

Page 1
Bedienungsanleitung für
Operating Instructions for
Stationäre Spannstöcke
Stationary power chucks
SSP
SSH
Stand 07/04
Page 2
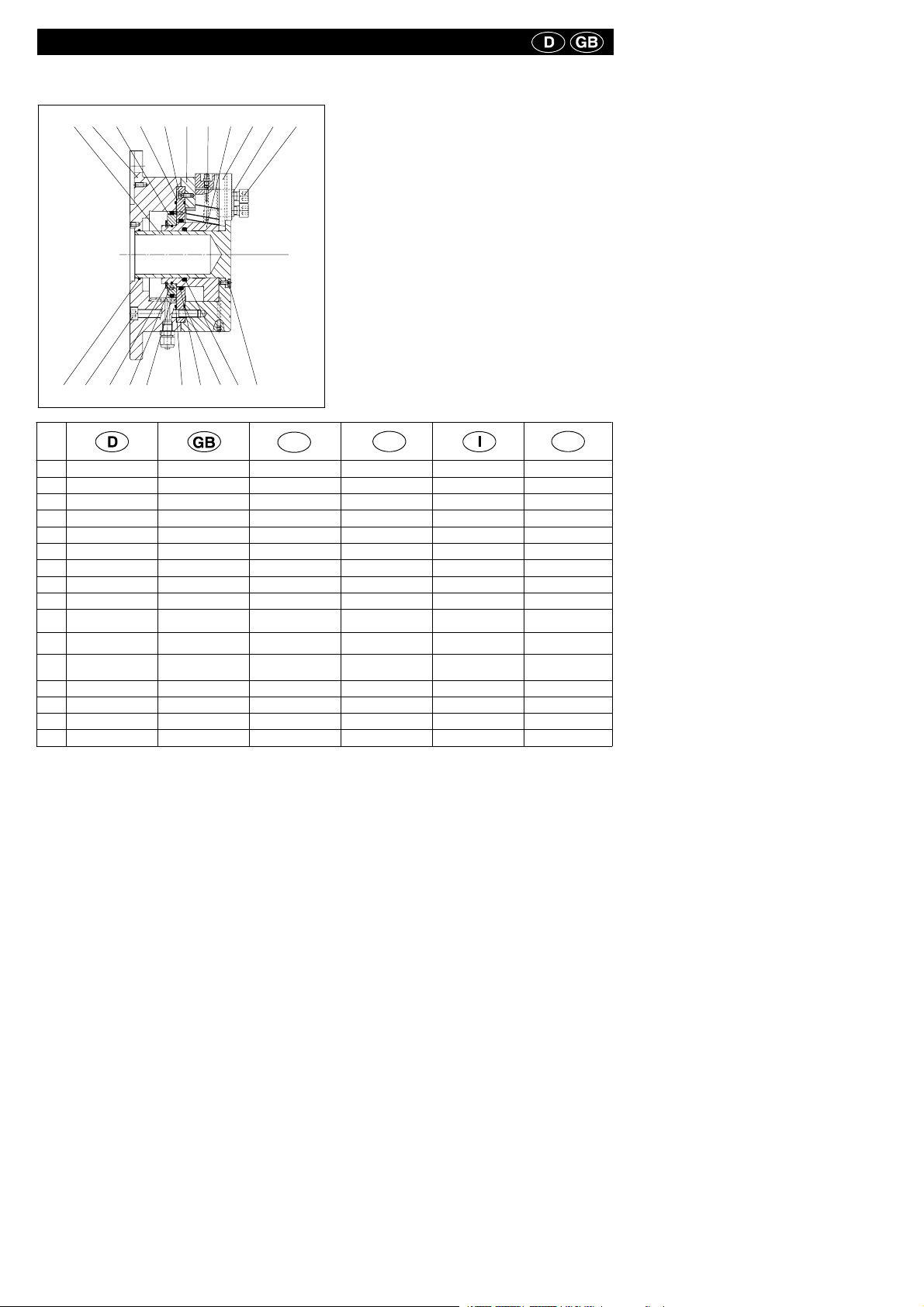
Die Spannstöcke SSP/SSH mit ihren wichtigsten Einzelteilen -- The stationary power chucks and their most important components
04 06 07 05 15 01 21 03 02 08 14
31 13 22 29 24 27 28 27 30 16
Pos.
01 Körper Body Corps Cuerpo Corpo
02 Grundbacke Base jaw Semelle Garra base Griffa di base
03 Kolben Piston Piston de serrage Embolo de sujeción Pistone di serrage
04 Schutzbuc hse Protective bus hing Douille de protection Casquillo protección Boccola di protezione
05 Zwischenscheibe Draw bolt Vis de traction Tornillo de tracción Vite di trazione
06 Aufnahme Washer Rondelle Ranella Arandela
07 Kolbenscheibe Lock nut Contre-écrou Contratuerca Controdado
08 Nutenstein Jaw nut Lardon Chaveta Tassello
13 Schraube Screw Vis Tornillo Vite
14 Backen-Befestig.- Jaw mounting Vis de fixation Tornillo de fijación Vite di fissaggio
Schraube screw des mors da las garras delle griffe
15 Zwischenscheibe -- Intermediate ring -- Anneau de butée -- Anillo de tope -- Rosetta di arresto --
Befest.-Schraube Mounting screw Vis de fixation Tornillo de fijación Vite di fissaggio
16 Buchse -- Bush -- Douille -- Casquillo -- Boccola --
Befest.-Schraube Mounting screw Vis de fixation Tornillo de fijación Vite di fissaggio
21 Schmiernippel Grease nipple Graisseur Boquilla de engrase Ingrassatore
22 Sicherungsring Securing ring Circlip Aro de seguridad Anello di sicurezza
24 Dichtschnur Sealing cord Corde de cachetage Cuerda del lacre Cavo di sealing
27-31 Dichtschnur Sealing cord Corde de cachetage Cuerda del lacre Cavo di sealing
F
E
RUS
Page 3
1. Sicherheitshinweise und Richtlinien für den Einsatz
von kraftbetätigten Spanneinrichtungen
Für den sicheren Einsatz von Kraftbetätigten Spanneinrichtungen, besonders von Spannfuttern, auf Hochleistungsdrehmaschinen mit hohen Drehzahlen sind bestimmte Kriterien zu
berücksichtigen.
1. Beim Aufbau des Kraftspannfutters und des Spannzylinders auf die Drehmaschine müssen folgende sicherheitstechnische Anforderungen beachtet werden:
1.1 Die Maschinenspindel darf erst anlaufen, wenn der
Spanndruck im Spannzylinder aufgebaut ist und die
Spannung im zulässigen Arbeitsbereich erfolgt.
1.2 Das Lösen der Spannung darf erst bei Stillstand der
Maschinenspindel möglich sein.
1.3 Bei Ausfall der Spannenergie muß das Werkstück bis
zum Spindelstillstand fest eingespannt bleiben.
(Röhm-Sicherheitszylinder erfüllen diese Forderung).
1.4 Bei Stromausfall und -Wiederkehr darf keine Ände-
rung der momentanen Schaltstellung erfolgen.
1.5 Bei Ausfall der Spannenergie muß ein Signal die Ma-
schinenspindel stillsetzen.
2. Die Sicherheitstechnischen Angaben der entsprechenden
Betriebsanleitung müssen genau befolgt werden.
3. Nach dem Aufbau des Spannfutters muß vor Inbetriebnahme die Funktion des Spannfutters geprüft werden.
Zwei wichtige Punkte sind:
3.1 Spannkraft! Bei max. Betätigungskraft/Druck
muß die für das Spannmittel angegebene Spannkraft
(±15%) erreicht werden.
3.2 Hubkontrolle! Der Hub des Spannkolbens muß in der
vorderen und hinteren Endlage einen Sicherheitsbereich aufweisen. Die Maschinenspindel darf erst anlaufen, wenn der Spannkolben den Sicherheitsbereich
durchfahren hat. Für die Spannwegüberwachung dürfen nur Grenztaster eingesetzt
werden, die den Anforderungen für Sicherheitsgrenztaster nach VDE 0113/12.73 Abschnitt 7.1.3 entsprechen.
4. Ist die max. Drehzahl der Drehmaschine höher als die des
Spannmittels bzw. des Spannzylinders, muß in der Maschine eine Drehzahlbegrenzungseinrichtung vorhanden
sein.
5. Wird das Spannmittel gewechselt, muß die Hubkontrolle
auf die neue Situation abgestimmt werden.
6. Bei der Festlegung der erforderlichen Spannkraft zur Bearbeitung eines Werkstückes ist die Fliehkraft der Spannbacken zu berücksichtigen (Angaben zur Ermittlung der
erforderlichen Spannkraft sind im Vorspann des RöhmKataloges Produkt-Gruppe 6 enthalten).
7. Die Zuverlässigkeit der Kraftspanneinrichtung kann nur
dann gewährleistet werden, wenn die Wartungsvorschriften der Betriebsanleitung genau befolgt werden. Im Besonderen ist zu beachten:
7.1 Für das Abschmieren soll das in der Betriebsanleitung
empfohlene Schmiermittel verwendet werden. (Ungeeignetes Schmiermittel kann die Spannkraft um mehr
als 50% verringern).
7.2 Beim Abschmieren sollen alle zu schmierenden Flä-
chen erreicht werden. (Die engen Passungen der Ein-
bauteile erfordern einen hohen Einpreßdruck. Es ist
deshalb eine Hochdruckfettpresse zu verwenden).
7.3 Zur günstigen Fettverteilung den Spannkolben mehrmals bis zu seinen Endstellungen durchfahren, nochmals abschmieren, anschließend Spannkraft kontrollieren.
8. Die Spannkraft muß vor Neubeginn einer Serienarbeit und
zwischen den Wartungsintervallen mit einer Kraftmeßdose
kontrolliert werden. „Nur eine regelmäßige Kontrolle gewährleistet eine optimale Sicherheit”.
9. Es ist vorteilhaft, nach spätestens 500 Spannhüben den
Spannkolben mehrmals bis zu seinen Endstellungen
durchzufahren. (Weggedrücktes Schmiermittel wird dadurch wieder an die Druckflächen herangeführt. Die
Spannkraft bleibt somit für längere Zeit erhalten).
10. Beim Einsatz von Sonder-Spannbacken sind nachfolgende Regeln zu beachten:
10.1 Die Spannbacken sollten so leicht und so niedrig wie
möglich gestaltet werden.
Der Spannpunkt sollte möglichst nahe an der FutterVorderseite liegen. (Spannpunkte mit größerem Abstand verursachen in der Backenführung höhere Flächenpressung und können die Spannkraft wesentlich
verringern).
10.2 Sind die Sonderbacken aus konstruktiven Gründen
breiter und/oder höher als die dem Spannmittel zugeordneten Stufenbacken, so sind die damit verbundenen höheren Fliehkräfte bei der Festlegung der erforderlichen Spannkraft und zulässige Drehzahl zu berücksichtigen.
Zur Ermittlung der zulässigen Drehzahl für eine bestimmte Bearbeitungsaufgabe verweisen wir auf Abschnitt 7 auf Seite 7.
Zur genauen Ermittlung der tatsächlichen Spannkraft
empfehlen wir unsere elektronische Spannkraft-Meßeinrichtung RMKD. Hier besteht die Möglichkeit,
Spannkräfte auch während der Rotation zu messen.
Eine Spannkraftveränderung durch die Fliehkraft der
Backen kann damit in hervorragender Weise erfaßt
werden.
10.3 Geschweißte Ausführungen möglichst vermeiden.
Gegebenenfalls müssen die Schweißnähte in Bezug
auf die Fliehkraft- und Spannkraftbelastung überprüft
werden.
10.4Die Befestigungsschrauben sind so anzuordnen, daß
ein möglichst großes Wirkmoment erreicht wird.
11. Die max. Drehzahl darf nur bei max. eingeleiteter Betätigungskraft und bei einwandfrei funktionierenden Spannfuttern eingesetzt werden.
12. Bei hohen Drehzahlen darf das Futter nur unter einer ausreichend dimensionierten Schutzhaube eingesetzt werden.
13.Kraftspannfutter mit Backen-Schnellwechselsystem, dessen Wechselmechanismus im Futterinneren angebracht
ist, benötigen eine Sicherung, die das Anlaufen der Maschinenspindel bei entriegelten Spannbacken verhindert.
14. Nach einer Kollision des Spannmittels muß es vor erneutem Einsatz einer Rißprüfung unterzogen werden.
Page 4

1. Safety instructions and guidelines for the use of
power-operated clamping devices
To ensure a safe operation of power-operated clamping devices, particularly of chucks, on heavy-duty lathes with high
speeds certain criteria must be observed:
1. When mounting the power chuck and the actuating cylinder on the lathe, the following saftey requirements must
be met:
1.1 The machine spindle may only start when the clam-
ping pressure has been built up in the actuating cylinder and the clamping has been carried out the permissible working area.
1.2 Unclamping may only be possible when the machine
spindle has completely stopped.
1.3 In case of a clamping energy failure, the workpiece
must be firmly clamped until the spindle is completely
stopped. (The Röhm safety cylinders meet this requirement).
1.4 In case of a current failure and upon return of the cur-
rent supply the actual control position may not be
changed.
1.5 In case of clamping energy failure the machine
spindle must be stopped by a signal.
2. The safety instructions given in the respective operating
manual must be precisely followed.
3. After having mounted the chuck and before starting the
operation the function of the chuck must be checked.
Two important points are:
3.1 Clamping Force! The clamping force (±15%)
stated for the clamping device must be reached
at max. actuating force/pressure.
3.2 Stroke control! A safety range must be provided for
the stroke of the actuating piston in the front and rear
end position. The machine spindle may only start after
the actuating piston has crosssed the safety range.
Only limit switches meeting the requirements for safety limit switches in accordance with VDE 0113/12.73
section 7.1.3 may be used for monitoring fthe clamping path.
4. If the max. speed of the lathe exceeds the max. speed of
the clamping device or actuating cylinder, the machine
must be equipped with a speed limitation device.
5. When the clamping device has been changed, the stroke
control must be adjusted to the new condition.
6. When calculating the required clamping force for machining a workpiece, the centrifugal force of the clamping
jaws must be considered (information for calculating the
required clamping force are contained in the intoduction to
the Röhm catalogue product group 6).
7. A reliable operation of the power chuck can only be guaranteed when the mainenace instructions contained in the
instruction manual are precisely followed. In particular the
following points must be observed:
7.1 For lubrication only the lubricants recommended in
the operating manual shall be used. (An unsuitable
lubricant can reduce the clamping force by more
than 50%).
7.2 The lubricant must reach all surfaces to be lubricated.
(At the narrow fits of the mounting parts a high pressure is required for pressing in the lubricant. For this
prupose a pressure gun must be used.)
7.3 In order to distribute the grease evenly, move the
clamping piston several times to its end positions,
repeat the lubrication and then check the clamping
force.
8. Before restarting a serial machining operation and in between the maintenance intervals the clamping force should
be checked by means of a load cell. ”Only regular checks
ensure optimum reliability”.
9. It is recommended to move the clamping piston several
times to its end positions after 500 clamping strokes at the
latest. (In this way any lubricant pushed away will be returned to the pressure surfaces. The pressure force is thus
maintained for a longer period of time).
10. When using special clamping jaws the following instructions must be observed:
10.1 The clamping jaws should be designed in such a way
that their weight and height is as low as possible. The
clamping point should possibly be close to the front
side of the chuck. (Clamping points at a larger distance may cause a higher surface pressure in the
jaw guiding mechanism and may thus reduce the
clamping force considerably).
10.2 In case the special jaws are for contructional reasons
wider and/or higher as the step jaws assigned to the
clamping device, the resulting higher centrifugal forces must be considered when calculating the required clamping pressure and the rated speed.
To determine the permissible speed for a certain
track, please refer to page 12, section 7.
To determine the actual gripping power, we should
like to recommend the use of our electronic gripping
power measuring system RMKD. The RMKD measuring system allows you to measure the gripping
power of the idle and the rotating chuck. It is thus
excellently suited for recording changes of the gripping power due to the centrifugal force of the jaws.
10.3 Welded models should possibly not be used. If requi-
red, the welding seams must be checked as to their
centrifugal and clamping force capacity.
10.4 The mounting screws must be arranged in such a
way that the highest possible useful moment is reached.
11. The max. speed may only be used at max. applied actuating force and with properly functioning chucks.
12. In the case of high speeds the chucks may only be used
below a protective hood with sufficiently large dimensions.
13. For power chucks with a jaw quick-change attachment in
in the inside of the chuck a safety device is required which
prevents the machine spindle form starting when the
clamping jaws are released.
14.After a collision the clamping device must be checked for
fissures before being used again.
Page 5

2. Bestimmungsgemäße Verwendung
Precautions
D Der Spannstock darf
nur zum Spannen von
festen Werkstücken
verwendet werden.
D Bei elastischen Werk-
stücken und ungenügender Spannkraft besteht Verletzungsgefahr durch sich lösende und herausschleudernde Werkstücke
bzw. Werkzeuge.
D The power chucks may
only be used forclamping rigid workpieces.
D Flexible workpieces
and insufficient clamping forces may cause
injuries if insecurely
held parts or tools are
flung out of the
machine.
3. Inbetriebnahme
D Werksseitigen Korrosi-
onsschutz entfernen.
D Hochdruckschlauch am
Spannstock und am
Hydraulik-Aggregat anschließen.
D Der Hochdruck-
schlauch muss für den
max. Betriebsdruck zulässig sein.
D Schlauchleitung entlüf-
ten.
D Aggregat auf “Span-
nen” schalten.
D Entlüftungsschraube
an der Hydraulik-Einheit etwas nach links
drehen, bis Öl blasenfrei austritt -- dann Entlüftungsschraube wieder fest anziehen.
D Aggregat auf “Lösen”
schalten.
Preparations for use
D Remove the coating
applied by the factory
for temporary protection against corrosion.
D Connect the high--pres-
sure hose to the power
chuck and hydraulic
unit.
D Ensure that the high--
pressure hose is suitable for the max. operating pressure.
D Vent the hose.
D Switch the unit to
”Clamp”.
D Turn the vent screw on
the hydraulic unit
slightly counter--clockwise until bubble--free
oil escapes -- then retighten the vent screw.
D Switch the unit to ”Re-
lease”.
Utilisation conforme
D L’étau-machine ne doit
être utilisé que pourle
serrage de pièces
rigides.
D Avec des pièces élasti-
ques et une force de
serrage insuffisante, il
y a risque de blessure
par des pièces ou des
outils se desserrant et
pouvant être éjectés.
Mise en service
D Retirer l’anticorrosif
appliqué par le fabricant.
Uso conforme alle
prescrizioni
D La morsa deve essere
utilizzata esclusivamente per il serraggio
di pezzi rigidi.
D Durante la lavorazione
di pezzi elastici e con
un’insufficiente forza di
serraggio è possibile
che i pezzi o gli utensili
vengano liberati e catapultati all’esterno, con il
conseguente pericolo
di infortunio.
Messa in funzione
D Rimuovere la prote-
zione anticorrosione
originale.
Utilización para la
finalidad prevista
D La mordaza sólo de-
berá utilizarse para
sujetar piezas rigidas
D En cuanto a piezas de
labor elásticas y fuerza
de sujeción insuficiente
existe el peligro de herirse el operario con piezas ó herramientas
sueltas, lanzadas al
aire.
Puesta en servicio
D Lo único que conviene
es quitar la protección
anticorrosiva aplicada
en fábrica
Page 6

4. Aufspannen des Spannstockes
D Maschinentisch und
Unterteil des Spannstockes auf Unebenheiten und Mikrospäne untersuchen und diese
ggf. beseitigen.
D Oberflächen des
Spannstockes nicht beschädigen.
D Der Spannstock muß
mit der ganzen Fläche
plan aufliegen.
D Befestigungselemente
an mehreren Stellen
so anordnen, daß eine
möglichst starre Verbindung zwischen Maschinentisch und
Spannstock entsteht.
D Zum Aufspannen sind
Nuten vorgesehen (4.1)
D Zum Ausrichten bzw.
Positionieren sind an
der Grundseite Paßnu-
H7
angebracht
ten 20
(hierzu passende
Nutensteine siehe
Zubehör Seite ).
Mounting the power
chucks
D Check machine table
and base of vice for unevenness and microchips and remove
these if detected.
D Do not mar the finish
of the vice.
D Make sure that the en-
tire bottom face of the
vice or the swivel base
restsflatonthemachine table.
D Distribute the fastening
elements so that the resulting connection between machine table
and vice is as rigid as
possible.
D Slots and holes are pro-
vided for mounting the
vices. See 4.1 -4.3
D The bottom face of the
vice is provided with
T-slots with a 20
for alignment and positioning (see accessories page 50 for mating
T-slot nuts).
H7
fit
Liaison de l’étau machine RB, RH, RBA,
RBAW, RBAK, RBG
D Contrôler si la table de
machineetlapartie
inférieure de l’étau ne
comportent pas de rugosités ou de microcopeaux et éventuellement les enlever.
D Ne pas endommager
les surfaces de l’étau.
D L’étau et la base tour-
nante doivent reposer à
plat sur toute lasurface.
D Disposer les éléments
de fixation à plusieurs
endroits de sorte à réaliser une liaison laplus
rigide possible entre la
table de machine et
l’étau.
D Des fentes et des trous
sont prévus pour le
montage. Voir 4.1 - 4.3
D Des rainures 20
prévues sur la face
inférieure pour l’alignement et le positionnement (pour les lardons
apropriés, voir accessoires page 50).
H7
sont
Bloccaggio del morse
da macchina utensile
RB, RH, RBA, RBAW,
RBAK, RBG
D Controllare che il ban-
cale della macchina e
la parte inferiore della
morsa non presentino
errori di planarità o trucioli ed eventualmente
eliminarli.
D Non danneggiare le su-
perfici della morsa.
D L’intera superficie della
morsaedellabasegirevole deve essere in
piano.
D Disporre gli elementi di
fissaggio su più punti
in modo che il bancale
della macchina e la
morsa vengano collegati tra loro con la massima stabilità possibile.
D Per il bloccaggio sono
previsti fori ed intagli,
per altre possibilità vedi
vedere 4.1 - 4.3
D Per l’allineamento ed
il posizionamento il
fondo è dotato di cave
H7
calibrate 20
zare tasselli adeguati,
vedere accessori
pagina 50).
(utiliz-
Fijación del mordaza
para máquina RB, RH,
RBA, RBAW, RBAK,
RBG
D Examinar y en caso
dado eliminar microvirutas adheridas a la
mesa de la máquina y
en la parte inferior de
la mordaza.
D Ne deteriorar las super-
ficies de la mordaza.
D Asegurese de que la
mordaza resp. la placa
giratoria se encuentren
apoyadas de un modo
absolutamente plano
en la mesa.
D Situar los elementos
de fijación en varios
puntos de modo que
se establezca una
unión los más rígida
posible entre la mesa
de la máquina y la mordaza.
D Para la fijación se han
previsto ranuras y taladros, para otras posibilidades véase 4.1 - 4.3
D Para la alineación resp.
para el posicionamiento existen unas ranuras
de ajuste 20
perficie de base (las
chavetas de ajuste
correspondientes se
encuentran indicadas
bajo ”Accesorios”
página 50).
H7
en la su-
4.1
Aufspannen mit Befestigungsschrauben
(mindestens Schrauben der Festigkeitsklasse 8.8 verwenden)
Mounting with bolts
(having at least a class 8,8 strength)
Serrage avec vis de fixation
(utiliser des vis de la classe de résistance 8,8 au minimum)
Fissaggio con viti di fissaggio
(utilizzare viti aventi come minimo classe di resistenza 8.8)
Sujeción con tornillos de fijación
(utilizar como minimo tornillos del grado de resistencia 8.8)
Page 7

5. Wartung
D Um die sichere Funk-
tion und die hoheQualität des Spannstockes
zu erhalten, muß erregelmäßig an den
Schmiernippeln abgeschmiert werden (siehe
Bild).
D Zur günstigeren Fett-
verteilung den Spannkolben nach dem Abschmieren mehrmals
durchfahren. Dann
nochmals abschmieren.
D Je nach Einsatzbedin-
gungen ist nach einer
bestimmten Betriebsdauer die Funktion und
die Spannkraft zu überprüfen. Die Spannkraft
wird am sichersten
durch eine Kraftmeßdose gemessen.
D Funktionsprüfung:
Bei einem kleinstmöglichen Betätigungsdruck
von 3-4 bar mußsich
der Spannkolben bewegen. Diese Methode
ist nur bedingt aussagefähig und ersetzt
nicht die Spannkraftmessung. Ist die
Spannkraft zu stark abgefallen oder der
Spannkolben läßt sich
nicht einwandfrei bewegen, muß der Spannstock zerlegt, gereinigt
und neu geschmiert
werden.
D Wartungsintervalle:
Je nach Einsatzbedingungen, mindestens jedoch nach der angegebenen Einsatzzeit.
Wir empfehlen unser
Spezialfett F 80.
Maintenance:
D In order to maintain the
safe operation and high
quality of the power
chuck it is essential that
lubrication is provided
regularly through the
grease nipples (see illustration).
D Operate the clamping
piston over its full range
several times after lubrication to ensure better overall grease distribution, and then apply
grease once more.
D Depending on the ope-
rating conditions, check
the operation and clamping force after a
specified period of operation. It is safest to
measure the clamping
force by means of a
load cell.
D Functional check: The
clamping piston must
move when the lowest
possible operating
pressure of 3 -- 4 bar is
applied. However, this
method is only reliable
up to a point and
does not replace the
force measuring operation. If the clamping
force has dropped too
much or the clamping
piston does not move
freely, the chuck must be
dismantled, cleaned
and greased again before re--assembly.
D Maintenance inter-
vals: Depending on the
operating conditions,
but at least after the
specified operating period.
We recommend our
special grease F 80.
Entretien Mantenimiento
Manutenzione
D Abschmieren aller
Schmierstellen
alle 20 Betriebsstunden, bei starker
Verschmutzung alle 8
Betriebsstunden.
Ganzreinigung mit
Zerlegen des Spannstockes alle
2000-3000 Betriebsstunden.
D Grease all lubricating
points every 20 opera-
ting hours, every 8
operating hours in the
event of serious contamination. Thorough
cleaning and dismantling of the chuck every
2000 -- 3000 operating
hours.
Page 8

6. Zerlegen und Zusammenbau des Spannstockes
D Befestigungsschrau-
benPos.13undPos.
16 entfernen.
D Schutzbuchse Pos. 04
entnehmen.
D Aufnahme Pos. 06 von
Körper Pos. 01 abheben.
D Sicherungsring Pos. 22
entfernen
D Kolbenscheibe Pos. 07
abheben.
D Befestigungsschrau-
ben Pos. 15 entfernen
und Zwischenscheibe
abheben.
D Kolben Pos. 03 ganz
herausziehen.
D Grundbacken Pos. 02
nach innen herausziehen
D Der Zusammenbau er-
folgt in umgekehrter
Reihenfolge (auf richtige Nummerierung und
Lage der Grundbacken
und des Spannkolbens
achten).
Grundsätzlich ist darauf
zu achten, dass die
Dichtschnüre Pos. 24 -Pos. 31 beim Einbau
der Teilenicht beschädigt werden.
Dismantling and assembling the power chuck
D Remove the attach-
ment screws -- items 13
and 16.
D Remove the protective
lining -- item 04.
D Lift the mounting --item
06 -- off the body -- item
01.
D Remove the locking
ring -- item 22
D Lift off the piston plate --
item 07.
D Remove the attach-
ment screws -- item 15,
and lift off the intermediate plate.
D Pull the piston -- item 03
-- out completely.
D Pull the base jaws --
item 02 -- inwards and
out.
D Assembly is carried out
in reverse sequence
(ensure correct numbering and position of
the base jaws and
clamping piston).
It is essential to ensure
that the sealing cords -item 24 -- item 31 -- are
not damaged during installation of the parts.
Entretien Mantenimiento
Manutenzione
7. Ersatzteile
Spare parts -- Pièces de rechange -- Pezzi di ricambio -- Piezas de repuesto
Bei Ersatzteilbestellungen Ident -Nr. des gewünschten Spannstocks
undPos.-Nr.oderBenennung des gewünschten Teiles angeben
(siehe Seite 3). Die
Ident-Nr. ist an der
Spannstock-Stirnseite
angebracht.
When ordering spare
parts, please quote the
item number and designation of the desired
part (see page 3-7) also
quote the jaw width and
thetypeofthemachine
vice.
Pour la commande des
pièces de rechange
veuillez indiquer le Nr. du
poste et la désignation
de la pièce désirée (voir
page 3 -7) et le code d’identification de l’étau
concerné.
Röhm GmbH, Postfach 11 61, D-89565 Sontheim/Brenz
Tel. 0 73 25 / 16-0, Fax 0 73 25 / 16-4 92
Homepage: http://www.roehm-spannzeuge.com
e-mail: info@roehm-spannzeuge.com
In caso di ordinazione di
pezzi di ricambio indicare
il N. pos. e denominazione del pezzo desiderato (cfr. pag. 3-7);
nonché codice del dispositivo compatto di serraggio.
Al formular el pedido de
piezas de repuesto rogamos indicar el número de
posición y la denominación de la pieza deseada
(ver la pag. 3-7), asi
como el número de identidad del dispositivo de
sujeción compacto.
Id.Nr. 483891
 Loading...
Loading...