

Page 1
Bedienungsanleitung für
Operating Instructions for
Instructions de service pour
Istruzioni per l’uso
Instrucciones de servicio para
RN 1364
Hydraulik-Doppelkolbenzylinder
Hydraulic double-piston cylinders
Cylindres hydrauliques à piston double
Cilindros hidráulicos de doble pistón
Cilindro idraulico a stantuffo doppio
Page 2
Inhalt -- Contents -- Table de matières -- Indice
Derhydraulische Doppelkolbenzylinder OVUSHHD mit seinen wichtigsten Einzelteilen 3................
1. Gefahrenhinweise 4-5..........................................................................
2. Beschreibung 6-7..............................................................................
3. Inbetriebnahme 7-9............................................................................
4. Bedienung 9..................................................................................
5. Demontage 9..................................................................................
6. Wartung, Instandhaltung 10.....................................................................
Thehydraulic double piston cylinder OVUSHHD and its most important components 3..................
1. Safety notes 11-12.............................................................................
2. Description 13-14..............................................................................
3. Start-up 14-16.................................................................................
4. Operation 16..................................................................................
5. Removal 16...................................................................................
6. Maintenance, upkeep 17........................................................................
Cylindre hydraulique à piston double OVUSHHD avec ses pièces détachées les plus importants 3.......
1. Dangers Potentiels 18-19.......................................................................
2. Description 20-21..............................................................................
3. Mise en service 21-23..........................................................................
4. Emploi 23.....................................................................................
5. Démontage 23.................................................................................
6. Entretien, maintenance 24......................................................................
Cilindro hidraulico de doble pistón con sus componentes más importantes 3...........................
1. Indicaciones de seguridad 25-26.................................................................
2. Descripción 27-28..............................................................................
3. Puesta in funcionamiento 28-30..................................................................
4. Servicio 30....................................................................................
5. Desmontaje 30................................................................................
6. Mantenimiento, conservación 31.................................................................
I particolari più importanti dell cilindro idraulico a stantuffo doppio OVUSHHD 3........................
1. Avvisi di pericolo 32-33.........................................................................
2. Descrizione 34-35..............................................................................
3. Messa in funzione 35-37........................................................................
4. Uso 37.......................................................................................
5. Smontaggio 37................................................................................
6. Manutenzione, interventi 38.....................................................................
2
Page 3
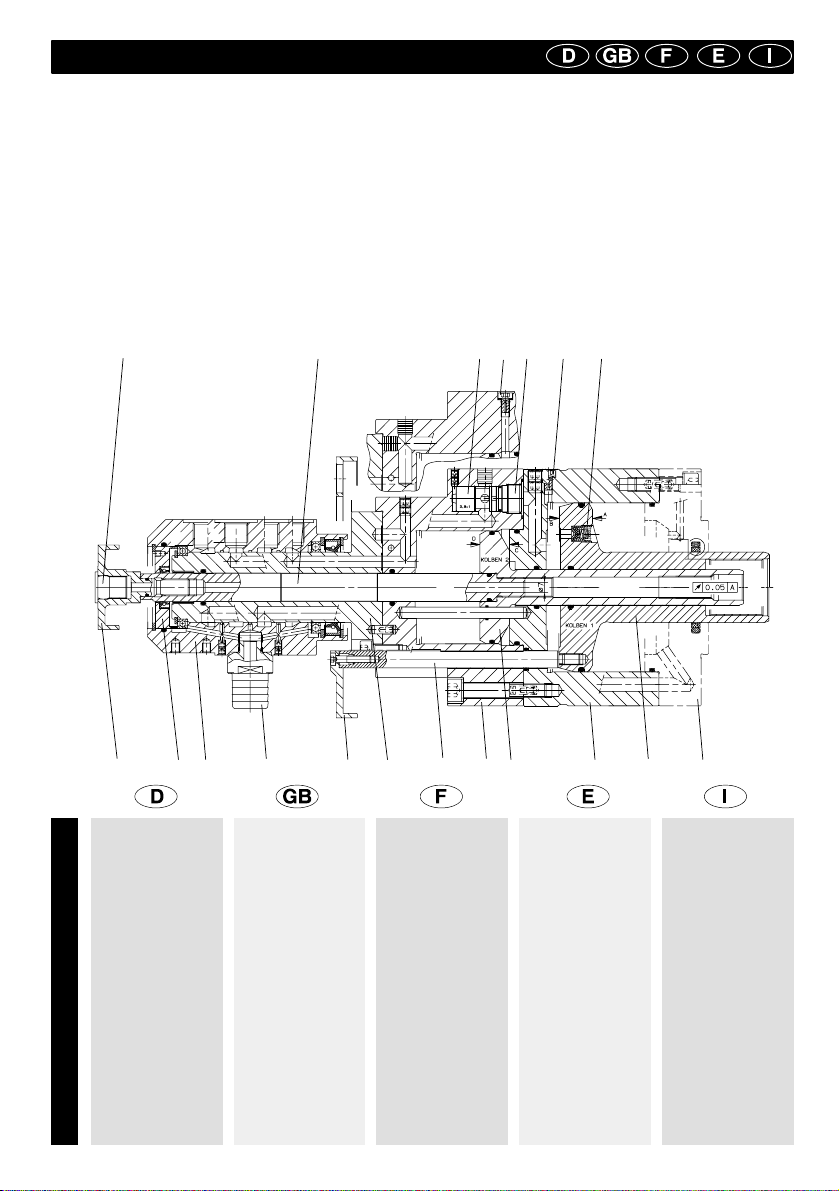
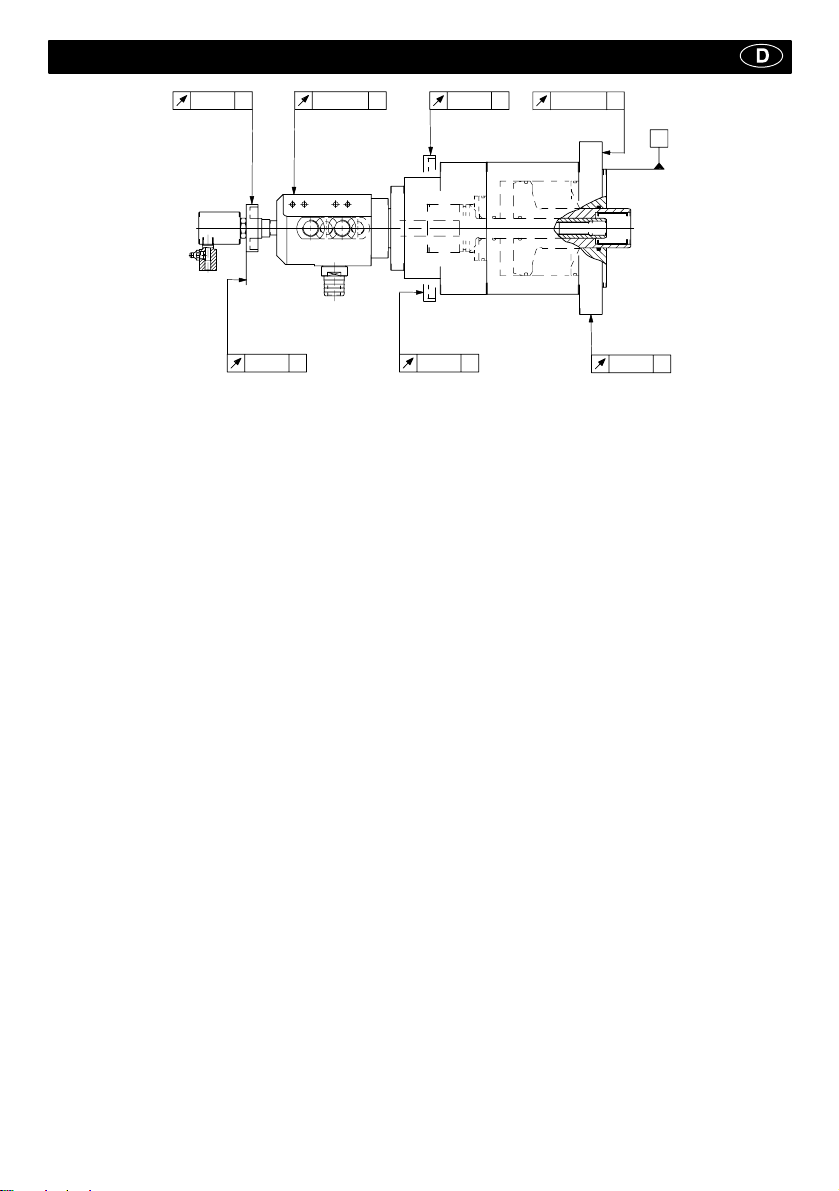
Der hydraulische Doppelkolbenzylinder OVUSHHD
mit unabhängiger Kolbenbewegung, Sicherheitseinrichtung und Hubkontrolle mit
seinen wichtigsten Einzelteilen
Hydraulic double-piston cylinders OVUSHHD
and lifting supervision, with its most important component parts
Vérins hydrauliques à double piston avec mouvement de piston indépendant, dispositif de sécurité
et contrôle de course avec ses pièces les plus importantes
Cilindros hidráulicos de doble pistón con embolada independiente, dispositivo de seguridad y
control de carrera del émbolo con sus elementos més importantes
Il cilindro idraulico a stantuffo doppio OVUSHHD con movimento stantuffo indipendente,
dispositivo di sicurezza e controllo della corsa con i suoi componenti singoli più importanti
19 11 2110 64 21 73
with independent piston movement, safety device
13 17 04 18 12 03 07 0602 01 05 15
01 Kolbengehäuse 1 Piston housing 1 Boîtier du piston 1 Caja del émbolo 1 Corpo stantuffo 1
02 Kolbengehäuse 2 Piston housing 2 Boîtier du piston 2 Caja del émbolo 2 Corpo stantuffo 2
03 Verteilerwelle Distribution shaft Arbre du distributeur Árbol del distribuidor Albero distributore
04 Verteilergehäuse Distributor housing Boîtier du distributeur Caja del distributor Corpodistributore
05 Kolben 1 Piston 1 Piston 1 Embolo 1 Stantuffo 1
06 Kolben 2 Piston 2 Piston 2 Embolo 2 Stantuffo 2
07 Stehbolzen Stud bolt Goujon fileté Perno de anclaje Perno
10 Steuerkolben Control piston Piston de commande Émbolo distribuidor Pistone di comando
11 Schaltstange Switchrod Perche isolante Barra de maniobra Asta di comando
12 Schaltscheibe 1 Control disk 1 Rondelle de commande 1 Disco de posicionam. 1 Disco divisore 1
13 Schaltscheibe 2 Control disk 2 Rondelle de commande 2 Disco de posicionam. 2 Disco divisore 2
15 Flansch Flange Bride Brida Flangia
17 Verschlußdeckel Cover plate Couvercle de fermeture Tapa de cierre Coperchio
18 Leckölstutzen Oil leakage plug
19 Endkappe für End cap for Coiffepou raccord Tapa exterior para Calotta per
Deublinanschluß Deublin connection Deublin conexión Deublin collegamento Deublin
21 Entlüftungsschraube Ventilation screw Vis de purge d’air Tornillo de escape de aire Vite di sfiato
64 Rückschlagventil Check valve Soupape de retenue Válvula de retención Valvola di non ritorno
73 Überdruckventil Pressure control valve Soupape de surcharge Válvula de seguridad Valvola regolatrice
Tubulure pour huile de fuite Tubulad. de aceite de fuga Bocchettoni ricupero olio
della pressione dell’olio
3
Page 4

Gefahrenhinweise
1. Qualifikation des Bedieners
Personen, welche keine Erfahrungen im Umgang mit
Spanneinrichtungen aufweisen, sind durch unsachgemäßes Verhalten, vor allem während der Einrichtearbeiten durch die auftretenden Spannbewegungen und
-kräfte, besonderen Verletzungsgefahren ausgesetzt.
Daher dürfen Spannvorrichtungen nur von Personen
benutzt, eingerichtet oder instandgesetzt werden, welche
hierzu besonders ausgebildet oder geschult sind bzw.
über langjährige einschlägige Erfahrungen verfügen.
2. Verletzungsgefahren
Aus technischen Gründen kann diese Baugruppe teilweise aus scharfkantigen Einzelteilen bestehen. Um Verletzungsgefahren vorzubeugen ist bei daran vorzunehmenden Tätigkeiten mit besonderer Vorsicht vorzugehen!
2.1 Ansteuerung
Um ein unbeabsichtigtes Umschalten des Betätigungsdrucks von der Spann-- auf die Löseleitung zu
verhindern, müssen in der hydraulischen Steuerung
ausschließlich rastende Ventile verwendet werden.
2.2 Eingebaute Energiespeicher
Bewegliche Teile, die mit Druck-, Zug-, sonstigen
Federn oder mit anderen elastischen Elementen
vorge-spannt sind, stellen durch die darin gespeicherte Energie ein Gefahrenpotential dar. Dessen
Unterschätzung kann zu schweren Verletzungen
durch unkontrollierbare, geschoßartig umherfliegende
Einzelteile führen. Bevor weitere Arbeiten durchgeführt werden können, ist diese gespeicherte Energie
abzubauen. Spanneinrichtungen, die zerlegt werden
sollen, sind deshalb mit Hilfe der zugehörigen Zusammenstellungszeichnungen auf derartige Gefahrenquellen hin zu untersuchen. Sollte das “Entschärfen” dieser gespeicherten Energie nicht gefahrlos
möglich sein, ist die Demontage von autorisierten
Mitarbeitern der Fa. Röhm durchzuführen.
2.3 Überschreitung der zulässigen Drehzahl
Diese Vorrichtung ist für umlaufenden Einsatz vorgesehen. Fliehkräfte -- hervorgerufen durch überhöhte Drehzahlen bzw. Umfangsgeschwindigkeiten -- können bewirken, daß sich Einzelteile lösen und dadurch zur potentiellen Gefahrenquelle für in der Nähe befindliche
Personen oder Gegenstände werden. Dies gilt ebenfalls
für Rotationsdichtungen, deren Verschleiß zu einem
Druckverlust in den Zylinderkammern führen. Der Betrieb mit höheren als den für diese Vorrichtung vorgesehenen Drehzahlen ist aus o.g. Gründen nicht zulässig.
Die max. Drehzahl und Betätigungskraft/-druck sind
auf dem Körper eingraviert und dürfen nicht überschritten werden. Das heißt, die Höchstdrehzahl der
vorgesehenen Maschine darf nicht höher als die des
Zylinders/Ölverteilers sein und ist daher ggf. zu begrenzen.
Selbst eine einmalige Überschreitung von zulässigen
Werten kann zu Schäden führen und eine verdeckte
Gefahrenquelle darstellen, auch wenn diese zunächst nicht erkennbar ist. In diesem Fall ist unverzüglich der Hersteller zu informieren, damit dieser
eine Überprüfung der Funktions- und Betriebssicherheit durchführen kann. Nur so kann der weitere sichere Betrieb der Spanneinrichtung gewährleistet
werden.
2.4 Schmierung
Ein Trockenlauf des Verteilers ist nicht zulässig.
Wird der Spannzylinder/Ölverteiler in Rotation versetzt, ist sicherzustellen, dass zumindest ein geringer
Mediumdruck (min. 5 bar Hydrauliköl bzw. min. 1 bar
geölte Druckluft) an den Anschlüssen ansteht.
Ansonsten ist mit Fresserscheinungen in den Verteilerspalten oder Lagern zu rechnen als auch mit
4
erhöhtem Verschleiß der Dichtungen. Dies kann zum
Versagen der Verdrehsicherung führen. Die Folge
wäre ein möglicher Abriss der unter Druck stehenden
Verbindungsleitungen.
Die verwendete Druckluft muss gereinigt und mit einer Wartungseinheit ca. alle 10 min. mit einem Tropfen Spindelöl (z. B. TELLUS C10) angereichert sein.
2.5 Filterung des zugeführten Mediums
Hydraulik
Gegen Fremdkörper im Medium (z.B. Hydrauliköl) ist ein
Druckfilter einzusetzen. Empfohlen wird der Einbau am
Hydraulikaggregat zwischen Pumpe und Steuerventil.
Die Filterfeinheit muß 0,01 mm absolut betragen.
Die Folgen mangelhafter Filterung entsprechen den
unter 2.4 (Schmierung) dargestellten Ausführungen.
2.6Verdrehsicherung am Verteilergehäuse
Das Verteilergehäuse muß grundsätzlich gegen Mitdrehen gesichert werden. Für diese Verdrehsicherung
wird je nach Verteiler folgender Anbau empfohlen:
a) Hydraulikverteiler
mit Leckölanschluß und mit Verdrehsicherungs-
bolzen: am Verdrehsicherungsbolzen
mit Leckölanschluß, aber ohne Verdrehsiche-
rungsbolzen: am Leckölstutzen;
kein Leckölanschluß, aber mit Ver drehsiche-
rungsbolzen: am Verdrehsicherungsbolzen;
kein Leckölanschluß und kein Verdrehsicherungs-
bolzen: an einer der Anschlußleitungen.
b) DEUBLIN-Drehverteiler
In der Regel werden die Gehäuse der DEUBLINDrehverteiler ab Werk ohne gesonderte Verdrehsicherung geliefert und nur über die Anschlußleitungen gegen Verdrehen gesichert. Allerdings ist immer die jeweilige, beiliegende Betriebsanleitung
der Fa. DEUBLIN verbindlich!
c) Hinweis:
In der Praxis hat sich ein gabelartiger Halter als
besonders geeignet erwiesen, der das zur Verdrehsicherung vorgesehene Element beidseitig mit
geringem Spiel umfaßt und dabei gleichzeitig einen axialen Schlitz aufweist, um Dehnungen und
Toleranzen auszugleichen. Dieser Halter wird in
der Regel am Spindelgehäuse befestigt.
2.7Anschlußleitungen
Auf Verteilergehäuse/-welle sollen keine zusätzlichen
äußeren Kräfte, ausgenommen des Eigengewichts,
wirken. Ansonsten droht ein vorzeitiger Verschleiß in
den Lagern und im Verteilerspalt, entsprechend gelten
die unter 2.4 (Schmierung) dargestellten Folgen.
Alle Anschlußleitungen müssen deshalb biegsam sein
und sind daher als Schlauchverbindungen zu fertigen.
2.8 Befestigung und Austausch von Schrauben
Werden Schrauben ausgetauscht oder gelöst, kann
mangelhafter Ersatz oder Befestigung zu Gefährdungen für Personen und Gegenständen führen. Deshalb
muß bei allen Befestigungsschrauben, wenn nicht
ausdrücklich anderweitig angegeben, grundsätzlich
das vom Hersteller der Schraube, empfohlene und der
Schraubengüte entsprechende Anzugsdrehmoment
angewendet werden.
Es gilt für die gängigen Größen M5 -- M24 der Güten
8.8, 10.9 und 12.9 nachfolgende Anzugsdrehmomententabelle.
Bei Ersatz der Originalschrauben ist im Zweifelsfall die
Schraubengüte 12.9 zu verwenden. Bei Befestigungsschrauben für Zylinderdeckel und vergleichbare Elemente ist grundsätzlich die Güte 12.9 einzusetzen.
Page 5
Gefahrenhinweise
Anschraubmomente in Nm:
Güte M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
Alle Befestigungsschrauben, welche aufgrund ihres
Verwendungszweckes öfters gelöst und anschließend
wieder festgezogen werden müssen (z.B. wegen Umrüstarbeiten), sind im halbjährlichen Rhythmus im Gewindebereich und an der Kopfanlagefläche mit Gleitmittel (Fettpaste) zu beschichten.
Durch äußere Einflüsse, wie z. B. Vibrationen, können
sich unter ungünstigen Umständen selbst fest angezogene Schrauben lösen. Um dies zu verhindern, müssen alle sicherheitsrelevanten Schrauben (Spannmittelbefestigungsschrauben, Spannsatzbefestigungsschrauben u. ä.) in regelmäßigen Zeitabständen kontrolliert und ggf. nachgezogen werden.
2.9.Sicherheitsventile
Sicherheitsventile sollen bei Ausfall der Energie
(z. B. Stromversorgung) den Druckverlust und damit
das Lösen der Spanneinrichtung verhindern. Es
muss jedoch darauf hingewiesen werden, daß aufgrund der Reaktionszeiten oder Dichtungsverschleiß
dennoch ein Druckverlust von etwa 20% des Ausgangsdrucks bei Hydraulikzylindern auftreten kann.
Dies kann unter ungünstigen Umständen dazu führen, daß trotz Sicherheitsventile die Restspannkraft
nicht mehr ausreicht, um das Werkstück im Spannmittel zu halten.
2.10. Hubkontrolleinrichtung
Ist am Spannzylinder/Ölverteiler eine Hubkontrolleinrichtung mit Laserquelle angebaut, so darf deren
Lichtstrahl grundsätzlich nicht auf das Auge treffen.
Obwohl in aller Regel nur unbedenkliche Laserquellen der Sicherheitsklasse II nach EN 60825 verwendet werden, könnte die Netzhaut bei direktem Blick in
den Laserstrahl irreparabel beschädigt werden.
3. Kontrollen
Hubkontrolle
Wird das Spannmittel neu montiert, muss die Hubkontrolleinrichtung auf die neue Situation abgestimmt
werden.
Wartungskontrollen
Die Zuverlässigkeit der Kraftspanneinrichtung kann
nur dann gewährleistet werden, wenn die Wartungsvorschriften der Betriebsanleitung genau befolgt werden.
4. Umweltgefahren
Zum Betrieb einer Spanneinrichtung werden z.T. die unterschiedlichsten Medien für Schmierung, Kühlung etc.
benötigt. Diese werden in der Regel über das Verteilergehäuse dem Spannmittel zugeführt. Die am häufigsten
auftretenden sind Hydrauliköl, Schmieröl/-fett und Kühlmittel. Beim Umgang mit dem Spannmittel muß sorgfältig
auf diese Medien geachtet werden, damit sie nicht in
Boden bzw. Wasser gelangen können. Achtung Umwelt-
gefährdung!
Dies gilt insbesondere:
Dwährend der Montage/Demontage, da sich in den Lei-
tungen und Kolbenräumen noch Restmengen befinden,
Dfür poröse, defekte oder nicht fachgerecht montierte Dich-
tungen,
Dfür Schmiermittel, die aus konstruktiven Gründen wäh-
rend des Betriebs aus dem Spannmittel austreten bzw.
herausschleudern.
Diese austretenden Stoffe sollten daher aufgefangen und
wiederverwendet bzw. den einschlägigen Vorschriften entsprechend entsorgt werden!
5. Sicherheitstechnische Anforderungen an kraftbetätigte Spanneinrichtungen:
5.1 Die Maschinenspindel darf erst anlaufen, wenn der
Spanndruck im Spannzylinder aufgebaut ist und die
Spannung im zulässigen Arbeitssbereich erfolgt ist.
5.2 Das Lösen der Spannung darf nur bei Stillstand der
Maschinenspindel erfolgen können.
Eine Ausnahme ist dann zulässig, wenn der gesamte
Ablauf ein Laden/Entladen im Lauf vorsieht und falls
die Konstruktion von Verteiler/Zylinder dies erlaubt.
5.3 Bei Ausfall der Spannenergie muß ein Signal die Maschinenspindel unverzüglich stillsetzen.
5.4 Bei Ausfall der Spannenergie muß das Werkstück bis
zum Spindelstillstand fest eingespannt bleiben.
5.5 Bei Stromausfall und anschließender -wiederkehr
darf keine Änderung der momentanen Schaltstellung
erfolgen können.
6. Ersatzteile
Es wird darauf hingewiesen, daß ausschließlich ORIGINAL RÖHM-Ersatzteile bzw. Einbauteile von autorisierten Lieferanten der Fa RÖHM GmbH zu verwenden sind.
Für alle Schäden, die durch die Verwendung von Fremdbauteilen entstehen, erlischt jegliche Haftung der Fa.
RÖHM GmbH.
Hinweis: Um Nachbestellungen von Ersatzteilen bzw.
Einzelteilen reibungslos durchführen zu können, ist die
Angabe der auf der Baugruppe eingravierten 6-stelligen
Ident-Nummer und - wenn vorhanden - die Fabrikationsnummer erforderlich. Diese besteht aus einem Buchstaben gefolgt von 2 Ziffern und evtl. einer laufenden Nummer, angebracht entweder auf dem Typenschild oder in
unmittelbarer Nähe zur Ident.-Nr.
6
Page 6
Bezeichnungen:
Bei diesen Zylindertypen handelt es sich um zwei aneinandergereihte Hydraulikzylinder, deren Kräfte und
Bewegungen unabhängig voneinander durch zwei auf
der einen Kolbenstangenseite einzuschraubende Zugelemente (sog. Zugrohr bzw. Zugstange) auf die zu
betätigende Spanneinrichtung (Futter o. ä.) übertragen
wird. Dabei handelt es sich immer um Spanneinrichtungen mit Zusatzfunktionen. Das bedeutet, daß außer der
Spannbewegung noch einen weitere Betätigung wie z. B.
einer Richtbacke, beweglichen Spitze o. ä. benötigt wird.
Auf der dem Zylinder gegenüberliegenden und der
Spindel abgewandten Seite ist ein Mehrfachölverteiler
mit stehendem, wartungsfreiem Verteilergehäuse angebracht. An diesem befinden sich mindestens 4 Anschlüsse für die Betätigung der beiden Zylinderkolben.
Jeder dieser Anschlüsse kann ab 5 bar bis max. 50 bar
Öldruck auch unter Drehzahl belastet werden.
Die Zylinder der Reihe ”OVU...” dürfen auch während
der Rotation betätigt werden, da die Sicherheitsventile
fliehkraftunempfindlich angeordnet sind.
Die Typenbezeichnung ”OVU...” bezeichnet einen Oel-
Vollspannzylinder mit unabhängigen Kolbenbewegungen.
Sicherheitseinrichtungen:
Die Sicherheitseinrichtung hat die Aufgabe, bei einem
plötzlichen Ausfall der Druckversorgung ein ungewolltes Lösen des Spannmittels zu verhindern. Daher sind
die beiden Anschlüsse (Hydraulikkammern) des betreffenden Einzelzylinders mit jeweils einem hydraulisch
entsperrbaren Rückschlagventil abgesichert. Die Entsperrung erfolgt dabei über den Druck der gegenüberliegenden Kolbenseite und ermöglicht ein Abfließen des
drucklosen Öls.
Dieser Spannzylinder entspricht daher den
Prüfgrundsätzen der Berufsgenossenschaft.
Die Typenbezeichnung ”...S” bzw. ”...SS” gibt Aufschluß
über die Anzahl der im jeweiligen Doppelkolbenzylinder
verfügbaren Sicherheitseinrichtungen.
Beispiel:
”OVUSHHD 120/80” o Sicherheitseinrichtung für einen
Kolben (= 2 Hydraulikkammern, in der Regel für den
größeren und daher die Hauptspannkraft erzeugenden
Zylinder)
”OVUSSHH 140/80” o Hubkontrolle für beide Kolben
(= 4 Hydraulikkammern)
Hubkontrollsysteme:
Die Bewegung von beiden Kolben kann über Hubkontrollscheiben und induktive Näherungsschalter, über
Steuernocken und Einzelgrenztaster oder über
stufenlose Wegmeßsysteme wie Analogweggeber,
Linearpotentiometer, Winkelpositionsgeber oder
Laser-Taster kontrolliert werden.
Die dazu erforderlichen Schalter bzw. Aufnehmer müssen auf die Steuerelektronik der Maschine abgestimmt
sein und gehören daher nicht zum Lieferumfang des
Zylinders.
Es muß jedoch beachtet werden, daß eine nachträgliche Umrüstung des Doppelkolbenzylinders auf ein anderes Hubkontollsystem -- wenn überhaupt möglich -- in
der Regel nur mit größerem Kostenaufwand möglich ist.
DieTypenbezeichnung ”...H” bzw. ”...HH” gibt Aufschluß über die Anzahl der im jeweiligen Doppelkolbenzylinder verfügbaren Hubkontrollen. Eine Aussage über
das Kontrollverfahren erfolgt nicht.
Beispiel:
”OVUSHHD 120/80” o Hubkontrolle für beide Kolben
”OVUSH 140/80” o Hubkontrolle für einen Kolben
(in der Regel für den größeren und daher die Hauptspannkraft erzeugenden Kolben)
Zusätzliche Drehzuführungen:
Alle Doppelkolbenzylinder sind grundsätzlich mit einer
zusätzlichen Drehzuführung lieferbar. Damit besteht die
Möglichkeit, dem Spannmittel außer den beiden Bewegungen/Kräfte auch noch ein Medium (z. B. Luft, Kühlmittel, Öl) bis zu einem Druck von 70 bar zuzuführen.
Zu diesem Zweck wird neben dem 4-fach Ölverteiler
eine zusätzliche Drehzuführung am Kolbenstangenende angebracht. Dabei muß beachtet werden, daß das
Verteilergehäuse dieser Zuführung ebenfalls mit einer
Verdrehsicherung versehen werden muß und diese den
gesamten Hub des in der Regel kleineren Kolben 2
mitfährt.
Die Typenbezeichnung ”...D” gibt Auskunft über den
Anbau einer zusätzlichen Drehzuführung.
Beispiel:
”OVUSHHD 120/80” o mit zusätzlicher Drehzuführung
”OVUSHH 140/80” o ohne zusätzliche Drehzuführung
Kolbendurchmesser:
Die beiden an die Typenbezeichnung (OVU...)
angehängten Ziffern beschreiben den Außen-Ø der
beiden Kolbenscheiben in mm. Dabei wird der der
Spindel zugewandte und über das Zugrohr mit dem
Futter verbundene Kolben 1 zuerst und der der Spindel
abgewandte und über die Zugstange mit dem Futter
verbundene Kolben 2 zuletzt genannt.
Beispiel:
”OVUSHHD 120/80” o Durchmesser des Kolben 1
120 mm, Durchmesser des Kolben 2 80 mm
”OVUSHHD 140/80” o Durchmesser des Kolben 1
140 mm, Durchmesser des Kolben 2 80 mm
Kolbenhübe:
Optional werden noch die Hübe der beiden Kolben
in mm angegeben. Dabei wird wie schon bei den
Kolben-Ø die Reihenfolge Kolben 1 (mit Zugrohr) vor
Kolben 2 (mit Zugstange) eingehalten.
Beispiel:
”OVUSHHD 120/80 Hub 32/32” o Der Hub sowohl des
(großen) Kolbens 1 als auch des (kleinen) Kolbens 2
beträgt jeweils 32 mm.
”OVUSHHD 140/80 Hub 25/31” o Der Hub des Kolben
1 beträgt 25 mm, der des Kolben 2 beträgt 31 mm.
2. Der hydraulische Doppelkolbenzylinder Typ OVUSHH,
OVUSSHH, OVUSSH, OVUSHHD
mit unabhängiger Kolbenbewegung, Sicherheitseinrichtung und Hubkontrolle
6
Page 7
Ölverteiler:
Der Verteiler des Spannzylinders erlaubt eine ständige
Öldruckzufuhr. Es dürfen gleichzeitig die für den Zylinder zugelassene Höchstdrehzahl wie auch der zugelassene Höchstdruck auftreten. Die Einschaltdauer dabei
beträgt 100%.
Zu beachten ist, daß das 4-fach Verteilergehäuse und,
falls vorhanden, das Gehäuse der zusätzlichen Drehdurchführung z. B. am Spindelstock der Maschine gegen Mitdrehen gesichert werden muß. Siehe dazu auch
das Kapitel ”Inbetriebnahme”.
Einbaulage:
Der Spannzylinder darf sowohl mit horizontaler Hauptachse als auch mit vertikaler Hauptachse und in allen
denkbaren Zwischenstellungen eingesetzt werden.
Bei allen von horizontalem Betrieb abweichenden
Hauptachsenlagen muß jedoch darauf geachtet werden, daß der Leckölschlauch so verlegt wird, daß das
Lecköl auch bei Betriebspausen nicht vollständig aus
dem Verteilergehäuse abfließen kann. Siehe dazu auch
das Kapitel ”Inbetriebnahme”.
Allgemeines:
Der Zylinder ist auch für Hoch- und Niederdruckspannung geeignet, solange der Spanndruck nicht mehr als
das doppelte des Lösedrucks beträgt.
Die Leistungsdaten sowie die Verbrauchsdaten, Abmessungen und Hübe sind dem beigelegten Datenblatt
zu entnehmen.
Die Befestigung des Zylinders an der Spindel erfolgt in
der Regel mit einem Zwischenflansch, welcher zuerst
am Zylinderdeckel angebracht wird und mit einer zur
Spindel passenden Aufnahme versehen ist.
Der Spannzylinder ist für die angegebene zulässige
Maximaldrehzahl entsprechend DIN ISO 1940 gewuchtet, Auswuchtgüte G6, 3.
Nicht im Lieferumfang
enthalten:
Zubehör: Anschlußstutzen für Zu- und Ableitungen,
Endschalterleisten.
Sonderzubehör:
induktive Näherungsschalter, Stück/Id.-Nr. 381551
(Öffner), oder
2induktive Näherungsschalter, Stück/Id.-Nr. 202759
(Schließer).
3. Inbetriebnahme
Da der Zylinder praktisch keine Verschraubung des Zugelements (Zugstange, Zugrohr) mit dem Futter von hinten
zulässt, sollte die Montage des zugehörigen Futters erst
nach der Zylindermontage erfolgen.
3.1 Zwischenflansch mit passenden Zylinderschrauben in
die Gewindebohrungen auf dem Teilkreis- verschrauben. Anschraubmoment entsprechend den verwendeten Schrauben, siehe auch Momenten-Tabelle.
3.2 Die Spindel bzw. den Spindelflansch am hinteren Ma-
schinenspindelende säubern und auf Rund- und Planlauf hin prüfen. Der zulässige Fehler beträgt jeweils
0,005 mm.
3.3 Den kompletten Zylinder, in der Regel mit ”auf Block”
aufgeschraubtem und mit (wiederlösbarem) Schraubensicherungsklebstoff bestrichenem Zugelement von
hinten in die Spindelführung einführen. Falls vorhanden, kann eine Verdrehsicherung mit radialem Gewindestift verwendet werden. Sollte die komplette Einheit
Zugelement + Zylinder zu lang für den Raum hinter
der Maschine sein, so können auch die Verbindungselemente zuerst in die Spindelbohrung teilweise
eingeschoben werden und erst später mit dem vor der
Spindel hängenden Zylinder verschraubt werden. Je
nach Ausführung des Zug-elements ist auch eine Verschraubung mit dem fest an die Spindel verschraubten Zylinder von der Futterseite aus möglich. Ist dies
erfolgt, den Zylinder auf den Zentrier- der Spindel
aufsetzen und mit den Flanschbefestigungsschrauben
gleichmäßig über Kreuz leicht befestigen.
3.4 Spannzylinder radial so ausrichten, daß ein maxima-
ler Rundlauffehler von 0,015 mm nicht überschritten
wird.
Dieser Fehler wird am Verteilergehäuse gemessen.
3.5 Befestigungsschrauben des Zwischenflansches
mit dem nach VDI-Richtlinie 2230 empfohlenen Vorspannmoment anziehen. Siehe auch MomentenTabelle.
3.6 Die Verschlußkappen an den Anschlußstutzen entfer-
nen und die Druckleitungen anschließen.
Da die Verschlußkappen im Falle einer späteren
Demontage des Zylinders nützlich sein könnten, wird
empfohlen, diese aufzubewahren. Die Hydraulikleitungen zum Ölverteiler müssen frei von Verschmutzungen sein. Am besten vor dem Anschließen mit geringem Druck durchspülen. In das Verteilergehäuse
eindringende Späne sind auf jeden Fall zu vermeiden,
da ansonsten mit irreparablen Schäden an der Verteilerwelle oder an den Sicherheitsventilen gerechnet
werden muß.
Außerdem müssen diese Anschlüsse flexibel sein
und dürfen keinen Zwang auf das Verteilergehäuse
ausüben. Das gilt auch für den Leckölstutzen und den
daran mit einer kundenseitigen Schlauchklemme zu
befestigenden Schlauch. Dieser sollte aus transparentem Material bestehen und das Lecköl ohne
durchzuhängen oder anzusteigen auf dem kürzesten
Wegzum Vorratsbehälter zurückführen.
Bei vertikal oder geneigt angebautem Spannzylinder
ist es erforderlich, den Leckölschlauch zuerst so zu
führen, daß das Lecköl auch bei Betriebspausen nicht
vollständig aus dem Verteilergehäuse abfließen kann.
Dazu ist es zweckmäßig, daß der Leckölschlauch
zuerst bis zur höchsten Stelle des Verteilergehäuses
hochgeführt wird, bevor er stetig abfallend zum
Ölbehälter führt.
3.7 Die Verdrehsicherung am Verteilergehäuse ist
kundenseitig auszuführen. Üblicherweise wird zu
diesem Zweck ein ca. 8 mm dicker Bügel am Spindelgehäuse befestigt, der das Verteilergehäuse an
dessen Leckölstutzen gabelartig umfasst. Es muß
auch hier sorgfältigst darauf geachtet werden, daß
diese Verdrehsicherung keinen axialen Zwang auf
das Gehäuse des Verteilers ausüben kann
(Wärmedehnung).
3.8 Nach der Montage von Zylinder mit Zugelementen
kann die Futtermontage erfolgen. Es muß darauf
hingewiesen werden, daß nach dem Festschrauben
des Zylinderflansches an der Maschinenspindel
keine Schraubverbindung zum Futter bzw. dessen
Zugelementen vom hinteren Spindelende aus möglich ist.
Montage:
7
Page 8
Spannwegüberwachung
a) Die Spannwege werden überwiegend durch die Kol-
benhübe des betriebenen Spannmittels bestimmt.
b) Die Näherungsschalter entsprechend dem Arbeitsbe-
reich des Spannfutters oder den Vorgaben des Maschinenherstellers einstellen.
Empfohlene Kontrollpositionen sind z. B. Offenstellung,
Spannstellung und die Leerspannstellung
(= Spannstellung ohne eingelegtes Werkstück)
des Spannmittels.
c) Bei Spannmitteln mit z. B. schnellwechselbaren Grund-
backen muß die Spannwegkontrolle in
Verbindung mit der Maschinensteuerung elektrisch so
abgesichert sein, daß die Spindel in der Stellung ”Bakkenwechsel” nicht anlaufen kann.
Als Standard-Spannwegüberwachung wird das berührungslose Verfahren über Hubkontrollscheibe und
induktive Näherungsschalter betrachtet.
Weitere Verfahren werden nachfolgend nur erwähnt. Genauere Angaben hierzu sind aus der individuellen Bedienungsanleitung zu dem betreffenden Zylinder zu entnehmen.
Die Verfahren 1. und 2. erfolgen auf der Basis definierter
Kontrollstellungen, d. h. bei jeder Werkstück oder Spannmittelveränderung muß zumindest die Spannstellung, evtl.
jedoch zusätzlich die beiden Endstellungen neu eingestellt
werden.
Die Verfahren 3. bis 6. sind kontinuierlich, d. h. es sind
lediglich für die Steuerung neue Gültigkeitsbereiche zu
definieren.
1. Induktive Näherungsschalter
Die Wegekontrolle erfolgt über zwei Schaltscheiben,
die mit den beiden Spannkolben 1 und 2 gekoppelt
sind. Vier bis sechs als Zubehör erhältliche Induk-tivschalter sitzen auf je einer Endschalterleiste und tasten
die Stellungen der Schaltscheibe ab. Wird die Schaltscheibe in den Erfassungsbereich des Näherungsschalters gebracht, erfolgt eine Änderung des Schaltzustandes (ein ”Öffner” öffnet einen geschlossenen
Stromkreis während ein ”Schließer” diesen schließt).
Da die Schalter zu Steuerung der Maschine passen
müssen, sind diese nicht im Lieferumfang des Spannzylinders enthalten.
Ebenso sind die Endschalterleisten nicht im Lieferumfang enthalten, da je nach Maschine unterschiedliche
Anbauvarianten bestehen können (z. B. Direktanbau
der Schalterleisten an das Maschinengehäuse) bzw.
unterschiedlich viele Endschalterleisten benötigt werden.
Die Endschalterleiste wird mit je 2 Schrauben M6 und 2
Spannhülsen 6DIN 1481 oder DIN 7346
an einer von 3 Befestigungsflächen des Verteilergehäuses befestigt.
Es können in der Regel bis zu 3 Endschalterleisten auf
dem Verteilergehäuse angebracht werden.
2. Einzelgrenztaster
Bei diesem Überwachungsverfahren werden wie
bei Näherungsschaltern ebenfalls Offen- und Leerspannstellung erfasst. Dazu sind 2 Schaltnocken und 1
Grenztaster je Kolbenscheibe ausreichend. Soll
zusätzlich eine oder mehrere Spannstellung kontrolliert
werden, so müssen zusätzlich Grenz-taster und eventuell Schaltnocken vorgesehen
werden.
3. Analogweggeber
Dieses System arbeitet nach dem Induktionsprinzip,
ebenso wie der induktive Näherungsschalter.
Jedoch wird abweichend von diesem eine Hubkontrollscheibe mit kegliger Außenkontur verwendet. Anhand
des sich je nach Kolbenstellung veränderlichen Abstandes zum Sensor gibt dieser ein linear veränderliches elektrisches Ausgangssignal
(Ausgangsstrom oder Ausgangsspannung) ab.
Der Vorteil liegt in einer kontinuierlichen und damit
äußerst variablen Hubüberwachung.
4. Linearpotentiometer
Dieses System erzeugt ein stufenloses, auf einen Ausgangspunkt bezogenes veränderliches elektrisches
Signal. Dieses analoge Signal (veränderliche Spannung) wird über eine Auswerteeinheit in Weg bzw. Hub
umgesetzt.
Vorteile siehe oben.
5. Winkelpositionsgeber
Bei diesem Verfahren wird die lineare Bewegung des
Kolbens mit Hilfe von Zahnstange und Ritzel in eine
Drehbewegung einer Welle mit daran befestigter Codescheibe umgesetzt. Die Abtastung dieser Codescheibe erfolgt über Leuchtdioden und Fototransistoren
im Infrarotbereich. Je nach Codescheibe können
Geschwindigkeitsumschaltungen, Abbremsungen usw.
veranlasst werden.
Gleiche Vorteile wie oben.
6. Laser-Taster
Dieses stufenlose Meßsystem basiert auf einem diffusem Laserlicht, das vom Sender unter einem gewissen
Winkel auf das zu messende Objekt gestrahlt und von
diesem auf den Empfänger reflektiert wird. Die Entfernung des zu messenden Objekts zum Empfänger wird
über eine PSD-Diode nach dem sogenannten Triangulationsverfahren ermittelt. Laserlichttaster mit Analogausgang geben eine variable Spannung (0-10V) proportional zur gemessenen Entfernung ab. Dieses kann
direkt von einer SPS verarbeitet werden.
Als Meßobjekt werden wiederum Schaltscheiben
eingesetzt. Diese müssen jedoch aus funktionellen
Gründen mattiert sein.
0.10 A
0.050 A
0.10 A
0.005 A
A
0.10 A
8
0.10
A
0.010 A
Page 9

7. Magnetostriktive Positionssensoren
Beim magnetostriktiven Positionssensor werden
verschiedene magneto--mechanische Effekte zur
Längen-- bzw. Huberfassung genutzt. Diese Positionssensoren haben analoge--, digitale-- oder Feldbusausgänge. Sie unterliegen keinem Verschleiß und sind
wartungsfrei.
Die Messung erfolgt über die Ausbreitungsgeschwindigkeit einer Körper--Ultraschallwelle (Torsionsimpuls).
Das Ausgangssignal ist analog (0--10 Volt).
Die Messgenauigkeit ist unter 0,1 mm und liefert
sichere, reproduzierbare Einstellungen.
Funktionsprobe:
In der Regel ist nach Herstellen der Betriebsbereitschaft des Zylinders eine Funktionsprobe zu empfehlen. Dazu einen niederen Druck (Niederdruck,
ca. 5 bar) am Hydrauliksystem einstellen.
Hübe:
Mit diesem niederen Betriebsdruck werden nun die
Hübe kontrolliert:
-- alle Hydraulikanschlüsse der Reihe nach mehrmals mit
diesem Hydraulikdruck beaufschlagen, dabei
-- die erreichten Stellungen der Schaltscheiben bzw.
Kolbenstangen überprüfen.
4. Bedienung
- Der Betriebsdruck beträgt max. 50 bar, min. 6 bar.
Sollte jedoch auf dem Zylindergehäuse ein davon
abweichender Maximaldruck angegeben sein, ist
dieser verbindlich.
Als Betriebsmedium ist ausschließlich Öl zulässig.
- Der Lösedruck muß mindestens die Hälfte des
Spanndrucks betragen.
- Die maximale Drehzahl des Spannzylinders darf
unter keinen Umständen überschritten werden.
Diese ist auf dem Zylindergehäuse eingraviert.
- Der Zylinder kann während der Rotation uneinge-
schränkt betätigt werden.
- Zum Betrieb wird das Hydrauliköl H-LP 32
DIN 51525 (32 Centistokes bei 40
empfohlen.
Gegen Fremdkörper muß am Hydraulikaggregat ein
Druckfilter mit der Filterfeinheit 0,01 mm zwischen
Pumpe und Steuerventil eingesetzt werden.
o
Celsius)
Bei von den Vorgaben abweichenden Maßen bzw.
Stellungen der Schaltscheiben sind die Ursachen zu
erforschen und evtl. Differenzen sofort abzustellen.
Hubüberwachung:
Bei dieser Gelegenheit empfiehlt es sich, die zur
Maschinensteuerung aus Sicherheitsgründen
erforderliche Hubüberwachung zum Schalten der
Endlagen der Spannzylinderkolben und zur
Überwachung der Spannpositionen anzubauen und
einzujustieren. Der Anbau erfolgt an den
entsprechenden Haltern.
Die dazu erforderlichen Hubkontrollelemente sind in
der Regel kundenspezifisch und daher nicht im
Lieferumfang des Zylinders enthalten. Siehe dazu auch
deren Bedienungshinweise.
Entlüftung der Hydraulikanschlüsse:
Die Anschlüsse, welche mit einem Sicherheitsventil
abgesichert sind, müssen während der Funktionsprobe
entlüftet werden. Dazu werden die
Entlüftungsschrauben um 1 bis 2 Umdrehungen
nacheinander gelöst, jedoch nicht herausgeschraubt,
und mit Niederdruck beaufschlagt.
Tritt ein kontinuierlicher Ölstrom (kein Ölschaum) dort
aus, dann werden die Entlüftungsschrauben wieder fest
verschlossen und deren Dichtheit unter max. zul. Druck
überprüft.
Siehe auch Abschnitt ”Gefahrenhinweise” auf den
Seiten 4-5.
- Die Spannwegkontrollen sind bei Bedarf kundensei-
tig auszuführen.
- Maximale Drehzahl und max. Druck können gleich-
zeitig und zeitlich unbegrenzt auftreten (100% ED).
- Die Ansteuerung des Zylinders richtet sich nach
den erforderlichen Spannmittelfunktionen und der
Maschinensteuerung und ist daher kundenseitig
entsprechend den einschlägigen Sicherheitsvorschriften (siehe Kapitel Gefahrenhinweise) auszulegen.
- Wird der Ausbau von Kolben, Dichtungen oder
Sicherheitsventilen erforderlich, so sollte der komplette Spannzylinder von der Spindel genommen
und zur Generalüberholung ins Werk gebracht
werden.
Hier wird dann einen Generalüberholung durchgeführt und der Spannzylinder erhält eine neue
Funktionsgarantie.
5. Demontage
Die Demontage des Zylinders erfolgt prinzipiell in der
umgekehrten Reihenfolge der Montage.
5.1 Hydraulikdruck auf allen Leitungen abstellen und
alle Leitungen vollständig druckentlasten.
5.2 Die Verbindung des Futters o. ä. zum Zugelement
lösen. Eine Demontage des Futters ist in der Regel
nicht erforderlich.
5.3 Anschluß- und Ablaufleitungen sowie Verdrehsicherung entfernen.
5.4 Verschlußkappen in die Anschlußstutzen eindrücken.
5.5 Befestigungsschrauben des Zylinderflansch lösen
und Spannzylinder evtl. mit Zugelement aus der
Spindelbohrung ein Stück weit herausziehen.
5.6 Zugelement lösen. Sofern der Platz hinter der
Maschine für den Zylinder zusammen mit dem
Zugelement ausreicht, kann auch der Zylinder und
Zugelement komplett aus der Spindelbohrung herausgezogen werden. Dabei jedoch darauf achten,
daß die gesamte Einheit waagrecht hängt (Schwerpunktsuche).
5.7 Zylinder vollständig von der Maschine entfernen
und auf eine geeignete, schützende Unterlage abstellen. Zugelemente ggf. aus Spindelbohrung herausnehmen.
5.8 Wird der Ausbau von Kolben, Dichtungen oder
Sicherheitsventilen erforderlich, so sollte der komplette Spannzylinder von der Spindel genommen
und zur Generalüberholung ins Werk gebracht
werden. Hier wird dann eine Generalüberholung
durchgeführt und der Spannzylinder erhält eine
neue Funktionsgarantie.
9
Page 10
6. Wartung, Instandhaltung
6.1 Wartung:
Der Doppelkolben mit Verteiler ist wartungsfrei,
solange an den beiden äußeren Anschlüssen
(in der Regel “A” und “C”) des umlaufenden Betriebes ein zumindest pulsierender Öldruck von min.
5 bar ansteht. Die Impulspause kann dabei bis zu
etwa 15 min., die Impulsdauer sollte etwa 5 Sekunden betragen.
6.2 Instandhaltung:
Nach 6500 Betriebsstunden oder im Falle von
Druckverlust im Zylinder diesen von der Spindel
nehmen und zerlegen.
Dabei die Einzelteile reinigen und auf Verschleiß hin
überprüfen.
Im allgemeinen empfiehlt es sich, alle Dichtelemente, insbesondere jedoch diejenigen, die einer
dynamischen Beanspruchung unterliegen, zu erneuern. Es sollte daher stets 1 Satz der in der
Stückliste gekennzeichneten Dichtelemente und
Verschleißteile auf Lager gelegt werden. Beim
Zusammenbau in umgekehrter Reihenfolge wie bei
der Demontage vorgehen und dabei darauf achten,
daß signierte oder lagebestimmte Teile in der ihnen
zugedachten Lage zusammengebaut werden, um
Wucht- oder Funktionsstörungen zu vermeiden.
Achtung: Dichtungen nicht durch Werkzeuge oder
scharfe Kanten beschädigen.
Damit die Laufruhe des Zylinders erhalten bleibt, ist
ein Nachwuchten nach der Wiedermontage zu
empfehlen. Bei Drehzahlen ab 3000 min
-- 1
ist dies
jedoch unabdingbar. Auf Wunsch kann dies im
Werk der Fa. Röhm oder beim Kunden mit Hilfe eines Mobilwuchtgerätes durch unseren Monteur gegen Berechnung erfolgen.
Eine Laufkontrolle mit besonderem Augenmerk auf
etwaige neu auftretende Vibrationen sollte auf alle
Fälle durchgeführt werden.
Weitere Wartungsarbeiten fallen am Spannzylinder
nicht an.
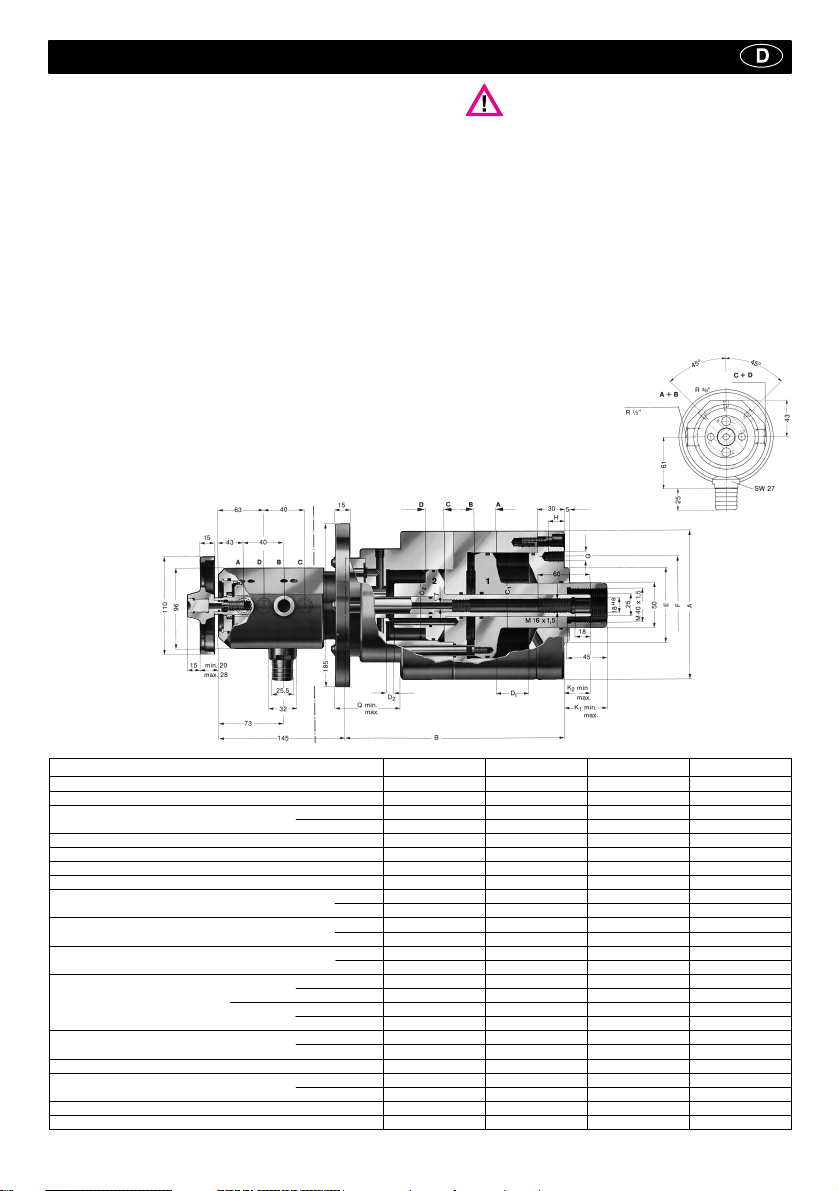
Größe 120/80 120/80 140/80 160/80
Kolbenhub 45/8 75/8 45/8 45/8
Maße E, F, G, H sind maschinenbezogen und bei Bestellung vom Kunden anzugeben.
Ident-Nr. (ohne Zylinderflansch) 419724 419727 419725 419726
A 168 168 188 208
B 248 278 248 248
Kolben 1 C
1
120 120 140 160
Kolben 2
(Verkleinerung möglich bis 50 mm) C
2
80 80 80 80
Hub Kolben 1
(Verkleinerung möglich bis 10 mm) D
1
45 75 45 45
Hub Kolben 2 (Vergrößerung möglich bis 45 mm) D
2
8888
min. 40 10 40 40
max. 85 85 85 85
min. 22 --8 22 22
max. 3003030
min. 3773737
max. 82 82 82 82
Acm293,5 93,5 134,5 181,4
Bcm2103,7 103,7 144,5 191,6
Ccm245,4 45,4 45,4 45,4
Dcm246,1 46,1 46,1 46,1
1 daN 3800 3800 5600 7400
2 daN 1800 1800 1800 1800
Max. zulässige Drehzahl min
-- 1
5000 5000 5000 5000
1l 0,86 1,42 1,26 1,67
2l 0,1 0,1 0,1 0,1
Massenträgheitsmoment J kgm
2
0,13 0,14 0,18 0,25
Gewicht ca. kg 42,2 44,7 46,5 51,3
K
1
K
2
Q
Kolben 1
Kolben 2
Kolbenfläche
Eff. Zugkraft (F=40 bar)
Volumenfür vollen Doppelhub
Im Hinblick auf die Betriebssicherheit und
Funktionsgarantie wird dringend
geraten Instandhaltungsarbeiten
durch den Hersteller
durchführen lassen.
Anschlüsse
Connections
Anschlüsse
Connections
10
Page 11

Safety notes
1. Qualification of Operating Personnel
Personnel inexperienced in the handling of clamping equipment may be in particular danger of injury from the clamping actions and forces as a result of inappropriate conduct, especially during set-up work.
For this reason the clamping devices may only be operated, set-up or repaired by personnel with special training or
with many years of experience in this field.
2. Danger of Injury
For technical reasons this assembly may contain individual
parts with sharp edges. Always proceed with utmost caution when working with the assembly to prevent the risk of
injury!
2.1 Control units
To prevent accidentally switching of the actuation pressure from the clamping line to the releasing line only
self locking valves must be used within the hydraulic
control unit.
2.2 Contained forces
Moving parts pre-tensioned with pressure springs, tension springs or any other springs or elastic elements
constitute a potential danger due to the forces they
contain. Underestimation of these forces can cause
serious injury resulting from uncontrollable, flying components travelling at the speed of projectiles. Prior to
executing any further tasks, these contained forces
must be released. For this reason the respective assembly drawings must always be procured prior to dismantling such a device and such potential hazards
detected.
Should the discharge of such contained forces not be
possible without any potential hazard, such elements
should only be dismantled by authorised RÖHM personnel.
2.3 Exceeding the Permissible Speed
This unit is designed for live operation. The centrifugal
forces resulting from excessive speeds or rotational
speeds may result in individual parts becoming detached and constituting a potential danger for personnel
or objects in the vicinity. This also applies to rotary
seals, which can cause a drop in pressure in the cylinder chambers if they are subjected to excessive wear.
Operation at higher speeds than those specified for this
device is not permissible for the above-mentioned reasons.
The maximum speed and operating force/pressure are
engraved on the body and may not be exceeded. Therefore the maximum speed of the machine used should
not be higher than that of the cylinder/oil distributor and
must therefore be limited.
Exceeding permissible values even once can cause
damage and constitutes a latent source of danger,
even if this is not immediately apparent. In such cases
the manufacturer must be notified immediately so that
the functionality and operational safety of the device
canbechecked. Only then can the continuing safe
operation of the device be ensured.
2.4 Lubrication
The distributor should not be permitted to run dry.
Ensure that the connections are under a minimum of
medium pressure (min. 5 bar hydraulic oil or min. 1 bar
oiled compressed air) if the clamping cylinder/oil distributor is rotated.
Evidence of scuffing in the distributor gaps or bearings
canotherwise be expected also as increased wear of
the seals, and this in turn can lead to a failure of the
protection against torsion. The consequence could be
the possible tearing away of the connection lines
(these being under pressure).
The compressed air which will be used must be cleaned and enriched with a drop of spindle oil (i. e. Tellus
C10) every 10 minutes.
2.5 Filtering the supplied medium
Hydraulic system
Apressure filter to remove foreign bodies from the medium (e.g. hydraulic oil) must be installed. We recommend installing the filter on the hydraulic unit between
the pump and the control valve.
The absolute filter gauge must be 0.01 mm.
Inadequate filtering can have the same consequences as
described in section 2.4 (Lubrication).
2.6Torsional protection on the distribution housing
The distribution housing must always be secured
against turning. The following installation is recommended for this torsional protection depending on the distributor type:
a) Hydraulic distributor
with leakage connection and with safety turn pin:
on the safety turn pin;
with leakage connection, but without safety turn
pin: on the leakage connection;
no leakage connection, but with safety turn pin: on
the safety turn pin;
no leakage connection and no safety turn pin: on
one of the connection lines.
b) DEUBLIN rotary distributor
Normally the housings of the DEUBLIN rotary distributors are supplied from the works without any
special torsional protection. and are only secured
against torsion by the connection lines. However,
the respective, enclosed DEUBLIN operating manual is binding!
c) Note:
Experience has shown that a fork-shaped holder is
particularly effective which encompasses the element requiring torsional protection on both sides
with minimum clearance and which features an
axial slot to compensate for expansion and tolerances. This holder is generally secured to the spindle
housing.
2.7Connection lines
No additional external forces, except the unit weight,
should be exerted on the distributor housing/shaft. This
would cause premature wear on the bearings and the
distributor gap with the consequences described in
section 2.3 (Lubrication).
For this reason all connection lines must be flexible
and should therefore all be hoses.
2.8 Tightening and replacing screws
In the event that screws are loosened or replaced, danger to personnel or equipment can result from inadequate replacement or tightening. If not expressly stated
otherwise, the tightening torque recommended by the
screw manufacturer and which is suitable for the screw
quality must be applied to all securing screws.
The values in the tightening torque table apply to the
standard sizes M5 -- M24 in the qualities 8.8, 10.9 and
12.9.
When replacing the original screws the quality 12.9
should be used if in doubt. The quality 12.9 must always be used for cylinder covers and comparable elements.
11
Page 12
Safety notes
Tightening torques in Nm:
Class M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
The threads and head contact surfaces of all securing
screws which are frequently released and retightened
due to their application (e.g. for retooling) must be coated with a lubricant (grease paste) at six-monthly intervals.
Even securely tightened screws can become loose
under adverse outside conditions such as, for instance,
vibrations. In order to prevent this happening, all safety--related screws (clamping fixture fastening screws,
clamping set fastening screws etc.) must be checked
and, if necessary, tightened at regular intervals.
2.9 Safety valves
In the event of a power failure (e.g. electric power supply) the safety valves must prevent loss of pressure,
which would release the clamping device. It must, however, be pointed out that, due to the reaction times or
seal wear, a pressure loss of approx. 20% of the output
pressure of hydraulic cylinders may be experienced.
In unfavourable circumstances and despite the fact that
safety valves have been fitted this can lead to a situation where the residual clamping force is no longer sufficient to retain the workpiece in the clamping device.
2.10. Stroke control monitoring
If a laser sourced stroke control unit is used with the
clamping cylinder/oil distributor it’s beam is not supposed to hit the eye. Though normally only safe laser
sources of safety class II according to EN 60825 will be
used, the retina could be irreparably damaged when
looking into a direct laser beam
3. Inspections
Stroke monitoring
The stroke monitor device should be adjusted to suit the new
situation if the clamping device is newly mounted.
Service inspections
Reliability of the power clamping fixture can only be ensured
if service regulations in theoperating instructions are followed
exactly.
4. Environmental Hazards
A wide range of media are required during operation of a
clamping device for lubrication, cooling etc. This are normally
distributed to the clamping device via the distribution housing.
The most common substances used are hydraulic oil, lubricating oil/grease and cooling agents. When handling the clamping device care must be taken to ensure that these substan-
ces do not come in contact with the soil or water. Warning, environmental hazard!
This applies in particular
D during assembly/disassembly, as residues can be contai-
ned in the pipes and piston shafts,
D to porous, defective or incorrectly mounted seals,
D to lubricants which are emitted or ejected from the clam-
ping device during operation for constructional reasons.
These discharged substances should therefore be collected
and either re-used or disposed of in accordance with valid regulations!
5. Safety requirements for power clamping equipment:
5.1 The machine spindle may not start until the clamping
pressure has been reached in the clamping cylinder
and clamping has been effected within the permissible
working range.
5.2 The pressure may only be released when the machine
spindle is stationary.
Exceptions are only permissible if the complete machining sequence of loading and unloading is performed
with the spindle in motion and the design of the distributor/cylinder permits this.
5.3 A signal must be emitted to stop the spindle immediately in the event of a failure of the clamping power.
5.4 The workpiece must remain tightly clamped until the
spindle is stationary in the event of a failure of the
clamping power.
5.5 Changes of the current switch position should not be
possible during an electrical power failure and subsequent restoration.
6. Spare Parts
Only use ORIGINAL RÖHM spare parts or components
obtained from authorised RÖHM suppliers. RÖHM GmbH
does not accept any liability for damage resulting from the
employment of parts supplied by other manufacturers.
Note: For simple ordering of spare parts or individual components always state the 6-digit ID number engraved on
the assembly and, if available, the works number. This
comprises a letter with two digits and possibly a series
number, stated either on the rating plate or next to the ID
number.
6
Page 13

2. Hydraulic Double-Piston Cylinders Type OVUSHH,
OVUSSHH, OVUSSH, OVUSHHD
with independent piston movement, safety device and lifting control
Designations:
These cylinder types consist of two hydraulic cylinders
located beside each other, the force and movement of
which are transmitted independently of each other onto
the clamping device to be operated (chuck etc.), by
means of two draw elements (so-called draw tube or
draw bar) that are fixed with threads on one side of the
piston rod. This means that apart from the clamping
movement a further operation as for example of an
alignment jaw or a movable center, etc. is required.
Opposite of the cylinder, facing away from the spindle, a
multiple oil distributor with stationary maintenance-free
distributor housing is located. This distributor comprises
at least 4 connections for the operation of both cylinder
pistons. Each of such connections can be submitted to
an oil pressure within a range from 5 bars to a maximum of 50 bars, even under load.
The cylinders of the ”OVU...” series may also be operated during rotation, as the safety valves are arranged
in such a way that they are not subject to centrifugal
force.
The type designation of ”OVU...” describes an oil-operated cylinder with independent piston movement.
Safety devices:
The safety device prevents unintentional releasing of
the clamping means in case the pressure supply fails.
For this reason, both connections (hydraulic chambers)
of the relevant single cylinder are protected by means
of a hydraulic pilot controlled check valve. The control is
effected via the pressure of the opposite piston side and
ensures the exit of the pressureless oil.
Such cylinder thus corresponds to the test
principles of the employer’s liability insurance
The type designation ”...S” or ”...SS” indicates the number of safety devices available in the relevant doublepiston cylinder.
Example:
”OVUSHHD 120/80” --> safety device for one pistion
(= 2 hydraulic chambers, generally for the larger cylinder generating the main clamping force)
”OVUSSHH 140/80” --> safety device for both pistons
(= 4 hydraulic chambers).
Stroke control systems:
The movement of both pistons may be checked by
means of stroke control disks and inductive proximity
switches, via control cams or individual limit switches or
via stepless position sensoring systems like analog
position sensors, linear potentiometers, angular position
sensors or laser tracers.
The switches and sensors required for this must be
matched to the machine’s control electronics and are
thus not delivered with the cylinder.
However, attention must be paid to the fact that the
costs for retrofitting the double-piston cylinder to a
association.
different piston are rather high -- if such retrofit is
possible at all.
Thetype designation ”...H” or ”...HH” indicates the
number of the lift supervisions available in the relevant
double-piston cylinder. They do not indicate the quality
of the testing method.
Example:
”OVUSHHD 120/80” --> lift supervision for both pistons
”OVUSH 140/80” --> lift supervision for one piston
(usually for the larger piston generating the main
clamping force).
Additional rotation unions:
Basically, all double-piston cylinders are available with
an additional rotation union. They offer the possibility to
feed another medium (e.g. air, coolant, oil) up to a pressure of 70 bars. For this purpose, an additional rotation
union is installed at the end of the piston rod, near the
4-way oil distributor. Attention must be paid to the fact
that the distributor housing of the feeding unit must also
be secured with an anti-twist device which moves
alongside the whole stroke of the smaller piston 2.
The type designation ”...D” indicates if a further rotation
union device is installed.
Example:
”OVUSHHD 120/80” --> with additional rotation union
”OVUSHH 140/80” --> without additional rotation union
Piston diameter:
The two digits at the end of the type designation
(OVU...) indicate the outer diameter of the two piston
disks in mm. Piston 1 showing towards the spindle and
connected with the chuck via the draw tube is indicated
first, while piston 2 which faces away from the spindle
and is connected to the chuck via the draw bar is indicated last.
Example:
”OVUSHHD 120/80”--> Diameter of piston 1: 120 mm,
diameter of piston 2: 80 mm
”OVUSHHD 140/80”--> Diameter of piston 1: 140 mm,
diameter of piston 2: 80 mm
Piston strokes:
The strokes of the two pistons in mm may be indicated,
too. As with the diameters, piston 1 is indicated first
(with draw tube), piston 2 follows (with draw bar).
Example:
”OVUSHHD 120/80 stroke 32/32”--> the stroke of both
(the larger) piston 1 and of (the smaller) piston 2 is 32
mm each.
”OVUSHHD 140/80 stroke 25/31”--> the stroke of piston1is25mm,thatofpiston231mm.
Oil distributor:
The distributor of the cylinder ensures a constant oil
flow. Maximum speed and pressure admissible for the
cylinder may come up at the same time. In this case,
the operating time is 100%.
13
Page 14

Installation:
Attention must be paid to the fact that the 4-way distributor housing and, if available, the housing of the additional rotation union must be blocked against turning,
for example, at the machine’s spindle head. Also refer
to chapter ”Start-up”.
Fitting position:
The cylinder may be installed horizontally, vertically or
in any other position. When installing it in such a way
that the main axis is not aligned horizontally, however,
attention must be paid to the fact that the position of the
leakage oil hose ensures that the leakage oil cannot
completely run off the distributor housing, even during
stops. Also refer to chapter ”Startup” .
General:
The cylinder is suited for high and low pressure clamping as long as the clamping pressure is not twice the
releasing pressure.
For specifications, consumption, dimensions and
strokes, please refer to the attached data sheet.
Usually, the cylinder is fixed to the spindle by means
of an intermediate f lange which is first mounted to the
cylinder cover and is equipped with a seat appropriate
for the cylinder.
The cylinder is balanced for the maximally admissible
speed as per DIN ISO 1940, balance quality G6,3.
The following parts are not part of the delivery
scope:
Accessories: connection piece for inlets and outlets,
limit switch panels.
Special accessories:
inductive proximity switches, piece/Id.-No. 381551
(breaker), or
2inductive proximity switches, piece/Id.-No. 202759
(closer).
3. Start-up
As the cylinder makes it virtually impossible to screw
the draw-in element (draw rod, draw tube) into the
chuck from behind, the associated chuck should only
be mounted after the cylinder has been installed.
3.1 Secure adapter plate by screwing fitting socket
head cap screws into the tapped holes on the pitch
circle diameter. Select torque to suit the screws
used, referring to the table of tightening torques.
3.2 Clean spindle/spindle flange at rear end of machine
spindle and check that radial and axial runout do
not exceed 0.005 mm.
3.3 First moisten the threads of both draw elements,
draw bar and draw tube, with some soluble screw
locking glue. Then screw in first the draw bar then
the draw tube and tighten both. If the screw securing is done by a radial threaded pin, the use of glue
will not be necessary.
If the complete unit of cylinder with draw elements
supposed to be too long compared to the spacer
behind the headstock, both of the draw elements
can be tightened to the cylinder rods (if necessary
with glue) later when the cylinder is transported
near to the spindle. Some draw elements allow the
tightening to the cylinder rods from the chuck and of
the machine spindle. After successful conecting the
draw elements to the cylinder rods the complete unit
will be moved towards the spindle and the centering
scat. Fasten the unit by uniformly tightening the
screws in diagonally opposite pairs. Tighten all
screws with the recommended torque.
3.4 Radially align the actuating cylinder so that the
maximum radial runout will not exceed 0.015 mm,
measured at the distributor housing (item 08).
3.5 Tighten the fastening screws of the adapter plate to
the torque recommended in the table of torques.
Should the class and/or size of the screws used
not be given in the table of torques, use the torque
recommended in VDI Guideline 2230.
3.6 Remove the sealing caps from the connecting
unions and connect the pressure lines. As the sealing caps may be useful in conjunction with a later
removal of the cylinder, they should be retained for
this purpose. The hydraulic connections to the oil
distributor must be free of contamination. The best
way to assure this is to clean the ports with a jet of
low-pressure oil before connecting the lines. Never
allow chips to penetrate into the distributor housing
where they may cause irreparable damage to the
distributor shaft or the safety valves.
All connections must be flexible so as not to constrain the distributor housing. This includes the
leakage hose to be secured by means of a hose clip
which has to be provided by the customer. The hose
should be made of transparent material and return
the drainage oil back to the supply tank by the
shortest possible route without sagging or rising.
3.7 The device preventing the distributor housing from
rotating (anti-rotation lock) must be provided by the
customer. Normally, this takes the form of an approx. 8 mm thick yoke fastened to the spindle housing with a forked end surrounding the oil leakage
plug. The drain union must point vertically downward. Here again, special care must be taken to
avoid any axial constraint of the distributor housing
(thermal expansion).
3.8 After installing the cylinder with draw elements,
mount the chuck. Note that no elements can be
screwed into the chuck or its draw-in elements from
the rear end of the spindle once the cylinder flange
has been firmly secured to the machine spindle.
14
Page 15

Stroke control
a) The paths are mainly determined by the piston
strokes of the operated clamping devices.
b) The proximity switches relate to the operative range
of the chuck or to the indications from the machine
manufacturer.
Recommended positions for checking are for example open position, clamping position and empty
clamping position (= clamping position without inserted workpiece) of the clamping fixture.
c) In case of clamping fixtures with quick change jaws,
the path check and the machine control must be
protected electrically in such a way that the spindle
may not start in ”jaw change position”.
The standard process for path check is a non-contact
process for which the stroke control disk and inductive
proximity switches are used.
Further processes are only mentioned in the following.
For more detailled information, refer to the relevant operating instructions of the cylinder in question.
Processes 1 and 2 are based on defined check positions, i.e. for each workpiece or with each modification
of the clamping fixture, the clamping position needs to
be adjusted. In most cases, however, clamping position
and both end positions need to be adjusted.
Processes 3 to 6 are continuous processes. This
means that new validity ranges need to be defined for
the control only.
1. Inductive proximity switches
Path check is effected via two switching plates that
are coupled with the two clamping pistons 1 and 2.
Four to six inductive switches are located on one
limit switch panel and scan the positions of the
contorl disks. If the control disk is located in the
scanning area of the proximity switch, the switch
position is changed (i.e. a breaker opens a closed
circuit, a closer closes an open circuit).
Since the switches must suit the machine control,
they are not delivered with the cylinder.
The switch panels are not included either, since,
depending on the relevant machine, different variants exist (e.g. direct installation of the switch panels at the machine housing) and different numbers
of limit switches are required.
The switch panel is attached with 2 screws (M6)
and 2 clamping sleeves Ø6 DIN 1481 or DIN 7346
to one of the three fixing surfaces of the distributor
housing.
Usually, up to 3 limit switch panels may be attached
at the distributor housing.
2. Individual limit switches
As with proximity switches, this process also registers open and empty positions. 2 switch cams and 1
limit switch are sufficient. If one ore more further
clamping positions are t o be checked, additional
limit switches and, if necessary, switch cams must
be provided.
3. Analog position sensor
Like the inductive proximity switch, this system is
based on the principle of induction. However, it uses
astroke control disk with tapered outer contour.
From its distance towards the sensor that varies
with the relevant piston position, the sensor transmits an output signal that changes in a linear manner (output current or output tension).
Its advantage is the continuous and thus extremely
variable supervision of the stroke.
4. Linear potentiometer
This system generates an infinitely variable electric
signal, that is related to the initial point. Such an
analog signal (variable tension) is converted into
path or stroke by means of an evaluation unit. For
advantages, see above description.
5. Angular position transmitter
With this process, the linear piston movement is
converted by means of rack and pinion into the
rotary movement of a shaft with attached code
plate. The scanning of this code plate is effected via
LEDs and photo t ransistors of the infrared range.
Depending on the code plate, speed changes,
slowing down, etc. may be realised. For
advantages, see above description.
6. Laser tracer
This infinitely variable measuring system is based
on diffuse laser light that the sender transmits at a
certain angle onto the object to be measured which
again reflects it to the receiver. The distance
between the object to be measured and the receiver
is determined by means of an PSD diode on basis
of the so-called triangulation process. Laser light
tracers with analog output transmit a variable
tension (0-10 V) that is proportional to the measured
distance. It can be measured directly by means of a
SPC.
As measuring object, swith plates are used again.
For functional reasons, these plates have to be
dulled.
0.10 A
0.050 A
0.10
A
0.0050 A
A
0.10 A
A
0.10
0.010 A
15
Page 16

7. Magnetostrictive position sensors
The magnetostrictive positions sensors use different
magnetic mechanical effects for the monitoring of a
lenght or stroke. These types of position sensors are
supplied with analogue, digital or field bus terminals.
They don’t wear and are maintenance free.
The controlling is carried out by measuring the body-supersonic diffusion speed (torsion pulses). The output
signal type is analogue (0 -- 10 Volts).
The measuring accuracy is better than 0.1 mm and
these sensors supply safe and consistent settings.
Functional check:
Afunction test is usually recommendable after
operational readiness of the cylinder has been
achieved. A lower pressure (approx. 5 bar) should be
set on the hydraulic system for this purpose.
Stroke:
The strokes are now controlled with this low operating
pressure:
-- all hydraulic connections should be consecutively
subject to this hydraulic pressure.
-- Check the positions reached by the control discs.
Determine the causes of any dimensional or positional
4. Operation
- The operating pressure amounts to maximally
50 bars and minimally 6 bars.
The maximum pressure indicated on the cylinder
housing is binding, even if it differs from above
value.
The exclusive operating medium to be used is oil.
- The unclamping pressure must amount to at least
half the clamping pressure.
- The maximum speed of the actuating cylinder is
engraved in the cylinder housing. This limit must
never be exceeded.
- The cylinder may be actuated during rotation.
- For operation, we recommend to use hydraulic oil
H--LP32DIN 51525 (32 Centistokes at 40 Degrees
Centigrade).
To prevent foreign matters from penetrating the hydraulic unit, a pressure filter with a fineness of 0.01
mm needs to be installed between pump and control
valve. Also refer to section ”Safety notes” on
pages 11-12.
deviations from the drawing with regard to the control
discs and eliminate any differences immediately.
Stroke monitoring:
It is recommended that the stroke monitoring device for
switching the end positions of the clamping cylinder
pistons and monitoring clamping positions required for
safety reasons by the machine control be mounted and
adjusted at this opportunity. Mount on holders provided.
The stroke monitoring device required for this purpose
are usually of customer specification and thus not
included in the cylinder scope of delivery. See its
operating manual in this respect.
Venting the hydraulic connections:
All hydraulic connections fitted with a safety valve
should be vented during the function test. The venting
screws are opened consecutively by turning them once
or twice, but they should not be unscrewed completely.
Then the connection should be pressurized with low
pressure.
The venting screws are closed tightly again if a continuous oil flow emerges here (not oil spume). Check tightness under max. admissible pressure applied.
- Details of the clamping travel monitoring device
other than the control disks must be provided by the
customer if required.
- Maximum speed and maximum pressure may be
applied simultaneously and for an indefinite period
of time (continous duty)
- The cylinder control system depends on the requi-
red functions of the clamping device and the control
system of the machine and must therefore be designed by the customer in accordance with the applicable safety requirements (see Section 1, ”Safety
instructions and guidelines for the use of poweroperated clamping devices”).
- If piston, seals of safety valves must be dismantled,
the complete cylinder should be removed from the
spindle and returned to our works for general overhaul.
After having effected the general overhaul, the function of the cylinder is guaranteed again.
5. Removal
To remove the cylinder, reverse the installation precedure.
5.1 Shut off hydraulic pressure in all lines and comple-
tely relieve all lines from pressure.
5.2 Disconnect the chuck or other clamping device from
the draw elements. The chuck normally need not to
be removed.
5.3 Remove connecting and drain lines as well as the
anti-rotation lock.
5.4 Seal the connecting unions with caps.
5.5 Loosen cylinder flange fastening screws and pull
actuating cylinder, together with draw elements if
applicable, partially out of the spindle bore.
5.6 Disconnect draw-in element. If the space available
behind the machine is sufficient to accommodate
16
the cylinder complete with draw elements, the complete assembly (cylinder + draw elements) may be
pulled out of the spindle bore. In that case, special
care must be taken to keep the complete assembly
horizontally suspended (by finding the centre of gravity).
5.7 Remove the complete cylinder and place it on a
suitable, protective support. Remove draw elements
from spindle bore.
5.8 5.8 If piston, seals of safety valves must be dismantled, the complete cylinder should be removed
from the spindle and returned to our works for general overhaul.
After having effected the general overhaul, the function of the cylinder is guaranteed again.
Page 17

Size 120/80 120/80 140/80 160/80
Piston stroke 45/8 75/8 45/8 45/8
Dimensions E, F, G, H are referring to the machine, please state when ordering.
Ident-No. (without cylinder adaptor plate) 419724 419727 419725 419726
A 168 168 188 208
B 248 278 248 248
Diam. piston 1 C
1
120 120 140 160
Diam. piston 2 (Reduction possible down to 50 mm) C
2
80 80 80 80
Stroke piston 1 (Red. possible down to appr. 10 mm) D
1
45 75 45 45
Stroke piston 2 (Enlargement possible up to 45 mm) D
2
8888
min. 40 10 40 40
max. 85 85 85 85
min. 22 --8 22 22
max. 3003030
min. 3773737
max. 82 82 82 82
Acm293,5 93,5 134,5 181,4
Bcm2103,7 103,7 144,5 191,6
Ccm245,4 45,4 45,4 45,4
Dcm246,1 46,1 46,1 46,1
1 daN 3800 3800 5600 7400
2 daN 1800 1800 1800 1800
Max. permissible speed min
-- 1
5000 5000 5000 5000
1l 0,86 1,42 1,26 1,67
2l 0,1 0,1 0,1 0,1
Moment of inertia J kgm
2
0,13 0,14 0,18 0,25
Weight approx. kg 42,2 44,7 46,5 51,3
K
1
K
2
Q
Piston 1
Piston 2
Piston area
Eff. draw bar pull (F=40 bar)
Volume for full double stroke
6. Maintenance, upkeep
6.1 Maintenance:
The through-hole type dual piston cylinder with distributor requires no regular maintenance as long as a pulsating oil pressure will be supplied to the both outer inlets
(nomally inlet “A” and “C”) during rotation. Oil pressure
min 5 bar. Pulse duration approx. 5 seconds, dead time
up to 15 mins.
6.2 Upkeep:
After 6500 hours of operation or whenever there is a loss
of pressure, remove the cylinder from the spindle and
disassemble it. Clean all parts and check them for wear.
It is generally good practice to replace all sealing elements or at least those subject to dynamic stress. For
this reason, 1 set of the sealing elements identified in
the parts list and a supply of consumable items should
be stocked at all times.
To reassembly the cylinder, reverse the disassembly
procedure. Make sure that marked parts or parts requiring a specific position are assembled in the intended
position in order to avoid unbalance or malfunctions.
Important: Do not damage seals with tools or sharp
edges.
To keep the cylinder damaged, it is good practice to rebalance it after reassembly. At speeds over 3000 rpm, this
precaution is a ”must”.
On request, reassembled cylinders will be rebalanced
against charge at the Röhm factory or on the customer’s
premises by one of our fitters with the aid of a portable
balancing machine.
Reassembled cylinders should at least be checked for vibrations which were not present before the cylinder was disassembled.
This is all the services which the cylinder requires.
We strongly recommend to have any maintenance work
carried out by the manufacturer
to ensure operational safety
and guaranteed function.
Anschlüsse
Anschlüsse
Connections
Connections
17
Page 18

Dangers Potentiels
1. Qualification des utilisateurs
Personnes, n’ayant pas d’expérience dans l’utilisation des
dispositifs de serrage et qui par leur comportement non
adapté sont exposés aux blessures, en particulier à cause
des mouvements et forces liées au serrage pendant l’installation. Des personnes inexpérimentées dans l’emploi
des dispositifs de serrage sont exposées à des risques de
blessures, du fait d’un comportement inadéquat, en particulier lors des travaux de mise en place du fait des mouvements et des forces de serrage générés.
2. Danger de blessures
Ce groupe de montage peut être composé en partie -- pour
des raisons techniques -- des pièces à angles vifs. Pour
prévenir les blessures, il faut être encore plus prudent pendant les activités qui s’intensifient.
2.1 La commande
afin d’empêcher une commutation involontaire de la
pression d’activation de l’étirage à la ligne de dégagement, les valves de repos doit être employée dans la
commande hydraulique à l’exclusion de.
2.2 Accumulateur d’energie incorporé
Les pièces mobiles qui sont préserrées avec des
éléments de pression ou de traction, des ressorts ou
autres éléments élastiques, représentent un potentiel
de danger du fait qu’ils soient tendus. Si l’on sousestime ce potentiel de danger, les pièces détachées
échappant de contrôle et volant autour comme des
balles de fusil peuvent causer des blessures graves.
Avant d’effectuer des travaux, il faut éliminer cette
énergie que contiennent les pièces pour le préserrage.
C’est pour cette raison que les dispositifs de serrage à
démonter doivent être vérifiés avec les plans correspondants, indiquant les sources de danger. Si la neutralisation de cette énergie n’est pas possible sans
danger, le démontage doit être effectué par les spécialistes de la société RÖHM.
2.3 Dépassement de nombre de tours autorisés
Ce dispositif est prévu pour les inserts tournants. La
force centrifuge -- qui se produit lors des vitesses de
rotation excessives voir des vitesses périphériques -peut être à l’origine du détachement de petites pièces
qui représentent un danger potentiel pour les personnes ou objets se trouvant autour. Cela est particulièrement vrai pour les joints de rotation dont l’usure mène
à une diminution de la pression dans les chambres de
cylindre. Pour ces raisons, l’utilisation à une vitesse
plus élevée que prévu pour l’appareil concerné n’est
pas permise. La vitesse de rotation maximale et la
force de commande sont gravées sur le corps et ne
doivent pas être dépassées. Cela signifie que la vitesse maximale de rotation prévue pour la machine ne
peut être supérieure à celle des cylindres/distributeurs
d’huile et doit être -- pour cette raison -- le cas échéant
limitée.
Un dépassement unique des valeurs autorisées peut
déjà occasionner des dégâts même s’ils n’apparaissent
pas tout de suite. Dans ce cas il faut immédiatement
avertir le fabricant pour que ce dernier puisse vérifier la
sécurité de fonctionnement. C’est le seul moyen d’assurer par la suite la sécurité de l’exploitation du dispositif de serrage.
2.4 Lubrification
Un fonctionnement à vide du distributeur n’est pas admissible.
Une pression réduite de l’agent (au moins 5 bar pour
l’huile hydraulique/au moins 1 bar pour l’air comprimé
huileux) doit être garantie aux raccords avant de mettre
le vérin de serrage/le distributeur en rotation.
Faute de lubrification il y a un risque d’apparition de
rouilles et on peut se heurter à la défaillance de la
piétage de la douille. Par conséquent, les conduites de
liaison sous pression pourraient se casser.
18
2.5 Filtrage des circuits intermédiaires
hydrauliques
Il est nécessaire de mettre un filtre de pression contre
les corps étrangers. Nous vous conseillons d’installer
le groupe hydraulique entre la pompe et la soupape de
commande.
La précision du filtre doit impérativement atteindre
0,01 mm.
Les conséquences d’un filtrage insuffisant sont décrites au
chapitre 2.4 (graissage).
2.6Piétage de la douille au boîtier du distributeur
Le boîtier de distributeur doit être sécurisé contre l’entraînement. Pour cette sécurisation nous vous proposons selon le type de distributeur d’ajouter comme suit:
a) distributeur hydraulique
avec conduite pour huile de fuite et avec des bras
de piétage de la douille: aux bras de piétage de la
douille;
avec conduite pour huile de fuite mais sans bras
de piétage de la douille: aux raccords coudés de
l’huile de fuite;
sans conduite pour huile de fuite mais avec bras
de piétage de la douille: aux bras de piétage de la
douille;
sans conduite pour huiles de fuite et sans bras de
piétage de la douille: aux bras de piétage de la
douille;
b) distributeur de tour DEUBLIN
En général, les boîtiers de distributeurs DEUBLIN
sont livrés sans piétage de douille assortie et ils
sont sécurisés uniquement contre la torsion sur les
conduites de raccord. Dans tous les cas, il est
impératif de respecter les consignes données dans
le mode d’emploi de DEUBLIN.
c) Pour information:
Dans la pratique le porte-outil en forme de fourchette s’est montré particulièrement adapté: il entoure des deux côtes l’élément prévu pour la sécurité de tournage, en laissant un minimum de jeux,
et présente en même temps une fente axiale pour
compenser l’expansion et la tolérance. Ce porteoutil est en général fixé par le boîtier de la broche.
2.7Conduite de raccordement
Aucune force extérieure supplémentaire ne peut s’exercer sur le boîtier de distributeur/l’arbre excepté son
propre poids. Dans le cas contraire il y a un risque d’usure prématuré dans les roulements et dans la fente de
distributeur, et les conséquences sont les mêmes que
celles décrites sous le chapitre 2.3 (graissage). Tous
les conduits de raccords doivent conc être flexibles et
être usinés comme tuyaux flexibles.
2.8.Fixation et changement des vis
En cas de changement ou de desserrage des vis, un
mauvais remplacement ou une mauvaise fixation de
celles-ci peuvent mettre des personnes ou des objets
en danger. Pour cette raison, si le contraire n’est pas
indiqué, il faut utiliser pour toutes les vis de fixation le
couple initial de démarrage conseillé par le fabricant et
correspondant au type de vis. Pour les tailies les plus
demandées M5 -- M24 de type 8.8, 10.9 et 12.9 voir le
tableau cidessus pour les couples initiaux de démarrage. Lors du remplacement des vis originales, en cas
de doute il faut utiliser par défaut le type 12.9. La qualité 12.9 est à utiliser systématiquement pour les couvercles de cylindres ainsi que pour les éléments similaires. Toutes les vis qui du fait de l’utilisation, par ex.
travaux de changement d’operatión, doivent être desserrées puis ensuite resserrées, sont à lubrifier tous les
sixmois (pâte grasse) au niveau du filetage et de la
surface de butée de la tête.
Page 19

Dangers Potentiels
Couples de serrage en Nm:
Qualité M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
2.9.Soupapes de sécurité
Les soupapes de sécurité sont destinées à compenser
la perte de pression en cas de coupure d’énergie (de
courant par ex.), et par conséquent d’empêcher le
relâchement du dispositif de serrage. Toutefois, nous
attirons votre attention sur le fait que, en raison des
temps de réaction ou de l’usure des joints, une perte
de pression d’environ 20% par rapport à la pression de
départ peut survenir pour les cylindres hydrauliques.
Si les conditions sont défavorables, la force de serrage
risque de ne pas suffire à maintenir la pièce à usiner
dans le dispositif de serrage malgré les soupapes de
sécurité.
2.10. Frottez vérifier le dispositif
si une course vérifiant le dispositif avec la source du
laser est cultivée au distributeur de retenue de cylinder/
oil, alors leur rayon de lumière peut rencontrer en principe pas l’oeil. Bien que dans toutes les sources inoffensives de règle seulement du laser de la classe de
sûreté II soient employés après en 60825, la rétine
pourrait être endommagée avec la vue directe dans le
rayon laser irréparablement.
3. Contrôle
Frottez la commande
si le moyen de retenue est de nouveau installé, la
course vérifiant le dispositif doit être coordonné avec la
nouvelle situation.
L’entretien commande
la fiabilité de l’arrangement de tension de force peut
être assuré seulement si les instructions de service du
manuel sont obéies exactement.
4. Danger pour l’environnement
Pour le fonctionnement d’un dispositif de serrage, de
différents produits sont utilisés pour le graissage et le refroidissement. Ils arrivent au matériel de bridage en général
par le boîtier de distributeur. Les produits le plus souvent
utilisés sont l’huile hydraulique, l’huile de graissage, la
graisse et le produit d’arrosage. Lors de l’utilisation de ces
produits il faut faire attention à ce qu’ils ne atteignent pas
l’eau ou la terre puisqu’ils comportent un danger pour
l’environnement.
Cela est particulièrement vrai:
D pendant le montage/démontage, puisque dans les con-
duites et des chambres de piston il peut encore en rester.
D pour des joints poreux, défectueux ou dont le montage
n’est pas conforme,
D pour les produits de graissage qui-pour des raisons con-
structives -- sortent voir s’éjectent du matériel de bridage
pendant le fonctionnement.
Les produits jusqu’ici présents doivent être recueillis ou éliminés selon les instructions correspondantes.
5. Exigences technique pour la sécurité sur les dispositifs mécaniques de serrage:
5.1 La broche de la machine ne doit démarrer que lorsque la
pression est réalisée dans le cylindre de serrage et que le
serrage est effectué dans le domaine de travail admissible.
5.2 La baisse de pression ne doit s’effectuer que lorsque la
broche de la machine est arrètée. La seule exception
admise est lorsque le deroulement dans son ensemble
prévoit un chargement/déchargement en mouvement
et si la construction du distributeur/cylindre le permet.
5.3 En cas de perte de l’énergie de serrage, la pièce à
usiner doit rester serré fixement jusqu’à l’arrêt de la
broche de la machine.
5.4 En cas de coupre puis de rétablissement du courant
aucune modification de la position actuelle de la commande ne doit être effectuée.
5.5 En cas de perte de l’énergie de serrage, un signal doit
arrêter immédiatement la broche de la machine.
6. Pièces de rechange
Nous attirons l’attention au fait que seules les pièces
détachées ou de montage ORIGINALES fournies par
RÖHM ou par un détaillant autorisé par RÖHM peuvent
être utilisées. Pour tout dommage subi suite à l’utilisation
des pièces de provenance autre que RÖHM,lasociété
RÖHM écarte toute responsabilité.
Pour information: pour passer vos commandes ultérieu-
res de pièces détachées sans problème, il est nécessaire
de communiquer le N
sur le corps et si possible le N
se compose d’une lettre suivie de 2 chiffres et éventuellement d’un numéro de série qui figure sur la plaque signalétique ou tout près du N
o
d’identification de 6 chiffres, gravé
o
de fabrication. Ce dernier
o
d’identification.
6
Page 20

Désignations:
Il s’agit de deux vérins hydrauliques placés l’un à la suite
de l’autre dont la force et les mouvements respectifs, indépendants les uns des autres grâce à deux éléments de
traction (appelés aussi tuyau de traction ou tige de traction)
à visser sur un des côtés de la tige du piston, sont transmis
sur le dispositif de serrage à actionner (mandrin par ex.).
Il s’agit toujours de dispositifs de serrage possédant des
fonctions supplémentaires. Cela signifie qu’un autre actionnement, tel que par exemple celui d’un mors d’ajustement,
d’une pointe mobile ou autre est nécessaire en plus du
mouvement de serrage.
Un distributeur d’huile multiple, dont le carter ne nécessitant aucun entretien est à la verticale, est placé en face des
vérins et du côté opposé à la broche. Au moins 4 raccords
se trouvent sur ceux-ci pour actionner les deux pistons.
Chacun de ces raccords peut être sollicité à partir d’une
pression d’huile de 5 bar et jusqu’à un maximum de 50 bar
pendant la rotation.
Les vérins de la série “OVU..“ peuvent aussi être actionnés
pendant la rotation car les valves de sécurité sont insensibles à la force centrifuge
L.a dénomination “OVU..“ désigne des vérins de serrage
hydrauliques dont les mouvements de piston sont indépendants.
Dispositifs de sécurité:
Un dispositif de sécurité empêche un déserrage non
désirée du dispositif de serrage lors d’une panne subite de
l’alimentation en pression. C’est la raison pour laquelle les
deux raccords (chambres hydrauliques) du vérin individuel
concerné sont protégés chacun par une soupape de retenue déverrouillable. Le déverrouillage s’effectue grâce à la
pression du côté opposé du piston et permet de laisser
passer l’huile sans pression.
Ce vérin de serrage répond pour cette raison aux
principes de contrôle de l’association professionnelle
d’assurance accident.
Les désignations “...S”¯ et “...SS”¯ indiquent le nombre de
dispositifs de sécurité disponibles dans chacun des vérins
considérés.
Exemple :
“OVUSHHD 120/80“¯ --> dispositif de sécurité pour un
piston (= 2 chambres hydrauliques, en général pour le plus
gros des 2 vérins et donc pour celui qui génére la force de
serrage principale).
“OVUSSHH 140/80” --> contrôle de sécurité pour les deux
pistons (4 chambres hydrauliques).
Systèmes de contrôle de course :
Le mouvement des deux pistons peut être contrôlé par des
disques de contrôle de course et des détecteurs de proximité inductifs, par des cames de commande et des interrupteurs-limiteurs individuels ou par des systèmes de mesure de déplacement en continu tels que les capteurs de
course analogiques, les potentiomètres linéaires, les capteurs de position angulaire ou les poussoirs laser.
Les interrupteurs et les capteurs nécessaires doivent être
accordés à l’électronique de commande de la machine et
ne sont donc pas fournis avec les vérins.
Il faut cependant tenir compte de ce qu’un montage
ultérieur des vérins à double piston sur un autre systéme
de contrôle de la course, si cela est possible, ne l’est en
général qu’avec des frais élevés.
Les désignations “...H“ et “...HH“ indiquent le nombre de
contrôles de course disponibles dans chacun des vérins.
Elles ne donnent aucune indication sur le procédé de
contrôle.
Exemple :
“OVUSHHD 120/80“ --> contrôle de course des deux
pistons
“OVUSH 140/80“ --> contrôle de course pour un seul
piston.
(En général pour le plus gros des 2 pistons et donc pour
celui qui génère la force de serrage principale).
Joints tournants Deublin pour air et huile supplémentaires:
Tous les vérins à double piston sont toujours livrables avec
un joint tournant Deublin pour air et huile supplémentaire.
Il est ainsi possible d’ajouter un agent (par ex. de l’air, un
réfrigérant, de l’huile) jusqu’à une pression de 70 bar au
dispositif de serrage en plus des deux mouvements/forces.
Un joint tournant Deublin pour air et huile supplémentaire
se fixe dans ce but à l’extrémité de la tige du piston près du
distributeur d’huile quadruple. Il faut tenir compte de ce que
le carter de distribution de ce joint doit obligatoirement être
équipé d’une sécurité anti-rotation et que celle-ci parcourt
aussi la course entière du piston 2 qui est en général le
plus petit.
La désignation “...D”¯ indique le montage d’un joint tournant
Deublin pour air et huile supplémentaire.
Exemple :
“OVUSHHD 120/80“¯ --> avec joint tournant Deublin pour
air et huile supplémentaire
“OVUSHH 140/80“¯ --> sans joint tournant Deublin pour air
et huile supplémentaire.
Diamètre des pistons :
Les deux chiffres ajoutés à la désignation du type (OVU...)
décrivent le Ø extérieur des deux pistons en mm. Le premier chiffre correspond au piston 1 fixé au mandrin par le
tuyau de traction en direction de la broche et le second au
piston 2 fixé au mandrin par la tige de traction à l’opposé
de la broche.
Exemple :
“OVUSHHD 120/80“¯ --> diamètredupiston1
120 mm, diamètre du piston 280 mm
“OVUSHHD 140/80“¯ --> diamètredupiston1
140 mm, diamètre du piston 280 mm
Courses des pistons:
La course des deux pistons peut être indiquée en mm.
L’ordre des pistons est le même que pour le Ø: d’abord
le piston 1 (avec tuyau de traction) puis le piston 2
(avec tige de traction).
Exemple:
“OVUSHHD 120/80 course 32/32“--> la course du
(grand) piston 1 et celle du (petit) piston 2 sont de
chacune 32 mm.
“OVUSHHD 120/80 course 25/31“--> la course du
piston 1 est de 25 mm, celle du piston 2 de 31 mm.
2. Vérins hydrauliques à double piston de types OVUSHH,
OVUSSHH, OVUSSH, OVUSHHD
avec mouvement de piston indépendant, dispositif de sécurité et contrôle de course
20
Page 21

Distributeur d’huile:
Le distributeur des vérins de serrage permet une alimentation permanente en huile sous pression. Le régime maximum autorisé et la pression maximum autorisée des vérins peuvent intervenir simultanément.
Il est à noter que le carteur de distribution quadruple et,
s’il existe, celui du joint tournant Deublin pour air et
huile supplémentaire doivent être pourvus d’une sécurité anti--rotation, par exemple sur la poupée portebroche de la machine. Veuillez également vous reporter
àcesujet au chapitre “Mise en service“.
Position de montage:
Les vérins de serrage peuvent être montés l’horizontale, à la verticale ou que dans n’importe quelle position
intermédiaire.
Cependant, dans toutes les positions autres qu’horizontale. On doit veiller à ce que le flexible destiné à l’huile
de fuite soit posé de façon à ce que l’huile de fuite ne
puisse s’écouler entièrement du carteur de distribution
pendant les pauses d’exploitation. Veuillez également
vous reporter à ce sujet au chapitre “Mise en service”.
3. Mise en service
Montage:
Comme le cylindre ne permet pratiquement pas de
fixation vissée sur l’arrière entre l’élément de traction
(tirant, tube de traction) et le mandrin, le montage du
mandrin correspondant est à effectuer seulement après
le montage du cylindre.
3.1 Visser le faux plateau avec les vis à tête cylindrique
correspondantes dans les alésages filetés sur le
diamètre du cercle de référence. Le couple de
serrage doit correspondre aux vis employées, voir
également tableau des couples.
3.2 Nettoyer la broche ou le plateau de la broche sur
l’extrémité arrière de la broche de la machine et en
vérifier la concentricité et la planéité. L’erreur
admissible est dans chaque cas de 0,005 mm.
3.3 Insérer le vérin complet sur lequel est en général
vissé (à bloc) un élément de traction recouvert de
colle (soluble) pour arrêter la vis par l’arrière dans le
guide de tige. Si vous en avez une, vous pouvez
utiliser une sécurité anti-rotation avec vis sans tête
radiale.
Si l’unité entière, élément de traction + cylindre, est
trop longue pour la place disponible derrière la machine, les éléments de liaison peuvent être tout
d’abord insérés partiellement dans l’alésage de la
broche et être vissés ultiérieurement avec le cylindre pendant devant la broche. Selon la réalisation
de l’élément de traction, une fixation par vis avec
le cylindre vissé solidairement sur la broche est
également possible du côté du mandrin.
Si ceci est effectué, placer le cylindre sur le
diamètre de centrage de la broche et le fixer légèrement avec les vis de fixation du plateau, en les
serrant régulièrement en croix.
3.4 Ajuster le cylindre radialement de telle manière que
le défaut de concentricité maximum ne dépasse
pas 0,015 mm. Ce défaut est mesuré sur le boîtier
de distributeur pos. 08.
3.5 Serrer les vis de fixation du faux-plateau avec le
couple de préserrage préconisé par la directive
VDI. Voir également tableau des couples.
Généralités:
Les vérins conviennent également au serrage sous
haute et basse pression tant que la pression de serrage
n’atteint pas le double de celle de desserrage.
Vous trouverez les caractéristiques de puissance ainsi
que celles de consommation, les dimensions et les
courses sur la fiche signalétique jointe.
La fixation des vérins sur la broche s’effectue en
général au moyen d’une bride intermédiaire placée
d’abord sur le couvercle du double vérin et qui est
munie d’une fixation appropriée à la broche.
L’équilibrage des vérins de serrage correspond au
nombre de tours maximum autorisés indiqué selon
DIN ISO 1940, qualité d’équilibrage G6, 3.
Non compris dans la
Accessoires: raccords pour les conduites d’alimenta-
tion et de dérivation, supports de fins de course.
Accessoires spéciaux:
détecteurs de proximité inductifs, unité/Id.-No. 381551
(contact repos) ou
2 détecteurs de proximité inductifs, unité/Id.-No. 202759
(contact de travail).
3.6 Oter les capuchons sur les pipes de raccordement
et raccorder les conduites de pression. Comme les
capuchons peuvent s’avérer utiles dans le cas d’un
démontage ultérieur du cylindre, nous recommandons de les conserver. Les raccordements pneumatiques sur le distributeur d’air doivent être exempts de salissures. Le mieux est d’envoyer avant
le raccordement de l’air pour balayage soufflant
avec une faible pression. Il faut dans tous les cas
éviter la pénétration de copeaux dans le boîtier du
distributeur car l’arbre du distributeur ou les vannes
de sécurité risqueraient d’être endommagés de manière irréparable.
De plus, ces raccordement doivent être flexibles de
n’exercer aucune contrainte sur le boîtier du distributeur. Ceci est également valable pour les pipes
de produit réfrigérant et pour le tuyau à fixer par le
client à l’aide d’une bride à tuyau. Celui-ci doit être
en matière transparente et renvoyer le produit
réfrigérant vers le réservoir, sans faiblir ni se
redresser, par le chemin le plus court.
3.7 La sécurité de torsion sur le boîtier du distributeur
est à réaliser par le client. Il est courant de fixer à
cet effet sur le boîtier de la broche, un arc, épais
d’environ 8 mm, et enserrant le boîtier du distributeur au niveau des ses pipes d’écoulement du produit réfrigérant comme une fourche. La pipe d’écoulement doit descendre verticalement. Il faut veiller
soigneusement à ce que cette sécurité de torsion
n’exerce aucune contrainte axiale sur le boîtier du
distributeur (dilatation thermique).
3.8 Après le montage du cylindre avec les éléments de
traction, le montage du mandrin peut être effectué.
Il faut noter qu’une fois la plateau du cylindre
solidement vissé sur la broche de la machine,
aucune liaison par vis avec le mandrin ou ses
éléments de traction n’est plus possible à partir du
bout arrière de la broche.
fourniture:
21
Page 22

0.10 A
0.050 A
0.10
A
0.0050 A
A
0.10 A
Surveillance de la course de serrage
a) Les courses de serrage sont principalement déterminées
par celles des pistons du dispositif de serrage utilisé.
b) Régler les détecteurs de proximité selon la plage de travail
du mandrin de serrage ou des consignes du fabricant de la
machine.
Les positions de contrôle recommandées sont par exemple
la position ouverte, celle de serrage et celle de serrage à
vide (= position de serrage sans pièce à l’intérieur) du dispositif de serrage.
c) Sur les dispositifs de serrage tel que par ex. les mors de
base à changement rapide, le contrôle des courses de serrage doit être protégé électriquement en liaison avec la
commande de la machine de façon à ce que la broche ne
puisse se mettre à tourner en position “Changement de
mors“.
Le procédé sans contact par disque de contrôle de course et
détecteurs de proximité inductifs est considéré comme surveillance de course de serrage standard.
D’autres procédés ne seront que mentionnés dans ce
qui suit. Vous trouverez des indications plus détaillées
àcesujet dans les instructions de service des vérins
concernés.
Les procédés 1 et 2 se déroulent sur la base de positions de
contrôle définies, c.à.d. qu’à chaque changement de pièce ou de
dispositif de serrage, la position de serrage doit tout au moins
être de nouveau ajustée et éventuellement les positions finales
aussi. Les procédés 3à6sontcontinus,c.à.d.qu’ilsuffitde
définir de nouvelles plages de validité pour la commande.
1. Détecteurs de proximité inductifs
Le contrôle de la course s’effectue au moyen de deux rondelles de commande couplées aux deux pistons de serrage
1et2.4à6détecteurs de proximité inductifs que vous pouvez obtenir sous forme d’accessoires sont placés chacun
sur un support de fin de course et balayent les positions de
la rondelle de commande. Lorsque la rondelle de commande est placée dans la zone de détection du détecteur de
proximité, l’état de commutation se modifie
(un“contact de repos“ ouvre un circuit électrique fermé pendant qu’un “contact de travail”¯le ferme).
Les interrupteurs devant s’harmoniser avec la commande
de la machine, il ne sont pas compris dans la fourniture des
vérins.
Les supports de fin de course ne sont également pas compris dans la fourniture, car il existe différentes possibilités de
montage suivant la machine (par ex. montage direct des
supports de fins de course sur le bâti de la machine) ou le
nombre de supports de fin de course nécessaires est différent. Le support de fin de course se fixe à l’une des 3 surfaces de fixation du carter de distribution à l’aide de 2 vis M6
et 2 douilles de serrage à Ø DIN 1481 ou DIN 7346.
Il est en général possible de fixer jusqu’à 3 supports
de fin de course sur le carter de distribution.
2. Interrupteurs-limiteurs individuels
Le but de ce procédé de surveillance est également de détecter les positions de serrage ouvertes et
22
A
0.10
fermées. 2 cames de commande et 1 interrupteurlimiteur par disque de piston sont suffisants. Si une
ou plusieurs autres positions de serrage doivent être
contrôlées, il vous faudra prévoir d’autres interrupteurs--limiteurs et éventuellement d’autres cames de commande.
3. Capteur de course analogique
Ce système travaille selon le principe d’induction tout
comme le détecteur de proximité inductif.
Cependant à la différence de ce dernier, il est utilisé un disque de contrôle de course au contour extérieur en forme de
cône. A partir de la distance par rapport au détecteur qui se
modifie suivant la position du piston, le détecteur délivre un
signal de sortie électrique à modification linéaire (courant de
sortie ou tension de sortie).
L’avantage réside dans la surveillance continue et donc très
variable de la course.
4. Potentiomètre linéaire
Ce systéme génère un signal électrique variable en continu
se rapportant à un point fixe. Ce signal analogique (tension
variable) est transformé en parcours ou course par une
unité d’évaluation. Avantages voir ci-dessus.
5. Transmetteur de position angulaire
Ce procédé sert à transformer le mouvement
linéaire du piston en un mouvement rotatif d’un arbre auquel
est fixé un disque codeur à l’aide d’une crémaillère et d’un
pignon. Le balayage de ce disque codeur s’effectue par
diodes lumineuses et phototransistors dans la zone à infrarouges. Il peut être procédé à des commutations de vitesse,
des freinages etc. suivant le disque codeur. Les mêmes
avantage que plus haut.
6. Poussoir laser
Ce système de mesure en continu se base sur une lumière
laser diffuse émise par l’émetteur dans un angle défini vers
l’objet à mesurer et qui la reflète sur le récepteur.
La distance entre l’objet à mesurer et le récepteur est déterminée selon le procédé de triangulation au moyen d’une
diode PSD. Les poussoirs à lumière laser possédant une
sortie analogique dégagent une tension variable ( 0 à 10 V)
proportionnellement à la distance mesurée.
Celle-ci peut être traitée directement par une
commande SPS. Les rondelles de commande sont utilisées
commes objets à mesurer. Afin que le système fonctionne,
elles doivent cependant être dépolies.
0.010 A
7. Sondes de position magnétostrictives
Les sondes de positions magnétostrictives emploient
différents effets mécaniques magnétiques pour la
surveillance d’un lenght ou d’une course. Ces types de
sondes de position sont assurés avec les terminus
analogues, numériques ou de champ de bus. Ils ne portent
pas et sont entretien librement. Le contrôle est effectué en
mesurant la vitesse corps--supersonique de diffusion
(impulsions de torsion). Le type du signal de sortie est
analogue (0 -- 10 volts). L’exactitude de mesure est
meilleure que 0.1 millimètre et ces sondes fournissent à
arrangements sûrs et conformés.
Page 23

4. Emploi
5. Démontage
Le démontage du cylindre s’effectue en principe dans
l’ordre inverse par rapport au montage.
5.1 Interrompre la pression hydraulique sur tous les
conduits et faire sortir totalement la pression de
toutes les conduites.
5.2 Desserrer la liaison du mandrin ou autre vers
l’élément de traction. Il n’est en général pas
nécessaire de démonter le mandrin.
5.3 Retirer les conduits de raccordement et
d’écoulement ainsi que la sécurité de torsion.
5.4 Enfoncer les capuchons dans les pipes de
raccordement.
5.5 Desserrer les vis de fixation du plateau du cylindre
et retirer en partie le cylindre de serrage, le cas
échéant avec l’élément de traction, de l’alésage de
la broche.
5.6 Desserrer l’élément de traction. Si la place derrière
la machine est suffisante pour le cylindre et
l’élément de serrage, le cylindre et l’élément de
traction peuvent être également complètement
retirés de l’alésage de la broche. Il faut veiller
cependant à ce que l’ensemble complet se trouve
à l’horizontale (recherche du centre de gravité).
5.7 Retirer complètement le cylindre de la machine et le
déposer sur un support spproprié qui le protège.
Retirer l’élément de traction de l’alésage de la
broche.
5.8 S’il était nécessaire de démonter les pistons, les
joints ou les soupapes de sécurité, il est recommandé de désasocier les vérins de serrage complets de la broche et des le renvoyer à l’usine pour
une révision compléte. Une révision compléte est
réalisée à l’usine et les vérins de serrage obtient
une nouvelle garantie.
Les vérins hydrauliques à double piston et le
distributeur n’ont besoin d’aucun entretien.
En ce qui concerne la sécurité d’exploitation, nous
vous recommandons avec insistance de laisser le
fabricant procéder aux travaux de maintenance.
- La pression de service est de 50 bar max., au
moins 6 bar. Si, cependant, une pression maximale
autre que celle-ci devait être indiquée sur le carter
du vérin, c’est cette dernière qui prévaut.
Le seul agent de service autorisé est l’huile.
- La pression de desserrage doit correspondre au
moins à la moitié de la pression de serrage.
- Le nombre de tours maximal du cylindre de serrage
ne doit en aucun cas être dépassé. Ce paramètre
est gravé sur le boîtier du cylindre.
- Le cylindre peut être actionné sans restriction pen-
dant la rotation.
- Nous recommandons l’huile hydraulique H--LP 32
DIN 51525 (32 Centistokes à 40
o
C).
Un filtre sous pression aux cellules de 0,01 mm doit
être placé sur le groupe hydraulique entre la pompe
et la soupape de commande pour la protection contre les corps étrangers.
Reportez-vous également au chapitre “Dangers
potentiels”¯ à partir de la page 18-19.
- Les contrôles de la course de serrage sont à
exécuter en cas de besoin par le client.
- Le nombre de tours maximal et la pression
maximale peuvent survenir en même temps et pour
une durée illimitée (100% de la durée de service).
- La mise en service du cylindre dépend des fonc-
tions nécessaires du moyen de serrage et de la
commande de la machine et est donc à concevoir
par le client selon les directives de sécurité pertinentes (voir chapitre ”Avis de danger”).
- S’il était nécessaire de démonter les pistons, les
joints ou les soupapes de sécurité, il est recommandé de désasocier les vérins de serrage complets de la broche et de les renvoyer à l’usine pour
une révision compléte.
Une révision compléte est réalisée à l’usine et les
vérins de serrage obtiennent une nouvelle garantie.
Contrôle fonctionnel :
Un essai de fonction est habituellement recommandable après que la promptitude opérationnelle du
cylindre ait été réalisée. Une plus basse pression
(barre approximativement 5) devrait être placée sur
le circuit hydraulique à cette fin.
Course :
Les courses sont maintenant commandées avec
cette basse pression de fonctionnement :
-- tous les raccordements hydrauliques devraient être
sujets consécutivement à c ette pression hydraulique.
-- vérifiez les positions arrêtées par les disques de
commande. Déterminez les causes de toutes les
déviations dimensionnelles ou de position à partir
du schéma en ce qui concerne les disques de commande et éliminez n’importe quelles différences
immédiatement.
Surveillance de course :
On lui recommande que la course surveillant le dis-
positif pour commuter les positions de fin des
pistons de retenue de cylindre et surveiller des posi tions de retenue exigées pour la sûreté ait raisonné
par la commande de machine soit montée et
ajustée à cette occasion. Bâti sur des supports fournis. La course surveillant le dispositif exigé à cette
fin sont habituellement des spécifications de client
et sont ainsi incluses dans la portée de cylindre de
la livraison. Voir le son operating manual à cet
égard.
Exhaler les raccordements hydrauliques :
Tous les raccordements hydrauliques équipés d’une
soupape de sûreté devraient être exhalés pendant
l’essai de fonction. Les vis de mise à l’air libre sont
ouvertes consécutivement en les tournant une fois
ou deux fois, mais elles ne devraient pas être
dévissées complètement. Alors le raccordement
devrait être pressurisé avec la basse pression. Les
vis de mise à l’air libre sont fermées étroitement
encore si un écoulement continu d’huile émerge ici
(pas écume d’huile). Vérifiez l’étanchéité sous la
pression admissible maximale appliquée.
23
Page 24

Référence 120/80 120/80 140/80 160/80
Course de piston 45/8 75/8 45/8 45/8
Dimensions E, F, G, H sont relatives à la machine, à indiquer lors de la commande.
Ident-Nr. (sans faux-plateau de cylindre) 419724 419727 419725 419726
A 168 168 188 208
B 248 278 248 248
piston 1 C
1
120 120 140 160
piston 2 (réduction possible à 50 mm) C
2
80 80 80 80
Course de piston 1 (réduction possible à 10 mm) D
1
45 75 45 45
Course de piston 2 (augmentation possible à 45 mm) D
2
8888
min. 40 10 40 40
max. 85 85 85 85
min. 22 --8 22 22
max. 3003030
min. 3773737
max. 82 82 82 82
Acm293,5 93,5 134,5 181,4
Bcm2103,7 103,7 144,5 191,6
Ccm245,4 45,4 45,4 45,4
Dcm246,1 46,1 46,1 46,1
1 daN 3800 3800 5600 7400
2 daN 1800 1800 1800 1800
Vitesse admissible max. min
-- 1
5000 5000 5000 5000
1l 0,86 1,42 1,26 1,67
2l 0,1 0,1 0,1 0,1
Momnet d’inertie de masse J kgm
2
0,13 0,14 0,18 0,25
Poids env. kg 42,2 44,7 46,5 51,3
K
1
K
2
Q
Piston 1
Piston 2
Surface depiston
Force eff. au tube de traction (F=40 bar)
Volume pour course double totale
6. Entretien, maintenance
6.1 Entretien:
Le vérin hydraulique à double piston et le distributeur
n’ont besoin d’aucun entretien, aucun entretien, tant
qu’une pression d’huile de 5 bar minimum est maintenue
aux raccords A et C par impulsions. L’impulsion peut
durer environ 5 secondes, l’intervalle entre 2 impulsions
peut durer 15 mm.
6.2 Maintenance:
Après 6500 heures d’opération ou en cas de perte de
pression, ôter le cylindre de la broche et le démonter.
Nettoyer les différentes pièces et vérifier leur usure.
En général il est recommandé de renouveler tous les
éléments d’étanchéité, en particulier ceux soumis à une
contrainte dynamique.
Il est de ce fait nécessaire d’avoir toujours en
ma-gasin un jeu des éléments d’étancheíté et des pièces
d’usure marqués dans la nomenclature. Lors de l’assemblage, procéder dans l’ordre inverse du démontage et
veiller à ce que les pièces marquées ou à mettre dans
une certaine position soient bien assemblées dans la
position prescrite pour éviter des dérangement d’équilibre
ou de fonction.
Attention: Ne pas endommager les pièces d’étanchéité avec
des outils ou des arêtes vives.
Pour conserver la stabilité de marche du cylindre, il est recommander de le rééquilibrer après son réassemblage. Pour
les nombres de tours a partir de 3000 min
-1
, cette opération
est indispensable. A la demande, ceci peut être effectué, sur
facture, dans les ateliers de la Société Röhm ou par notre
monteur chez le client à l’aide d’un instrument d’équilibrage
mobile.
Un contrôle de marche est à effectuer dans tous les cas en
vérifiant particulièrement si de vibrations nouvelles apparaissent. Le cylindre de serrage ne nécessite aucun autre travail
d’entretien.
Pour ce qui est de la sécurité
d’exploitation et de la garantie
du fonctionnement, nous
recommandons avec
insistance de faire
réaliser les travaux de
maintenance par le
fabricant.
Anschlüsse
Connections
Anschlüsse
Connections
24
Page 25

Indicaciones de seguridad
1. Este dispositivo deberá ser utilizado, ajustado o some-
tido a mantenimiento exclusivamente por perso-nas que
posean la debida capacitación o formación especial o bien
que tengan una larga experiencia en este sector laboral.
Aquellas personas que carecen de experiencia en la utilización de dispositivos de sujeción, están expuestas a sufrir
serios accidentes, provocados por los movimientos y fuerzas generados por la sujeción, como resultado de una
forma de proceder inadecuada, en especial durante la realización de los trabajos de ajuste.
Este dispositivo ha sido concebido para un empleo
2.
rotatorio y su operación a un número de revoluciones
superior al previsto no es admisible. Como consecuencia
de las fuerzas centrífugas generadas, cuya magnitud
depende del número de revoluciones, existe la posibilidad de que determinadas piezas se suelten y pongan en
peligro a las personas o los objetos que se encuentren
en su cercanía.
2.1 El control
para prevenir una conmutación inintencional de la
presión de la activación de estirar a la línea del lanzamiento, las válvulas de reclinación se debe utilizar
en el control hidráulico excepto.
2.2 El número de revoluciones máx. y la fuerza de ac-
cionamiento/presión están grabados en el cuerpo del
dispositivo y no deben ser sobrepasados. Una fuente
de peligro puede incluso crearse, si los valores admisibles son sobrepasados en una sola oportunidad.
Supuesto que dichos valores llegaran a ser superados, por motivos totalmente ajenos a nuestra responsabilidad, pueden eventualmente producirse
deterioros, aun cuando éstos no se aprecien a primera vista. Los mencionados deterioros encierran a
su vez el peligro de llegar a producir daños a personas u objetos. Es por ello que en un tal caso el fabricante deberá revisar el elemento de sujeción, considerando la sobrecarga producida, con el fin de determinar si sigue o no siendo apto para el funcionamiento y si sigue o no cumpliendo las condiciones de
seguridad de operación.
2.3 Una marcha en seco del distributor, no es admisi-
ble. Si el cilindro de sujeción ha de rotar, deberá tenerse la seguridad, de que en las conexiones hay al
menos una escasa presión del medio (por lo menos
una presión de aire con adición de aceite de 1 bar).
El aire utilizado tiene que haber sido depurado (ver
punto 4) y debe ser enriquecido aprox. cada 10 - 12
min. con una gota de aceite de husillo (p. ej. Tellus
C10) por medio de una unidad de servicio.
Si no resulta posible garantizar la realización de esta
medida, habrá que contar con un considerable desgaste en las hendiduras del distributor, el que puede
llegar a provocar el fallo de seguro antitorsión. Bajo
tales condiciones puede producirse una ruptura de
las tuberías de unión sometidas a presión.
Para evitar la penetración de cuerpos estraños deberá instalarse un filtro de presión de fineza absoluta
0,01 mm y desagüe automático entre la fuente generadora de presión y la válvula de control.
2.4 Debido a motivos relacionados con el funciona-
miento es posible que esta componente posea algunas partes dotadas de cantos de filo agudo. Con el
objeto de prevenir posibles accidentes, deberá procederse con especial cuidado al realizar tareas en o
cerca de esta componente.
2.5 Si al proceder a soltar
o cambiar
tornillos, el subsiguiente apriete o recambio presenta
deficiencias, éstas pueden dar origen a situaciones
expuestas para personas y objetos.
2.6Atodos los tornillos
que tienen que ser frecuentemente soltados y nuevamente apretados debido p.ej. a la finalidad que cum-
plen y a trabajos de reequipamiento deberá
aplicárseles cada seis meses una capa de lubricante
(grasa) en el sector de la rosca y en el sector de contacto de la cabeza.
a) En el caso de recambio de los tornillos origina-
les deberá elegirse para los nuevos tornillos la
clase de resistencia de los tornillos substituidos
(normalmente 12.9). Para los tamaños usuales
M5-M24 de las clases 8.8, 10.9 y 12.9 tienen vali-
dez los valores de la tabla de momentos de
aprieto de tornillos presentada abajo.
b) Tratándose de tornillos
de fijación para tapas cilindro y elementos similares se empleará básicamente la calidad 12.9.
c) Indicaciones
Durante trabajos en los conductos hidráulicos o
en los tornillos purgadores de aceite se tendrá
que contar con la salida de aceite. Para prevenir
un posible riesgo ambiental, se habrá de recoger
este aceite y eliminarlo según las especificaciones correspondientes.
2.7 Al efectuar recambios
de piezas deberán emplearse exclusivamente repuestos originales RÖHM. La no observación de esto
libera al fabricante de toda responsabilidad. Para
poder dar curso a los pedidos de repuestos o de piezas individuales, sin que se presenten dudas o se
cometan posibles errores,
es imprescindible disponer del número correlativo de
6 cifras grabado en la componente. Hay sin embargo
una serie de casos en que la indicación del no. de
pos. del plano o de la lista de piezas y partes junto a
una descripción de la unidad constructiva de la pieza
en cuestión es suficiente.
2.8 En trabajos con muelles
de compresión o de tracción, o con otros muelles, o
con partes móviles pretensadas con elementos
elàsticos, se habrá de tener cuidado de que previo al
desmontaje se reduzca la energ¡a almacenada en
los elementos elásticos.
Por esta razón, antes del desmontaje de un dispositivo, siempre se deberá procurar el dibujo de conjunto para investigar si hay tales fuentes de peligro.
De no ser posible desactivar estas energías almacenadas sin peligro, el desmontaje de tal elemento deberá ser realizado por colaboradores autorizados de la
empresa RÖHM.
En caso de no observar esta indicación, amenazan
heridas graves causadas por elementos volando a a
manera de proyectil de un lado para otro.
25
Page 26

Indicaciones de seguridad
Momentos de aprieto de tornillos en Nm:
Calidad M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
2.9.Si durante el funcionemiento
normal del mecanizado se interrumpe el fluido
eléctrico o neumático se debe por motivos de seguridad activar la presión de amarre.
Esto también aplicara en caso de pausas prolongadas, p. ej. si se la maquina se para durante la noche
y comienza a trabajar al dia siguiente.
Si no se sigue esta recomendación existe el peligro
que la fuerza de amarre remita hasta tal punto que la
pieza se pueda desprender del plato.
2.10. Frote ligeramente la comprobación
del dispositivo si cultivan a un movimiento que comprueba el dispositivo con la fuente del laser en el
dispensador de cylinder/oil que afianza con abrazadera, entonces su rayo de la luz puede resolver en
principio no el ojo. Aunque en todas las fuentes inofensivas de la regla solamente del laser de la clase
de seguridad II se utiliza después de EN 60825, la
retina se podría dañar con la visión directa en el rayo
laser irremediablemente.
3. Control
Frote ligeramente
el control si los medios que afianzan con abrazadera
están instalados otra vez, el movimiento que comprueba el dispositivo debe ser coordinado con la
nueva situación.
El mantenimiento controla
la confiabilidad del arreglo tensor de la fuerza puede
ser asegurado solamente si las instrucciones de
mantenimiento del manual se obedecen
exactamente.
4. Condiciones
de seguridad técnica que deben cumplir las
instalaciones de sujeción automática. El husillo de la
máquina no debe comenzar su marcha, mientras no se
haya generado la presión de sujeción en el cilindro de
sujeción y no se haya realizado la sujeción en el intervalo
de trabajo admisible.
El aflojamiento
Dwe la sujeción debe ser realizado únicamente estando
en reposo el husillo de la máquina. Una excepción ad
misible la constituye el caso en que la secuencia completa de operación contempla una carga/descarga du
rante la marcha y el diseño del distribuidor/cilindro
DEn caso de producirse un corte del suministro de
energía de sujeción, la pieza en elaboración tiene que
permanecer firmemente sujeta, hasta que el husillo se
detenga.
DEn caso de producirse un corte transitorio del suminis-
tro de energía eléctrica, no debe modificarse la config.
de conmutación del momento.
Todas las tuberías de conexión tienen que ser flexibles y no
deben ejercer fuerzas sobre el cilindro/distribuidor de aceite.
El aceite de fuga que sale por la ranura necesaria del distribuidor se evacua hacia afuera por la tubuladura de aceite de
fuga. Esta tubuladura de aceite de fuga, y con él la caja del
distribuidor, deberán asegurarse también contra torsión de tal
manera que no puedan tener efecto fuerzas sobre ellos.
5. Para la totalidad de los tornillos
4.1 de fijación deberá aplicarse el momento de aprieto
recomendado por el fabricante del tornillo para la
correspondiente clase de resistencia.
5.2 A todos los tornillos que tienen que ser frecuentemente soltados y nuevamente apretados debido p.ej.
a la finalidad que cumplen y a trabajos de reequipamiento deberá aplicárseles cada seis meses una
capa de lubricante (grasa) en el sector de la rosca y
en el sector de contacto de la cabeza.
5.3 En el caso de recambio de los tornillos originales
deberá elegirse para los nuevos tornillos la clase de
resistencia de los tornillos substituidos (normalmente
12.9). Para los tamaños usuales M5-M24 de las clases 8.8, 10.9 y 12.9 tienen validez los valores de la
tabla de momentos de aprieto de tornillos presentada
abajo.
5.4 Tratándose de tornillos de fijación para suplementos
de sujeción, mordazas de superposición, instalaciones fijas, tapas cilindro y elementos similares se empleará básicamente la calidad 12.9.
6. Recambios de piezas
Al efectuar deberán emplearse ex--clusivamente repuestos originales RÖHM. La no observación de esto libera
al fabricante de toda responsabilidad. Para poder dar
curso a los pedidos de repuestos o de piezas individuales, sin que se presenten dudas o se cometan posibles
errores, es imprescindible disponer del número correlativo de 6 cifras grabado en la componente.
Indicaciones: Todas las tuberías de conexión tienen
que ser flexibles y no deben ejercer fuerzas sobre el
cilindro/distribuidor de aire. La longitud de la manga situada no debería ser superior a un metro.
6
Page 27

Denominaciones:
En estos modelos de cilindro se trata de dos cilindros
hidráulicos yuxtapuestos, las fuerzas y los movimientos de
los cuales se transmiten independientemente unos de
otros, mediante dos elementos de tracción (tubo respectivamente barra de tracción) atornillados de un lado del émbolo, al dispositivo de sujeción (mandril u otro) que ha de
ser accionado. En esto siempre se trata de dispositivos de
sujeción con funciones auxiliares. Esto significa que,
además del movimiento de sujeción, se requiere de un
accionamiento adicional, por ej. de una mordaza enderezadora, una punta móvil u otros.
Del lado opuesto al cilindro y apartado del husillo se encuentra instalado un distribuidor múltiple de aceite con caja
del distribuidor vertical y exenta de entretenimiento. En
éste se encuentran por lo menos 4 empalmes para el accionamiento de los dos émbolos. Cada uno de estos empalmes puede cargarse con una presión de aceite de 5
bares a un máximo de 50 bares incluso bajo rotación.
Los cilindros de la serie ”OVU...” pueden accionarse durante la rotación ya que las válvulas de seguridad están
colocadas de tal manera que son insensibles a la fuerza
centrífuga.
La denominación de tipo ”OVU...” caracteriza un cilindro
oleohidráulico de sujeción completa con movimientos de
émbolos independientes unos de otros.
Dispositivos de seguridad:
La función del dispositivo de seguridad es evitar el aflojamiento sin intensión del medio de sujeción con un fallo
imprevisto de la distribución de presión. Por esa razón los
dos empalmes (cámaras hidráulicas) del cilindro individual
correspondiente están asegurados cada uno con una
válvula de retención desbloqueable hidráulicamente. El
desbloqueo se realiza mediante la presión del lado opuesto
del émbolo y hace posible la salida del aceite sin presión.
Por esta razón este cilindro de sujeción corresponde a
los principios de prueba de la Berufsgenossenschaft
(asociación profesional en Alemania).
La denominación de tipo ”...S” respectivamente ”...SS”
informa sobre el número de dispositivos de seguridad
instalados en cada uno de los cilindros de doble émbolo.
Ejemplo:
”OVUSHHD 120/80” --> dispositivo de seguridad para un
émbolo (= dos cámaras hidráulicas, normalmente para el
cilindro mayor, el cual genera la fuerza de sujeción principal)
”OVUSSHHD 140/80” --> dispositivo de seguridad del ém-
bolo para ambos émbolos (= 4 cámaras hidráulicas)
Sistemas de control de carrera del émbolo:
El movimiento de ambos émbolos puede controlarse mediante discos de control de carrera e interruptores de proximidad inductivos, mediante levas radiales e interruptores
límite individuales o mediante sistemas de medición continua de desplazamiento como transductores de posición
analógicos, potenciómetros lineales, transductores de posición de ángulo o palpadores láser.
Los interruptores respectivamente transductores deben
adaptarse a la electrónica de mando de la máquina y por
esa razón no forman parte del volumen de entrega
estándar.
Sin embargo, se habrá de observar que el reequipamiento
posterior del cilindro de doble émbolo para otro sistema de
control de carrera del émbolo (lo cual no siempre es posible) normalmente sólo es posible con gastos mayores.
La denominación de tipo ”...H” respectivamente ”...HH”
informa sobre el número de sistemas de control de carrera
del émbolo en cada cilindro de doble émbolo. No se informa sobre el tipo de sistema de control.
Ejemplo:
”OVUSHHD 120/80” --> control de carrera del émbolo para
ambos émbolos
”OVUSH 140/80” --> control de carrera del émbolo para un
solo émbolo (normalmente para el cilindro mayor, el cual
genera la fuerza de sujeción principal)
Alimentación de giro adicional:
Todos los tipos de cilindro de doble émbolo pueden entregarse con una alimentación de giro adicional. De este
modo existe la posibilidad de suministrar al medio de sujeción además de los dos movimientos/fuerzas otro medio
más (por ej. aire, refrigerante, aceite) con una presión de
hasta 70 bares. Para este fin, junto al distribuidor de aceite
cuádruple, se instala una alimentación de giro adicional en
el extremo del émbolo. En esto se debe observar que la
caja del distribuidor de esta alimentación debe proveerse
también con una protección contra torsión, y que ésta participa en la carrera completa del émbolo 2, por lo general el
más pequeño de los dos.
La denominación de tipo ”...D” informa sobre la instalación
de una alimentación de giro adicional.
Ejemplo:
”OVUSHHD 120/80” --> con alimentación de giro adicional
”OVUSH 140/80” --> sin alimentación de giro adicional
Diámetros de los émbolos:
Los dos números a continuación de la denominación de
tipo (OVU...) describen el diámetro exterior de los discos
de los émbolos en mm. En esto, se describe primero el
émbolo 1 con la cara hacia el husillo y conectado al mandril mediante el tubo de tracción, y después el émbolo 2 del
lado apartado del husillo y conectado al mandril con la
barra de tracción.
Ejemplo:
”OVUSHHD 120/80” -- > diámetro del émbolo 1 120 mm,
diámetro del émbolo 2 80 mm
”OVUSHHD 140/80” -- > diámetro del émbolo 1 140 mm,
diámetro del émbolo 2 80 mm
Carreras de los émbolos:
Opcionalmente también se indican las carreras de ambos émbolos. En esto se mantiene el orden de indicación como con la descripción de los diámetros: primero
émbolo 1 (con tubo de tracción), después émbolo 2
(con barra de tracción).
Ejemplo:
”OVUSHHD 120/80 Hub 32/32” -- >lacarrera (=Hub)
tanto del émbolo 1 (grande) como del émbolo 2 (pequeño) es de 32 mm.
”OVUSHHD 140/80 Hub 25/31” -- >lacarrera (=Hub)
del émbolo 1 es de 25 mm, el del émbolo 2 es de 31
mm.
Distribuidor de aceite:
El distribuidor del cilindro de sujeción permite una distribución continua de presión de aceite. Está permitido
que tanto la presión máxima como la velocidad máxima
admisibles ocurran simultáneamente, y esto con servicio continuo.
2. Cilindros hidráulicos de doble émbolo OVUSHHD
con embolada independiente, dispositivo de seguridad y control de carrera del émbolo
27
Page 28

3. Puesta en funcionamiento
Montaje: Dado que el cilindro prácticamente no permite
atornillar el elemento de tracción (barra de tracción,
tubo de tracción) al mandril desde atrás, el montaje del
correspondiente mandril debería efectuarse después de
realizado el del cilindro.
3.1 Atornillar brida intermedia con tornillos cilíndricos
apropiados en taladros roscados en círculo y de
referencia. Aplicar momento de apriete correspondiente a los tornillos empleados; ver también tabla
de momentos.
3.2 Limpiar el husillo y la brida del husillo en el extremo
posterior del husillo de la máquina y examinar desviación axial y radial de la rotación. El error admisible en cada caso es de 0,005 mm.
3.3 El cilindro completo, normalmente con el elemento
de tracción atornillado ”sobre bloque” y embadurnado con pegamento de retención de tornillos (removible), se inserta por atrás a la guía del husillo.
En caso de existir una protección contra torsión con
tornillo prisionero radial,ésta puede usarse.
Si la unidad completa, compuesta por el elemento
de tracción y el cilindro, resultara ser demasiado
larga en relación con el espacio disponible detrás
de la máquina, se puede comenzar por introducir
parcialmente en el taladro del husillo los elementos
de unión, y atornillarlos posteriormente al cilindro
que se encuentra sus-pendido delante del husillo.
Según cuál sea la ejecución del elemento de tracción, también puede ser posible atornillarlo al cilindro firmemente atornillado al husillo, por el lado del
mandril. Hecho esto se deberá colocar primeramente el cilindro en el y de centrado del husillo y
apretar a continuación ligeramente los tornillos de
fijación de la brida uniformemente en diagonal.
3.4 Orientar el cilindro de sujeción radialmente, de
modo tal de que no se sobrepase una desviación
radial de máx. 0,015 mm. Este error se mide en la
caja del distribuidor (pos. 08).
3.5 Apretar los tornillos de fijación de la brida intermedia con el momento de pretensión recomendado
por la directiva de la VDI. Ver tabla de momentos.
3.6 Retirar las tapas de cierre de los tubos cortos de
conexión y conectar las tuberías de presión. Dado
que las tapas de cierre podrían ser de utilidad en el
caso de un posterior desmontaje del cilindro, se
recomienda guardarlas. Las conexiones neumáticas del distribuidor de aire tienen que estar libres
de suciedades. Lo más recomendable es soplarlas
con una presión reducida antes de efectuar la
conexión. Es importantísimo que se evite la penetración de virutas a la caja del distribuidor, y a que
de lo contrario habrá que contar con daños irreparables en el árbol del distribuidor o bien en las
válvulas de seguridad.
Además, estas conexiones tienen que ser flexibles y no
deben ejercer fuerza sobre la caja del distribuidor. Esto
también es válido para el tubo corto de refrigerante y
para la manga a fijar en él por medio de una abrazadera
aproveer por el cliente. La manga debería ser de material transparente y permitir el retorno de la substancia
refrigerante por la vía más corta, sin subidas o formación
de combas, al depósito de almacenamiento.
3.7 El seguro anti-torsion de la caja del distribuidor deberá
serejecutado por parte del cliente. Para este fin se fija
normalmente un estribo de aprox. 8 mm de espesor en la
caja del husillo, el cual circunda
de forma ahorquillada la caja del distribuidor en el sector
del tubo corto de escurrimiento del refrigerante. El tubo
corto de escurrimiento debe estar en posición vertical
hacia abajo. También aquí deberá tenerse especial cuidado de que el seguro anti-torsion no pueda ejercer una
fuerza axial sobre la caja del distribuidor (dilatación por
calor).
3.8 Una vez efectuado el montaje de cilindro y elementos de
tracción se podrá proceder al montaje del mandril. A este
respecto es necesario indicar, que después de atornillar
firmemente la brida del cilin-dro al husillo de la máquina
ya no es posible establecer una unión mediante tornillos
hacia el mandril o sus elementos de tracción desde el
extremo posterior del husillo.
Se ha de observar que la caja del distribuidor cuádruple
y, de existir, la caja de la alimentación de giro adicional
se aseguren contra rotación contemporánea por ej. en
el cabezal del husillo. Véase para esto también el
capítulo ”Puesta en servicio”.
Posición de montaje:
El cilindro de sujeción puede utilizarse tanto con eje
principal en posición horizontal como tambión con eje
principal vertical y en todas las posiciones intermedias
imaginables.
En todas las posiciones del eje principal, excepto en
posición horizontal, se deberá cuidar de que la manguera de aceite de escape se coloque de tal manera
que también durante descansos el aceite de fuga no
pueda salir completamente de la caja del distribuidor.
Para esto véase también el capítulo ”Puesta en servicio”.
Generalidades:
El cilindro es utilizable para sujeción de alta y de baja
presión, siempre y cuando la presión de sujeción no
sobrepase el doble de la presión de aflojamiento.
Los datos de rendimiento y de consumo, las dimensiones y carreras se pueden ver en la hoja de datos
adjunta.
La fijación del cilindro en el husillo normalmente se
realiza con una brida intermedia, la cual se monta primero en la tapa del cilindro y que además está provista
con un alojamiento adecuado para el husillo.
El cilindro está equilibrado según DIN ISO 1940 para la
frecuencia de giro máxima admisible indicada, calidad
de equilibrado G6, 3.
No forman parte del equipo
entregado:
Accesorios: racores de empalme para líneas de alimentación y de evacuación, listones para interruptores
de fin de carrera.
Accesorios especiales:
interruptores de proximidad inductivos, pieza /Id.-No.
381551 (contacto de apertura), o
2interruptores de proximidad inductivos, pieza /Id.-No.
202759 (contacto de cierre).
28
Page 29

0.10 A
0.050 A
0.10
A
0.0050 A
A
0.10 A
Control del trayecto de sujeción
a) Los trayectos de sujeción se determinan principalmente
por las carreras de los émbolos del medio de sujeción
accionado.
b) Ajustar los interruptores de proximidad en corresponden-
ciacon el área de trabajo del mandril o según las especificaciones del fabricante de la máquina.
Posiciones de control del medio de sujeción recomendadas son por ej. la posición de abierto, la posición de sujeción y la posición de sujeción en vacío (= posición de
sujeción sin pieza a trabajar insertada).
c) En medios de sujeción con por ej. mordazas de base de
cambio rápido, se deberá asegurar el control de trayecto
de sujeción en combinación con el mando de la máquina
de tal manera que en posición ”cambio de mordazas” no
pueda arrancar el husillo.
Se considera como control de trayecto de sujeción estándar
el sistema sin contacto mediante disco de control de carrera
del émbolo e interruptores de proximidad.
Otros sistemas únicamente se mencionan a continuación.
Para más detalles se habrán de estudiar las instrucciones
para el servicio individuales para los cilindros correspondientes.
Los sistemas 1 y 2 funcionan a base de posiciones de control definidas, es decir: para cada alteración de la pieza a
trabajar o del medio de sujeción se deberá reajustar de
mínimo la posición de sujeción, y eventualmente en adición
las dos posiciones fin de carrera.
Los procedimientos 3a6sondemedicióncontinua, es decir:
únicamente se habrán de definir nuevas esferas de aplicación para el mando.
1. Interruptores de proximidad inductivos
El control de trayecto se realiza mediante dos discos de
posicionamiento que están acoplados con los émbolos
de sujeción 1 y 2. Cuatro a seis interruptores inductivos
entregados a petición como accesorio se encuentran
montados sobre cada uno de los listones de interruptores de fin de carrera y exploran las posiciones del
disco de posicionamiento. Si el disco de posicionamiento
se posiciona en la zona de detección del interruptor de
proximidad, ocurre un cambio del estado operacional (un
contacto de apertura abre un circuito cerrado mientras
que un contacto de cierre cierra el mismo). Ya que los
interruptores deben funcionar con el mando de la
máquina, no vienen incluidos en el volumen de entrega
estándar del cilindro de sujeción.
Al igual, los listones de interruptores de fin de carrera
tampoco vienen incluidos, ya que dependiendo del modelo de máquina puede haber diferentes variantes para
el montaje de los mismos (por ej. montaje directo de los
listones de interruptores en la caja de la máquina), o
puede variar el número de listones requeridos.
Cada listón de interruptores de fin de carrera se sujeta
con2tornillos M6 y 2 manguitos de sujeción Ø6 DIN
1481 o DIN 7346 en una de las tres superficies de sujeción de la caja del distribuidor. Normalmente se pueden
0.10
A
montar hasta un máximo de 3 listones de interruptores
de fin de carrera sobre la caja del distribuidor.
2. Interruptor límite individual
Con este sistema, al igual que con los interruptores de
proximidad, se detectan posiciones de abierto y de sujeción en vac¡o. Para esto son suficientes 2 levas radiales
yuninterruptor límite para cada disco de émbolo. Si
además se quiere controlar una o más posiciones de
sujeción, se deberán procurar interruptores límite y
eventualmente levas radiales adicionales.
3. Transductor de posición analógico
Este sistema trabaja según el principio de inducción, al
igual que los interruptores de proximidad inductivos.
Sin embargo, en este caso se emplea un disco de control
de carrera de contorno exterior cónico. Mediante la distancia entre disco y sensor que varia según la posición
del émbolo, éste último suministra una señal de salida
eléctrica (corriente de salida o tensión de salida) lineal
variable.
La ventaja de este sistema es el control continuo de la
carrera del émbolo y por esa razón es sumamente variable.
En atención a la seguridad efectiva y la garantía de funcionamiento se recomienda seriamente que los trabajos
de mantenimiento se dejen realizar por el fabricante.
4. Potenciómetro lineal
Este sistema genera una señal eléctrica con progresión
continua, variable, referida a un punto inicial. Una unidad
de evaluación convierte esta señal analógica (tensión
variable) en un trayecto respectivamente en una carrera.
Ventajas: véase más arriba.
5. Transductor de posición de ángulo
En este procedimiento, con la ayuda de cremallera y
piñon, el movimiento lineal del émbolo se convierte en
una rotación de un árbol con un disco de código fijada en
él. La exploración de este disco de código se realiza con
diodos emisores de luz y fototransistores en la zona infrarroja. Según el disco de código usado se pueden provocarcambios de velocidad, acciones frenantes, etc.
Ventajas: véase más arriba.
6. Palpador láser
Este sistema de medición con progresión continua está
basado en luz de láser difusa que se emite sobre el objeto de medida bajo un cierto ángulo y es reflejada por
éste último al receptor. La distancia entre objeto y receptor se determina mediante un diodo PSD según el sistema llamado de triangulación. Palpadores de luz de
láser con salida analógica suministran una tensión variable (0 --10 V) proporcional a la distancia medida. Esta
puede ser procesada directamente por un mando de
programa almacenado.
Como objeto de medida se usan nuevamente discos de
posicionamiento. Sin embargo, por razones de funcionamiento, estos deben tener acabado mate.
0.010 A
29
Page 30

7. Sensores de posición magnetostrictivos
Los sensores de posiciones magnetostrictivos utilizan
diversos efectos mecánicos magnéticos para la
supervisión de un lenght o de un movimiento. Estos
tipos de sensores de posición se proveen de las
estaciones análogas, digitales o del campo de
autobúses. No usan y son mantenimiento libremente.
El controlar es realizado midiendo la velocidad
cuerpo--superso’nica de la difusión (pulsos de la
torsión). El tipo de la señal de salida es análogo (0 -10 voltios). La exactitud que mide es mejor de 0.1
milímetro y estos sensores proveen ajustes seguros y
constantes.
Cheque funcional:
Una prueba de función es generalmente recomendable después de que la preparación operacional del
cilindro se haya alcanzado. Una presión más baja
(barra aproximadamente 5) se debe fijar en el sistema hydráulico para este propósito.
Movimiento:
Los movimientos ahora se controlan con esta presión
de funcionamiento baja:
-- todas las conexiones hidráulicas deben estar consecutivamente conforme a esta presión hydráulica.
-- compruebe las posiciones alcanzadas por los discos del control. Determine las causas de cualquier
desviación dimensional o posicional del dibujo con
respecto a los discos del control y elimine cualesquiera diferencias inmediatamente.
Supervisión del movimiento:
Se recomienda que el movimiento que supervisaba el
dispositivo para cambiar las posiciones de final de los
pistones del cilindro que afianzaban con abrazadera y
supervisar las posiciones que afianzaban con abrazadera requeridas para la seguridad razonó por el control de la máquina esté montado y ajustado en esta
oportunidad. El montaje en sostenedores proporcionó. El movimiento que supervisa el dispositivo requerido para este propósito está generalmente de
especificación del cliente y se incluye así en el alcance del cilindro de la entrega. Vea su operating
manual a este respecto.
Expresar las conexiones hidráulicas:
Todas las conexiones hidráulicas cabidas con una
válvula de seguridad se deben expresar durante la
prueba de función. Los tornillos de la expresión son
abiertos consecutivamente dándoles vuelta una vez o
dos veces, pero no deben ser desatornillados totalmente. Entonces la conexión se debe presurizar con
la presión baja. Los tornillos de la expresión están
cerrados firmemente otra vez si emerge un flujo continuo del aceite aquí (no spume del aceite). Compruebe la tirantez bajo presión admisible máxima aplicada.
4. Servicio
- La presión de trabajo max. es de 50 bar mientras la
min. es de 6 bar, excepto si sobre la carcasa del
cilindro se marca etro diferente, en cuyo caso primara sobre las anteriores mencionadas.
- La presión de aflojamiento debe ser por lo menos
igual a la mitad de la presión de sujeción.
- El número máximo de revoluciones del cilindro de
sujeción no debe ser sobrepasado por ningún motivo. Dicho número máximo está grabado en la caja
del cilindro.
- El cilindro puede ser accionado, sin ninguna clase
de limitaciones, durante la rotación.
- Como aceite de presión damos aceite hidráulico
H-LP 32 DIN 51525 (32 Centisokes a 40
o
C)
Per impedire la penetrazione di corpi estranei, il
gruppo idraulico deve essere dotato di un filtro a
pressione inserito tra pompa e valvola di comando.
Vertambién sección “Idicaciones de seguridad”
- De ser necesario, el control del recorrido de suje-
ción deberá ser ejecutado por parte del cliente.
- El número máxima de revoluciones y la presión
máxima pueden estar presentes simultáneamente
y por tiempo ilimitado (100% TC).
- El mando del cilindro depende de las funciones
necesarias del medio de sujeción y del sistema de
control de la máquina y debe por lo tanto ser concebido por parte del cliente en concordancia con
las prescripciones de seguridad del caso (ver
capítulo ”Indicaciones sobre Peligros”.
- Si se hace necessario desmontar el pistón, juntas o
alguna válvula de seguridad, deberia también desmontar el cilindro completo del husillo y mandar
éste a fabrica para hacer una revisión completa.
En fabrica se hará una revisión a fondo y recibirá
de nuevo Garantia de funcionamiento.
5. Desmontaje
El desmontaje de cilindro se realiza básicamente siguiendo inversamente la secuencia de montaje.
5.1 Desconectar suministro de presión hidráulicos en
todas las tuberías y descargar asimismo la presión
en todas las tuberías.
5.2 Soltar la unión del mandril o sim. al elemento de
tracción. Normalmente no será necesario desmontar el mandril.
5.3 Retirar tuberías de conexión y evacuación así como
también el seguro anti -torsión.
5.4 Encajar tapas de cierre en los tubos cortos de conexión.
5.5 Soltar los tornillos de fijación de la brida del cilindro
yextraer en parte del taladro del husillo el cilindro
de sujeción event. con elemento de tracción.
5.6 Soltar elemento de tracción. El cilindro puede
también ser extraído completamente del taladro del
husillo, junto con el elemento de tracción, siempre
que el espacio existente detrás de la máquina lo
permita. Sin embargo, al hacer esto deberá cuidarse de que la unidad completa esté en posición
horizontal (determinación centro gravedad).
5.7 Retirar completamente el cilindro de la máquina y
depositarlo sobre una base apropiada, que ofrezca
la debida protección. Sacar el elemento de tracción
del taladro del husillo.
5.8 Si se hace necessario desmontar el pistón, juntas o
alguna válvula de seguridad, deberia también desmontar el cilindro completo del husillo y mandar
éste a fabrica para hacer una revisión completa.
En fabrica se hará una revisión a fondo y recibirá
de nuevo Garantia de funcionamiento.
30
Page 31

6.1 Mantenimiento:
El cilindro de doble émbolo es libre de mantemiento
mientras se mandengan las conexiones exteriores (por
lo general “A” y “C”) con una presión de aceite min. de 5
bar. La duración de pausa de impulso puede durar hasta
aproximadamente 15 min., y la duración del
impulso deberá ser 5 segundos.
6.2 Conservación: Después de 6500 horas de la operación, o bien en caso de haber pérdidas de presión en el
cilindro, separar el cilindro del husillo y desarmarlo. Una
vez desarmado. limpiar las distintas piezas y revisarlas
para determinar un posible desgaste. Como norma general se recomienda, cambiar todos los elementos de
estanqueidad, en especial aquellos que estén sometidos
a una solicitación dinámica. Es por ello que se debería
tener siempre en almacén un juego de los elementos de
estanqueidad y piezas de desgaste indicados en la lista
de piezas y partes.
Para el armado se deberá proceder siguiende el orden
inverso del correspondiente al desmontaje, cuidando de
que las piezas marcadas o de posición determinada
sean colocadas en la posición que les ha sido asignada,
de modo de evitar perturbaciones del funcionamiento o
del equilibrio rotatorio.
Atención: Las juntas no deben ser dañadas por
herramientas o cantos de filo agudo.
Con el objeto de mantener la estabilidad de marcha del
cilindro, se recomienda reequilibrarlo una vez que haya sido
montado nuevamente. Esta medida pasa a ser indispensable tratándose de números de revoluciones superiores a
3000 min
-- 1
.
A petición del cliente, este reequilibrado puede ser efectuado en la fábrica de la empresa Röhm o en los recintos
del cliente, contra facturación, por nuestro montador, con el
auxilio de una equilibradora móvil.
Un control de marcha con especial énfasis en la posible
aparición de nuevas vibraciones, debería efectuarse en todo
caso. El cilindro de sujeción no requiere de trabajos de mantenimiento adicionales.
En atención a la seguridad
efectiva y la garantía de
funcionamiento se recomienda seriamente que
los trabajos de mantenimiento se dejen realizar
por el fabricante.
6. Mantenimiento, conservación
Tamaño 120/80 120/80 140/80 160/80
Carrera del pistón 45/8 75/8 45/8 45/8
Medidas E, F, G, H referentes a la maquina, deben ser indicadas por el cliente al efectuar el pedido.
Ident-No. (sin brida del cilindro) 419724 419727 419725 419726
A 168 168 188 208
B 248 278 248 248
Diam. pistón 1 C
1
120 120 140 160
Diam. pistón 2 (achicamiento possible hasta 50 mm) C
2
80 80 80 80
Carrera del pistón 1 (achicamiento possible hasta aprox. 10 mm) D
1
45 75 45 45
Carrera del pistón 2 (agrandamente possible hasta 45 mm) D
2
8888
min. 40 10 40 40
max. 85 85 85 85
min. 22 --8 22 22
max. 3003030
min. 3773737
max. 82 82 82 82
Acm293,5 93,5 134,5 181,4
Bcm2103,7 103,7 144,5 191,6
Ccm245,4 45,4 45,4 45,4
Dcm246,1 46,1 46,1 46,1
1 daN 3800 3800 5600 7400
2 daN 1800 1800 1800 1800
Rotationes máximas admisibles min
-- 1
5000 5000 5000 5000
1l 0,86 1,42 1,26 1,67
2l 0,1 0,1 0,1 0,1
Momento de inercia J kgm
2
0,13 0,14 0,18 0,25
Peso aproximado kg 42,2 44,7 46,5 51,3
K
1
K
2
Q
Piston 1
Piston 2
Superficie del piston
Fuerza efectiva de tracción (F=40 bar)
Volume para carrera doble completa
Anschlüsse
Anschlüsse
Connections
Connections
31
Page 32

1. Qualifica dell’operatore
Persone senza esperienza con l’uso di attrezzi di bloccaggio sono soggette a pericoli d’infortunio in modo particolare
durante i lavori della messa in funzione a causa del movimento e delle forze di bloccaggio. Persone che non abbiano alcuna esperienza con i dispositivi di serraggio sono
particolarmente esposte a pericoli de lesioni per comportamento non appropriato, sopra-tutto durante i lavori di preparazione, per l’insorgere di movimenti o forze di serraggio.
2. Pericoli d’infortunio
Questo attrezzo è composto di particolari con spigoli vivi.
Per evitare infortuni si raccomanda d’agire con molta prudenza.
2.1 Il controllo
per per impedire una commutazione involontaria della
pressione di attivazione dell’allungamento alla linea del
rilascio, valvole di riposo deve essere usato nel controllo idraulico a parte.
2.2 Accumulatori d’energia incorporati
Durante lavori con parti mobili bloccate con elementi
elastici, molle di compressione o di trazione o altre
molle, bisogna fare attenzione che l’energia accumulata negli elementi elastici venga eliminata prima dello
smontaggio. Per questo motivo prima di smontare il
dispositivo bisogna procurarsi i relativi disegni di montaggio e controllare le fonti di pericolo. Nel caso il “disinnesto” di queste energie accumulate non possa avvenire senza causare pericoli, fare smontare questo
elemento solo da personale autorizzato dalla ditta
RÖHM. Nel caso non si rispettasse questa avvertenza
sussisteilpericolo d’infortunarsi gravemente a causa di
componenti non controllabili simili a pallottole.
2.3 Superamento del numero di giri ammesso
L’attrezzo è concepito per l’esercizio in rotazione. È
proibito l’esercizio a un numero di giri più elevato a
quello stabilito. A causa della forza di centrifuga in dipendenza al numero di giri potrebbero staccarsi dei
particolari e mettere in pericolo persone e oggetti vicini.
Questo vale anche per guarnizioni di rotazione, la cui
usura provoca una perdita di pressione nelle camere
del cilindro. L’esercizio con numeri di giri superiore a
quello ammesso non è consentito per i motivi elencati.
Il numero di giri max. e lo sforzo max. consentito al
tirante sono stampigliati sul corpo dell’attrezzo e non
devono essere superati. Se il numero di giri massimo
della macchina è superiore a quello stabilito per l’attrezzo è necessario prevedere una limitazione dei giri
per la macchina.
Se essi venissero superati, anche accidentalmente per
ragioni a noi non imputabili, non si escludono danneggiamenti, che al primo momento non vengono scoperti.
In questo caso è necessario effettuare la verifica della
sicurezza di funzionamento presso il costruttore con
indicazione dell’avvenuto sovraccarico.
2.4 Lubrificazione
Un funzionamento a secco del distributore non è ammesso. Quando il cilindro di serraggio/distributore
dell’olio viene messo a ruotare, bisogna assicurarsi che
ai raccordi sia applicata almeno una pressione debole
(almeno 5 bar olio idraulico/almeno 1 bar aria compressa con aggiunta di olio). Diversamente si rischia
d’avere grippaggi del distributore ed il conseguente
guasto alla sicura antirotazione. La possibile rottura
delle tubazioni d’alimentazione sarebbe la conseguenza.
2.5 Filtraggio del mezzo di alimentazione
Impianto idraulico
È necessario prevedere un filtro posizionato sulla centralina tra pompa e valvola di comando per evitare l’entrata d’impurità nel circuito d’olio.
Il grado di finezza del filtro deve essere di 0,01 mm
in assoluto.
Le conseguenze di filtraggio carente corrispondono a
quelle elencate nel capitolo 2.4 lubrificazione.
2.6Dispositivo antirotazione sul corpo del distributore
Il corpo del distributore deve essere in ogni caso assicurato contro la rotazione. A secondo del tipo di distributore viene raccomandato il seguente montaggio del
dispositivo antirotazione:
a) Distributore idraulico
con bocchettone per scarico olio di recupero e con
perno antirotazione: sul perno antirotazione;
con bocchettone per scarico olio di recupero e
senza perno antirotazione: sul bocchettone per
scarico olio di recupero;
senza bocchettone per scarico olio di recupero e
con perno antirotazione: sul perno antirotazione;
senza bocchettone per scarico olio di recupero e
senza perno antirotazione: su uno dei tubi d’ali-
mentazione.
b) Giunto rotante DEUBLIN
Solitamente i corpi dei giunti rotanti DEUBLIN vengono forniti senza dispositivo antirotazione e pertanto vengono assicurati contro la rotazione solamente attraverso i tubi d’alimentazione. Le istruzioni d’uso allegate al giunto della Ditta DEUBLIN
sono impegnative.
c) Avviso
Nella prassi si è affermato un supporto a forma di
forca che accoglie il dispositivo antirotazione sui
due lati con poco gioco e che abbia un intaglio assiale per compensare dilatazioni e tolleranze.
Il supporto di solito viene fissato alla macchina.
2.7Tubi d’alimentazione
Sul corpo distributore/albero distributore non devono
agire sforzi esterni addizionali ad eccezione del proprio
peso. Diversamente c’è un’usura anticipata dei cuscinetti e del distributore con le conseguenze elencate nel
capitolo 2.3 lubrificazione. Tutte le tubazioni devono
essere flessibili e devono essere costruite come accoppiatore flessibile.
2.8 Fissaggio e sostituzione di viti
In caso di sostituzione o allentamento di viti, una sostituzione o un serraggio difettoso possono comportare
dei rischi per le persone o le cose. Per tutte le viti di
fissaggio utilizzare sempre, salvo istruzioni contrarie, la
coppia prescritta dal costruttore delle viti e corrispondente alla loro classe di resistenza. Per le misure correnti M5 -- M24 delle classi 8.8, 10.9 e 12.9 vale la sottostante tabella delle coppie di serraggio.
Per la sostituzione delle viti originali, scegliere la classe
di resistenza della vite sostituita (di norma 12.9).
Tutte le viti di fissaggio che, per motivi d’impiego, per
esempio per ripreparazione, devono essere frequentemente allentate e successivamente ribloccate, devono
essere ingrassate con un lubrificante (grasso) nella
zona filettata e sulla superficie d’appoggio della testa.
Avvisi di pericolo
32
Page 33

Avvisi di pericolo
Momente torcente in Nm:
Qualità M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
2.9.Fuoriuscita dell’alimentazione energetica
Nel caso di fuoriuscita dell’alimentazione energetica
(p.es. energia elettrica), le valvole di sicurezza devono
impedire una caduta di pressione ed in questo modo lo
sbloccaggio del dispositivo di bloccaggio. D’altro canto
è importante sapere che a causa dei tempi di reazione
o dell’usura delle guarnizioni si può presentare una
caduta di pressione di ca. il 20% del valore della pressione di uscita nel caso di cilindri idraulici.
In condizioni sfavorevoli questo può condurre, nonostante le valvole di sicurezza, ad un’insufficiente intensità della forza di bloccaggio residua per la funzione di
trattenimento del pezzo nel dispositivo di bloccaggio.
2.10. Segni il controllo del dispositivo
se un colpo che controlla il dispositivo con la fonte del
laser si coltiva all’erogatore di pressione di cylinder/oil,
allora il loro raggio di luce può venire a contatto in linea
di principio non dell’occhio. Anche se in tutte le fonti
inoffensive di regola soltanto del laser del codice categoria di sicurezza II è usato dopo en 60825, la retina
potrebbe essere danneggiata irreparably con la vista
diretta nel fascio laser.
3. Controllo
Segni il controllo
se il mezzo di pressione è installato di nuovo, il colpo
che controlla il dispositivo deve essere coordinato con
la nuova situazione.
La manutenzione controlla
l’affidabilità della disposizione di tensionamento della
forza può essere accertata soltanto se le istruzioni
d’assistenza del manuale sono obbedite esattamente.
4. Rischi ambientali
Per il funzionamento delle attrezzature di bloccaggio vengono impiegati vari mezzi per la lubrificazione, refrigerazione ecc. Questi vengono alimentati solitamente attraverso il distributore al mezzo di serraggio. I più frequenti
sono olio idraulico, olio lubrificante e refrigerante. Si deve
escludere assolutamente che questi mezzi possano inquinare il suolo e l’acqua. Attenzione pericolo d’inquina-
mento!
Questo vale anzitutto
D Durante il montaggio/smontaggio perché nelle tubazioni,
nei pistoni e nei tappi di scarico si trovano ancora quantità residue d’olio;
D per guarnizioni porose, difettose oppure non corretta-
mente montate;
D per lubrificanti, che per motivi costruttivi possono uscire
dall’attrezzo di serraggio.
Queste sostanze devono essere raccolte risp. riutilizzate oppure smaltite secondo le norme vigenti.
5. Requisiti antifortunistici per dispositivi di serraggio ad
azionamento meccanico
5.1 Requisiti tecnici di sicurezza per dispositivi di serraggio
ad azionamento meccanico:
5.2 Il mandrino macchina può entrare in funzione solo dopoche si sia formata la pressione di serraggio nel cilindro e il serraggio avvenga nel campo di lavoro ammesso.
5.3 Lo sbloccaggio del serraggio può avvenire solo con
mandrino macchina fermo. Una eccezione è consentita
solo se l’intero ciclo prevede un carico/scarico in rotazione e se la costruzione del distributore/cilindro lo
permette.
5.4 Se viene a mancare l’energia di serraggio il particolare
deve rimanere serrato fino all’arresto del mandrino.
5.5 In caso di caduta e ritorno di tensione non deve aver
luogo alcuna variazione della momentanea posizione di
comando.
6. Pezzi di ricambio:
Devono essere utilizzati esclusivamente parti di ricambio
originali RÖHM, risp. parti di fornitori autorizzati dalle
RÖHM GmbH.
Per tutti i danni derivanti dall’utilizzo di parti fornite da terzi
viene esclusa ogni responsabilità da parte della RÖHM
GmbH.
Avviso: le ordinazioni di parti di ricambio devono comprendere il numero di codice (composto di 6 numeri) stampigliato sul corpo dell’attrezzo e se disponibile il numero di
fabbricazione.
Questo consiste in una lettera seguita da 2 numeri e da un
numero continuo contrassegnato sulla targhetta oppure
insieme al codice.
6
Page 34

2. Il cilindro idraulico a stantuffo doppio tipo OVUSHH,
OVUSSHH, OVUSSH, OVUSHHD
con movimento stantuffo indipendente, dispositivo di sicurezza e controllo della corsa
Designazioni:
Questi tipi di cilindri sono due cilindri idraulici allineati tra di
loro le cui forze e i cui movimenti sono indipendenti l’uno
dall’altro grazie a due elementi di trazione (cosiddetto tubo
di trazione o asta di trazione) da avvitare su un lato
dell’asta dello stantuffo. La forza e i movimenti vengono
trasmessi al dispositivo di serraggio da attivare (autocentrante tra le altre cose). Si tratta sempre di dispositivi di
serraggio con funzioni aggiuntive. Ciò significa che oltre al
movimento di serraggio si ha bisogno di attivare anche per
es. una ganascia raddrizzatrice, una punta mobile ecc.
Sul lato opposto al cilindro e al mandrino vi è un distributore multiplo dell’olio con corpo distributore non rotante che
non richiede manutenzione. Su quest’ultimo si trovano
almeno 4 collegamenti per attivare ambedue gli stantuffi
del cilindro. Ognuno di questi collegamenti può essere
sottoposto ad una pressione dell’olio tra i 5 bar sino al
massimo 50 bar anche sotto rotazione.
Icilindri della serire ”OVU..” possono venire attivati anche
durante la rotazione, visto che le valvole di sicurezza sono
disposte in modo che non siano sensibili alla forza centrifuga.
La designazione del tipo ”OVU...” indica un cilindro di
serraggio idraulico senza passaggio barra con movimento
dello stantuffo indipendente.
Dispositivi di sicurezza:
Il dispositivo di sicurezza ha il compito di impedire un’apertura involontaria del mezzo di serraggio dovuto ad una
mancanza improvvisa dell’alimentazione di pressione. Per
questo motivo ambedue i collegamenti (camere idrauliche)
del cilindro singolo in questione, sono assicurati ognuno
con una valvola di non ritorno sbloccabile idraulicamente.
Lo sbloccaggio avviene tramite la pressione del lato opposto dello stantuffo e rende possibile l’uscita dell’olio privo
di pressione.
Questo cilindro di serraggio corrisponde quindi ai
principi di collaudo della associazione di categoria.
La designazione del tipo ”...S” o ”...SS” indica il numero dei
dispositivi di sicurezza disponibili in ogni cilindro a stantuffo
doppio.
Esempio:
”OVUSHHD 120/80” Dispositivo di sicurezza per uno
stantuffo (=2 camere idrauliche normalmente per il cilindro
più grande che quindi genera la forza principale di serraggio)
”OVUSSHH 140/80” Controllo di sicurezza per ambedue
gli stantuffi (= 4 camere idrauliche).
Sistemi di controllo della corsa:
il movimento di ambedue gli stantuffi può essere controllata
tramite dischi di controllo della corsa e interruttori induttivi
di prossimità, tramite camme di comando e singoli interruttori di fine corsa o tramite sistemi di misurazione continua
dello spostamento come trasduttori analogici di spostamento, potenziometri lineari, trasduttori di posizione
angolare o tastatori laser.
Gli interruttori risp. ricevitori necessari devono essere armonizzati con l’elettronica di comando della macchina e
non fanno quindi parte del volume di fornitura del cilindro.
Bisogna però tenere conto che una dotazione successiva
del cilindro a stantuffo doppio con un altro sistema di con-
trollo della corsa -- se possibile -- normalmente è effettuabile solo con grande dispendio di denaro.
La designazione del tipo ”..H” o ”...HH” indica il numero
dei controlli di corsa disponibili in ogni cilindro a stantuffo
doppio. Non vi è alcuna indicazione sul procedimento di
controllo.
Esempio:
”OVUSHHD 120/80 controllo corsa per ambedue gli
stantuffi
”OVUSH 140/80” controllo corsa per uno stantuffo
(normalmente per quello più grande che quindi genera la
forza principale di serraggio)
Ulteriori alimentazioni di rotazione:
tutti i cilindri a stantuffo doppio sono sempre disponibili con
una alimentazione di rotazione aggiuntiva. In questo modo
vi è la possibilità di alimentare il mezzo di serraggio non
solo con i due movimenti/due forze, ma anche con un
mezzo (per es. aria, refrigerante, olio) sino a raggiungere
una pressione di 70 bar. A questo scopo oltre al distributore
quadruplo di olio, è montata un’ulteriore alimentazione di
rotazione all’estremità dell’asta dello stantuffo. Bisogna
osservare che il corpo distributore di questa alimentazione
deve essere provvisto anch’esso di una sicurezza contro
torsioni che segue la corsa totale dello stantuffo 2, normalmente quello più piccolo.
La designazione del tipo ”...D” indica il montaggio di un’alimentazione di rotazione aggiuntiva.
Esempio:
”OVUSHHD 120/80” --> con alimentazione di rotazione
aggiuntiva
”OVUSHH 140/80” --> senza alimentazione di rotazione
aggiuntiva
Diametro stantuffo:
ambedue i numeri che seguono la designazione del tipo
(OVU...) indicano il diametro esterno di ambedue i dischi
dello stantuffo in mm. Il primo numero indica lo stantuffo 1
collegato con l’autocentrante tramite il tubo di trazione
rivolto verso il mandrino, e alla fine lo stantuffo 2 collegato
con l’autocentrante tramite l’asta di trazione alla parte
opposta del mandrino.
Esempio:
”OVUSHHD 120/80” diametro dello stantuffo 1
120 mm, diametro dello stantuffo 2 80 mm
”OVUSHHD 140/80” diametro dello stantuffo 1 140 mm,
diametro dello stantuffo 2 80 mm.
Corse dello stantuffo:
come opzione vengono anche indicate le corse dei due
stantuffi in mm. Si rispetta,
come pure per il diametro dello stantuffo la successione
stantuffo 1 (con tubo di trazione) prima dello stantuffo 2
(con barra di trazione)
Esempio:
”OVUSHHD 120/80 corsa 32/32”lacorsa sia dello
stantuffo 1( grande) che anche quella dello stantuffo 2
(piccolo) è di 32 mm.
”OVUSHHD 140/80 corsa 25/31”lacorsa dello stantuffo 1 è pari a 25 mm, quella dello stantuffo2èpari a
31 mm.
34
Page 35

Distributore olio:
il distributore del cilindro di serraggio permette un’alimentazione continua della pressione d’olio. Contemporaneamente per i cilindri si possono avere il regime
massimo ammesso ed anche la pressione massima
ammessa per i cilindri. La durata di avviamento è del
100%.
Osservare che il corpo distributore quadruplo e, nel
caso fosse presente, il corpo dell’aggiuntiva alimentazione di rotazione. Deve essere assicurata in modo che
non si giri, per es. alla testa motrice della macchina.
Vedi anche capitolo ”messa in funzione”.
Posizione di montaggio:
Il cilindro di serraggio può essere inserito sia nell’asse
apertura principale orizzontale sia anche nell’asse
principale verticale e in ogni posizione intermedia
immaginabile.
In tutte le posizioni dell’asse principale che differiscono
della posizione orizzontale si deve però fare attenzione
che il tubo di ricupero dell’olio venga posato in modo
che l’olio di ricupero non possa defluire del tutto dal
corpo distributore neanche durante le pause di
esercizio. Vedi a proposito anche il capitolo
”Messa in funzione”.
In generale:
il cilindro è adatto anche al serraggio ad alta pressione
eabassa pressione, sino a quando la pressione di
serraggio non è più del doppio della pressione di
sbloccaggio.
I dati sulle prestazioni e quelli di consumo, le dimensioni e le corse sono contenuti nel foglio dati allegato.
Il montaggio del cilindro al mandrino avviene normalmente con una flangia intermedia che viene apportata
innanzitutto al coperchio del cilindro e provvista di una
sede adatta al mandrino.
Il cilindro di serraggio è equilibrato per il regime massimo ammesso in conformità alla norma DIN ISO 1940,
qualità di bilanciamento G6, 3.
Non compreso nella
fornitura:
Accessori: bocchettoni di collegamento per conduzioni
di alimentazione e conduzioni di scarico, barre interruttori di fine corsa.
Accessori particolari:
interruttori di prossimità induttivi, pezzo/Id.-No. 381551
(contatto di apertura) oppure
2interruttori di prossimità induttivi, pezzo/
Id.-No. 202759 contatto di chiusura).
3. Messa in funzione
Poichè il cilindro praticamente non consente il collegamente da dietro dell’elemento di trazione (barra o tubo di
trazione) con l’autocentrante, il montaggio del relativo autocentrante dovrebbe effettuarsi solo dopo il montaggio del
cilindro.
3.1 Avvitare la flangia intermedia con le viti idonee a testa
cilindrica nei fori filettati disposti sul lato frontele. Momento torcente corrispondente alle viti usate, verificare
anche la tabella dei momenti torcenti.
3.2 Pulire il mandrino ossia la flangia del mandrino all’es-
tremità posteriore del mandrino della macchi-na e verificarne la concentricità e planarità. L’errore ammesso
di ciascuna oscillazione é di 0,005 mm.
3.3 Inserire dal retro tutto il cilindro, normalmente avvitato
con elemento di trazione ”su blocco” e verniciato con
colla (asportabile) per fermo per vite nella guida del
mandrino.
Nel caso fosse presente si può usare un dispositivo
antitorsione con vite di arresto radiale.
Qualora l’unità completa, elemento di trazione + cilindro, sia troppo lunga per lo spazio dietro la macchina,
in tal caso gli elementi di collegamento possono prima
essere infilati parzialmente nel foro del mandrino e venire avvitati solo dopo con il cilindro appeso davanti al
mandrino.
Secondo l’esecuzione dell’elemento di trazione è possibile il fissaggio con il cilindro avvitato al mandrino ancho dalla parte dell’autocentrance.
Ciò fatto, sistemare il cilindro sul diametro di centratura
del mandrino e serrare leggermente e in modo uniforme diagonalmentecon le viti della flangia.
3.4 Regolare radialmente il cilindro di serraggio in modo da
non superare un errore di concentricità massimo di
0,015 mm. Questo errore viene misurato sul
distributore pos. 08.
3.5 Serrare le viti di fissaggio della flangia intermedia con il
momento torcente di serraggio raccomandato delle
norme VDI. Vedasi anche la tabella delle coppie di serraggio.
3.6 Togliere i tappi protettivi dai bocchettoni di raccordo e
collegare le tubature di pressione. Si consiglia di custodire i tappi che, dovendo più tardi effettuare uno smontaggio, possono essere utili. I collegamenti pneumatici
con il distributore d’aria devono essere esenti da impuritá. Il sistema migliore è di soffiare con lieve pressione
prima dell’allacciamento. E’da evitarsi ad ogni costo
l’infiltrazione di trucioli nel corpo del distributore per
non incorrere
in danni irriparabili all’albero del distributore o alle valvole di sicurezza.
Inoltre questi collegamenti devono essere flessibili e
non devono esercitare pressione alcuna sul distri-butore. Ciò vale anche per il bocchettone del refrigerante
eiltubo flessibile che dovrà essere fissato dal cliente
per mezzo di una pinza. Questo tubo dovrebbe essere
in materiale trasparente e convogliare il refrigerante,
senza flessioni o risalite, direttamente nel serbatoio.
3.7 Il dispositivo di protezione antitorsione sul corpo del
distributore deve essere eseguito da parte del cliente.
Atale scopo si usa fissare sul corpo del mandrino una
staffa dello spessore di ca. 8 mm che cinge a forcella il
distributore dove si trova il bocchettone di scarico del
refrigerante. Il bocchettone di scarico deve essere verticale, rivolto verso il basso. Anche qui bisogna osservare scrupolosamente che il dispositivo antitorsione
non eserciti alcuna sollecitazione assiale sul distributore
(dilatazione termica).
3.8 Dopo il montaggio del cilindro con gli elementi di trazione si può procedere al montaggio dell’autocentrante.
Occorre far presente che, dopo il serraggio della flangia
del cilindro sul mandrino della macchina, non è più
possibile alcun collegamento con l’autocentrante o i
relativi elementi di trazione dall’estremità posteriore dal
mandrino.
Montaggio:
35
Page 36

0.10 A
0.050 A
0.10
A
0.0050 A
A
0.10 A
Controllo movimento di serraggio
a) I movimenti di serraggio vengono per lo più determinati
dalle corse dello stantuffo del mezzo di serraggio
azionato.
b) Gli interruttori di prossimità vengono posizionati in
corrispondenza alla zona di lavoro del mandrino di
serraggio o alle indicazioni date dal costruttore della
macchina.
Le posizioni di controllo consigliate sono per es. la posizione aperta, la posizione di serraggio e la posizione
di serraggio a vuoto (= posizione di serraggio senza
pezzo inserito) del mezzo di serraggio.
c) Nel caso di mezzi di serraggio con per es. morsetti a
cambio veloce il controllo del movimento di serraggio
collegato al comando della macchina deve essere
assicurato elettricamente in modo che il mandrino non
possa avviarsi nella posizione ”cambio morsetti”.
Come controllo standard del movimento di serraggio viene
considerato il procedimento privo di contatto tramite il disco
di controllo della corsa e gli interruttori di prossimità induttivi. Ulteriori procedimenti vengono in appresso solo menzionati. Ulteriori indicazioni sono contenute nelle istruzioni
per l’uso individual in riguardo al relativo cilindro.
Iprocedimenti1e2avvengono sulla base di posizioni di
controllo definite, ciò significa che per ogni pezzo o modifica del mezzo di serraggio deve essere regolata di nuovo
per lo meno la posizione di serraggio event. anche le due
posizioni finali. I procedimenti da3a6sonodicontinuo,
ciò significa che sono solo da definire i nuovi campi di validità per il controllo.
1. Interruttori di prossimità induttivi
Icontrolli dei movimenti avviene tramite due dischi divisori che sono accoppiati ai due stantuffi di serraggio 1 e
2. Da quattro a sei interruttori di prossimità induttivi, disponibili come accessori, si trovano su una squadra degli
interruttori di fine corsa e sondano le posizioni dei dischi
divisori. Se il disco divisore viene portato nella zona di
rilevamento dell’interruttore di prossimità, avviene una
modifica dello stato di commutazione (un ”contatto a
riposo” apre un circuito di corrente chiuso mentre un
”contatto di chiusura” lo chiude).
Visto che gli interruttori devono essere adatti al controllo
della macchina, non sono compresi nel volume di
fornitura del cilindro di serraggio.
Anche le squadre degli interruttori di fine corsa non sono
compresi nella fornitura, visto che a seconda della
macchina vi sono diverse possibilità di montaggio (per
es. montaggio diretto delle squadre dei commutatori al
corpo della macchina) e si ha quindi anche bisogno di
diverse squadre degli interruttori di fine corsa.
La squadra degli interruttori di fine corsa viene fissata ad
una delle tre superfici di fissaggio del corpo del distribu-
36
A
0.10
tore con 2 viti M6 e 2 bussole di serraggio Ø 6 DIN 1481
oDIN 7346.
Normalmentesipossonomontaresinoa3squadre degli
interruttori di fine corsa sul corpo del distributore.
2. Sensori di limite singoli (interruttori meccanici)
Con questo procedimento di controllo come con gli
interruttori di prossimità si rilevano la posizione di
serraggio aperta e quella vuota. Per fare ciò sono
sufficienti 2 camme di comando ed 1 sensore di limite
per ogni disco dello stantuffo. Se si vuole controllare
una o più posizioni di serraggio bisogna eventualmente
provvedere ad ulteriori sensori di limite e camme di
comando.
3. Trasduttore analogico del movimento
Questo sistema funziona secondo il principio d’induzione
così come gli interruttori di prossimità induttivi.
Però si usa, a differenza da questo, un disco di controllo
della corsa con contorno esterno cuneiforme. In base
alla distanza dal sensore che cambia a seconda della
posizione dello stantuffo, il sensore dà un segnale di
uscita elettrica lineare mutevole (corrente di uscita o
tensione di uscita). Il vantaggio sta nel controllo continuo
della corsa e quindi anche molto variabile.
4. Potenziometro lineare
Questo sistema crea un segnale elettrico continuo riferito ad un punto di uscita elettrico mutevole. Questo segnale analogico (tensione mutevole) viene trasformato in
movimento o corsa da un’unità di valutazione. Vantaggi
vedi sopra.
5. Trasduttore della posizione angolare
Con questo procedimento il movimento lineare
dello stantuffo viene trasformato con l’ausilio di una dentiera e pignone in un movimento rotatorio di un albero
con disco di codifica. La scansione di questo disco di
codifica avviene tramite diodi e fototransistori nel campo
dei raggi infrarossi. A seconda del disco di codifica si
possono provocare commutazioni di velocità, frenate
ecc. Stessi vantaggi come sopra.
6. Tastatore a laser
Questo sistema di misura continuo si basa su una luce
laser diffusa, che viene irradiata dal trasmettitore con
una angolatura precisa sull’oggetto da misurare e da
quest’ultimo viene riflesso sul ricevitore. La distanza
dell’oggetto da misurare dal ricevitore viene determinata
da un diodo PSD secondo il cosiddetto procedimento di
triangolazione. I tastatori a laser con uscita analogica
danno una tensione variabile (0--10V) proporzionale alla
distanza misurata che può essere direttamente elaborata da un PLC. Come oggetto di misura vengono usati
dischi divisori. Questi però devono essere opachi per
motivi funzionali.
0.010 A
Page 37

7. Sensori di posizione magnetostrittivi
I sensori di posizioni magnetostrittivi usano gli effetti
meccanici magnetici differenti per il controllo di un
lenght o di un colpo. Questi tipi di sensori di posizione
sono assicurati con i terminali analogue, digitali o del
campo di bus. Non portano liberamente e sono
manutenzione. Il controllo è effettuato misurando la
velocità corpo--supersonica di diffusione (impulsi di
torsione). Il tipo del segnale in uscita è analogue
(0 -- 10 volt). L’esattezza di misurazione è migliore di
0.1 millimetri e questi sensori forniscono le regolazioni
sicuri e costanti.
Controllo funzionale:
Un’analisi funzionale è solitamente raccomandabile
dopo che la prontezza operativa del cilindro sia stata
realizzata. Una pressione più bassa (barra
approssimativamente 5) dovrebbe essere regolata sul
circuito idraulico a questo fine.
Colpo:
I colpi ora sono controllati con questa pressione di
funzionamento bassa:
-- tutti i collegamenti idraulici dovrebbero essere
consecutivamente conforme a questa pressione
idraulica.
4. Uso
-- controlli le posizioni raggiunte dai dischi di controllo.
Determini le cause di tutte le deviazioni dimensionali o
posizionali dall’illustrazione riguardo ai dischi di controllo
ed elimini qualunque differenze immediatamente.
Controllo del colpo:
Èsuggerito che il colpo che controlla il dispositivo per la
commutazione delle posizioni di conclusione dei pistoni
di pressione del cilindro ed il controllo delle posizioni di
pressione richieste per sicurezza ha ragionato tramite il
controllo della macchina è montato e registrato a questa
occasione. Il supporto sui supporti ha fornito. Il colpo
che controlla il dispositivo richiesto a questo fine è
solitamente della specifica del cliente e così è incluso
nella portata del cilindro della consegna. Veda il relativo
operating manual a tale riguardo.
Scarico dei collegamenti idraulici:
Tutti i collegamenti idraulici misura con una valvola di
sicurezza dovrebbero essere scaricati durante l’analisi
funzionale. Le viti di venting sono aperte
consecutivamente girandoli una volta o due volte, ma
non dovrebbero essere svitate completamente. Allora il
collegamento dovrebbe essere pressurizzato con
pressione bassa. Le viti di venting sono strettamente
ancora chiuse se un flusso continuo dell’olio emerge qui
(non spume dell’olio). Controlli la strettezza sotto
pressione ammissibile massima applicata.
- La pressione massima di esercizio è pari a 50 bar
quella minimaa6bar. Nel caso sul corpo del cilindro fosse indicata una pressione diversa da quella
massima, quest’ultima è quella vincolante.
Come mezzo d’esercizio è ammesso esclusivamente olio.
- La pressione di sbloccaggio deve ammontare al-
meno alla metà della pressione di serraggio.
- Non si deve superare per nessun motivo il numero
di giri massimo del cilindro di serraggio. Lo stesso è
inciso sul corpo cilindro.
- Durante la rotazione il cilindro può essere azionato
illimitatamente.
- Si consiglia di usare l’olio idraulico H--LP 32 DIN
51525 (32 centistokes a 40ø Celsius).
All’aggregato idraulico deve essere inserito, per
evitare corpi estranei, un filtro a pressione con l’unità di filtraggio ad una finezza di 0,01 mm tra la
pompa e la valvola di comando.
5. Smontaggio
Lo smontaggio del cilindro avviene per principio nella
successione inversa al montaggio.
5.1 Chiudere la pressione idraulica su tutte le tubazioni
e scaricare la pressione da tutte le tubazioni.
5.2 Sbloccare il collegamento dell’autocentrante o simili
con l’elemento di trazione. Lo smontaggio dell’autocentrante in genere non è necessario.
5.3 Staccare le tubazioni di allacciamento e di scarico
nonchè il dispositivo di protezione antitorsione.
5.4 Spingere i tappi protettivi nei bocchettoni di collegamento.
5.5 Allentare le viti di fissaggio della flangia cilindro e
estrarre per un bel pezzo il cilindro di serraggio,
eventualmente con l’elemento di trazione, dal foro
del mandrino.
5.6 Sbloccare l’elemento di trazione. Se il posto dietro
Vedi anche paragrafo ”Avvisi di pericolo” a partire
dalla pagina 32-33.
- Il controllo del movimento di serraggio, se necessa-
rio, deve essere eseguito da parte del cliente.
- Il numero massimo di giri e la pressione massima
possono manifestarsi contemporaneamente e per
una durata illimitata (rapporto d’inserzione 100%).
- Il comando del cilindro dipende dalle necessarie
funzioni del dispositivo di serraggio e dal comando
della macchina e deve pertanto essere predisposto
dal cliente a seconda delle relative norme di sicurezza (vedasi capitolo avvertenze sui pericoli).
- Se diventa necessario smontare lo stantuffo, le
guarnizioni o le valvole di sicurezza, bisogna togliere tutto il cilindro di serraggio dal mandrino e
portarlo in fabbrica per una revisione generale.
In questa sede si può effettuare la revisione generale e il cilindro di serraggio riceve una nuova garanzia di funzionamento.
la macchina è sufficiente per il cilindro insieme all’
elemento di trazione, si possono anche estrarre per
intero il cilindro e l’elemento di trazione dal foro del
mandrino. Aver cura tuttavia che l’intera unità sia
sospesa in posizione orizzontale (cercare il baricentro).
5.7 Staccare completamente il cilindro dalla macchina e
appoggiarlo su un piano d’appoggio atto a proteggerlo. Estrarre dal foro del mandrino l’elemento di
trazione.
5.8 Se diventa necessario smontare lo stantuffo, le
guarnizioni o le valvole di sicurezza, bisogna
togliere tutto il cilindro di serraggio dal mandrino
e portarlo in fabbrica per una revisione generale.
In questa sede si può effettuare la revisione generale e il cilindro di serraggio riceve una nuova garanzia di funzionamento.
37
Page 38

6. Manutenzione, interventi
6.1 Manutenzione:
Il cilindro a stantuffo doppio con distributore non necessita manutenzione finché sui due raccordi esterni (di
regola “A” e “C”) nell’esercizio di rotazione é presente
almeno una pressione pulsante di minimo 5 bar. La
pausa di impulo può essere fino a 15 minuti, la durata di
impulso dovrebbe essere di almeno 5 secondi.
6.2 Interventi: Dopo 6500 ore del funzionamento o in caso
di diminuzione di pressione nel cilindro staccare lo
stesso dal mandrino e smontarlo. Durante l’operazione
pulire i singoli pezzi e verificarne lo stato d’usura.
In generale si consiglia di sostituire tutti gli elementi di
guarnizione, in particolare tuttavia quelli sottoposti a
sollecitazione dinamica. Si dovrebbe pertanto tenere
sempre a magazzino una serie degli elementi di guarnizione e dei pezzi soggetti a usura indicati nella distinta
base.
Per il rimontaggio procedere nella successione inversa
allo smontaggio, avendo cura che pezzi contrassegnati
o con una precisa posizione vengano montati nell’ordine
prestabilito, onde evitare disturbi di equilibrio o di funzionamento.
Attenzione: Non danneggiare le guarnizioni con utensili o
spigoli vivi.
Per mantenere la silenziosità di rotazione del cilindro,
si consiglia, dopo il rimontaggio, una riequili-bratura.
Ciò indispensabile a partire da 3000 giri al minuto.
Su richiesta questo intervento può essere effettuato, dietro
fatturazione, nello stabilimento della Ditta Röhm
o presso il cliento, con l’ausilio di un apparecchio equilibratore mobile ad opera di un nostro montatore. Un controllo di
funzionamento dovrebbe essere effettuato comunque, rivolgendo particolare attenzione ad eventuali nuove vibrazioni.
Altri lavori di manutenzione al cilindro di serraggio non sono
necessari.
Per quanto riguarda la sicurezza
di funzionamento e la garanzia
si consiglia vivamente di far
effettuare i lavori di manutenzione da parte del
costruttore.
Anschlüsse
Connections
Anschlüsse
Connections
Misure 120/80 120/80 140/80 160/80
Corsa del pistone 45/8 75/8 45/8 45/8
Ident-No. (senza flangia cilindro) 419724 419727 419725 419726
pistone 1 C
pistone 2 ( possibile riduzione sino a 50 mm) C
Corsa del pist. 1
Corsa del pist. 2 (possib. grandire sino a 45 mm) D
Superficie del pistone
Forza effettiva (F=40 bar)
Velocità max. ammissiblile min
Volume per doppia corsa totale
Momento d’inerzia J kgm
Peso circa kg 42,2 44,7 46,5 51,3
Le misure E,F,G,H si riferiscono alla macchina e sono da indicarsi dal cliente nell’ordine.
(possib. riduzione sino a 10 mm) D
Pistone 1
Pistone 2
A 168 168 188 208
B 248 278 248 248
1
2
1
2
min. 40 10 40 40
K
1
max. 85 85 85 85
min. 22 --8 22 22
K
2
max. 3003030
min. 3773737
Q
max. 82 82 82 82
Acm293,5 93,5 134,5 181,4
Bcm2103,7 103,7 144,5 191,6
Ccm245,4 45,4 45,4 45,4
Dcm246,1 46,1 46,1 46,1
1 daN 3800 3800 5600 7400
2 daN 1800 1800 1800 1800
-- 1
1l 0,86 1,42 1,26 1,67
2l 0,1 0,1 0,1 0,1
2
120 120 140 160
80 80 80 80
45 75 45 45
8888
5000 5000 5000 5000
0,13 0,14 0,18 0,25
38
Page 39

Notizen
39
Page 40

Röhm GmbH, Postfach 11 61, D-89565 Sontheim/Brenz
Tel. 0 73 25 / 16-0, Fax 0 73 25 / 16-4 92
Homepage: http://www.roehm.biz
e-mail: info@roehm.biz
Id.-Nr. 790742/0214
40
 Loading...
Loading...