

Siemens SINUMERIK 808D, SINUMERIK 808D ADVANCED M, SINUMERIK 808D ADVANCED, SINUMERIK 808D ADVANCED T User Manual
© Siemens AG 2017. All rights reserved
01/2017
1
SINUMERIK
SINUMERIK 808D, SINUMERIK 808D ADVANCED
Programming and Operating Manual (Manual Machine Plus
(MM+), Turning)
User Manual
Legal information
Warning notice system
This manual contains notices you have to observe in order to ensure your personal safety, as well as to prevent damage to property. The
notices referring to your personal safety are highlighted in the manual by a safety alert symbol, notices referring only to property damage
have no safety alert symbol. These notices shown below are graded according to the degree of danger.
DANGER
indicates that death or severe personal injury will result if proper precautions are not taken.
WARNING
indicates that death or severe personal injury may result if proper precautions are not taken.
CAUTION
indicates that minor personal injury can result if proper precautions are not taken.
NOTICE
indicates that property damage can result if proper precautions are not taken.
If more than one degree of danger is present, the warning notice representing the highest degree of danger will be used. A notice warning of
injury to persons with a safety alert symbol may also include a warning relating to property damage.
Qualified Personnel
The product/system described in this documentation may be operated only by
personnel qualified
for the specific task in accordance with
the relevant documentation, in particular its warning notices and safety instructions. Qualified personnel are those who, based on their
training and experience, are capable of identifying risks and avoiding potential hazards when working with these products/systems.
Proper use of Siemens products
Note the following:
WARNING
Siemens products may only be used for the applications described in the catalog and in the relevant technical documentation. If products
and components from other manufacturers are used, these must be recommended or approved by Siemens. Proper transport, storage,
installation, assembly, commissioning, operation and maintenance are required to ensure that the products operate safely and without any
problems. The permissible ambient conditions must be complied with. The information in the relevant documentation must be observed.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
2 01/2017
Preface
Applicable products
This manual is valid for the following control systems:
Control system
Software version
SINUMERIK 808D ADVANCED T (Turning)
SINUMERIK 808D ADVANCED M (Milling)
V4.7.4: PPU161.3/PPU160.2 with spindle/feed servo system
SINUMERIK 808D (Turning)
SINUMERIK 808D (Milling)
V4.7.4: PPU141.2 with feed servo system
Documentation components and target audience
End-user documentation
Target audience
Programming and Operating Manual (Turning) Programmers and operators of turning machines
Programming and Operating Manual (Milling)
Programmers and operators of milling machines
Programming and Operating Manual (ISO Turning/Milling)
Programmers and operators of turning/milling machines
Programming and Operating Manual (Manual Machine Plus
(MM+), Turning)
Programmers and operators of turning machines
Diagnostics Manual Mechanical and electrical designers, commissioning engi-
neers, machine operators, and service and maintenance
personnel
Manufacturer/service documentation
Target audience
Commissioning Manual Installation personnel, commissioning engineers, and ser-
vice and maintenance personnel
Function Manual
Mechanical and electrical designers, technical professionals
Parameter Manual
Mechanical and electrical designers, technical professionals
Service Manual Mechanical and electrical designers, technical profession-
als, commissioning engineers, and service and maintenance
personnel
Readme file
Third-party software - Licensing terms and copyright information
My Documentation Manager (MDM)
Under the following link you will find information to individually compile your documentation based on the Siemens content:
www.siemens.com/mdm
Standard scope
This manual only describes the functionality of the standard version. Extensions or changes made by the machine tool
manufacturer are documented by the machine tool manufacturer.
Technical support
Country
Hotline 1)
Further service contact information:
• Worldwide Web site:
https://support.industry.siemens.com/cs/ww/en/
• Chinese Web site:
http://www.siemens.com.cn/808D
Germany
+49 911 895 7222
China +86 400 810 4288
1)
You can find more hotline information at the worldwide Web site given above.
EC Declaration of Conformity
The EC Declaration of Conformity for the EMC Directive can be found on the Internet at
http://www.siemens.com/automation/service&support.
Here, enter the number "
67385845
" as the search term or contact your local Siemens office.

Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
3
Table of contents
Preface ................................................................................................................................................................... 2
1 Fundamental safety instructions .............................................................................................................................. 4
1.1 General safety instructions ...................................................................................................................... 4
1.2 Industrial security .................................................................................................................................... 4
2 Turning on, Reference Point Approach .................................................................................................................... 5
3 Setting-up ............................................................................................................................................................... 6
3.1 Measuring tools ....................................................................................................................................... 6
3.2 Limit stops ............................................................................................................................................... 8
3.2.1 Setting and activating/deactivating limit stops ......................................................................................... 9
3.2.2 Turning against a stop ........................................................................................................................... 11
3.3 Setting the workpiece zero .................................................................................................................... 12
4 Manual machining ................................................................................................................................................. 13
4.1 Fundamentals of manual machining ...................................................................................................... 13
4.2 Display and operator control options in the main screen ....................................................................... 13
4.2.1 Toggling the display............................................................................................................................... 16
4.2.2 Machining with the handwheels ............................................................................................................. 18
4.2.3 Setting the increment weighting for the handwheel ............................................................................... 18
4.2.4 Machining with axis direction switch ...................................................................................................... 18
4.2.5 Spindle advance/reverse ....................................................................................................................... 19
4.2.6 Tool change ........................................................................................................................................... 19
4.2.7 Changing the feedrate/spindle value ..................................................................................................... 20
4.2.8 Changing the feedrate/spindle type ....................................................................................................... 21
4.2.9 Change the speed limitation for constant cutting rate ............................................................................ 22
4.3 Manual machining with machining types ............................................................................................... 23
4.3.1 Axis-parallel traversal ............................................................................................................................ 23
4.3.2 Manual taper turning.............................................................................................................................. 24
4.3.3 Manual radius turning ............................................................................................................................ 25
4.3.3.1 Radius turning type A ............................................................................................................................ 27
4.3.3.2 Radius turning type B ............................................................................................................................ 27
4.3.3.3 Radius turning type C ............................................................................................................................ 28
4.4 Manual machining using cycles (functions) ........................................................................................... 28
4.4.1 Principle operating sequence ................................................................................................................ 28
4.4.2 General parameters............................................................................................................................... 31
4.4.3 Manual drilling centered ........................................................................................................................ 32
4.4.4 Manual thread tapping ........................................................................................................................... 35
4.4.5 Manual grooving/parting ........................................................................................................................ 37
4.4.5.1 Groove cycle - single ............................................................................................................................. 37
4.4.5.2 Groove cycle - multiple .......................................................................................................................... 39
4.4.5.3 Extended grooving ................................................................................................................................ 41
4.4.5.4 Multiple extended grooving .................................................................................................................... 44
4.4.6 Manual thread cutting ............................................................................................................................ 45
4.4.6.1 Thread cutting ....................................................................................................................................... 46
4.4.6.2 Thread recutting .................................................................................................................................... 49
4.4.7 Roughing cycles .................................................................................................................................... 51
4.4.7.1 Roughing cycle A .................................................................................................................................. 52
4.4.7.2 Roughing cycle B .................................................................................................................................. 55
4.4.7.3 Roughing cycle C .................................................................................................................................. 57
4.4.7.4 Roughing cycle D ................................
.................................................................................................. 59
4.
4.7.5 Roughing cycle E .................................................................................................................................. 61
4.4.7.6 Roughing cycle F ................................................................................................................................... 63
4.4.7.7 Roughing cycle, free contour ................................................................................................................. 65
4.4.7.8 Execute a roughing cycle ...................................................................................................................... 68
5 Machining the machining step program manually ................................................................................................... 69
5.1 Tool change in the machining step program .......................................................................................... 73
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
4 01/2017
5.2 Teach In ................................................................................................................................................ 75
5.3 Simulate machining ............................................................................................................................... 77
5.4 Executing the machining step program ................................................................................................. 78
6 Messages .............................................................................................................................................................80
1
Fundamental safety instructions
1.1
General safety instructions
WARNING
Danger to life if the safety instructions and residual risks are not observed
If the s
afety instructions and residual risks in the associated hardware documentation are not observed, accidents involving
severe injuries or death can occur.
• Observe the safety instructions given in the hardware documentation.
•
Consider the residual risks for the risk evaluation.
WARNING
Danger to life or malfunctions of the machine as a result of incorrect or changed parameterization
As a result of incorrect or changed parameterization, machines can malfunction, which in turn can lead to injuries or death.
• Protect the parameterization (parameter assignments) against unauthorized access.
•
Respond to possible malfunctions by applying suitable measures (e.g. EMERGENCY STOP or EMERGENCY OFF).
1.2
Industrial security
Note
Industrial security
Siemens provides products and solutions with industrial secur
ity functions that support the secure operation of plants,
systems, machines and networks.
In order to protect plants, systems, machines and networks against cyber threats, it is necessary to implement
– and
continuously maintain
– a holistic, state-of-the-
art industrial security concept. Siemens products and solutions only represent
one component of such a concept.
The customer is responsible for preventing unauthorized access to its plants, systems, machines and networks. Systems,
machines and components should only be connected to the enterprise network or the internet if and to the extent necessary
and with appropriate security measures (e.g. use of firewalls and network segmentation) in place.
Additionally, Siemens’ guidance on appropriate security measures should be taken into account. For more information about
industrial security, please visit:
Industrial security (
http://www.siemens.com/industrialsecurity).
Siemens’ products and solutions
undergo continuous development to make them more secure. Siemens strongly
recommends to apply product updates as soon as available and to always use the latest product versions. Use of product
versions that are no longer supported, and failure to apply lat
est updates may increase customer’s exposure to cyber
threats.
To stay informed about product updates, subscribe to the Siemens Industrial Security RSS Feed at:
Industrial security (
http://www.siemens.com/industrialsecurity).
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
5
WARNING
Danger to life as a result of unsafe operating states resulting from software manipulation
Software manipulations (e.g. viruses, trojans, malware or worms) can cause unsafe operating states in your system that
may lead to death, serious injury, and property damage.
• Keep the software up to date.
• Incorporate the automation and drive components into a holistic, state-of-the-art industrial security concept for the
installation or machine.
• Make sure that you include all installed products into the holistic industrial security concept.
• Protect files stored on exchangeable storage media from malicious software by with suitable protection measures, e.g.
virus scanners.
2
Turning on, Reference Point Approach
Note
If the controller has already been preconfigured
to Manual Machine Plus (MM+) by the machine manufacturer, the desired
operating area is activated once the controller has been started up.
This operating area runs only in SIEMENS mode instead of ISO mode.
Operating sequence
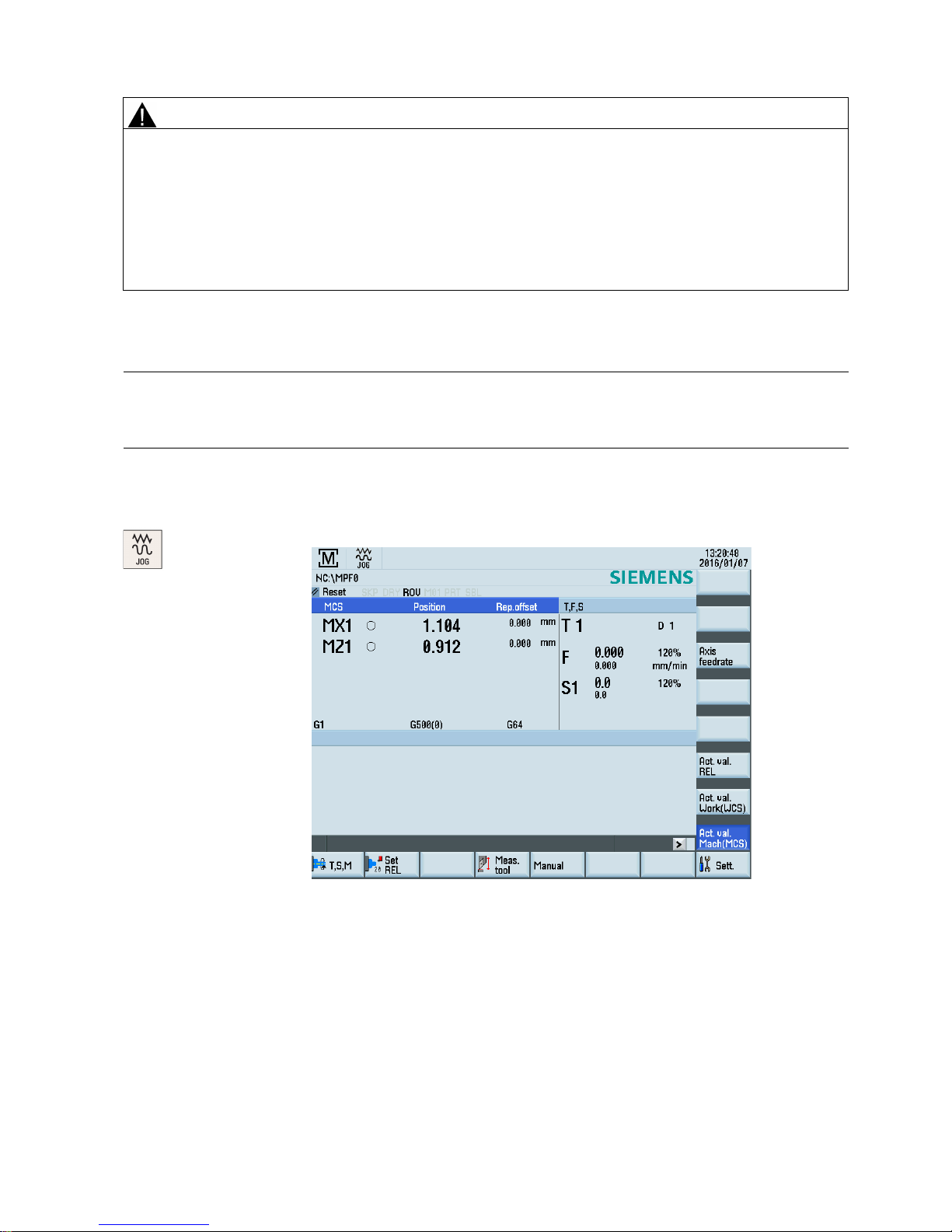
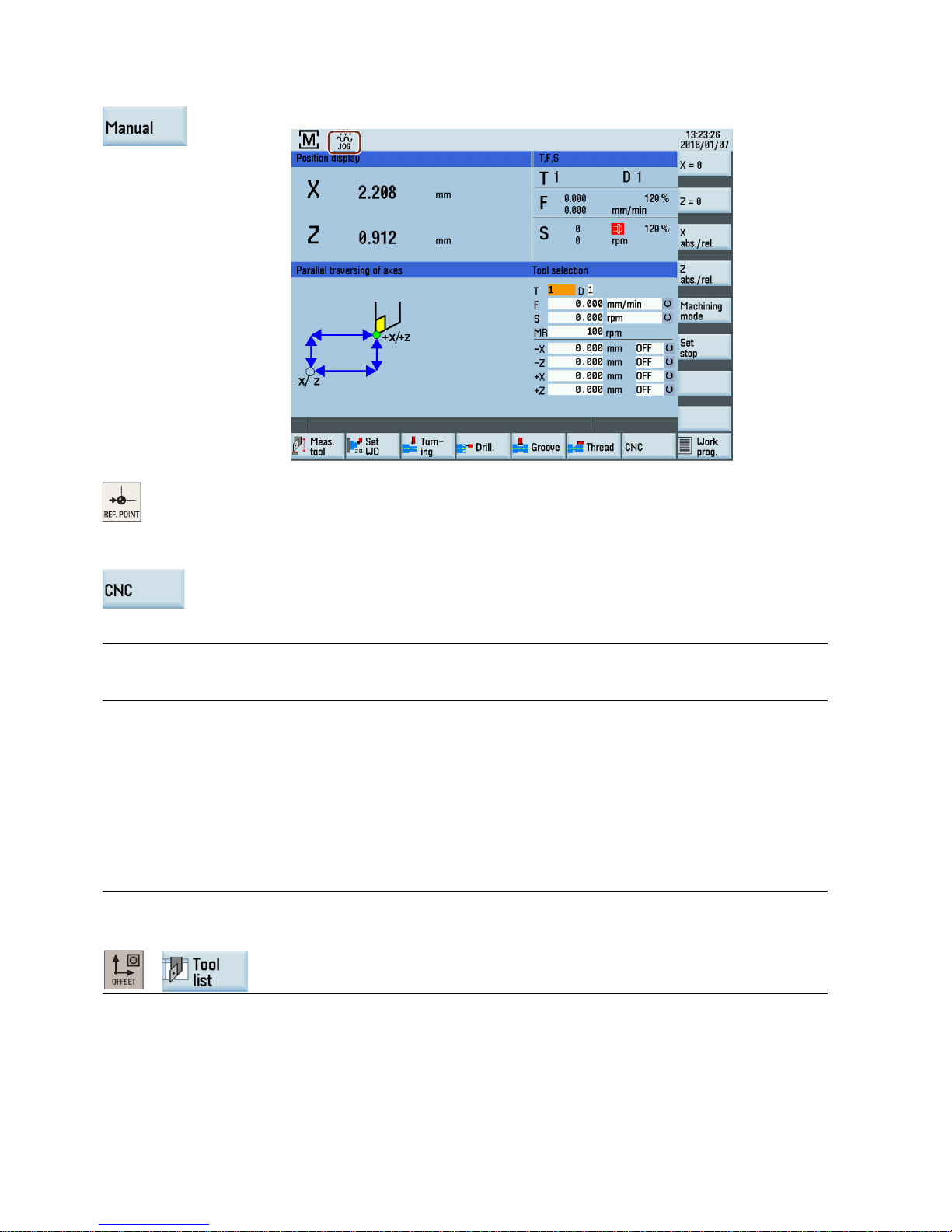
Note that if MD1105 = 1, after power on, the control system automatically opens the main screen for MM+.
1. Press this key on the machine control panel to open the "JOG" window.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
6 01/2017
2. Press this softkey to open the MM+ operating area.
3. If the axes have not approached the reference point, press this key to change to the
"REF.POINT" window for reference point approaching operation; otherwise, skip this step.
For more information on refer
ence point approaching, see Chapter "Switching on and refer-
encing
" of the SINUMERIK 808D/SINUMERIK 808D ADVANCED Programming and Oper-
ating Manual (Turning).
4. Press this softkey to exit the operating area.
Note
The pictures in the parameterization screenforms depend on the
setting of the machine data by the machine manufacturer,
that is, display of the tool position before or behind the center of rotation with regards to the turret head.
3
Setting-up
3.1
Measuring tools
Functionality
You can measure tools manually in the MM+ operating area. In this case, the manual tool measurement function accesses
the tool list data.
Note
To access the tool list, proceed as follows:
→
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
7
NOTICE
Tool breakage or workpiece damage
An uncalibrated or incorrectly calibrated tool can lead to dimensional errors or to incorrect cutting values. If the values
entered are very different from the actual tool values, there is a risk that the tool may break or the mechanism or workpiece
may be damaged.
Requirement
Load the tool beforehand or enter the tool number in the "T" field. After confirming the input, a dialog will prompt you to press
the following hardkey. If this key is pressed, the tool will be changed.
Note
First approach a machine position whe
re the tool change can be performed without danger.
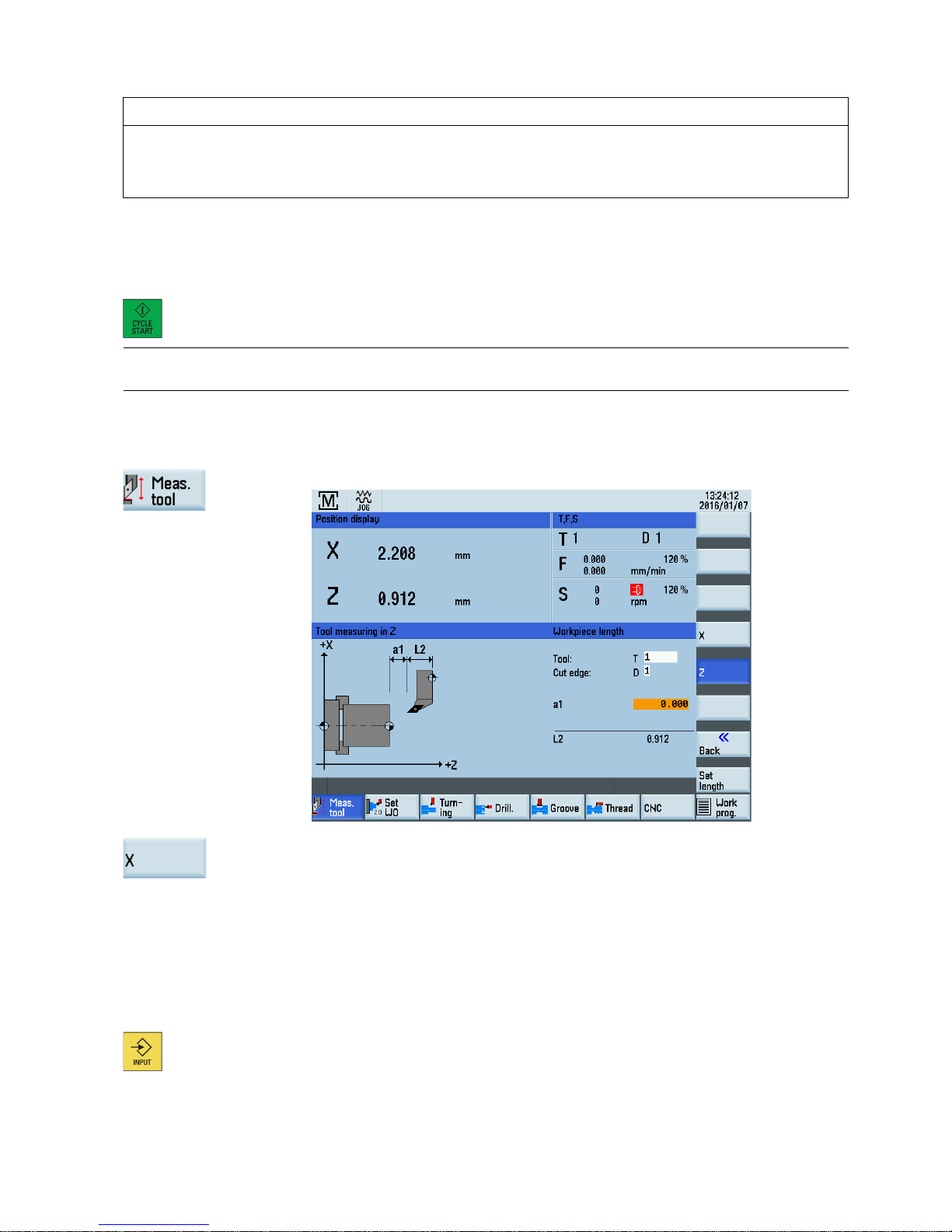
Operating sequence
Proceed as follows to measure the tool for the X axis of the loaded turning tool.
1. Press this softkey. The following screen appears.
2. Press this softkey.
The screen for measuring the X axis (L1) appears.
3. Check that the current tool number appears in the display fiel
d for the tool, since the calibra-
tion operation will relate to this tool.
4.
Carefully "scratch" a workpiece by an X handwheel infeed when the spindle is turning.
5. Move the slide slightly (without changing the X position) along the Z axis (longitudin
al turn-
ing) with the handwheel.
6.
Switch the spindle off.
7.
Enter the diameter measured on the workpiece in entry field "d1".
8. Accept the value by pressing this hardkey.
The controller then automatically calculates the corresponding tool offset (in the radius) and
displays this
as value "L1" in the screen form.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
8 01/2017
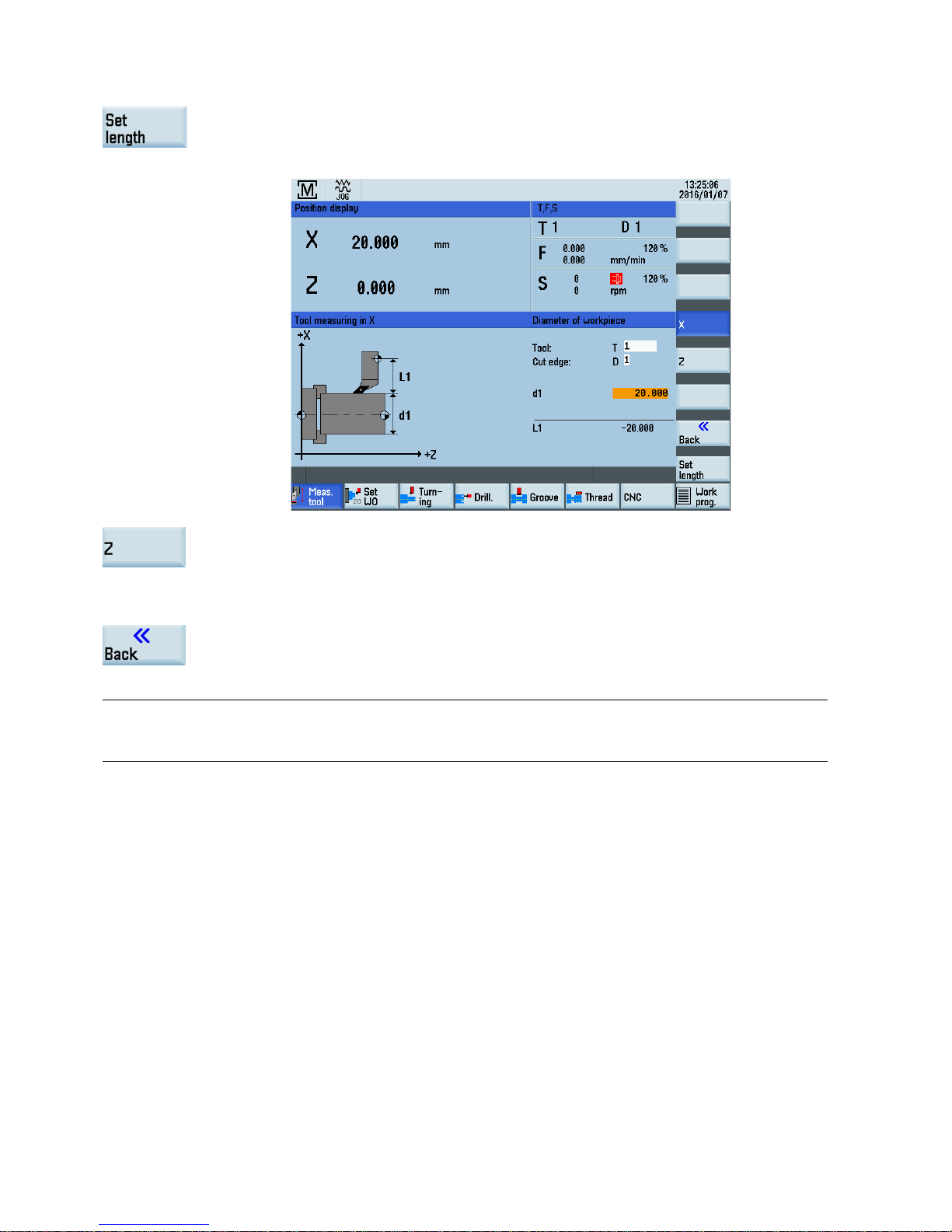
9. Press this softkey.
The modified tool offset for the selected tool is applied in the X axis. Provided that the
"scratch position" in the X axis has not been moved, the measured diameter is now di
s-
played as the actual position in the position display
of the tool measurement screen.
10. Press this softkey.
The scr
een for measuring the Z axis appears.
The Z axis can be measured in the same way as the X axis.
When measuring the tool in the Z axis, you may define a distance between the workpiece
and the turning tool tip in input field "a1" to avoid surface damage on the workpiece.
11. Press this so
ftkey to return to the main screen for MM+.
Note
New offset settings lost
If you exit the screen form in step 8, the new offset will not take effect.
3.2
Limit stops
Functionality
Limit stops are used to stop the axes in a specific position.
If an axis stops in the limit stop position, it cannot be moved again until the triggering limit stop is reset.
By setting the limit stops, in the MM+ operating area, it is possible to turn simple shoulders (including tapers) without the
need for any further cycle parameterization.
Supplementary conditions
● The limit stop position is always an absolute dimension, which in turn always corresponds to the position in the absolute
actual value display on the MM+ interface. A relative limit stop position is not possible.
● A limit stop position can be entered/accepted only when the axes are stationary; otherwise, an error message appears.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
9
3.2.1
Setting and activating/deactivating limit stops
Functionality
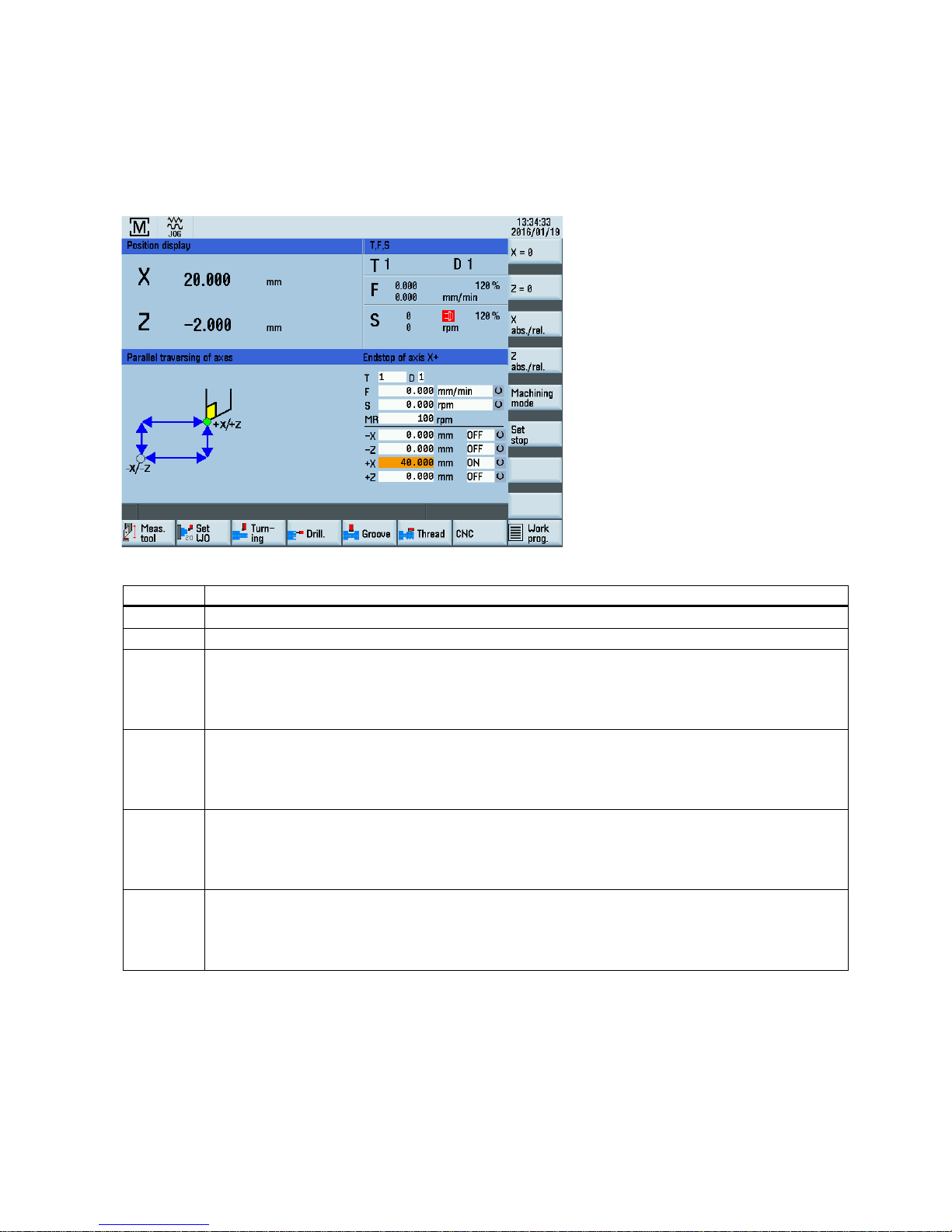
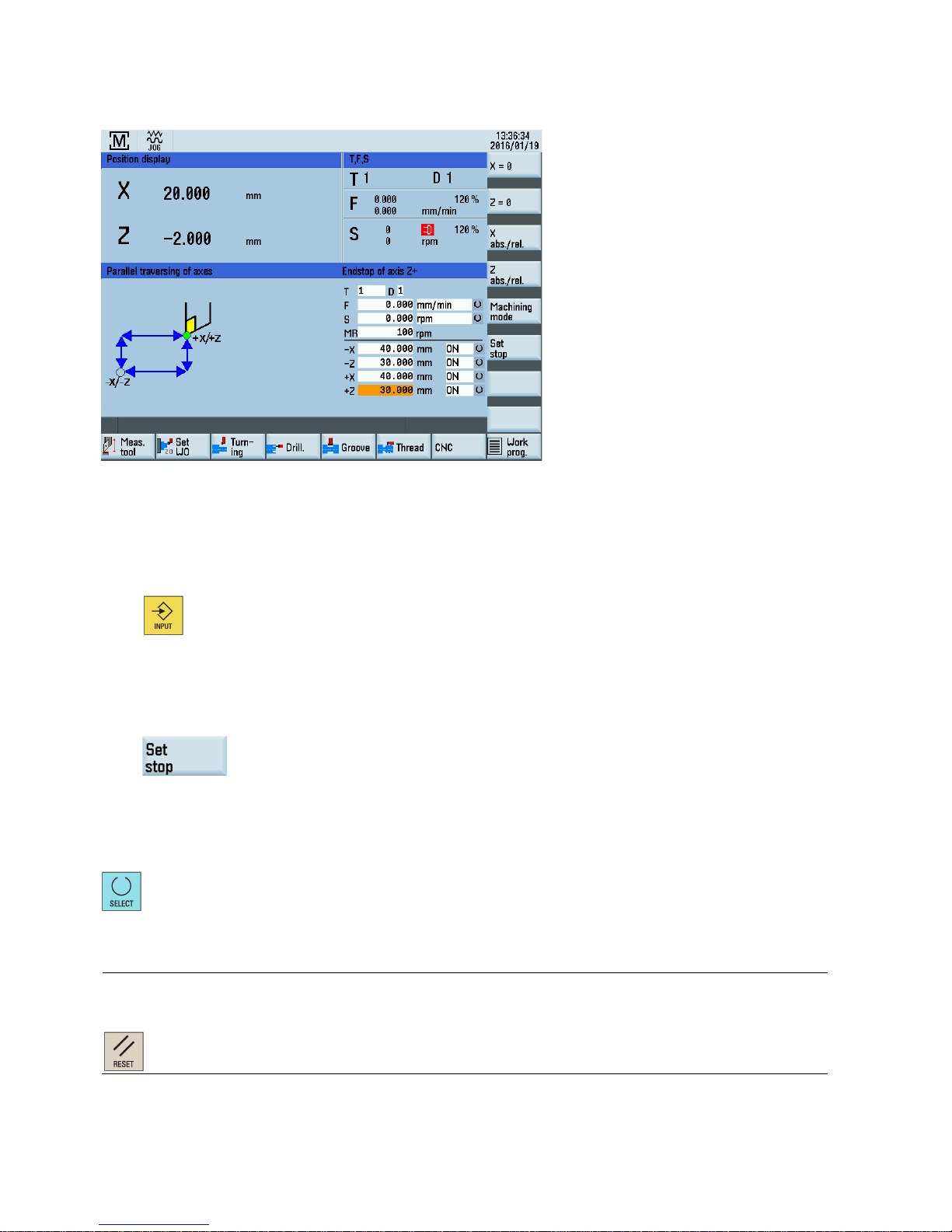
In the main screen of MM+, limit stops can be entered into the input fields "-X/-Z/+X/+Z".
In the following screen, the cursor is located in the desired input field (with an orange background).
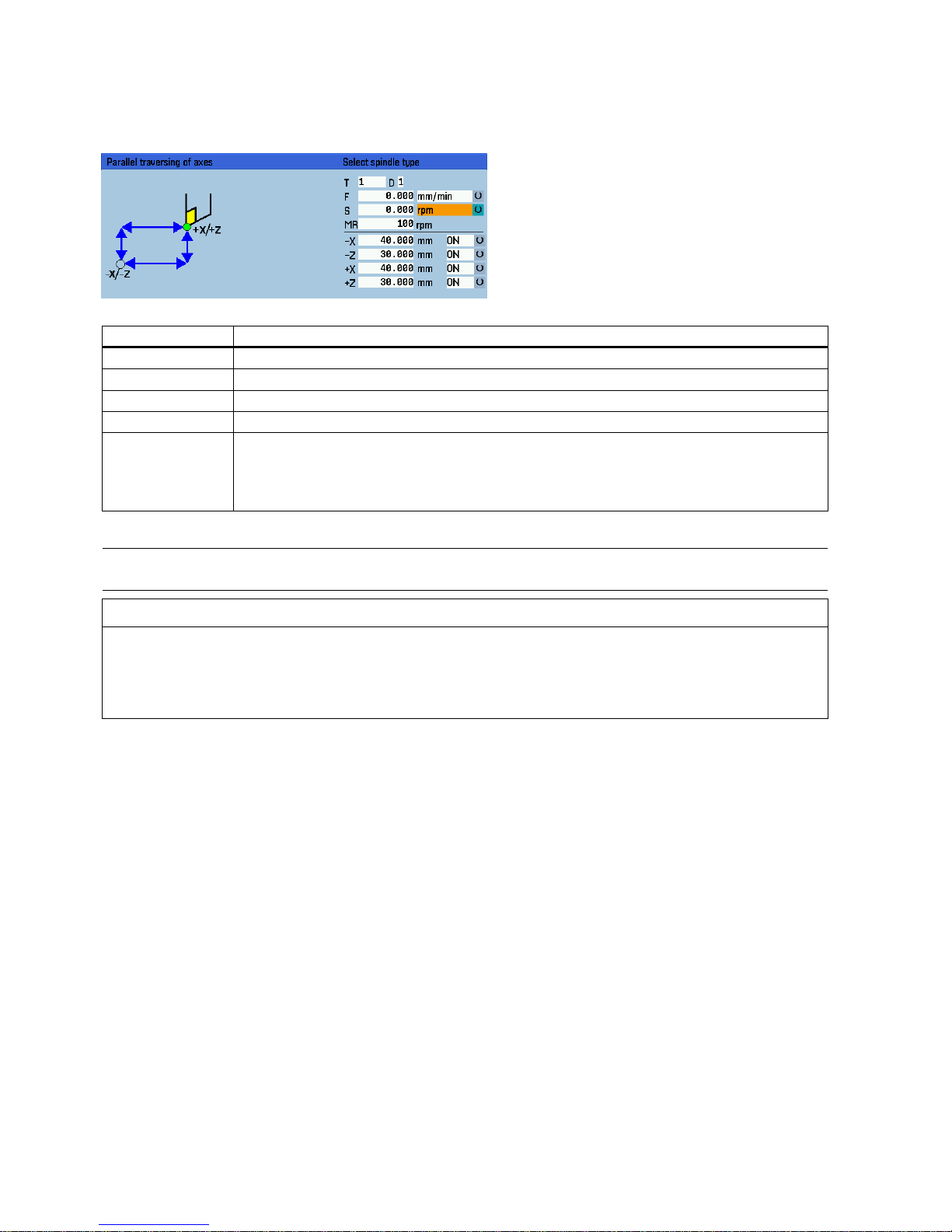
Parameter
Parameter
Description
ON
The limit stop is activated.
OFF
The limit stop is deactivated.
- X Negative absolute position of the limit stop of the X axis.
The axis stops automatically when both of the following are met:
• The limit stop is active.
•
The specified axis traverses in the negative direction and reaches the absolute limit stop position.
+X Positive absolute position of the limit stop of the X axis.
The axis stops automatically when both of the following are met:
• The limit stop is active.
•
The specified axis traverses in the positive direction and reaches the absolute limit stop position.
-Z Negative absolute position of the limit stop of the Z axis.
The axis stops automatically when both of the following are met:
• The limit stop is active.
•
The specified axis traverses in the negative direction and reaches the absolute limit stop position.
+Z Positive absolute position of the limit stop of the Z axis.
The axis stops automatically when both of the following are met:
• The limit stop is active.
•
The specified axis traverses in the positive direction and reaches the absolute limit stop position.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
10 01/2017
All of the limit stops are set in the following screen.
Operating sequences
You can use the following methods to enter a limit stop position:
● Direct position entry:
– Select the input field of the relevant limit stop with the cursor keys.
– Now use the numeric keys to enter the absolute position you require.
– Press the above hardkey to accept the value.
● Accepting the current actual position:
– Select the input field of the relevant limit stop with the cursor keys.
– Traverse to the required position using the axis direction switch (for example, <-Z> or <+X/-X/+Z>).
– Press the above softkey.
The current actual position of the relevant axis is transferred to the input field.
Activating/disabling limit stops
The limit stops are activated/deactivated individually using the above hardkey.
Here, you can select ON or OFF.
Note
After activating a limit stop, set MD201
52[59] = 1 to retain the current setting even after you press the following key.

Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
11
3.2.2
Turning against a stop
Example:
The following example explains the operating principle of limit stops using the axis direction keys.
You can also use the handwheel to perform the machining operation.
Task
The following shoulder with a finishing allowance of 0.2 mm must be turned:
● 100 mm in the Z direction
● 50 mm final diameter in the X direction
The end face starts at 0 mm in the Z direction. The blank diameter is 70 mm.
Operating sequences for infeeding to stop
1. Position the axes in front of the workpiece (for example, X +75 mm/Z +5 mm).
2. Check the machining technology data.
3. Set the following limit stops:
– -X at 50.4 mm
– -Z at -99.8 mm (due to finishing allowance)
– +Z at +5 mm
4. Delete the limit stop for +X; it is not required.
5. Start the spindle.
6. Using the handwheel, infeed to the 1st depth of cut in the X direction.
7. Start machining in the Z axis in the negative direction using the axis direction switch.
When the limit stop position in Z -99.8 mm is reached, the Z axis stops automatically.
A message is displayed, saying that limit stop -Z is reached.
8. Switch-out the axis direction switch.
9. Using the handwheel, retract the tool from the workpiece in the X direction.
10. Using the axis direction switch and rapid traverse override, move the tool in a positive Z direction towards the workpiece
until the axis stops.
A message is displayed, saying that limit stop +Z is reached.
11. Switch-out the axis direction switch.
12. Using the handwheel, infeed to the next depth of cut in the X direction.
13. Start machining in the Z axis in the negative direction using the axis direction switch.
Repeat the procedure until the depth of rough cut is reached.
A message is displayed as the tool is fed in, saying that limit stop -X is reached.
Once this cut has been completed, adjust the limit stops to the finished dimension, provided that the axes are positioned
in front of the workpiece.
Operating sequences for adjusting to finished dimension
1. Adjust the limit stops to the finished dimension: -X to 50.0 mm/-Z to -100.0 mm
2. Using the handwheel, infeed in the X direction until a message saying that limit stop -X is reached appears.
3. Start machining in the Z axis in the negative direction using the axis direction switch.
When the limit stop position in Z -100.0 mm is reached, the Z axis stops automatically.
A message is displayed, saying that limit stop -Z is reached.
4. Switch-out the axis direction switch in the Z direction and start in the positive X direction (finishing the end face).
5. Switch-out the axis direction switch in the X direction as soon as the tool tip leaves the workpiece.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
12 01/2017
3.3
Setting the workpiece zero
Functionality
The function of setting the workpiece zero can be used to specify the reference point for machining the workpiece.
Typical application/procedure:
1. Parameterize all the machining steps (cycles) for the workpiece in relation to a "virtual zero point" (for example, an end
face).
2. Clamp the blank.
3. Scratch the relevant surface which corresponds to the "virtual zero point".
4. Use the function of setting the workpiece zero to adapt the workpiece coordinate system to the parameterized machining
operation.
Make sure that the axis does not exit from the approached position.
Additional information
The following operations are performed automatically when
you select this softkey:
•
The work offset is automatically calculated according to the current axis position in the
longitudinal axis (Z), entered in the control system memory as the basic offset and activated.
•
This will also set the position displayed for the longitudinal axis (Z) to 0.000, as this always
corresponds to the workpiece coordinate system.
•
If the workpiece zero is reset, the value "0.000" will be automatically entered in the control
system memory as the basic offset. The workpiece coordinate system display will change to
reflect this.
NOTICE
Setting the workpiece zero carefully
Setting the workpiece zero affects the absolute machining position of all machining steps that have been parameterized in
the controller. All machining steps will now be performed in relation to the zero point that has just been set.
Setting/resetting the workpiece zero without due care and attention can result in serious damage to the tool, workpiece or
machine.
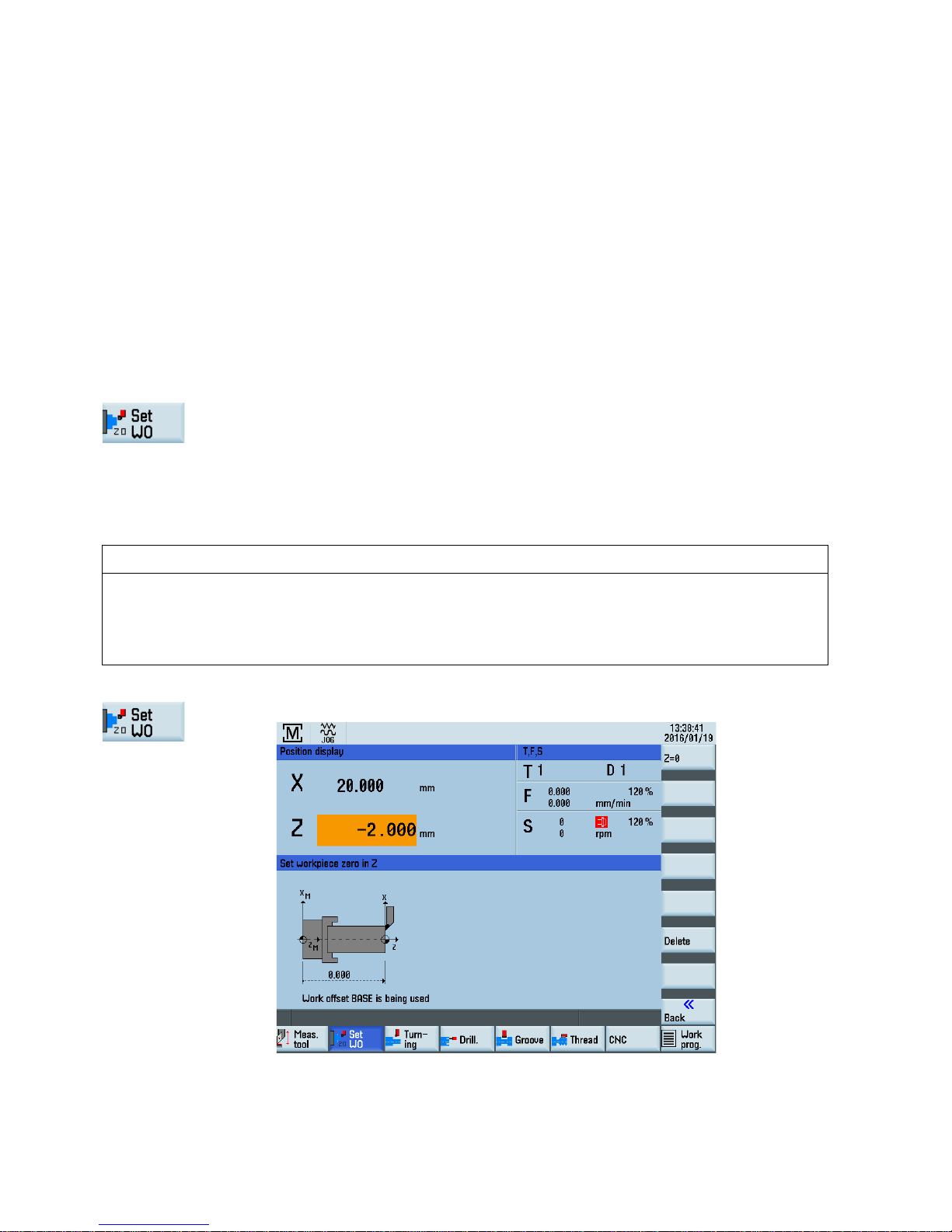
Operating sequences
1. Press this softkey in the main screen for MM+.
This screen displays the currently program
med Z value of the basic work offset.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
13
2. Press this softkey to set the workpiece zero.
The workpiece coordinate system of the longitudinal axis (Z) displays the value "0.000". The
required work offset is computed automatically and stored in the appropriate place in the co
n-
trol system.
3. Press this softkey to reset t
he work offset that is currently stored on the control system. The
value "0.000" is entered in the basic offset memory location. However, all other offsets and the
active tool offset remain unchanged.
4
Manual machining
4.1
Fundamentals of manual machining
Functionality
You can perform the following machining operations manually:
● Axis-parallel traversal
● Taper turning
● Radius turning
● Drilling - centered
● Tapping
● Groove cycles/Expan. groove
● Thread cutting
● Rough turning of contours
Fundamentals
The following operations must be performed before manual machining can proceed:
● Axes referenced
● Tools measured
● Limit stops set
● Set workpiece zero point
4.2
Display and operator control options in the main screen
Functionality
Note
If the controller has already been preconfigured
to MM+ by the machine manufacturer, the desired operating area is
activated once the controller has been started up. If you have not yet executed a reference point approach, you will be in
"REF.POINT" operating mode after start
-up.
You can reference the a
xes in the Siemens standard user interface as well as in the operating area MM+.

Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
14 01/2017
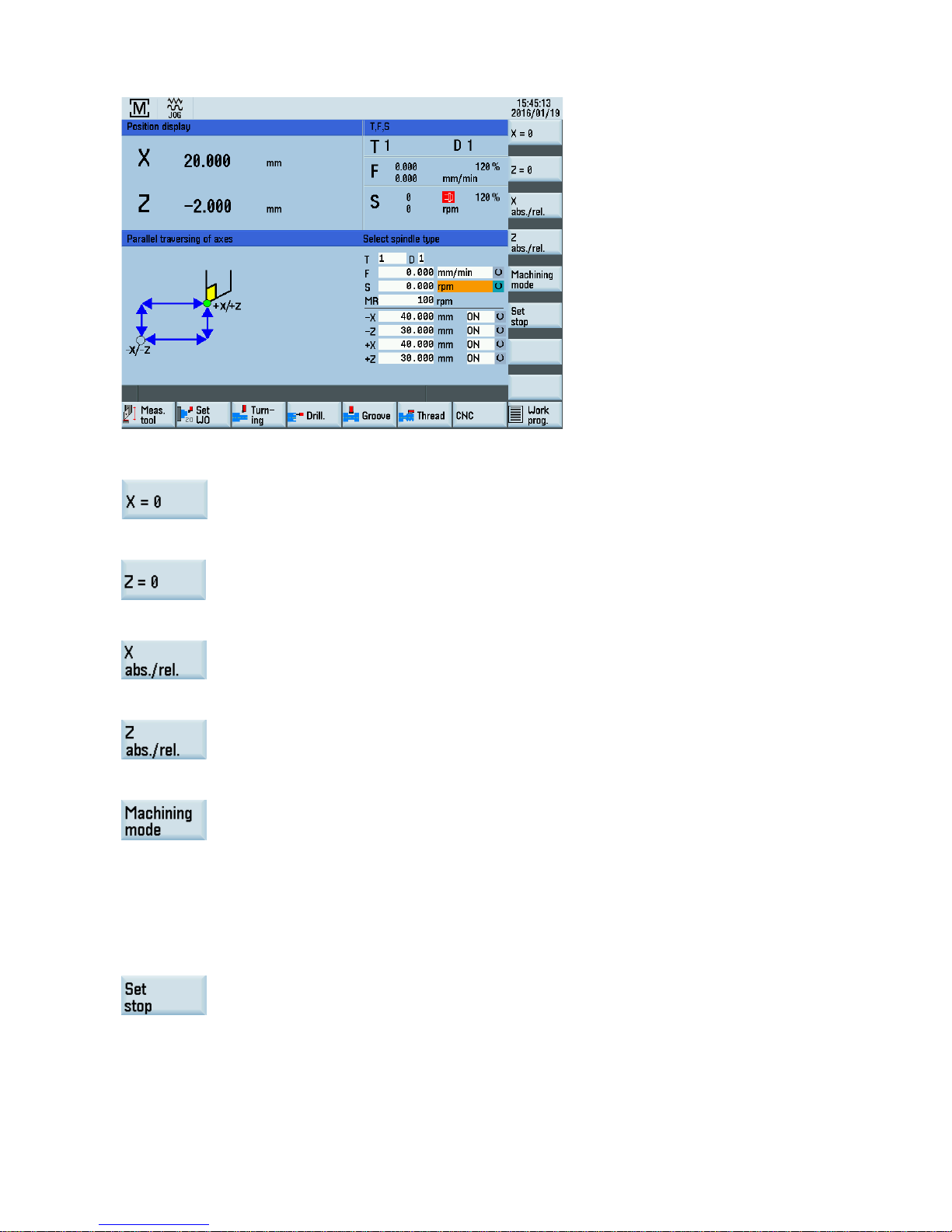
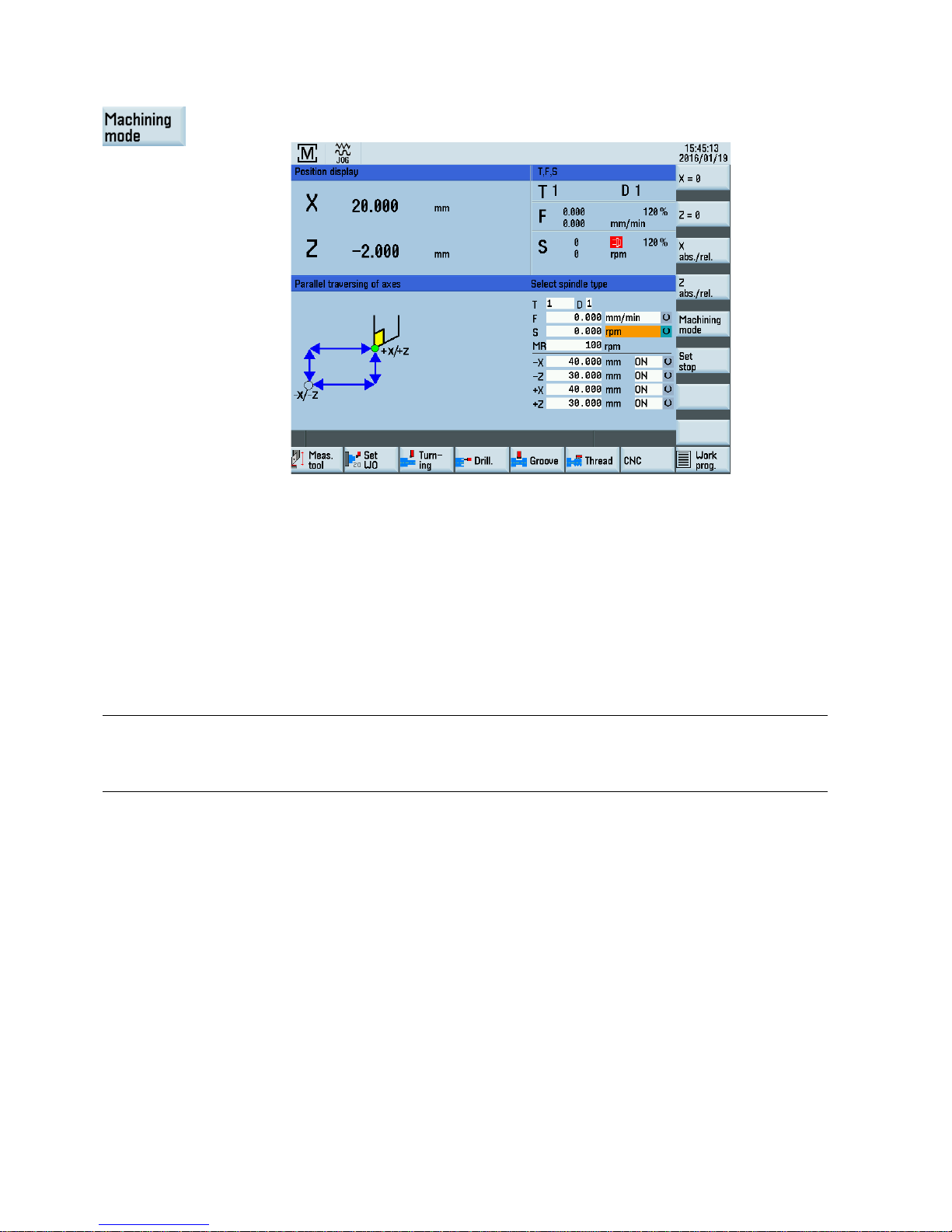
You have referenced the axes and accessed the MM+ operating area. The following screen represents the main screen of
this operating area.
Note about the position display in the main screen for MM+
● Absolute position display active:
The position value displayed in the large-size font is the absolute position. No additional value is shown.
● Relative position display active (see following diagram):
The position value displayed in the large-size font is the relative position. The position value displayed next to it in the
small-size font is the absolute position.
Controlling the axes and spindle
In manual machining mode, the axes and spindle can be controlled by the following methods:
● The compound slide rest is controlled by:
– Handwheels (Page 18) for the X and Z axes, or
– Axis direction switch (Page 18)
● The spindle is controlled by:
– Spindle direction of rotation switch (Page 19)
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
15
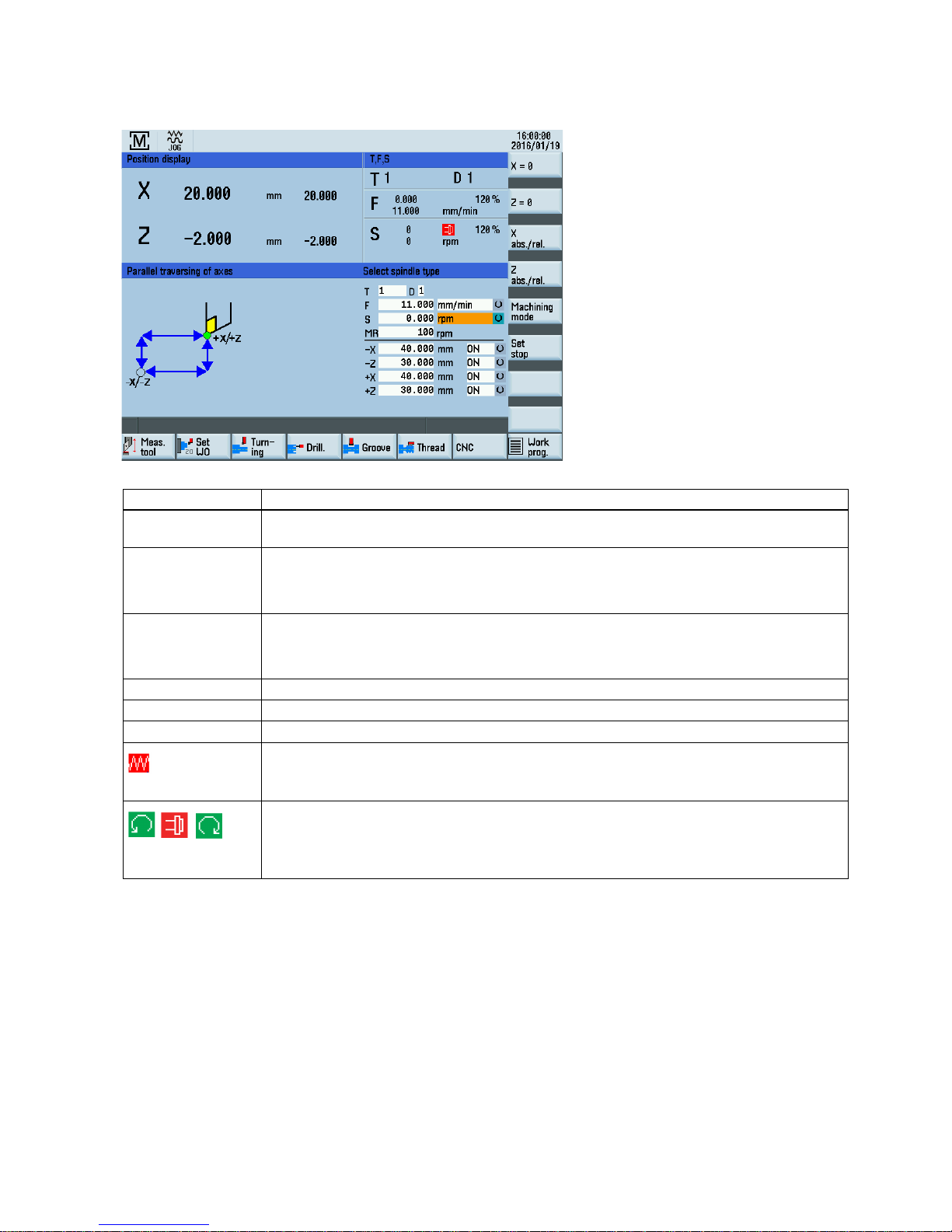
Values displayed in the position display and T, F, S
Displayed values
Meaning
In front of axis letters
+/-
• Current traversing direction of axes
S value/S type %
• Programmed value for the spindle speed (rev/min)
in either "rev/min" or "m/min", depending on the settings for the machining technology data.
•
Current position of the spindle override switch in %.
F value/F type %
• Programmed feed value
in either "m/min" or "mm/Rev", depending on the settings for the machining technology data.
•
Current position of the feedrate override switch in %.
T value
• Tool number of the tool used
D value
•
Tool offset applied
INC value
• Handwheel pulse weighting setting
•
Feed stop as a result of:
– Feedrate override at position 0%.
– An alarm is active which prevents the axes from moving.
•
Spindle status
– Spindle counter-clockwise
– Spindle stop
– Spindle clockwise
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
16 01/2017
Machining and technology data
You must enter the machining technology data in the following input fields:
The machining technology data is as follows:
Parameter
Description
T
Tool number of the used tool (only for use of a manual tool-changer system)
F
Feedrate with choice of units mm/min (time feed) and mm/rev (revolutional feed),
S
Spindle type with the choice of units rpm (constant spindle speed) and m/min (constant cutting rate),
MR
Speed limitation for constant cutting rate
-X
-Z
+X
+Z
Positions of the limit stops, the limit stops can be activated using the toggle field "ON/OFF"
Note
Generally speaking, the relevant machining technology data must be entered before starting manual machining.
NOTICE
Device damage caused by excessive chucking device speed
When constant cutting rate (G96) is selected, the maximum permissible spindle speed, corresponding to the fitted tool
chucking device must be entered in the input field MR (spindle speed limitation).
Failure to pay sufficient attention to this point can lead to serious damage as a result of the chucking device speed being
exceeded.
4.2.1
Toggling the display
Functionality
In the position display screen, you can edit the displayed values using the vertical softkeys.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
17
Softkeys
Change the display to the relative position display mode and reset the display in the X axis.
Change the display to the relative position display mode and reset the display in the Z axis.
Toggle the display between the absolute position display mode and the relative position display mode in the X axis.
Toggle the display between the absolute position display mode and the relative position display mode in the Z axis.
Switching between the following operating modes:
● Traversing the axes parallel to the axis
● Taper turning
● Radius turning
The parameters for the machining type are displayed in the main screen of the MM+.
The current actual position of the relevant axis is transferred to the selected input field (-X/-Z/+X/+Z).
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
18 01/2017
4.2.2
Machining with the handwheels
Functionality
The handwheels for the X and Z axes are not mechanically connected to the feed screws. Electronic pulse generators
mounted on the handwheels generate the information needed by the controller to execute the required traversing movement.
The handwheels are only active when the axis direction switch is in the zero position or the individual axis control keys are
disabled.
The distance traversed per handwheel pulse depends on the increment weighting setting.
Note
If the handwheel increment weighting is set t
o "0" or if the feedrate override weighting is in the "0" position, the handwheels
are disabled.
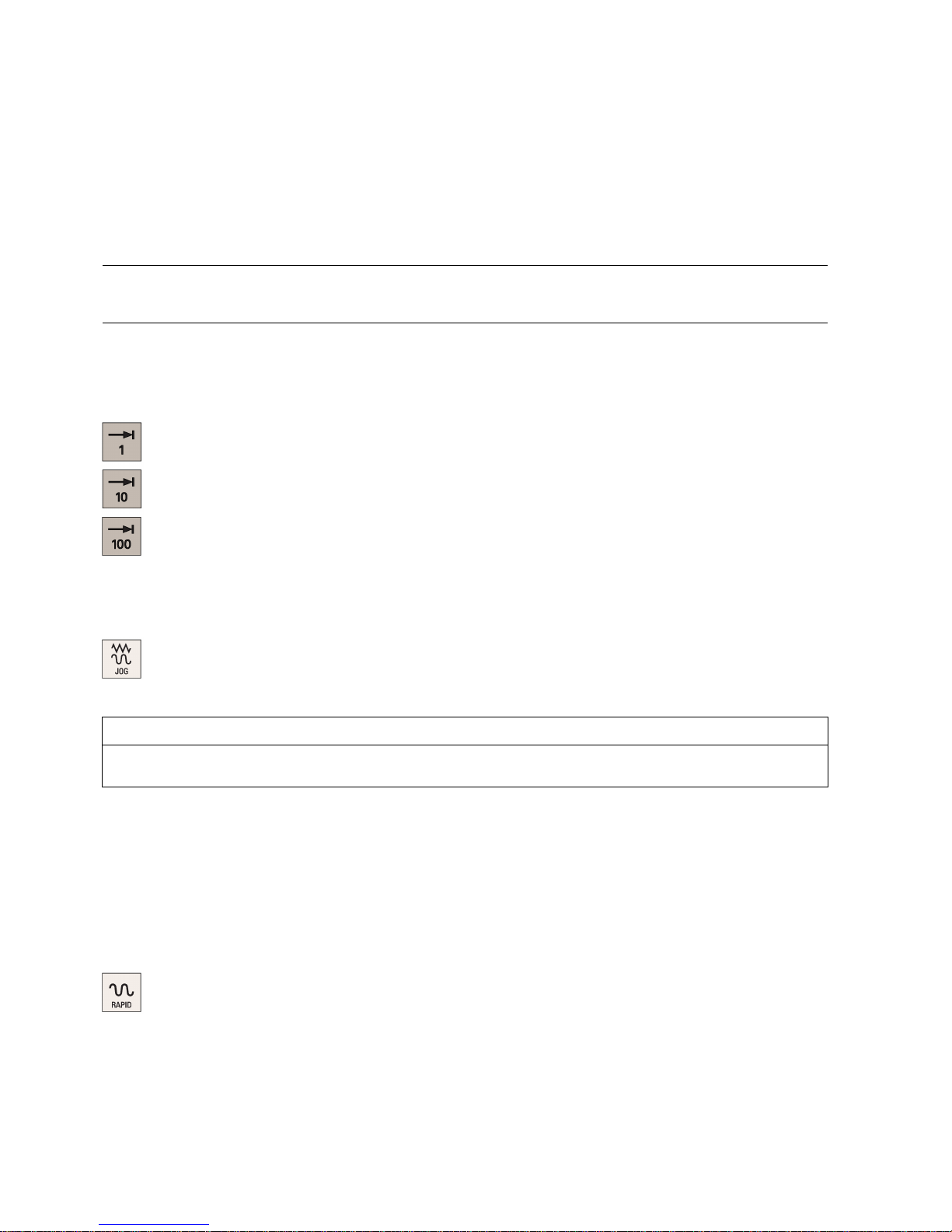
4.2.3
Setting the increment weighting for the handwheel
Functionality
Set the increment weighting from the Increment weighting machine control panel.
If you are unable to adjust the increment weighing, it will be because the controller's internal mode is incompatible with this
process.
Press the above hardkey once to resolve the problem.
NOTICE
Set increment weighing carefully
An incorrect increment weighting setting can result in damage to the workpiece, tool and machine.
4.2.4
Machining with axis direction switch
Functionality
You can move the axes in the desired direction by changing over the axis direction switch.
The feedrate at which an axis is traversed depends on the settings in the input fields for machining technology data.
The axis feedrate is also influenced by the feedrate override weighting setting and, depending on the option selected in the
input fields for machining technology data (revolutional feed/cutting speed), by the spindle override weighting.
If the above hardkey is also pressed, the axis is moved at the maximum possible speed, unless the feedrate override
weighting setting is used to specify a different value.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
19
Note
If the feedrate override weighting is set to "0", any type of axis movement is b
locked.
With the revolutional feed and cutting speed settings, the feed is blocked until the spindle reaches the setpoint speed.
4.2.5
Spindle advance/reverse
Functionality
NOTICE
Start spindle
The spindle value should be checked before starting the spindle (for example, when changing the tool).
The last value set is active (this depends on the machinery construction of a machine manufacturer).
You start the spindle in the appropriate direction (spindle advance/reverse) by changing over the spindle direction switch:
Note
The spindle cannot be started, unless the chuck guard switch is enabled. Close the chuck guard.
NOTICE
Do not alter the chuck guard
Do not alter or adjust the chuck guard/chuck guard switch.
When the spindle is switched off, it brakes and comes to a halt. If a spindle brake is fitted, it is applied. If there is no spindle
brake or it is switched off, the spindle can be rotated freely once it has stopped.
The programmed spindle speed can be controlled by means of an appropriate spindle override switch setting (for example,
50 %).
4.2.6
Tool change
Functionality
A basic differentiation must be made between a manual and an automatic tool-changer system.
For an automatic system, the tool change is controlled by the PLC user program. The currently loaded tool is displayed in
the MM+ main screen.
For a manual system, the required tool number is manually entered from an input screen form.
Note
The following display machine data define the display:
•
MD290 CTM_POS_COORDINATE_SYSTEM
– = 0 -> Position of the tool after the turning center
– = 2 -> Position of the tool before the turning center (refer to the figure above)
•
MD1104 TOOL_CHG_MANUALMODE_MA
– = 0 -> Editing of the "T" and "D" fields is not possible, the fields are grayed out
– = 1 -> Editing of the "T" and "D" fields is possible
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
20 01/2017
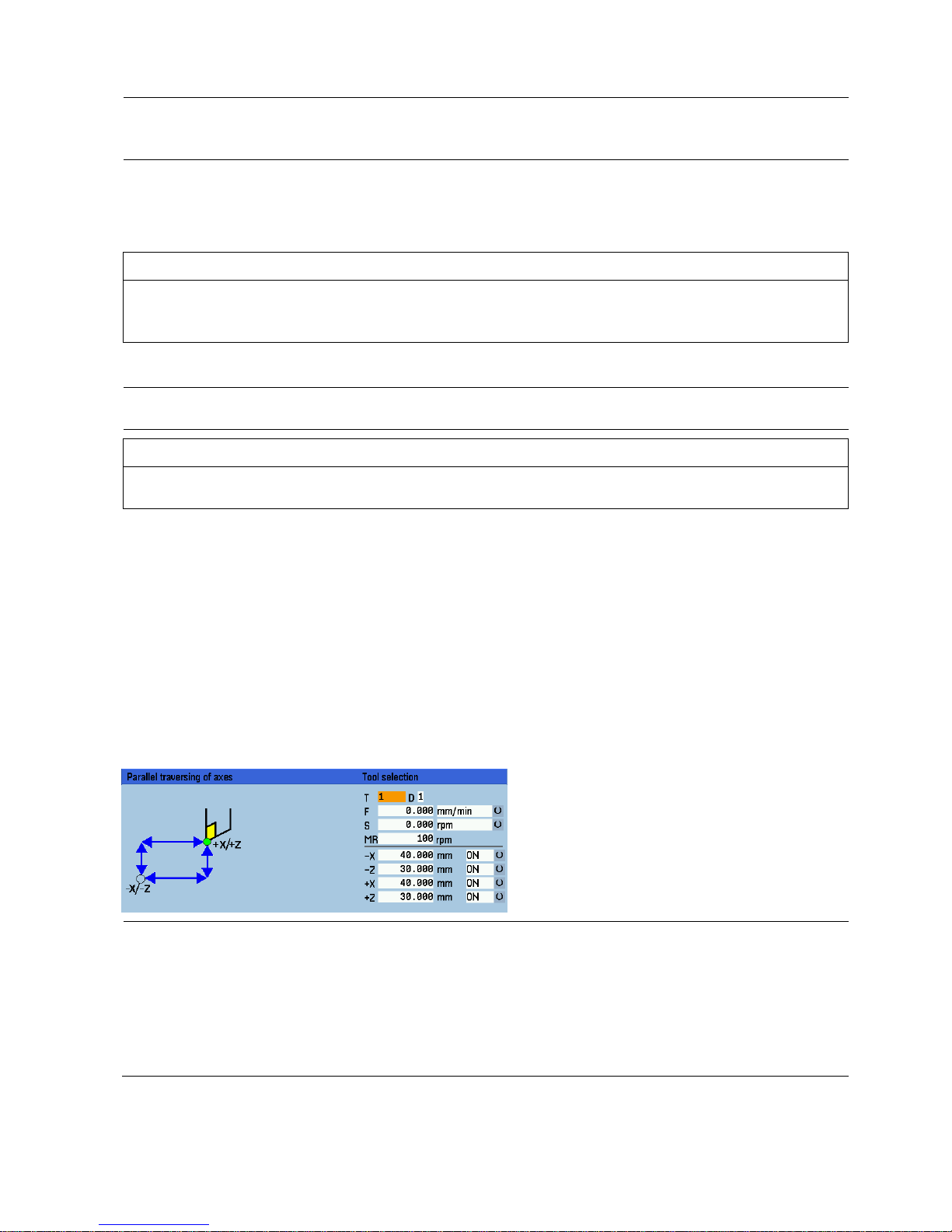
Operating sequences
Follow the sequence of operations below to enter the required tool number:
1.
Move the cursor onto the input field for the T value.
2. Enter the tool number using the nu
meric keys.
(The tool you wish to select must be set up in the tool list.)
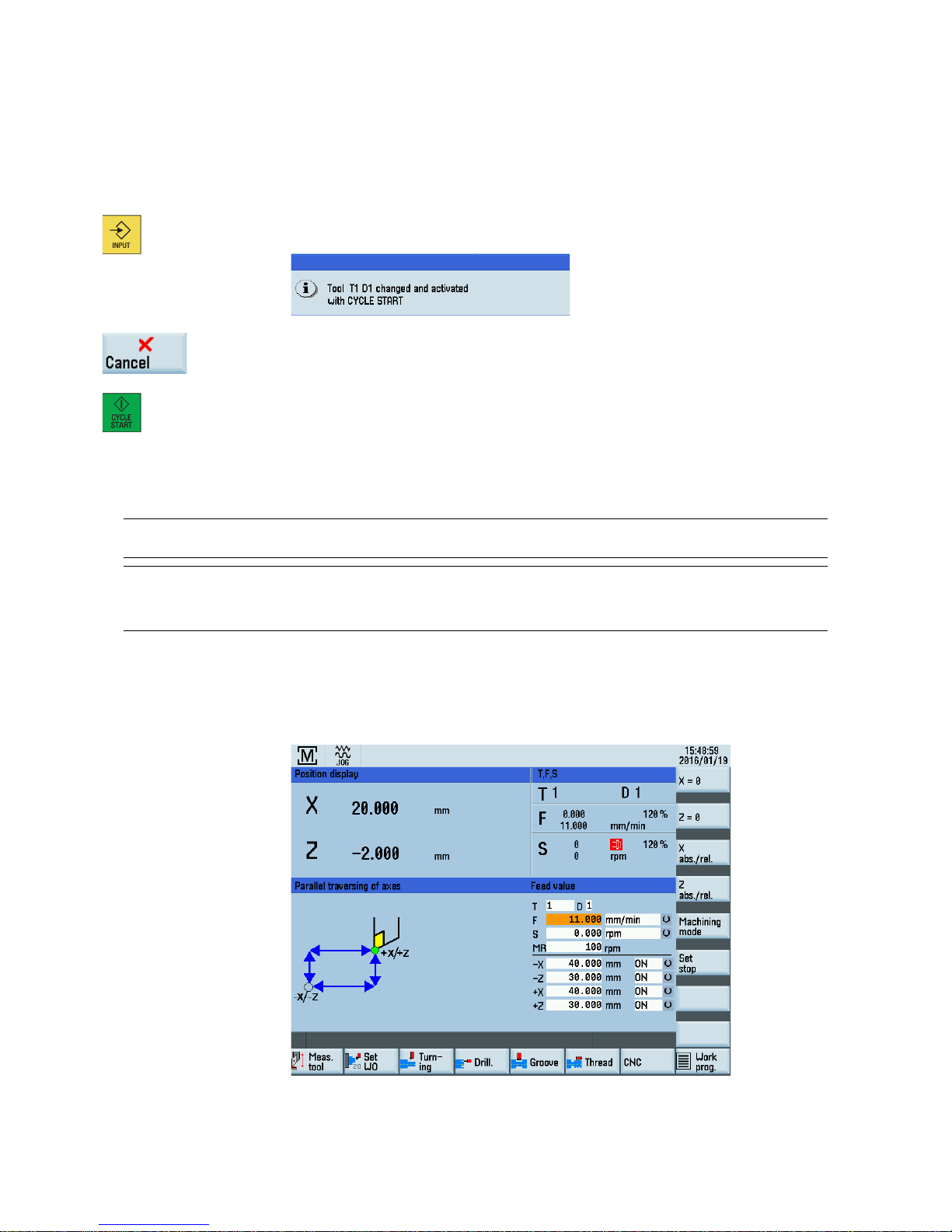
3. Accept the tool number by pressing this hardkey.
The following information text with the corresponding tool number is displayed:
Acknowledge this information text using this softkey.
4. Press this hardkey.
The tool number is changed.
Please note the following for a manual tool change:
● The real tool change on the machine (tool relocation) is finished.
● The appropriate tool number (tool offset) must be communicated to the control by making a manual entry.
Note
A new tool number may be selected only if all axes and the spi
ndle are stationary.
Note
The tool number entered in the T value field must correspond to the tool loaded into the machine; otherwise, the tool will
have to be recalibrated (see also section "
Measuring tools (Page 6)"). An uncalibrated or incorrectly calibrated tool can
lead to dimensional errors or to incorrect cutting values.
4.2.7
Changing the feedrate/spindle value
Changing the operating sequence, feed rate "F"/spindle value "S"
Follow the sequence of operations below to enter the required feedrate or spindle value:
1. Position the cursor on the input field for the value in the main screen for MM+.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
21
2.
Edit the programmed value using the numeric keys.
3. Press this hardkey.
The value is activated.
Note
The F value (feed rate) or the S value (spindle) can only be changed if all axes and the spindle are stationary.
4.2.8
Changing the feedrate/spindle type
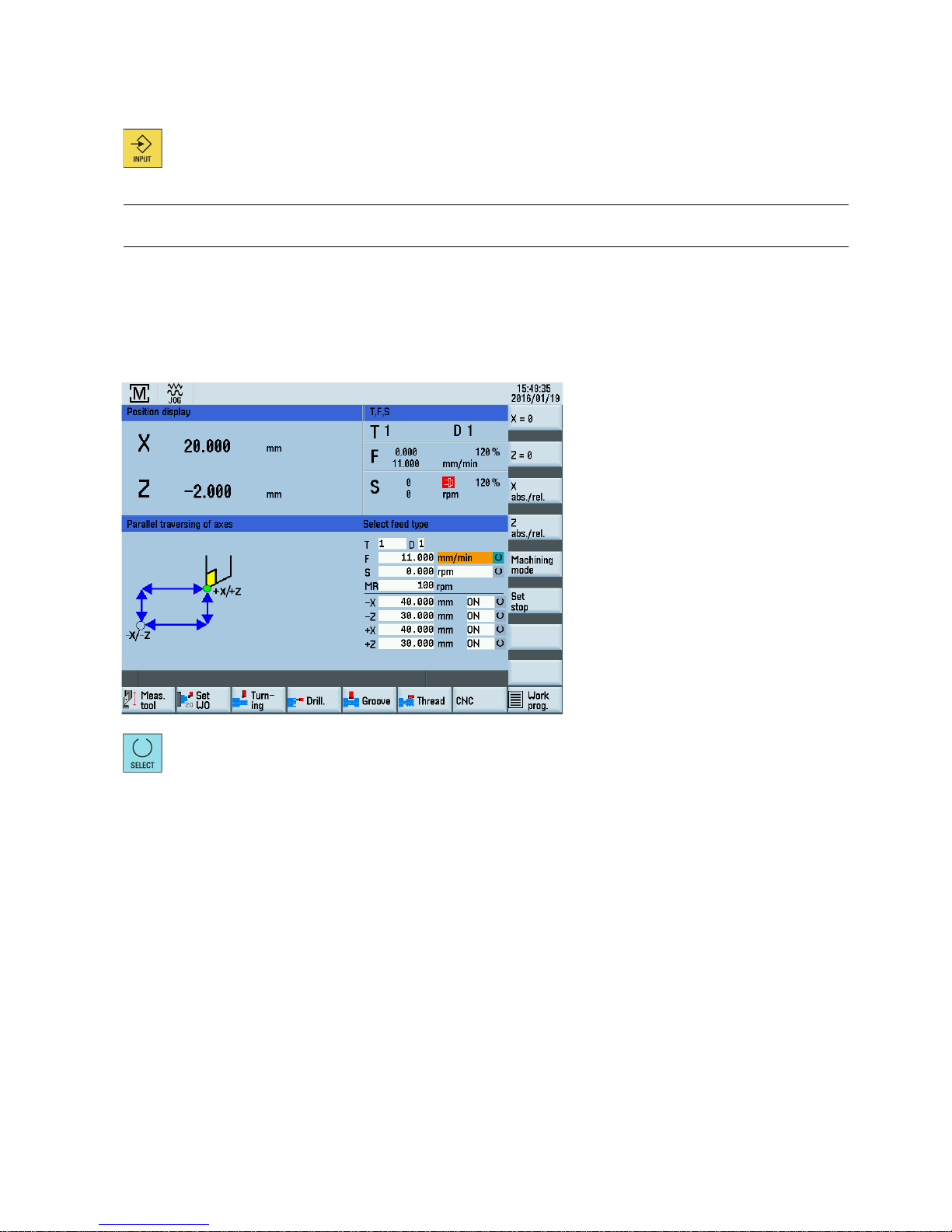
Changing the operating sequences feedrate type "F"
By pressing the cursor keys, you go to the display field which contains the currently programmed feedrate type (with an
orange background).
By pressing the above hardkey, you can choose one of the following feedrate types:
● Time feed (mm/min)
If time feed is selected, the axes are moved at the speed entered in this field (mm/min) (unless rapid traverse override is
activated). It can be influenced by the feedrate override switch setting.
The time feed is only possible for a constant spindle speed.
● Rotary feedrate (mm/rev)
In the "spindle speed + revolutional feedrate" or "constant cutting speed + revolutional feedrate" mode, the value entered
in this field determines the axis speed (unless rapid traverse override is activated). It is influenced directly by the feedrate
override weighting setting and indirectly by the spindle override weighting setting.
Changing the operating sequences spindle type "S"
By pressing the cursor keys, you go to the display field which contains the currently programmed spindle type (with an
orange background).
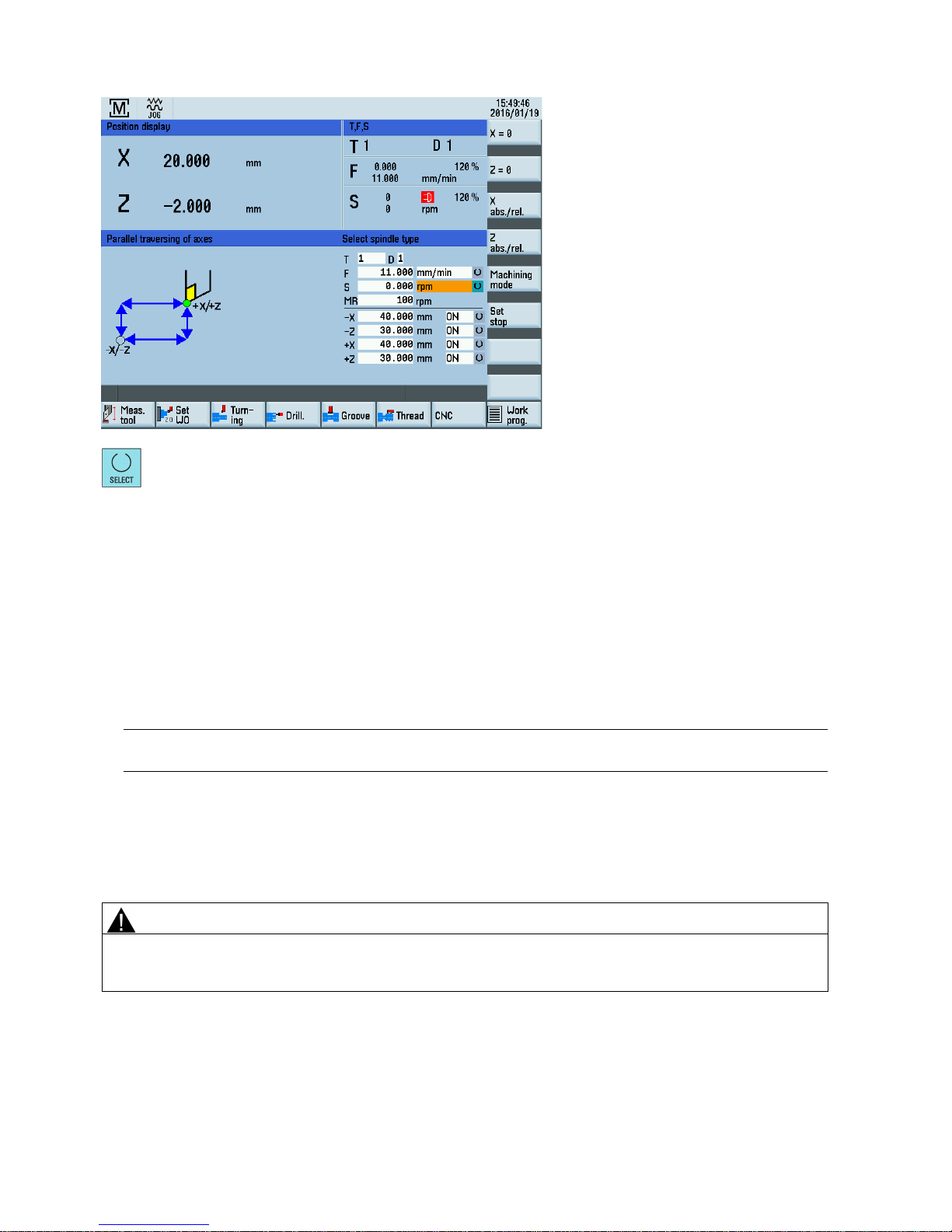
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
22 01/2017
By pressing the above hardkey, you can choose one of the following spindle types:
● Constant spindle speed (rpm)
This value defines the programmed spindle speed for machining in the "spindle speed + time feed" or "spindle speed +
revolutional feedrate" mode.
The constant spindle speed is achieved only if no speed reduction is programmed by means of spindle override
weighting or with spindle setting data.
● Constant cutting rate (m/min)
Cutting speed input value for machining in the "cutting speed + revolutional feedrate" mode. The spindle speed is
adjusted to the machining diameter of the workpiece so that uniform cutting conditions are achieved.
Since the spindle would (in simple mathematical terms) have to rotate at an "infinitely high" speed at the rotational center
point in this mode, this speed is limited in the spindle setting data by the input value "MR".
The constant cutting speed can also be influenced by means of the feedrate and spindle override weighting settings.
Note
The feedrate or spindle type can only be changed if all axes and the spindle are stationary.
4.2.9
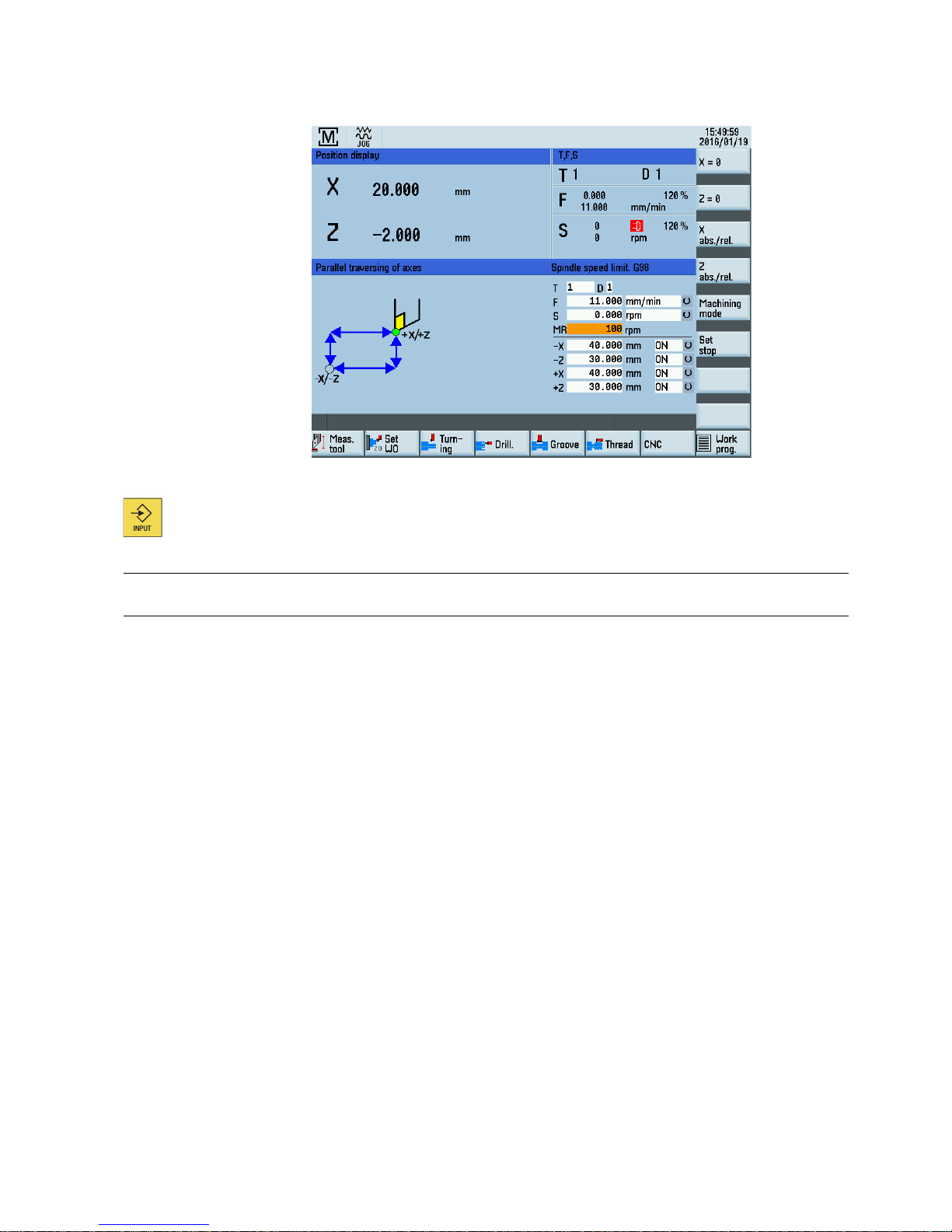
Change the speed limitation for constant cutting rate
Change the speed limitation operating sequences
When a constant cutting rate (G96) is programmed, the maximum permissible spindle speed, corresponding to the fitted tool
chucking device, must be entered in the input field "MR" (spindle speed limitation).
WARNING
Spindle speed limitation
Failure to pay sufficient attention to this point can lead to serious damage as a result of the chucking device speed being
exceeded.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
23
1. Position the cursor on the input field for the value in the MM+ main screen.
2.
Edit the programmed value using the numeric keys.
3. Press this hardkey.
The value is activated.
Note
The value m
ay be changed only when all axes and the spindle are stationary.
4.3
Manual machining with machining types
4.3.1
Axis-parallel traversal
Functionality
The axis-parallel traversal is used for the simple cutting on the workpiece or for positioning the axes.
If you move the axis direction switch, the control then moves the X and Z axes accordingly.
Operating sequences
1. You can access the axis
-parallel traversal function via the main screen MM+.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
24 01/2017
2. If a different machining mode is active, press this soft
key until the following mode screen is
displayed.
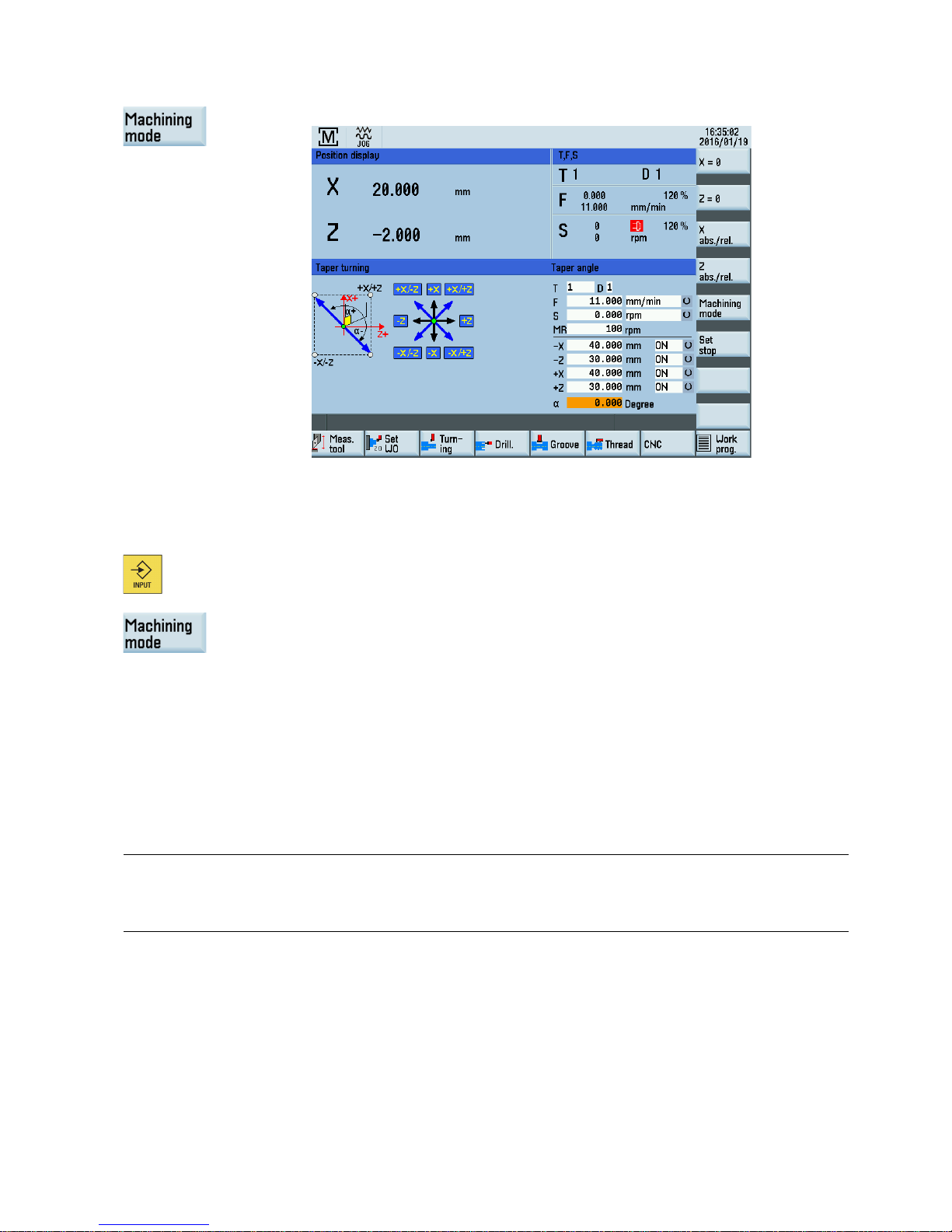
4.3.2
Manual taper turning
Functionality
The manual taper turning function is intended for the simple production of tapered workpieces.
For this machining type, you need to enter an angle (taper angle α). The angle input rotates the controller's internal
coordinate system according to the angle value.
When you move the axis direction switch, the controller then uses the angle input to interpolate (and simultaneously
traverses) the X and Z axes accordingly.
The programmed axis feed then applies to the path being traversed and not to the corresponding axis.
If tapers with defined end points are to be turned, the use of limit stops is a helpful addition to this function.
Note
The desired taper is traversed only by
means of an axis direction switch or axis direction keys of the machine control panel
depending on the machine equipment.
A traversal using the handwheels is not possible.
Operating sequences
1.
You can access the manual taper turning function in the main screen for MM+.
Programming and Operating Manual (Manual Machine Plus (MM+), Turning)
01/2017
25
2. Press t
his softkey until the following screen is displayed.
3. The input field for the taper angle "
α" is immediately displayed with an orange background
when the machining mode is selected. You must enter the angle using the numeric keys.
A positive angle value rotates the coordinate system in traverse direction X+.
A negative angle value rotates the coordinate system in traverse direction X-.
4. The entered value is immediately accepted using this hardkey.
The taper angle remains active until you exit this machining mode by pressing this sof
tkey.
4.3.3
Manual radius turning
Functionality
The manual radius turning function is designed to simplify the machining of inside and outside radii.
The positions of the axes at the time that machining is selected form the starting point for the radii to be traversed.
When you move the axis direction switch, the control then uses the input values to interpolate (and simultaneously traverse)
the X and Z axes accordingly.
The programmed axis feed then applies to the path being traversed and not to the corresponding axis.
Note
The desired radius is traversed only by means of an axis direction switch or axis direction keys of the machine control panel
depending on the machine equipment.
A traversal using the handwheels is not possible.
Operating sequences
1.
You can access the manual radius turning function in the main screen for MM+.
 Loading...
Loading...