

Page 1

Handspannfutter (Keilstangenprinzip)
Bedienungsanleitung für
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
F
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
E
F
Operating instructions for
Instructions de service pour
Instrucciones de servicio para
Verriegelungseinheit „SuperLock“
für HSK-Spannsysteme
Selbsthemmender Mechanismus für die
automatische Werkzeugspannung
“SuperLock” self-locking unit
for HSK clamping system
Self-locking mechanism for
automatic tool clamping
Unité de verrouillage „SuperLock“
pour systèmes de serrage HSK
Mécanisme à autoblocage pour le serrage
automatique des outils
Sistema de enclavamiento
„SuperLock“ para sistemas de
amarre HSK
Mecanismo de retención automática
para el amarre automático de herramienta
Page 2

Inhalt - Contents - Table de matières - Indice
1. Beschreibung, Funktionsablauf 3
2. Allgemeine Gefahrenhinweise 5
3. Montage, Inbetriebnahme, Demontage 6
4. Bedienung 8
5. Wartung, Instandhaltung 8
6. Ersatzteile 8
1. Description and functional process 9
2. General information on dangers 11
3. Assembly, initialisation and dismantling 12
4. Operation 14
5. Maintenance and servicing 14
6. Replacement parts 14
1. Description, déroulement du fonctionnement 15
2. Remarques générales sur les dangers 17
3. Montage, mise en service, démontage 18
4. Commande 20
5. Entretien, maintenance 20
6. Pièces détachées 20
1. Descripción, funcionamiento 21
2. Indicaciones de peligro generales 23
3. Montaje, puesta en servicio, desmontaje 24
4. Manejo 26
5. Mantenimiento, cuidado 26
6. Piezas de recambio 26
2
Page 3
Vorbemerkung:
Handspannfutter (Keilstangenprinzip)
Diese Bedienungsanleitung ist unter Berücksichti-
1.
gung der DIN EN ISO 12100-1, DIN EN ISO 12100-2,
und der dazugehörigen einschlägigen Normen erstellt.
Bei unterschiedlichen Werkzeugspannungen sind
2.
die zur Übertragung der benötigten Kräfte bzw.
Momente erforderlichen Spannkräfte nach der
VDI-Richtlinie 3106 analog zu ermitteln (vgl. auch
VDMA-Richtlinie 34181). Die zulässigen Drehzahlen
müssen gegebenenfalls entsprechend angepasst
werden.
Diese Bedienungsanleitung gilt für alle Nenngrößen
3.
der Verriegelungseinheit. Zusammenbauzeichnungen
und Stücklisten zu einzelnen Nenngrößen können
separat bei der Fa. RÖHM angefordert werden.
1. Beschreibung
1.1 Aufbau und Funktionsmerkmale
Die Verriegelungseinheit „SuperLock“ ist Bestandteil
eines automatischen HSK-Werkzeugspannsystems.
Sie dient zur Übertragung einer Zugkraft auf den HSKSpannsatz und für die anschließende selbsthemmende
Verriegelung und Aufrechterhaltung der Spannkraft. Die
Standardausführung der Verriegelungseinheit wird mit
einer Zugbolzenverlängerung versehen, an der eine
Spann- und Löseeinheit die Spann- und Lösekräfte bzw.
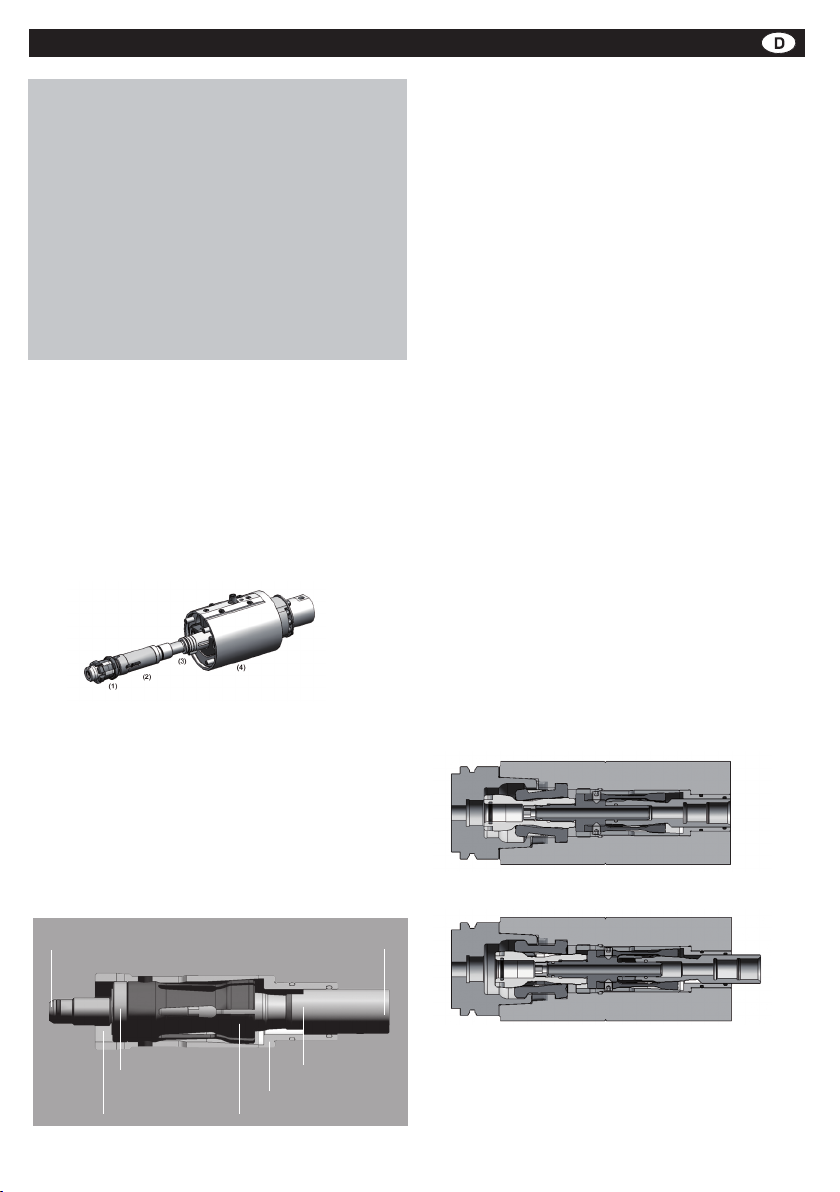
Spann- und Lösehübe überträgt (Bild 1).
Bild 1: Kompletteinheit für die automatische HSK-Spannung mit
HSK-Spannsatz (1), Verriegelungseinheit (2), Zugbolzenverlängerung (3), Spann- und Löseeinheit (4)
Nach der Montage der Verriegelungseinheit wird das
•
Druckstück des HSK-Spannsatzes mit der Zugstange
der Verriegelungseinheit verschraubt. Der Zugbolzen
der Verriegelungseinheit wird mit einer OriginalRöhm-Zugstangenverlängerung oder einer kunden-
spezisch gestalteten Betätigungsstange bei der
Montage des Systems am Spindelende verbunden.
Die Zugstange der Verriegelungseinheit besitzt in der
•
Regel eine zentrale, abgedichtete Durchgangsbohrung für die innere Medienzufuhr. Eine Nutzung dieser
Bohrung ist für die Größe HSK25 nur mit einem ange
passten Druckstück des HSK25-Spannsatzes mög
lich. Die Spannsätze der anderen HSK-Nenngrößen
(HSK32-HSK125) besitzen Durchgangsbohrungen
für die Medienzufuhr und können ohne Zusatzmaßnahmen mit der Verriegelungseinheit „SuperLock“
kombiniert werden.
In der Lösestellung (Bild 3) ist der Zugbolzen auf die
•
Zugstange aufgefahren und das Druckstück bendet
sich in der Ausstoßposition zum Lösen des HSKWerkzeugs.
Die Spannstellung (Bild 4) wird durch Einleiten einer
•
Kraft am Zugbolzen (Zugstangenverlängerung)
erreicht, wobei zwischen dem Aussenkegel des
Zugbolzens und dem Innenkegel der Spannzange
selbsthemmende Verriegelung auftritt. Nach dem
Erreichen der Spannposition fährt ein Krafteinleitungselement (z. B. Hydraulikkolben) einer Spannund Löseeinheit wieder in eine neutrale Stellung,
in der die Zugstangenverlängerung frei rotieren
kann.
Die Spann- und Löseeinheit ist so zu gestalten,
•
dass die vorgegebenen Spannhübe und Spannkräfte erreicht werden. Insbesondere ist der durch die
Toleranz der HSK-Werkzeuge bedingte mögliche
Spannhubbereich zu beachten (siehe auch Montage/
Demontage).
-
-
Die Verriegelungseinheit „SuperLock“ besteht aus den
Elementen Spannzange, Zugbolzen, Spannhülse,
Zugstange und Führungshülse (Bild 2). Sie wird als
komplette Baugruppe in zusammengefügtem Zustand
geliefert. Für die Montage wird der eingesteckte Zugbolzen entnommen (vgl. dazu Einbau und Montage).
Die restlichen Teile der SuperLock-Baugruppe dürfen
nicht eigenständig demontiert und montiert werden.
Anschluss für HSK-Spannsatz Anschluss für Betätigungsstange
Zugbolzen
Zugstange
Spannhülse Spannzange
Bild 2: Aufbau der Verriegelungseinheit „SuperLock“
Führungshülse
Bild 3: Lösestellung der Verriegelungseinheit mit HSK-Spannsatz
Bild 4: Spannstellung der Verriegelungseinheit mit HSK-Spannsatz
3
Page 4
HSK-A/E 25 HSK-A/E 32 HSK-A/E 40 HSK-A/E 50
Einzugskraft (HSK-Spannkraft)
3.500 N 5.000 N 10.000 N 15.000 N
Lösekraft (HSK-Schaft)
ca. 700 N ca. 1.000 N ca. 2.000 N ca. 3.000 N
Nennspannhub (am HSK-Spannsatz)
4,0 mm 5,5 7, 0 mm 8,0 mm
Spannbereich (am HSK-Spannsatz)
3,0-5,0 mm 4,5-6,5 mm 5,5-8,5 6,5-9,5
Ausstoßhub
0,2 mm 0,4 mm 0,5 mm 0,5 mm
Betätigungskraft am Zugbolzen
700 N 1.000 N 2.000 N 3.000 N
Nennspannhub am Zugbolzen
10,8 mm 13,6 mm 17,8 mm 19,9 mm
Hubbereich am Zugbolzen
8,8-12,8 mm 11,6-15,6 mm 14,8-20,8 mm 16,9-22,9 mm
Zugbolzenhub ohne Werkzeug
max. 15,6 mm max. 18,9 mm max. 22,8 mm max. 26,3 mm
HSK-A/E 63 HSK-A/E 80 HSK-A/E 100 HSK-A/E 125
Einzugskraft (HSK-Spannkraft)
25.000 N 37.500 N 50.000 N 70.000 N
Lösekraft (HSK-Schaft)
ca. 5.000 N ca. 7.500 N ca. 10.000 N ca. 14.000 N
Nennspannhub (am HSK-Spannsatz)
8,0 mm 11,0 mm 12,0 mm 14,0 mm
Spannbereich (am HSK-Spannsatz)
6,0-10,0 9,0-13,0 mm 10,0-14,0 mm 11,5-16,5 mm
Ausstoßhub
0,5 mm 0,5 mm 0,8 mm 0,8 mm
Betätigungskraft am Zugbolzen
5.000 N 7.500 N 10.000 N 15.000 N
Nennspannhub am Zugbolzen
20,0 mm 27,3 mm 30,8 mm 37,6 mm
Hubbereich am Zugbolzen
16,0-24,0 mm 23,3-31,3 mm 26,8-34,8 mm 32,6-42,6 mm
Zugbolzenhub ohne Werkzeug
max. 28,0 mm max. 38,1 mm max. 42,4 mm max. 50,8 mm
1.2 Funktionsdaten der Verriegelungseinheit
Handspannfutter (Keilstangenprinzip)
Die Verriegelungseinheit darf nur in Verbindung mit
einem Röhm-HSK-Spannsatz eingesetzt werden.
Davon abweichende Anwendungen werden von Röhm
einer technischen Überprüfung unterzogen.
Die Verriegelungseinheit wird zur Speicherung und
Aufrechterhaltung einer Zugkraft im Zusammenwirken
mit einem HSK-Spannsatz verwendet. Die Tabelle 1
enthält Kräfte und Hübe für den HSK-Spannsatz und
für die eigentliche Verriegelungseinheit. Die Kräfte und
Hübe des HSK-Spannsatzes können an einer Spindel
oder Aufnahme von vorne ermittelt werden. Die Kräfte
am Zugbolzen werden von hinten über eine Spannund Löseeinheit eingeleitet. Der Zugbolzenhub wird
am Spindelende an einer Zugstangenverlängerung
gemessen.
Übersicht zu Kräften und Hüben der Verriegelungseinheit
Tabelle 1
Zur Einhaltung der Einzugskraft am HSK-Schaft sind
die in der oben stehenden Tabelle angegebenen
Betätigungskräfte am Zugbolzen zu realisieren. Der
Einsatz der Verriegelungseinheit mit geringeren oder
höheren Betätigungskräften am Zugbolzen darf nicht
eigenmächtig erfolgen, sondern ist mit Röhm schriftlich
abzustimmen.
4
Die Verriegelungseinheit arbeitet in einem weiten Toleranz- bzw. Hubbereich (Tabelle 1), damit ist auch eine
sichere Verriegelung des Systems mit HSK-Werkzeugen möglich, welche die vorgeschrie-bene Toleranzen
der Spannschulter über- oder unterschreiten.
Page 5

2. Allgemeine Gefahrenhinweise:
Handspannfutter (Keilstangenprinzip)
2.1 Umgebungsbedingungen, Umweltgefahren
Umgebungsbedingungen (in Anlehnung an die DIN EN
60204):
relative Luftfeuchte (bei 40°C) 50 %.
•
Verschmutzung der Umgebung im Rahmen der von den
•
Maschinen selbst ausgehenden Verschmutzung.
Umgebungstemperatur am Einsatzort 5°C bis 40°C.
•
Umgebungstemperatur bei Transport und Lagerung - 15°C
•
bis 55°C (für 24 h auch bis 70°C).
Umweltgefahren
wird die Verriegelungseinheit als Systembestandteil einer
•
kompletten Werkzeugspannung eingesetzt, so ist insbesondere auf den sorgfältigen Umgang mit den Medien für
Schmierung und Kühlung (Hydrauliköl, Schmieröl/Schmierfett, Kühlschmiermittel) zu achten.
dazu enthält die Bedienungsanleitung RN-1600 insbeson-
•
dere Sicherheitshinweise und Richtlinien für den Einsatz
von Werkzeugspannern, die sorgfältig zu lesen und zu
beachten sind.
2.2 Bestimmungsgemäße Verwendung
Die Verriegelungseinheit ist nach dem Stand der Technik
•
konstruiert und hergestellt. Alle einschlägigen Sicherheitsbestimmungen wurden beachtet. Dennoch sind auch bei
bestimmungsgemäßer Verwendung der Verriegelungseinheit Restgefahren vorhanden.
Die Verriegelungseinheit ist vornehmlich zur Erzeugung
•
und Aufrechterhaltung der Zugkraft für HSK-Spannsätze
konstruiert.
Diese Verriegelungseinheit wird zur automatischen
•
Spannung von HSK-Werkzeugen eingesetzt. Aufgrund
der Bauart ist dieses Spannmittel nur im Zusammenwirken mit HSK-Spannsätzen der Firma Röhm verwendbar.
Wird eine andere Verwendung als die vorgesehene in
Erwägung gezogen, ist dazu die schriftliche Zustimmung
des Herstellers erforderlich.
Diese Verriegelungseinheit ist zur spanenden und span-
•
losen Formgebung in schnell umlaufenden Werkzeugmaschinenspindeln sowohl in horizontaler als auch vertikaler
Lage einsetzbar.
Der Einsatz in stationären Einheiten ohne Rotation der
•
Verriegelungseinheit ist ohne Einschränkungen möglich.
Die in den technischen Daten angegebenen Grenzwerte
•
(z. B. maximale Betätigungskraft, max. Spannhub) dürfen
nicht überschritten werden. Ein Einsatz mit geringeren
Betätigungskräften ist nur nach Absprache und mit schriftlicher Genehmigung des Herstellers erlaubt.
Die Verriegelungseinheit wird über eine Spann- und
•
Löseeinheit betrieben. Mit der eingesetzten Spann- und
Löseeinheit müssen die in Tabelle 1 angegebenen Werte
für Kräfte und Hübe erreicht werden. Eine Überwachung
der Spannposition der Verriegelungseinheit während
der Bearbeitung ist aus sicherheitstechnischer Sicht
erforderlich.
2.3 Bestimmungswidrige Verwendung / nahliegender
Missbrauch
Die Form und Masse des gespannten HSK-Werkzeugs ist
von großer Bedeutung für das Schwingungsverhalten des gesamten Werkzeug-Spannzeug-Spindel-Systems. Deshalb gilt:
Werkzeuge müssen eine ausgeglichene Masse besitzen.
•
Bei unwuchtigen Werkzeugen muss mit reduzierter Dreh-
•
zahl gefahren werden.
Die Drehzahlgrenzen ergeben sich entsprechend DIN
•
ISO 1940-1 und DIN 69888:2008-09(D).
Die in Eigenfertigung des Kunden hergestellten An
schlussteile und Baugruppen (Zugbolzenverlängerung,
Spann- und Löseeinheit) müssen entsprechend den An-
-
gaben in der Benutzerdokumentation und den geltenden
Richtlinien ausgelegt und verwendet werden.
Veränderungen an der Verriegelungseinheit sind generell mit
einem Sicherheitsrisiko verbunden. Deshalb gilt:
An der Verriegelungseinheit dürfen keine Veränderungen
•
vorgenommen werden.
Modikationen von Anschlussteilen dürfen nur in Abspra-
•
che und nach vorheriger schriftlicher Genehmigung des
Herstellers vorgenommen werden.
Röhm-Spann- und Löseeinheiten überwachen die
•
Spannposition der Verriegelungseinheit während des Einsatzes (Spindelrotation). Werden Spann- und Löseeinheiten anderer Hersteller verwendet, übernimmt Röhm
keine Verantwortung für eventuell auftretende Störungen
des Verriegelungssystems und deren Folgen.
Für jede Spann- und Löseeinheit ist die Verwendung von
•
Sensoren zur Erfassung der Lösestellung, der Spannstellung und der Stellung „Spannen ohne Werkzeug“ vorgeschrieben. Besondere Beachtung ist der Überwachung
der Spannposition während der Rotation zu schenken.
Hier sind Sensoren mit der Steuerung der Maschine
derart zu koppeln, dass Veränderungen während des
Einsatzes erfasst werden und bei Grenzüberschreitungen
der Spindel-Stopp aktiviert wird. Der in der Tabelle 1
angegebene Hubbereich des Zugbolzens enthält die
Ober- und Untergrenzen für die Spannposition und darf
nur bedingt überschritten und nicht unterschritten
werden (siehe 3.2).
Die Maschinenspindel darf erst anlaufen, wenn die
•
Spannstellung an der Hubkontrolle erreicht ist. Die
Spannstellung muss mit einem Sicherheitssensor nach
DIN VDE 0660 Teil 209 abgefragt werden.
Weitere sicherheitstechnische Anforderungen für den Be-
•
trieb von Werkzeugspannungen sind in der RN-1600
dargelegt und müssen unbedingt beachtet werden.
2.4 Pichten des Betreibers
Die angegebenen technischen Daten der Verriegelungseinheit dürfen, wenn nicht ausdrücklich anders beschrieben,
nicht über- oder unterschritten werden.
Vor allen Arbeiten an der Verriegelungseinheit ist sicherzustellen, dass:
die entsprechenden Teile der Benutzerdokumentation
•
dem zuständigen Personal zur Verfügung stehen.
die Benutzerdokumentation vom zuständigen Personal
•
gelesen und verstanden wurden. Dies gilt besonders für
alle Sicherheits- und Warnhinweise.
zusätzlich zu der vorliegenden Bedienungsanleitung
•
RN-1701 die Bedienungsanleitung RN-1600, insbesondere das Kapitel 3. „Sicherheitshinweise und Richtlinien
für den Einsatz von Werkzeugspannern“, gelesen und
beachtet wird.
das zuständige Personal, entsprechend seiner Tätigkeit,
•
ausreichend qualiziert ist. Dies gilt besonders für die
Inbetriebnahme, Wartung/Instandhaltung und Reparatur,
sowie für alle Arbeiten an elektrischen Anlagen und Bauteilen. Einschlägige Vorschriften und Richtlinien sowie die
Benutzerdokumentation müssen beachtet werden.
alle Sicherheitseinrichtungen ordnungsgemäß ange-
•
bracht und funktionsfähig sind. Sicherheitseinrichtungen
dürfen nicht manipuliert oder außer Kraft gesetzt werden.
Die Widerstandsklassen der trennenden Schutzeinrichtungen (z. B. Schutzhauben, Sicherheitsfenster) müssen
beachtet werden.
die Maschine und die Verriegelungseinheit sich in tech-
•
nisch einwandfreiem Zustand bendet.
alle beschädigten oder defekten Teile umgehend erneu-
•
ert werden. Dies gilt besonders für alle Sicherheitseinrichtungen.
5
Page 6
3. Montage, Inbetriebnahme, Demontage
Handspannfutter (Keilstangenprinzip)
3.1 Montage
3.1.1. Montagereihenfolge
3.1.1.1 Zugbolzen
Zum Einbau der Verriegelungseinheit „SuperLock“ wird
zunächst der Zugbolzen aus der komplett montiert
gelieferten Gesamtbaugruppe „abgezogen“. Danach
erfolgt der Einbau des Zugbolzens in eine Spindel
(Aufnahme). Dazu wird der Zugbolzen vorzugsweise
außerhalb der Spindel mit der Zugbolzenverlängerung
verschraubt (Außensechskant am Kopf des Zugbolzens,
Schlüsselweite siehe Tabelle 2 unten). Die Montage des
Zugbolzens kann auch von vorne mit einem handelsüblichen Hülsensteckschlüssel und Verlängerung erfolgen.
Die zugehörigen Anzugsmomente für den Zugbolzen
enthält ebenfalls Tabelle 2.
Die Zugbolzenverlängerung wird von hinten in die
Spindel eingesetzt und entsprechend der individuellen
Spindelkonstruktion am Spindelende gesichert.
3.1.1.2 Spann- und Löseeinheit, Zugbolzen
Anschließend erfolgt die Montage der Spann- und
Löseeinheit. In der Lösestellung wird die Lage der
Stirnäche des Zugbolzens in der Spindel vermessen
(Bild 5, Tabelle 2, Maß l1). Korrekturen der Position des
Zugbolzens können nur an der Spann- und Löseeinheit
oder der Zugbolzenverlängerung vorgenommen werden.
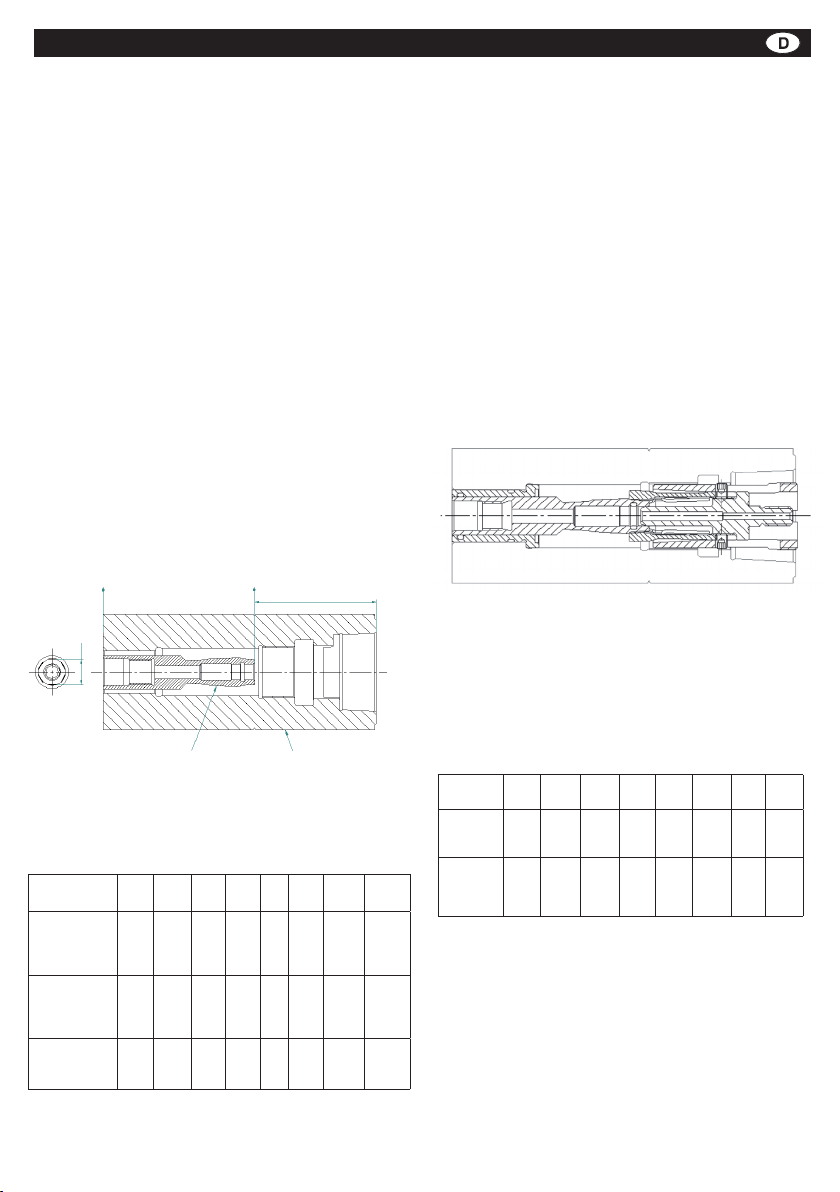
0 0
SW
l1
3.1.1.3 Verriegelungseinheit
Zunächst wird die Führungshülse der Verriegelungseinheit in die Spindel gesetzt. Dabei ist auf die schonende
Einführung des O-Rings der Führungshülse in die Spindelbohrung zu achten, um Abscherungen des O-Rings
zu vermeiden.
Die Baugruppe mit Spannhülse, Spannzange und Zugstange wird von vorne in die Spindel geschraubt. Dabei
wird die in der Spannhülse verschiebbare, überstehende
Spannzange zunächst ohne Schraubbewegung über
den Zugbolzen geschoben.
Dazu wird die Spannzange von Hand auf den Kopf des
Zugbolzens gesetzt, die Spannhülse gegenüber der
Spannzange bis zum Anschlag an der Verdrehsicherungsschraube zurückgesetzt und schließlich unter kräftigem Druck axial auf den Zugbolzen geschoben (vgl.
Bild 6). Dieser Vorgang erfolgt je nach HSK-Nenngröße
mit leichtem Kraftaufwand wegen des Aufspreitzens
der Spannzange. Als Hilfsmittel können handelsübliche
Werkzeuge verwendet werden.
Montagestellung
Bild 6: Position der Spannzange in der Spannhülse bei der Montage
auf den Zugbolzen
Hat die Spannzange ihre Position auf dem Zugbolzen
eingenommen und lässt sich frei drehen, kann die
Spannhülse mit einem Montageschlüssel eingeschraubt
werden. Die erforderlichen Montageschlüssel und Anzugsmomente für die Spannhülse enthält Tabelle 3.
Zugbolzen Spindel
Bild 5: Kontrollmaß für den Einbau des Zugbolzens (l1), Schlüsselweite am Zugbolzen (SW)
Schlüsselweite (SW), Anzugsmoment (Mz) und Kontrollmaß für den Zugbolzen (l1)
HSK-Nenngröße:
Schlüsselweite am
Zugbolzen
(SW):
Anzugsmoment
Zugbolzen
Mz (Nm):
ZugbolzenHSK-Plananlage l1 (mm):
Tabelle 2
6
25 32 40 50 63 80 100 125
6,35 8 10 12 15 19 22 28
5 10 20 40 80 150 250 400
30,4 36,5 47,5 56,2 72 93,1 117,8 145,1
Montageschlüssel und Anzugsmomente für die
Montage der Spannhülse
HSK-Nenngröße:
Röhm Id.-Nr.
Montageschlüssel
Anzugsmoment
Spannhülse
Mh (Nm)
Tabelle 3
25 32 40 50 63 80 100 125
1172346 1143355 1176112 1176114 1172348 1176116 1176118 1176120
15 25 35 50 70 95 125 160
Page 7

3.1.1.4 HSK-Spannsatz
Handspannfutter (Keilstangenprinzip)
Nach erfolgter Montage der Spannhülse kann der HSKSpannsatz montiert werden. Dazu sind ebenfalls die
Montage- und Einstellvorschriften für HSK-Spannsätze
zu beachten.
Zur Abstimmung der erforderlichen Position des Druckstücks in Lösestellung ist eine beigefügte Abstimmscheibe auf das erforderliche Maß zu schleifen. Dazu wird
das Druckstück mit Abstimmscheibe auf die Zugstange
geschraubt und das sich ergebende Einstellmaß
gemessen.
Die Dicke der Abstimmscheibe wird dann um das
Differenzmaß zwischen vorhandenem Einstellmaß
und vorgeschriebenem Einstellmaß gekürzt. Anschließend wird das mit der korrigierten Abstimm-scheibe
unterlegte Druckstück auf der Zugstange gekontert (vgl.
dazu Einstellmaß in Zusammenbauzeichnungen).
Achtung: das Einstellmaß darf über den Toleranzbereich hinaus nicht überschritten werden!
Im Einfahrbetrieb ist besonders aufmerksam zu
verfahren, um die Gewindestifte für die Verdrehsicherung an der Spannzange nicht zu beschädigen. Dazu ist auch die unter 3.1.1.2 beschriebene
Position des Zugbolzens zu beachten.
Mit der Montage des HSK-Spannsatzes ist das Gesamtsystem mit Verriegelungseinheit und Spann- und
Löseeinheit betriebsbereit.
3.1.2 Montagehilfsmittel
Die Verriegelungseinheit kann mit handelsüblichen
Montagewerkzeugen eingebaut werden. Lediglich für
die Montage der Spannhülse werden Spezialschlüssel
verwendet. Auf die Spezialschlüssel (Röhm Id.-Nr. siehe
Tabelle 3) können zum Aufbringen eines denierten
Anzugsmoments handelsübliche Drehmomentschlüssel
gesetzt werden.
3.2 Inbetriebnahme
Mit Betätigung der Spann- und Löseeinheit können bei
stehender Spindel die Funktionen der Ver-riegelungs-
einheit überprüft werden. Dabei werden die Positionen
„Werkzeug gelöst“, „Werkzeug gespannt“ und „gespannt
ohne Werkzeug“ ermittelt (Werte siehe Tabelle 1). Für
eine genaue Bestimmung der Spannposition wird ein
HSK-Prüfwerkzeug mit „0-Lage“ der HSK-Spannschulter verwendet.
Zur Positionserfassung der verschiedenen Schaltstellungen müssen entsprechende Sensoren auf die
Spannhübe abgestimmt und die Signalbereiche in der
Steuerung der Maschine abgelegt werden.
die Toleranzen weiterer Elemente im Kraftuss sowie die
achen Winkel in der Verriegelungseinheit ergibt sich
um den idealen Spannpunkt herum (Nennspannhub am
Zugbolzen) ein relativ weiter Spannbereich. Die Tabelle 1
enthält diese Werte für alle HSK-Größen (Hubbereich am
Zugbolzen: z. B. 16-24 mm für HSK63).
Zur Erfassung des Hubbereichs werden im allgemeinen
Analogsensoren eingesetzt. Der Sensor ist mit der Maschinensteuerung derartig zu koppeln, dass das erforderliche
„Spannfenster“ für die Funktion „Werkzeug spannen“
erkannt wird und bei Veränderungen der axialen Spannposition während der Rotation das Abschalten der Spindel
erfolgt.
3.2.3 Position „Spannen ohne Werkzeug“
Der maximale Wert der Spannposition kann überschritten werden, solange sichergestellt ist, dass der Abstand
zur Position „Spannen ohne Werkzeug“ nicht zu Fehlfunktionen führt. Es wird empfohlen, je nach Nenngröße
auch bei Spezialanwendungen 1-2 mm Mindestabstand
zwischen „Spannen“ und „Spannen ohne Werkzeug“
einzuhalten. Die Tabelle 1 enthält die maximalen Werte
der Hübe für das Spannen ohne Werkzeug.
3.2.4 Sensorik zur Positionsbestimmung
Zur Erfassung der oben beschriebenen Positionen ist eine
geeignete Sensorik zu verwenden, die mit der Maschinensteuerung gekoppelt wird. Werden diese Baugruppen als
Bestandteil von Spann- und Löseeinheiten nicht von Röhm
bezogen, sind die oben beschriebenen Funktionen der
Überwachung in adäquater Weise zu realisieren.
Eine Überwachung der Spannposition der Verriegelungseinheit während der Bearbeitung ist aus
sicherheitstechnischer Sicht erforderlich. Setzt der
Betreiber der Verriegelungseinheit keine Überwachung der Spannposition ein, so lehnt Röhm
ausdrücklich jede Haftung für eventuelle Schäden
nach Fehlfunktionen der Verriegelungseinheiten
ab.
3.2.1 Position „Werkzeug gelöst“
Diese Position wird bei der Montage des Gesamtsystems überprüft (siehe 3.1).
3.2.2 Position „Werkzeug gespannt“
Bedingt durch die Toleranzen der HSK-Werkzeuge,
7
Page 8

3.2.5 Messen der Spannkraft
Handspannfutter (Keilstangenprinzip)
Mit Hilfe eines HSK-Spannkraftmessgerätes wird die
vorhandene Spannkraft durch Einsetzen in die Spindel
gemessen. Mit den entsprechenden Betätigungskräften
am Zugbolzen (Tabelle 1) ergeben sich die HSKSpannkräfte (Einzugskräfte).
3.3 Demontage
Die Demontage des Verriegelungssystems erfolgt in
Lösestellung in folgender Reihenfolge:
Demontage des HSK-Spannsatzes
•
Spannhülse mit Spezialschlüssel lösen (Röhm Id.-
•
Nr. siehe Tabelle 3)
Spannhülse im Verbund mit Spannzange und Zugstan-
•
ge entnehmen
Zugbolzen von der Zugstangenverlängerung schrau-
•
ben (Hülsensteckschlüssel)
Der Zustand der Verriegelungseinheit ist ausschlaggebend für dessen Funktion, Spann-, Verriegelungskraft
und Lebensdauer. Zur Überprüfung des Zustandes muss
er in regelmäßigen Zeitabständen gemäß den Wartungsanleitungen überprüft werden. Unabhängig von der
Spannfrequenz, nach ca. 40 Betriebsstunden, muss eine
Spannkraftkontrolle erfolgen. Falls erforderlich, sind dazu
spezielle Spannkraftmessvorrichtungen (Einzugskraftmessgeräte) zu verwenden.
Bei extremen Abweichungen der Spannkraft vom Sollwert
ist zunächst der HSK-Spannsatz zu schmieren (siehe
Bedienungsanleitung vom Spannsatz). Sollte diese Maßnahme nicht zum gewünschten Ergebnis führen, so ist
der HSK-Spannsatz auszutauschen. Die Spannkraftmessungen können durch Hubmessungen unterstützt werden.
Erst wenn auch mit einem neuen HSK-Spannsatz kein
optimales Ergebnis erreicht wird, ist bei außergewöhnlichem Spannkraftabfall die Verriegelungseinheit entsprechend der Vorgehensweise nach 3.3 zu wechseln.
Die Demontage kann ausschließlich von der Spindelfrontseite aus erfolgen. Die Spann- und Löseeinheit
muss nicht demontiert werden. Voraussetzung für die
Demontage des Zugbolzens ist eine Verdrehsicherung
der Zugstangenverlängerung.
4. Bedienung
Die Funktionsstellungen Lösen, Spannen und
Spannen ohne Werkzeug können mit unterschiedlichen Spann- und Löseeinheiten realisiert werden.
Unabhängig von der Bauform und der Art der
Krafterzeugung (hydraulisch, pneumatisch, elektrisch)
müssen vor dem Anlauf der Spindel in jedem Fall
alle Betätigungselemente in eine Parkstellung fahren.
Entsprechende Kolben o. ä. dürfen das Zugbolzenende nicht mehr berühren und müssen während der
Spindelrotation konstant einen Sicherheitsabstand
einhalten.
Nach erfolgter Spannkrafteinleitung überträgt die
Verriegelungseinheit die eingeleitete Betätigungskraft
auf den HSK-Spannsatz und hält diese Zugkraft
mechanisch selbsthemmend. Die Betätigungskraft
muss und darf während der Rotation der Spindel nicht
mehr anstehen.
Die Überwachung der verschiedenen Funktionsstellungen im Stillstand und der Spannstellung während
der Rotation können individuell mit Sensoren unterschiedlicher Bauart gelöst werden, wobei insbesondere die Hinweise in Kapitel 2. zu beachten sind.
5. Wartung, Instandhaltung
Die Verriegelungseinheit ist wartungsfrei. Schmierzyklen oder der Austausch von Verschleißteilen sind
nicht erforderlich.
Zur Funktionskontrolle werden Spannkraftmessungen empfohlen. Nach einem Leerhub (Spannen
ohne Werkzeug) kann die HSK-Spannkraftmessung
mit handelsüblichen Geräten erfolgen.
6. Ersatzteile
Defekte oder verschlissene Einzelteile werden nicht
erneuert. In solchen Fällen wird die Verriegelungseinheit
immer komplett ausgetauscht.
Um Nachbestellungen von Ersatzteilen reibungslos
durchführen zu können, ist die Angabe der auf der
Baugruppe eingravierten 7-stelligen Ident-Nummer
und - wenn vorhanden - die Fabrikationsnummer
erforderlich.
Es wird darauf hingewiesen, dass ausschließlich ORIGINAL-Röhm-Einbauteile bzw. Einbauteile von autorisierten
Lieferanten der Fa. Röhm GmbH zu verwenden sind. Für
alle Schäden, die durch die Verwendung von Fremdbauteilen entstehen, erlischt jegliche Haftung der Fa. Röhm
GmbH.
Weiter erstreckt sich die Gewährleistung nicht auf:
Schäden, verursacht durch den Betreiber durch
1.
Nichterfüllung der schriftlichen Anweisungen des
Verkäufers in Bezug auf den Betrieb und die Wartung
der Ausrüstung.
Natürlichen Verschleiß.
2.
Schäden durch Einwirkung von höherer Gewalt.
3.
Schäden, verursacht durch Fehlbedienung jeglicher Art
4.
oder verursacht durch nicht sachgemäßen Einsatz oder
Betrieb der Spanneinrichtung oder Teile derselben.
Schäden, die durch Dritte verursacht wurden.
5.
Schäden, die durch Einsatz der Anlage oder Teile
6.
derselben unter geänderten Bedingungen (z.B. Werkstoffe, Werkstücke, Werkzeuge, Schnittparameter,
Programme etc.) erfolgen, insbesondere ohne Rücksprache und schriftliche Freigabe durch den Verkäufer
bzw. Hersteller.
Schäden, die auf geänderte Umgebungsbedingungen
7.
zurückzuführen sind.
8
Page 9

Preliminary remarks:
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
1. This operating manual is created under considera-
tion of DIN EN ISO 12100-1, DIN EN ISO 12100-2
and the corresponding respective norms.
2. For different tool clamping, the necessary force
transfer or moments for the necessary clamping
force is to be determined according to the VDI
guideline 3106 (compare VDMA guideline 34181).
The authorised speeds may also need to be adapted
accordingly.
3. This operating manual applies to all nominal sizes of
the locking unit. Assembly drawings and parts lists
for the individual nominal sizes can be requested
separately from the company RÖHM.
1. Description
1.1 Conguration and functional features
The “SuperLock” locking unit is part of an automatic
HSK tool clamping system. It serves the purpose of
transferring traction to the HSK clamping set and the
subsequent self-locking detent and maintaining the
clamping force. The standard version of the locking unit
is provided with a draw bolt extension on which a clamping and release unit transfers the clamping and release
forces or clamping and release strokes (illustration 1).
After assembly of the locking unit, the pressure head
•
of the HSK clamping set is screwed together with
the draw bar of the locking unit. The draw bolt of the
locking unit are connected with an original Röhm
draw bolt extension, or an operating rod designed
specically for the customer, to the shaft end during
assembly of the system.
The draw bar of the locking unit generally has a cen-
•
tral, sealed through-hole for the internal supply of the
medium. The use of this drill hole is only possible for
size HSK25 with a tted pressure head on the HSK25
clamping set. The clamping sets of the other HSK nominal sizes (HSK32-HSK125) have through-holes for
the supply of the medium and can be combined with
the “SuperLock” locking unit without any additional
measures.
In the release position (illustration 3), the draw bolt is
•
driven up to the draw bar and the pressure head is in
the ejection position for releasing the HSK tool.
The clamping position (illustration 4) is achieved by
•
applying force to the draw bolts (draw bolt extension)
whereby the self-locking effect exists between the
male taper of the draw bolt and the female taper of
the collet. After reaching the clamping position, a
force application element (e.g. hydraulic piston) brings
the clamping and release unit back to a neutral position in which the draw bolt extension can freely rotate.
The clamping and release unit is to be designed so
•
that the stipulated clamping strokes and clamping
forces can be achieved. Particular attention is to be
paid to the possible clamping stroke range caused by
the tolerance of the HSK tools (also refer to assembly/
dismantling).
Illustration 1: Complete unit for automatic HSK tension with HSK
clamping set (1), locking unit (2), pull bolt extension (3), clamp and
release unit (4)
The „SuperLock“ locking unit consists of the collet,
draw bolt, clamping sleeve, draw bar and guide
sleeve (illustration 2). It is delivered as a complete
module which is fully assembled. The inserted pull
bolt is removed for installation (compare installation
and assembly). The remaining parts of the SuperLock
module may not be independently dismantled and
assembled.
Connection for HSK clamping set Connection for operating rod
Pull bolt
Connection rod
Clamping sleeve Collet
Illustration 2: conguration of the “SuperLock” locking unit
Guide sleeve
Illustration 3: release position of a locking unit with HSK
clamping set
Illustration 4: clamping position of the locking unit with HSK
clamping set
9
Page 10

1.2 Locking unit functional data
******************************************************************************************* Page: 5
“SuperLock” Locking Unit
Date: 30th April 2009
RN-1701
**********************************************************************************************************
HSK-A/E 25 HSK-A/E 32 HSK-A/E 40 HSK-A/E 50
Draw-in force (HSK clamping force)
3,500 N 5,000 N 10,000 N 15,000 N
Release force (HSK shaft)
ca. 700 N ca. 1,000 N ca. 2,000 N ca. 3,000 N
Nominal clamping stroke (on HSK
clamping set)
4.0 mm 5.5 7.0 mm 8.0 mm
Clamping range (on HSK clamping
set)
3.0-5.0 mm 4.5-6.5 mm 5.5-8.5 6.5-9.5
Ejection stroke
0.2 mm 0.4 mm 0.5 mm 0.5 mm
Operating force on draw bolt
700 N 1,000 N 2,000 N 3,000 N
Nominal clamping stroke on draw bolt
10.8 mm 13.6 mm 17.8 mm 19.9 mm
Stroke range on draw bolt
8.8-12.8 mm 11.6-15.6 mm 14.8-20.8 mm 16.9-22.9 mm
Draw bolt stroke without tool
max. 15.6 mm max. 18.9 mm max. 22.8 mm max. 26.3 mm
HSK-A/E 63 HSK-A/E 80 HSK-A/E 100 HSK-A/E 125
Draw-in force (HSK clamping force)
25,000 N 37,500 N 50,000 N 70,000 N
Release force (HSK shaft)
ca. 5,000 N ca. 7,500 N ca. 10,000 N ca. 14,000 N
Nominal clamping stroke (on HSK
clamping set)
8.0 mm 11.0 mm 12.0 mm 14.0 mm
Clamping range (on HSK clamping
set)
6.0-10.0 9.0-13.0 mm 10.0-14.0 mm 11.5-16.5 mm
Exhaust stroke
0.5 mm 0.5 mm 0.8 mm 0.8 mm
Operating force on pull bolt
5,000 N 7,500 N 10,000 N 15,000 N
Nominal clamping stroke on pull bolt
20.0 mm 27.3 mm 30.8 mm 37.6 mm
Stroke range on pull bolt
16.0-24.0 mm 23.3-31.3 mm 26.8-34.8 mm 32.6-42.6 mm
Pull bolt stroke without tool
max. 28.0 mm max. 38.1 mm max. 42.4 mm max. 50.8 mm
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
The locking unit may only be applied in connection with
a Röhm HSK clamping set. Any other applications will
be subjected to a technical test by Röhm.
The locking unit is used to save and maintain the
traction in cooperation with an HSK clamping set. Table
1 contains the forces and strokes for the HSK clamping
set and for the actual locking unit. The forces and
strokes of the HSK clamping set can be determined on
a shaft or socket from the front. The forces on the draw
bolt are initialised with a clamping and release unit. The
draw bolt stroke is measured on a draw bolt extension
on the shaft end.
Overview of forces and strokes of the locking unit
Table 1
The stipulated operating forces on the pull bolt in the
above table are to be achieved to comply with the
draw-in force on the HSK shaft. The application of the
locking unit with lower or higher operating forces on the
pull bolt may not take place independently and must be
coordinated with Röhm in writing.
10
The locking unit works with a wide tolerance or stroke
range (table 1). This allows the safe locking of the
system with HSK tools which exceed or do not achieve
the stipulated tolerances of the clamping shoulder.
Page 11

2. General information on dangers:
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
2.1 Environmental conditions, environmental dangers
Environmental conditions (following DIN EN 60204):
Relative air humidity (at 40°C) 50 %.
•
Environmental pollution within the scope of the pollution
•
resulting from the machine.
Surrounding temperature in the area of use: 5°C to 40°C.
•
Surrounding temperature for transportation and storage:
•
- 15°C to 55°C (up to 70°C for 24 hours).
Environmental dangers
If the locking unit is used as a system component of a
•
complete tool clamping system, particular attention is to
be paid to careful handling of the mediums for lubrication
and cooling (hydraulic oil, lubrication oil/fat or refrigerant
lubricant).
The operating manual RN-1600 contains, in particular, sa-
•
fety information and guidelines for the use of tool holders
which must be carefully read and observed.
2.2 Intended use
The locking unit is constructed and produced according
•
to state of the art. All the relevant safety regulations have
been observed. However, some risks still exist with the
use of the locking unit for the intended purpose.
The locking unit is primarily constructed for the generation
•
and maintenance of traction for HSK clamping sets.
This locking unit is used for the automatic clamping of
•
HSK tools. Due to the type of construction, this clamping
equipment is only suitable for use together with HSK
clamping sets from Röhm. If any other form of use other
than the intended one is considered, written agreement
must be received from the manufacturer.
This locking unit can be used in both vertical and horizon-
•
tal positions for cutting and non-cutting shaping in rapidly
rotating tooling machine spindles.
Use in stationary units without the rotation of the locking
•
unit is possible without any restrictions.
The limit values provided in the technical data (e.g. maxi-
•
mum operating force or maximum clamping stroke) may
not be exceeded. Use with lower operating forces is only
permitted after contacting the manufacturer and receiving
written authorisation.
The locking unit is operated using a clamping and release
unit. The values provided in table 1 for forces and strokes
must be achieved with the clamping and release unit. Supervision of the clamping position of the locking unit during
processing is necessary from a safety point of view.
2.3 Unintended use/obvious misuse
The shape and weight of the clamped HSK tool are very important for the vibration behaviour of the whole tool-clamping
unit-spindle system. This is why:
Tools must have a balanced weight.
•
Tools which are unbalanced must be driven with a lower
•
speed.
The speed limits are determined in accordance with DIN
•
ISO 1940-1 and DIN 69888:2008-09(D).
The connection parts and modules (draw bolt extension,
•
clamping and release unit) which are manufactured by the
customer must be designed and used according to the
details provided in the user documentation and the valid
guidelines.
Changes to the locking unit are generally connected with the
safety risks. This is why:
Changes are not allowed to be undertaken on the locking
•
unit.
Modications of connection parts may only be undertaken
•
after contacting the manufacturer and receiving written
authorisation.
Röhm clamping and release units monitor the clamping
•
position of the locking unit during use (spindle rotation).
If clamping and release units from other manufacturers
are used, Röhm does not accept any responsibility for
faults which occur faults in the locking system and the
consequences of these.
For each clamping and release unit, the use of sensors to
•
determine the release position, the clamping position and
the position for “clamping without a tool” is stipulated. Particular attention is to be paid to monitoring the clamping
position during rotation. The sensors must be connected
with the control of the machine so that changes during
use can be recorded and so that the spindle- stop can be
activated if the limits are exceeded. The stroke range for
the draw bolt provided in table 1 contains the upper and
lower limits for the clamping position and may only partly
be exceeded and may not be fallen short of (refer to 3.2).
The machine spindle may only be started when the
•
clamping position on the stroke control is achieved. The
clamping position must be retrieved with a safety sensor
in accordance with DIN VDE 0660 part 209.
Other safety-related requirements for the operation of
•
tool clamping are shown in RN-1600 and must always be
observed.
2.4 Operator’s duties
The stipulated technical data on the locking unit may not
be exceeded or not achieved unless other information is
expressly given.
Before starting any work on the locking unit, it is necessary
to ensure that:
The relevant parts of the user documentation have been
•
provided to the members of staff responsible for the work.
The user documentation has been read and understood
•
by the responsible members of staff. This particularly
applies to all safety and warning information.
In addition to this operating manual RN-1701, the RN-
•
1600 operating manual and particularly chapter 3 “safety
information and guidelines for the use of tool holders” are
read and observed.
Responsible members of staff are sufciently qualied
•
for the task. This particularly applies to initialisation,
maintenance/servicing and repairs and for all work on
electrical equipment and components. The relevant
regulations and guidelines and the user documentation
must be observed.
All safety devices have been used correctly and are fully
•
functional. Safety devices may not be manipulated or taken out of use. The resistance classes of the separating
protection devices (e.g. protection covers or safety glass)
must be observed.
The machine and the locking unit are be in perfect tech-
•
nical condition.
All damaged or defective parts are be replaced immedia-
•
tely. This particularly applies to all safety devices.
11
Page 12

3. Assembly, initialisation and dismantling
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
3.1 Assembly
3.1.1. Order of assembly
3.1.1.1 Draw bolt
In order to install the “SuperLock” locking unit, the rst
step is to “pull out” the draw bolt from the complete module which has been supplied fully mounted. The draw
bolt must then be installed in the spindle (receiver). It is
preferable to screw the draw bolt outside of the spindle
with the draw bolt extension (with an Allen wrench on
the head of the draw bolt - refer to table 2 below for key
width). The mounting of the draw bolt can also be carried
out from the front with a standard sleeve socket wrench
and extension. The respective torque for the draw bolt is
also contained in table 2.
The draw bolt extension is inserted into the spindle from
the back and secured to the spindle depending upon the
individual construction of the spindle.
3.1.1.2 Clamping/release units and draw bolt
The next step is to mount the clamping and release unit.
In the release position, the position of the head end of
the draw bolt is measured in the spindle (illustration 5,
table 2, dimensions l1). Corrections to the position of the
draw bolt can only be undertaken on the clamping and
release unit or the draw bolt extension.
0 0
SW
l1
3.1.1.3 Locking unit
First of all, the guide sleeve of the locking unit is inserted
in the spindle. Attention should be paid to the careful insertion of the O-ring on the guide sleeve into the spindle
drill hole in order to avoid the shearing of the O-ring.
The module with clamping sleeve, collet and draw bar
is screwed into the spindle from the front. The movable,
protuding collet in the clamping sleeve is initially positioned over the pull bolt without any screwing movement.
The collet is then manually placed on the head of the
draw bolt, the clamping sleeve is repositioned on the
collet as far as it will go on the rotation prevention screw
and is then pushed axial onto the draw bolt (compare
illustration 6) with some pressure. Depending upon
the HSK nominal size, this process is undertaken with
some application of force due to the spread of the collet.
Standard tools can be used as aids.
Assembly position
Illustration 6: position of the collet in the clamping sleeve during
assembly of the draw bolt.
Once the collet has taken position on the draw bolt and
can be freely turned, the clamping sleeve can be screwed in with a mounting wrench. The mounting wrench
required and the torque for the clamping sleeve are
included in table 3.
Draw bolt Spindle
Illustration 5: control dimensions for the installation of the draw bolt
(l1), key width on the draw bolt (SW)
Key width (SW), torque (Mz) and control dimensions
for the draw bolt (l1)
HSK nominal
size:
Key width on
the draw bolt
(SW):
Draw bolt torque Mz (Nm):
Draw bolt-HSK
contact face l1
(mm):
Table 2
12
25 32 40 50 63 80 100 125
6,35 8 10 12 15 19 22 28
5 10 20 40 80 150 250 400
30,4 36,5 47,5 56,2 72 93,1 117,8 145,1
Mounting wrench and torque for mounting the
clamping sleeve
HSK nominal
size:
Röhm ID no
for mounting
wrench
Clamping
sleeve
torque Mh
(Nm)
Table 3
25 32 40 50 63 80 100 125
1172346 1143355 1176112 1176114 1172348 1176116 1176118 1176120
15 25 35 50 70 95 125 160
Page 13

3.1.1.4 HSK clamping set
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
Once the clamping sleeve has been successfully
mounted, the HSK clamping set can be installed. The
assembly and setting regulations for HSK clamping sets
must also be observed.
In order to determine the necessary position of the
pressure head in the release position, the calibrating
disc included in the delivery must be cut to the necessary size. In order to do this, the pressure head with
a calibrating disc is screwed to the drae bar and the
resulting is measured.
The thickness of the calibrating disc is then reduced
by the difference between the existing amount and the
stipulated amount. The pressure head underlaid with
the adapted calibrating disc is countered on the draw
bar (compare the setting measurement in the assembly
drawings).
Warning: the tolerance range for the setting
measurement may not be exceeded! During
start-up operations, proceed with particular care
in order not to damage the threaded pins of the
rotation prevention on the collet. The position of
the draw bolt described in point 3.1.1.2 must also
be observed.
Once the HSK clamping set is mounted, the full system
with the locking unit and clamping and release unit is
now ready for use.
stroke on the draw bolt). Table 1 contains these values for
all HSK sizes (stroke range on the draw bolt: e.g. 16-24
mm for HSK63).
Analogue sensors are generally used to establish the
stroke range. The sensor must be coupled with the machine controls in such a way that the necessary “clamping
window” for the “clamping tool” function is identied and so
that the spindle shuts down if changes to the axial clamping position take place during rotation.
3.2.3 „Clamping without tool“ position
The maximum value of the clamping position can be
exceeded as long as it is ensured that the clearance to the
“clamping without tool” position does not lead to malfunctions. Depending upon the nominal size, it is recommended that a minimum clearance of 1-2 mm is maintained
between “clamping” and “clamping without tool”. This also
applies to special applications. Table 1 contains the maximum values of strokes for clamping without a tool.
3.2.4 Sensor technology for determining the position
In order to establish the positions described above, suitable sensor technology which is linked with the machine
controls must be used. If these modules, as a part of the
clamping and release units, are not purchased from Röhm,
the monitoring functions described above must be imple-
mented in a sufcient manner.
3.1.2 Mounting aids
The locking unit can be installed with standard mounting
tools. Special keys are only required for mounting the
clamping sleeve. Standard torque keys can be used
on the special keys (refer to table 3 for Röhm ID no) to
apply the right torque level.
3.2 Initialisation
The functions of the locking unit can be checked by
operating the clamping and release unit when the
spindle is stationary. The “tool released“, “tool clamped” and “clamped without tool” positions are determined (refer to table 1 for values). An HSK testing tool with
“0 position” on the HSK clamping shoulder is used to
determine the exact clamping position.
In order to determine the positions of the various operating positions, the relevant sensors must be tuned to the
clamp strokes and signal ranges in the machine control
must be recorded.
3.2.1 “Tool released” position
This position is checked when mounting the full system
(refer to 3.1).
3.2.2 „Tool clamped“ position
Due to the tolerances of the HSK tools, the tolerances
of further elements in the force ow and the at angle in
the locking unit results in a relatively wide clamping range around the ideal clamping point (nominal clamping
The monitoring of the clamping position of the
locking unit during processing is necessary from
a safety point of view. If the operator of the locking
unit does not monitor the clamping position, Röhm
expressly refuses any liability for possible damages caused by malfunction of the locking unit.
13
Page 14

3.2.5 Measuring the clamping force
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
The existing clamping force is measured with the help
of HSK clamping force measuring equipment by inserting it in the spindle. The HSK clamping forces (draw-in
forces) result from the respective operating forces on
the draw bolt (table 1).
3.3 Dismantling
The locking unit is dismantled in the release position in
the following order:
The HSK clamping set is dismantled
•
The clamping sleeve is released with a special key
•
(refer to table 3 for Röhm ID no)
The clamping sleeve is removed together with collet
•
and draw bar
The draw bolt is screwed from the draw bolt extensi-
•
on (sleeve socket wrench)
Dismantling can only take place from the front side of
the spindle. The clamping and release unit must not be
dismantled. A requirement for dismantling the draw bolt
is the rotation prevention of the draw bolt extension.
lity. In order to check the condition of the unit, it must be
tested at regular intervals according to the maintenance
instructions. Irrespective of the clamping frequency, a
clamping force test must be carried out after approximately 40 operating hours. Special clamping force devices
(draw-in force measuring equipment) should be used if
necessary.
The HSK clamping set should be lubricated if the clam-
ping force signicantly deviates from the target value
(refer to the clamping set instruction manual). If these
measures are not successful, the HSK clamping set must
be replaced. The clamping force measurements can also
be supported by stroke measurements.
The locking unit must only be replaced according to the
procedure in 3.3 if the new HSK clamping set does not
lead to optimal results and if exceptional loss of the clamping force occurs.
6. Replacement parts
Defective or worn individual parts are not renewed. In
such cases, the locking unit is fully exchanged.
In order to be able to smoothly process subsequent
orders for replacement parts, it is necessary to state
the 7 digit identication number engraved on the
module and, if available, the fabrication number.
4. Operation
Release the function positions; clamping and clamping without a tool can be achieved with different
clamping and release units. Irrespective of the
construction and the type of generated forces (hydraulic, pneumatic or electric), the operating elements
must always be brought into the neutral position
before starting the spindle. The respective pistons etc
may not come into contact with the end of the draw
bolt and must maintain a constant safety clearance
during the rotation of spindle.
Once the clamping force has been introduced, the locking unit transfers the operating force onto the HSK
clamping set and mechanically self-locks this traction.
The operating force must and may not be applied
during rotation of the spindle.
The monitoring of the various function positions during standstill and the clamping position during rotation
can be individually triggered with different types of
sensors whereby the specic information in chapter 2
must be observed.
5. Maintenance and servicing
The locking unit is maintenance-free. Lubrication
cycles or the replacement of expendable parts is not
necessary.
Clamping force measurements are recommended
to control functions. After a free stroke (clamping
without tool), HSK clamping force measurements can
be undertaken with standard equipment.
The condition of the locking unit is decisive for its
function, clamping and locking force and its durabi-
14
We draw your attention to the fact that exclusively ORIGINAL Röhm parts or parts from authorised Röhm GmbH
suppliers must be used. No liability is accepted by Röhm
GmbH for any damages resulting from the use of parts
from other companies.
Furthermore, the warranty does not include:
Damages caused by the operator due to failure to full
1.
the written instructions of the seller with reference to
the operation and maintenance of the equipment.
Natural wear and tear.
2.
Damages caused by force majeure.
3.
Damages caused by any type of incorrect operation or
4.
caused by improper use or operation of the clamping
facility or parts thereof.
Damages caused by third parties.
5.
Damages which are caused by the use of the system
6.
or parts thereof under irregular conditions (e.g. materials, work pieces, tools, cutting data or programs etc),
particularly without consulting the seller or manufacturer and receiving written approval.
Damages which can be traced back to changes to
7.
environmental conditions.
Page 15

Avant-propos:
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
F
Ces instructions de commande sont établies sous
1.
prise en considération des normes DIN EN ISO
12100-1, DIN EN ISO 12100-2, et des normes
concernées correspondantes.
Dans le cas de différents serrages d’outils, les
2.
forces de serrage nécessaires au transfert des
forces ou moments doivent être déterminées de
manière analogique selon la directive VDI 3106 (cf.
aussi directive VDMA 34181). Les vitesses admissibles doivent être adaptées en conséquence.
Ces instructions de commande sont valables
3.
pour toutes les grandeurs nominales de l’unité
de verrouillage. Les croquis d’assemblage et les
nomenclatures peuvent être demandés séparément
auprès de la Sté. RÖHM.
1. Description
1.1 Structure et critères de fonctionnement
L’unité de verrouillage « SuperLock » fait partie d’un
système de serrage d’outils HSK automatique. Elle sert
à transférer une force de traction au kit de serrage HSK
et au verrouillage autobloquant ultérieur ainsi qu’au
maintien de la force de serrage. La version standard de
l’unité de verrouillage est équipée d’une prolongation
du boulon de traction, sur laquelle une unité de serrage
et de déblocage transfère les forces de serrage et de
déblocage ou les courses de serrage et de déblocage
(Figure 1).
Figure 1 : Unité complète pour le serrage HSK automatique avec
kit de serrage HSK (1), unité de verrouillage (2), prolongation de
boulon de traction (3), unité de serrage et de déblocage (4)
L’unité de verrouillage « SuperLock » se compose
des éléments pince de serrage, boulon de traction,
mandrin de serrage, tige de traction et mandrin de
guidage (Figure 2). Elle est livrée sous la forme d’un
sous-groupe complet à l’état assemblé. Les boulons
de traction en place sont retirés pour le montage (cf.
à ce sujet Montage et Assemblage). Les composants
restants du sous-groupe SuperLock n’ont pas le droit
d’être démontés et montés par soi-même.
Raccordement pour HSK
kit de serrage
Raccordement pour la tige
d‘opération
Après le montage de l’unité de verrouillage, l’élément
•
de pression du kit de serrage HSK est boulonné avec
la tige de traction de l’unité de verrouillage. Le boulon
de traction de l’unité de verrouillage est relié avec une
prolongation de tige de traction originale Röhm ou
une tige de commande de conception spécique au
client lors du montage du système sur l’extrémité de
la broche.
La tige de traction de l’unité de verrouillage possède
•
en général un perçage de passage central étanche
pour l’alimentation intérieure en uide. Une utilisation de ce perçage est uniquement possible pour
la dimension HSK25 avec un élément de pression
adapté du kit de serrage HSK25. Les kits de serrage
des autres grandeurs nominales HSK (HSK32HSK125) possèdent des perçages de passage pour
l’alimentation en uide et peuvent être combinés sans
mesures supplémentaires avec l’unité de verrouillage
« SuperLock ».
En position de déblocage (Figure 3), le boulon de
•
traction est monté sur la tige de traction et l’élément
de pression se trouve en position d’éjection pour le
déblocage de l’outil HSK.
La position de serrage (Figure 4) est obtenue en
•
engageant une force sur le boulon de traction (prolongation de la tige de traction), un verrouillage à autoblocage se trouvant entre le cône extérieur du boulon
de traction et le cône intérieur de la pince de serrage.
Après avoir atteint la position de blocage, un élément
d’engagement de force (p. ex. piston hydraulique)
d’une unité de serrage et de déblocage revient dans
une positon neutre, dans laquelle la prolongation de
la tige de traction peut effectuer une rotation libre.
L’unité de serrage et de déblocage doit être conçue
de manière que les courses de serrage et les forces
de serrage prédonnées soient atteintes. La plage de
courses de serrage possibles en raison de la tolérance des outils HSK doit notamment être observée
(voir aussi Montage/Démontage).
Figure 3 : Position de déblocage de l’unité de verrouillage
avec kit de serrage HSK
tirez le boulon
tige de raccordement
douille de xage Bague
Figure 2 : Structure de l’unité de verrouillage « SuperLock »
douille de guide
Figure 4 : Position de serrage de l’unité de verrouillage
avec kit de serrage HSK
15
Page 16

1.2 Données fonctionnelles de l’unité de verrouillage
******************************************************************************************* Page : 5
Unité de verrouillage « SuperLock »
Date : 30 avril 2009
RN-1701
**********************************************************************************************************
HSK-A/E 25 HSK-A/E 32 HSK-A/E 40 HSK-A/E 50
Force d’entraînement (force de serrage HSK)
3.500 N 5.000 N 10.000 N 15.000 N
Force de déblocage (tige HSK)
env. 700 N env. 1.000 N env. 2.000 N env. 3.000 N
Course de serrage nominale (sur le kit de
serrage HSK)
4,0 mm 5,5 7, 0 mm 8,0 mm
Plage de serrage (sur le kit de serrage HSK)
3,0-5,0 mm 4,5-6,5 mm 5,5-8,5 6,5-9,5
Course d’éjection
0,2 mm 0,4 mm 0,5 mm 0,5 mm
Force d’actionnement sur le boulon de traction
700 N 1.000 N 2.000 N 3.000 N
Course de serrage nominale sur le boulon de
traction
10,8 mm 13,6 mm 17,8 mm 19,9 mm
Plage de courses sur le boulon de traction
8,8-12,8 mm 11,6-15,6 mm 14,8-20,8 mm 16,9-22,9 mm
Course du boulon de traction sans outil
max. 15,6 mm max. 18,9 mm max. 22,8 mm max. 26,3 mm
HSK-A/E 63 HSK-A/E 80 HSK-A/E 100 HSK-A/E 125
Force d’entraînement (force de serrage HSK)
25.000 N 37.500 N 50.000 N 70.000 N
Force de déblocage (tige HSK)
env. 5.000 N env. 7.500 N env. 10.000 N env. 14.000 N
Course de serrage nominale (sur le kit de
serrage HSK)
8,0 mm 11,0 mm 12,0 mm 14,0 mm
Plage de serrage (sur le kit de serrage HSK)
6,0-10,0 9,0-13,0 mm 10,0-14,0 mm 11,5-16,5 mm
Course d’éjection
0,5 mm 0,5 mm 0,8 mm 0,8 mm
Force d’actionnement sur le boulon de traction
5.000 N 7.500 N 10.000 N 15.000 N
Course de serrage nominale sur le boulon de
traction
20,0 mm 27,3 mm 30,8 mm 37,6 mm
Plage de courses sur le boulon de traction
16,0-24,0 mm 23,3-31,3 mm 26,8-34,8 mm 32,6-42,6 mm
Course du boulon de traction sans outil
max. 28,0 mm max. 38,1 mm max. 42,4 mm max. 50,8 mm
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
F
L’unité de verrouillage a uniquement le droit d’être
utilisée avec un kit de serrage HSK Röhm. Toutes les
utilisations qui divergent de cette règle seront soumises
à un contrôle technique par Röhm.
L’unité de verrouillage est utilisée en interaction avec
un kit de serrage HSK pour l’enregistrement et le
maintien d’une force de traction. Le tableau 1 contient
les forces et les courses pour le kit de serrage HSK et
pour l’unité de verrouillage proprement dite. Les forces
et les courses du kit de serrage HSK peuvent être déterminées sur une broche ou un logement par l’avant.
Les forces sur le boulon de traction sont engagées par
l’arrière par une unité de serrage et de déblocage. La
course du boulon de traction est mesurée à l’extrémité
de la broche sur une prolongation de la tige de traction.
Aperçu des forces et courses de l’unité de verrouillage
Tableau 1
Les forces d’actionnement sur le boulon de traction indiquées dans le tableau ci-avant doivent être réalisées
pour le respect de la force d’entraînement sur la tige
HSK. L’utilisation de l’unité de verrouillage avec des
forces d’actionnement plus faibles ou plus élevées sur
le boulon de traction n’a pas le droit d’être effectuée
par soi-même mais doit faire l’objet d’un accord par
écrit avec Röhm.
16
L’unité de verrouillage travaille avec une large plage de
tolérances ou de courses (tableau 1) ; un verrouillage
able du système avec des outils HSK est ainsi possible, lesquels dépassent en hausse ou en baisse les
tolérances prescrites des épaulements de serrage.
Page 17

2. Remarques générales sur les dangers:
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
F
2.1 Conditions environnantes, dangers pour l’environnement
Conditions environnantes (conformément à DIN EN 60204):
Humidité relative de l’air (à 40°C) 50 %.
•
Salissures environnement dans le cadre des salissures
•
provenant des machines elles-mêmes.
Température ambiante au lieu d‘utilisation 5°C à 40°C.
•
Température ambiante de transport et de stockage - 15°C à
•
55°C (pendant 24 h également jusqu’à 70°C).
Dangers pour l’environnement
Si l’unité de verrouillage est utilisée comme composant d’un
•
système de serrage d’outil complet, il convient notamment de
manipuler avec soin les uides destinés au graissage et au
refroidissement (huile hydraulique, huile de graissage/graisse,
réfrigérant-lubriant).
Les instructions de commande RN-1600 contiennent des
•
consignes de sécurité et des directives d‘utilisation des
dispositifs de serrage d’outils devant être lues attentivement et
observées.
2.2 Utilisation conforme aux ns prévues
L’unité de verrouillage a été conçue et fabriquée selon le
•
niveau de la technique. Toutes les dispositions de sécurité
correspondantes ont été observées. Toutefois, des dangers
résiduels subsistent même lorsque l’unité de verrouillage est
utilisée conformément aux ns prévues.
L’unité de verrouillage est principalement conçue pour générer
•
et maintenir la force de traction des kits de serrage HSK.
Cette unité de verrouillage est utilisée pour le serrage automa-
•
tique d’outils HSK. Compte tenu de ce type de construction,
ce moyen de serrage s’utilise uniquement en interaction avec
les kits de serrage HSK de la société Röhm. Si une utilisation
autre que celle prévue est envisagée, l’autorisation par écrit du
fabricant est nécessaire.
Cette unité de verrouillage s’utilise tant en position horizontale
•
que verticale pour le façonnage sans et par enlèvement de
copeaux sur des broches de machines-outils à rotation rapide.
Son utilisation dans des unités stationnaires sans rotation de
•
l’unité de verrouillage est possible sans restrictions.
Les valeurs limites dans les caractéristiques techniques (p.
•
ex. force d’actionnement max., course de serrage max.) ne
doivent pas être dépassées. Une utilisation avec des forces
d’actionnement plus faibles est uniquement possible sur
accord et autorisation par écrit du fabricant.
L’unité de verrouillage est exploitée par une unité de serrage et
•
de déblocage. Les valeurs de forces et de courses indiquées
dans le tableau 1 doivent être atteintes avec l’unité de serrage
et de déblocage utilisée. Une surveillance de la position de
serrage de l’unité de verrouillage pendant l’usinage est nécessaire du point de vue technique de sécurité.
2.3 Utilisation contraire aux ns prévues / utilisation abusive
La forme et le poids de l’outil HSK serré revêtent une grande
importance pour le comportement oscillant de tout le système
broche-dispositif de serrage d’outil. Ce qui suit est donc valable:
Les outils doivent posséder une masse équilibrée.
•
Dans le cas d’outils déséquilibrés, l’exploitation doit se faire
•
avec une vitesse réduite.
Les limites de vitesses de rotation résultent des normes DIN
•
ISO 1940-1 et DIN 69888:2008-09(D).
Les éléments de raccordement et sous-groupes fabriqués par
•
le client lui-même (prolongation de boulon de traction, unité de
serrage et de déblocage) doivent être conçus et utilisés conformément aux indications contenues dans la documentation
destinée à l’utilisateur et aux directives en vigueur.
Les modications apportées à l’unité de verrouillage sont généralement liées à un risque pour la sécurité. Ce qui suit est donc valable :
Aucune modication ne doit être effectuée sur l’unité de
•
verrouillage.
Des modications d’éléments de raccordement ne doivent
•
être effectuées que sur accord et autorisation préalable du
fabricant.
Les unités de serrage et de déblocage Röhm surveillent
•
la position de serrage de l’unité de verrouillage pendant
l’utilisation (rotation de broche). Si des unités de serrage et de
déblocage d’autres fabricants sont utilisés, Röhm décline toute
responsabilité pour les éventuels dérangements survenant sur
le système de verrouillage et leurs conséquences.
L’utilisation de capteurs pour la saisie des positions de dé-
•
blocage, de serrage et de « serrage sans outils » est prescrite
pour chaque unité de serrage et de déblocage. Une attention
toute particulière doit être prêtée à la surveillance de la position de serrage pendant la rotation. Ici, les capteurs doivent être
couplés à la commande de la machine de manière que des
modications pendant l’utilisation puissent être saisies et que
l’arrêt des broches soit activé en cas de dépassements des
limites. La plage de courses du boulon de traction indiquées
dans le tableau 1 contient les limites supérieures et inférieures
de la position de serrage et ne doit être dépassée en hausse
que dans certaines limites et n’a pas le droit d’être dépassée
en baisse (cf. 3.2).
La broche de la machine a uniquement le droit de démarrer
•
lorsque la position de serrage est atteinte sur le contrôle des
courses. La position de serrage doit être interrogée avec un
capteur de sécurité selon DIN VDE 0660 partie 209.
D’autres exigences relevant de la technique de sécurité pour
•
le fonctionnement de dispositifs de serrage d’outils sont exposées dans RN-1600 et doivent absolument être observées.
2.4 Obligation de l’exploitant
Si rien d’autre n’est précisé, les données techniques indiquées
de l’unité de verrouillage ne doivent pas être dépassées en
hausse ou en baisse.
Avant d’effectuer des travaux sur l’unité de verrouillage, il convient de s’assurer que :
les parties correspondantes de la documentation destinée
•
aux utilisateurs soient à la disposition du personnel compétent ;
la documentation destinée aux utilisateurs ait été lue et com-
•
prise par le personnel compétent. Ceci est notamment valable
pour toutes les consignes de sécurité et d’avertissement ;
en plus des instructions de commande RN-1701 disponibles,
•
les instructions de commande RN-1600, notamment le chapitre 3. « Consignes de sécurité et directives sur l’utilisation de
dispositifs de serrage d’outils » aient été lues et comprises ;
le personnel compétent, selon ses activités, soit sufsam-
•
ment qualié. Ceci est notamment valable pour la mise en
service, l’entretien/la maintenance, la réparation et pour tous
les travaux à effectuer sur les installations et les composants électriques. Les prescriptions correspondantes et les
directives ainsi que la documentation destinée aux utilisateurs
doivent être observées ;
tous les dispositifs de sécurité soient correctement mis en
•
place et aptes à fonctionner. Les dispositifs de sécurité ne
doivent pas être manipulés ou mis hors service. Les classes
de résistance des dispositifs de protection à séparer (p.
ex. capots de protection, fenêtres de sécurité) doivent être
observées ;
la machine et l’unité de verrouillage se trouvent en parfait état
•
technique ;
tous les composants endommagés ou défectueux soient
•
immédiatement remplacés. Ceci est notamment valable pour
tous les dispositifs de sécurité.
17
Page 18

3. Montage, mise en service, démontage
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
F
3.1 Montage
3.1.1. Ordre du montage
3.1.1.1 Boulon de traction
Pour le montage de l’unité de verrouillage « SuperLock
», le boulon de traction doit être « dégagé » du sousgroupe complet livré entièrement monté. Le montage
du boulon de traction se fait ensuite dans une broche
(logement). A cette n, le boulon de traction est de préférence vissé en dehors de la broche avec la prolongation
du boulon de traction (six-pans extérieur sur la tête du
boulon de traction, ouverture de clé, voir tableau 2 en
bas). Le montage du boulon de traction peut aussi se
faire par l’avant avec une clé à douille spéciale et une
prolongation. Les moments de serrage correspondants
du boulon de traction sont également indiqués dans le
tableau 2.
La prolongation du boulon de traction est mise en place
par l’arrière dans la broche et sécurisée conformément
à la construction de la broche individuelle sur l’extrémité
de la broche.
3.1.1.2 Unité de serrage et de déblocage, boulon de
traction
Le montage de l’unité de serrage et de déblocage a
lieu ensuite. En position de déblocage, la position de la
face frontale du boulon de traction dans la broche est
mesurée (Figure 5, tableau 2, cote l1). Des corrections
de la position du boulon de traction peuvent uniquement
être effectuées sur l’unité de serrage et de déblocage ou
sur la prolongation du boulon de traction.
0 0
SW
l1
3.1.1.3 Unité de verrouillage
Le mandrin de guidage de l’unité de verrouillage est tout
d’abord mis en place dans la broche. Il convient de veiller à introduire correctement le joint torique du mandrin
de guidage dans le perçage de la broche pour éviter des
cisaillements du joint torique.
Le sous-groupe avec le mandrin de serrage, la pince de
serrage et la tige de traction est vissé par l’avant dans la
broche. La pince de serrage en saillie et coulissant dans
le mandrin de serrage est tout d’abord poussée sans
mouvement de vissage sur le boulon de traction.
A cette n, la pince de serrage est mise en place à la
main sur la tête du boulon de traction, le mandrin de serrage est reculé en face de la pince de serrage jusqu’à la
butée sur la vis de sécurité contre la torsion et poussé
en exerçant une forte pression axialement sur le boulon
de traction (cf. Figure 6). Selon la dimension nominale
HSK, cette opération se fait en exerçant une légère force
en raison de l’écartement de la pince de serrage. Des
outils courants peuvent être utilisés comme auxiliaires.
Position de montage
Figure 6: Position de la pince de serrage dans le mandrin de serrage
lors du montage sur le boulon de traction
Lorsque la pince de serrage a pris sa position sur le
boulon de traction et se laisse tourner librement, le
mandrin de serrage peut alors être vissé avec une clé
de montage. Le tableau 3 contient les clés de montage
nécessaires ainsi que les couples de serrage pour le
mandrin de serrage.
Boulon de traction Broche
Figure 5: Cote de contrôle pour le montage du boulon de traction (l1),
ouverture de clé sur le boulon de traction (OC)
Tableau 2: Ouverture de clé (OC), couple de serrage
(Mz) et cote de contrôle pour le boulon de traction (l1)
Grandeur nominale HSK :
Ouverture de
clé sur le boulon de traction
(OC) :
Moment de
serrage boulon
de traction Mz
(Nm) :
Boulon de
traction HSKinst. plane l1
(mm) :
Tableau 2
18
25 32 40 50 63 80 100 125
6,35 8 10 12 15 19 22 28
5 10 20 40 80 150 250 400
30,4 36,5 47,5 56,2 72 93,1 117,8 145,1
Clés de montage et couples de serrage pour le
montage des mandrins de serrage
Grandeur
nominale
HSK :
N° ident.
Röhm Clé de
montage
Couple de
serrage
mandrin de
serrage Mh
(Nm)
Tableau 3
25 32 40 50 63 80 100 125
1172346 1143355 1176112 1176114 1172348 1176116 1176118 1176120
15 25 35 50 70 95 125 160
Page 19

3.1.1.4 Kit de serrage HSK
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
F
Le kit de serrage HSK peut être monté après le montage des mandrins de serrage. A cette n, les prescriptions de montage et de réglage des kits de serrage
HSK doivent être observées.
Pour déterminer la position nécessaire de l’élément
de pression en position de déblocage, un disque
d’ajustage fourni doit être rectié à la cote nécessaire.
A cette n, l’élément de pression avec le disque est
vissé sur la tige de traction et la cote de réglage qui en
résulte est mesurée.
L’épaisseur du disque est ensuite diminuée de la différence entre la cote de réglage disponible et la cote de
réglage prescrite. Pour nir, l’élément de pression avec
le disque d’ajustage corrigé est bloqué sur la tige de
traction (voir à sujet la cote de réglage dans le croquis
d’assemblage).
Attention : La cote de réglage ne doit pas être dépassée au-delà de plage de tolérance ! L’opération
d’introduction réclame une attention particulière
pour ne pas endommager les tiges letées pour
la sécurité à la torsion sur la pince de serrage. A
cette n, la position du boulon de traction décrite
sous 3.1.1.2 doit être observée.
Avec le montage du kit de serrage HSK, le système
global avec l’unité de verrouillage et l’unité de serrage et
de déblocage est prêt à fonctionner.
3.1.2 Auxiliaires de montage
L’unité de verrouillage peut être montée avec des
outils de montage courants. Des clés spéciales sont
uniquement utilisées pour le montage des mandrins de
serrage. Des clés dynamométriques courantes peuvent
être montées sur les clés spéciales (n° d’ident. Röhm,
voir tableau 3) pour l’application d’un couple de serrage
déni.
3.2 Mise en service
Il est possible de contrôler les fonctions de l’unité
de verrouillage en actionnant l’unité de serrage et
de déblocage alors que la broche est arrêtée. Les
positions « outil débloqué », « outil serré » et « serrage
sans outil » sont déterminées (valeurs voir tableau 1).
Pour une détermination plus précise de la position de
serrage, un outil de contrôle HSK avec « position 0 » de
l’épaulement de serrage HSK est utilisé.
Pour saisir les positions des différentes positions de
commutation, des capteurs adaptés aux courses de
serrage et aux plages de signalisation doivent être mis
en place dans la commande de la machine.
serrage nominale sur le boulon de traction) autour du point
de serrage idéal est obtenue en raison des tolérances des
outils HSK, des tolérances d’autres éléments dans le ux
de la force ainsi que des angles plats dans l’unité de verrouillage. Le tableau 1 contient ces valeurs pour toutes les
grandeurs HSK (plage de course sur le boulon de traction:
p. ex. 16-24 mm pour HSK63).
Des capteurs analogiques sont en général utilisés pour la
saisie de la plage de course. Le capteur doit être couplé
avec la commande de la machine de manière que la «
fenêtre de serrage » nécessaire pour la fonction « serrage
d’outil » soit reconnue et que la broche soit mise hors ser-
vice lors de modications de la position de serrage axiale
pendant la rotation.
3.2.3 Position « serrage sans outil »
La valeur maximale de la position de serrage peut être dépassée aussi longtemps qu’il est garanti que l’écartement
par rapport à la position « serrage sans outil » n’aboutit
pas à des fonctions erronées. Selon la grandeur nominale,
il est recommandé, même lors d’applications spéciales, de
respecter un écartement minimal de 1-2 mm entre le « serrage » et le « serrage sans outil ». Le tableau 1 contient les
valeurs maximales des courses pour le serrage sans outil.
3.2.4 Sensorique pour la détermination des positions
Une sensorique appropriée couplée avec la commande
de la machine doit être utilisée pour la saisie des positions
décrites ci-avant. Si ces éléments en tant que composants
d’unités de serrage et de déblocage ne proviennent pas de
Röhm, les fonctions de surveillance décrites ci-dessus sont
à réaliser de manière adéquate.
Une surveillance de la position de serrage de
l’unité de verrouillage pendant l’usinage est nécessaire du point de vue technique de sécurité. Si
l’exploitant de l’unité de verrouillage n’utilise pas
de surveillance de la position de serrage, Röhm
décline expressément toute responsabilité pour
les éventuels dommages résultant de fonctions
erronées des unités de verrouillage.
3.2.1 Position « outil débloqué »
Cette position est contrôlée lors du montage du système complet (voir 3.1).
3.2.2 Position « outil bloqué »
Une plage de serrage relativement large (course de
19
Page 20

3.2.5 Mesure de la force de serrage
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
F
La force de serrage disponible est mesurée par
l’utilisation d’un instrument de mesure de la force de
serrage HSK à mettre en place dans les broches. Les
forces de serrage HSK (forces d’insertion) résultent des
forces d’actionnement correspondantes sur le boulon
de traction (tableau 1).
3.3 Démontage
Le démontage du système de verrouillage se fait en
position de déblocage dans l’ordre suivant :
Démontage du kit de serrage HSK
•
´Déblocage du mandrin de serrage avec une clé
•
spéciale (n° d’ident. Röhm, voir tableau 3)
Enlèvement du mandrin de serrage en combinaison
•
avec la pince de serrage et la tige de traction
Vissage du boulon de traction de la prolongation de
•
la tige de traction (clé à douille)
Le démontage peut exclusivement se faire à partir du
côté frontal de la broche. L’unité de serrage et de déblocage n’a pas besoin d’être démontée. La condition
au démontage du boulon de traction est une sécurité à
la torsion de la prolongation de la tige de traction.
4. Commande
Les positions de fonctionnement déblocage, serrage
et serrage sans outil peuvent être réalisées avec
différentes unités de serrage et de déblocage. Selon
la forme et le type de génération de force (hydraulique, pneumatique, électrique), tous les éléments
d’actionnement doivent absolument être amenés en
position de garage avant le démarrage de la broche.
Les pistons correspondant entre autres ne doivent
plus toucher l‘extrémité du boulon de traction et doivent respecter constamment une distance de sécurité
pendant la rotation de la broche.
Après l’engagement de la force de serrage, l’unité
de verrouillage transmet la force d’actionnement
engagée au kit de serrage HSK et maintient cette
force de traction par aublocage mécanique. La force
d’actionnement ne doit pas être disponible pendant la
rotation des broches.
La surveillance des différentes positions de fonctionnement à l’arrêt et de la position de serrage pendant
la rotation peut être résolue avec des capteurs de
types différents, les consignes du chapitre 2. devant
notamment être observées.
5. Entretien, maintenance
L’unité de verrouillage ne requiert pas d’entretien.
Des cycles de graissage ou le remplacement de
pièces d’usure ne sont pas nécessaires.
Des mesures de la force de serrage sont recommandées pour le contrôle du fonctionnement. Après
une course à vide (serrage sans outil), la mesure de
la force de serrage HSK doit être effectuée avec des
20
appareils courants.
L’état de l’unité de verrouillage est déterminant pour son
fonctionnement, la force de serrage et de verrouillage
et la durée de vie. Pour contrôler l’état, celui-ci doit être
régulièrement vériée des intervalles réguliers selon les
instructions d’entretien. Un contrôle de la force de serrage
doit avoir lieu, indépendamment de la fréquence de
serrage, après env. 40 heures de service. Si cela est nécessaire, des dispositifs de mesure de la force de serrage
spéciaux (appareils de mesure de la force d’insertion)
doivent être utilisés.
Si la force de serrage diverge beaucoup de la valeur théorique, le kit de serrage HSK doit tout d’abord être graissé
(voir instructions de commande du kit de serrage). Si cette mesure devait ne pas donner le résultat escompté, le
kit de serrage HSK doit alors être remplacé. Les mesures
de la force de serrage peuvent être soutenues par des
mesures de la course.
C’est uniquement si aucun résultat optimal n’est obtenu
avec un nouveau kit de serrage HSK que l’unité de verrouillage doit être remplacée, en cas de chute exceptionnelle de la force de serrage, selon la méthode décrite
au point 3.3.
6. Pièces détachées
Les pièces individuelles défectueuses ou usées ne sont
pas remplacées. Dans de tels cas, l’unité de verrouillage
est toujours complètement remplacée.
Il est indispensable d’indiquer le numéro
d’identication à 7 chiffres gravé sur le sous-groupe
et – si disponible – le numéro de fabrication pour
pouvoir procéder sans problème à des commandes
ultérieures de pièces détachées.
L’attention est attirée sur le fait que seuls des composants
Röhm d’ORIGINE ou de fournisseurs autorisés par la
sté. Röhm GmbH ont le droit d’être utilisés. La sté. Röhm
décline toute responsabilité pour les dommages résultant
de l’utilisation de composants d’autres marques.
D’autre part, la garantie ne couvre pas ce qui suit :
dommages provoqués par l’exploitant en raison
1.
de la non-observation des instructions par écrit du
vendeur du point de vue entretien et maintenance de
l’équipement ;
usure naturelle ;
2.
dommages résultant d’un cas de force majeure ;
3.
dommages provoqués par des erreurs de commande
4.
de tous genres ou par une utilisation inadéquate ou un
fonctionnement inapproprié du dispositif de serrage ou
de ses composants ;
dommages provoqués par des tiers ;
5.
dommages résultant de l’utilisation de l’installation ou
6.
de ses composants sous des conditions changées (p.
ex. matériaux, pièces, outils, paramètres de coupe,
programmes, etc.), notamment sans prise de contact
avec et sans autorisation par écrit du vendeur ou du
fabricant ;
dommages dus à des conditions environnantes
7.
changées ;
Page 21

Comentario previo:
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
E
F
El presente manual de instrucciones ha sido realiz-
1.
ado considerando las normas DIN EN ISO 12100-1,
DIN EN ISO 12100-2 y las correspondientes norma
tivas pertinentes.
En caso de diferentes tensiones de la herramienta,
2.
las fuerzas resp. los momentos necesarios para
la aplicación de las fuerzas de sujeción precisas
se deberán determinar conforme a la directriz VDI
3106 (compare también la directriz VDMA 34181).
Dado el caso, el número de revoluciones admisible
deberá regularse.
El presente manual de instrucciones es válido
3.
para todos los tamaños nominales del sistema de
enclavamiento. Podrá pedir los dibujos de montaje
y las listas de piezas para los respectivos tamaños
nominales a la empresa RÖHM.
1. Descripción
1.1 Estructura y características de funcionamiento
El sistema de enclavamiento „SuperLock“ es un componente de un sistema de amarre automático HSK. Sirve
para la trasmisión de la fuerza de tracción al grupo
tensor HSK y el posterior enclavamiento de retención
automática y conservación de la fuerza tensora. El
modelo estándar del sistema de enclavamiento dispone
de una prolongación del perno de tracción en la que
una unidad tensora y de aojamiento trasmite la fuerza
tensora y de aojamiento resp. las carreras tensoras y
de aojamiento (imagen 1).
Imagen 1: Sistema completo para la amarre HSK automático con
grupo tensor HSK (1), sistema de enclavamiento (2), prolongación
del perno de tracción (3), unidad tensora y de aojamiento (4)
El sistema de enclavamiento „SuperLock“ está
compuesto por los elementos mandril de pinza, perno
de tracción, manguito de montaje, barra de tracción
y manguito guía (imagen 2). Se envía en forma de
componente completo y en estado montado. Para
el montaje se extrae el perno de tracción encajado
(véase instalación y montaje). Las otras piezas del
componente SuperLock no se deben desmontar y
montar de manera autónoma.
Conexión para HSK
grupo tensor
Conexión para la barra del
funcionamiento
Tras el montaje del sistema de enclavamiento, se
•
atornilla la pieza de presión del grupo tensor HSK a
la barra de tracción del sistema de enclavamiento. El
perno de tracción del sistema de enclavamiento se
une durante el montaje del sistema, mediante una
prolongación de perno de tracción original de Röhm
o una barra de accionamiento diseñada según las
necesidades del cliente, al extremo del husillo.
Por lo general, la barra de tracción del sistema de
•
enclavamiento dispone de un taladro pasante centrado y estanqueizado para la alimentación interna.
La utilización de este taladro para el tamaño HSK25
sólo es posible con una pieza de presión adaptada
del grupo tensor HSK25. Los grupos tensores de los
otros tamaños nominales de HSK (HSK32-HSK125)
disponen de taladros pasantes para la alimentación y
pueden ser combinados con el sistema de enclavamiento „SuperLock“ sin necesidad de medidas
adicionales.
En la posición de aojamiento (imagen 3), el perno
•
de tracción está en posición avanzada sobre la barra
de tracción y la pieza de presión en la posición de
expulsar para soltar la herramienta HSK.
La posición de tensión (imagen 4) se alcanza median-
•
te la introducción de fuerza en el perno de tracción
(prolongación del perno de tracción), mientras que
entre el cono exterior del perno de tracción y el cono
interior del mandril de pinza se genera el enclavamiento con retención automática. Tras haber alcanzado la posición tensora, el elemento de introducción
de fuerza (p. ej. un pistón hidráulico) de la unidad
tensora y de aojamiento retoma la posición neutral,
en la que la prolongación de perno de tracción puede
rotar libremente.
La unidad tensora y de aojamiento se debe con-
•
gurar de tal manera que se alcancen las carreras y
fuerzas tensoras prescritas. Se deberá atender, sobre
todo, el posible margen de carrera tensora generado
por la tolerancia de las herramientas HSK (véase
también Montaje/desmontaje).
Imagen 3: Posición de aojamiento del sistema de enclavamiento
con grupo tensor HSK
Imagen 2: Estructura del sistema de enclavamiento „SuperLock“
barra de la conexión
brida de sujeción Collar
tire del perno
manga de la guía
Imagen 4: Posición de tensión del sistema de enclavamiento
con grupo tensor HSK
21
Page 22

1.2 Datos de funcionamiento del sistema enclavamiento
******************************************************************************************* Página: 5
Sistema de enclavamiento "SuperLock"
Fecha: 30 de abril de 2009
RN-1701
**********************************************************************************************************
tracción se introducen desde atrás mediante una unidad tensora y de aflojamiento. La carrera del
perno de tracción se mide en el extremo del husillo en una prolongación del perno de tracción.
HSK-A/E 25 HSK-A/E 32 HSK-A/E 40 HSK-A/E 50
Fuerza de amarre (fuerza de amarre
HSK)
3.500 N 5.000 N 10.000 N 15.000 N
Fuerza de aflojamiento (mango HSK)
aprox. 700 N aprox. 1.000 N aprox. 2.000 N aprox. 3.000 N
Carrera tensora nominal (en el grupo
tensor HSK)
4,0 mm 5,5 7, 0 mm 8,0 mm
Zona tensora nominal (en el grupo
tensor HSK)
3,0-5,0 mm 4,5-6,5 mm 5,5-8,5 6,5-9,5
Carrera de expulisión
0,2 mm 0,4 mm 0,5 mm 0,5 mm
Fuerza de accionamiento en el perno
de tracción
700 N 1.000 N 2.000 N 3.000 N
Carrera tensora nominal en el perno
de tracción
10,8 mm 13,6 mm 17,8 mm 19,9 mm
Carreras en el perno de tracción
8,8-12,8 mm 11,6-15,6 mm 14,8-20,8 mm 16,9-22,9 mm
Carrera del perno de tracción sin
herramienta
máx. 15,6 mm máx. 18,9 mm máx. 22,8 mm máx. 26,3 mm
HSK-A/E 63 HSK-A/E 80 HSK-A/E 100 HSK-A/E 125
Fuerza de amarre (fuerza de amarre
HSK)
25.000 N 37.500 N 50.000 N 70.000 N
Fuerza de aflojamiento (mango HSK)
aprox. 5.000 N aprox. 7.500 N aprox. 10.000 N aprox. 14.000 N
Carrera tensora nominal (en el grupo
tensor HSK)
8,0 mm 11,0 mm 12,0 mm 14,0 mm
Zona tensora nominal (en el grupo
tensor HSK)
6,0-10,0 9,0-13,0 mm 10,0-14,0 mm 11,5-16,5 mm
Carrera de expulisión
0,5 mm 0,5 mm 0,8 mm 0,8 mm
Fuerza de accionamiento en el perno
de tracción
5.000 N 7.500 N 10.000 N 15.000 N
Carrera tensora nominal en el perno
de tracción
20,0 mm 27,3 mm 30,8 mm 37,6 mm
Carreras en el perno de tracción
16,0-24,0 mm 23,3-31,3 mm 26,8-34,8 mm 32,6-42,6 mm
Carrera del perno de tracción sin
herramienta
máx. 28,0 mm máx. 38,1 mm máx. 42,4 mm máx. 50,8 mm
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
E
F
El sistema de enclavamiento sólo se puede emplear en
combinación con un grupo tensor HSK de Röhm. Otros
empleos serán sometidos a un control técnico por parte
de Röhm.
El sistema de enclavamiento se emplea para el almacenamiento y la conservación de una fuerza de tracción
en interacción con un grupo tensor HSK. La tabla 1 mu-
Vista general de las fuerzas y carreras del sistema de enclavamiento
estra las fuerzas y carreras para el grupo tensor HSK
y para el sistema de enclavamiento en sí. Las fuerzas
y carreras del grupo tensor HSK se pueden determinar
por delante en un husillo o un alojamiento. Las fuerzas
en el perno de tracción se introducen desde atrás medi-
ante una unidad tensora y de aojamiento. La carrera
del perno de tracción se mide en el extremo del husillo
en una prolongación del perno de tracción.
Tabla 1
Para el cumplimiento de la fuerza de amarre en el
mango HSK se deben realizar, en el perno de tracción,
las fuerzas de accionamiento nombradas en la tabla
de arriba. El empleo del sistema de enclavamiento
con fuerzas de accionamiento inferiores o superiores
no se debe realizar por cuenta propia, sino deberá ser
22
acordado por escrito con Röhm.
El sistema de enclavamiento trabaja con una amplia
gama de tolerancia resp. carreras (Tabla 1), gracias
a ello se puede realizar un enclavamiento seguro del
sistema con herramientas HSK que sobrepasen o no
alcancen las tolerancias jadas del hombro.
Page 23

2. Indicaciones de peligro generales
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
E
F
2.1 Condiciones ambientales, peligros ambientales
Condiciones ambientales (siguiendo la DIN EN 60204):
humedad atmosférica relativa (a 40º C) 50%
•
Ensuciamiento del entrono en el margen del ensuciamiento
•
generado por las máquinas mismas.
Temperatura ambiente en el lugar de empleo de 5º C hasta 40º C.
•
Temperatura ambiente durante el transporte y almacenamiento de
•
-15º C hasta 55º C (durante 24 h también hasta 70º C).
Peligros ambientales
si se emplea el sistema de enclavamiento como componente
•
de un sistema de amarre de herramienta completo, se deberá
prestar especial atención al manejo cuidadoso de los medios
de lubricación y refrigeración (aceite hidráulico, aceite/grasa
lubricante, medios de refrigeración).
en lo concerniente, el manual de instrucciones RN-1600
•
contiene indicaciones de seguridad y directrices para el empleo
de tensores de herramienta que deberán ser leídas con detenimiento y seguidas.
2.2 Uso previsto
El sistema de enclavamiento ha sido construido y fabricado
•
según el estado de la técnica. Se han tenido en cuenta todas
las normas de seguridad pertinentes. No obstante, aún durante
el uso previsto del sistema de enclavamiento existen peligros
remanentes.
El sistema de enclavamiento ha sido particularmente construi-
•
do para la generación y conservación de la fuerza de tracción
para grupos tensores HSK.
El sistema de enclavamiento se emplea para el amarre
•
automático de herramientas HSK. A causa de su forma de
construcción, este dispositivo de amarre sólo se puede utilizar
en interacción con grupos tensores HSK de la empresa Röhm.
Si se considera un empleo distinto al previsto, se requiere el
permiso escrito del fabricante.
El presente sistema de enclavamiento se puede emplear para
•
la conformación con o sin arranque de virutas en husillos de
máquinas-herramienta de rotación rápida, tanto en posición
horizontal como, también, vertical.
El sistema de enclavamiento, también, se puede emplear sin
•
restricciones en unidades sin rotación.
No se deben exceder los valores límite expuestos en los
•
datos técnicos (p.ej. fuerza máxima de accionamiento, carrera
máxima tensora). El empleo con fuerzas de accionamiento inferiores sólo está permitido tras coordinación y permiso escrito
por parte del fabricante.
El sistema de enclavamiento se acciona a través de una
•
unidad tensora y de aojamiento. Con la unidad tensora y de
aojamiento incorporada se tienen que alcanzar los valores
de fuerzas y carreras expuestos en la tabla 1. Desde el punto
de vista de la seguridad, es necesario controlar la posición de
tensión del sistema de enclavamiento durante el trabajo.
2.3 Empleo inadecuado / evidente uso indebido
La forma y masa de la herramienta HSK tensada es de gran
importancia para el comportamiento de oscilación del completo
sistema-herramienta-unidad tensora-husillo. Por eso:
Las herramientas deben disponer de una masa equilibrada.
•
En caso de herramientas desequilibradas se deberá trabajar
•
con un número reducido de revoluciones.
El límite del número de revoluciones resulta de las normativas
•
DIN ISO 1940-1 y DIN 69888:2008-09(D).
Las piezas de empalme y los componentes fabricados por
•
el cliente mismo (prolongación del perno de tracción, unidad
tensora y de aojamiento) deberán proyectarse y emplearse
según las indicaciones incluidas en la documentación del
usuario y las directrices vigentes.
Siempre existe un riesgo de seguridad si se realizan modicaciones en el sistema de enclavamiento. Por eso:
No está permitido realizar modicaciones en el sistema de
•
enclavamiento.
Las modicaciones en las piezas de empalme sólo se deben
•
realizar en coordinación y tras haber recibido el permiso
escrito por parte del fabricante.
Las unidades tensoras y de aojamiento de Röhm controlan
•
la posición de tensión del sistema de enclavamiento durante
el uso (rotación de husillo). Si se emplean unidades tensoras
y de aojamiento de otros fabricantes, Röhm no asumirá
ninguna responsabilidad por posibles fallos del sistema de
enclavamiento y sus consecuencias resultantes.
Para cada unidad tensora y de aojamiento es obligatorio em-
•
plear sensores para la detección de la posición de aojamiento y tensión, así como la posición „Tensar sin herramienta“.
La posición de tensión durante la rotación deberá controlarse
con especial esmero. Los sensores deberán acoplarse de tal
manera al sistema de mando de la máquina que se puedan
detectar los cambios durante el uso y, en caso de exceder los
límites, se active la parada del husillo. Las carreras del perno
de tracción expuestas en la tabla 1 incluyen el límite superior
e inferior de la posición de tensión y sólo deberán ser sobrepasadas bajo determinadas condiciones y nunca se deberá
generar un nivel inferior (véase 3.2).
El husillo de la máquina no se deberá poner en funcionamien-
•
to hasta que no se haya alcanzado la posición de tensión
en el control de carrera. La posición de tensión se tiene que
comprobar con un sensor de seguridad según DIN VDE 0660
parte 209.
Encontrará los requisitos de seguridad adicionales para el
•
manejo de amarres de herramienta en el manual RN-1600, es
imprescindible seguirlos.
2.4 Obligaciones del operador
Si no ha sido expuesto explícitamente de otra manera, los datos
técnicos expuestos del sistema de enclavamiento no deberán ser
sobrepasados o no alcanzados.
Antes de comenzar a trabajar con el sistema de enclavamiento
deberá cerciorarse
de que el personal pueda acceder a las respectivas partes de
•
la documentación del usuario.
la documentación del usuario haya sido leída y entendida por
•
el personal competente. Sobre todo en lo respectivo a las
indicaciones de seguridad y advertencia.
que, además, del presente manual de instrucciones RN-1701
•
se haya leído y se tenga en cuenta el manual de instrucciones
RN-1600, sobre todo el capítulo 3 „indicaciones de seguridad
y directrices para el empleo de tensores de herramienta“.
de que el personal responsable disponga de la calicaci-
•
ón adecuada para su trabajo. Sobre todo si se trata de la
puesta en servicio, el mantenimiento/la conservación y los
arreglos, así como todos los trabajos en las instalaciones y los
componentes eléctricos. Deberán tenerse en cuenta todas las
prescripciones y directrices pertinentes y la documentación
del usuario.
de que todos los dispositivos de seguridad se hayan colocado
•
debidamente y sean capaces de funcionar. Los dispositivos de
seguridad no deberán ser manipulados ni encontrarse fuera
de servicio. Deberá tener en cuenta las clases de resistencia
de los dispositivos de protección (p.ej. cubiertas de protección,
ventanas de seguridad).
de que la máquina y el sistema de enclavamiento se encuen-
•
tren en un estado técnico intacto.
de que todas las piezas dañadas o defectuosas se renueven
•
inmediatamente. Sobre todo si se trata de los dispositivos de
seguridad.
23
Page 24

3. Montaje, puesta en servicio, desmontaje
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
E
F
3.1 Montaje
3.1.1. Orden de montaje
3.1.1.1 Perno de tracción
Para el montaje del sistema de enclavamiento
„SuperLock“ se „retira“ primero el perno de tracción
del componente que ha sido suministrado de forma
montado. A continuación, se realiza el montaje del perno
de tracción en un husillo (alojamiento). Se atornilla el
perno de tracción, preferentemente fuera del husillo, a
la prolongación del perno de tracción (hexágono exterior
en la cabeza del perno de tracción, ancho de llave
véase tabla 2 abajo). El montaje del perno de tracción
también se puede realizar desde delante con una llave
de vaso corriente y una prolongación. Los momentos de
apriete correspondientes para el perno de tracción están
incluidos en la tabla 2.
La prolongación del perno de tracción se introduce en el
husillo desde atrás y se ja al extremo del husillo según
la construcción individual de cada husillo.
3.1.1.2 Unidad tensora y de aojamiento, perno de
tracción
A continuación se realiza el montaje de la unidad
tensora y de aojamiento. En la posición de aojamiento
se mide la posición de la supercie frontal del perno de
tracción en el husillo (imagen 5, tabla 2, medida l1). Las
correcciones de la posición del perno de tracción sólo se
pueden realizar en la unidad tensora y de aojamiento o
en la prolongación del perno de tracción.
0 0
SW
l1
3.1.1.3 Sistema de enclavamiento
Primero se introduce el manguito guía del sistema de
enclavamiento en el husillo. Se tiene que tener cuidado
al introducir la junta tórica del manguito guía en el
taladro del husillo para evitar cortes en ella.
El componente con el manguito de montaje, el mandril
de pinza y la barra de tracción se atornilla desde delante
en el husillo. Primero se desliza el mandril de pinza,
que se puede desplazar en el manguito de montaje y
sobresale, sin movimiento de atornillado sobre el perno
de tracción.
Para ello se posiciona el mandril de pinza manualmente
sobre la cabeza del perno de tracción, el manguito de
montaje se pospone en relación al mandril de pinza
a tope con el tornillo de protección contra torsión y
nalmente se empuja con una fuerte presión axialmente
sobre el perno de tracción (compare imagen 6). Este
proceso se realiza, según el tamaño nominal HSK, con
un ligero esfuerzo a causa de la apertura del mandril
de pinza. Puede emplear herramientas corrientes como
ayuda.
Posición de montaje
Imagen 6: Posición del mandril de pinza en el manguito de montaje
durante el montaje en el perno de tracción
En cuanto el mandril de pinza haya alcanzado su posición sobre el husillo de tracción y se pueda girar libremente, se puede atornillar el manguito de montaje con
una llave de montaje. Las llaves de montaje necesarias
y los momentos de apriete para el manguito de montaje
Perno de tracción Ilave
Imagen 5: Medida de control para el montaje del perno de tracción
(l1), ancho de llave en el perno de tracción (SW)
Ancho de llave (SW), momento de apriete (Mz) y
medida de control para el perno de tracción (l1)
Tamaño nominal HSK:
Ancho de llave
en el perno de
tracción (SW):
Momento de
apriete perno
de tracción Mz
(Nm):
Perno de
tracción HSKdisposición
proyectada l1
(mm):
Tabla 2
24
25 32 40 50 63 80 100 125
6,35 8 10 12 15 19 22 28
5 10 20 40 80 150 250 400
30,4 36,5 47,5 56,2 72 93,1 117,8 145,1
Llaves de montaje y momentos de apriete para el
montaje del manguito de montaje
Tamaño
nominal
HSK:
Nº de id
Röhm llave
de montaje
Momento
de apriete
manguito de
montaje Mh
(Nm)
Tabla 3
25 32 40 50 63 80 100 125
1172346 1143355 1176112 1176114 1172348 1176116 1176118 1176120
15 25 35 50 70 95 125 160
Page 25

3.1.1.4 Grupo tensor HSK
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
E
F
Después del montaje del manguito de montaje se
puede montar el grupo tensor HSK. Para ello tendrá
que atenerse, también, a las prescripciones de montaje
y ajuste para grupos tensores HSK.
Para la adaptación de la posición necesaria de la pieza
de presión en posición de aojamiento, se deberá lijar
la arandela de adaptación suministrada a la medida
necesaria. Para ello se atornilla la pieza de presión con
la arandela de adaptación a la barra de tracción y se
mide la medición de ajuste resultante.
El grosor de la arandela de adaptación se reduce
en la medida de diferencia entre la medida de ajuste
existente y la medida de ajuste prescrita. Entonces se
ja la pieza de presión con la arandela de adaptación corregida debajo con contratuerca en la barra de
tracción (compare medida de ajuste en los dibujos de
montaje.)
Atención: ¡la medida de ajuste no debe rebasar
el margen de tolerancia! En modo de entrada se
deberá actuar con sumo cuidado para no dañar
los pasadores roscados para la protección contra
torsión del mandril de pinza. También se deberá
tener en cuenta la posición del perno de tracción
expuesta bajo 3.1.1.2.
Con el montaje del grupo tensor HSK, está listo el sistema completo con sistema de enclavamiento y unidad
tensora y de aojamiento.
3.1.2 Recursos auxiliares para el montaje
El sistema de enclavamiento se puede montar con
ayuda de herramientas de montaje convencionales.
Sólo se emplean llaves especiales para el montaje del
manguito de montaje. Sobre las llaves especiales (nº de
id. Röhm véase tabla 3) se pueden poner, para realizar
el momento de apriete denido, llaves dinamométricas
convencionales.
3.2 Puesta en servicio
Accionando la unidad tensora y de aojamiento, con
husillo parado se pueden controlar las funciones del
sistema de enclavamiento. Se determinan las posi-
ciones „herramienta aojada“, „herramienta tensada“ y
„tensada sin herramienta“ (valores véase tabla 1). Para
la determinación exacta de la posición de tensión se
emplea una herramienta control HSK con „posición 0“
del hombro HSK.
A causa de las tolerancias de las herramientas HSK, las
tolerancias de elementos adicionales en el ujo de fuerza
y los ángulos en el sistema de enclavamiento, se genera
una zona de tensión relativamente amplia alrededor del
punto de tensión ideal (carrera tensora nominal en el perno
de tracción). La tabla 1 contiene estos valores para todos
los tamaños HSK (carreras en el perno de tracción: p. ej.
16-24 mm para HSK63).
Por lo general, se emplean sensores análogos para la
detección de las carreras. El sensor se deberá acoplar
de tal manera al sistema de mando de la máquina que se
detecte la „ventana de tensión“ necesaria para la función
„tensar herramienta“ y, en caso de cambios de la posición
de tensión axial durante la rotación, se desconecte el
husillo.
3.2.3 Posición „tensar sin herramienta“
Se podrá rebasar el valor máximo de la posición de tensión
siempre que se garantice que la distancia hacia la posición
„tensar sin herramienta“ no genere mal funcionamiento. Se
recomienda, según el tamaño nominal, mantener también
en las aplicaciones especiales una distancia mínima de
1-2 mm entre „tensar“ y „tensar sin herramienta“. La tabla
1 incluye los valores máximos de las carreras para tensar
sin herramienta.
3.2.4 Sensores para la detección de la posición
Para la detección de las posiciones nombradas anteriormente se deben emplear sensores apropiados que deberán ser acoplados al sistema de mando de la máquina.
Si estos dispositivos que forman parte de la unidad tensora
y de aojamiento no los adquiere a través de Röhm, se
deberán realizar las funciones de control descritas con
anterioridad de forma adecuada.
Desde el punto de vista de la seguridad, es
necesario controlar la posición de tensión del
sistema de enclavamiento durante el trabajo. Si el
operador del sistema de enclavamiento no realiza
ningún control de la posición de tensión, Röhm
no asumirá ninguna responsabilidad por posibles
daños a causa de mal funcionamiento del sistema
de enclavamiento.
Para la detección de la posición de las diversas posiciones de conmutación se tendrían que adaptar los
sensores correspondientes a las carreras tensoras y
las zonas de señales se tendrían que almacenar en el
sistema de mando de la máquina.
3.2.1 Posición „herramienta aojada“
Esta posición se comprueba durante el montaje del
sistema completo (véase 3.1).
3.2.2 Posición „herramienta tensada“
25
Page 26

3.2.5 Medición de la fuerza tensora
Handspannfutter (Keilstangenprinzip)
Fremdsprachentexte ...
Fremdsprachentexte ...
mit Backensicherung
E
F
Con la ayuda de un dispositivo de medición de fuerza
tensoras HSK se mide la fuerza tensora existente
mediante introducción en el husillo. Con las correspondientes fuerzas de accionamiento en el perno de
tracción (tabla 1) se generan las fuerzas de tensión
HSK (fuerzas de amarre).
3.3 Desmontaje
El desmontaje del sistema de enclavamiento se realiza
en posición de aojamiento y en orden siguiente:
• Desmontaje del grupo tensor HSK
• Soltar el manguito de montaje con la llave especial
(nº de id. Röhm véase tabla 3)
• Extraer el manguito de montaje unido al mandril de
pinza y la barra de tracción.
• Desatornillar el perno de tracción de la prolongación
del perno de tracción (llave de vaso)
El desmontaje sólo se podrá realizar desde el lado
frontal del husillo. No es necesario desmontar la unidad
tensora y de aojamiento. La condición previa para
el desmontaje del perno de tracción es la protección
contra torsión de la prolongación de perno de tracción.
4. Manejo
Las posiciones de funcionamiento aojar, tensar y
tensar sin herramienta se pueden realizar con una
variedad de unidades tensoras y de aojamiento.
Independientemente del modo de construcción y del
tipo de generación de fuerza (hidráulica, neumática,
eléctrica), todos los elementos de accionamiento
tienen que adoptar una posición de estacionamiento
antes de la puesta en funcionamiento del husillo. Los
correspondientes pistones u otros no deben rozar el
extremo del perno de tracción y deben mantener una
distancia de seguridad constante durante la rotación
del husillo.
Tras la introducción de la fuerza tensora, el sistema
de enclavamiento trasmite la fuerza de accionamiento
al grupo tensor HSK y mantiene la fuerza de tracción
mecánicamente con retención automática. La fuerza
de accionamiento no tiene ni debe aparecer durante
la rotación del husillo.
El control de las diversas posiciones de funcionamiento en estado parado y en posición tensada
durante la rotación se puede realizar de manera
individual con sensores de diversos tipos, no obstante, se deberán tener en cuenta las indicaciones
expuestas en el capítulo 2.
5. Mantenimiento, Cuidado
El sistema de enclavamiento no precisa mantenimiento. No existen ciclos de lubricación y no se
tienen que reponer piezas de desgaste.
Para el control de funcionamiento, se recomienda la
medición de la fuerza tensora. Tras una carrera en
26
vacío (tensar sin herramienta) se puede realizar la medición de la fuerza tensora HSK con los aparatos corrientes.
El estado del sistema de enclavamiento es decisivo para
su fuerza de funcionamiento, tensión y enclavamiento, así
como para su vida útil. Para controlar el estado se deberá
realizar un control en periodos de tiempo regulares y
según las indicaciones de mantenimiento. Independientemente de la frecuencia de tensión, al alcanzar 40 horas
de servicio es obligatorio realizar un control de la fuerza
de tensión. En caso necesario, deberán emplearse dispositivos especiales de medición de la fuerza de tensión
(dispositivos de medición de la fuerza de amarre).
Si se detectan desviaciones extremas de la fuerza de
tensión del valor nominal, se deberá lubricar primero el
grupo tensor HSK (véase el manual de instrucciones del
grupo tensor). Si dicha medida no conduce al resultado
deseado, se deberá sustituir el grupo tensor HSK. Las
mediciones de la fuerza de tensión se pueden apoyar con
mediciones de carreras.
Sólo en caso de que no se alcance el resultado óptimo
después de haber sustituido el grupo tensor HSK y si se
genera una caída signicativa de la fuerza de tensión, se
deberá sustituir el sistema de enclavamiento, siguiendo el
procedimiento descrito en 3.3.
6. Piezas de recambio
Las piezas defectuosas o desgastadas no se renuevan.
En estos casos, siempre se sustituirá el sistema de enclavamiento completo.
Para poder realizar el pedido suplementario de las
piezas de repuesto de manera óptima, necesitamos
el número de identicación de 7 dígitos grabado
en el componente y - a ser posible - el número de
fabricación.
Indicamos que deberán emplearse, exclusivamente, piezas originales de Röhm o piezas suministradas por los proveedores autorizados de la empresa Röhm GmbH. Para
todos los daños causados por piezas ajenas, expira toda
responsabilidad por parte de la empresa Röhm GmbH.
La garantía no es aplicable a:
Daños causados por el operador y generados por el
1.
incumplimiento de las indicaciones escritas del vendedor en lo respectivo al empleo y el mantenimiento del
equipo.
Desgaste natural.
2.
Daños causados por una fuerza mayor.
3.
Daños causados por todo tipo de manejo inadecuado
4.
o por el empleo o servicio inapropiado del sistema de
enclavamiento o partes del mismo.
Daños causados por terceros.
5.
Daños causados por el empleo de la planta o partes
6.
de la misma bajo condiciones alteradas (p.ej. materias
prima, piezas a trabajar, herramientas, parámetros
de corte, programas, etc.), sobre todo, si no ha sido
coordinado previamente con el vendedor o fabricante y
no se dispone de una autorización por escrito.
Daños causados por condiciones ambientales al-
7.
teradas.
Page 27

Page 28

Röhm GmbH, Heinrich-Röhm-Str. 50, 89567 Sontheim/Brenz, Tel. 07325/16-0, Fax 07325/16-492,
www.roehm.biz, E-mail: info@roehm.biz
Id.-Nr.: 1178213/0509
 Loading...
Loading...