnes
contiennent encore du gaz.
C. Nettoyer le chalumeau.
D. Remplacer le tuyau d’alimentation en gaz.
E. Débrancher le tuyau d’alimentation en gaz du chalumeau,
augmenter ensuite la pression du gaz et souffler les
impuretés vers l’extérieur.
F. Le régulateur de gaz est
fermé
G. Le robinet du chalumeau est
fermé ou le cylindre a éteint.
H. L’électrode est trop petite
pour le courant de soudage.
I. La source d’alimentation est
réglée pour le soudage MIG.
TECHNIQUE DE SOUDAGE DE BASE 4-24 Manuel 0-5145FC
F. Ouvrir.
G. Ouvrir.
H. Augmenter le diamètre de l’électrode ou diminuer
l’intensité du courant de soudage.
I. Réglez la source d’alimentation au mode LIFT TIG.
Page 77
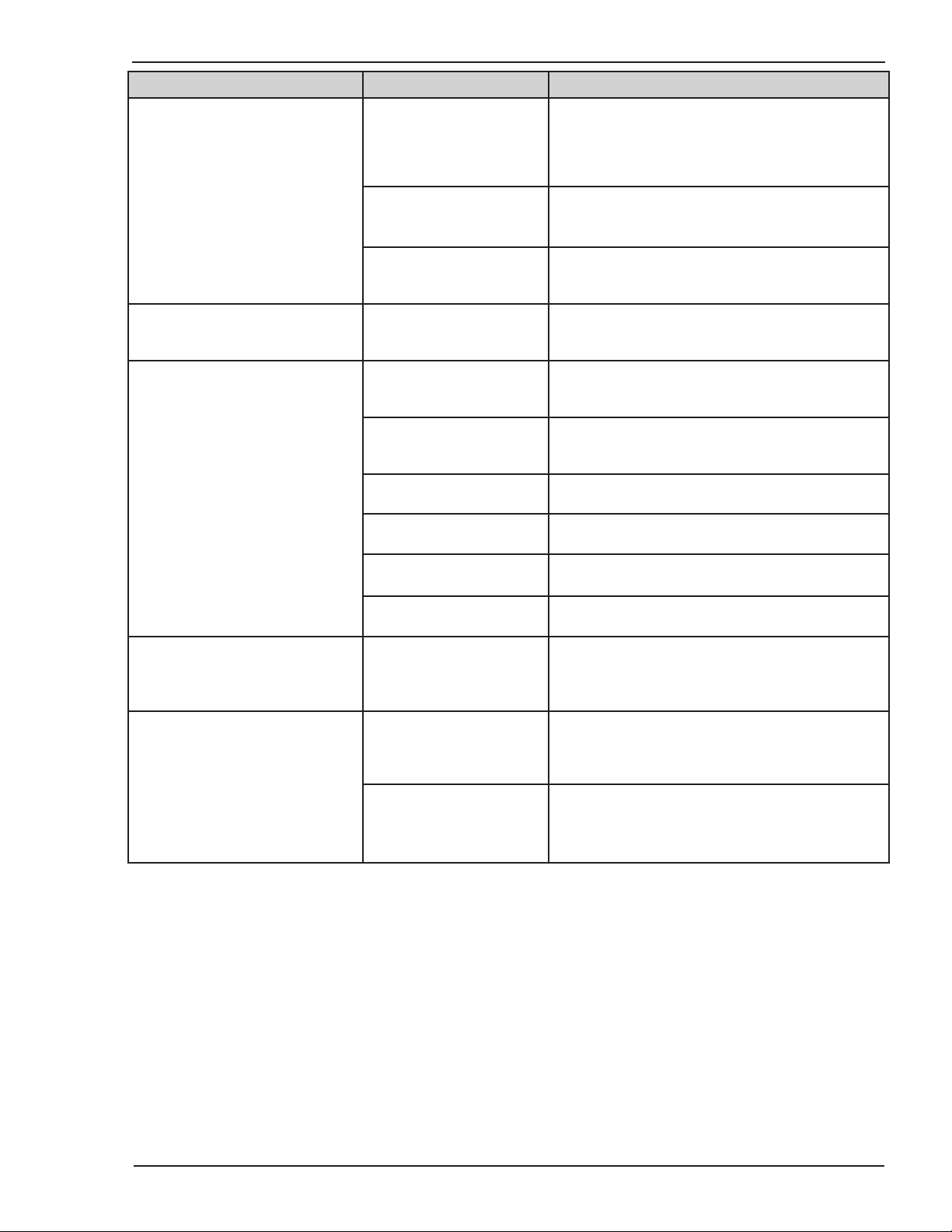
TECHNIQUE DE SOUDAGE DE BASE
DÉFAUT CAUSE REMÈDE
7. Le bain de fusion est sale. A. L’électrode a été contaminée
lors de sa mise en contact
avec la pièce à souder ou
le matériau de la baguette
d’apport.
B. La surface de la pièce de
travail est recouverte d’une
matière étrangère.
FABRICATOR 141i
A. Nettoyer l’électrode en la ponçant afin d’éliminer les
contaminants.
B. Nettoyez la surface.
C. Le gaz a été contaminé par
de l’air.
8. Mauvaise finition de la soudure. La quantité de gaz de
protection est insuffisante.
9. L’amorçage de l’arc ne se fait pas en
douceur.
10. L’arc bouge pendant le soudage TIG. A. L’électrode de tungstène est
A. L’électrode de tungstène est
trop grosse pour le courant
de soudage.
B. L’électrode utilisée n’est pas
appropriée pour le travail de
soudage.
C. Le débit de gaz est trop
élevé.
D. Le gaz de protection utilisé
n’est pas approprié.
E. La pince à souder est mal
reliée à la pièce à souder.
F. Tungstène n'a pas aiguisé
convenablement.
trop grosse pour le courant
de soudage.
C. S’assurer que les conduites d’alimentation en gaz ne
sont pas coupées et que les raccords sont bien fixés ou
changer la bombonne de gaz.
S’assurer que les conduites d’alimentation en gaz ne
sont pas coupées et que les raccords sont bien fixés ou
changer la bombonne de gaz.
A. Choisir une électrode de dimension appropriée.
Consulter la section « Gammes de courant de l’électrode
de tungstène ».
B. Consulter la section « Gammes de courant de l’électrode
de tungstène » pour connaître le type d’électrodes
adéquat.
C. Choisir le débit adéquat pour le travail de soudage.
Reportez-vous à la Tableau 4-9.
D. Utiliser de l’argon pur à 100 % pour le soudage TIG.
E. Améliorer la connexion à la pièce à souder.
F. Meuler du tungstène à la forme correcte.
A. Choisir une électrode de dimension appropriée.
Consulter la section « Gammes de courant de l’électrode
de tungstène ».
11. Le tungstène noircit en raison du
manque de protéger le gaz.
A. Le clapet à gaz sur la torche
de TIG a pour ne pas être
ouvert.
B. Valve de cylindre de gaz au
loin ou tuyau de torche de
TIG non relié au régulateur.
A. Ouvrez le clapet à gaz de torche de TIG avant que vous
débutiez la soudure.
B. Ouvrez la valve de cylindre de gaz ou reliez le tuyau de
torche de TIG au régulateur.
Tableau 4-10 : Problèmes de soudage - TIG (GTAW)
Manuel 0-5145FC 4-25
TECHNIQUE DE SOUDAGE DE BASE
Page 78

FABRICATOR 141i
Page volontairement laissée vierge.
TECHNIQUE DE SOUDAGE DE BASE
TECHNIQUE DE SOUDAGE DE BASE 4-26 Manuel 0-5145FC
Page 79

PROBLÈMES DE SOURCE D’ALIMENTATION FABRICATOR 141i
CHAPITRE 5 : PROBLÈMES DE SOURCE D’ALIMENTATION ET
BESOINS D’ENTRETIEN RÉGULIER
5.01 Problèmes au niveau du bloc d’alimentation
Description Cause possible Solution
1 L’appareil est sous tension,
le témoin d’alimentation est
allumé, mais aucun courant
n'arrive lorsque le commutateur-déclencheur du
chalumeau est actionné.
A La source d’alimentation n’est
pas dans le bon mode de fonctionnement.
B Souder les avances ou le câble
de polarité n'a pas connecté.
C Déclencheur de chalumeau
défectueux.
A Réglez la source d’alimentation au
mode de fonctionnement voulu à
l’aide du sélecteur de processus.
B Connecter des avances souder ou
câble de polarité.
C Réparez ou remplacez le commuta-
teur du déclencheur du chalumeau.
2 Le témoin de panne est
allumé et aucun courant
n'arrive lorsque le commutateur-déclencheur du
chalumeau est actionné.
3 La source d’alimentation
n’entraîne pas le fil en mode
MIG.
4 Le fil de soudage continue à
sortir après relâchement du
déclencheur du chalumeau.
Le facteur de marche de la
source d’alimentation a été
dépassé.
A Le fil-électrode est bloqué dans
la gaine de la conduite ou dans
le tube-contact (blocage de la
remontée de l’arc).
B Connecteur de 8 épingles de
fusil n'a pas connecté.
C Le commutateur MIG GUN/
SPOOL GUN est en position
SPOOL GUN.
D Défectueux incendiez le déclen-
chement.
E Tension de fil trop lâche. E Serrez la tension de fil.
F Tension de frein trop serrée. F Détachez la tension de frein.
A Le commutateur de mode de
déclencheur est en mode de
verrouillage 4T.
Laissez la source d’alimentation
sous tension et laissez-la refroidir.
Le témoin de panne doit être éteint
avant d’entreprendre un soudage.
A Vérifiez que la gaine de la conduite
du pistolet MIG n’est pas bloquée
ou pincée et que le tube-contact
n’est pas usé. Remplacez les pièces
défectueuses.
B Connecter le connecteur de 8 épin-
gles de fusil.
C Basculez le commutateur MIG GUN/
SPOOL GUN à MIG GUN.
D Réparez ou remplacez incendient le
déclenchement.
A Changez la position du commuta-
teur de choix du mode de déclenchement de 4T verrouillage à 2T
normal.
B Les fils du déclencheur du cha-
lumeau font court-circuit.
5 L’arc de soudage ne se
créée pas en mode MIG.
Manuel 0-5145FC 5-1 PROBLÈMES DE SOURCE D’ALIMENTATION
A Le câble de polarité du pistolet
MIG n’est pas relié à une borne
de sortie de soudage.
B Contact faible ou inexistant du
câble de travail.
B Réparez ou remplacez le commuta-
teur du déclencheur du chalumeau.
A Branchez le câble de polarité du
pistolet MIG à la borne de sortie de
soudage positive ou négative, selon
le cas.
B Nettoyez l’endroit où est posée la
pince de travail et vérifiez la qualité
du contact électrique.
Page 80

FABRICATOR 141i PROBLÈMES DE SOURCE D’ALIMENTATION
Description Cause possible Solution
6 Dévidage irrégulier du fil. A Tube-contact de Velocity usé ou
sale.
A Remplacer tube-contact de Velocity
au besoin.
7 Aucun gaz ne circule en
mode MIG.
8 Le gaz continue de s’écou-
ler après que le commutateur-déclencheur du
chalumeau a été relâché
(mode MIG).
B Conduire la tension de rouleau
pas assez tendu.
B Resserrer la tension de rouleau
d'unité.
C Galet d’entraînement usé. C Remplacez.
D Tension de frein excessive sur
le moyeu de la bobine.
E Gaine de conduite usée, pincée
ou sale
A Tuyau souple de gaz endom-
D Réduisez la tension du frein dans le
moyeu du dévidoir
E Nettoyez ou remplacez la gaine de
la conduite
A Remplacez ou réparez.
magé.
B La conduite de gaz renferme
des impuretés.
B Débranchez le tuyau souple à gaz
de l’arrière de la source d’alimenta-
tion et soufflez les impurtés.
C Protéger la soupape de cylindre
C Allumer le cylindre.
de gaz a éteint.
D Le régulateur de gaz est fermé. D Allumez le détendeur.
E Bouteille de gaz vide. E Remplacez la bouteille de gaz.
La soupape du gaz est bloquée
en position ouverte à cause
d’impuretés dans le gaz ou
Faites vérifier et remplacer la sou-
pape de gaz par un technicien agrée
de Tweco.
dans la conduite de gaz.
9 Le témoin de mise sous
tension ne s’allume pas
et l'arc de soudage ne se
créée pas.
10 L’électrode TIG fond lors-
que l’arc a lieu.
11 L'arc bouge pendant le
soudage TIG.
La tension du secteur dépasse
les limites de tension est insatisfaisant.
Le chalumeau TIG est branché
à la borne (+).
L'électrode de tungstène est
trop grosse pour le courant de
soudage.
Tableau 5-1
Veillez à ce que la tension de l’ali-
mentation électrique se situe entre
95 et 140 V c.a.
Branchez le chalumeau TIG à la
borne (-).
Sélectionnez le bon calibre d'élec-
trode de tungstène. Consultez le
Tableau 4-6.
PROBLÈMES DE SOURCE D’ALIMENTATION
5-2 Manuel 0-5145FC
Page 81

PROBLÈMES DE SOURCE D’ALIMENTATION FABRICATOR 141i
5.02 Entretien régulier et exigences de calibrage
AVERTISSEMENT
Les niveaux de tension et de puissance qui se trouvent à l’intérieur de ce produit sont extrêmement
dangereux. Ne pas tenter de réparer l’unité soi-même à moins d’être un agent en réparations agréé
par Tweco et d’avoir une formation en mesurage de la puissance et en technique de dépannage. Si
d’importants sous-ensembles complexes sont défectueux, le bloc d’alimentation pour le soudage devra
être retourné à un agent en réparations agréé par Tweco pour réparation.
Inspection, test et entretien réguliers
L’inspection et le test de la source d’alimentation et des accessoires doivent être effectués conformément à l’article
5 de EN 60974-1 : Sécurité du soudage et des procédés alliés - Partie 2 Éléments électriques. Cela comprend un
test de résistance de l’isolation et un test de mise à la terre pour vérifier que l’intégrité de la source d’alimentation
est conforme aux spécifications originales de Tweco.
Si l’équipement doit être utilisé dans un endroit ou un environnement dangereux ou à risque élevé d’électrocution
tel que décrit dans EN 60974-1, les tests ci-dessus doivent être effectués avant d’y pénétrer.
A. Planification des tests
1. Pour l’équipement portatif, au moins une fois par trimestre; et
2. Pour l’équipement fixe, au moins une fois l’an.
Les propriétaires de l’équipement doivent tenir un registre approprié des tests périodiques et un système
d’étiquetage comprenant la date de la dernière inspection.
Une source d’alimentation portative est réputée être tout équipement qui n’est pas branché ni fixé à demeure
à l’endroit où il est utilisé.
REMARQUE
Pour de plus amples renseignements, consultez les directives locales en vigueur.
B. Vérifications générales d'entretien
L’équipement de soudage devrait être vérifié régulièrement par un technicien agréé de Tweco pour assurer que:
1. Le cordon souple est en caoutchouc ou plastique gainé multicoeur robuste de calibre adéquat, correctement branché et en bon état.
2. Les bornes de soudage sont dans un état convenable et sont recouvertes pour éviter tout contact ou
court-circuit malencontreux.
3. L’intérieur du système de soudage est nettoyé, surtout les rebuts de métal, le laitier et autres matières
libres.
C. Accessoires
L’équipement accessoire, y compris les câbles de sortie, les porte-électrode, les chalumeaux, les systèmes
de dévidage du fil et autres, doit être inspecté au moins une fois par mois par une personne compétente pour
assurer que l’équipement est dans un état sécuritaire qui permet l'entretien. Tous les accessoires dangereux
ne doivent pas être utilisés.
D. Réparations
Si un élément est endommagé, peu importe la raison, il est recommandé que le remplacement soit effectué
par un technicien agréé de Tweco.
Manuel 0-5145FC 5-3 PROBLÈMES DE SOURCE D’ALIMENTATION
Page 82

FABRICATOR 141i PROBLÈMES DE SOURCE D’ALIMENTATION
60
Tension de sortie
5.03 Nettoyage de la source de courant de soudage
AVERTISSEMENT
Ce produit renferme des tensions électriques et des niveaux de puissance extrêmement dangereux. Ne
tentez pas d’ouvrir ou d’effectuer des réparations à moins d’être un électricien qualifié. Débranchez la
source de courant de soudage de l’alimentation électrique avant le démontage.
5.04 Nettoyage des galets d’entraînement
Nettoyez fréquemment les gorges des galets d’entraînement. Une petite brosse métallique fera l’affaire. De plus,
essuyez ou nettoyez les gorges du galet d’entraînement supérieur. Après le nettoyage, serrez les vis de retenue
du galet d’entraînement.
MISE EN GARDE
N’utilisez pas d'air comprimé pour nettoyer la source de courant de soudage. L’air comprimé peut
forcer des particules de métal à se loger entre les pièces électriques et les pièces de métal mises à la
terre à l’intérieur de la source de courant de soudage. Un arc pourrait alors se créer entre ces pièces
et, éventuellement, produire une défaillance.
5.05 Courbes volt-ampère
Les courbes de tension-intensité indiquent la tension et l’intensité maximales de la source de courant de soudage.
Les courbes des autres paramètres se situent entre les courbes illustrées.
50
40
30
20
10
0
0102030405060708090 100 110 120 130 140 150
MIG (GMAW/ FCAW)
Courant de soudage (ampères)
Figure 5-1 : Courbes volt-ampère de Fabricator 141i
Fabricator 141i
TIG (GTAW)
STICK (SMAW)
Art # A-11807FC
PROBLÈMES DE SOURCE D’ALIMENTATION
5-4 Manuel 0-5145FC
Page 83

PIÈCES DE RECHANGE
CHAPITRE 6 : PIÈCES DE RECHANGE
6.01 Pistolet MIG Tweco Fusion de 140 A
FABRICATOR 141i
Pièce de pistolet MIG n° : F140TA-10-3035
Art# A-11672_AB
No
article
1 Buse de Velocity**
2
3
4 Tube conducteurs* WS42-3035-15 1420-1140
5A
5B
5
5C
Description No de pièce
VNS-50 1220-1201
VNS-50F 1220-1200
VNS-62 1220-1203
VNS-62F 1220-1202
VNS-37 1220-1206
VNS-37F 1220-1204
VNS-75FAS 1220-1205
VTS-23 1110-1308
VTS-30 1110-1309
VTS-35 1110-1310
VTS-40 1110-1311
Tube-contact de
Velocity**
Poignée/kit réparation de
déclenchement
Fiche de connecteur
arrière Tweco
Fil de commande de
Tweco
Fil et prise de commande
de Tweco
MD
VTS-45 1110-1312
VTS-364 1110-1313
VTS-52 1110-1314
VTS-116 1110-1315
VTSA-116 1110-1317
VTS-564 1110-1316
F80 2020-2025
350-174H 2035-2110
35K-350-1 2000-2352
WS-354-TA-LC 2060-2141
Figure 6-1
Tableau 6-1 : Consommables de Pistolet de MIG de
Fusion de Tweco 140A
** Brevet en instance
* Consultez le catalogue de Tweco no 64-2103 pour des
options supplémentaires
Manuel 0-5145FC 6-1 PIÈCES DE RECHANGE
Page 84

FABRICATOR 141i
6.02 Source d’alimentation
PIÈCES DE RECHANGE
A-11811_AB
Art #
31
PIÈCES DE RECHANGE 6-2 Manuel 0-5145FC
Figure 6-2
Page 85

PIÈCES DE RECHANGE
PIÈCES DE RECHANGE DE LA SOURCE D’ALIMENTATION FABRICATOR 141i
No article No de pièce DESCRIPTION
1 W7006216 Carte de circuits imprimés, alimentation, 141i
2 W7006227 Carte de circuits imprimés, commande, 141i
3 W7003033 Électrovanne, 24V c.c.
4 W7006226 PCB, l'interface à distance avec affichage intégré, 141i
5 W7006209 Dispositif de dévidage de fil avec moteur, 141i
6 W7004906 Vis de retenue du galet d’entraînement
7 7977036
8 W7004947
9 W7003010 Pont redresseur,1000 V, 50 A
10 W7003215 Connecteur, admission de gaz, 5/8 po -18UNF
11 W7006210 Dinse, fiche,141i
12 W7004983 Courroie d'épaule, 141i (non illustrés)
13 W7006224 Câble de l’alimentation (non illustré)
14 W7004942 Fiche, 8 broches avec harnais
15 W7003053 Commutateur, 250 V
16 W7004911 Capteur CT, sortie, 141i
17 W7004912 Ens. moyeu de dévidoir du fil, 141i
18 W7006220 Panneau avant
19 W7006223 Panneau arrière
20 W7004922 Poignée, 141i
21 W7006222 Panneaux latéral et supérieur (non illustrés)
22 W7004966 Adaptateur,Tweco 4, 141i
23 W7004925 Guide d’amenée, 0.023 - 0.045, 141i
24 W7004967 Guide d’sortie, 0.023 - 0.045, 141i
25 W7006221 Panneau,porte (non illustré)
26 W7006208 Panneau,base,141i
27 870734 Bouton, 1/4 po (6,4mm) dia. int. x 0.72 po (18,3mm) dia. ext. x 0.9 po (22,9mm) H
28 W7004972 Bouton, 1/4 po (6,4 mm) dia. int.x 1 po (25 mm) dia. ext. x 0.9 po (22,9 mm) H
29 W7006211 Panneau de commande avant,141i
30 W7004953 Servocommande à pression
31 OTWAK/1S Vis de verrouillage, pistolet MIG
32 W7004961 Thermistance,NTC,K45 47K,141i
33 W7004940 Potentiomètre, remontée de l’arc, carte de circuits imprimés
34 W7006214 Carte de circuits imprimés,pistolet à bobine,141i
35 W7004979 Porte-fusible, 141i
36 W7006217 Fusible, 10 ampères
37 W7006218 Étiquette, tableau de paramétrage, 141i, anglais (non illustré)
38 W7006219 Étiquette, tableau de paramétrage, 141i, français (non illustré)
39 W7006212 Inducteur, 141i (non illustré)
40 W7004951 Moyeu de bobine, 141i
41 W7004943 Commutateur, 250 V/2 A, 141i
42 W4017500 Adaptateur de Dinse, 50mm - 25mm (non illustré)
Galet d’entraînement 0.024 po (0,6 mm) - 0.030 po (0,8 mm) avec gorge en V,
posé
Ventilateur, 24 V c.c., 4.75 po (120 mm) x 4.75 po (120 mm) x 1 po (25 mm),
141i
Tableau 6-2
FABRICATOR 141i
Manuel 0-5145FC 6-3 PIÈCES DE RECHANGE
Page 86

FABRICATOR 141i
PIÈCES DE RECHANGE
6.03 Liste de matériel
ARTICLE DESCRIPTION LÀ OÙ UTILISÉ QUANTITÉ
1 Serrure d'écrou, M20 Dinse, 25mm 2
2 Vis d'hexagone, M10 × 1.5-20 ST
ZP
3 Serrure de rondelle, M4, ET Poignée 2
4 SC PHCR M4 × 0.7-10 ST ZP Poignée 2
5 SC PHCR M4 × 0.7-16 ST BK Panneau avant 2
6 SC PHCR ST 6G × 3/8 STBK 8 épingles de Fusil à distance 2
7 Écrou six-pans M4 × 0.7 ST ZP Ventilateur 4
8 SC PHSL M4 × 0.7-30 ST ZP Ventilateur 4
9 Écrou six-pans M12 × 1.75 ST ZP Gaz Adaptor de Admission 1
10 Rondelle plate, 7.91 D (M8) Plat de machine d'alimentation de fil 2
11 Ressort de rondelle, 7.91 D Plat de machine d'alimentation de fil 2
12 Vis d'hexagone M8 × 1.25-30 ST ZP Plat de machine d'alimentation de fil 2
13 Écrou six-pans M8 × 1.25 ST ZP Plat de machine d'alimentation de fil 2
14 Screw Hexagon HD 9/32 × 16 ×19 Plat de machine d'alimentation de fil 2
15 Vis de réglage de douille M4 × 0.7 Numéro 4 de Tweco Pistolet le d'adapteur 1
16 Vis d'hexagone M6 × 1.0-10 ST ZP Numéro 4 de Tweco Pistolet le d'adapteur 1
17 Écrou six-pans M10 × 1. 5 ST ZP Numéro 4 de Tweco Pistolet le d'adapteur 1
Dinse, 25mm 2
Panneaux latéral 3
Panneau arrière 2
Panneau avant 3
Panneaux latéral 3
Assemblée de porte 2
Bâti arrière 2
PCB avant 4
REMARQUE
Acheté du magasin local mettez en boîte tout matériel.
PIÈCES DE RECHANGE 6-4 Manuel 0-5145FC
Page 87

PIÈCES DE RECHANGE
FABRICATOR 141i
4
1
4
1
4
1
LA VIS, ARTICLE 4,
UTILISÉ À POUR FIXER
LE BÂTI AU PANNEAU
INTERNE
LA VIS, ARTICLE 5, UTILISÉ À
5
POUR FIXER LE BÂTI AU
2
PANNEAU BAS
4
1
3
4
1
1
3
4
1
1
6
4
8
4
7
4
6
2
2
1
2
2
9
1
3
4
1
1
3
4
1
1
4
1
3
4
1
1
5
2
LA VIS, ARTICLE 5, (2) UTILISÉ À
POUR FIXER LE BÂTI ARRIÈRE AU
PANNEAU BAS
LA VIS, ARTICLE 4, (2) UTILISÉ À
L'ASSEMBLÉE BLOQUÉE DE PORTE
POUR BASER LE PANNEAU
17
1
12
1111101
13
2
4
1
4
1
14
2
16
1
Art # A-11932FC_AB
15
1
Manuel 0-5145FC 6-5 PIÈCES DE RECHANGE
Page 88

FABRICATOR 141i
Page volontairement laissée vierge.
PIÈCES DE RECHANGE
PIÈCES DE RECHANGE 6-6 Manuel 0-5145FC
Page 89

ANNEXE
FABRICATOR 141i
ANNEXE
Page volontairement laissée vierge.
Manuel 0-5145FC A-1
ANNEXE
Page 90

FABRICATOR 141i
ANNEXE : DIAGRAMME DU CIRCUIT DU FABRICATOR 141i
ANNEXE
I
8
ANNEXE
A-2 Manuel 0-5145FC
Page 91

ANNEXE
FABRICATOR 141i
Art # A-11792 _AB
Manuel 0-5145FC A-3
ANNEXE
Page 92

Page volontairement laissée vierge.
Page 93

Page volontairement laissée vierge.
Page 94

DÉCLARATION DE GARANTIE
GARANTIE LIMITÉE : TwecoMD, Victor Technologies International, Inc. garantit que ce
produit est exempt de défauts de fabrication ou de matériel. En cas de constat de nonconformité à ladite garantie survenue au cours de la période de validité des produits Victor
Technologies énoncée ci-dessous, Victor Technologies’ engage, après notification de sa part
et preuves à l’appui que le produit a bien été entreposé, exploité et entretenu conformément
aux spécifications, instructions, recommandations de Victor Technologies et aux procédures
sanctionnées par la pratique industrielle, n’ayant été soumis à aucune mauvaise utilisation ni
réparation, n’ayant pas fait l’objet de négligence ou d’un accident, à corriger lesdits défauts,
à la seule option de Victor Technologies, en réparant ou en remplaçant tout composant ou
toute pièce du produit déterminé(e) comme défectueux/se par Victor Technologies.
CETTE GARANTIE EST EXCLUSIVE ET REMPLACE TOUT AUTRE GARANTIE DE
QUALITÉ MARCHANDE OU DE BON FONCTIONNEMENT POUR UNE UTILISATION
PARTICULIÈRE.
LIMITATION DE RESPONSABILITÉ : Victor Technologies ne sera en aucun cas responsable
des dommages particuliers ou indirects comme, mais non limités à : endommagement ou
perte des biens achetés ou remplacés, ou réclamations de la part du client des distributeurs
(dénommés ci-après « Acheteur ») en cas d’interruption de service.
Les voies de recours de l’Acheteur énoncée ci-après sont exclusives et la responsabilité
de Victor Technologies en ce qui concerne un contrat quelconque, ou tout acte y afférent,
y compris l’exécution ou la violation dudit contrat, ou découlant de la fabrication, vente,
livraison, revente ou utilisation des biens couverts ou fournis par Victor Technologies, qu’il
s’agisse d’une conséquence du contrat, d’une négligence, d’un acte dommageable ou des
clauses d’une garantie quelconque ou autre, ne devront pas, sauf disposition expresse
contraire, dépasser le prix des biens sur lequel se fonde la responsabilité.
L’UTILISATION DES PIÈCES DE RECHANGE OU D’ACCESSOIRES SUSCEPTIBLES
DE COMPROMETTRE LA SÉCURITÉ OU LES PRESTATIONS DE L’UN DES PRODUITS
VICTOR TECHNOLOGIES ENTRAÎNE LA DÉCHÉANCE DE LA PRÉSENTE GARANTIE.
LA PRÉSENTE GARANTIE EST INVALIDE SI LE PRODUIT EST VENDU PAR DES
PERSONNES NON AGRÉES.
La garantie est valide pour la période stipulée ci-dessous à partir de la date de livraison
des produits, par le distributeur autorisé, à l’Acheteur. Malgré ce qui précède, la période de
garantie ne peut se prolonger en aucune circonstance au-delà de la période susmentionnée
plus d’un (1) an à partir de la date de livraison du produit, par Tweco, chez le distributeur
autorisé.
Page 95

PÉRIODE DE VALIDITÉ DE LA GARANTIE
Cinq ans pour les pièces* / trois ans pour la main-d’œuvre
ArcMaster, Excelarc, Fabricator, Fabstar, PowerMaster
Portafeed, Ultrafeed, Ultima 150, WC 100B
* Cinq ans pour le transformateur principal d’origine et sur les inducteurs qui ne sont pas installés sur les cartes à circuits imprimés.
* Trois ans sur les composants de l’alimentation électrique
Deux ans sur les pièces et la main-d’œuvre sauf si cela est spécifié autrement
Masque de soudeur à assombrissement automatique (lentille électronique), ** Un mois pour l’ensemble de harnais
Régulateur Victor pour le Fabricator 181i (pas de main-d’œuvre)
Un an sur les pièces et la main-d’œuvre sauf si cela est spécifié autrement
95S, Système de recirculation d’eau
Toutes les consoles de soudage au plasma (c.-à-d. contrôleur WC-1, minuteur WT,
chargeur WF-100 Capstain, etc.)
180 jours sur les pièces et la main-d’œuvre sauf si cela est spécifié autrement
Torche de soudage au plasma et ensembles de plomb
Régulateurs de gaz « fournis avec les sources d’alimentation » (pas de main-d’œuvre)
90 jours sur les pièces; pas de main-d’œuvre
Télécommandes
Torches MIG et TIG (fournies avec les sources d’alimentation)
Pièces de rechange pour réparations
30 jours sur les pièces; pas de main-d’œuvre
Torche MIG pour le Fabricator 141i
5-2-1 années sur les pièces; pas de main-d’œuvre
Soudeurs FirePower
La garantie limitée de Victor Technologies ne s’applique pas à :
Pièces consommables pour les soudeurs MIG, TIG et au plasma, pour les torches de découpe au plasma et les torches de carburant Oxy,
les joints d’étanchéité, les fusibles, les filtres ou les autres pièces qui brisent en raison de l’usure normale
* En vertu de cette garantie limitée, les demandes de réparation ou de remplacement sous garantie doivent être présentées à un centre de
réparation Victor Technologies agréé dans les trente (30) jours de la réparation.
* Aucun employé, agent ou représentant de Tweco n’est autorisé à modifier la présente garantie d’une manière quelconque ni à octroyer
toute autre garantie. Tweco ne peut être tenue responsable d’une telle tentative. La correction des éléments non conformes du produit, selon
les méthodes et les délais précisés dans la présente, constitue l’ensemble des obligations de Tweco envers l’Acheteur.
* La présente garantie est nulle et non avenue, et par conséquent le vendeur n’assume aucune responsabilité, si l’Acheteur utilise des
pièces de rechange ou des accessoires qui, du seul avis de Tweco, nuisent à la sécurité ou au rendement des produits Tweco. En vertu de
la présente garantie, les droits de l’Acheteur sont annulés si le produit lui est vendu par du personnel non autorisé.
MD
Page 96

LES AMÉRIQUES
Denton, TX USA
Service client aux États-Unis
Ph 1-800-426-1888 (numéro gratuit)
Fax : 1-800-535-0557 (numéro gratuit)
Service client international
Ph 1-940-381-1212
Fax : 1-940-483-8178
Miami, FL USA
Bureau de vente, Amérique latine
Ph 1-954-727-8371
Fax : 1-954-727-8376
Oakville, Ontario, Canada
Service client au Canada
Ph 1-905-827-4515
Fax : 1-800-588-1714 (numéro gratuit)
EUROPE
Chorley, United Kingdom
Service client
Ph +44 1257-261755
Fax : +44 1257-224800
Milan, Italy
Service client
Ph +39 0236546801
Fax : +39 0236546840
ASIE/PACIFIQUE
Cikarang, Indonesia
Service client
Ph 6221-8990-6095
Fax : 6221-8990-6096
Rawang, Malaysia
Service client
Ph +603 6092-2988
Fax : +603 6092-1085
Melbourne, Australia
Service client en Australie
Ph 1300-654-674 (numéro gratuit)
Ph 61-3-9474-7400
Fax : 61-3-9474-7391
International
Ph 61-3-9474-7508
Fax : 61-3-9474-7488
Shanghai, China
Bureau de vente
Ph +86 21-64072626
Fax : +86 21-64483032
Singapore
Bureau de vente
Ph +65 6832-8066
Fax : +65 6763-5812
L’INNOVATION POUR FORMER LE MONDE
T ECHNOLOGIES
™
Service à la clientèle aux États-Unis : 800-426-1888/télécopieur 800-535-0557
Service à la clientèle au Canada : 905-827-4515/télécopieur 800-588-1714
Service à la clientèle internationale : 940-381-1212/télécopieur 940-483-8178
© 2012 Victor Technologies International, Inc. www.victortechnologies.com Imprimé au Mexique
MC
 Loading...
Loading...